Embed Size (px)
Citation preview

1
UNIVERSIDAD NACIONAL DE SAN AGUSTÍN
FACULTAD DE INGENIERÍA DE PROCESOS
ESCUELA PROFESIONAL DE INGENIERÍA METALÚRGICA
INFORME TÉCNICO
“EVALUACIÓN DEL PROCESO DE RECUPERACIÓN DE CU-AU EN LA UNIDAD
MINERA CERRO CORONA”
Tesis presentada por el Bachiller:
PAREDES DIAZ, JOSE MIGUEL
Para obtener el Título Profesional de :
Ingeniero Metalurgista
AREQUIPA – PERÚ
2015

2
INFORME TECNICO: “EVALUACIÓN DEL PROCESO DE RECUPERACIÓN DE
CU-AU EN LA UNIDAD MINERA CERRO CORONA”
CAPÍTULO I.- GENERALIDADES
1.1. Planteamiento del problema 2
1.2. Objetivos 2
1.3. Generalidades 3
1.3.1. Ubicación 3
1.4. Unidad Minera Cerro Corona 6
1.7. Planta concentradora 7
CAPÍTULO II.- DESCRIPCIÓN DE SECCIONES DE LA PLANTA
CONCENTRADORA
2.1. Sección chancado 9
2.2. Sección molienda 10
2.3. Sección flotación 11
2.4. Sección de espesamiento y relaves 12
2.5. Sección de filtrado 13
2.6. Sección de almacenamiento y despacho 14
CAPÍTULO III.- DESCRIPCIÓN DEL PRODUCTO V-TEC
3.1- Gorregaard 16
3.1.1. Pionera 17
3.1.2. V-TEC 17
CAPÍTULO IV.- DESARROLLO DE LAS PRUEBAS
4.1. Desarrollo de pruebas 19
CONCLUSIONES
BIBLIOGRAFÍA
ANEXOS

1
CAPITULO I
GENERALIDADES

2
1.1. PLANTEAMIENTO DEL PROBLEMA
La Unidad Minera Cerro Corona es un yacimiento minero de tajo abierto
para la recuperación de cobre y oro, con su posterior procesamiento de
los minerales sulfurados a través de los procesos de chancado, molienda
y flotación a fin de producir un concentrado de cobre con contenido de oro
como producto final.
La presencia de arcillas en el mineral han ocasionado que la recuperación
del mineral se vea afectada, siendo una necesidad de la minera la
clasificación de los minerales antes de ser procesados, por lo cual se
requiere de un producto químico que sea capaz de inhibir la presencia de
la arcilla y facilitar la recuperación de cobre y oro.
Actualmente se trata de disminuir el efecto que producen las arcillas
aumentando el caudal de agua al proceso, pero esto ocasiona que la
planta procese menos cantidad de tonelaje diario generando el mismo
gasto, por consecuencia la producción disminuye.
1.2. OBJETIVOS
Inhibir los efectos de la arcilla en el proceso de la molienda y
flotación.
Reducir significativamente el consumo de reactivos en el proceso de
flotación sin disminuir la producción de la empresa.
Disminuir la carga circulante del proceso de flotación.
Incrementar la recuperación de cobre y oro.

3
1.3. GENERALIDADES
1.3.1. UBICACIÓN
La minera Cerro Corona se encuentra políticamente ubicado en el
departamento de Cajamarca, provincia de Hualgayoc, distrito de
Hualgayoc, Comunidad Campesina El Tingo, Anexo Predio La
Jalca, Caseríos Coymolache y Pilancones. Geográficamente, se
encuentra ubicado en la vertiente oriental de la Cordillera
Occidental de los Andes del Norte de Perú, hacia la vertiente
continental atlántica, aproximadamente entre los 3 600 y los 4 000
m de altitud. Involucra principalmente a las cuencas de los ríos
Tingo / La Quebrada o Tingo / Maygasbamba, y Hualgayoc /
Arascorgue, las cuales drenan hacia el océano Atlántico a través
de los ríos Llaucano, Marañón y Amazonas. El área de influencia
directa del proyecto abarca a la Comunidad Campesina El Tingo,
incluido su Anexo el Predio La Jalca, conformado por los caseríos
de Pilancones, Coymolache y el Centro Poblado Urbano de
Hualgayoc.

4

5
Figura Nº 1.1.
UBICACIÓN UNIDAD MINERA CERRO CORONA

6
1.4 UNIDAD MINERA CERRO CORONA
Gold Fields La Cima en su unidad minera de Cerro Corona se dedica a la
explotación y concentración de cobre y oro, siendo una unidad minera que
goza de la aceptación de la población debido a las obras importantes
gestionadas para la comunidad así como la generación de puestos de
trabajo.
El yacimiento de la operación minera Cerro Corona consiste de una
mineralización de cobre primario enriquecido en oro, que se encuentra en
vetas, fracturas, rocas huésped de pórfido de diorita, y en cuerpos
intrusivos de la misma sobre sedimentos calcáreos y caliza. Además,
posee una zona desarrollada, aunque menos significativa, de cobre
oxidado y cobre enriquecido con mineralización supergénica en la
superficie.
Análisis de microscopía indica una mineralización de cobre débil
moderada, la cual está asociada con pirita y marcasita. Hematita primaria
es encontrada en algunas pocas muestras de la zona de óxidos.
La mineralización está generalmente restringida a espacios intersticiales,
micro fracturas y vetas de cuarzo que cruzan la roca huésped. La
mineralización de cobre primario consiste de calcopirita, ocasionalmente
acompañada de trazas de bornita. Además, en la zona supergénica, una
moderada pero fuerte alteración supergénica se dirige al reemplazo
parcial de los sulfuros de cobre primarios por covelita y digenita. Calcocita
y cuprita son raramente encontradas.
El método de explotación usado es el de voladura, el mineral extraído es
depositado en la cancha de mineral y alimentado a la planta
concentradora, la cual, cuenta con un sistema de varias etapas en las
cuales se recupera el cobre y oro por procesos de chancado, molienda y
flotación.

7
1.5. PLANTA CONCENTRADORA
Planta concentradora que recupera minerales sulfurados de cobre por
flotación y comercializarlos bajo la modalidad de concentrados.
El desarrollo del proyecto comprendió la construcción de una planta
concentradora para procesar sulfuros de cobre con contenido de oro, con
una capacidad de procesamiento de 775 ton de mineral por hora,
mediante las etapas de trituración o chancado, molienda, flotación,
espesamiento y filtrado y almacenamiento temporal de concentrados.
El área de emplazamiento de la planta "Plant Site" es de
aproximadamente 45000 m2, donde se ha construido todas las
instalaciones de la concentradora. La planta consta de seis secciones
claramente definidas:
Sección de Chancado.
Sección de Molienda.
Sección de Flotación.
Sección de Espesamiento y Relaves.
Sección de Filtrado.
Sección de Almacenamiento y Despacho.

8
CAPITULO II
DESCRIPCIÓN DE SECCIONES DE LA PLANTA
CONCENTRADORA.

9
2.1. SECCION DE CHANCADO.
Es el área que se encarga de la reducción primaria en el tamaño del
mineral proveniente de mina. Luego de la voladura del mineral en el tajo,
es depositado en la cancha de gruesos para ser pasados por un
chancador tipo rodillos y dientes. Este proceso de chancado se realiza en
dos líneas independientes, y su principal función es la de obtener un
producto de menor tamaño al recibido de mina.
El mineral proveniente de mina puede ser hasta de 1 tonelada de tamaño
y luego de ser pasado por la chancadora estará a 10 pulgadas.
El proceso de chancado se realiza en seco; es decir, sin agua. La
descarga de la chancadora es transportada mediante fajas hacia el
proceso siguiente.

10
2.2. SECCION DE MOLIENDA.
Es la segunda etapa del proceso donde el mineral proveniente del
chancado es mezclado con agua para ingresar al Molino SAG, realizando
la disminución de tamaño de 10 pulgadas a 0.5 pulgadas.
La descarga del molino es bombeado a un sistema de clasificación de
tamaños (ciclones), donde el mineral con tamaño menor a 150 micrones
es enviado al siguiente proceso o flotación. Los tamaños menores son
enviados a un molino de bolas para su molienda, creando una carga
circulante con los ciclones.
La función de esta etapa es la reducción de tamaño de partícula en
húmedo, de 10 pulgadas a 150 micrones.

11
2.3. SECCIÓN DE FLOTACION.
Es la siguiente etapa, donde se realiza la separación de los elementos
valiosos (cobre y oro) de los no valiosos (fierro, arcillas, gangas). El
proceso de separación se realiza mediante la flotación de los minerales
valiosos. Para conseguir este efecto, es necesario la adición de reactivos
que modifican las propiedades físicas de las partículas, haciéndolas
hidrofóbicas (miedo al agua).
El proceso cuenta con un sistema de agitación y adición de aire para la
formación de burbujas, en las cuales se "pega" el mineral valioso
(hidrofóbico), y son removidas de las celdas para luego ser limpiadas en
procesos posteriores.
El mineral que no "flota" es considerado como relave, y lo que flota es
llamado concentrado de cobre y oro.
El mineral de mina contiene 0.6% de Cobre 1 gr/ton de Oro. Luego del
proceso de flotación (separación) el concentrado contiene 25% de Cobre
y 30 gr/ton de Oro. Por eso, a este proceso se le denomina
"concentración de minerales".
La métrica principal del área es la de obtener la mayor recuperación
posible de las especies valiosas.

12
2.4. SECCIÓN DE ESPESAMIENTO Y RELAVES.
Son dos áreas distintas que reciben el producto de flotación: por un lado
el concentrado, y por otro el relave. La función de este proceso es la de
recuperar el agua usada en el proceso de flotación. El espesador es un
tanque muy grande donde se realiza la separación sólido – líquido. Los
concentrados tienen que eliminar agua para su posterior tratamiento de
filtración y los relaves para su disposición en la presa de relaves.
La métrica del área es el porcentaje de sólidos en la pulpa de concentrado
y relave. Para el relave es necesario mantener una pulpa con 50 - 55%
sólidos, y para el concentrado de 70 - 75% sólidos.
13
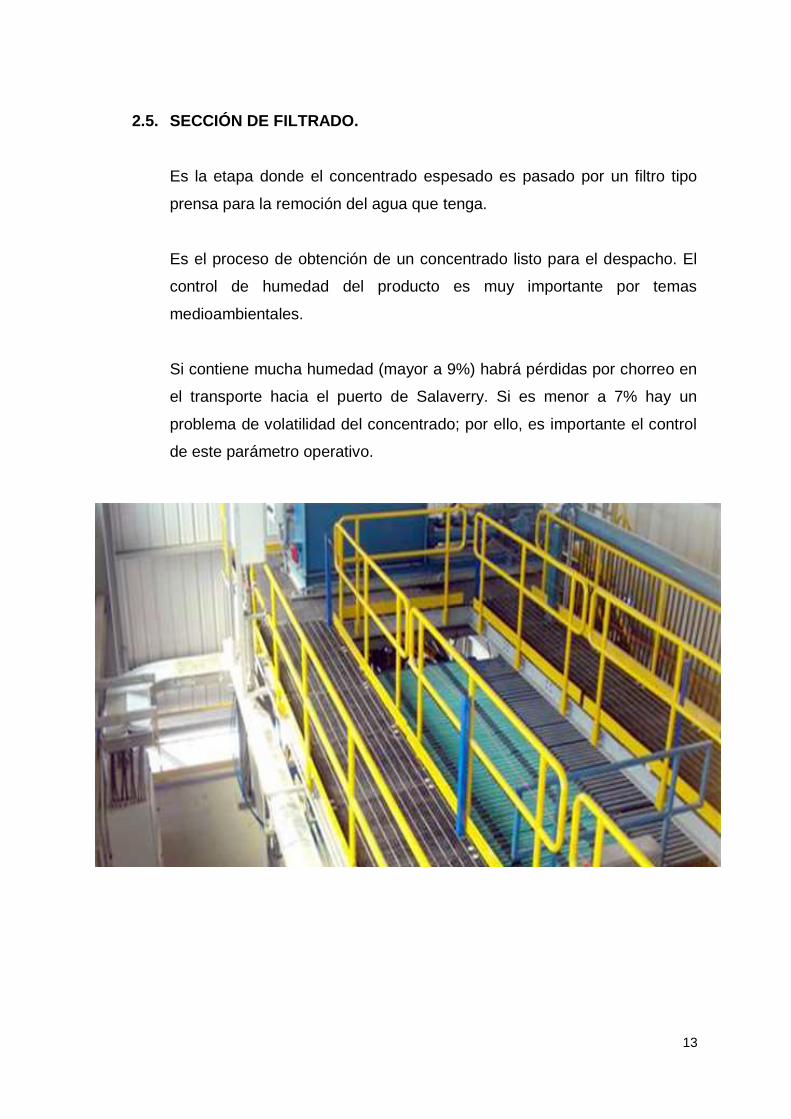
2.5. SECCIÓN DE FILTRADO.
Es la etapa donde el concentrado espesado es pasado por un filtro tipo
prensa para la remoción del agua que tenga.
Es el proceso de obtención de un concentrado listo para el despacho. El
control de humedad del producto es muy importante por temas
medioambientales.
Si contiene mucha humedad (mayor a 9%) habrá pérdidas por chorreo en
el transporte hacia el puerto de Salaverry. Si es menor a 7% hay un
problema de volatilidad del concentrado; por ello, es importante el control
de este parámetro operativo.

14
2.6. SECCIÓN DE ALMACENAMIENTO Y DESPACHO.
Es la etapa final del proceso, donde se almacena el concentrado para su
posterior despacho al puerto de Salaverry en camiones de 30 toneladas.
Los controles realizados en el punto son por calidad y humedad.

15
CAPITULO III
DESCRIPCION DEL PRODUCTO V-TEC

16
3.1. BORREGAARD
Borregaard es el principal fabricante del mundo de productos químicos
derivados de la madera, como la celulosa de especialidad, la lignina, la
vainillina y el bioetanol.
La lignina es obtenida de los árboles y de la leonardita (árboles
fosilizados) los cuales son pulverizados y mezclados homogéneamente
para luego pasar por un proceso de sulfatación dándole la propiedad de
disolverse a todo rango de pH.
El primer producto obtenido es el Lignosulfonato de Calcio, esto debido a
que la lignina y la leonardita contienen grandes cantidades de calcio,
elemento que se encarga de darle la dureza a los arboles, luego al
Lignosulfonato de Calcio se le hace reaccionar con hidróxido de sodio
(NaOH) obteniendo el Lignosulfonato de Sodio y este a su vez se hace
reaccionar con Amoniaco (NH3) obteniendo el Lignosulfonato de Amonio.
Cada Lignosulfonato es procesado individualmente y purificado dándole
diferentes propiedades para cada rubro.
Borregaard además está certificada con:
Sistemas de gestión de calidad ISO 9001
Sistemas de gestión ambiental ISO 14001
Sistemas de gestión de inocuidad de los alimentos FSSC 22000
Sistemas de gestión energética ISO 50001
GMP de producción de aditivos alimenticios y premezclados
SMETA Iniciativa de Comercio Ético Código Base

17
3.1.1. PIONERA
Pionera es la división creada por Borregaard para el rubro minero a
nivel mundial. Pionera formula polímeros modificados naturales, los
cuales son amigables al medio ambiente esto debido a que utilizan
una fuente natural y renovable como materia prima.
Los Biopolimeros utilizados dan origen a una amplia gama de
productos, los cuales están clasificados dependiendo del área al
cual serán aplicados pudiendo ser en Molienda, Flotación y
Lixiviación.
En el caso de Cerro Corona se decidió utilizar el V-TEC siendo este
un insumo para la molienda.
3.1.2. V-TEC
V-TEC es un biopolimero anionico modificado con bajo contendido
de insolubles y cloruros, totalmente soluble en agua, utilizado para
el control de la reología del mineral y reducción de la viscosidad.
ANÁLISIS TÍPICO
Análisis Químico Análisis Físico
Sodio 8% Color Marrón
Calcio 0.5% Materia Polvo,% min 93.0
Sulfuro 9% Insolubles,% max 0.5
pH (solución al10%) 8.2 +/- 0.5
El producto puede ser estable en el tiempo siempre que sea
conservado en su envase original, bajo techo y paletizado,
producto altamente higroscópico.

18
CAPITULO IV
DESARROLLO DE LAS PRUEBAS

19
4.1. DESARROLLO DE PRUEBAS
A continuación se detallan como se realizaron las pruebas en la Unidad
Minera de Cerro Corona con nuestro producto V-TEC para lo cual se
siguió el proceso estándar que podemos apreciar:

20
Mineral : Operador :
Variable : Fecha :
Hora :
TEST No.1 : Flotación con Limpieza - Reactivos :
Procedimiento Flotación+Limpieza con remolienda del concentrado rougher
Alimento 2760 g de mineral, 65% sólidos
Molienda P80= 140 µm Remolienda P80= 40 µm
Malla 60 % - 200M 90 % - 200M
Condiciones
Etapa Reactivos en g/t Tiempo, minutos %S RPM
pH PAX AP-3926 MIX * DDS3 Molienda Acond Flotacion
Molienda 15-20 65 1500
Rougher 1 10.00 52.50 10.00 5.00 5 1 30 1200
Rougher 2 2 2 1200
Rougher 3 17.50 5.00 1 4 1200
Rougher 4 1 8 1200
Remolienda 8 50 1500
H.I.C. 10 1500
Clean 1 12.00 6.50 4 1200
Clean Scv. 1 1.00 1 4 1200
Clean 2 1 3 1200
Clean 3 1 3 1200
Clean 4 40.00 1 2 1200
Total 0.0 0.0 0.0 77.5 10.0 10.0 40.0 0.0 0.0 0.0
Product Weight Weight Assays
slurry g dry g Ag g/t Au g/t Cu % % CuO Fe % Insol. % MIX* = MIBC / Dowfroth 250 / Aceite de pino en ratio 1 : 1 : 1
Concentrado Final DDS3 = 20%QUEBRACHO / 80% CIANURO
Relave 4ta Limpieza
Relave 2da Limpieza
Relave 3ra Limpieza
Conc Cleaner Scavenger
Relave Cleaner Scavenger
Relave Rougher
Total

21
Para poder interpretar el procedimiento estándar tenemos la siguiente
explicación de parte de la unidad minera:
Mineral : Operador :
Variable : Fecha :
Hora :
TEST No.1 : Flotación con Limpieza - Reactivos :
Procedimiento Flotación+Limpieza con remolienda del concentrado rougher
Alimento 2760 g de mineral, 65% sólidos
Molienda P80= 140 µm Remolienda P80= 40 µm
Malla 60 % - 200M 90 % - 200M
Condiciones
Etapa Reactivos en g/t Tiempo, minutos %S RPM
pH PAX AP-3926 MIX * DDS3 Molienda Acond Flotacion
Molienda 15-20 65 1500
Rougher 1 10.00 52.50 10.00 5.00 5 1 30 1200
Rougher 2 2 2 1200
Rougher 3 17.50 5.00 1 4 1200
Rougher 4 1 8 1200
Remolienda 8 50 1500
H.I.C. 10 1500
Clean 1 12.00 6.50 4 1200
Clean Scv. 1 1.00 1 4 1200
Clean 2 1 3 1200
Clean 3 1 3 1200
Clean 4 40.00 1 2 1200
Total 0.0 0.0 0.0 77.5 10.0 10.0 40.0 0.0 0.0 0.0
Para una pruebaBatch, todos estos concentrados se juntan. Para una prueba de
cinética, cada concentrado se
analiza por separado
Dosificación en función a peso inicial de mineral
Product Weight Weight Assays
slurry g dry g Ag g/t Au g/t Cu % % CuO Fe % Insol. % MIX* = MIBC / Dowfroth 250 / Aceite de pino en ratio 1 : 1 : 1
Concentrado Final DDS3 = 20%QUEBRACHO / 80% CIANURO
Relave 4ta Limpieza
Relave 2da Limpieza
Relave 3ra Limpieza
Conc Cleaner Scavenger
Relave Cleaner Scavenger
Relave Rougher
Total
Son los 7productos
obtenidos en unaflotación Batch para el balance respectivo.

22
Podemos realizar dos tipos de pruebas, la prueba de batch y la prueba de
cinética, a continuación una explicación breve de los resultados a obtener:
PRUEBA BATCH
ROUGHER 1MOLIENDA
ROUGHER 2
ROUGHER 3
ROUGHER 4
Min = 2760 g% Sol = 65%RPM = 1500 rpm
p80 = 140 um
Celda = 8 L% Sol = 30%RPM = 1200 rpm
Aire = 8 L/minAcond = 5 minFlot = 1 min
Celda = 8 L% Sol = 30%RPM = 1200 rpm
Aire = 8 L/minAcond = 2 minFlot = 2 min
Celda = 8 L% Sol = 30%RPM = 1200 rpm
Aire = 8 L/minAcond = 1 minFlot = 4 min
Celda = 8 L% Sol = 30%RPM = 1200 rpm
Aire = 8 L/minAcond = 1 minFlot = 8 min
CONC. 1º CL
RELAVE ROUGHER
CONCENTRADOROUGHER
REMOLIENDA
% Sol = 50%RPM = 1500 rpmp80 = 40 um
Adición de agua aproximada = 220 ml
1º CLEANER
CL-SCV
ACONDICIONAMIENTO
Celda = 8 L% Sol = 50%RPM = 1500 rpm
Acond = 10 min
Celda = 4 LRPM = 1200 rpmAire = Autoinsuflado
Acond = 0 minFlot = 4 min
RELAVECL-SCV
CONC. CL-SCV
Celda = 4 LRPM = 1200 rpmAire = Autoinsuflado
Acond = 1 minFlot = 4 min
Se obtienen SIETE productos
Se deben realizar pruebas de moliendabilidad previas tanto para molienda como para remoliendaNOTA
2º CLEANER
Celda = 2 LRPM = 1200 rpmAire = Autoinsuflado
Acond = 1 minFlot = 3 min
CONC. 2º CL
RELAVE2º CL
3º CLEANER
Celda = 2 LRPM = 1200 rpmAire = Autoinsuflado
Acond = 1 minFlot = 3 min
CONC. 3º CL
RELAVE3º CL
4º CLEANER
Celda = 1 LRPM = 1200 rpmAire = Autoinsuflado
Acond = 1 minFlot = 2 min
CONC. 4º CL
RELAVE4º CL

23
Se realizaron en total 8 pruebas completas (molienda y flotación) con
mineral de la semana 75 las cuales fueron:
Con mineral ESTANDAR:
1 prueba ESTANDAR.
1 prueba añadiendo 100gr/ton de V-TEC en molienda.
1 prueba añadiendo 300gr/ton de V-TEC en molienda.
1 prueba añadiendo 600gr/ton de V-TEC en molienda.
Los resultados obtenidos los podemos visualizar en la siguiente tabla:
NOTA Se obtienen CINCO productos
PRUEBA DE CINETICA
ROUGHER 1MOLIENDA
ROUGHER 2
ROUGHER 3
ROUGHER 4
Min = 2760 g% Sol = 65%RPM = 1500 rpm
p80 = 140 um
Celda = 8 L% Sol = 30%RPM = 1200 rpm
Aire = 8 L/minAcond = 5 minFlot = 1 min
Celda = 8 L% Sol = 30%RPM = 1200 rpm
Aire = 8 L/minAcond = 2 minFlot = 2 min
Celda = 8 L% Sol = 30%RPM = 1200 rpm
Aire = 8 L/minAcond = 1 minFlot = 4 min
Celda = 8 L% Sol = 30%RPM = 1200 rpm
Aire = 8 L/minAcond = 1 minFlot = 8 min
CONC. 1 CONC. 2 CONC. 3 CONC. 4
RELAVE ROUGHER

24
SE
MA
NA
75
ST
DM
UE
STR
A:
Sem
ana
75
gr
%C
u, %
Au
, Gr/
TM
Fe,
%C
uA
uF
eC
u, %
Au
, %F
e, %
PA
X-S
IPX
MIX
AP
3926
Con
c R
o 1
122.
344.
102.
644.
2337
.94
10.8
317
.35
155.
6513
.80
16.4
519
.77
Mol
iend
a5.
3410
4.40
Con
c R
o 2
105.
933.
554.
96.
1528
.63
17.4
121
.85
101.
7022
.18
20.7
112
.92
Aco
nd.
542
.03.
06.
0
Con
c R
o to
t22
8.27
7.65
3.7
5.12
33.6
228
.24
39.2
025
7.35
35.9
737
.16
32.6
8R
ough
er 0
11.
510
.00
-324
.00
Rlv
e25
25.5
484
.69
0.26
0.32
3.22
22.0
227
.10
272.
7028
.05
25.6
934
.63
Rou
gher
02
29.
74-1
95.7
014
.03.
0
Cab
eza
Cal
c29
82.0
810
0.00
0.78
51.
067.
8778
.49
105.
5078
7.40
100.
0010
0.00
100.
00
Cab
eza
Ens
SE
MA
NA
75
V-T
EC
= 1
00 G
R/T
ON
MU
ES
TRA
:S
eman
a 75
gr
%C
u, %
Au
, Gr/
TM
Fe,
%C
uA
uF
eC
u, %
Au
, %F
e, %
PA
X-S
IPX
MIX
AP
3926
Con
c R
o 1
103.
433.
493.
744.
5133
.63
13.0
615
.75
117.
4116
.90
19.0
615
.46
Mol
iend
a5.
3598
.80
Con
c R
o 2
108.
743.
673.
933.
4629
.714
.43
12.7
010
9.02
18.6
815
.38
14.3
5A
cond
.5
42.0
3.0
6.0
Con
c R
o to
t21
2.17
7.16
3.8
3.97
31.6
227
.48
28.4
522
6.43
35.5
834
.44
29.8
1R
ough
er 0
11.
510
.00
-334
.00
Rlv
e25
38.1
585
.68
0.26
0.3
3.58
22.2
825
.70
306.
7228
.84
31.1
240
.38
Rou
gher
02
29.
71-2
10.0
014
.03.
0
Cab
eza
Cal
c29
62.4
910
0.00
0.77
20.
837.
6077
.24
82.5
975
9.58
100.
0010
0.00
100.
00
Cab
eza
Ens
SE
MA
NA
75
V-T
EC
= 3
00 G
R/T
ON
MU
ES
TRA
:S
eman
a 75
gr
%C
u, %
Au
, Gr/
TM
Fe,
%C
uA
uF
eC
u, %
Au
, %F
e, %
PA
X-S
IPX
MIX
AP
3926
Con
c R
o 1
114.
413.
843.
96.
0133
.89
14.9
923
.09
130.
2319
.15
21.7
716
.63
Mol
iend
a5.
3696
.90
Con
c R
o 2
107.
233.
603.
874.
8931
.22
13.9
417
.61
112.
4417
.81
16.6
014
.36
Aco
nd.
542
.03.
06.
0
Con
c R
o to
t22
1.64
7.44
3.9
5.47
32.6
028
.92
40.7
124
2.67
36.9
538
.37
30.9
8R
ough
er 0
11.
510
.02
-334
.00
Rlv
e25
34.0
685
.11
0.24
0.29
3.5
20.4
324
.68
297.
8926
.10
23.2
638
.03
Rou
gher
02
29.
69-2
19.0
014
.03.
0
Cab
eza
Cal
c29
77.3
410
0.00
0.78
31.
067.
8378
.28
106.
0978
3.23
100.
0010
0.00
100.
00
Cab
eza
Ens
SE
MA
NA
75
V-T
EC
= 6
00 G
R/T
ON
MU
ES
TRA
:S
eman
a 75
gr
%C
u, %
Au
, Gr/
TM
Fe,
%C
uA
uF
eC
u, %
Au
, %F
e, %
PA
X-S
IPX
MIX
AP
3926
Con
c R
o 1
190.
316.
303.
964.
9932
.92
24.9
731
.46
207.
5529
.45
29.9
625
.46
Mol
iend
a5.
3494
.20
Con
c R
o 2
76.0
12.
523.
814.
4331
.86
9.59
11.1
680
.23
11.3
210
.62
9.84
Aco
nd.
542
.03.
06.
0
Con
c R
o to
t26
6.32
8.82
3.9
4.83
32.6
234
.56
42.6
228
7.78
40.7
740
.59
35.3
0R
ough
er 0
11.
510
.04
-343
.00
Rlv
e24
85.8
882
.35
0.19
0.24
2.91
15.6
519
.77
239.
6518
.46
18.8
229
.40
Rou
gher
02
29.
76-2
29.0
014
.03.
0
Cab
eza
Cal
c30
18.5
210
0.00
0.84
81.
058.
1584
.77
105.
0081
5.21
100.
0010
0.00
100.
00
Cab
eza
Ens
0.79
70.
998
7.86
4
Eta
pa
Tiem
po
pH
Red
ox
Rea
ctiv
os
(g/t
)
Rea
ctiv
os
(g/t
)
Eta
pa
Tiem
po
pH
Red
ox
Rea
ctiv
os
(g/t
)
Red
ox
Eta
pa
Tiem
po
pH
Red
ox
Eta
pa
Tiem
po
pH
Rea
ctiv
os
(g/t
)
Item
PE
SO
EN
SA
YE
SE
NS
AY
ES
RE
CU
PE
RA
CIO
NE
S
Item
PE
SO
EN
SA
YE
SE
NS
AY
ES
RE
CU
PE
RA
CIO
NE
S
PE
SO
EN
SA
YE
SE
NS
AY
ES
RE
CU
PE
RA
CIO
NE
SIt
em
Item
PE
SO
EN
SA
YE
SE
NS
AY
ES
RE
CU
PE
RA
CIO
NE
S

25
Con mineral ARCILLOSO:
1 prueba ESTANDAR.
1 prueba añadiendo 100gr/ton de V-TEC en molienda.
1 prueba añadiendo 300gr/ton de V-TEC en molienda.
1 prueba añadiendo 600gr/ton de V-TEC en molienda.
Estas pruebas fueron desarrolladas en las instalaciones de la unidad
minera de Cerro Corona bajo supervisión de personal de planta.
Los resultados obtenidos los podemos visualizar en la siguiente tabla:

26
Hy-
Arg
ilico
ST
DM
UE
STR
A:
Hy-
Arg
ilico
gr
%C
u, %
Au
, Gr/
TM
Fe,
%C
uA
uF
eC
u, %
Au
, %F
e, %
PA
X-S
IPX
MIX
AP
3926
Con
c R
o 1
28.3
91.
016.
609.
0628
.51
6.64
9.11
28.6
713
.50
14.3
05.
16M
olie
nda
6.90
-60.
30
Con
c R
o 2
38.0
41.
359.
079.
4632
.46
12.2
212
.75
43.7
324
.86
20.0
07.
87A
cond
.5
42.0
3.0
6.0
Con
c R
o to
t66
.43
2.35
8.0
9.29
30.7
718
.86
21.8
672
.40
38.3
734
.30
13.0
3R
ough
er 0
11.
510
.01
-170
.00
Rlv
e26
90.5
295
.29
0.12
0.21
4.31
11.4
420
.01
410.
7223
.27
31.4
073
.93
Rou
gher
02
29.
91-1
32.4
014
.03.
0
Cab
eza
Cal
c28
23.3
810
0.00
0.49
0.64
5.56
49.1
563
.72
555.
5210
0.00
100.
0010
0.00
Cab
eza
Ens
Hy-
Arg
ilico
v-t
ec=
100
gr7
To
nM
UE
STR
A:
Hy-
Arg
ilico
gr
%C
u, %
Au
, Gr/
TM
Fe,
%C
uA
uF
eC
u, %
Au
, %F
e, %
PA
X-S
IPX
MIX
AP
3926
Con
c R
o 1
35.1
61.
248.
878.
1232
.47
11.0
010
.07
40.2
822
.02
17.1
27.
18M
olie
nda
6.90
-38.
40
Con
c R
o 2
42.2
21.
496.
216.
9627
.88
9.25
10.3
741
.53
18.5
217
.62
7.41
Aco
nd.
542
.03.
06.
0
Con
c R
o to
t77
.38
2.73
7.4
7.49
29.9
720
.26
20.4
481
.82
40.5
434
.74
14.5
9R
ough
er 0
11.
510
.10
-138
.00
Rlv
e26
79.3
194
.54
0.10
0.19
4.20
9.45
17.9
639
7.07
18.9
230
.52
70.8
2R
ough
er 0
22
10.0
1-1
17.4
014
.03.
0
Cab
eza
Cal
c28
34.0
710
0.00
0.50
0.59
5.61
49.9
658
.85
560.
7010
0.00
100.
0010
0.00
Cab
eza
Ens
Hy-
Arg
ilico
v-t
ec=
300
gr7
To
nM
UE
STR
A:
Hy-
Arg
ilico
gr
%C
u, %
Au
, Gr/
TM
Fe,
%C
uA
uF
eC
u, %
Au
, %F
e, %
PA
X-S
IPX
MIX
AP
3926
Con
c R
o 1
57.8
32.
036.
568.
3930
.09
13.3
217
.04
61.1
027
.15
26.4
710
.91
Mol
iend
a6.
90-3
5.90
Con
c R
o 2
36.7
51.
295.
075.
9524
.54
6.54
7.68
31.6
713
.33
11.9
35.
66A
cond
.5
42.0
3.0
6.0
Con
c R
o to
t94
.58
3.32
6.0
7.44
27.9
319
.86
24.7
192
.77
40.4
938
.40
16.5
7R
ough
er 0
11.
510
.05
-118
.10
Rlv
e26
58.8
193
.36
0.10
0.16
4.01
9.34
14.9
437
4.37
19.0
323
.21
66.8
6R
ough
er 0
22
9.96
-108
.20
14.0
3.0
Cab
eza
Cal
c28
47.9
710
0.00
0.49
0.64
5.60
49.0
664
.37
559.
9010
0.00
100.
0010
0.00
Cab
eza
Ens
Hy-
Arg
ilico
v-t
ec=
600
gr7
To
nM
UE
STR
A:
Hy-
Arg
ilico
gr
%C
u, %
Au
, Gr/
TM
Fe,
%C
uA
uF
eC
u, %
Au
, %F
e, %
PA
X-S
IPX
MIX
AP
3926
Con
c R
o 1
63.9
92.
243.
575.
0621
.46
8.00
11.3
348
.06
17.9
719
.60
8.81
Mol
iend
a6.
92-4
1.50
Con
c R
o 2
36.3
71.
274.
265.
4123
.18
5.42
6.89
29.5
112
.19
11.9
15.
41A
cond
.5
42.0
3.0
6.0
Con
c R
o to
t10
0.36
3.51
3.8
5.19
22.0
813
.42
18.2
277
.57
30.1
531
.51
14.2
2R
ough
er 0
11.
510
.05
-106
.60
Rlv
e26
56.5
492
.98
0.19
0.23
4.20
17.6
721
.38
390.
5039
.70
36.9
871
.57
Rou
gher
02
29.
95-1
02.0
014
.03.
0
Cab
eza
Cal
c28
57.2
610
0.00
0.45
0.58
5.46
44.5
057
.82
545.
6310
0.00
100.
0010
0.00
Cab
eza
Ens
0.48
20.
612
5.55
4
Eta
pa
Tiem
po
pH
Red
ox
Rea
ctiv
os
(g/t
)
Eta
pa
Tiem
po
pH
Red
ox
Rea
ctiv
os
(g/t
)
Eta
pa
Tiem
po
pH
Red
ox
Rea
ctiv
os
(g/t
)
Eta
pa
Tiem
po
pH
Red
ox
Rea
ctiv
os
(g/t
)
Item
PE
SO
EN
SA
YE
SE
NS
AY
ES
RE
CU
PE
RA
CIO
NE
S
Item
PE
SO
EN
SA
YE
SE
NS
AY
ES
RE
CU
PE
RA
CIO
NE
S
Item
PE
SO
EN
SA
YE
SE
NS
AY
ES
RE
CU
PE
RA
CIO
NE
S
Item
PE
SO
EN
SA
YE
SE
NS
AY
ES
RE
CU
PE
RA
CIO
NE
S

27
CONCLUSIONES
Con mineral Estándar
1. Obtenemos mayor recuperación de oro utilizando V-TEC en una
concentración de 600gr, pero también una gran concentración de fierro.
2. Obtenemos mayor recuperación de oro utilizando V-TEC en una
concentración de 300gr y poca concentración de fierro.
Con Mineral Argílico
1. Obtenemos una mayor recuperación de oro utilizando V-TEC en una
concentración de 100 y 300 gr.
2. Adicionando 300gr por tonelada obtenemos mayor recuperación de oro y
fierro.
3. Adicionando 100gr por tonelada obtenemos mayor recuperación de oro y
baja recuperación de fierro.
4. Con estos resultados se sugiere una dosificación promedio de 200 gr por
tonelada de mineral tratado.

28
BIBLIOGRAFIA
1. Dimensionamiento y Optimización de Plantas Concentradoras Mediante
Técnicas de Modelación Matemática, Jaime Sepúlveda y Leonel
Gutiérrez, CIMM, Chile 1986.
2. Diseño de Plantas de Procesamiento de Minerales: AIME, Rocas y
Minerales, 1985.
3. Tópicos Especiales de Conminución de Minerales, Jorge Menacho,
CYTED, 1995.
4. www.pionera.com/Documentation/Case-studies
5. www.borregaard.com/Site-specifics/Links/www.pionera.com
6. Nuevas Tecnologías de Procesamiento de Minerales: MINNOVEX CHILE
LTDA, 1993

29
ANEXOS



























