Embed Size (px)
Citation preview
GL ASS L I NED STEEL
STAI NL ESS STEEL
T H E P F A U D L E R C O . , R O C H E S T E R 4 , N E W Y O R KE N G I N E E R S A N D F A B R I C A T O R S O F C O R R O S I O N R E S I S T A N T P R O C E S S E Q U I P M E N T
Q U e m Á c a li
prnijoifR
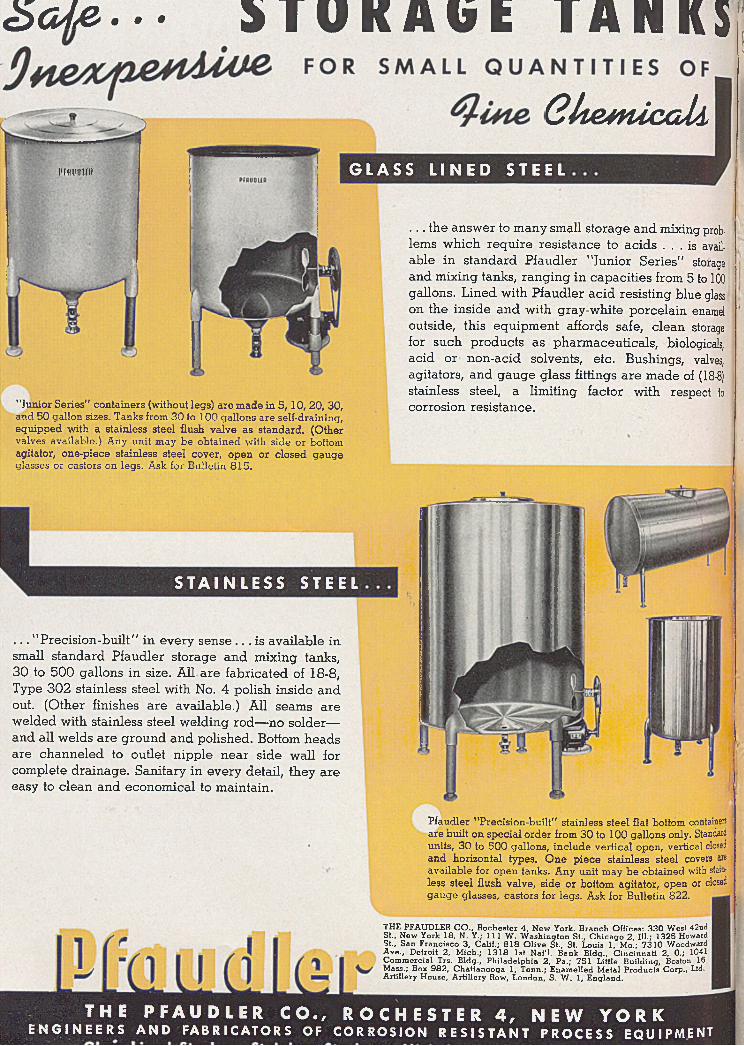
. . . the answer to many small storage and. mixing problems w hich require resistance to acids . . . is available in standard Pfaudler "Junior Series" storage and m ixing tanks, ranging in capacities from 5 to 100 gallons. Lined with Pfaudler acid resisting blue glass on the inside and with gray-white porcelain enamel outside, this equipm ent affords safe, clean storage for such products as pharm aceuticals, biologicals, acid or non-acid solvents, etc. Bushings, valves, agitators, and gauge glass fittings are m ade of (18-8) stainless steel, a limiting factor with respect to corrosion resistance.''Junior Series” containers (without legs) are made in 5, 10, 20, 30,
and 50 gallon sizes. Tanks from 30 to 100 gallons are self-draining, equipped with a stainless steel flush valve as standard. (Other valves available.) Any unit may be obtained with side or bottom agitator, one-piece stainless steel cover, open or closed gauge glasses or castors on legs. Ask for Bulletin 815.
. . . “ Precision -bu ilt" in every sense . . . is available in small standard Pfaudler storage and m ixing tanks, 30 to 500 gallons in size. A ll are fabricated of 18-8, Type 3 02 stainless steel with No. 4 polish inside and out. (Other finishes are available.) A ll seams are w elded with stainless steel w elding rod— no solder— and all welds are ground and polished. Bottom heads are channeled to outlet n ipple near side wall for com plete drainage. Sanitary in every detail, they are easy to clean and econom ica l to maintain.
Piaudler "Precision-built" stainless steel flat bottom contains« are built on special order from 30 to 100 gallons only. Standard units, 30 to 500 gallons, include vertical open, vertical closed and horizontal types. One piece stainless steel covers at® available for open tanks. Any unit may be obtained with stainless steel flush valve, side or bottom agitator, open or closed gauge glasses, castors for legs. Ask for Bulletin 822.
THE PFAUDLER CO., Rochester 4, New York. Branch Offices: 330 West 42nd St., New York 18, N. Y.; I l l W. Washington St., Chicago 2, 111.; 1325 Howard St., San Francisco 3, Calif.; 818 Olive St., St. Louis 1, Mo.; 7310 Woodward Ave., Detroit 2, Mich.; 1318 1st Nat'l. Bank Bldg., Cincinnati 2, 0.; 1041 Commercial Trs. Bldg., Philadelphia 2, Pa.; 751 Little Building, Boston 16 Mass.; Box 982, Chattanooga 1, Tenn.; Enamelled Metal Products Corp., Ltd. Artillery House, Artillery Row, London, S. W . 1, England.
Sctie... STORAGE TANKS
INDUSTRIAL and ENGINEERING: VOLUME 3? HUMBER 4
• •- y A1;;)ISSU Ft APRIL 14':, i-94?
finindnt to tdito, f-J A, ParK!NSON ■
Managing Editor: D. O- MYaTI Associate.-Editors ' ■
■ W ashington;.’ ROBERT F. G O u ld Al IfGGiN ’ -
, Chicago; RICHARD L . KENYON
Houston: W iLL H . Sh e a r o m , JR. .
N e w .Y o rk ; H a r r y St en e r s o n
Ric h a r d L . Dem m ekle
San Francisco; FREDERICK.G, SAWYER*-M erritt l . Ka s te n s
A s s i s t e n t E d i t o r s
Make-up; BERTHA REYNOLDS Manuscript Editing: HELEN K. NEWTON Manuscript Reviewing: STELLA ANDERSON
E d i t o r i a l A s s i s t a n t s : CORA G . RYERSON K ira v . K a lic h e v s k y
* in the armed services.
C o n t r i b u t i n g E d i t o r s
C H A R LES O W EN BRO W N M ARS G . F O N T A N A RALPH H . M U N C H
W ALTER V O N P EC H M A N N
A d v i s o r y B o a r d
W . L . BADGER ELMER K. B O LT O N W .’H . D O W G A ST O N DUBOIS G U STA V U S J . ESSELEN PER K. FROL1CH C . F. KETTERING O . E. M A Y C . S. MINER
H . R. M URDO CK C . F. PRUTTON A . S . R ICH A RD SO N W . A . SCHM IDT R. N . SH REV E L . V . STECK .E . C . S U L L IV A N E. R. W EIDLEIN JO H N M . W EiSS '
FRAN K C . W H ITM O RE
Industrial Edition, l&EC Consecutive Number 7
Copyright 1947 by- American Chemical Society
Cover photo subiect for this issue is a fractionating tower in an a lly ! chloride unit o f Shell Chemical Corporation's Deer Park P lant, Houston , Texas. Photo courtesy
She ll Chem ical Corporation.
C h e m is try A P R IL
1947
Standardization of Chemical Engineering Letter Symbols >J. H. Perry et al............................................................................................................438
C O N S T R U C T IO N A N D D E S IG N O F R E S E A R C H L A B O R A T O R IE S
IntroductionLynn A . Watt............................................................................................................. 440
Selection of Laboratory LocationR. W . C a irn s ................................................................................. •..........................440
Design of Facilities for ResearchPerry Coke S m ith .................................................................................................... 444
A Large Industrial Research LaboratoryDouglas M . B each ...................................................................... 448
Process Engineering Research LaboratoryG . M. Darby, E. J . Roberts, and J. D. G r o t h e ............................................ 453
University or College LaboratoryClyde S. Adams.........................................................................................................4 57
The Perkin Medal. Introduction...........................................................................................462
Synthetic Vitamins and Human NutritionRobert R. Williams.................................................................................................... 464
Wartime Development of InsecticidesH . L. H a l le r ............................................................................................................. 467
Selection of Centrifuges for Chemical ProcessingJulian C . Sm ith .............................................................................................. 474
Llgnin for Reinforcing RubberJ. J . Kellen and Arthur P o l i a k ..............................................................480
Synthetic Lubricant Fluids from Branched-Chaln Dlesters
Physical and Chemical Properties of Pure DiestersE. Brled, H . F. Kidder, C . M. Murphy, and W . A . Zlsman . . . . 484
Development of Additives and Lubricating O il CompositionsD. C . Atkins, Jr., H . R. Baker, C . M. Murphy, and W . A . Zisman . . 491
A Small Grease KettleEric A . Bergmann..........................................................................................498
Synthetic Low Temperature Greases from Aliphatic DlestersG . M . Hain, D. T. Jones, R. L. Merker, and W . A . Zisman . . . . 500
Laboratory Machine for the Continuous Production of GreaseG . M . Hain and E. E. S t o n e ............................................................ 506
Octane Ratings of Agricultural Motor .FuelsC . F. Elder, F. R. Truby, and Richard W ie b e ................................. 508
Effect of Quantity of Black and Softener on GR-SL. R. Sperberg, L. A . Bliss, and J . F. S v e t lik ....................................... 511
Device for Evaluating Surface Cracking of GR-S’ M. C . Throdahl....................................................................................
Vapor Pressure of Pure Substances. Organic and Inorganic CompoundsDaniel R. S t u l l ..........................................................................................
Creaming Neoprene LatexH. K. L iv in g s to n .....................................................................................
514
517
550
E D IT O R IA L .........................437
H e a d lin e s ................... 555 Equipment and Design. Charles O . Brown .6 9 A
R e p o rts ....................... 5 A Instrumentation. Ralph H . Munch . . . .75 A
A s W e See It . . . 63 A Corrosion. Mars G . F o n t a n a ...........................81 A
Sidelights and Trends . 1 2 5 A Plant Management. W . von Pechmann . .87 A
. . , uj t h e American Chemical Society at Easton, Pa. Editorial Headquarters: 1155 16th St., N . W ., Washington 6 , D. C .; telephone, Republic 5301; cable, Jiechem (Washington) Chicago Editorial Branch, 25 East Jackson Blvd., Chicago 4, II.; telephone, Wabash 7376. Houston Editorial Branch, 413 West Bldg., Houston 2,
m ' telephone. Capital 6516 . N ew York Editorial Branch, 60 East 42nd St., New York 17, N . y . , telephone, Murray H ill 2-4662. San Francisco Editorial ranch, 24 California St., San Francisco 11, C a lif .; telephone, Exbrook 2895.
Business Office: American Chemical Society, 1155 16th St., N . W ., Washington 6 , D- Advertising O ffice : 332 West 42nd St., N ew York 18, N . Y . ; telephone Bryant 9-4430.
Entered as second-class matter at the Post O ffice at Easton, Pa., under the A ct of a 18/ V S. times a year— Industrial and Engineering Chemistry monthly
n tne 1st, Analytical Chemistry monthly on the 15th. Acceptance for mailing at specia rate of postage provided for In Section 1103, Act of October 3, 1917, authorized Ju ly 13, 1918.
The American Chemical Society assumes no responsibility for the statements and opinions advanced by contributors to its publications. V iew s expressed in the eaitorials and reports are those of the editors and do not necessarily represent the onicial position of the American Chemical Society.
Remittances and orders for subscriptions and for single copies, notices of changes of address and new professional connections, and claims for missing numbers should be sent to the American Chemical Society, 1155 16th St., N . W ., Washington 6, D. C . Changes of address for Industrial and Engineering Chemistry must be received on or before the 18th of the preceding month and for Analytical Chemistry not later than the 30th of the preceding month. Claims for missing numbers w ill not be allowed (1 ) if received more than 60 days from date of issue (owing to delivery hazards, no claims can be honored from subscribers in Continental Europe, Asia , or the Pacific Islands other than H aw aii) (2 ) if loss was due to failure of notice of change of address to be received before the dates specified in the preceding sentence, or (3 ) if the reason for claim is "missing from files".
Annual subscriptions— Industrial and Engineering Chemistry and Analytical Chemistry (Industrial and Analytical Editions of Industrial and Engineering Chemistry) sold only as a unit, members $3.00, nonmembers $4.00 . Postage to countries not in the Pan-American Union $3.00. Canadian postage $1.00. Single copies— current issues, l&EC $0.75,-Analytical Chemistry $0 .50 ; back numbers, l&EC $0 .80 , Analytical Chemistry prices on request; special rates to members.
The American Chemical Society also publishes Chemical and Engineering News, Chemical Abstracts, Journal o f the American Chemical Society. Rates on request.

Fillers and Filter Aids
BETTERDISPERSION from tiny particlesCelite Fillers give ins'ecti-
cides better dispersion, greater "kill.” They aidgrinding o f low-melting-point poisons such as DDT,
A DD ITIO N A LTOUGHNESS
A sphalt p rodu cts gain toughness, a higher melting point and a lower brittle point from Celite Fillers.
IM PROVED “ FLOW ’
As a caking preventive, Celite Fillers improve the How characteristics of deliquescent chemicals. your
IN CREASED BULK
Manufacturers of household cleansers and synthetic detergents find that Celite Fillers add bulk, improve absorption and color.
The microscope show s w h y Celite* adds so many desirable properties to products at low cost.M ORE DURABLE
FINISH
Celite Fillers producea more durable surface finish, reduce moistureabsorp- tion, and improve the electrical properties of plastics,
It reveals Celite ’ s tiny particles as h o llo w diatom skeletons. T h e ir irregular shapes interlace to stiffen and strengthen mixtures.. T h e ir m icroscop ica lly small facets diffuse light, create desirable flatness. T h e ir porou s , cellular structure m akes Celite light in w eight, large in surface area and h igh ly a bsorb ent. (Celite Fillers a bsorb m ore than tw ice their w eigh t o f liqu id .)
A m orp h ou s diatom aceous silica, ---------------------- Celite Fillers are chem ically inert
PROPERTIES OF SOME STANDARD GRADES OF CELITE MINERAL FILLERS i r ■ ™ ,and nre-resistant. T hey are available in many grades, both ca lcined and uncalcined. Let a Celite enei-Oneer help you ch o o se the on e m ost suitable fo r your purposes. A d d re ss J o h n s -M a n v il le ,B ox 290 , N ew Y o rk 16, ® I . T S N ew Y o rk . jP R O D U C T S
♦ R o b . U . S . P a t . O f f .
G REA TERABSO RPTIO N
C elite Fillers are widely used in fine polishes as absorptive, nonscratching abrasives.
Absorption* Linseed
Water Oil
Bulking Value**
Loose Wet
FreeMoistureContent
Average Particle Size
(Oden Method)
GradeDesignation
SpecificGravityFineness
Celite FC Maximum 3% 6n 150 mesh Approx. 4%4-6 microns
Celite SSC Maximum 5% on 150 mesh 6-8 microns
White Maximum 7% on 150 mesh 7-9 microns
Maximum 0.5% on 325 mesh 1-2 microns Approx. 4%
White Maximum 0.5% on 325 mesh
Gardner-Coleman Method—lbs. of liquid per 100 lbs. of Celito. **lbs. per cubic ft.
Johns-Manville
4 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No, 4
INDUSTRIAL and ENGINEERING CHEMISTRY....
ON THE CHEMICAL WORLD TODAY
A C I D T E S TBetween 1914 and 1930 science discovered
h m that some essential and mystifying role was¡« ¡5 % played in the body metabolism by certain
, amino acids. Among these were lysine, tryptophan, and histidine. A good part of the fundamental work was conducted at Yale University by Mendel and Osborn. Vital information on the essentiality of amino acids was also obtained in a large number of laboratories here and abroad, especially in Great Britain.
Research at the biochemical laboratories of the University of Illinois led to the discovery of a new amino acid, threonine. When this compound was added to synthetic diets of rats, a striking change took place in the animals. Up to that time it had not been possible to make them grow on synthetic diets which contained all the essential food elements, including vitamins, and in which protein had been replaced by a mixture of amino acids. When threonine was added to such synthetic diets, however, the animals thrived and gained weight.
The work on threonine was conducted by William C. Rose, whose interest in'amino acids began at Yale. With the last link in nitrogen nutrition provided by threonine, an experimental technique became possible— that of systematically omitting the previously discovered products whose nutritive significance was established, but not explicitly so, in the diets of men and animals. This technique led eventually to the classification of twenty amino acids as follows:
E s s e n t i a l N o n e s s e n t i a l
LysineT ryptophanHistidinePhenylalanineLeucine
IsoleucineThreonineM ethionineValineArginine
GlycineAlanineSerineAspartic acid Glutam ic acid
ProlineIlydroxyprolineTyrosineCystineCitrulline
New knowledge in this broadening field of biological chemistry is being constantly uncovered. We know that the ten essential amino acids are an efficient means for supplying nitrogen to the body for various physiological purposes. This has been the subject of long term research at Illinois. In experiments on volunteer male students, Rose found that the exclusion of valine, methionine, threonine, leucine, isoleucine phenylalanine, tryptophan, and lysine led to varying degrees
of nitrogen unbalance and irritability. This was not true, however, for histidine and arginine.
Recent work at the Harvard Medical School has shown the value of amino acids in another manner. Methionine and threonine, used singly in synthetic culture media, were found to enhance greatly the growth and multiplication of human and monkey malarial parasites. Together with a plasma replacement technique this procedure has paved the way for a
better understanding of antimalarial drugs, according to a paper by Q. M. Geiman and R. W. McKee, presented before the December 1946 meeting of the American Association for the Advancement of Science.
Intravenous administration of amino acids to persons not able to consume food in a. normal manner is a promising field of amino acid therapy. Proteins cannot be introduced into the blood stream. Drug and chemical manufacturers are synthesizing a number of amino acids; one of them, methionine, is available at a particularly reasonable price.
Investigations on the significance and the metabolism of amino acids have been aided and greatly advanced by the newly developed isotope tracer technique. This method for determining the role played by amino acids in the body mechanism undoubtedly will yield valuable information in future research. H.S.
P E R O X I D E R E A C T I O N SItalian scientists probably little dreamed of
wfMPl the far-reaching interest to be aroused when l i -C w the story of their peroxide sterilization of milk
became known. Still-less did we anticipate the widespread reaction of the American public to “ Peroxided Potable” , our first report on this bit of Italian chemistry, which appeared in October 1946 (advertising section, page 5). From Eagle Butte, S. Dale., to Key West, Fla., and Biddeford, Maine, the story from this short “ Report on the Chemical World Today” was printed and reprinted. Even after Christmas it was still fresh, after running in a total of 177 newspapers throughout 38 states.
Many were the queries forthcoming from the industrial field—dairies, cheese manufacturers, food products laboratories, nutrition experts— {Continued on-page 8 A)
An interpretative monthly digest for chemists, chemical engineers, 3 nd executives in the chemical producing and chemical consuming industries
I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
lo p P h o to , 8 U Z Z A 8 D P O IN T P IA N T , P O T O M A C E T E C T K IC T O W E 1 C O M P A N Y , W A S H IN G T O N , D . C . B o tto m P h o lo , B O l lE P H O U S E , P U B H C Y E It IN O U S T P IE S , I N C . , E D D IN G T O N
IS ONLY RELATIVEPower plants designed and built by Stone
& Webster i^gineering Corporation vary in size from
small boiler unitSvfor industries to large central steam \
generating stations forutilities.
W e welcome the opportunity to apply our wide
experience and demonstrate^ ability to the design
and construction of plants of any size.
ST O N E & W E B S T E R E N G I N E E R I N G CORPORATIONA S U B S ID IA R Y OF ST O N E & W E B S T E R , IN C .
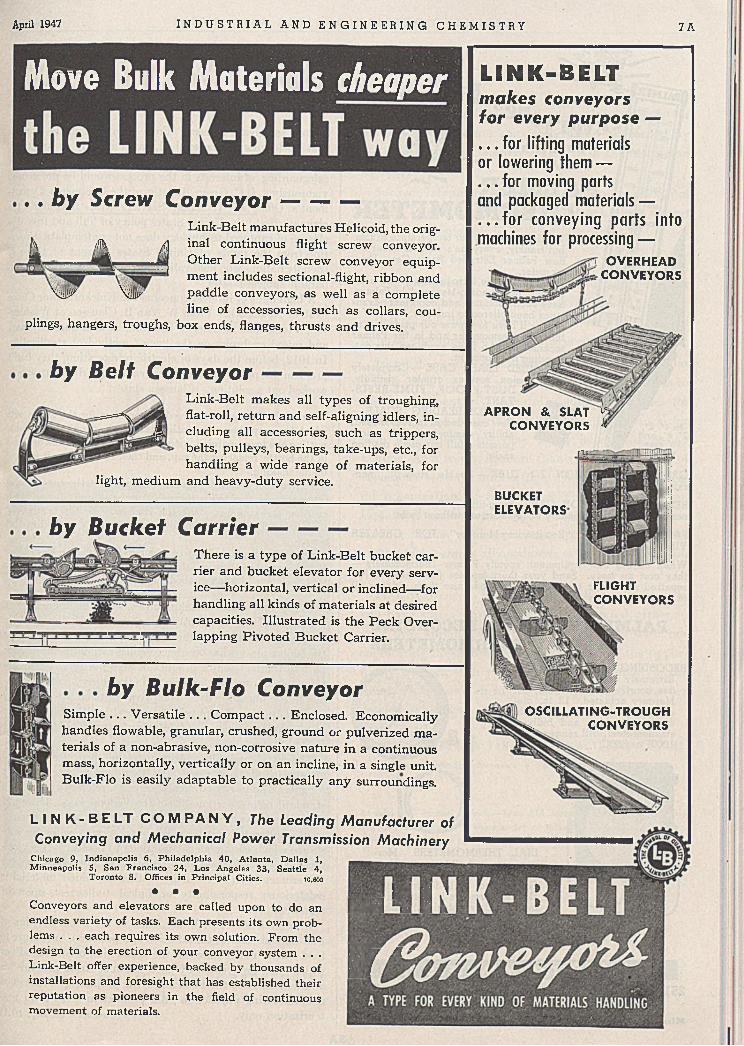
for every purpose —
. . . for lifting materials or lowering them —. . . for moving parts and packaged materials — . . . f o r conveying parts into machines for processing —
o v e r h e a dCO N VEYO RS
. . by Screw Conveyor----------Link-Belt manufactures H elicoid, the orig-
k A J] inal continuous flight screw conveyor.“I M Other Link-Belt screw conveyor equip-
ment includes sectional-flight, ribbon and \ ® r MIf paddle conveyors, as well as a com plete
line of accessories, such as collars, couplings, hangers, troughs, box ends, flanges, thrusts and drives.
by Belt ConveyorLink-Belt makes all types of troughing,
^====*^>4® flat-roll, return and self-aligning idlers, in- •- -/& eluding all accessories, such as trippers,
belts, pulleys, bearings, take-ups, etc., for handling a wide range o f materials, for
light, medium and heavy-duty service.
APRON & SLAT \ CO N VEYO RS 'l
Eg .
BUCKETELEVATORS
by Bucket CarrierThere is a type o f Link-Belt bucket carrier and bucket elevator for every service— horizontal, vertical or inclined—-for handling all kinds o f materials at desired capacities. Illustrated is the Peck Overlapping Pivoted Bucket Carrier.
FLIGHTCO N VEYO RS
by Bulk-Flo ConveyorOSCILLATING-TROUGH ^ CO N VEYO RS
Simple . . . Versatile . . . C om p a ct. . . Enclosed. Econom ically handles flowable, granular, crushed, ground or pulverized materials o f a non-abrasive, non-corrosive nature in a continuous mass, horizontally, vertically or on an incline, in a single unit Bulk-Flo is easily adaptable to practically any surroundings.
L I N K - B E L T C O M P A N Y , The Leading Manufacturer of Conveying and Mechanical Power Transmission Machinery
Chicago 9, Indianapolis 6, Philadelphia 40, Atlanta, Dallas 1, ininnrfrMinneapolis 5, San Francisco 24, Los Angeles 33, Seattle 4,
T oronto 8. Offices in Principal Cities. io,600
• • • ||ll p| 1Conveyors and elevators are called upon to do an l l l i i l EM H a endless variety o f tasks. Each presents its ow n problem s . . . each requires its ow n solution. From the design to the erection o f your conveyor system . . . | | | fy A *Link-Belt offer experience, backed by thousands o f ||||finstallations and foresight that has established their reputation as pioneers in the field o f continuous m ovem ent o f materials.
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 7 A
Move Bulk Materials cheaper L IN K - B E L Tm akes conveyors
,s E ^ c i t e d
• A V e r ’ s’ 0a b o u t th is ^ * ^ 4-
GREAT NEW '
PALMER THERMOMETER
W e don't expect your temperature to rise, but frankly, everyone's excited about the new Palmer Extruded Brass Case Thermometer.Never, since the introduction of the now- famous "Red-Reading-Mercury" by Palmer, have such exclusive and important advantages been offered to industry.So you'll have to excuse our pride . . . in the new thermometer and in the Palmer technicians who have produced this outstanding development.EXTRUDED BRASS CASE — Completely new design assures greater visibility.
DUST-PROOF, FUME-RESISTANT.LARGER READING SCALE — New case design increases read, ability, eliminates waste space, permits a full one-piece reading scale.
GREATER PROTECTION rattling glass shield.
TO TUBE — Double strength, non-
REMOVABLE SNAP-ON CAP —- Snug-fitting, "snap-on" cap is removable for easy cleaning or replacement without tools.FAMOUS PALMER VISIBILITY.
"Red-Reading-Mercury" FOR GREATER
When buying new equipment, specify Palmer Thermometers — they cost no more. Send your thermometers (all makes) to be repaired so Palmer technicians can modernize them, adding all of the features above at nominal cost.
PALMER SUPERIOR RECORDING and DIAL THERMOMETERS
RECORDING THERMOMETERS.Extremely accurate and sensitive, constructed for long service.Mercury actuated. 12 in. die- cast aluminum case. Flexible armoured tubing and bulb of stainless-steel. All ranges up to 1000F or 550C,
DIAL THERMOMETERS. Mercury actuated. 8 in. case. Very sensitive. Permanent accuracy. Guaranteed. Built for long life. Flexible armoured tubing and bulb of stainless-steel. All ranges up to 1000F. or 550C.
PALMER THERMOMETERS, INC.2512 Norwood Ave. Cincinnati 12, Ohio
Canadian Plant: King and George Sts., Toronto 2Mfr*. of Industrial, Laboratory, Recording and Dial Therm om eters
S C reportsas well as private citizens. From Montreal came a claim that disclosures for the method, dated as early as August 7, 1944, were on record in the United States and Canada, and safeguarding of interests in the process would be prosecuted vigorously. J. C. Green, director of the Commerce Department’s Office of Technical Services, has reassured the claimant that “ the United States policy of ‘full and free’ disclosure of captured technology does not contemplate derogation from the rights of United States citizens or those of friendly nations who hold valid United States patents on comparable subject matter.”
A high light of interest concerns the Knickerbocker Canoe Club of New York. From W. Van B. Claussen of Washington, a long-time member of the club, came a question mark and raised eyebrows on the “ new” method of sterilization. In 1912, before the days of electric refrigeration, they had a problem in preserving milk on camping trips but finally worked out a solution. Claussen states:
Dr. A. F. Dempewolff solved the problem for the clique with which he camped by acquainting us with the simple expedient of putting one teaspoonful of “ peroxide” on top of the milk or cream in the bottle, replacing the cap, and then transporting it without undue shaking.
I have kept cream fresh and sweet without the use of ice or other refrigeration, even through August thunderstorms, while cruising and camping along the Hudson. T o the best of my knowledge, D oc did not claim it was a “ new” method at that time.
As the Knicks had plenty of members in service in World War I, and several of them on Mediterranean service, it may well be that the “ new” Italian method was of Knickerbocker origin!
In replying to individual inquiries, where an application of the method was apparently being considered, the need for proper care to safeguard the health was re-emphasized. That the Italian process has been successful is evidently due in large part to the fact that a product of high purity has been obtained, free from lead, arsenic,and other heavy metals injurious to the human body. The private citizen was especially advised to consult a physician or local health official before using any hydrogen peroxide manufactured to date in the United States.
The Food and Drug Administration provides the final answer in all these cases, and their advice was therefore sought. The immediate reaction was a reference to old and standard policy, section 402 of the Federal Food, Drug and Cosmetic Act, which states in part: “ A food shall be deemed to be adulterated if it bears or contains any deleterious substance which may render it injurious to health.” They emphasized that the burden of proof does not rest upon the Government in determining whether an added material is deleterious; responsibility for clinical studies rests upon the manufacturer.
According to W. B. White, chief of the Food Division of that administration, the addition of a poisonous substance to food when “ not required in the production of such food” or which “ can be avoided by good manufacturing practice” is adulteration, and the Food and Drug people argue that good manufacturing practice in milk production consists in pasteurization only. (Continued on page 10 A)
8 A
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 9 A
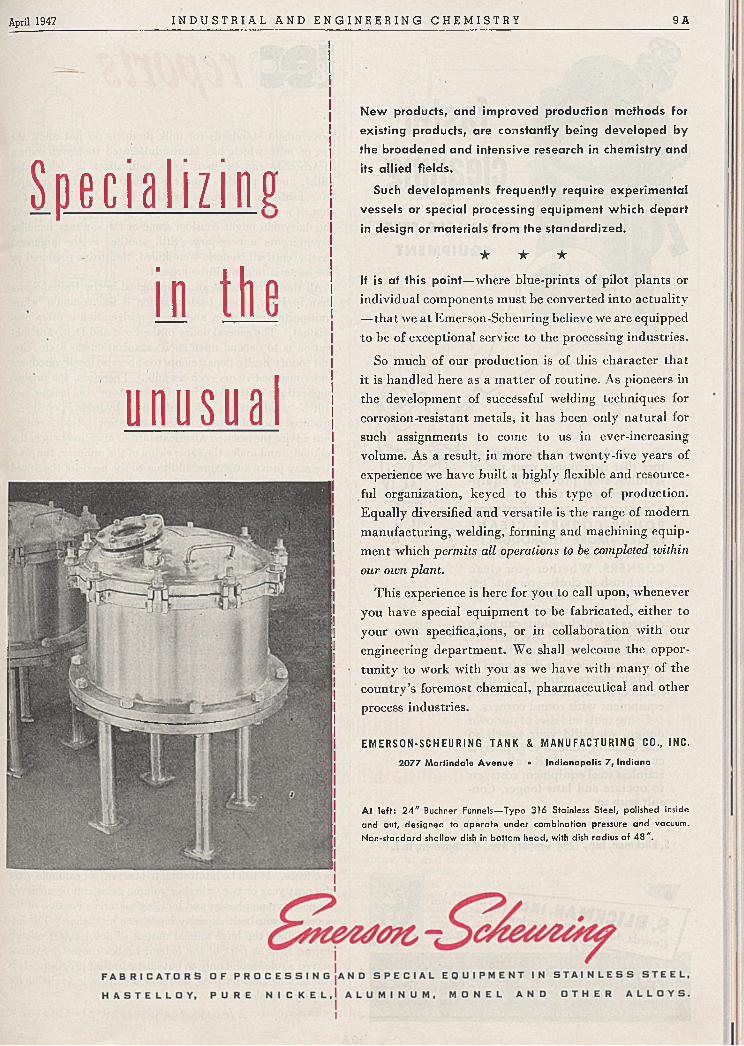
New products, and improved production methods for
existing products, are constantly being developed by
the broadened and intensive research in chemistry and
its allied fields.
Such developments frequently require experimental
vessels or special processing equipment which depart
in design or materials from the standardized.
★ ★ ★
It is at this point—where blue-prints o f pilot plants or individual components must be converted into actuality —that we at Emerson-Scheuring believe we are equipped to be o f exceptional service to the processing industries.
So much o f our production is o f this character that it is handled here as a matter o f routine. As pioneers in the development o f successful welding techniques for corrosion-resistant metals, it has been only natural for such assignments to come to us in ever-increasing volume. As a result, in more than twenty-five years o f experience we have built a highly flexible and resourceful organization, keyed to this type o f production. Equally diversified and versatile is the range o f modern manufacturing, welding, forming and machining equipment which permits all operations to be completed within our own plant.
This experience is here for you to call upon, whenever you have special equipment to be fabricated, either to your own specifica,ions, or in collaboration with our engineering department. W e shall welcome the opportunity to work with you as we have with many o f the country’s foremost chemical, pharmaceutical and other process industries.
E M E R S O N - S C H E U R I N G T A N K & M A N U F A C T U R I N G CO., INC.
2 0 7 7 M a r t in d a le A v e n u e • In d ia n a p o l i s 7 , In d ia n a
A f left: 2 4 " Buchner Funnels— Type 316 Stainless Steel, polished inside
and out, designed to operate under combination pressure and vacuum.
Non-standard shallow dish in bottom head, with dish radius of 4 8 " .
Specializing in tie
unusual
E K reportsGovernment standards for milk products do not allow the use of milk which has been adulterated (not even sodium bicarbonate can be used as a neutralizer in dehydrated milk), and a petition from the industry would be required to consider a change in existing laws. Another point is that, if a preservative such as hydrogen peroxide were used, the dairyman might consider some of the sanitary handling requirements unnecessary. Still another is the argument that, even if all bacteria were killed, the toxins produced by the bacteria might still be present.
All these arguments are more logical in the United States than in Italy, where pasteurization is less common, where transportation is poor, and where refrigeration is often nonexistent. The general policy of the Food and Drug Administration is to depend upon such organizations as state, city, and county health departments to supervise locally produced and consumed items such as milk. Therefore, the original implications of the American investigators' conclusions may still be valid when a sufficiently pure hydrogen peroxide is produced and subjected to adequate testing. Under competent advice the isolated American farmer may find help in this method; and under the supervision of the military, the practice may prove a welcome addition to the needs of the armed services. For the people of Italy and other nations less fortunate than ours, this new chemical development seems to offer an immediate promise for better living. W.H.S..
P L A S T I C S C E I L I N GThe plastics and resins industry is engaged
r jg f f* in a long-term expansion program involving the expenditure of at least S125,000,000. Assuming that the industry is able to complete
all of these projects in 1947, which it may not in view of construction delays, chemical supplies would still be a limiting factor in the production of most plastics. This is a fact overlooked by those who feel that production possibilities in resins are unlimited.
Chemical shortages constitute a serious drawback to plastics expansion, which may not be fully overcome until the chemical industry completes its own S900,000,000 building project. Phenol and formaldehyde are necessary to the manufacture of phenolic resins. Glycerol and phthalic anhydride enter the alkyds, nitric acid is just as vital to cellulose nitrate plastics and film, and acetic acid and acetic anhydride are the essentials for the production of cellulose acetate.
No resin or plastic can boast of absolute chemical independence. It will be interesting to obseive, for example, over the next year or two, whether volume gains can be achieved by polystyrene plastics and molding materials because of the enormous war-built capacity in styrene monomer. The latter attained the huge annual output of 362,160,000 pounds during 1945 as part of the federal rubber project. Styrene played a role second only to butadiene in that program. It is still serving that purpose, and now a surplus is available for polystyrene plastics.
(Continued on page IS .4)
F o r
STAINLESS STEEL EQUIPMENT
If quick cleaning is one o f the factors that determines your use o f stainless steel processing equ ip ment, remember this:
S. Blickman, Inc., 1204 Gregory Ave., Weehawken, N.J.
A STAINLESS STEEL VESSEL WITH R O U N D C O R N E R S C L E A N S F A ST ER -M O R E T H O R O U G H LY - T H A N O N E W I T H S Q U A R E C O R N E R S . W h eth er you clean with brush or cloth—you can "get at” all the surfaces o f a round- cornered vessel easily. There are no corners in which residue can hide.
H avin g w orked exclu sively with stainless steel and alloys for many years, we have developed to a h igh degree the techniques needed to fabrica te processing equipment with round corners.
Using tools and dies o f our own design, we build your vessels so that cleaning time in your plant is cut to a minimum. Result: your stainless steel equipment costs less to operate and lasts longer. Consult with us.
1 0 A
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y
e q u i p m e n t f o r t h e c o n t i n u o u s p r o c e s s i n g of v i s c o u s a n d l iquid m a t e r i a l s in a c l o s e d s y s t e m
Safe, clean, closed, controlled V o t a t o r
equipment synchronizes heat transfer, mixing, plasticizing, and related operations into one continuous flow of material.
Uniform results are assured and remarkable volume is handled in relation to use of floor space, time, and
. V o t a t o r equipment offers processing quality and cost advantages for virtually every industry deal
ing with viscous or liquid materials.V o t a t o r applications cover the
above list and then some.If you process any viscous or liquid
material, get acquainted with the Votator Division of The Girdler Corporation, Louisville 1, Kentucky.
D IS T R IC T 150 Broadw ay, New York City 7 O F F IC E S : 2612 Russ Building, San Francisco 4
617 Johnston Building, Charlotte 2 , N .C .
• V O T A T O R - I S A T R A D E M A R K ( Reg. U. S . Pat . Of f . ) A P P L Y I N G O N L Y T O P R O D U C T S O F T H E G I R D L E R C O R P O R A T I O N
F O R V IN Y L C O M P O U N D IN G
USE IN D O N E X V G
A medium color arom atic hyd rocarbon product
- v is c o s ity 103 seconds Sayb o lt a t 2 1 0 ° F . -
vo la tility at 1mm only 5 % a t 4 3 0 ° F. A satis
facto ry p a rtia l rep lacem ent fo r d ioctyl phthala te
and tricresyl phosphate in v iny l resin com pound
ing w here com plete freedom from color is not
necessa ry . “V G ” is also com patib le w ith m any
other resins, both natu ra l and synthetic.
"A va ila b le in com m ercial q u a n t it ie s - se n d for
C ircu la r 101 on use in v iny ls and C ircu la r 105
in other resins.
S C reportsm
The wartime production of over 362,000,000 pounds, however, for the monomer is not necessarily an index of what can be turned out at this time. Benzene and ethylene are the raw materials for styrene manufacture, and although there are two methods for reaching ethylbenzene, they both require benzene and ethylene gas. We are thus still heavily dependent upon benzene, in more than one way, for the production of plastics.. Benzene production could be expanded only through the construction and operation of more by-product coke ovens, and such an undertaking in the future would be blueprinted by the steel industry, not by chemical or plastic manufacturers.
Dependency upon by-products such as benzene is one of the serious limiting factors in the manufacture of many chemicals as well as plastics. The chemical with the classic ring symbol CsIIs now supplies us with most of our phenol and has in addition many other uses. Peak annual benzene production during the war was 188,600,000 gallons in 1945, and a good part of it was converted synthetically, by the vapor phase and other methods, into phenol. Phenol produced in this manner amounted to 181,640,000 gallons out of the total phenol production of 205,112,000 gallons.
Phthalic anhydride for the manufacture of alkyd-type coating resins is similarly dependent on the supply of naphthalene, another coke-oven chemical. Peak war production of crude naphthalene was 287,637,000 pounds in 1945, and that of phthalic anhydride, 125,033,000 pounds. The naphthalene data include a small amount produced from petroleum.
The important vinyl group does not appear to be so greatly dependent upon coke-oven by-products for their raw materials. Acetylene obtained from carbide, acetic acid, and chlorine are among them, and their production is governed largely by demand rather than by the coking of coal or the production of steel.
The acrylics may be placed in the same category. The starting materials for methyl methacrylate are propylene, a petroleum derivative, methanol, and acetone. Propylene is abundantly available. Cellulose acetate, nitrate, and butyr- ate are based on a large and dependable supply of cotton linters and acetic, nitric, and butyric acids. H.S.
F A T A L A T T A C H M E N TIf the Navy decides to declassify the formulas
m for its plastic-type antifouling paints, theE S K s United States merchant fleet will get a new
and superior solution to a 2000-year-old problem, which is costing the fleet over 8100,000,000 each year. (A novel German approach to the problem is given in IN DU STRIAL AND E N G IN EERIN G CH EM ISTRY, August 1946, advertising section, page 14.) Since the time when men first began to "go down to the sea in ships” , seamen have been plagued by marine growth on the underwater portions of ships’ hulls. A number of recent surveys have shown that fouling on modern steam vessels can result in losses in top speed approaching 50% and fuel consumption increases of at least 40%. Large ships will collect several tons of parasitic growth, sometiihes reaching thicknesses exceeding 6 inches, if no steps are taken to prevent such attachment.
{Continued on page 1.', A)
H. K. PORTER COMPANY, Ince 9
Quimby Pump Division• PITTSBURGH 22, PENNSYLVANIA
District Offices in Principal Cities
Forced by Growing Demand to Seek /\/b &
and LG P G B f Quarters
ey 'V o01l z 7 r ° ' ^
« c ° " »
^nd 07 a'Pme^ ° r9er »
T Y P E
O I L B U R N E R
Assures High Fuel Capacity — Thus Reducing the Number of Burners Needed
T y p e “ S A L ” S tea m A to m iz in g Oil B u rn er is a large ca p acity b u rn er w ith great flex ib ility o f p erfo rm a n ce th ro u g h o u t a w ide op era tin g range. B ecause o f th o ro u g h a to m iz a tio n it p rod u ces a c lean , steady, w ell-defin ed flam e, w h ich com p le te ly b u rn s the fu e l o il. I t redu ces th e ten d en cy to sm ok e , fo rm s o o t or in cu r ca rb on losses.
T y p e “ S A L ” O il B urners are a d a p tab le to d u a l fu e l system s on large boilers . T h ey ca n a lso b e u sed w ith com p a ra b le con v en ien ce and e co n o m y in pu lverized coa l reg isters, op en h earth fu rn aces , rotary ce m e n t b u rn in g k iln s , large dryers and m a n y o th er fu rn aces . I t is freq u en tly used to fire fu e l o il above ex istin g coa l stokers.
For detailed information, ivrite for Bulletin 24.
N ATION AL, BURNER CO., INC.Mom Off/e«» 3> Facto ry : 1 2 8 3 E A S T S E D G L E Y A V E N U E , P H IL A D E L P H IA 3 4 , P A .Texas Office: 2nd National Bank Bldg..•Houston
rig B Sffijg 'C wi:
e S C re p o rtsAntifouling paints are formulated with a pigment which is
toxic to marine life and thus prevents fouling by destroying any growth attempting to attach itself to the hull. To achieve this result the pigment must be sufficiently soluble to act as a poison but not so soluble as to be leached out in a short time. The first Navy antifouling paint utilized shellac as binder and mercuric oxide as toxic pigment. This mixture was used from 1908 until 1926, when formula 15RC was developed utilizing a coal tar-plasticized rosin binder and containing both cuprous and mercuric oxides as toxic pigments. Formula 15RC, which had an effective life of 3 to 6 months in waters of high fouling intensity, was used until the advent of the plastic paints in 1939. Until this time antifouling paints had been compounded by trial and error, and the optimum leaching rates had never been attained or even determined. However, Navy research- chemists developed a method of analysis for leaching rates which enabled them to predict in 48 hours whether a paint would foul nine months later. As a result of this technique, they were able to develop so-called plastic-type hull paints with predetermined leaching rates in the range of 10-15 micrograms per sq. cm. per day. As normally applied, this rate would provide effective toxic action for ten years, and on panels the composition has given com-
■plete protection for over five years. Formula 15HP, which is sprayed on the hull at 300° F. with specially heated equipment, provides an exceptionally tliick 0.03-inch film in one coat. The Navy cold plastic, formula 143, which is applied with a brush or conventional spray apparatus, gives a 0.005- inch coating and can be applied in successive coats to attain the thickness of the hot application.
The designation “ plastic paint” as used for these coatings is somewhat of a misnomer, since the material is not a plastic in the technical sense of the word. The name is derived rather from the physical appearance of the substance. The coating is a resinous material, soft and somewhat plastic at room temperatures, which melts rather sharply at 130° F. Upon melting it becomes a conventional fluid with a low viscosity. At low temperatures, such as are found in northern waters, the coating loses much of its flexibility and adhesion; if applied in the direct sunlight, it 'has a tendency to soften and sag. Navy scientists are working toward the elimination of these two difficulties. The “ cold plastic” paint is more permeable and less durable than the hot application, since it is applied dissolved in a volatile solvent which must escape as the coating hardens. However, it is much more effective than the average commercial antifouling paint currently available, and does not require the expensive and highly specialized electrically heated spray equipment necessary with the “ hot” type.
Although plastic hull coatings as applied by the Navy are three to four times as expensive as conventional bottom paint jobs, individuals in the maritime paint industry have expressed belief that this cost could be reduced by more than half for commercial applications. Under present practice, commercial passenger ships are dry-docked every nine months for scraping and bottom painting, but Navy experience indicates that plastic bottom coating would afford such ships superior antifouling protection for a minimum of 24 months. Furthermore, once the initial coat of plastic bottom paint had been applied, subsequent paintings would be easier and hence less expensive. For these reasons (Continued on page IS A)
5555555555$5 5555555555
IN
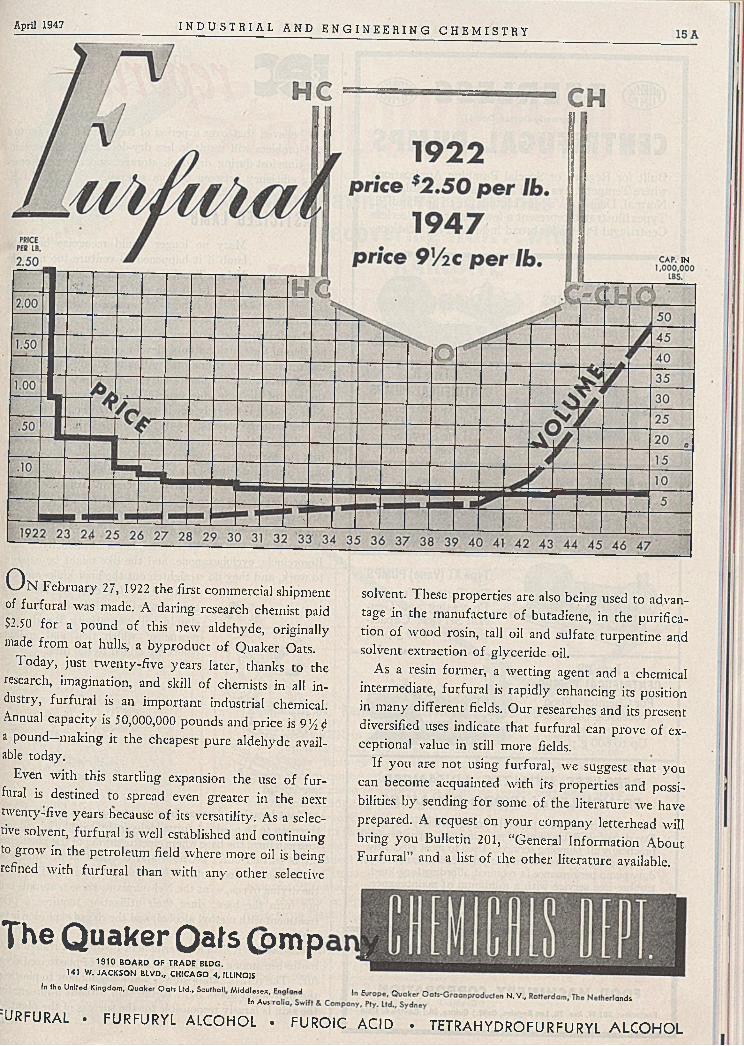
O n February 27, 1922 the first commercial shipment of furfural was made. A daring research chemist paid §2.50 fo i a pound o f this new aldehyde, originally made from oat hulls, a byproduct o f Quaker Oats.
Today, just twenty-five years later, thanks to the research, imagination, and skill o f chemists in all industry, furfural is an important industrial chemical. Annual capacity is 50,000,000 pounds and price is 9 1/2 $ a pound—making it the cheapest pure aldehyde available today.
Even with this startling expansion the use o f furfural is destined to spread even greater in the next twenty-five years because o f its versatility. As a selective solvent, furfural is well established and continuing to grow in the petroleum field where more oil is being refined with furfural than with any other selective
solvent. These properties are also being used to advantage in the manufacture o f butadiene, in the purification o f w ood rosin, tall oil and sulfate turpentine and solvent extraction o f glyceride oil.
As a resin former, a wetting agent and a chemical intermediate, furfural is rapidly enhancing its position in many different fields. Our researches and its present diversified uses indicate that furfural can prove o f exceptional value in still more fields.
I f you are not using furfural, w e suggest that you can becom e acquainted with its properties and possibilities by sending fo r some o f the literature w e have prepared. A request on your com pany letterhead will bring you Bulletin 201, “ General Information A bout Furfural” and a list o f the other literature available.
The Q u a k e r Q a ls (om p1910 BO ARD O F TR A D E BLDG.
141 W. JA C K S O N BLV D ., C H IC AG O 4 , ILLINOIS
In the United Kingdom, Q uaker Oats Ltd., Southall M iddles-* F n n lr .J i c ^ «
t r RV- -
U RFU RA L . FU R FU R YL A LC O H O L . F U R O IC A C ID . T ETR A H Y D R O FU R FU R Y L A L C O H O L
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y
PEERLESS(Form erly Dayton-Dowd)
CENTRIFUGAL PUMPSBuilt for Regular or Special Pumping Applications where Temperatures and Pressures are Variable, and Normal, Dense or Viscous Liquids are to be Handled. Types illustrated represent a few o f scores o f Peerless Centrifugal Pumps for broad industrial applications.
Type A CENTRIFUGAL PUMPSFor General Services.
Capacities:Up to 60,000 g.p.m .
Type BCENTRIFUGAL PUMPS
For Boiler Feed, Refinery and Pipe
Line Service. Pressures to 700 lbs.
TypeAF FIRE PUMPSCFormerly Dayton-Dowd)
Underwriters Approved. Capacities: Up to 2,000 g.p.m.
Type XT (Vane) PUMPSFor Butane-Propane, Processing and General Service. Capacities: Up to 150 g.p.m.
Type DS CENTRIFUGAL PUMPSFor Chemical, Food Processes, Oil, etc.
Capacities:Up to 600 g.p.m .
PEERLESS UTILIZES ADVANCED PRINCIPLES of HYDRO-DYNAMICS
Peerless Horizontal Centrifugal Pumps (formerly Dayton- Dowd) are available in sizes, pressures and capacities for practically all pumping services. Used to most efficiently serve applications in al 1 industries where continuous, heavy duty pump performance is required affording long-lived, trouble-free service with a minimum o f maintenance.
Contact or write your nearest Peerless distributor fo r engineering data and fu ll details o f Peerless Centrifugal Pump advantages.
PEERLESS PUMP DIVISIONFOOD MACHINERY CORPORATION
Factories: 301 W. Ave. 26, Los Angeles, Calif.; Quincy, 111.; Canton 6, Ohio
H C reportsit is believed that over a period of time this soft answer to a hard problem will result in less dry-dock expense, less shipping time lost during dry-dock storage, and increased operating efficiency between bottom scrapes. M.L.K.
P L A S T I C I Z E D L A M BMary no longer would recognize her little
" t r v a ^ happened to venture too near theEIIHb Nelson Tanning Corporation in San Antonio,
Tex. In at one end as a sheepskin, out at the other as a fur that experts can scarcely distinguish from high-priced natural furs!
Chemical processing of furs at the Nelson plant is by a modification of the Calva patents, developed by Jose B. Calva of the University of Minnesota. Already widely heralded, the so-called mouton fur plants have had a rocky history since the end of the war, due mainly to .overexpansion, and the Nelson plant is the only one in the South or Southwest.
The -tannery chemist would find himself in familiar surroundings in the plant; it is only in the so-called plasticizing that the secret of the process resides. Basically this plasticizing is a straightening of the kinky wool fiber; transformation of the protein to keratin and a change in structure give increased resistance to wear. The straightening is permanent. An exact formula cannot be given for this treatment. Itvaries in different plants and consists of many steps in theNelson plant, but the basis is a phenol-formaldehyde resin. Resorcinols, cyclohexanone, and the like might be expected to work, and they do straighten out the fiber kinks and give
beautiful shaded effects. That they are not used lies in the fact that they simply will not absorb the dyes by means of which rich and uniform colors are added to the furs.
Plant location plays an important part also in selection of the resin to be used. A formaldehyde-hydrochloric acid mixture can form the base where electric drying of the plasticized fur is carried out. p-Cresol and m-cresol work equally as well; o-cresol does not. Where natural gas is used for firing the drying ovens, as at the Nelson plant, these materials cannot form the base, since their utilization requires a prior treatment with methyl alcohol, and the risk of explosion is too great.
High water resistance, permanent luster, and resistance to moths are among the desirable properties of plasticized sheep fur. The rest is "know-how” , and knowing how to plasticize the individual fibers right to the skin without impregnating the skin is largely responsible for the success of the plant.
W .H .S .
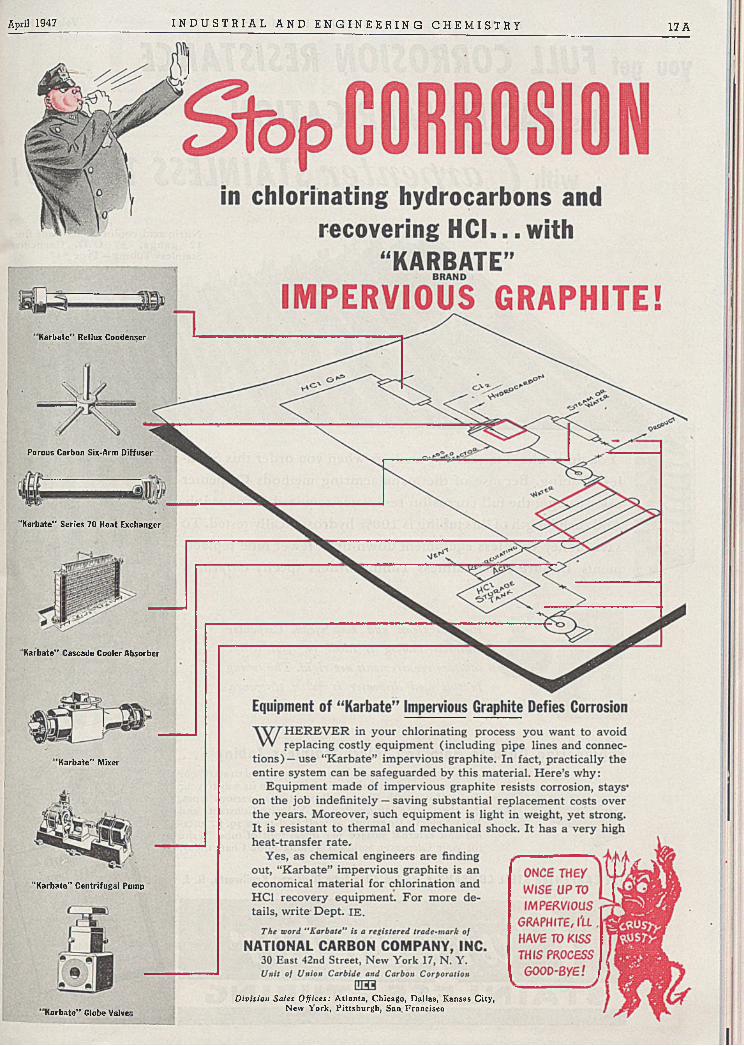
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 17 A
Karbate” Reflux Condenser
Porous Carbon Six-Arm Diffuser
"Karbate” Series 70 Heat Exchanger
Karbate” Cascade Cooler Absorber
Karbate” Mixer
"Karbate” Centrifugal Pump
Division Sales O ffices: Atlanta, Chicago, Dallas, Kansas City, New York, Pittsburgh, San FranciscoKarbate” Globe Valve-:
x o u d o n o t h ave to sa cr ifice analysis w h e n y ou o r d e r th is Stain
less T u b in g . B eca u se o f the m a n u fa ctu rin g m e th o d s C arp en ter
uses, y o u g e t th e fu ll c o r r o s io n res ista n ce re q u ire d f o r y o u r jo b .
A n d each le n g th o f th is tu b in g is 1 0 0 % h y d ro s ta tica lly tested . T o
save m o n e y w ith less e q u ip m e n t d o w n -t im e , fe w e r tube re p la c e
m en ts , b e sure y o u r Sta in less T u b in g o r d e r s s p e c ify Carpenter.
I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
you get FULL CORROSION RtSISTANCt plus CASItR FABRICATION
with ( jiip e n t e r STAINLESS TUBING!N itric acid coo lin g coils made from 12 ga u ge , 3 “ O .D . Carpenter Stainless T ubing—Type 347.
Easy to clean and keep clean, Carpenter Stainless Tubing is ideal for jobs where sanitary requirements are rigid. The tubing in this food dispenser is %" x 16 gauge.
Engineering Data to Help You Select Stainless Tubing . . .A note on your company letterhead is needed to start your Carpenter Stainless Tubing Slide Chart on its way to your desk. A long with Physical Properties o f various types, the chart gives inform ation on V elocity Constants and Mass V elocity Constants, as w ell as data on sq. ft. internal and external surface per lineal foo t o f tube. W rite for your Carpenter Stainless Tubing Slide Chart today.
TH E C A R P E N T E R S T E E L C O M P A N Y • Welded Alloy Tube Division • Kenilworth, N . J .
Prevents Foaming of Many Hydrocarbon Oils
Foaming can be suppressed in hydrocarbon oils and oil compositions containing them according to the claims made in a recent patent. The process is described as producing a liquid organo-germanium oxide condensation 'product substantially insoluble in the oil and having a low interfacial tension toward the oil. This is said to decrease the normal foaming tendency of the oil without altering any of its desirable properties.
THE MONTH IN FUELS
A report indicates that a collo idal m ix- lure of coal and fuel oil g ives better combustion than either ingredient a lone . . . “ Smokeless fu e l" is m arketed . . . A standard unit for testing fuel oils is developed . . . Governm ent sources urge the use of lignite for synthesizing oil . . . A new "combustion control" is claim ed to give more econom ical starting of oil furnaces . . . A m icrospherical cracking catalyst is invented w hich is sa id to resist attrition • . . U. S. crude reserves reach all-tim e peak . . . A new motor fuel additive is said to inhibit gum m y deposits, remove deposits a lread y formed, and lubricate working parts in the combustion zone . . .The Bureau of M ines requests an ad d itional thirty million do llars for synthetic liquid fuel research . . . Two commercial plants a re under construction to place the Fischer-Tropsch process in operation.
‘Chemische Berichte ’
Is Published AgainThe “ Berichte der Deutschen Chemischen
Gesellschaft,” one of the most prominent German chemical journals, which ceased pub- lication after 1944, has now been revived under the name “ Chemische Berichte.” Copies of the journal are available beginning with the January 1947 issue.
Map of Mildew AreasA map showing the areas of the United
plates that are vulnerable to mildew and rot >s now available. The map is expected to be of special interest to textile, paper, and other manufacturers whose products are. v n ln e r .
A D V E R T I S E M E N T - ™ , en tire M M j s a M id advertisem en t p rcpared M o n M y b y ^ $ ; #
I. CHEMICAL NEWSApril ★ A Monthly Series for Chemists and Executives of the Solvents and Chemical Consuming Industries *
Chemical Russian ‘Made Easy’ at Last
If the Russian language has proved a stumbling block to your understanding of the latest chemical developments in the Soviet Union, a current series of articles designed to help you teach yourself chemical Russian may be just the thing you’re looking for. Translation is far easier than you think, according to the author. For example, he states that in naming organic compounds, the Russians make very extensive use of terms having English cognates. As a consequence, English-speaking chemists need do little more than learn the Russian alphabet in order to understand Russian organic chemical nomenclature.
M A K IN G A M PW c _____ ....................................... .
New Uses for Ethanol Found in Photography, Medicine, Food
E m p loyed in R a p id P h o to g ra p h ic D ry in g , E xtraction o f R u tin ,Treatm ent o f D iseased C ow s, P rep a ra tion o f S oy B ea n O ils
Ethyl alcohol, familiar stand-by of final products, including anti-knock a
Urethan Treats Dog’s Leukemia — Derivative
Seen as Aid to SurgerySpectacular improvement in a dog suffer
ing from leukemia as a result of urethan therapy, and the use of a urethan derivative to combat after-effects of surgery are de scribed in two papers published recently.
The treatment for leukemia consisted of daily doses of urethan in syrup. At the time the treatment was started, the dog was not expected to live more than a day. Within 24 hours, however, after the commencement of urethan therapy, the dog is said to have come energetic and ravenously hungry, number of leukocytes in the blood decreased, and the dog’s weight returned to normal, it is claimed. Improvement lasted for nearly two months but was not retained, the paper states. Leukemia, known as “ cancer of the blood,” is an abnormal proliferation of white corpuscles.
Restores Gastric PeristalsisFollowing operations on the vagus nerve to
relieve pain of gastric ulcers, a heta-methyl- choline derivative of urethan is claimed to have restored gastric peristalsis and motility. This form of surgery sometimes causes loss of muscle tone of the stomach, resulting in gastric distress, loss of appetite, nausea, vomiting and malnutrition.
Need Research Help?If you need outside help in working out
your current industrial headache, a new booklet may help you. It’s an 80-page government directory listing research laboratories and technical facilities available to industry in New York State. There’s no charge.
industry, and raw material for many gents, synthetic rubbers, and organic acids, is now an essential component of many new industrial and scientific methods. Uses for ethanol now include the rapid drying of photographic materials, the treatment of anaplasmosls in cattle, the preparation of rutin from buckwheat, and the extraction of soy bean oils.
RAPID DRYING highlights recent progress In photography m ade possible by use of ethanol.
New M edicinal UsesTwo new processes have heen developed re
cently to extract the drug, rutin, from dried huckwheat-leaf meal. In one process the extractant is alcohol. In the oilier, it is boiling water, but alcohol is used in the purification phase. Evidence of the therapeutic value of rutin for reducing the tendency of the capillary blood vessels to rupture, with consequent hemorrhage, in some persons having high blood pressure, continue to accumulate, a recent government report slates.
( C ontinued on n ex t pa ge)
U Ç I n d u s t r i a l C h e m i c a l s , I n c .H : WHV B H . ^
40 EAST 42N D ST., NEW YO R K 17 , N Y . (U.S.!.) B R A N CH ES IN ALL P R IN C IP A L C IT IE SB R A N C H E S IN A L L P R I N C IP A L C IT I E S
ADVERTISEM ENT— This entire page is a paid advertisement
U.S.I. C H E M IC A L N E W SNew Alcohol Uses
(Continued from page one)
The serious cattle disease, anaplasmosis, caused by a micro parasite which lives in and destroys the red blood cells, is now said to be treated successfully by a dye metal complex whose active ingredients consist of alcohol, crystal violet, and lactic acid.
Another new pharmaceutical — a combination of alcohol, dextrose, and the vitamin B complex — is claimed to be a substitute for morphine. It is applied intravenously to give relief from post-operative pains. Using intravenous alcohol is claimed to increase the respiratory rate and give protection against pulmonary complications. The action of this drug is said to be slower than morphine, but it is reported to last longer and to be nonhabit forming.
Aids in PhotographyOutstanding aid to photography is the use
of ethanol to accelerate the drying of materials. A recent study has shown that the acceleration of drying by ethyl alcohol is due to the penetration of the alcohol into the gelatin layer and replacement of part of the water to nearly equilibrium conditions.
Ethanol is also used in the preparation of emulsions of low setting point and high wetting power, particularly suitable for application to irregular surfaces by means of a spray gun. A typical gelatin-silver emulsion of this type contains ethyl alcohol plus a solution
of a long-chain sodium alkyl sulfate.It has also been found, according to a re
cent patent, that the adhesion of photographic gelatin layers to plastics such as polystyrene is improved by using one or more substrata containing maleic acid. The maleic acid substrata is prepared by dissolving the acid in an acetone-ethanol mixture containing dispersed gelatin.
Extracts Soybean OilIndustrial application of a new continuous
alcohol extraction process of soy bean oils is expected to lead to lower cost of oil extraction, higher quality of oil, and a more palatable soybean meal suitable for making soybean flour or for use in various food products. In this process, the alcohol is recovered for reuse by chilling rather than by the more familiar method of distilling the alcoholic solution of oil.
Ethanol is also employed in the manufacture of insecticidal compounds of the type HO-CH,-CHrNHR where R is an alkyl or alkenyl radical containing at least six carbon atoms according to a recent patent. The N- octyl and N-dodecyl compounds are reported to be toxic to houseflies in a five per cent concentration of kerosene. The compounds may be used in solution, in water emulsion, or in dust with inert carriers such as talc.
Do You Know How It Works?What makes that toy bird keep
dipping his beak into a glass of water without any mechanical aid is a secret no longer. The answer is acetone.
As described in a recently-issued patent, the bird is actually a hermetically-sealed, balanced still. Here’s how it works: At room temperature, vaporization of acetone in a bulb concealed in the tail of the bird, causes the liquid acetone to rise.in a tube which projects into that bulb and connects with another bulb in the head. The liquid rising to the head, overbalances the bird and dips its bill into the water. When the bill is in the water, absorption and evaporation of water on the outside fuzzy surface, condenses the vapor in the head. The excess liquid then flows to the tail, making it heavier and raising the beak.
TECHNICAL DEVELOPMENTS
Further information on these items may be obtained by ivriting to US.I.
A 100% vu lcan ized starch can be cooked in boiling w ater or 5% alkali w ithout increasing its granule diam eter m ore than 5 m icrons, the manufacturer states. (No. 179)
USIA heat-resisting synthetic fiber can be heated to 200 degrees C. without appreciab le discoloration, a ccord in g to the m anufacturer's claim s. (No.180)
USITo prevent "c re e p in g " precipitates, an anti-creep fluid is n ow being m arketed. A few drops of this fluid in the w ash solution is said to prevent the " c re e p " of precipitates on the filter paper and facilitate the transfer o f the insolubles from the precipitation vessel. (No. 181)
USIA non -hygroscopic soda lim e, reported to be ca p a b le of absorb ing 25-40% o f its ow n weight of dry CO2 is said to have uniform absorption | throughout its w h o le active life. (No. 182)
USITo crease therm oplastics flaw lessly , a new mach ine is said to m ake possib le thermal creasing of sheet plastics in either rubber or metal die and elim ination of under-or-overcreasing. (No. 183)
USIHigh-tem peralure, high-strength porcelains, said to have exceptional m echanical and dielectric strength up to 2,000 deg . F., have b een developed. T hey are sa id to be particularly useful in aviation spark plugs and radar transformers.
(No. 184)USI
W ax- and oil-soluble dyestuffs, cla im ed to be unaffected b y high temperatures required to melt certain w axes, are reported to be equally so lu ble in vegetab le and m ineral oils and also produce clear shades in resins and plastics.
(No. 185)USI
To prevent ultra-violet burns, a new plastic, said to filter out harmful radiation in sunlight, is offered for use in protective sunglasses, canop ies , aircraft enclosures, and sim ilar items.
(No. 186)USI
Com m ercial Grignard reagents m ay now be obtained in quantities o f 500 gram s o f solution to drum lots, the m anufacturer states. Formerly, each m anufacturer had to m anufacture his own Grignard reagents. (No. 187)
USITo insulate high-temperature equipm ent and piping, a new material is offered w h ich can also be used as a filtration m edium w h ere chemical resistance and inertness is required, according to the m akers. (No. 188)
USITight-shrinking bottle caps w h ich are alleged to shrink in p lace to form tight fit are now availa b le for use as sealing caps, as caps to apply over cork or g lass stoppers, and as sleeves to sea l conventional closures. They are described as being resistant to a cid , alkali, and moisture.
(No. 189)
INTERMEDIATES FEED CONCENTRATESAcefoacetan ilide R iboflavin ConcentratesAcctoacet-orfho-anisid ide 'V aca to ne 40Acetoacet-ortho-chtoronilide *Curbay B-G *Curb ay Sp ecia l LiquidAcetoacet-ortho-toluidide ACETONEAcefoocet-pora-chtoranilide Chem ically PureAtpho-acetytbutyrolaclone RESINS5-Chloro-2*pentanone Ester Gum s—a ll types5-Diethylam ino-2-pentanone Congo Gum s—raw , fused & esterifledEthyl Acetoocetate ‘ A ro p lo z—alkyds and a llied moteriolsEthyl Benzoylacetate “ A ro fene—pure phenolicsEthyl A lpho-Oxolpropionate ».•Arochem—modified typesEthyl Sodium O xo lacetafe N atural Resins—a ll standard gradesMethyl Cyclopropyl Kelone OTHER PRODUCTS
ETHERS Collodions EthyleneEthyl Ether Ethylene G lyco l Urethon *Ethyl Ether Absolute—A .C .S . N itrocellulose Solutions d/-Methionine
ALCOHOLSAm yl AlcoholButanol (Normol Butyl A lcohol) Fusel O i l—Refined
Ethanol (Ethyl Alcohol)Sp ecia lly Denatured—all regular
and anhydrous formulos Completely D enatured—a ll regular
ond anhydrous formulas Pure—190 p roof, C .P . 9 6 %
Absolute •Super Pyro Anti-freeze •So lo * p roprietory Solvent
♦ANSOLSAnsol M Ansol PR
ACETIC ESTERSAm yl Acetate Butyl Acetate Ethyl Acetate
OXALIC ESTERS Dibutyl O xa la te Diethyl O xa la te
PHTHALIC ESTERS Diamyl Phfhalate Dibutyl Phthaloie D iethyl Phtholote
OTHER ESTERS•D iatol
Diethyl Carbonate Ethyl Chloroform afe Ethyl Formate
g B B c l
I I M I» •W Ë Ë tëïêi
I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
To this screen, April 7 ,1 9 2 7 , came the first pictures by long-distance television
C -yI t was,” said a newspaper next day, “ as if a photograph had suddenly come to life and begun to smile, talk, nod its head and look this way and that.”
For the first time in history, television apparatus, developed by Bell Laboratories for the Bell System, had publicly transmitted sight over a long wire and radio circuit. Large-scale images were flashed from Whippany, JV. J ., and Washington, D . C., to a public demonstration in New York City.
Television is the idea, not o f one mind, but o f many minds at work on the one subject. At Bell Telephone Laboratories the ideas were first put together to create a successful television system.
Today our laboratories are developing television transmission facilities. The promise o f things to come is bright, because the knowledge being applied is diverse, co-ordinated, and eager to advance a great art to the point o f wide public usefulness.
SUSHI
IMPORTANT BELL SYSTEM
DATES IN TELEVISION
A PR IL 7, 1S>27 First transmission of television over wire circuit, Washington, D. C., to New York City, and by radio from Whippany, N. J., to New York City.
JUNE 27, 1929 First public demonstration of color television, at Bell Telephone Laboratories, New York City.
A PR IL 9, 1930 Two-way television dem onstrated p u blicly between A. T . & T. building and Bell Laboratories building in New York City.
N O V . 9, 1937 Coaxial cable first transmitted visual images for 240- line television pictures from New York City to Philadelphia.
M A Y 2 1 , 1940 441-line television transmitted over coaxial cable from New York City to Philadelphia and return.
M A Y 1 2 , 1941 4 4 1 -line television transmitted over coaxial cable for a distance of about 800 miles.
A U G U S T 2 0 , 1946 A model microwave system to transmit television over a line-of-sight path was demonstrated from Hollywood to the top of Mt. Wilson.
Dr. IT. E. Ives explains to guests of the American Telephone and Telegraph Company the principles o f the fo r th com in g telev is ion demonstration, made possible by himself and his associates.
E X P L O R IN G A N D IN V E N T IN G , D E V IS IN G A N D P E R F E C T IN G , F O R C O N T IN U E D IM P R O V E M E N T S A N D E C O N O M IE S IN T E L E P H O N E S E R V IC E
CALCINED ALUMINAS
TABULAR ALUMINAS
LOW SODA ALUMINAS
A L C O A
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y
A Fa m il y O f H a r d -W o r k in g C h e m ic a l sFo r In d u s t r y
A L C O A A LU M IN A S are versatile ch em icals. They are used as hard-biting abrasives . . . high-temperature refractories . . . catalyst carriers . . . used for drying gases and liquids . . . making both rubber and ceram ics tough and strong.
A LC O A FLUORIDES are used in the production of glass, aluminum , -vitreous en am els and chem icals . . . for laundry com pounds . . . preserving w ood . . . plating and heat treating metal.
W e shall be glad to tell you m ore about this family o f chem icals, and how they might b e useful in your business. Call your nearest A lcoa sales office, or write ALUMINUM COM PANY OF AMERICA, CHEMICALS DIVISION, 1911 G ulf Building, Pittsburgh 19, Pennsylvania.
24 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
PROCESS ENGINEERING
April 194?_____________________ I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 25A
FOR EVERY INDUSTRY
Badger experience is broad. It covers many industries. Yet it is specialized in that it deals chiefly with manufacturing by modem chemical engineering process methods.
Cutting through industry at the processing level, Badger experience serves not only the petroleum, chemical and petrochemical industries, but also such fields as brewing, distilling, food processing, pharmaceuticals and others.
Badger’s experience in one industry is often applicable to another apparently unrelated field. For instance:
Through extensive association with petroleum refining, Badger's engineering experience has been utilized in designing and constructing plants for the production of new synthetic chemicals.
Experience in fermentation, beer brewing, and alcohol distilling w as of substantial help in enabling Badger to pioneer in the design and construction of p lants for the production of p e n ic illin and streptomycin.
These are just two of the many cases in which Badger has drawn on experience in one field to help to design a plant in another field.Perhaps Badger’s experience can be profitably applied to you r problems.
E. B.
B adger & SONS CO. • Established 1841BOSTON 14 • N E W Y O R K • S A N F R A N C I S C O
L O S A N G E L E S • L O N D O N • R I O DE J A N E I R O
P R O C E S S E N G IN E E R S A N D C O N S T R U C T O R S F O R T H E P E T R O L E U M , C H E M IC A L , A N D P E T R O - C H E M IC A L IN D U S T R IE S

26 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
" Job-Engineered" to solve your problem
C H E A P E R . . . F A S T E R . . . BETTER
A Shovel is
IT M A Y NOT SEEM TO BE—-Bui every time you use any manual tool to unload hopper cars . . . it costs you money! It costs you time! It costs you production! Yes . . . a shovel or any similar manual tool j s a luxury!
BUT WHEN R O B I N S C A R S H A K E O U T S A R E PUT TO W O R K —
They do your job cheaper. For example, two men can do the w ork of six or more men. And no expensive installations are needed.They do your job faster. Packed hopper cars can be unloaded in minutes— not hours. This means cars and locom otives are released sooner.They do your job better. Robins car shakeouts em pty cars “ broom clean.” There’s no clean-up shovel w ork needed.So solve your hopper car unloading problems . . . cut your costs with a Robins Car Shakeout. W rite today for complete information.
Robins Conveyors D iv is ion , Hewit t-Rob ins Incorporated— P a s s a ic , New Jersey

m m
H M
COATING
SARCO9-125
SARCO COMPANY, INC.Representad in Principal Cities
475 FIFTH AVE., NEW YORK 17, N. Y.SARCO CANADA, ITD ., TORONTO 1, ONTARIO
AS G 0 0 D -THE NEW SARCO THERNÍOSTATICSTEAM TRAP
April 1947 I N D U S T R I A L
NOW TWICEA N D E N G I N E E R I N G C H E M I S T R Y
Whenever a better thermostatic steam trap is m ade, it will still be called "S a rco No. 9 .” The latest improvement, a fte r years o f development spurred on by the tremendously expanded use o f this trap in the w ar effort, is now ready for you in the new 9-125 series.
No larger—not much change in app earance—but the valve orifices are larger and the capacity fo r discharge of condensate or air is doubled over the entire range of sizes.
HERE A R E S O M E O F T H E A D V A N T A G E S :1. In p rocess w o rk , cooking time is governed m ore by a ir venting
than trap ca p a c ity o r sp eed . A ctu a l output o f cooking and sim ilar equipm ent w ill be g re a tly in c reased .
2, The new N o . 9 w ill o p e ra te alm ost as fa s t as a bucket t ra p — but have fu ll ca p a c ity a t condensate tem peratures w ithin 2 0 degrees o f the steam . It is therm ostatic trap e ffic ie n cy with bucket trap c a p a c it ie s—a w ho le new fie ld o f a p p lica tio n s fo r the N o . 9 .
3. Like other N o . 9 's , this trap is w id e open when co ld . It can 't fre e ze . It requ ires no seat chang e when pressures chang e . It is sm all, inexp ensive and ea sy to in sta ll.Ask fo r Bulletin N o . 2 5 0 .
28 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
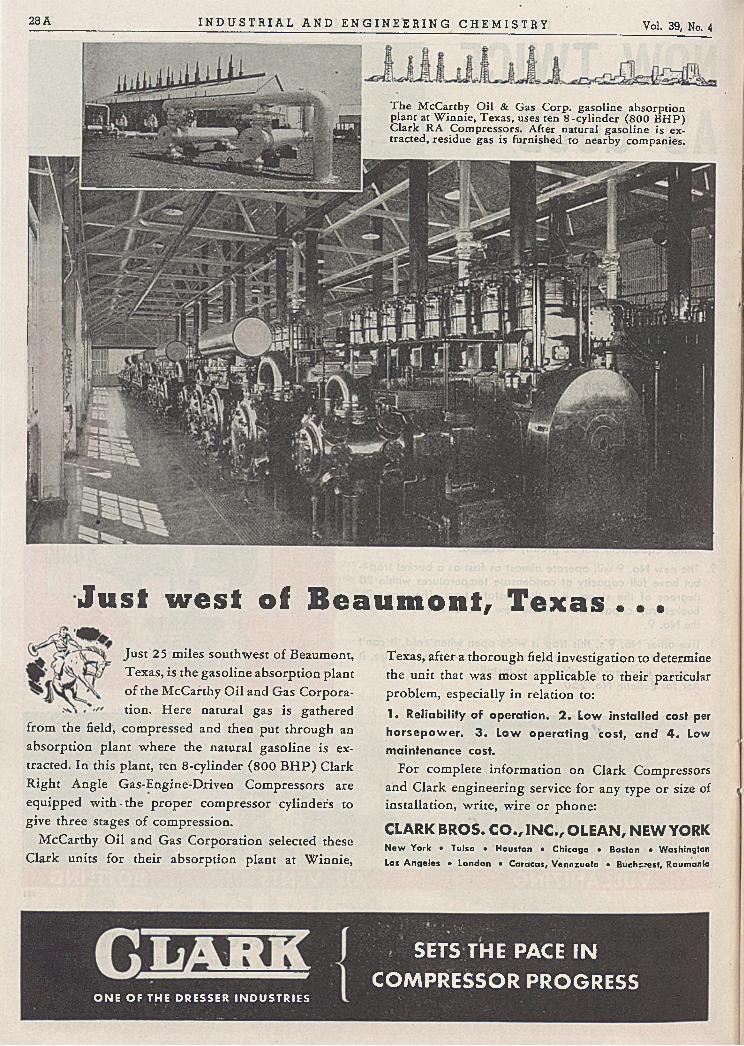
Just 2 5 miles southwest o f Beaumont, Texas, is the gasoline absorption plant o f the McCarthy O il and Gas C orporation. Here natural gas is gathered
from the field, com pressed and then put through an absorption plant where the natural gasoline is extracted. In this plant, ten 8-cylinder (800 B H P ) Clark R ight A ngle Gas-Engine-Driven Com pressors are equipped with • the proper com pressor cylinder’s to give three stages o f com pression.
McCarthy O il and Gas Corporation selected these Clark units for their absorption plant at W innie,
Texas, after a thorough field investigation to determine the unit that was most applicable to their particular problem , especially in relation to:1. Reliability of operation. 2 . Low installed cost per horsepower. 3 . Low operating cost, and 4 . Low maintenance cost.
For com plete inform ation on Clark Compressors and Clark engineering service for any type or size of installation, write, wire or phone:
CLARK BROS. CO ., INC., OLEAN, NEW YORKN ew York • Tulsa • Houston • Chicago • Boston • Washington
Los A n g eles • London • C a ra ca s , V en ezu ela • Bucharest, Roumanie
SETS THE PACE IN COMPRESSOR PROGRESS
O N E O F TH E D R ES S ER IN D U S T R IE S
The McCarthy O il & Gas Corp. gasoline absorption plant at W innie, Texas, uses ten 8 -cylinder (800 B H P ) Clark RA Com pressors. After natural gasoline is extracted, residue gas is furnished to nearby companies.
Just west of Beaumont, Texas . . .
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y
w e m t n fly t / r n c i/ fic m c i t w i v t
Z iu jA -- m f c u u n i
D I S T I L L A T I O N P R O D U C T S , I N C . g l |7 4 5 R I D G E R O A D W E S T , R O C H E S T E R 1 3 , N E W Y O R K B E N i
&om zeK>Cn^. ¿n . /% 7& cw $zsi. /3i4& & a£0?z a r z c f 7 C A icccccm A?e4& z/icA
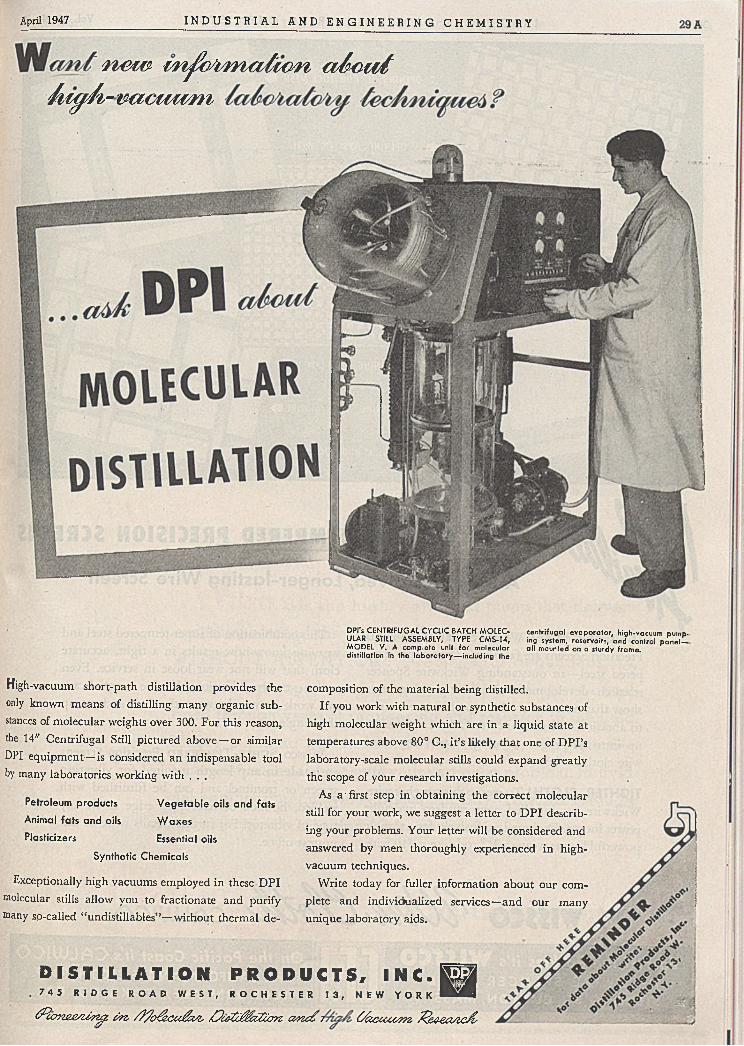
High -vacuum short-path distillation provides the only known means of distilling many organic substances of molecular weights over 300. For this reason, the 14" Centrifugal Still pictured above — or similar DPI equipment— is considered an indispensable tool by many laboratories working with . . .
Petroleum products Vegetable oils and fats
Animal fats and oils W axes
Plasticizers Essential oils
Synthetic Chemicals
Exceptionally high vacuums employed in these DPI molecular stills allow you to fractionate and purify many so-called “ undistillables” —without thermal de
DPI's CENTRIFUGAL CYCLIC BATCH MOLECULAR STILL ASSEMBLY, TYPE CM S-I4, MODEL V . A complete unit for molecular distillation in the laborato ry— including the
centrifugal evaporator, high-vacuum pumping system, reservoirs, and control panel— a ll mounted on a sturdy frame.
composition of the material being distilled.If you work with natural or synthetic substances of
high molecular weight which are in a liquid state at temperatures above 80° C., it’s likely that one of DPI’s laboratory-scale molecular stills could expand greatly the scope of your research investigations.
As a-first step in obtaining the correct molecular still for your work, we suggest a letter to DPI describing your problems. Your letter will be considered and answered by men thoroughly experienced in high- vacuum techniques.
Write today for fuller information about our complete and individualized services—and our many unique laboratory aids.
wisse©East of the Rockies it's WISSCO
W 1 C K W 1 R E S P E N C E R S T E E L STERLIN G ST., CLIN TO N , M ASS.
CA LWICO
On the Pacific Coast it's C A L U J IC O THE CALIFO RN IA WIRE CLOTH CORP. 1001 2 2 nd A V E ., O A K LA N D , C A L. •
I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
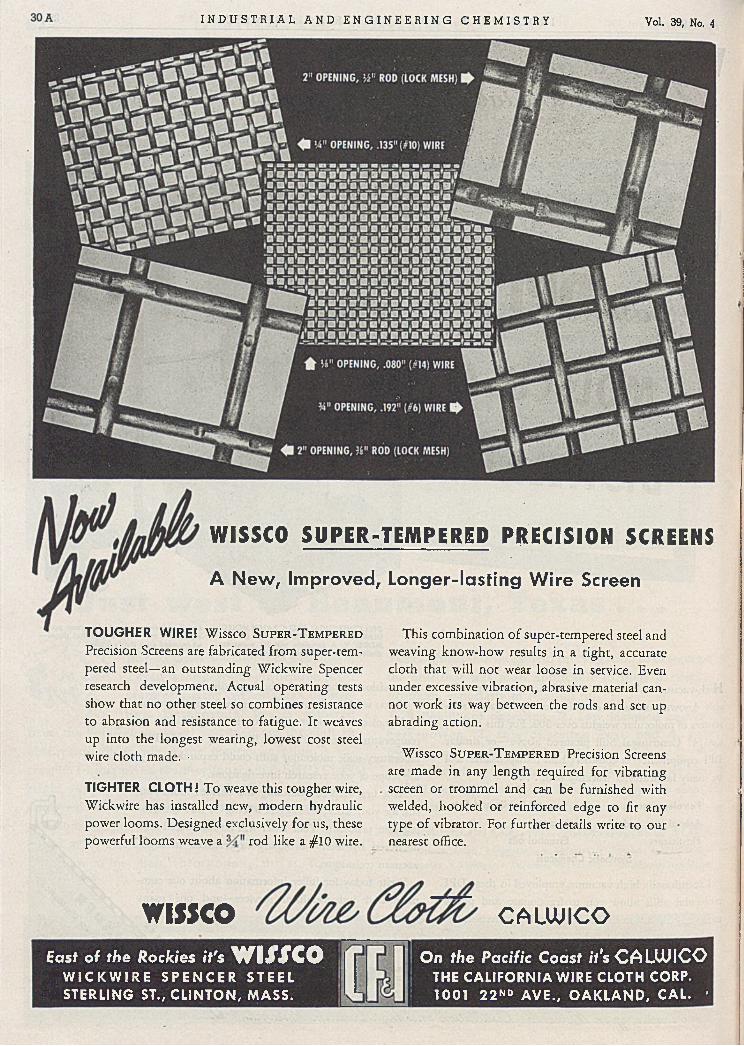
WISSCO SUPER-TEMPERED PRECISION SCREENS
A New, Improved, Longer-lasting Wire Screen
T O U G H ER W IRE! W issco S u p e r - T e m p e r e d
Precision Screens are fabricated from super-tempered steel—-an outstanding Wickwire Spencer research development. Actual operating tests show that no other steel so combines resistance to abrasion and resistance to fatigue. It weaves up into the longest wearing, lowest cost steel wire cloth made. •
TIGH TER C LO T H ! T o weave this tougher wire, Wickwire has installed new, modern hydraulic power looms. Designed exclusively for us, these powerful loom s weave a rod like a #10 wire.
This combination o f super-tempered steel and weaving know-how results in a tight, accurate cloth that will not wear loose in service. Even under excessive vibration, abrasive material cannot work its way between the rods and set up abrading action.
Wissco S u p e r - T e m p e r e d Precision Screens are made in any length required for vibrating screen or trommel and can be furnished with welded, hooked or reinforced edge to fit any type o f vibrator. For further details write to our nearest office.
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y
A .R .W ILFLEY & SONS, inc.
D E N V E R , COLORADO, U.S.A.
N E W Y O R K O F F I C E : 1 7 7 5 B r o a d w a y , N e w Y or k Ci t y
W ILFLEY is the highly efficient pump that delivers
continuous 'round the clock performance for months on end
WITHOUT ATTENTION . . . Famous for dependability, WILFLEY pumps embody many exclusive features devel
oped through years of pioneering and research in the field. Heavy pumping parts of rubber, alloy iron, alloy steel—
whatever material best suits your particular problem. Individ-
every application. Buy WILFLEY for high
performance. Write or wire for details.

M ore than 100 years ago the W m . Powell Company dedicated itself to the making o f valves— and valves only. Thus Powell pioneered in the field o f specialization long before the “ age o f specialization’ ’ arrived.
The soundness o f this policy, backed by continual scientific advancement and the ability to meet every new demand as it has arisen, is attested by the high quality o f Powell Valves today.
The Powell Line is so complete that there’s a Powell Valve— in Bronze, Iron, Steel, Pure M etals or Special A lloys— to satisfy every known flow control requirement in every branch o f modern industry.
T ig . 1891 Q . O .— Flanged end, 0 . S . & Y . Liquid Levol Gauge. Offset pattern. Has quick opening thread on stem and cross levers for chain operation. For 150 pounds W .W .P .
,f "g . 2433 — Flangod End S ta in less Steel Swing Check Valve for 150 pounds W .P . Bolted cap. F ig . 1968 — 150-pound
S ta in less Steel Gato Valve with screwed ends, outside screw rising stem, bolted flanged yoke-bonnet and taper wedge solid disc.
Fig . 1097 — 150-pound Stainless Steel Separable Body, Reversible Seat “ Y " Valve . Lower half of body can be unbolted and turned through arc of 180 degrees to make 90-degree angle va lve.
Pig. 2465-G — Sta in less Steel Quick Oponing Gate Valve with flanged ends, sliding stem and bolted flanged yoke.
vaL2To5r nfeu¡n'unks*°a!«tf*atiie ciaves" v/Ih The Wm. Pow ell Co ., C incinnati 22, OhioS te a m j a c k e t s . D IS T R I B U T O R S A N D S T O C K S I N A L L P R I N C I P A L C I T I t S
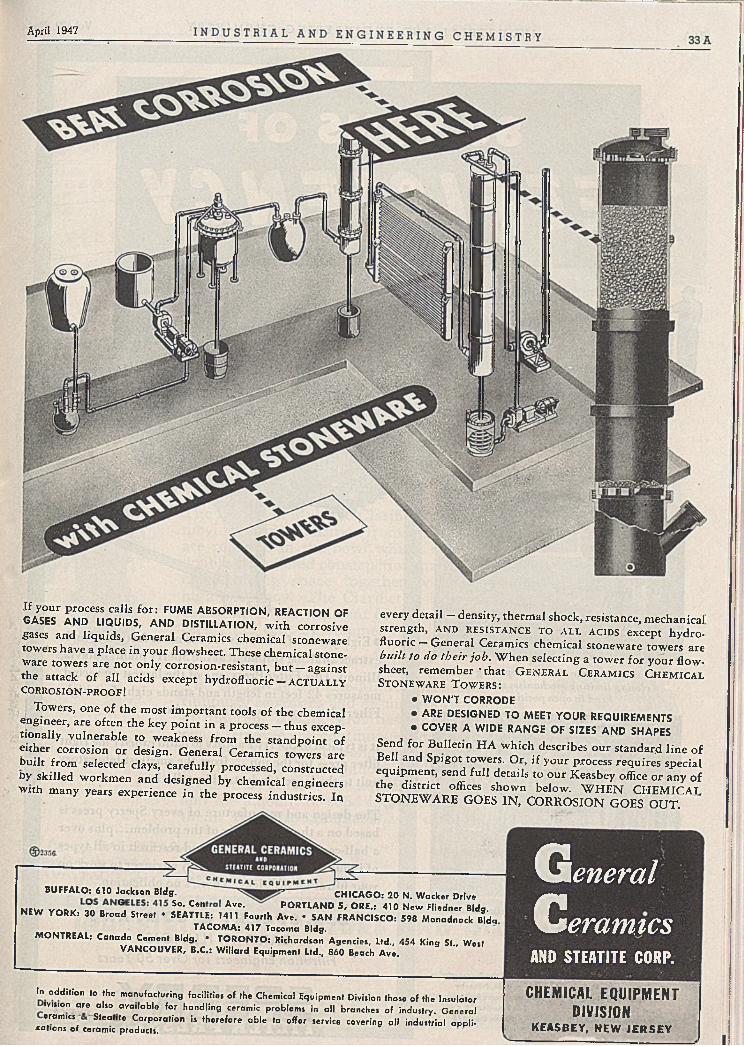
If your process calls for: FUME ABSORPTION, REACTION OF CASES AND LIQUIDS, AND DISTILLATION, with corrosive gases and liquids, General Ceramics chemical stoneware towers have a place in your flowsheet. These chemical stoneware towers are not only corrosion-resistant, but —against the attack of all acids except hydrofluoric —A CTUALLY CORROSION-PROOF !
Towers, one o f the most important tools o f the chemical engineer, are often the key point in a process — thus exceptionally vulnerable to weakness from the standpoint of either corrosion or design. General Ceramics towers are built from selected clays, carefully processed, constructed by skilled workmen and designed by chemical engineers 'with many years experience in the process industries. In
every detail - density, thermal shock, resistance, mechanical strength, a n d r e s i s t a n c e t o a l l a c i d s except hydrofluoric — General Ceramics chemical stoneware towers are built to do their job. When selecting a tower for your flowsheet, remember 'that G e n e r a l C e r a m i c s C h e m i c a l S t o n e w a r e T o w e r s :
• WON'T CORRODE• ARE DESIGNED TO MEET YOUR REQUIREMENTS• COVER A WIDE RANGE OF SIZES AND SHAPES
Send for Bulletin HA which describes our standard line o f Bell and Spigot towers. Or, if your process requires special equipment, send full details to our Keasbey office or any of the district offices shown below. WHEN CHEMICAT STONEWARE GOES IN, CORROSION GOES OUT.
B U FFA LO : 610 J a c k « " Bldg. " C H IC A G O : 20 N. W acker Drive
N FW vrsDsr fn o ^ r SO’ C * n A v e- P O R T L A N D 5 , O R E .: 410 N ew Fliedner Bldg.N EW Y O R K : 30 Broad Street • SEA TTLE: 1411 Fourth A ve. • SA N F R A N C IS C O : 598 Monadnock Bldg
T A C O M A : 417 Tacom a Bldg.M O N TR EA L: C an ad a Cement Bldg. • T O R O N T O : Richardson A g e n d e ., Ltd., 454 King St., W e.t
V A N C O U V E R , B .C .: W illard Equipment Ltd., 860 Beach A ve.
GG
e n e r a l
In addition to the manufacturing facilities of the Chemical Equipment Division those of the Insulator ¡vision are also availab le for handling ceramic problems In a ll branches of industry. G eneral eramics Steatite Corporation is therefore able to offer service covering a ll industrial appli-
•cationj of ceramic products.
e r a m t c s
AND STEATITE CORP.
CHEMICAL E Q U IP M E N T DIVISION
k e a s b e y , n e w j e r s e y
April 1947
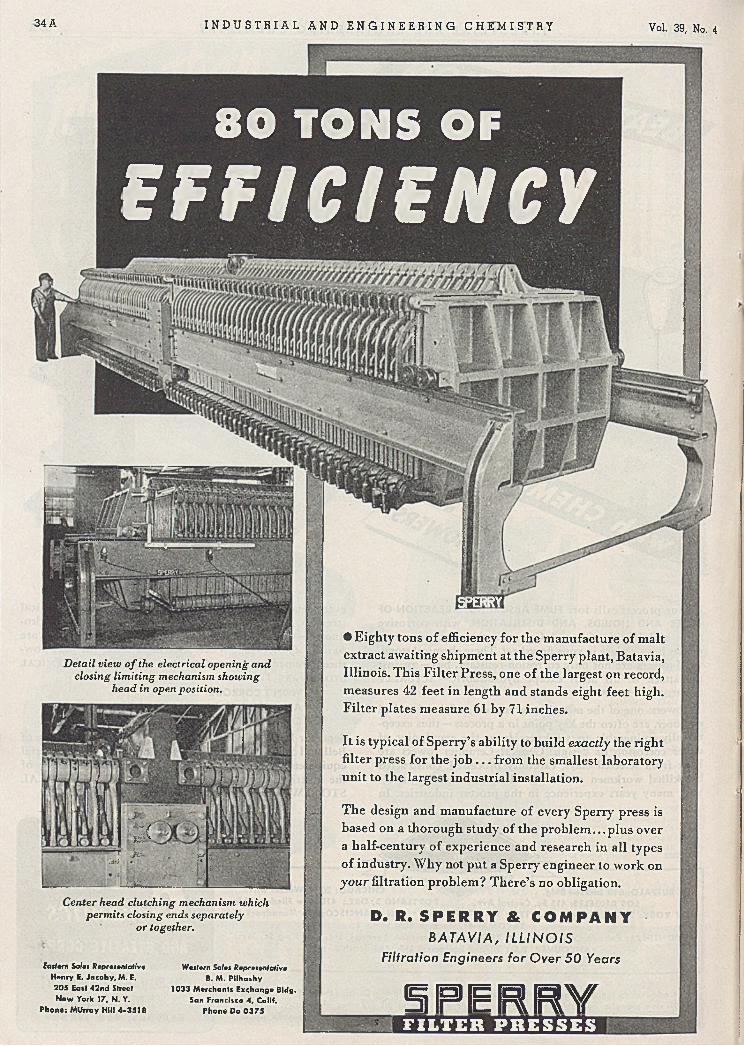
34 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
SPERRY
J-'Sàth
S P E R R Y
8 0 T O N S O F
E F F I C I E N C Y
F I L T E R P R E S S E S
jr .
'p (• •: jfo
& f iMSâL
Detail view o f the electrical opening and closing limiting mechanism showing
head in open position.
Center head clutching mechanism which permits closing ends separately
or together.
Eastern Soles Representative Henry E . Ja co b y , M . E . 205 East 42nd Street New York 17, N. Y .
P h o n e : M U rray H ill 4 *3 5 1 8
Western Sales Representative B . M . P iih a sh y
1033 M erchants Exchang e Bldg. San Francisco 4 , C a lif .
Phone Do 0 3 7 5
• Eighty tons o f efficiency for the manufacture o f malt extract awaiting shipment at the Sperry plant, Batavia, Illinois. This Filter Press, one o f the largest on record, measures 42 feet in length and stands eight feet high. Filter plates measure 61 by 71 inches.
It is typical o f Sperry’s ability to build exactly the right filter press for the jo b . . . from the smallest laboratory unit to the largest industrial installation.
The design and manufacture o f every Sperry press is based on a thorough study o f the p rob lem ...p lu s over a half-century o f experience and research in all types o f industry. W hy not put a Sperry engineer to work on your filtration problem ? There’ s no obligation.
D. R. S P E R R Y & C O M P A N YBA TA VIA, IL L IN O IS
Filtration Engineers for Over 50 Years

INDUSTRIAL SEPARATORS AND OIL PURIFIERS
SAVE TIME AND INCREASE PRODUCTION
WHICH ONE WILL SPEED UP
’frU S l PROCESS?
S E P A R A T I O NIm II Jrn k j r " \ 1 K ’W r 1 i t
€ t 6 E l f l C A t a @ ! l
The DeLaval Industrial Separator is used wherever the problem is one of continuously separating two liquids of different specific gravities which are npt soluble in each other, with a simultaneous removal of a small quantity of solids. This type of machine is usually used when the sediment content is under 0.5 per cent, as in the purification of different types of oil.
C L A R I F I C A T I O N
The De Laval Multiple Clarifier is used for removing solid impurities from a liquid. Solids are retained in the bowl which, owing to its double-chambered construction, has large sediment-holding space together with constant high efficiency. The Clarifier is best adapted to use when the sediment content does not exceed 1 per cent by volume.
S E P A R A T IO N W IT H D IS C H A R G E O F S O L ID S
The De Laval “ Nozzle-Matic” Separator continuously separates and discharges two liquids of different specific gravities, and simultaneously removes and continuously discharges impurities. Its capacity range is wide— from 400 to 6,000 or even more gallons per hour, depending on the nature of the liquids being separated and the amount of solid impurities present in them. It is also obtainable as a clarifier.
THE DE L A V A L SEPARATOR COMPANY165 Broadway, New York 6 427 Randolph St.,Chicago 6DE L A V A L P A C IF IC C O ., 61 Beale St.,San Francisco 19
TH E DE L A V A L C O M P A N Y , Limited PETERBOROUGH
QUEBEC MONTREAL WINNIPEG VANCOUVER
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y
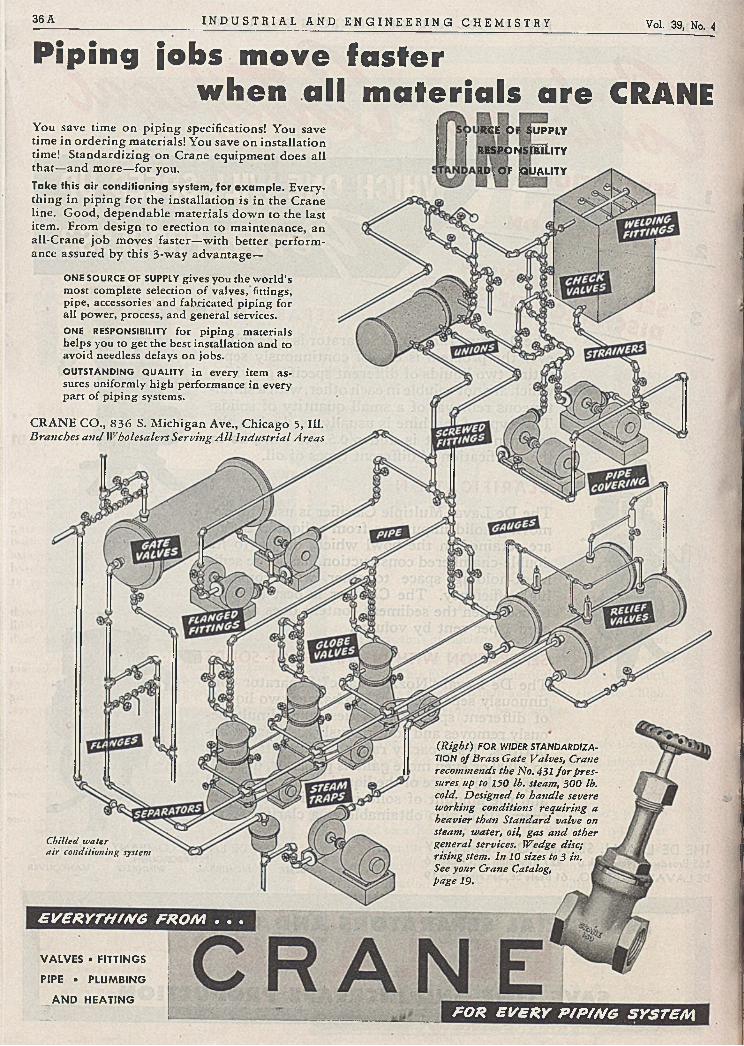
IRCE O r îjuPPLYRESR.ONSpa.ITY*D\0 'f QUALITY
Chilled water air conditioning system
EVERYTHING FROM . . .
( R i g h t ) FOR WIDER STANDARDIZATION o f B r a s s G a t e V a l v e s , C r a n e r e c o m m e n d s t h e N o . 4 3 1 f o r p r e s s u r e s u p t o 1 5 0 lb . s t e a m , 3 0 0 lb . c o ld . D e s i g n e d t o h a n d l e s e v e r e w o r k i n g c o n d i t i o n s r e q u i r i n g a h e a v i e r t h a n S t a n d a r d v a l v e o n s t e a m , w a t e r , o i l , g a s a n d o t h e r g e n e r a l s e r v i c e s . W e d g e d i s c ; r i s i n g s t e m . I n 1 0 s i z e s t o 3 in .S e e y o u r C r a n e C a ta lo g , p a g e 1 9 .
VALVES • FITTINGS
PIPE • PLUMBING
AND HEATINGFOR EVERY PIPING SYSTEM
3 6 A_____________________________ I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
Piping jobs move faster when all m aterials are CRANE
Yo u save time on p ip in g specifications! Y o u save time in o rd e rin g m ateria ls! Y o u save on in sta llatio n time! S tan d ard iz in g on C ra n e equipm ent does a ll that— and m o re— fo r you.
Take this air conditioning system, for exam ple. E v e ry th in g in p ip in g fo r the in sta lla tio n is in the C ra n e line . G o o d , dependable m ateria ls d o w n to the last item. F ro m design to erection to m aintenance, an a ll-C ra n e job m oves faster— w ith better p erfo rm ance assured by th is 3-w ay ad vantag e—
ONE SOURCE OF SUPPLY gives you the w o r ld ’ s m ost com plete selection o f va lves, fittings, p ipe, accessories and fabricated p ip in g fo r all p ow er, process, and general services.ONE RESPONSIBILITY fo r p ip in g m aterials helps you to get the best installation and to a v o id needless delays o n job s .OUTSTANDING QUALITY in every item assures u n iform ly h igh perform ance in every part o f p ip in g system s.
C R A N E C O ., 83 6 S. M ich ig a n A ve., C h icag o 5, 111. Branches and Wholesalers Serving All Industrial Areas

Scientific Metai Distribution increases Strength... and Assures More Dependable Service from
L A D I S H S e t w d e u T V e id i« ? 7 m sBy utilizing the physical principle o f the taper, the new Ladish Seamless W elding Tee distributes stresses and strains uniformly over the entire design, thus assuring maximum strength at every cross section. During manufacture, extra metal is scientifically distributed to the center section and to the crotch, with the metal tapering off to the nominal pipe size at the ends. This taper enables a Ladish Tee to absorb with increased efficiency the pressures and mechanical loads which vary in intensity at different sectional areas.
t a p e r * 0 ¡iE V E R Y H *F O R G R E A T !
A distinctive feature o f the new Ladish Tee design is the long crotch radius which reduces resistance to flow and minimizes pressure loss. Full length branch outlets give greater welding accessibility and keep high welding heats from the crotch zone.
Combined with this new design, the finer, more uniformly com pact metal structure o f Ladish Seamless Welding Tees substantially increases their dynamic strength and toughness . . . while rigid control o f melting processes gives added protection against brittleness at low temperatures, and increased resistance to distortion at high temperatures.
LADISH PROVIDES YOU ALL THESE FEATURES0 Scientific metal distribution for maxi
mum mechanical strength.0 Long crotch radius on Ladish Tees re
duces resistance to flow.0 Assured wcldability results from rigid
metallurgical controls that guard against metal impurities.
i i Heat code symbol is your permanent
Eroof o f the metallurgical integrity in- crent in Ladish Controlled Quality.
providesHi Full length branch outlet greater ease in welding.
© Smooth inner surfaces reduce pressure loss— retard erosion and corrosion.
¡V
ISH CO
Send for this Free.....Dimensional Data FolderLADrSH CO.Dept. IE-4Cudahy, Wisconsin
S' aml"8“m idinfFu3ng88h
C U D A H Y , W I S C O N S I NM IL W A U K E E 5 U B U R B
Conipany.
DISTRICT O FFICES :
Address.
City.. . .
3 8 A_____________________________ I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y _______________ Vol. 39, No. 4
caproic
caprylic
capric
lauric
A
r
myristic
palmitic
stearic
palmitoleic
oleic
linoleic
linolenic
C20 saturated
C22 unsaturated
The separation of m ixed fatty acids into their pure com ponent fatty acids has led to the im provem ent of m any products and prom oted developm ent o f new products.
Continued research into the science o f precise fractionation — b y distillation or solvent crystallization — has led a lso to developm ent of better m ethods and equipment for accom plishing the separation.
Foster W heeler executes com plete contracts for design, fabrication, erection and initial-run supervision of fatty acid fractionation plants. One organization — on e responsibility.
F o s t e r W l W h e e l e rF O S T E R W H E E L E R C O R P O R A T I O N • 1 6 5 B R O A D W A Y , N E W Y O R K 6 , N E W Y O R K
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 39 A
A M E R IC A N S T E E L & W IR E C O M P A N Y , C le v e la n d , Chicago and N e w York CA R N EG IE-ILL IN O IS STEEL C O RPO RA TIO N , Pittsburgh and Chicago
C O L U M B IA S T E E L C O M P A N Y , San Francisco N A T I O N A L T U B E C O M P A N Y , Pittsburgh
T E N N E S S E E C O A L , IR O N & R A IL R O A D C O M P A N Y , Birmingham United States Steel Supply Company, Chicago, W arehouse D is trib u to rs
United States Steel E xp o rt Company, New Y o rk
N I T E D S T A T E S S T E E Lfa STAU»
U S S STAINLESS STEELSHEETS • STRIP ■ PLATES • BARS • BILLETS • PIPE • TUBES • W IRE ■ SPECIA L SECTIO N S
In every chemical plant where the elimination of corrosion is a “ must” -n o t only for the prevention of equipment deterioration, but for minimizing product losses—Stainless Steel offers a practical and economical solution.
No other commercial metal can equal Stainless Steel in its high resistance to so many types of corrosives. None is more versatile in its application possibilities.
Today’s demands for capacity production make it imperative to take the fullest advantage of the well- proven benefits that Stainless Steel, in its many analyses and various forms, has to offer the chemical industry.
In U- S ' S Stainless Steel—a perfected, time-tested product—you can obtain all the superior properties of Stainless at top perfection.
d o insure consistently exact and uniform quality, U- S- S Stainless is produced on special equipment under the close and precise control of skilled and experienced men who make
stainless steel only.Their entire attention is devoted to
constantly perfecting its characteristics, improving its performance and widening the scope of its application. No other manufacturer can offer you Stainless Steel in such a complete range of forms, sizes and finishes in so many different analyses.
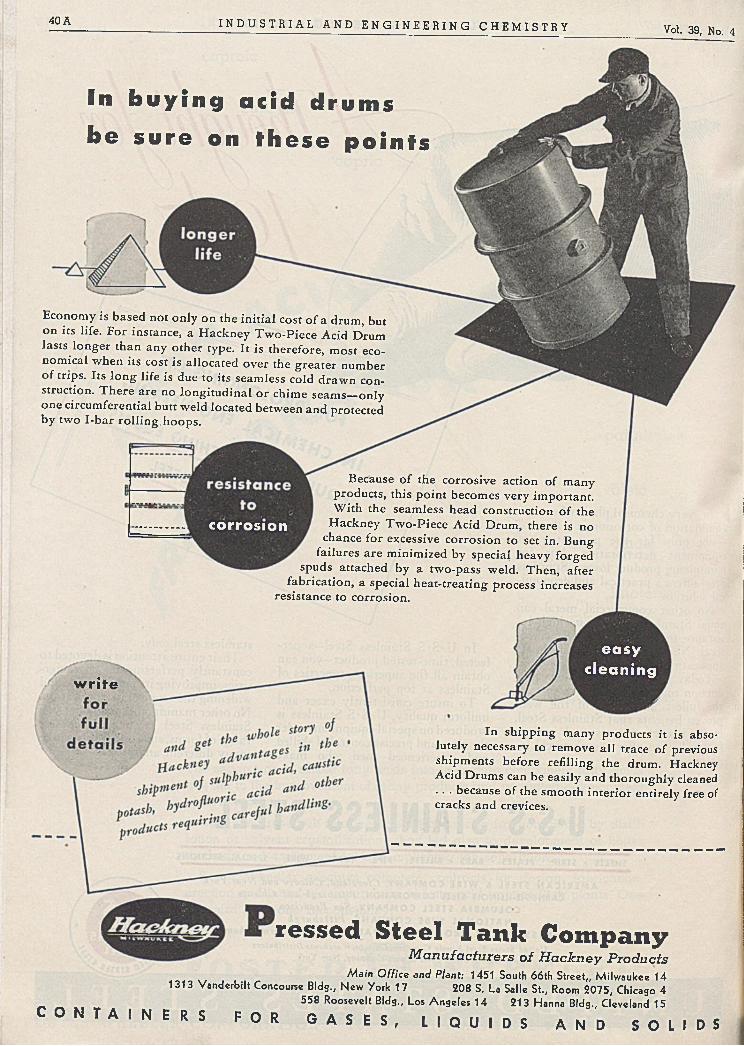
40 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
corrosion
e a s y c le a n in g
w rifew rife
In buying acid drums be sure on these points
Economy is based not only on the initial cost o f a drum, but on its life. For instance, a Hackney Tw o-Piece Acid Drum lasts longer than any other type. It is therefore, most economical when its cost is allocated over the greater number o f trips. Its long life is due to its seamless cold drawn construction. There are no longitudinal or chime seams—only one circumferential butt weld located between and protected by two I-bar rolling.hoops.
Because o f the corrosive action o f many products, this point becomes very important. With the seamless head construction o f the
Hackney Tw o-Piece Acid Drum, there is no chance for excessive corrosion to set in. Bung
failures are minimized by special heavy forged spuds attached by a two-pass weld. Then, after
fabrication, a special heat-treating process increases resistance to corrosion.
ressed Steel Tank CompanyManufacturers o f Hackney Products
M ain O ffice and Plant: 1451 South 6 6 th Street,, Milwaukee 14 1313 Vanderbilt Concourse Bldg., New York 17 208 S. La Salle St., Room 2075, Chicago 4
558 Roosevelt Bldg., Los Angeles 14 213 Hanna Bldg., Cleveland 15
C O N T A I N E R S F O R G A S E S , L I Q U I D S A N D S O L I D S
In shipping many products it is absolutely necessary to remove all trace o f previous shipments before refilling the drum. Hackney Acid Drums can be easily and thoroughly cleaned . . . because o f the smooth interior entirely free of cracks and crevices.
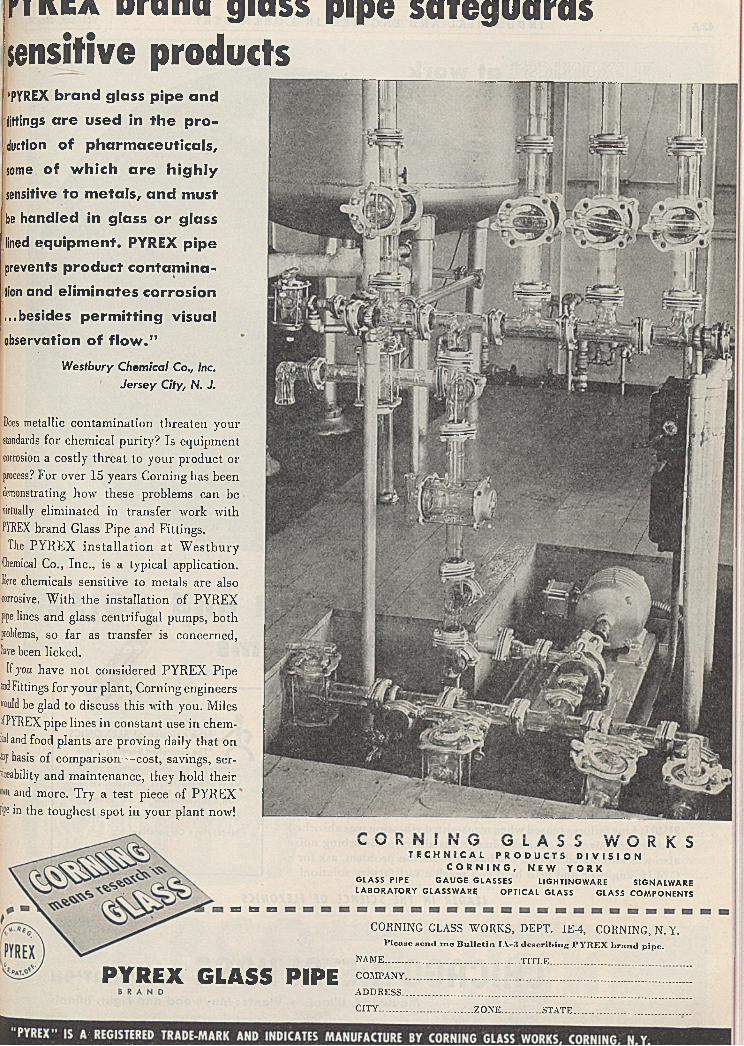
riiiE* orana grass pipe saTeguaras sensitive products"PYREX brand glass pipe and
fittings are used in the pro
duction of pharm aceuticals,
some of w h ich a re h ig h ly
sensitive to m etals, and must
be handled in glass or glass
lined equipment. PYREX pipe
prevents product contam ina
tion and elim inates corrosion
...besides perm itting visual
observation of flo w .”.
Westbury Chemical Co., Inc.
Jersey City, N. J.
Does metallic contamination threaten your standards for chemical purity? Is equipment corrosion a costly threat to your product or process? For over 15 years Corning has been demonstrating how these problems can be virtually eliminated in transfer work with PYREX brand Glass Pipe and Fittings.The PYREX installation at W estbury
Chemical Co., Inc., is a typical application. Here chemicals sensitive to metals are also corrosive. With the installation of PYREX pipe, lines and glass centrifugal pumps, both problems, so far as transfer is concerned, lave been licked.If you have not considered PYREX Pipe
ad Fittings for your plant, Corning engineers wuid be glad to discuss this with you. Miles 1PYREX pipe lines in constant use in chem- rai and food plants are proving daily that on any basis o f comparison— cost, savings, ser- nceability and maintenance, they hold their (,n and more. Try a test piece o f PYREX PPe in the toughest spot in your plant now!
E3 EH E3
PYREX GLASS PIPE
^ w l\ M I H V7 V7 L A 3 o W U K k bT E C H N I C A L P R O D U C T S D I V I S I O N
C O R N I N G , N E W Y O R K
G L A S S P IP E G A U G E G L A S S E S L IG H T IN G W A R E S IG N A L W A R E L A B O R A T O R Y G L A S S W A R E O P T IC A L G L A S S G L A S S C O M P O N E N T S
CORNING GLASS W O R K S, DEPT. IE-4, CORNING, N . Y .Please send m e Bulletin I.-V-3 describing PYREX brand pipe.
NAME........................................................ TITLE......... .......................COMPANY..............................................................................................
ADDRESS......................................................................
CITY.......................................ZONE................ STATE......................
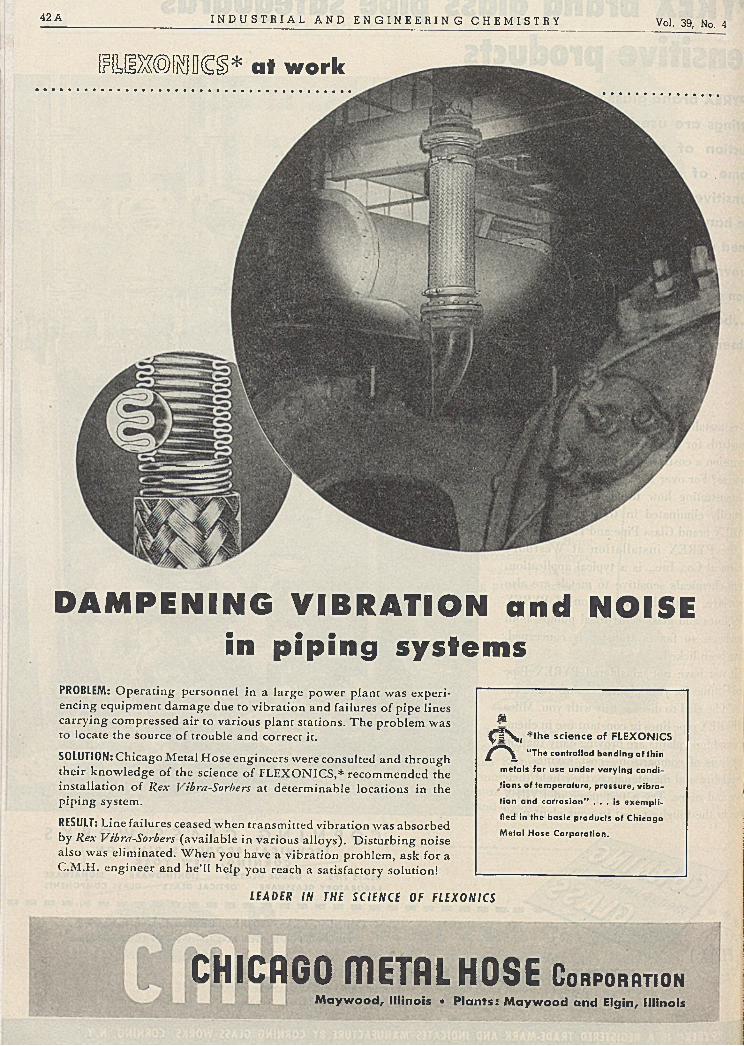
42 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
PROBLEM: O p e ra t in g p e rso n ne l in a la rg e po w er p la n t was experiencing equ ipm ent d a m a g e due to v ib ra t io n an d failures o f p ipe lines c a rry in g com pressed a i r to various p la n t sta tions. T h e p ro b lem w as to locate the source o f t roub le an d correct it.SOLUTION: C hicago M eta l H o se eng inee rs w ere consulted a n d th rou g h the ir k n o w led g e o f the science o f FLEXONICS,* recom m ended the ins ta l la t ion o f R ex Vibra-Sorbers at d e te rm in ab le locations in the p ip in g system.RESULT: Line failures ceased w hen t ran sm itted v ib ra t io n w as ab so rb ed by Rex Vibra-Sorbers (ava i lab le in va r ious alloys). D is tu rb in g noise a lso w as e lim inated. W h e n you have a v ib ra t io n p rob lem , ask fo r aC.M.H. en g in ee r a n d h e ’ll he lp you reach a satisfactory solution!
&< 1 \ , *the science of FLEXONICS
r \ "The controlled bending of thin
m etals for use under vary ing condi
tions of temperature, pressure, v ib ra
tion and corrosion" . . . is exem pli
fied in the basic products of Chicago
Metal Hose Corporation.
C H I C R G O m E T f I L H O S E C o r p o r a t io nM ayw o o d , Illinois • P lan ts : M ayw ood and Elgin, Illinois
IFILSÄKIÖSf * at work
DAM PENING VIBRATION and NOISEin piping systems
L E A D E R I N T H E S C I E N C E O F F L E X O N I C S
il
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y
N o fluid line system will stand up long unless it is protected against the constant shock o f vibration in mechanical operation. Barco Flexible Joints, by compensating for expansion and contraction, by responsive movement through every angle, absorb strain and stress. As a result, Barco-protected fluid lines are more economical, have more endurance. For more than 30 years Barco has been meeting the ever-widening range o f industry’s flexible joint problems. For technical information, write to Barco Manufacturing Company, N ot Inc., 1800 Winnemac Avenue, Chicago 40, Illinois.
B A R C O FLEXIBLEFREE E N T E R P R I S E — THE C OR NE R S TO N E OF A M E R I C A N P R O S P E R T Y
In Canada: The Holden Co., Ltd., M ontreal, C an ad a. "MOVE IN EVERY
Not just a swivel joint ..but a combination of
a swivel and ball joint with rotary motion and responsive movement through every angle.
DIRECTION'
Vibration is good for the figure
—but it’s tough on fluid lines
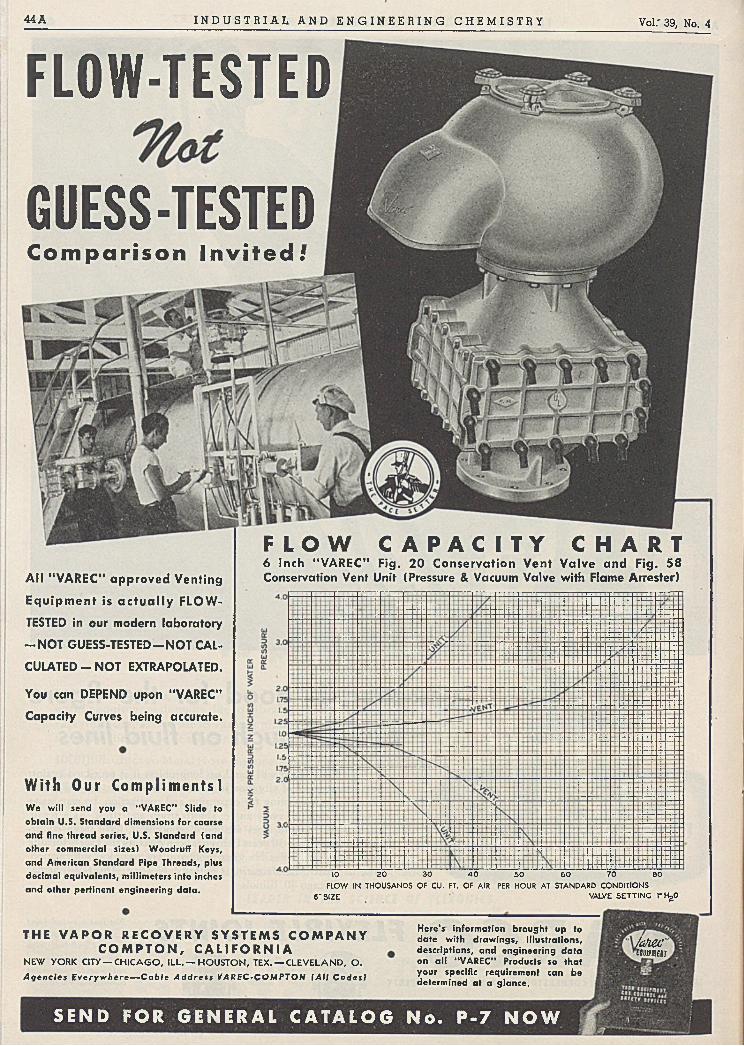
44 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol.' 39, No. 4
F L O W C A P A C I T Y C H A R T6 Inch “ VAREC” Fig. 20 Conservation Vent V alve and Fig. 58 Conservation Vent Unit (Pressure & Vacuum Valve with Flame Arrester)
/(M C"» m a r
S E ND F O R G E N E R A L C A T A L O G No. P- 7 N O W
FLOW-TESTED
GUESS-TESTEDC o m p a r i s o n I n v i t e d /
A ll “ VAREC” approved Venting
Eq u ip m ent is a c tu a lly FLOW -
TESTED in our modern laboratory
- N O T GUESS-TESTED-NOT CAL
CU LA TED -N O T EXTRAPOLATED.
You can DEPEND upon “VAREC"
Capacity Curves being accurate.
With Our Com plim ents!W e w ill send you a "V A R EC " Slid e to
obtain U .S . Standard dim ensions for coarse
a n d fine thread series, U .S . Standard (and
other commercial sizes) W oodruff Keys,
and Am erican Standard Pipe Threads, plus
decim al equ ivalents, m illim eters into inches
and other pertinent engineering d ata .
10 2 0 30 4 0 50 6 0 70 80FLOW IN THOUSANDS OF CU. FT. OF AIR PER HOUR AT STANDARD CONDITIONS
6‘ SIZE VALVE SETTIN C H HgO
T H E V A P O R R E C O V E R Y S Y S T E M S C O M P A N Y C O M P T O N , C A L I F O R N I A
NEW YO RK CITY — C H IC A G O , IL L . — HO USTO N , TEX. — C LEV ELA N D , O .
A g e n c i e s E v e r y w h e r e — C a b l e A d d r e s s YA R EC -C O M P TO N I A I I C o des)
Here's inform ation brought up to date w ith draw ing s, illustrations, descriptions, and engineering data on a ll "V A R EC ” Products so that your specific requirem ent can be determ ined a t a glance.
m m
S T R U T H E R S W E L L S
: Â i.î
I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y
S i n g l e e f f e c t
" K a rb a t e " tub e
e v a p o ra to r w ith
a d ju sta b le le v e l co n tro l.
V ie w o f a group
o f la rg e " K a r-
b a te " tu b e e v a p
o ra to rs .
H e a t in g b u n d le
fo r o n e o f th e se
e v a p o ra to rs .
v'-kw
5Mśliw»'«'«
work.when
HMH w h u BHb I
VIMl.l. Tl't LICEISED SUCE WIR FIRST CAT-CR4CKER U COLORADO
A s an important part of a $4,000,000 construction program to enlarge its
Denver refinery, Continental Oil Com pany has contracted to build a new
sm all T C C unit of 3,300 B/D fresh feed capacity. Engineering and design of the
new unit are already under w a y and its completion is scheduled for early 1948.
Although the new unit w ill be the first cat-cracker to be built in Colorado, it w ill be
Continental’s fourth T C C, three others of larger capacity having been operating
since early 1944 in the com pany’s Ponca City refinery. Improved features of design
and construction, which w ill be incorporated in the new unit, w ill provide a higher
yield of motor fuel than any single catalytic cracking unit in existence.
Houdry w ill be glad to furnish to any refiner, a complete economic analysis to
show exactly what T C C can do for his particular operation.
H O U D R Y P R O C E S S C O R P O R A T I O N25 Broad S tre e t , New Y o rk 4 , N. Y .
I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
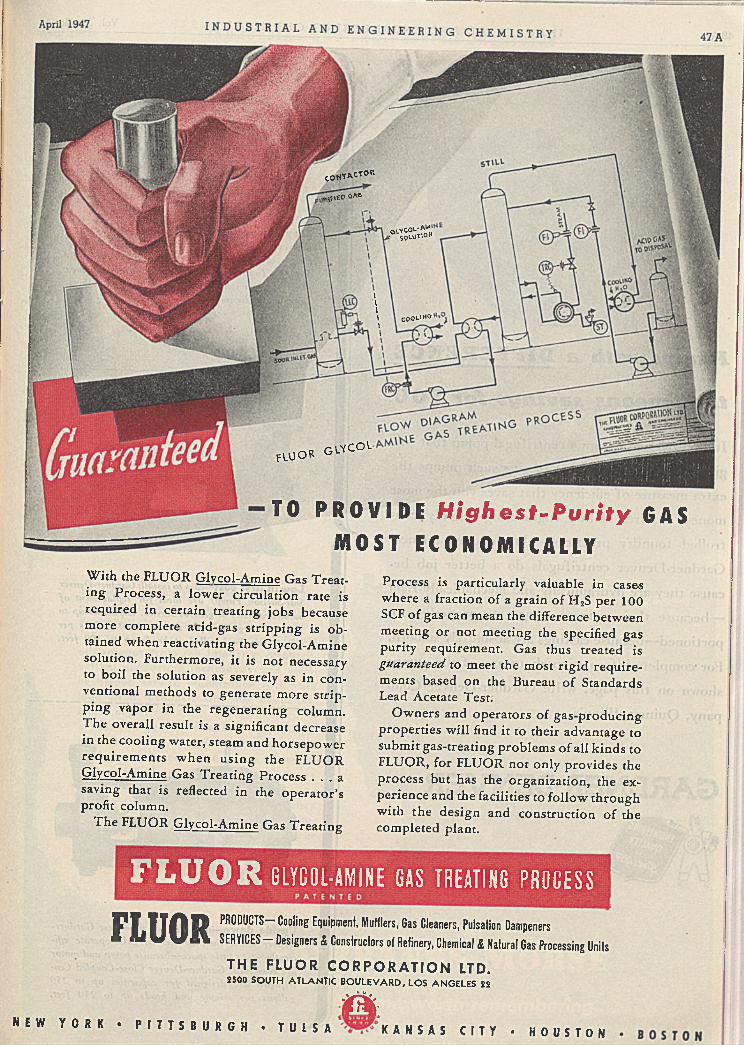
c o n t a c t o r
Olftso <>AO
Ä i VCOC-A-'1rÖ SOLUTION
COOttHO
FLUOR GlYc ° L'
TO P R O V I D E H i g h e s t - P u r l t y GAS
M O S T E C O N O M I C A L L YW ith the FLUOR G lycol-Am ine Gas Treating Process, a low er circulation rate is required in certain treating jobs because m ore com plete acid-gas stripping is o b tained when reactivating the G lycol-Am ine solution. Furthermore, it is not necessary to boil the solution as severely as in con ventional methods to generate m ore stripp ing vapor in the regenerating column. The overall result is a significant decrease in the coo lin g water, steam and horsepow er requirem ents w hen using the FLUO R G lycol-A m ine Gas Treating Process . . . a saving that is reflected in the operator’s profit column.
The FLUOR G lycol-Am ine Gas Treating
Process is particularly valuable in cases where a fraction o f a grain o f H 2S per 100 SCF o f gas can mean the difference between meeting or not meeting the specified gas purity requirement. Gas thus treated is guaranteed to meet the most rigid requirements based on the Bureau o f Standards Lead Acetate Test.
Owners and operators o f gas-producing properties w ill find it to their advantage to submit gas-treating problem s o f all kinds to FLUOR, for FLUOR not only provides the process but has the organization, the experience and the facilities to fo llo w through with the design and construction o f the com pleted plant.
F L U O R GLYCOL-AMINE BAS TREATING PROCESSF i l l J O R P R 0 D U C TS ~ Coolin2 Equipm ent, M ufflers, Gas C lean ers , Pulsation Dam peners A J U U V J P L S E R V IC E S — D e signers & C o n s lru cio rs of Refinery, Chem ical & N atural Gas Proce ssin g Units
THE FLUOR C O R P O R A T I O N LTD.Î500 SOUTH ATLANTIC BOULEVARD, LOS ANGELES SÎ
mN E W Y O R K • P I T T S B U R G H • T U L S A K A N S A S C I T Y • H O U S T O N
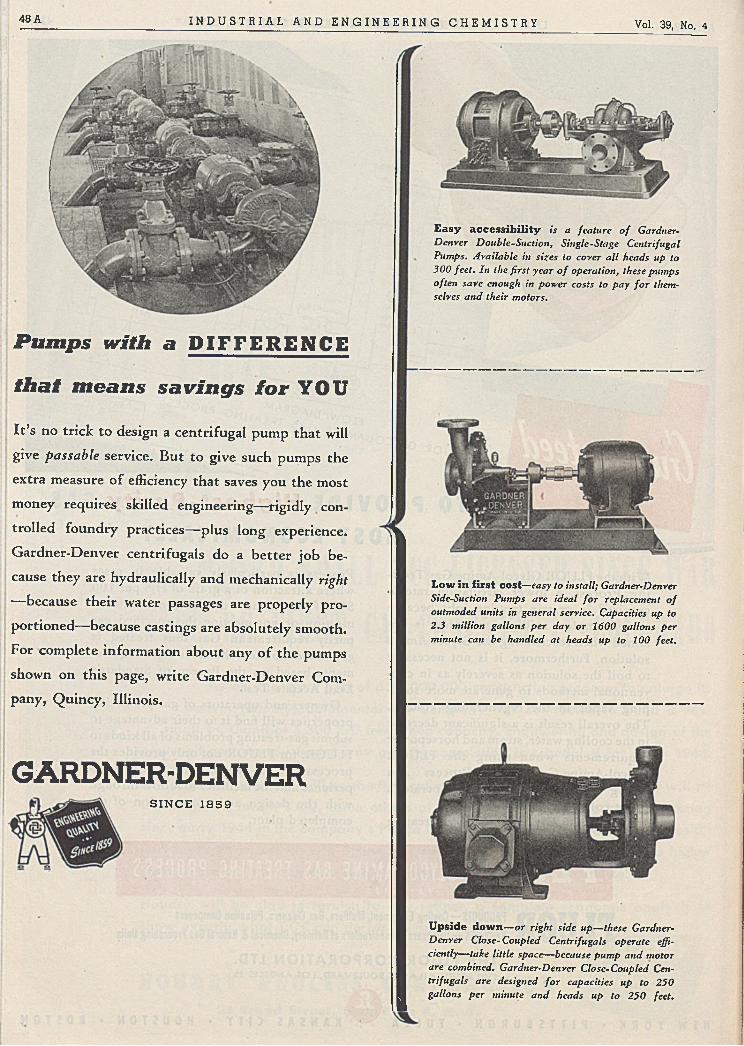
48 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
Upside dow n—or right side up—these Gardner- Denrer Close-Coupled Centrifugals operate efficiently— take little space— because pump and motor are combined. Gardner-Denrer Close-Coupled Centrifugals are designed for capacities up to 250 gallons per minute and heads up to 250 feet.
GARDNER-DENVERS I N C E I 8 S 9
Easy accessibility is a feature o f Gardner- Denrer Double-Suction, Single-Stage Centrifugal Pumps. Available in sizes to cover all heads up to 300 feet. In the first year o f operation, these pumps often save enough in power costs to pay for themselves and their motors.
Pumps with a DIFFERENCE
that means savings tor YOU
I t ’s n o trick to design a cen trifu ga l pum p that will
g ive passable service . B u t to g ive such pum ps the
extra m easure o f efficiency that saves y o u the m ost
m on ey requires skilled engineering— rig id ly co n
tro lled fou n d ry p ractices— plus lon g experience.
G ard n er-D en ver cen trifu ga ls d o a b etter j o b b e
cause th ey are hydrau lica lly and m echanically right
— because their water passages are p rop erly p ro
p ortion ed — because castings are absolu tely sm ooth .
For com p lete in form ation a bou t any o f the pum ps
show n on this page, w rite G ard n er-D en ver C om
pan y, Q u in cy , I llin o is .
Low in first cost—easy to install; Gardner-Denver Side-Suction Pumps are ideal for replacement o f outmoded units in general service. Capacities up to 2.3 million gallons per day or 1600 gallons per minute can be handled at heads up to 100 feet.
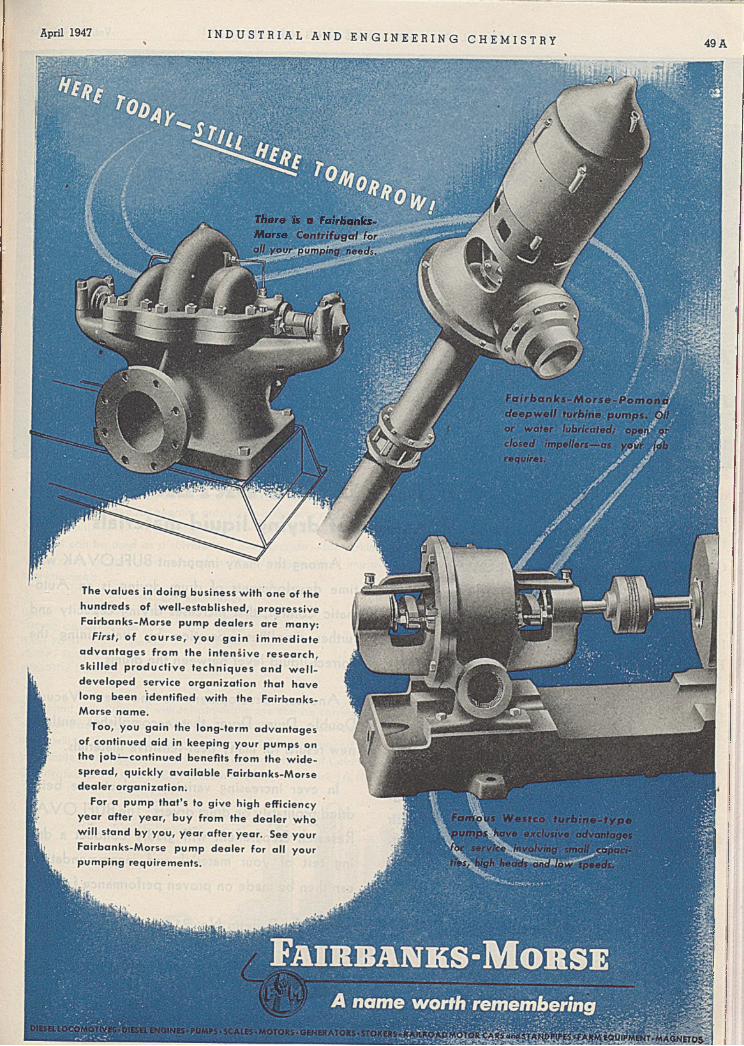
There is a Fairbanks■-■ ■■ Morse
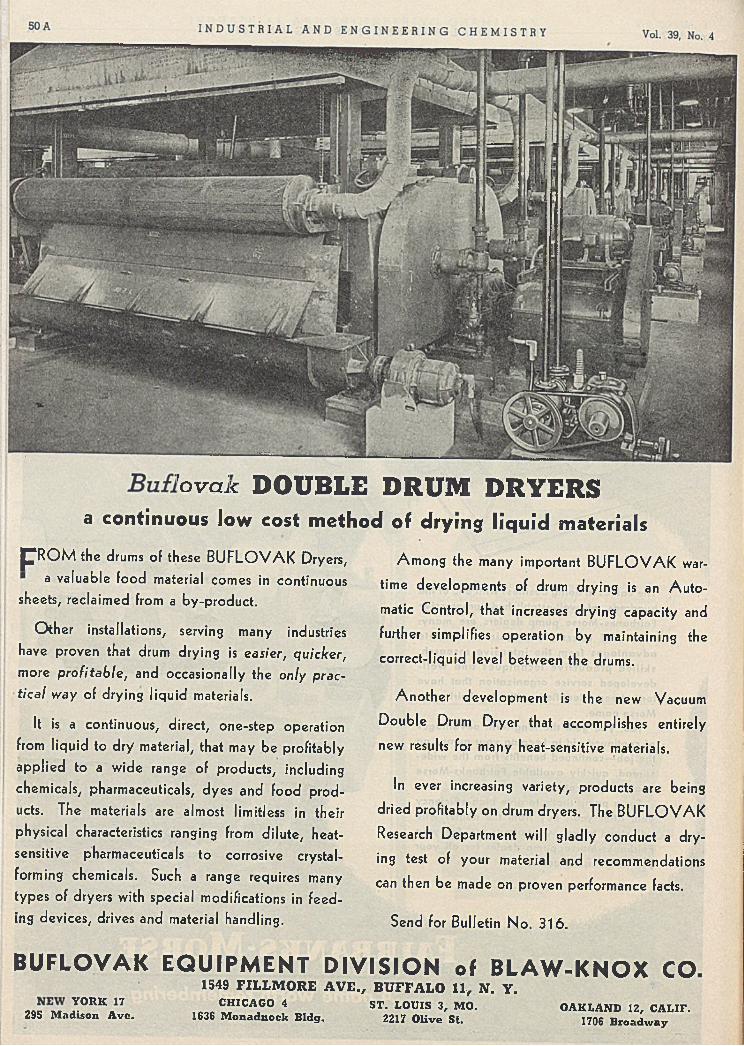
BuflovakDOUBLE DRUM DRYERSa continuous low cost method of drying liquid materials
p R O M the drums of these B U F L O V A K Dryers,
a valuable food material comes in continuous
sheets, reclaimed from a by-product.
O ther installations, serving many industries
have proven that drum drying is easier, quicker,
more profitable, and occasionally the only prac
tical way of drying liquid materials.
It is a continuous, direct, one-step operation
from liquid to dry material, that may be profitably
applied to a wide range of products, including
chemicals, pharmaceuticals, dyes and food prod
ucts. The materials are almost limitless in their
physical characteristics ranging from dilute, heat-
sensitive pharmaceuticals to corrosive crystal-
forming chemicals. Such a range requires many
types of dryers with special modifications in feed
ing devices, drives and material handling.
Am ong the many important B U F L O V A K war
time developments of drum drying is an A uto
matic Control, that increases drying capacity and
further simplifies operation by maintaining the
correct-liquid level between the drums.
Another development is the new Vacuum
Double Drum Dryer that accomplishes entirely
new results for many heat-sensitive materials.
In ever increasing variety, products are being
dried profitably on drum dryers. The B U F L O V A K
Research Department will gladly conduct a dry
ing test of your material and recommendations
can then be made on proven performance facts.
Send for Bulletin N o. 316 .
BU FLO V A K EQUIPM EN T D IV ISIO N of BLA W -KN O X CO1549 FILLMORE AVE., BUFFALO 11, N. Y.
J 0 R K a 7 ‘ HICA,G° 4 ST- L0UIS 3, MO. OAKLAND 12, CALIF.29S Madison A ve. 1636 Monadnock Bldg. 2217 Olive St. 1706 Broadway
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 51 A
FORMALDEHYDE
ACETALDEHYDE PROPIONALDEHYDE
ACETIC ACID ACETONE
METHANOL n-PROPYL ALCOHOL
ORGANIC PHOSPHATES
PLASTICIZERS
INTERMEDIATES
Tetrahydro furane , in pilot p lan t quantities, is now being produced
by C e lanese C o rporation o f A m erica . This active solvent and in ter
mediate is scheduled fo r quantity production in the v e ry n e a r future .
As a solvent fo r v iny ls , te trahyd ro fu ran e has outstanding p ro p
erties. It can be used as a solvent and in te rm ed ia te— fo r m aking
adipic a c id , succinic ac id , re la ted an h yd rid es , and other im portant chem icals.
PH YSICAL PRO PERTIES
COLOR
SPECIFIC G R A V IT Y
FLASH PO IN T
BOILING PO IN T
REFRACTIVE INDEX
2 0 ° / 4 ° C
open cup
°C
n20D
w afer white
0.888Below 7 0 ° F.
66°1.4 0 7 0
Pilot p lan t developm ent with te tra hyd ro fu ra n e can be ca rrie d out
with the assurance that com m ercial quantities fo r your req u ire
ments w ill be re a d y when you need them. A dd ress your requests
for sam ple to: Celanese Chem ical C orp ora tion , division o f C e lan ese
Corporation o f A m erica , I 8 0 M adison A venue , N ew Yo rk 16, N .Y .
•Rear.U.S.Pat.OflT.
CELANESE ANNOUNCES TETRAHYDROFURANE
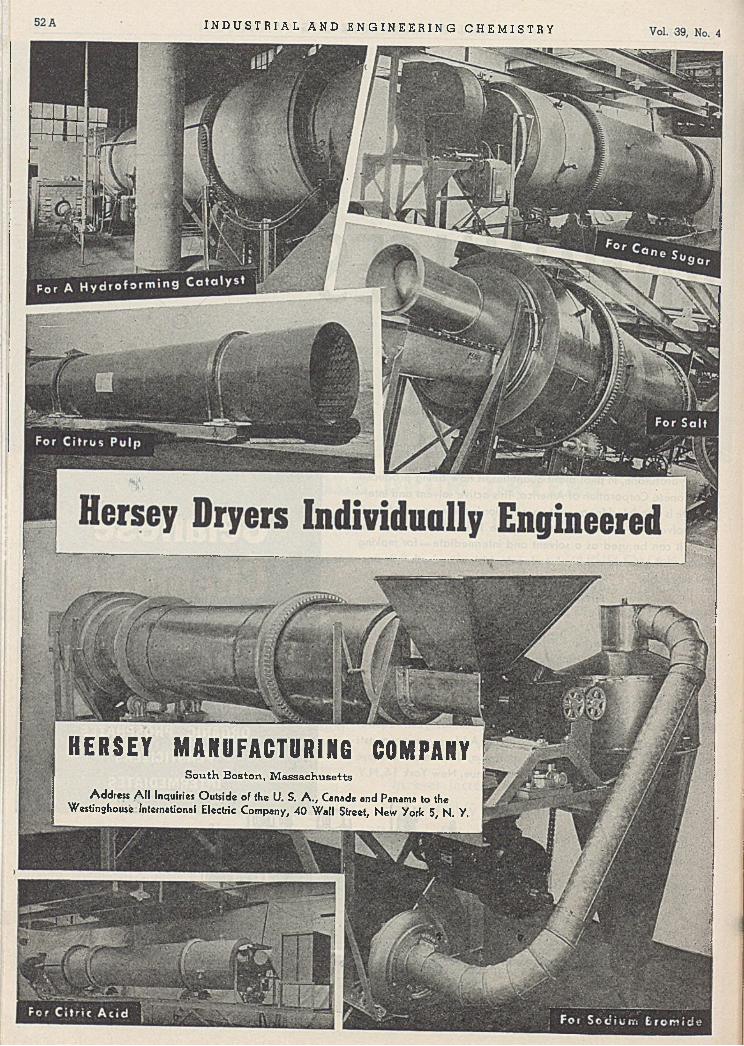
I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y
H E R S E Y M A N U F A C T U R I N G COMPANYSouth Boston, Massachusetts
Address A l l Inquiries Outside of the U. S. A . , Canada and Panama to the Westlnghouse International Electric Company, 40 Wall Street, New York 5, N. Y.
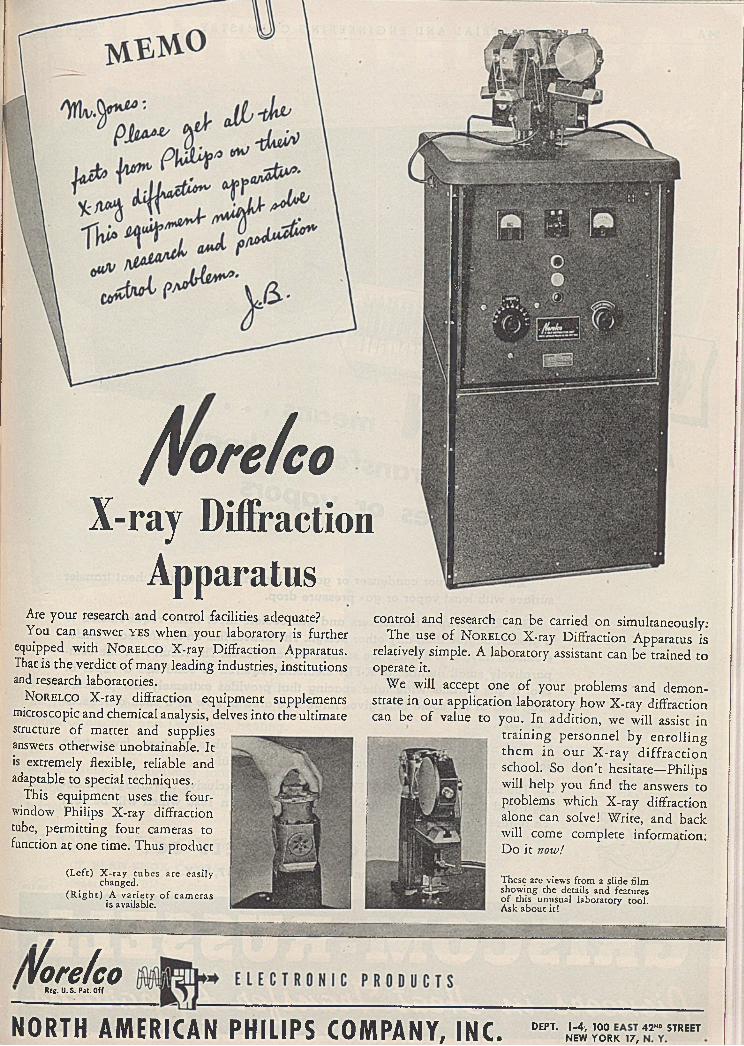
N O R T H A M E R I C A N PHILIPS C O M P A N Y , INC. " ' S ! ? « ' ™ '
j v o r e f c o
X-ray Diffraction
n lo r e lcRfo ii <; p3f n(('COReg. ü . S . Pat. Off
ApparatusAre your research and control facilities adequate?You can answer y e s when your laboratory is further
equipped with N o r e l c o X-ray Diffraction Apparatus. That is the verdict o f many leading industries, institutions and research laboratories.
N o r e l c o X-ray diffraction equipment supplements microscopic and chemical analysis, delves into the ultimate structure o f matter and supplies answers otherwise unobtainable. It is extremely flexible, reliable and adaptable to special techniques.
This equipment uses the four- window Philips X-ray diffraction tube, permitting four cameras to function at one time. Thus product
control and research can be carried on simultaneously;The use o f N o r e l c o X-ray Diffraction Apparatus is
relatively simple. A laboratory assistant can be trained to operate it.
We will accept one o f your problems and dem onstrate in our application laboratory how X-ray diffraction can be o f value to you. In addition, we will assist in
training personnel by enrolling them in our X -ray d iffra ction school. So don ’t hesitate— Philips will help you find the answers to problems which X-ray diffraction alone can solve! Write, and back will com e complete information; D o it now!
(L eft) X -ray tubes are easily changed.
(R ig h t) K variety o f cameras is available.
These are views from a slide film showing the details and features o f this unusual laboratory tool. Ask about it!

GRISCOM-RUSSELLPi&n&efcL in <l'u*ni esi ApM&uuUiA,
Vol. 39, No. 4
most ^ . ¡ v e from g«*ses
T h e ideal vapor condenser or gas cooler balan ces greatest heat transfer surface with least vapor or gas pressure drop.
G-R K-FIN vapor condensers and gas coolers m eet these requirem ents to a greater degree than any other design. The helical fins on K-FIN heat transfer elements have 6 to 8 times the surface of bare tubes. The result . . . the com paratively small num ber of K-FIN elements required to condense a vapor or coo l a gas permits w ide tube spacing that provides extrem ely low pressure drop and at the sam e time gives large free area of flow in a shell of reasona ble size.
And note these additional benefits . . . few er tubes to clean, few er tube joints to maintain, higher velocity of the cooling liquid.
The m any types of G-R K-FIN units and their exclusive advantages of d e sign and construction are explained in our Bulletin 1625 w hich will b e sent on request.
THE G R I S C O M - R U S S E L L C O .285 Madison Avenue, New York 17, N. Y.
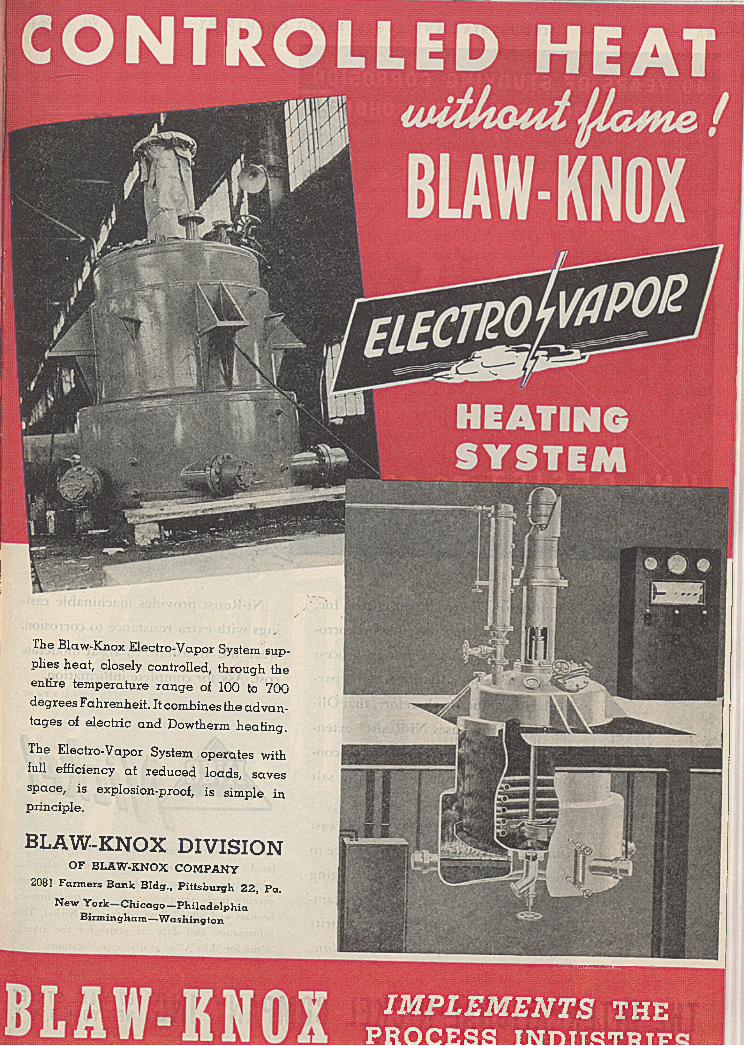
BLAW-KNOX DIVISIONOF BLAW-KNOX COMPANY
2081 Farmers Bank BIdg., Pittsburgh 22 , Pa.
New York Chicago—Philadelphia Birmingham—-Washington
IMPLEMENTS THEP R O C E S S I N n t T H T R T P
The Blaw-Knox Electro-Vapor System supplies heat, closely controlled, through the entire tem perature ran ge of 100 to 700 degrees Fahrenheit. It com bines the a dvan tages of electric and Dowtherm heating.
The Electro-Vapor System operates with full efficiency at reduced loads, saves space, is explosion-proof, is simple in principle.

THE INTERNATIONAL NICKEL COMPANY, INC. K i , S T R E E T Y O R K 5, N. Y.
Tons of Ni-Resist were cast into these drums for the salt industry, and every ounce is a tribute to the remarkable corrosion resistance of this Nickel alloy iron.
F or 4 0 years O liv e r U n ited F ilters, Inc.
h av e b een stu d y in g the e ffect o f c o r r o
sion o n va riou s m eta ls used in process
eq u ip m en t, esp ecia lly filters. It is p a r
ticu lar ly s ign ifican t, th ere fore , that O l i
ver U n ited n o w uses N i-R e s is t* ex ten
sive ly fo r d ru m s and g r id s o f their c o n
tin uou s filters d esign ed to h an d le salt
and caustics.
N i-R esist , a h ig h N ic k e l a llo y e d cast
iron , p ro v id e s e x ce p t io n a l resistance to
co rro s iv e attacks . . . thus p r o lo n g in g
l ife o f eq u ip m en t, m in im iz in g con ta m
in a tion , and k e e p in g p ro d u ct pu rity
high w h ile h o ld in g p rocess in g costs low .
N i-R es ist p ro v id e s m a ch in a b le cast
ings w ith extra resistance to corrosion ,
w ea r and a brasion . . . a ll at m oderate
cost. A sk fo r co m p le te in form a tion .•Beg. U .S . P at, Off.
Over the years, International NickeL has accumulated a fund o f useful information on the selection, fabrication, treatment and performance o f engineering steels, stainless steels, cast irons, brasses, bronzes and other alloys containing Nickel. This information and data are yours for the asking. Write for "List A ’’ o f available publications.
IE
1 ÎJPiCHJER
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y
E-PICHER COMPANYGeneral Offices: Cincinnati (1), Ohio
Red Lead • Spectal grades of Eagle Red Lead are available for the paint, storage battery, ceramic and varnish industries. Pb30 4 content accurately maintained to meet exact requirements of each industry.Litharge »Eagle Milled Litharges are exceptionally high standard lead oxides. I hey are finely ground, low in impurities and light brown in color. Available in special grades to suit each industry.
Sublimed Litharge-A fumed, amorphous, light canary yellow mon- oxide of lead (PbO) of low apparent density. Purest and smallest particle size type of Lead Oxide on the market.
Orange Mineral • Eagle Orange Mineral has a definite orange tone and is noted for its strength, fineness, and uniform color. 95% minimum. Outstanding for paints, colors, inks.
White Lead Carbonate • Three types of Eagle Dry White Lead Carbon- ate are produced. Unite chemically with linseed oil to form an elastic, deep-anchoring, long-wearing paint film.
Sublimed White Lead »For years, the standard basic sulphate of white lead, fo r the paint or rubber industries. Exceptionally white and bright. Conforms to ASTM and government specifications.
Zinc Oxide • Eagle Zinc Oxide AAA is especially designed for use wherever a lead-free American process zinc oxide is required. Exceptionally white and bright, having excellent tinting strength and opacity. Produced in a series of varying paint viscosity ranges.
Leaded Zinc Oxides • A complete line of all types and grades, notably Eag e AA 5% Leaded Zinc Oxide; Eagle A 35«/» Leaded Zinc Oxide; Eagle 50% Leaded Zinc Oxide.
Lithopone • A precipitated white pigment of normal or regular type. Three general grades — A, AA, AAA, signifying low, medium and high oil absorption respectively. Has a clean, white color.
Titanated Lithopone • Eagle Titanated Lithopone is a precipitated white pigment blended with 15% Titanium Dioxide. Available in grades to suit individual requirements.
Above products are included in the comprehensive line o f zinc and pigments manufactured by The Eagle-Picher Lead Company
fo r the paint, chemical, varnish, storage battery, rubber, ceramic and other process industries. Eagle-Picher research
facilities are available to manufacturers on request.W rite fo r f r e e samples and literature.
E A G L E - P I C H E RIndustria l Pigments
Exposure Tests Prove Resimene 875
Practical field experience is now avail*
ab le in addition to laboratory data to
dem onstrate th a t pro tective coatings using Resimene 8 7 5 withstand the severe
punishment of prolonged exposure to all types o f w eather. O ther advantages of
this organo-soluble melamine resin re* cently developed by Monsanto’s Plastics Division include better color retention (in colors as w ell as white), and improved
abrasion and alkafi resistance. Resimene
8 7 5 also makes possible reductions of 5 0 % and more in curing times.
monsanto p l a s t i c i z e r s are on the w a y . . .
During the period of m aterial shortages that have affected the a va il
ability of many plasticizers, Monsanto Research Chemists have been
engaged in developing entirely new plasticizers that a re fa r more
versatile and ad ap tab le in their applications. These new plasticizers
promise to set new standards of flexibility . . . vo latility . . . burning
rates . . . heat and light stability . . . permanence . . . electrical prop
erties . . . abrasion resistance . . . elasticity.
Field tests on these coming Monsanto products will be continued, so
that performance characteristics will have been established by the
time m aterial supplies a re more plentiful and added production can
be expected. M O N SA N TO CHEM ICAL CO M PA N Y, O rganic Chemicals
Division, 1700 South Second Street, St. Louis 4 , Missouri.
Present M onsanto P lastic izers
Aroclors . . . Dibutyl Phthalate . . . Diethyl Phthalate . . . Dimethyl Phtha-
late . . . HB-40 . . . Ortho-Nitrobiphenyl. . . Santicizer 8 Santicizer 9
. . . Santicizer B-16 . . . Santicizer E-15 . . . Santicizer M-17 . . . . Santi
cizer 140 . . . Triphenyl Phosphate . . . Tricresyl Phosphate.
New, Permanent Water Repellent
A new w ater repellent has been announced by Monsanto's Textile Department with two important features: (1) Durable w ater repellency, practically unaffected by laundering or dry cleaning; (2) Outstanding effectiveness on all textile fibers, including wool, nylon, acetate,
cotton, rayon and mixtures of these fibers.
In addition the new product imparts a full, soft “hand” to the finished fabric, leaves no residual odor and adds good
resistance to spotting. It has little effect on tensile strength or weight of the fabric
and does not affect a ir permeability.
The new w ater repellent is supplied in
a 3 3 % aqueous dispersion readily diluted with w ater a t room temperature.
No special equipment is required for application and no odors a re given off during application.
Complete technical information, samples and counsel on adapting the'new
Monsanto w ater repellent to fabrics are
availab le from Monsanto Chemical Company, Textile Chemicals Department, 140
Federal Street, Boston 10, Mass.
beginning on a d ay in 1669 when phosphorus first glowed In the “ laborato ry” of
Hennlg Brandt in Hamburg, this ¡ust-published Monsanto booklet carries the absorbing
Story of phosphorus through to its vast present d a y applications and still vaster potentials.
Here is no ordinary "dry" book. Rather, it is the dynamic story of a man, a process,
end a great modern industry. It traces the development of phosphorus and its ramified
Uses throughout nearly three centuries — pictures graphically the basic steps In
Monsanto's larg e-scale production of elemental phosphorus by the electric furnace
method — illustrates operations in mining, washing, preparation for sintering, electric
furnace conversion, storage, shipping and processing. Included, too, a re flow sheets
showing some of the varied applications of Monsanto phosphorus derivatives, such as
phosphoric acid , phosphorus pentoxide, phosphorus chlorides and sodium-, calcium-,
ammonium-, and potassium-phosphates.
Send for your copy of this new, interesting story of phosphorus. Address your
Inquiries to: M O N SA N TO CHEM ICAL CO M PA N Y, Phosphate Division, 1700 South
Second Street, or to any Monsanto District Sa les Office.
Products of Monsanto P H O S P H O R U SPhosphorus (Yellow)
Phosphoric Acid
Phosphorus Pentoxide
Phosphorus Oxychloride
Phosphorus Trichloride
Tricresyl Phosphate
Triphenyl Phosphate
Mono Sodium Phosphate
Di Sodium Phosphate
Tri Sodium Phosphate
Sodium Acid Pyrophosphate
Tetra Sodium Pyrophosphate
Hemi Sodium Phosphate
Sodium Poly Phosphates
Mono Calcium Phosphate
Di Calcium Phosphate
Tri Calcium Phosphate
Calcium Pyrophosphate
Ferric Orthophosphate
Sodium Iron Pyrophosphate
Mono Ammonium Phosphate
Di Ammonium Phosphate
Aluminum Phosphates
Potassium Phosphates
Magnesium Phosphates
Alkyl Acid Phosphates
Alkyl Phosphate Salts
Special Phosphates
Ferro Phosphorus
SERVING IN D U S T R Y .. .W H IC H SERV ES M AN KIN 0
M ONSANTO CHEMICAL COM PAN Y, 1700 South Second St., St. Louis 4 , M issouri. . . District Sales Offices: New York, Chicago, Boston, Detroit, C leveland, Cincinnati, Charlotte, Birmingham, Los Angeles, San Francisco, Seattle . In C anad a , Monsanto (Canad a), Ltd., Montreal, Toronto, Vancouver.
I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
our S a v i n g s are T raceab leI High adsorption activity. Porocel accepts
and holds large quantities o f many active catalysts.
Ji Even dispersal capacity. Porocel’s porosity averages 55% o f its total volume, with astonishingly large contact areas.
II Ruggedness. Porocel's ability to stand up under wide ranges o f temperature, pressure and flow condition is a matter o f record.
4 Purity and inertness. Low-iron, low-silica Porocel is inert to almost all reactions.
It will pay you to investigate the unusual economy o f Porocel-supported catalysts. We will gladly send samples o f Porocel impregnated with Ni, M o, Cr, or their oxides or Friedel-Craft types A1CI.„ FeCI3, ZnCl2, etc.—for laboratory tests. Notv is a good time to discuss with us the preparation o f specific catalysts for you. Address: Attapulgus Clay Company (Exclusive Sales Agent), Dept. C, 260 South Broad Street, Philadelphia 1, Pa.
A C T I V A T E D B A U X I T E S . S U P P O R T E D C A T A L Y S T S • C A T A L Y S T C A R R I E R S • A D S O R B E N T S A N D D E S I C C A N T S
T h e economic advantage o f one supported catalyst over another can be readily figured. It is a sum o f savings effected all along the line . . . from purchase to discard. And when you work with Porocel- supported catalysts, you reap substantial benefits right from the start.
Porocel-supported catalysts are lower in price because their manufacture does not involve the use o f expensive synthetic carriers and costly forming methods. Instead, the active ingredient is impregnated on a naturally-hard, high-purity bauxite carrier. Adequate ore sources and special processing plants insure rigid control o f each production step, as well as prompt deliveries, in adequate amounts, o f your catalysts.
Savings don't stop at original cost. They keep increasing right on through Porocel’s long service life. Here are some reasons why:

April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y
CLAY DRIED TO UNIFORM
MOISTURE CONTENT OF 3.1% (B.D.W.Bl)
AT RATE OF 2 TONS PER HOURWeight Basi3
in P R O C T O R C O N T I N U O U S C O N V E Y O R SYSTEMIn one typical installation of a Proctor individually designed continuous conveyor drying system, for use in drying clay , here is what takes p la ce . ^ W et clay , with a moisture content of 42.1% (B .D .W .B .) is delivered to the pre-form ing feed of the dryer, from a continuous filter. Q C om ing to the hopper of the Proctor rolling extruder feed, in this highly moist state, the m aterial is forced through a perforated plate by rolls m oving b a ck and forth, and deposited onto the con veyor of the dryer in spaghetti-like extrusions. This particu lar Proctor p re forming feed is idea lly suited to the handling o f clay , for the initial moisture content and the physica l characteristics of this product a re such that it will hold a definite shape after extrusion. Q L oaded to a uniform depth on the m oving conveyor, the c la y is con veyed through the drying cham bers, w here h eated a ir at 212° F. is circu la ted through the bed of m aterial. By form ing the c la y into these small, uniform shapes, m ore rapid diffusion is possible, w hich accounts for rapid drying and the 'uniformity of the finished
cla y . Q After 42 minutes of drying time, the clay , uniformly dried to a moisture co n tent of 3.1% (B.D .W .B.) is d isch arged from the d ry e r 'a t the rate of 4,160 pounds— or m ore than two tons (C .D .W .f) per hour. C lay, thus dried, in the form of small particles, is uniformly dried all the w ay through to the center of ea ch particle. This m akes possible rapid and com plete dispersability in water and, therefore, y m akes the c la y ideally suited to subsequent use.
Proctor continuous conveyor drying systems, with pre-form ing feeds, engineered to the individual product requirements, a re in operation for a w ide variety of wet-solids. It is safe to say that there a re hardly two wet-solid drying problem s exactly alike; that is why it pays to consult Proctor en gineers early w hen you are considering drying equipment. O n the basis of their experience they will b e ab le to m ake la b o ratory tests on your product and then translate the results into a recom m ended system that will meet all of your requirements.
tCom m ercial Dry Weight
This is a case history taken from this new Proctor bookletA new 12-page booklet on “ Proctor Continuous Drying for the Chemical Process Industries" is available upon request. It contains many case studies showing the application for Proctor individually designed systems. Write for your copy of this informative booklet today.

I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
N O R D S T R O M V A L V E D I V I S I O N w S « Ilochtvell Manufacturing CompanyMain O ffices: 400 North lexington Avenue, Pittsburgh 8, P a ., Atlanta, Boston, Chicago Houston, Kansas C ity Los Angeles, New York, Pittsburgh, San Francisco, Seattle, Tulsa
E xport: Rockwell International Corporation, 7701 Empire State B ldg ., New York 1, N . Y ,
fy / b e i/ ie h e
R o u n d O p e n in g
ON Y O U R C HE MI C A L L I NESNordstrom valves give your lines perfect control because they embody: (1 ) Simple, strong and compact design; (2) The tapered plug provides inherent, positive seating; (3 ) Hydraulic force is applied through lubricant to insure free operation and positive pressure sealing; (4) Pressurized lubricant channels completely surround the ports, insuring positive sealing against internal and external leakage; (5) Simple rotary action provides positive opening and closing, with minimum mechanical action and without seat exposure; (6) A quarter turn opens or closes the valve; (7 ) Corrosion and erosion are resisted.
Standard Pattern Venturi Pattern
L S
Short Pattern Multiport
C a fa lo g U pon Request
' Hypreseal
As We See It . .Pipe Dreams. With housing such a vital topic, the five- paper Symposium on Construction and Design of Research Laboratories that starts this issue is particularly timely. A well attended feature of the Chicago meeting, the symposium presents principles of laboratory design and arrangement that have been utilized in some of the largest and most modern research facilities in the Nation. It should be a valuable aid to other research organizations that are beginning to plan construction programs for new laboratories.
Laboratory location is the major item taken up in the first paper of the symposium. The role of the particular laboratory in relation to associated organizational activities is discussed as an important factor in location. R. W. Cairns, the author, is convinced that a pleasant environment for the research worker is a fruitful investment for the employer, a sentiment echoed by the authors of several of the later papers. Photographs accompanying the article show that the author’s opinion about this matter is based on experience with an organization that practices such a policy.
Architectural principles that underlie good laboratory design comprise the subject of the second paper. Perry Coke Smith is a member of an architectural firm with substantial experience in the design of research facilities. His discussion includes consideration of occupancy characteristics, a large building in comparison to several small ones, and the location of special service areas arid offices with respect to the individual laboratories. The module concept of estimating space .and design requirements is described and illustrated. Smith reinforces Cairns’ recommendation for a good working environment with the observation that basic costs for essential laboratory services are a large fraction of the total cost. In his experience, economizing on design and ar- nmgement at the expense of function rarely yields a justifiable reduction in total cost.
D. M. Beach takes up the design of large industrial research laboratories. His contribution is based on a survey of more than twenty large organizations. The work module, service requirements, size of rooms and equipment, and illumination and other laboratory conditions are discussed. The author found substantial uniformity of treatment of many basic factors in the laboratories investigated.
A process engineering installation takes the stage in the article ‘ that follows. The laboratory described by Darby, Roberts, and Grothe performs a dual function of custom testing and research as well as carrying out the development programs of the parent organization. An efficiently arranged permanent installation takes care of such services as crushing and grinding, and a large general area is specially arranged to permit ease and flexibility in assembling units for carrying out specific processing studies. The attractive setting of the laboratory is shown in one of the illustrations.
University and college laboratories are discussed in the final paper of the symposium, presented by C. S. Adams. His introductory comments contrast the average well equipped industrial laboratory with the inadequate facilities that are found all too frequently in schools. The particular needs of the large gradu- ate-undergraduate laboratory, the separate chemical laboratory, and the general science laboratory are described. Various questions common to all types of laboratory construction are reviewed from the particular perspective of the school. A table is included to show how the over-all cost can be expected to divide between various elements of construction. Floor plan diagrams illustrate the arrangement developed from the study on which Adams based much of his paper.
Food from Thought. Continuing the tradition of years past, the 1947 Perkin Medal address appears in this issue, page 464. You will find it a variation from the usual scientific report. This year’s recipient, R. R. Williams, has devoted much of his life to the humanitarian subject of human nutrition, even while he achieved success and eminence in quite another field as chemical director of Bell Telephone Laboratories. Williams’ medal address is his story of the research that led ultimately to the synthesis of vitamin Bj. The paper is an inspiring account of a chemical research investigation that is having a direct and incalculable effect on the health and well-being of the entire human race. The quiet and reasonable tone of this presentation should heighten rather than diminish the inspiration most readers will receive in reading it.
P-T Dope. As reading matter taken straight, the article by Stull starting on page 517 should prove approximately equivalent to an endless file of fence-jumping sheep. For the many readers having use for an authoritative, comprehensive, and up-to-date summation of available information on the tem- perature-vapor pressure relations of pure substances, it will be a frequently consulted reference. Two sections take up the respective subjects of organic and inorganic compounds.
Extermination Review, world war n has been toughon insects. When the war came, an organized attack of applied chemical and biological research was brought into play to reduce the enormous damage that can be wreaked on field armies by insects. This work: was outstandingly successful. Even more important, it has literally transformed postwar man’s ability to control many of the more serious pests. Haller reviews wartime developments in insecticides in an article starting on page 467. YV ith his recapitulation he gives a substantial bibliography for those interested in the significant source information on these developments.
Spin Proof. The centrifuge is a familiar tool of the laboratory and many plants. Julian C. Smith describes the characteristics of the many modifications now manufactured and indicates their general applicability. His paper, which starts on page 474, gives methods of testing specific machines to determine their effectiveness in such process steps as liquid-liquid separation, dewatering, and separation of emulsions. The article will be of particular interest to the process engineer.

64 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
Emulsions are easily prepared -with isopropanolamine soaps because
they perm it wide flexibility in form ulation. A liquid m ixture of the three
isopropanolamines is available and is especially suitable for this purpose.
T he low alkalinity of such emulsions is advantageous too, for it prevents
corrosion o f m etals or injury to fine textiles.
Soaps formed w ith th e isopropanolamines and’fa tty acids are light in
color and do no t darken under norm al storage conditions. T he high oil
solubility of isopropanolamine soaps is also particularly valuable when
they are used to form ulate "soluble” oils w ith refined m ineral oil. This is
desirable in rayon coning oils, where good color stability and low free fa tty
acid content are im portant.
M onoisopropanolamine and diisopropanolamine are useful as in ter
m ediates in the m anufacture of synthetic detergents by condensation
w ith fa tty acids or acid chlorides. These detergents are advantageous
because of low alkalinity and resistance to hard water.
Samples ivill be supplied upon request fo r your evaluation as emulsifying agents and intermediates fo r detergents. For technical data sheets on properties and specifications write or phone our nearest.ofjicei .
C a r b i d e a n d C a r b o n C h e m i c a l s C o r p o r a t i o n
MÜSUnit o f Union Carbide and Carbon Corporationo s a gęm 1 1 ¡ w m gigi
t' m k J jit30 East 42nd Street, New York 17, N. Y.
Offices in Principal Cities fet'IS OßCANiC; ; L ; : : \
M O N O ISOPROPANOLAMINE
D I I S O P R O P A N O L A M I N E
INDUSTRIAL and ENGINEERING
The Researchlight
TH E editors of I n d u s t r i a l a n d E n g i n e e r i n g C h e m i s t r y are happy to announce the launching of a new service for the chemical profession. It takes the form of a section
in this journal devoted to suggestions for research projects in chemistry and chemical engineering. Benefits from the feature are expected to be particularly great for industrial and university laboratories engaged in applied research which thus may stimulate basic research in fields of known practical usefulness. The feature should be of similar value to colleges and universities seeking thesis projects of immediate current interest and utility. However, restriction to these purposes is neither necessary nor desirable and we hope that the broadest possible use can be found for the department, which has been given the name “The Researchlight” .
The inspiration for this project originated in the A m e r i c a n C h e m ic a l S o c i e t y ’ s Division of Industrial and Engineering Chemistry,, and a committee of that division has shouldered the responsibility for reviewing and screening the contributions to determine those of greatest merit. Official division approval of the project was given at an executive commit- tee meeting in Pittsburgh in December 1946. Whitney Wein- rich, division secretary from 1939 to 1943, was appointed to organize and head up the committee responsible for the division’s part in the undertaking. Matters of policy and mechanics have been resolved, and the committee now stands ready to put the project into motion. Weinrich’s committee describes its basic outline as follows:
A constant stream of problems arises in industrial and university research and development which, for one reason or another, cannot be fitted into already crowded research programs. Many of these are quite fundamental and can be segregated without directly affecting the outcome of original programs.
Data winch are not to be found in the literature are frequently needed in specific design problems or in pursuance of a research problem. The Researchlight will be a medium for bringing these needs to the attention of research groups with facilities for determining such data. For example, many such problems are sought by university faculties and students for use as subjects for senior projects and for theses of master and doctorate caliber.
The Researchlight section is visualized as operating in somewhat the following manner: A research group having need for certain information will write to the committee, giving as complete a statement as possible of the problem and thereby becoming the sponsor of an idea for investigation. The committee will review the idea and recommend it for publication in I n d u s t r i a l a n d E n g i n e e r i n g C h e m is t r y if it appears to accomplish the desired purpose. No reference as to the identity of the sponsor will be made in the published notice. When another laboratory decides to investigate the problem, it is urged that the committee be notified for two reasons. First, in most cases considerable supplementary information in addition to the title published in The Researchlight section will have been obtained in the course of reviewing the idea; second, it will be desirable to include in a subsequent issue of The Researchlight the information that the problem in question is being investigated. Again, however, no group will be mentioned by name.
The committee appreciates the fact that some industrial laboratories may be limited in the problems they could propose or would be reluctant to give full background information on an idea
ß h e m istryW ALTER J. MURPHY, Editor
if their interest became generally known. Similarly, those taking on problems may want to pursue the work without the knowledge of others. For these reasons the committee has settled on a definite policy of keeping confidential the identities of all parties concerned to the extent they may desire. Wherever possible, the committee hopes that direct contact between sponsor and investigator can be arranged in order that each may benefit from the other’s knowledge and experience on the subject, but only when it is desired by both parties will the committee take any steps to bring the two together. Where one or both parties do not wish to disclose their identity, the committee will serve as an intermediary. In a similar manner the relation will be handled between two workers who may take on the same problem.
Problems which are precise in nature and are well defined will be more attractive as research subjects than those of a general character. For example, the general suggestion to measure some physical property of gases is of small value as compared to a request to measure the heat capacity of a particular gas for a definite range of temperature. Also of primary importance to anyone selecting a problem will be a knowledge of literature on the subject. Therefore, if the sponsor of an idea has made a literature search and can include either a digest or the complete search itself, material assistance will be given to the group that takes on the work.
Those who read The Researchlight section are urged to wrrite the committee (1) if they already know of a solution to a problem listed, (2) if they have knowledge of the literature in this field, or (3) if they have ideas or suggestions that may facilitate a solution by others. Information of this nature received by the committee will be passed on to the interested parties.
The ideas presented in The Researchlight section will constitute a part of the published chemical literature and will be equally available to all who are interested. The committee, therefore, cannot attempt to establish priorities on ideas and -will in no way attempt to direct the course of investigation. Furthermore, publication of results of investigation will be entirely in the hands of the organization that carries out the work. Maximum service to the profession will result if prompt publication follows completion of the work.
You are invited to send the committee your suggestions for research needed. They should be addressed to Whitney Weinrich, Towne Scientific School, Engineering Building, University of Pennsylvania, Philadelphia 4, Pa., and will receive careful consideration by his committee. Forms on which the necessary information can be entered may be obtained from Weinrich or the Washington editorial office. Your full cooperation with Weinrich and his committee will have an important bearing on the dividends you and others in the chemical profession will receive from this activity.
The inauguration of The Researchlight section implies no discouragement of those who prefer to work in the virgin fields of pure research. These are the wellsprings from which come the basic advances in scientific knowledge. The Researchlight is not intended to lure or distract these investigators from their work. Rather, we hope it will be considered an effort to fertilize and increase the efficiency of those investigations in applied fields that will always be an important part of the total research effort. Perhaps thereby we can help them achieve a greater measure of the growth and vigor that is their potential promise.
STANDARDIZATION of CHEMICAL ENGINEERINGLETTER SYMBOLS
J. II. Perry and T. II. Chilton, E. I. du Pont de Nemours & Company, Inc., Wilmington, Del.; J. K. Callahani, Chemical Engineering, New York, N . Y .; O. A. Ilougcn, University of Wisconsin, Madison, W is.; W . II. McAdams, Massachusetts Institute of Technology, Cambridge, M ass.; W . L. McCabe, Carnegie Institute of Technology, Pittsburgh, Pa.; F. J. Van Antwerpen, Chemical Engineering Progress, New York, N. Y.*
Technical articles, even under ideal conditions, are not easy reading. Overlapping scientific notation should be eliminated, and this article proposes a much needed standardization for chemical engineering letter symbols. We hope the accompanying table will be accepted universally, and recommend its use in preparing articles for this journal.
The. Editors
ON THE facing page is a tabulation of the letter symbols covering the concepts most generally employed in unit
operations. This list is approved by the American Institute of Chemical Engineers and has been adopted as an American standard by American Standards Association (ASA Z10.12—1946).
The phenomenal growth of chemical engineering in the past twenty to thirty years has led to the development of a large and complex vocabulary of terms used in unit operations and auxiliary operations. A natural tendency has existed for pioneers in certain fields to create a vocabulary for their specialty that frequently conflicted with terms used in other fields of chemical engineering, or in nonchemical fields where such terms as entropy, free energy, mass, force, and activity were in common use. The practical advantage of attempting to reconcile these different groups of symbols has long been recognized. In 1932 an official start at development of a uniform list of symbols was made with the establishment of a committee of the American Institute of Chemical Engineers to investigate the subject and to recommend desired usage. This committee made good progress toward standardization, and in 1938 (6) published a tentative list of symbols, which was revised and republished in 1944 (8).
Nomenclature in other branches of engineering had been a major concern of the American Standards Association since January 1926, when the Sectional Committee on Letter Symbols and Abbreviations for Science and Engineering (Committee Z10) was appointed. Sectional Committee Z10 now consists of representatives of thirty-seven national societies, associations, and governmental departments (5). A.S.A. had not concerned itself to any extent with the nomenclature in the particular field of chemical engineering, although it had made progress in issuing many other standard lists; among those of particular interest to chemical engineers are the lists for mechanics (S), hydraulics (2), and heat and thermodynamics (J) ■
In July 1943 Sanford A. Moss, vice chairman of Sectional Committee Z10, suggested that a subcommittee, composed of the same personnel as the A.I.Ch.E. committee, be appointed with the goal of developing from the A.I.Ch.E. list of chemical engineering symbols, then in the final stages of development, a list that could be approved by A.S.A. as an American standard for chemical engineering. This committee was constituted as suggested, with J. H. Perry as chairman, and a revised list was submitted in November 1944 to the members of Sectional Committee Z10 for letter ballot vote. This vote was favorable and was followed by a vote of approval by the five sponsor bodies of A.S.A. (American Association for the Advancement of Science, American Institute of Electrical Engineers, American Society of Civil Engineers, American Society for Engineering Education, and American So
ciety of Mechanical Engineers.) The proposed standard was presented to A.S.A. in May 1946 for designation as an American standard, and approval was given September 26, 1946 (5).
The published standard includes material that does not conform in all respects to other American standard pamphlets in that the units and their abbreviations are recommendations of the A.I. Ch.E. and do not constitute a part of the present American standard. The important differences are as follows: The present subcommittee has insisted on the use of periods, whereas the standard for scientific and engineering terms (I) recommends their omission. The slant bar instead of “ per” and “ lb./sq. in.” instead of “ psi.” are also employed in the list recommended by A.I.Ch.E. The basis for these differences from the previous American standards is discussed in the March 1947 issue of Chemical Engineering Progress (7). Recommended abbreviations for names of the principal units are given on the facing page, following the symbols.
The work of arriving at this standard list included a survey of the practices employed by the leading publications, textbooks, and research institutions. This involved the resolution of such conflicts as were found to exist in the practice prevailing at that time, and the outcome is believed to represent the best usage. In scope this list is limited to letter symbols as used in mathematical equations and expressions, and does not include standardization of names and definitions of the concepts represented. It does not extend to the field covered by the A m e r i c a n C h e m i c a l S o c i e t y Committee on Nomenclature, Spelling, and Pronunciation, which deals with the naming of chemical compounds and such matters. Chemical symbols—that is, the symbols for elements—are not mathematical symbols and do not come under this standard.
No other lists of chemical engineering letter symbols, to our knowledge, have been published or officially proposed by any other organization up to the present time. The future plans of the committee in connection with letter symbols for chemical engineering include a revision or expansion of this list where the further studies of the committee and suggestions from the chemical engineering profession show that additions or changes are desirable. A further goal is the general use of the standard. The value of this list in simplifying the nomenclature problem will be directly related to the extent to which each chemical engineer makes conscious use of it. The mere publication of the list is only the start in the evolution of a standard; it is hoped that suggestions for its improvement will be the aim of every chemical engineer.
LITERATURE CITED
(1) Am . Standards, Z10.1-1941 (1941).(2) Ibid., Z10.2— 1942 (1942).(3) Ibid., Z10.3— 1942 (1942).(4) Ibid., Z10.4— 1943 (1943).(5) Ibid., Z10.12— 1946 (1946).(6) Badger, W . L ., Chilton, T . II., Newm an, A . B ., and M cAdams,
W . H ., Trans. Am . Inst. Chem. Engrs., 34, N o . 1, 93 -100 (1938).(7) Perry, J. H ., Chem. Eng. Progress, 43, N o. 3, 20 (1947).(8) Perry, J. H ., Callaliam, J. R ., Chilton, T . H ., H ougen, 0 . A.,
M cA dam s, W . II., M cC abe, AY. L ., and V an Antwerpen, F. J., Trans. A m . Inst. Chem. Engrs., 40, N o. 2, 251-68 (1944).
1 M em bers of the American Institute of Chemical Engineers' Committee on Standard System of Sym bols and N om enclature Covering Unit Operations of Chemical Engineering, and Subcom m ittee N o. 12 on Letter Symbols for Chemical Engineering of the Sectional Com m ittee on Letter Sym bols and Abbreviations for Science and Engineering o f the American Standards Association.
438
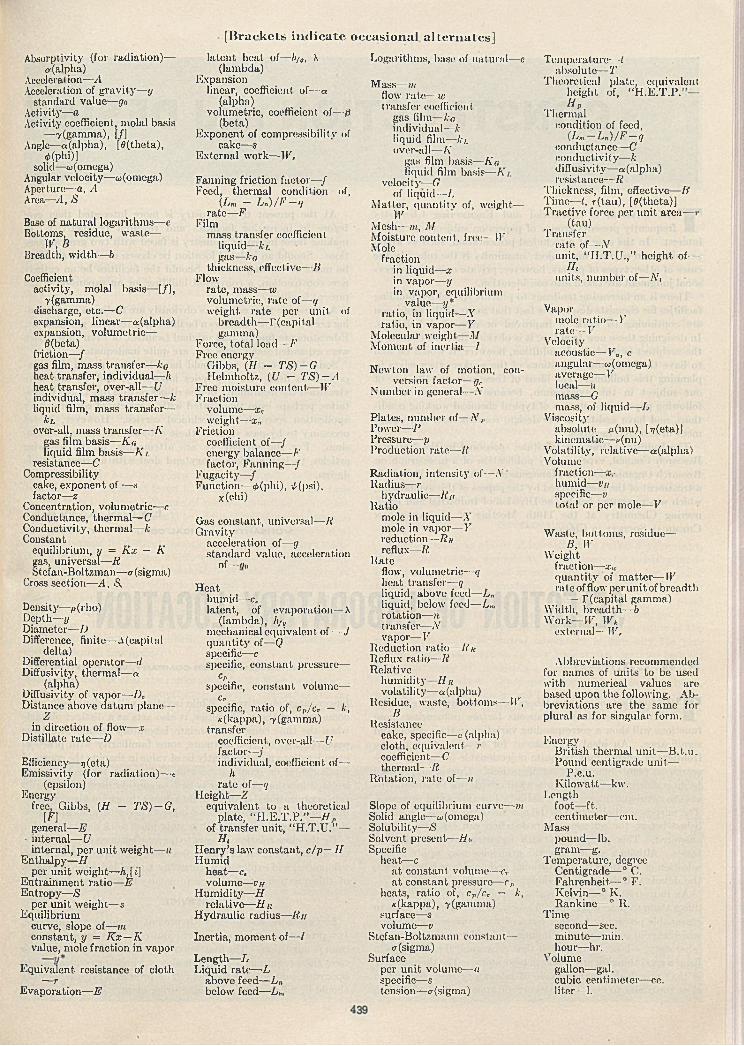
[Brackets indicate occasional alternates]
Logarithms, base of natural—Absorptivity (for rad iation)— «(alpha)
Acceleration— A Acceleration of gravit j— y
standard value— go Activity— aActivity coefficient, molal basis
— 7 (gamma), [/]Angle—«(alpha), [S(theta),
<#>(phi)] solid—«(omega)
Angular velocity— w(omega) Aperture— a, A Area— A , S
Base of natural logarithms—e Bottoms, residue, waste—
IF, B Breadth, w idth— b
Coefficient activity, molal basis— [/),
7 (gamma) discharge, etc.— C expansion, linear— a(alpha) expansion, volum etric—
/S(beta) friction— /gas film, mass transfer—kg heat transfer, individual—h heat transfer, over-all— U individual, mass transfer—k liquid film, mass transfer—
Iclover-all. mass transfer—K
gas film basis—Kg liquid film basis— K i.
resistance—C Compressibility
cake, exponent of —s factor—z
Concentration, volumetric—c Conductance, thermal—C Conductivity, thermal—k Constant
equilibrium, y = Kx — K gas, universal—R Stefan-Boltzman—a (sigma)
Cross section—A , S,
Density— p(rho)Depth—y Diameter—I)Difference, finite—A (capital
delta)Differential operator—<1 Diffusivity, thermal—a
(alpha)Diffusivity of vapor—I), Distance above datum plane —
21in direction of flow— x
Distillate rate—D
Efficiency—i) (et a)Emissivity (for radiation)—e
(epsilon)Energy
free, Gibbs, {H - T S )-G , [F]
general—E - internal— U
internal, per unit weight— u Enthalpy—H t per unit weight—fi/i]
Entrainment ratio—E Entropy—S
per unit weight—s Equilibrium
curve, slope of—m constant, y = K x —K value, mole fraction in vapor
Equivalent resistance of cloth —r
Evaporation—E
latent heat of— h/c, X (lambda)
Expansion linear, coefficienl of—a
(alpha)volumetric, coefficient of— p
(beta)Exponent of compressibility of
cake—s External work—IF,
Fanning friction factor—/ Feed, thermal condition of, (Am — Ln)/F—q
rate—F Film
mass transfer coefficient liquid—k'L gas—kg
thickness, effective—B Flow
rate, mass—w volumetric, rate of—q weight rate per unit of
bread 111— r (capi t al gamma)
Force, total load—F Free energy
Gibbs, (H - T S )-G Helmholtz, (U - T S )-A
Free moisture content— IF Fraction
volume—xr weight—x,r
Frictioncoefficient of—/ energy balance—F factor, Fanning—/
Fugacity—fFunction—0 (phi), /(psi),
x(chi)
Gas constant, universal—H Gravity
acceleration of-—g standard value, acceleration
of—i/o
Heathumid—c.latent, of evaporation— X
(lambda), /i/s mechanical equivalent of —J quantity of—Q specific—cspecific, constant pressure—
cpspecific, constant volume—
Cvspecific, ratio of, c,,/cr — k,
k(kappa), 7 (gamma) transfer
coefficient, over-all— U factor—jindividual, coefficient of—
hrate of—g
Height—Zequivalent to a theoretical
plate, “ H.E.T.P.” —H,, of transfer unit, “ H.T.U.”—
HtHenry’s law constant, c/y—II Humid
heat—c, volume—vn
Humidity—H relative—H r
Hydraulic radius—Rn
Inertia, moment of—I
Length—L Liquid rate—A
above feed—A» below feed—L„
Mass—in flow rate—w transfer coefficient
g a s film — k g individual—k liquid film—ki. over-all—K
gas film basis—Kg liquid film basis—K
velocity—G of liquid—A
Matter, quantity of, weight— IF
Mesh—m, MMoisture content, free—IF Mole
fractionin liquid—x In vapor—y in vapor, equilibrium
value—y* ratio, in liquid—X ratio, in vapor— Y
Molecular weight—M Moment of inertia—I
Newton law of motion, conversion factor—gc
Number in general—.V
Plates, number of— A’ ,Power—P Pressure—p Production rate—R
Radiation, intensity of—A’ Radius—r
hydraulic—Rn Ratio
mole in liquid—A' mole in vapor— Y reduction—Rr reflux— R
Rateflow, volumetric— tj heat transfer—q liquid, above feed—A„ liquid, below feed—A,„ rotation—n transfer—N vapor—-V
Reduction ratio—Hr Reflux ratio—R Relative
humidity- H r volatility—«(alpha)
Residue, waste, bottoms— IF, B
Resistancecake, specific—o (alpha) cloth, equivalent — r coefficient—C thermal—R
Rotation, rate of—n
Slope of equilibrium curve—m Solid angle—«(omega) Solubility—S Solvent present-—Hi,Specific
heat—cat constant volume—cr at constant pressure— c„
heats, ratio of, cp/cr — k , k(kappa), 7 (gamma)
surface—s volume—v
Stefan-Boltzmann constant— or (sigma)
Surfaceper unit volume—a specific—s tension—<r(sigma)
e Temperature—tabsolute— T
Theoretical plate, equivalent height of, “ H.E.T.P.Hv
Thermalcondition of feed,
(Lm — L„)/F — q conductance— C conductivity—k diffusivity—«(alpha) resistance—R
Thickness, film, effective—If Time—t, i-(tau), [»(tlieta)] Tractive force per unit area—r
(tail)Transfer
rate of—Xunit, “ H.T.U.,” height of—
IEunits, number of—N,
Vapor mole ratio— V rate— V
Velocity acoustic—F„, c angular—w (omega) average— V local—u mass—Gmass, of liquid—A
Viscosity absolute—a i(u iu ), [7; (e ta )] k in e m a t ic—r(nu)
Volatility, relative—«(alpha) Volume
fraction—x,- humid—v/i specific—atotal or per mole— V
Waste, bottoms, residue—B, W
Weight fraction—x» quantity of matter—IF ra te of flow per unit of breadth
— T(capital gamma) Width, breadth— b Work—IF, IF*
external—IF,
Abbreviations recommended for names of units to be used with numerical values are based upon the following. Abbreviations are the same for plural as for singular form.
Energy British thermal unit—B.t.u. Pound centigrade unit—
P.c.u.Kilowatt—kw.
Length foot—ft. centimeter—cm.
Mass pound—lb. gram—g.
Temperature, degree Centigrade— ° C.Fahrenheit— 0 F.Kelvin— 0 K.Rankine— 0 R.
Time second—sec. minute—min. hour—hr.
Volume gallon—gal. cubic centimeter—ce. liter—1.
CONSTRUCTION and DESIGN
T HE Division of Industrial and Engineering Chemistry frequently presents groups of papers on subjects of current interest. In the case of a technical presentation, such as would
pertain to an engineering project, unanimity is the rule. In the cases of other types of papers, however, private opinion and personal judgment arc taken into consideration.
There is an increasing tendency to provide specialized building facilities for chemists despite the fact that many of the profession are continuing to work in improved or converted buildings. In designing these new facilities, it is obvious that the counsel of the architect is needed. In addition, however, it would be well to have the ideas and suggestions of the workers themselves in planning this building. The ideas of these men are the core of our subject in this symposium, because the authors of the following papers are veterans of typical chemical working conditions, and have assisted in the design, construction, and equipment of research facilities.
The Industrial Research Institute, sponsored by the National Research Council, expects early publication of a monograph on Research Organization and Management. This work will include a treatment of the area covered by the papers of this symposium, which was presented before the Division of Industrial and Engineering Chemistry at the 110th Meeting of the A m e r ic a n C h e m ic a l S o c i e t y in Chicago.
At the present time industry is more interested than ever before in increasing facilities and research productivity. In making these increases, industry is faced with two general questions: Should an isolated location be chosen or should additions be made to existing units? Should the facilities be an entirely new construction, a converted building, or an expansion of the present facilities?
At the same time educators obviously are finding a corresponding need to increase their own facilities and research productivity. Educators are finding that original facilities, or even those which were expanded some years ago, are quite inadequate.
Some believe that we should have had a paper in this symposium to deal with a physics laboratory, and we also have visualized the desirability of describing certain functional laboratories, perhaps even those fitted with a variety of equipment for application research and technical service. However, it was necessary to by-pass some of these subjects for another symposium. For the present we are attempting, in the following articles, to locate a laboratory and deal with an over-all basic design.
LYNN A. WATT
M ONSANTO C H EM ICA L COM PANY. ST. LOUIS, MO.
SELECTION OF LABORATORY LOCATIONR. W. CAIRNS HERCULES POW DER COM PANY, W ILM IN G TO N . DEL.
T HE functions of research laboratories may vary quite widely. Likewise, the many extraneous factors influencing those functions will show a corresponding variation in their effects and
significance. An ideal environment for creative work on the frontiers of science may be quite objectionable for practical research on plant manufacturing operations. Conversely, it may be most difficult to explore new scientific fields in a location favorable to development work on established products and processes. The purpose and objective of the new laboratory must be established before the question of its location can be satisfactorily answered. This paper deals with industrial research laboratories. Although similar general principles may apply in the selection of locations for institutional and academic laboratories, the details will differ considerably.
An industrial laboratory creates or collects new ideas and reduces them to practical form. The general location should be in reasonable proximity to other parts of the business organization which should influence or bo influenced by the workings of that laboratory. Too often it is felt that geographical isolation is in itself a good thing for any research laboratory. The thought here is that practical demands made of laboratory men working in close proximity to plants or sales organizations will interfere with
longer-range objectives. While isolation will undoubtedly overcome some of these difficulties, it also acts as a distinct obstacle when the time comes to translate laboratory results into large scale operations. Furthermore, some familiarity with practical considerations may frequently be of value in shaping the course of fundamental or scouting research. Hence, before selecting an isolated location perhaps it is best to consider first whether certain organizational changes could achieve the end in view, without introducing the disadvantages inherent in geographical separation of different units that ultimately must wrork hand in hand.
By the close relation it bears to present business objectives, the classification of research in Hercules Pow'der Company (service, development, and exploration) furnishes a good basis for discussion of this question of isolation vs. proximity to practical operations.
S E R V IC E
Service work has to do with present products and markets. It represents the minimum effort required to stay in business and meet competition. The location of laboratories designed solely to meet these requirements depends almost wholly on convenience to operating and sales personnel. The process service laboratory should be adjacent to a manufacturing plant. The sales service
440
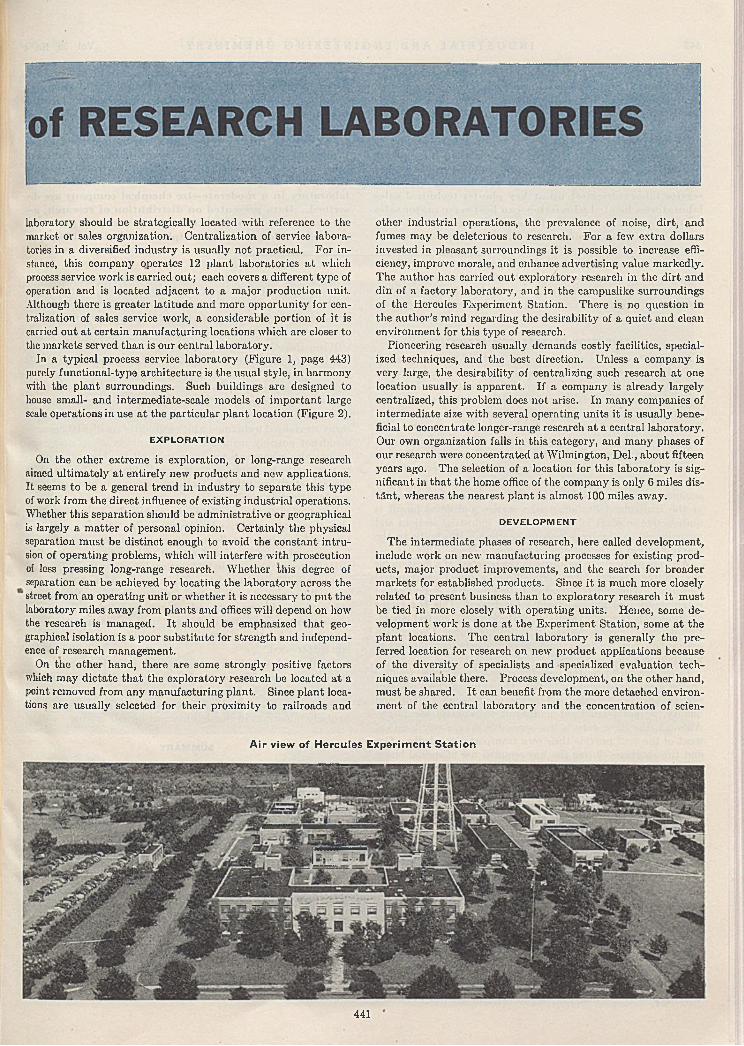
A ir view of Hercules Experiment Station
laboratory should be strategically located with reference to the market or sales organization. Centralization of service laboratories in a diversified industry is usually not practical. For instance, this company operates 12 plant laboratories at which process service work is carried out; each covers a different type of operation and is located adjacent to a major production unit. Although there is greater latitude and more opportunity for centralization of sales service work, a considerable portion of it is carried out at certain manufacturing locations which are closer to the markets served than is our central laboratory.
In a typical process service laboratory (Figure 1, page 443) purely functional-type architecture is the usual style, in harmon3r with the plant surroundings. Such buildings are designed to house small- and intermediate-scale models of important large scale operations in use at the particular plant location (Figure 2).
E X P L O R A T I O N
On the other extreme is exploration, or long-range research aimed ultimately at entirely new products and new applications. It seems to be a general trend in industry to separate this type of work from the direct influence of existing industrial operations. Whether this separation should be administrative or geographical is largely a matter of personal opinion. Certainly the physical separation must be distinct enough to avoid the constant intrusion of operating problems, which will interfere with prosecution of less pressing long-range research. Whether this degree of separation can be achieved by locating the laboratory across the
“ street from an operating unit or whether it is necessary to put the laboratory miles away from plants and offices will depend on how the research is managed. It should be emphasized that geographical isolation is a poor substitute for strength and independence of research management.
On the other hand, there are some strongly positive factors which may dictate that the exploratory research be located at a point removed from any manufacturing plant. Since plant locations are usually selected for their proximity to railroads and
other industrial operations, the prevalence of noise, dirt, and fumes may be deleterious to research. For a few extra dollars invested in pleasant surroundings it is possible to increase efficiency, improve morale, and enhance advertising value markedly. The author has carried out exploratory research in the dirt and din of a factory laboratory, and in the campuslike surroundings of the Hercules Experiment Station. There is no question in the author’s mind regarding the desirability of a quiet and clean environment for this type of research.
Pioneering research usually demands costly facilities, specialized techniques, and the best direction. Unless a company is very large, the desirability of centralizing such research at one location usually is apparent. If a company is already largely centralized, this problem does not arise. In many companies of intermediate size with several operating units it is usually beneficial to concentrate longer-range research at a central laboratory. Our own organization falls in this category, and many phases of our research were concentrated at Wilmington, Del., about fifteen years ago. The selection of a location for this laboratory is significant in that the home office of the company is only 6 miles distant, whereas the nearest plant is almost 100 miles away.
D E V E L O P M E N T
The intermediate phases of research, here called development, include work on new manufacturing processes for existing products, major product improvements, and the search for broader markets for established products. Since it is much more closely related to present business than to exploratory research it must be tied in more closely with operating units. Hence, some development work is done at the Experiment Station, some at the plant locations. The central laboratory is generally the preferred location for research on new product applications because of the diversity of specialists and specialized evaluation techniques available there. Process development, on the other hand, must be shared. It can benefit from the more detached environment of the central laboratory and the concentration of scien-
441
442 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
SELECTION of a proper laboratory location m ust be keyed in with the research objectives to be pursued. Pioneering research usually thrives best in a setting isolated from practical pressures o f plant or sales organization. At the other extreme in type of research— service work on established products and applications— proximity of the laboratory to the plant or sales service unit is a prime necessity. In a large company both purposes are served by dividing research among several locations— process service laboratories set up at key plants; technical sales laboratories located where they can best serve major sales outlets; scouting and fundamental research, and new development work concentrated at a central laboratory.
tific specialists, and the results must be effectively translated into plant operations. The latter can usually best be accomplished through participation of an active plant laboratory staff conversant with practical requirements.
D I S T R I B U T I O N O F R E S E A R C H A C T I V I T I E S
Roughly two thirds of the research work of this company is carried out at the central laboratory. Total expenditures for this laboratory exceed two million dollars annually. The Wilmington laboratory is fairly well centralized with respect to the various plant laboratories—a point of considerable importance. The approximate distribution of different types of work—service, development, and exploration—at the different locations follows the principles already outlined. Development work tends to predominate because of the comparatively high cost of pilot plant work on improved processes and products. Service work is important at plant laboratories, whereas exploration ranks high at the Experiment Station. Sales service and development is quite active in plant laboratories in the industrial sections and virtually nil in the more remote locations. Proximity to the markets served in the determining factor.
We were particularly fortunate in the selection of a location for our central research laboratory. From a broad geographical viewpoint, Wilmington is central with respect to our principal manufacturing plants and plant laboratories. This is a factor of prime importance. For its ultimate success a central laboratory depends on cooperation with operating units. Cooperation depends on effective liaison, and liaison becomes more difficult to maintain as distance increases.
In the second place, the immediate locality provides an ideal environment for laboratory work. The value of these pleasant surroundings .on morale, and hence on research output and quality, is quite significant if difficult to estimate accurately. Although the laboratory is less accessible than a city location, most of the staff provide their own transportation gladly. Gas and tire shortages during the war required use of special buses, which are being dispensed with as private transportation becomes more available. Initial investment required to establish essential services (water, gas, electricity, heating fuel) is usually offset by reduced real estate costs in a rural area.
In the third place, proximity of important phases of research activities to the central headquarters of the company has proved of considerable value. The resulting convenience in cooperative endeavor has been particularly helpful in stimulating close cooperation with other company departments. Thus in the search for new product applications, cooperation is obtained from the sales research division and the technical service representatives of several operating departments. In pilot plant projects the progress of larger scale developments is facilitated by frequent contacts with engineering and production personnel. Sales service work is expedited because of the close tie with customer requirements through the home office sales departments.
Against such substantial advantages, there is a potential disadvantage—the possible interference with longer range research
Geographical separation in this case should he compensated by liberal interchange of personnel and thorough liaison. W ith smaller companies one laboratory location may serve all purposes, but division of research objectives should be accomplished through grouping of stafT and facilities. In this case lack of geographical isolation of exploratory research can be compensated by separation of laboratory administration from direct control by production or sales organization. Benefits o f a central research laboratory in a moderate-size chemical company are described. Data presented on distribution of research, according to the nature of the objective, among plant atid central locations follow principles outlined in this paper.
projects by too many influences external to the research organize tion. Although proximity of the laboratory to a major sales or production unit may intensify this problem, distance alone will not solve it, and it is better to seek a solution through adequate organization than through laboratory location.
When there is a choice possible, centralization of research at one location has definite advantages in comparison to a decentralized plan. Thus it is possible at a single central location to build up groups of specialists in a variety of lines of work, to aid in prosecution of many different types of complex physical and chemical research. Development costs can thus be supported on many specialized techniques which a group of smaller laboratories could not possibly maintain. The proximity of so many specialists also encourages the interest of all the research workers in new methods of solving their own problems. The morale in the laboratory is enhanced, and there is a competitive urge toward greater scientific excellence.
In addition to the scientific advantages of a centralized location, there are numerous advantages possible through a variety of types of laboratory installations ranging from conventional buildings with pleasing exteriors for small scale work (front building, title photograph) to strictly functional factory types for pilot plant work (Figures 3 and 4). The centralized laboratory is also generally equipped with better auxiliary services. Special machine shops, instrument and glass-blowing shops, technical libraries, storerooms for equipment, and special chemicals are services which improve greatly in versatility and scope as their size is increased.
Finally, and probably most important, there is the advantage of better integration of research effort and more intelligent coordination of scientific and business objectives made possible by selection of a centralized laboratory location. This is particularly important in the development- of new products.
S U M M A R Y
The selection of a suitable laboratory location must be most strongly influenced by the purpose which that laboratory is to serve. The environment for progressive research in new fields must be selected to stimulate progressive thinking; this usually requires a location not dominated by more immediate requirements of production and sales. Too much isolation can be a great handicap, since physical proximity is essential to the most effective cooperation. A high degree of cooperation is needed in utilization of the ultimate results of long-range research. Research aimed at serving a production or sales unit should be located where that unit can make most convenient use of the research, usually at a plant or near the sales headquarters. Where such on-the-spot service is not required, centralization at a strategic location is advantageous in many ways, chiefly through stimulation of research thinking along progressive and creative lines, through better material aids to complex research, and through better planning and integration with ultimate practical objectives..
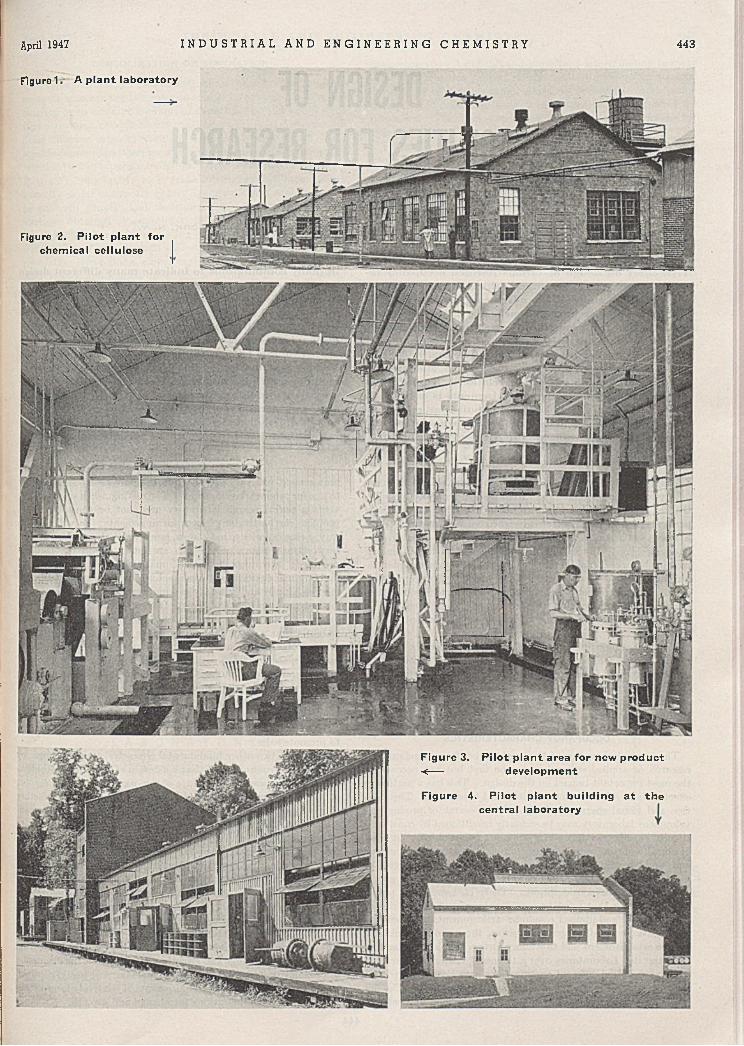
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 443
Figure 1 A p la n t laboratory
Figure 4. Pilot p lant building at the central laboratory
Figure 3. Pilot p lant area for new product < — development
Figure 2. P ilot p lant for chemical cellulose
DESIGN OF FACILITIES FOR RESEARCH
PERRY COKE SMITH
VOORHEES W ALKER FO LEY & SM ITH , lOI PARK AVENUE. NEW Y O R K . N. Y.
THE effect on design of various research occupancy requirements is discussed in general terms and illustrated with existing examples. Requirements cited are for pure and applied research, homogeneous or departmentalized organizations, differences in.research group work habits, different work habits with regard to laboratory and pilot plant use, shop, glass-blowing, dishwashing, and other common facilities, provisions for change and growth, handling of visitors, and public relations. The effect on design of variations in these requirements is outlined in terms of effect on size and number of buildings, relation of laboratories to pilot plants and common facilities, and office-laboratory arrangement. Research needs unite
in many combinations to indicate many different design solutions, so that each effect m ust be thought of separately in general discussion. Actual examples of various requirements united in different combinations are cited. The conception of the modern - laboratory as an organized mechanism is explained and the modular system as a repeated volume for the m inim um space unit is discussed. Various systems for serving the laboratory, or research module, with pipe and electric service, ventilation, illumination, and fume exhaust are described, together with some considerations of provisions for safety. The order of cost o f different design solutions is explained as deduced rather than derived from precise records and estimates.
T HE architectural firm of which I am a member has for many years designed buildings for what we eallspccial occupancy— that is, buildings for people with organized habits of work and
particular functions. Until we designed our first research establishment we had only scratched the surface of the special occupancy problem. In this field the conditions of the highly trained technical worker, functioning in intellectual autonomy and requiring manifold services under hazardous physical conditions, combine to make each project the subject of much study. Research laboratories cannot be stereotyped; consequently it is impossible to describe the ideal research establishment to suit all needs.
No distinction will be made in this paper between the detailed requirements of different branches of science. The site is the primary physical facility for work. The determining factors in the selection of a site for construction involving the occupancy of human workers should be as compelling as those factors controlling the location of a dam or a hydroelectric station.
O C C U P A N C Y C H A R A C T E R I S T I C S
The general character of the work to be done—fundamental research or applied research—has the first but not necessarily the most important impact on the design. This has a particular effect on site selection and architectural expression. The location and visual character of an applied research or product development laboratory may be seriously conditioned by considerations of its effect on the public. This kind of establishment must often take on the conscious function of institutional advertising and must express in architectural vocabulary the policies of management and sales. The pure research laboratory is generally free of these considerations. There is, however, a public relations factor that must be considered seriously in the design for both pure and applied research: arrangements and facilities must exist for handling general visitors, those people coming to see the establishment and to whom courtesy should be extended.
At the Bell Laboratories over a thousand visitors representing over two hundred different organizations have been received and shown through the buildings since its opening in 1941. The degree to which physical facilities should be provided to meet this
requirement will vary greatly from the pure research laboratory to one for product development. The distinguished scientist who visits a pure research laboratory need not be considered as a problem for particular physical arrangements; he will find his way. Our experience has shown, however, that a modern laboratory attracts many people who are interested in the facilities provided: architects, engineers, manufacturers of equipment, building management and maintenance men, and scientists who may be happily and critically looking forward to an improvement in their own quarters and tools. Owners of modern laboratories find it wise to provide arrangements for handling these visitors as easily and with as little disturbance as possible. Easy and direct access for the outsider to an adequate central reception and waiting space, provided with office facilities for personnel trained in the handling of visitors, is the simple and obvious answer.
In a product development laboratory the visitor problem has too many variations for discussion here. . Its answer may run from the simpler facilities of the pure research establishment to elaborate provisions for the reception of the casual public in order to promote sales.
There are two other fundamental characteristics of occupancy which have prime effect on the plan design of a research establishment. These are (a) the nature of the organization with respect to over-all management and division of work—that is, whether the technical personnel operates under a pattern of single control, or whether there are groups operating with autonomy in varying degrees; and (b) the work habits of the technical personnel with respect to the contact relation of technical administrators, research scientists, pilot plant engineers, and helpers.
The design solution providing most suitably for these two combined characteristics sets the fundamental plan pattern. Design provisions for habits of work with respect to the use of libraries, shops, dishwashing facilities, seminar and lecture gatherings, etc., have a relatively minor effect on the character of this pattern. A more important additional effect may result from requirements of change and growth. I believe that the discussion of fundamental plan pattern will serve its purpose best if confined to the varying organization requirements of relatively large establishments and considerations for change and growth.
444
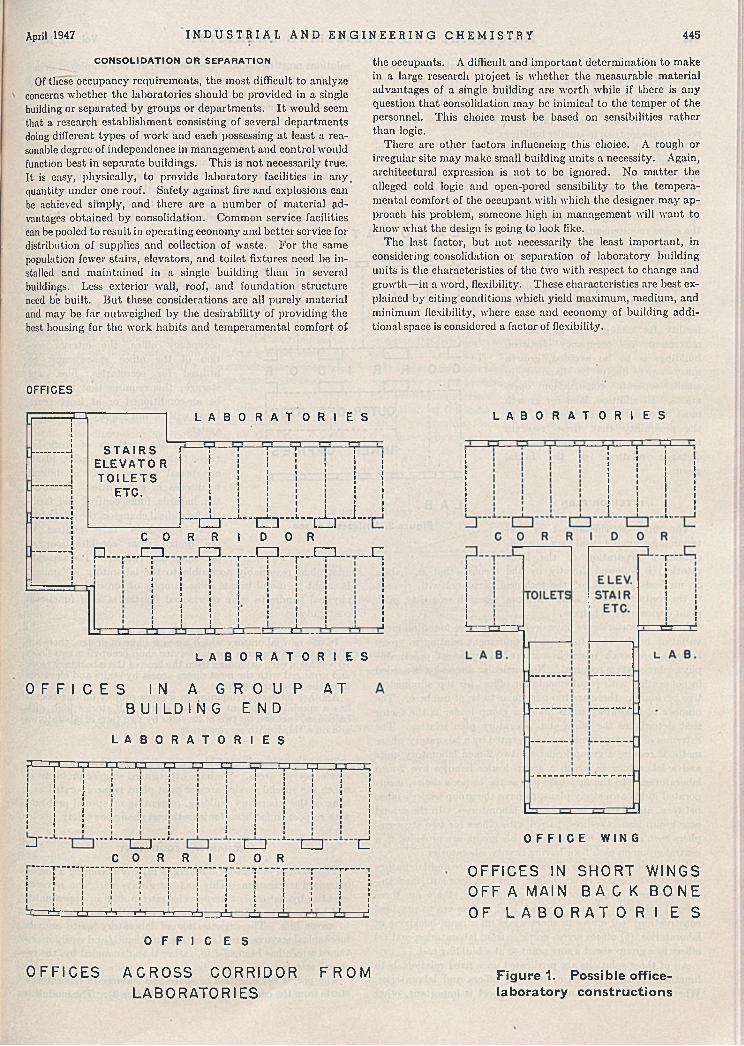
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 445
C O N S O L I D A T IO N O R S E P A R A T I O N
Of these occupancy requirements, the most difficult to analyze concerns whether the laboratories should be provided in a single building or separated by groups or departments. It would seem that a research establishment consisting of several departments doing different types of work and each possessing at least a reasonable degree of independence in management and control would function best in separate buildings. Tbis is not necessarily true. It is easy, physically, to provide laboratory facilities in any, quantity under one roof. Safety against fire and explosions can be achieved simply, and there are a number of material iid- vantagcs obtained by consolidation. Common service facilities can be pooled to result in operating economy and better service for distribution of supplies and collection of waste. For the same population fewer stairs, elevators, and toilet fixtures need be installed and maintained in a single building than in several buildings. Less exterior wall, roof, and foundation structure need be built. But these considerations are all purely material and may be far outweighed by the desirability of providing the best housing for the work habits and temperamental comfort of
the occupants. A difficult and important determination to make in a large research project is whether the measurable material advantages of a single building are worth while if there is any question that consolidation may be inimical to the temper of the personnel. This choice must be based on sensibilities rather than logic.
There are other factors influencing this choice. A rough or irregular site may make small building units a necessity. Again, architectural expression is not to be ignored. No matter the alleged cold logic and open-pored sensibility to the temperamental comfort of the occupant with which the designer may approach his problem, someone high in management will want to know what the design is going to look like.
The last factor, but not necessarily the least important, in considering consolidation or separation of laboratory building units is the characteristics of the two with respect to change and growth—in a word, flexibility. These characteristics are best explained by citing conditions which yield maximum, medium, and minimum flexibility, where ease and economy of building additional space is considered a factor of flexibility.
OFFIC ES
L A B O R A T O R I E S L A B O R A T O R 1 E S
S T A I R S E L E V A T O R T O I L E T S
E T C .
_1__r
P - T - n p -
n = b “ 1" i i y " L--[± rC O R R I D O R
. c p - - r. _ c p . . . r„ .q iL . _ q
L A B O R A T O R I E S
O F F I C E S I N A G R O U P A T B U I L D I N G E N D
L A B 0
P— f“ 1------n ------f— i------n ------r
R A T O R 1 E S
! ' 1 ! ! r S ij i i i i i • ii * * * ii ! ! • i i i 1
H— ltj— Liiiiiiiii
r r 1------ltj------Li !
! iI 1 11 I ! i! !
-□ ....J— c ! _ | -C O R R 1
L _ J L U D O R
d
S i î ] ” '■ i ” " ' 1 1 1 1 1 1 1¡ I ' l l------pL------p-L,------,-L,------pL-,------p
i11ili1Li------rh------r
i ;iii
O F F I C E W I N G
O F F I C E S IN S H O R T W I N G S O F F A MAI N B A C K B O N E O F L A B O R A T O R I E S
O F F I C E S
O F F I C E S A C R O S S C O R R I D O R F R O M L A B O R A T O R I E S
Figure 1. Possible office- laboratory constructions
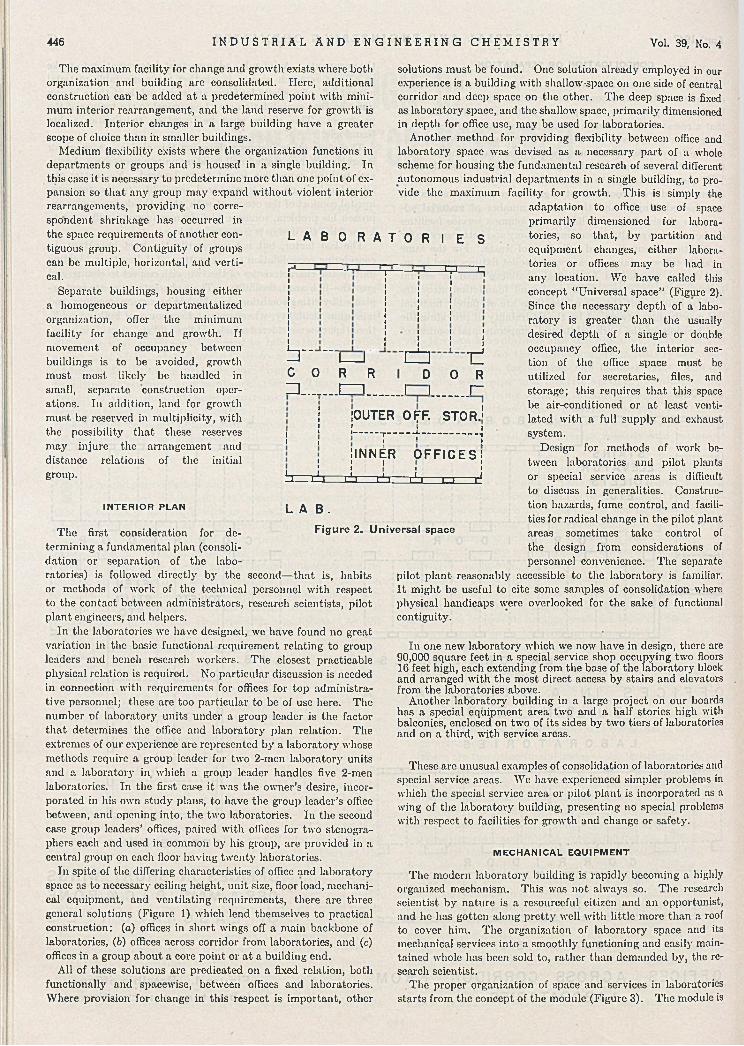
446 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
The maximum facility for change and growth exists where both organization and building are consolidated. Here, additional construction can be added at a predetermined point with minimum interior rearrangement, and the land reserve for growth is localized. Interior changes in a large building have a greater scope of choice than in smaller buildings.
Medium flexibility exists where the organization functions indepartments or groups and is housed in a single building. Inthis case it is necessary to predetermine more than one point of expansion so that any group may expand without violent interior rearrangements, providing no correspondent shrinkage has occurred in the space requirements of another contiguous group. Contiguity of groups can be multiple, horizontal, and vertical.
Separate buildings, housing either a homogeneous or departmentalized organization, offer the minimum facility for change and growth. If movement of occupancy between buildings is to be avoided, growth must most likely be handled in small, separate construction operations. In addition, land for growth must be reserved in multiplicity, with the possibility that these reserves may injure the arrangement and distance relations of the initial group.
I N T E R I O R P LAN
The first consideration for determining a fundamental plan (consolidation or separation of the laboratories) is followed directly by the second—that is, habits or methods of work of the technical personnel with respect to the contact between administrators, research scientists, pilot plant engineers, and helpers.
In the laboratories we have designed, we have found no great variation in the basic functional requirement relating to group leaders and bench research workers. The closest practicable physical relation is required. No particular discussion is needed in connection with requirements for offices for top administrative personnel; these are too particular to be of use here. The number of laboratory units under a group leader is the factor that determines the office and laboratory plan relation. The extremes of our experience are represented by a laboratory whose methods require a group leader for two 2-men laboratory units and a laboratory in which a group leader handles five 2-men laboratories. In the first case it was the owner’s desire, incorporated in his own study plans, to have the group leader’s office between, and opening into, the two laboratories. In the second case group leaders’ offices, paired with offices for two stenographers each and used in common by his group, are provided in a central group on each floor having twenty laboratories.
In spite of the differing characteristics of office and laboratory space as to necessary ceiling height, unit size, floor load, mechanical equipment, and ventilating requirements, there are three general solutions (Figure 1) which lend themselves to practical construction: (a) offices in short wings off a main backbone of laboratories, (6) offices across corridor from laboratories, and (c) offices in a group about a core point or at a building end.
All of these solutions are predicated on a fixed relation, both functionally and spacewise, between offices and laboratories. Where provision for change in this respect is important, other
solutions must be found. One solution already employed in our experience is a building with shallow-space on one side of central corridor and deep space on the other. The deep space is fixed as laboratory space, and the shallow space, primarily dimensioned in depth for office use, may be used for laboratories.
Another method for providing flexibility between office and laboratory space was devised as a necessary part of a wholescheme for housing the fundamental research of several differentautonomous industrial departments in a single building, to provide the maximum facility for growth. This is simply the
adaptation to office Use of space primarily dimensioned for laboratories, so that, by partition and equipment changes, either laboratories or offices may be had inany location. We have called this concept “ Universal space” (Figure 2). Since the necessary depth of a laboratory is greater than the usuallydesired depth of a single or double occupancy office, the interior section of the office space must be utilized for secretaries, files, and storage; this requires that this space be air-conditioned or at least ventilated with a full supply and exhaust system.
Design for methods of work between laboratories and pilot plants or special service areas is difficult to discuss in generalities. Construction hazards, fume control, and facilities for radical change in the pilot plant areas sometimes take control of the design from considerations of personnel convenience. The separate
pilot plant reasonably accessible to thé laboratory is familiar. It might be useful to cite some samples of consolidation where physical handicaps were overlooked for the sake of functional contiguity.
In one new laboratory which we now have in design, there are 90,000 square feet in a special service shop occupying two floors 16 feet high, each extending from the base of the laboratory block and arranged with the most direct access by stairs and elevators from the laboratories above.
Another laboratory building in a large project on our boards has a special equipment area two and a half stories high with balconies, enclosed on two of its sides by two tiers of laboratories and on a third, with service areas.
These are unusual examples of consolidation of laboratories and special service areas. We have experienced simpler problems in which the special service area or pilot plant is incorporated as a wing of the laboratory building, presenting no special problems with respect to facilities for growth and change or safety.
M E C H A N I C A L E Q U I P M E N T
The modern laboratory building is rapidly becoming a highly organized mechanism. This was not always so. The research scientist by nature is a resourceful citizen and an opportunist, and he has gotten along pretty well with little more than a roof to cover him. The organization of laboratory space and its mechanical services into a smoothly functioning and easily maintained whole has been sold to, rather than demanded by, the research scientist.
The proper organization of space and services in laboratories starts from the concept of the module (Figure 3). The module is
L A B O R A T O R I E S
1111111---------------------------1
------ M ------ h1 1 11 »1' 1 1 '1 1 1 11 1 1 1 1 1 1 1 1
- I 1____1C 0 R R= 1 ______ t = n ______
" Ö r !D O R
I i r ~
Î ¡ O U T E R O f f F . S T O R . !! Î 1 11 ----------r----------¡--------------------1
I i ! !¡ I N N E R
I ' 1 1b — n b ------ r 4 ------ r 4 -
O F F I C E S jl 1
¿ 3 1—1 ’ H
L A B .Figure 2. Universal space
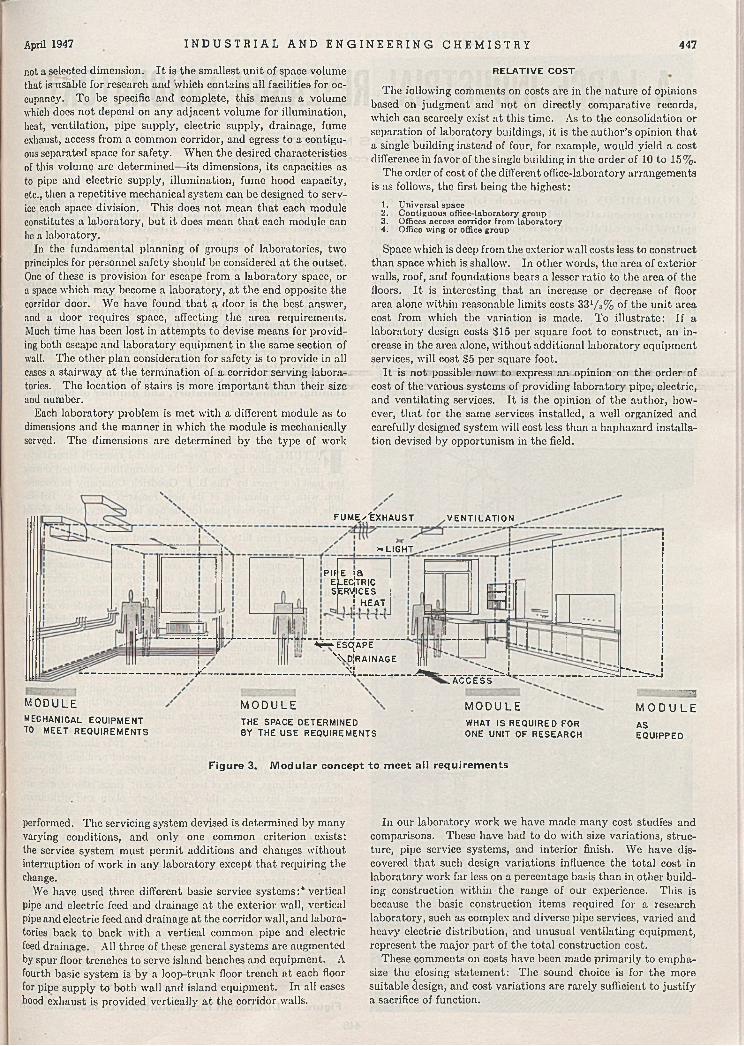
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 447
not a selected dimension. It is the smallest unit of space volume that is usable for research and which contains all facilities for occupancy. To be specific and complete, this means a volume which does not depend on any adjacent volume for illumination, heat, ventilation, pipe supply, electric supply, drainage, fume exhaust, access from a common corridor, and egress to a contiguous separated space for safety. When the desired characteristics of this volume are determined—its dimensions, its capacities as to pipe and electric supply, illumination, fume hood capacity, etc., then a repetitive mechanical system can be designed to service each space division. This does not mean that each module constitutes a laboratory, but it does mean that each module can he a laboratory.
In the fundamental planning of groups of laboratories, two principles for personnel safety should be considered at the outset. One of these is provision for escape from a laboratory space, or a space which may become a laboratory, at the end opposite the corridor door. We have found that a door is the best answer, and a door requires space, affecting the area requirements. Much time has been lost in attempts to devise means for providing both escape and laboratory equipment in the same section of wall. The other plan consideration for safety is to provide in all cases a stairway at the termination of a corridor serving laboratories. The location of stairs is more important than their size and number.
Each laboratory problem is met with a different module as to dimensions and the manner in which the module is mechanically served. The dimensions are determined by the type of work
R E L A T I V E C O S T
The following comments on costs are in the nature of opinions based on judgment and not on directly comparative records, which can scarcely exist at this time. As to the consolidation or separation of laboratory buildings, it is the author’s opinion that a single building instead of four, for example, would yield a cost difference in favor of the single building in the order of 10 to 15%.
The order of cost of the different office-laboratory arrangements is as follows, the first being the highest:
1. Universal space2. Contiguous office-laboratory group3. Offices across corridor from laboratory4. Office wing or office group
Space which is deep from the exterior wall costs less to construct than space which is shallow. In other words, the area of exterior walls, roof, and foundations bears a lesser ratio to the area of the floors. It is interesting that an increase or decrease of floor area alone within reasonable limits costs 33l/ 3% of the unit area cost from which the variation is made. To illustrate: If a laboratory design costs S15 per square foot to construct, an increase in the area alone, without additional laboratory equipment services, will cost S5 per square foot.
It is not possible now to express an opinion on the order of cost of the various systems of providing laboratory pipe, electric, and ventilating services. It is the opinion of the author, however, that for the same services installed, a well organized and carefully designed system will cost less than a haphazard installation devised by opportunism in the field.
f u m e / e x h a u s t V E N T IL A T IO N
F L IG H T
PIF E ¡ a E L E C T R IC S E R V IC E S
! H E A T
V *~ -ES C |A P E
NixO |R A IN A G E
M O D U L Em e c h a n ic a l e q u i p m e n t
TO M EE T R E Q U IR E M E N T S
M O D U L E
TH E SPA C E D ETER M IN ED BY T H E U S E R EQ U IR EM EN T S
.A C C E S S
M O D U L E
WHAT IS R EQ U IR E D FO R ONE UNIT OF R E S E A R C H
: : ’’TTÆâB—M O D U L E
ASE Q U IP P E D
Figure 3. M odular concept to meet all requirements
performed. The servicing system devised is determined by many varying conditions, and only one common criterion exists: the service system must permit additions and changes without interruption of work in any laboratory except that requiring the change.
We have used three different basic service systems: * vertical pipe and electric feed and drainage at the exterior wall, vertical pipe and electric feed and drainage at the corridor wall, and laboratories back to back with a vertical common pipe and electric feed drainage. All three of these general systems are augmented by spur floor trenches to serve island benches and equipment. A fourth basic system is by a loop-trunk floor trench at each floor for pipe supply to both wall and island equipment. In all cases hood exhaust is provided vertically at the corridor walls.
In our laboratory work we have made many cost studies and comparisons. These have had to do with size variations, structure, pipe service systems, and interior finish. We have discovered that such design variations influence the total cost in laboratory work far less on a percentage basis than in other building construction within the range of our experience. This is because the basic construction items required for a research laboratory, such as complex and diverse pipe services, varied and heavy electric distribution, and unusual ventilating equipment, represent the major part of the total construction cost.
These comments on costs have been made primarily to emphasize the closing statement: The sound choice is for the more suitable âesign, and cost variations are rarely sufficient to justify a sacrifice of function.
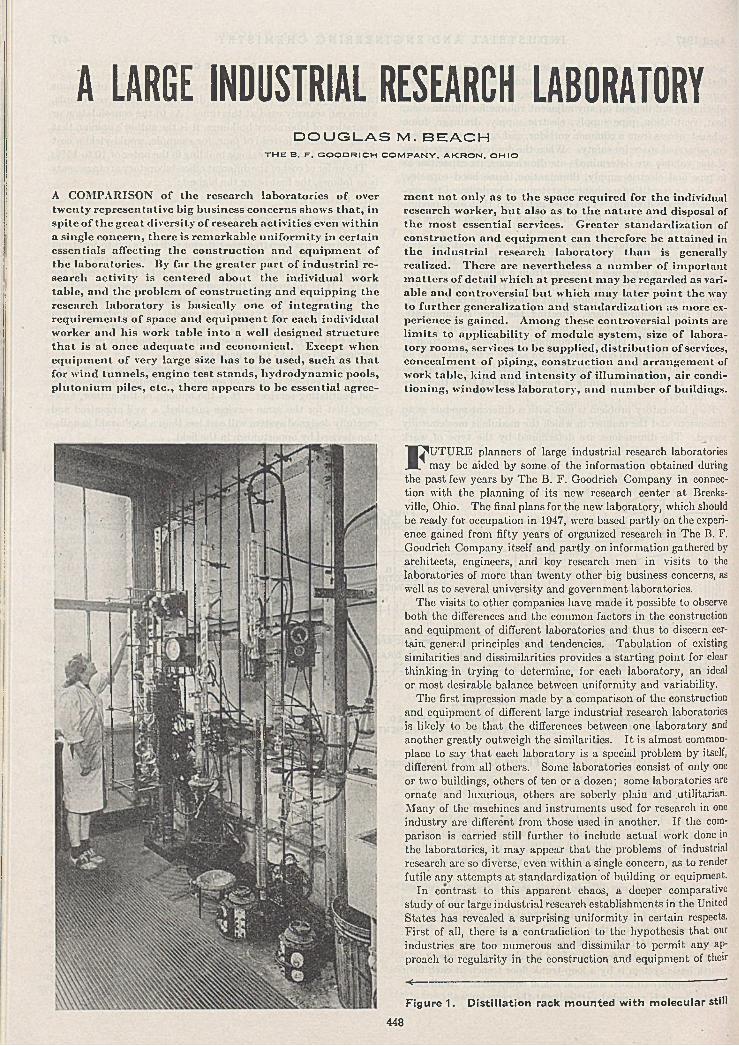
A LARGE INDUSTRIAL RESEARCH LABORATORYD O U G L A S M . B E A C H
TH E B. F. GOODRICH COM PANY. AKRON. OHIO
A COMPARISON of the research laboratories of over twenty representative big business concerns shows that, in spite of the great diversity of research activities even within a single concern, there is remarkable uniformity in certain essentials affecting the construction and equipment of the laboratories. By far the greater part of industrial research activity is centered about the individual work table, and the problem of constructing and equipping the research laboratory is basically one of integrating the requirements of space and equipment for each individual worker and his work table into a well designed structure that is at once adequate and economical. Except when equipment of very large size has to he used, such as that for wind tunnels, engine test stands, hydrodynamic pools, plutonium piles, etc., there appears to be essential agree
ment not only as to the space required for the individual research worker, but also as to the nature and disposal of the most essential services. Greater standardization of construction and equipment can therefore be attained in the industrial research laboratory than is generally realized. There are nevertheless a number of important matters of detail which at present may be regarded as variable and controversial but which may later point the way to further generalization and standardization as more experience is gained. Among these controversial points are limits to applicability of module system, size of laboratory rooms, services to be supplied, distribution of services, concealment of piping, construction and arrangement of work table, kind and intensity of illumination, air conditioning, windowless laboratory, and number of buildings.
I^UTURE planners of large industrial research laboratories . may be aided by some of the information obtained during the past few years by The B. F. Goodrich Company in connec
tion with the planning of its new research center at Brccks- villc, Ohio. The final plans for the new laboratory, which should be ready for occupation in 1947, were based partly on the experience gained from fifty years of organized research in The B. F. Goodrich Company itself and partly on information gathered by architects, engineers, and key research men in visits to the laboratories of more than twenty other big business concerns, as well as to several university and government laboratories.
The visits to other companies have made it possible to observe both the differences and the common factors in the construction and equipment of different laboratories and thus to discern certain general principles and tendencies. Tabulation of existing similarities and dissimilarities provides a starting point for clear thinking in trying to determine, for each laboratory, an ideal or most desirable balance between uniformity and variability.
The first impression made by a comparison of the construction and equipment of different large industrial research laboratories is likely to be that the differences between one laboratory' and another greatly' outweigh the similarities. It is almost commonplace to say that each laboratory is a special problem by itself, different from all others. Some laboratories consist of only one or two buildings, others of ten or a dozen; some laboratories are ornate and luxurious, others are soberly plain and .utilitarian. Many of the machines and instruments used for research in one industry are different from those used in another. If the comparison is carried still further to include actual work done in the laboratories, it may appear that the problems of industrial research are so diverse, even within a single concern, as to render futile any attempts at standardization of building or equipment.
In contrast to this apparent chaos, a deeper comparative study of our large industrial research establishments in the United States has revealed a surprising uniformity in certain respects. First of all, there is a contradiction to the hypothesis that our industries are too numerous and dissimilar to permit any' approach to regularity in the construction and equipment of their
-i--------------------------------------------------------------------------- --------Figure 1. Distillation rack m ounted w ith molecular still
448
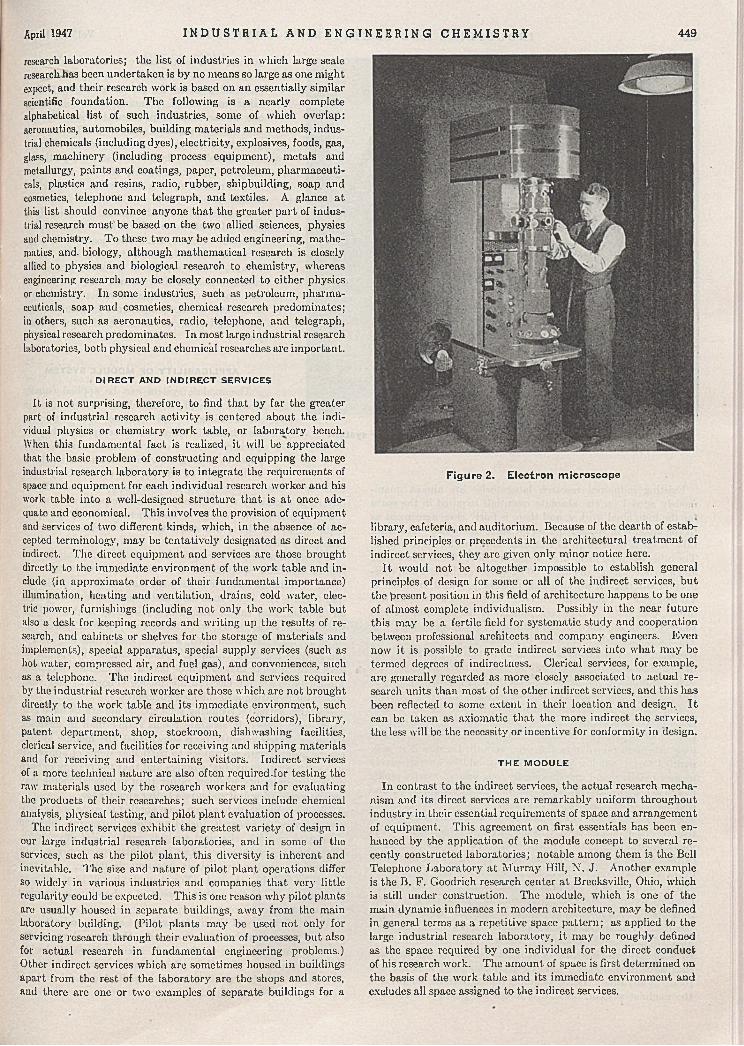
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 449
research laboratories; the list of industries in which large scale research has been undertaken is by no means so large as one might expect, and their research work is based on an essentially similar scientific foundation. The following is a nearly complete alphabetical list of such industries, some of which overlap: aeronautics, automobiles, building materials and methods, industrial chemicals (including dyes), electricity, explosives, foods, gas, glass, machinery (including process equipment), metals and metallurgy, paints and coatings, paper, petroleum, pharmaceuticals, plastics and resins, radio, rubber, shipbuilding, soap and cosmetics, telephone and telegraph, and textiles. A glance at this list should convince anyone that the greater part of industrial research must' be based on the two allied sciences, physics and chemistry. To these two may be added engineering, mathematics, and- biology, although mathematical research is closely allied to physics and biological research to chemistry, whereas engineering research may be closely connected to cither physics or chemistry. In some industries, such as petroleum, pharmaceuticals, soap and cosmetics, chemical research predominates; in others, such as aeronautics, radio, telephone, and telegraph, physical research predominates. In most large industrial research laboratories, both physical and chemical researches are important.
D I R E C T A N D I N D I R E C T S E R V IC ES
It is not surprising, therefore, to find that by far the greater part of industrial research activity is centered about the individual physics or chemistry work table, or laboratory bench. When this fundamental fact is realized, it will be appreciated that the basic problem of constructing and equipping the large industrial research laboratory is to integrate the requirements of space and equipment for. each individual research worker and his work table into a well-designed structure that is at once adequate and economical. This involves the provision of equipment and services of two different kinds, which, in the absence of accepted terminology, may be tentatively designated as direct and indirect. The direct equipment and services are those brought directly to the immediate environment of the work table and include (in approximate order of their fundamental importance) illumination, heating and ventilation, drains, cold water, electric power, furnishings (including not only the work table but also a desk for keeping records and writing up the results of research, and cabinets or shelves for the storage of materials and implements), special apparatus, special supply services (such as hot water, compressed air, and fuel gas), and conveniences, such as a telephone. The indirect equipment and services required by the industrial research worker are those which are not brought directly to the work table and its immediate environment, such as main and secondary circulation routes (corridors), library, patent department, shop, stockroom, dishwashing facilities, clerical service, and facilities for receiving and shipping materials and for receiving and entertaining visitors. Indirect services of a more technical nature are also often rcquired-for testing the raw materials used by the research workers and for evaluating the products of their researches; such services include chemical analysis, physical testing, and pilot plant evaluation of processes.
The indirect services exhibit the greatest variety of design in our large industrial research laboratories, and in some of the services, such as the pilot plant, this diversity is inherent and inevitable. The size and nature of pilot plant operations differ so widely in various industries and companies that very' little regularity could be expected. This is one reason why pilot plants are usually housed in separate buildings, away from the main laboratory building. (Pilot plants may be used not only for servicing research through their evaluation of processes, but also for actual research in fundamental engineering problems.) Other indirect services which arc sometimes housed in buildings apart from the rest of the laboratory are the shops and stores, and there are one or two examples of separate buildings for a
Figure 2. Electron microscope
library, cafeteria, and auditorium. Because of the dearth of established principles or precedents in the architectural treatment of indirect services, they are given only minor notice here.
It would not be altogether impossible to establish general principles of design for some or all of the indirect services, but the present position in this field of architecture happens to be one of almost complete individualism. Possibly in the near future this may be a fertile field for systematic study and cooperation between professional architects and company engineers. Even now it is possible to grade indirect services into what may be termed degrees of indirectness. Clerical services, for example, arc generally regarded as more closely associated to actual research units than most of the other indirect services, and this has been reflected to some extent in their location and design. It can be taken as axiomatic that the more indirect the services, the less will be the necessity or incentive for conformity in design.
T H E M O D U L E
In contrast to the indirect services, the actual research mechanism and its direct services are remarkably uniform throughout industry in their essential requirements of space and arrangement of equipment. This agreement on first essentials has been enhanced by the application of the module concept to several recently constructed laboratories; notable among them is the Bell Telephone Laboratory at Murray Hill, N. J. Another example is the B. F. Goodrich research center at Brecksville, Ohio, which is still under construction. The module, which is one of the main dynamic influences in modern architecture, may be defined in general terms as a repetitive space pattern; as applied to the large industrial research laboratory, it may be roughly defined as the space required by one individual for the direct conduct of his research work. The amount of space is first determined on the basis of the work table and its immediate environment and excludes all space assigned to the indirect services.
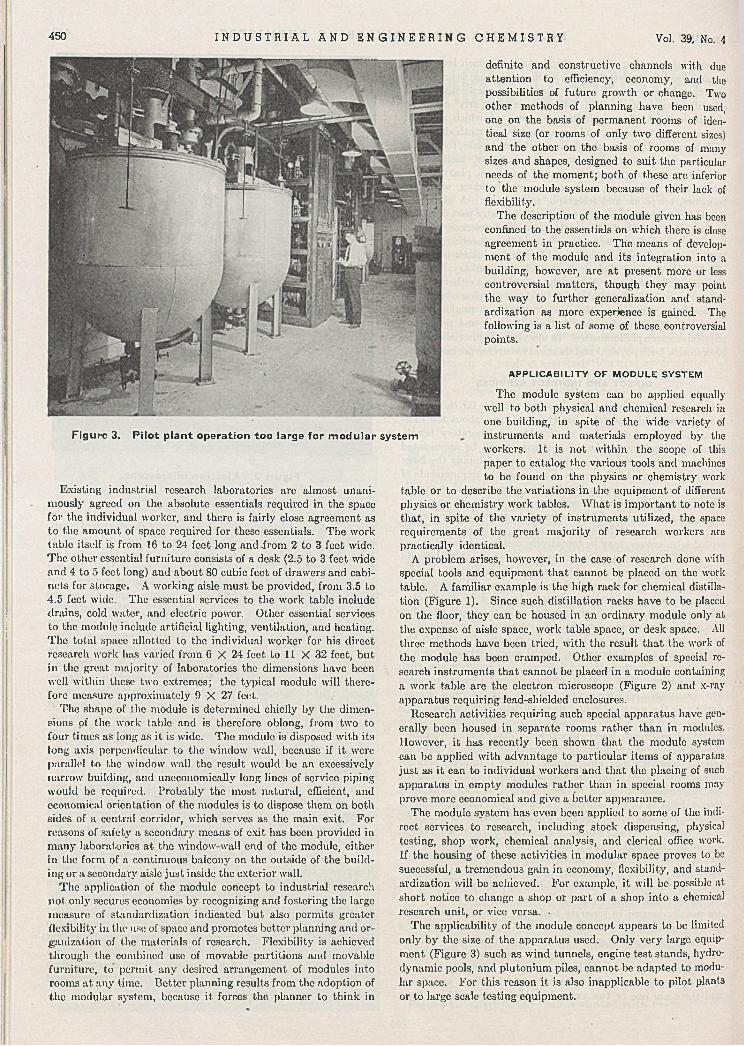
450 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
Figure 3. Pilot plant operation too large for m o d ula r system
Existing industrial research laboratories are almost unanimously agreed on the absolute essentials required in the space for the individual worker, and there is fairly close agreement as to the amount of space required for these essentials. The work table itself is from 16 to 24 feet long and-from 2 to 3 feet wide. The other essential furniture consists of a desk (2.5 to 3 feet wide and 4 to 5 feet long) and about 80 cubic feet of drawers and cabinets for storage. A working aisle must be provided, from 3.5 to 4.5 feet wide. The essential services to the work table include drains, cold water, and electric power. Other essential services to the module include artificial lighting, ventilation, and heating. The total space allotted to the individual worker for his direct research work has varied from 6 X 24 feet to 11 X 32 feet, but in the great majority of laboratories the dimensions have been well within these two extremes; the typical module will therefore measure approximately 9 X 27 feet.
The shape of the modulo is determined chiefly by the dimensions of the work table and is therefore oblong, from two to four times as long as it is wide. The module is disposed with its long axis perpendicular to the window wall, because if it were parallel to the window wall the result would be an excessively narrow building, and uncconomically long lines of service piping would be required. Probably the most natural, efficient, and economical orientation of the modules is to dispose them on both sides of a central corridor, which serves as the main exit. For reasons of safety a secondary means of exit has been provided in many laboratories at the window-wall end of the module, either in the form of a continuous balcony on the outside of the building or a secondary aisle just inside the exterior wall.
The application of the module concept to industrial research not only secures economies by recognizing and fostering the large measure of standardization indicated but also permits greater flexibility in the use of space and promotes better planning and organization of the materials of research. Flexibility is achieved through the combined use of movable partitions and movable furniture, to permit any desired arrangement of modules into rooms at any time. Better planning results from the adoption of the modular system, because it forces the planner to think in
definite and constructive channels with due attention to efficiency, economy, and the possibilities of future growth or change. Two other methods of planning have been used, one on the basis of permanent rooms of identical size (or rooms of only two different sizes) and the other on the basis of rooms of many sizes and shapes, designed to suit the particular needs of the moment; both of these are inferior to the module system because of their lack of flexibility.
The description of the module given has been confined to the essentials on which there is close agreement in practice. The means of development of the module and its integration into a building, however, are at present more or less controversial matters, though they may point the way to further generalization and standardization as more experience is gained. The following is a list of some of these controversial points.
A P P L I C A B I L I T Y O F M O D U L E S Y S T E M
The module system can be applied equally well to both physical and chemical research in one building, in spite of the wide variety of instruments and materials employed by the workers. It is not within the scope of this paper to catalog the various tools and machines to be found on the physics or chemistry work
table or to describe the variations in the equipment of different physics or chemistry work tables. What is important to note is that, in spite of the variety of instruments utilized, the space requirements of the great majority of research workers are practically identical.
A problem arises, however, in the case of research done with special tools and equipment that cannot be placed on the work table. A familiar example is the high rack for chemical distillation (Figure 1). Since such distillation racks have to be placed on the floor, they can be housed in an ordinary module only at the expense of aisle space, work table space, or desk space. All three methods have been tried, with the result that the work of the module has been cramped. Other examples of special research instruments that cannot be placed in a modulo containing a work table are the electron microscope (Figure 2) and x-ray apparatus requiring lead-shielded enclosures.
Research activities requiring such special apparatus have generally been housed in separate rooms rather than in modules. However, it has recently been shown that the module system can be applied with advantage to particular items of apparatus just as it can to individual workers and that the placing of such apparatus in empty modules rather than in special rooms may prove more economical and give a better appearance.
The module system has even been applied to some of the indirect services to research, including stock dispensing, physical testing, shop work, chemical analysis, and clerical office work. If the housing of these activities in modular space proves to be successful, a tremendous gain in economy, flexibility, and standardization will be achieved. For example, it will be possible at short notice to change a shop or part of a shop into a chemical research unit, or vice versa. •
The applicability of the module concept appears to be limited only by the size of the apparatus used. Only very large equipment (Figure 3) such as wind tunnels, engine test stands, hydro- dynamic pools, and plutonium piles, cannot be adapted to modular space. For this reason it is also inapplicable to pilot plants or to large scale testing equipment.
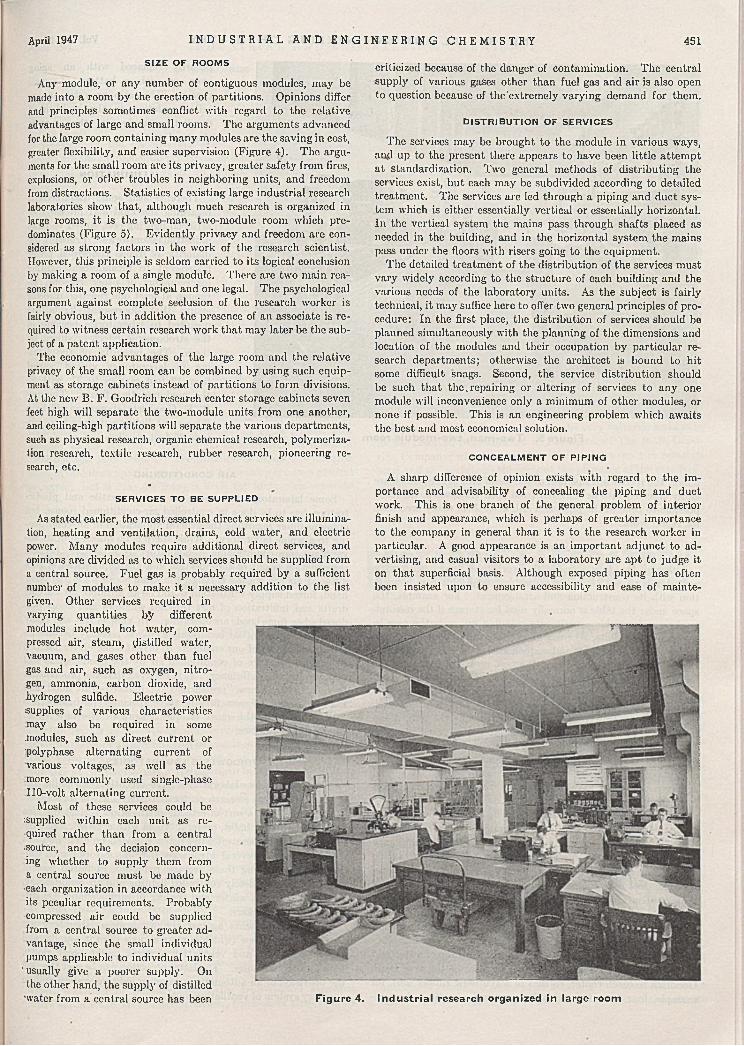
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 451
S IZ E O F R O O M S
Any module, or any number of contiguous modules, may be made into a room by the erection of partitions. Opinions differ and principles sometimes conflict with regard to the relative advantages of large and small rooms. The arguments advanced for the large room containing many modules are the saving in cost, greater flexibility, and easier supervision (Figure 4). The arguments for the small room are its privacy, greater safety from fires, explosions, or other troubles in neighboring units, and freedom from distractions. Statistics of existing large industrial research laboratories show that, although much research is organized in large rooms, it is the two-man, two-module room which predominates (Figure 5). Evidently privacy and freedom are considered as strong factors in the work of the research scientist. However, this principle is seldom carried to its logical conclusion by making a room of a single module. There are two main reasons for this, one psychological and one legal. The psychological argument against complete seclusion of the research worker is fairly obvious, but in addition the presence of an associate is required to witness certain research work that may later be the subject of a patent application.
The economic advantages of the large room and the relative privacy of the small room can be combined by using such equipment as storage cabinets instead of partitions to form divisions.At the new B. F. Goodrich research center storage cabinets seven feet high will separate the two-module units from one another, and ceiling-high partitions will separate the various departments, such as physical research, organic chemical research, polymerization research, textile research, rubber research, pioneering research, etc.
•
S E R V IC E S T O BE S U P P L IE D
As stated earlier, the most essential direct services are illumination, heating and ventilation, drains, cold water, and electric power. Many modules require additional direct services, and opinions are divided as to which services should be supplied from a central source. Fuel gas is probably required by a sufficient number of modules to make it a necessary addition to the list given. Other services required in varying quantities by different modules include hot water, compressed air, steam, distilled water, vacuum, and gases other than fuel gas and air, such as oxygen, nitrogen, ammonia, carbon dioxide, and hydrogen sulfide. Electric power supplies of various characteristics may also be required in some modules, such as direct current or :polyphasc alternating current of various voltages, as well as the more commonly used single-phaso 110-volt alternating current.
Most of these services could be ¡supplied within each unit as required rather than from a central •source, and the decision concerning whether to supply them from a central source must be made by •each organization in accordance with its peculiar requirements. Probably compressed air could be supplied from a central source to greater advantage, since the small individual pumps applicable to individual units
‘ usually give a poorer supply. On the other hand, the supply of distilled
'water from a central source has been Figure 4.
criticized because of the danger of contamination. The central supply of various gases other than fuel gas and air is also open to question because of the'extremely varying demand for them.
D I S T R I B U T I O N O F S E R V IC E S
The services may be brought to the module in various ways, and up to the present there appears to have been little attempt at standardization. Two general methods of distributing the services exist, but each may be subdivided according to detailed treatment. The services are led through a piping and duct system which is either essentially vertical or essentially horizontal. In the vertical system the mains pass through shafts placed as needed in the building, and in the horizontal system the mains pass under the floors with risers going to the equipment.
The detailed treatment of the distribution of the services must vary widely according to the structure of each building and the various needs of the laboratory units. As the subject is fairly technical, it may suffice here to offer two general principles of procedure: In the first place, the distribution of services should be planned simultaneously with the planning of the dimensions and location of the modules and their occupation by particular research departments; otherwise the architect is bound to hit some difficult snags. Second, the service distribution should be such that the.repairing or altering of services to any one module will inconvenience only a minimum of other modules, or none if possible. This is an engineering problem which awaits the best and most economical solution.
C O N C E A L M E N T O F P IP IN G
A sharp difference of opinion exists with regard to the importance and advisability of concealing the piping and duct work. This is one branch of the general problem of interior finish and appearance, which is perhaps of greater importance to the company in general than it is to the research worker in particular. A good appearance is an important adjunct to advertising, and casual visitors to a laboratory are apt to judge it on that superficial basis. Although exposed piping has often been insisted upon to ensure accessibility and ease of mainte-
Industrial research organized in large room
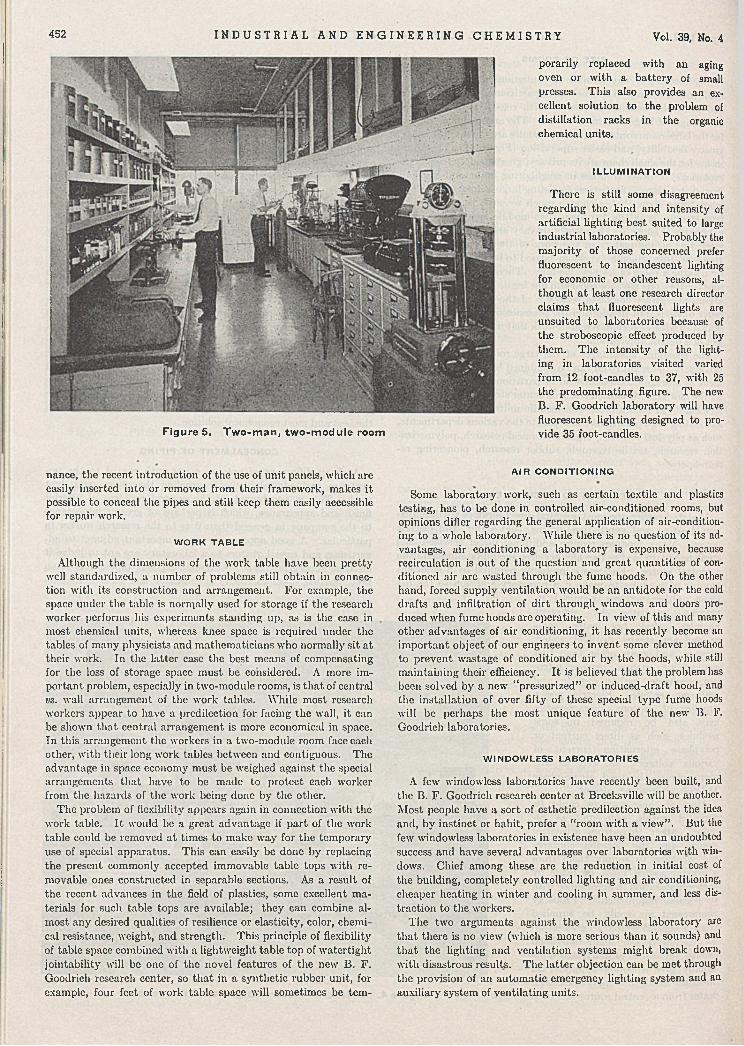
452 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
porarily replaced with an aging oven or with a battery of small presses. This also provides an excellent solution to the problem of distillation racks in the organic chemical units.
I L L U M I N A T I O N
There is still some disagreement regarding the kind and intensity of artificial lighting best suited to large industrial laboratories. Probably the majority of those concerned prefer fluorescent to incandescent lighting for economic or other reasons, although at least one research director claims that fluorescent lights are unsuited to laboratories because of the stroboscopic effect produced by them. The intensity of the lighting in laboratories visited varied from 12 foot-candles to 37, with 25 the predominating figure. The new B. F. Goodrich laboratory will have fluorescent lighting designed to provide 35 foot-candles.Figure 5. T w o - m a n , tw o -m o d u le room
nance, the recent introduction of the use of unit panels, which are easily inserted into or removed from their framework, makes it possible to conceal the pipes and still keep them easily accessible for repair work.
W O R K T A B L E
Although the dimensions of the work table have been pretty well standardized, a number of problems still obtain in connection with its construction and arrangement. For example, the space under the table is normally used for storage if the research worker performs his experiments standing up, as is the case in most chemical units, whereas knee space is required under the tables of many physicists and mathematicians who normally sit at their work. In the latter case the best means of compensating for the loss of storage space must be considered. A more important problem, especially in two-module rooms, is that of central vs. wall arrangement of the work tables. While most research workers appear to have a predilection for facing the wall, it can be shown that central arrangement is more economical in space. In this arrangement the workers in a two-module room face each other, with their long work tables between and contiguous. The advantage in space economy must be weighed against the special arrangements that have to be made to protect each worker from the hazards of the work being done by the other.
The problem of flexibility appears again in connection with the work table. It would be a great advantage if part of the work table could be removed at times to make way for the temporary use of special apparatus. This can easily be done by replacing the present commonly accepted immovable table tops with removable ones constructed in separable sections. As a result of the recent advances in the field of plastics, some excellent materials for such table tops are available; they can combine almost any desired qualities of resilience or elasticity, color, chemical resistance, weight, and strength. This principle of flexibility of table space combined with a lightweight table top of watertight jointability will be one of the novel features of the new B. F. Goodrich research center, so that in a synthetic rubber unit, for example, four feet of work table space will sometimes be tem-
A IR C O N D I T I O N I N G
Some laboratory work, such as certain textile and plastics testing, has to be done in controlled air-conditioned rooms, but opinions diff er regarding the general application of air-conditioning to a whole laboratory. While there is no question of its advantages, air conditioning a laboratory is expensive, because recirculation is out of the question and great quantities of conditioned air are wasted through the fume hoods. On the other hand, forced supply ventilation would be an antidote for the cold drafts and infiltration of dirt through windows and doors produced when fume hoods are operating. In view of this and many other advantages of air conditioning, it has recently become an important object of our engineers to invent some clever method to prevent wastage of conditioned air by the hoods, while still maintaining their efficiency. It is believed that the problem has been solved by a new “ pressurized” or induced-draft hood, and the installation of over fifty of these special type fume hoods will be perhaps the most unique feature of the new B. F. Goodrich laboratories.
W IN D O W L E S S L A B O R A T O R IE S
A few windowless laboratories have recently been built, and the B. F. Goodrich research center at Brecksville will be another. Most people have a sort of esthetic predilection against the idea and, by instinct or habit, prefer a “room with a view” . But the few windowless laboratories in existence have been an undoubted success and have several advantages over laboratories with windows. Chief among these are the reduction in initial cost of the building, completely controlled lighting and air conditioning, cheaper heating in winter and cooling in summer, and less distraction to the workers.
The two arguments against the windowless laboratory are that there is no view (which is more serious than it sounds) and that the lighting and ventilation systems might break down, with disastrous results. The latter objection can be met through the provision of an automatic emergency lighting system and an auxiliary system of ventilating units.
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 453
N U M B E R O F B U I L D I N G S
The number of buildings in which large industrial research enterprises are housed depends on several factors which vary from one company to another. Among these factors are the nature of the business, the size of the equipment, and the place of research on the organization chart. Underlying all these factors are the fundamental principles of economy and efficiency. In general it may be said that the greater the number of buildings the greater the cost per unit, so that a saving is usually effected when all the research and all its services are housed in a single building. In many research organizations, however, this concentration into one building is either impossible or undesirable. In this case there is normally one main laboratory, in which as much as possible of the work is concentrated, and one or more smaller buildings.
The nature of the business may be such that the hazards of operation in one or more of the research departments may constitute a danger or a nuisance to other departments more or less contiguous. The principal hazards of this sort are fire, explosion, and poisonous gases, and other less dangerous but deleterious nuisances are dust, vibration, noise, and corrosion by fumes of chemicals. As early as 1903 The B. F. Goodrich Company had an experimental station for hazardous laboratory work situated two miles away from its main laboratory on the Ohio Canal. In that year the principal danger at the experimental station was from fires, since the experiments being conducted at that time were mostly on the extraction of gutta percha with gasoline as the solvent. The station actually burned down in 1909 but was later rebuilt. The isolation of dangerous research work in buildings apart, from the main laboratory is now a general principle; but it may be going a little far to provide separate
buildings for research work that causes such nuisances as noise, dirt, or vibration, as is actually done by one large powder company. It is perhaps a question of degree, and the smaller nuisances can be sufficiently circumscribed within a single building by the use of partitions.
Another factor is the size of the research equipment. When very large equipment has to be used, separate buildings are often indicated. This has already been discussed in connection with the applicability of the module system.
A third factor affecting the number of buildings is the place of research on the organization chart, which differs in different companies. If research is intimately joined to factory control and development, as it is in many large concerns, many of the technical service operations for research will be located in the same building as are similar factory technical services and will perhaps be performed by the same technical staff. Such operations cannot be located in the main laboratory, since the apparatus required for the factory scale technical work is too large. The problem of whether research and development should be joined or separated on the organization chart is one on which agreement has not been reached. Its solution would require a deep incursion into the philosophy of industrial research, and that is quite beyond the purpose of this paper.
A C K N O W L E D G M E N T
The writer wishes to acknowledge the very valuable assistance he has received from Howard E. Ilanthorn, of The B. F. Goodrich Company, who has acted as liaison between the research staff and the architects throughout the planning of the new B. F. Goodrich research center at Brecksville, Ohio.
PROCESS ENGINEERING RESEARCH LABORATORYG. M. DARBY, E. J. ROBERTS, AND J. D. GROTHE
T H E DORR COM PANY. W ESTPORT, CONN.
THE requirements of a customs process engineering research laboratory are elasticity and adaptability; llie test of the design is the speed and economy with which the installation of equipment can be made and operated. The Dorr Company’s semiworks section built in 1944, doubling the size of the previously existing main laboratory building, supplies these requirements in a stone and brick building 90 X 42 feet at a cost of forty cents per cubic foot. A 31- fool high bay open to attic above, 20 X 80 feel, is spanned by a 2-ton crane at the 30-foot level. The other half, consisting of 3 floors at 10-foot elevations, contains offices, conference room, storage space, and the permanently installed crushing and grinding equipment. Services include power, water, vacuum air, gas, and process steam. Other equipment is unit-connected and portable, permitting easy assembly into various sequences for process operations involving grinding, classifications, hydraulic sizing, agitation, thickening, filtration, roasting, tabling, magnetic concentration, and flotation. Typical tonnage-scalc process operations include magnesia production from calcined dolomite, foundry sand reclamation, chromite concentration, washing of polystyrene resin, iron-nickcl asbestos fibre separation and concentration, lime-soda sintering of
alumina residues in rotary kiln, and also a food product processing problem involving the use of glass-lined autoclave and concentrating equipment, acidproof conveying equipment, and filter presses and centrifuge, all of which were purchased for the job by the client. Machine shop, analytical laboratory, and bcncli-scale testing and research laboratories supplement the semiworks and bring the total staff to an average of forty', including chemical, metallurgical, sanitary, mechanical, and electrical engineers.
T HE question may rightly be asked, “Why did the Dorr Company', a firm known to many' only for its equipment, build a laboratory for process engineering research when the
company has no processing plants of its own?” The answer to this question has an important bearing on the construction and equipping of Westport Mill, the laboratories and testing plant of The Dorr Company at Westport, Conn.
The functional design of our equipment, the prescription of the right equipment for the job, and the determination of the proper size of that equipment required engineers specializing in the unit operations related to liquid-solid handling. With a staff of this caliber it was a logical step to make this experience available to
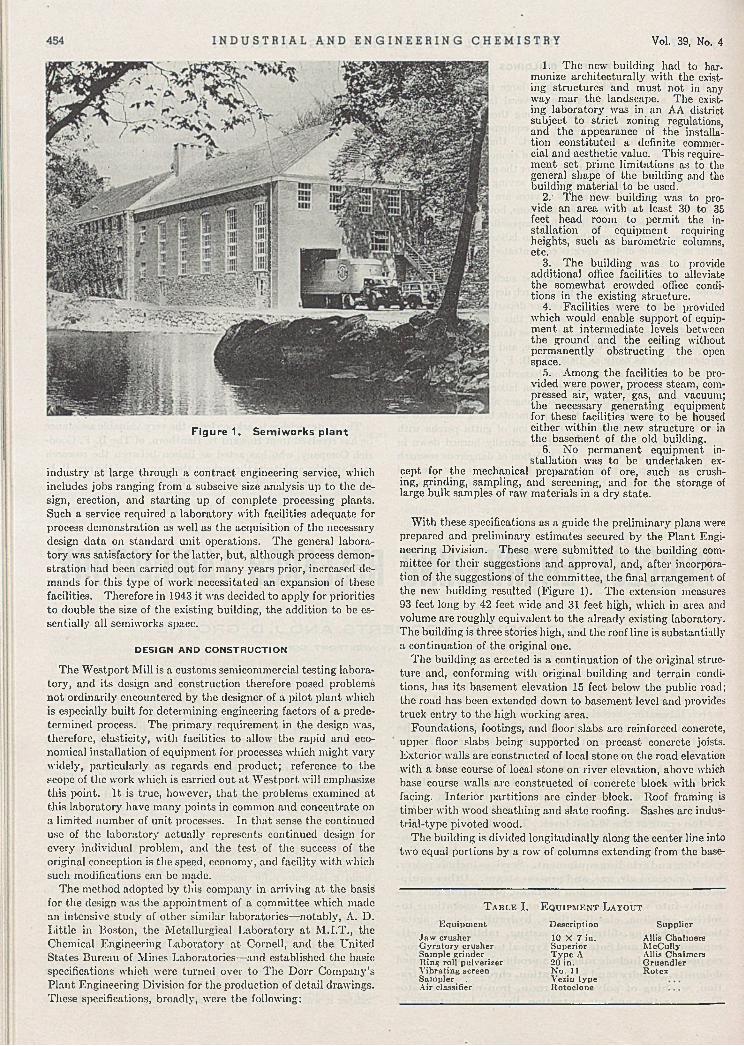
Vol. 39, No. 4
Figure 1. Semiworks plant
industry at large through a contract engineering service, which includes jobs ranging from a subseive size analysis up to the design, erection, and starting up of complete processing plants. Such a service required a laboratory with facilities adequate for process demonstration as well as the acquisition of the necessary design data on standard unit operations. The general laboratory was satisfactory for the latter, but, although process demonstration had been carried out for many years prior, increased demands for this type of work necessitated an expansion of those facilities. Therefore in 1943 it was decided to apply for priorities to double the size of the existing building, the addition to be essentially all semiworks space.
D E S IG N A N D C O N S T R U C T I O N
The Westport Mill is a customs semicommcrcial testing laboratory, and its design and construction therefore posed problems not ordinarily encountered by the designer of a pilot plant which is especially built for determining engineering factors of a predetermined process. The primary requirement in the design was, therefore, elasticity, with facilities to allow the rapid and economical installation of equipment for processes which might vary widely, particularly as regards end product; reference to the scope of the work which is carried out at Westport will emphasize this point. It is true, however, that the problems examined at this laboratory have many points in common and concentrate on a limited number of unit processes. In that sense the continued use of the laboratory actually represents continued design for every individual problem, and the test of the success of the original conception is the speed, economy, and facility with which such modifications can be made.
The method adopted by this company in arriving at the basis for the design was the appointment of a committee which made an intensive study of other similar laboratories—notably, A. D. Little in Boston, the Metallurgical Laboratory at M.I.T., the Chemical Engineering Laboratory at Cornell, and the United States Bureau of Mines Laboratories—and established the basic specifications which were turned over to The Dorr Company’s Plant Engineering Division for the production of detail drawings. These specifications, broadly, were the following:
1. The new building had to harmonize architecturally with the existing structures and must not in any way mar the landscape. The existing laboratory was in an AA district subject to strict zoning regulations, and the appearance of the installation constituted a definite commercial and aesthetic value. This requirement set prime limitations as to the general shape of the building and the building material to be used.
2: The new building was to provide an area with at least 30 to 35 feet head room to permit the installation of equipment requiring heights, such as barometric columns, etc.
3. _ The building was to provide additional office facilities to alleviate the somewhat crowded office conditions in the existing structure.
4. Facilities were to be provided which would enable support of equipment at intermediate levels between the ground and the ceiling without permanently obstructing the open space.
5. Among the facilities to be provided were power, process steam, compressed air, water, gas, and vacuum; the necessary generating equipment for these facilities were to be housed either within the new structure or in the basement of the old building.
6. No permanent equipment installation was to be undertaken ex
cept for the mechanical preparation of ore, such as crushing, grinding, sampling, and screening, and for the storage of large bulk samples of raw materials in a dry state.
With these specifications as a guide the preliminary plans were prepared and preliminary estimates secured by the Plant Engineering Division. These were submitted to the building committee for their suggestions and approval, and, after incorporation of the suggestions of the committee, the final arrangement of the new building resulted (Figure 1). The extension measures 93 feet long by 42 feet wide and 31 feet high, which in area and volume are roughly equivalent to the already existing laboratory. The building is three stories high, and the roof line is substantially a continuation of the original one.
The building as erected is a continuation of the original structure and, conforming with original building and terrain conditions, has its basement elevation 15 feet below the public road; the road has been extended down to basement level and provides truck entry to the high working area.
Foundations, footings, and floor slabs are reinforced concrete, upper floor slabs being supported on precast concrete joists. Exterior walls are constructed of local stone on the road elevation with a base course of local stone on river elevation, above which base course walls are constructed of concrete block with brick facing. Interior partitions are cinder block. Roof framing is timber with wood sheathing and slate roofing. Sashes are industrial-type pivoted wood.
The building is divided longitudinally along the center line into two equal portions by a row of columns extending from the base-
T a b i .e I . E q u i p m e n t L a y o u t
Equipm ent Description SupplierJaw crusher G yratory crusher Sample grinder Ring roll pulverizer Vibrating screen Sampler .Air classifier
10 X 7 in. Superior Type A 20 in.N o. 11 Vezin type Rotoclone
Allis Chalmers M cC ully Allis Chalmers Gruendler R otcx
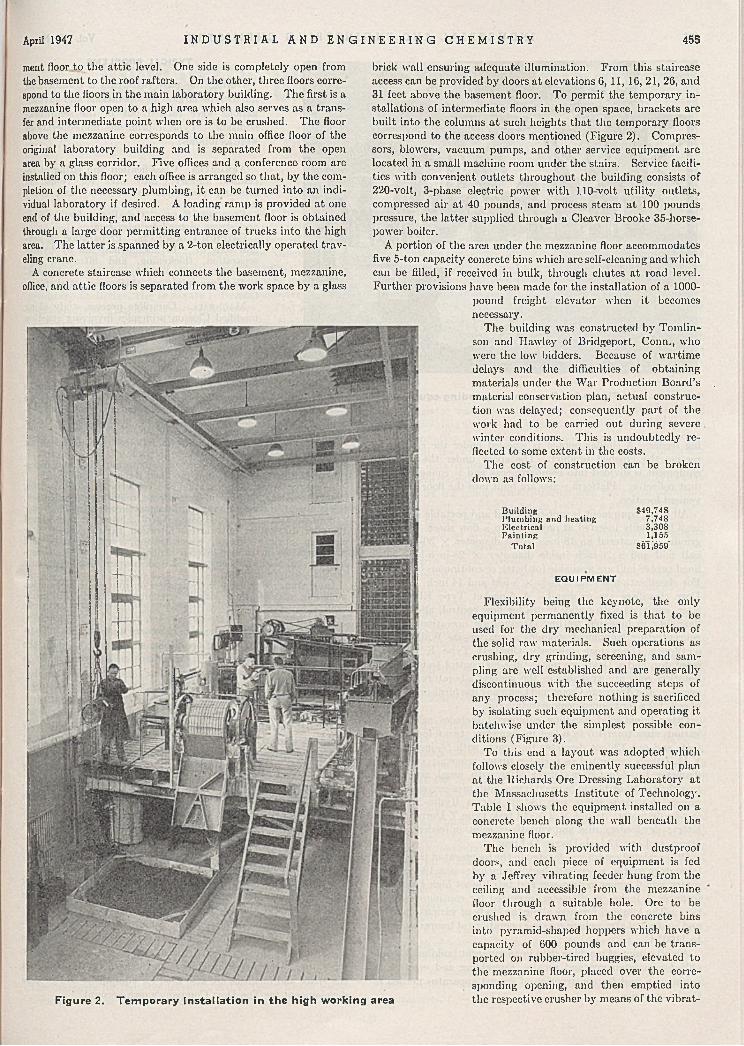
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 455
Building $49,748Plumbing and heating 7,748Electrical 3,308Painting 1,155
Total $61,959
E Q U I P M E N T
ment floor to the attic level. One side is completely open from the basement to the roof rafters. On the other, three floors correspond to the floors in the main laboratory building. The first is a mezzanine floor open to a high area which also serves as a transfer and intermediate point when ore is to be crushed. The floor above the mezzanine corresponds to the main office floor of the original laboratory building and is separated from the open area by a glass corridor. Five offices and a conference room are installed on this floor; each office is arranged so that, by the completion of the necessary plumbing, it can be turned into an individual laboratory if desired. A loading ram]) is provided at one end of the building, and access to the basement floor is obtained through a large door permitting entrance of trucks into the high area. The latter is spanned by a 2-ton electrically operated traveling crane.
A concrete staircase which connects the basement, mezzanine, office, and attic floors is separated from the work space by a glass
brick wall ensuring adequate illumination. From this staircase access can be provided by doors at elevations 6, 11, 16, 21, 26, and 31 feet above the basement floor. To permit the temporary installations of intermediate floors in the open space, brackets are built into the columns at such heights that the temporary floors correspond to the access doors mentioned (Figure 2). Compressors, blowers, vacuum pumps, and other service equipment are located in a small machine room under the stairs. Service facilities with convenient outlets throughout the building consists of 220-volt, 3-phase electric power with 110-volt utility outlets, compressed air at 40 pounds, and process steam at 100 pounds pressure, the latter supplied through a Cleaver Brooke 35-horsepower boiler.
A portion of the area under the mezzanine floor accommodates five 5-ton capacity concrete bins which are self-cleaning and which can be filled, if received in bulk, through chutes at road level. Further provisions have been made for the installation of a 1000-
pound freight elevator when it becomes necessary.
The building was constructed by Tomlinson and Hawley of Bridgeport, Conn., who were the low bidders. Because of wartime delays and the difficulties of obtaining materials under the War Production Board’s . material conservation plan, actual construction was delayed; consequently part of the work had to be carried out during severe. winter conditions. This is undoubtedly reflected to some extent in the costs.
The cost of construction can be broken down as follows:
Figure 2. T e m p o r a r y installation in the high working area
Flexibility being the keynote, the only equipment permanently fixed is that to be used for the dry mechanical preparation of the solid raw materials. Such operations as crushing, dry grinding, screening, and sampling are well established and are generally discontinuous with the succeeding steps of any process; therefore nothing is sacrificed by isolating such equipment and operating it batcliwise under the simplest possible conditions (Figure 3).
To this end a layout was adopted which follows closely the eminently successful plan at the Richards Ore Dressing Laboratory at the Massachusetts Institute of Technology. Table I shows the equipment installed on a concrete bench along the wall beneath the mezzanine floor.
The bench is provided with dustproof doors, and each piece of equipment is fed by a Jeffrey vibrating feeder hung from the ceiling and accessible from the mezzanine floor through a suitable hole. Ore to be crushed is drawn from the concrete bins into pyramid-shaped hoppers which have a capacity of 600 pounds and can be transported on rubber-tired buggies, elevated to the mezzanine floor, placed over the corresponding opening, and then emptied into the respective crusher by means of the vibrat-
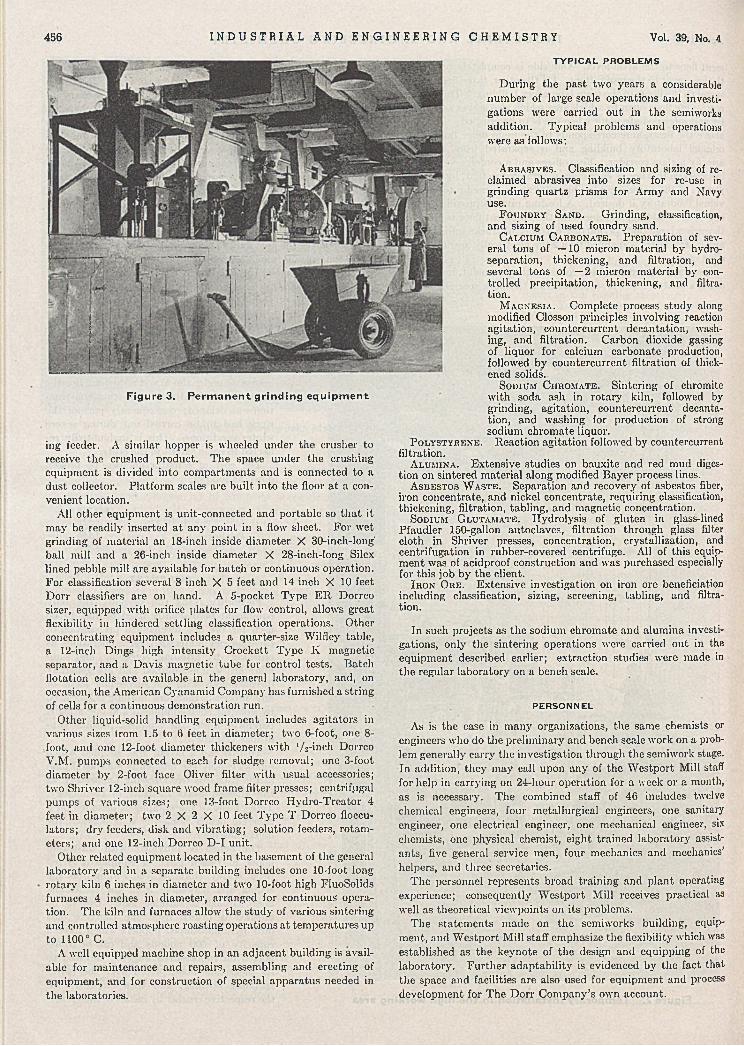
456 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
Figure 3. Pe rm a n e n t gr in d in g e qu ip m e n t
ing feeder. A similar hopper is wheeled under the crusher to receive the crushed product. The space under the crushing equipment is divided into compartments and is connected to a dust collector. Platform scales are built into the floor at a convenient location.
All other equipment is unit-connected and portable so that it may be readily inserted at any point in a flow sheet. For wet grinding of material an 18-inch inside diameter X 30-inch-long' ball mill and a 26-inch inside diameter X 28-inch-Iong Silex lined pebble mill are ayailable for batch or continuous operation. For classification several 8 inch X 5 feet and 14 inch X 10 feet Dorr classifiers are on hand. A 5-pocket Type ER Dorrco sizer, equipped with orifice plates for flow control, allows great flexibility in hindered settling classification operations. Other concentrating equipment includes a quarter-size Wilfley table, a 12-inch Dings high intensity Crockett Type K magnetic separator, and a Davis magnetic tube for control tests. Batch flotation cells are available in the general laboratory, and, on occasion, the American Cyanamid Company has furnished a string of cells for a continuous demonstration run.
Other liquid-solid handling equipment includes agitators in various sizes from 1.5 to 6 feet in diameter; two 6-foot, one 8- foot, and one 12-foot diameter thickeners with ‘/ 2-inch Dorrco V.M. pumps connected to each for sludge removal; one 3-foot diameter by 2-foot face Oliver filter with usual accessories; two Shriver 12-inch square wood frame filter presses; centrifugal pumps of various sizes; one 13-foot Dorrco Hydro-Treator 4 feet in diameter; two 2 X 2 X 10 feet Type T Dorrco floccu- lators; dry feeders, disk and vibrating; solution feeders, rotameters; and one 12-inch Dorrco D-I unit.
Other related equipment located in the basement of the general laboratory and in a separate building includes one 10-foot long rotary kiln 6 inches in diameter and two 10-foot high FluoSolids furnaces 4 inches in diameter, arranged for continuous operation. The kiln and furnaces allow the study of various sintering and controlled atmosphere roasting operations at temperatures up to 1100° C.
A well equipped machine shop in an adjacent building is available for maintenance and repairs, assembling and erecting of equipment, and for construction of special apparatus needed in the laboratories.
T Y P I C A L P R O B L E M S
During the past two years a considerable number of large scale operations and investigations were carried out in the semiworks addition. Typical problems and operations were as follows:
A b r a s i v e s . Classification and sizing of reclaimed abrasives into sizes for re-use in grinding quartz prisms for Army and Navy use.
F o u n d r y S a n d . Grinding, classification, and sizing of used foundry sand.
C a l c i u m C a r b o n a t e . Preparation of several tons of —10 micron material by hydroseparation, thickening, and filtration, and several tons of —2 micron material by controlled precipitation, thickening, and filtration.
M a g n e s i a . Complete process study along modified Closson principles involving reaction agitation, countercurrent décantation, washing, and filtration. Carbon dioxide gassing of liquor for calcium carbonate production, followed by countercurrent filtration of thickened solids.
S o d iu m C i i r o m a t e . Sintering of chromite with soda ash in rotary kiln, followed by grinding, agitation, countercurrent décantation, and washing for production of strong sodium chromate liquor.
P o l y s t y r e n e . Reaction agitation followed b y countercurrent filtration.
A lu m in a . Extensive studies on bauxite and red mud digestion on sintered material along modified Bayer process lines.
A s b e s t o s W a s t e . Separation and recovery of asbestos fiber, iron concentrate, and nickel concentrate, requiring classification, thickening, filtration, tabling, and magnetic concentration.
S o d iu m G l u t a m a t e . Hydrolysis of gluten in glass-lined Pfaudler 150-gallon autoclaves, filtration through glass filter cloth in Shriver presses, concentration, crystallization, and centrifugation in rubber-covered centrifuge. All of this equipment was of acidproof construction and was purchased especially for this job by the client.
I r o n O r e . Extensive investigation on iron ore beneficiation including classification, sizing, screening, tabling, and filtration.
In such projects as the sodium chromate and alumina investigations, only the sintering operations were carried out in the equipment described earlier; extraction studies were made in the regular laboratory on a bench scale.
P E R S O N N E L
As is the case in many organizations, the same chemists or engineers who do the preliminary and bench scale work on a problem generally carry the investigation through the semiwork stage. In addition, they may call upon any of the Westport Mill staff for help in carrying on 24-hour operation for a week or a month, as is necessary. The combined staff of 46 includes twelve chemical engineers, four metallurgical engineers, one sanitary engineer, one electrical engineer, one mechanical engineer, six chemists, one physical chemist, eight trained laboratory assistants, five general service men, four mechanics and mechanics’ helpers, and three secretaries.
The personnel represents broad training and plant operating experience; consequently Westport Mill receives practical as well as theoretical viewpoints on its problems.
The statements made on the semiworks building, equipment, and Westport Mill staff emphasize the flexibility which was established as the keynote of the design and equipping of the laboratory. Further adaptability is evidenced by the fact that the space and facilities are also used for equipment and process development for The Dorr Company’s own account.
UNIVERSITY OR COLLEGE LABORATORYCLYDE S. ADAMS
AN TIO C H CO LLEGE, YELLOW SPRINGS, OHIO
THE university or college laboratory must be carefully planned and amply equipped in order to provide those physical facilities necessary in the training of modern chemists and chemical engineers. The discussion is limited to three classes of laboratories— namely, the large university laboratory involving both graduate and undergraduate facilities, the separate college chemistry laboratory, and the general science laboratory. The trends in planning and constructing such buildings, their ovcr-nll costs, and a breakdown of those costs are reviewed and appraised. A laboratory should be sufficiently flexible in.
O NE of the functions of colleges and universities is to supply industry with well trained chemists and chemical engi
neers to man industrial research laboratories. To accomplish this objective, colleges and universities require ample and modern facilities with which to train men and women to the high standards expected and demanded by industry. With the exception of a few isolated cases, colleges and universities have not been able to replace their outmoded laboratories with modern ones, either during or since the war. They now find themselves with wholly inadequate means to cope with the student load that has descended upon them.
The writer had several experiences lately which illustrate this condition. The first was an interview with a chemistry graduate who has spent the past several years working in the new research laboratory of one of our large industries. He recently decided to go back to school to complete his graduate work. On visiting the school and examining the laboratory equipment that he would be obliged to use, he expressed some doubts as to whether he could adjust to less modern facilities than those he had used in industry. A similar feeling was expressed by a young doctor of philosophy who had spent the past several years in a modern government laboratory and decided to go back to teaching. He admitted that he had been so spoiled by the luxury of working in a well equipped modern laboratory that it would be difficult for him to return to old dingy laboratories containing obsolete and inadequate equipment.
Since industry depends on colleges and universities for an ample supply of basically trained men and women, industry should ensure that our schools have the best teachers at salaries comparable with those of industry and the best physical facilities in the form of laboratories, equipment, and annual budgets, essential in the training of students.
To meet the urgent need for more adequate laboratory facilities, committees in many colleges and universities have been appointed to prepare plans for new buildings (S). Never in the history of science has there been such a wealth of information available to these committees, and, although most of the new laboratories are industrial, they contain many new features equally applicable to college or university laboratories. One of the first duties of such committees should be to visit as many modern laboratories as possible, it is the author’s opinion that modern industrial research laboratories are better planned to meet their respective needs than are college and university laboratories. The designers for industry have learned to listen to the suggestions of their chemists and chemical engineers.
design to allow for unforeseen changes. Aids to flexibility in design include simplicity of floor plans, accessibility of all plumbing, standardized room sizes, nonbearing walls that can be removed, and types of hoods and fume ducts that permit their removal or subsequent installation. Attention is drawn to the need of such special facilities as a constant-temperature room, cold room, room for standards, room for x-ray diffraction, electron microscope, and spectroscopic work, isolated and insulated rooms for radioactive isotopes and for tracer chemistry, and a junk or storage room for equipment which is not being used.
The writer can well remember some seventeen years ago when his committee was assigned the task of planning the Kettering Science Building at Antioch College. A year was spent in gathering information by visits to various colleges and universities. In general, the writer found out what not to do, but, from the mass of data collected, certain generalizations were possible. Those were the days when college and university laboratories were planned by the school administration and the school architect, who was much more interested in building a monument to himself and to the donor than in considering the function of the building. As an afterthought, it seemed, chemical laboratories were tucked in. Chemical drains were buried in concrete, plumbing services were inaccessible, and hood systems all to often were nonexistent. In general, the buildings were designed to meet the immediate teaching program with little thought of expansion, flexibility, or future changes. The function of the building was sacrificed for a narrow concept of aesthetics, whereas aesthetics should be a function of utility. About this time the National Research Council appointed a committee to study the problem of laboratory construction and equipment (4). Since the writer received much help from the report of this committee and personal interviews with its members, it is suggested that a similar committee be set up to bring the records up to date.
Among the many buildings visited by the writer in his travels, the Baker Chemical Laboratory at Cornell University appeared to be among the first of the large university laboratories to incorporate the newer ideas of laboratory construction. It was here that the open-faced high-velocity Cornell hood was first introduced; although laboratory furniture companies have since made a number of improvements on it, its design is still basic.
The important feature in the design of most of these new buildings is flexibility. Although a laboratory should be planned to service an immediate program, it should be sufficiently flexible to allow for additions to the building and unforeseen changes in the functions of the rooms. Aids to flexibility include such items as simplicity of floor plans, standardized unit room sizes, nonsupporting interior walls which can easily be installed or removed, accessibility of all plumbing and other services, provision for services to be made available to each unit room when needed, and types of hoods and fume ducts that are light, effective, and flexible and permit their later installation or removal. Any architect or engineer will agree that this is a large order; but these features have been achieved in new industrial research laboratories.
457
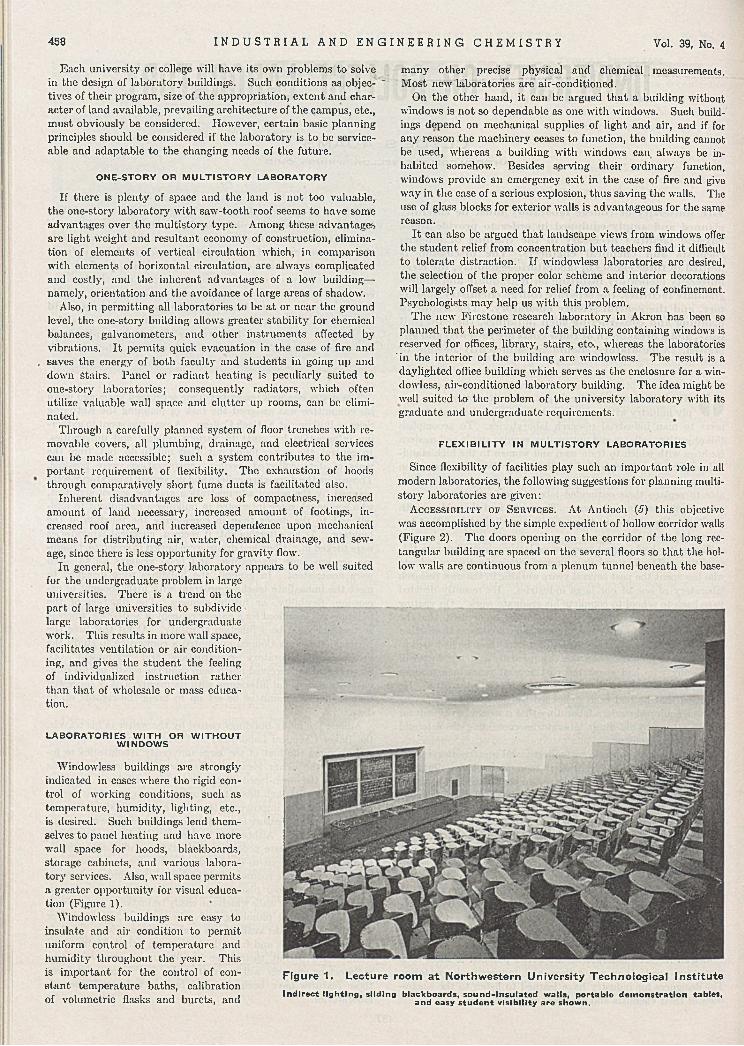
458 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
L A B O R A T O R IE S W I T H O R W I T H O U T W IN D O W S
Each university or college will have its own problems to solve in the design of laboratory buildings. Such conditions as objec- " tives of their program, size of the appropriation, extent and character of land available, prevailing architecture of the campus, etc., must obviously be considered. However, certain basic planning principles should be considered if the laboratory is to be serviceable and adaptable to the changing needs of the future.
O N E -S T O R Y O R M U L T I S T O R Y L A B O R A T O R Y
If there is plenty of space and the land is not too valuable, the one-story laboratory with saw-tooth roof seems to have some advantages over the multistory type. Among these advantages are light weight and resultant economy of construction, elimination of elements of vertical circulation which, in comparison with elements of horizontal circulation, are always complicated and costly, and the inherent advantages of a low building— namely, orientation and the avoidance of large areas of shadow.
Also, in permitting all laboratories to be at or near the ground level, the one-story building allows greater stability for chemical balances, galvanometers, and other instruments affected by vibrations. It permits quick evacuation in the case of fire and
. saves the energy of both faculty and students in going up and down Stairs. Panel or radiant heating is peculiarly suited to one-story laboratories; consequently radiators, which often utilize valuable wall space and clutter up rooms, can be eliminated.
Through a carefully planned system of floor trenches with removable covers, all plumbing, drainage, and electrical services can be made accessible; such a system contributes to the important requirement of flexibility. The exhaustion of hoods through comparatively short fume ducts is facilitated also.
Inherent disadvantages are loss of compactness, increased amount of land necessary, increased amount of footings, increased roof area, and increased dependence upon mechanical means for distributing air, water, chemical drainage, and sewage, since there is less opportunity for gravity flow.
In general, the one-story laboratory appears to be well suited for the undergraduate problem in large universities. There is a trend on the part of large universities to subdivide large laboratories for undergraduate work. This results in more wall space, facilitates ventilation or air conditioning, and gives the student the feeling of individualized instruction rather than that of wholesale or mass education.
many other precise physical and chemical measurements. Most new laboratories are air-conditioned.
On the other hand, it can be argued that a building without windows is not so dependable as one with windows. Such buildings depend on mechanical supplies of light and air, and if for any reason the machinery ceases to function, the building cannot be used, whereas a building with windows can always be inhabited somehow. Besides serving their ordinary function, windows provide an emergency exit in the case of fire and give way in the case of a serious explosion, thus saving the walls. The use of glass blocks for exterior walls is advantageous for the same reason.
It can also be argued that landscape views from windows offer the student relief from concentration but teachers find it difficult to tolerate distraction. If windowless laboratories are desired, the selection of the proper color scheme and interior decorations will largely offset a need for relief from a feeling of confinement. Psychologists may help us with this problem.
The new Firestone research laboratory in Akron has been so planned that the perimeter of the building containing windows is reserved for offices, library, stairs, etcx, whereas the laboratories
'in the interior of the building are windowless. The result is a daylighted office building which serves as the enclosure for a windowless, air-conditioned laboratory building. The idea might be well suited to the problem of the university laboratory with its graduate and undergraduate requirements.
F L E X I B I L I T Y IN M U L T I S T O R Y L A B O R A T O R IE S
Since flexibility of facilities play such an important role in all modern laboratories, the following suggestions for planning multistory laboratories are given:
A c c e s s i b i l i t y o f S e r v i c e s . At Antioch (5 ) this objective was accomplished by the simple expedient of hollow corridor walls (Figure 2). The doors opening on the corridor of the long rectangular building are spaced on the several floors so that the hollow walls are continuous from a plenum tunnel beneath the base-
Windowless buildings are strongly indicated in cases where the rigid control of working conditions, such as temperature, humidity, lighting, etc., is desired. Such buildings lend themselves to panel heating and have more wall space for hoods, blackboards, storage cabinets, and various laboratory services. Also, wall space permits a greater opportunity for visual education (Figure 1).
Windowless buildings are easy to insulate and air condition to permit uniform control of temperature and humidity throughout the year. This is important for the control of constant temperature baths, calibration of volumetric flasks and burets, and
Figure 1. Lecture room at Northwestern University Technological Institute
Indirect lighting, sliding blackboards, sound-insulated walls, portablo demonstration table», and easy student visibility are shown.
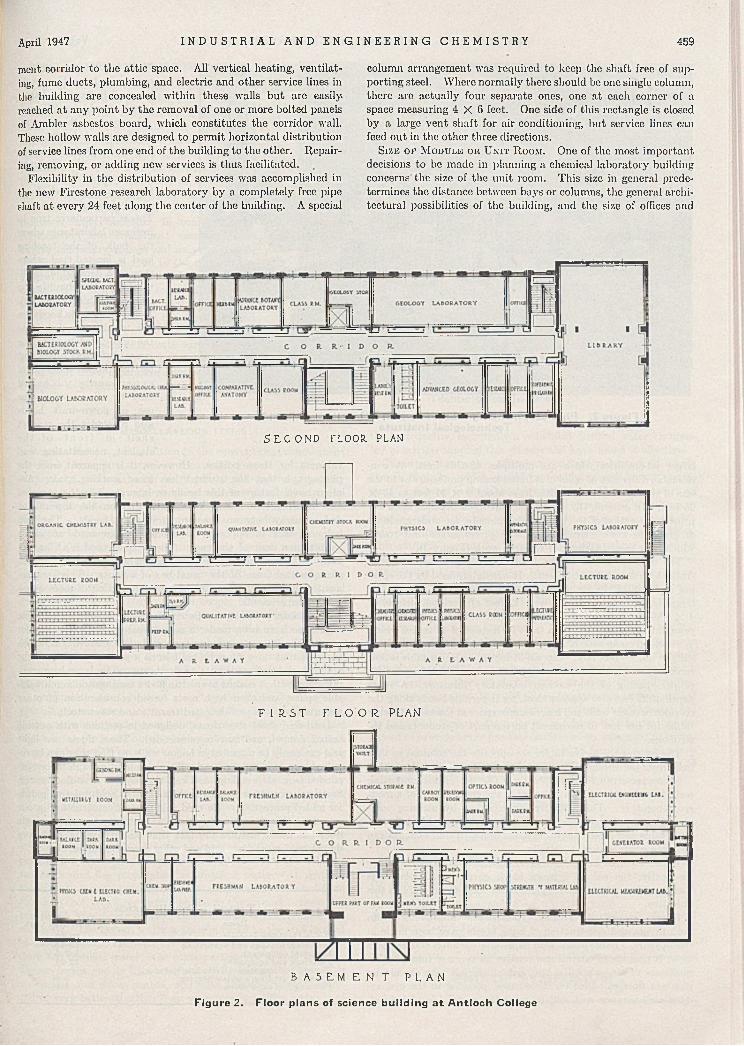
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 459
ment corridor to the attic space. A ll vertical heating, ventilating, fume ducts, plum bing, and electric and other service lines in the build ing are concealed w ith in these walls but are easily- reached at a n y po in t b y the rem oval of one or more bolted panels of Am bler asbestos board, w h ich constitutes the corridor wall. These hollow walls are designed to perm it horizontal d istribution of service lines from one end of the build ing to the other. Rep a iring, removing, or adding new services is thus facilitated.
Flexib ility in the d istribution of services was accomplished in the new Firestone research laboratory b y a completely free pipe shaft at every 24 feet along the center of the building. A special
colum n arrangement was required to keep the shaft free of sup porting steel. W here no rm a lly there should be one single column, there are actually four separate ones, one at each corner of a space m easuring 4 X 6 feet. One side of th is rectangle is closed b y a large vent shaft for air conditioning, but service lines can feed out in the other three directions.
S iz e of’ M o d u l e o h U n i t R o o m . One of the m ost im portant decisions to be made in p lann ing a chemical laboratory build ing concerns'the size of the un it room. T h is size in general predetermines the distance between bays or columns, the general a rch i
tectural possibilities of the building, and the size of offices and
S E C O N D FLOOR. PLAN
F I R S T F L O O R P L A N
B A S E M E N T P L A NFigure 2. Floor plans of science building at A n tio ch College
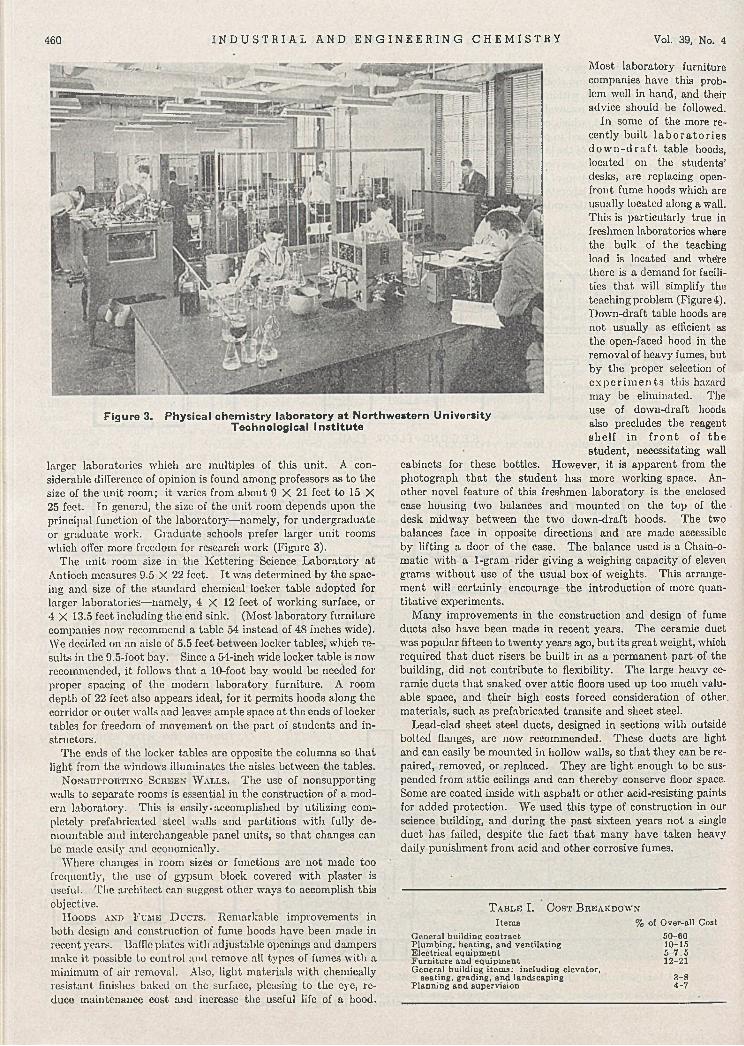
460 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
Figure 3. Physical chem istry laboratory at Northwestern University Technological Institute
larger laboratories which are multiples of this unit. A considerable difference of opinion is found among professors as to the size of the unit room; it varies from about 9 X 21 feet to 15 X 25 feet. In general, the size of the unit room depends upon the principal function of the laboratory—namely, for undergraduate or graduate work. Graduate schools prefer larger unit rooms which offer more freedom for research work (Figure 3).
The unit room size in the Kettering Science Laboratory at Antioch measures 9.5 X 22 feet. It was determined by the spacing and size of the standard chemical locker table adopted for larger laboratories—namely, 4 X 12 feet of working surface, or 4 X 13.5 feet including the end sink. (Most laboratory furniture companies now recommend a table 54 instead of 48 inches wide). We decided on an aisle of 5.5 feet between locker tables, which results in the 9.5-foot bay. Since a 54-inch wide locker table is now recommended, it follows that a 10-foot bay would be needed for proper spacing of the modern laboratory furniture. A room depth of 22 feet also appears ideal, for it permits hoods along the corridor or outer walls and leaves ample space at the ends of locker tables for freedom of movement on the part of students and instructors.
The ends of the locker tables arc opposite the columns so that light from the windows illuminates the aisles between the tables.
N o n s u p p o r t in g S c r e e n W a l l s . The use of nonsupporting walls to separate rooms is essential in the construction of a modern laboratory. This is easily ■accomplished by utilizing completely prefabricated steel walls and partitions with fully demountable and interchangeable panel units, so that changes can be made easily and economically.
Where changes in room sizes or functions are not made too frequently, the use of gypsum block covered with plaster is useful. The architect can suggest other ways to accomplish this objective.
I I o o d s a n d F u m e D u c t s . Remarkable improvements in both design and construction of fume hoods have been made in recent years. Baffle plates with adjustable openings and dampers make it possible to control and remove all types of fumes with a minimum of air removal. Also, light materials with chemically resistant finishes baked on the surface, pleasing to the eye, reduce maintenance cost and increase the useful life of a hood.
Most laboratory furniture companies have this problem well in hand, and their advice should be followed.
In some of the more recently built laboratories dow n-draft table hoods, located on the students’ desks, are replacing open- front fume hoods which are usually located along a wall. This is particularly true in freshmen laboratories where the bulk of the teaching load is located and wheTe there is a demand for facilities that will simplify the teaching problem (Figure 4). Down-draft table hoods are not usually as efficient as the open-faced hood in the removal of heavy fumes, but by the proper selection of experiments this hazard may be eliminated. The use of down-draft hoods also precludes the reagent shelf in front of the student, necessitating wall
cabinets for these bottles. However, it is apparent from the photograph that the student has more working space. Another novel feature of this freshmen laboratory is the enclosed case housing two balances and mounted on the top of the desk midway between the two down-draft hoods. The two balances face in opposite directions and are made accessible by lifting a door of the case. The balance used is a Chain-o- matic with a 1-gram rider giving a weighing capacity of eleven grams without use of the usual box of weights. This arrangement will certainly encourage the introduction of more quantitative experiments.
Many improvements in the construction and design of fume ducts also have been made in recent years. The ceramic duct was popular fifteen to twenty years ago, but its great weight, which required that duct risers be built in as a permanent part of the building, did not contribute to flexibility. The large heavy ceramic ducts that snaked over attic floors used up too much valuable space, and their high costs forced consideration of other, materials, such as prefabricated transite and sheet steel.
Lead-clad sheet steel ducts, designed in sections with outside bolted flanges, are now recommended. These ducts are light and can easily be mounted in hollow walls, so that they can be repaired, removed, or replaced. They are fight enough to be suspended from attic ceilings and can thereby conserve floor space. Some are coated inside with asphalt or other acid-resisting paints for added protection. We used this type of construction in our science building, and during the past sixteen years not a single duct has failed, despite the fact that many have taken heavy daily punishment from acid and other corrosive fumes.
T a b l e I . C o s t B r e a k d o w n
Items % o f Over-all CostGeneral building contract 50-60Phimbing, heating, and ventilating 10-15Electrical equipment 5 -7 .5Furniture and equipment 12-21General building item s: including elevator,
seating, grading, and landscaping 3 -8Planning and supervision 4-7
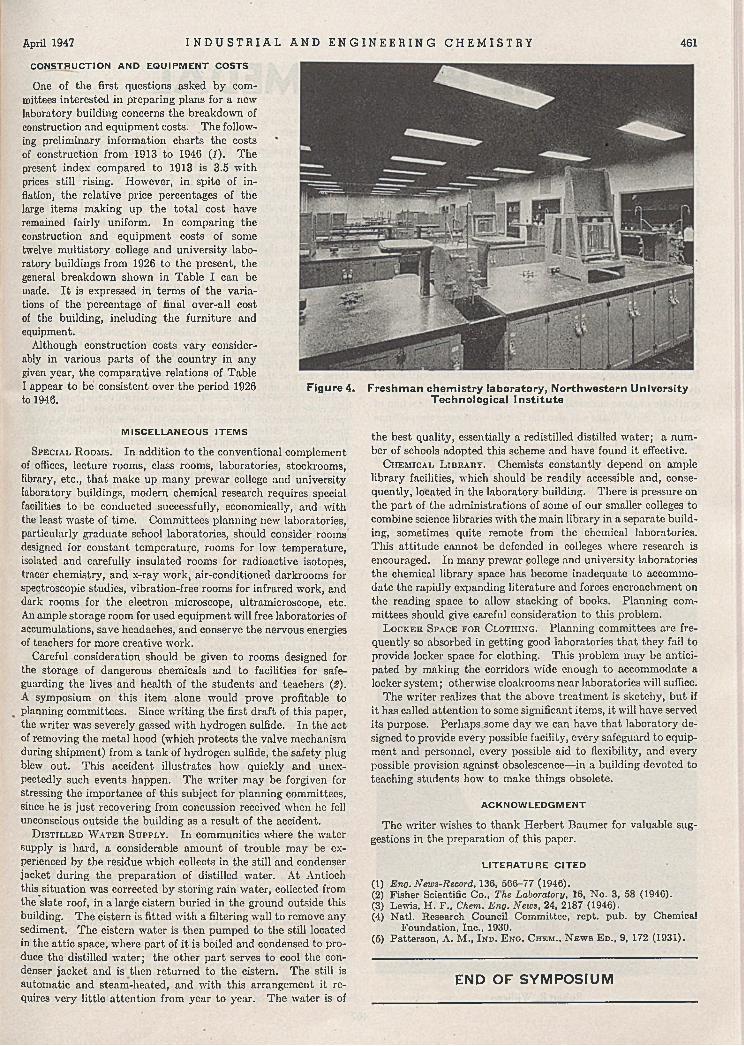
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 461
C O N S T R U C T I O N A N D E Q U I P M E N T C O S T S
One of the first questions asked by committees interested in preparing plans for a new laboratory building concerns the breakdown of construction and equipment costs. The following preliminary information charts the costs of construction from 1913 to 1946 (7). The present index compared to 1913 is 3.5 with prices still rising. However, in spite of inflation, the relative price percentages of the large items making up the total cost have remained fairly uniform. In comparing the construction and equipment costs of some twelve multistory college and university laboratory buildings from 1926 to the present, the general breakdown shown in Table I can be made. It is expressed in terms of the variations of the percentage of final over-all cost of the building, including the furniture and equipment.
Although construction costs vary considerably in various parts of the country in any given year, the comparative relations of Table I appear to be consistent over the period 1926 to 1946.
M IS C E L L A N E O U S I T E M S
S p e c i a l R o o m s . In addition to the conventional complement of offices, lecture rooms, class rooms, laboratories, stockrooms, library, etc., that make up many prewar college and university laboratory buildings, modern chemical research requires special facilities to be conducted successfully, economically, and with the least waste of time. Committees planning new laboratories, particularly graduate school laboratories, should consider rooms designed for constant temperature, rooms for low temperature, isolated and carefully insulated rooms for radioactive isotopes, tracer chemistry, and x-ray work, air-conditioned darkrooms for spectroscopic studies, vibration-free rooms for infrared work, and dark rooms for the electron microscope, ultramicroscope, etc. An ample storage room for used equipment -will free laboratories of accumulations, save headaches, and conserve the nervous energies of teachers for more creative work.
Careful consideration should be given to rooms designed for the storage of dangerous chemicals and to facilities for safeguarding the lives and health of the students and teachers (2). A symposium on this item alone would prove profitable to
% planning committees. Since writing the first draft of this paper, the writer was severely gassed with hydrogen sulfide. In the act of removing the metal hood (which protects the valve mechanism during shipment) from a tank of hydrogen sulfide, the safety plug blew out. This accident illustrates how quickly and unexpectedly such events happen. The writer may be forgiven for stressing the importance of this subject for planning committees, since he is just recovering from concussion received when he fell unconscious outside the building as a result of the accident.
D i s t i l l e d W a t e r S u p p ly . In communities where the water supply is hard, a considerable amount of trouble may be experienced by the residue which collects in the still and condenser jacket during the preparation of distilled water. At Antioch this_ situation -was corrected by storing rain water, collected from the slate roof, in a large cistern buried in the ground outside this building. The cistern is fitted with a filtering wall to remove any sediment. The cistern water is then pumped to the still located in the attic space, where part of it is boiled and condensed to produce the distilled water; the other part serves to cool the condenser jacket and is then returned to the cistern. The still is automatic and steam-heated, and with this arrangement it requires very little attention from year to year. The water is of
Freshm an chem istry laboratory, Northwestern University Technological Institute
the best quality, essentially a redistilled distilled water; a number of schools adopted this scheme and have found it effective.
C h e m ic a l L i b r a r y . Chemists constantly depend on ample library facilities, which should be readily accessible and, consequently, located in the laboratory building. There is pressure on the part of the administrations of some of our smaller colleges to combine science libraries with the main library in a separate building, sometimes quite remote from the chemical laboratories. This attitude cannot be defended in colleges where research is encouraged. In many prewar college and university laboratories the chemical library space has become inadequate to accommodate the rapidly expanding literature and forces encroachment on the reading space to allow stacking of books. Planning committees should give careful consideration to this problem.
L o c k e r S p a c e f o r C l o t h i n g . Planning committees are frequently so absorbed in getting good laboratories that they fail to provide locker space for clothing. This problem may be anticipated by making the corridors wide enough to accommodate a locker system; otherwise cloakrooms near laboratories will suffice.
The writer realizes that the above treatment is sketchy, but if it has called attention to some significant items, it will have served its purpose. Perhaps some day we can have that laboratory designed to provide every possible facility, every safeguard to equipment and personnel, every possible aid to flexibility, and every possible provision against obsolescence—in a building devoted to teaching students how to make things obsolete.
A C K N O W L E D G M E N T
The writer wishes to thank Herbert Baumer for valuable suggestions in the preparation of this paper.
L I T E R A T U R E C I T E D
(1) Ena. News-Record, 136, 566-77 (1946).(2) Fisher Scientific C o., The Laboratory, 16, N o . 3, 58 (1946).(3) Lewis, H . F ., Chem. Eng. News, 24, 2187 (1946).(4) N atl. Research Council Com m ittee, rept. pub. by Chem ical
Foundation, Inc., 1930.(5) Patterson, A . M ., I n d . E n g . C h em ., N e w s E d ., 9, 172 (1931).
END O F SYM PO SIU M
Figure 4.
THE PERKIN MEDAL► ► ► The forty-first Perkin Medal has been awarded to Robert R. Williams in recognition of his synthesis of vitamin Bi- The presentation for 1947 was made at a dinner meeting at the Hotel Commodore in New York on January 10, with Sidney D. Kirkpatrick, editor of Chemical Engineering, presiding.
The Perkin Medal was founded in 1906 in commemoration of the fiftieth anniversary of the coal-tar color industry. The award may be made to any chemist residing in the United States of America for work which he has done at any time during his career, whether this work proved successful at the time of execution or publication, or whether it became valuable in subsequent development of the industry. The medalist is chosen by a committee representing the Society of Chemical Industry, the A m e r ic a n C h e m ic a l S o c i e t y , the Electrochemical Society, the American Institute of Chemical Engineers, and the Société de Chimie Industrielle. In 1856 William Henry Perkin discovered Perkin’s purple or mauve and thereby initiated the synthesis of dyestuffs. This, in turn, became the foundation of the important synthetic organic chemical industry, beginning the utilization of coal tar. Sir William was also the first to synthesize the perfume coumarin, and he actually engaged in the manufacture of dye- stuffs until 1874. He had many friends and admirers in the United States, and it is customary for those who saw the first Perkin Medal awarded to him in 1906 to wear the same or a replica of the mauve tie which made its appearance on that occasion.
Marston T. Bogert, president of the International Union of Chemistry and Emeritus Professor of chemistry at Columbia
Robert R. Williams
University was among those present at the 1906 meeting, and it has been customary for him to make the award to the Perkin medalist ever since 1930. Oliver E. Buckley, president of Bell Telephone Laboratories where Williams served as chemical director for many years, gave a talk on the personal side of the medalist, and Charles Glen King, scientific director of the Nutrition Foundation, paid tribute to his studies of vitamin Bi. Highlights of these remarks are presented here, followed by the Perkin Medal Address.
According to O. E. Buckley, Williams was born in Nellore, India, in 1886, one of five children of Baptist missionaries. His early boyhood was spent mostly in India, where his playmates were natives. He learned to speak their tongue even better than English and, as the son of a missionary, shared their poverty.
When he was 10 years old the family came back to America, and from the age of 14 on, Williams earned money for his own education. After two years at Ottawa University (Kansas) and three years at the University of Chicago, «nth an M.S. degree attached to his name, he sought opportunity to apply his scientific training to practical ends. Though opportunity for employment was close at hand, he turned back to the Orient, drawn by a spirit of adventure and an influence that grew out of his boyhood association. After a year as teacher on Negros Island in the Philippines, research opportunity came in the Bureau of Science in Manila, where he was given an assignment that started him on a long journey toward a goal, the attainment of which is recognized by the Perkin Medal Award.
This assignment, by Captain Vedder of the Army Medical Corps, was to ascertain the potent factor in rice polishings, the lack of which seemed to account for the prevalence of beriberi in populations subsisting largely on polished rice. This was only one of many lines on which Williams worked during the next five years in the Bureau of Science, but it was one which never left his mind.
The persistence of that interest can be better understood in terms of the dramatic character of events associated with it. Early in his work with rice polishings, he had succeeded in getting a concentrate that, in small quantities, would relieve the dire effects of acute beriberi. He found use for it close at hand. Quoting his own words: “ On several occasions in the absence of a medical associate, I went at the call of a public health inspector to the Tondo slum district of Manila to attend without benefit of medical certificate reported cases of beriberi. Often I dosed the baby myself to be sure to get as much of my precious preparation inside and as little outside the baby as possible and sometimes sat down beside the anxious mother on the split bamboo floor of the little nipa shack to await results. Within as little as three hours I have seen the cessation of the weird, almost soundless crying which, due probably to the paralysis of the larynx, is characteris- . tic of the last stage of the malady. Easing of the gasping breathing soon followed, and then the smoothing of the wild pulse, the fading of blue lips, a hungry nursing, and peaceful sleep.”
In 1915 Williams brought his family to Washington; in the Bureau of Chemistry he resumed his research for a method of segregating the pure vitamin, as the active constituent had come to be called at this time. Progress was interrupted by the entry of the United States into World War I, but as far as vitamin research was concerned, that was only another interlude. Williams worked in the Chemical Warfare Service, on lewisite and fabric dopes for airplane wings, and immediately after the war became associated with the Melco Chemical Company where he developed methods of producing alcohols from refinery waste gases. Here his instinct for invention manifested itself, and he got for the first time some practical experience with patents. The immediate effect was to bring him a net loss in money but a gain in useful knowledge that stood him in good stead later on when he was faced with the problem of protecting his inventions in the vitamin field in a way to ensure their useful development and sound promotion.
About this time, research scientists were in demand in a way that had been little known before the war. The Western Electric Company had developed an interest in submarine cables and was looking for a research chemist to find a better and cheaper insulating material than gutta-percha, the only satisfactory insulation for deep-sea cables known at that time. Williams was recom
462
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 463
mended-by John Johnston of Yale, who had known him in Washington. Williams soon detected one of the causes of failure of rubber as insulation in the absorption of water by the natural water-soluble constituents of raw rubber. By much more thorough washing than had ever been used before, he succeeded in removing these constituents and produced for the first time a high grade rubber insulation which would not absorb water even in a deeply submerged cable.
He next started looking at other insulations for effects similar to those he had discovered in rubber, and found them in cotton and paper and other insulating materials. This led him into fields of paper condensers, lead-covered cables, textile insulated wires, telephone drop wires, the decay of telephone poles, and, in fact, into so many aspects of the telephone business that he became admirably qualified to be chemical director of Bell Telephone Laboratories, to which post he was appointed in 1925. His success as administrator of a wide area of research was quite as marked as his success as an experimental investigator.
His load at Bell Telephone Laboratories was heavy enough for any man, but by the very nature of that work it could not serve to satisfy the interest which had been aroused when Captain Vedder assigned him the problem of chasing down the cure for beriberi. So he set out to carry on that job at home as an extra-curricular activity. Needing a laboratory, he converted his garage into one. Needing a centrifuge, he confiscated his wife’s washing machine. Needing other special tools, he made them. Needing money, he confiscated his savings. Not having enough of his own, he got help from the Fleischmann Company and later from the Carnegie Corporation.
About 1928 laboratory facilities were made available at Teachers’ College at Columbia. Here he gathered about him a group of enthusiastic workers who joined with him in the pursuit of the elusive vitamin. Some were paid from the Carnegie Fund while others were, like Williams, purely volunteer workers. In this latter group was included Robert Waterman, also then of the Bell Laboratories, who started with Williams on the vitamin work in 1924 and continued on to the end. These two, together with E. R. Buchman, now of California Tech, went even further in their zeal. Soon after the group had worked out an efficient method of isolating the vitamin in September 1933, the supply of funds was cut off and these three carried on the work with their own money.
Finally the load became more than they could bear for by now Williams was faced with the dual necessity of producing crystalline vitamin and, at the same time, working on the structure. He made a deal whereby Merck & Company generously supplied crystalline vitamin isolated by the Williams process and provided splendid laboratory facilities for the work on structure. Merck gambled real money on Williams, but the gamble paid off handsomely. By 1936 the structure was determined and synthesis achieved. All of this had been done while he was still carrying his full-time job in the Bell Telephone Laboratories.
Williams’ early experience with patents had taught him the necessity of securing adequate protection as a means to ensure sound development. He did not want to exploit the patents for himself nor did he want anyone else to get an unfair advantage from them. Fortunately, Research Corporation, founded by Frederick G. Cottrell, provided a mechanism which had been designed to meet this kind of situation. In 1935 Williams turned over all of his patent rights in relation to the vitamin project under an arrangenfent which would ensure that the profits coming to Research Corporation would go to the good purposes in which they engage as supporters of research, and that only a small share should return to him and his colleagues. The major portion of the royalties were placed in a special fund administered jointly by Research Corporation and the inventing group entitled “ The Wil- liams-Waterman Fund for the Combat of Dietary Diseases” . Since its inception in 1939, more than half a million dollars has been spent by this fund for research in the field of nutrition. There is every indication that the good work will be kept up.
But even when the manufacture was on a commercial scale, Williams was still faced with the problem of making certain that the public would get effective benefit of the work he had done in a surer way than by depending upon them to buy pills in the drug store. Through National Research Council’s Food and Nutrition Board, he promoted the incorporation of vitamin Bi in wheat flour which made it automatically available to substantially the whole population of the country.
World War II brought a heavy impact on every member of Bell Telephone Laboratories, and Wiljiams was no exception. His demonstrated abilities and special knowledge in two very different fields brought demands to play a key part in each. The Rubber Director called for his services to supervise the fundamental research program on synthetic rubber. Oh the other hand, he was needed as chairman of the Cereal Committee of the Food and Nutrition Board. Both of these responsibilities he discharged
with distinction while he continued as chemical director of Bell Telephone Laboratories, with its heavy load of war research under his supervision.
When the war was finally over, Williams asked for retirement, not to stop work but in order to devote all of his time to administration of the Williams-Waterman Fund, to serve as scientific adviser to the Research Corporation, and to continue work in the Food and Nutrition Board. These are his present activities.
So we find Robert Williams well on the way to carrying back to his starting place the solution of the problem on which he embarked thirty-six years ago. Decorations have been bestowed upon him and he has been given honorary degrees by Ottawa University, Ohio Wesleyan University, Columbia, Yale, and the University of Chicago. He could well be excused for resting on his laurels, but there is no end to the road which he travels, for inside him is something that will continue to impel him as long as he lives.
Perkin Medalists
1900 S i r W i l l i a m H. P e r k i n1908 J. B. F. I I e r r e s h o f f1909 A r n o B e h r1910 E. G . Aciieson1911 Charles M . IIall1912 H erman Frascii1913 James Gayley1914 John W. Hyatt1915 E dward W eston1916 Leo H. Baekeland1917 E r n s t T w i t c h e l l1918 A uguste J. R ossi1919 F. G . Cottrell1920 C harles F. Chandler1921 W illis R. W hitney1922 W illiam M. B urton1923 M ilton C. W hitaker1924 Frederick M. Becket1925 H ugh K. M oore1926 R. B. M o o r e1927 John E. T eeple
19281929193019311932193319341935193619371938193919401941194219431944194519461947
I r v i n g L a n g m u i r E . C . S u l l i v a n H e r b e r t H . D o w A r t h u r D . L i t t l e C h a r l e s F . B u r g e s s G e o r g e O e n s l a g e r C o l i n G . F i n k G e o r g e O . C u r m k , J r . W a r r e n K . L e w i s T h o m a s M i d g l e y , J r . F r a n k J . T o n e W a l t e r S . L a n d i s C h a r l e s M . A . S t i n e J o h n V . N . D o r r M a r t i n H . I t t n e r R o b e r t E . W i l s o n G a s t o n F . D u B o i s E l m e r K . B o l t o n F r a n c i s C . F r a r y R o b e r t R . W i l l i a m s
Charles Glen King stated that a study of the eighty scientific papers published by Williams will bring out many points of interest to his fellow chemists. Two strong features of his scientific career are revealed in his first two publications. One is a practical turn of mind, shown by his article in the Philippine Journal of Science in 1911, entitled “ Economic Possibilities of Mangrove Swamps” . The second is a concern for health in general and vitamin Bi in particular; the title of the succeeding paper in 1912 is “ Contribution to the Etiology of Beriberi” . The coauthors should be noted because they, too, are well known in the early history of beriberi, W. P. Chamberlain and E. B. Vedder.
A series of papers dealing chiefly with vitamin B then appeared, with scarcely an interruption to mark his transfer to the Bureau of Chemistry in Washington in 1915. The move is evident merely in the appearance of his papers in the Journal of Biological Chemistry after 1916. A notable feature of his tenure with the Bell Telephone Laboratories after 1925 was a parallel appointment as Research Associate at Columbia University. This arrangement made possible continued explorations regarding his beloved vitamin Bi on an overtime basis, as a hobby. Many of the intervening papers until 1926 were written with a single authorship, but with the move to New York, we see a new name to conjure with on many manuscripts—Robert E. Waterman who, incidentally, married Robert Williams’ daughter.
The transition from personal drive, in a temporary garage laboratory, to cooperative success in a 26-year struggle, brought into the picture a select group of additional collaborators. Among them one must mention at least Walter Eddy, Samuel Gurin, J. C. Keresztesy, A. E. Ruehle, E. R. Buchman, M. G. Vorhaus. J. K. Kline, J. Finkelstein, and Hans Clarke. In clinical work ana writing he joined forces, also, with Tom Spies.
In 1926 the Dutch chemists, Donath and Jansen, described the isolation of vitamin Bi. but the yields by their procedure were exceedingly small. Williams and his collaborators succeeded in raising the yield to about 5 grams per ton of rice polishings, and pressed on rapidly to establish the structure and accomplish a complete synthesis. Key papers appeared in 1930 (J. Biol. Chem.. 87, 559) and 1934 (J. Am. Chem. Soc., 56, 1187), but the classical studies of structure and synthesis appeared chiefly in a series of ninteen papers, stretching through the years 1935-37. This series of papers records a brilliant sequence of steps by which the vitamin fragments were identified after degradation, and from the clues thus supplied, synthesis with good yield was accomplished.
Patents were secured at successive stages and the results were
464 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
published in detail as the work developed. The patents were in turn assigned to Research Corporation under agreements to prevent monopoly control and to protect public interest. Under the arrangements made, manufacture has grown as follows:Production, Cost Production, CostKilograms per Gram Year Kilograms per Gram Year
3 $7.98 1936 15,083 $0.68 194155 6 .39 1937 26.S70 0 .43 1942
337 3 .52 1938 56,243 0 .27 1943954 1.83 1939 69,500 0 .1 8 1944
1993 1.44 1940 77,130 0 .16 1945
By rough calculation, the amount of synthetic vitamin Bi produced in the United States in 1945, under the patents just referred to, would provide a liberal allowance through a full year for about 15,000,000 people. The contribution to health that will result from such manufacture will depend upon how it is used, but one can scarcely doubt its serving a useful purpose, both in the food industry and in medical practice.
Williams is chairman of the committee that administers the- Williams-Waterman Fund for the Combat of Dietary Diseases in the public interest. His collaborators, Waterman and Buchman, are also members of the committee, in association with six others. Since 1940 the reserve capital of the fund has grown steadily, though grants have already reached about one-half million dollars. Support is given chiefly to basic research projects in the science of nutrition and to projects that offer an opportunity to improve public health by a more intelligent use of food. More than thirty universities and related institutions have been aided by these grants.
The generous spirit and remarkable foresight that the inventors have shown in setting up the Williams-Waterman Fund furnish an inspiration to their fellow scientists in particular and, in no small measure, to all their fellow men. Seldom do we have an opportunity to honor a fellow chemist who has accomplished his scientific work so well, or with a spirit that carries so much inspiration.
SYNTHETIC VITAMINS and HUMAN NUTRITION
NO DOUBT the principal motivation of the many genuine scientists who have con
cerned themselves with vitamins has been curiosity as to how these pinches of stuff work and why we need them. This curiosity has been greatly rewarded though not yet satisfied. The vitamins have furnished several new and important chapters of enzymology, a book which has only begun to be written. The first chapter told us that enzymes are proteins, though that was for a long time controversial. It also furnished the concept, but not the specific evidence, that enzymes work by combining temporarily with successive molecules of the substrate and thereby energize each to chemical action and to passing on to the next. It is like the thrill of partner after partner in a Virginia reel.
It was not, however, till the vitamins came on the stage that we were able to identify the hands of an enzyme through which it exerted its thrill. First, riboflavin and later, and even more explicitly, thiamine were shown to be coenzymes, detachable members of enzymes, simple enough for us to learn their structure and synthesize them, yet potent enough for the functioning of the giant enzyme itself. If a solution of carboxylase, the enzyme which decarboxylates alpha keto acids, is dialyzed, the diffusate contains the small molecules of thiamine pyrophosphate, cocarboxylase, which have passed through the membrane. The di- alyzate retains the big molecules of the apoenzyme, a protein. Neither one works. If they are recombined, the activity is restored.
ENZYMOLOGY.Almost all of the B vitamins have now been shown to enact such
a role of coenzyme. In many instances analysis of body fluids of men or animals suffering from deficiency shows that the specific chemical reaction which the enzyme in question promotes in normal life has come to a halt in disease. An almost endless vista of opportunities is presented for using these vitamins to discover what reactions go on in the body and by what succession of steps the transformations of living cells occur. There are thousands of enzymes, each more or. less specific in action. Some may be substitutes to be used in case the leading player is put out of action. Hundreds of enzymes, however, belong to the first-string squad. Some vitamins play the part of coenzyme to more than one enzyme system.
A second and most significant consequence of this chapter of enzymology is the proof which has been afforded of the biochemical kinship of all or nearly all living things. We are discernibly
Robert R. Williams related biochemically to the vegetables we eat, to the bacteria that' infect our bloodstreams, to the insects that plague us. We
find the same enzymes which man uses also in the cells of living things whose progenitors presumably antedated man by hundreds of millions of years. The chemical descent of man extends his perception of kinships and his sense of the trends of evolution through far greater ranges than the anatomical evidence with which Darwin had largely to be content. It tells us where we have come from and, if we read it wisely and well, it may also tell us much about where we are going. It provides a possible new basis for sociology, so far almost completely ignored.
Further outgrowths of vitamin knowledge are still sprouting. One ought at least to mention the antivitamins. The first to be noted was sulfanilimide which proved to be an antivitamin for p- aminobenzoic acid. The two are identical in every way except for replacement of the carboxyl group by a sulfonamide group. Apparently either is capable of fitting itself to the apoenzyme so that the two compete with each other in forming this alliance. However, when paired with p-aminobenzoic acid, the apoenzyme performs an enzyme function; when paired with sulfanilimide it does not. In this way sulfanilimide is believed to effect bacteri- ostasis—that is, by impairing an enzyme function essential for the life and growth of the bacterium. Out of this has grown an entirely new philosophy of chemotherapy.
Many other antivitamins are now known. They have arisen from the study of the analogs of the vitamins. In a few instances a substance which closely resembles a given vitamin in structure acts more or less effectually as a vitamin; much more frequently the resemblance is sufficient to permit it to combine with the apoenzyme but not to permit the pair to act on the substrate. In general, the near-vitamins are accordingly antivitamins. More of either vitamin or antivitamin can offset the action of the other.
This thumbnail sketch of vitamin history would be distorted if mention were omitted of an excursion into genetics. As Beadle first showed, the genes of microorganisms can be modified by exposure to x-rays so that among the surviving organisms are found some individuals which have lost a chemical mechanism possessed by the mother organism. Subsequent generations breed true to the characteristics of the mutant strain. In this way new organisms can be generated with a great variety of biochemical modifications. Each becomes useful for the study of the course of a particular biochemical process. The geneticists are greatly interested, for these findings tend to confirm the conjecture that
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 465
each gene is an enzyme and the chromosome is a bundle of chemical agents which represent the sum total of heredity.
PRACTICAL ASPECTS
So much for the scientific and philosophical implications of the vitamins. However, I do not share the view of a legendary- German professor who thanked God that no discovery of his had been prostituted to practical use. I value the synthesis of vitamins for being useful as well as for enlarging our horizons. From the beginning we wanted them pure in the hope they would thus be more effective therapeutic agents for deficiency diseases. In one sense they have proved so; in another, the problem was complicated by further discovery. The vitamin B which we once worshipped as Jove has turned out to be a pantheon of divinities. We must invoke them all to effect complete healing. Yet we have gained much to have learned their names and their realms. Still others await identification.
However, some forty years of vitamin history now clearly suggest prevention, not healing, of deficiency disease as the primary goal to be sought. Before this could be practically attained by the synthetic route, it was necessary for the vitamins to become cheap, a result which could come only through expanding production. It is a matter of pride that thiamine production and pricing have, to a degree, set the pattern for other vitamins. The first kilogram or two of the synthetic article sold for 10 dollars a gram. This seemed cheap by comparison with the natural substance in pure form which cost over 300 dollars a gram, even when produced on a relatively large scale. However, the price of synthetic thiamine swiftly declined to 1 dollar and then more slowly to a level of 16 cents in recent years when the annual volume of production in the United States has exceeded 50 metric tons.
In fostering the fortification of staple foods, we have had a great deal of help from the medical profession, but many fail to sense the difference between measures which tend to become self- propagating and those which require persistent external pressure. The businessman senses this immediately. Typically the doctor wants to incarcerate his patient in a hospital and there subject him to various expedients under controlled conditions. If the findings are positive, the results should be published and that is enough; he is not greatly concerned as to whether or how soon the findings are put into general use. Only the physician with public health leanings or experience readily grasps the prime problem of correcting staple foods as they pass into the channels of trade. The correction of staple foods may be compared with the chlorination of water. One would scarcely round up a few patients in a hospital and give them chlorinated water as a test. The essence of both problems is the mass application of the measures. Can a thorough job be done when dealing with an entire population? Can efficiency, honesty, and public acceptability be maintained year in and year out, and what are the costs and the results when this is done?
ENRICHMENT WITH VITAMINS
The principal opposition to the so-called enrichment of bread and flour has, however, come from the perfectionists. This group, which includes many nutritionists, physiologists, and biochemists of high standing, argue with formal logic that the proper correction for white flour and bread is to use the whole grain. Why take the vitamins out and then add the synthetic articles? The number of these objectors in the United States is not large and is gradually diminishing. There is a larger proportion of them in Canada and still larger in England. '
If one were feeding dumb animals which are without means of effective protest, this might well be the answer. Humans, however, will normally eat what they like and complain if deprived of it. Ninety-eight per cent of the flour sold in the United States is white, and substantial alteration of this fact will require many years and more persuasion than the nutritionists of the country can muster.
In the United States about 75% of the white bread and family flour has been enriched for the past three years or more. This is excellent progress since the practice began in 1941. In Canada the use of long extraction flour has been officially favored but, according to Canadian millers, has actually been adopted to the extent of only about 7% of the output. In England conservation of wheat was vital during the war on account of shortage of ocean tonnage. The millers and bakers were encouraged, first by appeal and later by legal mandate, to make and to use long extraction flour comprising 85% of the grain instead of 72%. The success of the authorities with this measure in wartime predisposes many English scientists to believe that it can be maintained in peace. However, that remains to be seen. The British did an amazingly good job of sustaining the nutritional adequacy of the dietary during the war. It was, however, very monotonous and unattractive and still remains so. Tisdall of Toronto tells of the avidity with which Englishmen embarking for the United States during the war attacked the tasty white bread offered on shipboard.
PREVENTION OF DEFICIENCY DISEASES
The complete category of vitamins of the B group is not yet commercially and cheaply available. Protest has been raised that the addition of thiamine, riboflavin, nicotinic acid, and iron misses some of the nutrients which whole wheat would supply. This is true, but do we fail to get adequate supplies of the other B vitamins from other foods? There are five deficiency diseases which have been known for centuries, have acquired household names in all languages, and are still found, at least in mild forms, among American populations in recent times. Is it not good sense to eradicate these diseases by the most expeditious means available, especially since deficiency diseases traceable to lack of the other vitamins are still rare or unknown in a practical sense? If they appear later, we may have the means to master them. Let us cross one bridge at a time.
The fear has been expressed that fortification of staples with synthetics will lead to indiscriminate fortification or other sophistication of all our natural foods. This fear was foreseen by the Food and Nutrition Board of our National Research Council in 1941. In a carefully elaborated and much discussed resolution the board declared itself in favor of such additions only to those foods which are effective vehicles for distribution of a particular nutrient to a significant segment of population. Specifically the following additions were endorsed and no other: vitamin A to oleomargarine, vitamin D to milk, iodine to salt, and thiamine, riboflavin, nicotinic acid, and iron to white bread, white flour, and com meal.
Enrichment of white bread and flour can be regarded only as cheap insurance for substantially the entire American people against deficiencies of the nutrients added. It costs Americans about 20 cents per capita and is worth it, though it will not prevent cancer, falling hair, or labor troubles.
The need for such insurance is indicated by the widespread occurrence in clinical practice of conditions which respond to vitamin therapy. Statistically there is a certain probability of these deficiency conditions affecting individuals in every level of society, but it is higher among low income people. Daily dosing with vitamin tablets would not have become so prevalent if there were not something in it. The truth lies somewhere between the panegyrics of the radio advertisers and the denunciations of vitamin purveyors by the iconoclasts. Vitamin tablets are harmless and we can safely allow the public to decide how much benefit it derives and how much it is willing to pay. Many scientists use them and feel that they benefit. It is folly to assume blandly that human diets are adequate without them. Manufacturers of animal feeds find it necessary to incorporate synthetics in order to get the best results. Furthermore, let anyone who thinks his own diet is adequate try feeding it to rats. He is almost certain to encounter failure of reproduction in the second or third genera
466 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
tion. How many human mothers are capable of nursing their babies? If resort to the bottle were prohibited, how much rise in infant mortality would result? The wiseacres of nutrition today may put themselves in the position of those of a generation ago who asserted that calories, minerals, and an assortment of amino acids constituted a complete diet. It is wiser to await further experiment and experience before adopting a negative attitude.
ENRICHM ENT O F CO RN A N D RICE
Enrichment of com meal is virtually unopposed because of the long past association of pellagra with corn diets. Corn, according to the latest evidence, is not only low in nicotinic acid, the antipellagra vitamin, but is also low in tryptophan which seems to be a precursor of nicotinic acid in the rat. According to Wooley, com also contains an antivitamin (a substance similar to nicotinic acid) which competitively fakes its role in an enzyme system but cannot do its wrork. Com enrichment is progressing slowly in comparison with wheat, simply because a large part of the corn meal of our South, where it is a staple, is produced by thousands of small mills. It will take a long time to educate all these millers. This constitutes an excellent example of the fact that the organization of a food industry determines the feasibility of a particular public health measure far more than do the cold scientific facts about nutritional needs.
Beriberi is the oldest and most widespread of the deficiency diseases. It is particularly prevalent in the Orient where rice is the staple grain. There is a great deal of interest in the nutritional improvement of rice in the United States, largely as an outgrowth of bread and flour enrichment. Beriberi and white rice had become intimately associated in the popular mind. Under the impetus of the interest of the industry and without official pressure from government or nutrition organizations, a large fraction of the rice produced here is now being improved either by parboiling or by artificial enrichment. Parboiling is an ancient traditional practice in India whereby rice is first soaked in hot water in the husk and then dried and milled. This saves labor in hand milling, but we now know also that during steeping the vitamins of the bran coats soak into the interior of the grain and, under favorable circumstances, are conserved to the extent of 50 to 75% of the total.
Large scale experimental projects for the fortification of rice are being planned in China and the Philippines. A process such as parboiling which conserves the native vitamins seems’ logical for the Orient, but surprisingly it costs more than artificial fortification and requires a much greater initial investment where the climate does not permit reliance on sun drying as in India. It seems feasible to introduce artificial fortification for Asiatic cities and more modernized areas in the next few years. Low per- capita costs of the order of 25 cents a year make it possible. The process is greatly cheapened by highly fortifying 0.5% of the grain and adding this “premix” to 199 parts of ordinary white rice.
In more remote areas where introduction of a modern western process would be difficult, more primitive methods of milling tend to prevail and the bran is less completely removed. However, the use of primitive methods is steadily retreating. It has almost disappeared in the Philippines and in urbanized areas of China. Western rice milling machinery predominates throughout the lower Yangtse valley. Use of undermilled or brown rice is already a dead letter in areas where white rice is available in competition. K. C. Wu, mayor of Shanghai, is an ardent advocate of brown rice but admits he has had no success in promoting its use. Reactions of rice eaters and those of wheat eaters reveal a remarkable parallelism.
H U M A N R ELA TIO N S
The realist will ask what will happen to the already overcrowded populations of Oriental countries if, by introducing preventive medicine, an occidental death rate is superimposed on an
oriental birth rate. It is a valid and vital question which oriental leaders must face. However, even the most realistic realist will scarcely advocate the deliberate perpetuation of disease as a limit on population. The only alternative solution is a somewhat remote one—namely, the introduction of scientific methods to expand production until a standard of living and of education is attained which brings with it an automatic check on the birth rate, such as we have seen in western countries. One can take comfort in the fact that preventive medicine in general raises productive efficiency as well as, or even more than, the birth rate. India, for example, where the mean span of life is 27 years as compared with 60 in the United States, wastes her substance in rearing hordes of people only to have them cut off after relatively few productive years. In addition, it is conspicuously true of the deficiency diseases that they are rarely severe enough to kill. For the most part they merely impair efficiency throughout life.
With war clouds increasingly threatening our civilization, many scientific minds are straying from their studies of the physical world to problems of human relations. Most scientists have devoted the major part of their energies to the promotion of knowledge and the advance of the technology of production. They take pride in it and point to the luxuriant variety of new products which characterizes our age. These new industries furnish employment to millions, and our expanding economy makes possible our high and still rising standard of living. Each successful venture into the unknown brings new fields of exploration into view. Technical successes grow by geometrical progression.
No limit is discernible to further development—no limit but that suggested by the sight of war’s desolation. Those of us who visited the vast areas of devastation in Europe or in Asia must experience a wavering of faith in the future. Nought we can do will bring the dead back to life or mend crippled limbs and blinded eyes. What can be done, perhaps, is to restore the wasted fields, rebuild the bombed homes and factories, restabilize the inflated currencies, reorganize the stagnant industries, reequip the schools, and set the ordered processes of life once more in motion. Many years, however, will be required to repair the damage which still remains.
What if that should come to our shores? Would not the technological advances we shall make in the meantime then seem paltry by comparison? Shall we still suppose we can keep out of the next conflagration as many supposed we could five years ago? Hard sense tells us that all else ranks as secondary in importance to the attainment of international understanding, if that is possible, and to the cultivation of good will among men.
Among the most useful and least controversial instruments for good will among nations is the spread of public health measures and the betterment of food supply among the less favored. Conquest of disease and famine, like love of children, is a common denominator for mankind. Stability of society demands satisfaction of hunger, and a well-nigh universal sense of justice revolts at starvation for some amidst plenty for others. The resources of modern technology make readily possible the universal satisfaction of man’s elemental needs for food if we can find means to effect reasonable distribution rather than allow plenty and want to exist side by side. This is the central theme of the Food and Agriculture Organization of United Nations ably led by John Orr. It appeals to me tremendously though I prefer to rely on freedom of trade rather than governmental compulsions to achieve it. At all events I am happy at the prospect that synthetic vitamins may play a part in equalizing the adequacy of food supply for mankind. For the long pull the chemical factory will inevitably supplement the farm, as well as use the products of the farm, in averting Malthusian disaster to the race. At the same time sharing of our scientific knowledge will advance our sense of brotherhood and contribute an element of insurance against race destruction.
Wartime Development of Insecticides
H. L. HALLERUnited States Department o f Agriculture, Bureau of Entomology
and Plant Quarantine, Beltsville, Md.
Interest in insecticides was stimulated in recent years by a number of events. Among the more important were the shortage during the war of several of the standard agricultural insecticides and the need for belter products to control insects and related arthropods affecting the health of both our armed forces and civilian population. Lead, arsenic, and fluorine compounds, derris, pyrcthrum, and nicotine were relied upon to control most of the injurious insects, and copper and sulfur compounds were the principal fungicides. The diversion of large quantities of the inorganic insecticide components to war production and the reduction in imports of pyrcthrum and rotenonc greatly intensified the need for new chemicals for fighting insect pests. Because inorganic compounds are more likely to j>resent spray-residue problems and because of the potential industrial availability of a vast number of organic compounds, the search for new insecticides is among
organic products. In the selection of compounds suitable for testing, the structures possessed by the highly effective naturally occurring insecticides, nicotine, pyrcthrins, and rotenonc, have served as a pattern for some of the work with synthetic materials. In addition many compounds unrelated to the insecticides of natural origin were tested- One of these, a dichlorodiphenyltrichloroethane known as; DDT, merited considerable attention during the last three years. More recently other chlorinated hydrocarbons were shown to be promising insecticides. The chemistry of some of them, the entomological results obtained with DDT and some of its analogs and with benzene hexachloride against several species of insects, the effect of changes in the structure of nicotine, pyrethrins, and rotenone with respect to insecticidal properties of the resulting compounds, and other progress made in recent years in the chemical phases of economic entomology are presented.
T HE war demands for arsenic and lead threatened for a time the supply of one of our major groups of insecticides, the ar- senicals. The demands for copper depleted our supply of Paris
green and copper fungicides. Of the more important insecticidal plants—pyrethrum, tobacco, and the rotenone-containing plants, derris and lonchocarpus—only tobacco is produced commercially in this country. More than 90% of our pyrethrum comes from Kenya Colony, British East Africa. Shipping interference and adverse growing conditions reduced the imports of this important insecticide, and at the same time the military demands for it increased greatly. Most of our derris comes from British Malaya and the Dutch East Indies, and lonchocarpus is imported from South America. With the fall of Singapore to the Japanese the shipments of derris ceased and the imports of lonchocarpus were insufficient to meet wartime agricultural demands.
With the diversion of large quantities of the inorganic insecticide components—lead, arsenic, and copper—to war production, and with the great reduction in imports of plant insecticides, the need for new chemicals for fighting insect pests was urgent. The availability for industrial use of a vast number of organic products and the fact that they are less likely to present spray- residue problems than are the inorganic compounds directed the development of new insecticides towards the utilization of organic compounds. The question naturally arises: What types of atoms or groupings are needed to produce organic compounds toxic to insect pests? This broad question presents the problem in its most general aspect. It does not take into consideration the mode of action of insecticides—that is, whether the compound acts as a fumigant, a contact insecticide, or a stomach poison— nor does it take into account the various kinds of destructive insects.
In his search for organic compounds of high insecticidal value the chemist has been compelled to work largely by the method of trial and error. A number of attempts have been made to establish a relation between chemical constitution and insecticidal action, but our knowledge in this field is limited. In the course of
extensive studies to develop new mothproofing agents, Läuger, Martin, and Müller {S3, SJt) advanced a working hypothesis which led to the discovery of DDT as an insecticide. They concluded that an insecticide must have at least two components, a toxic portion and a means for transporting it to a vulnerable part of the insect. Their work on mothproofing agents had indicated that the bis(p-ehlorophenyl) grouping was toxic; for example, they had found that bis(p-chlorophenyl)sulfone was an effective stomach poison. This compound was modified by the substitution of the lipoid-solubilizing 2-tricliloroethyl group for the polar sulfone group, and the compound now known as DDT resulted. Although this line of reasoning was followed in the discovery of DDT, the mode of insecticidal action of DDT is not yet clearly understood, and Martin and Wain {41) suggested that the toxic portion of the DDT molecule is the trichloroethyl group and that the chlorophenyl rings provide lipoid solubility.
In selecting synthetic compounds suitable for testing as insecticides, it is reasonable to choose structures such as those present in the highly effective naturally occurring insecticides nicotine, the pyrethrins, and rotenone. All three possess complicated structural formulas, and a comparison of them reveals no common grouping to which insecticidal action might be attributed.
Nicotine has been synthesized in the laboratory {44), but the prospects are not bright for its commercial manufacture. The structures of the pyrethrins {51) and rotenone {36, S7, 88) are so complicated that there is little hope for their synthesis in the laboratory, much less on a commercial scale. Such attempts as have been made to prepare simple derivatives of the pyrethrins and rotenone with equal or increased insecticidal action have generally met with failure. Attempts to prepare insecticidal compounds related to nicotine have also in general been unsuccessful, with the exception of the isomeric neonicotine.
The fact that the pyrethrins, rotenone, and nicotine possess complicated structures is no reason for assuming that an organic compound must be a large molecule or have a complicated structure to be a good insecticide. This is amply demonstrated by the
467
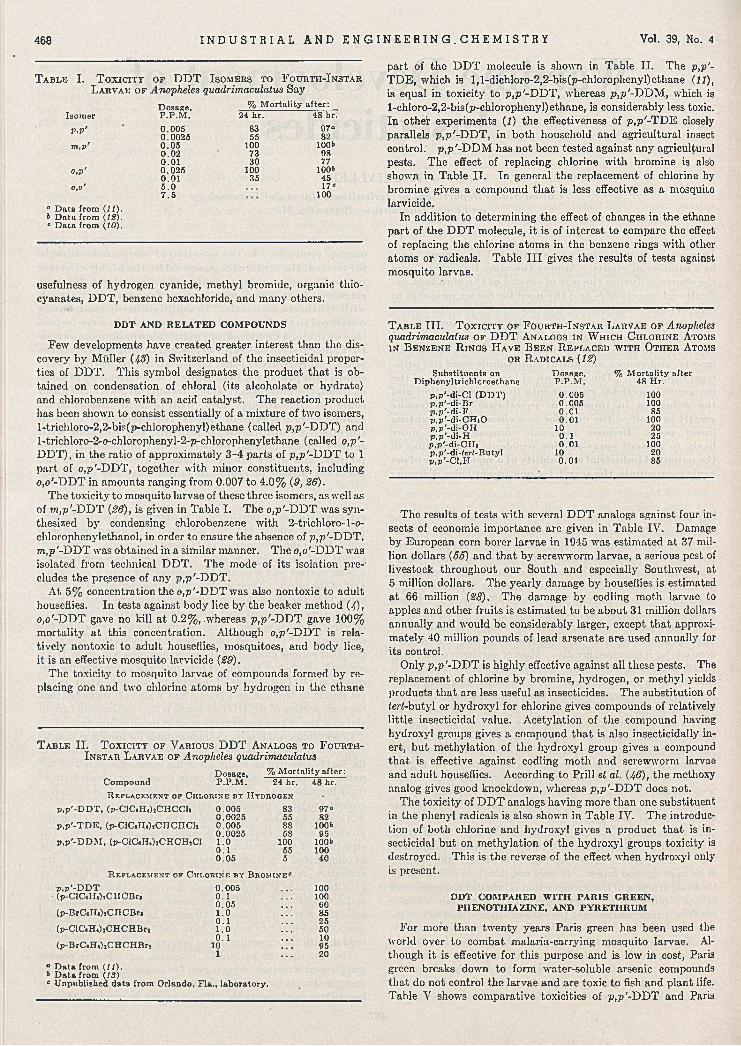
468 I N D U S T R I A L A N D E N G I N E E R IN G . C H E M I S T R Y Vol. 39, No. 4
T a b l e I. T o x i c i t y o f DDT I s o m e r s t o F o t j r t h - I n s t a r L a r v a e o f Anopheles quadrimaculatus Say
° Data from (11). & Data from (12). c Data from (10).
Dosage, % M ortality after:Isomer P .P .M . 24 hr. 48 hr.
P.P' 0 .005 83 97°0.0025 55 82
m,p' 0 .0 5 100 10060 .02 73 980 .01 30 77
o,p ' 0 .025 100 10060.01 35 45
o,o’ 5 .0 17«7 .5 100
usefulness of hydrogen cyanide, methyl bromide, organic thio- cyanates, DDT, benzene hexachloride, and many others.
part of the DDT molecule is shown in Table II. The p,p'- TDE, which is l,l-dichloro-2,2-bis(p-chlorophenyl)ethane (11), is equal in toxicity to p,p'-DDT, whereas p,p'-DDM, which isl-chloro-2,2-bis(p-chlorophenyl) ethane, is considerably less toxic. In othèt experiments (1) the effectiveness of p,p'-TDE closely parallels p,p'-DDT, in both household and agricultural insect control. p,p'-DDM has not been tested against any agricultural pests. The effect of replacing chlorine with bromine is also shown in Table II. In general the replacement of chlorine by bromine gives a compound that is less effective as a mosquito larvicide.
In addition to determining the effect of changes in the ethane part of the DDT molecule, it is of interest to compare the effect of replacing the chlorine atoms in the benzene rings with other atoms or radicals. Table III gives the results of tests against mosquito larvae.
DDT AND RELATED COMPOUNDS
Few developments have created greater interest than the discovery by Muller (43) in Switzerland of the insecticidal properties of DDT. This symbol designates the product that is obtained on condensation of chloral (its alcohólate or hydrate) and chlorobenzene with an acid catalyst. The reaction product has been shown to consist essentially of a mixture of two isomers, l-trichloro-2,2-bis(p-chlorophenyl)ethane (called p,p'-DDT) and l-trichloro-2-o-chlorophenyl-2-p-chlorophenylethane (called o,p'- DDT), in the ratio of approximately 3-4 parts of p,p'-DDT to 1 part of o,p '-DDT, together with minor constituents, including o,o'-DDT in amounts ranging from 0.007 to 4.0% (9, 96).
The toxicity to mosquito larvae of these three isomers, as well as of m,p'-DDT (96), is given in Table I. The o,p'-DDT was synthesized by condensing chlorobenzene with 2-trichloro-l-o- chlorophenylethanol, in order to ensure the absence of p,p'-DDT. m,p'-DDT was obtained in a similar manner. The o,o'-DDT was isolated from technical DDT. The mode of its isolation precludes the presence of any p,p'-DDT.
At 5% concentration the o,p'-DDT was also non toxic to adult houseflies. In tests against body lice by the beaker method (4), o,o'-DDT gave no kill at 0.2%, .whereas p,p'-DDT gave 100% mortality at this concentration. Although o,p'-DDT is relatively nontoxic to adult houseflies, mosquitoes, and body lice, it is an effective mosquito larvicide (99).
The toxicity to mosquito larvae of compounds formed by replacing one and two chlorine atoms by hydrogen in the ethane
T a b l e II. T o x i c i t y o f V a r i o u s DDT A n a l o g s t o F o u r t h - I n s t a r L a r v a e o f Anopheles quadrimaculatus
Dosage, % M ortality after: Com pound P .P .M . 24 hr. 48 hr.
R e p l a c e m e n t o f C h l o r i n e n r H y d r o g e n
p ,p '-D D T , (p-C1C.H ()iCHCC1i
p ,p '-T D E , (p-C1C.H .),CH CH C1i
p .p '-D D M , (p-ClC iH «)jC H C H jC l
0 .0050.00250 .0050.00251.00.10 .0 5
83558858
100555
97°82
100695
1006100
40
R e p l a c e m e n t o f C i i l o r i n e b y B r o m i n e '
p ,p '-D D T • (p -C lC iH .).C IIC B r,
(p-BrCsH i)jCIICBri
(p -C lC .H d îC H C H B n
(p-B rC iH i)iC H C H B rj
0 .0050.10 .0 51.00.11 .00 .1
101
100100
eo852550109520
° Data from (11).6 Data from (is)° Unpublished data from Orlando, Fla., laboratory.
T a b l e I I I . T o x i c i t y o f F o u r t h - I n s t a r L a r v a e o f Anopheles quadrimaculatus o f D D T A n a l o g s i n W h i c h C h l o r i n e A to m s in B e n z e n e R i n g s H a v e B e e n R e p l a c e d w i t h O t h e r A to m s
o r R a d i c a l s (12)Substituents on Dosage, % M ortality after
Diphenyltrichloroethane P .P .M . 48 Hr.p ,p '-d i-C l (D D T ) 0 .005 100p ,p '-d i-B r 0 .005 100p ,p '-d i-F 0 ,0 1 85p .p '-d i-C H jO 0 .01 100p .p '-d i-O H 10 20p ,p '-d i-H 0 .1 25p .p '-d i-C H , 0 .0 1 100p,p '-d i-/erf-Butyl 10 20p .p '-C IJ i 0 .01 85
The results of tests with several DDT analogs against four insects of economic importance are given in Table IV. Damage by European corn borer larvae in 1945 was estimated at 37 million dollars (65) and that by screwworm larvae, a serious pest of livestock throughout our South and especially Southwest, at 5 million dollars. The yearly damage by houseflies is estimated at 66 million (28). The damage by codling moth larvae to apples and other fruits is estimated to be about 31 million dollars annually and would be considerably larger, except that approximately 40 million pounds of lead arsenate are used annually for its control.
Only p,p'-DDT is highly effective against all these pests. The replacement of chlorine by bromine, hydrogen, or methyl yields products that are less useful as insecticides. The substitution of ieri-butyl or hydroxyl for chlorine gives compounds of relatively little insecticidal value. Acetylation of the compound having hydroxyl groups gives a compound that is also insecticidally inert, but methylation of the hydroxyl group gives a compound that is effective against codling moth and screwworm larvae and adult houseflies. According to Prill el al. (46), the methoxy analog gives good knockdown, whereas p,p'-DDT does not.
The toxicity of DDT analogs having more than one substituent in the phenyl radicals is also shown in Table IV. The introduction of both chlorine and hydroxyl gives a product that is insecticidal but on methylation of the hydroxyl groups toxicity is destroyed. This is the reverse of the effect when hydroxyl only is present.
DDT COMPARED WITH PARIS GREEN, PIIENOTHIAZINE, AND PYRETIIRUM
For more than twenty years Paris green has been used the world over to combat malaria-carrying mosquito larvae. Although it is effective for this purpose and is low in cost, Paris green breaks down to form water-soluble arsenic compounds that do not control the larvae and are toxic to fish and plant life. Table V shows comparative toxicities of p,p'-DDT and Paris
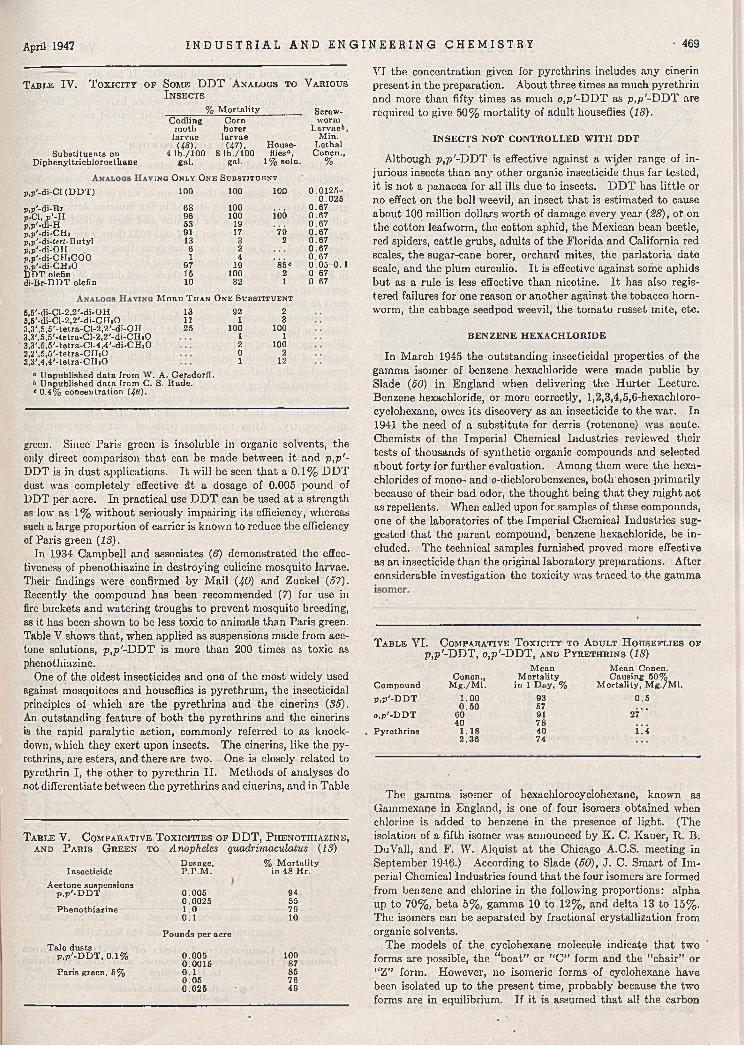
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 469
T a b l e I V . T o x i c i t y o f S o m e D D T A n a l o g s t o V a r i o u s
Substituents on Diphenyl trichloroethane
p.p'-di-Cl (D D T )
p,p'-di-Brp-Cl, p '-Hp,p'-di-Hp.p'-di-CH*p,p'-di-i«ri-Butylp,p'-di-OHp,p'-di-CHjCOOp.p'-di-CHiODDT olefindi-Br-DDT olefin
5,5'-di-Cl-2,2'-di-OH 5,5 '-d i-C l-2,2 '-d i-C H ,0 3,3 ',5,5'-tetra-Cl-2,2 '-di-OH 3,3/,5,5/-tetra-C l-2,2 '-di-CH iO 3,3 ',5,5'-tetra-Cl-4,4 '-di-CH iO 2,2/,5l5 '-tetra-CH iO 3,3',4,4'-tetra-CHiO
0 Unpublished data from W . A. GersdorfT.*> Unpublished data from C. S. Rude.c 0 .4% concentration (46).
I n s e c t s
% M ortality Screw-Codling Corn worm
moth borer Larvae*»,larvae larvae M in.
(48), (47), House Lethal4 lb./lOO 8 lb./lOO flies0,
1% soin.Concn.,
gal. gal. %
iNQ O n l y O n e S u b s t i t u e n t
100 100 100 0 .0 1 2 5 -0 .025
68 100 0 .6796 100 i ô ô 0 .6753 19 0 .6 791 17 79 0 .6713 3 2 0 .676 2 0 .671 4 0 .67
97 19 ’ ¿5 « 0 .0 5 -0 .115 100 2 0 .6710 32 1 0 .67
M o r e T h a n O n e S u b s t i t u e n t
13 92 211 1 325 100 100
1 12 1000 21 12
green. Since Paris green is insoluble in organic solvents, the only direct comparison that can be made between it and p,p'- DDT is in dust applications. It will be seen that a 0.1% DDT dust was completely effective at a dosage of 0.005 pound of DDT per acre. In practical use DDT can be used at a strength as low as 1% without seriously impairing its efficiency, whereas such a large proportion of carrier is known to reduce the efficiency of Paris green (IS).
In 1934 Campbell and associates (6) demonstrated the effectiveness of phenothiazine in destroying culicine mosquito larvae. Their findings were confirmed by Mail (40) and Zuckel (57). Recently the compound has been recommended (7) for use in fire buckets and watering troughs to prevent mosquito breeding, as it has been shown to be less toxic to animals than Paris green. Table V shows that, when applied as suspensions made from acetone solutions, p,p'-DDT is more than 200 times as toxic as phenothiazine.
One of the oldest insecticides and one of the most widely used against mosquitoes and houseflies is pyrethrum, the insecticidal principles of which are the pyrethrins and the cinerins (85). An outstanding feature of both the pyrethrins and the cinerins is the rapid paralytic action, commonly referred to as knockdown, which they exert upon insects. The cinerins, like the pyrethrins, are esters, and there are two. One is closely related to pyrethrin I, the other to pyrethrin II. Methods of analyses do not differentiate between the pyrethrins and cinerins, and in Table
T a b l e V . C o m p a r a t i v e T o x i c i t i e s o f DDT, P h e n o t h i a z i n e , a n d P a r i s G r e e n t o Anopheles quadrimaculalus (18)
InsecticideAcetone suspensions
p ,p '*D D T
Phenothiazine
T alc dusts p ,p '-D D T , 0.1%
Paris green, 5 %
Dosage,P .P .M .
0 .0050.00251.00.1
Pounds per acre
% M ortality in 48 Hr.
94557910
VI the concentration given for pyrethrins includes any cinerin present in the preparation. About three times as much pyrethrin and more than fifty times as much o,p '-DDT as p,p'-DDT are required to give 50% mortality of adult houseflies (18).
IN SE C T S N O T C O N T R O L L E D W ITH D D T
Although p,p'-DDT is effective against a wider range of injurious insects than any other organic insecticide thus far tested, it is not a panacea for all ills due to insects. DDT has little or no effect on the boll weevil, an insect that is estimated to cause about 100 million dollars worth of damage every year (88), or on the cotton leafworm, the cotton aphid, the Mexican bean beetle, red spiders, cattle grubs, adults of the Florida and California red scales, the sugar-cane borer, orchard mites, the parlatoria date scale, and the plum curculio. It is effective against some aphids but as a rule is less effective than nicotine. It has also registered failures for one reason or another against the tobacco horn- ivorm, the cabbage seedpod weevil, the tomato russet mite, etc.
BEN ZE N E H E X A C H L O R ID E
In March 1945 the outstanding insecticidal properties of the gamma isomer of benzene hexachloride were made public by Slade (50) in England when delivering the Hurter Lecture. Benzene hexachloride, or more correctly, 1,2,3,4,5,6-hexachloro- cyclohexane, owes its discovery as an insecticide to the war. In 1941 the need of a substitute for derris (rotenone) was acute. Chemists of the Imperial Chemical Industries reviewed their tests of thousands of synthetic organic compounds and selected about forty for further evaluation. Among them were the hexa- chlorides of mono- and o-dichlorobenzenes, both'chosen primarily because of their bad odor, the thought being that they might act as repellents. When called upon for samples of these compounds, one of the laboratories of the Imperial Chemical Industries suggested that the parent compound, benzene hexachloride, be included. The technical samples furnished proved more effective as an insecticide than the original laboratory preparations. After considerable investigation the toxicity was traced to the gamma
T a b l e VI. C o m p a r a t iv e T o x i c i t y t o A d u l t H o u s e f l i e s o fp,p'-DDT, o,p‘’-DDT, a n d P y r e t h r i n s (18)
M ean M ean Concn.Concn., M ortality Causing 50%
Com pound M g ./M l. in 1 D ay, % M ortality , M g ./M l.p .p '-D D T 1.00 93 0 .5
0 .5 0 57o .p '-D D T 60 91 27**
40 78Pyrethrins 1 .18 40 i ’.i
2 .36 74
0 .005 1000 .0015 870 .1 850 .05 760 .025 49
The gamma isomer of hexachlorocyclohexane, known as Gammexane in England, is one of four isomers obtained when chlorine is added to benzene in the presence of light. (The isolation of a fifth isomer was announced by K. C. Kauer, R. B. DuVall, and F. W. Alquist at the Chicago A.C.S. meeting in September 1946.) According to Slade (50), J. C. Smart of Imperial Chemical Industries found that the four isomers are formed from benzene and chlorine in the following proportions: alpha up to 70%, beta 5%, gamma 10 to 12%, and delta 13 to 15%. The isomers can be separated by fractional crystallization from organic solvents.
The models of the cyclohexane molecule indicate that two forms are possible, the “ boat” or “ C” form and the “ chair” or “ Z” form. However, no isomeric forms of cyclohexane have been isolated up to the present time, probably because the two forms are in equilibrium. If it is assumed that all the carbon
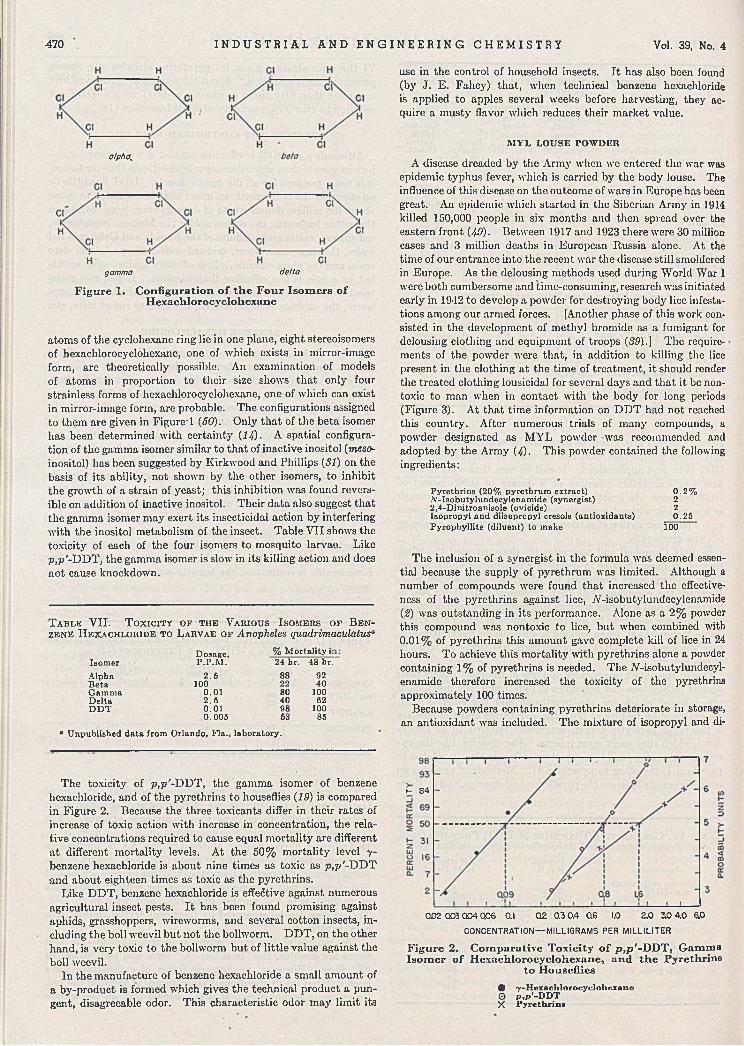
47 0 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
T a b l e VII. T o x i c i t y o f t h e V a r i o u s I s o m e r s o f B e n z e n e H e x a c h l o r i d e t o L a r v a e o f Anopheles quadrimaculatusa
Dosage, % M ortality i:Isomer P .P .M . 24 hr. 48 hr.Alpha 2 .5 88 92Beta 100 22 40Gamma 0.01 80 100Delta 2 .5 40 62D D T 0.01 98 100
0 .005 53 85
* Unpublished data from Orlando, Fla., laboratory.
The toxicity of p,p'-DDT, the gamma isomer of benzene hexachloride, and of the pyrethrins to houseflies (19) is compared in Figure 2. Because the three toxicants differ in their rates of increase of toxic action with increase in concentration, the relative concentrations required to cause equal mortality are different at different mortality levels. At the 50% mortality level y- benzene hexachloride is about nine times as toxic as p,p'-DDT and about eighteen times as toxic as the pyrethrins.
Like DDT, benzene hexachloride is effective against numerous agricultural insect pests. It has been found promising against aphids, grasshoppers, wireworms, and several cotton insects, including the boll weevil but not the bollworm. DDT, on the other hand, is very toxic to the bollworm but of little value against the boll weevil.
In the manufacture of benzene hexachloride a small amount of a by-product is formed which gives the technical product a pungent, disagreeable odor. This characteristic odor may limit its
002 003 004 006 0.1 0 2 Q 30 .4 0 6 1.0 2 .0 3 0 4.0 60
CONCENTRATION— MILLIGRAMS PER M ILL IL IT ER
Figure 2. Comparative Toxicity o f p ,p '-D D T, Gamma Isomer of Hexachlorocyclohexane, and the Pyrethrins
to Houseflies§ 7-H o xa ch lorocyc loh cx a n o O P,p'-DDT X P yreth rin »
gamma delta
Figure 1. Configuration of the Four Isomers of Hexachlorocyclohexane
atoms of the cyclohexane ring lie in one plane, eight stereoisomers of hexachlorocyclohexane, one of which exists in mirror-image form, are theoretically possible. An examination of models of atoms in proportion to their size shows that only four strainless forms of hexachlorocyclohexane, one of which can exist in mirror-image form, are probable. The configurations assigned to them are given in FigureT (50). Only that of the beta isomer has been determined with certainty (14). A spatial configuration of the gamma isomer similar to that of inactive inositol (meso- inositol) has been suggested by Kirkwood and Phillips (31) on the basis of its ability, not shown by the other isomers, to inhibit the growth of a strain of yeast; this inhibition was found reversible on addition of inactive inositol. Their data also suggest that the gamma isomer may exert its insecticidal action by interfering with the inositol metabolism of the insect. Table VII shows the toxicity of each of the four isomers to mosquito larvae. Like p,p'-DDT, the gamma isomer is slow in its killing action and does not cause knockdown.
use in the control of household insects. It has also been found (by J. E. Fahey) that, when technical benzene hexachloride is applied to apples several weeks before harvesting, they acquire a musty flavor which reduces their market value.
M YL LOUSE POWDER
A disease dreaded by the Army when we entered the war was epidemic typhus fever, which is carried by the body louse. The influence of this disease on the outcome of wars in Europe has been great. An epidemic which started in the Siberian Army in 1914 killed 150,000 people in six months and then spread over the eastern front (49). Between 1917 and 1923 there were 30 million cases and 3 million deaths in European Russia alone. At the time of our entrance into the recent war the disease still smoldered in Europe. As the delousing methods used during World War I were both cumbersome and lime-consuming, research was initiated early in 1942 to develop a powder for destroying body lice infestations among our armed forces. [Another phase of this work consisted in the development of methyl bromide as a fumigant for delousing clothing and equipment of troops (S9).] The requirements of the powder were that, in addition to killing the lice present in the clothing at the time of treatment, it should render the treated clothing lousicidal for several days and that it be nontoxic to man when in contact with the body for long periods (Figure 3). At that time information on DDT had not reached this country. After numerous trials of many compounds, a powder designated as MYL powder was recommended and adopted by the Army (4). This powder contained the following ingredients:
Pyrethrins (20% pyrethrum extract) 0 ,2 %iY-Isobutylundecylenamide (synergist) 22,4-Dinitroanisole (ovicide) 2Isopropyl and diisopropyl cresols (antioxidants) 0 .25Pyrophyllite (diluent) to make 100
The inclusion of a synergist in the formula was deemed essential because the supply of pyrethrum was limited. Although a number of compounds were found that increased the effectiveness of the pyrethrins against lice, A'-isobutylundecylenamide(2) was outstanding in its performance. Alone as a 2% powder this compound was nontoxic to lice, but when combined with0.01% of pyrethrins this amount gave complete kill of lice in 24 hours. To achieve this mortality with pyrethrins alone a powder containing 1% of pyrethrins is needed. The W-isobutylundecyl- enamide therefore increased the toxicity of the pyrethrins approximately 100 times.
Because powders containing pyrethrins deteriorate in storage, an antioxidant was included. The mixture of isopropyl and di-
a/pho.
h 84
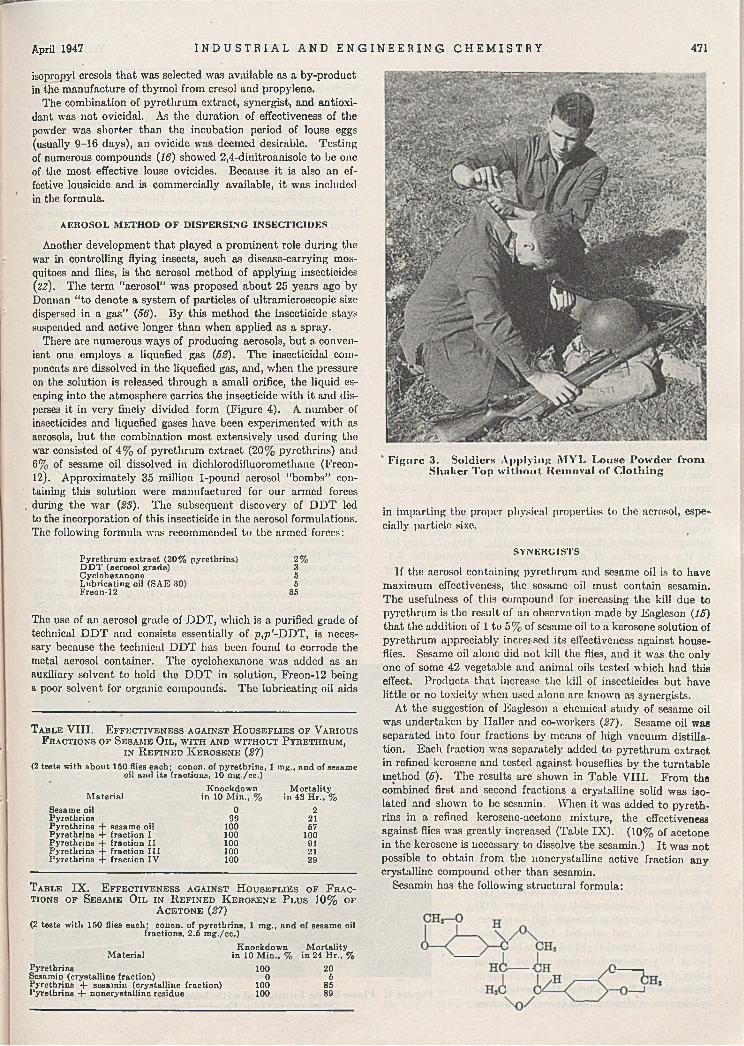
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 471
isopropyl cresols that was selected was available as a by-product in the manufacture of thymol from cresol and propylene.
The combination of pyrethrum extract, synergist, and antioxidant was not ovicidal. As the duration of effectiveness of the powder was shorter than the incubation period of louse eggs (usually 9-16 days), an ovicide was deemed desirable. Testing of numerous compounds (16) showed 2,4-dinitroanisole to be one of the most effective louse ovicides. Because it is also an effective lousicide and is commercially available, it was included in the formula.
AEROSOL METHOD OF DISPERSING INSECTICIDES
Another development that played a prominent role during the war in controlling flying insects, such as disease-carrying mosquitoes and flies, is the aerosol method of applying insecticides (22). The term “aerosol” was proposed about 25 years ago by Donnan “ to denote a system of particles of ultramicroscopio size dispersed in a gas” (66). By this method the insecticide stays suspended and active longer than when applied as a spray.
There are numerous ways of producing aerosols, but a convenient one employs a liquefied gas (52). The insecticidal components are dissolved in the liquefied gas, and, when the pressure on the solution is released through a small orifice, the liquid escaping into the atmosphere carries the insecticide with it and disperses it in very finely divided form (Figure 4). A number of insecticides and liquefied gases have been experimented with as aerosols, but the combination most extensively used during the war consisted of 4% of pyrethrum extract (20% pyrethrins) and 6% of sesame oil dissolved in dichlorodifluoromethane (Freon- 12). Approximately 35 million 1-pound aerosol “bombs” containing this solution were manufactured for our armed forces during the war (23). The subsequent discovery of DDT led to the incorporation of this insecticide in the aerosol formulations. The following formula was recommended to the armed forces:
Pyrethrum extract (2 0% pyrethrins) 2%D D T (aerosol grade) 3Cyclohexanone 5Lubricating oil (SAE 30) 5Freon-12 85
The use of an aerosol grade of DDT, which is a purified grade of technical DDT and consists essentially of p,p'-DDT, is necessary because the technical DDT has been found to corrode the metal aerosol container. The cyclohexanone was added as an auxiliary solvent to hold the DDT in solution, Freon-12 being a poor solvent for organic compounds. The lubricating oil aids
T a b l e VIII. E f f e c t i v e n e s s a g a i n s t H o u s e f l i e s o f V a r i o u s F r a c t i o n s o f S e s a m e O i l , w i t h a n d w i t h o u t P y r e t h r u m ,
i n R e f i n e d K e r o s e n e (27)(2 tests with about 150 flies each; concn. of pyrethrins, 1 rag., and o f sesame
oil and its fractions, 10 m g ./cc .)K nockdow n M ortality
M aterial in 10 M in., % in 48 Hr., %Sesame oil 0 2Pyrethrins 99 21Pyrethrins 4- sesame oil 100 57Pyrethrins 4- fraction I 100 100Pyrethrins 4- fraction II 100 91Pyrethrins 4" fraction III 100 21Pyrethrins 4- fraction IV 100 29
T a b l e IX . E f f e c t i v e n e s s a g a i n s t H o u s e f l i e s o f F r a c t i o n s o f S e s a m e O i l i n R e f i n e d K e r o s e n e P l u s 1 0 % o f
A c e t o n e (27)(2 test« with 150 flies each* concn. of pyrethrins, 1 m g., and of sesame oil
fractions, 2.5 m g ./cc .)Knockdown M ortality
M aterial in 10 M in., % in 24 Hr., %Pyrethrins 100 20Scsamin (crystalline fraction) 0 5Pyrethrins + Besamin (crystalline fraction) 100 85Pyrethrins 4* noncrystalline residue 100 89
Figure 3. Soldiers Applying M Y L Louse Powder from Shaker Top without Removal of Clothing
in imparting the proper physical properties to the aerosol, especially particle size.
SYNERGISTS
If the aerosol containing pyrethrum and sesame oil is to have maximum effectiveness, the sesame oil must contain sesamin. The usefulness of this compound for increasing the kill due to pyrethrum is the result of an observation made by Eagleson (16) that the addition of 1 to 5% of sesame oil to a kerosene solution of pyrethrum appreciably increased its effectiveness against houseflies. Sesame oil alone did not kill the flies, and it was the only one of some 42 vegetable and animal oils tested which had this effect. Products that increase the kill of insecticides but have little or no toxicity when used alone are known as synergists.
At the suggestion of Eagleson a chemical study of sesame oil was undertaken by Haller and co-workers (27). Sesame oil waa separated into four fractions by means of high vacuum distillation. Each fraction was separately added to pyrethrum extract in refined kerosene and tested against houseflies by the turntable method (5). The results are shown in Table VIII. From the combined first and second fractions a crystalline solid was isolated and shown to be sesamin. When it was added to pyrethrins in a refined kerosene-acetone mixture, the effectiveness against flies was greatly increased (Table IX). (10% of acetone in the kerosene is necessary to dissolve the sesamin.) It was not possible to obtain from the noncrystalline active fraction any crystalline compound other than sesamin.
Sesamin has the following structural formula:
472 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
It is a bicyclodihydrofuran substituted symmetrically with two methylcnedioxyphenyl groups (3, 8). It has four asymmetric carbon atoms, and natural sesamin is dextrorotatory.
A number of plant materials have been shown to contain compounds related to sesamin. Among these compounds are asarinin, found in various oriental plants and in the bark of American prickly ash; pinoresinol, a constituent of the exudate of spruce and related species; and cudesamin, a constituent of kino gum from eucalyptus. Their relation to sesamin is shown in the formula:
R-
H
' VH ¿ CH
n 2c 'h/- \ ) /
HR
were not repelled by dimethyl phthalate. Rutgers 012 is an effective repellent against Aedes aegypti and A. laeniorhynchus (Wied.) as well as certain anophelines. Indalone, while less effective as a mosquito repellent, is effective against the biting stable, or dog, fly [Slomoxys calcitrant (L.) ]. When first recommended to the armed forces, the three products described were supplied separately. Later a mixture containing 60% of dimethyl phthalate, 20% of Rutgers 612, and 20% of Indalone {68) was adopted (6-2-2 mixture).
Isopropyl cinnamate excels against Anopheles quadrimaculatus. It was recommended as an alternate repellent in case supplies of the other materials were inadequate. Its pronounced odor, however, limits its use by the military.
The time that these four repellents were effective against two species of mosquitoes is given in Table X. In all cases the repellent time against Aedes aegypti was much longer than that against Anopheles qtiadrimaculatus.
where R,R' = 0 2CH2 (methylenedioxy) for sesamin and asarinin R = OH and R ' = OCH3 for pinoresinol
R,R' = OCHj for eudesamin
Asarinin is levorotatory and is the optical antipode of isosesa- min, which is obtained on treatment of sesamin with alcoholic hydrochloric acid. As some of these compounds were available, they were tested for their synergistic effect on the pyrethrins. The diacetyl derivative of pinoresinol was also included. Iso- sesamin and asarinin were as effective as sesamin, but pinoresinol dimethylether, the optical antipode of eudesamin, was without appreciable synergistic action, as were pinoresinol itself and its diacetyl derivative.
It was concluded from these experiments that the nature of the substituents on the benzene ring is the determining factor in the synergistic action of this class of compounds. These findings led to the preparation of numerous compounds having the 3,4- methylcncdioxyphenyl grouping in their structures and resulted in the discovery of a number of compounds having both synergistic and insecticidal properties {21, 46).
REPELLENTS
T a b l e X. E f f e c t i v e n e s s a g a i n s t M o s q u i t o e s o f R e p e l l e n t s U s e d b y t h e A r m e d F o r c e s {54)
A v. Repellent Tim e, Min.Aedes Anopheles
Repellent aegypti quadrimaculatusDim ethyl phthalate 258 1082-Ethyl-l,3-hexancdiol (Rutgers 612) 346 55n-B utyl mesityl oxide oxalate (Indalone) 147 416-2-2 mixture 320 250Isopropyl cinnamate 220 120
Other repellents {64) that have received considerable study are '2-phenylcyclohexanol; l,2,3,4-tetrahydro-2-naphthol; os- bicyclo-[2,2,l]-5-heptene-2,3-dicarboxylic acid dimethyl ester (or dimethyl carbate); and IV-sec-butylphthalimide {20). Against pest mosquitoes 2-phenylcyclohexanol is slightly better than Rutgers 612 and against flies it is better than Indalone. It has passed pharmacological tests with one exception—namely, it has proved irritating to the skin of certain individuals.
/S-Tetralol has shown considerable promise in many tests against various species of mosquitoes. Unfortunately in recent pharmacological tests by the Food and Drug Administration (unpublished report from J. H. Draize) it was discovered that daily
In addition to research on controlling adult mosquitoes and their larvae by means of insecticides, an intensive search was made during the war to find better repellents for protecting individuals from these pests. At the Orlando, Fla., laboratory of the Bureau of Entomology and Plant Quarantine approximately 5000 compounds, mostly liquids, were evaluated for their repellency against Anopheles quadrimaculatus and Aedes aegypti (L.). Organic liquids are absorbed through the skin at varying rates; hence a repellent to be practical must be nontoxic when absorbed through the skin, nonirritating, and nonallergenic. Although a number of the compounds showed promise against specific insects, only a few were safe when used freely on the skin and none were adapted for all-around use. Four repellents—dimethyl phthalate {42), n-butyl mesityl oxide oxalate (or Indalone) {17, SO), 2-ethyl-l,3-hexanediol (or Rutgers 612) {24), and isopropyl cinnamate {26)—were recommended to and adopted by the armed forces {32). Dimethyl phthalate has been subjected to extensive field tests against various kinds of mosquitoes, flies, gnats, etc. Tests in the Southwest Pacific showed that certain Anopheles species of mosquitoes encountered there
Figure 4. Plane Being Fumigated with Aerosol Bomb to Destroy Insect Stowaways from Foreign Countries
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 473
T a b l e XI. C o m p a r a t iv e R e p e l l e n t V a l u e o f H o m o l o g s o f D i m e t h y l P h t h a l a t e (5 4 )
A v. Repellent Tim e, M in.Phthalic Acid Aedes Anopheles
Ester aegypti quadrimaculatusDim ethyl 258 108Diethyl ' 118 21D i-n-propyl 11 9D iisopropyl 3 3D i-n -ou tyl 12 16M ethyl-n -butyl 11 7M ethyl ethyl 342 18
administration of this compound to rabbits produced cataracts in the eyes ot some of them. This compound is therefore definitely eliminated for use on the skin. A'-sec-Butylphthalimide and dimethyl carbate are also effective repellents-. They are odorless and passed all pharmacological tests.
A repellent does not have to be a liquid to be applied to the skin. The extensive testing of liquids was due primarily to military preference for this type of repellent. A number of good solid repellents have also been found, but in general these are far more effective when impregnated in clothing than when applied to the skin. Pharmacological studies of solid repellents had not been completed when the war ended.
The object of testing a large number of liquids was not only to find compounds with outstanding repellent value but also to correlate chemical constitution with repellency. If such a relation exists, it is not a simple one. Some of the difficulties that have been encountered are shown by a comparison of homologs of dimethyl phthalate in Table XI.
C O N CLU SION
Although much progress has been made in the development of new materials for combating insect pests, many problems must be solved before their utility as practical control measures is determined. It is necessary to know against what kinds of insects the product is effective, the stage at which the insect is most susceptible—egg, larva, or adult—and the compatibility of the material with solvents, carriers, fungicides, or other insecticides. It must also be determined whether the material can be applied best as a dust, a spray, or an aerosol and whether it causes plant injury when applied either to the foliage or to the soil. Its effect on beneficial insects, such as bees and various parasites and predators, and its toxicity to warm-blooded animals, especially man, must also be ascertained. These and many other factors need to be established before a new product finds full use in the field of economic entomology.
L IT E R A T U R E C IT E D
(1) Alsterlund, J., Pests, 14 (5), 10 (1940).(2) Bousquet, E . W ., U. S. Patent 2,166,120 (1939).(3) Bruchhausen, F . v ., and Gerhard, H ., Ber., 72, S30 (1939).(4) Bushland, R . C ., M cAlister, L . C ., E ddy, G . \V., Jones, H . A .,
and K nipling, E . F ., J. Parasitol., 30, 377 (1944).(5) Cam pbell, F . L ., and Sullivan, W . N ., Soap Sanit. Chemicals,
14 (6 ), 119 (1938).(6) Cam pbell, F . L ., Sullivan, W . N ., Smith, L. E ., and H aller, H . L .,
J . Econ. Entomol., 27, 1176 (1934).(7) Chandler, A . C ., Calif. M osquito Control Assoc. Proc. and Papers
o f 18th- A nnual Conf., p. 86 (1944) [Processed].(8) Cohen, W . D ., Rec. trav. chim., 57, 653 (1938).(9) Cristol, S . J ., and Haller, H . L ., J .A m . Chem. Soc., 69 ,510 (1947).
(10) Cristol, S. J., Haller, H . L ., and Lindquist, A . W ., Science, 104,343 (1946).
(11) D eonier, C . C ., and Jones, H . A ., Ibid., 103, 13 (1946).(12) D eonier, C . C ., Jones, H . A ., Haller, H . L „ H inchey, E ., and
Incho, H . H ., Soap Sanit. Chemicals, 22 (11), 118 (1946).(13) D eonier, C . C ., M aple, J. D ., Jones, H . A ., H inchey, E., and
Eide, P . M ., J . Econ. Entomol., 38, 241 (1945).(14) D ickinson , R . G ., and Bilicke, C ., J . A m . Chem. Soc., 50, 764
(1928).(15) Eagleson, C ., Soap Sanit. Chemicals, 18 (12), 125 (1942).(16) E ddy, G . W „ W ar M ed., 6, 319 (1944).(17) Ford, J. H „ U. S. Patent 2,138,540 (1940).(18) Gersdorff, W . A ., Soap Sanit. Chemicals, 22 (3 ), 126 (1946).
(19) Gersdorff, W . A ., and M cG ovran , E . R ., Ibid., 21 (11), 117(1945).
(20) Gertler, S. I ., U . S. Patent 2,389,427 (1946).(21) Gertler, S. I ., Fales, J. H ., and Haller, H . L., Soap Sanit. Chemi
cals, 19 (4), 105 (1943).(22) Goodhue, L . D ., I n d . E n o . C h em ., 34, 1456 (1942).(23) Goodhue, L . D ., Sei. M onthly, 61, 413 (1945).(24) Granett, P ., and Haynes, H . L ., J . Econ. Entomol., 38, 671
(1945).(25) Hall, S. A ., Travis, B . V ., and Jones, H . A ., TT. S. Patent
2,390,249 (1945).(26) Haller, H . L ., Bartlett, P . D ., D rake, N . L ., N ewm an, M . S.,
Cristol, S. J., et al., J . Am . Chem. Soc., 67, 1591 (1945).(27) Haller, H . L ., M cG ovran , E . R ., Goodhue, L . D ., and Sullivan,
W . N ., J. Org. Chem., 7, 183 (1942).(28) H yslop, J. A ., U . S. Bur. Entom ol. and Plant Quarantine, E-444
[Processed].(29) Jones, H .A ., Incho, H . H ., and D eonier, C . C ., J. Econ. Entomol.,
39, 672 (1946).(30) K ilgore, L . B ., U . S. Patent 2,070,603 (1937).(31) K irkw ood, S., and Phillips, P . H ., J. Biol. Chem., 163, 251 (1946).(32) K nipling, E . F ., and D ove, IV. E ., J. Econ. Entomol., 37, 477
(1944).(33) Läuger, P ., Hdv. Chim. Acta, 27, 71 (1944).(34) Läuger, P ., M artin, H ., and M üller, P ., Ibid., 27, 892 (1944).(35) LaForge, F . B „ and Barthel, W . F ., J. Org. Chem., 12 ,199 (1947).(36) LaForge, F . B ., and Haller, H . L ., J . A m . Chem. Soc., 54, 810
(1932).(37) Ibid., 58, 1777 (1936).(38) LaForge, F . B ., Haller, H . L ., and Smith, L. E ., Chem. Revs.,
12, 181 (1933).(39) Latta, R ., and Yeom ans, A . H ., J . Econ. Entomol., 36, 402
(1943).(40) M ail, G . A ., Ibid., 29, 1144 (1936).(41) M artin, H ., and W ain, R . L ., Nature, 154, 512 (1944).(42) M oore, W ., and Buc, H . E ., U . S. Patent 1,727,305 (1929).(43) Müller, P ., Swiss Patent 226,180 (1940); U . S. Patent 2,329,074
(Sept. 7, 1943); Reissue 22,700 (D ec. 4, 1945).(44) Pictet, A ., and R otschy, A ., Ber., 37, 1225 (1904).(45) Prill, E . A ., Hartzell, A ., and Arthur, J. M ., Contrib. Boyce
Thompson Inst., 14 (3 ), 127 (1946).(46) Prill, E . A ., Hartzell, A ., and Arthur, J. M ., Science, 101, 464
(1945).(47) Questel, D . D ., and Gertler, S. I ., U. S. Bur. Entom ol. and Plant
Quarantine, E-612 [Processed],(48) Siegler, E . H ., and Gertler, S. I ., J. Econ. Entomol., 37, 845
(1944).(49) Simmons, J. S., Kentucky M ed. Jour. (1945).(50) Slade, R . E ., Chem. Trade J ., 116 (3017), 279 (1945); Chemis
try & Industry, 64, 314 (1945).(51) Staudinger, H ., and Ruzicka, L ., Hdv. Chim. Acta, 7, 177
(1924).(52) Sullivan, W . N ., G oodhue, L. D ., and Fales, J. H ., J . Econ.
Entomol., 35, 48 (1942).(53) Travis, B . V ., and Jones, H . A ., U. S. Patent 2,356,SOI (1944).(54) U. S. Bur. o f Entom ol. and Plant Quarantine, Rept. 158 to
C om . on M ed. Research o f O .S .R .D ., N atl. Research Council Insect Control C om , (April 1942 to Oct. 1945).
(55) Vance, A . M ., U . S. Bur. E ntom ol. and Plant Quarantine,Insect Pest Survey, Special Suppl. N o. 4 (M a y 1, 1946) [Processed].
(56) W hitlaw -G ray, R ., Speakman, J. B ., and Cam pbell, J . H . P .,Proc. Roy. Soc. (L ondon), A102, 600 (1922).
(57) Zuckel, J. W ., J . Econ. Entomol., 37, 796 (1944).P r e s e n t e d before the D ivision of Organic Chemistry at the 110th Meeting of the A m e r i c a n C h e m i c a l S o c i e t y , Chicago, 111.
Acetic Acid-Ethyl Ether-Water System (Correction)
Attention has been called to the following errors in our article which appeared in the August 1946, issue of I n d u s t r i a l a n d E n g i n e e r i n g C h e m is t r y .
Page 836, Figure 6: The ordinate and abscissa should belabeled “c i /( l—Ci)” and “c2/ ( l — c2)” instead of “ (1— ci)/ci” and “ (1 —cfj/ci", respectively.
Page 836, column 2, line 6 should read “ci/(l — c,) against log 02/(1 —c2)” instead of “ (1 —ci)/ci against log {l —<h)/ci” .
It will be noted that a logarithmic plot of (1—Ci)/ci against (1 — C2VC2 will also yield a straight line for each of the three sets of tie line data for this system. C . J. M a j o r a n d O. J. S w e n s o n
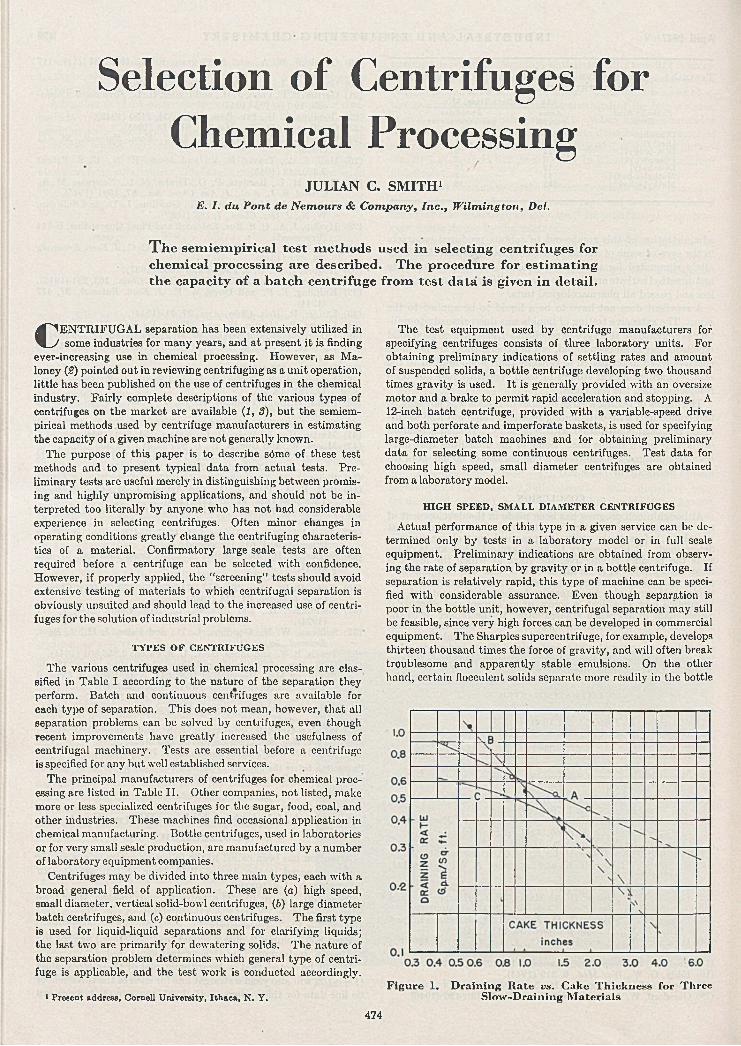
Selection of Centrifuges for Chemical Processing
JULIAN C. SMITH1E. I. du Pont de Nemours & Company, Inc., Wilmington, Del.
The semiempirical test methods used in selecting centrifuges for chemical processing are described. The procedure for estimating the capacity of a batch centrifuge from test data is given in detail.
C ENTRIFUGAL separation has been extensively utilized in some industries for many years, and at present it is finding
ever-increasing use in chemical processing. However, as Maloney (8) pointed out in reviewing centrifuging as a unit operation, little has been published on the use of centrifuges in the chemical industry. Fairly complete descriptions of the various types of centrifuges on the market are available (1, 3), but the semiempirical methods used by centrifuge manufacturers in estimating the capacity of a given machine are not generally known.
The purpose of this paper is to describe sdme of these test methods and to present typical data from actual tests. Preliminary tests are useful merely in distinguishing between promising and highly unpromising applications, and should not be interpreted too literally by anyone who has not had considerable experience in selecting centrifuges. Often minor changes in operating conditions greatly change the centrifuging characteristics of a material. Confirmatory large scale tests are often required before a centrifuge can be selected with confidence. However, if properly applied, the “screening” tests should avoid extensive testing of materials to which centrifugal separation is obviously unsuited and should lead to the increased use of centrifuges for the solution of industrial problems.
T Y P E S O F C E N T R IF U G E S
The various centrifuges used in chemical processing are classified in Table I according to the nature of the separation they perform. Batch and continuous centrifuges are available for each type of separation. This does not mean, however, that all separation problems can be solved by centrifuges, even though recent improvements have greatly increased the usefulness of centrifugal machinery. Tests are essential before a centrifuge is specified for any but well established services.
The principal manufacturers of centrifuges for chemical processing are listed in Table II. Other companies, not listed, make more or less specialized centrifuges for the sugar, food, coal, and other industries. These machines find occasional application in chemical manufacturing. Bottle centrifuges, used in laboratories or for very small scale production, are manufactured by a number of laboratory equipment companies.
Centrifuges may be divided into three main types, each with a broad general field of application. These are (a) high speed, small diameter, vertical solid-bowl centrifuges, (6) large diameter batch centrifuges, and (c) continuous centrifuges. The first type is used for liquid-liquid separations and for clarifying liquids; the last two are primarily for dewatering solids. The nature of the separation problem determines which general type of centrifuge is applicable, and the test work is conducted accordingly.
1 Present address, Cornell University, Ithaca, N . Y .
The test equipment used by centrifuge manufacturers for specifying centrifuges consists of three laboratory units. For obtaining preliminary indications of settling rates and amount of suspended solids, a bottle centrifuge developing two thousand times gravity is used. It is generally provided with an oversize motor and a brake to permit rapid acceleration and stopping. A 12-inch batch centrifuge, provided with a variable-speed drive and both perforate and imperforate baskets, is used for specifying large-diameter batch machines and for obtaining preliminary data for selecting some continuous centrifuges. Test data for choosing high speed, small diameter centrifuges are obtained from a laboratory model.
H IG H SPEE D , S M A L L D IA M E T E R C E N T R IF U G E S
Actual performance of this type in a given service can be determined only by tests in a laboratory model or in full scale equipment. Preliminary indications are obtained from observing the rate of separation by gravity or in a bottle centrifuge. If separation is relatively rapid, this type of machine can be specified with considerable assurance. Even though separation is poor in the bottle unit, however, centrifugal separation may still be feasible, since very high forces can be developed in commercial equipment. The Sharpies supercentrifuge, for example, develops thirteen thousand times the force of gravity, and will often break troublesome and apparently stable emulsions. On the other hand, certain flocculent solids separate more readily in the bottle
Figure 1. Draining Rate vs. Cake Thickness for Three Slow-Draining Materials
474
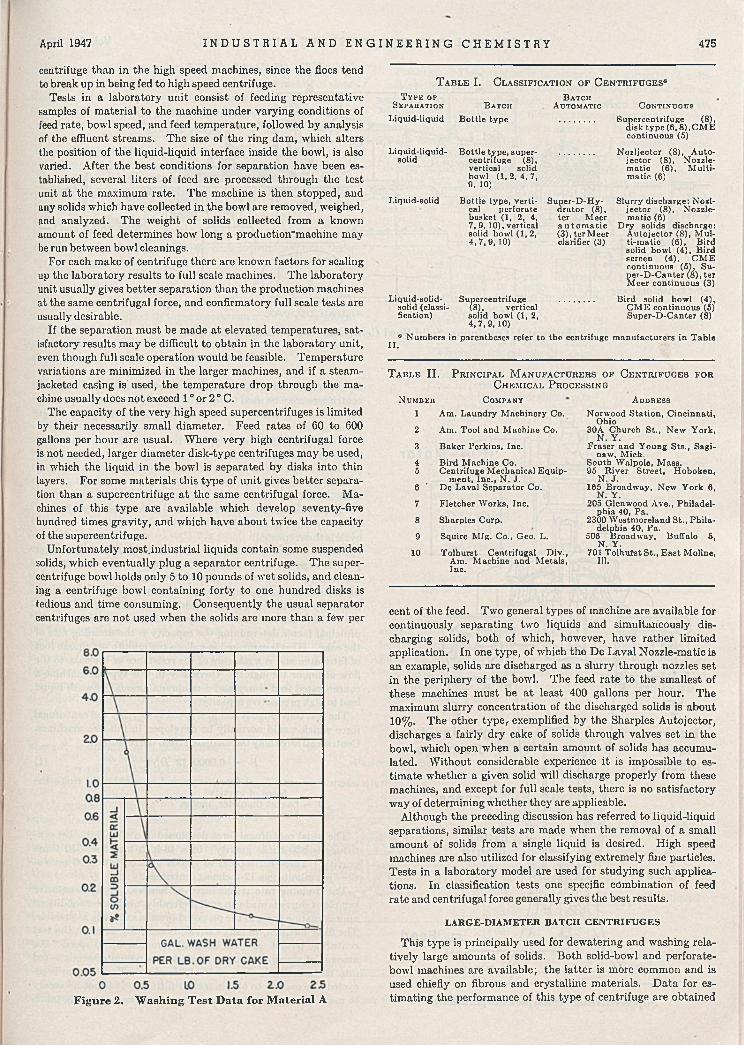
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 475
centrifuge than in the high speed machines, since the floes tend to break up in being fed to high speed centrifuge.
Tests in a laboratory unit consist of feeding representative samples of material to the machine under varying conditions of feed rate, bowl speed, and feed temperature, followed by analysis of the effluent streams. The size of the ring dam, which alters the position of the liquid-liquid interface inside the bowl, is also varied. After the best conditions for separation have been established, several liters of feed are processed through the test unit at the maximum rate. The machine is then stopped, and any solids which have collected in the bowl are removed, weighed, and analyzed. The weight of solids collected from a known amount of feed determines how long a production'machine may be run between bowl cleanings.
For each make of centrifuge there are known factors for scaling up the laboratory results to full scale machines. The laboratory unit usually gives better separation than the production machines at the same centrifugal force, and confirmatory full scale tests are usually desirable.
If the separation must be made at elevated temperatures, satisfactory results may be difficult to obtain in the laboratory unit, even though full scale operation would be feasible. Temperature variations are minimized in the larger machines, and if a steam- jacketed casing is' used, the temperature drop through the machine usually does not exceed 1 ° or 2 ° C.
The capacity of the very high speed supercentrifuges is limited by their necessarily small diameter. Feed rates of 60 to 600 gallons per hour are usual. Where very high centrifugal force is not needed, larger diameter disk-type centrifuges may be used, in which the liquid in the bowl is separated by disks into thin layers. For some materials this type of unit gives better separation than a supercentrifuge at the same centrifugal force. Machines of this type are available which develop seventy-five hundred times gravity, and which have about twice the capacity of the supercentrifuge.
Unfortunately most, industrial liquids contain some suspended solids, which eventually plug a separator centrifuge. The supercentrifuge bowl holds only 5 to 10 pounds of wet solids, and cleaning a centrifuge bowl containing forty to one hundred disks is tedious and time consuming. Consequently the usual separator centrifuges are not used when the solids are more than a few per
T a b l e I. C l a s s i f i c a t i o n o f C e n t r i f u g e s “T y p e o f
S e p a r a t i o n
Liquid-liquid
Liquid-liquid-solid
Liquid-solid
Liquid-solid- solid (classification)
B a t c h
B ottle type
Bottle type, supercentrifuge (8), vertical solid bowl (1 ,2 , 4 ,7 , 9, 10)
Bottle type, vertical perforate basket (1, 2, 4, 7, 9, 10), vertical solid bowl (1, 2, 4,7,9, 10)
Supercentrifuge (8), vertical solid bowl (1, 2, 4 ,7 ,9 , 10)
B a t c hA u t o m a t i c C o n t i n u o u s
Supercentrifuge (8), disk ty p e (6 ,8 ) ,C M E continuous (5)
N ozljector (8 ), Auto- jector (8), Nozzle- matic (6), M ulti- m atic (6)
Super-D-H y- drator (8), ter M eer a u to m a t ic (3), ter M eer clarifier (3)
Slurry discharge: N ozljector (8), Nozzle- matic (6)
D ry solids discharge: A utojector (8 ), M ul- ti-m atic (6 ), Bird solid bowl (4 ), Bird screen (4 ), C M E continuous (5 ), Su- per-D-Canter (8 ), ter M eer continuous (3)
Bird solid bow l (4), C M E continuous (5) Super-D-Canter (8)
° Numbers in parentheses refer to the centrifuge manufacturers in TableII.
T a b l e I I . P r i n c i p a l M a n u f a c t u r e r s o f C e n t r i f u g e s f o r C h e m ic a l P r o c e s s in g
C o m p a n yN umber
1 Am . Laundry M achinery Co.
2 Am . T ool and M achine Co.
3 Baker Perkins, Inc.
4 Bird M achine Co.5 Centrifuge Mechanical Equip
ment, Inc., N . J.6 * De Laval Separator Co.
7 Fletcher W orks, Inc.
8 Sharpies Corp.
9 Squire M fg. Co., Geo. L.
10 Tolhurst Centrifugal D iv.,Am. M achino and Metals, Inc.
Adbress
N orw ood Station, Cincinnati, Ohio
30A Church St., New York, N. Y .
Fraser and Young Sts., Saginaw, M ich.
South W alpole, Mass.95 R iver Street, H oboken,
N. J.165 Broadway, New Y ork 6,
N. Y .205 Glenwood A ve., Philadel
phia 40, Pa.2300 W estmoreland St., Phila
delphia 40, Pa.506 Broadw'ay, Buffalo 5,
N. Y .701 Tolhufst St., East M oline,
III.
Figure 2. Washing Test Data for Material A
cent of the feed. Two general types of machine are available for continuously separating two liquids and simultaneously discharging solids, both of which, however, have rather limited application. In one type, of which the De Laval Nozzle-matic is an example, solids are discharged as a slurry through nozzles set in the periphery of the bowl. The feed rate to the smallest of these machines must be at least 400 gallons per hour. The maximum slurry concentration of the discharged solids is about 10%. The other typer exemplified by the Sharpies Autojector, discharges a fairly dry cake of solids through valves set in the bowl, which open when a certain amount of solids has accumulated. Without considerable experience it is impossible to estimate whether a given solid will discharge properly from these machines, and except for full scale tests, there is no satisfactory way of determining whether they are applicable.
Although the preceding discussion has referred to liquid-liquid separations, similar tests are made when the removal of a small amount of solids from a single liquid is desired. High speed machines are also utilized for classifying extremely fine particles. Tests in a laboratory model are used for studying such applications. In classification tests one specific combination of feed rate and centrifugal force generally gives the best results.
LARGE-DIAMETER BATCH CENTRIFUGES
This type is principally used for dewatering and washing relatively large amounts of solids. Both solid-bowl and perforate- bowl machines are available; the latter is more common and is used chiefly on fibrous and crystalline materials. Data for estimating the performance of this type of centrifuge are obtained
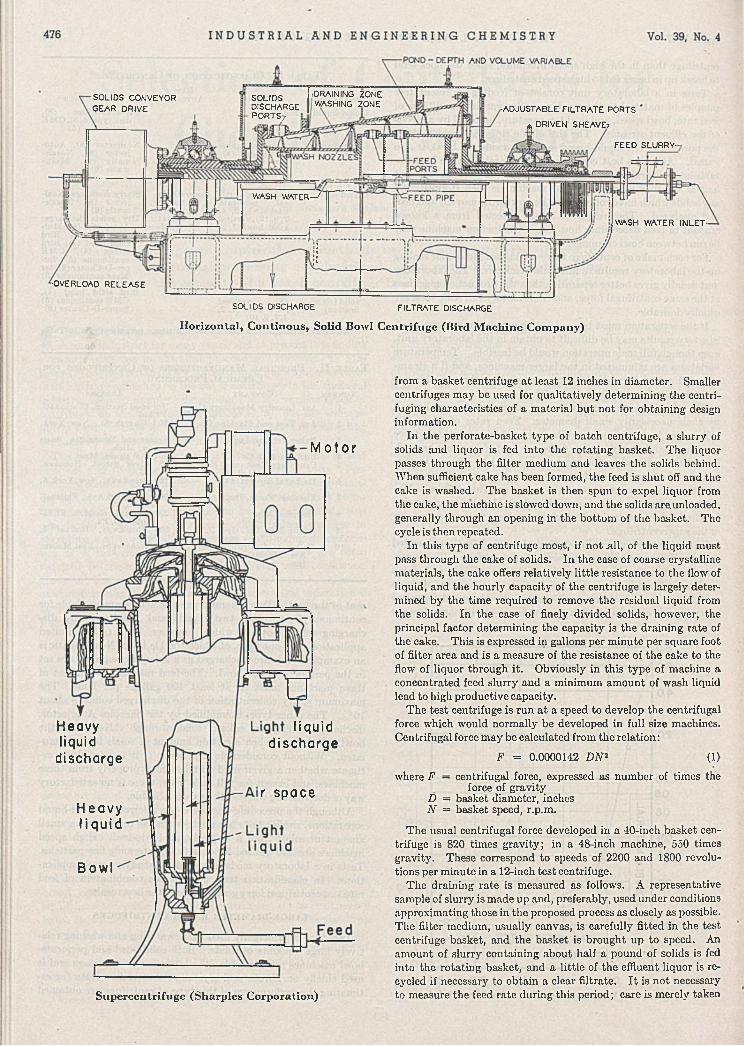
rDRAINING ZONE WASHING ZONE
SO LIDS CONVEYOR G EA R DRIVE
SOLIDSDISCHARGEP O R T S 7
■ADJUSTABLE F ILT R A T E PORTS
« DRIVEN SHEAVEt
FE E D SLURRY-
WASH WATER—Z
WASH W ATER INLET-
■OVERLOAD R E L E A S E
SOLIDS DISCHARGE F ILT R A T E DISCHARGE
Horizontal, Continous, Solid Bowl Centrifuge (Bird Machine Company)
from a basket centrifuge at least 12 inches in diameter. Smaller centrifuges may be used for qualitatively determining the centrifuging characteristics of a material but not for obtaining design information.
In the perforate-basket type of batch centrifuge, a slurry of solids and liquor is fed into the rotating basket. The liquor passes through the filter medium and leaves the solids behind. When sufficient cake has been formed, the feed is shut off and the cake is washed. The basket is then spun to expel liquor from the cake, the machine is slowed down, and the solids are.unloaded, generally through an opening in the bottom of the basket. The cycle is then repeated.
In this type of centrifuge most, if not nil, of the liquid must pass through the cake of solids. In the case of coarse crystalline materials, the cake offers relatively little resistance to the flow of liquid, and the hourly capacity of the centrifuge is largely determined by the time required to remove the residual liquid from the solids. In the case of finely divided solids, however, the principal factor determining the capacity is the draining rate of the cake. This is expressed in gallons per minute per square foot of filter area and is a measure of the resistance of the cake to the flow of liquor through it. Obviously in this type of machine a concentrated feed slurry and a minimum amount of wash liquid lead to high productive capacity.
The test centrifuge is run at a speed to develop the centrifugal force which would normally be developed in full size machines. Centrifugal force may be calculated from the relation:
F = 0.0000142 DN* (1)where F — centrifugal force, expressed as number of times the
force of gravity D — basket diameter, inches N = basket speed, r.p.m.
The usual centrifugal force developed in a 40-inch basket centrifuge is 820 times gravity; in a 48-inch machine, 550 times gravity. These correspond to speeds of 2200 and 1S00 revolutions per minute in a 12-inch test centrifuge.
The draining rate is measured as follows. A representative sample of slurry is made up and, preferably, used under conditions approximating those in the proposed process as closely as possible. The filter medium, usually canvas, is carefully fitted in the test centrifuge basket, and the basket is brought up to speed. An amount of slurry containing about half a pound of solids is fed into the rotating basket, and a little of the effiuent liquor is recycled if necessary to obtain a clear filtrate. It is not necessary to measure the feed rate during this period; care is merely takenSupercentrifuge (Sharpies Corporation)
Motor
Heavyliquid
discharge
Heavyl iquid
Bowl
liquid discharge
r space
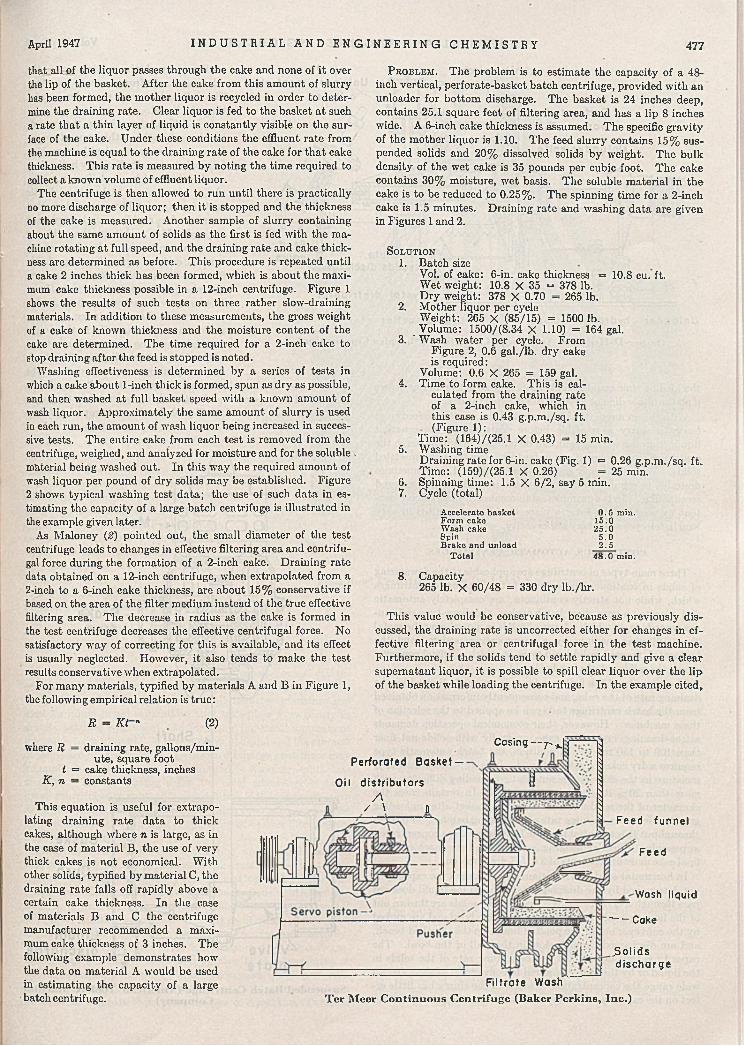
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 4 7 7
that alLof the liquor passes through the cake and none of it over the lip of the basket. After the cake from this amount of slurry has been formed, the mother liquor is recycled in order to determine the draining rate. Clear liquor is fed to the basket at such a rate that a thin layer of liquid is constantly visible on the surface of the cake. Under these conditions the effluent rate from the machine is equal to the draining rate of the cake for that cake thickness. This rate is measured by noting the time required to collect a known volume of effluent liquor.
The centrifuge is then allowed to run until there is practically do more discharge of liquor; then it is stopped and the thickness of the cake is measured. Another sample of slurry containing about the same amount of solids as the first is fed with the machine rotating at full speed, and the draining rate and cake thickness are determined as before. This procedure is repeated until a cake 2 inches thick has been formed, which is about the maximum cake thickness possible in a 12-inch centrifuge. Figure 1 shows the results of such tests on three rather slow-draining materials. In addition to these measurements, the gross weight of a cake of known thickness and the moisture content of the cake are determined. The time required for a 2-inch cake to stop draining after the feed is stopped is noted.
Washing effectiveness is determined by a series of tests in which a cake about 1-inch thick is formed, spun as dry as possible, and then washed at full basket speed with a known amount of wash liquor. Approximately the same amount of slurry is used in each run, the amount of wash liquor being increased in successive tests. The entire cake from each test is removed from the centrifuge, weighed, and analyzed for moisture and for the soluble . material being washed out. In this way the required amount of wash liquor per pound of dry solids may be established. Figure 2 shows typical washing test data; the use of such data in estimating the capacity of a large batch centrifuge is illustrated in the example given later.
As Maloney (2) pointed out, the small diameter of the test centrifuge leads to changes in effective filtering area and centrifugal force during the formation of a 2-inch cake. Draining rate data obtained on a 12-inch centrifuge, when extrapolated from a2-inch to a 6-inch cake thickness, are about 15% conservative if based on the area of the filter medium instead of the true effective filtering area. The decrease in radius as the cake is formed in the test centrifuge decreases the effective centrifugal force. No satisfactory way of correcting for this is available, and its effect is usually neglected. However, it also tends to make the test results conservative when extrapolated.
For many materials, typified by materials A and B in Figure 1, the following empirical relation is true:
P r o b l e m . The problem is to estimate the capacity of a 4 8 - inch vertical, perforate-basket batch centrifuge, provided with an unloader for bottom discharge. The basket is 24 inches deep, contains 25.1 square feet of filtering area, and has a lip 8 inches wide. A 6-inch cake thickness is assumed. The specific gravity of the mother liquor is 1.10. The feed slurry contains 15% suspended solids and 20% dissolved solids by weight. The bulk density of the wet cake is 35 pounds per cubic foot. The cake contains 30% moisture, wet basis. The soluble material in the cake is to be reduced to 0.25%. The spinning time for a 2-inch cake is 1.5 minutes. Draining rate and washing data are given in Figures 1 and 2.
S o l u t io n1. Batch size
Vol. of cake: 6-in. cake thickness = 10.8 cu. ft.Wet weight: 10.8 X 35 = 378 lb.Dry weight: 378 X 0.70 = 265 lb.Mother liquor per cycle Weight: 265 X (85/15) = 1500 lb.Volume: 1500/(8.34 X 1.10) = 164 gal.
'Wash water per cycle. From Figure 2, 0.6 gal./lb. dry cake is required:
Volume: 0.6 X 265 = 159 gal.Time to form cake. This is cal
culated from the draining rate of a 2-inch cake, which in this case is 0.43 g.p.m./sq. ft.(Figure 1):
Time: (164)/(25.1 X 0.43) = 15 min.Washing timeDraining rate for 6-in. cake (Fig. 1) = 0.26 g.p.m./sq. ft. Time: (159)/(25.1 X 0.26) = 25 min.Spinning time: 1.5 X 6/2, say 5 min.Cycle (total)
2.
3.
4.
5.
6.7.
Accelerate basket Form cake Wash cake SpinBrake and unload
Total
0 .5 min.15.025 .0
5 .0 2 .5
4 8 .0 min.
8. Capacity265 lb. X 60/48 = 330 dry lb./hr.
This value would be conservative, because as previously discussed, the draining rate is uncorrected either for changes in effective filtering area or centrifugal force in the test machine. Furthermore, if the solids tend to settle rapidly and give a clear supernatant liquor, it is possible to spill clear liquor over the lip of the basket while loading the centrifuge. In the example cited,
R — Kl n (2)
where R = draining rate, gallons/minute, square foot
t = cake thickness, inches K, n — constants
This equation is useful for extrapolating draining rate data to thick cakes, although where n is large, as in the case of material B, the use of very thick cakes is not economical. With other solids, typified by material C, the draining rate falls off rapidly above a certain cake thickness. In the case of materials B and C the centrifuge manufacturer recommended a maximum cake thickness of 3 inches. The following example demonstrates how the data on material A would be used in estimating the capacity of a large
•batch centrifuge.
Casing — ^
Perforated Ba sket —
Oil d i st r ibutors
A/ \ û
Feed funnel
Feed
Wash liquid
Cake
.Solidsd i s c h a rg e
Filtrate Wash
Ter Mecr Continuous Centrifuge (Baker Perkins, Inc.)
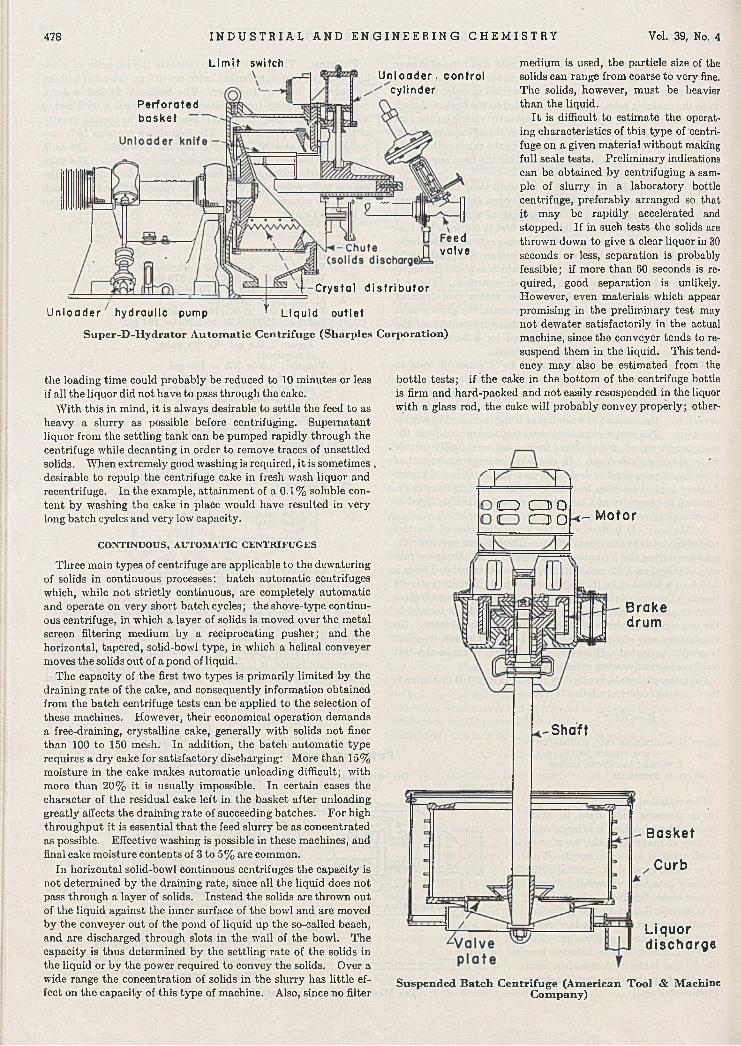
478 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
L i m i t switchU n l o a d e r . con t ro l
cyl inder
Pe r fo ra tedb a sk e t
______________________________ . C ry s ta l d i s t r i b u t o r
/ ’ r U n l o a d e r hydrau l i c pump L i q u id outlet
Super-D-Hydrator Automatic Centrifuge (Sharpies Corporation)
the loading time could probably be reduced to 10 minutes or less if all the liquor did not have to pass through the cake.
With this in mind, it is always desirable to settle the feed to as heavy a slurry as possible before centrifuging. Supernatant liquor from the settling tank can be pumped rapidly through the centrifuge while decanting in order to remove traces of unsettled solids. When extremely good washing is required, it is sometimes . desirable to repulp the centrifuge cake in fresh wash liquor and recentrifuge. In the example, attainment of a 0.1 % soluble content by washing the cake in place would have resulted in very long batch cycles and very low capacity.
medium is used, the particle size of the solids can range from coarse to very fine. The solids, however, must be heavier than the liquid.
It is difficult to estimate the operating characteristics of this type of centrifuge on a given material without making full scale tests. Preliminary indications can be obtained by centrifuging a sample of slurry in a laboratory bottle centrifuge, preferably arranged so that it may be rapidly accelerated and stopped. If in such tests the solids are thrown down to give a clear liquor in 30 seconds or less, separation is probably feasible; if more than 60 seconds is required, good separation is unlikely. However, even materials which appear promising in the preliminary test may not dewater satisfactorily in the actual machine, since the conveyer tends to resuspend them in the liquid. This tendency may also be estimated from the
bottle tests; if the cake in the bottom of the centrifuge bottle is firm and hard-packed and not easily resuspended in the liquor with a glass rod, the cake will probably convey properly; other-
ed va l v e
D O Oa o i - Motor
CONTINUOUS, AUTOMATIC CENTRIFUGES
Three main types of centrifuge are applicable to the dewatering of solids in continuous processes: batch automatic centrifuges which, while not strictly continuous, are completely automatic and operate on very short batch cycles; the shove-type continuous centrifuge, in which a layer of solids is moved over the metal screen filtering medium by a reciprocating pusher; and the horizontal, tapered, solid-bowl type, in which a helical conveyer moves the solids out of a pond of liquid.
The capacity of the first two types is primarily limited by the draining rate of the cake, and consequently information obtained from the batch centrifuge tests can be applied to the selection of these machines. However, their economical operation demands a free-draining, crystalline cake, generally with solids not finer than 100 to 150 mesh. In addition, the batch automatic type requires a dry cake for satisfactory discharging: More than 15% moisture in the cake makes automatic unloading difficult; with more than 20% it is usually impossible. In certain cases the character of the residual cake left in the basket after unloading greatly affects the draining rate of succeeding batches. For high throughput it is essential that the feed slurry be as concentrated as possible. Effective washing is possible in these machines, and final cake moisture contents of 3 to 5% are common.
In horizontal solid-bowl continuous centrifuges the capacity is not determined by the draining rate, since all the liquid does not pass through a layer of solids. Instead the solids are thrown out of the liquid against the inner surface of the bowl and are moved by the conveyer out of the pond of liquid up the so-called beach, and are discharged through slots in the wall of the bowl. The capacity is thus determined by the settling rate of the solids in the liquid or by the power required to convey the solids. Over a wide range the concentration of solids in the slurry has little effect on the capacity of this type of machine. Also, since no filter
Shaft
Brakedrum
Basket
Curb
Liquordischarge
Suspended Batch Centrifuge (American Tool & Machine Company)
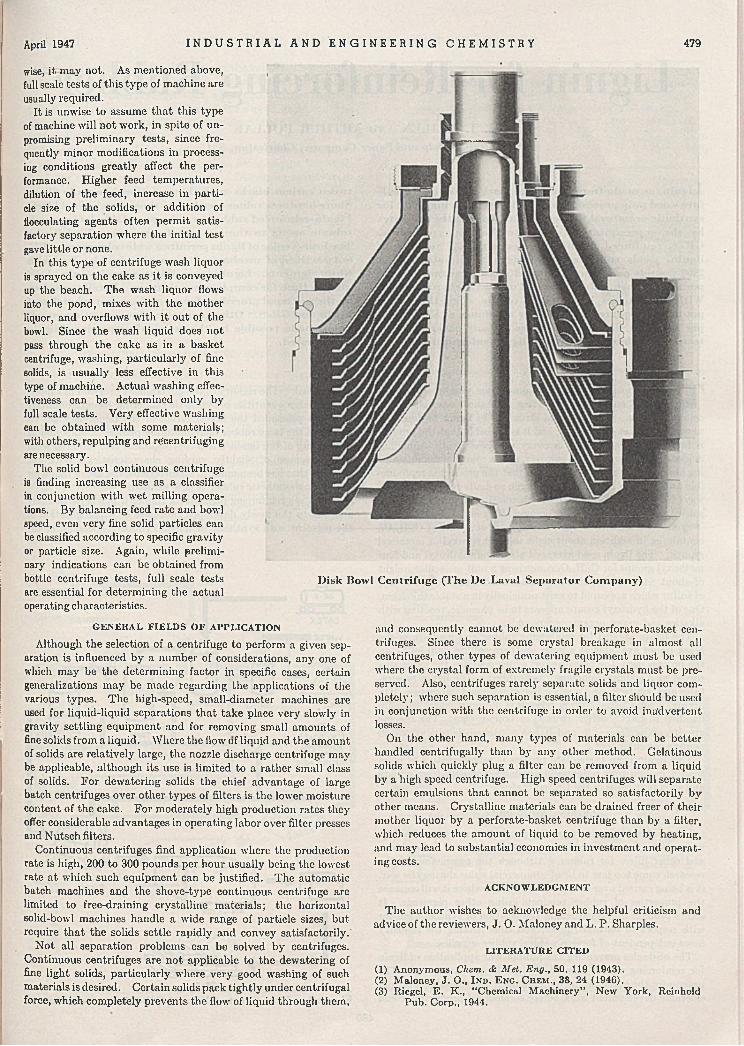
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 479
Disk Bowl Centrifuge (The De Laval Separator Company)
wise, it may not. As mentioned above, full scale tests of this type of machine are usually required.
It is unwise to assume that this type of machine will not work, in spite of unpromising preliminary tests, since frequently minor modifications in processing conditions greatly affect the performance. Higher feed temperatures, dilution of the feed, increase in particle size of the solids, or addition of flocculating agents often permit satisfactory separation where the initial test gave little or none.
In this type of centrifuge wash liquor is sprayed on the cake as it is conveyed up the beach. The wash liquor flows into the pond, mixes with the mother liquor, and overflows with it out of the bowl. Since the wash liquid does not pass through the cake as in a basket centrifuge, washing, particularly of fine solids, is usually less effective in this type of machine. Actual washing effectiveness can be determined only by full scale tests. Very effective washing can be obtained with some materials; with others, repulping and recentrifuging are necessary.
The solid bowl continuous centrifuge is finding increasing use as a classifier in conjunction with wet milling operations. By balancing feed rate and bowl speed, even very fine solid particles can be classified according to specific gravity or particle size. Again, while preliminary indications can be obtained from bottle centrifuge tests, full scale tests are essential for determining the actual operating characteristics.
GENERAL FIELDS OF APPLICATION
Although the selection of a centrifuge to perform a given separation is influenced by a number of considerations, any one of which may be the determining factor in specific cases, certain generalizations may be made regarding the applications of the various types. The high-speed, small-diameter machines are used for liquid-liquid separations that take place very slowly in gravity settling equipment and for removing small amounts of fine solids from a liquid. Where the flow of liquid and the amount of solids are relatively large, the nozzle discharge centrifuge may be applicable, although its use is limited to a rather small class of solids. For dewatering solids the chief advantage of large batch centrifuges over other types of filters is the lower moisture content of the cake. For moderately high production rates they offer considerable advantages in operating labor over filter presses and Nutsch filters.
Continuous centrifuges find application where the production rate is high, 200 to 300 pounds per hour usually being the lowest rate at which such equipment can be justified. The automatic batch machines and the shove-type continuous centrifuge are limited to free-draining crystalline materials; the horizontal solid-bowl machines handle a wide range of particle sizes, but require that the solids settle rapidly and convey satisfactorily.'
Not all separation problems can be solved by centrifuges. Continuous centrifuges are not applicable to the dewatering of fine light solids, particularly where very good washing of such materials is desired. Certain solids pack tightly under centrifugal force, which completely prevents the flow of liquid through them,
and consequently cannot be dewatered in perforate-basket centrifuges. Since there is some crystal breakage in almost all centrifuges, other types of dewatering equipment must be used where the crystal form of extremely fragile crystals must be preserved. Also, centrifuges rarely separate solids and liquor completely; where such separation is essential, a filter should be used in conjunction with the centrifuge in order to avoid inadvertent losses.
On the other hand, many types of materials can be better handled centrifugally than by any other method. Gelatinous solids which quickly plug a filter can be removed from a liquid by a high speed centrifuge. High speed centrifuges will separate certain emulsions that cannot be separated so satisfactorily by other means. Crystalline materials can be drained freer of their mother liquor by a perforate-basket centrifuge than by a filter, which reduces the amount of liquid to be removed by heating, and may lead to substantial economies in investment and operating costs.
ACKNOWLEDGMENT
The author wishes to acknowledge the helpful criticism and advice of the reviewers, J. 0. Maloney and L. P. Sharpies.
LITERATURE CITED
(1) Anonym ous, Chem. & M el. Eng., 50, 119 (1943).(2) M aloney, J. O., I n d . E n g . C h e m ., 38, 24 (1946).(3) Riegel, E . K ., “ Chem ical M achinery” , N ew Y ork , Reinhold
P ub. C orp., 1944.
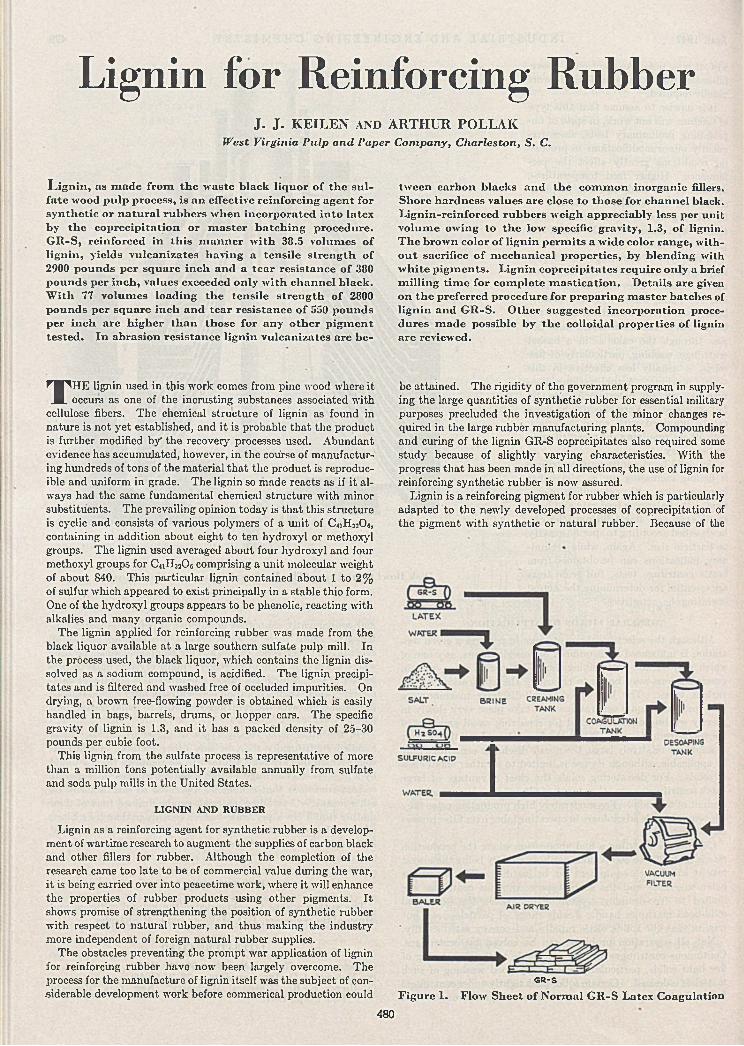
Lignin for Reinforcing RubberJ. J. KEILEN AND ARTHUR POLLAK
West Virginia Pulp and Paper Company, Charleston, S. C.
Lignin, as made from the waste black liquor of the sulfate wood pulp process, is an effective reinforcing agent for synthetic or natural rubbers when incorporated into latex by the coprecipitalion or master hatching procedure. G R -S, reinforced in this manner with 38.5 volumes of lignin, yields vulcanizates having a tensile strength of 2900 pounds per square inch and a tear resistance of 380 pounds per inch, values exceeded only with channel black. With 77 volumes loading the tensile strength of 2800 pounds per square inch and tear resistance of 550 pounds per inch are higher than those for any other pigment tested. In abrasion resistance lignin vulcanizates arc be
tween carbon blacks and the common inorganic fillers. Shore hardness values are close to those for channel black. Lignin-reinforced rubbers weigh appreciably less per unit volume owing to the low specific gravity, 1.3, o f lignin. The brown color of lignin permits a wide color range, without sacrifice of mechanical properties, by blending with white pigments. Lignin coprecipitates require only a brief milling time for complete mastication. Details arc given on the preferred procedure for preparing master batches of lignin and G R -S. Other suggested incorporation procedures made possible by the colloidal properties of lignin are reviewed.
T HE lignin used in this work comes from pine wood where it occurs as one of the incrusting substances associated with cellulose fibers. The chemical structure of lignin as found in
nature is not yet established, and it is probable that the product is further modified by" the recovery processes used. Abundant evidence has accumulated, however, in the couYse of manufacturing hundreds of tons of the material that the product is reproducible and uniform in grade. The lignin so made reacts as if it always had the same fundamental chemical structure with minor substituents. The prevailing opinion today is that this structure is cyclic and consists of various polymers of a unit of C (1H 320g, containing in addition about eight to ten hydroxyl or methoxyl groups. The lignin used averaged about four hydroxyl and four methoxyl groups for CuHaOe comprising a unit molecular weight of about 840. This particular lignin contained about 1 to 2% of sulfur which appeared to exist principally in a stable thio form. One of the hydroxyl groups appears to be phenolic, reacting with alkalies and many organic compounds.
The lignin applied for reinforcing rubber was made from the black liquor available at a large southern sulfate pulp mill. In the process used, the black liquor, which contains the lignin dissolved as a sodium compound, is acidified. The lignin precipitates and is filtered and washed free of occluded impurities. On drying, a brown free-flowing powder is obtained which is easily handled in bags, barrels, drums, or hopper cars. The specific gravity of lignin is 1.3, and it has a packed density of 25-30 pounds per cubic foot.
This lignin from the sulfate process is representative of more than a million tons potentially available annually from sulfate and soda pulp mills in the United States.
LIGNIN AND RUBBER
Lignin as a reinforcing agent for synthetic rubber is a development of wartime research to augment the supplies of carbon black and other fillers for rubber. Although the completion of the research came too late to be of commercial value during the war, it is being carried over into peacetime work, where it will enhance the properties of rubber products using other pigments. It shows promise of strengthening the position of synthetic rubber with respect to natural rubber, and thus making the industry more independent of foreign natural rubber supplies.
The obstacles preventing the prompt war application of lignin for reinforcing rubber have now been largely overcome. The process for the manufacture of lignin itself was the subject of considerable development work before commerical production could
be attained. The rigidity of the government program in supplying the large quantities of synthetic rubber for essential military purposes precluded the investigation of the minor changes required in the large rubber manufacturing plants. Compounding and curing of the lignin GR-S coprecipitates also required some study because of slightly varying characteristics. With the progress that has been made in all directions, the use of lignin for reinforcing synthetic rubber is now assured.
Lignin is a reinforcing pigment for rubber which is particularly adapted to the newly developed processes of coprecipitation of the pigment with synthetic or natural rubber. Because of the
GR-S
Figure 1. Flow Sheet of Normal GR-S Latex Coagulation
480
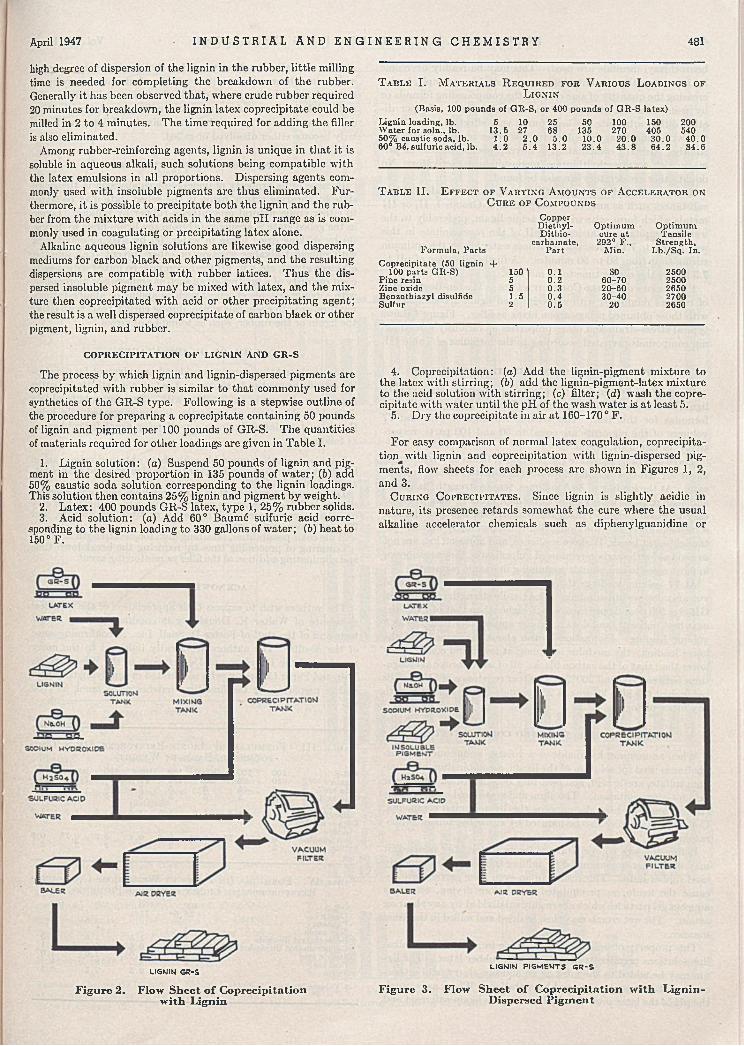
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 481
high degree of dispersion of the lignin in the rubber, little milling time is needed for completing the breakdown of the rubber. Generally it has been observed that, where crude rubber required 20 minutes for breakdown, the lignin latex coprecipitate could be milled in 2 to 4 minutes. The time required for adding the filler is also eliminated.
Among rubber-reinforcing agents, lignin is unique in that it is soluble in aqueous alkali, such solutions being compatible with the latex emulsions in all proportions. Dispersing agents commonly used with insoluble pigments are thus eliminated. Furthermore, it is possible to precipitate both the lignin and the rubber from the mixture with acids in the same pH range as is commonly used in coagulating or precipitating latex alone.
Alkaline aqueous lignin solutions are likewise good dispersing mediums for carbon black and other pigments, and the resulting dispersions are compatible with rubber latices. Thus the dispersed insoluble pigment may be mixed with latex, and the mixture then coprecipitated with acid or other precipitating agent; the result is a well dispersed coprecipitate of carbon black or other pigment, lignin, and rubber.
T a b l e I. M a t e r i a l s R e q u ir e d f o r V a r i o u s L o a d in g s o f L i g n i n
(Basis, 100 pounds of G R -S , or 400 pounds o f G R -S latex)Lignin loading, lb. W ater for soln., lb. 50% caustic soda, lb. 60° Bd. sulfuric acid, lb.
513.51.04 .2
1027
2.05 .4
2568
5 .013.2
5013510.023.4
100 150270 405
2 0 .0 30 .04 3 .8 64 .2
200540
40 .08 4.6
T a b l e II. E f f e c t o f V a r y i n g A m o u n t s o f A c c e l e r a t o r o n C u r e o f C o m p o u n d s
Formula, Parts
CopperDietnyl-Dithio-
carbamate,Part
Optimum cure at
292° F ., M in.
Optimum Tensile
Strength, L b ./S q . In.
Coprecipitate (50 lignin + 100 parts GR-S) 150 0 .1 80 2500
Pine resin 5 0 .2 00-70 2500Zinc oxide 5 0 .3 20-60 2650Benzothiazyl disulfide 1.5 0 .4 30-40 2700Sulfur 2 0 .5 20 2650
COPRECIPITATION OF LIGNIN AND GR-S
The process by which lignin and lignin-dispersed pigments are coprecipitated with rubber is similar to that commonly used for synthetics of the GR-S type. Following is a stepwise outline of the procedure for preparing a coprecipitate containing 50 pounds of lignin and pigment per 100 pounds of GR-S. The quantities of materials required for other loadings are given in Table I.
1. Lignin solution: (a) Suspend 50 pounds of lignin and pigment in the desired proportion in 135 pounds of water; (6) add 50% caustic soda solution corresponding to the lignin loadings. This solution then contains 25% lignin and pigment by weight.
2. Latex: 400 pounds GR-S latex, type 1, 25% rubber solids.3. Acid solution: (a) Add 60° Baum6 sulfuric acid corre
sponding to the lignin loading to 330 gallons of water; (b) heat to 150° F.
4. Coprecipitation: (a) Add the lignin-pigment mixture to the latex with stirring; (b) add the lignin-pigment-latex mixture to the acid solution with stirring; (c) filter; (d) wash the coprecipitate witli water until the pH of the wash water is at least 5.
5. Dry the coprecipitate in air at 160-170° F.
For easy comparison of normal latex coagulation, coprecipita- tion^with lignin and coprecipitation with lignin-dispersed pigments, flow sheets for each process are shown in Figures 1, 2, and 3.
C u r in g C o p r e c i p i t a t e s . Since lignin is slightly acidic in nature, its presence retards somewhat the cure where the usual alkaline accelerator chemicals such as diplienylguanidine or
USWIN GR-S L IG N IN P IG M E N T S G R -S
Figure 2. Flow Sheet o f Coprecipitation with Lignin
Figure 3. Flow Sheet o f Coprecipitation with Lignin- Disperscd Pigment
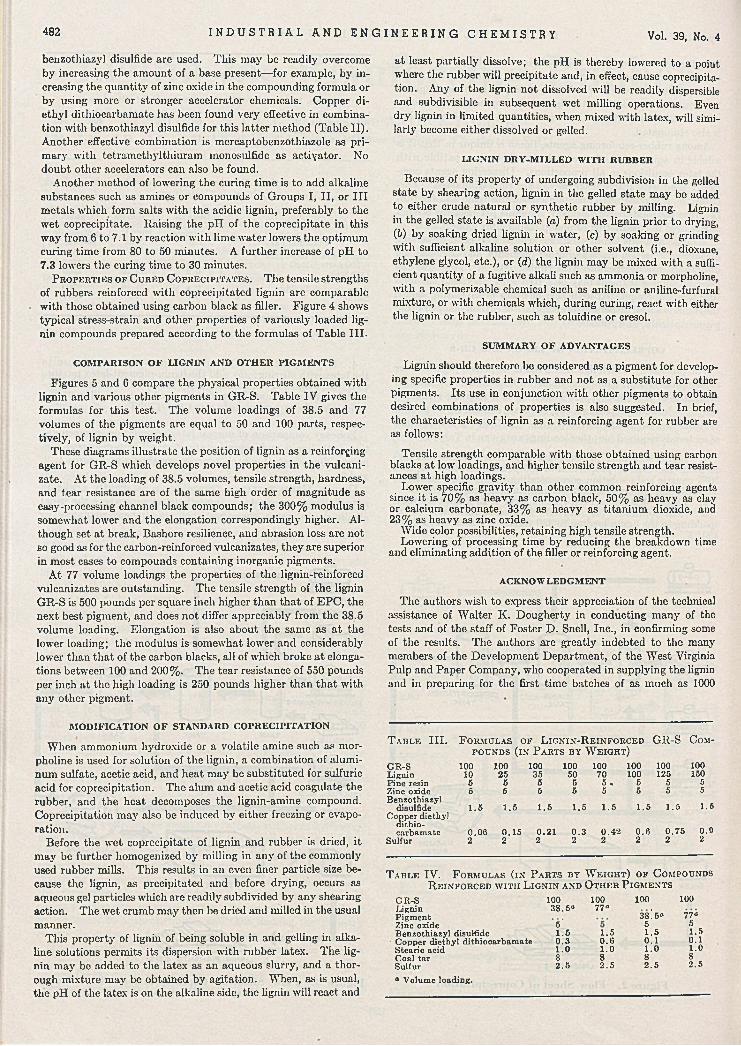
482 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
benzothiazyl disulfide are used. This may be readily overcome by increasing the amount of a base present—for example, by increasing the quantity of zinc oxide in the compounding formula or by using more or stronger accelerator chemicals. Copper diethyl dithiocarbamate has been found very effective in combination with benzothiazyl disulfide for this latter method (Table II). Another effective combination is mercaptobenzothiazole as primary with tetramethylthiuram monosulfide as activator. No doubt other accelerators can also be found.
Another method of lowering the curing time is to add alkaline substances such as amines or compounds of Groups I, II, or III metals which form salts with the acidic lignin, preferably to the wet coprecipitate. Raising the pH of the coprecipitate in this way from 6 to 7.1 by reaction with lime water lowers the optimum curing time from 80 to 50 minutes. A further increase of pH to 7.3 lowers the curing time to 30 minutes.
P r o p e r t i e s o f C u r e d C o p r e c i p i t a t e s . The tensile strengths of rubbers reinforced with coprecipitated lignin are comparable with those obtained using carbon black as filler. Figure 4 shows typical stress-strain and other properties of variously loaded lignin compounds prepared according to the formulas of Table III.
COMPARISON OF LIGNIN AND OTHER PIGMENTS
Figures 5 and 6 compare the physical properties obtained with lignin and various other pigments in GR-S. Table IV gives the formulas for this test. The volume loadings of 38.5 and 77 volumes of the pigments arc equal to 50 and 100 parts, respectively, of lignin by weight.
These diagrams illustrate the position of lignin as a reinforcing agent for GR-S which develops novel properties in the vulcani- zate. At the loading of 38.5 volumes, tensile strength, hardness, and tear resistance are of the same high order of magnitude as easy-processing channel black compounds; the 300% modulus is somewhat lower and the elongation correspondingly higher. Although set at break, Bashore resilience, and abrasion loss are not so good as for the carbon-reinforced vulcanizates, they are superior in most cases to compounds containing inorganic pigments.
At 77 volume loadings the properties of the lignin-reinforced vulcanizates are outstanding. The tensile strength of the lignin GR-S is 500 pounds per square inch higher than that of EPC, the next best pigment, and does not differ appreciably from the 38.5 volume loading. Elongation is also about the same as at the lower loading; the modulus is somewhat lower and considerably lower than that of the carbon blacks, all of which broke at elongations between 100 and 200%. The tear resistance of 550 pounds per inch at the high loading is 250 pounds higher than that with any other pigment.
at least partially dissolve; the pH is thereby lowered to a point where the rubber will precipitate and, in effect, cause coprecipitation. Any of the lignin not dissolved will be readily dispersible and subdivisible in subsequent wet milling operations. Even dry lignin in limited quantities, when mixed with latex, will similarly become either dissolved or gelled.
LIGNIN DRY-MILLED WITH RUBBER
Because of its property of undergoing subdivision in the gelled state by shearing action, lignin in the gelled state may be added to either crude natural or synthetic rubber by milling. Lignin in the gelled state is available (a) from the lignin prior to drying,(5) by soaking dried lignin in water, (c) by soaking or grinding with sufficient alkaline solution or other solvent (i.e., dioxane, ethylene glycol, etc.), or (d) the lignin may be mixed with a sufficient quantity of a fugitive alkali such as ammonia or morpholine, with a polymerizable chemical such as aniline or aniline-furfural mixture, or with chemicals which, during curing, react with either the lignin or the rubber, such as toluidine or cresol.
SUMMARY OF ADVANTAGES
Lignin should therefore be considered as a pigment for developing specific properties in rubber and not as a substitute for other pigments. Its use in conjunction with other pigments to obtain desired combinations of properties is also suggested. In brief, the characteristics of lignin as a reinforcing agent for rubber are as follows:
Tensile strength comparable with those obtained using carbon blacks at low loadings, and higher tensile strength and tear resistances at high loadings.
Lower specific gravity than other common reinforcing agents since it is 70% as heavy as carbon black, 50% as heavy as clay or calcium carbonate, 33% as heavy as titanium dioxide, and 23% as heavy as zinc oxide.
Wide color possibilities, retaining high tensile strength.Lowering of processing time by reducing the breakdown time
and eliminating addition of the filler or reinforcing agent.
ACKNOWLEDGMENT
The authors wish to express their appreciation of the technical assistance of Walter K. Dougherty in conducting many of the tests and of the staff of Foster D. Snell, Inc., in confirming some of the results. The authors are greatly indebted to the many members of the Development Department, of the West Virginia Pulp and Paper Company, who cooperated in supplying the lignin and in preparing for the first time batches of as much as 1000
MODIFICATION OF STANDARD COPRECIPITATION
When ammonium hydroxide or a volatile amine such as morpholine is used for solution of the lignin, a combination of aluminum sulfate, acetic acid, and heat may be substituted for sulfuric acid for coprecipitation. The alum and acetic acid coagulate the rubber, and the heat decomposes the lignin-amine compound. Coprecipitation may also be induced by either freezing or evaporation.
Before the wet coprecipitate of lignin and rubber is dried, it may be further homogenized by milling in any of the commonly used rubber mills. This results in an even finer particle size because the lignin, as precipitated and before drying, occurs as aqueous gel particles 'which are readily subdivided by any shearing action. The wet crumb may then be dried and milled in the usual manner.
Tliis property of lignin of being soluble in and gelling in alkaline solutions permits its dispersion with rubber latex. The lignin may be added to the latex as an aqueous slurry, and a thorough mixture may be obtained by agitation. When, as is usual, the pH of the latex is on the alkaline side, the lignin will react and
T a b l e III. F o r m u l a s o f L i g n i n - R e in f o r c e d GR-S COM-
G R-Sp o u n d s ( in P a r t s b y W e i g h t )
100 100 100 100 100 100 100 100Lignin 10 25 35 50 70 100 125 150Pine resin 5 5 5 5 5 . 5 5 5Zinc oxide 6 5 5 5 5 5 5 5Benzothiazyl
disulfide 1 .5 1.5 1 .5 1 .5 1 .5 1 .5 1 .5 1.5Copper diethyl
dithiocarbamate 0.06 0.15 0 .21 0 .3 0 .4 2 0 .6 0 .75 0 .9
Sulfur 2 2 2 2 2 2 2 2
T a b l e IV. F o r m u l a s ( i n P a r t s b y W e i g h t ) o f C o m p o u n d s R e in f o r c e d w i t h L i g n i n a n d O t h e r P i g m e n t s
GR-S Lignin Pigment Zinc oxideBenzothiazyl disulfide
• Copper diethyl dithiocarbamate Stearic acid Coal tar Sulfur
100 100 100 1003 8 .5« 77«
38! 5» 77«' s ' 5 51.5 1.5 1 .5 1.50 .3 0 .6 0 .1 0.11 .0 1 .0 1 .0 1.08 8 8 S2 .5 2 .5 2 .5 2 .5
° Volum e loading.
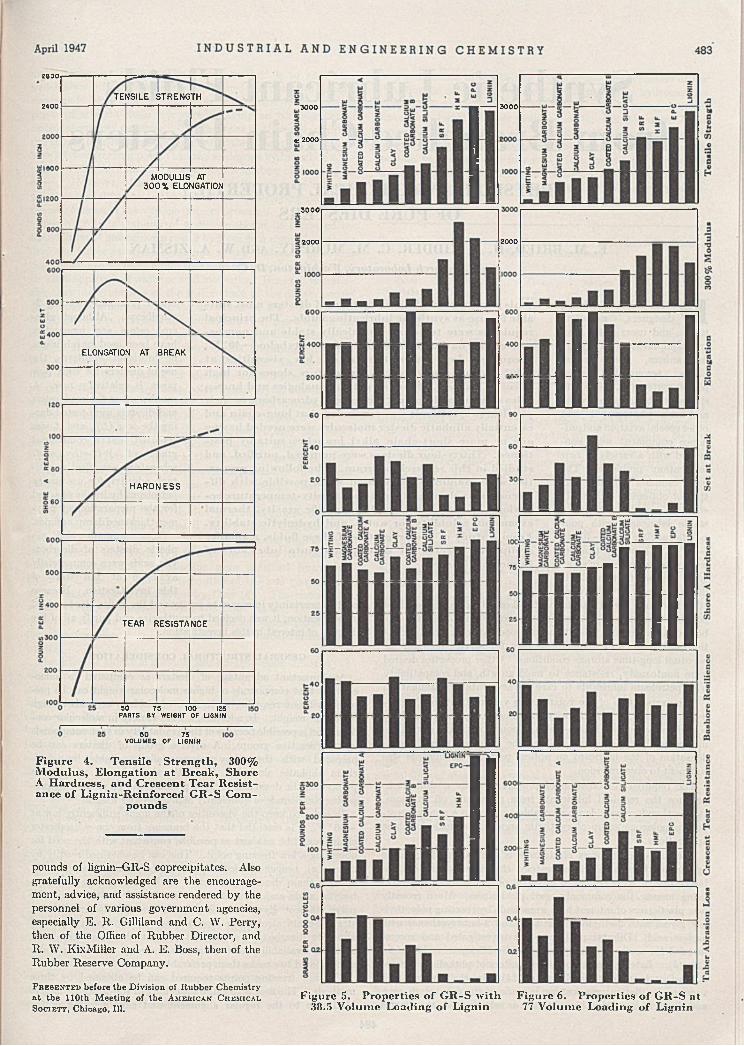
2 800
T EN S ILE STRENGTH2400 3000;sooo
K 2000
MODULUS AT 3 0 0 % ELONGATION
.3 0 0 0
20002000
ELONGATION AT BREAK
H A R D N ES S
TEAR RES ISTAN CE
30 73 100 125PA R TS B Y W EIGHT OF LIGNIN
30 75VOLUM ES OF LIGN IN
Figure 4. Tensile Strength, 300% Modulus, Elongation at Break, Shore A Hardness, and Crescent Tear Resistance of Lignin-Reinforced G R-S Com
pounds
pounds of lignin-GR-S coprecipitates. Also gratefully acknowledged are the encouragement, advice, and assistance rendered by the personnel of various government agencies, especially E. R. Gilliland and C. W. Perry, then of the Office of Rubber Director, and R. W. KixMiller and A. E. Boss, then of the Rubber Reserve Company.
P r e s e n t e d before the D ivision of R ubber Chemistry a t the 110th M eeting of the A m e r i c a n C h e m i c a l S o c i e t t , Chicago, 111.
Figure 5. Properties of GR-S with Figure 6. Properties of GR-S at 33.5 Volume Loading of Lignin 77 Volume Loading of Lignin
Synthetic Lubricant Fluids from Branched-Chain Diesters
PHYSICAL AND CHEMICAL PROPERTIES OF PURE DIESTERS
E. M . BRIED, H. F. KIDDER, C. M . MURPHY, AND W . A. ZISMANNaval Research Laboratory, Washington, D. C.
D u r i n g World w ar n ,designers, manufac
turers, and users of fire control equipment, depth bomb mechanisms, fuse mechanisms, aeronautical compasses, gyroscopes, clocks, gun sights, bomb sights, recorders, and aerial photographic and other special aviation and ordnance equipment were concerned with a variety of new lubrication problems. The most common difficulty was that of obtaining sufficiently effective and chemically stable lubricants with pour points ranging from —40° to —S0° F. Especially trouble-
T h is paper reports the development of diesters most suitable for use as synthetic lubricating fluids. The principal requisites were to secure chemically stable and noncorrosive fluids having freezing and pour points below —40° F ., adequately low evaporation rates, low viscosities at —40° F ., and low viscosity-temperaturc slopes (or high viscosity indices). From structural analogies and known rules relating molecular structure of hydrocarbons to their physical properties, it was concluded that long-chain and essentially aliphatic diestcr molecules were needed having one or more short-chain alkyl branches suitably positioned. Thirty-four diestcrs were prepared, purified, and studied in this research program. The following properties were examined and related when possible with differences in molecular structure: viscosity-tcmperature behavior, volatility, flammability, specific gravity, thermal' expansion, solubility for water, and hydrolytic stability. From a study of the properties of these fluids, a smaller group was selected for development into lubricants of
some was the problem of satis- immediate interest, fying the need for nonvolatile fluids having viscosities at100° F. of not over 10 to 15 centistokes. Usually the smallest possible temperature coefficient of viscosity was desired. The best obtainable rust inhibition and good hydrolytic and oxidation stabilities were required to care for service use and for eventual long-time storage conditions. Other properties desired were nontoxicity, resistance to mold growth, and compatibility with petroleum lubricants to care for accidental contamination.
The evaporation of the volatile, less viscous fraction of petroleum oils used in low viscosity instrument oils has resulted in considerably increased viscosities and pour points, and sometimes in practically dry bearings. Often the evaporation and recondensation of the lubricant on optical parts of instruments was sufficient to obscure vision.
The required combination of properties make it difficult to produce the required lubricants from petroleum oil fractions. It was therefore considered advisable to develop a nonhydrocarbon homologous group of synthetic organic chemicals for these applications.
The use of diesters as plasticizers is the earliest large scale application known to this laboratory, the dimethyl, diethyl, dibutyl, dioctyl, diphenyl, and dibenzyl phthalates and sebacates being among the commonly used plasticizers. More recently new plasticizers of interest here were made by reacting polyethylene glycol with 2-ethylhexanoic acid and 2-butoxyethanol with azelaic acid. Dibutyl phthalate was investigated and recommended for use as a vacuum pump oil by Hickman and Sanford {IS, 15). Later a variety of other diesters of phthalic acid were studied and applied by Hickman {14). In the present high vacuum distillation practice, use is made of the dibutyl, diamyl, and dioctyl esters of either phthalic or sebacic acid, the dioctyl
esters presumably being 2- ethylhexyl. Although glycerol esters and monoesters have been used for lubricants, or lubricant additives, the use of diesters for such purposes is relatively new. A number of undisclosed esters- and diesters were tested during the war. {10), and it was reported that a commercial grade of di-(2-ethylhexyt) sebacate was an effective antitack additive for use in the petroleum hydraulic oils and for the preparation of polymer-thickened dampingfluids.
Some aromatic and aliphatic diesters of dicarbox- ylic acids were commercially available at the start of this investigation. Because
of the uncertainty in regard to purity and the difficulties involved in purification, it was decided to synthesize and purify all of the diesters of interest in this investigation.
GENERAL STRUCTURAL CONSIDERATIONS
An important advantage of diesters as compared to monoesters is that compounds of higher molecular weight can be prepared without resorting to the use of alcohols or acids of high moiecular weight. In addition, a wide variety in molecular configuration is possible because of the availability in such compounds- of two reactive groups. A diverse group of diesters can be- prepared with the many commercially available branched- chain aliphatic alcohols. As in the development of vacuum* pump oils, the desired low vapor pressure can be assured by preparing compounds of sufficiently high molecular weight.
In order to keep the viscosities of the fluids sufficiently low at- —40° F., it is essential that the branches from the main diester- chain should be as short as possible, consistent with the need for- obtaining a low freezing point. This can be obtained readily byusing (a) branched alcohols or alcohol-ethers reacted with* straight-chain dicarboxylic acids, (6) branched-chain monocar- boxylic acids and straight-chain dihydric alcohols such as the- polymethylene glycols or the polyethylene glycols, or (c) using: straight-chain alcohols or alcohol-ethers reacted with branched: aliphatic dicarboxylic acids. At present the relatively lower- cost and availability of the diesters made by methods a and b- as compared to c make them preferable.
The low freezing points required can be obtained by three- methods. The first is to cause branching of the molecule to give- hindrance to the regular alignment and close packing of the;
484
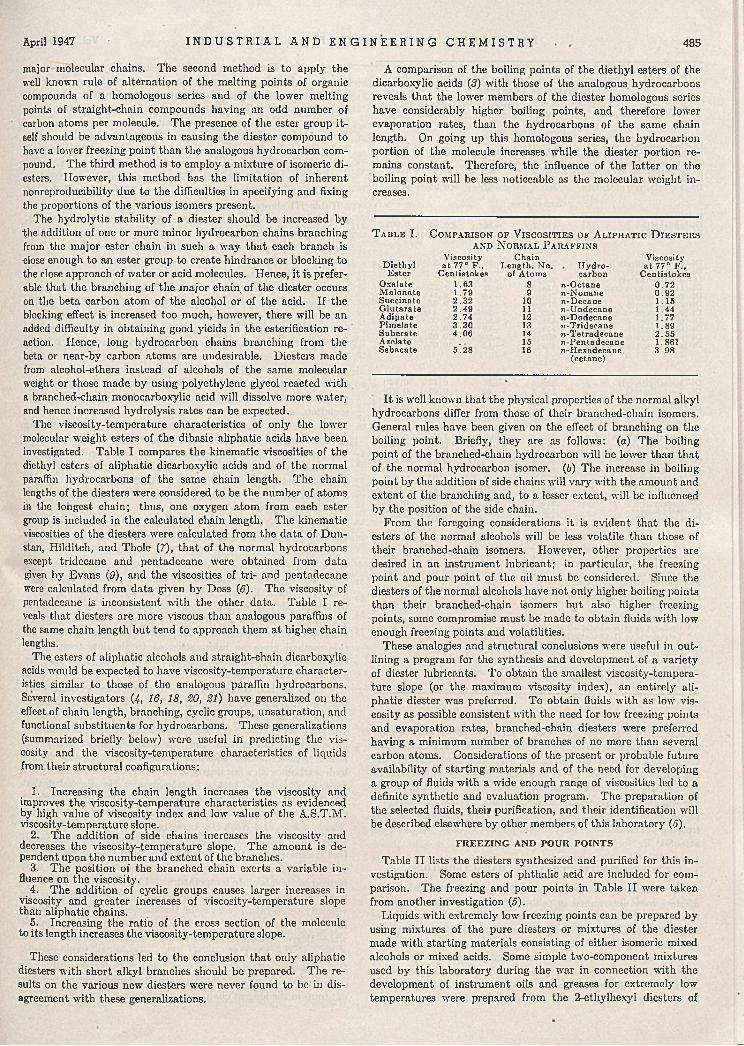
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 485
major molecular chains. The second method is to apply the well known rule of alternation of the melting points of organic compounds of a homologous series and of the lower melting points of straight-chain compounds having an odd number of carbon atoms per molecule. The presence of the ester group itself should be advantageous in causing the diester compound to have a lower freezing point than the analogous hydrocarbon compound. The third method is to employ a mixture of isomeric diesters. However, this method has the limitation of inherent nonreproducibility due to the difficulties in specifying and fixing the proportions of the various isomers present.
The hydrolytic stability of a diester should be increased by the addition of one or more minor hydrocarbon chains branching from the major ester chain in such a wray that each branch is close enough to an ester group to create hindrance or blocking to the close approach of water or acid molecules. Hence, it is preferable that the branching of the major chain, of the diester occurs on the beta carbon atom of the alcohol or of the acid. If the blocking effect is increased too much, however, there will be an added difficulty in obtaining good yields in the esterification reaction. Hence, long hydrocarbon chains branching from the beta or near-by carbon atoms are undesirable. Diesters made from alcohol-ethers instead of alcohols of the same molecular weight or those made by using polyethylene glycol reacted with a branched-chain monocarboxylic acid will dissolve more water, and hence increased hydrolysis rates can be expected.
The viscosity-temperature characteristics of only the lower molecular w’eight esters of the dibasic aliphatic acids have been investigated. Table I compares the kinematic viscosities of the diethyl esters of aliphatic dicarboxylic acids and of the normal paraffin hydrocarbons of the same chain length. The chain lengths of the diesters were considered to be the number of atoms in the longest chain; thus, one oxygen atom from each ester group is included in the calculated chain length. The kinematic viscosities of the diesters were calculated from the data of Dun- stan, Hilditch, and Thole (7), that of the normal hydrocarbons except tridecane and pentadecane were obtained from data given by Evans (9), and the viscosities of tri- and pentadecane were calculated from data given by Doss (6). The viscosity of pentadecane is inconsistent with the other data. Table I reveals that diesters are more viscous than analogous paraffins of the same chain length but tend to approach them at higher chain lengths.
The esters of aliphatic alcohols and straight-chain dicarboxylic acids would be expected to have viscosity-temperature characteristics similar to those of the analogous paraffin hydrocarbons. Several investigators (4, 16, 18, 20, 21) have generalized on the effect of chain length, branching, cyclic groups, unsaturation, and functional substituents for hydrocarbons. These generalizations (summarized briefly below) were useful in predicting the viscosity and the viscosity-temperature characteristics of liquids from their structural configurations:
1. Increasing the chain length increases the viscosity and improves the viscosity-temperature characteristics as evidenced by high value of viscosity index and low value of the A.S.T.M. viscosity-temperature slope.
2. The addition of side chains increases the viscosity and decreases the viscosity-temperature slope. The amount is dependent upon the number and extent of the branches.
3. The position of the branched chain exerts a variable influence on the viscosity.
_4. The addition of cyclic groups causes larger increases in viscosity and greater increases of viscosity-temperature slope than aliphatic chains.
5. Increasing the ratio of the cross section of the molecule to its length increases the viscosity-temperature slope.
These considerations led to the conclusion that only aliphatic diesters with short alkyl branches should be prepared. The results on the various new diesters were never found to be in disagreement with these generalizations.
A comparison of the boiling points of the diethyl esters of the dicarboxylic acids (S) with those of the analogous hydrocarbons reveals that the lower members of the diester homologous series have considerably higher boiling points, and therefore lower evaporation rates, than the hydrocarbons of the same chain length. On going up this homologous series, the hydrocarbon portion of the molecule increases while the diester portion remains constant. Therefore, the influence of the latter on the boiling point will be less noticeable as the molecular weight increases.
T a b l e I. C o m p a r is o n o p V is c o s it ie s o f A l i p h a t i c D i e s t e r s a n d N o r m a l P a r a f f i n s
DiethylViscosity Chain Viscosityat 770 F., Length, N o. H ydro at 77° F .,
Ester Centistokes of Atom s carbon CentistokesOxalate 1.63 8 n-Octane 0 .7 2Malonate 1.79 9 n-Nonane 0 .92Succinate 2 .32 10 n-Decane 1 .15Glutarate 2 .4 9 11 n-Undecane 1 .44Adipate 2 .74 12 •n-Dodecane 1.77Pimelate 3 .3 0 13 n-Tridecane 1 .89Suberate 4 .06 14 n-Tetradecane 2 .5 5Azelate 15 n-Pentadecane 1.86?Sebacate 5'.28 16 n-Hexadecane
(cetanc)3 .9 8
It is well known that the physical properties of the normal alkyl hydrocarbons differ from those of their branched-chain isomers. General rules have been given on the effect of branching on the boiling point. Briefly, they are as follows: (a) The boiling point of the branched-chain hydrocarbon will be lower than that of the normal hydrocarbon isomer. (6) The increase in boiling point by the addition of side chains will vary with the amount and extent of the branching and, to a lesser extent, will be influenced by the position of the side chain.
From the foregoing considerations it is evident that the diesters of the normal alcohols will be less volatile than those of their branched-chain isomers. However, other properties are desired in an instrument lubricant; in particular, the freezing point and pour point of the oil must be considered. Since the diesters of the normal alcohols have not only higher boiling points than their branched-chain isomers but also higher freezing points, some compromise must be made to obtain fluids with low enough freezing points and volatilities.
These analogies and structural conclusions were useful in outlining a program for the synthesis and development of a variety of diester lubricants. To obtain the smallest viscosity-temperature slope (or the maximum viscosity index), an entirely aliphatic diester was preferred. To obtain fluids with as low viscosity as possible consistent with the need for low freezing points and evaporation rates, branched-chain diesters were preferred having a minimum number of branches of no more than several carbon atoms. Considerations of the present or probable future availability of starting materials and of the need for developing a group of fluids with a wide enough range of viscosities led to a definite synthetic and evaluation program. The preparation of the selected fluids, their purification, and their identification will be described elsewhere by other members of this laboratory (6).
FREEZING AND POUR POINTS
Table II lists the diesters synthesized and purified for this investigation. Some esters of phthalic acid are included for comparison. The freezing and pour points in Table II were taken from another investigation (5).
Liquids with extremely low freezing points can be prepared by using mixtures of the pure diesters or mixtures of the diester made with starting materials consisting of either isomeric mixed alcohols or mixed acids. Some simple two-component mixtures used by this laboratory during the war in connection with the development of instrument oils and greases for extremely low temperatures were prepared from the 2-ethylhexyl diesters of
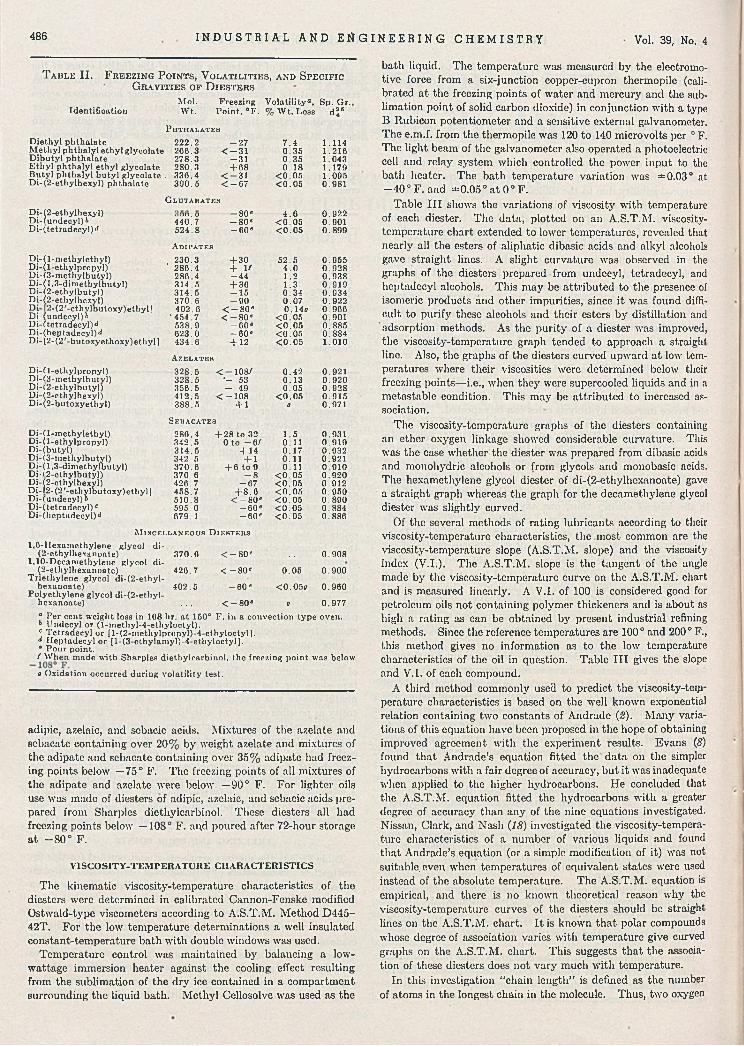
486 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
T a b l e I I . F r e e z i n g P o in t s , V o l a t i l i t i e s , a n d S p e c if ic G r a v i t i e s o f D i e s t e r s
Identification
Diethyl phthalate M ethyl phthalyl ethyl glycolate D ibutyl phthalate Ethyl phthalyl ethyl glycolate Butyl phthalyl butyl glycolate D i-(2-ethylhexyl) phthalate
D i-(2-ethylhexyl)D i-iu n d ecy l)bDi-ttetradecyl)«*
D i-(l-n iethylethyl) D i-(l-ethylpropy l) D i-(3-m ethylbutyl) D i-( 1,3-dim ethylbutyl)D i-f2 -ethylbutyl)-(2-!.............
• hv! D i-(undecyl)*
D i-(2-ethylhexyl)2 -(2 '-ethylbutoxy )eth yl]Di
M ol. Freezing V olatility0, Sp. Gr.W t. Point, °F . % W t. Loss d i 8
P hthalates
222.2 - 2 7 7 .4 1.114! 266.3 < - 3 1 0 .3 5 1 .216
278.3 - 3 1 0 .3 5 1.043280.3 4-68 0 .1 8 1.179
. 336.4 < - 3 1 < 0 .0 5 1.095390 .5 < - 6 7 < 0 .0 5 0.981
G lutarates_on« A A n QoooOD . O — OU ** . u U. a A A
440.7 - 8 0 « < 0 .0 5 0 .901524 .8 - 6 0 « < 0 .0 5 0 .899
A d i p a t e s
. 230.3 4-30 52.5 0 .955286.4 4- 1/ 4 .0 0 .928286.4 - 4 4 1.2 0 .938314 .5 4-36 1.3 0 .919314 .5 - 1 5 0 .34 0 .934370.6 - 9 0 0 .07 0 .922402 .6 < — 80« 0.140 0 .966
* 454.7 < — 80® < 0 .0 5 0.901538.9 - 6 0 « < 0 .0 5 0 .885623.0 - 6 0 « < 0 .0 5 0 .884434.6 4-12 < 0 .0 5 1.010
A z e l a t e s
328 .5 < - 1 0 8 / 0 .4 2 0.921328 .5 * - 53 0 .1 3 0 .920356 .5 - 49 0 .0 5 0 .928412.5 < - 1 0 8 < 0 .0 5 0 .915388 .5 4-1 0 0.971
S e b a c a t e s
286 .4 4-28 to 32 1,.5 0 .931342,.5 0 to — 6 / 0..11 0 ,919314 .5 4-14 0,.17 0,.932342, 5 4-1 0. 11 0..921370 .6 4-6 to 9 0..11 0 910370. 6 - 8 < 0 . 05 0..920426, 7 - 6 7 < 0 . 05 0. 912458..7 4 -8 .6 < 0 ..05 0. 950510..8 < - 8 0 « < 0 . 05 0. 890595. 0 - 6 0 « < 0 . 05 0.,884679. 1 - 6 0 « < 0 . 05 0..886
D i-f tetradecyl)d D i-(heptadecyl)d D i- [2-(2 '-butoxyethoxy) ethyl ]
D i-(l-ethylpropy l)D i-f3-m ethylbutyl)D i-(2-ethylbutyl)D i-(2-ethylhexyl)D i-(2 -butoxyethyl)
D i-il-m ethy leth yl)D i-( 1-ethylpropyl)D i-(butyl)D i-(3-m ethylbutyl)Di- (1 ,3-dim ethylbutyl)D i-(2 -ethylbutyl)D i-(2-ethylhexyl)D i-f2 -(2 /-ethylbutoxy)ethyl]Di-(undecyl)t>D i-(tetradecyl)c D i-(heptadecyl)d
M i s c e l l a n e o u s D i e s t e r s
1,6-IIexamethylene glycol di- (2-ethylhexanoate) 3 70 .6 < —80® . . 0 .908
1,10-Decam ethylene glycol di- (2-ethylhexanoate) 426 .7 < - 8 0 * 0 .0 5 0 .900
Triethylene glycol di-(2-ethyl-hexanoate) 4 02 .5 —60« < 0 .0 5 ? 0 .960
Polyethylene glycol di-(2-ethyl-hexanoate) . . . < — 80« o 0 .977° Per cent weight loss in 168 hr. at 150° F. in a convection type oven.& Undecyl or (l-m ethy l-4-ethy loctyl). c Tetradecyl or [l-(2-m ethylpropyl)-4-ethylocty l]. d H eptadecyl or [l-(3-ethylam yl)-4 -ethylocty l].* Pour point.
/W h e n made with Sharpies diethylcarbinol, the freezing point was below
o Oxidation occurred during volatility test.
adipic, azelaic, and sebacic acids. Mixtures of the azelate and sebacate containing over 20% by weight azelate and mixtures of the adipate and sebacate containing over 35% adipate had freezing points below —75° F. The freezing points of all mixtures of the adipate and azelate were below —90° F. For lighter oils use was made of diesters of adipic, azelaic, and sebacic acids prepared from Sharpies diethylcarbinol. These diesters all had freezing points below —108° F. and poured after 72-hour storage at -8 0 ° F.
VISCOSITY-TEMPERATURE CHARACTERISTICS
The kinematic viscosity-temperature characteristics of the diesters were determined in calibrated Cannon-Fenske modified Ostwald-typc viscometers according to A.S.T.M. Method D445- 42T. For the low temperature determinations a well insulated constant-temperature bath with double windows was used.
Temperature control was maintained by balancing a low- wattage immersion heater against the cooling effect resulting from the sublimation of the dry ice contained in a compartment surrounding the liquid bath. Methyl Cellosolve was used as the
bath liquid. The temperature was measured by the electromotive force from a six-junction copper-cupron thermopile (calibrated at the freezing points of water and mercury and the sublimation point of solid carbon dioxide) in conjunction with a type B Rubicon potentiometer and a sensitive external galvanometer. The e.ni.f. from the thermopile was 120 to 140 microvolts per 0 F. The light beam of the galvanometer also operated a photoelectric cell and relay system which controlled the power input to the bath heater. The bath temperature variation was =*=0.03° at -4 0 ° F. and ±0.05° at 0° F.
Table III shows the variations of viscosity with temperature of each diester. The data, plotted on an A.S.T.M. viscosity- temperature chart extended to lower temperatures, revealed that nearly all the esters of aliphatic dibasic acids and alkyl alcohols gave straight linos. A slight curvature was observed in the graphs of the diesters prepared from undecyl, tetradecyl, and heptadecyl alcohols. This may be attributed to the presence of isomeric products arid other impurities, since it was found difficult to purify these alcohols and their esters by distillation and adsorption methods. As the purity of a diester was improved, the viscosity-temperature graph tended to approach a straight line. Also, the graphs of the diesters curved upward at low temperatures where their viscosities were determined below their freezing points—i.e., when they were supercooled liquids and in a metastable condition. This may be attributed to increased association.
The viscosity-temperature graphs of the diesters containing an ether oxygen linkage showed considerable curvature. This was the case whether the diester was prepared from dibasic acids and monoliydric alcohols or from glycols and monobasic acids. The hexamethylene glycol diestcr of di-(2-ethylhexanoate) gave a straight graph whereas the graph for the decamethylene glycol diester was slightly curved.
Of the several methods of rating lubricants according to their viscosity-temperature characteristics, the most common are the viscosity-temperature slope (A.S.T.M. slope) and the viscosity index (V.I.). The A.S.T.M. slope is the tangent of the angle made by the viscosity-temperature curve on the A.S.T.M. chart and is measured linearly. A V.I. of 100 is considered good for petroleum oils not containing polymer thickeners and is about as high a rating as can be obtained by present industrial refining methods. Since the reference temperatures are 100° and 200° F., this method gives no information as to the low temperature characteristics of the oil in question. Table III gives the slope and V.I. of each compound.
A third method commonly used to predict the viscosity-teip- perature characteristics is based on the well known exponential relation containing two constants of Andrade (2). Many variations of this equation have been proposed in the hope of obtaining improved agreement with the experiment results. Evans (S) found that Andrade’s equation fitted the data on the simpler hydrocarbons with a fair degree of accuracy, but it was inadequate when applied to the higher hydrocarbons. He concluded that the A.S.T.M. equation fitted the hydrocarbons with a greater degree of accuracy than any of the nine equations investigated. Nissan, Clark, and Nash {18) investigated the viscosity-temperature characteristics of a number of various liquids and found that Andrade’s equation (or a simple modification of it) was not suitable, even when temperatures of equivalent states were used instead of the absolute temperature. The A.S.T.M. equation is empirical, and there is no known theoretical reason why the viscosity-temperature curves of the diesters should be straight lines on the A.S.T.M. chart. It is known that polar compounds whose degree of association varies with temperature give curved graphs on the A.S.T.M. chart. This suggests that the association of these diesters does not vary much with temperature.
In this investigation “chain length” is defined as the number of atoms in the longest chain in the molecule. Thus, two oxygen
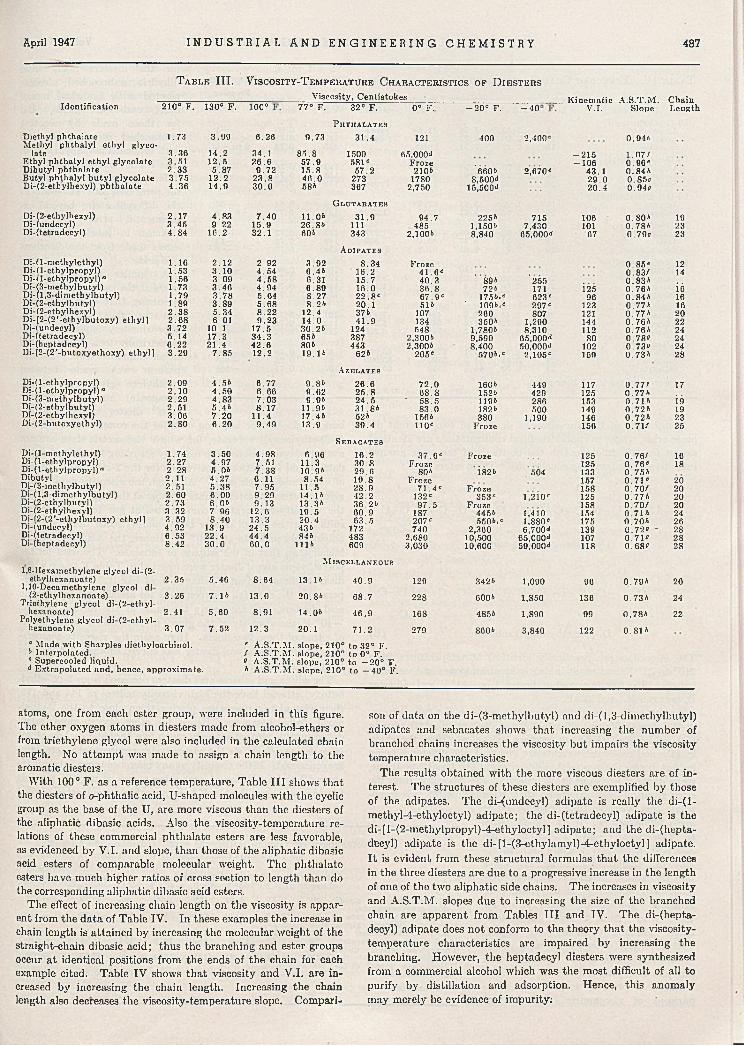
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 487
T a b l e III. V is c o s it y - T e m p e r a t u r e C h a r a c t e r i s t i c s o p D ie s t e r s
Identification
Diethyl phthalate Methyl phthalyl ethyl glyco-
lateEthyl phthalyl ethyl glycolate Dibutyl phthalate Butyl phthalyl bu tyl glycolate Di-(2-eth'ylhexyl) phthalate
Di-(2-ethylhexyl)Dj-fundecyl)Di-(tetradecyl)
D i-(l-m ethylethyl)D i-fl-ethylpropyl)Di-i 1-ethylpropyl) “Di-(3-methylbutyl)D i-(l,3-dim ethylbutyl)Di-(2-ethylbutyl)Di-(2-ethylhexyl)D i-[2 -(2 '-ethylbutoxy) ethyl]Di-(undecyl)Di-ftetradecyDDi-(heptadecyl)Di-[2-(2 '-butoxyethoxy) ethyl]
D i-(l-ethylpropyl)D i-(l-ethylpropyl) «Di-(3-m ethylbutyl)Di-(2-ethylbutyl)Di-(2-ethylhexyl)D i-(2-butoxyethyl)
D i-fl-m ethylethyl) D i-(l-ethylpropyl) D i-(l-cthylpropyl) “DibutylDi-(3-m ethylbutyl)D i-(l,3-dim ethylbutyl)Di-(2-ethylbutyl)Di-(2-ethylhcxyl)Di-f2-(2 '-ethylbutoxy) ethyl ]Di-(undecyl)Di-(tetradecyl)Di-(heptadecyl)
1,6-Hexamethylene glycol di-(2- ethylhexanoate)
1,10-Decamethylene glycol di- (2-ethylhexanoate)
Triethylene glycol di-(2-ethyl- hexanoate)
Polyethylene glycol di-(2-ethyl- hexanoate)
3 Made with Sharpies diethylcarbinol.6 Interpolated.c Supercooled liquid.4 Extrapolated and, hence, approxim ate.
V iscosity, Centistokes Kinem atic A .S .T .M . Chain210° F. 130° F. o o o 77° F. 32° F.
P htiialatf.8
o o |=1 - 2 0 ° F. 1 *>■ o V .I. Slope Length
1.73 3 .99 6 .26 9 .73 3 1 .4 121 400 2,400* 0.946
3 .3 6 14.2 34.1 85 .8 1500 65,0004 - 2 1 5 1 .0 7 /3 .51 12.5 2 6.6 5 7.9 581* Froze - 1 0 6 0 .96*2 .33 5 .87 9 .72 15.8 57.2 2106 ‘ 6606 2,670* 43.1 0 .8463 .7 5 12.2 2 3 .8 4 6 .0 273 1780 8,5004 2 9 .0 0.85a4 .36 14.9 3 0 .0 586 367
G lutarates
2,750 15,5004 20.4 0.94ft
2 .17 4 .83 7 .4 0 11.06 3 1 .9 94.7 2256 715 106 0 .806 193 .4 5 9 .2 2 15.9 26.86 111 485 1,1506 7,430 101 0 .786 234 .84 16.2 32.1 606 343
A dipates
2,1006 8,840 65,0004 67 0.79(7 23
1 .16 2.12 2 .9 2 3 .9 2 8.34 Froze 0 .85* 121.53 3 .1 0 4 .54 6 .46 16.2 4 1 .6 e 0 .8 3 / 141 .56 3 .0 9 4 .5 8 6.31 15.7 4 0.3 " 8 9 6 ‘ 255 0 .8361.73 3 .4 6 4 .9 4 6 .89 16.0 3 6 .8 726 171 Í 25 0 .766 iè1 .79 3 .7 8 5 .64 8 .27 2 2 .8 C 6 7 .9 e 1756,* 623* 96 0 .846 161 .89 3 .89 5 .6 8 8 .26 20.1 516 ’ 1096.« 297* 123 0 .776 162 .3 8 5 .3 4 8 .22 12.4 376 107 260 807 121 0 .776 202 .6 8 6.01 9 .23 14.0 4 1 .9 134 3506 1,290 144 0 .766 223 .72 10.1 17.5 30.26 124 548 1,7806 8,310 112 0 .766 245.14 17.3 34 .3 656 387 2,3006 9,590 65,0004 80 0.78® 246 .22 21.4 4 2 .6 806 443 2,3006 8,400 50,0004 102 0.73® 243 .29 7 .8 5 12.2 19.16 626
AZELATES
205e 5706,* 2,105* 159 0 .736 28
2 .09 4 .5 6 6 .77 9 .86 26.6 72 .0 1606 449 117 0 .776 172 .1 0 4 .5 0 6 .6 6 9 .62 2 5 .8 6 8 .8 1526 429 125 0 .7762 .29 4 .83 7 .0 3 9 .96 2 4.5 ' 58 .5 1196 286 153 0 .716 Í92.51 5.4*> 8 .17 11.96 31.86 8 3.0 1826 500 149 0 .726 193 .06 7 .2 0 11.4 17.46 526 1566 380 1,190 146 0 .726 232 .8 0 6 .2 0 9 .49 13.9 39.4
Sebacates
110e Froze 156 0 .7 1 / 25
1 .74 3 .5 0 4 .9 8 6 .9 6 16.2 3 7 .6 e Froze 125 0 .7 6 / 162 .27 4 .97 7.51 11.3 30 .8 Froze 125 0 .76* 182 .2 8 5.06 7 .3 8 10.96 29.6 806 i826 504 133 0.7562.11 4 .27 6.11 8 .54 19.8 Froze 157 0 .71* 202.51 5 .3 8 7 .95 11.5 28.9 7 1 .4 e Froze 158 0 .7 0 / 202 .6 0 6 .0 0 9 .29 14.16 42.2 132e „ 353* 1,2 io * 125 0 .776 202 .73 6 .06 9 .13 13.36 3 6 .26 97.5 Froze 158 0 .7 0 / 203 .3 2 7 .9 6 12.6 19.5 60.9 187 4456 1,4 io 154 0 .716 243 .5 9 8 .40 13.3 20.4 6 3.5 207 e 5506,* 1,880* 175 0 .706 264 .92 13.9 24 .5 436 172 740 2,360 6,7004 139 0.72® - 286 .53 22 .4 44 .4 846 483 2,680 10,.500 65,0004 107 0.71® 288 .42 3 0 .0 6 0 .0 1116 609
M iscellaneous
3,030 10,600 59,0004 118 0.68® 28
to CO cn 5 .4 6 8 .64 13.16 40 .9 129 3426 1,090 96 0 .796 203 .26 7 .16 13.0 20.86 68.7 228 6006 1,850 136 0 .736 242.41 5 .6 0 8.91 14.06 46 .9 168 4856 1,890 99 0.786 223 .07 7 .5 2 12.3 20.1 71.2 279 8606 3,840 122 0 .816
* A .S .T .M . slope, 210° to 32° F./ A .S .T .M . slope, 210° to 0° F.® A .S .T .M . slope, 210° to - 2 0 ° F.6 A .S .T .M . slope, 210° to - 4 0 ° F.
atoms, one from each ester group, were included in this figure. The ether oxygen atoms in diesters made from alcohol-ethers or from triethylene glycol were also included in the calculated chain length. No attempt was made to assign a chain length to the aromatic diesters.
With 100° F. as a reference temperature, Table III shows that the diesters of o-phthalic acid, U-shaped molecules with the cyclic group as the base of the U, are more viscous than the diesters of the aliphatic dibasic acids. Also the viscosity-temperature relations of these commercial phthalate esters are less favorable, as evidenced by V.1. and slope, than those of the aliphatic dibasic acid esters of comparable molecular weight. The phthalate esters have much higher ratios of cross section to length than do the corresponding aliphatic dibasic acid esters.
The effect of increasing chain length on the viscosity is apparent from the data of Table IV. In these examples the increase in chain length is attained by increasing the molecular weight of the straight-chain dibasic acid; thus the branching and ester groups occur at identical positions from the ends of the chain for each example cited. Table IV shows that viscosity and V.I. are increased by increasing the chain length. Increasing the chain length also decreases the viscosity-temperature slope. Compari
son of data on the di-(3-methylbutyl) and di-(l,3-dimethylbutyl) adipates and sebacates shows that increasing the number of branched chains increases the viscosity but impairs the viscosity temperature characteristics.
The results obtained with the more viscous diesters are of interest. The structures of these diesters are exemplified by those of the adipates. The di^undecyl) adipate is really the di-(l- methyl-4-ethyloctyl) adipate; the di-(tetradecyl) adipate is the di-[l-(2-methylpropyl)-4-ethyloctyl] adipate; and the di-(hepta- decyl) adipate is the di-[l-(3-ethylamyl)-4-ethyloctyl] adipate. It is evident from these structural formulas that the differences in the three diesters are due to a progressive increase in the length of one of the two aliphatic side chains. The increases in viscosity and A.S.T.M. slopes due to increasing the size of the branched chain are apparent from Tables III and IV. The di-(hepta- decyl) adipate does not conform to the theory that the viscosity- temperature characteristics are impaired by increasing the branching. However, the heptadecyl diesters were synthesized from a commercial alcohol which was the most difficult of all to purify by distillation and adsorption. Hence, this anomaly may merely be evidence of impurity:
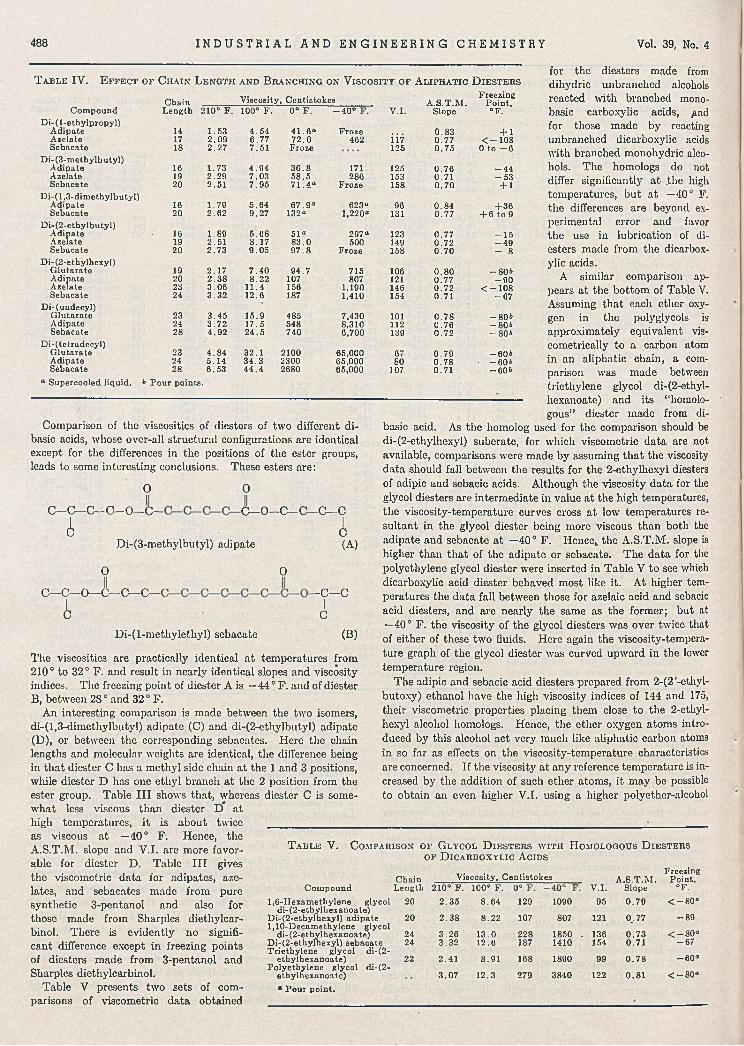
488 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
T a b l e I V . E f f e c t o f C h a i n L e n g t h a n d B r a n c h i n g o n V i s c o s i t y o f A l i p h a t i c D i e s t e r s
Chain Viscosity, Centistokes A .S .T .M .Freezing
Point,Com pound Length 210° F. 100° F. 0 ° F. 1 >* o o V .I. Slope °F .
D i-(l-eth ylp rop y l)AdipateAzelate
14 1 .53 4 .54 4 1 .6 ° Froze 0 .83 + 117 2 .09 6 .77 72 .0 462 Ü 7 0 .77 < - 1 0 8
Sebacate 18 2 .27 7 .51 Froze 125 0 .75 0 to —6D i-(3-m ethylbutyl)
AdipateAzeiate
16 1.73 4 .9 4 3 6 .8 171 125 0 .7 6 - 4 419 2 .2 9 7 .03 58.5 286 153 0.71 - 5 3
Sebacate 20 2.51 7 .9 5 7 1 .4 ° Froze 158 0 .7 0 + 1D i-(1,3-dim ethylbutyl)
Adipate 16 1.79 5 .64 6 7 .9 ° 623a 96 0 .84 + 36Sebacate 20 2 .62 9 .27 132° 1,220° 131 0 .77 + 6 to 9
D i-(2-ethylbutyl)AdipateAzelate
16 1.89 5 .6 8 51a 297° 123 0 .77 - 1 519 2.51 8 .17 83 .0 500 149 0 .72 - 4 9
Sebacate 20 2 .7 3 9 .05 9 7 .8 Froze 158 0 .7 0 - 8Di-(2-ethylhexyl)
Glutarate 19 2.17 7 .4 0 9 4 .7 715 106 0 .8 0 - 8 0 bAdipateAzelate
20 2 .3 8 8 .22 107 807 121 0 .77 - 9 023 3 .06 11.4 156 1,190 146 0 .72 < - 1 0 8
SebacateD i-(undecyl)
24 3 .3 2 12.6 187 1,410 154 0.71 - 6 7
Glutarate 23 3 .4 5 15.9 485 7,430 101 0 .7 8 -8 0 &Adipate 24 3 .7 2 17.5 548 8,310 112 0 .76 -8 0 bSebacate 28 4 .92 2 4 .5 740 6,700 139 0 .72 -8 0 b
D i-(tetradecyl)Glutarate 23 4 .8 4 32.1 2100 65,000 67 0 .79 - 6 0 bAdipate 24 5 .14 34 .3 2300 65,000 80 0 .78 • - 6 0 bSebacate 28 6 .53
° Supercooled liquid. b Pour points.44 .4 2680 65,000 107 0.71 - 6 0 b
Comparison of the viscosities of diesters of two different dibasic acids, whose over-all structural configurations are identical except for the differences in the positions of the ester groups, leads to some interesting conclusions. These esters are:
0
C - C - C - - C - 0 - L -
ADi-(3-methylbutyl) adipate
0
L o -
oII
C—C—0 —c - Ic
0
-c—c —c
Di-(l-methylethyl) sebacate
The viscosities are practically identical at temperatures from 210° to 32° F. and result in nearly identical slopes and viscosity indices. The freezing point of diester A is — 44° F. and of diester B, between 28° and 32° F.
An interesting comparison is made between the two isomers, di-(l,3-dimethylbutyl) adipate (C) and di-(2-ethylbutyl) adipate (D), or between the corresponding sebacates. Here the chain lengths and molecular weights are identical, the difference being in that diester C has a methyl side chain at the 1 and 3 positions, while diester D has one ethyl branch at the 2 position from the ester group. Table III shows that, whereas diester C is somewhat less viscous than diester D athigh temperatures, it is about twice ________________as viscous at —40° F. Hence, the A.S.T.M. slope and V.I. are more favorable for diester D. Table III gives the viscometric data for adipates, aze- lates, and sebacates made from pure synthetic 3-pentanol and also for those made from Sharpies diethylcar- binol. There is evidently no significant difference except in freezing points of diesters made from 3-pentanol and Sharpies diethylcarbinol.
Table V presents two sets of comparisons of viscometric data obtained
for the diesters made from dihydric unbranched alcohols reacted with branched monobasic carboxylic acids, /md for those made by reacting un branched dicarboxylic acids with branched monohydric alcohols. The homologs do not differ significantly at .the high temperatures, but at —40° F. the differences are beyond experimental error and favor the use in lubrication of diesters made from the dicarboxylic acids.
A similar comparison appears at the bottom of Table V. Assuming that each ether oxygen in the polyglycols is approximately equivalent vis- cometrically to a carbon atom in an aliphatic chain, a comparison was made between triethylene glycol di-(2-ethyl-
—------------------------------------ hexanoate) and its “homologous” diester made from di
basic acid. As the homolog used for the comparison should be di-(2-ethylhexyl) suberate, for which viscometric data are not available, comparisons were made by assuming that the viscosity data should fall between the results for the 2-ethylhexyl diesters of adipic and sebacic acids. Although the viscosity data for the glycol diesters are intermediate in value at the high temperatures, the viscosity-temperature curves cross at low temperatures resultant in the glycol diester being more viscous than both the adipate and sebacate at —40° F. Hence,, the A.S.T.M. slope is higher than that of the adipate or sebacate. The data for the polyethylene glycol diester were inserted in Table V to see which dicarboxylic acid diester behaved most like it. At higher temperatures the data fall between those for azelaic acid and sebacic acid diesters, and are nearly the same as the former; but at —40° F. the viscosity of the glycol diesters was over twice that of either of these two fluids. Here again the viscosity-temperature graph of the glycol diester was curved upward in the lower temperature region.
The adipic and sebacic acid diesters prepared from 2-(2'-ethyl- butoxy) ethanol have the high viscosity indices of 144 and 175, their viscometric properties placing them close to the 2-ethylhexyl alcohol homologs. Hence, the ether oxygen atoms introduced by this alcohol act very much like aliphatic carbon atoms in so far as effects on the viscosity-temperature characteristics are concerned. If the viscosity at any reference temperature is increased by the addition of such ether atoms, it may be possible to obtain an even higher V.I. using a higher polyether-alcohol
T a b l e V . C o m p a r is o n o f G l y c o l D i e s t e r s w i t h H o m o l o g o u s D ie s t e r s o f D i c a r b o x y l i c A c id s
- C - C -C - C
C(A)
-C—C
A(B)
C om pound1,6-IIexam ethylene glycol
di-(2-ethylhexanoate) D i-(2 -ethylhexyl) adipate 1,10-Decam ethylene glycol
di-(2-ethylhexanoate) D i-(2-ethylhexyl) sebacateTriethylene glycol
ethylhexanoate) Polyethylene glycol
ethylhexanoate)• Pour point.
d i-(2 -
d i-(2-
Chain V iscosity , Centistokes A .S .T .M .Freezing
Point,Length 210° F. 100° F. o o OO1 V .I. Slope °F.
20 2 .3 5 8.64 129 1090 95 0 .7 9 < — 80°
20 2 .3 8 8 .22 107 807 121 0..77 - 8 9
24 3 .2 6 13.0 228 1850 . 136 0 .7 3 < - 8 0 “24 3 .3 2 12.6 187 1410 154 0 .71 - 6 7
22 2.41 8 .91 168 1890 99 0 .7 8 - 6 0 “
3 .0 7 12.3 279 3840 122 0 .81 < - 8 0 “
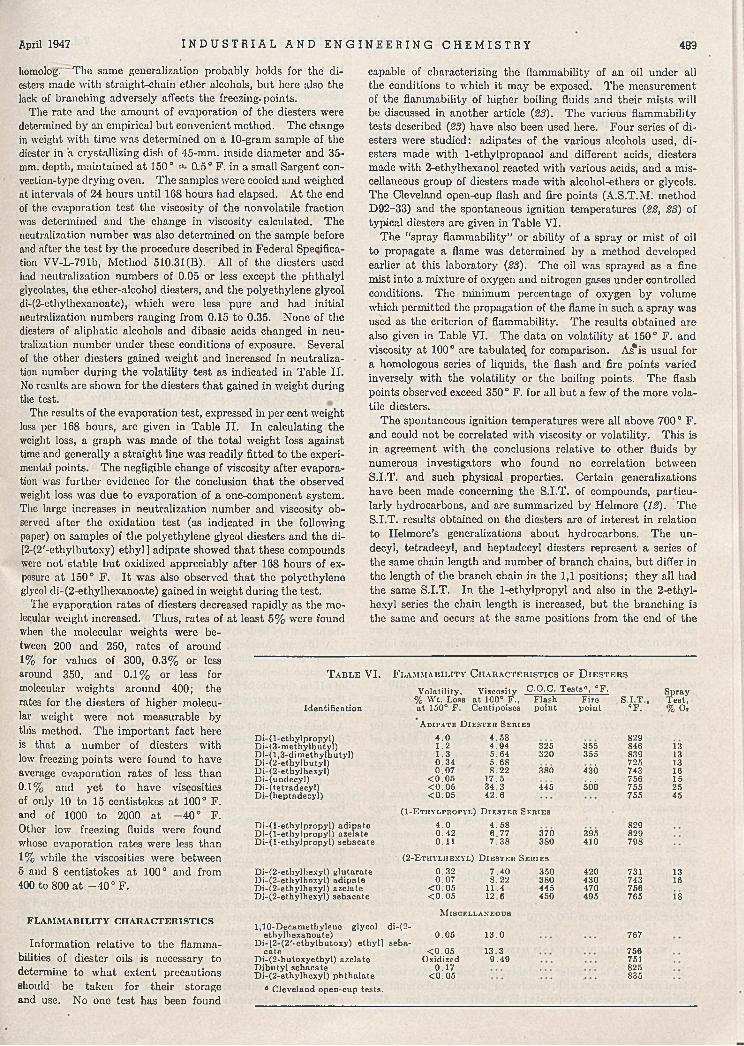
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 489
homolog. ~ The same generalization probably holds for the diesters made with straight-ehain ether alcohols, but here also the lack of branching adversely affects the freezing, points.
The rate and the amount of evaporation of the diesters were determined by an empirical but convenient method. The change in weight with time was determined on a 10-gram sample of the diester in a crystallizing dish of 45-mm. inside diameter and 35- mm. depth, maintained at 150° =*= 0.5° F. in a small Sargent convection-type drying oven. The samples were cooled and weighed at intervals of 24 hours until 168 hours had elapsed. At the end of the evaporation test the viscosity of the nonvolatile fraction was determined and the change in viscosity calculated. The neutralization number was also determined on the sample before and after the test by the procedure described in Federal Specification VV-L-791b, Method 510.31(B). All of the diesters used had neutralization numbers of 0.05 or less except the phthalyl glycolates, the ether-alcohol diesters, and the polyethylene glycol di-(2-cthylhexanoate), which were less pure and had initial neutralization numbers ranging from 0.15 to 0.35. None of the diesters of aliphatic alcohols and dibasic acids changed in neutralization number under these conditions of exposure. Several of the other diesters gained weight and increased in neutralization number during the volatility test as indicated in Table II. No results are shown for the diesters that gained in weight during the test.
The results of the evaporation test, expressed in per cent weight loss per 168 hours, are given in Table II. In calculating the weight loss, a graph was made of the total weight loss against time and generally a straight line was readily fitted to the experimental points. The negligible change of viscosity after evaporation was further evidence for the conclusion that the observed weight loss was due to evaporation of a one-component system. The large increases in neutralization number and viscosity observed after the oxidation test (as indicated in the following paper) on samples of the polyethylene glycol diesters and the di- [2-(2'-ethylbutoxy) ethyl] adipate showed that these compounds were not stable but oxidized appreciably after 168 hours of exposure at 150° F. It was also observed that the polyethylene glycol di-(2-ethylhexanoate) gained in weight during the test.
The evaporation rates of diesters decreased rapidly as the molecular weight increased. Thus, rates of at least 5% were found when the molecular weights were between 200 and 250, rates of around 1% for values of 300, 0.3% or less around 350, and 0.1% or less for molecular weights around 400; the rates for the diesters of higher molecular weight were not measurable by this method. The important fact here is that a number of diesters with low freezing points were found to have average evaporation rates of less than 0.1% and yet to have viscosities of only 10 to 15 centistokes at 100° F. and of 1000 to 2000 at -4 0 ° F.Other lorv freezing fluids were found whose evaporation rates were less than 1% while the viscosities were betw'een 5 and 8 centistokes at 100° and from 400 to 800 at -4 0 ° F.
FLAMMABILITY CHARACTERISTICS
Information relative to the flamma- bilities of diester oils is necessary to determine to what extent precautions Bhould be taken for their storage and use. No one test has been found
capable of characterizing the flammability of an oil under all the conditions to w'hich it may be exposed. The measurement of the flammability of higher boiling fluids and their mists will be discussed in another article (23). The various flammability tests described (23) have also been used here. Four series of diesters wrere studied: adipates of the various alcohols used, diesters made with 1-ethylpropanol and different acids, diesters made with 2-ethylhexanol reacted with various acids, and a miscellaneous group of diesters made with alcohol-ethers or glycols. The Cleveland open-cup flash and fire points (A.S.T.M. method D92-33) and the spontaneous ignition temperatures (22, 23) of typical diesters are given in Table VI.
The “spray flammability” or ability of a spray or mist of oil to propagate a flame was determined by a method developed earlier at this laboratory (23). The oil was sprayed as a fine mist into a mixture of oxygen and nitrogen gases under controlled conditions. The minimum percentage of oxygen by volume w'hich permitted the propagation of the flame in such a spray was used as the criterion of flammability. The results obtained are also given in Table VI. The data on volatility at 150° F. and viscosity at 100° are tabulated for comparison. As*is usual for a homologous series of liquids, the flash and fire points varied inversely with the volatility or the boiling points. The flash points observed exceed 350 ° F. for all but a few of the more volatile diesters.
The spontaneous ignition temperatures were all above 700° F. and could not be correlated w'ith viscosity or volatility. This is in agreement with the conclusions relative to other fluids by numerous investigators who found no correlation between5.1.T. and such physical properties. Certain generalizations have been made concerning the S.I.T. of compounds, particularly hydrocarbons, and are summarized by Helmore (12). The5.1.T. results obtained on the diesters are of interest in relation to Helmore’s generalizations about hydrocarbons. The un- decyl, tetradecyl, and heptadecyl diesters represent a series of the same chain length and number of branch chains, but differ in the length of the branch chain in the 1,1 positions; they all had the same S.I.T. In the 1-ethylpropyl and also in the 2-ethyl- hexyl series the chain length is increased, but the branching is the same and occurs at the same positions from the end of the
T a b le VI.
Identification
D i-(l-cth y lp rop y l)D i-(3 -m ethylbutyl)D i-(l,3 -d im ethy lbu ty l)D i-(2 -ethylbutyl)D i-(2-ethylhexyl)D i-(undecyl)D i-(tetradecyl)D i-(heptadecyl)
D i-(l-e th y lp rop y l) adipate D i-(l-e th y lp rop y l) azelate D i-(l-e th y lp rop y l) sebacate
Di-(2-ethylhexyH glutarate D i-(2-ethylhexyl) adipate D i-(2-ethylhexyl) azelate D i-(2-ethylhexyl) sebacate
1,10-Decam ethylene glycol ethylhexanoate)
D i-[2 -(2 '-ethylbutoxy ) ethyl] cate
D i-(2-butoxyethyl) azelate D ibutyl sebacate D i-(2-ethylhexyl) phthalate
° Cleveland open-cup tests.
F l a m m a b i l i t y C h a r a c t e r i s t i c s o f D ie s t e r s
V iscosity C-Q-C» T ests0, °F . at 100° F.,Centipoises
V olatility, % W t. Loss at 150° F.
Flashpoint
Firepoint
S .I.T .,°F .
A d i p a t e D i e s t e r S e r i e s
Spray Test, % Oi
4 .0 4 .5 8 8291.2 4 .94 325 355 S46 131 .3 5.64 320 355 839 130 .34 5 .6 8 725 130 .07 8 .22 380 43Ô 743 16
< 0 .0 5 17.5 756 15< 0 .0 5 34.3 445 5ÓÓ 755 25< 0 .0 5 42 .6 755 45
( 1 - E t i i y l p r o p y l ) D i e s t e r S e r i e s
4 .0 4 .5 8 8290 .4 2 6 .77 370 395 8290 .11 7 .3 8 380 410 798
( 2 - E t h y l h e x y l ) D i e s t e r S e r i e s
0 .3 2 7 .4 0 350 420 731 130 .07 8 .22 380 430 743 16
< 0 .0 5 11.4 445 470 756< 0 .0 5 12.6 450 495 765 i s
M i s c e l l a n e o u s
d i-(2-0 .0 5 13.0 767
seba-< 0 .0 5 13.3 756
Oxidized 9 .4 9 7510 .17 825
< 0 .0 5 835
490 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
molecule. In the former series the S.I.T. decreases as the chain length increases. In the 2-ethylhexyl series there is a decrease in S.I.T. with increased chain length; this is the converse of the generalizations for hydrocarbons. It is interesting to note that the 1,10-decamethylene glycol di-(2-ethylhexanoate) and its analog, the di-(2-ethylhexyl) sebacate have the same S.I.T. The results obtained on the diesters containing ether-oxygen linkages are nearly the same as those of the analogous alkyl esters of the same chain length; i.e., the ether linkage made no significant difference in S.I.T.
The results of the spray Tammability measurements reveal that a minimum oxygen content of 13 to 45%, depending on the molecular weight, is required for flame propagation in an oil mist. As the air contains approximately 21% oxygen by volume, mists of all but several viscous diester oils will be highly flammable. In this respect they are similar to petroleum oils which require from 12 to 50% of oxygen to propagate the flame, depending upon the viscosity of the oil.
SPECIFIC GRAVITY AND THERMAL EXPANSION a
Specific gravities of the diesters were measured with a Fisher- Davidson gravitometer. The readings were made at room temperature, and the usual corrections were applied to convert to values at d?6. The accuracy of the instrument was checked with a pycnometer and found to be ± 0.001 specific gravity unit.
As would be expected, the diesters of phthalic acid were the heaviest of those investigated since they contain an aromatic ring as well as two ester groups. Increasing the aliphatic portion of the molecule reduced the specific gravity. As usual, branching of the hydrocarbon chain caused a variation of density. As the hydrocarbon chain is increased, the diesters would be expected to approach the densities of the analogous hydrocarbons. The diesters containing ether-oxygen linkages were denser than the other diesters of the same chain length. The fact that the diesters made from alcohols containing ether-oxygen linkages have specific gravities of 0.950 to 1.01 whereas those for diesters made from triethylene glycol and polyethylene glycol are 0.96 and 0.977 is significant in some lubrication applications, since the emulsifiability of oils with water increases as the specific gravity approaches 1. The specific gravity of the diesters made from alkyl alcohols and the aliphatic dicarboxylic acids range from 0.88 to 0.93 and thus are the more desirable fluids for most lubricant purposes.
The specific gravities (i°/60° F.) of four of the esters were determined with a Westphal balance over the range —40° to 210° F. The specific gravity-temperature curves were straight lines over this temperature range, and the changes in specific gravity per ° F. were 422, 413, 397, and 394 X 10~6, respectively, for di-(l-ethylpropyl) azelatc and the di-(2-ethylhexyl) esters of adipic, azelaic, and scbacic acids. Therefore, the smaller the hydrocarbon portion of the diester molecule, the greater the change in specific gravity with temperature.
The specific volume-temperature curves were plotted from the foregoing data. . The}' were practically linear over the range —40 ° to 100 ° F., the deviations becoming more pronounced above 100° F. From these the coefficients of thermal expansion obtained for the range —40° to 100° F. were 486, 471, 464, and 464 X 10~8; for the range 100° to 210° F. they were 518, 509, 491, and 491 X 10“ 8, respectively, for di-(l-ethylpropyl) azelate and the di-(2-ethylhexyl) esters of adipic, azelaic, and sebacic acids. Petroleum oils of comparable specific gravity have coefficients of thermal expansion of 400 X 10“ ' per ° F. (17).
WATER SOLUBILITY AND HYDROLYTIC STABILITY
If an oil has a high water solubility, it is possible that the dissolved water may react with, dissolve, or precipitate the additives that may have been incorporated in the oil composition. Also
it is much more difficult to inhibit the rusting of steel with additive oils having an appreciable water solubility. The solubility of water ip the diesters was determined by the Aepli and McCarter (1) modification of the Karl Fischer method (11). Diesters saturated with water at room temperature (approximately 28° C. or 82° F.) were prepared by shaking with an excess of water and then centrifuging to remove occluded or'emulsified water. Samples of 10 to 15. grams of the clear supernatant diester were used for the titration.
Since the diesters were not completely soluble in the reagent and separated into two phases during titration, they were dissolved in dry methanol to overcome this difficulty. The results of duplicate determinations showed considerable differences, but these were not considered serious because the measurements on all but two of the diesters revealed they had water solubilities of 0.1% or less; in fact the majority were less than 0.05%. The exceptions were the diesters of triethylene or polyethylene glycol reacted with 2-ethylhexanoic acid whose water solubilities were 0.2 and 1.3%, respectively. The discrepancies observed in the duplicate determinations are attributed to the reaction of the reagent with moisture in the air and that adsorbed on the surface of titration flask, and to the difficulty of obtaining a saturated solution and of excluding occluded water from the samples.
The hydrolytic stability of the diesters was of interest since this property governs or limits their suitability as lubricants in applications where there can be contamination by water. The hydrolysis of carboxylic esters is known to be a slow, reversible reaction whose equilibrium conversion is readily measured. Remick (19) recently reviewed the conditions and theories relating to reactions of this kind. As the water solubilities of the diesters investigated were 0.1% or less, they would be expected to hydrolyze slowly since the concentration of water available for reaction is very small. The apparent hydrolysis rate would be accelerated slightly by increasing the interfacial area where the two reactants of the heterogeneous systems come in contact. If a solubilizing agent or mutual solvent for the water and diester could be found, it is possible that it would influence the rate of hydrolysis. With the above difficulties in mind it was considered undesirable to try to determine the absolute rate of hydrolysis of the diesters. An empirical method considered sufficiently severe for the applications under consideration was used to determine the amount of hydrolysis taking place under test conditions.
A 10-gram sample of each diester was refluxed with 50 ml. of freshly boiled distilled water for 24 hours and then titrated to determine the amount of hydrolysis. To determine the effect of pH on the rate of hydrolysis, a number of the diesters were refluxed with water adjusted to a pH of 9.6 with potassium hydroxide and with water adjusted to a pH of 3.0 with sulfuric acid. A blank or control determination was made with each series of tests, and the results were corrected accordingly.
The test results, expressed as milligrams of potassium hydroxide consumed per gram of diester, were nearly all 0.1 mg. or less. For the size sample used, the accuracy of the test is 0.05 mg. of potassium hydroxide. This corresponds to 0.04% hydrolysis in the case of the lowest molecular weight diester, di-(l-methylethyl) adipate, and 0.02% for the highest, di-(heptadecyl) sebacate. When samples were refluxed with freshly boiled distilled water, no hydrolysis could be detected in any of the diesters except the di-(2-ethylhexyl) glutarate, di-[2-(2 '-butoxyethoxy) ethyl] adipate, and triethylene glycol di-(2-ethylhexanoate); the percentage hydrolysis of these diesters was 0.1, 0.2, and 0.1, respectively. Varying the pH of the water used from 3.0 to 9.6 had no effect on the hydrolytic stability of any of the diesters tested except di- (2-ethylhexyl) glutarate whose hydrolysis increased to 0.3% when water of pH 3.0 was used.
From these measurements it is concluded that the diesters investigated have adequate hydrolytic stability and that no difficulty due to hydrolysis is likely to be encountered in ordinary applications to lubrication.
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 491
CONCLUSIONS
A number of diester fluids have been found with a combination of properties desirable in lubricants for use at low temperatures. The most suitable conrpounds are long-chain diesters with two or more short aliphatic side chains suitably positioned. Although these compounds contain two ester groups (and in some cases also ether-oxygen linkages), they are dominantly hydrocarbon in composition. They are found to resemble in viscometric, thermometric, and volatility properties the geometrically analogous hydrocarbons, particularly at high molecular weights.
The most promising fluids have molecular weights ranging from 300 to 600 and freezing and pour points from —40° to less than —100° P. They have maximum evaporation rates at 150° F. of 0.5% by weight, decreasing to values of less than 0.1% for those of the higher molecular weights. The* flash and fire points ranged from 300° to 500° F., the spontaneous ignition temperature from 700° to 800° F., and the spray flammability from 13 to 45% oxygen, increasing with the viscosity of the fluid.
The fluids can be grouped in four classes according to their viscosities at 100° and —40° F., respectively: (o) 5 to 10 and 300 to 1300 centistokes; (5) 10 to 14 and 1200 to 3000 centistokes; (c) 15 to 25 and 6700 to 8300 centistokes; (d) 30 to 60 and 7000 to 65,000 centistokes.
The best combination of viscometric properties are found for several types of diesters: (1) glutarates, adipates, azelates, and sebacates made with sec-amyl alcohol, 3-methylbutanol, 2-ethyl- butanol, 2-ethylhexanol, and the branched-chain secondary alcohols, undecanol and tetradecanol; (2) those made by reacting the above acids with 2-(2'-ethylbutoxy) ethanol; (3) those made by reacting hexamethylene glycol or deeamethylene glycol with a branched-chain acid such as 2-ethylhexanoic acid; and(4) those made by reacting triethylene glycol or a polyethylene glycol with 2-ethylhexanoic acid.
The somewhat inferior viscometric properties of type 3 diesters, as compared to type 1, coupled with their lesser availability make the type 3 fluids of little present interest for lubrication. The higher specific gravities and the ability of class 2 and 4 diesters to dissolve more water than those of class 1 of the same molecular weight makes them less desirable for some applications. It is concluded that specially selected diesters of classes 1, 2, and 4 are good base fluids for the development of lubricant compositions, those of class 1 being most suitable for the greatest variety of uses. Also a comparative study is desirable of the oxidation stabilities and the effectiveness with which these fluids can be inhibited against oxidation and rusting by the action of chemical addition agents.
ACKNOWLEDGMENT
The authors gratefully acknowledge the cooperation received from their co-workers, especially from Charles Saunders who supplied the data relating to solubility and hydrolysis, Miles V. Sullivan who made the measurements of spontaneous ignition temperature and spray flammability, and Paula Taylor and Charles Saunders who obtained the data on flash and fire points.
LITERATURE CITED
(1) A epli, O. T ., and M cC arter, W . S., I n d . E n g . C h em ., A n a i..E d ., 17, 316 (1945).
(2) Andrade, N ., Nature, 125, 309, 580 (1930).(3) Beilstein’s H andbook o f Organic Chem istry, 4th ed., Berlin,
Julius Springer.(4) C osby, J. N ., and Sutherland, L . H ., Proc. Am . Petroleum Inst.,
I I I ,2 2 ,1 3 (1941).(5) Craig, P . N ., M iller, R . W ., and W olfe, J. K., to be published.(6) Doss, N . P . , “ Physical Constants o f the Principal H ydrocar
bons” , 4th ed., N ew Y ork , Texas C o., 1943.(7) D unstan, A . E ., H ilditch, T . P ., and Thole, F . B . , Chem. Soc.,
103, 133 (1913).(8) Evans, E . B ., I P Conor, mondial pétrole, 2, Sect. I I , Phys. chim .,
raffinage, 933 (Paris) (1937).(9) Evans, E . B ., J. Inst. Petroleum Tech., 24, 38 (1938).
(10) Fenske, M . R ., and co-workers, O .S.R.D . Rept. 1894 (O ct. 6,1943).
(11) Fischer, Karl, Angcw. Chem., 48, 394 (1935).(12) Helm ore, W ., in “ Science o f Petroleum ” (D unstan et al.). V ol.
IV , p . 2970, Oxford Univ. Press, 1938.(13) H ickm an, K. C ., J. Franklin Inst., 221, 215 (1936).(14) Ibid., 221, 383 (1936).(15) H ickm an, K. C ., and Sanford, C . R ., Rev. Sei. Instruments, 1,
140 (1930).(16) M ikeska, L. A., I n d . E n g . C h em ., 28, 970 (1936).(17) N atl. Bur. o f Standards, Supplement to Cire. C410 (1937).(18) Nissan, A . II ., C lark, L. V . W ., and Nash, A . W ., J. Inst. P e
troleum Tech., 26, 155 (1940).(19) R em ick, A . E ., “ E lectronic Interpretations o f Organic Chem
istry” , N ew Y ork , John W iley & Sons, 1943.(20) Schiesslcr, R . W ., Clark, D . G., Row land, C . S., Sloatm an, W .
S., and Herr, C. H ., Proc. Am . Petroleum Inst., I l l , 24, 49 (1943).
(21) Schiessler, R . W ., C osby, J. N ., Clarke, D . G., Row land, C . S.,Sloatman, W . S., and Herr, C . H ., Ibid., I l l , 23, 15 (1942).
(22) Sortm an, C . W ., Beatty, II. A ., and H eron, S. D ., I n d . E n g .C hem ., 33, 357 (1941).
(23) Sullivan, M . V ., W olfe, J. K ., and Zisman, W . A ., Ibid., toappear.
T he opinions or assertions contained in this paper are the authors’ and are not to be construed as official or reflecting the views of the N avy Department.
[<Synthetic Lubricant Fluids from Branched-Chain Diesters~\
DEVELOPMENT OF ADDITIVES AND LUBRICATING OIL COMPOSITIONS
D. C. ATKINS, JR., H. R. BAKER, C. M . MURPHY, AND W. A. ZISMANNaval Research Laboratory, Washington, D. C.
O F THE numerous diesters discussed in the preceding paper (#)> a group of the aliphatic branched-chain diesters were
shown to be especially promising for use in the development of nonvolatile low-temperature lubricants with high viscosity indices (V.I.). This investigation concerns the oxidation stability of selected diesters and the development of antioxidants, rust inhibitors, and V.I. improvers for lubricant compositions.
THERMAL OXIDATION STABILITY AND ANTIOXIDANTS
The literature has a dearth of information as to the thermal oxidation characteristics of esters, particularly under conditions
approximating service lubrication applications. From bond energy determinations it would be predicted that the ester linkages are more thermally stable than the C—C bond. In agreement with this conclusion, it was found that the spontaneous ignition temperatures of the diesters (2) were higher than those of the aliphatic hydrocarbons of the same chain length. It is possible that the diesters will follow the general rules enumerated by Egloff (6) relative to the oxidation of alkanes.
The oxidation stabilities of several representative groups of diesters were examined by means of a dynamic type of oxidation test. The oxidation cell was a cylindrical glass vessel, 250 mm.
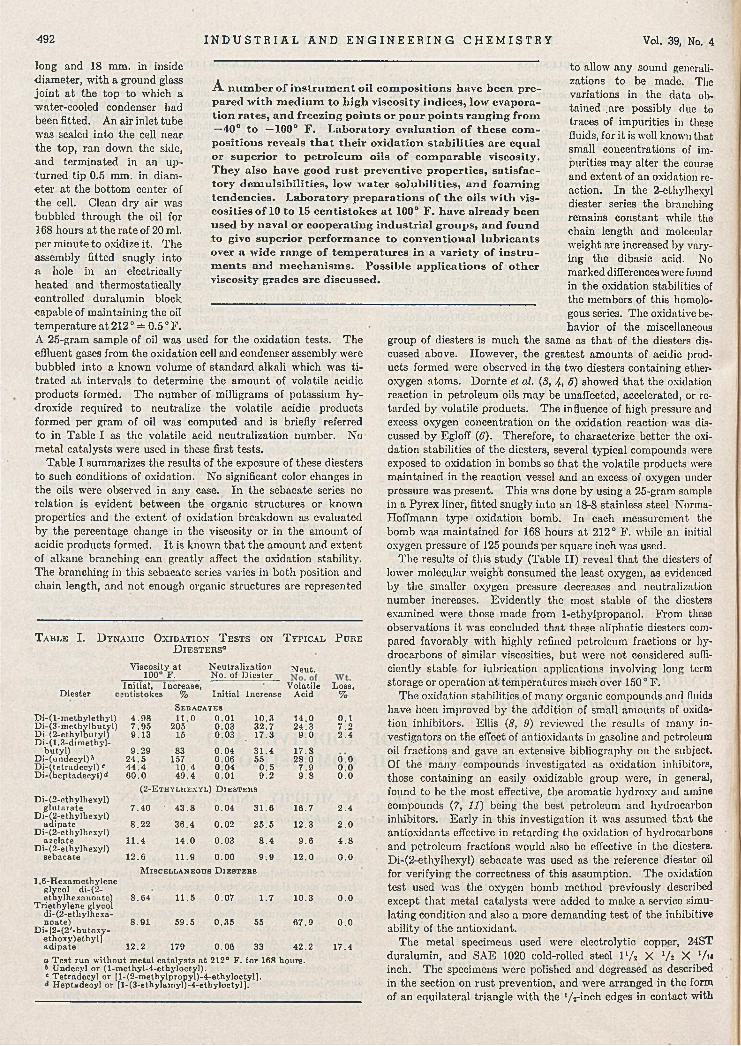
4 9 2 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
long and 18 mm. in inside diameter, with a ground glass joint at the top to which a water-cooled condenser had been fitted. An air inlet tube was sealed into the cell near the top, ran down the side, and terminated in an upturned tip 0.5 mm. in diameter at the bottom center of the cell. Clean dry air was bubbled through the oil for 168 hours at the rate of 20 ml. per minute to oxidize it. The assembly fitted snugly into a hole in an electrically heated and thermostaticallycontrolled duralumin block ___________________________capable of maintaining the oil temperature at 212 ° =*= 0.5 ° F.A 25-gram sample of oil was used for the oxidation tests. The effluent gases from the oxidation cell and condenser assembly were bubbled into a known volume of standard alkali which was titrated at intervals to determine the amount of volatile acidic products formed. The number of milligrams of potassium hydroxide required to neutralize the volatile acidic products formed per gram of oil was computed and is briefly referred to in Table I as the volatile acid neutralization number. No metal catalysts were used in these first tests.
Table I summarizes the results of the exposure of these diesters to such conditions of oxidation. No significant color changes in the oils were observed in any case. In the sebacate series no relation is evident between the organic structures or known properties and the extent of oxidation breakdown as evaluated by the percentage change in the viscosity or in the amount of acidic products formed. It is known that the amount and extent of alkane branching can greatly affect the oxidation stability. The branching in this sebacate series varies in both position and chain length, and not enough organic structures are represented
A number of instrument oil compositions have been prepared with medium to high viscosity indices, low evaporation rates, and freezing points or pour points ranging from —40° to —100° F. Laboratory evaluation of these compositions reveals that their oxidation stabilities are equal or superior to petroleum oils o f comparable viscosity. They also have good rust preventive properties, satisfactory dcmulsibilities, low water solubilities, and foaming tendencies. Laboratory preparations of the oils with viscosities of 10 to 15 centistokcs at 100° F. have already been used by naval or cooperating industrial groups, and found to give superior performance to conventional lubricants over a wide range of temperatures in a variety of instruments and mechanisms. Possible applications of other viscosity grades are discussed.
T a b l e I. D y n a m ic O x i d a t i o n T e s t s D i e s t e r s “
o n T y p i c a l P u r e
V iscosity at 100° F.
Neutralization N o. of Diester Neut.
Diester
D i-(l-m eth yleth yl) D i-(3 -m cthylbutyl) D i-(2 -ethylbutyl) D i-(l,3 -d im ethy l-
butyl) Di-(undecyl)& D i-(tctradecyl) c Di-(heptadecyl)«*
D i-(2-ethylhexyl)glutarate
D i-(2-ethylhexyl)adipate
D i-(2-ethylhexyl)azelate
D i-(2-ethylhexyl)Bebacate
1,6-Hexam ethylene g lycol d i-(2- ethylhexanoate)
Triethylene glycol di-(2-ethyihexa- noate)
D i-[2 -(2 '-b u toxy - ethoxy) ethyl] adipate
Initial,entistokes
Increase,% Initial Increase
VolatileAcid
Loss,%
4 . 9 87 . 9 59 . 1 3
S e b a c a t e s 1 1 . 0 0 . 0 1
2 0 5 0 . 0 3 1 5 0 . 0 3
1 0 . 3 3 2 . 71 7 . 3
1 4 . 02 4 . 3
9 . 0
0 . 17 . 22 . 4
9 . 2 92 4 . 54 4 . 40 0 .0
8 31 5 7
1 0 . 44 9 . 4
0 . 0 40 . 0 60 . 0 40 . 0 1
3 1 . 45 5
0 . 59 . 2
1 7 . 82 8 . 0
7 . 99 . 8
< L 00 . 00 . 0
( 2 - E t i i y l h e x y l ) D i e s t e r s
7 . 4 0 • 4 3 . 8 0 . 0 4 3 1 . 6 1 6 . 7 2 . 4
8 . 2 2 3 6 . 4 0 . 0 2 2 5 . 5 1 2 . 3 2 . 0
1 1 . 4 1 4 . 0 0 . 0 3 8 . 4 9 . 6 4 . 8
1 2 . 6 1 1 . 9 0 .0 0 9 . 9 1 2 . 0 0 . 0
M i s c e l l a n e o u s D i e s t e r s
8 . 6 4 1 1 . 5 0 . 0 7 1 . 7 1 0 . 3 0 . 0
8 . 9 1 5 9 . 5 0 . 3 5 5 5 6 7 . 9 0 . 0
1 2 . 2 1 7 9 0 . 0 6 3 3 4 2 . 2 1 7 . 4
a Test run without metal catalysts at 212° F . for 168 hours. & Undecyl or (l-m ethyl-4-ethyloctyl). c Tetradecyl or [l-(2-m ethylpropyl)-4-ethylocty l],
H eptadecyl or [l-(3-ethylam yl)-4-ethylocty l].
to allow any sound generalizations to be made. The variations in the data obtained .are possibly due to traces of impurities in these fluids, for it is well known that small concentrations of impurities may alter the course and extent of an oxidation reaction. In the 2-ethylhexyl diester series the branching remains constant while the chain length and molecular weight are increased by varying the dibasic acid. No marked differences were found in the oxidation stabilities of
___________________________ the members of this homologous series. The oxidative behavior of the miscellaneous
group of diesters is much the same as that of the diesters discussed above. However, the greatest amounts of acidic products formed were observed in the two diesters containing ether- oxygen atoms. Dornte et al. (5, 4> 5) showed that the oxidation reaction in petroleum oils may be unaffected, accelerated, or retarded by volatile products. The influence of high pressure and excess oxygen concentration on the oxidation reaction was discussed by Egloff (6). Therefore, to characterize better the oxidation stabilities of the diesters, several typical compounds were exposed to oxidation in bombs so that the volatile products were maintained in the reaction vessel and an excess of oxygen under pressure was present. This was done by using a 25-gram sample in a Pyrex liner, fitted snugly into an 18-8 stainless steel Norma- Hoffmann type oxidation bomb. In each measurement the bomb was maintained for 168 hours at 212° F. while an initial oxygen pressure of 125 pounds per square inch was used.
The results of this study (Table II) reveal that the diesters of lower molecular weight consumed the least oxygen, as evidenced by the smaller oxygen pressure decreases and neutralization number increases. Evidently the most stable of the diesters examined were those made from 1-ethylpropanol. From these observations it was concluded that these aliphatic diesters compared favorably with highly refined petroleum fractions or hydrocarbons of similar viscosities, but were not considered sufficiently stable for lubrication applications involving long term storage or operation at temperatures much over 150° F.
The oxidation stabilities of many organic compounds and fluids have been improved by the addition of small amounts of oxidation inhibitors. Ellis (S, 9) reviewed the results of many investigators on the effect of antioxidants in gasoline and petroleum oil fractions and gave an extensive bibliography on the subject. Of the many compounds investigated as oxidation inhibitors, those containing an easily oxidizable group were, in general, found to be the most effective, the aromatic hydroxy and amine compounds (7, 11) being the best petroleum and hydrocarbon inhibitors. Early in this investigation it was assumed that the antioxidants effective in retarding the oxidation of hydrocarbons and petroleum fractions would also be effective in the diesters. Di-(2-ethylhexyl) sebacate was used as the reference diester oil for verifying the correctness of this assumption. The oxidation test used was the oxygen bomb method previously described except that metal catalysts were added to make a service simulating condition and also a more demanding test of the inhibitive ability of the antioxidant.
The metal specimens used were electrolytic copper, 24ST duralumin, and SAE 1020 cold-rolled steel 1V2 X Vs X Vt* inch. The specimens were polished and degreased as described in the section on rust prevention, and were arranged in the form of an equilateral triangle with the Vi-inch edges in contact with
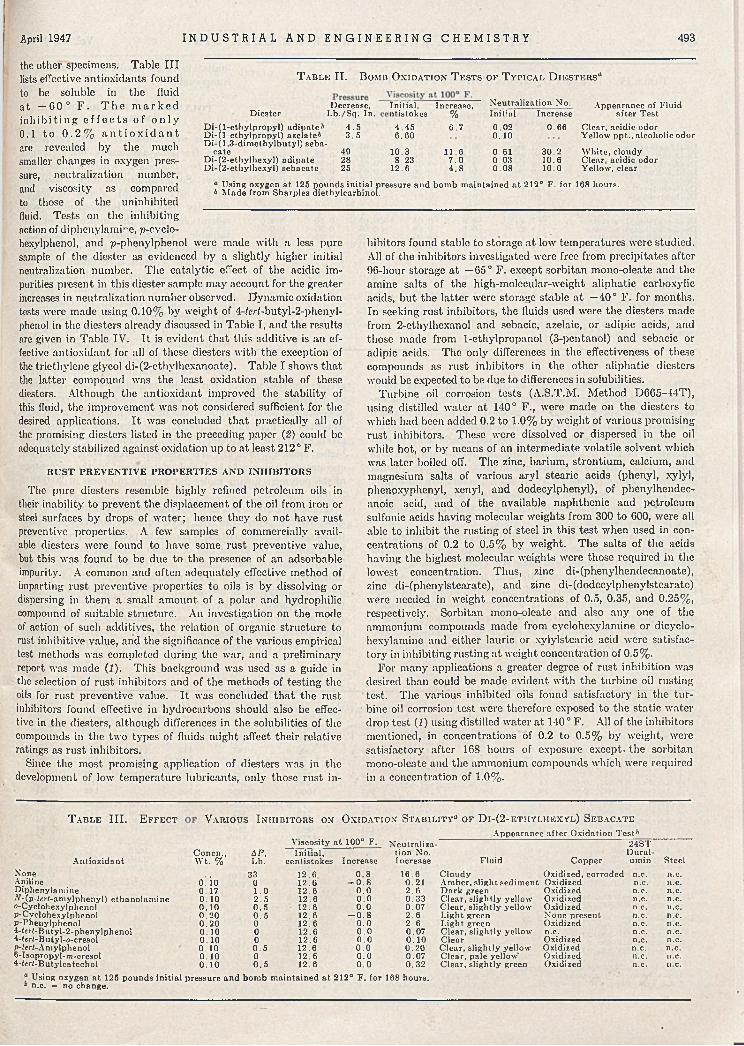
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 493
T a b l e I I . B o m b O x i d a t i o n T e s t s o f T y p i c a l D i e s t e r s “
Decrease, Diester L b ./S q . In.
D i-(l-ethylp rop y l) adipate*» 4 .5 D i-(l-ethylp rop y l) azelate& 3 .5 D i-(l,3 -d im ethylbutyl) seba-
cate 40D i-(2-ethylhexyl) adipate 28D i-(2-ethylhexyl) sebacate 25
Initial, Increase, Neutralization No.ntistokes % Initial Increase
4 .45 6 .7 0 .02 0 .666 .60 0 .1 0
10.3 11.6 0 .61 3 0 .28.23 7 .0 0.03 10.6
12.6 4 .8 0 .0 8 10.0
Appearance o f Fluid after Test
Clear, acidic odor Yellow ppt., alcoholic odor
W hite, cloudy Clear, acidic odor Yellow , clear
a Using oxygen at 125 pounds initial pressure and bom b maintained at 212° F. for 168 hours. & M ade from Sharpies diethylcarbinol.
the other specimens. Table III lists effective antioxidants found to be soluble in the fluid at —60° F. The marked inhibiting e f f ec t s of only 0.1 to 0 . 2 % ant i ox i dant are revealed by the much smaller changes in oxygen pressure, neutralization number, and viscosity as compared to those of the uninhibited fluid. Tests on the inhibiting action of diphenylamine, p-cyclo- hexylphenol, and p-phenylphenol were made with a less pure sample of the diester as evidenced by a slightly higher initial neutralization number. The catalytic erect of the acidic impurities present in this diester sample may account for the greater increases in neutralization number observed. Dynamic oxidation tests were made using 0.10% by weight of 4-ierf-butyl-2-phenyl- phenol in the diesters already discussed in Table I, and the results are given in Table IV. It is evident that this additive is an effective antioxidant for all of these diesters with the exception of the triethylene glycol di-(2-ethylhexanoate). Table I shows that the latter compound was the least oxidation stable of these diesters. Although the antioxidant improved the stability of this fluid, the improvement was not considered sufficient for the desired applications. It was concluded that practically all of the promising diesters listed in the preceding paper (2) could be adequately stabilized against oxidation up to at least 212 ° F.
RUST PREVENTIVE PROPERTIES AND INHIBITORS
The pure diesters resemble highly refined petroleum oils in their inability to prevent the displacement of the oil from iron or steel surfaces by drops of water; hence they do not have rust preventive properties. A few samples of commercially available diesters were found to have some rust preventive value, but this was found to be due to the presence of an adsorbable impurity. A common and often adequately effective method of imparting rust preventive properties to oils is by dissolving or dispersing in them a small amount of a polar and hydrophilic compound of suitable structure. An investigation on the mode of action of such additives, the relation of organic structure to rust inhibitive value, and the significance of the various empirical test methods was completed during the war, and a preliminary report was made (I). This background was used as a guide in the selection of rust inhibitors and of the methods of testing the oils for rust preventive value. It was concluded that the rust inhibitors found effective in hydrocarbons should also be effective in the diesters, although differences in the solubilities of the compounds in the two types of fluids might affect their relative ratings as rust inhibitors.
Since the most promising application of diesters was in the development of low temperature lubricants, only those rust in
hibitors found stable to storage at low temperatures were studied. All of the inhibitors investigated were free from precipitates after 96-hour storage at —65° F. except sorbitan mono-oleate and the amine salts of the high-molecular-weight aliphatic carboxylic acids, but the latter were storage stable at —40° F. for months. In seeking rust inhibitors, the fluids used were the diesters made from 2-ethylhexanol and sebacic, azelaic, or adipic acids, and those made from 1-ethylpropanol (3-pentanol) and sebacic or adipic acids. The only differences in the effectiveness of these compounds as rust inhibitors in the other aliphatic diesters would be expected to be due to differences in solubilities.
Turbine oil corrosion tests (A.S.T.M. Method D665-44T), using distilled water at 140° F., were made on the diesters to which had been added 0.2 to 1.0% by weight of various promising rust inhibitors. These were dissolved or dispersed in the oil while hot, or by means of an intermediate volatile solvent which was later boiled off. The zinc, barium, strontium, calcium, and magnesium salts of various aryl stearic acids (phenyl, xylyl, phenoxyphenyl, xenyl, and dodecylphenyl), of phenylhendec- anoic acid, and of the available naphthenic and petroleum sulfonic acids having molecular weights from 300 to 600, were all able to inhibit the rusting of steel in this test when used in concentrations of 0.2 to 0.5% by weight. The salts of the acids having the highest molecular weights were those required in the lowest concentration. Thus, zinc di-(phenylhendecanoate), zinc di-(phenylstearate), and zinc di-(dodecylphenylstearate) were needed in weight concentrations of 0.5, 0.35, and 0.25%, respectively. Sorbitan mono-oleate and also any one of the ammonium compounds made from cyclohexylamine or dicyclo- hexylamine and either lauric or xylylstearic acid were satisfactory in inhibiting rusting at weight concentration of 0.5%.
For many applications a greater degree of rust inhibition was desired than could be made evident with the turbine oil rusting test. The various inhibited oils found satisfactory in the turbine oil corrosion test were therefore exposed to the static water drop test (1) using distilled water at 140 ° F. All of the inhibitors mentioned, in concentrations of 0.2 to 0.5% by weight, were satisfactory after 168 hours of exposure except- the sorbitan mono-oleate and the ammonium compounds which were required in a concentration of 1.0%.
T a b l e III. E f f e c t V a r i o u s I n h i b i t o r s o n O x i d a t i o n S t a b i l i t y “ o f D i- ( 2 - e t h y l h e x y l ) S e b a c a t e
Appearance after Oxidation Test*»
Concn.,w t . %
AP,Lb.
Viscosity at 100° F. Initial,
centistokes Increase
Neutralization No. Increase Fluid Copper
24STDuralumin Steel
33 12.6 0 .8 16.6 C loudy Oxidized, corroded n.c. n.c.o ’, io 0 12.6 — 0 .8 0.21 Am ber, slight sediment Oxidized n.c. n.c.0 .17 1 .0 12.6 0 .0 2 .6 Dark green Oxidized n.c. n.c.0 .1 0 2 .5 12.6 0 .0 0 .3 3 Clear, slightly yellow Oxidized n.c. n.c.0 .1 0 0 .5 • 12.6 0 .0 0 .07 Clear, slightly yellow Oxidized n.c. n.c.0 .2 0 0 .5 12.6 - 0 . 8 2 .6 Light green None present n.c. n.c.0 .2 0 0 12.6 0 .0 2 .6 Light green Oxidized n.c. n.c.0 .1 0 0 12.6 0 .0 0 .07 Clear, slightly yellow n.c. n.c. n.c.0 .1 0 0 12.6 0 .0 0 .1 0 Clear Oxidized n.c. n.c.0 .1 0 0 .5 12.6 0 .0 0 .2 0 Clear, slightly yellow
Clear, pale yellow’Oxidized n.c. n.c.
0 .1 0 0 12.6 0 .0 0 .07 Oxidized n.c. n.c.0 .1 0 0 .5 12.6 0 .0 0 .3 2 Clear, slightly green Oxidized n.c. n.c.
AntioxidantNone AnilineDiphenylamineY-(p-feri-amylphenyl) ethanolamine o-Cyclohexylphenol P-Cvclohexylphenol p-Phenylphcnol 4-/eri-Butyl-2-phenylphenol 4-(erf-Butyl-o-cresoI P-feri-Amylphenol 6-Isopropyl-m-cresol 4-/eri-Butylcatechol
® Using oxygen at 125 pounds initial pressure and bomb maintained at 212° F. for 168 hours. ° n.c. = no change.
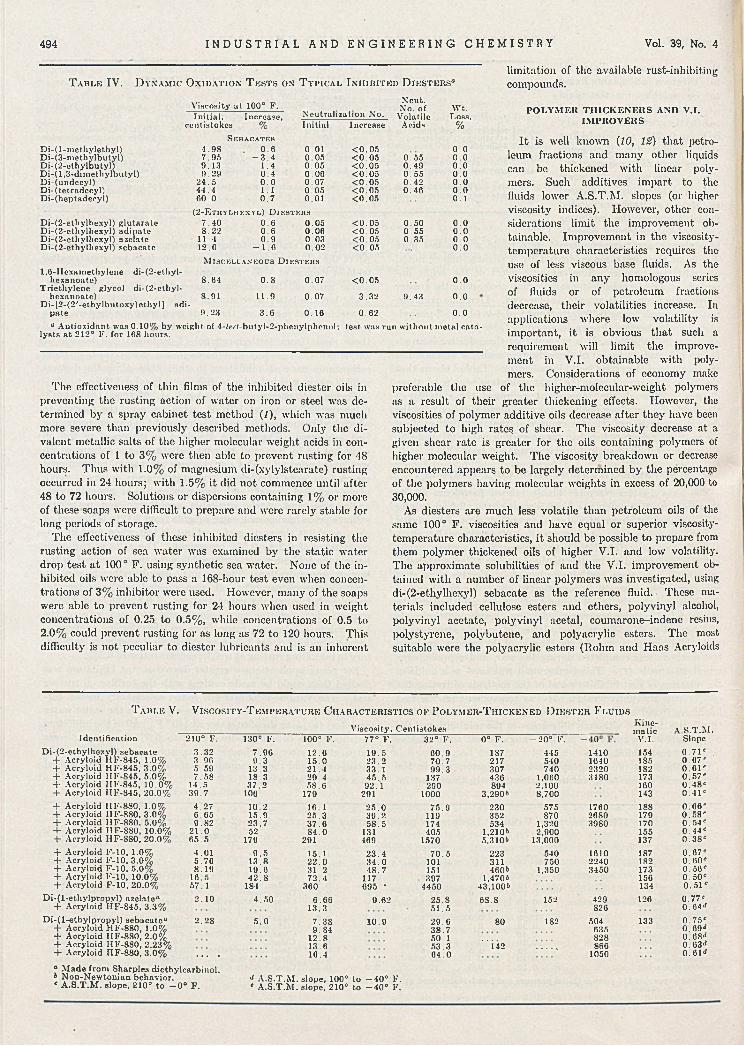
494 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
T a b l e I V . D y n a m ic O x i d a t i o n T e s t s o n T y p i c a l I n h i b i t e d D i e s t e r s “
V iscosity at 1 0 0 ° F. Neut. N o. o f W t.
Initial, Increase, Neutralization No. Volatile Loss,centistokes % Initial Increase Acids %
S ebacates4 . 9 8 . 0 . 6 0 . 0 1 < 0 . 0 5 0 . 07 . 9 5 - 3 . 4 0 . 0 5 < 0 . 0 5 0 . 5 5 0 . 09 . 1 3 1 . 4 0 . 0 5 < 0 . 0 5 0 . 4 9 0 . 09 . 2 9 0 . 4 0 . 0 6 < 0 . 0 5 0 . 5 5 0 . 0
2 4 . 5 0 . 0 0 . 0 7 < 0 . 0 5 0 . 4 2 0 . 04 4 . 4 1 . 1 0 . 0 5 < 0 . 0 5 0 . 4 6 0 . 06 0 . 0 0 . 7 0 . 0 1 < 0 . 0 5 0 . 1
( 2 - E t h y l h e x y l ) D i e s t e r s
7 . 4 0 0 . 6 0 . 0 5 < 0 . 0 5 0 . 5 0 0 . 08 . 2 2 0 . 6 0 . 0 6 < 0 . 0 5 0 . 5 5 0 . 0
1 1 . 4 - 0 . 9 0 . 0 3 < 0 . 0 5 0 . 3 5 0 . 01 2 . 6 - 1 . 6 0 . 0 2 < 0 . 0 5 0 . 0
M i s c e l l a n e o u s D i e s t e r s
8 . 6 4 0 . 8 0 . 0 7 < 0 . 0 5 0 . 0
8 . 9 1 1 1 . 9li-
0 . 0 7 3 . 3 2 9 . 4 3 0 . 0
9 . 2 3 3 . 6 0 . 1 6 0 . 6 2 0 . 0
D i-(l-n icthy lethy l)D i-(3-m ethylbutyl)D i- (2-ethylbutyl)D i-(l,3 -d im ethy lbu ty l)D i-(undecyl)D i-(tetradecyl)D i-(heptadecyl)
D i-(2-ethylhexyl) glutarate D i-(2-ethyIhexyl) adipate D i-(2-ethylhexyl) azelate D i-(2-ethylhexyl) sebacate
1,6-Hexam ethylene di-(2-ethyl- hexanoate)
Triethylene glycol di-(2-ethyl- hexanoate)
D i-[2 -(2 '-ethylbutoxy )eth yl] ad pate° Antioxidant was 0 .10% by weight of 4-/<u*/-butyl-2-phenylphenol; test was run without metal cata
lysts at 212° F. for 168 hours.
The effectiveness of thin films of the inhibited diester oils in preventing the rusting action of water on iron or steel was determined by a spray cabinet test method (I), which was much more severe than previously described methods. Only the divalent metallic salts of the higher molecular weight acids in concentrations of 1 to 3% were then able to prevent rusting for 48 hours. Thus with 1.0% of magnesium di-(xylylstearate) rusting occurred in 24 hours; with 1.5% it did not commence until after 48 to 72 hours. Solutions or dispersions containing 1% or more of these soaps were difficult to prepare and were rarely stable for long periods of storage.
The effectiveness of these inhibited diesters in resisting the rusting action of sea water was examined by the static water drop test at 100° F. using synthetic sea water. None of the inhibited oils were able to pass a 168-hour test even when concentrations of 3% inhibitor were used. However, many of the soaps were able to prevent rusting for 24 hours when used in weight concentrations of 0.25 to 0.5%, while concentrations of 0.5 to 2.0% could prevent rusting for as long as 72 to 120 hours. This difficulty is not peculiar to diester lubricants and is an inherent
limitation of the available rust-inhibiting compounds.
POLYMER THICKENERS AND V.I. IMPROVERS
It is well known (10, 12) that petroleum fractions and many other liquids can be thickened with linear polymers. Such additives impart to the fluids lower A.S.T.M. slopes (or higher viscosity indices). However, other considerations limit the improvement obtainable. Improvement in the viseosity- temperature characteristics requires the use of less viscous base fluids. As the viscosities in any homologous series of fluids or of petroleum fractions decrease, their volatilities increase. In applications •where low volatility is important, it is obvious that such a
________________ requirement will limit the improvement in V.I. obtainable with polymers. Considerations of economy make
preferable the use of the higher-molecular-weight polymers as a result of their greater thickening effects. However, the viscosities of polymer additive oils decrease after they have been subjected to high rates of shear. The viscosity decrease at a given shear rate is greater for the oils containing polymers of higher molecular weight. The viscosity breakdown or decrease encountered appears to be largely determined by the percentage of the polymers having molecular weights in excess of 20,000 to30,000.
As diesters are much less volatile than petroleum oils of the same 100° F. viscosities and have equal or superior viscosity- temperature characteristics, it should be possible to prepare from them polymer thickened oils of higher V.I. and low volatility. The approximate solubilities of and the V.I. improvement obtained with a number of linear polymers was investigated, using di-(2-ethylhexyl) sebacate as the reference fluid. These materials included cellulose esters and ethers, polyvinyl alcohol, polyvinyl acetate, polyvinyl acetal, coumarone-indene resins, polystyrene, polybutene, and polyacrylic esters. The most suitable were the polyacrylic esters (Rohm and Haas Acryloids
T a b l e V . V i s c o s i t y - T e m p e r a t u r e C h a r a c t e r i s t i c s o f P o l y m e r - T h i c k e n e d D i e s t e r F l u id s
IdentificationD i-(2-ethylliexyl) sebacate
+ A cryloid HF-845, 1.0%+ A cryloid HF-845, 3 .0%4- A cryloid H F-845, 5 .0%4- Acryloid HF-845, 1 0 .0 %+ A cryloid H F-845, 20.0%+ A cryloid IIF-880, 1 .0%+ Acryloid HF-880, 3 .0%+ A cryloid H F-880, 5 .0%4- A cryloid 1IF-8S0, 10.0%+ A cryloid HF-8S0, 20.0%-{- A cryloid F-10, 1 .0%4- A cryloid F-10, 3 .0%+ A cryloid F-10, 5 .0%+ Acryloid F-10, 10.0%+ A cryloid F-10, 20.0%
D i-(l-ethylpropy l) azelate“+ A cryloid H F-845, 3 .3%
D i-(l-ethylp rop y l) sebacate“+ A cryloid H F-880, 1.0%+ A cryloid I1F-SS0, 2 .0%+ A cryloid H F-880, 2 .23%+ A cryloid H F-880, 3 .0%
“ M ade from Sharpies diethylcarbinol. 1 N on-N ewtonian behavior.* A .S .T .M . slope, 210° to - 0 “ F.
Viscosity, Centistokes Kinematic A .S .T .M .
210° F. 130° F. 100° F. 77° F. 32° F. 0° F. - 2 0 ° F.
01 V .I. Slope3 .3 2 7 .9 6 12.6 19.5 60 .9 187 445 1410 154 0 .71* .3 .96 9 .3 15.0 23.2 70.7 217 540 1640 185 0 .67 *5 .5 9 13.3 21.4 33.1 99.3 307 740 2320 182 0.61*7 .5 8 18.3 29.4 45.5 137 436 1,060 3180 173 0.57*
14.5 37 .2 58.6 92.1 290 894 2,100 160 0 .48c39 .7 106 179 291 1000 3,290* 8,700 143 0 .41*
4.27 10.2 16. 1 2 5 .0 7 5 .9 230 575 1760 188 0 .66*6 .6 5 15.9 25.3 3 9 .2 119 352 870 26S0 179 0.58*9 .82 23.7 3 7 .6 58.5 174 534 1,320 3980 170 0 .54*
21 .0 52 8 4.0 131 405 1,210* 2,900 155 0.44*6 5 ,5 179 291 469 1570 5,310* 13,000 137 0 .38*
4 .01 9 .5 15.1 23.4 70 .5 223 540 1610 187 0 .67*5 .76 13.8 22 .0 3 4 .0 101 311 750 2240 182 0 .60*8 .19 19.6 31 .2 48 .7 151 460* 1,350 3450 173 0 .56*
16.5 42 .8 72.4 117 397 1,470* 156 0 .50*57.1 184 360 695 * 4450 43,100* 134 0 .51*
2 .1 0 4 .5 0 6 .6 6 9.62 25.8 6S.8 152 429 126 0.77*13.3 51 .5 826 0 .6 4 d
2 .2 8 5 .0 7 .3 8 10.9 29.6 80 182 504 133 0 .75*9 .84 3 8 .7 635 0 .69*
1 2.8 50.1 828 0.68«*13.6 5 3.3 " i 4 2 866 0 .6 3 d
. . . . 16.4 64 .0 1050 0.61«*
4 A .S .T .M . slope, 100“ to - 4 0 ° F. • A .S .T .M . slope, 210° to - 4 0 “ F.
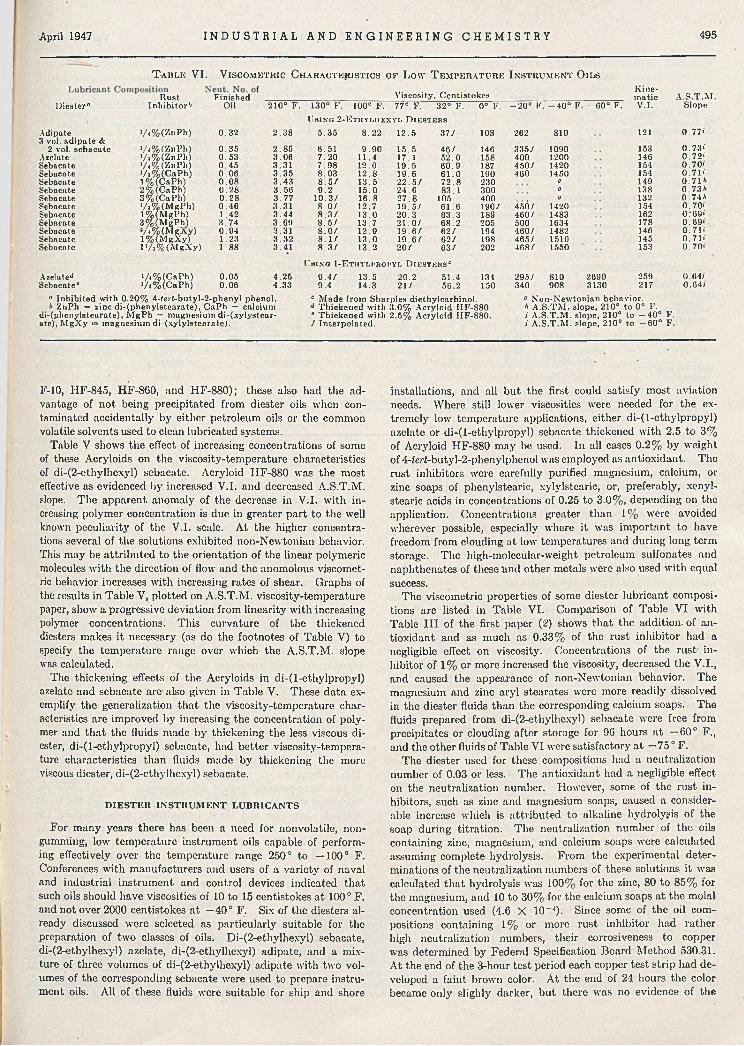
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 495
T a b l e V I . V is c o m e t r ic C h a r a c t e r i s t i c s o f L o w T e m p e r a t u r e I n s t r u m e n t O il s
Kine-Rust Finished Viscosity, Centistokes inatic A .S .T .M
Diester" Inhibitor** Oil 210° F. 130° F., 100° F. 77° F. 32° F. 0° F. - 2 0 ° F. - 4 0 ° F. - 6 0 ° F. V .l. Slope
Adipate V <%(ZnPh) 0 .32 2 .3 8U sing 2
5 .35-E th y lh e x yl D iesters
8 .2 2 12.5 3 7 / 108 262 810 121 0.77*'3 vol. adipate &
2 vol. sebacate 1/«% (Z n P h ) 0 .3 5 2 .8 5 6.51 9 .9 0 15.5 4 6 / 146 3 3 5 / 1090 153 0.73*'Azelate V »% (ZnP h )
l/4 % (Z n P h ) y »% (C a P h )
0 .53 3 .06 7 .2 0 11.4 17.1 52 .0 158 400 1200 146 0.72*'Sebacate 0 .4 5 3.31 7 .9 8 12.6 19.5 6 0.9 187 4 5 0 / 1420 154 0.70*Sebacate 0 .06 3 .3 5 8.03 12.8 19.6 61.0 190 460 1450 154 0.71*'Sebacate l% (C a P h )
2% (C aP h )3% (C aP h )
0 .0 8 3 .4 3 8 .5 / 13.5 2 2 .5 / 7 2 .8 230 0 149 0 .71 *>Sebacate 0 .2 8 3 .5 6 9 .2 15.0 2 4.6 83.1 300 0 138 0.73**Sebacate 0 .2 8 3 .77 1 0 .3 / 16.8 27 .8 105 400 u 132 0 .74*»Sebacate 1/j% (M g P h ) 0 .4 6 3 .31 8 .0 / 12.7 1 9 .5 / 61 .6 190/ 4 5 0 / 1420 154 0 .7 0 'Sebacate l% (M g P M 1.42 3 .44 8 .3 / 13.0 20.3 63.3 189 4 60 / 1483 162 0:69*'Sebacate 3 % (M gP h ) 3 .74 3 .6 9 8 .5 / 13.7 2 1 .0 / 68.2 205 500 1634 178 0.69*Sebacate V 4 % (M g A y ) 0 .94 3.31 8 .0 / 12.9 1 9 .6 / 6 2 / 194 4 60 / 1482 146 0.71*'Sebacate l% (M g X y )
l i / 2% (i\IgXy)1 .23 3 .3 2 8 .1 / 13.0 1 9 .6 / 6 2 / 198 4 65 / 1510 145 0 .71-
Sebacate 1 .88 3 .41 8 .3 / 13.2 2 0 / 6 3 / 202 4 6 8 / 1550 153 0.70*
Azelate^ V «% (C aP h) 0.05 4.25U S I N G 1 - E t h y l p r o p y l D i k s t k r s c
9 .4 / 13.5 20.2 51.4 134 295 / 810 2690 259 0.64/Sebacate® i/,% (C a P h ) 0.06 4.33 9.4 14.3 2 1 / 56.2 150 340 908 3130 217 0 .64 ;
a Inhibited with 0.20% 4-feri-butyl-2-phenyl phenol. ZnPh =* zinc di-(phenylstearate), CaPh = calcium
di-(phenylstearate), M gPh = magnesium di-(xylystear- ate), M g X y *= magnesium di-(xylylstearate).
c M ade from Sharpies diethylcarbinol. d Thickened with 3 .0% A cryloid HF-880 e Thickened with 2 .5% A cryloid HF-880. / Interpolated.
o N on-Newtonian behavior.A A .S .T M . slope, 210° to 0° F.;' A .S .T .M . slope, 210° to - 4 0 ° F. ;' A .S .T .M . slope, 210° to - 6 0 ° F.
F-10, IIF-845, HF-860, and HF-880); these also had the advantage of not being precipitated from diester oils when contaminated accidentally by either petroleum oils or the common volatile solvents used to clean lubricated systems.
Table V shows the effect of increasing concentrations of some of these Acryloids on the viscosity-temperature characteristics of di-(2-ethylhexyl) sebacate. Acryloid HF-880 was the most effective as evidenced by increased V.I. and decreased A.S.T.M. slope. The apparent anomaly of the decrease in V.I. with increasing polymer concentration is due in greater part to the well known peculiarity of the V.I. scale. At the higher concentrations several of the solutions exhibited non-Newtonian behavior. This may be attributed to the orientation of the linear polymeric molecules with the direction of flow and the anomolous viscometric behavior increases with increasing rates of shear. Graphs of the results in Table V, plotted on A.S.T.M. viscosity-temperature paper, show a progressive deviation from linearity with increasing polymer concentrations. This curvature of the thickened diesters makes it necessary (as do the footnotes of Table V) to specify the temperature range over which the A.S.T.M. slope was calculated.
The thickening effects of the Acryloids in di-(l-ethylpropyl) azelate and sebacate are also given in Table V. These data exemplify the generalization that the viscosity-temperature characteristics are improved by increasing the concentration of polymer and that the fluids made by thickening the less viscous diester, di-(l-cthylpropyl) sebacate, had better viscosity-temperature characteristics than fluids made by thickening the more viscous diester, di-(2-ethylhexyl) sebacate.
DIESTER. INSTRUMENT LUBRICANTS
For many years there has been a need for nonvolatile, nongumming, low temperature instrument oils capable of performing effectively over the temperature range 250° to —100° F. Conferences with manufacturers and users of a variety of naval and industrial instrument and control devices indicated that such oils should have viscosities of 10 to 15 centistokes at 100° F. and not over 2000 centistokes at —40° F. Six of the diesters already discussed were selected as particularly suitable for the preparation of two classes of oils. Di-(2-ethylhexyl) sebacate, di-(2-ethylhexyl) azelate, di-(2-cthylhexyl) adipate, and a mixture of three volumes of di-(2-ethylhexyl) adipate with two volumes of the corresponding sebacate were used to prepare instrument oils. All of these fluids were suitable for ship and shore
installations, and all but the first could satisfy most aviation needs. Where still lower viscosities were needed for the extremely low temperature applications, either di-(l-ethylpropyl) azelate or di-(l-ethylpropyl) sebacate thickened with 2.5 to 3% of Acryloid HF-880 may be used. In all cases 0.2% by weight of 4-Ari-buty 1-2-phenyl phenol was employed as antioxidant. The rust inhibitors were carefully purified magnesium, calcium, or zinc soaps of phenylstearic, xylylstearic, or, preferably, xenyl- stearic acids in concentrations of 0.25 to 3.0%, depending on the application. Concentrations greater than 1% were avoided wherever possible, especially where it was important to have freedom from clouding at low temperatures and during long term storage. The high-molecular-weight petroleum sulfonates and naphtlienates of these 'and other metals were also used with equal success.
The viscometric properties of some diester lubricant compositions are listed in Table VI. Comparison of Table VI with Table III of the first paper (2) shows that the addition, of antioxidant and as much as 0.33% of the rust inhibitor had a negligible effect on viscosity. Concentrations of the rust- inhibitor of 1% or more increased the viscosity, decreased the V.I., and caused the appearance of non-Newtonian behavior. The magnesium and zinc aryl stearates were more readily dissolved in the diester fluids than the corresponding calcium soaps. The fluids prepared from di-(2-ethylhexyl) sebacate were free from precipitates or clouding after storage for 96 hours at — 60° F., and the other fluids of Table VI were satisfactory at — 75° F.
The diester used for these compositions had a neutralization number of 0.03 or less. The antioxidant had a negligible effect on the neutralization number. However, some of the rust inhibitors, such as zinc and magnesium soaps, caused a considerable increase which is attributed to alkaline hydrolysis of the soap during titration. The neutralization number of the oils containing zinc, magnesium, and calcium soaps were calculated assuming complete hydrolysis. From the experimental determinations of the neutralization numbers of these solutions it was calculated that hydrolysis was 100% for the zinc, 80 to 85% for the magnesium, and 10 to 30% for the calcium soaps at the molal concentration used (4.6 X lO-4). Since some of the oil compositions containing 1% or more rust inhibitor had rather high neutralization numbers, their corrosiveness to copper was determined by Federal Specification Board Method 530.31. At the end of the 3-hour test period each copper test strip had developed a faint brown color. At the end of 24 hours the color became only slighly darker, but there was no evidence of the
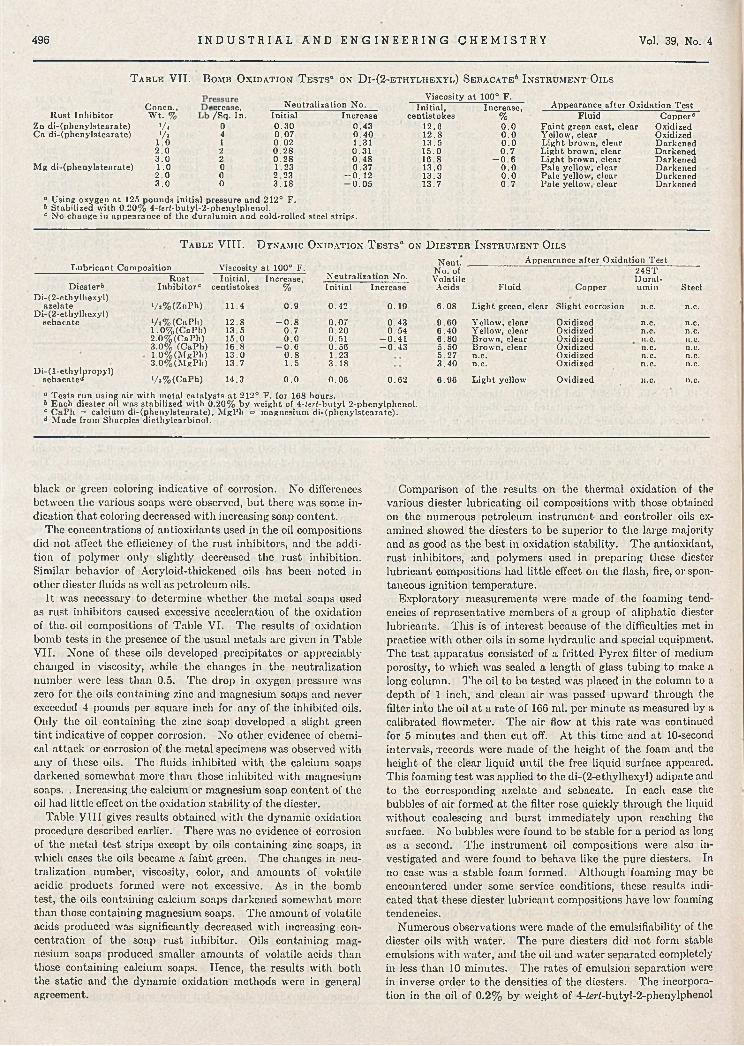
496 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
T a b l e V I I . B o m b O x i d a t i o n T e s t s '* o x D i - ( 2 - e t h y l i i e x y l ) S e b a c a t e 6 I n s t r u m e n t O il s
Rust Inhibitor Zn di-(phenylstearate) Ca di-(phenylstearate)
M g di-(phenylstearate)
Concn., W t. %
lAV*
1.02 . 03 .01.0 2 .0 3 .0
V iscosity at 100° F.»crease, Neutralization N o. Initial, Increase, Appearance after Oxidation Test./S q . In. Initial Increase centistokes % Fluid Copper®
0 0 .3 0 0 .43 12.6 0 .0 Faint green cast, clear Oxidized4 0 .07 0 .4 0 12.8 0 .0 Yellow , clear Oxidized1 0 .0 2 1.31 13.5 0 .0 Light brown, clear Darkened2 0 .2 8 0 .31 15.0 0 .7 Light brown, clear Darkened2 0 .2 8 0 .4 8 16.8 - 0 . 6 Light brown, clear Darkened0 1.23 0 .37 13.0 0 .0 Pale yellow , clear Darkened0 2 23 - 0 .1 2 13.3 0 .0 Pale yellow, clear Darkened0 3 .1 8 - 0 .0 5 13.7 0 .7 Pale yellow, clear Darkened
a Using oxygen at 125 pounds initial pressure and 212® F.*> Stabilized with 0 .20% 4-tert-butyl-2-phenylphenol.® No change in appearance of the duralumin and cold-rolled steel strips.
T a b l e VIII. D y n a m ic O x i d a t i o n T e s t s '* o n D i e s t e r I n s t r u m e n t O il s
Lubricant Com position
Diester*»D i-(2-ethylhexyl)
azelateDi-(2-ethylhexyl)
sebacate
D i- ( 1-ethy lpropyl) sebacate®
RustInhibitor®
V ,% (Z n P h )
i /,% (C a P h )1 .0% (C aP h ) 2 .0% (C aP h) 3 .0% (CaPh) 1 .0% (M gP h ) 3 .0 % (M gP h )
V ,% (C a P h )
Neut. Appearance after Oxidation TestV iscosity at 100° F. N o. of 24 STInitial, Increase, Neutralization No. Volatile Dural
centistokes % Initial Increase Acids Fluid Copper umin Steel
11.4 0 .9 0.42 0 .19 6 .08 Light green, clear Slight corrosion n.c. n.c.
12.8 - 0 . 8 0 .07 0 .43 9 .6 0 Yellow , clear Oxidjzed n.c. n.c.13.5 0 .7 0 .2 0 0 .54 6 .4 0 Yellow , clear Oxidized n.c. n.c.15.0 0 .0 0.51 - 0 .4 1 6 .80 Brown, clear Oxidized n.c. n.c.16.8 - 0 . 6 0 .56 - 0 .4 3 5 .5 0 Brown, clear Oxidized n.c. n.c.13.0 0 .8 1.23 5.27 n.c. Oxidized n.c. n.c.13.7 1 .5 3 . IS 3 .4 0 n.c. Oxidized n.c. n.c.
14.3 0 .0 0 .06 0 .62 6 .96 Light yellow Oxidized n.c. n.c.
® Tests run using air with metal catalysts at 212° F. for 168 hours.*> Each diester oil was stabilized with 0.20% by weight of 4-ierf-butyl-2-phenylphenol. c CaPh = calcium di-(phenylstearate), M gPh => magnesium di-(phenylstearate). d M ade from Sharpies diethylcarbinol.
black or green coloring indicative of corrosion. No differences between the various soaps were observed, but there was some indication that coloring decreased with increasing soap content.
The concentrations of antioxidants used in the oil compositions did not affect the efficiency of the rust inhibitors, and the addition of polymer only slightly decreased the rust inhibition. Similar behavior of Acryloid-thickencd oils has been noted in other diester fluids as well as petroleum oils.
It was necessary to determine whether the metai soaps used as rust inhibitors caused excessive acceleration of the oxidation of the. oil compositions of Table VI. The results of oxidation bomb tests in the presence of the usual metals are given in Table VII. None of these oils developed precipitates or appreciably changed in viscosity, .while the changes in the neutralization number were less than 0.5. The drop in oxygen pressure was zero for the oils containing zinc and magnesium soaps and never exceeded 4 pounds per square inch for any of the inhibited oils. Only the oil containing the zinc soap developed a slight green tint indicative of copper corrosion. No other evidence of chemical attack or corrosion of the metal specimens was observed with any of these oils. The fluids inhibited with the calcium soaps darkened somewhat more than those inhibited with magnesium soaps. . Increasing the calcium or magnesium soap content of the oil had little effect on the oxidation stability of the diester.
Table y III gives results obtained with the dynamic oxidation procedure described earlier. There was no evidence of corrosion of the metal test strips except by oils containing zinc soaps, in which cases the oils became a faint green. The changes in neutralization number, viscosity, color, and amounts of volatile acidic products formed were not excessive. As in the bomb test, the oils containing calcium soaps darkened somewhat more than those containing magnesium soaps. The amount of volatile acids produced was significantly decreased with increasing concentration of the soap rust inhibitor. Oils containing magnesium soaps produced smaller amounts of volatile acids than those containing calcium soaps. Hence, the results with both the static and the dynamic oxidation methods were in general agreement.
Comparison of the results on the thermal oxidation of the various diester lubricating oil compositions with those obtained 011 the numerous petroleum instrument and controller oils examined showed the diesters to be superior to the large majority and as good as the best in oxidation stability. The antioxidant, rust inhibitors, and polymers used in preparing these diestcr lubricant compositions had little effect on the flash, fire, or spontaneous ignition temperature.
Exploratory measurements were made of the foaming tendencies of representative members of a group of aliphatic diester lubricants. This is of interest because of the difficulties met in practice with other oils in some hydraulic and special equipment. The test apparatus consisted of a fritted Pyrex filter of medium porosity, to which was sealed a length of glass tubing to make a long column. The oil to be tested was placed in the column to a depth of 1 inch, and clean air was passed upward through the filter into the oil at a rate of 166 ml. per minute as measured by a calibrated flowmeter. The air flow at this rate was continued for 5 minutes and then cut off. At this time and at 10-second intervals, 'records were made of the height of the foam and the height of the clear liquid until the free liquid surface appeared. This foaming test was applied to the di-(2-ethvlhexyl) adipate and to the corresponding azelate and sebacate. In each case the bubbles of air formed at the filter rose quickly through the liquid without coalescing and burst immediately upon reaching the surface. No bubbles were found to be stable for a period as long as a second. The instrument oil compositions were also investigated and were found to behave like the pure diesters. In no case was a stable foam formed. Although foaming may be encountered under some service conditions, these results indicated that these diester lubricant compositions have low foaming tendencies.
Numerous observations were made of the emulsifiability of the diester oils with water. The pure diesters did not form stable emulsions with water, and the oil and water separated completely in less than 10 minutes. The rates of emulsion separation were in inverse order to the densities of the diesters. The incorporation in the oil of 0.2% by weight of 4-feri-butyl-2-phenylphenol
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 497
had no detectable stab ilizing effect on the em ulsions formed. At the completion of the modified turbine oil rust tests, it was observed that the diester and water em ulsions formed were stabilized to an extent depending on the ru st inh ib itor used. The em ulsions were stabilized less by the d iva lent salts of aryl- stearic acids than b y the petroleum sulfonates. T h e diester oils did not behave 've ry differently from sim ilarly inhibited petroleum
oils.N o laboratory evaluation of oilincss, load carry ing capacity,
and wear rate characteristics of the diester com position are in cluded on this investigation. Because of the m any sim ilarities of the diesters to hydrocarbon oils, it was considered likely that they would compare favorably w ith petroleum oils. Therefore, when the oil com positions of Table V I had been developed, they were recommended to the Bu reau of O rdnance and to the Bureau of Aeronautics, and samples were d istributed to more than a hundred nava l activities and contractors where they have been in use for over 18 m onths in such equipment as fuse mechanisms, cameras, bom b sights, aircraft gyroscopes, compasses, synchro mechanisms, and fire control computers. A ll the reports have been favorable to enthusiastic. T h e wear and seizure preventive properties of the diesters obviously deserve study, and additives m ay be needed to perm it these fluids to lubricate heavily loaded mechanisms.
OTHER LUBRICANT APPLICATIONS
Oils frequently have been adopted for instrum ent use from considerations of vo latility and oxidation stab ility rather than the v iscosity requirements of the mechanisms. I t is possible that the stabilized diesters in the v iscosity range of 4 to 10 cen- tistokes at 100° F. could be used advantageously in m any m echanisms where power losses or-changes in torque w ith temperature significantly affect the operability or sensitiv ity of the in strument. Since diesters can be produced which are alm ost colorless, it is possible that they m ay prove useful where “white” oils are required— e.g., the textile industry.
The higher v iscosity diesters (15 to GO centistokes at 100° F.) are suggested for heavier d u ty applications. T h e low pour point and excellent V . I. of m any of them indicate their usefulness as low temperature lubricating .and gear oils. I t seems probable that wear-preventing additives could be successfully incorporated in the diester o ils if they should be required. D i-(undecyl) sebacate is now being tested in the gear train of a variable pitch propeller system w hich requires a ligh t oil of h igh flash point, low pour point, and high V . I. Conventional petroleum and polymer additive oils have proved unsatisfactory for this application.
Tetradecyl sebacate and heptadecyl adipate fall in the S A E 10 viscosity classification and on ly s ligh tly exceed the requirements of an S A E 10W oil. U ndecy l adipate is less viscous than an S A E 10W oil, but approxim ately 3 % of A cry lo id H F -8 8 0 would thicken it to an S A E 10 oil hav ing a v iscosity of approxim ately 20 centistokes (106 Saybo lt U n iversa l seconds) at 130° F. and 1000 centistokes (4600 Saybo lt U n ive rsa l seconds) at 0° F. Such an oil has a lower v iscosity at 0° than an S A E 10W petroleum oil. In short, the higher diesters are com parable to the best
winter-grade petroleum oils while the polym er-thickened diesters of undecyl alcohol are superior to petroleum w inter-grade o ils in hav ing higher flash points, lower volatilities, lower pour points, and higher v isco sity indices. Approxim ate ly 5 % A cry lo id H F - 880 could be used to thicken the di-(3-m ethylbutyl) adipate o r azelate to the v isco sity requirements of the aircraft hydrau lic oil specification A N -W -0 - 3 6 6 b . Approxim ate ly 1 0 % of th is po ly mer would be needed to thicken di-(3-m ethylbutyl) adipate to meet the requirements of ordnance hydrau lic oil specification OS-2943. T h e resultant fluids would be m uch less volatile and flammable than the corresponding petroleum-base hyd rau lic oils, and the present well know n tackiness problem would be greatly alleviated. However, their use would necessitate a change from the present packings and gasket materials.
Non lubricant applications of the diester oil com positions include their use as dielectrics and as dam ping fluids. T h e ir low freezing points, low volatilities, and h igh flash points m ake them particularly suitable for such uses. A lthough not so satisfactory for h igh temperatures as the silicones, they w ill not cause so m uch trouble w ith creeping. H ickm an and Sanford, cited in the preceding paper (2), discussed several of the diesters in cluded in th is investigation as vacuum and diffusion pum p oils. M a n y of the other diesters described here deserve consideration for such uses. T h e incorporation in vacuum pum p oils of sm all am ounts of any one of the antioxidants described here m igh t im prove their efficiency and increase their service life.
a c k n o w l e d g m e n t
T h e authors w ish to express their appreciation for the assistance and cooperation of Frederic C lu the who prepared the pure soaps used, of D on a ld T . Jones for the ru st preventive tests, and of H arrison Sh u ll foi; the w ork on foam ing properties. T h e puro arylstearic acids used in preparing the rust inh ib itors were m ade available through the generous cooperation of W a ldo C. A u lt and A. J. St irton of the Easte rn Reg iona l Research Labo rato ry, U. S. D epartm ent of Agriculture.
LITERATURE CITED
(1) Baker, H . R ., and Zisman, W . A ., G ibson Island C onf., Am .Assoc. Advancem ent Sci., Aug. 10, 1945.
(2) Bried, E . M ., K idder, H . F ., M urphy, C . M ., and Zisman, W .A ., In d . E n g . C hem ., 39, 4S4 (1947).
(3) D orntc, R . W „ Ibid., 28, 26 (1936).(4) D ornte, R . W ., and Ferguson, C . V ., Ibid., 28, 863 (1936).(5) D ornte, R . W., Ferguson, C . V ., and Haskins, C . P ., Ibid., 28,
1342 (1936).(6) EglofT, G ., in G ilm an’s “ Organic C hem istry” , V ol. 1, p. 54,
N ew Y ork , John W iley & Sons, Inc., 1943.(7) Egloff, G ., M orrell, J. C ., L ow ry, C . D ., and D ryer, C . G .,
Proc. World Petroleum. Conor., 2, 50 (1933).(S) Ellis, C ., "C hem istry o f Petroleum D erivatives” , V o l. I , N ew
York, Chem ical C atalog C o., 1934.(9) Ibid., V ol. I I , 1937.
(10) Evans, H . C „ and Y oung, D . W ., In d . E n g . C h e m ., to be p u b lished.
(11) Low ry, C . D ., Trans. Eleclrochem. Soc., 69, 185 (1936).(12) Staudinger, H ., “ Hochm olekularen organische Verbindungen” ,
Berlin, Julius Springer, 1932.T h e opinions or assertions contained in this paper are the authors’ and a r e not to be construed as official or reflecting the views o f the N avy Departm ent.
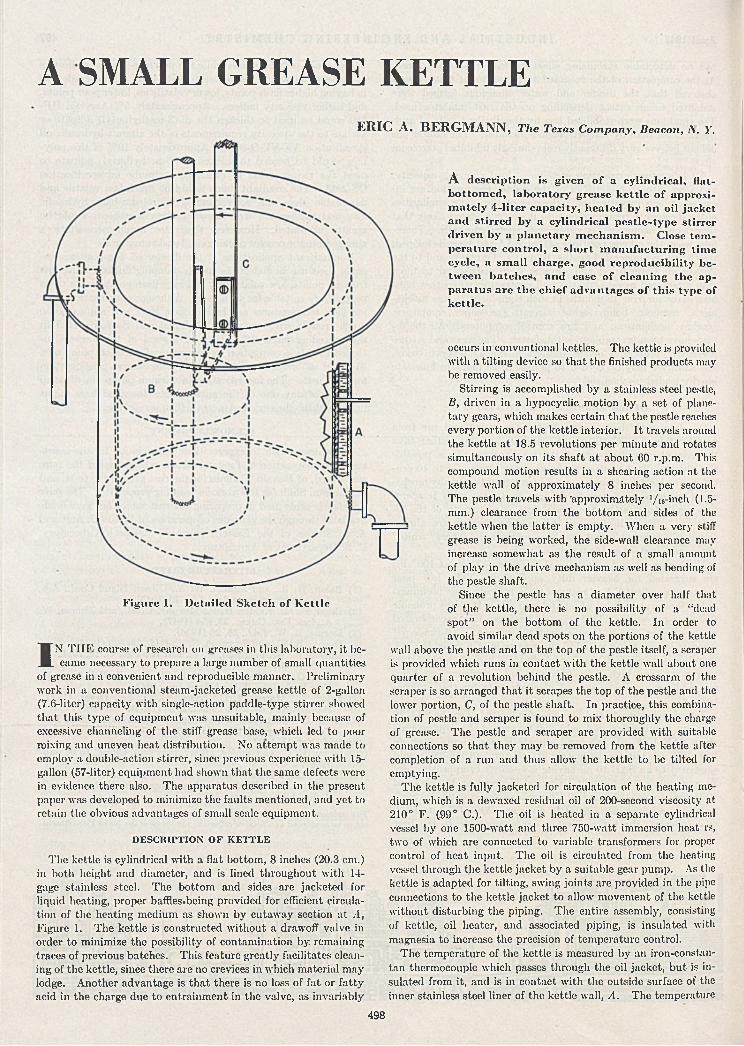
A S M A L L G R E A S E K E T T L EERIC A. BERGMANN, The Texas Company, Beacon, A. Y.
A description is given of a cylindrical, flat- bottoraed, laboratory grease kettle of approximately 4-liter capacity, heated by an oil jacket and stirred by a cylindrical pcstle-type stirrer driven by a planetary mechanism. Close temperature control, a short manufacturing time cycle, a small charge, good reproducibility between batches, and case of cleaning the apparatus are the chief advantages of this type of kettle.
occurs in conventional kettles. T h e kettle is provided w ith a tilting device so that the finished products may he removed easily.
St irr ing is accom plished b y a stainless steel pestle, B, driven in a hypocyclic m otion b y a set of planeta ry gears, w h ich m akes certain that the pestle reaches every portion of the kettle interior. I t travels around the kettle at 18.5 revolutions per m inute and rotates sim ultaneously on its shaft at about 60 r.p.m. Th is com pound m otion results in a shearing action at the kettle wall of approxim ately 8 inches per second. T h e pestle travels w ith 'approx im ate ly Vie-inch (1.5- mm.) clearance from the bottom and sides of the kettle when the latter is em pty. W h e n a ve ry stiff grease is being worked, the side-wall clearance may increase som ewhat as the result of a sm all amount of p la y in the drive m echanism as well as bending of the pestle shaft.
Since the pestle has a diameter over half that of the kettle, there is no possib ility of a “dead spot” on the bottom of the kettle. In order to avoid sim ilar dead spots on the portions of the kettle
wall above the pestle and on the top of the pestle itself, a scraper is provided w hich runs in contact w ith the kettle wall about one quarter of a revolution behind the pestle. A crossarm of the scraper is so arranged that it scrapes the top of the pestle and the lower portion, C, of the pestle shaft. I n practice, th is combination of pestle and scraper is found to m ix thorough ly the charge of grease. T h e pestle and scraper are provided w ith suitable connections so that they m a y be rem oved from the kettle after completion of a run and thus allow the kettle to be tilted for
em ptying.T h e kettle is fu lly jacketed for circulation of the heating me
dium , w hich is a dewaxed residual oil of 200-second viscosity at 210° F. (99° C.). T h e oil is heated in a separate cylindrical vessel b y one 1500-watt and three 750-watt im m ersion heat rs, two of which are connected to variable transform ers for proper control of heat input. T h e oil is circulated from the heating vessel through the kettle jacket b y a suitable gear pump. A s the kettle is adapted for tilting, sw ing jo ints are provided in the ¡ripe
connections to the kettle jacket to allow m ovem ent of the kettle
w ithout d istu rb ing the piping. T h e entire assembly, consisting of kettle, oil heater, and associated piping, is insulated with m agnesia to increase the precision of temperature control.
T h e temperature of the kettle is measured b y an iron-constan- tan thermocouple w hich passes through the oil jacket, bu t is in
sulated from it, and is in contact w ith the outside surface of the
inner stainless steel liner of the kettle wall, A . The temperature
Figure 1. Detailed Sketch of Kettle
I N T H E course of research on greases in this laboratory, it became necessary to prepare a large num ber of small quantities
of grease in a convenient and reproducible manner. Pre lim inary w ork in a conventional steam-jacketed grease kettle of 2 -gallon (7.6-liter) capacity w ith single-action paddle-type stirrer showed that this type of equipm ent was unsuitable, m a in ly because of excessive channeling of the stiff grease base, which led to poor m ix ing and uneven heat d istribution. N o attem pt was made to em ploy a double-action stirrer, since previous experience w ith 15- gallon (57-liter) equipm ent had show n that the same defects were in evidence there also. T h e apparatus described in the present paper was developed to m in im ize the faults mentioned, and yet to retain the obvious advantages of sm all scale equipment.
DESCKIFTION OF KETTLE
T h e kettle is cylindrical w ith a flat bottom, 8 inches (20.3 cm.) in both height and diameter, and is lined throughout w ith 14- gage stainless steel. T h e bottom and sides are jacketed for liqu id heating, proper baffles.being provided for efficient circulation of the heating m edium as show n b y cutaw ay section at .4, F igure 1. T h e kettle is constructed w ithout a drawoff valve in
order to m inim ize the possib ility of contam ination b y rem ain ing traces of previous batches. T h is feature greatly facilitates cleaning of the kettle, since there are no crevices in w hich material m ay lodge. Another advantage is that there is no loss of fat or fatty acid in the charge due to entrainm ent in the valve, as in va riab ly
498
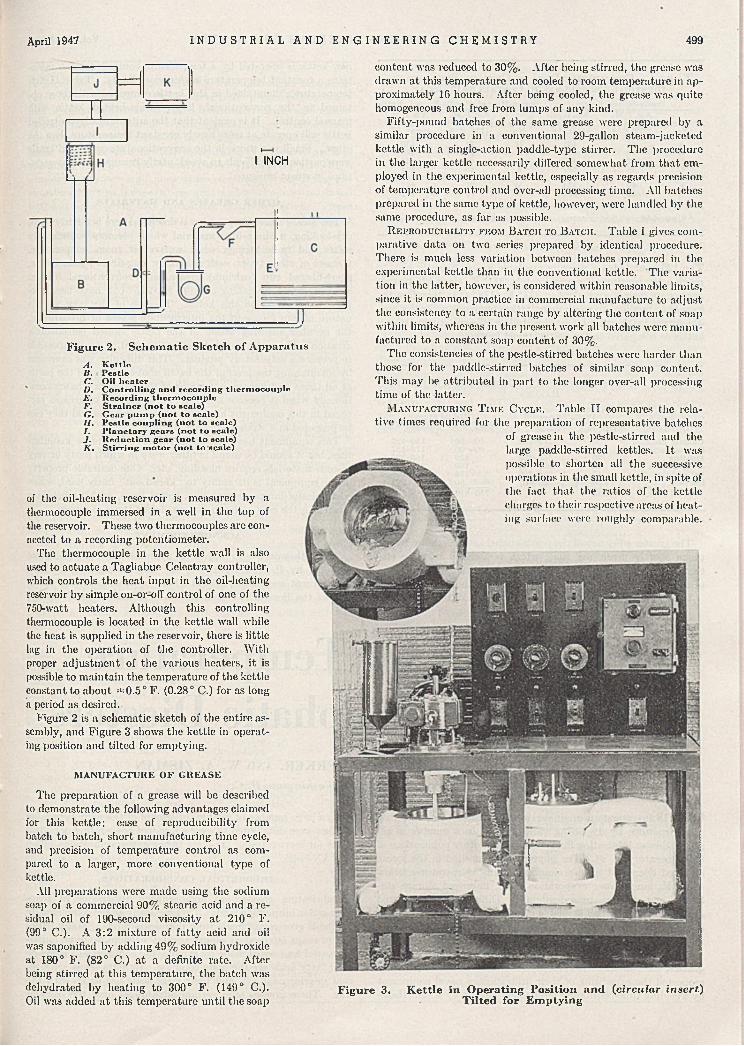
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 499
MANUFACTURE OF GREASE
content was reduced to 3 0 % . A fter being stirred, the grease was draw n at this temperature and cooled to room temperature in approxim ately 16 hours. A fter being cooled, the grease was quite homogeneous and free from lum ps of any kind.
F ifty -pound batches of the same grease were prepared by a sim ilar procedure in a conventional 29-gallon steam-jacketed kettle w ith a single-action paddle-type stirrer. T h e procedure in the larger kettle necessarily differed som ewhat from that employed in the experimental kettle, especially as regards precision of temperature control and over-all processing time. A ll batches prepared in the same type of kettle, however, were handled b y the same procedure, as far as possible.
R e p r o d u c i b i l i t y f r o m B a t c h t o B a t c h . Tab le I gives comparative data on two series prepared b y identical procedure. There is m uch less variation between batches prepared in the experimental kettle than in the conventional kettle. T h e varia tion in the latter, however, is considered w ithin reasonable limits, since it is com m on practice in commercial m anufacture to adjust the consistency to a certain range b y altering the content of soap w ithin limits, whereas in the present w ork all batches were m anufactured to a constant soap content of 3 0 % .
T h e consistencies of the pestle-stirred batches were harder than those for the paddle-stirred batches of sim ilar soap content. T h is m ay be attributed in part to the longer over-all processing time of the latter.
M a n u f a c t u r i n g T im e C y c l e . Tab le I I com pares the relative times required for the preparation of representative batches
of grease in the pestle-stirred and the large paddle-stirred kettles. I t was possible to shorten all the successive operations in the small kettle, in spite of the fact that the ratios of the kettle charges to their respective areas of heating surface were rough ly comparable.
The preparation of a grease w ill be described to demonstrate the follow ing advantages claimed for this kettle: ease of reproducib ility from
batch to batch, short m anufacturing time cycle, and precision of temperature control as compared to a larger, more conventional type of kettle.
A ll preparations were made using the sod ium soap of a commercial 9 0 % stearic acid and a residual oil of 190-second v iscosity at 210° F. (99° C.). A 3 :2 m ixture of fatty acid and oil was saponified b y adding 4 9 % sod ium hydroxide at 180° F . (82° C.) at a definite rate. A fter being stirred at this temperature, the batch was
dehydrated b y heating to 300° F. (149° C.). Oil was added at this temperature until the soap
Figure 3. Kettle in Operating Position and (circular insert) Tilted for Emptying
of the oil-heating reservoir is measured b y a
thermocouple immersed in a well in the top of the reservoir. These two thermocouples are connected to a recording potentiometer.
The thermocouple in the kettle wall is also used to actuate a Tagliabue Celectray controller, which controls the heat inpu t in the oil-heating reservoir b y simple on-or-off control of one of the 750-watt heaters. A lthough th is controlling thermocouple is located in the kettle wall while the heat is supplied in the reservoir, there is little lag in the operation of the controller. W ith proper adjustm ent of the various heaters, it is possible to m ainta in the temperature of the kettle constant to about ± 0 .5 ° F. (0.28° C.) for as long
a period as desired.Figure 2 is a schematic sketch of the entire as
sembly, and F igu re 3 show s the kettle in operating position and tilted for em ptying.
Figure 2. Schematic Sketch of ApparatusA. Kettle It. PestleC. Oil heaterD. Controlling and recording thermocouple £ . Recording thermocoupleF. Strainer (not to scale)G. Gear pump (not to scale)II. Pestle coupling (not to scxilc)I. Planetary gears (not to scale)J. Reduction gear (not to scale)K . Stirring motor (not to scale)
I "in c h
500 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
new kettle is operated b y a temperature controller which maintains a constant temperature w ith in close lim its. Tab le I I lists temperatures m aintained in this kettle com pared w ith those obtained in the conventional, large, steam-heated kettle with m anual control. I t is evident that the autom atically controlled kettle w ill operate at more nearly constant temperature than the other. Sm all variations in the conventional steam-heated kettle were particu larly difficult to avoid, partly because of slight variations in steam pressure.
O T H E R G R E A S E S AND M A T E R IA L S
T h e grease whose preparation is described here is a fairly hard, dry-looking, medium-fiber material w hich becomes considerably softer and quite str ingy when worked at room temperature. Greases of other types, such as str ingy long-fibered soda grease, short-fibered cup (calcium) grease, and conventional lithium stearate grease b y gelling at 440° P. (227° C.), have been prepared successfully in th is kettle. Because of the ve ry viscous nature of cup grease in the intermediate stages of preparation, the peculiar shearing action of the pestle caused considerable aeration. Once the grease base was aerated, it was impossible to prepare a satisfactory product. T h is difficulty was overcome b y m ainta in ing the level of the batch above the top of the pestle at all times and rem oving portions of the unfinished batch occasionally when it became too large. O ther types of greases prepared in this equipm ent have offered no difficulties and they can be prepared in a straight-forw ard manner.
T h is equipm ent has been employed on ly for grease manufacture, but it should be useful in other w ork in which pasty or very v iscous materials require blending, etc. One desirable property of the equipment is its ab ility to “knead ou t” fa irly hard, somew hat plastic lum ps present in a softer mass, w ithout breaking down as is the case w ith other more vio lent types of mixers.
A C K N O W L E D G M E N T
T h e author desires to express his appreciation of the assistance rendered b y P . A . H a rg ra ve of the Eng ineering and D rafting Departm ent and of the helpful advice of other members of the staff of the Beacon Research Laboratory, T h e Texas Com pany.
Synthetic Low Temperature Greases from Aliphatic Diesters
G. M . HAIN, D. T. JONES, R. L. 3YIERKER, A N D W . A. ZISMANNaval Research Laboratory, Washington, D. C.
T H I S investigation originated w ith attempts to m ake grease structures b y dispersing various soaps in a num ber of ali
phatic diester lubricating fluids described in other publications of th is laboratory {1, 2 ). T h e im provem ents desired in the grease included decreased torque requirements at temperatures below — 40° F., m uch lower evaporation rates, im proved storage stability, and greater reproducibility. D ifficulties encountered du r in g the w ar w ith all available greases in aircraft control bearings and in ordnance fire control equipment emphasized the need for im proved greases.
U pon completion of the laboratory development of these
greases, the Bu reau of Aeronautics and the Bu reau of Ordnance requested the expediting of their utilization in nava l equipment b y avo id ing tim e-consum ing mechanical laboratory tests; there
fore, a large num ber of samples of several of the more prom ising greases were distributed to over a hundred cooperating organizations for service tests. T h is led to the new specifications 14G-8 and A N -G -2 5 .
T IIE O R E T IC A L C O N SID E R A T IO N S
Lub rica ting greases are homogeneous dispersions of soap- fiber gels in lubricating fluids (4). P ractica lly all the commercially available greases are made from petroleum fluids. M a n y varieties of soaps are used as gelling agents; calcium, sodium, alum inum, and lead soaps made b y sapon ify ing commercial tallows or their fatty acids are the more common. L ith iu m soaps are a recent development (S), and their large scale use came w ith the war. These greases offer certain advantages over the calcium
T a b l e I. C o m p a r a t iv e D a t a o n G r e a s e s , P r e p a r e d b y I d e n t i c a l P r o c e d u r e s t o C o n t a i n 3 0 .0 % S o a pPestle-Stirred Kettle Steam-Heated Paddle-Stirred Kettle
A .S .T .M . A .S .T .M . A .S .T .M . A .S .T .M .Run penetration dropping
point,Run penetration dropping
point, F.N o. (77° F .)“ No. (77° F .)“A 44 461 H 71 450B 44 468 I 58 426C 42 447 J 61 436D 44 467 K 68 444E 44 468 L 74 442F 40 454 M 67 447G 40
A v. 43470 N 77
Av. 68449
° Unworked; worked penetrations were not obtained.
T h e 125-pound steam pressure available was sufficiently h igh to reach a temperature of approxim ately 300° F., since 125 pounds per square inch is equivalent to 353° F. (178° C.); therefore the long time required to reach dehydration temperature in the paddle-stirred kettle m ust be ascribed to less efficient stirring in this kettle as compared to the pestle-stirred kettle.
T a b l e I I . M a n u f a c t u r i n g T im e C y c l e s a n d T e m p e r a t u r eR a n g e s
Autom atic Control Manual ControlPestle Stirrer Paddle Stirrer
Operation Tim e, min. Range, ° F. Tim e, min. Range, ° F.Caustic addition 30 179-180 6 0 - 90 180-192Saponification 30 179-180 6 0 - 90 178-187Heating 30 180-300 120 185-290Dehydration 15 299-300 150 290-296Oil addition 45 298-300 270 284-296Stirring 30 300-301 90 292
T ota l 180 750-810
T h e greater efficiency of the pestle-stirred kettle is show n b y the m u ch shorter processing time, w h ich is ascribed to more effi-
■ cient m ixing; the result is more rapid dehydration, incorporation o f oil, and other desirable features in grease manufacture.
P r e c is io n o f T e m p e r a t u r e C o n t r o l . A s s ta te d e a r lie r , th e
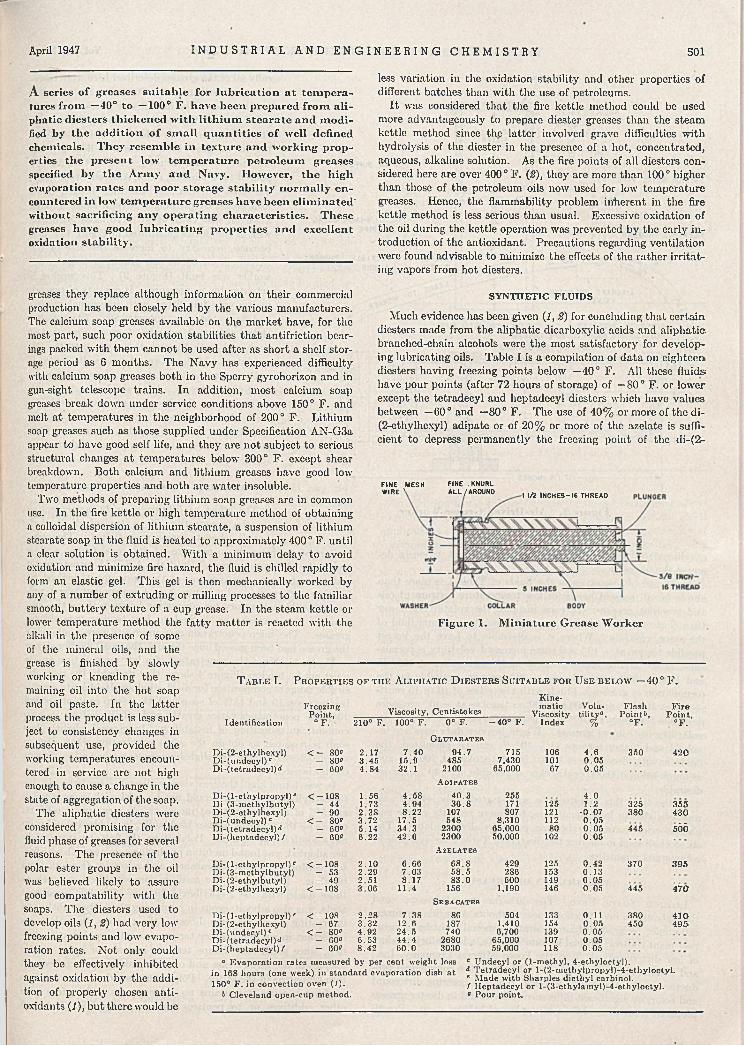
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 501
A scries of greases suitable for lubrication at temperatures from —40° to —100° F. have been prepared from aliphatic diesters thickened with lithium stearate and modified by the addition of small quantities of well defined chemicals. They resemble in texture and working properties the present low temperature petroleum greases specified by the Army and Navy. However, the high evaporation rates and poor storage stability normally encountered in low temperature greases have been eliminated' without sacrificing any operating characteristics. These greases have good lubricating properties and excellent oxidation stability.
greases they replace a lthough inform ation on their commercial production has been closely held b y the various manufacturers. The calcium soap greases available on the m arket have, for the most part, such poor oxidation stabilities that antifriction bearings packed w ith them cannot be used after as short a shelf storage period as 6 months. T h e N a v y has experienced difficulty with calcium soap greases both in the Spe rry gyrohorizon and in gun-sight telescope trains. I n addition, m ost calcium soap
greases break dow n under service conditions above 150° F. and melt at temperatures in the neighborhood of 200° F . L ith ium soap greases such as those supplied under Specification A N -G 3 a appear to have good self life, and they are not subject to serious structural changes at temperatures below 300° F. except shear breakdown. B o th calcium and lith ium greases have good low temperature properties and both are water insoluble.
Tw o methods of preparing lith ium soap greases are in com mon use. In the fire kettle or h igh temperature m ethod of obtain ing a colloidal dispersion of lith ium stearate, a suspension of lith ium stearate soap in the fluid is heated to approxim ately 400 ° F. until a clear solution is obtained. W ith a m in im um delay to avoid
oxidation and m inim ize fire hazard, the fluid is chilled rap id ly to form an elastic gel. T h is gel is then m echanically worked b y any of a num ber of extrud ing or m illing processes to the fam iliar smooth, buttery texture of a cup grease. In the steam kettle or lower temperature method the fatty matter is reacted w ith the alkali in the presence of some of the m ineral oils, and thegrease is finished b y slow ly ------------------------------------------working or kneading the rem aining oil into the hot soap and oil paste. In the latter process the product is less sub ject to consistency changes in subsequent use, provided the working temperatures encountered in service are not high enough to cause a change in the state of aggregation of the soap.
The aliphatic diesters were considered prom ising for the fluid phase of greases for several reasons. T h e presence of the polar ester groups in the oil was believed like ly to assure good com putability w ith the soaps. T h e diesters used to develop oils (1, 2) had ve ry low freezing points and low evaporation rates. N o t on ly could they be effectively inhibited
against oxidation b y the addi
tion of properly chosen anti
oxidants (I), bu t there would be
less variation in the oxidation stab ility and other properties of different batches than w ith the use of petroleums.
I t was considered that the fire kettle m ethod could be used more advantageously to prepare diester greases than the steam kettle method since the latter involved grave difficulties w ith hydro lysis of the diester in the presence of a hot, concentrated, aqueous, alkaline solution. A s the fire points of all diesters considered here are over 400° F. (2), they are more than 100° h igher than those of the petroleum oils now used for low temperature greases. Hence, the flam m ability problem inherent in the fire kettle method is less serious than usual. Excessive oxidation of the oil during the kettle operation was prevented b y the early in troduction of the antioxidant. Precautions regard ing ventilation were found advisable to m inim ize the effects of the rather irritating vapors from hot diesters.
SYNTIIETIC FLUIDS
M u c h evidence has been given (1, 2) for conclud ing that certain diesters made from the aliphatic d icarboxylic acids and a liphatic branched-chain alcohols were the m ost satisfactory for developing lubricating oils. Tab le I is a com pilation of data on eighteen diesters hav ing freezing points below — 40° F. A ll these flu ids have pour points (after 72 hours of storage) of — 80° F. or low er except the tetradecyl and heptadecyl diesters w h ich have values between — 60° and — 80° F. T h e use of 4 0 % or more of the di- (2-ethylhexyl) adipate or of 2 0 % or more of the azelate is sufficient to depress perm anently the freezing point of the d i-(2 -
FINE MESH WIRE 'FINE , KNURL ALL/AROUND I 1/2 INCHES-16 THREAD
Figure 1. Miniature Grease Worker
T a b l e I. P r o p e r t i e s o f t h e A l i p h a t i c D i e s t e r s S u i t a b l e f o r U s e b e l o w — 40° F .
FreezingPoint,
° F.Viscosity, Ccntistokes
Kinematic
ViscosityIndex
Volatility0 ,
FlashPoint*»,
°F .
F irePoint,
Identification 210° F. 100° F. 0° F.
G l u t a r a t e s
- 4 0 ° F. % °F .
Di-(2-ethylhexyl)D i-(un decyl)cDi-(tetradecyl)<*
< - 80? - 80» - 60*
2 .173 .454 .84
7 .4015.932.1
9 4.7485
2 1 0 0
A d i p a t e s
7157,430
65,000
1061 0 167
4 .60 .0 50 .05
350 420
D i-(l-ethylpropy l) e D i-(3-m ethylbutyl) D i-(2-ethylhexyl) D i-(undecyl) c Di-ttetradecyl)«* D i-(heptadecyl) /
< - 1 0 8- 44- 90
< - 800- 60^ - GO47
1.561.732 .383.725 .146 .22
4 .584 .948 .22
17.5 34.342.6
40.33 6 .8
107548
23002300
A z e l a t e s
255171807
8,31065.00050.000
i251 2 11 1 2
801 0 2
4 .01 . 2
•0.070 .050 .050 .0 5
325380
445
355430
5ÖÖ
D i-(l-ethylpropy l) e D i-(3-m ethylbutyl) D i-(2-ethylbutyl) D i-(2-ethylhexyl)
< - 1 0 8- 53- 49
< - 1 0 S
2 . 1 02.292.513 .06
6.667 .038 .17
11.4
68.858.583.0
156S e b a c a t e s
429286500
1,190
125153149146
0.420 .130 .050 .05
370
445
395
470
D i-(l-cthy lp rop y l) c Di-(2-ethylhexyl) D i-(un decyl)c Di-itetradecyl)«* D i-(heptadecyl) /
< - 1 0 8- 67
< - 80o- 60o- 60»
2 .283 .324.926.538 .42
7 .3812.624.544.460.0
80187740
26803030
5041,4106,700
65.00059.000
133154139107118
0.110 .0 50 .0 50 .0 50 .05
380450
410495
° Evaporation rates measured by per cent weight loss in 168 hours (one week) in standard evaporation dish at 150° F. in convection oven ( i ) .
*> Cleveland open-cup method.
c Undecyl or (1-methyl, 4 -ethyloctyl).<* Tetradecyl or l-(2-m ethylpropyl)-4-ethyloety l. e M ade with Sharpies diethyl earbinol./ Heptadecyl or l-(3-cthylam yl)-4-ethylocty l.» Pour point.
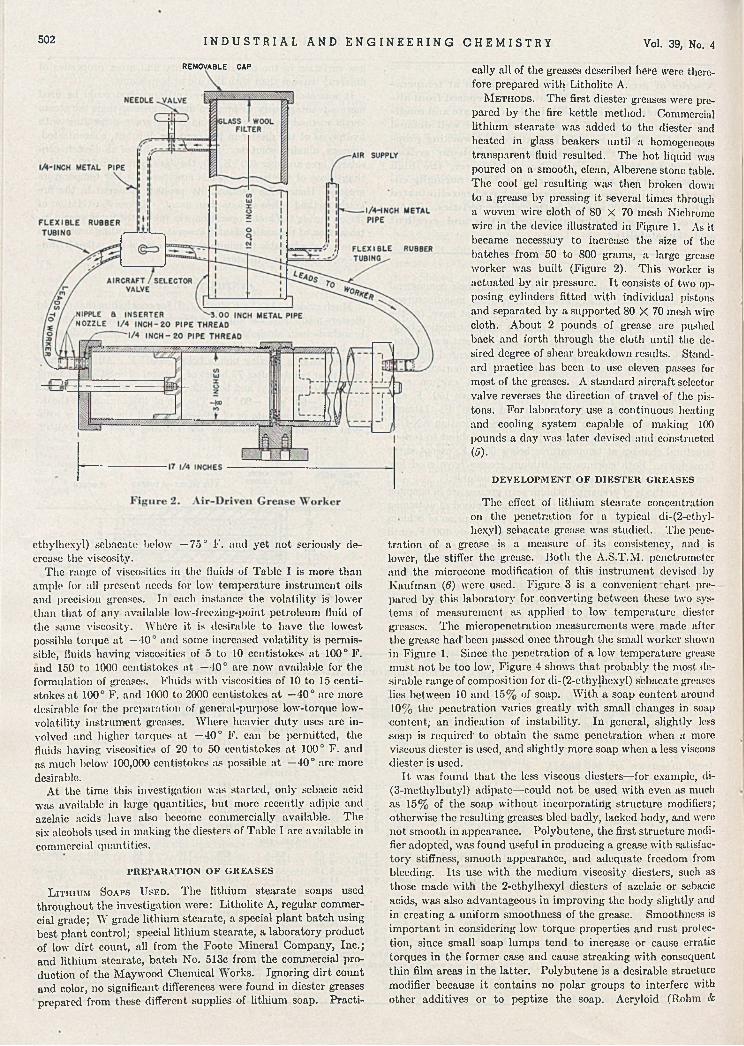
502 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
REMOVABLE CAP
ethylhexyl) sebacate below — 75° F. and yet not seriously de
crease the viscosity.T h e range of viscosities in the fluids of Tab le I is more than
ample for all present needs for low temperature instrum ent oils and precision greases. In each instance the vo la tility is lower than that of any available low-freezing-point petroleum fluid of the same viscosity. W here it is desirable to have the lowest possible torque at — 40° and some increased vo la tility is perm issible, fluids hav ing viscosities of 5 to 10 centistokes at 100° F . and 150 to 1000 centistokes at — 40° are now available for the form ulation of greases. F lu id s w ith viscosities of 10 to 15 centistokes at 100° F. and 1000 to 2000 centistokes at — 40° are more desirable for the preparation of general-purpose low-torque low- vo la tility instrum ent greases. W here heavier du ty uses are involved and higher torques at — 40° F . can be permitted, the fluids hav ing viscosities of 20 to 50 centistokes at 100° F. and as m uch below 100 ,000 centistokes as possible at — 40° are more
desirable.A t the time this investigation was started, on ly sebacic acid
was available in large quantities, but more recently adipic and azelaic acids have also become com m ercially available. T h e six alcohols used in m ak in g the diesters of Tab le I are available in
com mercial quantities.
PREPARATION OF GREASES
L i t h iu m S o a p s U s e d . T h e lith ium stearate soaps used throughout the investigation were: L itho lite A , regular commercial grade; W grade lith ium stearate, a special p lant batch using best p lant control; special lith ium stearate, a laboratory product of low d irt count, all from the Foote M in e ra l Com pany, Inc.; and lith ium stearate, batch N o. 513c from the com mercial production of the M a yw ood Chem ical W orks. Ign o r in g d irt count and color, no significant differences were found in diester greases prepared from these different supplies of lith ium soap. Practi
cally all of the greases described here were therefore prepared with Litholite A.
M e t h o d s . T h e first diester greases were prepared b y the fire kettle method. Commercial lith ium stearate was added to the diester and
heated in glass beakers until a homogeneous
transparent fluid resulted. The hot liquid was
poured on a smooth, clean, Alberene stone table.
T h e cool gel resu lting was then broken down to a grease b y pressing it several times through
a woven wire cloth of 80 X 70 mesh Nichrome
wire in the device illustrated in F igure 1 . A s it became necessary to increase the size of the
batches from 50 to 800 grams, a large grease worker was bu ilt (F igu re 2). T h is worker is
actuated b y a ir pressure. I t consists of two op
posing cylinders fitted w ith ind iv idua l pistons and separated b y a supported 80 X 70 mesh wire
cloth. A b ou t 2 pounds of grease are pushed back and forth through the cloth until the de
sired degree of shear breakdown results. Stand
ard practice has been to use eleven passes for
m ost of the greases. A standard aircraft selector valve reverses the direction of travel of the pis
tons. F o r laboratory use a continuous heating and cooling system capable of m aking 100 pounds a d a y was later devised and constructed
(5).
DEVELOPMENT OF DIESTER GREASES
T h e effect of lith ium stearate concentration on the penetration for a typ ical d i-(2-ethyl- hexyl) sebacate grease was studied. The pene
tration of a grease is a measure of its consistency, and is lower, the stiffer the grease. B o th the A .S .T .M . penetrometer and the microcone modification of this instrum ent devised by K a u fm a n (6) were used. F igu re 3 is a convenient chart prepared b y th is laborato ry for converting between these two system s of m easurem ent as applied to low temperature diester greases. T h e m icropenetration measurements were made after the grease had ' been passed once through the sm all worker shown in F igu re 1. Since the penetration of a low temperature grease m u st not be too low, F igu re 4 show s that p robab ly the most desirable range of com position for d i-(2 -ethylhexyl) sebacate greases lie s between 10 and 1 5 % of soap. W ith a soap content around 1 0 % the penetration varies greatly w ith sm all changes in soap content; an ind ication of instab ility. I n general, sligh tly less soap is required' to obta in the same penetration when a more v iscous diester is used, and s ligh tly more soap w hen a less viscous diester is used.
I t was found that the less v iscous diesters— for example, di- (3 -m ethylbutyl) adipate— could not be used w ith even as much a s 1 5 % of the soap w ithout incorporating structure modifiers; otherw ise the resu lting greases bled badly, lacked body, and were no t sm ooth in appearance. Polybutone, the first structure modifier adopted, was found useful in p roducing a grease w ith satisfacto ry stiffness, sm ooth appearance, and adequate freedom from bleeding. I t s use w ith the m edium v isco sity diesters, such as
those made w ith the 2 -ethylhexyl diesters of azelaic or sebacic acids, was also advantageous in im provin g the body sligh tly and
in creating a un iform sm oothness of the grease. Sm oothness is
im portant in considering low torque properties and ru st protection, since sm all soap lum ps tend to increase or cause erratic
torques in the form er case and cause streaking w ith consequent
th in film areas in the latter. Po lybutene is a desirable structure
modifier because it contains no polar groups to interfere with
other additives or to peptize the soap. A c ry lo id (Rohm &
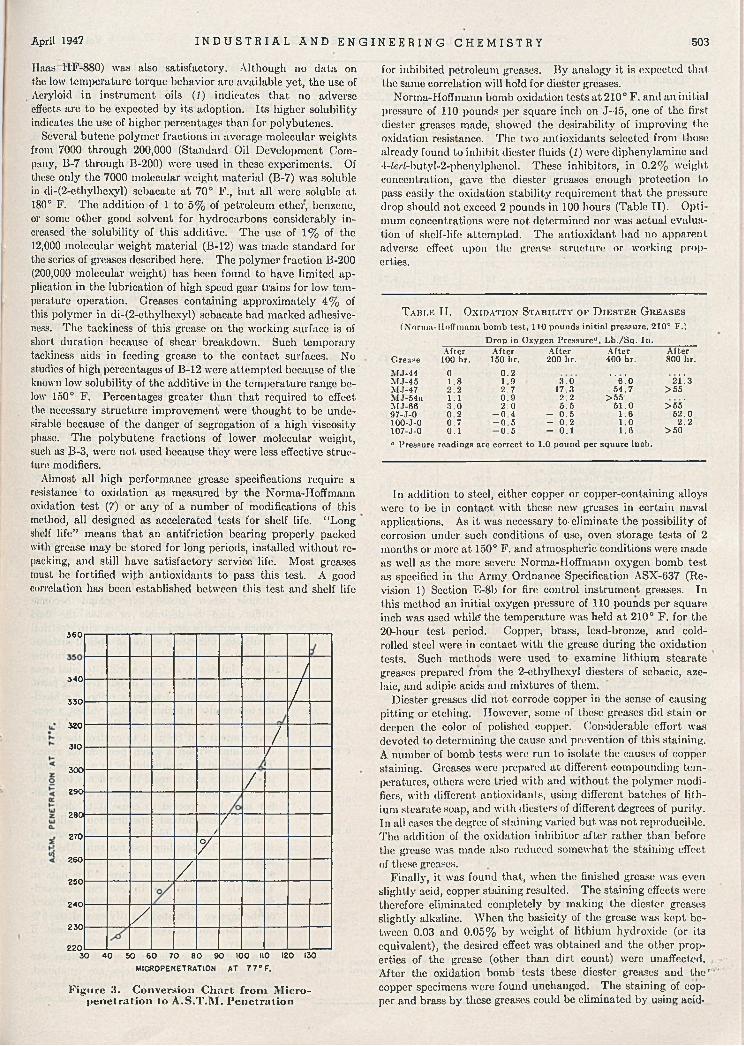
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 503
Haas I IP -8 8 0 ) was also satisfactory. A lthough no data on the low temperature torque behavior are ava ilab le yet, the use of Acryloid in instrum ent oils (1) indicates that no adverse effects are to be expected b y its adoption. It s h igher so lub ility indicates the use of h igher percentages than for polybutenes.
Several butene polym er fractions in average molecular weights from 7000 through 200,000 (Standard O il D evelopm ent C om pany, B -7 through B-200) were used in these experiments. O f
these on ly the 7000 molecular w eight m aterial (B -7 ) was soluble in di-(2-ethylhexyl) sebacate at 70° P., but a ll were soluble at 180° P. T h e add ition of 1 to 5 % of petroleum ether, benzene, or some other good solvent for hydrocarbons considerably in creased the so lub ility of this additive. T h e use of 1 % of the 12,000 molecular weight material (B -12) was made standard for the series of greases described here. T h e po lym er fraction B -200 (200,000 molecular weight) has been found to have lim ited application in the lubrication of h igh speed gear trains for low temperature operation. Greases conta ining approxim ate ly 4 % of this polym er in d i-(2 -ethylhexyl) sebacate had m arked adhesive
ness. T h e tackiness of this grease on the w ork ing surface is of short duration because of shear breakdown. Such tem porary
tackiness a ids in feeding grease to the contact surfaces. N o studies of h igh percentages of B -12 were attempted because of the known low so lub ility of the additive in the temperature range be
low 150° F. Percentages greater than that required to effect the necessary structure im provem ent were thought to be undesirable because of the danger of segregation of a h igh v iscosity phase. T h e polybutene fractions of lower molecular weight, such as B-3, were not used because they were less effective structure modifiers.
A lm ost all h igh performance grease specifications require a resistance to oxidation as measured b y the Norm a-T Ioffm ann oxidation test (7) or a n y of a num ber of m odifications of this method, a ll designed as accelerated tests for shelf life. “ Lo n g shelf life” m eans that an antifriction bearing properly packed with grease m ay be stored for long periods, installed w ithout repacking, and still have satisfactory service life. M o s t greases
must be fortified w ith antioxidants to pass this test. A good correlation has been established between this test and shelf life
360
340
330
320
310
300
290
280
270
260
250
240
230
220
/
//
//
/
'/
y
/
/
30 40 50 60 70 8 0 90 100 110 120 130MICROPENETRATION AT 7 7 “ F.
Figure 3. Conversion Chart from lUicro- penetralion to A .S .T .M . Penetration
for inh ib ited petroleum greases. B y ana logy it is expected that
the same correlation will hold for diester greases.Norm a-H offm ann bom b oxidation tests at 210° F . and an in itial
pressure of 110 pounds per square inch on J-45, one of the first diester greases made, showed the desirab ility of im provin g the oxidation resistance. The two antioxidants selected from those already found to inh ib it diester fluids (1 ) were d iphenylam ine and
4-ieri-butyl-2-phcnylphenol. These inhibitors, in 0 . 2 % weight concentration, gave the diester greases enough protection lo
pass easily the oxidation stab ility requirement that the pressure drop should not exceed 2 pounds in 100 hours (Table I I ) . O p tim um concentrations were not determ ined nor was actual evaluation of shelf-life attempted. T h e antioxidant had no apparent adverse effect upon the grease structure or w o rk in g prop
erties.
T a b l e I I . O x i d a t i o n S t a b i l i t y o f D i e s t e r G r e a s e s (Nornm -Hoffm ann bom b test, 110 pounds initial pressure, 210° F.)
Drop in Oxygen Pressure0, L b ./S q . In._________After After After After After
Grease 100 hr. 150 hr. 200 hr. 400 hr. 800 hr.MJ-44 0 0 .2M J-45 1 .8 1.9 3.0 ‘ *e!o 2Ü 3MJ-47 2 .2 2 .7 17.3 54.7 >55MJ-54a 1.1 0 .9 2 .2 > 55MJ-66 3 .0 2 .0 5 .5 5 1 .0 >55'97-J-O 0 .2 - 0 . 4 - 0 .5 1 .6 52.0100-J-0 0 .7 - 0 . 5 - 0 .2 1 .0 2 .2107-J-0 0 .1 - 0 . 5 - 0 .1 1 .6 >50a Pressure readings are correct to 1.0 pound per square inch.
In add ition to steel, either copper or copper-containing alloys were to be in contact w ith these new greases in certain naval applications. A s it was necessary to- elim inate the possib ility of corrosion under such conditions of use, oven storage tests of 2 m onths or more at 150° P. and atm ospheric conditions were made as well as the more severe N o rm a -Ilo ffm ann oxygen bom b test as specified in the A rm y Ordnance Specification A S X -6 3 7 (R e vision 1) Section E - 8b for fire control instrum ent greases. In this method an in itial oxygen pressure of 1 1 0 pounds per square inch was used w hile the temperature was held at 210° F. for the 20-hour test period. Copper, brass, lead-bronze, and cold- rolled steel were in contact w ith the grease during the oxidation tests. Such m ethods were used to exam ine lith ium stearate greases prepared from the 2-ethylhexyl diesters of sebacic, aze- laic, and adipic acids and m ixtures of them.
D ieste r greases did not corrode copper in the sense of causing p itting or etching. However, some of these greases d id stain or deepen the color of polished copper. Considerable effort was devoted to determ ining the cause and prevention of th is staining.
A num ber of bom b tests were run to isolate the causes of copper staining. Greases were prepared at different, com pound ing temperatures, others were tried w ith and w ithout the polym er m odifiers, w ith different antioxidants, u s in g different batches of lith ium stearate soap, and w ith diesters of different degrees of purity. In all cases the degree of sta in ing varied b u t was not reproducible. T h e addition of the oxidation inh ib ito r after rather than before
the grease was made also reduced som ew hat the sta in ing effect
of these greases.F inally, it was found that, w hen the finished grease was even
sligh tly acid, copper sta in ing resulted. T h e sta in ing effects were therefore elim inated com pletely b y m a k in g the diester greases sligh tly alkaline. W h e n the basic ity of the grease was kept between 0.03 and 0 .0 5 % b y w eight of lith ium hydroxide (or its equivalent), the desired effect w as obtained and the other properties of the grease (other than d irt count) were unaffected. A fter the oxidation bom b tests these diester greases and the* copper specimens were found unchanged. T h e sta in ing of copper and brass b y these greases could be elim inated b y using acid-
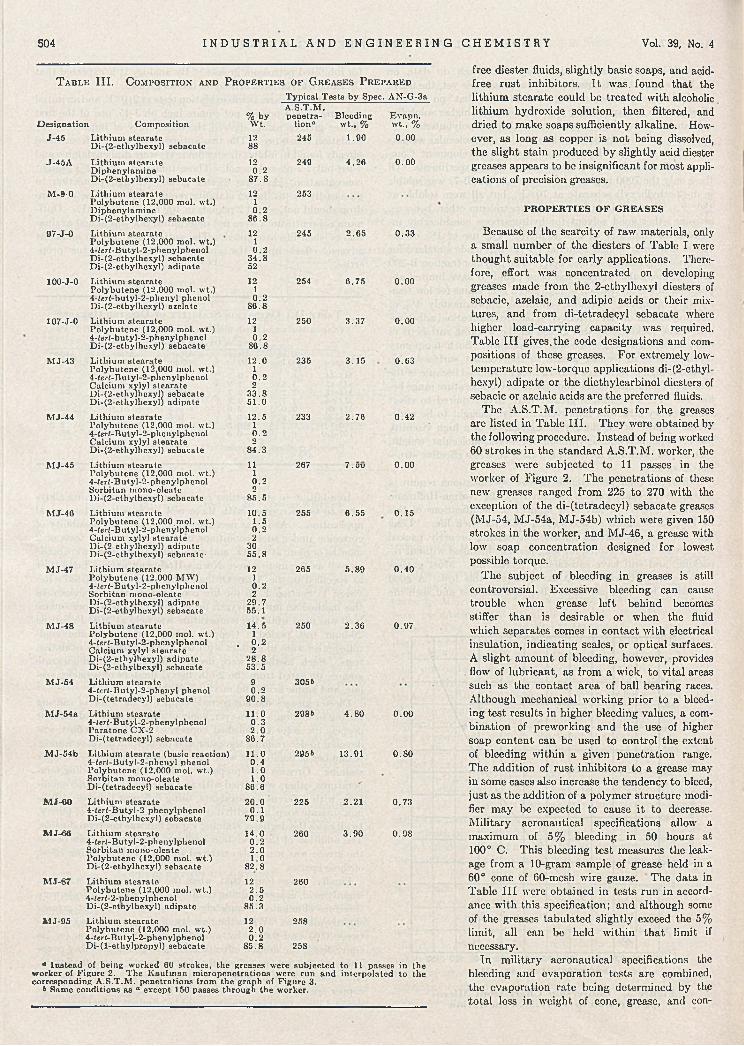
504 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
T a b l e I I I . C o m p o s i t i o n a n d P r o p e r t i e s o f G r e a s e s P r e p a r e dTypical Tests by Spec. A N -G -3a A .S .T .M .
Designation Composition% by W t.
penetration0
Bleeding w t., %
Evapn. wt., %
J - 45 Lithium stearate D i-(2-cthylhexyl) sebacate
1288
245 1.90 0 .0 0
J-45A Lithium stearate Diphenylamine D i-(2-ethylhexyl) sebacate
120 .2
8 7.8
249 4 .2 6 0 . 0 Û
M -9-0 Lithium stearate Polybutene (12,000 mol. wt.) Diphenylamine Di-(2-ethylhexyl) sebacate
1210 .2
8 6 .8
253
97-J-O Lithium stearate Polybutene (12,000 mol. wt.) 4-ter*-Butyl-2-phenylphenol D i-(2-ethylhexyl) sebacate Di-(2-cthylhexyl) adipate
1210 .2
3 4 .852
245 2 .6 5 0 .33
100-J-0 Lithium stearate Polybutene (12,000 m ol. wt.)
121
254 6 .75 0 . 0 0
4-ter*-butyl-2-phenyl phenol Di-(2-ethylhexyl) azelatc
0 .286 .8
I07-J-0 Lithium stearate Polybutene (12,000 m ol. wt.) 4-fer/-butyl-2-phenylphenol D i-(2-ethylhcxyl) sebacate
1210 .2
86.8
250 3 .37 0 . 0 0
M J-43 Lithium stearate Polybutene (12,000 mol. wt.) 4-ter£-Butyl-2-phcnylphenol Calcium xylyl stearate Di-(2-ethylhcxyl) sebacate D i-(2-ethylhcxyl) adipate
12.010 .22
3 3 .85 1.0
235 3 .15 0 .63
M J-44 Lithium stearate Polybutene (12,000 mol. wt.) 4-ieri-Butyl-2-phenylphenol Calcium xylyl stearate Di-(2-cthylhexyl) sebacate
12.510 .22
84.3
233 2 .76 0 .42
M J-45 Lithium stearate Polybutene (12,000 mol. wt.) 4-tert-Butyl-2-phenylphenol Sorbitan m ono-oleate D i-(2-ethylhexyl) sebacate
1110 .22
8 5.5
O R 7 7 0 . 0 0— O « I . ou
M J-46 Lithium stearate Polybutene (12,000.mol. wt.) 4-fert-Butyl-2-phenylphenol Calcium xylyl stearate D i-(2-ethylhexyl) adipate D i-(2-ethylhexyl) sebacate-
10.51.50 .22
305 5.8
255 6 .5 5 0 .1 5
M J-47 Lithium stearate Polybutene (12,000 M W ) 4-tert-Butyl-2-phenylphenol Sorbitan m ono-oleate D i-(2-cthylhexyl) adipate D i-(2-ethylhexyl) sebacate
1210 .22
29.755.1
265 5 .89 0 .4 0
M J-48 Lithium stearate Polybutene (12,000 m ol. wt.) 4-terf-Butyl-2-phcnylphenol Calcium xylyl stearate D i-(2-cthylhexyl) adipate D i-(2-ethylhexyl) sebacate
14.5 1. 0 .22
2 8 .85 3.5
250 2 .3 6 0 .97
M J-54 Lithium stearate 4-tert-Butyl-2-phenyl phenol D i-(tetradecyl) sebacate
90 .2
90 .8
3056
M J-54a Lithium stearate 4-ier/-Butyl-2-phenylphenol Paratone C X -2 D i-(tetradccyl) sebacate
1 1 . 00 .32 .0
86.7
298b 4 .8 0 0 .00
M J-54b Lithium stearate (basic reaction) 4-£eri-Butyl-2-phenyl phenol Polybutene (12,000 mol. wt.) Sorbitan m ono-oleate D i-(tetradecyl) sebacate
11.00 .41 .01 .0
86.6
2956 13.91 0 .8 0
M J-60 Lithium stearate 4-*er*-Butyl-2-phenylphenol D i-(2-ethylhexyl) sebacate
2 0 .00 . 1
79.9
225 2 .21 0 .73
M J-66 Lithium stearate 4-tert-Butyl-2-phenylphenol Sorbitan mono-oleate Polybutene (12,000 mol. wt.) D i-(2-ethylhexyl) sebacate
14.00 .22 .01 .0
82.8
260 3 .9 0 0 .9 8
M J-S7 Lithium stearate Polybutene (12,000 mol. wt.) 4-ierf-2-nhenylphcnol D i-(2-etnylhexyl) adipate
122 .50 .2
8 5.3
260
M J-95 Lithium stearate Polybutene (12,000 mol. wt.) 4-terf-Butyl-2-phenylphenol D i-(l-ethylpropy l) sebacate
122 .00 .2
8 5 .8
258
258
* Instead o f being worked 60 strokes, the greases were subjected to 11 passes in the worker of Figure 2. The Kaufman micropenetrations were run and interpolated to the corresponding A .S .T .M . penetrations from the graph o f Figure 3.
6 Same conditions as ° except 150 passes through the worker.
free diester fluids, s ligh tly basic soaps, and acid- free ru st inh ib itors. I t was. found that the lith ium stearate could be treated w ith alcoholic lith ium hydroxide solution, then filtered, and dried to m ake soaps sufficiently alkaline. However, as long as copper is no t being dissolved, the sligh t sta in produced b y s ligh tly acid diester greases appears to be insign ificant for m ost applications of precision greases.
PROPERTIES OF GREASES
Because of the scarcity of raw materials, only a sm all num ber of the diesters of Tab le I were thought suitable for early applications. Therefore, effort was concentrated on developing greases made from the 2-ethyihexyl diesters of sebacic, azelaic, and adip ic acids or their m ixtures, and from di-tetradecyl sebacate where higher load-carrying capacity was required. Tab le I I I g ives.the code designations and compositions of these greases. F o r extremely Iow- tempcrature low-torque applications d i-(2-cthyl- hexyl) adipate or the d iethylcarbinol diestcrs of sebacic or azelaic acids are the preferred fluids.
T h e A .S .T .M . penetrations for the greases are listed in Tab le I I I . T h e y were obtained by the follow ing procedure. Instead of being worked 60 strokes in the standard A .S .T .M . worker, the greases were subjected to 1 1 passes in the worker of F igu re 2 . T h e penetrations of these new greases ranged from 225 to 270 w ith the exception of the di-(tetradecyl) sebacate greases (M J-54 , M J-54a , M J -5 4b ) w hich were given 150 strokes in the worker, and M J-46 , a grease with low soap concentration designed for lowest
possible torque.
T h e subject of bleeding in greases is still controversial. Excessive bleeding can cause trouble when grease left behind becomes stifler than is desirable or when the fluid which separates comes in contact w ith electrical insulation, ind icating scales, or optical surfaces. A sligh t am ount of bleeding, however, provides
, flow of lubricant, as from a wick, to v ita l areas such as the contact area of ball bearing races. A lthough m echanical w ork ing p rio r to a bleeding test results in higher bleeding values, a combination of prew orking and the use of higher soap content can be used to control the extent of bleeding w ith in a g iven penetration range. T h e addition of ru st inh ib itors to a grease m ay in some cases also increase the tendency to bleed, just as the addition of a polym er structure modifier m ay be expected to cause it to decrease. M il ita ry aeronautical specifications allow a m axim um of 5 % bleeding in 50 hours at 100° C. T h is bleeding test measures the leak
age from a 10 -gram sample of grease held in a 60° cone of 60-mesh wire gauze. T h e data in Tab le I I I were obtained in tests run in accordance w ith this specification; and a lthough some of the greases tabulated sligh tly exceed the 5 % limit, a ll can be held w ith in that lim it if necessary.
In m ilita ry aeronautical specifications the bleeding and evaporation tests are combined, the evaporation rate being determined b y the
tota l loss in weight of cone, grease, and con-
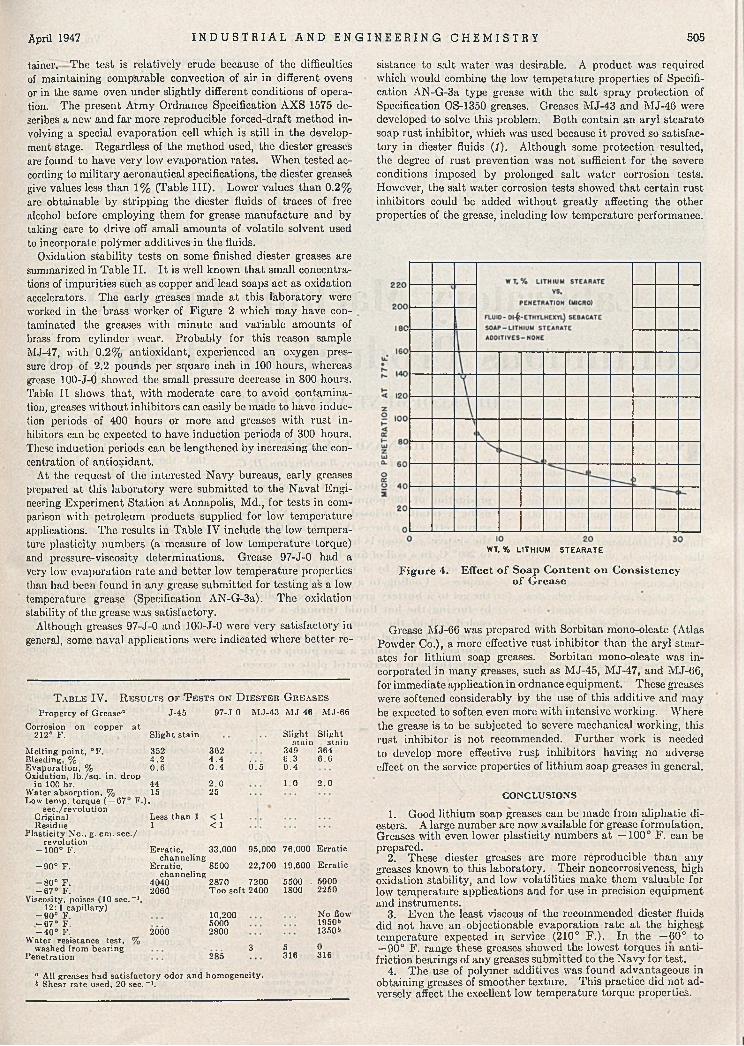
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 505
tainer. T h e test is re latively crude because of the difficulties of m aintain ing com parable convection of a ir in different ovens or in the same oven under s ligh tly different conditions of operation. T h e present A rm y Ordnance Specification A X S 1575 describes a new and far m ore reproducible forced-draft m ethod in volving a special evaporation cell w h ich is still in the development stage. Regard less of the m ethod used, the diester greases are found to have ve ry low evaporation rates. W h e n tested according to m ilita ry aeronautical specifications, the diester greases give values less than 1 % (Table I I I ) . Low er values than 0 . 2 % are obtainable b y str ipp ing the diester fluids of traces of free alcohol before em ploying them for grease m anufacture and b y taking care to d rive off sm all am ounts of volatile solvent used to incorporate polym er additives in the fluids.
Oxidation stab ility tests on some finished diester greases are summarized in Tab le I I . I t is well know n that sm all concentrations of im purities such as copper and lead soaps act as oxidation accelerators. T h e early greases made at th is laboratory were worked in the brass w orker of F igu re 2 w hich m a y have contaminated the greases w ith m inute and variable am ounts of brass from cylinder wear. P robab ly for this reason sample MJ-47, w ith 0 . 2 % antioxidant, experienced an oxygen pressure drop of 2 .2 pounds per square.inch in 10 0 hours, whereas
grease 100-J-0 showed the sm all pressure decrease in 800 hours. Table I I show s that, w ith moderate care to avo id contam ination, greases w ithout inh ib ito rs can easily be m ade to have induction periods of 400 hours or more and greases w ith ru st in hibitors can be expected to have induction periods of 300 hours. These induction periods can be lengthened b y increasing the con
centration of antioxidant.A t the request of the interested N a v y bureaus, early greases
prepared at this laboratory were subm itted to the N a v a l E n g ineering Experim ent Station at Annapolis, M d ., for tests in comparison w ith petroleum products supplied for low temperature applications. T h e results in Tab le I V include the low tempera
ture p lasticity num bers (a measure of low temperature torque) and pressure-viscosit.y determ inations. Grease 97-J-O had a very low evaporation rate and better low temperature properties than had been found in any grease subm itted for testing as a low temperature grease (Specification A N -G -3 a ). T h e oxidation stability of the grease was satisfactory.
A lthough greases 97-J-O and 100-J-0 were ve ry satisfactory in
general, some nava l applications were indicated where better re-
T a b l e IV. R e s u l t s o f T e s t s o n D i e s t e b G r e a s e sProperty of Grease0 J-45 97-J-O M J-43 MJ-46 M J-66
Corrosion on copper atSlight
stainSlight
stain212° F. Slight stain
Melting point, °F . 352 362 349 364Bleeding, % 4 .2 4 .4 6 .3 6 .6Evaporation, %Oxidation, lb ./sq . in. drop
0 .6 0 .4 Ó. 5 0 .4
in 100 hr. 44 2 .0 1 .0 2 .0Water absorption, % 15 25Low temp, torque ( — 67 F .),
sec./revolutionOriginal Less than 1 < 1Residue 1 < 1
Plasticity N o., g. cm. s e c ./revolution
Erratic- 1 0 0 ° F. Erratic, 33,000 95,000 76,000channeling
Erratic- 9 0 ° F. Erratic, 8500 22,700 19,600channeling
5900- 8 0 ° F. 4040 2870 7200 5500 •— 67° F. 2060 T oo soft 2400 1800 2250
Viscosity, poises (10 se c .-1,12:1 capillary)
N o flow- 9 0 ° F. 10,200- 6 7 ° F. 5000 1950ft- 4 0 ° F. 2ÓÓ0 2800 1350ft
W ater resistance test, %washed from bearing 3 5 0
Penetration 285 316 316
11 All greases had satisfactory odor and hom ogeneity, ft Shear rate used, 20 s e c .-1.
sistance to salt water was desirable. A product was required w hich would combine the low temperature properties of Specification A N -G -3 a type grease w ith the salt sp ra y protection of Specification O S-1350 greases. Greases M J -4 3 and M J -4 6 were developed to solve this problem. B o th contain an a ry l stearate soap ru st inhibitor, which was used because it proved so satisfacto ry in diester fluids ( I) . A lth ough some protection resulted, the degree of ru st prevention was not sufficient for the severe conditions imposed b y prolonged salt water corrosion tests. However, the salt water corrosion tests showed that certain ru st inh ib itors could be added w ithout greatly affecting the other properties of the grease, inc lud ing low temperature performance.
WT. % LITHIUM STEARATE
Figure 4. Effect of Soap Content on Consistency of Grease
Grease M J -66 was prepared w ith Sorb itan mono-oleate (A tla s Pow der Co.), a more effective ru st inh ib itor than the a ry l stearates for lith ium soap greases. So rb itan mono-oleate was in corporated in m any greases, such as M J-45 , M J -4 7 , and M J - 66, for immediate application in ordnance equipment. These greases were softened considerably b y the use of this additive and m ay be expected to soften even more w ith intensive w orking. W here the grease is to be subjected to severe mechanical w orking, this rust inh ib itor is not recommended. Fu rthe r w ork is needed to develop more effective ru st inh ib itors ha v ing no adverse effect on the service properties of lith ium soap greases in general.
CONCLUSIONS
1 . G ood lith ium soap greases can be made from aliphatic d iesters. A large num ber are now available for grease form ulation. Greases w ith even lower p lastic ity num bers at — 100° F . can be prepared.
2. These diester greases are more reproducible than any greases know n to this laboratory. Th e ir noncorrosiveness, h igh oxidation stability, and low volatilities m ake them valuable for low temperature applications and for use in precision equipm ent and instrum ents.
3. E v e n the least v iscous of the recomm ended diester fluids d id not have an objectionable evaporation rate at the highest temperature expected in service (210° F.). In the — 60° to — 90° F. range these greases showed the lowest torques in antifriction bearings of a n y greases subm itted to the N a v y for test.
4 . T h e use of polym er additives was found advantageous in obtain ing greases of sm oother texture. T h is practice d id not adversely affect the excellent low temperature torque properties.
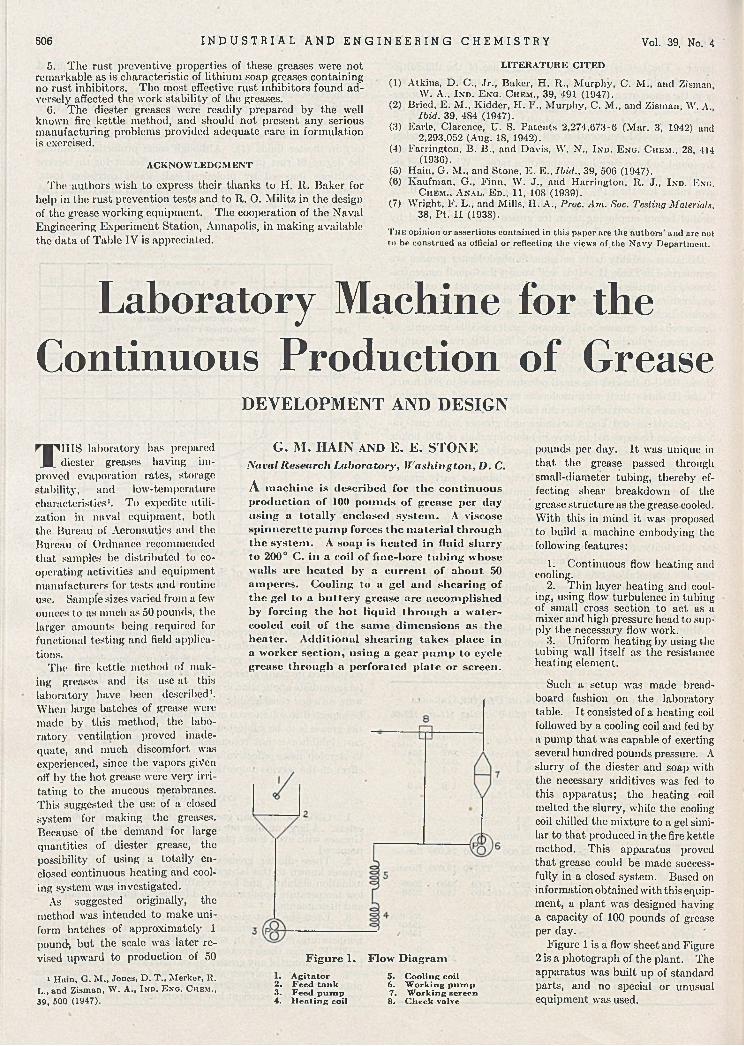
506 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
5. T h e ru st preventive properties of these greases were not rem arkable as is characteristic of lith ium soap greases containing no ru st inh ib itors. T h e m ost effective ru st inh ib itors found adversely affected the w ork stab ility of the greases.
6 . T h e diester greases were read ily prepared b y the well know n fire kettle method, and shou ld not present a n y serious m anufacturing problem s provided adequate care in form ulation is exercised.
ACKNOWLEDGMENT
T h e authors w ish to express their thanks to H . R . B ake r for help in the ru st p revention tests and to R . 0 . M il it z in the design
of the grease w ork ing equipment. T h e cooperation of the N a va l Eng ineering Experim ent Station, Annapolis, in m ak in g available the data of T ab le I V is appreciated.
LITERATURE CITED
(1) Atkins, D . C ., Jr., Baker, H . R ., M urphy, C . M ., and ZismanW . A ., I n d . E n g . C h e m ., 39, 491 (1 94 7 ).
(2) Bried, E. M ., K idder, H . F ., M urphy, C. M ., and Zisman, W . A.Ibid. 39, 484 (1 94 7 ).
(3) Earle, Clarence, U . S. Patents 2,274,673-6 (M ar. 3', 1942) and2 ,293,052 (Aug. 18, 1942).
(4) Farrington, B . B „ and D avis, W . N ., In d . E n g . C h em ., 28, 414(1936).
(5) Hain, G . M „ and Stone, E . E „ Ibid., 39, 506 (1947).(6) Kaufm an, G ., Finn, W . J., and Harrington, R . J., In d . E n g .
C h e m ., A n a l . E d ., 11, 108 (1 93 9 ).(7) W right, F . L ., and M ills, H . A ., Proc. Am . Soc. Testing Materials,
38, Pt. II (1938).
T h e opinion or assertions contained in this paper are the authors’ and are not to be construed as official or reflecting the views of.the N avy Department.
Laboratory Machine for the Continuous Production of Grease
D E V E L O P M E N T A N D D E S I G N
T H I S laboratory has prepared diester greases hav ing im
proved evaporation rates, storage stability, and low-temperature characteristics'. T o expedite utilization in nava l equipment, both the Bureau of Aeronautics and the Bu reau of O rdnance recommended that samples be d istributed to cooperating activities and equipment m anufacturers for tests and routine
use. Sam ple sizes varied from a few ounces to as m uch as 50 pounds, the
larger am ounts being required for functional testing and field applica
tions.T h e fire kettle m ethod of m ak
ing greases and its use at this laboratory have been described1.
W hen large batches of grease were made b y th is method, the laboratory ventilation proved inadequate, and m uch discomfort was experienced, since the vapors given off b y the hot grease were very irritating to the m ucous membranes. T h is suggested the use of a closed system for m aking the greases. Because of the dem and for large quantities of diester grease, the
possib ility of using a totally enclosed continuous heating and cool
ing system was investigated.A s suggested originally, the
method was intended to m ake un iform batches of approxim ately 1 pound, but the scale was later revised upw ard to production of 50
i H am, G . M ., Jones, D . T ., M erker, R. L „ and Zisman, W . A ., I n d . E n g . C h e m ., 39, 500 (1947).
G. M . HAIN AND E. E. STONENaval Research Laboratory, Washington, D. C.
A machine is described for the continuous production of 100 pounds of grease per day using a totally enclosed system. A viscose spinncrette pump forces the material through the system. A soap is heated in fluid slurry to 200° C. in a coil of fine-hore tubing whose walls are heated by a current of about 50 amperes. Cooling to a gel and shearing of the gel to a buttery grease are accomplished by forcing the hot liquid through a water- cooled coil of the same dimensions as the heater. Additional shearing takes place in a worker section, using a gear pump to cycle grease through a perforated plate or screen.
Figure 1. Flow Diagram1. Agitator2. Feed tank3. Feed pump4. Heating coil
5. Cooling coil6. Working pump7. Working screen8. Check valve
pounds per day. I t was unique in
that the grease passed through small-diameter tubing, thereby effecting shear breakdown of the grease structure as the grease cooled. W ith this in m ind it was proposed to build a machine em bodying the following features:
1 . C on t inu ou s flow heating and cooling.
2. T h in layer heating and cooling, u sing flow turbulence in tub ing of sm all cross section to act as a m ixer and h igh pressure head to sup p ly the necessary flow work.
3. U niform heating b y using t he tub ing wall itself as the resistance heating element.
Such a setup was made breadboard fashion on the laboratory table. I t consisted of a heating coil followed b y a cooling coil and fed by a pum p that w as capable of exerting several hundred pounds pressure. A s lu rry of the diester and soap with
the necessary additives was fed to this apparatus; the heating coil melted the slurry, while the cooling coil chilled the m ixture to a gel sim ilar to that produced in the fire kettle
method. T h is apparatus proved that grease could be made successfully in a closed system. Based on inform ation obtained w ith this equipment, a p lant was designed having a capacity of 10 0 pounds of grease per day.
F igu re 1 is a flow sheet and Figure 2 is a photograph of the plant. The apparatus was built up of standard parts, and no special or unusual equipment was used.
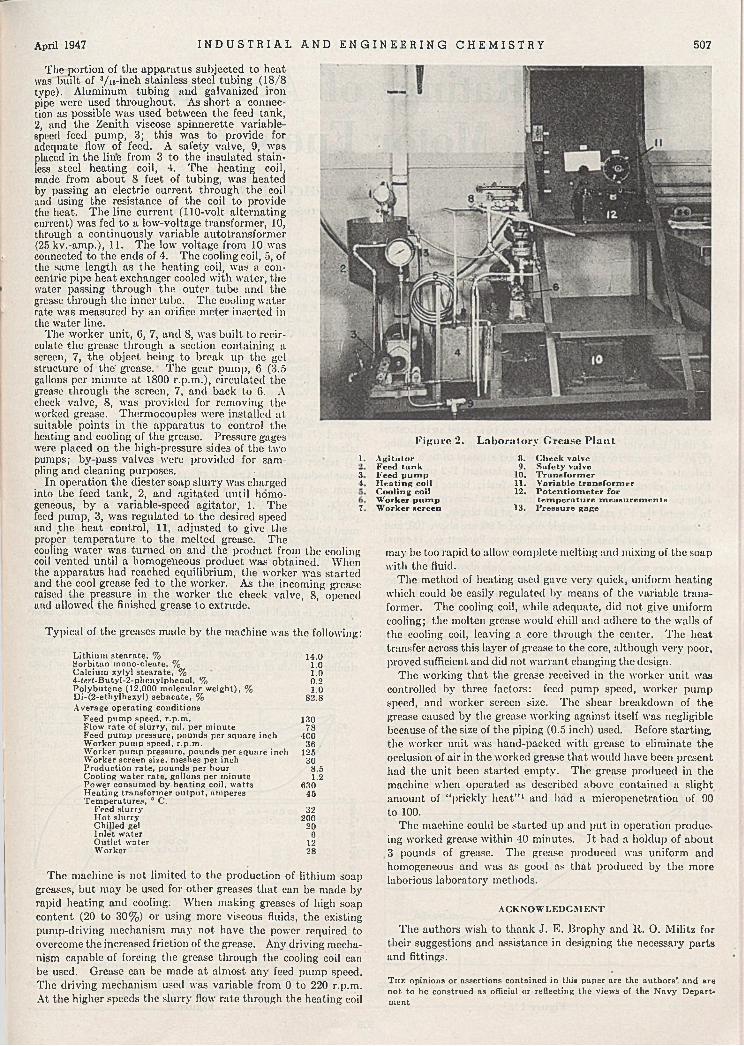
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y S07
The portion of the apparatus subjected to heat was built of 3/i6-m ch stainless steel tub in g (18/8 type). A lum in um tub ing and galvanized iron pipe were used throughout. A s short a connection as possible w as used between the feed tank,2, and the Zen ith viscose spinnerette variab le - speed feed pum p, 3; this was to p rovide for adequate flow of feed. A safety valve, 9, was placed in the line from 3 to the insulated sta in less steel heating coil, 4. T h e heating coil, made from about 8 feet of tubing, was heated by passing an electric current through the coil and using the resistance of the coil to provide the heat. T h e line current (110-volt a lternating current) w as fed to a low -voltage transformer, 1 0 , through a con tinuously variable autotransform er (25 kv.-amp.), 11. T h e low voltage from 10 was connected to the ends of 4. T h e cooling coil, 5, of the same length as the heating coil, was a concentric pipe heat exchanger cooled w ith water, the water passing th rough the outer tube and the grease through the inner tube. T h e cooling water rate was measured b y an orifice meter inserted in the water line.
The worker unit, 6 , 7, and 8 , w as built to recirculate the grease through a section conta in ing a screen, 7, the object being to break up the gel structure of the' grease. T h e gear pum p, 6 (3.5 gallons per m inute at 1800 r.p.m.), circulated the grease th rough the screen, 7, and back to 6. A check valve, 8, was provided for rem ov ing the worked grease. Therm ocouples were installed at suitable points in the apparatus to control the heating and cooling of the grease. Pressure gages were placed on the high-pressure sides of the two pumps; by-pass va lves were provided for sam - ipling and cleaning purposes. • jj
In operation the diester soap s lu rry w as charged tinto the feed tank, 2 , and agitated un til hom ogeneous, b y a variable-speed agitator, 1 . T h e 7feed pum p, 3, w as regulated to the desired speed and the heat control, 1 1 , adjusted to give the proper temperature to the melted grease. T h e cooling water was turned on and the product from the cooling coil vented until a homogeneous product was obtained. W hen the apparatus had reached equilibrium , the worker was started and the cool grease fed to the worker. A s the incom ing grease raised the pressure in the worker the check valve, 8 , opened and allowed the finished grease to extrude.
T yp ica l of the greases made b y the m achine was the follow ing:
Lithium stearate, % 14.0Sorbitan m ono-oleate, % 1.0Calcium xylyl stearate, % 1.04-ieri-Butyl-2-phenylphenol, % 0.2Polybutene (12,000 molecular weight), % 1.0D i-(2-ethylhexyl) sebacate, % 82.8Average operating conditions
Feed pum p speed, r.p.m . 130Flow rate o f slurry, ml. per minute 78Feed pump pressure, pounds per square inch 400 W orker pum p speed, r.p.m . 36W orker pum p pressure, pounds per square inch 125 W orker screen size, meshes per inch 30Production rate, pounds per hour 8.5Cooling water rate, gallons per minute 1.2Power consum ed by heating coil, watts 630Heating transformer output, amperes 45Tem peratures, ° C.
Feed slurry 32H ot slurry 200Chilled gel 20Inlet water 6Outlet water 12W orker 28
T h e m achine is not lim ited to the production of lith ium soap greases, but m ay be used for other greases that can be made by rapid heating and cooling. W hen m ak ing greases of h igh soap
content (20 to 3 0 % ) or using more viscous fluids, the existing pum p-driv ing m echanism m a y not have the power required to overcome the increased friction of the grease. A n y d riv ing mechan ism capable of forcing the grease through the cooling coil can be used. Grease can be made at alm ost any feed pum p speed. T h e d riv ing mechanism used was variable from 0 to 220 r.p.m. A t the higher speeds the s lu rry flow rate through the heating coil
F ig u r e 2. L a b o ra to r y G re a se P la n t
Agi tutor Feed tunk Feed pum p Heating coil Cooling coil Worker pum p Worker screen
8 . Check valve9 . Sufety valve
10. Transform er11. Variable transform er12. Potentiom eter for
temperature m easurem ents13. Pressure gage
m ay be too rapid to allow complete m elting and m ix ing of the soap w ith the fluid.
T h e method of heating used gave very quick, uniform heating which could be easily regulated by means of the variable transformer. T h e cooling coil, while adequate, did not g ive un iform cooling; the molten grease would chill and adhere to the walls of the cooling coil, leaving a core through the center. T h e heat transfer across th is layer of grease to the core, a lthough very poor, proved sufficient and did not w arrant changing the design.
T h e w orking that the grease received in the worker un it was controlled b y three factors: feed pum p speed, w orker pum pspeed, and worker screen size. T h e shear breakdown of the grease caused b y the grease w ork ing against itself was negligible because of the size of the pip ing (0.5 inch) used. Before s ta rt in g the worker un it was hand-packed w ith grease to elim inate the occlusion of a ir in the worked grease that would have been present had the unit been started empty. T h e grease produced in the machine when operated as described above contained a slight am ount of “prick ly heat” 1 and had a m icropenetration of 00 to 10 0 .
T h e machine could be started up and put in operation producing worked grease w ithin 40 minutes. I t had a ho ldup of about 3 pounds of grease. T h e grease produced was un iform and homogeneous and was as good as that produced by the more laborious laboratory' methods.
ACKNOWLEDGMENT
T h e authors w ish to thank J. E . B ro p h y and R . O. M il it z for their suggestions and assistance in design ing the necessary parts and fittings.
T h e opinions or assertions contained in this paper are the authors’ and a re not to be construed as official or reflecting the views of the N avy Department
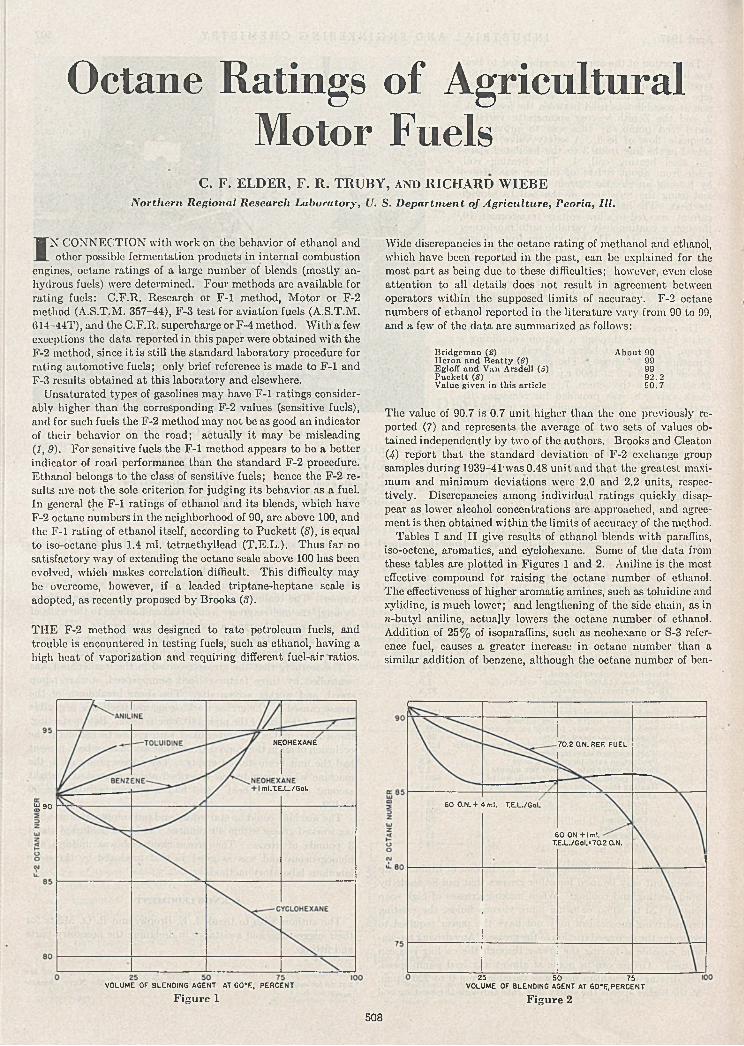
Octane Ratings of Agricultural Motor Fuels
C. F. ELDER, F. R. TRUBY, A N D RICHARD WIEBEN o r th e r n R eg io n a l R esea rch L a b o ra to r y , U. S. D e p a r tm e n t o f A g r ic u ltu r e , P eor ia , III.
I N C O N N E C T IO N w ith w ork on the behavior of ethanol and other possible fermentation products in internal com bustion
engines, octane ratings of a large num ber of blends (m ostly anhydrou s fuels) were determined. F o u r m ethods are available for rating fuels: C .F .It. Research or F - l method, M o to r or F -2 m ethod (A .S .T .M . 357-44), F -3 test for av ia tion fuels (A .S .T .M . 614-44T ), and the C .F .R . supercharge or F -4 method. W ith a few
exceptions the data reported in th is paper were obtained w ith the F -2 method, since it is still the standard laboratory procedure for rating autom otive fuels; on ly brief reference is made to F - l and F -3 results obtained at th is laboratory and elsewhere.
Unsaturated types of gasolines m ay have F - l ra tings considerab ly higher than the corresponding F -2 values (sensitive fuels), and for such fuels the F -2 m ethod m ay not be as good an ind icator of their behavior on the road; actually it m ay be m islead ing
(1 ,9 ) . F o r sensitive fuels the F - l m ethod appears to be a better ind icator of road performance than the standard F -2 procedure. E th ano l belongs to the class of sensitive fuels; hence the F -2 resu lts arc not the sole criterion for judg in g its behavior as a fuel. In general the F - l ra tings of ethanol and its blends, w h ich have F -2 octane num bers in the neighborhood of 90, are above 100, and the F - l ra ting of ethanol itself, according to Pucke tt (S), is equal to iso-octane p lus 1.4 ml. tetraethyllead (T .E .L .). T h u s far no satisfactory w a y of extending the octane scale above 10 0 has been evolved, w hich m akes correlation difficult. T h is difficulty m ay
be overcome, however, if a leaded triptane-heptane scale is adopted, as recently proposed b y B ro o k s (3).
T H E F -2 m ethod was designed to rate petroleum fuels, and trouble is encountered in testing fuels, such as ethanol, h a v in g a h igh heat of vaporization and requiring different fuel-air ratios.
W ide discrepancies in the octane rating of m ethanol and ethanol, w h ich have been reported in the past, can be explained for the m ost part as being due to these difficulties; however, even close attention to all details does not result in agreement between operators w ith in the supposed lim its of accuracy. F -2 octane num bers of ethanol reported in the literature v a ry from 90 to 99, and a few of the data are sum m arized as follows:
Bridgeman (£)Heron and Beatty (6) Egloff and Van Arsdell (5) Puckett (8)Value given in this article
A bout 90 99 999 2.29 0.7
T h e value of 90.7 is 0.7 un it h igher than the one p reviously reported (7) and represents the average of two sets of values obtained independently b y two of the authors. B ro o k s and Cleaton(4) report that the standard deviation of F -2 exchange group samples du ring 1939-41’was 0.48 un it and that the greatest m axim um and m in im um deviations were 2.0 and 2 .2 units, respectively. D iscrepancies am ong ind iv idua l ra tings qu ick ly disappear as.lower alcohol concentrations are approached, and agreem ent is then obtained w ith in the lim its of accuracy of the method.
Tab les I and I I g ive results of ethanol blends w ith paraffins, iso-octene, aromatics, and cyclohexane. Som e of the data from these tables are plotted in F igu res 1 and 2. A n ilin e is the most effective com pound for ra is ing the octane num ber of ethanol. T h e effectiveness of h igher arom atic amines, such as toluidine and xylidine, is m uch lower; and lengthening of the side chain, as in n -butyl aniline, actuajly lowers the octane num ber of ethanol. A dd it ion of 2 5 % of isoparaffins, such as neohexane or S-3 reference fuel, causes a greater increase in octane num ber than a sim ila r add ition of benzene, a lthough the octane num ber of ben-
70.2 ON. REF. FUEL
£90
NEOHEXANE
ml.TE.L./Gol.
VOLUME OF BLENDING AGENT AT 60*E, PERCENTF ig u r e 1
25 50 75VOLUME OF BLENDING AGENT AT 60‘ E,PERCENT
F ig u r e 2
60 O.N.+ 4 ml. T.E.L./Gol
60 ON +1 ml. T.E.L./Gol." 702 ON.
508
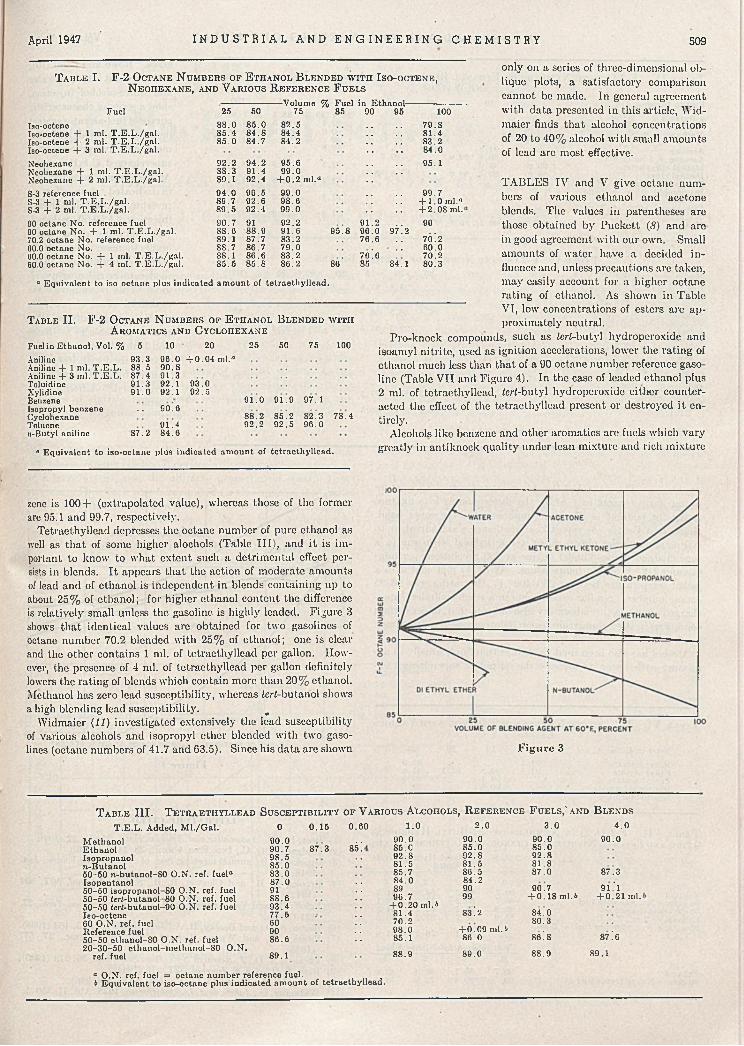
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 509
T a b l e I . F -2 O c t a n e N u m b e r s o f E t h a n o l B l e n d e d w i t h I s o - o c t e n e , N e o h e x a n e , a n d V a r i o u s R e f e r e n c e F u e l s
-V olu m e % Fuel in E thanol-Fuel
Iso-octeneIso-octene + 1 ml. T .E .L ./ga i.Iso-octene + 2 ml. T .E .L ./ga l.Iso-octene 4- 3 ml. T .E .L ./ga l.NeohexaneNeohexane + 1 ml. T .E .L ./g a l.Neohexane + 2 ml. T .E .L ./ga l.S-3 reference fuel S-3 + 1 ml. T .E .L ./ga l.S-3 + 2 ml. T .E .L ./ga l.90 octane No. reference fuel 90 octane N o. + 1 ml. T .E .L ./g a l.70.2 octane N o. reference fuel60.0 octane No.60.0 octane No. + 1 ml. T .E .L ./g a l.60.0 octane No. 4- 4 ml. T .E .L ./g a l.
° Equivalent to iso-octane plus indicated am ount of tetraethyllead.
25 50 75 85 90 95 10088.0 85.0 82.5 79 .885.4 84.8 84.4 81.48 5.0 84.7 84.2 83.2
84.092.2 94.2 95.6 95.188.3 91.4 99.089.1 92.4 + 0 .2 ml.«94.0 96.5 99 .0 99.789.7 92.6 9S.6 + 1 .0 ml."89 .5 92.4 99.0 + 2 .0 8 ml.90.7 91 92.2 91.2 9088.6 88.9 91.6 95.8 96.0 97 *. 289.1 87.7 83.2 76.6 70!288.7 86.7 79 .0 60.088.1 86.6 83.2 76.0 70.285.5 85.8 86.2 86 85 84 ‘.1 80.3
T a b l e I I . F -2 O c t a n e N u m b e r s o f E t h a n o l B l e n d e d w i t h A r o m a t ic s a n d C y c l o i i e x a n e
Fuelin Ethanol, V ol. % 5 10 20 25 50 75 100Aniline 93 .3Aniline + 1 ml. T .E .L . 88 .5 Aniline + 3 ml. T .E .L . 87 .4 91 .3Toluidine 91 .3 92.1Xylidine 9 1 .0 92.1BenzeneIsopropyl benzene . . 90 .6CyclohexaneToluene 91.4n-Butyl aniline 87 .2 8 4 .6
9 6 .0 + 0 .0 4 m l.“ 90 .8
93 .092.5
9 1 .0 91 .9 97.1
88.292.2
85.292 .5
82.-3 96 .0
78.4
0 Equivalent to iso-octane plus indicated amount of tetraethyllead.
on ly on a series of three-dim ensional ob
lique plots, a satisfactory com parison cannot be made. I n general agreement
w ith data presented in th is article, W id -
m aier finds that alcohol concentrations
of 20 to 4 0 % alcohol w ith sm all am ounts
of lead are most effective.
T A B L E S I V and V g ive octane nu m
bers of various ethanol and acetone
blends. T h e values in parentheses are
those obtained b y Pucke tt (S) and are
in good agreement w ith our own. Sm all
am ounts of water have a decided in
fluence and, unless precautions are taken, m a y easily account for a h igher octane ra ting of ethanol. A s show n in Table V I, low concentrations of esters are ap proxim ately neutral.
P ro -knock compounds, such as feri-butyl hydroperoxide and isoam yl nitrite, used as ign ition accelerations, lower the rating of ethanol m uch less than that of a 90 octane num ber reference gasoline (Table V I I and F igure 4). In the case of leaded ethanol plus 2 ml. of tetraethyllead, ieri-butyl hydroperoxide either counteracted the effect of the tetraethyllead present or destroyed it en
tirely.A lcohols like benzene and other arom atics are fuels w h ich va ry
greatly in antiknock qua lity under lean m ixture and rich m ixture
zone is 10 0 + (extrapolated value), whereas those of the former
are 95.1 and 99.7, respectively.Tetraethyllead depresses the octane num ber of pure ethanol as
well as that of some higher alochols (Table I I I ) , and it is im portant to know to w hat extent such a detrimental effect persists in blends. I t appears that the action of moderate am ounts of lead and of ethanol is independent in blends conta in ing up to about 2 5 % of ethanol; for higher ethanol content the difference is relatively sm all unless the gasoline is h igh ly leaded. F igu re 3 shows that identical values are obtained for two gasolines of octane num ber 70.2 blended w ith 2 5 % of ethanol; one is clear and the other conta ins 1 ml. of tetraethyllead per gallon. H o w ever, the presence of 4 ml. of tetraethyllead per gallon definitely lowers the rating of blends w hich contain more than 2 0 % ethanol. Methanol has zero lead susceptibility, whereas ieri-butanol shows
a high b lending lead susceptibility. mW idm aier (11) investigated extensively the lead susceptib ility
of various alcohols and isopropyl ether blended w ith two gasolines (octane num bers of 41.7 and 63.5). Since h is data arc show n F ig u r e 3
T a b l e I I I . T e t r a e t h y l l e a d S u s c e p t i b i l i t y o f V a r i o u s A l c o h o l s , R e f e r e n c e F u e l s , 'a n d B l e n d s
T .E .L . Added, M l./G a l. 0 0 .1 5 0 .6 0
87.3 85M ethanol 00 .0Ethanol 90.7Isopropanol 98 .5n-Butanol 85 .050-50 n-butanol-80 O .N. ref. fuel° 83 .0Isopentanol 87 .050-50 isopropanol-SO O.N. ref. fuel 9150-50 ieri-but.anol-80 O .N. ref. fuel 88 .650-50 ieri-butanol-90 O .N. ref. fuel 93 .4Iso-octene 77.560 O .N. ref. fuel 60Reference fuel 9050-50 ethanol-80 O .N. ref. fuel 86 .620-30-50 cthanol-m ethnnol-80 O .N .
ref. fuel 89.1
“ O .N . ref. fuel = octane number reference fuel. b Equivalent to iso-octane plus indicated am ount o f tetraethyllead.
1 .0 2 .0 3 .0 4 .090.0 90 .0 90.0 90 .085.0 85.0 85.09 2 .8 92.8 9 2 .881.5 81.5 81.885.7 S6.5 87.0 87.384.0 84.289 90 90.7 91*196.7 99 + 0 .1 8 ml.b + 0 .2 1 ml.
+ 0 .2 0 m l.*81.4 83^2 8 + 070.2 80.398.0 +CL09 m l.b85.1 86.0 86 !s 87'.6
88.9 89.0 88.9 89.1
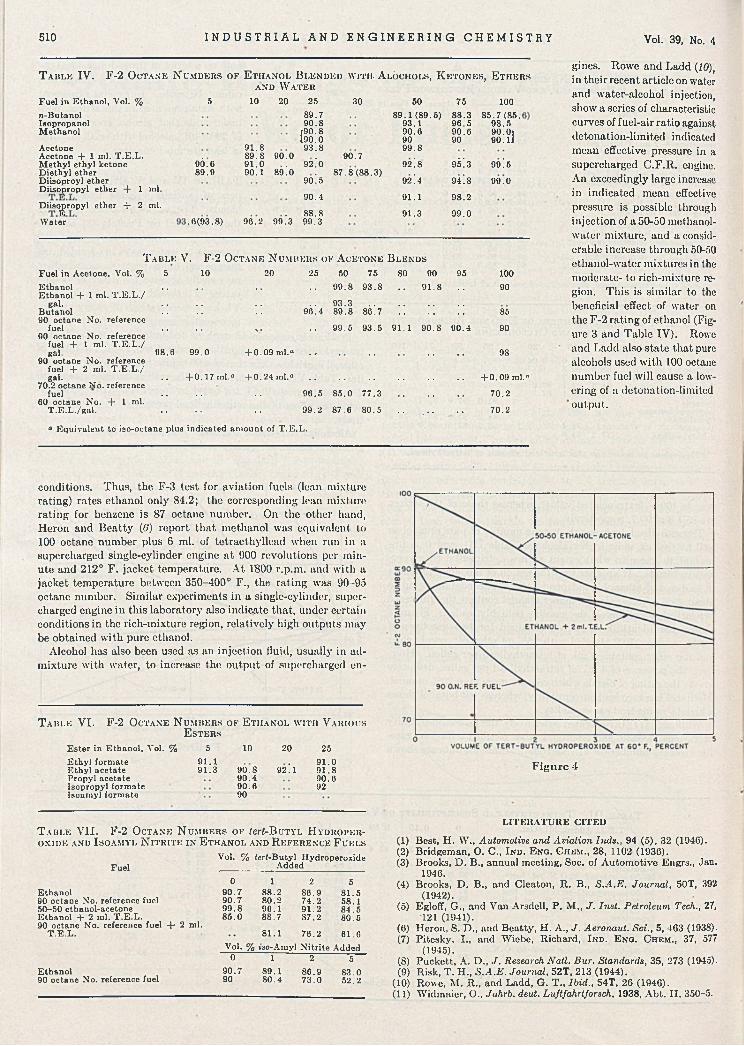
510 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
T a b l e I V . F -2 O c t a n e N u m b e r s o f E t h a n o l B l e n d e d w i t h . A l ö c h o l s , K e t o n e s , E t h e r sa n d W a t e r
Fuel in Ethanol, Vol. %n-Butanol Isopropanol M ethanol
AcetoneAcetone 4- 1 nil. T .E .L .M ethyl ethyl ketone Diethyl ether Diisoproyl ether Düsojprppyl ether + 1 ml.
Dihi<g>n>pyl ether 4- 2 ml.
W ater
5 10 20 25 30 50 75 10089.7 8 9 .1 (8 9 .5 ) 88.3 85.7 (85.9 0 .8 93.1 96.5 98 .5
[9 0 .8lo o .o
90.690
90.690
90.01 90. l i
91 .8 9 3 .8 9 9 .88 9 .8 9CL0 9 0.7
0ĆL6 9 1 .0 92Í0 92 ! 8 9¿] 3 99'.589.9 90.1 89 !o 8 7 .8 (8 8 .3 )
90 "5 92 ! 4 94! 8 9SL0
90.4 91.1 98.2
88.8 91.3 99 .0.6 (9 3 .8 ) 96.2 99 .'3 09.3
T a b l e V . F -2 O c t a n e N u m b e r s o f A c e t o n e B l e n d s
Fuel in Acetone, Vol. % 5 10 20 25 50 75 80 90 95 100Ethanol . . . . . . . . 9 9 .8 9 3 .8 . . 9 1 .8 . . 90Ethanol + 1 ml. T .E .L ./
gal. . . . . . . . . 9 3 . 3 ..................................................Butanol . . . . . . 90 .4 89 .8 86 .7 8590 octane N o. reference
fuel . . . . s.. . . 99 .5 9 3 .5 91 .1 9 0 .8 90 .4 9090 octane N o. reference
fuel 4- 1 ml. T .E .L ./gal. 98 .6 9 9 .0 + 0 .0 9 m l.« . / .................................................................. 98
90 octane N o. reference fuel + 2 ml. T .E .L ./gal. . . + 0 .1 7 ml.® + 0 .2 4 ml.® . . . . . . . . . . . . + 0 .0 9 ml.®
70.2 octane N o. referencefuel . . . . . . 96 .5 8 5 .0 77 .3 70 .2
60 octane N o. + 1 ml.T .E .L ./g a l. . . . . . . 99 .2 87 .6 80 .5 . . . . . . . 70 .2
® Equivalent to iso-octane plus indicated am ount of T .E .L .
gines. R ow e and Lad d (10), in their recent article on water
and water-alcohol injection,
show a series of characteristic curves of fuel-air ratio against
detonation-lim ited indicated mean effective pressure in a supercharged C .F .R . engine.
A n exceedingly large increase in indicated m ean effective
pressure is possible through injection of a 50-50 methanol-
water mixture, and a consid
erable increase through 50-50
etlianol-water m ixtures in the moderate- to rich-m ixture re
gion. T h is is s im ila r to the beneficial effect of water on
the F -2 rating of ethanol (F ig
ure 3 and Tab le IV ) . Rowe
and L a d d also state that pure alcohols used w ith 10 0 octane num ber fuel w ill cause a low
ering of a detonation-lim ited output.
conditions. Thus, the F -3 test for aviation fuels (lean m ixture rating) rates ethanol on ly 84.2; the corresponding lean m ixture ra tin g for benzene is 87 octane number. O n the other hand, H eron and Be atty (6) report that m ethanol w as equivalent to 10 0 octane num ber p lus 6 ml. of tetraethyllead when run in a supercharged single-cylinder engine at 900 revolutions per m in ute and 212° F. jacket temperature. A t 1800 r.p.m. and w ith a
jacket temperature between 350-400° F., the ra tin g was 90-95 octane number. S im ila r experiments in a single-cylinder, supercharged engine in th is laboratory also indicate that, under certain conditions in the rich-m ixture region, relatively h igh outputs m ay be obtained w ith pure ethanol.
A lcohol has also been used as an injection fluid, u sually in adm ixture w ith water, to increase the output of supercharged en-
T a b l e V I . F -2 O c t a n e N u m b e r s o f E t h a n o l w i t h V a r i o u s
Ester in Ethanol, V ol. %Ethyl form ate Ethyl acetate Propyl acetate Isopropyl formate Isoam yl form ate
E s t e r s
5 10 20 2591.1 9 1 .091.3 90.8 92] 1 9 1 .8
90 .4 90.690.690
92
F ig u r e 4
T a b l e V I I . F -2 O c t a n e N u m b e r s o f tert-BuTYL H y d r o p e r o x i d e a n d I s o a m y l N i t r i t e in E t h a n o l a n d R e f e r e n c e F u e l s
FuelV ol. % (crt-Butyl Hydroperoxide
Added
0 1 2 5Ethanol 90.7 88.2 86 .9 81 .590 octane N o. reference fuel 90.7 80.2 74.2 58.150-50 ethanol-acetone 9 9 .8 96.1 91.2 84.5Ethanol + 2 ml. T .E .L .90 octane No. reference fuel + 2 ml.
8 5 .0 88.7 87 .2 80.5
T .E .L . 81.1 76.2 61.6Vol. % tso-Am yl Nitrite Added
0 1 2 5Ethanol 90.7 89.1 86.9 83 .090 octane N o. reference fuel 90 80.4 73 .0 52.2
LITERATURE CITED
(1) Best, H . W ., Automotive and Aviation Inds., 94 (5 ), 32 (1946).(2) Bridgem an, O. C ., I n d . E n g . C h em ., 28, 1102 (1936).(3) Brooks, D . B ., annual m eeting, Soc. o f A utom otive Engrs., Jan.
1946.(4) Brooks, D . B ., and Cleaton, R . B ., S .A .E . Journal, 50T, 392
(1942).(5) Egloff, G ., and V an Arsdell, P . M., J. Inst. Petroleum Tech., 27,
121 (1941).(6) Heron, S. D ., and Beatty, H . A ., J. Aeronaut. Sri., 5, 463 (1938).(7) Pitcsky, I ., and W iebc, R ichard, I n d . E n g . C h em ., 37, 577
(1945).(8) Puckett, A. D ., J. Research Natl. Bur. Standards, 35, 273 (1945).(9) Risk, T . H ., S .A .E . Journal, 52T, 213 (1944).
(10) Row e, M . R „ and Ladd, G . T ., Ibid., 54T, 26 (1946).(11) W idm aier, O ., Jahrb. deut. Luftfahrtforsch, 1938, A bt. II, 350-5.
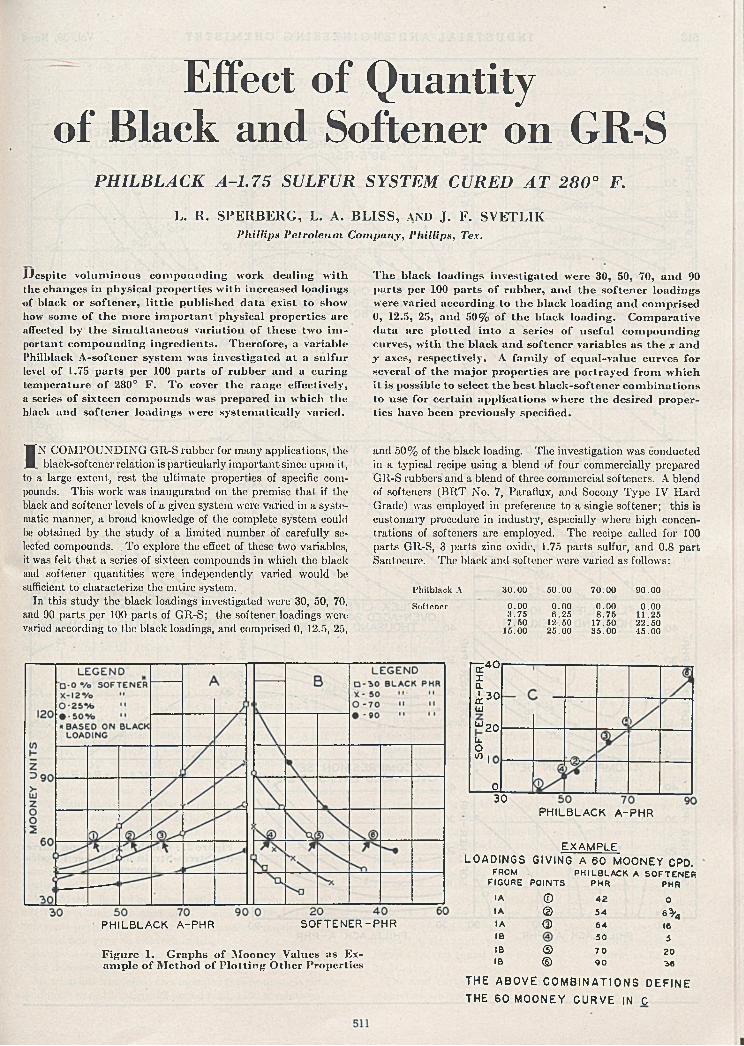
Effect of Quantity of Black and Softener on GR-S
P H I L B L A C K A - 1 . 7 5 S U L F U R S Y S T E M C U R E D A T 2 8 0 ° F .
L. R. SPERBERG, L. A. BLISS, AND J. F. SVETLIKPhillips Petroleum Company, Phillips, Tex.
Uespile voluminous compounding work dealing with the changes in physical properties with increased loadings of hlack or softener, little published data exist to show how some of the more important physical properties arc ufTeeted by the simultaneous variation of these two im portant compounding ingredients. Therefore, a variable Philblack A-softener system was investigated at a sulfur level of 1.75 parts per 100 parts of rubber and a curing temperature of 280° F. To cover the range effectively, a series of sixteen compounds was prepared in which the hlack and softener loadings were systematically varied.
The black loadings investigated were 30, 50, 70, and 90 parts per 100 parts of rubber, and the softener loadings were varied according to the hlack loading and comprised 0, 12.5, 25, and 50% of the black loading. Comparative data are plotted into a series of useful compounding curves, with the black and softener variables as the x and y axes, respectively. A family of equal-value curves for several of the major properties are portrayed from which it is possible to select the best hlack-softener combinations to use for certain applications where the desired properties have been previously specified.
IN C O M P O U N D I N G G R - S rubber for m any applications, the black-softener relation is particularly im portant since upon it,
to a large extent, rest the ultim ate properties of specific com pounds. T h is w ork was inaugurated on the premise that if 1 he black and softener levels of a g iven system were varied in a systematic manner, a broad knowledge of the complete system could be obtained b y the stu dy of a lim ited num ber of carefully selected com pounds. . T o explore the effect of these two variables, it was felt that a series of sixteen com pounds in w hich the black and softener quantities were independently varied w ould be sufficient to characterize the entire system.
In this study the b lack loadings investigated were 30, 50, 70,
and 90 parts per 10 0 parts of G R -S ; the softener load ings were varied according to the black loadings, and com prised 0, 12.5, 25,
and 5 0 % of the black loading. T h e investigation was conducted in a typical recipe using a blend of four com m ercially prepared G R - S rubbers and a blend of three commercial softeners. A blend of softeners ( B R T No. 7, Paraflux, and Socony T yp e I V H a rd
Grade) was em ployed in preference to a single softener; th is is custom ary procedure in industry, especially where h igh concentrations of softeners are employed. T h e recipe called for 100 parts G R -S , 3 parts zinc oxide, 1.75 parts sulfur, and 0.8 part Santocure. T h e black and softener were varied as follows:
Philblack A 30.00 50.00 70.00 90.00
Softener 0 .0 0 0 .0 0 0 .0 0 0 .0 03 .7 5 6 .25 8 .7 5 11.257 .50 12.50 17.50 22 .50
15.00 25.00 35.00 45.00
HE40X Q.¿ 3 0ÜJ
“ 2 0u.OV),
030
P H ILB L A C K A -P H R
EXAMPLELO A D IN G S GIVING A 60 M O O NEY CPD.
FROMFIGURE POINTS
PHILBLACK A PHR
SOFTENERPHR
(A © 4 2 0IA © 5 4 6V 4IA © 6 4 16IB 50 5IB © 7 0 20IB © 9 0 s e
THE A B O V E C O M B IN A T IO N S D E F IN E
THE 6 0 M O O N EY C U R V E IN C
Figure 1. Graphs of Mooney Values as Example of Method of Plotting Other Properties
PH ILB L A C K A -P H R S O F T E N E R -P H R
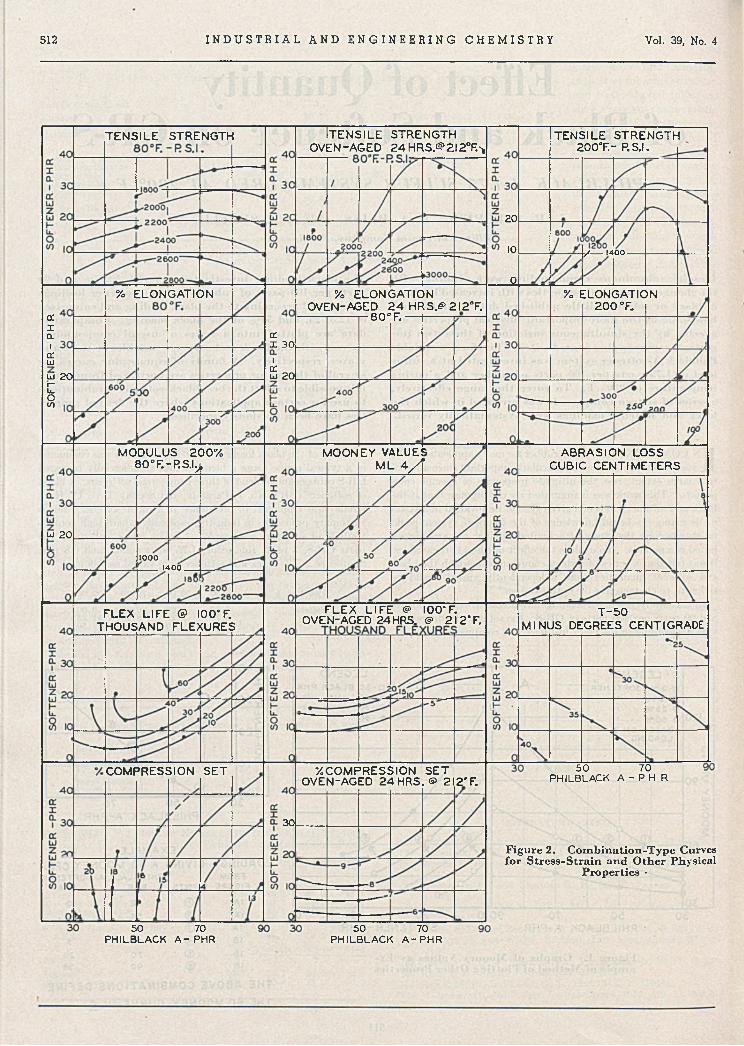
512 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
% E LO N G A T IO N
10001400
F L E X L IF E @> 100* F. O VEN -AG ED 2 4 HRS. & 2 12 ' F.F L E X L IF E @ 100” F.
T H O U SA N D F L E X U R E S
5 0 7 0PHILBLACK a - p h r
a.I Q.I
a.UJuj 20co <0
It e n s i l e s t r e n g t hO V E N -A G E D 24HRS.@ 2I2°F.'»
2 0
10
0
/ ---- 1400
T E N S IL E ST R E N G T H 2 0 0 T - P.S.I.
O V EN -A G ED 2 4 HRS/P 2I2°F.- 8 0 ° F.
% E LO N G AT IO N 200 °F.
M O O N E Y V A LU ES M L 4 / f
A B R A S IO N L O SS C U B IC C E N T IM E T E R S
50 70PHILBLACK A -P H R
uj 2 0
T E N S IL E ST R E N G T H
cc X 3 0
Ia.uj 2 0
’/ .C O M P R E SS IO N S E T O V EN -A G ED 2 4 HRS. ® 212* F.
T - 5 0M IN U S DEG REES CEN T IG RADE
Figure 2. Combination-Type Curves for Strcss-Strain and Other Physical
Properties •
% E LO N G A T IO N
M O D U LU S 2 0 0 % 80°F.-P.S.I^
C O M P R E S S IO N S E T
50 70PHILBLACK A - PHR
3 0
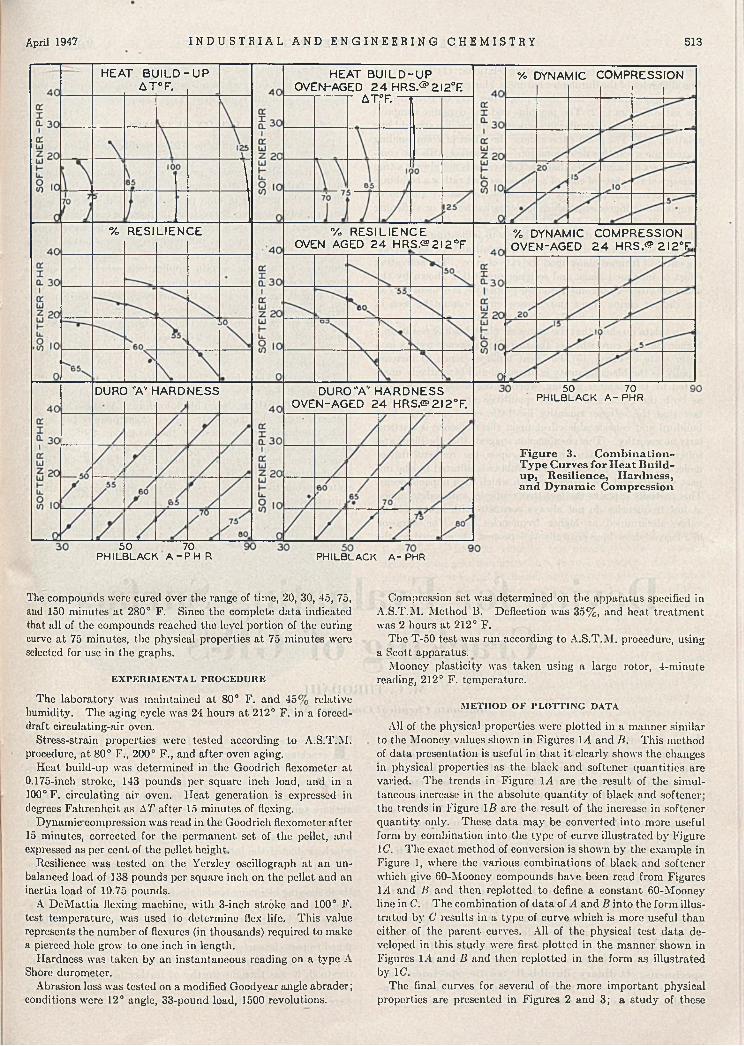
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 513
H EA T B U IL D - U P A T ° F .
H EAT B U IL D - U P O VEN-AGED 2 4 HRS.@ 2I2°E T A T T . n -----
% DYNAM IC C O M P R E S S IO N
% R E S IL IE N C E % R E S IL IE N C E OVEN AG ED 2 4 H R S .® 2 I2 ° F
% DYNAM IC C O M P R E S S IO N O V EN -A G ED 2 4 HRS.®“ 2I2°F,
50 70PHILBLACK A - PHRDURO <'A" H A R D N E S S D U R O "A ‘/ H A R D N E S S
O V E N -A G E D 2 4 HRS.@>2I2°F.
Figure 3. Combination- Type Curves for Heat Buildup, Resilience, Hardness, and Dynamic Compression
5 0 70PHILBLACK A - P H R PHILBLACK A - PHR
The com pounds were cured over the range of time, 20, 30, 45, 75, and 150 m inutes at 280° F. Since the complete data indicated that all of the com pounds reached the level portion of the curing curve at 75 m inutes, the physica l properties at 75 m inutes were selected for use in the graphs.
EXPERIMENTAL PROCEDURE
The laboratory was maintained at 80° F. and 4 5 % relative hum idity. T h e ag ing cycle was 24 hours at 2 1 2 ° F. in a forced- draft circulating-air oven.
Stress-strain properties were tested according to A .S .T .M . procedure, at 80° F., 200° F., and after oven aging.
Heat build-up was determined in the Goodrich flexometer at0.175-ineh stroke, 143 pounds per square inch load, and in a 100° F. circulating a ir oven. H ea t generation is expressed in degrees Fahrenhe it as A ? ’ after 15 m inutes of flexing.
D ynam iccom pre ss ion was read in the G oodrich flexometer after 15 minutes, corrected for the perm anent set of the pellet, and expressed as per cent of the pellet height.
Resilience was tested on the Y erz ley oscillograph at an un balanced load of 138 pounds per square inch on the pellet and an inertia load of 19.75 pounds.
A D e M a t t ia flexing machine, w ith 3-inch stroke and 100° F.
test temperature, was used to determine flex life. T h is value represents the num ber of flexures (in thousands) required to make a pierced hole grow to one inch in length.
H ardness was taken by an instantaneous reading on a type A Shore durometcr.
A b ra sion loss was tested on a m odified G oodyear angle abrader; conditions were 12° angle, 33-pound load, 1500 revolutions.
Com pression set was determined on the apparatus specified in A .S .T .M . M e thod B. Deflection was 3 5 % , and heat treatm ent was 2 hours at 212° F.
The T -50 test was run accord ing to A .S .T .M . procedure, using a Scott apparatus.
M ooney p lasticity was taken using a large rotor, 4-m inute reading, 212° F. temperature.
¡METHOD OF PLOTTING DATA
A ll of the physica l properties were plotted in a m anner sim ila r to the M oo n e y values show n in F igu res 1/1 and B. T h is method of data presentation is useful in that it clearly show s the changes in physica l properties as the b lack and softener quantities are
varied. T h e trends in F igure 1A are the result of the sim u ltaneous increase in the absolute quan tity of b lack and softener; the trends in F igu re I B are the result of the increase in softener quan tity only. These data m a y be converted into more useful form by com bination into the type of curve illustrated b y F igure 1C. T h e exact method of conversion is show n b y the example in F igure 1, where the various com binations of black and softener w hich give 60 -M oone y com pounds have been read from F igures 1/1 and B and then replotted to define a constant 60 -M oone y line in C. T h e com bination of data of A and B into the form illustrated b y C results in a type of curve which is more useful than either of the parent curves. A ll of the physica l test data developed in this stu dy were first plotted in the m anner show n in F igures 1.4 and B and then replotted in the form as illustrated
by 1 C.T h e final curves for several of the more im portant physica l
properties are presented in F igu res 2 and 3; a stu d y of these
514 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
figures reveals a num ber of interesting relations: (1) T h e straight line character of the durom eter hardness, elongation, and M oo n e y value curves indicates that these properties m a y be governed by the same factors. (2) T h e m odulus and the dynam ic com pression value curves are sim ila r in shape and approach a straight line relation. (3) T h e T -50 curves show the effect of com pounding ingredients upon this determ ination; the conflict w ith the com
pression set data indicates that the T -50 value is no t a lw ays a true measure of the state of cure of a com pound bu t rather a com bination measurement of state of cure and of the relative am ount of com pounding ingredients w hich undergo hardening or stiffening as a result of exposure to the low temperature of the test. (4) T h e com pression set data come closest to ind icating the actual rate and state of cure since they show quantita tive ly the activating effect of furnace black upon the rate of cure. T h e activating effect of increased b lack and softener quantities, show n b y the complete stress-strain and hysteresis properties, is evident on ly at the shorter cu ring tim es and, consequently, cannot be seen in these curves w hich use the 75-m inute cure values. T h e com pression set data do show that the increased b lack load ing results in a higher state of cure whereas the increased softener results in a lower state of cure. (5) T h e heat build -up tends to increase rap id ly as the b lack quan tity is increased and is re latively unaffected b y the softener loading, whereas the resilience decreases as both the black and softener quantities are increased. T h e fact that the softener quan tity has little effect upon the heat build-up and considerable effect upon the resilience is particularly noteworthy. T h is phenom enon suggests that the b lack and softener exercise a dam ping effect upon the resilient rubber molecule, and the hysteresis of the rubber is affected b y the im pact velocity and the frequency w ith which such im pacts occur. T h is partia lly explains the fact that resilience values determined at low frequencies do not a lw ays correlate w ith heat bu ild-up values determined at higher frequencies. (6) T h e abrasjon loss curves show how critically this property is affected b y the
quan tity of black and softener, and also show the basis for the high-b lack high-softener treads w hich were in evidence in experimental tires d u ring W o rld W a r I I.
UTILITY OF CURVES
There is a n ever-standing need for a readily accessible, comprehensive source of com pounding recipes. In d iv id u a l recipes and the corresponding physica l properties are vo lum inous but frequently fail to offer the complete inform ation desired. It is felt that the.m ethod of data presentation in this report is particularly advantageous from the standpoin t of completeness and b revity and that the system m ay be readily extended b y re-evaluation in a sim ila r m anner at different acceleration levels. From
these curves it is possible to select the best black-softener comb inations to use for certain applications where the specific properties desired have been p reviously specified.
A typical example of how these curves can be used in compound ing m ay be cited. A desired com pound m ust meet the follow ing specifications: heat build -up of not more than 85° F., m in im um tensile strength of 2400 pounds per square inch, minim um elongation of 4 5 0 % , and durom eter hardness of approximately 60 units.
T h e heat build -up lim its the black load ing to about 50 P H I! (parts per 10 0 of rubber), and the elongation lim its the softener load ing to 10 P IT R at the 50 b lack loading. At-these black and softener levels the tensile strength is 2500 pounds per square inch, the durom eter hardness 59, the elongation 4 5 0 % , and the heat build-up 84° F. T h e other properties m ay be readily determined from the appropriate graphs. It. is obv ious that, if the specifications are not ve ry exacting, a large num ber of black-
softener com binations m ay be selected w hich w ill meet the requirements.
P r e s e n t e d before tbe D ivision of Rubber Chemistry at the 109th Meeting of the A m e r i c a n C h e m i c a l S o c i e t y , Atlantic C ity , N . J.
Device for Evaluating Surface Cracking of GR-S
M . C. THRODAHLMonsanto Chemical Company, I\itro, IV. Va.
A dynamic flexing device for studying the cracking characteristics of G R -S vulcanizates is shown and described. Specimens cracking during dynamic flexing while exposed to ultraviolet light illustrate the effectiveness of certain organic compounds in minimizing this deficiency of G R-S vulcanizates. It was observed that 0.25-1.0% concentrations of certain ketone-amine condensations m inimized greatly the tendency to crack at the surface. Correlation of results of exposure to summer sunshine with exposure to the artificially generated ultraviolet light is shown. The flexing mechanism is based on the premise that a dynamically stretched rubber surface increases the probabilily of formation of cracks and increases thé rate of growth of those already formed. A double turntable fixed to a double cam provides angular motion which ensures uniformity of radiation and also causes linear displacement, which is necessary to stretch the surface of the specimens. Ordinary dumbbell tensile specimens are stretched over specially designed rods, arranged concentrically near the outer diameter of the turntable.
T H E scope of th is paper is lim ited to a stu dy of the surface cracking on a G R - S vulcanízate dynam ica lly stretched at
periodic intervals. A b u n d an t literature {2, 4, 6‘, 7) on experimental techniques and interpretation of the m echanism of surface crack ing indicates m arked variance of opinion, but most authors agree that the presence of ozone is necessary to surface cracking. However, W illiam s (.9) showed that ultraviolet light activated form ation of a sk in on the surface of stretched rubber w hich protected the interior from continued crack growth. In the evaluation of m aterials designed to m in im ize or retard the rate of crack growth, the static A .S .T .M . test (2) indicated that those show ing b loom ing tendencies apparently provided a surface film, w hich in turn inh ib ited deterioration beneath the surface. A lth ough it has apparently been established that ultravio let light itself does not cause surface crack ing (<?), G R - S vulcanizates exposed to periodic surface changes under stra in crack bad ly in the presence of it. A lth ough th is m echanism is not thorough ly understood, it was thought w orthy of further investigation, especia lly in view of the fact that m ost studies on surface cracking were made on statica lly exposed specimens.
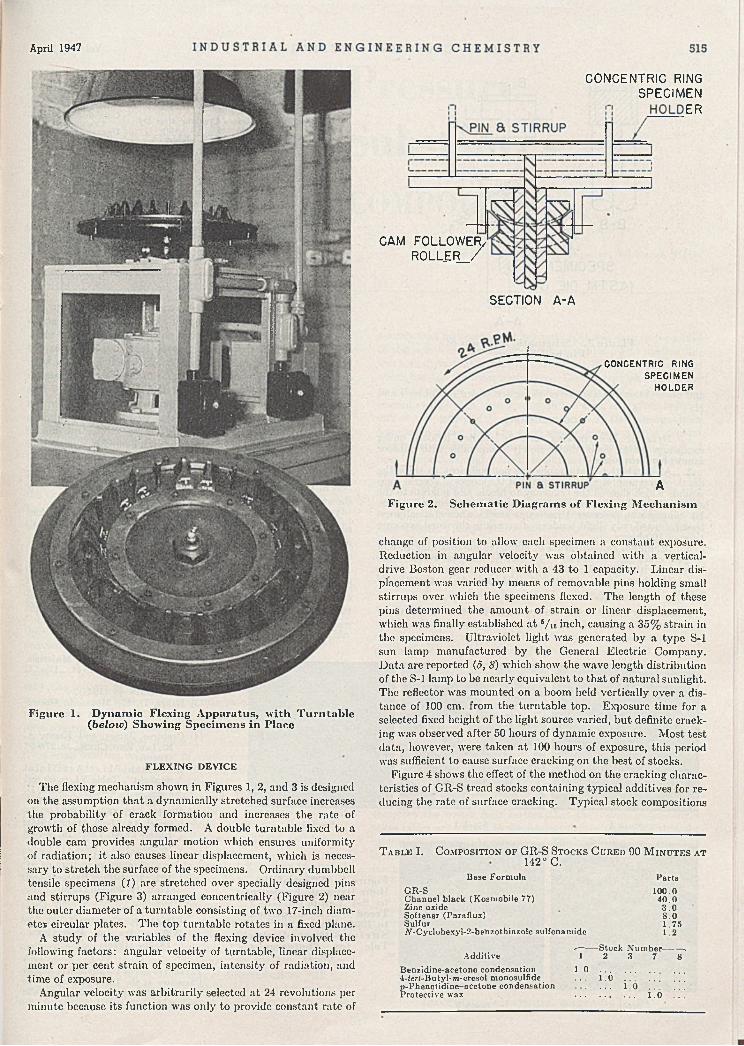
April 1947
C O N C E N T R I C R IN G S P E C I M E N
E R
CONCENTRIC RING SPECIMEN
HOLDER
AFigure 2. Schematic Diagrams of Flexing Mechanism
C A M F O L L O W E R / R O L L E R /
S E C T I O N A - A
Figure 1. Dynamic Flexing Apparatus, with Turnlahle (before) Showing Specimens in Place
FLEXING DEVICE
T h e flexing m echanism show n in F igures 1, 2, and 3 is designed
■on the assum ption that a dynam ica lly stretched surface increases the p robab ility of crack form ation and increases the rate of growth of fhose already formed. A double turntable fixed to a double cam provides angu lar m otion w hich ensures un iform ity of radiation; it also causes linear displacement, w h ich is necessa ry to stretch the surface of the specimens. O rd ina ry dum bbell tensile specimens (1) are stretched over specially designed pins
and stirrup s (F igu re 3) arranged concentrically (F igu re 2) near the outer diam eter of a turntable consisting of two 17-inch diam - etei circular plates. T h e top turntable rotates in a fixed plane.
A s tu d y of the variables of the flexing device involved the follow ing factors : angu la r ve locity of turntable, linear displacement or per cent stra in of specimen, intensity of radiation, and tim e of exposure.
A n gu la r ve loc ity was arb itrarily selected at 24 revolutions per m inute because its function w as on ly to provide constant rate of
change of position to allow each specimen a constant exposure. Reduction in angu lar velocity was obtained w ith a vertical- d rive Bo ston gear reducer w ith a 43 to 1 capacity. L ine a r d isplacement was varied b y means of rem ovable p ins ho ld ing sm all stirrups over w hich the specimens flexed. T h e length of these p ins determined the am ount of stra in or linear displacement, which was f ina lly established at V ie inch, causing a 3 5 % stra in in the specimens. U ltravio le t ligh t was generated b y a type S - l sun lamp manufactured by the General E lectric Com pany. D a ta are reported (5, 8) w h ich show the w ave length d istribution of the S - l lam p to be nearly equivalent to that of natura l sunlight. The reflector was m ounted on a boom held vertica lly over a d istance of 100 cm. from the turntable top. Exposure time for a selected fixed height of the ligh t source varied, bu t definite cracking was observed after 50 hours of dynam ic exposure. M o s t test data, however, were taken at 10 0 hours of exposure, th is period was sufficient to cause surface cracking on the best of stocks.
F igu re 4 show s the effect of the m ethod on the crack ing characteristics of G R - S tread stocks conta in ing typ ica l additives for reduc ing the rate of surface cracking. T yp ic a l stock com positions
T a b l e I. C o m p o s i t i o n o p G R - S S t o c k s C u r e d 90 M i n u t e s a t142° C.
Base Formula PartsG R -S 100.0Channel black (Kosm obile 77) 4 0 .0Zinc oxide 3 .0Softener (Paraflux) 8 .0Sulfur 1.75iV-Cyclohexyl^-bebzothiazole sulfenamide 1.2
/ Stock Number *Additive 1 2 3 7 8
Benzidine-acetone condensation 1 .0 ......................................4-teri-Butyl-m-crcsol monosulfide . . . 1 .0 ...........................p-Phenetidine-acetone condensation ................ 1 .0 ................Protective wax 1 .0 . . .
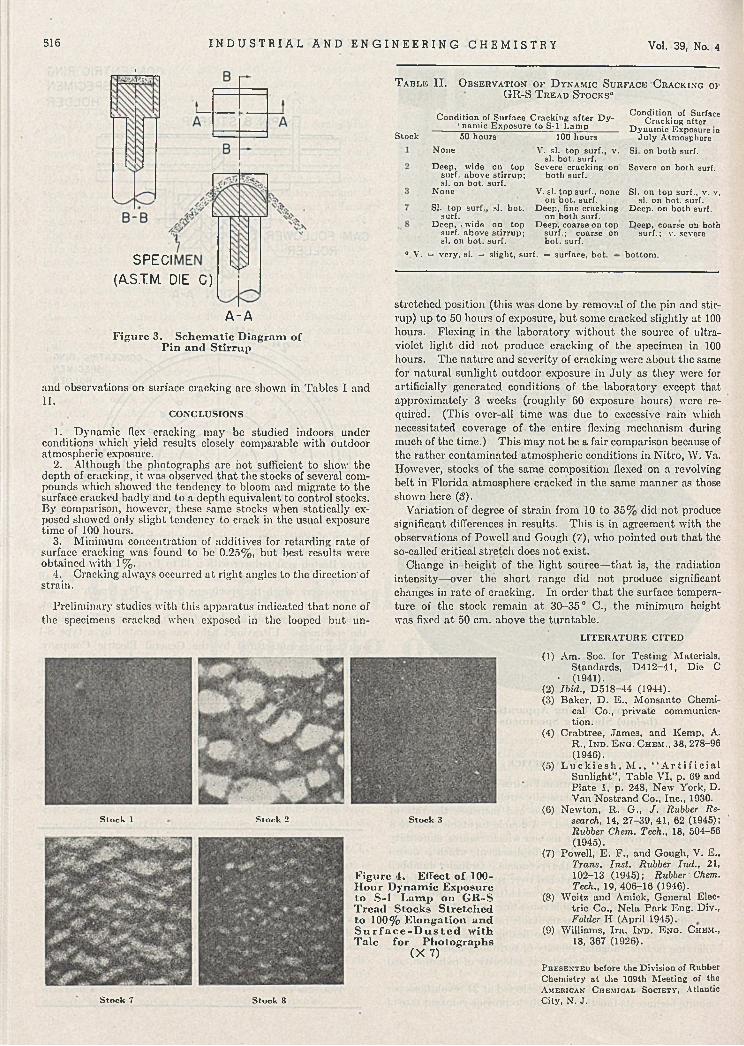
516 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
T a b l e II. O b s e r v a t i o n o f D y n a m ic S u r f a c e C r a c k i n g o f G R - S T r e a d S t o c k s “
SPEC! ( ^ (AS.TM. DIE C) ^
A-AFigure 3. Schematic Diagram of
Pin and Stirrup
and observations on surface cracking are show n in Tab les I and II.
C O N CLU SION S
1 . D yn a m ic flex cracking m ay be studied indoors under conditions which yield results closely com parable w ith outdoor atm ospheric exposure.
2. A lthough the photographs are hot sufficient to show the depth of cracking, it was observed that the stocks of several compounds w hich showed the tendency to bloom and m igrate to the surface cracked badly and to a depth equivalent to control stocks. B y comparison, however, these same stocks when statica lly exposed showed on ly slight tendency to crack in the usual exposure tim e of 100 hours.
3. M in im u m concentration of additives for retarding rate of surface cracking was found to be 0 .25 % , but best results wrere obtained w ith 1 % .
4. C rack ing a lw ays occurred at right angles to the direction"of strain.
P re lim inary studies w ith th is apparatus indicated that none of the specimens cracked when exposed in the looped bu t un-
S tock 1 S tock 2
Stock
Condition of Surface Cracking after D y- 1 namic Exposure to S -l Lamp______50 hours
None
Deep, wide on top surf, above stirrup; si. on bot. surf.
None
SI. top surf., si. bot. surf.
Deep, .w ide on top surf, above stirrup; si. on bot. surf.
100 hoursV. si. top surf., v.
si. bot. surf.Severe cracking on
both surf.
V. si. top surf., none on bot. surf.
Deep, fine cracking on both surf.
Deep, coarse on top surf.; coarse on bot. surf.
Condition of Surface Cracking after
D ynam ic Exposure in July Atmosphere
SI. on both surf.
Severe on both surf.
SI. on top surf., v. v.si. on bot. surf.
Deep, on both surf.
Deep, coarse on both surf.; v. severe
a v. = very, si. = slight, surf. = surface, bot. — bottom .
stretched position (this was done b y rem oval of the p in and stirrup) up to 50 hours of exposure, bu t some cracked s ligh tly at 100 hours. F lex in g in the laborato ry w ithout the source of ultravio let ligh t d id not produce crack ing of the specimen in 100 hours. T h e nature and severity of cracking were about the same for natura l sun ligh t outdoor exposure in J u ly as they were for artificia lly generated conditions of the laboratory except that approxim ate ly 3 weeks (rough ly 60 exposure hours) were required. (T h is over-all time was due to excessive ra in which necessitated coverage of the entire flexing m echanism during m uch of the time.) T h is m ay no t be a fair com parison because of the rather contam inated atm ospheric conditions in N itro , W . Va. How'ever, stocks of the same com position flexed on a revolving belt in F lo rid a atmosphere cracked in the sam e m anner as those show n here (3).
V aria tion of degree of stra in from 10 to 3 5 % d id not produce significant differences in results. T h is is in agreement w ith the observations of Pow ell and G ough (7), who pointed out that the so-called critical stretch does not exist.
Change in he ight of the ligh t source— that is, the radiation intensity— over the short range d id not produce significant changes in rate of cracking. In order that the surface temperature of the stock rem ain at 30 -35° C., the m in im um height was fixed at 50 cm. above the turntable.
LITERATU RF. C ITED
(1) Am . Soc. for Testing Materials, Standards, D 412-41 , D ie C
• (1941).(2) Ibid., D 51S-44 (194-1).(3) Baker, D . E ., M onsanto Chemi
cal C o., private comm unication.
(4) Crabtree, James, and K em p, A. R ., I n d . E n g . C h em ., 38, 278-96 (1946).
(5) L u c k i e s h . M . , “ A r t i f i c i a l Sunlight” , Table V I, p. 69 and Plate 1, p. 248, N ew Y ork , D. Van N ostrand C o., Inc., 1930.
(6) N ew ton, R . G., J. Rubber Re-Stock 3 search, 14, 27-39, 41, 62 (1945);
Rubber Chem. Tech., 18, 504-56 (1945).
(7) Powell, E . F ., and G ough, V . E., Trans. Inst. Rubber Ind., 21, 102-13 (1945); Rubber ' Chem. Tech., 19, 406-16 (1946).
(8) W eitz and A m ick, General Electric Co., N ela Park Eng. Div., Folder 11 (April 1945).
(9) W illiams, Ira, I n d . E n g . C hem ., 18, 367 (1926).
Figure 4. Effect of 100- IIour Dynamic Exposure to S -l Lamp on GR-S Tread Slocks Stretched to 100% Elongation and S u r fa c e -D u s te d with Talc for Photographs
(X 7)
S tock 7 S t o c k 8
P r e s e n t e d before the Division of Rubber Chemistry at the 109th M eeting of the A m e r i c a n C h e m i c a l S o c i e t y , Atlantic C ity , N. J.
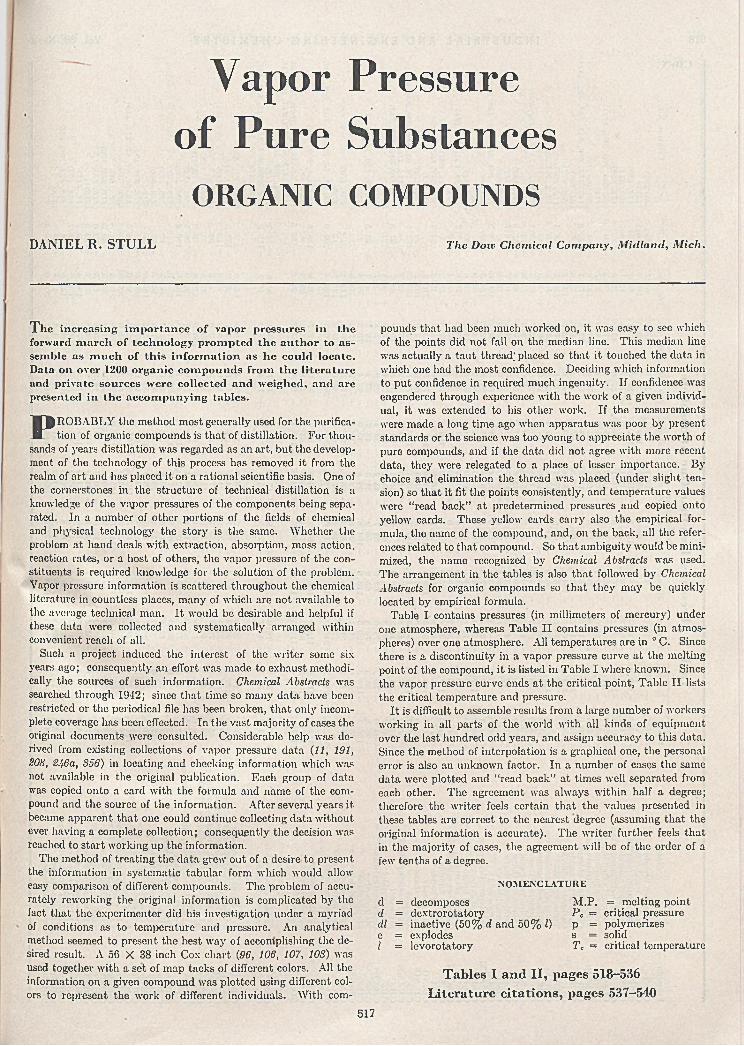
Vapor Pressure of Pure Substances
ORGANIC COMPOUNDSDANIEL R. STULL The Dow Chemical Company, Midland, Mich.
The increasing importance of vapor pressures in the forward march of technology prompted the author to assemble as much of this information as he could locate. Data on over 1200 organic compounds from the literature and private sources were collected and weighed, and are presented in the accompanying tables.
P R O B A B L Y the m ethod m ost generally used for the purification of organic com pounds is that of distillation. F o r thou
sands of years d istillation was regarded as an art, but the development of the technology of this process has removed it from the realm of art and has placed it on a rational scientific basis. One of the cornerstones in the structure of technical d istillation is a knowledge of the vapor pressures of the components being separated. In a num ber of other portions of the fields of chemical and physica l technology the story is the same. W hether the problem at hand deals w ith extraction, absorption, m ass action, reaction rates, or a host of others, the vapor pressure of the constituents is required knowledge for the solution of the problem. Vapor pressure inform ation is scattered throughout the chemical literature in countless places, m any of w hich are not available to the average technical man. I t would be desirable and helpful if these data were collected and system atically arranged w ithin convenient reach of all.
Such a project induced the interest of the writer some six years ago; consequently an effort was made to exhaust methodically the sources of such information. Chemical Abstracts was searched through 1942; since that time so m any data have been restricted or the periodical file has been broken, that on ly incom
plete coverage has been effected. In the vast m ajority of cases the original documents were consulted. Considerable help was derived from existing collections of vapor pressure data (11, 191, 208, 246a, 856) in locating and checking inform ation w hich was not available in the original publication. E a ch group of data was copied onto a card w ith the form ula and name of the compound and the source of the inform ation. A fte r several years it became apparent that one could continue collecting data w ithout ever hav ing a complete collection; consequently the decision was reached to start w ork ing up the information.
The method of treating the data grew out of a desire to present the inform ation in system atic tabular form which would allow easy com parison of different compounds. T h e problem of accurately rew orking the original inform ation is complicated b y the fact that the experimenter did his investigation under a m yriad of conditions as to temperature and pressure. A n analytical method seemed to present the best w a y of accom plishing the desired result. A 56 X 38 inch C ox chart (96, 106, 107, 108) was used together w ith a set of m ap tacks of different colors. A ll the information on a given com pound was plotted u s in g different colors to represent the w ork of different individuals. W ith com-
pounds that had been m uch worked on, it was easy to see which of the points d id not fall on the median line. T h is m edian line was actually a taut thread.' placed so that it touched the data in which one had the most confidence. D ec id in g which inform ation to pu t confidence in required m uch ingenuity. I f confidence was engendered through experience w ith the w ork of a g iven ind iv id ual, it was extended to his other work. I f the measurements were made a long time ago when apparatus was poor b y present standards or the science was too young to appreciate the w orth of pure compounds, and if the data d id not agree w ith more recent data, they were relegated to a place of lesser importance. B y choice and elim ination the thread was placed (under slight tension) so that it fit the points consistently, and temperature values were “read back” at predetermined pressures .and copied onto yellow cards. These yellow cards carry also the empirical formula, the name of the compound, and, on the back, all the references related to that compound. So that am b igu ity would be m in imized, the name recognized by Chemical Abstracts was used. T h e arrangement in the tables is also that followed b y Chemical Abstracts for organic com pounds so that they m ay be qu ick ly located b y empirical formula.
Table I contains pressures (in m illimeters of m ercury) under one atmosphere, whereas Tab le I I contains pressures (in atm ospheres) over one atmosphere. A l l temperatures are in ° C. Since there is a d iscontinu ity in a vapor pressure curve at the melting point of the compound, it is listed in Tab le I where known. Since the vapor pressure curve ends at the critical point, Tab le I I lists
the critical temperature and pressure.I t is difficult to assemble results from a large num ber of workers
w orking in all parts of the world w ith all k ind s of equipment over the last hundred odd years, and assign accuracy to this data. Since the method of interpolation is a graphical one, the personal error is also an unknow n factor. In a num ber of cases the same data were plotted and “read back” at times well separated from each other. T h e agreement was a lw ays w ith in half a degree;
therefore the writer feels certain that the values presented in these tables are correct to the nearest degree (assum ing that the original inform ation is accurate). T h e w riter further feels that in the m ajority of cases, the agreement w ill be of the order of a few tenths of a degree.
NOMENCLATURE
d = decomposes M .P . = m elting po intd = dextrorotatory P c = critical pressuredl = inactive ( 5 0 % d and 5 0 % I) p = polym erizese = explodes s = solidI = levorotatory Tc = critical temperature
Tables I and II, pages 518-536 Literature citations, pages 537-540
517
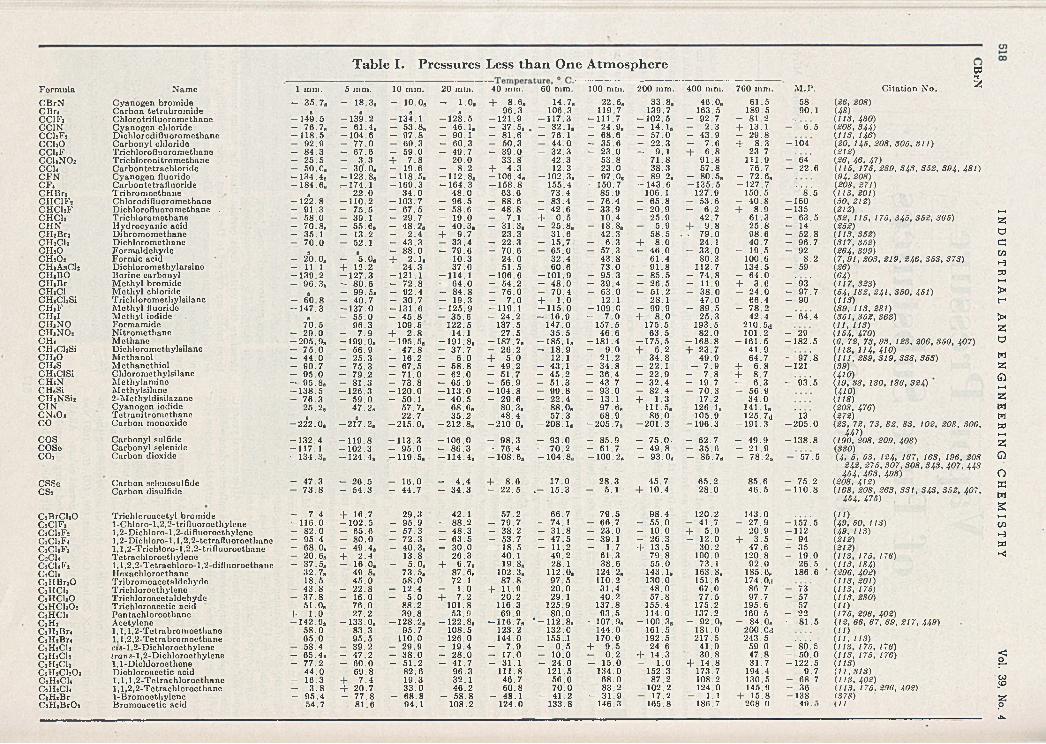
Table I. Pressures Less than One Atmosphere
Formula NameCBrN Cyanogen brom ideCBr« Carbon tetrabromideCCIFj ChlorotrifluoromethaneCC1N Cyanogen chlorideCCliF j DichlorodifluoromethaneCC1*0 Carbonyl chlorideC CljF TrichlorofluoromethaneCCUNOa TrichloronitromethaneCCU CarbontetrachlorideC FN Cyanogen fluorideCF< CarbontetrafiuorideCHBr* TribromoethaneC H C lF j ChlorodifluoromethaneC H C liF Dichlorofluoromethane .CHCU TrichloromethaneC H N H ydrocyanic acidCHtBrj DibromomethaneCHsClj DichloromethaneCH jO FormaldehydeC H jOi Form ic acidCH jAaCh DichloromethylarsineC H jBO Borine carbonylC H jB r M ethyl bromideCHaCl M ethyl chlorideCHaCUSi TrichloromethylsilaneCHaF M ethyl fluorideCHal M ethyl iodideCHaNO FormamideC IIjN O i NitromethaneCH< MethaneCHiChSi DichloromethylsilaneCIUO MethanolC H 4S MethancthiolCH&ClSi ChloromethylsilaneCH6N MethylamineCHgSi MethylsilaneCHiNSis 2-McthyldisilazaneC IN Cyanogen iodideC N 4O8 TetranitromethaneCO Carbon monoxide
COS Carbonyl sulfideCOSe Carbonyl selenideCOa Carbon dioxide
CSSe Carbon sclenosulfideCSa Carbon disulfide
CaBrClaO Trichloroacetyl bromideCaClFa l-Chloro-l,2,2-trifluoroethyleneCïCljFs l,2-D ichloro-l,2-difluoroethyleneC2CUF4 l,2 -D ich loro-l,l,2 ,2-tetrafluoroethaneCiClaFa 1,1,2-T richloro-1,2,2-trifluoroethaneCaCU TetrachloroethyleneC îCUFî l,l,2 ,2 -Tctrach loro-l,2-difluoroethancCaCU HexachloroethancCjIIBraO Tribrom oacetaldehydcCîHCla TrichloroethyleneCaHClaO TrichloroacetaldehydeC îHCUO: Trichloroacetic acidCsHCU PcntachloroethaneCsHi AcetyleneCalîaBn 1,1,1,2-TetrabromoethaneCalIaBn 1,1,2,2-TetrabromoethaneC îHîCIî cis-1,2-DichloroethyleneCaiIaCla /rans-l,2-DichloroethyleneCjH îCU 1,1-DichloroetheneCîHaCUOa Dichloroacetic acidCaHtCU 1,1,1,2-TetrachloroethaneC2II2CU 1,1,2,2-TetrachlorocthaneC*H,Br 1-BromoethyleneCaHaBrOa Brom oacetic acid
1 mm. 5 mm. 10 mm. 20 mm. 40 mm. 60 mm. 100 mm. 200 mm. 400 mm. 760 mm. M .P .- 35.7s - 18 .3 , - 10.0a - 1 .0 , 4- 8 .6 , 14 .7 , 22.6 , 33 .8 , 46.0« 6 1.5 58
8 a a 8 96.3 106.3 119.7 139.7 163.5 189.5 90.1- 1 4 9 .5 - 1 3 9 .2 - 1 3 4 .1 - 1 2 8 .5 - 1 2 1 .9 - 1 1 7 .3 - 1 1 1 .7 - 1 0 2 .5 - 92 .7 - 81 .2- 76.7« - 61.4s - 53.8« - 46 .1 , - 3 7 .5 , . - 3 2 .1 , - 24.9a - 14 .1 , - 2 .3 + 13.1 - ' G.5- 1 1 8 .5 - 1 0 4 . 6 - 97 .8 - 90.1 - 81 .6 - 76.1 - 68 .6 . - 57 .0 - 4 3 .9 - 29 .8- 92 .9 - 77 .0 - 69.3 - 60 .3 - 50.3 - 44 .0 - 35 .6 - 22 .3 - 7 .6 + 8 .3 —104- 84 .3 - 67 .6 - 59 .0 - 49.7 - 3 9 .0 - 3 2 .3 - 23 .0 - 9 .1 + 6 .8 23.7- 25 .5 - 3 .3 + 7 .8 20.0 3 3 .8 42.3 53.8 71 .8 91 .8 111.9 - ‘ 64 '- 50 .0a - 3 0 .0 , - 19.6 - 8 .2 4- 4 .3 12.3 23 .0 38.3 57.8 76.7 - 22.6- 1 3 4 .4 , -1 2 3 .8 s - 1 1 8 .5 , - 1 1 2 . 8 « - 1 0 6 .4 , - 1 0 2 .3 , - 9 7 .0 , - 89 .2 , - 80.5s - 7 2 .6 ,- 1 8 4 .6 a r - 174.1 - 1 6 9 .3 - 1 6 4 .3 - 1 5 8 .8 - 1 5 5 .4 - 1 5 0 .7 - 1 4 3 .6 - 1 3 5 .5 - 1 2 7 .7
8 22.0 3 4 .0 48 .0 63.6 7 3.4 8 5.9 106.1 127.9 150.5 ’ ’¿ .'5- 1 2 2 .8 - 1 1 0 . 2 - 1 0 3 .7 - 96 .5 - 88 .6 - 83 .4 - 76 .4 - 65 .8 - 53 .6 - 40 .8 - 1 6 0- 91 .3 - 75 .5 - 67 .5 - 58 .6 - 48 .8 - 4 2 . 6 - 33 .9 - 20 .9 - 6 .2 + 8 .9 - 1 3 5- 58 .0 - 39 .1 - 29 .7 - 19.0 - 7 .1 + 0 .5 10.4 25.9 42.7 61.3 - 63 .5- 70.8« - 55.6« - 4 8 .2 , - 40.3« - 3 1 .3 , - 25.8« - 18.8 , - 5 .9 + 9 .8 2 5 .8 - 14- 35.1 - 13.2 - 2 .4 + 9 .7 23.3 31.6 42.3 58.5 . . 7 9 .0 98.6 - 5 2 .8- 70 .0 - 52.1 - 43 .3 - 33 .4 - 22 .3 - 15.7 - 6 .3 + 8 .0 24.1 40.7 - 96.7
9 a - 8 8 .0 - 79 .6 - 70 .6 - 65 .0 - 57 .3 - 46 .0 - 3 3 .0 - 19.5 - 92- 20.0« - 5.0a + 2 .1 , 10.3 2 4 .0 32 .4 4 3 .8 61.4 80.3 100.6 8 .2- 11.1 - f 12.2 2 4.3 37 .0 51.5 60.6 73 .0 91 .8 112.7 134.5 - 59- 1 3 9 .2 - 1 2 7 .3 - 1 2 1 . 1 - 1 1 4 .1 - 1 0 6 .6 - 1 0 1 .9 - 95 .3 - 8 5 .5 - 7 4 .8 - 6 4 .0- 9 6 .3 , - 8 0 .6 - 7 2 .8 - 6 4 .0 - 54 .2 - 4 8 .0 - 39 .4 - 26 .5 - 11.9 - f 3 .6 - ' 93 ‘
8 - 99.5« - 92 .4 - 84 .8 - 7 6 .0 - 7 0 .4 - 63 .0 - 51 .2 - 38 .0 - 2 4 .0 - 97 .7- 6 0 .8 - 4 0 .7 - 3 0 .7 - 19.3 - 7 .0 4- 1 .0 12.1 28.1 4 7 .0 66.4 - 90- 1 4 7 .3 - 1 3 7 .0 - 1 3 1 .6 - 1 2 5 .9 - 1 1 9 .1 - 1 1 5 .0 - 1 0 9 .0 - 99 .9 - 8 9 .5 - 7 8 .2
8 - 55 .0 - 45 .8 - 35 .6 - 24 .2 - 16.9 - 7 .0 + 8 .0 25 .3 42.4 — 64 47 0 .5 96.3 109.5 122.5 137.5 147.0 157.5 175.5 193.5 2 1 0 .5d
- 29 .0 - 7 .9 + 2 .8 14.1 27.5 35 .5 46 .6 63.5 82 .0 101.2 — 29- 2 0 5 . 9 s -1 9 9 .0 a -1 9 5 .5 a -1 9 1 .8 « - 1 8 7 .7 , -1 8 5 .1 a - 1 8 1 .4 - 1 7 5 .5 - 1 6 8 .8 - 1 6 1 .5 - 1 8 2 .5- .75.0 - 56 .9 - 47 .8 - 37 .7 - 26 .2 - 18 .9 - 9 .0 + 6 .2 + 23 .7 41 .9- 44 .0 - 25 .3 - 16.2 - 6 .0 + 5 .0 12.1 21 .2 34 .8 49.9 64.7 - 9 7 ' . 8- 90 .7 - 75 .3 - 67 .5 - 58 .8 - 49 .2 - 4 3 . 1 - 34 .8 - 22 .1 - 7 .9 - f 6 .8 - 1 2 1- 95 .0 - 79 .2 - 7 1 .0 - 62 .0 - 51 .7 - 45 .2 - 36 .4 - 22 .9 - 7 .8 + 8 .7- 95.8» - 81 .3 - 73 .8 - 65 .9 - 56 .9 - 51 .3 - 43 .7 - 32 .4 - 19.7 - 6 .3 — 93! 5- 1 3 8 .5 - 1 2 6 .3 - 1 2 0 .0 - 1 1 3 .0 - 1 0 4 .8 - 99 .8 - 93 .0 - 82 .4 - 7 0 .3 - 56 .9- 76 .3 - 5 9 .0 - 50.1 - 40 .5 - 29 .6 - 22 .4 - 13.1 + 1 .3 17.2 34.0
25 .2 8 47.2a 5 7 .7 , 68.6a 8 0 .3 , 8 8 .0 , 97.6« 111.5, 126.1« 141.1as a 22 .7 35 .2 48.4 57 .3 68.9 8 6 .0 105.9 125 .7d * is
-2 2 2 .0 « - 2 1 7 .2 , -2 1 5 .0 s - 2 1 2 . 8 a -2 1 0 .0 « - 2 0 8 .1 , -2 0 5 .7 « - 2 0 1 .3 - 1 9 6 .3 - 1 9 1 .3 - 2 0 5 .0
- 1 3 2 .4 - 1 1 9 .8 - 1 1 3 .3 - 1 0 6 .0 - 98 .3 - 93 .0 - 85 .9 - 7 5 .0 - - 62 .7 - 49 .9 - 1 3 8 .8- 1 1 7 .1 - 1 0 2 .3 - 95 .0 - 86 .3 - 76 .4 - 7 0 .2 - 61.7 - 49 .8 - 35 .6 - 21 .9-1 3 4 .3 « - 1 2 4 .4 a -1 1 9 .5 a -1 1 4 .4 « - 1 0 8 .6 , - 1 0 4 . 8 s - 1 0 0 .2 « - 93.0« - 8 5 .7 , - 7 8 .2 , 57 .5
- 47 .3 - 26 .5 - 16.0 - 4 .4 4- 8 .6 17.0 28.3 45.7 65.2 85.6 - 75 .2- 7 3 .8 - 54 .3 - 44 .7 - 34 .3 - 22 .5 » - 15.3 - 5 .1 + 10.4 28.0 46.5 - 1 1 0 . 8
- 7 .4 + 16.7 29.3 42.1 57.2 66.7 79 .5 98.4 120.2 143.0- 1 1 6 .0 - 1 0 2 .5 - 95 .9 - 88 .2 - 79 .7 - 7 4 . 1 - 66.7 - 55 .0 - 41.7 - 27 .9 — ¿57 ; 5- 8 2 .0 - 65 .6 - 57 .3 - 48 .3 - 38 .2 - 31 .8 - 23 .0 - 10.0 + 5 .0 2 0 .9 -1 1 2- 95 .4 - 8 0 .0 - 72 .3 - 63 .5 - 53 .7 - 47 .5 - 39.1 - 26 .3 - 12.0 + 3 .5 - 94- 68.0« - 49.4« - 40.3a - 30 .0 - 18.5 - 11.2 - 1 .7 - f 13.5 30 .2 47.6 - 35- 20.6« - f 2 .4 13.8 2 6.3 40.1 4 9.2 61.3 7 9 .8 100.0 120.8 - 19.0- 37.5« - 16 .0 , - 5 .0« 4- 6.7« 19.8« 2 8 .1 38.6 5 5 .0 73.1 9 2 .0 26.5
32.7« 49.8« 7 3 .5 , 87.6« 102.3« 112.0, 124.2« 143.1, 163.8« 185.6, 186.618.5 4 5 .0 58 .0 72.1 8 7 .8 97 .5 110.2 130.0 151.6 1 74 .0d
- 43 .8 - 22 .8 - 12.4 - 1 .0 + 11.9 20 .0 31.4 48.0 67.0 86.7 - 7 3 ’- 37 .8 - 16.0 - 5 .0 4- 7 .2 20.2 29.1 40 .2 5 7 .8 77 .5 97.7 - 57
51.0a 76.0 88.2 101.8 116.3 125.9 137.8 155.4 175.2 195.6 57-p 1.0 27.2 39 .8 53.9 69.9 80 .0 93 .5 114.0 137.2 160.5 - 22-1 4 2 .9 a - 1 3 3 . 0a -1 2 8 .2 « - 1 2 2 .8 , -1 1 6 .7 « '’ - 1 1 2 .8 , -1 0 7 .9 « - 1 0 0 .3 , - 92.0« - 8 4 .0 , - 81 .5
5 8 .0 83.3 9 5.7 108.5 123.2 132.0 144.0 161.5 181.0 2 0 0 .0d6 5.0 95.5 110.0 126.0 144.0 155..1 170.0 192.5 217.5 243.5
- 58.4 - 39 .2 - 29 .9 - 19.4 - 7 .9 - 0 .5 + 9 .5 24.6 41.0 59 .0 — * ¿0 ; 5- 65.4« - 47 .2 - 38 .0 - 28 .0 - 17.0 - 10.0 - 0 .2 + 14.3 3 0 .8 47.8 - 50 .0- 77 .2 - 6 0 .0 - 51 .2 - 41.7 - 31.1 - 24 .0 - 15.0 - 1 .0 + 14.8 31.7 - 1 2 2 .5
44 .0 69.8 8 2.6 96.3 111.8 121.5 134.0 152.3 173.7 194.4 9 .7- 16.3 + 7 .4 19.3 32.1 46.7 56.0 68.0 87.2 108.2 130.5 - 68.7- 3 .8 + 20.7 3 3 .0 46.2 60 .8 70 .0 83.2 102.2 124.0 145.9 - 36- 95 .4 - 77 .8 - 68.8 - 58 .8 , - 48.1 - 41 .2 - 31 .9 - 17.2 - 1.1 4- 15.8 -1 3 8
54.7 81.6 94.1 108.2 124.0 133.8 146.3 165.8 186.7 208.0 49.
Citation N o.
CJ►125
(26, S08)US)(US, 430)(208, 844)(US, 146)(20, 145, SOS, 305, 311)(212)(26, 46, 47)(115, 176, 280, 343, 352, 394, 4SI) (94, 208)(SOS, 271)(113, 201)(50, 212)(212)(32, 115, 175, 345, 352, 365)(252)(US, 362)(317, 352)(264, 300)(7, 91, 203, 219, 246, 353, 873)(26)(64)(117, 323)(64, 182, 241, 350, 451)(113)(89, 113, 281)(361, 352, 363)(11, US)(154, 470)(6, 72, 73, 93, 123, 206, 359, 407) (113, 1 1 4 , 4 10 )(111, 289, 319, 338, 853)(39)(410)(10, 38, ISO, 186, 324)(410)(118)(208, 476)(272)(23, 72, 73, 82, 83, 102, 208, 306,
447)(190, 208, 209, 408)(330)(4, 5, 63, 124, 167, 168, 106, 20S
242, 276, 307, 308, 343, 407, 448 454, 463, 493)
(208,412)(168, 208, 263, 331, 343, 352, 407,
454. 476)(11)(49, 50. 113)(49, 113)(212)(212)(US, 176, 176)(US, IS4)(296, 402)(113, SOI)(113, 176)(US, 280)(U )(175, 296, 402)(12, 66, 67, 69, 217, 449)(11)(11, US)(113, 175, 176)(113, 175, 176)(US)(11, 813)(US, 402)(113, 175, 2.96, 402)(378)Ul
IND
US
TR
IAL
A
ND
E
NG
INE
ER
ING
C
HE
MIS
TR
Y
Vol. 39,
No. 4
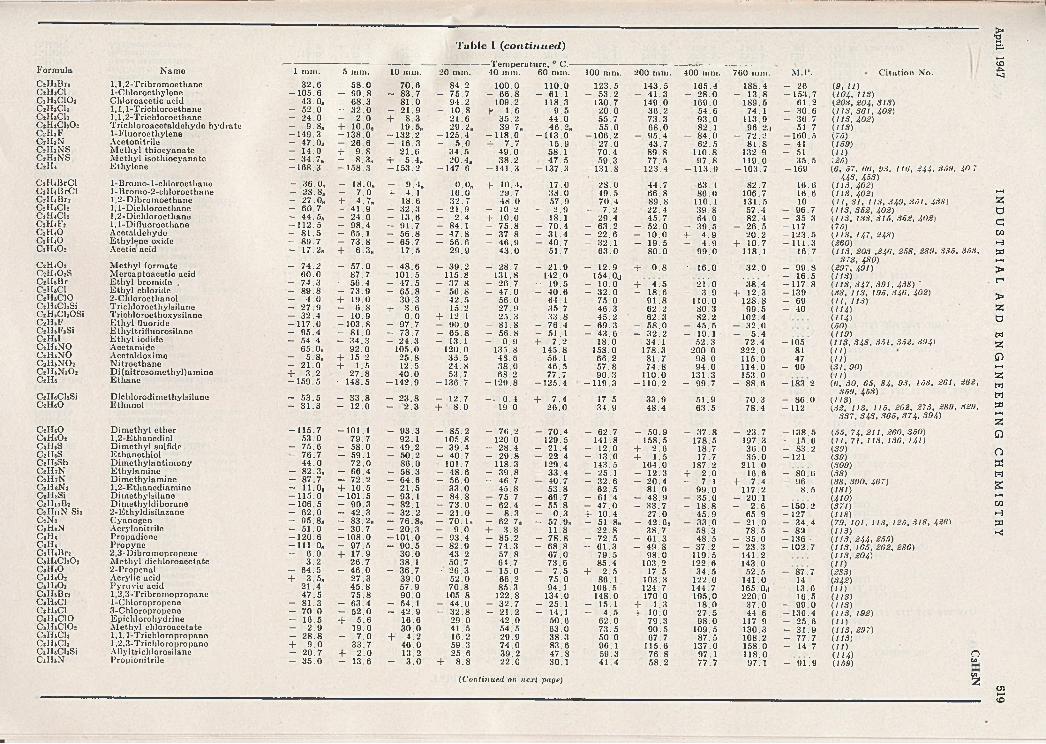
FormulaC :H ,Br,C iH jClC,H ,C10,C jH .C l,CiHaCljCsH.CljO,CsHiFCîHiNC2H3NSCsHaNSC-H .
CîHaBrClCîHaBrCtCiHaBnCîHîCIîC,H,C1,CiH iFjCîIIaOCîHaOCalUOs
CiHaOsCsII.OsSCîHsBrCsHsCICîIIaClOC,H ,Cl,SiC»H,Cl,OSiCïH.FCtHsFaSiCïH.IC ïHsNOC2H1NOCsHiNO,C2II5N3O2CiHs
CaHtClaSiCiH.O
CîHeOc îh ê o ,C î ÏIsSCî HjSCaHaSbC1H 7NC2H7NC iH sNjCalIsSiC1H 10B2CjHuN SisCaN'aC .H .NCiH.C,H ,C .H .B nC,H ,ClîO ,C.H.OC .H 4O2C.H.O,C.H .Br,C .H .C lC.H .C lC.H.CIOC.H .CIO,C .H .C l,C .H .C l,Cjli.CUSiC .H .N
Name 1 mm. 5 mm.1,1,2-Tribromoethane 3 2 .6 58 .01-Chlorocthylene - 1 0 5 .6 - 90 .8Chloroacetic acid 43.0« 68.31,1,1-Trichloroethane - 52 .0 - 3 2 .01,1,2-Trichloroethane - 24 .0 - 2 .0Trichloroacetaldehydc hydrate - 9.8« + 10.0s1-Fluoroethylene - 1 4 9 .3 - 1 3 8 .0Acetonitrile - 47.0s - 26 .6M ethyl thiocyanatc - 14.0 - f 9 .8M ethyl isothiocyanate - 34.7» - 8 .3«Ethylene -1 6 8 .3 - 1 5 8 .3
1-Bromo-l-chloroethane - 36.0« - 18.0«l-Brorao-2-chloroethane - 28.8» - 7 .01,2-Dibroinoethane - 27.0» + *1.7«1,1-Dichloroethane - 60 .7 - 41 .91,2-Dichloroethane - 44. 5« - 24 .01,1-Difluoroethane - 1 1 2 .5 - 98.4Acetaldehyde - 81 .5 - 65.1Ethylene oxide - 89 .7 - 73 .8Acetic acid - 17.29 + 6 .3«
M ethyl formate - 74 .2 - 57 .0M ercaptoacetic acid 60.0 87.7Ethyl bromide , - 74 .3 - 56 .4Ethyl chloride - 89 .8 - 73 .92-Chloroethanol - 4 .0 + 19.0T richloroethylsilane - 27 .9 - 6 .8Trichloroethoxysilanc - 32 .4 - 10.9Ethyl fluoride - 1 1 7 .0 - 1 0 3 .8Ethyltrifluorosilanc - 95 .4 - 81 .0Ethyl iodide - 54 .4 - 34 .3Acetamide 65.0s 9 2 .0Acetaldoxime - 5 .8« + 15.2Nitroethane - 21 .0 + 1 .5Di(nitrosoinethyl)amino + 3 .2 27 .8Ethane -1 5 9 .5 - 1 4 8 .5Dichlorodimethylsilane - 53 .5 - 3 3 .8Ethanol - 31 .3 - 12.0
Dim ethyl ether - 1 1 5 .7 - 1 0 1 .11,2-Ethanediol 53 .0 79.7Dimethyl sulfide - 75 .6 - 58 .0Ethancthiol - 76 .7 - 59.1Dim ethylantim ony 44 .0 7 2 .0Ethylamine - 82.3« - 66 .4Dimethylamine - 87 .7 - 72 .21,2-Ethanediamino - 11.0» + 10.5Dimethylsilane - 1 1 5 .0 - 1 0 1 .5Dim ethyldiborane - 1 0 6 .5 - 90 .32-Ethyldisilazane - 62 .0 - 42 .3Cyanogen - 95.8s - 83.2sAcrylonitrile - 51 .0 - 30 .7Propadiene - 1 2 0 .6 - 1 0 8 .0Propyne -1 1 1 .0 s - 97 .52,3-Dibrom opropene - 6 .0 + 17.9M ethyl dichloroacetate 3 .2 26.72-Propenal - 64 .5 - 4 6 .0Acrylic acid + 3.5a 27.3Pyruvic acid 21.4 45 .81,2,3-Tribromopropane 47.5 75 .81-Chloropropene - 81.3 - 63 .43-Chloropropene - 7 0 .0 - 52 .0Epichlorohydrine - 16.5 + 5 .6M ethyl chloroacetate - 2 .9 19.01,1,1-Trichloropropane - 2 8 .8 - 7 .01,2,3-Trichloropropane + 9 .0 33.7Allyltrichlorosiiane - 20 .7 + 2 .0Propionitrile - 3 5 .0 - 13.6
10 mm.70.6
- 83 .7 81 .0
- 21 .9 + 8 .3
19..%- 1 3 2 .2- 16.3
2 1.6 + 5 .4 , - 1 5 3 .2
- 9 .4 ,+ 4 . 1
18.6- 32 .3- 13.6- 91 .7- 56 .8- 65 .7
17.5
- 48 .6 101.5
- 47 .5- 65 .8
30 .3+ 3 .6
0 .0 - 9 7 . 7 - 7 3 . 7- 24 .3
105.025.812.5 40 .0
- 1 4 2 .9
- 23 .8- 2 .3
- 93 .3 92 .1
- 49 .2- 5 0 .2
86.0- 5 8 .3- 64 .6
21.5- 93.1- 82 .1- 32 .2- 7 6 .8 ,- 20 .3 - 1 0 1 .0- 90 .5
3 0 .038.1
- 3 6 . 739 .0 57 .990 .0
- 5 4 . 1- 42 .9
16.63 0 .0
+ 4 .246.013.2
- 3 .0
Table L (continued)------------ Temperature, 0 C .------------------------------------------------------------------20 mm. 40 mm. 60 mm. 100 mm. 200 mm. 400 mm.
84.2 100.0 110.0 123.5 143.5 165.4- 7 5 . 7 - 66 .8 - 61.1 - 53 .2 - 41 .3 - 28 .0
9 4 .2 109.2 118.3 130.7 149.0 169.0- 10.8 + 1 .6 9 .5 2 0 .0 36.2 54.6
2 1 .6 3 5 .2 4 4 .0 55.7 73 .3 9 3 .029.2s 39.7« 46.2« 55.0 6 8 .0 82.1
- 1 2 5 .4 - 1 1 8 .0 - 1 1 3 .0 - 1 0 6 .2 - 95.4 - 84 .0- 5 .0 + 7 .7 15.9 27 .0 4 3.7 6 2.5
3 4 .5 4 9 .0 58.1 70.4 89 .8 110.820.4« 38.2 47 .5 59.3 7 7.5 9 7 .8
- 1 4 7 .6 - 1 4 1 .3 - 1 3 7 .3 - 1 3 1 .8 - 1 2 3 .4 - 1 1 3 .9
0 .0« P 10.4« 17.0 2 8.0 44.7 63.416.0 29.7 3 8 .0 49.5 6 6 .8 8 6 .03 2 .7 4 8 .0 57.9 70.4 8 9 .8 110.1
- 21.9 - 10.2 - 2 .9 -P 7 .2 22.4 39 .8- 2 .4 -P 10.0 18.1 2 9.4 4 5.7 64.0- 8 4 . 1 - 75 .8 - 70 .4 - 63 .2 - 52 .0 - 39 .5- 4 7 . 8 - 3 7 .8 - 3 1 .4 - 22 .6 - 10.0 + 4 .9- 5 6 . 6 - 46 .9 - 40 .7 - 32.1 - 19.5 - 4 .9
2 9 .9 43 .0 5 1.7 63 .0 80 .0 9 9 .0
- 3 9 .2 - 28.7 - 21 .9 - 12.9 + 0 .8 * 16.0115.8 131.8 142.0 154 . 0d
- 3 7 .8 - 26 .7 - 19.5 - 10.0 + 4 .5 2 i : o- 56 .8 - 4 7 .0 - 40 .6 - 3 2 .0 - 18.6 - 3 .9
4 2 .5 5 6 .0 64. 1 7 5 .0 9 1 .8 110.015.2 27.9 35.7 46.3 6 2 .2 80.3
+ 12.1 25.3 3 3 .8 45.2 62.3 82.2- 9 0 .0 - 8 1 . 8 - 7 6 . 4 - 6 9 . 3 - 5 8 . 0 - 4 5 . 5- 6 5 . 8 - 5 6 . 8 - 5 1 . 1 - 4 3 . 6 - 3 2 . 2 - 1 9 . 1- 1 3 . 1 - 0 . 9 P 7 . 2 1 8 . 0 3 4 . 1 5 2 . 3
1 2 0 . 0 1 3 5 . 8 1 4 5 . 8 1 5 8 . 0 1 7 8 . 3 2 0 0 . 03 d . 5 4 3 . 6 56. 1 6 6 . 2 8 1 . 7 9 8 . 02 4 . 8 3 8 . 0 4 6 . 5 5 7 . 8 7 4 . 8 9 4 . 05 3 . 7 6 3 . 2 7 7.7 9 0 . 3 1 1 0 . 0 1 3 1 . 3
- 1 3 6 . 7 - 1 2 9 . 8 - 1 2 5 . 4 - 1 1 9 . 3 - 1 1 0 . 2 - 9 9 . 7
- 1 2 . 7 - . 0 . 4 + 7 . 4 1 7 . 5 3 3 . 9 5 1 . 9+ 8 . 0 1 9 . 0 2 6 . 0 3 4 . 9 4 8 . 4 6 3 .5
- 85.2 — 76.2 — 70.4 - 62.7 - 50.9 - 37 .8105.8 120.0 129.5 141.8 158.5 178.5
- 3 9 . 4 — 28.4 — 21.4 - 12.0 + 2 .6 18.7- 4 0 . 7 — 2 9.8 — 22.4 - 13.0 + 1.5 17.7
101.7 118.3 129.4 143.5 164.0 187.2- 48.6 — 39.8 — 33.4 - 25.1 - 12.3 + 2 .0- 56 .0 — 46.7 — 40.7 - 32 .6 - 20.4 - 7.1
3 3 .0 45.8 53.8 6 2 .5 81.0 99.0- 84.8 — 75.7 — 69.7 - 61.4 - 48 .9 - 35 .0- 7 3 . 0 — 62.4 — 55.8 - 47.0 - 33 .7 - 18.8- 21 .0 — 8 .3 — 0 .3 + 10.4 27.0 45.9- 70.1« — 62.7s — 57.9« - 51.8« - 42.6s - 33 .0- 9 .0 + 3 .8 11.8 2 2.8 38.7 58.3- 9 3 . 4 — 85.2 — 78.8 - 72 .5 - 61.3 - 48.5- 8 2 . 9 — 7 4.3 — 68.8 - 61.3 - 49 .8 - 37 .2
43.2 57.8 67.0 79.5 98.0 119.550.7 64.7 73.6 85.4 103.2 122.6
- 26 .3 — 15.0 — 7 .5 + 2 .5 17.5 34.552.0 66.2 7 5.0 86.1 103.3 122.07 0 .8 85.3 94.1 106.5 124.7 144.7
105.8 122.8 134.0 148.0 170.0 195.0- 4 4 . 0 — 32 .7 — 25.1 - 15.1 + 1.3 18.0- 32 .8 — 21.2 — 14.1 - 4 .5 + 10.0 27.5
29.0 4 2 .0 50.6 62.0 79.3 98.04 1.5 54.5 63.0 73.5 90.5 109.516.2 29.9 38.3 50.0 67.7 87.559.3 74.0 83.6 96.1 115.6 137.025.6 39.2 47.8 59.3 76.8 97.1
+ 8 .8 22.0 30.1 41.4 5 8 .2 77.7
(Continued on next page)
760 mm. M .P . Citation No.188.4 - 26 (9 , m
- 13 .8 - 1 5 3 .7 (104, H3)189.5 61.2 (203, 204, 313)
(113, 361, 402)74.1 - 30 .6113.9 - 36 .7 (113, 402)9 6 .2,t 51.7 (US)
- 72.2 - 1 6 0 .5 (75)8 1 .S - 41 (169)
132.9 - 51 (U )119.0 35.5 (36)
- 1 0 3 .7 - 1 6 9 (6, 67, 66, 93, 116, ¿44, 369, 448, 463)
40 7
82.7 16.6 (113, 402)106.7 - 16.6 (113, 402)131.5 10 (11, 31, I t3, 349, 361, 433)
(113, 352, 402)57.4 — 96.78 2.4 - 35 .3 (113, 133, 315, 352, 402)
- 26 .5 -1 1 7 (75)20.2 - 1 2 3 .5 (113, 147, 243)
+ 10.7 - 1 1 1 .3 (260)118.1 16.7 (113, 203 ,246, 258, 289, 335,
373, 4S0)363,
32 .0 - 9 9 .S (297, 491)- 16.5 (113)
'3 8 .4 - 1 1 7 .8 (113, 347, 391, 488) •+ 12.3 - 1 3 9 (38, 113, 196. 346. 402)
128.8 - 69 (11, 113)99.5 - 40 (114)
102.4 (114)- 3 2 .0 (50)- 5 .4 (119)
7 2 .4 - ¿05 ’ (113, 34S, 351, 352, 394)2 22 .0 81 (11)115.0 47 (ID114.0 - 90 (31, 90)153.0 (ID 262,- 88 .6 - 1 8 3 .2 (6, 30, 65, 84, 93, 153, 261,
359, 453)70.3 - 86 .0 (¡13)78.4 -1 1 2 (32, 113, 115, 202, 273, 289, 329,
337, 343. 365, 374. 3.94)
- 2 3 . 7 - 138.5 (55,74, 211, 260, 350)197.3 - 15.6 (11, 71, 113, 136, ¡41)
(39)3 6 .0 - 83 .23 5 .0 -1 2 1 (39)
211 .0 (309)16.6 - s ô !6 (38)
+ 7 .4 - 96 (38, 390, 467)117.2 8 .5 (181)
- 20.1 (410)- 2 .6 - 1 5 0 .2 (371)
65.9 - 127 (118)- 21 .0 - 3 4 .4 (79, 101, 113, 125, 318, 426)
7 8.5 - 89 (113)- 3 5 . 0 - 1 3 6 • (113, 244. 255)- 2 3 . 3 - 1 0 2 .7 (113, 165, 262, 286)
141.2 (113, 204)143.0 (11)
52.5 — 87.7 (283)141.0 14 (342)165 .0,i 13.6 (11)220.0 16.5 (113)
3 7 .0 - 99 .0 (113)44 6 - 1 3 6 .4 (113, 192)
117.9 - 25 .6 (11)130.3 - 31 .9 (113, 297)108.2 - 77 .7 (113)158.0 - 14.7 (11)118.0 (114) Cl97.1 - 91 ! 9 (169) w
S
April 1947
IND
US
TR
IAL
A
ND
E
NG
INE
ER
ING
C
HE
MIS
TR
Y
519
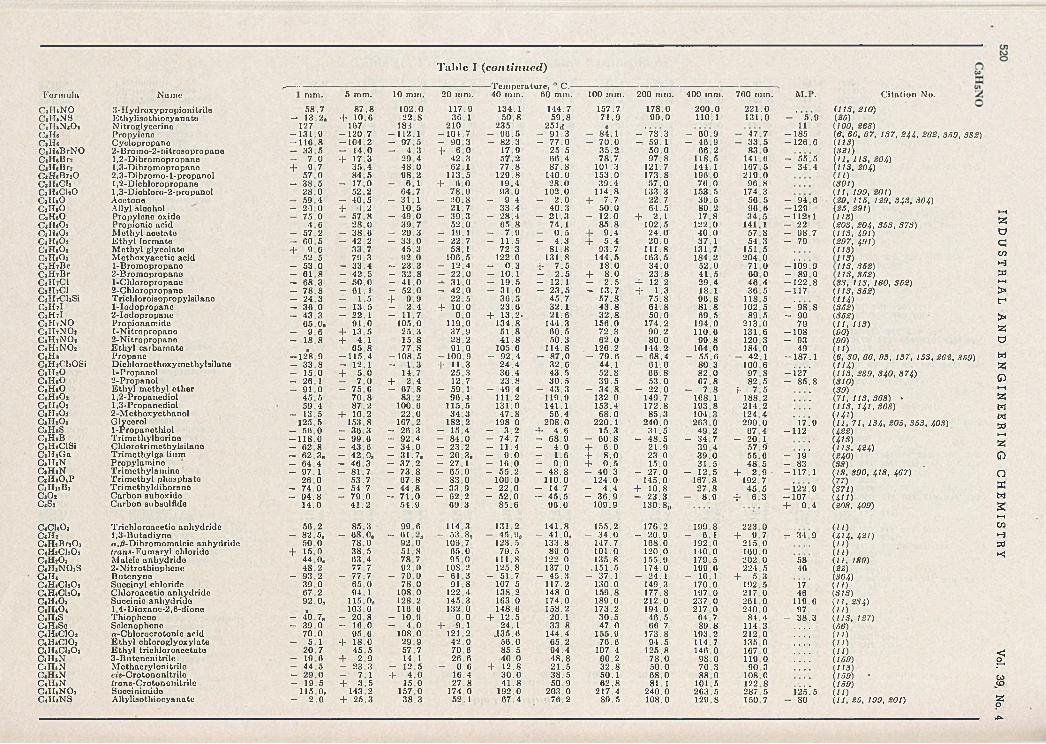
Table I (continued)
Formula Name
CsHtNO 3-H ydroxypropionitrileC*H»NS EthyligothiocyanateC iH iNjO» NitroglycerineCiH# PropyleneCjH« CyclopropanoCaHaBrNO 2-Bromo-2-nitrosopropanoCiHtBrs 1,2-DibromopropanoC*H»Brj 1,3-DibromopropaneC jIiiBriO 2,3-D ibrom o-l-propanolCiHeClj 1,2-DichloropropanoCiHcClsO l,3-Dichloro-2-propanolCiHflO AcetoneCiHiO Allyl nlooholCaHftO Propylene oxideCjH»Oj Propionic acidCjHeOt M ethyl acetatoC jH « O i E thyl formateCiHeOa M ethyl glycolatoC iH jO j M ethoxyacetic acidC*H7Br 1-BromopropaneCiEbBr 2-BromopropanoC jH iC l 1-ChloropropanoC jH jCI 2-ChloropropanoCjHjGUSi TrichloroisopropylsilanoC1H 7I 1-IodopropanoCaH7l 2-IodopropanoC albN O PropionamidoCaH7NOa 1-NitropropanoCaH7NOa 2-NitropropaneC3H7NO2 E thyl carbamateCaHa PropaneCaHaChOSi DichlorocthoxymethylsilaneCaHsO 1-PropanolCaHsO 2-PropanolCaHiO Ethyl methyl etherCaHsO? 1,2-PropanediolCiH«Oj 1,3-PropanediolCaHaOa 2-M ethoxyethanolCall sOa GlycerolCaHsS 1-PropanethiolCaHaB _ TrimethylborineCaHaClSi ChlorotrimethylsilaneCaHjGa Trimothylga liumCaHaN PropylamineC3H 9N TrimethylamineCaHaOaP Trim ethyl phosphateC 1H 12B3 TrimethyldiboraneCaOa Carbon suboxideC3S2 Carbon subsulfide
C4CUO) T rich loroacetic anh ydrideC alls 1,3 -B u ta d iy n eCiHaBraOj «,/9-D ibrom om aleic anh ydrideC4H2CI2O2 /rona-Fum aryl chlorideCaHsOa M aleic anh ydrideC4H3NO2S 2-N itroth ioph en cC4H4 B uten yn oC4H4CI2O2 Su ccin y l chlorideCaHaClsOa C hloroacetio anh ydrideC4H40a Succin ic an h ydrideC4H4O4 l , 4-D io xan c-2 ,6-dioneC4H4S ThiophenoC4H4S0 SelenopheneCaHaClOa a -C hlorocroton ic acidCaHaClOa E th y l ch loro g lyoxylateCaHaClaOs E th y l trich loroacetateCaH sN 3-B u tcn en itrileC4H4N M eth acry lo n itrileCaHsN cas-CrotononitrilcCaHaN /rans-C rotononitrilcCallaNOa Succinim idoC4H4NS A lly li80th iocyan atc
-Temperature, 0 C .-. mm. 5 mm. 10 min. 20 m m. 40 mm. 60 mm. 100 mm. 200 mm. 400 mm. 760 mm. M . ».
58 .7 87 .8 102 .0 117 .9 134.1 144.7 157.7 178.0 200 .0 221 .0— 13 2» + 10 6 22 8 36 1 5 0 .8 59.8 71 .9 9 0 .0 110 .1 131 .0 ’ 5 .9
127 167 I8i 210 235 251(i 0 11_ 131 9 — 120 7 -1 1 2 1 - 1 0 4 7 - 9 6 .5 - 91 .3 - 84 .1 - ’ 73 .3 — 60 9 47 7 — 185—110 8 _ 104 2 - 97 5 - 90 3 - 82 .3 - 7 7 .0 - 7 0 .0 - 59.1 - 46 9 33 5 — 126 6_ 33 5 — 14 0 - 4 3 + 6 0 17.9 25.5 35.2 50 .0 66 2 83 0
7 0 + 17 3 29 4 42 3 57.2 6 6 .4 78.7 9 7 .8 118 5 141 6 — ¿5 5+ 9 7 35 4 48 0 62 1 7 7 .8 87 .8 101.3 121.7 141 1 167 5 — 34 4
57 0 84 5 98 2 113 5 129.8 140.0 153.0 173.8 196 0 219 0— 38 5 — 17 0 - 6 1 -P 6 0 19.4 28 .0 39 .4 5 7 .0 76 0 96 8
28 0 52 2 04 7 78 0 93 0 102.0 114.8 133.3 153 5 174 359 4 — 40 5 - 31 1 - 20 8 - 9 .4 - 2 .0 -P 7 .7 22.7 39 5 56 5 — 94 6
— 20 0 + <) 2 10 5 21 7 33.4 40.3 50.0 64.5 80 2 90 6 129— 75 0 57 8 - 49 0 - 39 3 - 28 .4 - 21 .3 - 12 .0 + 2 .1 17 8 34 5 — 112« 14 6 28 0 39 7 52 0 6 5 .8 74.1 8 5 .8 102.5 122 0 141 1 — 22
_ 57 2 — 38 6 - 29 3 - 19 1 - 7 .9 - 0 .5 -P 9 .4 2 4 .0 40 0 57 8 — 98 7— 60 5 — 42 2 - 33 0 - 22 7 - 11.5 - 4 .3 -P 5 .4 2 0 .0 37 1 54 3 — 794- 9 6 33 7 45 3 58 1 72.3 81 .8 93 .7 111.8 131 7 151 5
52 5 79 3 92 0 106 5 122.0 131.8 144.5 163.5 184 2 204 0— 53 0 — 33 4 - 23 3 - 12 4 - 0 .3 + 7 .5 18.0 34 .0 52 0 71 0 — iÔ9 9_ 01 8 — 42 5 - 32 8 - 22 0 - 10.1 - 2 .5 -P 8 .0 2 3 .8 41 5 60 0 — 89 0— 68 3 — 50 0 - 41 0 31 0 - 19.5 - 12.1 - 2 .5 + 12.2 29 4 46 4 — 122 8— 78 8 — 01 1 - 52 0 - 42 0 - 31 .0 - 23 .5 - 13.7 + 1.3 18 1 36 5 —117— 24 3 — 1 5 + 9 9 22 5 3 6 .5 45.7 57.8 7 5 .8 96 8 118 5— 36 0 — 13 5 - 2 4 + 10 0 2 3 .6 32.1 4 3 .8 61 .8 81 8 102 5 _ ’ 98 8_ 43 3 — 22 1 - 11 7 0 0 4- 13.2 . 21 .6 3 2 .8 50 .0 69 5 89 5 — 90
65 0« 91 0 105 0 119 0 134.8 144.3 156.0 174.2 194 0 213 0 79_ 9 6 -p 13 5 25 3 37 9 5 1 .8 60.5 72.3 90.2 110 6 131 6 — 108— 18 8 -p 4 1 15 8 28 2 4 1 .8 50.3 6 2 .0 80.0 99 8 120 3 — 93
8 65 8 77 8 91 0 105.6 114.8 126.2 144.2 164 0 184 0 49—128 9 —115 4 - 1 0 8 5 - 1 0 0 9 - 92 .4 - 87 .0 - 79 .6 - 68.4 - 55 6 42 1 — 187 1— 33 8 — 12 1 - 1 3 + 11 3 24.4 3 2 .6 44.1 61.0 80 3 100 6_ 15 0 -p 5 0 14 7 25 3 36 .4 43 .5 5 2 .8 66 .8 82 0 97 8 —Î27— 26 1 7 0 + 2 4 12 7 23.8 30 .5 39 .5 5 3 .0 67 8 82 5 — 85 8— 91 0 — 75 6 - 67 8 - 59 1 - 49 .4 - 43 .3 - 3 4 .8 - 2 2 .0 - 7 8 + 7 5
45 5 70 8 83 2 96 4 111.2 119.9 132.0 149.7 168 1 188 259 4 87 2 100 6 115 5 131.0 141.1 153.4 172.8 193 8 214 2
— 13 5 + 10 2 22 0 34 3 47 .8 56.4 68 .0 85.3 104 3 124 4125 5 153 8 107 2 182 2 198.0 208 .0 220.1 240.0 263 0 290 0 "l7 9— 56 0 — 36 3 - 26 3 - 15 4 - 3 .2 -P 4 .6 15.3 31.5 49 2 67 4 — 112
— 118 0 — 99 6 - 92 4 - 84 0 - 74 .7 - 68 .9 - 60 .8 - 48 .5 - 34 7 — 20 1— 62 8 — 43 6 - 34 0 - 23 2 - 11.4 - 4 .0 + 6 .0 21.9 39 4 57 9— 62 3. — 42 0* - 31. 7« - 20 3« - 9 .0 - 1 .6 -P 8 .0 23.0 39 0 55 6 — iô— 64. 4 — 46 3 - 37. 2 - 27 1 - 16.0 - 9 .0 + 0 .5 15.0 31 5 48 5 — 83— 97. 1 — 81 7 - 73. 8 - 65 0 - 55 .2 - 48 .8 - 40 .3 - 27 .0 - 12 5 *P 2 9 • — 117 1
20 0 53. 7 67. 8 83 0 100.0 110.0 124.0 145.0 167. 8 192. 7— 74. 0 — 54. 7 - 44. 8 - 33. 9 - 22 .0 - 14.7 - 4 .4 + 10.8 27. 8 45 5 — ¿22 9— 04. 8 — 79. 0 - 71. 0 - 62. 2 - 5 2 .0 - 4 5 .5 - 3 6 .9 - 23 .3 - 8. 9 + 6 3 — 107
14. 0 41. 2 54. 9 69. 3 85.6 9 6 .0 109.9 130 .8P + 0 4
50 2 85 3 99 6 114 3 131.2 141.8 155.2 176.2 199 8 223 0_ 82 5» — 08 0« - 61 -» - 53 Ss - 4 5 .9 , - 4 1 .0 , - 34 .0 - 20 .9 - 6 1 + 9 7 __ ' 34 950 0 78 0 92 0 106 7 123.5 133.8 147.7 168.0 192 0 215 0
+ 15 0 38 5 51 8 65 0 79 .5 89 .0 101.0 120.0 140 0 160 044 o„ 63 4 78 7 95 0 111.8 122.0 135.8 155.9 179 5 202 0 5848 2 77 7 92 0 108 2 125.8 137.0 ,151 .5 174.0 199 6 224 5 46
— 93 2 — 77 7 - 70 0 - 61 3 - 51.7 - 45 .3 - 37.1 - 24.1 - 10 1 + 5 339 0 65 0 78 0 91 8 107.5 117.2 130.0 149.3 170 0 192 5 1767 2 94 1 108 0 122 4 138.2 148.0 159.8 177.8 197 0 217 0 4692 o3 116 0„ 128 2 145 3 163.0 174.0 189.0 212.0 237 0 261 0 119 68 103 0 116 6 132 0 148.6 158.2 173.2 194.0 217 0 240 0 97— 40 7* — 20 8 - 10 9 0 0 -P 12.5 20. 1 30.5 46.5 64 7 81 4 _ 38 3
— 39 0 — 16 0 - 4 0 -P 9 1 24.1 33 .8 47 .0 66.7 89 8 114 370 0 95 6 10S 0 121 2 4 3 5 .6 144.4 155.9 173.8 193 2 212 0
— 5 1 + 18 0 29 9 42 0 56.0 65.2 76.6 94.5 114 7 135 020 7 45 5 57 7 70 6 85.5 94.4 107.4 125.8 146 0 167 0
— 19 6 + 2 9 14 1 26 6 40 .0 48 .8 60.2 7 8 .0 98 0 119 0— 44 5 — 23 3 - 12 5 - 0 .G + 12.8 2 1.5 32 .8 50 .0 70 3 90 3— 29 0 — 7 1 + 4 0 16 .4 30.0 38 .5 50.1 68 .0 88 0 108 0— 19 5 + 3 5 15 0 27 .8 4 1 .8 5 0.9 62.8 81.1 101 5 122 8
115 o9 143 2 157 0 174 .0 192.0 203 .0 217.4 240.0 263 5 287 5 Î25 5— 2 .0 + 25 .3 38 .3 52 .1 67.4 76.2 89.5 10S.0 129 8 150 7 — 80
Citation No.(113, 210)(25)(100, 268)(6, 66, 67, 137, 244, 262, 369, 3S2) (US)(321)(11, 113, 204)(113, 204)(U )(SOI)(11, 199, 201)(29, 115, 129, 343, 364)(25, 291)(113)(203, 204, 363, 373)(113, 491)(297, 491)(113)113)113, 352)113, 352)
(38, 113, 160, 362)(113, 352)(U4)(352)(362)(U , 113)(00)(00)(11)(6, 30, 66, 93, 137, 153, 262, 369)(114)(113, 289, 340, 374)(310)(39)(71,113,368) •(113, 141, 368)(141)(11,71, 134, 205, 353, 403)(422 )(413)(113, 424)(240)(38)(18, 390, 418, 467)(77)(371)(411)(208, 409)
(11)(414, 421)(ID(11)(11, 189)(22)(304)(11)(313)(11, 234)(11)(113, 127)(66)(11)(U )(U)(169)(113)(169) •(159)(11)(11, 25, 199, 201)
IND
US
TR
IAL
A
ND
E
NG
INE
ER
ING
C
HE
MIS
TR
Y
Vol. 39,
No. 4
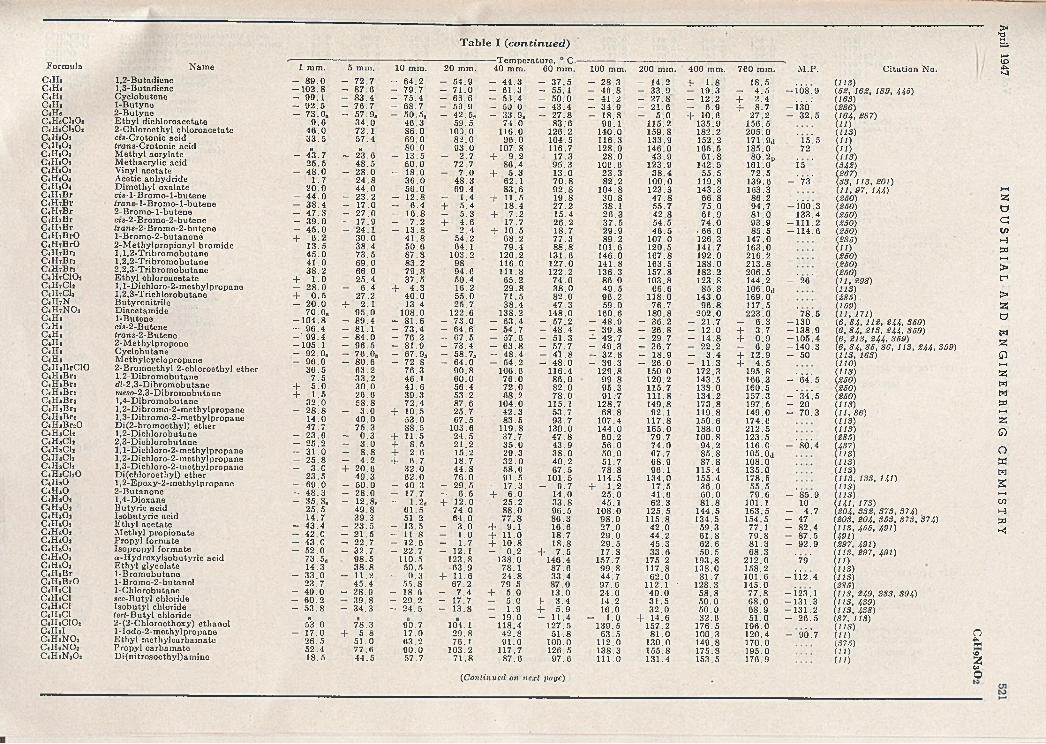
T a b le I (continued)
Form ula NameC*H« X,2-ButadieneC<Hs 1,3-ButadieneC+IU CyclobuteneC<H« 1-ButyneC4H® 2-ButyneC<H®CliOi Ethyl dichloroacetateC iHsCIiOj 2-Chloroethyl chloroacetateC<H«0* cxs-Crotonic acidC<H«Oj frans-Crotonic acidC îHsOj M ethyl acrylateC<H«0* M ethacrylic acidCtHeOs Vinyl acetateC^HaOj Acetic anhydrideC<H«0< Dim ethyl oxalateC rilïB r cî's-1-Brom o-l-buteneGiBbBr irons- 1-Brom o-l-buteneC iH îB r 2-Brom o-l-buteneC^HïBr czs-2-Bromo-2-buteneC ribB r frans-2-Bromo-2-buteneGiFbBrO l-Brom o-2-butanonèCiHzBrO 2-M ethylpropionyl bromideCiHrBrg 1,1,2-TribromobutaneCiHîBra 1,2,2-Tribrom obutaneCaHïBri 2,2,3-Tribrom obutaneC îH tCIOj E thyl chloroacetateCiHiCla 1 , l-D ichloro-2-m ethylpropaneC ribC lj 1,2,3-TrichlorobutaneC ilb N ButyronitriloC4H7NO2 DiacetamideC îH î 1-ButeneCxHs cis-2-ButeneC<H8 irans-2-ButeneCxHa 2-M ethylpropeneCaHs CyclobutaneC<Hg M ethylcyclopropaneCaHiBrCIO 2-Brom oethyl 2-chloroethyl etherC<H$Br2 1,2-Dibrom obutaneCaHsBrj di-2,3-D ibrom obutaneC<H«Brs meso-2,3-DibromobutaneCaHsBrj 1,4-Dibrom obutaneCxHsBn 1 ,2-Dibrom o-2-m ethylpropancCaHgBrî l,3-D ibrom o-2-m ethylpropaneC<Ii«Br20 D i(2-brom oethyl) etherCiHaCb 1,2-DichlorobutaneCaHsCla 2,3-DichlorobutaneCiHsClt l,l-D ich loro-2-m ethylpropaneCiHsCh l,2-Dichloro-2-m ethylpropaneCriigClj l,3-D ichloro-2-m ethylpropaneCiHaChO Di(chloroethyl) etherC JIsO l,2-Epoxy-2-m ethylpropancC*H«0 2-ButanoneCxHsCb 1,4-DioxaneCaHgOt Butyric acidCaliaOi Isobutyric acidC xH eOj E thyl acetateCrilsOt M ethyl propionateCaHsOa Propyl formateCaHsOa Isopropyl formateC eH sO j « -H y d ro x y is o b u ty r ic ac idC^HbOj E thyl glycolateC<H»Br 1-BromobutanoCallflBrO l-Bromo-2-butanoIC4II9CI 1-ChlorobutaneC4ÏI9CI sec-Butyl chlorideCaHflCl Isobutyl chlorideC4H 9CI ferf-Butyl chlorideC«H«ClOi 2-(2-Chloroethoxy) ethanolC4II9I l-ïodo-2-m ethylpropaneC4H9NO2 Ethyl methylcarbamateC4H9NO2 Propyl carbamateC4H9N3O2 Di(nitrosoethyl)amine
1 ram. 51 mm. 10 mm. 20 mm.----- Temperature, C.
40 mm. 60 mm.- 8 9 .0 — 72 .7 - 64 .2 - 51.9 - 44 .3 - 37 .5- 1 0 2 .8 — 8 7.6 - 79 .7 - 71 .0 - 61.3 - 55.1- 99.1 — 83 .4 - 75 .4 - 66 .6 - 53.4 - 50 .0- 92 .5 — 76 .7 - 68 .7 - 59.9 - 50 0 - 4 3 .4- 7 3 .0 , —• 57.9* - 50.5* - 42.5* - 33.9* - 27 .8
9 . G 34 .0 46.3 59.5 7 4 .0 83 :646.0 72.1 86.0 100.0 116.0 126.233 .5 5 7.4 69 .0 8 2 .0 96.0 104.5B a 8 0.0 93 .0 107.8 116.7
- 43 .7 — 2 3.6 - 13.5 - 2 .7 + 9 .2 17.32 5 .5 48 .5 60 .0 72 .7 86.4 9 5.3
- 48 .0 — 2 8 .0 - 18.0 - 7 .0 + 5.3 13.01.7 24 .8 3 6 .0 4 8.3 62.1 7 0 .8
20 .0 44 .0 5 6.0 69.4 83.6 9 2 .8- 44 .0 — 23.2 - 12.8 - 1 .4 - f 11.5 19.8- 38 .4 — 17.0 - 6 .4 + 5 .4 18.4 27 .2- 4 7 . 3 — 27 .0 - 16.8 - 5 .3 + 7 .2 15.4- 39 .0 — 17.9 - 7 .2 + 4 .6 17.7 26.2- 4 5 . 0 — 24.1 - 13.8 - 2 .4 + 10.5 18.7+ 6 .2 3 0 .0 4 1 .8 54.2 68.2 77.3
13.5 38.4 5 0 .6 64.1 79 .4 88 .845 .0 7 3.5 8 7 .8 103.2 120.2 131.641 .0 69.0 83 .2 98 116.0 127.038 .2 66.0 7 9 .8 94.6 111.8 122.2
-b 1.0 25.4 3 7.5 50.4 65.2 7 4 .0- 28 .0 — 6 .4 + 4 .3 16.2 2 9 .8 38 .0-b 0 .5 27.2 40 .0 5 5.0 71.5 8 2 .0- 20 .0 + 2 .1 13.4 25 .7 38 .4 47.3
70.0* 95 .0 108.0 122.6 138.2 148.0- 1 0 4 .8 — 89.4 - 81 .6 - 7 3 .0 - 63 .4 - 57 .2- 9 6 . 4 — 81.1 - 7 3 .4 - 64 .6 - 54 .7 - ‘48 .4- ‘ 99 .4 — 84 .0 - 76 .3 - 6 7 .5 - 57.6 - 51 .3- 1 0 5 .1 — 96.5 - 81 .9 - 73 .4 - 6 3 .8 - 57 .7- 92.0* — 76.0* - 67.9* - 58.7a - 48.4 - 41 .8- 96 .0 — 80.6 - 7 2 .8 - 6 4 .0 - 54 .2 - 48 .0
3 6 .5 63.2 76.3 9 0 .8 106.6 116.47 .5 33 .2 46.1 6 0 .0 76.0 86 .0
4- 5 .0 30 .0 41 .6 56.4 7 2 .0 8 2 .0-b 1 .5 26 .6 39.3 53.2 68.2 7 8 .0
3 2 .0 58 .8 72.4 87.6 104.0 115.1- 28 .8 — 3 .0 + 10.5 25.7 42 .3 53.7
14.0 40 .0 53.0 67.5 8 3.5 9 3.747.7 75.3 88.5 103.6 119.8 130.0
- 2 3 . 6 — 0 .3 + 11.5 24.5 37.7 47 .8- 25 .2 — 3 .0 + 8 .5 21.2 3 5 .0 4 3.9- 31 .0 — 8 .8 + 2 .6 15.2 29.3 3 8 .0- 2 5 . 8 — 4 .2 + 6 .7 18.7 3 2 .0 40 .2- 3 .0 + 20.6 3 2 .0 44.8 5 8.6 67.5
2 3.5 49.3 6 2 .0 7 6 .0 91.5 101.5- 6 9 . 0 — 5 0.0 - 40.3 - 29 .5 - 17.3 - 9 .7- 48.3 — 28.0 - 17.7 - 6 .5 + 6 .0 14.0- 35.8* — 12.8* - 1.2* + 12.0 2 5.2 33 .8
2 5 .5 49.8 61.5 74.0 88.0 9 6.514.7 39.3 51.2 6 4.0 7 7 .8 86.3
- 4 3 . 4 — 23.5 - 13.5 - 3 .0 + 9 .1 16.6- 4 2 . 0 — 2 1 .5 - 11.8 - 1 .0 + 11.0 18.7- 4 3 . 0 — 22.7 - 12.6 - 1 .7 -1- 10.8 18.8- 52 .0 — 32.7 - 22.7 - 12.1 - 0 .2 + 7 .5
73.5* 98.5 110.5 123.8 138.0 146.414.3 3 8 .8 50.5 63.9 78.1 87.6
- 3 3 .0 — 11.2 - 0 .3 + 11.6 24 .8 33.42 3 .7 45.4 55.8 67.2 79.5 8 7 .0
- 49 .0 — 28.9 - 18.6 - 7 .4 + 5 .0 13.0- 60 .2 3 9 .8 - 29.2 - 17.7 - 5 .0 -b 3 .4- 5 3 . 8 — 3 4 .3 - 24 .5 - 13.8 - 1 .9 + 5 .9
s a g a - 19.0 - 11.453 .0 7 8.3 90.7 101.1 118.4 127.5
- 17.0 + 5 .8 17.0 29 .8 42.8 51.826.5 5 1 .0 63.2 76.1 9 1 .0 100.052.4 7 7.6 90 .0 103.2 117.7 126.518.5 44.5 57.7 71 .8 8 7 .6 97.6
(Continued on next page)
100 mm. 200 mm. 400 mm. 760 mm. M .P .- 28.3 - 14.2 -b 1-8 18.5- 4 6 . 8 - 33 .9 - 19.3 - 4 .5 — iÔ 8.9- 41 .2 - 27 .8 - 12.2 -b 2 .4- 34 .9 - 21 .6 - 6 .9 -b 8 .7 - i à ô ’- 18.8 - 5 .0 -b 10.6 27.2 - 32 .5
96.1 115.2 135.9 156.5140.0 159.8 182.2 205 .0116.3 133.9 152.2 171 .9d ’ 15*. 5128.0 146.0 165.5 185.0 72
28.0 43.9 6 1 .8 8 0 .2P106.6 123.9 142.5 161.0 i ö *2 3 .3 38 .4 55.5 7 2 .58 2.2 100.0 119.8 139.6 -* 7 3 *
104.8 123.3 143.3 163.330 .8 4 7 .8 66.8 86.238.1 55.7 75 .0 94.7 — iÔÔ.32 6 .3 42.8 61.9 81 .0 - 1 3 3 .43 7 .5 54.5 7 4 .0 93.9 - 1 1 1 .22 9.9 46 .5 • 66.0 85.5 - 1 1 4 .68 9.2 107.0 126.3 147.0
101.6 120.5 141.7 163.0146.0 167.8 192.0 216.2141.8 163.5 188.0 213 .8136.3 157.8 182.2 206.58 6 .0 103.8 123.8 144.2 -* 2 6 *49.5 66.6 85 .8 106.0d96.2 118.0 143.0 169.059.0 76.7 9 6 .8 117.5
160.6 180.8 202 .0 223 .0 '78.5- 48 .9 - 36 .2 - 2 1 .7 - 6 .3 - 1 3 0- 3 9 . 8 - 26 .8 - 12.0 -b 3 .7 - 1 3 8 .9- 4 2 . 7 - 29 .7 - 14 .8 -b 0 .9 - 1 0 5 .4- 49 .3 - 36 .7 - 22 .2 - 6 .9 - 1 4 0 .3- 3 2 .8 - 18.9 - 3 .4 -b 12.9 - 50- 3 9 . 3 - 26 .0 - 11.3 -b 4 .5
129.8 150.0 172.3 195.89 9 .8 120.2 143.5 166.3 — ‘ ¿4 ]59 5.3 115.7 138.0 160.591.7 111.8 134.2 157.3 - * 3 4 ! ö
128.7 149.8 173.8 197.5 - 206 8.8 92.1 119.8 149.0 - 70 .3
107.4 117.8 150.6 174.6144.0 165.0 188.0 212.560.2 79 .7 100.8 123.55 6.0 74 .0 94.2 116.0 — * 80 ! 45 0.0 67.7 85 .8 105.0a5 1.7 68.9 87 .8 108.078 .8 96.1 115.4 135.0
114.5 134.0 155.4 178.5+ 1 .2 17.5 36 .0 55.5
25.0 41.6 60 .0 79 .6 - ' 8 5 . 945.1 6 2.3 81.8 101.1 10
108.0 125.5 144.5 163.5 - 4 .79 8 .0 115.8 134.5 154.5 - 4727.0 42.0 59.3 77.1 - 82 .429.0 44.2 61.8 7 9 .8 - 87 .52 9 .5 45.3 62.6 81.3 - 92 .917.8 3 3 .6 50.5 68.3
157.7 175.2 193.8 212 .0 *79*9 9 .8 117.8 138.0 158.24 4 .7 62.0 81 .7 101.6 — Ü 2 .497 .6 112.1 * 128.3 145.02 4 .0 4 0 .0 5 8 .8 77 .8 — ¿23.114.2 31.5 5 0 .0 68.0 - 1 3 1 .316.0 32 .0 5 0 .0 68.9 - 1 3 1 .2
- 1 .0 -b 14.6 32.6 51 .0 - 26 .5139.5 157.2 176.5 196.0
63.5 8 1 .0 100.3 120.4 — 90! 7112.0 130.0 149.8 170.0138.3 155.8 175.8 195.0111.0 131.4 153.5 176.9
C itation N o.(113)(52, 162, 189, 443)(163)(286)(164, 287)(11)(US)(U )(11)(113)(342)(267)(33, 113, 201)(11,97, 144)(250)(250)(250)(250)(250)(285)(U)(250)(250)(250)(11, 298)(U3)(285) .(159)(U , 171)(6 , 84, U2, 244, 359)(6, 84, 213, 244, 359)(6, 213, 244, 359)(6, 84, 85, 86, 113, 244, 359)(US, 163)(HO)(US)(250)(250)(250)(U3)(11, 86)(US)(U3)(285)(437)(US)(US)(US)(113, 133, 141)(US)(U3)( 1 4 1 , 173)(204, 332, 373, 374)(203, 204, 353, 373, 374)(US, 455 , 4 9 1)(491)(297, 491)(US, 297, 491)(U )(US)(U3)(285)(US, 249, 333, 394)(US, 439)(113, 438)(87, 113)(113)(U ) £>(375) %i l l ) \Q(U ) 2
COo
April 1947
IND
US
TR
IAL
A
ND
E
NG
INE
ER
ING
C
HE
MI
ST
RY
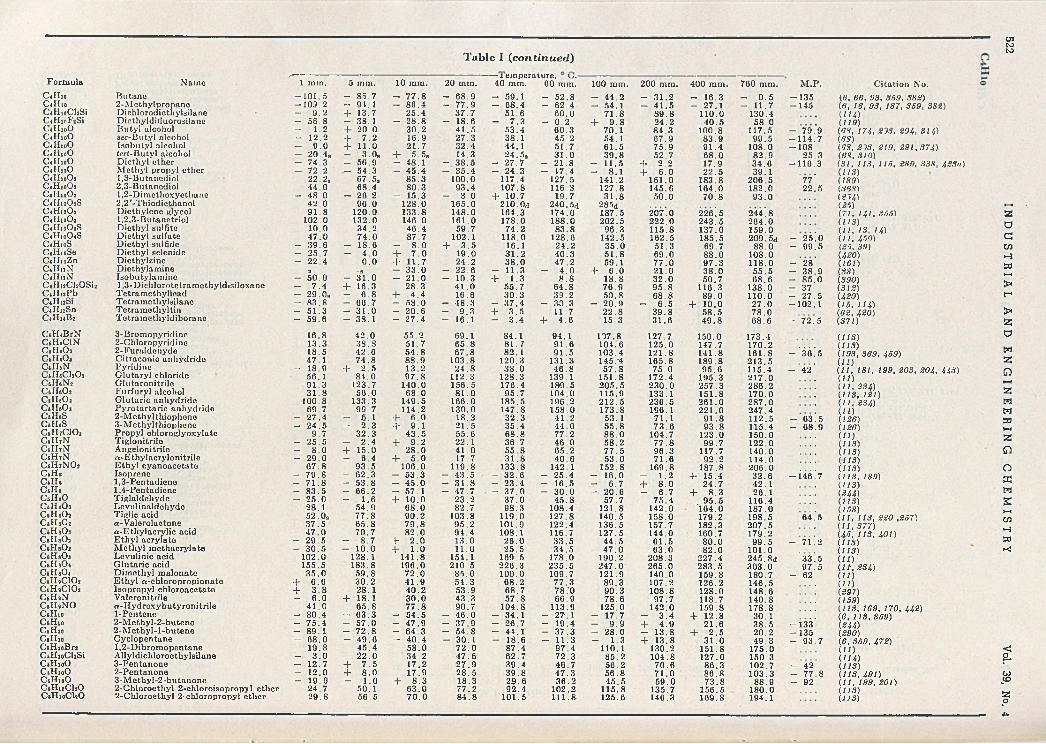
T a b le I ( continued)
03toto
C4H10 ButaneC4H10 2-M cthylpropaneCaHioClaSi DichlorodiethylsilaneCiHioFsSi DiethyldifluorosilaneC4H10O Butyl alcoholC4ÏI10O «ec-Butyl alcoholC4H10O Isobutyl alcoholC4ÎitoO ier/-Butyl alcoholC4H10O Diethyl etherC4H10O M ethyl propyl etherC4H10O2 1,3-ButanediolC4HioO î 2,3-ButanediolC4H10O2 1,2-DimethoxyethaneC4H 10O2S 2,2 '-ThiodiethanolC4H10OJ Diethylene glycolC4H10O1 1,2,3-ButanetriolCiHioOaS Diethyl sulfiteC4H10O4S Diethyl sulfateC4H10S Diethyl sulfideC4HioSe Diethyl selenideCaHioZn D icthylzincC4H 11N DiethylamineC4II11N IsobutÿlamineCaHiaCltOSis 1,3-Dichlorotetram ethyldisiloxaneCaHijPb TetramethylleadC4H12S1 TetramethylsilaneC 4ÎIi2Sn TetramethyltinC4H14B2 Tetramethyldiborano
CaHaBrN 3-BromopyridineC4H4CIN 2-ChloropyridineCaHiOa 2-FuraldenydeC.HaOa Citraconic anhydrideCsHiN PyridineC6H5CI2O2 Glutaryl chlorideCaHaNs GlutaronitrileCtHeOa Furfuryl alcoholCsHiOa Glutaric anhydrideC*HsOi Pyrotartaric anhydrideCaHaS 2-M ethylthiophoneC*H«S 3-M ethylthiopheneC îH ïCIO* Propyl ch loroglyoxylatoC îH ïN TiglonitrileC iH î N AngelonitrileCaHîN «-EthjdacrylonitrileCaHrNOa Ethyl cyanoacetateCsHs IsopreneCsHs 1,3-Pen tadiencCsHs 1,4-PentadieneCsHsO TiglaldchydeCsHsOs LevulinaldehydeCsHsOa Tiglic acidCsHsOa a-ValerolactoneCsHsOa a-Ethylacrylic acidCsHsOa E thyl acrylateC iH s02 M ethyl methacrylateCsHsOa Lovulinic acidCsHsOa Glutaric acidCsHsOa Dim ethyl malonateC&H#C102 E thyl a-chloropropionatoC 5H 9CIO2 Isopropyl chloroacetateCsHsN ValeronitrileC iH iN O a-H ydroxybutyronitrileCsHio 1-PenteneCsHio 2-M ethyl-2-buteneCaHio 2-M ethyl- 1-buteneCsHio CyclopentaneCsHioBra 1,2-Dibrom opentaneCsHxoChSi AllyldichloroethylsilaneCsHioO 3-PentanoneCaHioO 2-PentanoneCsHioO 3-M ethyl-2-butanoneCsHioClaO 2-Chloroethyl 2-chloroisopropyl etherCsHioCliO 2-Chloroethyl 2-cliloropropyl ether
Formula Naino 1 mm. 5 mm. 10 mm. 20 mm.-----x emperaiure, v .—
40 mm. 60 mm. 100 mm. 200 mm. 400 mm. 760 mm. M .P .- 1 0 1 .5 - 85 .7 - 7 7 .8 - 68 .9 - 59.1 - 52 .8 - 44 .2 - 31 .2 - 16.3 - 0 .5 - 1 3 5- 1 0 9 .2 - 91.1 - 86 .4 - 7 7 .9 - 68 .4 - 62 .4 - 54.1 - 41 .5 - 27.1 - 11.7 -1 4 5- 9 .2 + 13.7 2 5 .4 37 .7 51.6 60.0 7 1 .8 89 .8 110.0 130.4- 56 .8 - 38.1 - 28 .8 - 18.6 - 7 .3 - 0 .2 + 9 .8 24 .2 40 .5 5 8 .0- 1 .2 - f 20 .0 30.2 41.5 53.4 60.3 70.1 84.3 100.8 117.5 - 79 .9- 12.2 + 7 .2 16.9 27.3 38.1 4 5 .2 54.1 67.9 83 .9 99.5 - 1 1 4 .7- 9 .0 + 11.0 2 1.7 3 2 .4 44.1 51.7 6 1 .5 75.9 91 .4 108.0 - 1 0 8- 20.4* - 3 . 0s + 5.5s 14.3 24.5s 3 1 .0 3 9 .8 52 .7 • 6 8 .0 82.9 25.3- 74 .3 - 56 .9 - 48.1 - 38 .5 - 27.7 - 21 .8 - 11.5 + 2 .2 17.9 3 4 .6 - 1 1 6 .3- 72 .2 - 54.3 - 45 .4 - 3 5 .4 - 24 .3 - 17.4 - 8 .1 + 6 .0 22 .5 39.1
22.2s 67.5s 85.3 100.0 117.4 127.5 141.2 161.0 183.8 206.5 *77*44.0 6 8.4 80.3 93.4 107.8 116.3 127.8 145.6 164.0 182.0 22 .5
- 48 .0 - 26 .2 - 15.3 - 3 .0 + 10.7 19.7 3 1 .8 50 .0 70 .8 9 3 .04 2 .0 9 6 .0 128.0 165.0 2io.O a 2 4 0 .5d 285a9 1 .8 120.0 133.8 148.0 164.3 174.0 187.5 207.0 226*. 5 244*. 8
102.0 132.0 146.0 161.0 178.0 188.0 202.5 2 22 .0 243.5 264.010.0 34.2 4 6 .4 59.7 74 .2 8 3 .8 96.3 115.8 137.0 159.047 .0 74 .0 87.7 102.1 118.0 128.6 142.5 162.5 185.5 209.5a — 2 ö ]o
- 39 .6 - 18.6 - 8 .0 + 3 .5 16.1 24 .2 3 5 .0 51.3 6 9.7 88 .0 - 99 .5- 25 .7 - 4 .0 + 7 .0 19.0 31 .2 40 .3 51 .8 6 9 .0 88 .0 108.0- 22 .4 0 .0 + 11.7 24 .2 38 .0 47 .2 59.1 7 7 .0 9 7 .3 118.0 -* 2 8 *a -a - 3 3 .0 - 2 2 .6 - 11.3 - 4 .0 + 6 .0 21 .0 38 .0 55 .5 - 38 .9- 50 .0 - 3 1 .0 - 2 1 .0 - 10.3 + 1 .3 8 .8 18.8 3 2 .0 50.7 68 .6 - 85 .0- 7 .4 -F 16.3 28.3 4 1 .0 55 .7 64 .8 76 .9 95 .8 116.3 138.0 - 37- 29.0s - 6 .8 + 4 .4 16.6 30 .3 39 .2 5 0 .8 6 8 .8 8 9 .0 110.0 - 2 7 .5- 8 3 .8 - 66 .7 - 5S .0 - 48 .3 - 37 .4 - 3 0 .3 - 20 .9 - 6 .5 + 10.0 2 7 .0 - 1 0 2 .1- 51 .3 - 31 .0 - 20 .6 - 9 .3 + 3 .5 11.7 2 2 .8 3 9 .8 58 .5 7 8 .0- 59 .6 - 38 .1 - 27 .4 - 16.1 - 3 .4 + 4 .6 15.3 3 1 .6 4 9 .8 68 .6 - 72.5
16.8 4 2 .0 5 5.2 69.1 84.1 94.1 107.8 127.7 150.0 173.413.3 38. S 51 .7 6 5 .8 81. 7 9 1 .6 104.6 125.0 147.7 170.218.5 42 .6 54 .8 67 .8 82.1 9 1 .5 103.4 1 21 .8 141.8 161.8 - '¿ ¿ i s47.1 74 .8 8S .9 103.8 120.3 131.3 145 ."4 165.8 189.8 213 .5
- 18.9 + 2 .5 13.2 2 4 .8 3 8 .0 46 .8 57 .8 75 .0 95 .6 115.4 - 42 *56.1 8 1 .0 9 7 .8 112.3 128.3 139.1 151.8 172.4 195.3 2 17 .09 1 .3 t2 3 .7 140.0 156.5 176.4 189.5 205 .5 2 30 .0 257 .3 286 .23 1 .8 5 6 .0 6 8 .0 8 1 .0 9 5 .7 104.0 115.9 133.1 151.8 170.0
100.8 133.3 149.5 166.0 185.5 196.2 • 212 .5 236 .5 2 61 .0 2 87 .069.7 99 .7 114.2 130 .0 147.8 158.0 173.8 196.1 2 21 .0 247.4
- 27 .4 - 6 .1 + 6 .0 18.3 3 2 .3 41 .2 53.1 71.1 9 1 .8 112.5 - * 6 3 .5- 2 4 .5 - 2 .3 + 9 .1 2 1 .5 3 5 .4 4 4 .0 5 5 .8 7 3 .6 9 3 .8 115.4 - 68 .9
9 .7 3 2 .3 4 3 .5 55.6 6S.8 7 7 .2 8 8 .0 104.7 123.0 150.0- 25 .5 - 2 .4 + 9 .2 22.1 36.7 4 6 .0 58 .2 7 7 .8 99.7 122.0- 8 .0 + 15.0 2 8 .0 4 1 .0 5 5 .8 65.2 77 .5 9 6 .3 117.7 140.0- 29 .0 - 6 .4 + 5 .0 17.7 3 1 .8 40 .6 5 3 .0 71 .6 92 .2 114.0
67 .8 93 .5 106.0 119.8 133.8 142.1 152.8 169.8 187.8 2 06 .0- 7 9 .8 - 62 .3 - 53 .3 - 4 3 .5 - 32 .6 - 25 .4 - 16 .0 - 1 .2 + 15.4 3 2 .6 — Î4 6 .7- 71 .8 - 53 .8 - 4 5 .0 - 3 1 .8 - 23 .4 - 16.5 - 6 .7 + 8 .0 24 .7 42 .1- 83 .5 - 6 6 .2 - 57.1 - 47 .7 - 3 7 .0 - 3 0 .0 - 2 0 .6 - 6 .7 + 8 .3 26.1- 25 .0 - 1 .6 + 10.0 23 .2 3 7 .0 4 5 .8 5 7 .7 7 5 .4 95 .5 116.4
28.1 5 4 .9 68 .0 82.7 98 .3 108.4 121.8 142.0 ‘164.0 187.052.0a 77 .8 90 .2 103.8 119.0 127.8 140.5 158.0 179.2 198.5 6 4 .537 .5 6 5 .8 79 .8 9 5 .2 101.9 122.4 136.5 157.7 182.3 2 07 .54 7 .0 70 .7 8 2 .0 9 4 .4 108.1 116.7 127.5 144.0 160.7 179.2
- 29 .5 - 8 .7 + 2 .0 13.0 2 6 .0 33 .5 44 .5 6 1 .5 8 0 .0 9 9 .5 - 7 1 . 2- 3 0 .5 - 10 .0 + 1 .0 11.0 25.5 34 .5 4 7 .0 6 3 .0 8 2 .0 101.0
102.0 128.1 141.8 154.1 169.5 178.0 190.2 208.3 2 27 .4 245.8d ' 33 ! 5155.5 183.8 196.0 210 .5 226 .3 235 .5 247 .0 265 .0 283.5 3 03 .0 9 7 .5
3 5 .0 5 9 .8 72 .0 85.0 100.0 109.7 121.9 140.0 159.8 180.7 - 62+ 6 .6 30 .2 41 .9 5 4 .3 68 .2 7 7 .3 89.3 107.2 126.2 146.5+ 3 .8 28.1 4 0 .2 53.9 68.7 78 :o 90 .3 108.8 128.0 148.6- 6 .0 + 18.1 3 0 .0 4 3 .3 57 .8 66.9 7 8 .6 9 7 .7 118.7 140.8
41.0 6 5 .8 7 7 .8 9 0 .7 104.8 113.9 125.0 142.0 159.8 178.8- 80 .4 - 63 .3 - 5 4 .5 - 4 6 .0 - 34.1 - 27 .1 - 17.7 - 3 .4 + 12.8 30.1- 75 .4 - 5 7 .0 - 47 .9 - 3 7 .9 - 26 .7 - 19.4 - 9 .9 + 4 .9 21 .6 3 8 .5 -1 3 3 *- 89 .1 - 7 2 .8 - 64 .3 - 5 4 .8 - 4 4.1 - 37 .3 - 2 8 .0 - 13.8 4- 2 .5 2 0.2 - 1 3 5- 68 .0 - 49 .6 - 40 .4 - 30 .1 - 18.6 - 11.3 - 1 .3 + 13.8 3 1 .0 49 .3 - 93 .7
19.8 45 .4 58 .0 7 2 .0 87 .4 97 .4 110.1 130.2 151.8 175.0- 3 .0 2 2 .0 34 .2 4 7 .6 62 .7 72 .3 8 5 .2 104.8 127.0 150.3- 12 .7 + 7 .5 1 7.2 27 .9 39 .4 46 .7 56.2 7 0 .6 86.3 102.7 — 42- 12 .0 + 8 .0 17.9 28 .5 39 .8 4 7 .3 5 6 .8 7 1 .0 86 .8 103 .3 - 77 .8- 19 .9 - 1 .0 + 8 .3 18.3 2 9 .6 3 6 .2 4 5 .5 5 9 .0 7 3 .8 88.9 - 92
2 4.7 50.1 63 .0 77 .2 9 2 .4 102.2 115.8 135.7 156.5 180.02 9 .8 56 .5 7 0 .0 8 4 .8 101.5 1 11 .8 125.6 146.3 169.8 194.1
(6, 66, 93, 359, 382)(6, 16, 93, 187, 359, 382) (114)(119){63, 17Ą, 203, 204, 314)(63)(63, 203, 219, 291,374)(68, 310)(31, 113, 115, 289, 338, 423a) (113)(189)(368)(2 W (25)(71, 141, 355)(113)( 1 1 , 13, ¡ 4)(11, 460)(25, 39)(420)(161)(38)(390)(312)(420)(15, 114)(62, 420)(371)
(113)(113)(193, 369, 439)(11)(11, 181, 199, 203, 204, 443) (11)(11,234)(113, 121)(11, 234)(11)(126)(126)(11)(113)(113)(113)(U3)(113, 189)(113)(244)(113)(158)(11, 113, 220 ,257)(11, 377)(45, 113, 401)(113)(113)(11)(I t , 234)(U )(11)(297)(159)(113, 169, 170, 442)(6, 113, 359)(244)(290)(6, 359, 472)(11)(114)(113)(113, 491)(11, 199, 201)(113)(113)
Citation No.
IND
US
TR
IAL
A
ND
E
NG
INE
ER
ING
C
HE
MIS
TR
Y
Vol. 39,
No. 4
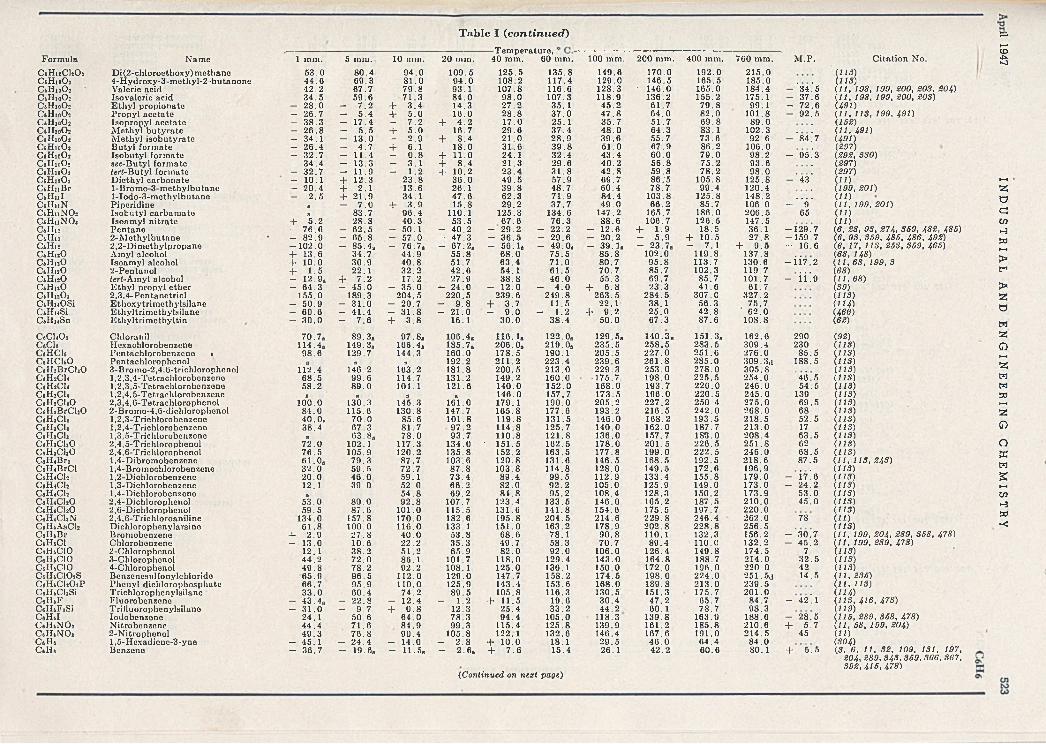
Formula NameC&HioClt02 D i(2-chloroethoxy) methaneCsHioOa 4-IIydroxy-3-m ethyl-2-butanoneC1H 10O2 Valeric acidCsHioOi Isovaleric acidCsHioO: Ethyl propionateCsHioOs Propyl acetateCaHioOa Isopropyl acetateCaHioOs M ethyl butyrateC6H10O2 M ethyl isobutyrateCiHioOa Butyl formateCiHioOs Isobutyl formateC6H10O2 sec-Butyl formateCSH10O2 ieri-Butyl formateCsHioOj Diethyl carbonateCsHxiBr l-Brom o-3-m cthylbutaneCsHnl l-Iodo-3-m ethylbutaneCsHnN PiperidineCaHnNOa Isobutyl carbamateCsHuNOs Isoam yl nitrateCtHi2 PentanoCtHiz 2-M ethylbutaneCaHi2 2,2-Dim ethylpropaneCsHisO Am yl alcoholC *H «0 Isoam yl alcoholOaHuO 2-PentanolC1H12O /cri-Am yl alcoholCiHuO Ethyl propyl etherCiHj-Oa 2,3,4-PentanetriolCsHiaOSi EthoxytrimethylsilaneCsHiiSi EthyltrimethylsilaneCsIInSn Ethyltrim ethyltin
CaCliOi ChloranilCtCl« HexachlorobenzeneCtHCU Pentachlorobenzene *CsHCUO PentachlorophenolCelbBrClaO 3-Bromo-2,4,6-trichlorophenolCaHaCl« 1,2,3,4-TetrachlorobenzeneC 1H2CU 1,2,3,5-TetrachlorobenzeneCiHaCia 1,2,4,5-TetrachlorobcnzcneCsHaChO 2,3,4,6-TetrachlorophenolCsHjBrCljO 2-Bromo-4,G-dichlorophenolCsHaCU 1,2,3-TrichlorobenzeneCiHaCla 1,2,4-TrichlorobenzeneC siljC lj 1,3,5-TrichlorobenzeneCiHaClaO 2,4,5-TrichlorophcnolCsHaClaO 2,4,6-TriclilorophenolC«H<Br2 1,4-DibromobenzeneC«H«BrCl 1,4-BromochlorobenzeneCcHaCh 1,2-DichlorobenzencCeHaCli 1,3-DichlorobenzeneC«H«Cls 1,4-DichlorobenzeneCiHaChO 2,4-DichlorophenolCaHaCljO 2,6-DichlorophenolCsHaClaN 2,4,G-TrichloroanilineCaHtAaCh DichlorophenylarsineCaHjBr BromobenzeneCaHsCl ChlorobenzenoCsHaCIO 2-ChlorophenolCaHsCIO 3-GhlorophenolCaHaClO 4-ChlorophenolCiHsClOaS BenzenesulfonylchlorideCeHaClaOaP Phenyl dichlorophosphateCaHsClaSi T richlorophcnylsilaneC«H»F FluorobenzcncCaH&FaSi TrifluorophenylsilaneC«HsI IodobenzeneCalhNOa NitrobenzeneCaHaNOa 2-NitrophenolC«He l,5-H exadiene-3-yneC«Hs Benzene
T a b i c I (c o n t i n u e d )
-Tem perature, *1 mm. 5 mm. 10 mm. 20 mm. 40 mm. 60 mm. 100 mm. 200 mm. 400 mm. 760 mm. M .P .
53 .0 80.4 94 .0 109.5 125.5 135.8 149.6 170.0 192.0 215 .04 4 .G 6 9.3 81.0 9 4 .0 108.2 117.4 129.0 146.5 165.5 185.04 2 .2 67.7 7 9 .8 93.1 107.8 116.6 128.3 ' 146.0 165.0 184.4 - ’ 34.’ 53 4 .5 59 .6 7 1 .3 8 4 .0 9 8 .0 107.3 118.9 136.2 155.2 175.1 - 37 .6
- 2 8 .0 - 7 .2 + 3 .4 14.3 2 7 .2 3 5 .1 45 .2 61.7 79 .8 99.1 - 7 2 .6- 2 6 . 7 - 5 .4 + 5 .0 16.0 28 .8 3 7 .0 4 7 .8 64 .0 82 .0 101.8 - 9 2 .5- 38 .3 - 17 .4 - 7 .2 + 4 .2 17.0 2 5 .1 3 5 .7 51 .7 6 9 .8 89 .0- 2 6 .8 - 5 .5 + 5 .0 16.7 29 .6 3 7 .4 4 8 .0 64 .3 83.1 102.3- 34.1 - 13 .0 - 2 .9 + 8 .4 2 1 .0 2 8 .9 3 9 .6 55.7 7 3 .6 9 2 .6 - '8 4 * 7- 2 6 .4 - 4 .7 + 6 .1 18.0 31 .6 3 9 .8 51 .0 67 .9 86 .2 106.0- 3 2 .7 - 11.4 - 0 .8 + 11.0 24.1 32 .4 4 3 .4 6 0 .0 7 9 .0 98 .2 - 95 .3- 34 .4 - 13.3 - 3 .1 + 8 .4 21 .3 29 .6 4 0 .2 56 .8 75 .2 93 .6- 32 .7 - 11.9 - 1 .2 + 10.2 23 .4 31 .8 4 2 .8 59 .8 7 8 .2 9 8 .0- 10.1 + 12.3 2 3 .8 3 6 .0 49 .5 57.9 69.7 86 /5 105.8 125.8 - ‘ 43 *- 20 .4 + 2 .1 13.6 26.1 3 9 .8 48.7 6 0 .4 7 8 .7 99.4 120.4- 2 .5 + 21.9 34.1 4 7 .6 6 2 .3 71 .9 84 .4 103.8 125.8 148.2
8 - 7 .0 + 3 .9 15.8 29.2 3 7 .7 4 9 .0 66 .2 85.7 106.0 - ' Vs 83.7 9 6 .4 110.1 125.3 134.6 147.2 165.7 186.0 2 06 .5 65
+ 5 .2 28 .8 40 .3 53.5 67 .6 7 6 .3 8 8 .6 106.7 126.5 147.5- 7 6 . 6 - 62 .5 - 50.1 - 40 .2 - 29 .2 - 22 .2 - 12 .6 + 1 .9 18.5 36 .1 — 129.7- 8 2 . 9 - 65 .8 - 57 .0 - 47 .3 - 3 6 .5 - 29 .6 - 20 .2 - 5 .9 + 10.5 2 7 .8 - 1 5 9 .7- 1 0 2 .0 - 85.4« - 76.7« - 67.2« - 56.1« - 49.0« - 39.1« - 23.7« - 7 .1 + 9 .5 - 16.6+ 13.6 34.7 44.9 55 .8 68 .0 75.5 85 .8 102.0 119.8 137.8+ 10.0 3 0 .9 40 .8 51.7 6 3 .4 7 1 .0 8 0 .7 9 5 .8 113.7 130.6 — Ü 7 .2+ 1 .5 22.1 32 .2 42 .6 5 4 .1 61.5 7 0 .7 85 .7 102.3 119.7- 12.9« + 7 .2 17.2 27.9 3 8 .8 4 6 .0 55 .3 6 9.7 85 .7 101.7 — ÎÜ 9- 64 .3 - 4 5 .0 - 3 5 .0 ■*- 24 .0 - 12 .0 - 4 .0 + 6 .8 23.3 41 .6 61 .7
155.0 1S9.3 204 .5 220 .5 239 .6 2 49 .8 263 .5 284 .5 307 .0 3 27 .2- 5 0 .9 - 3 1 .0 - 20 .7 - 9 .8 + 3 .7 11.5 22.1 38.1 56 .3 75 .7- 6 0 .6 - 4 1 .4 - 3 1 .8 - 2 1 .0 - 9 .0 - 1 .2 + 9 .2 25 .0 42 .8 ' 62 .0- 3 0 .0 - 7 .6 + 3 .8 16.1 3 0 .0 38 .4 50 .0 67 .3 87 .6 108.8
70.7« 89.3« 9 7 .8 . 106.4* 116.1« 122.0« 129.5« 140 .3« 151.3« 162.6 290114.4« 149.3« 166.4« 185.7« 2 0 6 .0« 219.0« 235 .5 258 .5 283.5 309 .4 2309 8 .6 129.7 144.3 160.0 178.5 190.1 205 .5 2 27 .0 2 51 .6 276 .0 8 5 .58 a 8 192.2 211 .2 223 .4 2 39 .6 2 61 .8 2 85 .0 309.3d 188.5
112.4 146.2 163.2 181.8 200.5 213 .0 229.3 253.0 2 78 .0 3 05 .86 8 .5 99 .6 114.7 131.2 149.2 160.0 -175 .7 198.0 225.5 254 .0 * 4 é 55 8 .2 8 9 .0 101.1 121.6 140.0 152.0 168.0 193.7 2 20 .0 246 .0 54.58 » a a 146.0 157.7 173.5 196.0 220 .5 2 45 .0 139
100.0 130.3 145.3 161.0 179.1 190.0 205.2 2 27 .2 250.4 2 75 .0 69 .58 4 .0 115.6 130.8 147.7 165.8 177.6 193.2 216.5 2 42 .0 268 .0 6840.0« 7 0 .0 85 .6 101.8 119.8 131.5 146.0 168.2 193.5 218 .5 5 2 .538.4 6 7 .3 8 1 .7 97 .2 114.8 125.7 140.0 162.0 187.7 213 .0 17« 63.8« 7 8 .0 9 3 .7 110.8 121.8 136.0 157.7 183.0 208 .4 6 3 .5
7 2 .0 102.1 117.3 134.0 • 151.5 162.5 178.0 201.5 226 .5 251 .8 627 6 .5 105.9 120.2 135.8 152.2 163.5 177.8 199.0 222 .5 246 .0 6 8 .561.0« 7 9 .3 8 7 .7 103.6 120.8 131.6 146.5 168.5 192.5 218.6 87 .53 2 .0 5 9 .5 72 .7 8 7 .8 103.8 114.8 128.0 149.5 172.6 196.92 0 .0 4 6 .0 59.1 7 3 .4 8 9 .4 9 9 .5 112.9 133.4 155.8 179.0 — i.7*. 612.1 3 9 .0 5 2 .0 6 6.2 8 2 .0 9 2 .2 105.0 125.9 149.0 173.0 - 24 .28 5 4 .8 6 9 .2 8 4 .8 9 5 .2 108.4 128.3 150.2 173.9 5 3 .0
5 3 .0 8 0 .0 9 2 .8 107.7 123.4 133.5 146.0 165.2 187.5 210 .0 4 5 .05 9.5 87 .6 101.0 115.5 131.6 141.8 154.6 175.5 197.7 2 20 .0
134.0 157.8 170.0 182.6 195.8 204 .5 214 .6 2 29 .8 246.4 262 .0 786 1 .8 100.0 116.0 133.1 151.0 163.2 178.9 2 02 .8 2 28 .8 256 .5
+ 2 .9 2 7 .8 4 0 .0 5 3 .8 6 8 .6 78.1 9 0 .8 110.1 132.3 156.2 - 3 0 .7- 13 .0 10.6 2 2 .2 3 5 .3 4 9 .7 5 8 .3 7 0 .7 89 .4 110.0 132.2 - 45 .2
12.1 38 .2 51.2 65.9 8 2 .0 92 .0 106.0 126.4 149.8 174.5 74 4.2 7 2 .0 86.1 101.7 118.0 129.4 143.0 164.8 188.7 214 .0 3 2 .54 9 .8 7 8 .2 92 .2 108.1 125.0 136.1 150.0 172.0 196.0 220 .0 4265.9 9 6 .5 112.0 129.0 147.7 158.2 174.5 198.0 2 24 .0 2 5 1 .5d 14.56 6 .7 9 5 .9 110.0 125.9 143.4 153.6 168.0 189.8 2 13 .0 239 .53 3 .0 6 0 .4 7 4 .2 8 9 .5 • 105.8 116.3 130.5 151.3 175.7 201 .0
- 43.4« - 2 2 .8 - 12.4 - 1 .2 + 11.5 19.6 3 0 .4 4 7 .2 65.7 84.7 — 42] 1- 3 1 .0 - 9 .7 + 0 .8 12.3 25 .4 3 3 .2 44 .2 60.1 7 8.7 98.3
24.1 50.6 6 4 .0 7 8 .3 94.4 105.0 118.3 139.8 163.9 188.6 - 2 8 .544 .4 7 1 .6 8 4 .9 99.3 115.4 125.8 139.9 161.2 185.8 210.6 + 5 .74 9 .3 7 6 .8 90.4 105.8 122.1 132.6 146.4 167.6 191.0 214 .5 45
- 45 .1 - 24 .4 - 14.0 - 2 .8 + 10.0 18.1 29 .5 4 6 .0 6 4.4 8 4 .0- 36 .7 - 19.6« - 11.5« - 2 .6* + 7 .6 15.4 26.1 4 2 .2 60 .6 S0.1 + 5 .5
{Continued on next page)
Citation N o.(113)(US)(11, 198, 199, 200, 203, 204) (11, 198, 199, 200, 203)(491)(11, 113, 199, 491)(152)(U , 491)(491)(297)(292, 380)(297)(297)(11)(199, 201)(11)(11, 199, 201)(U )(11)(6, 28, 93, 274, 359, 482, 485) (6, 93, 359, 485, 486, 492)(6, 17, 113, 253, 359, 465)(68, 148)(11, 68, 199, 3 (68)(U , 68)(39)(113)(114)(466)(62)
(92)(113)(US)(U3)(113)(113)(US)(113)(U3)(113)(US)(US)(U3)(US)(U3)(11, 113, 243)(U3)(U3)(113)(113)(113)(US)(U )(U3)(11, 199, 204, 289, 358, 478) (11, 199, 289, 478)(U3)(U3)(US)(11, 235)(U , 113)(U4)(113, 416, 478)(119)(115, 289, 358, 478)(11,58, 199, 204)(U )(304)(3, 6, 11, 32, 109, 131, 197,
204, 289, 343, 359, 366, 367, 392, 415, 478)
Ü 1947
IN
DU
ST
RIA
L
AN
D
EN
GIN
EE
RIN
G
CH
EM
IS
TR
Y
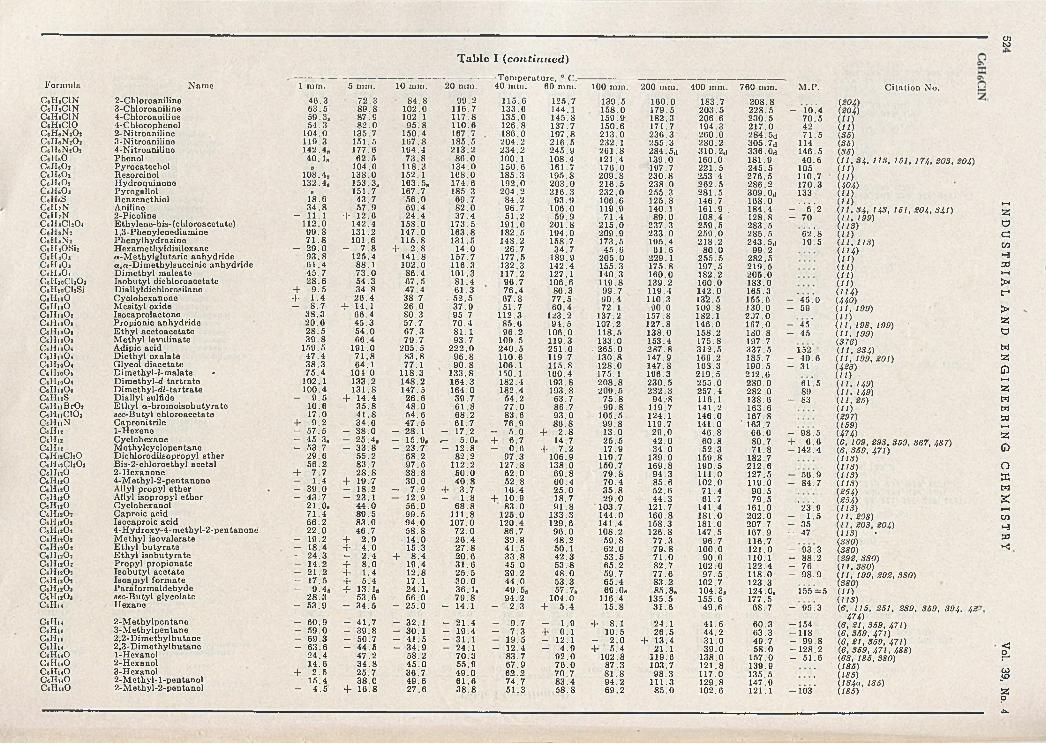
T a b le I ( contin u ed )
C«H*C1N 2-ChloroanilineCeHsClN 3-ChloroanilineC*HiC 1N 4-ChloroanilineC«H«C10 4-ChlorophenolC«H«Ni02 2-NitroanilineCaHaNiOj 3-NitroanilineCsIIiNsOi 4-NitroanilineC«H»0 PhenolC«IIs02 PyrocatecholC«II«Oi ResorcinolCelliOi IlydroquinoncC ilU Oj Pyrogallol^CiHcS BenzenethiolC«H7N AnilineC«H7N 2-PicolineCsHsClzO« Ethylenc-bis-(chloroacctate)CtHsNz 1,3-PhenylenediamineCtHsNz PhenylhydrazineCeHgOSii HexamethyldisiloxaneC«H»Oj a-M ethylglutaric anhydrideCsIIsOa a ,a-D im ethylsuccinic anhydrideC«H hO< Dim ethyl maleateC«HioCUOz Isobutyl dichloroacetatcCcIlioCltSi DiallyldichlorosilaneCsHioO CyclohexanoneCsIIioO M esityl oxideC«Hio02 IsocaprolactoneCiHioOj Propionic anhydrideCsIIioOi Ethyl acetoacetateC$HioO« M ethyl levulinateC 1II10O4 Adipic acidCiliioOi Diethyl oxalateCiHioO* G lycol diacetateC«HioO» Dimethyl-Z-malate *CcHioOs Dim ethyl-d-tartrateCaHioO# Dimethyl-efZ-tartrateCeHioS Diallyl sulfideCflHuBrOi E thyl a-brom oisobutyrateCeHiiCIOz sec-Butyl chloroacetateCiH uN CapronitrileC a li« 1-HexeneCsHu CyclohexaneCell 12 M cthylcyclopentaneCtHisClsO Dichlorodiisopropyl etherCaHisClzOs B is-2-cliloroethyl acetalCeHisO 2-H exanoneCsHisO 4-M ethyl-2-pentanoneCiHuO Allyl propyl etherCsHuO Allyl isopropyl etherC «H »0 CyclohexanolC«H is02 Caproic acid ^C0H 12O2 Isocaproic acidC 6II12O2 4-H ydroxy-4-m ethyl-2-pentanoncCeHnOz M ethyl isovalerateC6II12O2 E thyl butyrateCeliizOs E thyl isobutyrateCaHisOz Propyl propionateCsHisOs Isobutyl acetateCtHisOz Isoam yl formateCeHuOi ParaformaldehydeC0H 12O* sec-Butyl glycolateC sHh Hexane
C sIIm 2-M ethylpentaneCeHu 3-M ethylpentaneCeHii 2 ,2-D im ethylbutancC«H h 2,3-Dim ethylbutaneCeHuO 1-HexanolC*Hi«0 2-HexanolCttHuO 3-HexanolCeHuO 2-M ethyl- 1-pentanolCeHuO 2-M ethyl-2-pentanol
Formula Name-Tem perature, 0 C.-
1 min. 5 mm. 10 mm. 20 mm. 40 mm. 60 mm.4 6.3 72 .3 8 4 .8 9 9 .2 115.6 125.763.5 89 .8 102.0 116.7 133.6 144.15 9 .3 8 8 7.9 102.1 117.8 135.0 145.85 4.3 82 .0 95 .8 110.6 126.8 137.7
104.0 135.7 150.4 167.7 186.0 197.8119.3 151.5 167.8 185.5 204.2 216.5142.4« 177.6 194.4 213.2 234.2 245.940. l s 62 .5 7 3 .8 86 .0 100.1 108.48 104.0 118.3 134.0 150.6 161.7
108.4, 138.0 152.1 168.0 185.3 195.8132.4, 153.38 163.5s 174.6 192.0 203 .0
S 151.7 167.7 185.3 204.2 216.318.6 43.7 5 6 .0 69.7 84.2 93.93 4 .8 57.9 69 .4 8 2 .0 9 6 .7 106.0
- 11.1 + 12.6 2 4.4 3 7 .4 51.2 5 9 .9112.0 142.4 158.0 173.5 191.0 201 .899 .8 131.2 147.0 163.8 182.5 194.07 1 .8 101.6 115.8 131.5 148.2 158.7
- 2 9 .0 - 7 .8 + 2 .8 14.0 2 6 .7 3 4 .79 3 .8 125.4 141.8 157.7 177.5 189.96 1.4 88.1 102.0 116.3 132.3 142.44 5.7 7 3 .0 86 .4 101.3 117.2 127.12 8.6 54.3 67.5 81.4 9 6 .7 106.6
+ 9 .5 34 .8 47.4 6 1.3 76 .4 86.3+ 1 .4 26 .4 3 8 .7 52.5 6 7 .8 77.5- 8 .7 + 14.1 26 .0 37 .9 51.7 60.4
3 8.3 66.4 80.3 9 5.7 112.3 123.220.6 45.3 57.7 70 .4 8 5.6 94 .528.5 5 4 .0 67.3 81.1 9 6 .2 106.03 9 .8 66.4 7 9 .7 9 3 .7 109.5 119.3
159.5 191.0 205.5 222 .0 240.5 251.047 .4 7 1 .8 8 3 .8 9 6 .8 110.6 119.738.3 64.1 77.1 9 0 .8 106.1 115.87 5 .4 101.0 118.3 133.8 150.1 160.4
102.1 133.2 148.2 164.3 182.4 193.8100.4 131.8 147.5 164.0 182.4 193.8
- 9 .5 + 14.4 26 .6 39.7 54.2 63.710.6 3 5 .8 4 8 .0 6 1.8 7 7 .0 86 .717.0 4 1 .8 54 .6 68 .2 83.6 93 .0
+ 9 .2 34 .6 47 .5 6 1.7 76 .9 86 .8- 5 7 . 5 - 38 .0 - 28 .1 - 17.2 - 5 .0 + 2 .8- 45.3« - 2 5 .4 5 - 15.9« . - 5 .0s + 6 .7 14.7- 5 3 . 7 - 33 .8 - 23 .7 - 12 .8 - 0 .6 + 7 .2
29.6 55.2 68.2 8 2.2 97.3 106.95 6 .2 83.7 97.6 112.2 127.8 138.0
+ 7 .7 28 .8 3 8 .8 50 .0 6 2.0 69 .8- 1 .4 + 19.7 3 0 .0 4 0 .8 5 2 .8 60.4- 3 9 . 0 - 18.2 - 7 .9 + 3 .7 16.4 2 5 .0- 4 3 . 7 - 23.1 - 12.9 - 1 .8 + 10.9 18.7
21.0« 4 4 .0 5 6.0 68 .8 83 .0 91 .871.4 8 9.5 99 .5 111.8 125.0 133.36 6.2 8 3.0 94 .0 107.0 120.4 129.62 2 .0 46.7 58 .8 72 .0 8 6.7 9 6 .0
- 19.2 + 2 .9 14.0 26 .4 3 9 .8 4 8.2- 18.4 + 4 .0 15.3 2 7 .8 41.5 50.1- 2 4 . 3 - 2 .4 + 8 .4 20.6 3 3 .8 42.3- 14.2 + 8 .0 19.4 3 1 .6 4 5 .0 5 3 .8- 21 .2 + 1 .4 12.8 25 .5 3 9 .2 4 8 .0- 17.5 + 5 .4 17.1 3 0 .0 4 4 .0 53.3- 9 .4 « + 13.1» 24.1« 36.1« 49.5s 57 .7 b
28.3 53.6 66.0 7 9 .8 94.2 104.0- 53 .9 - 34 .5 - 25 .0 - 14.1 - 2 .3 + 5 .4
- 60 .9 - 41 .7 - 32.1 - 21 .4 - 9 .7 - 1 .9- 5 9 . 0 - 3 9 .8 - 30.1 - 19.4 - 7 .3 + 0 .1- 69 .3 - 50 .7 - 41 .5 - 31.1 - 19.5 - 12.1- 63 .6 - 44 .5 - 34 .9 - 24.1 - 12.4 - 4 .9
2 4.4 47 .2 5 8.2 7 0.3 8 3 .7 9 2 .014.6 3 4 .8 45 .0 55.9 67.9 76 .0
+ 2 .5 2 5 .7 36.7 49.0 62.2 7 0 .715.4 38.0 4 9.6 6 1 .6 7 4.7 83.4
- 4 .5 + 16.8 27 .6 3 8 .8 51.3 58.8
CJito
100 mm. 200 mm. 400 mm. 760 mm. M .P .139.5 160.0 183.7 208 .8158.0 179.5 203 .5 228.5 - 10.4159.9 182.3 206.6 2 30 .5 70 .5150.6 171.7 194.3 217.0 422 13 .0 236.3 260 .0 2 8 4 .5d 71 .5232.1 255 .3 280.2 3 0 5 .7d 114261 .8 2 8 4 .5d 3 1 0 .2d 3 3 6 .0d 146.5121.4 139.0 160.0 181.9 40.6176.0 197.7 221 .5 245 .5 105209. S 230 .8 253.4 276.5 110.7216.5 238 .0 262.5 286.2 170.3232 .0 255.3 281.5 3 0 9 .0d 133106.6 125.8 146.7 168.0119.9 140.1 161.9 . 184.4 - ’ ‘ ¿.‘ 2
71.4 8 9 .0 108.4 128.8 - 70215 .0 237.3 259.5 283 .5209 .9 233 .0 259 .0 285.5 62^8173.5 195.4 218.2 2 4 3 .5d 19.5
4 5 .6 6 1 .6 8 0 .0 99.2205 .0 229.1 255 .5 282.5155.3 175.8 197.5 219 .5140.3 160.0 182.2 205 .0119.8 139.2 160.0 183.099.7 119.4 142.0 165.39 0 .4 110.3 I3ł2 .5 155.6 - ‘45.'07 2.1 90.0 109.8 130.0 - 59
137.2 157.8 182.1 2 J7 .0107.2 127.8 146.0 167.0 - 4 5 ’118.5 138.0 158.2 180.8 - 45133.0 153.4 175.8 197.7
• 265 .0 287 .8 312 .5 3 37 .5 152130.8 147.9 166.2 185.7 - 4 0 .6128.0 147.8 168.3 190.5 - 31175.1 196.3 219.5 212.6208 .8 230 .5 255.0 280.0 ’ 61*. 5209.5 232.3 257 .4 282.0 89
75 .8 94 /8 116.1 138.6 - 8399 .8 119.7 141.2 163.6
105.5 124.1 146.0 167.899 .8 119.7 141.0 ' 163.713.0 29 .0 4 6 .8 66.0 - Q 8 . 52 5 .5 42.0 60.8 80.7 + 6 .617.9 34 .0 52.3 71 .8 - 142.4
119.7 139.0 159.8 182.7150.7 169.8 190.5 212.679 .8 94.3 111.0 127.5 - 5 Q . 970 .4 8 5.6 102.0 119.0 - 84 .73 5 .8 52 .6 7 1 .4 90.529 .0 44.3 61.7 79 .5
103.7 121.7 141.4 161.0 *23! 9144.0 160.8 181.0 202.0 - 1 .5141.4 158.3 181.0 207.7 - 35108.2 126.8 147.5 167.9 - 47
5 9 .8 77.3 9 6.7 116.76 2 .0 79- 8 100.0 121.0 - 9 Z . 35 3 .5 7 1 .0 9 0 .0 110.1 - 88 .265.2 82.7 102.0 122.4 - 7659.7 77 .6 9 7 .5 118.0 - 98 .96 5 .4 8 3 .2 102.7 123.369.0s 85.8s 104.3s 124.0s 155 ± 5
116.4 135.5 155.6 177.515.8 3 1 .6 4 9 .6 68.7 - 9 5 ’.3
+ 8 .1 24.1 41.6 60.3 -1 5 410.5 2 6 .5 44 .2 63.3 - 1 1 8
- 2 .0 + 13.4 3 1 .0 49.7 - 99 .8+ 5 .4 21.1 39 .0 58 .0 - 1 2 8 .2
102.8 119.6 138.0 157.0 - 51 .687.3 103.7 121.8 .139.981 .8 98.3 117.0 135.594.2 111.3 129.8 147.969.2 85 .0 102.6 121.1 — iÔ3*
( m )(204)an(>>)(.35)(35)(35)(11, 34, US, 151, 174, SOS, S04) (U )(U )(404)(U )(U )(11, 34, 143, 151, S04, 341) i l l , 199)(113)(11)(11, 113)(114)(II)(I t )(11)(11)(114)(440)(11, 199)(U )(¡1,198,190)(11. 199)(370)(U , 234)(11, 199, SOI)(433)(I t )(11, 149)(U , 149)(11, 25)(11)(297)(159)(474)(6, 109, 293, 359, 307, 487)(6, 359, 471)(113)(US)(113)(113)(254)(254)(113)(11, SOS)(11, 203, 204)(US) ■(330)(SSO)(292, 330)(11, 330)(11, 199, 292, SSO)(SSO)(II)(113)(6, 115, 251, 239, 359, 394, 42.
474)(6, 21, 359, 471)(8, 359, 471)(6, 21, 359, 471)(6, 369, 471, 433)(68, 135, SSO)(136)(185)(184a, 186)(185)
Citation No. ;
IND
US
TR
IAL
A
ND
E
NG
INE
ER
ING
C
HE
MIS
TR
Y
Vol. 39,
No. 4
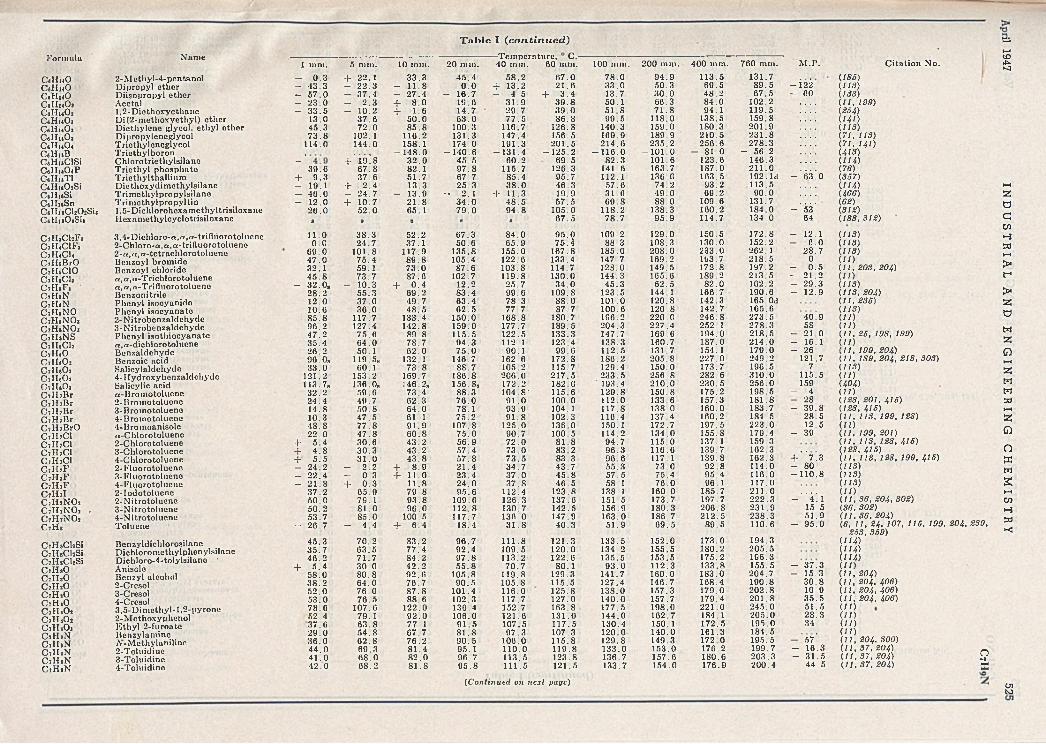
Table I (<continued)
CalluO 2-M ethyl-4-pentanolCcHhO D ipropyl etherC cH mO D iisopropyl etherCcHuOx AcetalCsHuO: 1,2-DiethoxyetlianeC«HuOa D i(2-m ethoxyethyl) etherCeHuOs Diethylene glycol, ethyl etherCtHuOs DipropyleneglycolCsHu04 TriethyleneglycolCiHisB TriethylboronC«HisClSi ChlorotriethylsilancCeHuOiP Triethyl phosphateCeHiiTl TriethylthalliumCtHiiOjSi DiethoxydimethylsilancC«HuSi Trim ethylpropylsilaneCiHuSn Trim ethylpropyltinCiH iiCliO jSij 1 ,5-Dichlorohexam ethyltrisiloxaneCiHj gOiSia Ilexam ethylcyclotrisiloxane
C tHsCIsFi S^-Dichloro-rt.a.ot-trifliiorotolueneC7H4CIF1 2-Chloro-a,«,a-trifluorotolueneC7H4CI4 2 -« , re, «-tetrachloro tolueneC7lÏ6BrO Benzoyl bromideCîH iClO Benzoyl chlorideC7 HiClg « , « , « -T richlorotol ueneC tHsFj ' re.re.re-TrifluorotoluencC 7H jN BenzonitrileC?HsN Phenyl isocyanideC 7 Hi NO Phenyl isocyanateC 7liiNOa 2-NitrobenzaldehydcC tH»NOj 3-NitrobenzaldehydcC 7HiNS Phenyl isothiocyanatcC7H«C1j re.re-dichlorotolueneCyHiO BcnzaldehydeCïHiOs Benzoic acidCjHiOa SalicylaldéhydeC 7II6O2 4-H ydroxybenzaldehydeC 7H«Oa Salicylic acidCblDBr re-BromotoluencCxH^Br 2-Brom otoluencG iIb B r 3-Bromotoluene¿ 7H7Br 4-BroinotoluencC 7H7BrO 4-BromoanisoleC7H7CI a-ChlorotolueneC7H7CÏ 2-ChlorotolueneC 7H 7CÏ 3-ChlorotolueneC 7H 7CI 4-Chloro tolueneC 7II7F 2-FluorotolueneC 7H 7F 3-FluorotolueneC 7H 7F 4-Fluoro toi ueneC7H7I 2-IodotolueneC 7H 7N O 2 2-N it r o to lu e n eC7H7NO2 r 3-NitrotolueneC 7II7NOJ 4-NitrotolueneC 7H 8 Toluene
CiHsChSi BenzyldichlorosilaneCfHsClxSi DichloromethylphenylsilaneC tH sCIîSî Dichloro-4-tolylsilane •C îH sO AnisoleC 7H 8O Benzyl alcoholC 7H 8O 2-CresolC 7H 8O 3-CresolC 7HsO 4-CresolCjHtOt 3,5-Di m ethyl-1,2-py roneCïHsOa 2-M ethoxyphenolC tH sOj Ethyl 2-furoateC?H»N BenzylamineC 7H»N N-MethylanilineC7II9N 2-ToluidineC7H9N 3-ToluidineC7H*N 4-Toluidine
Formula Name1 mm. 5 mm. 10 mm. 20 mm.
— Tem perature, C .— 40 mm. 60 mm. 100 mm. 200 mm. 400 mm. 760 m m. M .P . Citation N o.
- 0 .3 + 22.1 33.3 45 .4 58 .2 67 .0 78 .0 94.9 113.5 131.7 (iss)- 4 3 . 3 - 22 .3 - 11.8 0 .0 + 13.2 21 .6 33 .0 50.3 6 9.5 89 .5 — Î22 {113)- 5 7 . 0 - 37 .4 - 27 .4 - 16.7 - 4 .5 + 3 .4 13.7 30 .0 48.2 67.5 - 60 a S3)- 2 3 . 0 - 2 .3 + 8 .0 19.6 31 .9 39 .8 50.1 66.3 84.0 102.2 ( 1 1 , 109)- 3 3 . 5 - 10.2 + 1 .6 14.7 29.7 3 9 .0 51.8 71 .8 94. 1 119.5 ( m )
13.0 37.6 50.0 63.0 77 .5 86 .8 99.5 118.0 138.5 159.8 (14045.3 72 .0 85.8 100.3 116.7 126.8 140.3 159.0 180.3 201.9 a is)7 3 .8 102. 1 116.2 131.3 147.4 156.5 169.9 189.9 210.5 231.8 (71, US)
114.0 144.0 158.1 174.0 191.3 201.5 214.6 235.2 256.6 278.3 (71, U D- 1 4 8 .0 - 1 4 0 .6 - 1 3 1 .4 - 1 2 5 .2 - 1 1 6 .0 - 1 0 1 .0 - 8 1 .0 - 56 .2 (413)
- ’ + ' i ô : s 3 2 .0 4 5.5 60.2 69.5 82.3 101.6 123.6 146.3 (114)39 .6 6 7 .8 82.1 97 .8 115.7 126.3 141.6 163.7 1S7.0 211.0 (76)
+ 9 .3 37 .6 51.7 67.7 85.4 95.7 112.1 136.0 163.5 1 9 2 .Id - ' ¿ . + 0 (367)- 19.1 + 2 .4 13.3 2 5.3 38 .0 46.3 57.6 74.2 93.2 113.5 (114)- 4 6 . 0 - 24.7 - 13.9 - 2 .1 + 11.3 19.9 3 1.6 4 9 .0 69.2 9 0 .0 (466)- 12.0 + 10.7 21 .8 34 .0 48 .5 57.5 69 .8 88 .0 109.6 131.7 (OS)
26 .0 52.0 65.1 7 9 .0 9 4 .8 105.0 118.2 138.3 160.2 184.0 - 5 3 ' (3 IS)8 8 8 8 8 6 7.5 7 8.7 95.9 114.7 134.0 64 (ISS, 313)
11.0 3 8 .3 52.2 67.3 84 .0 95 .0 109.2 129.0 150.5 172.8 - 12.1 (IIS)0 .0 24.7 37.1 5 0.6 6 5.9 75.4 88.3 108.3 130.0 152.2 - 6 .0 (US)
6 9 .0 101.8 117.9 135.8 155.0 167.8 185.0 208.0 233.0 262.1 28.7 (113)4 7 .0 75.4 89 .8 105.4 122.6 133.4 147.7 169.2 193.7 218.5 0 (U )32.1 59.1 7 3 .0 87 .6 103.8 114.7 128.0 149.5 172.8 197.2 - 0 .5 ( 1 1 , sos, 204)45 .8 73.7 87.6 102.7 119.8 130.0 144.3 165.6 189.2 213.5 - 21 .2 ( 1 1 )
- 32.0* - 10.3 + 0 .4 12.2 2 5.7 34 .0 45.3 6 2.5 S2.0 102.2 - 29 .3 (113)28.2 55.3 6 9.2 83.4 99.6 109.8 123.5 144.1 166.7 190.6 - 12.9 (IIS, 304)12.0 37 .0 4 9.7 63.4 78.3 8 8.0 101.0 120.8 142.3 165.Od ( 1 1 . 236)10.6 36 .0 48.5 02.5 77.7 8 7.7 100.6 120.8 142.7 165.6 (US)85 .8 117.7 133.4 150.0 168.8 180.7 196.2 220.0 246.8 273.5 40! 9 (U)96.2 127.4 142.8 159.0 177.7 189.5 204.3 227.4 252.1 278.3 58 (U )47.2 75.6 89.8 115.5 122.5 133.3 147.7 169.6 194.0 218.5 - 21 .0 (11, 25, 19S, 199)35.4 64 .0 78.7 9 4 .3 112.1 123.4 138.3 160.7 1S7.0 214 .0 - 16.1 ( 1 1 )26.2 50.1 6 2 .0 75 .0 90.1 9 9.6 112.5 131.7 154.1 179.0 - 26 (11, 199, 204)96. 0S 119.5a 132.1 146.7 162.6 172. S 186.2 205.8 227.0 249.2 121.7 (11, 1S9, 204, 318, SOS)3 3.0 60.1 73 .8 88.7 105.2 115.7 129.4 150.0 173.7 196.5 - 7 (US)
121.2 153.2 169.7 186.8 206.0 217.5 233.5 256.8 282.6 310 .0 115.5 (U )113.7a 136.0a ¡46.2a 156.8a 172.2 182.0 ‘ 193.4 210.0 230.5 256.0 159 (404)32 .2 59.6 7 3.4 88.3 1 04 .8 ' 115.6 129.8 150.8 175.2 198.5 - 4 (U )24.4 49.7 62.3 76 .0 9 1 .0 100.0 112.0 133.6 157.3 181.8 - 28 (138, 2 0 1 , 415)14.8 5 0 .8 6 4 .0 78.1 9 3.9 1 0 4 .1 117.8 138.0 160.0 183.7 - 39 .8 (13S, 415)10.3 4 7.5 61.1 7 5.2 91 .8 102.3 116.4 137.4 160.2 184.5 28.5 (11, IIS, 199, 128)4 8 .8 7 7 .8 91.9 107.8 125.0 136.0 150.1 172.7 197.5 223.0 12.5 (U )2 2 .0 4 7 .8 60 .8 75.0 90.7 100.5 114.2 134.0 155.8 179.4 - 39 (11, 199, 201)
+ 5 .4 30.6 43.2 56.9 72 .0 81 .8 94.7 115.0 137.1 159.3 (11, US, 128, 416)+ 4 .8 3 0.3 43.2 57.4 73 .0 83.2 96.3 116.6 139.7 162.3 (128, 415)-f- 5 .5 3 1 .0 43 .8 5 7.8 7 3 .5 83.3 9 6 .6 117.1 139.8 162.3 + ’ ' 7 '. 3 (11, US, 128, 199, 415)
(113)- 2 4 . 2 - 2 .2 + 8 .9 2 1.4 34.7 43.7 55.3 73.0 92 .8 114.0 - 80- 2 2 . 4 - 0 .3 + 11.0 23.4 37 .0 4 5 .8 57.5 75.4 95.4 116.0 - 1 1 0 .8 (US)- 21 .8 + 0 .3 11.8 24 .0 37 .8 4 6 .5 58.1 76 .0 96.1 117.0 (US)
3 7.2 65.9 79 8 9 5.6 112.4 123.8 138.1 160.0 185.7 211.0 (U )5 0 .0 79.1 93 .8 109.6 126.3 137.6 151.5 173.7 197.7 222.3 - ” 4 ! l ( 1 1 , 36, 204, 302)5 0 .2 81 .0 96 .0 112.8 130.7 142.5 156.9 180.3 206 .8 231.9 15.5 (36, 302)5 3 .7 85 .0 100.5 117.7 136.0 147.9 163.0 186.7 212.5 238.3 51.9 ( 1 1 . 36, 204)
- 2 6 . 7 - 4 .4 + 6 .4 18.4 31 .8 40.3 51.9 6 9.5 8 9.5 110.6 - 95 .0 (6 , 11, 24, 107, 115, 199, 204, 239,253, 369)
45.3 70 .2 83 .2 96 .7 111.8 121.3 133.5 152.0 173.0 194.3 ( 1 1 4 )3 5 .7 63 .5 77.4 9 2.4 109.5 120.0 134 2 155.5 180.2 205.5 ( 1 1 4 )46.2 71 .7 84 .2 9 7 .8 113.2 122.6 135.5 153.5 175.2 196.3 ( 1 1 4 )
+ 5 .4 3 0 .0 42 .2 5 5 .8 70.7 80.1 9 3 .0 112.3 133.8 155.5 - 3 7 . 3 (U )58.0 80 .8 92.6 105.8 119.8 129.3 141.7 160.0 183.0 204.7 - 15.3 (U , 204)38.2 64 .0 76.7 9 0.5 105.8 115.5 127.4 146.7 168.4 190.8 3 0 .8 ( 1 1 , 204 , 406)52 .0 76 .0 8 7 .8 101.4 116.0 125.8 138.0 157.3 179.0 202 .8 10 9 ( 1 1 , 204, 406)5 3 .0 7 6 .5 88.6 102.3 117.7 127.0 140.0 157.7 179.4 201.8 35 .5 (11, 204, 406)7 8 .6 107.6 122.0 136.4 152.7 163.8 177.5 198.0 221.0 245.0 51.5 (U )52.4 79.1 9 2 .0 106.0 121.6 131.0 144.0 162.7 184.1 205 .0 28.3 (U )37.6 63.8 77 1 9 1 .5 107.5 117.5 130.4 150.1 172.5 195.0 34 ( 1 1 )29 .0 54 .8 67.7 81 .8 97 .3 107.3 120.0 140.0 161.3 184.5 ( 1 1 )3 6 .0 62 .8 76.2 90 .5 106.0 115.8 129.8 149.3 172.0 195.5 - ’ 57 ‘ (11, 204. 300)44.0 69.3 81.4 95.1 110.0 119.8 133.0 153.0 176.2 199.7 - 16.3 (11,37,204) _4 1 .0 68 .0 8 2 .0 96.7 113.5 123.8 136.7 157.6 180.6 203.3 - 31 .5 (11,37,204) £?4 2 .0 68.2 8 1 .8 95 .8 111.5 121.5 133.7 154.0 176.9 200.4 44.5 (11,37,204) 2
( Continued on next page) 07CO
il 1947
IND
US
TR
IAL
A
ND
E
NG
INE
ER
ING
C
HE
MI
ST
RY
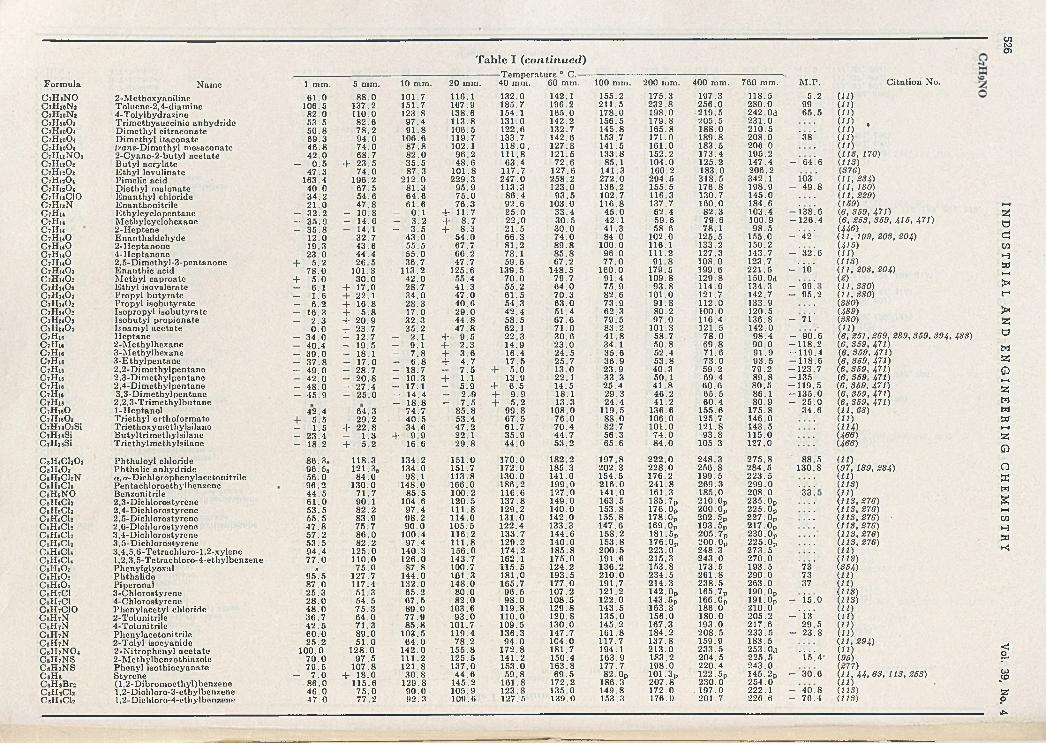
Form ulaC jH .N OC j H ioN jC 7H 10N 2C j H ioO iC î K ioOîC jH ioO.C7H10O4C j H i.N O .C j H u O.C7II12O1C j H l OiC7H12O4C7H12CIOC j H u NC ï H hC j H hC j H hC j H hOC jH .,0C jH . ,0C jH .,0C ïH hOiC j H h O .C j H mOiC .H hOîC j H hOiC jHhOsC j H u O.C7II1.O2C j H wC j H .,C7H1«C7H1»C7H16C7H1.C7H16C j H i.C j H .iC j H ,60C7HieOaCiH iiO .SiCjHiaSiCjHisSi
C j H .C I î O:CsH.OaC .H iC liNCsHsCUCsHsNOCsHiChC .H î CI jC .H .C liCsHsCl.C.H.C1.CsHeCbC sH sC liC s II .C UC sH .O jC a lisO .C bIHO.C sH tCIC sH j CIC»H,C10C «H j NC sH j NC i H j NC .H j NCaH jN O,c 8h ,n sC sH j N SC.HaCsHsBrsCaHsClaC a tla C l!
T a b le I (c o n t i n u e d )-Tem perature 0 C .-
cnto07
Naine 1 mm. 5 mm. 10 mm. 20 mm. 40 mm. 60 mm. 100 mm. 200 mm. 400 mm. 760 mm. M .P . Citation No.
2-M ethoxyaniline 6 1 .0 88.0 101.7 116.1 132.0 142.1 155.2 175.3 197.3 118.5 5 .2 (11)Toluene-2,4-diamine 106.5 137.2 151.7 167.9 185.7 196.2 211.5 232.8 256 .0 280 .0 99 (11)4-Tolylhydrazine 8 2 .0 110.0 123.8 138.6 154.1 165.0 178.0 198.0 -219 .5 2 4 2 .Od 6 5.5 (11)Trim ethysuccinic anhydride 53.5 82.6 9 7 .4 113.8 131.0 142.2 156.5 179.8 205.5 231.0 u i ) ,Dim ethyl citraconate 5 0 .8 78.2 9 1 .8 106.5 122.6 132.7 145.8 165.8 188.0 210.5
’ 3 8 ’ I11}Dim ethyl itaconate 69.3 9 4 .0 106.6 119.7 133.7 142.6 153.7 171.0 189.8 208 .0 o nfrans-Dimethyl mesaconate 46 .8 7 4 .0 87.8 102.1 1 1 8 .0 . 127.8 141.5 161.0 183.5 206 .0 0 1 )2-Cyano-2-butyl acetate 42 .0 68.7 82 .0 96.2 111.8 121.5 133.8 152.2 173.4 195.2 OIS, 170)Butyl acrylate - 0 .5 + 23 .5 35.5 48.6 63.4 72 .6 85.1 104.0 125.2 147.4 — " 64 ! 6 U13)E thyl levulinate 47.3 7 4 .0 87.3 101.8 117.7 127.6 141.3 160.2 183.0 206.2 (8 76)Pimelic acid 163.4 196.2 212 .0 229.3 247 .0 258.2 272 .0 294 .5 318 .5 342.1 103 ’ 0 1 , 234)Diethyl malonate 40.0 67.5 8 1 .3 9 5 .9 113.3 123.0 136.2 155.5 176.8 198.9 - 49 .8 (.11, ISO)
0 1 , 320)Enanthyl chloride 34.2 54.6 64.6 75 .0 8 6.4 93 .5 102.7 116.3 130.7 145.0Enanthonitrile 2 1 .0 4 7 .8 61.6 76.3 9 2 .6 103.0 116.8 137.7 160.0 184.6 050)E thylcyclopentane - 32 .2 - 10.8 - 0 .1 4- 11.7 25 .0 33 .4 45 .0 6 2.4 82.3 103.4 — i 3 8 !6 (6, 359, 471)M ethylcyclohexane - 3 5 .9 - 14.0 - 3 .2 4- 8 .7 22 .0 30.5 42.1 59.6 79 .6 100.9 - 1 2 6 .4 (6, 253, 359, 415, 471)2-Heptene - 3 5 .8 - 14.1 - 3 .5 4- 8 .3 21.5 3 0 .0 41.3 58.6 78.1 98 .5 (446)Enanthaldéhyde 12.0 3 2 .7 43.0 54 .0 66.3 7 4 .0 84.0 102.0 125.5 155.0 - '4 2 ’ (11, 199, 203, 204)
(415)2-Heptanone 19.3 4 3.6 5 5.5 67.7 8 1.2 89 .8 100.0 116.1 133.2 150.24-IIeptanone 2 3 .0 4 4.4 55.0 6 6.2 78.1 85 .8 9 6 .0 111.2 127.3 143.7 - ’ 32 .6 (11)2,5-Dim ethyl-3-pentanonc + 5 .2 2 6.5 36.7 4 7.7 59.6 67 .2 77 .0 91 .8 10S.0 123.7 (113)Enanthic acid 78 .0 101.3 113.2 125.6 139.5 148.5 160.0 179.5 199.6 221 .5 - ’ i o ’ (11, 203, 204)M ethyl caproate + 5 .0 30 .0 42 .0 5 5.4 70 .0 7 9.7 91.4 109.8 129.8 150 .Od (2)E thyl isovalerate - 6 .1 + 17.0 28.7 41.3 5 5.2 6 4 .0 7 5 .9 9 3 .8 114.0 134.3 — 99 (11, 380)Propyl butyrate - 1 .6 - f 22.1 3 4 .0 4 7 .0 61.5 70.3 82.6 101.0 121.7 142.7 - 95.2 (11, 380)Propyl isobutyrate - 6 .2 + 16.8 2 8.3 4 0 .6 54.3 6 3 .0 73.9 91 .8 112.0 133.9 (380)Isopropyl isobutyrate Isobutyl propionate
- 16.3 4- 5 .8 17.0 29 .0 4 2 .4 51.4 62.3 80.2 100.0 120.5 (489)- 2 .3 4- 20 .9 32.3 44 .8 5 8 .5 67 .6 7 9 .5 9 7 .0 116.4 136.8 — 71 (380)
Isoam yl acetate 0 .0 4- 23 .7 35 .2 4 7 .8 62.1 7 1 .0 83.2 101.3 121.5 142.0 (11)Heptane - .34.0 - 12.7 - 2 .1 4- 9 .5 22.3 3 0 .6 41 .8 58.7 78 .0 9 8 .4 — 90.6 (0, 251, 269, 289, 359, 394, 483)2-Methylhexane - 40.4 - 19.5 - 9 .1 4- 2 .3 14.9 23 .0 3 4.1 50.8 69 .8 90 .0 - 1 1 8 .2 (6, 359, 471)3-M ethylhexane — 39 .0 - 18.1 - 7 .8 4- 3 .6 16.4 24 .5 35 .6 5 2.4 71 .6 91 .9 - 1 1 9 .4 (6, 359, 471)3-Ethylpentane - 3 7 .8 - 17 .0 - 6 .8 4- 4 .7 1 7.5 25.7 36 .9 53 .8 7 3 .0 93 .5 - 1 1 8 .6 (6, 359, 471)2,2-Dim ethylpentane - 49 .0 - 28 .7 - 18.7 - 7 .5 4- 5 .0 13.0 23.9 40 .3 5 9 .2 7 9 .2 - 1 2 3 .7 (6, 359, 471)2,3-Dim ethylpentanc - 42 .0 - 20 .8 - 10.3 4- 1 .1 13.9 22.1 33 .3 50.1 69.4 8 9 .8 -1 3 5 (0, 359, 471)2,4-Dim ethylpcntane - 48 .0 - 27 .4 - 17.1 - 5 .9 4- 6 .5 14.5 25.4 4 1 .8 60.6 80.5 - 1 1 9 .5 (6, 359, 471)3,3-Dim ethyl pentane - 45 .9 - 2 5 .0 - 14.4 - 2 .9 4- 9 .9 18.1 2 9.3 46.2 65 .5 86.1 - 1 3 5 .0 (6, 359, 471)2,2,3-Trim ethylbutane - 18 .8 - 7 .5 4- 5 .2 13.3 24.4 4 1.2 6 0.4 80.9 - 25 .0 (6, 359, 471)1-Heptanol 42.4 6 4 .3 7 4 .7 85 .8 99 .8 108.0 119.5 136.6 155.6 175.8 34.6 0 1 , 68)Triethyl orthoform ate 4- 5 .5 29.2 4 0 .5 5 3 .4 67 .5 7 6 .0 88 .0 106.0 125.7 146.0 0 1 )Triethoxym ethylsilane - 1 .5 4- 2 2 .8 34.6 4 7 .2 61.7 7 0 .4 82.7 101.0 121.8 143.5 014)Butyltrimethylsilane - 2 3 .4 - 1 .3 4- 9 .9 2 2.1 35 .9 4 4 .7 56.3 7 4 .0 9 3 .8 115.0 (466)Triethylmethylsilane - 18.2 4- 5 .2 16.6 2 9 .8 4 4 .0 5 3 .2 65.6 8 4 .0 105.3 127.0 (466)
Phthaloyl chloride 86.3s 118.3 134.2 151.0 170.0 182.2 197.8 2 22 .0 248.3 2 75 .8 8 8 .5 O DPhthalic anhydride 96.5s 121.38 134.0 151.7 172.0 185.3 202.3 228 .0 256.8 284.5 130.8 (97, 189, 284)a,a-D ichiorophenylacetonitrile 5 6 .0 8 4.0 98.1 113.8 130.0 141.0 154.5 176.2 199.5 2 23 .5 (11)Pentachlorocthylbenzene 9 6 .2 130.0 148.0 166.0 186 .2 199.0 216 .0 241 .8 269.3 299 .0 013)Benzonitrile 4 4 .5 71.7 8 5 .5 100.2 116.6 127.0 141.0 161.3 185.0 208 .0 ’ 33 (11)2,3-Dichlorostyrene 6 1 .0 90.1 104.6 120.5 137.8 149.0 163.5 185 .7P 2 1 0 .Op 2 3 5 .Op (113, 276)2,4-Dichlorostyrene 5 3 .5 8 2 .2 97 .4 111.8 129.2 140.0 153.8 1 7 6 .Op 2 0 0 .0P 2 2 5 .Op (113,276)2,5-Dichlorostyrene 55 .5 83 .9 98.2 114.0 131.0 142.0 155.8 1 78 .Op 2 0 2 .5P 2 2 7 .Op (113,270) ■2,6-Dichlorostyrene 4 7 .8 75 .7 9 0 .0 105.5 122.4 133.3 147.6 1 6 9 .Op 1 9 3 .5P 2 1 7 .Op (113, 276)3,4-Dichlorostyrcne 57 .2 86 .0 100.4 116.2 133.7 144.6 158.2 1 81 .5P 2 0 5 .7P 2 3 0 .Op (US, 276)3,5-Dichlorostyrene 5 3 .5 8 2 .2 9 7.4 111.8 129.2 140.0 153.8 1 7 6 .Op 2 0 0 .Op 2 2 5 .Op (US, 276)3 ,4,5,6-Tetrachloro-l,2-xylene 9 4.4 125.0 140.3 156.0 174.2 185.8 200 .5 2 23 .0 248.3 2 73 .5 O Dl,2,3,5-Tetrachloro-4-ethylbenzene 7 7 .0 110.0 126 .0 143.7 162.1 175.0 191.6 215.3 243 .0 270 .0 (113)Phenylglyoxal s 75 .0 8 7 .8 100.7 115.5 124.2 136.2 153.8 173.5 193.5 '7 3 ’ (354)Phthalide 9 5 .5 127.7 144.0 161.3 181.0 193.5 210 .0 234 .5 261 .8 290 .0 73 (U )Piperonal3-Chlorostyrene
8 7 .0 117.4 132.0 148.0 165.7 177.0 191.7 214.3 238 .5 263 .0 37 0 1 )2 5.3 51.3 65.2 80.0 96 .5 107.2 121.2 1 4 2 .Op 165 .7P 190 .Op (US)
4-Chlorostyrene 2 8 .0 54.5 67 .5 8 2 .0 9 8 .0 108.5 122.0 1 4 3 .5P 1 6 6 .Op 191 .Op — Î 5 .0 (US)Phenylacetyl chloride 4 8 .0 7 5 .3 89.0 103.6 119.8 129.8 143.5 163.8 186.0 .210.0 O D2-Tolunitrile 36 .7 6 4 .0 7 7 .9 9 3 .0 110 .0 120 .8 135 .0 156.0 180.0 205 .2 - ' i s (11)4-Tolunitrile 4 2 .5 7 1 .3 85 .8 101.7 109.5 130.0 145.2 167.3 193.0 217.6 2 9 .5 0 1 )Phenylacetonitrile 60 .0 89 .0 103.5 119.4 136.3 147.7 161.8 184.2 208.5 233 .5 - 23 .8 O D2-T olyl isocyanide 2 5 .2 51 .0 64 .0 7 8 .2 94 .0 104.0 117.7 137.8 159.9 183.5 (11, 294)2-Nitrophenyl acetate 100.0 1 28 .0 142 .0 155.8 172 .8 181.7 194.1 213.0 2 33 .5 2 5 3 .0d (U )2-M ethylbenzothiazole 7 0 .0 9 7 .5 111.2 125.5 141.2 150.4 163.9 183.2 204.5 225.5 " i è ! 4* (95)Phenyl isothiocyanate 7 9 .5 107.8 121.8 137.0 153.0 163.8 177.7 198.0 220.4 243 .0 (277)Styrene - 7 .0 4- 18.0 3 0 .8 4 4 .6 59.8 6 9 .5 82. Op 1 01 .3P 1 2 2 .5P 1 45 .2P — 3CK6 (11, 44, 63, US, 253)(1,2-D ibrom oethyl) benzene 8 6 .0 115.6 129 .8 145.2 161.8 172.2 186.3 2 07 .8 2 30 .0 254 .0
— 4CK 8(11)
1,2-Dichloro-3-ethylbenzene 4 6 .0 7 5 .0 9 0 .0 105.9 123.8 135.0 149.8 172.0 .1 9 7 .0 222.1 (US)1,2-Dichloro-4-ethylbenzene 47 .0 7 7 .2 92 .3 109.6 127.5 139.0 153.3 176.0 201.7 226.6 - 76.4 (US)
IND
US
TR
IAL
A
ND
E
NG
INE
ER
ING
C
HE
MIS
TR
Y
Vol. 39,
No. 4
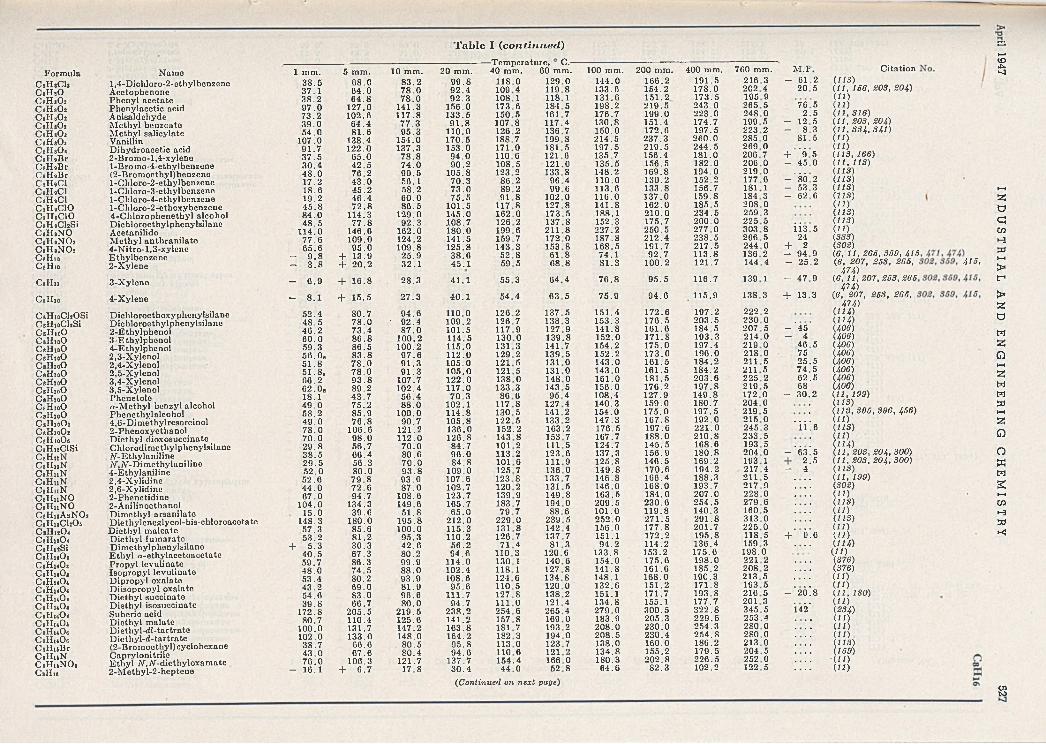
T a b le I ( contin u ed )
CaHaChCsHsOCsHaO:CsHsOaCaHaChCaHaChCaHaChCaHaChCaHsChCaHaBrCsHsBrCsHiBrCsHsClCsH#ClCaHaClCsHsCIOCsHsCIOCsibChSiCsH»NOC bH bNO sC bH 9N 0 2C sH ioCsHio
Call 10
CaHio
CaHioChOSiCaHioChSiCaHioOCallioOCaHioOCaHioOCaHioOCaHioOCaHioOCaHioOCaHioOCaHioOCaHioOCaHioChC 8H10O2CaHioChCaHnClSiCaHuNCaHuNCaHuNCaHuNCaHuNCaHnNOCaHnNOCaHuAsNOjCsHuChChCaHnChCallitOiCaHi2SiCaHuOaCaHuOaCaHnOaCaHuOaCsHnChCsHuOiCaHuOaCsHuChCaHuOaC sH hObCsIIuChCalluBrC bH uNCaHuNOaCallia
Formulal,4-D ichloro-2-ethylbcnzene Acetophenone Phenyl acetate Phenylacetic acid Anisaldehyde M ethyl benzoate M ethyl salicylate VanillinDihydroacetic acid2-Brom o-l,4-xylene1-Bro mo-4-ethylbenzene(2-Brom oethyl)benzenel-Chloro-2-ethylbenzenel-Chloro-3-ethylbenzenel-Chloro-4-ethylbenzene1-Chloro-2-ethoxybenzenc 4 -C hlorophenethyl a lcohol Dichloroethylphenylsilanc AcetanilideM ethyl anthranilate 4-N itro-l,3 -xylene Ethylbcnzene2-Xylene
3-X ylene
4-Xylene
DichloroethoxyphenyjsilaneDichloroethylphenylsilane2-Ethylphenol3-Ethylplienol4-Ethylphenol2 .3-Xylenol2 .4-X ylcnol2.5-Xylenol3 .4-Xylenol3.5-X ylenol Phenetole«-M eth y l benzyl alcohol Phenethylalcohol4.6-Dim ethylresorcinol 2-Phenoxyethanol Diethyl dioxosuccinate Chlorodimethylphenylsilane Ar-Ethylaniline jV\Ar-D im ethylaniline 4-Ethylaniline 2,4-Xylidine2.6-Xylidinc 2-Phenetidine 2-Anilinoethanol D im ethyl arsanilate Diethyleneßlycol-bis-chloroacetate D iethyl maleatcDiethyl fumarato Dimethylplienylsilane E thyl «-ethylacctoacetate Propyl levulinatc Isopropyl levulinate D ipropyl oxalate D iisopropyl oxalate D iethyl succinate Diethyl isosuccinate Suberic acid Diethyl malate D iethyl-di-tartrate Diothyl-d-tartrate i2-Brom oethyl)cyclohexane Caprvlonitrilc E thyl iV.A'-diethyloxamate 2-M ethyl-2-heptene
Name 1 mm. 5 mm. 10 mm. 20 mm.— Tem perature, C.—
40 mm. 60 mm. 100 mm. 200 mm. 400 mm. 760 mm. M .P Citation3 8 .5 6 8 .0 83 .2 9 9 .8 118 0 129 0 144.0 166.2 191.5 216 3 — e l 2 (US)37 .1 6 4 .0 7 8 .0 9 2 .4 109 4 119 8 133.6 154.2 178.0 202 4 20 5 (11, 166, 203, 204)38 .2 6 4 .8 7 8 .0 9 2 .3 108 1 118 1 131.6 151.2 173.5 195 9
76(11)
9 7 .0 127.0 141.3 156.0 173 6 184 5 198.2 219.5 243 .0 265 5 5 (11)7 3 .2 102.6 117.8 133.5 150 5 161 7 176.7 199.0 223 .0 248 0 2 5 (11, 316)39 .0 64 .4 77 .3 91 .8 107 8 117 4 130.8 151.4 174.7 199 5 — 12 5 (11, 203, 204)54 .0 81 .6 95 .3 110.0 126 2 136 7 150.0 172.6 197.5 223 2 — 8 3 (11, 334, 341)
107.0 138.4 154.0 170.5 18S 7 199 8 214.5 237.3 260 .0 285 0 81 5 (U )91 .7 122.0 137.3 153.0 171 0 181 5 197.5 219 .5 244.5 269 0
+(11)
3 7 .5 65.0 78 .8 94 .0 110 6 121 6 135.7 156.4 181.0 206 7 ‘ 6 5 (113, 166)3 0 .4 4 2 .5 7 4 .0 9 0 .2 108 5 121 0 135.5 156.5 182.0 206 0 — 45 0 (11, 113)4 8 .0 7 6 .2 9 0 .5 105.8 123 2 133 8 148.2 169.8 194.0 219 0 (US)17.2 4 3 .0 56.1 7 0 .3 86 2 96 4 110.0 130.2 152.2 177 6 — '¿Ô 2 (US)18.6 4 5 .2 58.2 7 3 .0 89 2 99 6 113.6 133.8 156.7 181 1 — 53 3 (113)19.2 4 6 .4 60 .0 7 5 .5 91 8 102 0 116.0 137.0 159.8 184 3 — 62 6 (US)4 5 .8 7 2 .8 86 .5 101.5 117 8 127 8 141.8 162.0 185.5 208 0 (11)8 4 .0 114.3 129.0 145.0 162 0 173 5 188.1 210 .0 234 .5 259 3 (113)48.5 7 7 .8 9 2 .3 108 .7 126 2 137 S 152.3 175.7 200 .0 225 5
ii.3(U3)
114.0 146.6 162.0 180.0 199 6 211 8 227 .2 250.5 277 .0 303 8 5 (U )77 .6 109.0 124.2 141.5 159 7 172 0 187.8 212 .4 238 .5 266 5 24 (383)65 .6 95 .0 109.8 125.8 143 3 153 8 168 .5 191 .7 217.5 244 0 + 2 (302)
— 9 .8 ri- 13.9 2 5 .9 3 8 .6 52 8 61 8 74.1 9 2 .7 113.8 136 2 — 94 9 (6, U , 265, 359, 413- 3 .8 ri- 2 0 .2 32 .1 45 .1 59 5 68 8 81 .3 100.2 121.7 144 4 — 25 2 (6, 207, 253, 265,
474)- 6 .9 + 16 .8 28.3 41 .1 55 3 64 4 7 6 .8 9 5 .5 116.7 139 1 - 47 9 (6, 11,207, 263, 265
474)- 8 .1 + 15.5 2 7 .3 4 0 .1 54 4 63 5 75 .9 9 4 .6 115.9 138 3 + 13 3 (6, 207, 253, 265,
474)5 2 .4 8 0 .7 9 4 .6 110.0 126 2 137 5 151 .4 172 .6 197.2 222 2 (.114)48 .5 7 8 .0 • 92 .4 109 .2 126 7 138 3 153 .3 176.5 2 03 .5 230 0
*45(114)
4 6 .2 7 3 .4 8 7 .0 101.5 117 9 127 9 141.8 161.6 184.5 207 5 — W B )6 0 .0 8 6 .8 1 00 .2 114.5 130 0 139 .8 152.0 171.8 193.3 214 0 — 4 (.406)59.3 8 6 .5 100.2 115.0 131 3 141 7 154.2 175.0 197.4 219 0 46 5 (406)5 6 .0„ 8 3 .8 9 7 .6 112.0 129 2 139 5 152.2 173 .0 196.0 218 0 75 (406)5 1 .8 7 8 .0 9 1 .3 105.0 121 5 131 0 143.0 161.5 184.2 211 5 25 5 (406)51.8a 7 8 .0 9 1 .3 105 .0 121 5 131 0 143.0 161.5 184.2 211 5 74 5 (406)6 6 .2 9 3 .8 107.7 122 .0 138 0 148 0 161.0 181.5 2 03 .6 225 2 62 5 (406)62.0a 8 9 .2 102 .4 117.0 133 3 143 5 156.0 176.2 197 .8 219 5 68 (406)18.1 4 3 .7 5 6 .4 7 0 .3 86 6 95 4 108.4 127.9 149.8 172 0 — 30 2 (11, 199)4 9 .0 7 5 .2 8 8 .0 102.1 117 8 127 4 140.3 159.0 180.7 204 0 (US)5 8 .2 8 5 .9 100.0 114 .8 130 5 141 2 154.0 175 .0 197.5 219 5 (113, 395, 396, 456)49 .0 7 6 .8 90.7 105.8 122 5 133 2 147.3 167.8 192.0 215 0 (U )7 8 .0 106.6 121.2 136.0 152 .2 163 .2 176.5 197.6 221 .0 245 3 ’ i i 6 (113)7 0 .0 9 8 .0 112 .0 126.8 143 8 153 7 167.7 188.0 210 .8 233 5 (11)2 9 .8 56.7 7 0 .0 84 .7 101 2 111 5 124.7 145.5 168.6 193 5 ( 1 1 4 )38 .5 6 6.4 8 0 .6 9 6 .0 113 2 123 6 137.3 156.9 180.8 204 0 — ’ ¿3 5 (11, 203, 204, 300)2 9 .5 56.3 7 0 .0 84 .8 101 6 111 9 125.8 146.5 169.2 193 1 2 5 (11, 203, 204 , 300)5 2 .0 80 .0 9 3 .8 109.0 125 7 136 0 149.8 170.6 194.2 217 4 — 4 (113)5 2 .6 7 9 .8 93 .0 107.6 123 8 133 7 146.8 166.4 188.3 211 5 (11, 199)4 4 .0 7 2 .6 8 7 .0 102.7 120 2 131 5 146.0 168.0 193.7 217 9 (302)6 7 .0 94.7 108.6 123.7 139 9 149 8 163.5 184.0 207.0 228 0 (U )
104.0 134.3 149.6 165.7 183 7 194 0 209 .5 230.6 2 54 .5 279 6 (113)15.0 39.6 51 .8 65 .0 79 7 88 6 101.0 119.8 140.3 160 5 (U )
148.3 180.0 195.8 212.0 229 0 239 5 252 .0 2 71 .5 291 .8 313 0 (113)57.3 85.6 100.0 115.3 131 8 142 4 156.0 177.8 201.7 225 0
6(U )
53.2 81 .2 95.3 110.2 126 7 137 7 151.1 172.2 195.8 118 5 ri (U )+ 5 .3 3 0 .3 4 2 .6 56 .2 71 4 81 3 94.2 114.2 136.4 159 3 (114)
4 0 .5 67.3 8 0.2 94 .6 110 3 120 6 133.8 153.2 175.6 198. 0 (U )5 9.7 8 6.3 99 .9 114.0 130 1 140 6 154.0 175.6 198.0 221 2 (376)4 8 .0 7 4 .5 8 8 .0 102.4 118 1 127 8 141.8 161.6 185.2 208 2 (376)53.4 8 0.2 93 .9 108.6 124 6 134 8 148.1 168.0 190.3 213 5 (U )43.2 6 9 .0 8 1 .9 9 5 .6 110 5 120 0 132.6 151.2 171.8 193 5
20 8(11)
5 4 .6 8 3 .0 96 .6 111.7 127 8 138 2 151.1 171.7 193.8 216 5 (11, ISO)3 9 .8 66.7 80.0 94.7 111 0 121 4 134.8 155.1 177.7 201 3
142(U )
172.8 205 .5 219.5 2 38 .2 254 6 265 4 2 79 .0 300 .5 3 22 .8 345 5 (234)80.7 110.4 125.6 141.2 157 8 169 0 183.9 205.3 229 .5 253 4 (U )
100.0 131.7 147.2 163.8 181 7 193 2 2 08 .0 230 .0 254.3 280 0 (U )102.0 133.0 148.0 164.2 182 3 194 0 208.5 230.4 254. S 280 0 (U )
38.7 66.6 80 .5 95.8 113 0 123 7 138.0 160.0 186.2 213 0 (113)4 3 .0 6 7.6 8 0.4 94 .6 110 6 121 2 134.8 155.2 179.5 204 5 (159)7 6 .0 106.3 121.7 137.7 154 .4 166 0 180.3 202 .8 226 .5 252 0 ■(11)
- 16.1 + 6 .7 17.8 3 0 .4 44 0 52 8 64 .6 8 2 .3 102.2 122 5 (11)
415,
('Continued on next page) cnto
il 1947
IN
DU
ST
RI
AL
A
ND
E
NG
INE
ER
ING
C
HE
MI
ST
RY
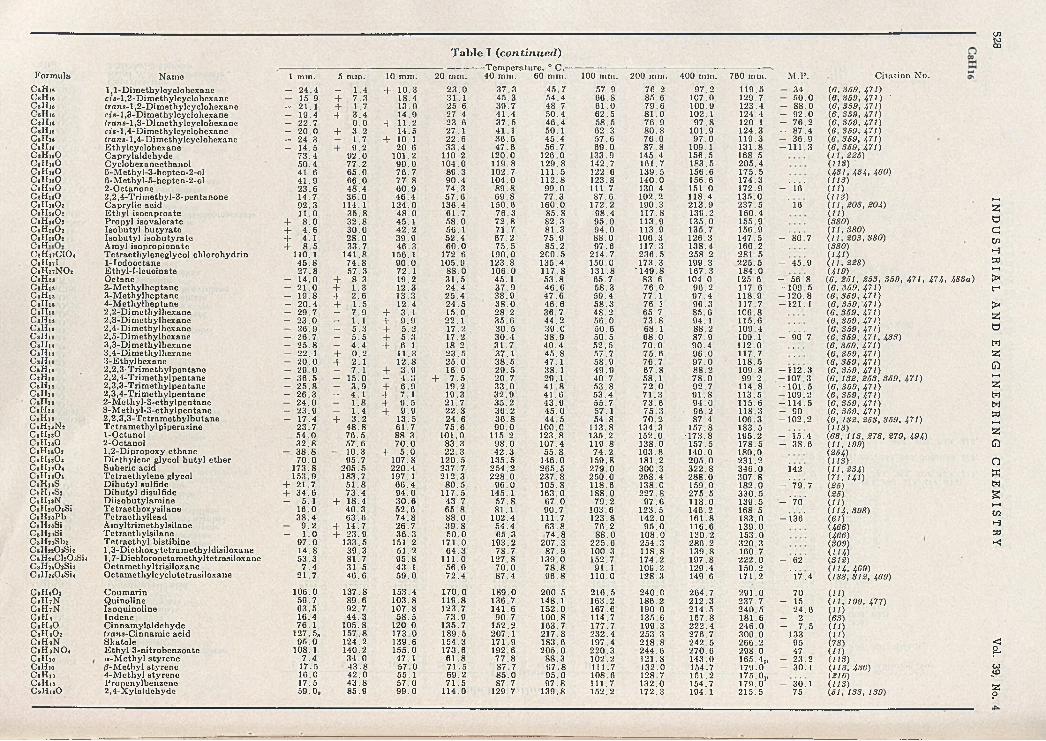
FormulaC .H uC bH ibC sH i6CiHlSC bI I isC bH ibC»HltC 1H16C bH ibOC iMibOC bH ibOC .I I ibOC i HisOC bH .bOC i H ibObC bîI ibO iC iH ibO iC i H ibO ïC bH ibO sC 8 HC bH u C IO bC i H u IC i H k N O bC i H ibC bH ibC bH ibC bH ibC bH ibC bH ibC bH ibC bH ibC bH i ,C bH ibC . H ibC bH . bC bH ibC bH ibC bH ibC bH ibC bH ibC bH ibC bH i .N iC bH h OC bI I i i OC bH ibOiC bH . , 0 .C bH u ObC bH ibO bCaHuSC bH ibS jC bI I ibNC bH m O .S îCalHoPbC bHsoSîC bH îdSÎC b HtoSbiC bH íbO bSÍiC bH bbC Ii O bS îbC bH i .O bS îiC bH íbObSÍ i
C sH bO îC .H i NC bH j NC bH ,C .H bOC bH bO bC .H jNC bH bN O bC bH ibC bH ibC bH ibC bH ibC bH ibO
Table I (continued) --------------Temperature, 0 C.-
Name 1 mm. 5 mm. 10 mm. 20 mm. 40 mm. 60 mm. 100 mm. 200 mm. 400 mm. 760 mm. M .P .1,1-Dim ethylcyclohexane — 2 4.4 - 1 .4 4- 10.3 2 3 .0 .37.3 45.7 57.9 7 6 .2 97 .2 119.5 - 34<u«.-l,2-Dimethylcyclohexane — 15.9 + 7 .3 18.4 31.1 45.3 54.4 66 .8 85.6 107.0 129.7 - 50 .0irana-1,2-D im ethylcyclohexane ct8-l,3-D im ethylcyclohexane
— 21.1 + 1.7 13.0 25 .6 39 .7 48.7 61 .0 7 9 .6 100.9 123.4 - 88 .0— 19.4 + 3 .4 14.9 2 7.4 41 .4 50.4 62.5 81 .0 102.1 124.4 - 92 .0
trans-l, 3 -Dim ethylcyclohexane — 2 2.7 0 .0 4- 11.2 2 3 .6 37 .5 46 .4 58.5 76 .9 9 7 .8 120.1 - 76 .2c iV l#4-Dim ethyleyclohexane — 2 0 .0 + 3 .2 14.5 27.1 41.1 50.1 62 .3 80 .8 101.9 124.3 - 87 .4/rans-l,4-D im ethylcyclohexane — 24.3 - 1.7 4- 10.1 2 2 .6 3 6 .5 4 5 .4 .57.6 7 6 .0 9 7 .0 119.3 - 36 .9Ethylcyclohexane _ 14.5 + 9 .2 2 0 .6 33.4 4 7 .6 56.7 6 9 .0 8 7 .8 109.1 131.8 - 1 1 1 .3Caprylaldéhyde 7 3 .4 9 2 .0 101.2 110.2 120.0 126.0 133.9 145.4 156.5 168.5Cyclohexaneethanol 50.4 7 7 .2 9 0 .0 104.0 119.8 129.8 142.7 161.7 183.5 205.4G-M cthyI-3-hepten-2-ol 41 .6 65.0 7 6 .7 89.3 102.7 111.5 122.6 139.5 156.6 175.56-M ethyl-5-hepten-2-ol 4 1 .9 66 .0 7 7 .8 90.4 104.0 112.8 123.8 140.0 156.6 174.32-Octanone 23.6 48.4 60.9 7 4.3 89 .8 99 .0 111.7 130.4 151.0 172.9 - ’io ’2,2,4-Trim ethyl-3-pentanone 14.7 36 .0 46.4 57 .6 69 .8 77 .3 87.6 102.2 118.4 135.0Caprylic acid E thyl isocaproate
9 2 .3 114.1 124.0 136.4 150.6 160.0 172.2 190.3 213.9 237 .5 ‘ 1611.0 3 5 .8 48 .0 61.7 76 .3 85 .8 98.4 117.8 139.2 160.4
Propyl isovalerate + 8 .0 3 2 .8 45.1 5 8 .0 7 2 .8 82 .3 9 5 .0 113.9 135.0 1.55.9Isobutyl butyrate + 4 .6 3 0 .0 4 2 .2 56.1 7 1 .7 8 1 .3 9 4 .0 113.9 135.7 156.9Isobutyl isobutyrate + 4 .1 28 .0 39 .9 52.4 67.2 75 .9 88 .0 106.3 126.3 147.5 - *80*7Am yl isopropionate + 8 .5 33.7 46.3 60 .0 7 5 .5 85.2 9 7 .6 117.3 138.4 160.2Tetraethyleneglycol chlorohydrin 110.1 141.8 156.1 172.6 190.0 200 .5 214.7 236 .5 258.2 281.5l-Iodooctane 45 .8 7 4 .8 9 0 .0 105.9 123.8 135.4 150.0 173.3 199.3 225.5 - 4 5 .9Ethyl-M eucinate 2 7 .8 57 .3 72.1 88.0 106.0 117.8 131.8 “ 149.8 167.3 184.0Octane — 14.0 + 8 .3 19.2 31 .5 45.1 5 3 .8 65.7 83 .6 104.0 125.6 - 5 6 .82r-Methylheptane — 2 1 .0 + 1 .3 12.3 2 4 .4 3 7 .9 4 6 .6 5 8 .3 7 6 .0 96.2 117.6 - 1 0 9 .53-M ethyl heptane — 19.8 4- 2 .6 13.3 25.4 3 8 .9 4 7 .6 59.4 77 .1 97 .4 118.9 - 1 2 0 .84-M ethylheptane — 20.4 + 1 .5 12.4 2 4 .5 3 8 .0 46.6 58.3 76.1 96.3 117.7 - 1 2 1 . 12,2-Dim ethylhexane — 29.7 - 7 .9 4- 3 .1 15.0 28.2 36.7 48 .2 65.7 8 5 .6 106.82,3-Dimethylhexane — 2 3 .0 - 1.1 4- 9 .9 22.1 3 5 .6 44 .2 56 .0 73 .8 94.1 115.62,4-Dim ethylhexane — 2 6.9 - 5 .3 4- 5 .2 17.2 3 0 .5 3 9 .0 50.6 68.1 88.2 109.42,5-Dimethylhexane — 26.7 - 5 .5 4- 5 .3 17.2 30.4 38 .9 50 .5 68.0 87 .9 109.1 - 90 .73,3-Dim ethylhexane — 2 5 .8 - 4 .4 4- 6 .1 18.2 31 .7 40.4 52.5 7 0 .0 90 .4 112.03,4-Dim ethylhexane — 22. 1 4- 0 .2 11.3 2 3 .5 .37.1 4 5 .8 57.7 7 5 .6 9 6 .0 117.73-Ethylhexane — 2 0 .0 4- 2 .1 12.8 25 .0 38 .5 47.1 58.9 76.7 9 7 .0 118.52,2,3-Trim ethylpentane _ 29.0 - 7 .1 4- 3 .9 16.0 29 .5 38.1 49 .9 6 7 .8 88.2 109.8 - 1 1 2 .32,2,4-Trim ethylpentane — 3 6 .5 - 15.0 - 4 .3 4- 7 .5 20.7 29.1 40 .7 58.1 78 .0 9 9.2 - 1 0 7 .32,3,3-Trim ethylpentane — 2 5 .8 - 3 .9 4- 6 .9 19.2 3 3 .0 4 1 .8 53 .8 7 2 .0 92 .7 114.8 - 1 0 1 .52,3,4-Trim ethylpentane — 26.3 - 4 .1 4- 7 .1 19.3 32 .9 41 .6 53 .4 71 .3 91 .8 113.5 - 1 0 9 .22-M ethyl-3-ethylpentane — 2 4 .0 - 1 .8 4- 9 .5 2 1.7 35 .2 4 3 .9 55.7 73 .6 9 4 .0 115.6 - 1 1 4 .53-M ethyl-3-ethylpentane — 23 .9 - 1 .4 4- 9 .9 22 .3 36 .2 4 5 .0 57.1 7 5 .3 96.2 118.3 - 902,2,3,3-Tetram ethylbutane — 17.4 4- 3 .2 ' 13.5 2 4 .6 36 .8 44 .5 54.8 70 .2 87.4 106.3 - 1 0 2 .2Tetram ethyl piperazine 23.7 48 .8 61.7 75 .6 90 .0 100.0 113.8 134.3 157.8 183.5I-Octanol 54 .0 7 6 .5 88.3 101.0 115.2 123.8 135.2 152.0 •173.8 195.2 - Í.5.42-Octanol 32 .8 57.6 70 .0 8 3.3 98 .0 107.4 119.8 138.0 157.5 178.5 - 3 8 .61,2-D ipropoxy ethane — 3 8 .8 - 10.3 4- 5 .0 22.3 42 .3 55 .8 74 .2 103.8 140.0 180.0D iethylenc glycol butyl ether 7 0 .0 95.7 107.8 120.5 135.5 146.0 159.8 181.2 205 .0 231.2Suberic acid 173.8 205.5 220.4 237.7 254.2 265.5 279 .0 300.3 322 .8 346 .0 Í42Tetraethylene glycol 153.9 183.7 197.1 212.3 228 .0 2 37 .8 250.0 268.4 288 .0 307 .8D ibutyl sulfide + 21.7 5 1 .8 66.4 80 .5 9 6 .0 105.8 118.6 138.0 159.0 182.0 - '7 9 . 7D ibutyl disulfide + 34 .6 73 .4 94 .0 117.5 145.1 163.0 188.0 227.8 275.5 330.5Diisobutylam ine — 5.1 4- 18.4 3 0 .6 43 .7 5 7 .8 67 .0 7 9 .2 97 .6 118.0 1.39.5 - '7 0 'Tetraethoxysilane 16.0 40 .3 5 2.6 65 .8 81.1 9 0 .7 103.6 123.5 146.2 168.5Tetraethyllead 38 .4 63 .6 74 .8 88 .0 102.4 111.7 123.8 142.0 161.8 183.0 - 1 3 6 'Amyltrimethylsilane — 9 .2 4- 14.7 26.7 3 9 .8 54.4 6 3 .8 7 6 .2 9 5 .0 116.6 139.0Tctraetliylsilane — 1 .0 4 - 2 3 .9 3 6 .3 5 0 .0 65 .3 74 .8 88 .0 108.0 130.2 153.0Tetraethyl bistibine 9 7 .0 133.5 151.2 171.0 193.2 207.3 225.6 254.3 286.2 320.31,3-Diethoxytetram ethyldisiloxane 14.8 39.3 51.2 64.3 78.7 87.9 100.3 118.8 139.8 160.71,7-Dichlorooctam ethyltetrasiloxane 5 3.3 81.7 9 5 .8 111.0 127.8 139.0 152.7 174.2 197.8 222 .0 - ¿ 2 'Octamethyltrisiloxane 7 .4 3 1 .5 43.1 5 6 .0 7 0 .0 7 8 .8 91.1 109.2 129.4 150.2Octam ethylcyclotetrasiloxane 2 1.7 46 .6 5 9 .0 72.4 8 7 .4 96 .8 110.0 128.3 149.6 171.2 ’ Í 7 . 4
Coumarin 106.0 137.8 153.4 170.0 189.0 200.5 216.5 240.0 264.7 291.0 70Quinoline 5 9.7 89 .6 103.8 119.8 1.36.7 148.1 163.2 186.2 212 .3 237 .7 - 15Isoquinoline 6 3.5 92.7 107.8 123.7 141.6 152. 0 167.6 190.0 214.5 2 40 .5 24 .6Indene 16.4 4 4 .3 5 8 .5 7 3 .9 9 0 .7 100.8 114.7 135.6 157.8 181.6 — 2Cinnamylaldehyde 76.1 105.8 120 .0 135.7 152.2 163.7 177.7 199.3 222.4 246 .0 - 7 .5irans-Cinnamic acid 127.5» 157.8 173.0 189.5 207.1 2 17 .8 232.4 253.3 276.7 300.0 133Skatole 9 5 .0 124.2 139.6 154.3 171.9 183.6 197.4 218.8 242.5 266.2 95E thyl 3-nitrobcnzoatc 108.1 140.2 155.0 173.6 192.6 205 .0 220.3 244.6 270 .6 298.0 47«-M eth y l styrene 7 .4 3 4 .0 47.1 61.8 7 7 .8 88.3 102.2 121.8 143.0 165.4,, - 23 .20 -M ethyl styrene 17.5 43 .8 .57.0 71.5 87.7 9 7 .8 111 .7 132.0 1.54.7 179.0 - 30.14-M cthyl styrene 16.0 4 2 .0 55.1 69.2 8 5 .0 95 .0 108.6 128.7 151.2 175.0,,Propenylbenzenc2,4-Xylaldehyde
17.5 4 3 .8 57 .0 7 1 .5 87.7 97 .8 111.7 132.0 154.7 179.0 — ¿ 6.159.0» 85.9 9 9 .0 114.0 129.7 139.8 152.2 172.3 194.1 215.5 75
Citation N o.(B, 359, 471)(6 , 359, 471) ■(6, 359, 471)(G, 359, 471)(6 , 359,471) ce, 359, 471)(6 , 359, 471)(6 , 359, 471)(11, 225)(US)(431, 434, 4GO)(113)(U )(US)( 1 1 , 203, 204)(U )(3S0)( 1 1 , 380)(11,203, 380)(380)( 141)( 1 1 , 228)(419)(6 , 251, 253, 359, 471, 474 , (G, 359, 471)(6 , 359, 471)(6,359,471)(G, 359, 471)(6 , 359, 471)(G, 359, 471)(6 , 359, 471, 4SS)(G, 359, 471)(G, 359, 471)(G, 359, 471)(G, 359, 471)(6 , 1S2, 253, 359, 471)(6 , 359, 471)(6 , 359, 471)(0, 359, 471)(G, 359, 471)(6 , 132, 253, 359, 471)(113)(68, 113, 278, 279, 494)(11, 199)(254)(113)(U , 234)(71, 141)(25)(25)(U )(114, 398)(61)(466)(466)(309)(114)(312)(114, 469)(188, 312, 469)
(U )(11, 199, 477)(U )(63)(U )(U )(78)(11)(US)(113, 436)(216)(US)(ol, 138, 139)
483a)
528 I
ND
US
TR
IAL
A
ND
E
NG
INE
ER
ING
C
HE
MIS
TR
Y
Vol. 39,
No.
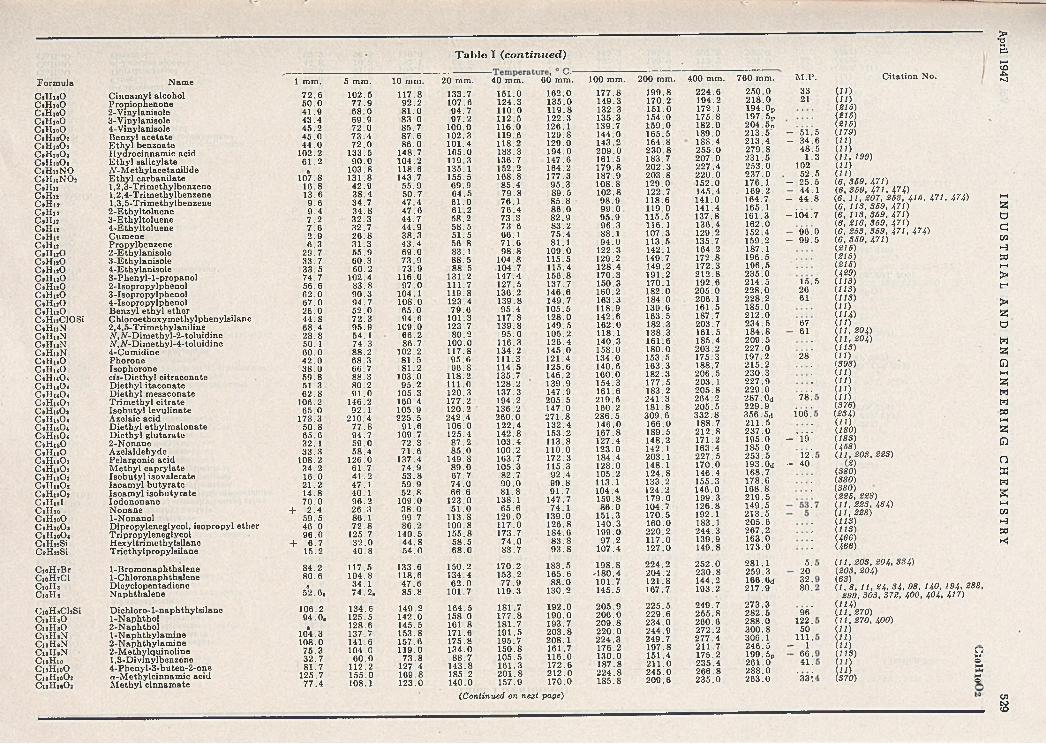
Table I (continued)
FormulaC.HuOC.HuOC.H 10OC 1H10OC.HuOC.HuO.C.HuO.C i H ioOïC.HuO.C bHuNOC.HuNO.C.HuC.HuC .H i,C .H uC.HuC.HuC.HuC.HuC.HuOC.HuOC.HuOC.HuOC.HuOC.HuOC.HuOC.HuOC.HuClOSiC.Hi.NC.Hi.NC.HnNC.HuNC.Hi.OC.Hi.OC.Hi.O.C.Hi.O.C.Hi.O.C.Hi.OiC.HuO.CiHuO.C.HuO.C.HuO.C.HuOC.HuOC .H u O îC.HuO.C.HuO.C.HuO.C.HuO.C.HuIC .H joC.H.oOC.H.oO.C.H.oO.C.HisSiC.H.iSi
C.oH.BrC .oH tCIC ioH .CioH.
CioH.Cl.SiCioHsOCioHoOCioH.NCuH.NCioH.NC10H10C10H10OCioHioO.CuHuO.
NameCinnam yl alcohol Propiophenono2-Vmylaniaole3-Vinylanisole4-Vinylanisole Benzyl acetate E th yl benzoate H ydrocinnam ic acid ISthyl salicylateX - M e t hy 1 a c e tanilid e E thyl carbanilate1.2.3-Trim ethylbenzene1.2.4-Trim ethylbenzene1.3.5-Trim ethylbenzene 2~Ethyltoluene3-Ethyltoluene4-EthyItoluene Cumene Propylbenzene2-Ethylanisole3-Ethylanisole4-Ethylanisole 3-Phenyl-1-propanol2-Isopropylphenol3-Isopropylphenol4-Isopropylphcnol Benzyl ethyl ether Chloroethoxym ethylphenylsilane2.4.5-Trim ethylanilineiV, Ń -Dim ethyl-2-toluidine.V,lV-Dimethyl-4-toluidine4-CumidinePhoroneIsophoronecu -D ieth yl citraconate D iethyl itaconate D iethyl mesaconate Trim ethyl citrate Isobutyl levulinate Azelaic acid D iethyl ethylm alonate D iethyl glutarate 2-Nonane Azelaldehydcy Pelargonie acid M ethyl caprylate Isobutyl isovalerate Isoam yl butyratc Isoam yl isobutyrate Iodononane Nonane 1-NonanolD ipropyleneglycol, isopropyl ether T npropyleneglycol Hezyltnm ethylsilane Triethylpropylsilane
I-Brom onaphthalene1-ChloronaphthaloneDicyclopentadieneNaphthalene
D ichloro-l-naphthylsilane1-Naphthol2-N aphthol1-N aphthylamine2-Naphthylam ine 2-M ethylquinoline 1,3-Divinylbenzene 4-Phenyl-3-buten-2-one ■r-.Methylcinnariiic acid M ethyl cinnamate
1 mm. 5 mm. 10 mm. 20 mm.7 2 .6 102.5 117.8 133.75 0 .0 7 7 .9 9 2 .2 107.64 1 .9 6 8 .0 81 .0 9 4 .74 3 .4 6 9 .9 8 3 .0 9 7 .24 5 .2 7 2 .0 85.7 100.045 .0 7 3 .4 87 .6 102.34 4 .0 7 2 .0 8 6 .0 101.4
102.2 133.5 148.7 165.06 1 .2 90 .0 104.2 119.3B 103.8 118.6 135.1
107.8 131.8 143.7 155.516.8 42.9 5 5.9 6 9.913.6 38.4 50.7 64.59 .6 34.7 4 7.4 61.09 .4 3 4 .8 4 7 .6 6 1.27 .2 32.3 44.7 5 8.27 .6 3 2 .7 44 .9 58.52 .9 2 6 .8 3 8 .3 51 .56 .3 31.3 43.4 56 .8
29.7 5 5.9 6 9 .0 83.13 3 .7 60.3 73 .9 8 8 .533 .5 60.2 73 .9 88.574.7 102.4 116.0 131.256 .6 8 3 .8 97 .0 111.762.0 90 .3 104.1 119.867 .0 9 4.7 108.0 123.426.0 52 .0 6 5.0 79 .644 .8 72 .3 94.6 101.368.4 95 .9 109.0 123.728 .8 54.1 66 .2 8 0.250.1 7 4 .3 86.7 100.06 0 .0 88.2 102.2 117.84 2 .0 68.3 81.5 95 .63 8 .0 66.7 8 1.2 9 6 .85 9 .8 88.3 103.0 118.251.3 8 0 .2 95.2 111.06 2 .8 91 .0 105.3 120.3
106.2 146.2 160.4 177.26 5 .0 92.1 105.9 120.2
178.3 210.4 225 .5 242.450 .8 7 7 .8 9 1 .6 106.065.6 94.7 109.7 125.432.1 5 9.0 72 .3 8 7 .23 3 .3 58.4 7 1 .6 8 5 .0
108.2 126.0 137.4 149.83 4 .2 61.7 74.9 8 9 .016.0 4 1.2 53 .8 67.72 1 .2 47.1 59.9 74 .014.8 40.1 5 2 .8 6 6 .67 0 .0 96 .2 109.0 123.0
+ 2 .4 2 6 .3 3 8 .0 5 1 .05 9.5 86.1 9 9.7 113.84 6 .0 7 2 .8 8 6 .2 100.89 6 .0 125.7 140.5 155.8
+ 6 .7 3 2 .0 4 4 .8 58.515.2 40 .8 5 4.0 6 8 .0
84.2 117.5 133.6 150.28 0.6 104.8 118.6 134.4B 34.1 47 .6 6 2 .0
52.6e 74.2» 8 5 .8 101.7
106.2 134.6 149.2 164.594.0s 125.5 142.0 158.0B 128.6 145.5 161.8
104.3 137.7 153.8 171.6108.0 141.6 157.6 175.8
75.3 104.0 119.0 134.032 .7 6 0 .0 7 3 .8 8 8 .781.7 112.2 127.4 143.8
125.7 155.0 169.8 185.27 7 .4 108.1 123.0 140.0
40 mm.151.0124.3110.0112.5 116.0119.6 118.2183.3136.7152.2168.885.47 9 .876.17 6 .47 3 .37 3 .666.171 .69 8 .8
104.8104.7147.4127.5136.2139.89 5 .4
117.8139.8
9 5 .0116.3134.2111 .3114.5135.7 128.2137.3194.2136.2 2 60 .0122.4142.8103.4100.2163.7 105.3
8 2.79 0 .08 1.8
138.165.6
129.0117.0173.77 4 .08 3 .7
170.2153.2 77 .9
119.3
181.7177.8181.7191.5195.7150.8105.5161.32 01 .8 157.9
i . v .60 mm. 100 mm. 200 mm. 400 mm. 760 mm.
162.0 177.8 199.8 224 .6 2 50 .0135.0 149.3 170.2 194.2 218 .0119.8 132.3 151.0 172.1 1 94 .Op122.3 135.3 154.0 175.8 1 9 7 .5n126.1 139.7 159.0 182.0 2 0 4 .5„129.8 144.0 165.5 189.0 2 13 .5129.0 143.2 164.8 188.4 213.4194.0 2 09 .0 2 30 .8 255 .0 279.8147.6 161.5 183.7 2 07 .0 231.5164.2 179 .8 2 02 .3 227.4 253 .0177.3 187.9 203 .8 2 20 .0 237 .095 .3 108.8 129.0 152.0 176.189 .5 102.8 122.7 145.4 169.28 5.8 9 8.9 118.6 141.0 164.78 6 .0 9 9 .0 . 119.0 141.4 165.182 .9 95 .9 115.5 137.8 161.38 3 .2 96.3 116.1 136.4 162.07 5 .4 88.1 107.3 129.2 152.481.1 9 4 .0 113.5 135.7 159.2
109.0 122.3 142.1 164.2 187.1115.5 129.2 149.7 172.8 196.5115.4 128.4 149.2 172.3 196.5156.8 170.3 191.2 2 12 .8 235.0137.7 150.3 170.1 192.6 214.5146.6 160.2 182.0 205 .0 228.0149.7 163.3 184.0 206.1 228.2105.5 118.9 139.6 161.5 185.0128.0 142.6 163.5 187.7 2 12 .0149.5 162.0 182.3 203.7 234.5105.2 118.1 138.3 161.5 184.8126.4 140.3 161.6 185.4 2 09 .5145.0 158.0 180.0 203.2 2 27 .0121.4 134.0 153.5 175.3 197.2125.6 140.6 163.3 188.7 215.2146.2 160.0 182.3 206.5 230.3139.9 154.3 177.5 203.1 227.9147.9 161.6 183.2 205 .8 229 .0205 .5 219.6 241.3 264.2 2 8 7 .0d147.0 160.2 181.8 205.5 229.9271 .8 286.5 3 09 .6 332 .8 3 5 6 .5d132.4 146.0 166.0 188.7 211.5153.2 167.8 189.5 2 12 .8 237 .0113.8 127.4 148.2 171.2 195.0110.0 123.0 142.1 163.4 185.0172.3 184.4 203.1 2 27 .5 253 .5115.3 128.0 148.1 170.0 1 93 .0d9 2 .4 105.2 124.8 146.4 168.799 .8 113.1 133.2 155.3 178.09 1.7 104.4 124.2 146.0 168.8
147.7 159.8 179.0 199.3 219.574.1 8 6 .0 104.7 126.8 149.5
139.0 151.3 170.5 192.1 213 .5126.8 140.3 160.0 183.1 205 .6184.6 199.0 220 .2 244.3 267.28 3 .8 97 .2 117.0 139.9 163.09 3 .8 107.4 127.0 149.8 173.0
183.5 198.8 224.2 2 52 .0 281.1165.6 '1 8 0 .4 204.2 230 .8 259.38 8 .0 101.7 121.8 144.2 1 6 6 .6d
130.2 145.5 167.7 193.2 2 17 .9
192.0 205.9 225.5 249.7 273.3190.0 206 .0 229.6 2 55 .8 282.5193.7 2 09 .8 234.0 260.6 288 .02 03 .8 2 20 .0 244.9 272.2 3 00 .8208.1 224 .3 249.7 277 .4 306.1161.7 176.2 197.8 211.7 246.5116.0 130.0 151.4 175.2 1 9 9 .5P172.6 187.8 211.0 235.4 261 .0212 .0 224 .8 245 .0 266 .8 288 .0170.0 185.8 209.6 235 .0 263 .0
M.P.3321
- 51 .5- 34 .6
48.5 1 .3
10252.5
- 25 .5- 44.1- 4 4 .8
- i o 4 .7
- Ó&.0- 99 .5
15.52661
6761
28
78
iÓ6- 'ió
12- 40
5203280
96 122
50 111
- 1 - 66
41
'33
Citation N o.
anon016}015)015)079)0 1 )0 1 )(11, 199)O D(11)(6 , 359, 471)(6 , 369, 471, 474)(6 , 11, 207, 253, 415, 471, 474)(6 , US, 359, 471)(6 , US, 359, 471)(6 , 216, 359, 471)(6 , 253, 359, 471, 474)(6 , 359, 471)016)(216)015)(429)013)(US)(113)0 1 )014)(11)(U , 204)( 1 1 , 204)(113)(11)(393)111)(U)(11)(U )(376)034)OD(180)(183)(458)(11, 203, 223)
O)(380)(SSO)(380)(225, 228)( 1 1 , 223, 484)(U , 228)(113)(113)(466)(466)
(U , 203, 204, 334)(203, 204)(63)( 1 , 8 , 1 1 , 2 4 , 34, 08, 140, 194, 288,
299, 303, 372, 400, 404, 417) 014)(11,270)(11, 270, 400)(11)
m013) £?o d ao d a(370) S
(Continued on next page)
April 1947
IND
US
TR
IAL
A
ND
E
NG
INE
ER
ING
C
HE
MIS
TR
Y
529
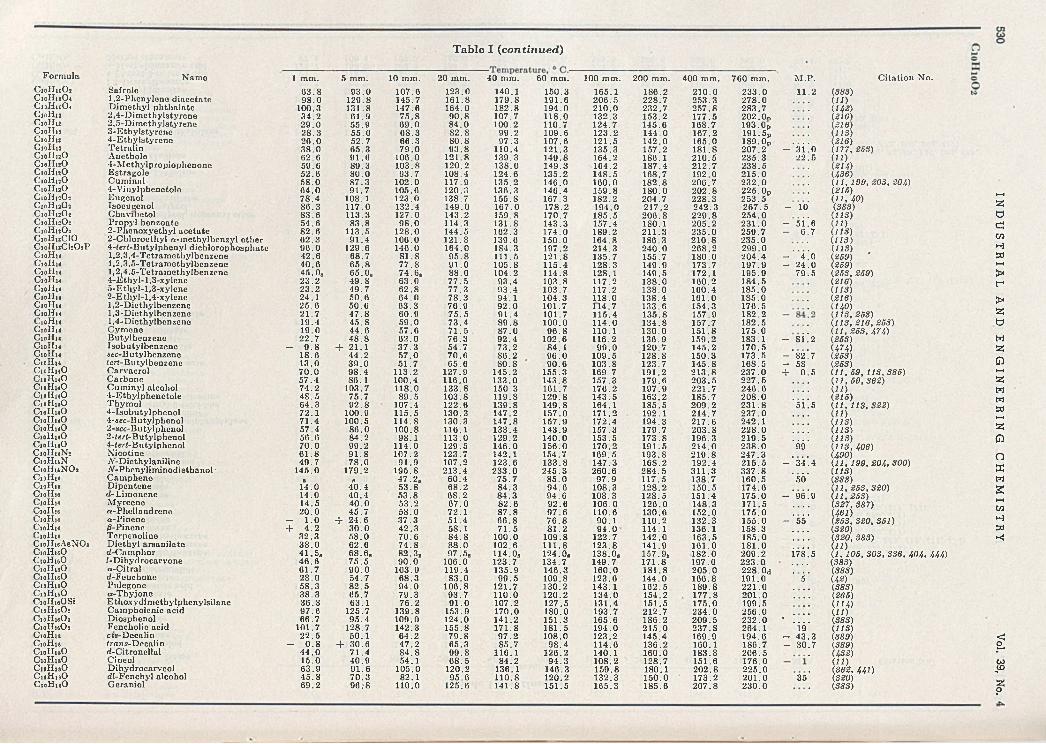
Table I (continued)
F muíaC10 O2C10 O4ClD 0 *C10C10CioC10CioCio 0Cio 0Cio 0Cío 0Cio 0Cio 0 2Cio OsCio 0 2ClO 02Cio OsCio CIOCio CI2 0 2 PCioCioCioCioCioClOCioCio.CioCioCioCio.CioCio.ClO 0Cio 0Cio 0Cio 0Cio 0Cio 0Cio 0Cio 0Cio 0Cio 0Cio NsCio NCio N 0 2CioCioCioCioCioCioCioCioCio AsNOiCio 0Cio 0Cio 0Cio 0Cio 0Cio 0Cio OSiCio 0 2Cio O2Cio OjCioCioHisCio 0Cio 0Cio 0Cio 0Cio 0
Name 1 mm. 5 mm. 10 mm. 20 mm. 40 mm.Safrole 6 3 .8 9 3 .0 107.6 123.0 140 .11,2-Phenylene diacetate 98 .0 129.8 145.7 161.8 179 .8Dim ethyl phthalate 2,4-D im cthylstyrcne
100.3 131.8 147.6 164.0 182 .834.2 61.9 75 .8 9 0 .8 107 .7
2,5-Dim ethylstyrene3-Ethylstyrene
2 9 .0 55.9 6 9 .0 8 4 .0 100 .228.3 55.0 68.3 82 .8 99 .2
4-Ethylatyrene 26 .0 52.7 66.3 80 .8 97 .3Tefcralin 3 8 .0 65.3 7 9 .0 9 3 .8 110 .4Anethole 62.6 91.6 106.0 121.8 139 .34-M ethylpropiophenone 59.6 89.3 103.8 120.2 138 .0Estragóle 52.6 8 0 .0 93 .7 108.4 124 .6Cuminal 58 .0 87 .3 102.0 117.9 135 .24-Vinylphenetolc 64 .0 91 .7 105.6 120.3 136,.3Eugenoi 78 .4 108.1 123.0 138.7 155,.8Isoeugenol 8 6 .3 117.0 132.4 149.0 167 .0Chavibetol 8 3 .6 113.3 127.0 143.2 159 .8Propyl benzoate 2-Phenoxyethyl acetate
54.6 83 .8 98 .0 114.3 131,.882 .6 113.5 128.0 144.5 162,.3
2-Chloroethyl «-m ethylbcnzyl ether 4-£er£-Butylphenyl dichlorophosphate
62.396 .0
91.4129.6
106.0146.0
121.8164.0
139,184
.6
.31,2,3,4-Tetramethylbenzene 4 2 .6 68.7 8 1 .8 9 5 .8 111 .51,2,3,5-Tetramethylbenzene 40 .6 6 5 .8 7 7 .8 91 .0 105,.81,2,4,5-Tetramethylbenzene 45. 0* 65.0* 74.6s 88 .0 104 .24-Ethyl-1,3-xylene 23 .2 49 .8 63 .0 77 .5 93,,45-E thyl-l,3-xylene 23 .2 49.7 62 .8 77 .3 93..42-Efchyl-l,4-xylene 24.1 50.6 64 .0 78 .3 94. 11,2-Diethylbenzene 25 .6 50 .6 63 .3 76 .9 92. 01,3-Diethylbenzene 21.7 4 7 .8 60.9 75 .5 91,.41,4-Diethylbenzene 19.4 45 .8 59 .0 73 .4 89.,8Cym ene 19.0 44 .6 57 .6 7 1 .5 87.,0Butylbcnzene 22 .7 4 8 .8 6 2 .0 76 .3 92. 4Isobutylbenzcne - 9 .8 + 21.1 3 7 .3 54 .7 73. 2sec-Butylbenzene 18.6 44 .2 5 7 .0 70 .6 S6 . 2¿crt-Butylbenzcne 13.0 3 9 .0 51.7 65 .6 80. 8Carvacrol 7 0 .0 98 .4 113.2 127.9 145. 2Carbone 5 7 .4 86.1 100.4 116.0 133. 0Cum inyl alcohol 74.2 103.7 118.0 133.8 150. 34-Ethylphenetole 48.5 75.7 89 .5 103.8 119.,8Thym ol 64.3 92 .8 107.4 122.6 139.,84-Isobutylphcnol4-sec-Butyiphenol
72 .1 100.9 115.5 130.3 147.,271 .4 100.5 114.8 130.3 147.,8
2-sec-Butylphenol 57 .4 86 .0 100.8 116.1 133.,42-£cr£-Butylphenol 56 .6 84.2 98.1 113.0 129. 24-£er£-Butylphenol 7 0 .0 99 .2 114.0 129.5 146. 0Nicotine 6 1 .8 9 1 .8 107.2 123.7 142. 1Ar-Diethylaniline 4 9 .7 78 .0 91 .9 107.2 123. 6iV-Phcnyliminodiethanol • 145.0 179.2 195.8 213.4 233. 0Camphene H ti 47.2* 60 .4 75. 7Dipentcne 14.0 4 0 .4 5 3 .8 68 .2 84. 3d-Lim onene 14.0 40.4 5 3 .8 6 8 .2 84. 3M yrcenc 14.5 4 0 .0 53.2 6 7 .0 82,.6«-Phellandrene 20 .0 45 .7 5S.0 72 .1 87.,8a-Pinene - 1 .0 + 2 4 .6 3 7 .3 51 .4 66. 80-Pinene + 4 .2 30 .0 4 2 .3 58.1 71. 5Terpenoline 3 2 .3 5 8 .0 70 .6 84 .8 100.,0Diethyl arsanilate 3 8 .0 62 .6 7 4 .8 88 .0 102. 6d-Cainphor 41.5* 68.6* 82.3* 97.5* 114. Os/-D ihydrocarvone 4 6 .6 7 5 .5 90 .0 106.0 123. 7a-Citral 6 1 .7 9 0 .0 103.9 119.4 135 .9d-Fenchone 28 .0 54.7 6 8.3 83 .0 99..5Pulegone 58.3 82 .5 9 4 .0 106.8 121.,7a -T hyjono 38 .3 65.7 7 9 .3 9 3 .7 110..0Ethoxydim ethylphenylsilane Cam pholenic acid
3 6 .397.6
63.1125.7
7 6 .2139.8
9 1 .0153.9
107170
.2
.0Dioaphenol 66.7 95 .4 109.0 124.0 141 .2Fencholic acid 101.7 128.7 142.3 155.8 171 .8cis-Decalin 2 2 .5 50.1 64.2 7 9 .8 97.,2/rans-Decalin - 0 .8 + 30 .6 47.2 65.3 85 .7d-Citronellal 4 4 .0 71 .4 8 4 .8 9 9 .8 116 .1Cineol 15.0 40 .9 54.1 68 .5 84 .2Dihydrocarveol 6 3 .9 91 .6 105.0 120.2 136 .1dl-Fenchyl alcohol 4 5 .8 7 0 .3 82.1 95.6 110 .8Geraniol 6 9 .2 9 6 :8 110.0 125.6 141 .8
60 ram.150.3191.6194.0118.0110.7109.6107.6121.3149.8149.3135.2146.0146.4167.3178.2170.7143.3174.0150.0197.2121.8115.4114.8103.8103.7104.3101.7101.7100.096 .8
102.684.19 6 .09 0 .6
155.3143.8161.7129.8149.8157.0157.9143.9140.0156.0154.7133.8245 .3
8 5 .094.694 .69 2 .697 .67 6 .85 1 .2
109.8111.8 124.0*134.7146.3109.8130.2120.2127.5180.0151.3181.5108.0
98 .4126.29 4.3
146.3 120.2151.5
100 mm. 200 mm. 400 mm. 760 mm. AI.P.165.1 186.2 210.0 233.0 11.2206.5 228.7 253.3 278.0210.0 232.7 257.8 283.7132.3 153.2 177.5 202.On124.7 145.6 168.7 193.Op123.2 144.0 167.2 191.5P121.5 142.0 165.0 189.Op135.3 157.2 181.8 207.2 - ' 3 Í . 0164.2 186.1 210.5 235.3 2 2 . 5164.2 187.4 212.7 238.5148.5 168.7 192.0 215.0160.0 182.8 206.7 232.0159.8 180.0 202.8 225.Op182.2 204.7 228.3 253.5194.0 217.2 242.3 267.5 - 10185.5 206.8 229.8 254.0157.4 180.1 205.2 231.0 - 5 Ü 6189.2 211.3 235.0 259.7 - 6.7164.8 186.3 210.8 235.0214.3 240.0 268.2 299.0135.7 155.7 180.0 204.4 - ‘ 4 .0128.3 149.9 173.7 197.9 - 24.0128.1 149.5 172.1 195.9 79.5117.2 138.0 160.2 184.5117.2 138.0 160.4 185.0118.0 138.4 161.0 185.0114.7 133.6 154.3 176.5115.4 135.8 157.9 182.2114.0 134.8 157.7 182.5110.1 130.0 151.8 175.0116.2 136.9 159.2 183.1 — 8 Í . 299.0 120.7 145.2 170.5
109.5 128.8 150.3 173.5 —"82]7103.8 123.7 145.8 168.5 - 58169.7 191.2 213.8 237.0 4- 0 .5157.3 179.6 203.5 227.5176.2 197.9 221.7 246.6143.5 163.2 185.7 208.0164.1 185.5 209.2 231.8 5Í.5171.2 192.1 214.7 237.0172.4 194.3 217.6 242.1157.3 179.7 203.8 228.0153.5 173.8 196.3 219.5170.2 191.5 214.0 238.0 ’ ÓÓ’169.5 193.8 219.8 247.3147.3 168.2 192.4 215.5 - ’ 34’. 4260.6 284.5 311.3 337.897.9 117.5 138.7 160.5 *50’
108.3 128.2 150.5 174.610S.3 128.5 151.4 175.0 — 96 !o106.0 126.0 148.3 171.5110.6 130.6 152.0 175.090.1 110.2 132.3 155.0 - 5 5 '94.0 114.1 136.1 158.3
122.7 142.0 163.5 185.0123.8 141.9 161.0 181.0138.0* 157.9B 182.0 209.2 Í78 * 5149.7 171.8 197.0 223.0160.0 181.8 205.0 228.Od123.6 144.0 166.8 191.0143.1 162.5 189.8 221.0134.0 154.2 , 177.8 201.0131.4 151.5 175.0 199.5193.7 212.7 234.0 256.0165.6 186.2 209.5 232.0 ' ....194.0 215.0 237.8 264.1 Í9123.2 145.4 169.9 194.6 - 43.3114.6 136.2 160.1 186.7 - 30.7140.1 160.0 183.8 206.5108.2 128.7 151.6 176.0159.8 180.1 202.8 225.0132.3 150.0 173.2 201.0 35'165.3 185.6 207.8 230.0
C itation N o.(383)an(142)(316)(316)(US)(216)(177, 263)(11)(214)(436)(11, 199, 203, 204)(216)(U , 40)(383)(113)(11)(113)(US)(US) .(259)(259)(253, 259)(216)(US)(216)(140)(US, 253)(US, 216, 253)(11, 253, 474)(253)( 474)(253)(253)(11, 59, US, S86)(11,59, 362)(U )(216)( 1 1 , 113, 322)(U )(US)(US)(US)(US, 406)(490)(11,199,204, 300)(US)(SS3)(U , 253, 320)( 1 1 , 263)(327, 387)(461)(253, 320, 351)(320)(320, 383)(11)( 1 , 106, SOS, 336, 404, 444) (S83)(383)(42)(383)(265)( 1 1 4 )(U )(383)(US)(389)(SS9)(432)(11)(362, 441)(320)(383)
IND
US
TR
IAL
A
ND
E
NG
INE
ER
ING
C
HE
MIS
TR
Y
Vol. 39,
No.
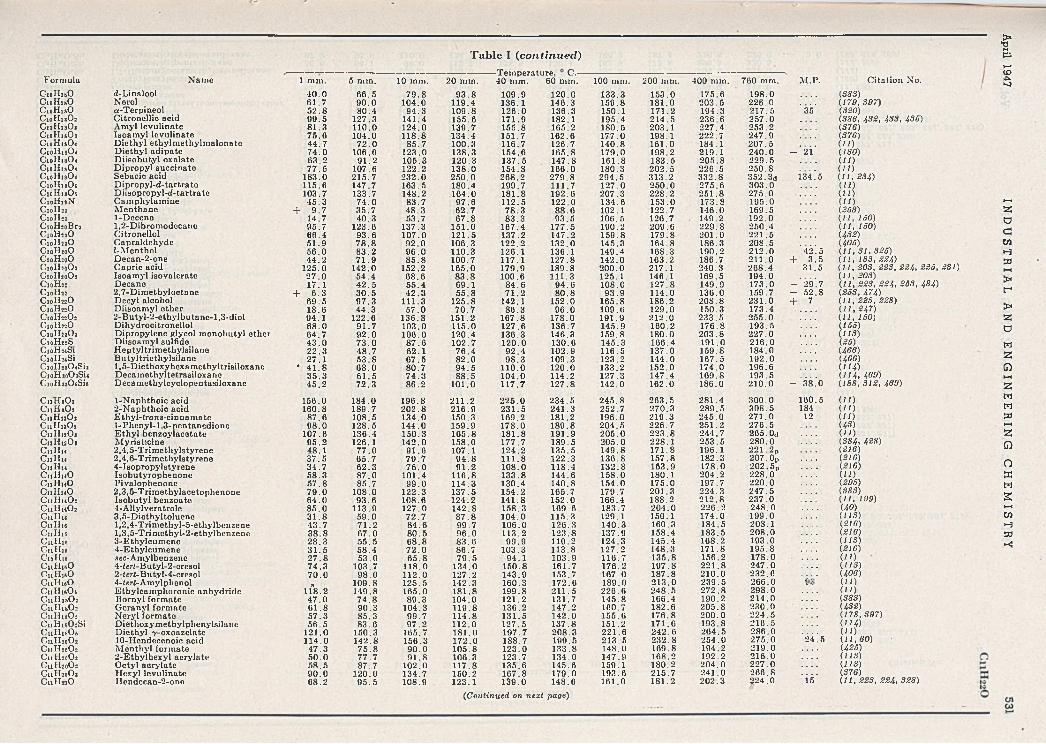
T a b le I ( contin u ed )
Formula— Tem perature, C .—
Citation No.Name 1 mm. 5 nun. 10 mm. 20 mm. 40 mm. 60 mm. 100 mm. 200 mm. 400 mm. 760 mm. M .P .CioHisO d-Linalool 4 0 .0 66.5 7 9 .8 9 3 .8 109.9 120.0 133.3 153.0 175.6 198.0 (383)CioHisO Ncrol 6 1.7 9 0 .0 104.0 119.4 136.1 146.3 159.8 181.0 203.5 226.0 (179, 397)CioHisO a-Terpineol 5 2 .8 80.4 94.3 109.8 126.0 136.3 150.1 171.2 194.3 217 .5 '3 5 ’ (320)CioHisOi Citronellic acid 9 9 .5 127.3 141.4 155.6 171.9 182.1 195.4 214.5 236 .6 2 57 .0 (386, Ą32, 433, 433)CioHiaOi Am yl levulinate 81.3 110.0 124.0 139.7 155.8 165.2 180.5 203.1 227.4 253.2 (376)CioHisOa Isoam yl levulinate 7 5 .6 104.0 118.8 134.4 151.7 162.6 177.0 198.1 222.7 247.9 (376)CioHisOi Diethyl ethylm ethylm alonate 44 .7 7 2 .0 85.7 100.3 116.7 126.7 140.8 161.0 184.1 207.5 (11)C 10H 18O4 D iethyl adipate 74 .0 106.6 123.0 138.3 154.6 165.8 179.0 198.2 219.1 240 .0 — 21 (180)CioHisO« D iisobutyl oxalate 6 3 .2 91 .2 105.3 120.3 137.5 147.8 161.8 183.5 205.8 229.5 (U )CioHißO« Dipropyl succinate 7 7 .5 107.6 122.2 138.0 154.8 166.0 180.3 202.5 226.5 250.8 (11)CioHisOi Sebacic acid 183.0 215.7 232 .0 250.0 268.2 279 .8 294.5 313.2 332 .8 352.3d Î3 4 .5 (U , 234)CioHisOe Dipropyl-d-tartrate 115.6 147.7 163.5 180.4 199.7 111.7 127.0 250.0 275.6 303 .0 (11)CioHisOß Diisopropyl-d-tartrate 103.7 133.7 148.2 164.0 181.8 192.6 207.3 228.2 251 .8 275 .0 (11)CxoHioN Camphylamine 45.3 7 4 .0 83.7 9 7.6 112.5 122.0 134.6 153.0 173. S 195.0 (U )C10H20 Menthane + 9 .7 35 .7 4 8.3 62.7 78 .3 88 .6 102.1 122.7 146.0 169.5 (253)C 10II20 1-Dccene 14.7 40.3 53.7 6 7 .8 83.3 9 3.5 106.5 126.7 149.2 192.0 (11, 150)CioHaoBra 1,2-Dibrom odecane 9 5.7 123.6 137.3 151.0 167.4 177.5 190.2 209.6 229.8 250.4 (11, 150)C 10H20O Citronellol 66 .4 9 3 .6 107.0 121.5 137.2 147.2 159.8 179.8 201 .0 221 .5 (432)C 10II20O Capraldehyde 5 1.9 7 8 .8 9 2 .0 106.3 122.2 132 .0 145.3 164.8 1S6.3 20S. 5 (405)C 10H20O Z-Menthol 5 6.0 83 .2 9 6 .0 110.3 126.1 136.1 149.4 168.3 190.2 212 .0 42.5 (11,31, 325)C 10H 20O Decan-2-one 4 4.2 7 1 .9 8 5 .8 100.7 117.1 127.8 142.0 163.2 186.7 211 .0 + 3 .5 (11, 183, 224)
(11, 203, 223, 224, 225, 231)C 10II20O2 Capric acid 125.0 142.0 152.2 165.0 179.9 189.8 200.0 217.1 240.3 268.4 31 .5C 10H20O2 Isoam yl isovalerate 27 .0 54.4 68.6 83 .8 100.6 111.3 125.1 146.1 169.5 194.0 (11, 203)C 10H22 Decane 17.1 4 2 .5 5 5 .4 69.1 84 .6 94.6 108.0 127.8 149.9 173.0 - * 2 9 .7 (11, 223, 224, 253, 484)C 10H22 2,7-Dim ethyloctane + 6 .3 3 0 .5 4 2 .3 55 .8 71 .2 8 0 .8 93 .9 114.0 136.0 159.7 - 52 .8 (253, 474)C 10II22O D ecyl alcohol 6 9 .5 9 7 .3 111.3 125.8 142.1 152.0 165.8 186.2 20S. 8 231 .0 + 7 (11, 225, 228)
(11,247)C10H22O Diisoam yl ether 18.6 44 .3 5 7 .0 7 0 .7 86.3 96 .0 109.6 129.0 150.3 173.4C 10H22O2 2-Butyl-2-ethylbutane-l,3-diol 9 4 .1 122.6 136.8 151.2 167.8 178.0 191.9 212 .0 2 33 .5 255 .0 (11, 150)C10II22O Dihydrocitronellol 6 8 .0 9 1 .7 103.0 115.0 127.6 136.7 145.9 160.2 176.8 193.5 (155)C iqH îîO j Dipropylene glycol m onobutyl ether 6 4 .7 9 2 .0 106.0 120.4 136.3 146.3 159.8 180.0 2 03 .8 227 .0 (U3)C 10H22S Diisoam yl sulfide 4 3 .0 7 3 .0 87 .6 102.7 120.0 130.6 145.3 166.4 191.0 216.0 (25)C 10H21S1 Heptyltrimethylsilane 2 2 .3 48 .7 62.1 76 .4 9 2 .4 102.9 116.5 137.0 159.8 184.0 (466)CioHsiSi Butyltriethylsilane 2 7.1 5 3 .8 67.5 82 .0 98 .3 109.3 123.2 144.0 167.5 192.0 (466)CioIiisO-iSi» 1,5-Diethoxyhexamethyltrisiloxane • 4 1 .8 6 8 .0 80.7 9 4 .5 110.0 120.0 133.2 152.0 174.0 196.6 (114)CioHsoOiSU Decamethyltetrasiloxane 3 5 .3 61.5 7 4 .3 88.5 104.0 114.2 127.3 147.4 169. S 193.5 (114, 469)CioHaoOsSis Decam ethyicyclopentasiloxane 4 5 .2 7 2 .3 86.2 101.0 117.7 127.8 142.0 162.0 186.0 210.0 - 38 .0 (188, 312, 469)
CnHsOs 1-Naphthoic acid 156.0 184.0 196.8 211.2 2 25 .0 234 .5 245 .8 263.5 281.4 3 00 .0 160.5 (U )CuHtOa 2-N aphthoic acid 160.8 189.7 2 02 .8 216 .9 231 .5 241.3 252.7 270.3 289 .5 308 .5 184 (11)CuHuOs Ethyl-Zrans-cinnamate 8 7 .6 108.5 134.0 150.3 169.2 181.2 196.0 219.3 245.0 2 71 .0 12 (U )CuHiaOs 1-Phenyl-l ,3-pentanedione 9 8 .0 128.5 144.0 159.9 178.0 189.8 204.5 226.7 251.2 276 .5 (43)CnllitOa E thyl benzoylacetate 107.6 136.4 150.3 105.8 181.8 191.9 205 .0 223 .8 244.7 265.0a (11)CnH uO i M yristicine 9 5 .2 126.1 142.0 158.0 177.7 189.5 205 .0 228.1 253 .5 280 .0 (384, 428)CuHm 2,4,5-Trim ethylstyrene 48.1 7 7 .0 91.6 107.1 124.2 135.5 149.8 171.8 196.1 2 2 1 .2P (216)CiiHu 2,4,6-Trim ethylstyrene 3 7 .5 65.7 79.7 9 4 .8 111.8 122.3 136.8 157.8 182.3 2 0 7 .Op (216)C nH u 4-Isopropylstyrene 34 .7 62.3 7 6 .0 91 .2 108.0 118.4 132.8 153.9 178.0 2 0 2 .5P (216)C iiHmO Isobutyrophenone 5 8 .3 8 7 .0 101.4 116.8 133 .8 144.6 158.0 180.1 204.2 228 .0 (11)Cu H mO Pivalophenone 57 .8 85.7 99 .0 114.3 130.4 140.8 154.0 175.0 ■ 197.7 220 .0 (295)C u HmO 2,3,5-Trim ethylacetophenone 7 9 .0 108.0 122.3 137.5 154.2 165.7 179.7 201.3 224.3 247.5 (383)C u HhO: Isobutyl benzoate 6 4 .0 9 3 .6 108.6 124.2 141.8 152.0 166.4 188.2 212.8 2 37 .0 (11, 199)C 11H 14O2 4-Allylveratrole 8 5 .0 113.9 127.0 142.8 158.3 169.6 183.7 2 04 .0 226 .2 248.0 (40)CiiHu 3,5-Diethyltoluene 3 1 .8 59.0 7 2 .7 8 7 .8 104.0 115.3 129.1 150.1 174.0 199.0 (113)CuH u l,2,4-Trim cthyl-5-ethylbenzene 43 .7 71 .2 84 .6 9 9 .7 106.0 126.3 140.3 160.3 184.5 20S. 1 (216)CnHi* l,3,5-Trim ethyl-2-ethylbenzene 3 8 .8 67.0 80 .5 9 6 .0 113.2 123.8 137.9 158.4 183.5 208 .0 (216)CnHio 3-Ethylcum ene 28 .3 55.5 68.8 83 .6 99.9 110.2 124.3 145.4 168.2 193.0 (US)C 11II16 4-Ethylcum ene 3 1 .5 58.4 7 2 .0 86.7 103.3 113.8 127.2 148.3 171.8 195.8 (216)C 11H1« sec-Amylbcnzene 2 7 .8 53 .0 6 5 .8 7 9 .5 94.1 103.9 116.7 135.8 156.2 178.0 (11)CuHieO 4-Zer/-Butyl-2-cresol 74 .3 103.7 118.0 134.0 150.8 161.7 176.2 197.8 221 .8 247 .0 (113)CuIIieO 2-ZerZ-Butyl-4-cresol 7 0 .0 98 .0 112.0 127.2 143.9 153.7 167.0 187.8 210 .0 232.6 (406)CiiHieO 4-ZerZ-Amylphenol n 109.8 125.5 142.3 160.3 172.6 189.0 213.0 239 .5 266 .0 (11)CuHièOi Ethylcam phoronic anhydride 118.2 149.8 165.0 181.8 199.8 211.5 226 .6 2 48 .5 272 .8 298 .0 (11)CnHisOs Bornyl form ate 47 .0 7 4 .8 89.3 104.0 121.2 131.7 145.8 166.4 190.2 214.0 (38S)CuHisOs Geranyl formate 6 1.8 90.3 104.3 119.8 136.2 147.2 160.7 182.6 205 .8 230 .0 (432)CuHuOs N eryl form ate 57 .3 8 5.3 99 .7 114.8 131.5 142.0 155.6 176.8 2 00 .0 224 .5 (178, 397)CnHisOsSi Diethoxym ethylphenylsilane 56.5 83 .6 97 .2 112.0 127.5 137.8 151.2 171.6 193.8 216.5 (114)CuHisO* Diethyl 7-oxoazelate 121.0 150.3 165.7 181.0 197.7 208.3 221 .6 242.6 264.5 286 .0 (11)C 11II20O2 10-Hendecenoic acid 114.0 142.8 156.3 172.0 188.7 199.5 213 .5 232 .8 254.0 275.0 2 4 .5 (11,60)C 11H20O2 M enthyl form ate 4 7.3 7 5 .8 9 0 .0 105.8 123.0 133.8 148.0 169.8 194.2 219.0 (425)C 11H20O2 2-Etliylhexyl acrylate 5 0 .0 77 .7 9 1 .8 106.3 123.7 134.0 147.9 168.2 192.2 216 .0 (US)CiiHjoOa Octyl acrylate 58 .5 87.7 102.0 117.8 135.6 145.6 159.1 180.2 204 .0 2 27 .0 (113)CuHjoOj H exyl levulinate 9 0 .0 120.0 134.7 150.2 167.8 179.0 193.6 215.7 241 .0 2 66 .8 (376)CuH aO IIendecan-2-onc 68.2 9 5 .5 108.9 123.1 139.0 148.6
(Continued on next page)161.0 181.2 202 .3 2 24 .0 is* (11,223, 224, 328)
April 1947
IN
DU
ST
RI
AL
A
ND
E
NG
INE
ER
ING
C
HE
MI
ST
RY
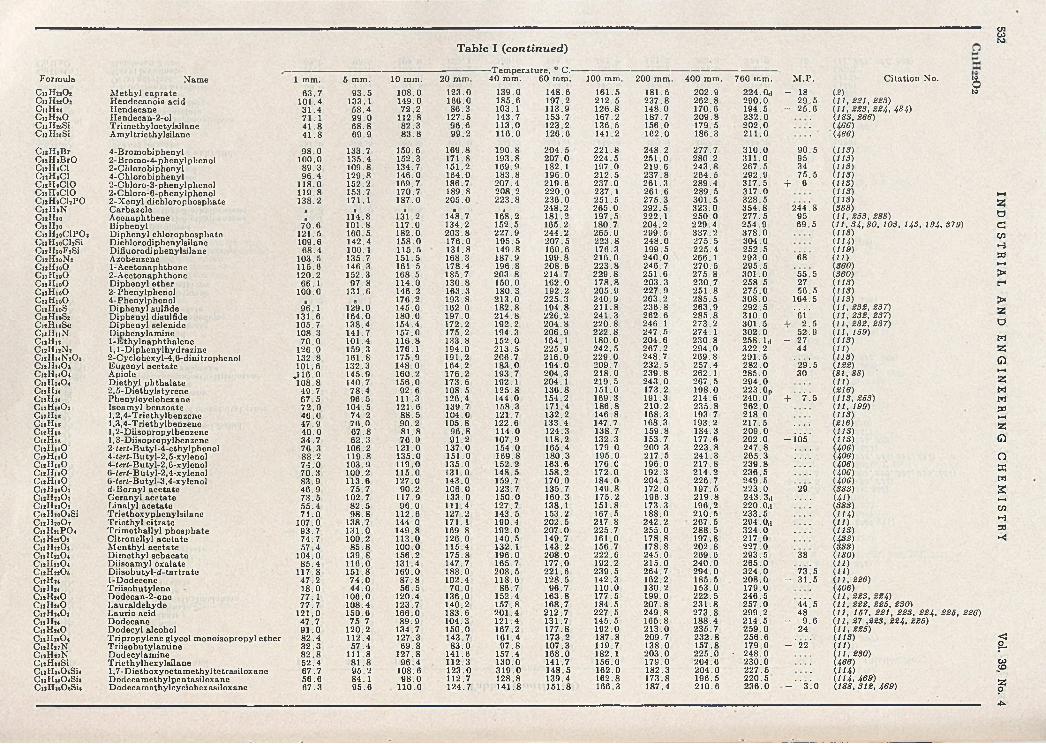
Table I (continued)
FormulaCuH.sO.CuHaaOrCuHi*C u H mOCuHisSiCnHisSi
CuH.BrCisHsBrOC.iH.ClCuHtClCuH.CIOCi.H.CIOCi.H.Cl.POCitH.NCuHioCuIIioCuHjoClPOiCuHioClsSiCi.H.oF.SiCi.HioNsCuHioOCi.H.oOC11H10OCnHioOC11H10OCijHioSCisHioS.CuHioScC11H11NC11H»CuHi.NiCi.HuN.OsC h H hOjCuHiiO*Ci.HuO.Ci.Hi«Ci.HnCi.HuO.C12II18Ci.Hi.Ci.HisC iîH ibCi.IImOCi.HuOCiiHuOC1.H 11OC iïH iiOCi.H.oO.C1. Hi 0 0 3C12H.nO.Ci.HioOiSiC i.H .oO tCuH.iPOiC12H22O2C12II..O.C1.H2.O1Ci.Hi.OiC i*H220sC i.H jiC1.H.4C1.H..OCi.Ii.iOCUH24O2Ci.Hj,Ci.Ht.0C i.H jiO iC 1.H .7NC.1H27NCuHnSiCi.H.iOiSiiCi.HuOiSiiCi.HuOiSii
Naine 1 mm. 5 mm. 10 mm. 20 mm. 40 mm.M ethyl caprate 63.7 9 3 .5 108.0 123.0 139.0Hendecanoio acid 101.4 133.1 149.0 166.0 185.6Hendecane 31.4 58.4 72.2 86.3 103.1IIendecan-2-ol 71 .1 99 .0 112.8 127.5 143.7Trim ethyloctylsilane 4 1 .8 68.8 82.3 9 6.6 113.0Amyltriethylsilane 4 1 .8 69.9 8 3 .8 9 9 .2 116.0
4-Brom obiphenyl 98 .0 133.7 150.6 169.8 190.82-Brom o-4-phenylphenol 100.0 135.4 152.3 171.8 193.82-Chlorobiphenyl 8 9.3 109.8 134.7 151.2 169.94-Chlorobiphenyl 96.4 129.8 146.0 164.0 183.82-Chloro-3-phenylphenol 118.0 152.2 169.7 186.7 207.42-Chloro-6-phenylphenol 2 -X enyl dichlorophosphate
119.8 153.7 170.7 189.8 208.2138.2 171.1 187.0 205 .0 223 .8
Carbazole a a a 8 8Acenaphthene a 114.8 131.2 148.7 168.2Biphenyl 70 .6 101.8 117.0 134.2 152.5Diphenyl chlorophosphate 121.5 160.5 182.0 203 .8 227.9Dichlorodiphenylsilanc 109.6 142.4 158.0 176.0 195.5Difluorodiphenylsilane 6 8.4 100.1 115.5 131.8 149.8Azobenzene 103.5 135.7 151.5 168.3 187.91-Acetonaphthone 115.6 146.3 161.5 178.4 196.82-Acetonaphthone 120.2 152.3 168.5 185.7 203 .8Diphenyl ether 2-Phenylplienol
66.1 9 7 .8 114.0 130.8 150.0100.0 131.6 146.2 163.3 180.3
4-Phenylphenol a a 176.2 193.8 213 .0Diphenyl sulfide 96.1 129.0 145.0 162.0 182.8Diphenyl disulfide 131.6 164.0 180.0 197.0 214 .8Diphenyl selenide 105.7 138.4 154.4 172.2 192.2Diphenylamine1-L.thylnaphthalcne
108.3 141.7 157.0 175.2 194.37 0 .0 101.4 116.8 133.8 152.0'
1,1-Diphenylhydrazine 126.0 159.3 176.1 194.0 213 .52-Cyclohexyl-4f6-dinitrophenol 132.8 161.8 175.9 191.2 206.7Eugcnyl acetate 101.6 132.3 148.0 164.2 183.0Apiole .116.0 145.9 160.2 176.2 193.7Diethyl phthalate 2,5-Diethylstyrene
108.8 140.7 156.0 173.6 192.149.7 78.4 92.6 108.5 125.8
Phenylcyclohexane 6 7 .5 96.5 111.3 126.4 144.0Isoam yl benzoate 7 2 .0 104.5 121.6 139.7 158.31,2,4-Triethylbenzene 46.0 7 4.2 88.5 104.0 121.71,3,4-Triethylbenzene 47.9 7 6 .0 9 0 .2 105.8 122.61,2-Diisopropylbenzene 40 .0 67 .8 8 1 .8 96 .8 114.01,3-Diisopropylbenzene 34.7 62.3 7 6 .0 9 1 .2 107.92-*er£-Butyl-4-ethylphenol 7 6.3 106.2 121.0 137.0 154.04-feri-Butyl-2,5-xylenol 8 8.2 119.8 135.0 151.0 169.84-ieri-Butyl-2f6-xylenol 74 .0 103.9 119.0 135.0 152.2(>-ier<-Butyl-2,4-xylenol 7 0 .3 100.2 115.0 131.0 148.56-fer*-Butyi-3,4-xylenol 83.9 113.6 127.0 143.0 159.7rf-Bornyl acetate 46.9 7 5 .7 9 0.2 106.0 123.7Geranyl acetate 7 3 .5 102.7 117.9 133.0 150.0Linalyl acetate 5 5 .4 8 2 .5 96.0 111.4 127.7Triethoxyphcnylsilane 7 1 .0 9 8 .8 112.6 127.2 143.5Triethyl citrate 107.0 138.7 144.0 171.1 190.4Trim ethallyl phosphate 93.7 131.0 149.8 169.8 192.0C itronellyl acetate 74.7 100.2 113.0 126.0 140.5M enthyl acetate 57.4 8 5 .8 100.0 115.4 132.1Dim ethyl sebacate 104.0 139.8 156.2 175.8 196.0Diisoam yl oxalate 8 5 .4 116.0 131.4 147.7 165.7Diisobutyl-d-tartrate 117.8 151.8 169.0 188.0 208.51-Dodecene 4 7.2 7 4 .0 8 7 .8 102.4 118.6Triisobutylene 18.0 4 4 .0 56 .5 70 .0 86.7Dodecan-2-one 77. 1 106.0 120.4 136.0 152.4Lauraldehyde 77.7 108.4 123.7 140.2 157.8Laurie acid 121.0 150.6 166.0 183.6 201 .4Dodecane 47 .7 7 5.7 8 9 .9 104.3 121.4D odecyl alcoholTripropylene glycol m onoisopropyl ether
9 1 .0 120.2 134.7 150.0 167.282 .4 112.4 127.3 143.7 161.4
Triisobutylam ine 32 .3 57.4 69.8 83 .0 9 7 .8Dodecylam ine 82 .8 111.8 127.8 141.6 157.4T riethylhexylsilane 5 2.4 81 .8 9 6.4 112.3 130.01,7-Diethoxyoctam ethyltetrasiloxane 6 7.7 9 5 .2 108.6 123.0 319 .0Dodecam ethylpentasiloxane 56.6 8 4.1 9 8 .0 112.7 128.8D odecam ethylcyclohexasiloxane 67.3 95 .6 110.0 124.7 141.8
■Temperature, 0 C.* 60 mm.
148.6197.2 113.9153.7123.2 126.6
204 .5207.0182.1196.0219.6220.0236.0248.2181.2165.2244.2207.5160.6199.8 208.6214.7162.0192.2225.3194.8 226.22 04 .8206.9164.1225.9 2 16 .0194.0204.3 204. 1 136.8154.2171.4132.2133.4124.3 118.2165.4 180.3163.6158.2170.0135.7160.3138.1153.2202.5207 .0149.7143.22 08 .0177.0221.6128.5 9 6 .7
163.8168.7212.7131.7177.8173.2107.3168.0141.7148.5139.4151.8
100 mm. 200 mm. 400 mm. 760 mm. M .P .161.5 181.6 202.9 224.0a - 18212.5 237.8 262.8 290.0 2 9.5126.8 148.0 170.6 194.5 - 25 .6167.2 187.7 209.8 232.0136.5 156.0 179.5 202.0141.2 162.0 186.3 211.0
221.8 248.2 277.7 310.0 90.5224.5 251.0 280.2 311 .0 95197.0 219.6 243.8 267.5 34212.5 237.8 264.5 292.9 75.5237.0 261.3 289.4 317.5 + 6237.1 261.6 289.5 317.0251.5 275.3 301.5 328.5265.0 292.5 323 .0 354.8 244! 8197.5 222.1 250.0 277.5 95180.7 204.2 229.4 254.9 6 9.5265.0 299.5 337.2 378.0223.8 248.0 275.5 304.0176.3 199.5 225.4 252.5216.0 240.0 266.1 293.0 68223 .8 246.7 270.5 295.5229.8 251.6 275.8 301.0 ‘ 55*5178.8 203.3 230.7 258.5 27205.9 227.9 251.8 275.0 56.5240.9 263.2 285.5 308 .0 164.5211.8 236.8 263.9 292.5241.3 262.6 285.8 310.0 ’ ¿ i "220 .8 246.1 273.2 301.5 + 2 .5222.8 247.5 274.1 302.0 52.9180.0 204.6 230.8 258.1d - 27242.5 267.2 294.0 322.2 44229.0 248.7 269.8 291.5209.7 232.5 257.4 282.0 '2 9 . 5218.0 239.8 262.1 285.0 30219.5 243 .0 267.5 294.0151.0 173.2 198.0 2 2 3 .0„169.3 191.3 214.6 240.0 + 7 .5186.8 210.2 235.8 262.0146.8 168.3 193.7 218.0147.7 168.3 193.2 217.5138.7 159.8 184.3 209.0132.3 153.7 177.6 202.0 — i Ô 5179.0 200.3 223.8 247.8195.0 217.5 241.3 265.3176.0 196.0 217.8 239.8172.0 192.3 214.2 2 3 6 .5184.0 204.5 226.7 249.5149.8 172.0 197.5 223.0 ’ 29*175.2 196.3 219.8 2 4 3 .3,i151.8 173.3 196.2 220.0,1167.5 188.0 210.5 2 3 3 .5217.8 242.2 267.5 294.0,1225.7 255.0 288.5 324.0161.0 178.8 197.8 217.0156.7 178.8 202.8 227.0222.6 245.0 269.6 293.5 38192.2 215.0 240.0 265.0239.5 264.7 294.0 324.0 7 3 ' 5142.3 162.2 185.5 208.0 - 31 .5110.0 130.2 153.0 179.0177.5 199.0 222.5 246.5184.5 207.8 231.8 257.0 Ü ’ ô227.5 249.8 273.8 299.2 48145.5 165.8 188.4 214.5 - 9 .6192.0 213 .0 235.7 259.0 24187.8 209.7 232.8 256.6119.7 138.0 157.8 179.0 - ' 22 '182.1 203.0 225.0 • 248.0156.0 179.0 204.6 230.0162.0 182.3 204.0 227.5162.8 173.8 196.5 220.5166.3 187.4 210.6 236 .0 - ” 3 .0
Citation N o. ^
08) “ (11, 221, 223)(11, 223, 224, 484)(183, 266)(466)(466)
(113)(113)(113)(US)(US)(US)(113)(388)(11, 25S, 288)(11, 34,80, 103, 143, 194, 379) (US)(114)(119)(U )(360)(360)(US)(US)(US)(U , 232, 237)(11, 232, 237)(11, 232, 237)(U , 159)(US)(U )(US)(122)(81,88) ’(U )(216)(113, 253)(11, 199)(US)(216)(US)(US)(406)(406)(406)(406)(406)(383)(4D(S8S)(U4)(U )(US)(432)(383)(ISO)(U )(U )(11, 226)(406)(11, 223, 224 )(U , 222, 225, 230)(11, 167, 221, 223, 224, 226, 226) (11,27 ,223, 224, 225)(11, 225)(US)(U )(11, 230)(466)(U4)(114, 469)(188, 312, 469)
532 IN
DU
ST
RIA
L
AN
D
EN
GIN
EE
RIN
G
CH
EM
IST
RY
Vol.
39, No.
4
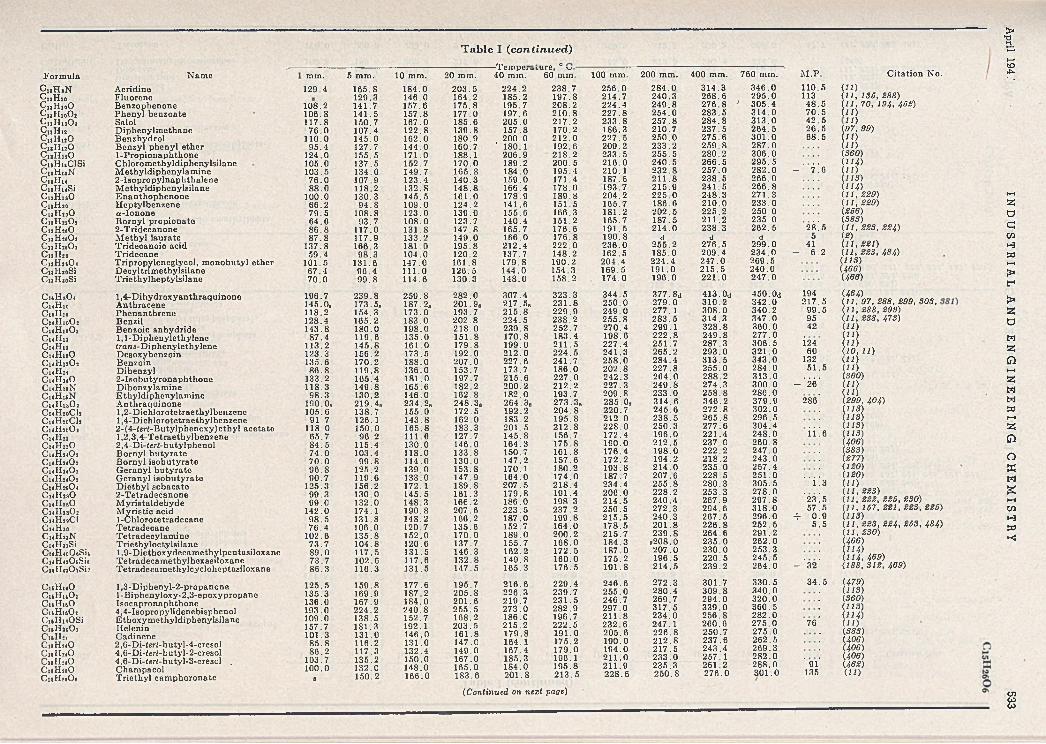
C jiH iN AcridineC iaHio FluoreneCjjH ioO BenzophenoneC jjH ioOz Phenyl benzoateC jjH ioOj SalolC jjH iî D iphenylm cthaneCjiH uO BenzhydrolCu H iîO Benzyl phenyl etherCàaHiîO 1-PropionaphthoneCuIIuClSi Chlorom ethyldiphenylsilaneC nH ijN M ethyldiphenylam ineC ijH k 2-IsopropylnaphthaleneCuH uSi M ethyldiphcnylsilaneC uH nO EnanthophenoneCuHjo H cptylbenzeneCuHtoO a -lon on eC iiH îîOï Bornyl propionateC uH îsO 2-TridecanoneC ijH ïsO î M ethyl laurateC uH îsOj Tridecanoic acidC u H îs TridecaneCuHssO« Tripropyleneglycol, m onobutyl etherCnHioSi Decyltrim cthylsilaneCuHioSi Triethylheptylsilane
C hH sO* 1,4-DihydroxyanthraquinoncC h H io AnthraceneC 14H 10 PhenanthrcneC14H10O2 BenzilCk H ioOj Benzoic anhydrideC uH u 1,1-DiphenylethyleneC hH iî irans-DiphenylethyleneC hH uO DesoxybenzoinC14H12O2 BenzoinC hH i4 D ibenzylC14H14O 2-l8obutyronaphthoneC mHu N D ibenzylam ineC mH u N Ethyldiphenylam ineCnHuOa AnthraquinoneC14H20CI2 1,2-DichlorotetraethylbenzencC14H20CI2 1,4-DichlorotetraethylbenzeneC14II20O1 2-(4-ieri-Butylphenoxy)ethyl acetateC 14H22 1,2,3,4-TetraethylbenzeneC14H22O 2,4-Di-ier/-butylphenolC14H24O2 Bornyl butyrateC14H24O2 Bornyl isobutyrateC14H24O2 Geranyl butyrateC14H24O2 Geranyl isobutyrateC mH2*04 D iethyl sebacateC14H2SO 2-TetradecanoneChH jsO M yristaldehydeC14H28O2 M yristic acidC14H29CI 1-ChlorotetradecaneC h H jo TetradecaneC14H11N Tetradecylam incCuHwSi Triethyloctyl8ilaneCuHaoOiSii 1,9-DiethoxydecamethylpentasiloxaneCi4H420jSi6 TetradecamethylhexasiloxaneCuH «OïSi7 Tetradecam ethylcyclohcptasiloxane
C uH hO l,3-D iphenyl-2-propanoneC 11H 14O2 l-B iphenyloxy-2,3-epoxypropaneCaHieO IsocapronaphthoneC iiH uO i 4,4-IsopropylidenebisphenolCuIIisOSi EthoxymethyldiphenylsilaneC 16H20O2 IleleninC 16II24 CadineneC 16H24O 2,6-Di-ieri-butyl-4-cresolCnH nO 4,G-Di-ter*-butyl-2-cresolCisEbiO 4,6-Di-terf-butyl-3-cresol .C u H260 Cham pacolCuHasOi Triethyl cam phoronate
Form ula Name
T a b l e I ( c o n t i n u e d )rp______ _____ 0
mm. 5 mm. 10 mm. 20 mm.ICUiptlutUlLi V.
40 mm. 60 mm. 100 mm. 200 mm. 400 mm. 760 mm. M .P . C itation No.
129.4 165.8 184.0 2 03 .5 224 .2 238 .7 2 56 .0 284 .0 314 .3 346 .0 110.5 (U )129.3 146.0 164.2 185.2 197.8 214.7 240.3 268.6 295.0 113 ( 11, 185, 288)
108.2 141.7 157.6 175.8 195.7 208.2 224.4 249 .8 276 .8 J 305.4 48 .5 (11, 70, 194, 452)106.8 141.5 157.8 177.0 197.6 2 10 .8 227 .8 254 .0 283 .5 3 14 .0 70 .5 ( ID117.8 150.7 167.0 185.6 205 .0 217.2 233 .8 257 .8 284 .8 3 13 .0 4 2 .5 /2 ) ^7 6 .0 107.4 122.8 139.8 157.8 170.2 186.3 210.7 237 .5 2 64 .5 26 .5 (97, 99)110.0 145.0 162.0 180.9 200 .0 212 .0 227.5 250 .0 275 .6 3 01 .0 6 8.5 111)95.4 127.7 144.0 160.7 * 180.1 192.6 209.2 233.2 2 59 .8 287.0 a n
124.0 155.5 171.0 188.1 206.9 218.2 233.5 255.5 280.2 306 .0 (360)105.0 137.5 152.7 170.0 189.2 200.5 216 .0 240.5 266.5 2 95 .5 (114)103.5 134.0 149.7 165.8 184.0 195.4 210.1 232 .8 2 57 .0 282 .0 - ’ 7 ! 6 (11)
76 .0 107.9 123.4 140.3 159.0 171.4 187.6 211 .8 238.5 266 .0 (US)88 .0 118.2 132.8 148.8 166.4 178.0 193.7 215.9 241.5 266 .8 ( 1 1 4 )
100.0 130.3 145.5 161.0 178.9 189.8 204.2 225 .0 248.3 271 .3 (11, 229)66.2 94 .8 109.0 124.2 141.6 151.5 165.7 186.6 210 .0 233.0 (11, 229)79.5 108.8 123.0 139.0 155.6 166.3 181.2 202 .5 225.2 250 .0 (2S6)64 .6 9 3.7 108.0 123.7 140.4 151.2 165.7 187.5 211.2 235 .0
28! 5(383)
86 .8 117.0 131.8 147.8 165.7 176.6 191.5 214 .0 238.3 2 62 .5 (11, 223, 224)8 7 .8 117.9 133.2 149.0 166.0 176.8 190.8 d d d 5 (2)
137.8 166.3 181.0 195.8 212.4 222 .0 236 .0 255.2 276 .5 299 .0 41 (11, 221)5 9.4 98.3 104.0 120.2 137.7 148.2 162.5 185.0 209.4 234 .0 - 6 .2 (11, 223, 484)
101.5 131.6 147.0 161.8 179.8 190.2 204.4 224 .4 247 .0 269.5 (113)6 7.4 96 .4 111.0 126.5 144.0 154.3 .1 6 9 .5 191.0 215 .5 240 .0 (436)70.0 99 .8 114.6 130.3 148.0 158.2 174.0 196.0 221 .0 2 47 .0 (466)
196.7 239 .8 2 59 .8 282 .0 307.4 323 .3 344 .5 3 7 7 .8d 4 1 3 .0d 4 5 0 .0d 194 (464)145.0a 173.58 187.2s 201.9a 217.5« 2 31 .8 2 50 .0 2 79 .0 310.2 342 .0 217.5 (11,97, 288, 299, SOS,118.2 154.3 173.0 193.7 215 .8 229 .9 2 49 .0 277.1 308 .0 340.2 9 9 .5 (11, 288, 299)128.4 165.2 183.0 202.8 224 .5 238 .2 255 .8 2 83 .5 3 14 .3 347 .0 95 (11, 238, 473)143.8 180.0 198.0 218 .0 239 .8 252.7 270 .4 299.1 3 28 .8 360.0 42 (U )8 7.4 119.6 135.0 151.8 170.8 183.4 198.6 222 .8 249 .8 277 .0
Î24(U )
113.2 145.8 161.0 179.8 199.0 211 .5 227.4 251 .7 287.3 306.5 (U )123.3 156.2 173.5 192.0 212 .0 224 .5 241.3 265 .2 293 .0 3 21 .0 60 (10, 11)135.6 170.2 188.0 207 .0 227.6 241.7 2 58 .0 284 .4 313 .5 3 43 .0 132 (U )8 6 .8 119.8 136.0 153.7 173.7 186.0 2 02 .8 227 .8 255 .0 284 .0 51 .5 (U )
133.2 165.4 181.0 197.7 215 .6 2 27 .0 242.3 264 .0 288 .2 3 13 .0- ’ ¿ è ’
(360)118.3 149.8 165.6 182.2 200.2 212.2 227.3 249 .8 274.3 3 00 .0 (U )9 8 .3 130.2 146.0 162.8 182.0 193.7 2 09 .8 2 33 .0 2 58 .8 286 .0
286(U )
190.0fi 2 19 .4S 234.2s 248.3a 264.3s 2 7 3 .3a 285. 0s 314 .6 346.2 379.9 (299, 404)105.6 138.7 155.0 172.5 192.2 204 .8 220.7 245.6 272 .8 302 .0 (US)9 1.7 126.1 143.8 162.0 183.2 195.8 212 .0 238 .5 265 .8 296 .5 (US)
118.0 150.0 165.8 183.3 201.5 2 12 .8 228 .0 250.3 277 .6 304.4i i ! 6
(US)65.7 96.2 111.6 127.7 145.8 156.7 172.4 196.0 221.4 248 .0 (113)84 .5 115.4 130.0 146.0 164.3 175.8 190.0 212.5 237.0 260 .8 (406)7 4 .0 103.4 118.0 133.8 150.7 161.8 176.4 198.0 222 .2 247 .0 (333)7 0 .0 99 .8 114.0 130.0 147.2 157.6 172.2 194.2 218.2 2 43 .0 (277)9 6 .8 125.2 139.0 153.8 170.1 180.2 193.8 214 .0 235 .0 257.4 (120)9 0.7 119.6 133.0 147.9 164.0 174.0 187.7 207.6 228.5 2 51 .0
' Ü 3(120)
125.3 156.2 172.1 189.8 207 .5 218.4 234.4 255 .8 280.3 305 .5 (U )9 9.3 130.0 145.5 161.3 179.8 191.4 2 06 .0 228.2 253.3 278 .0
’ 23! 5(11, 223)
99 .0 132.0 148 3 166.2 186.0 198.3 2 14 .5 240 .4 267.9 2 97 .8 (11, 222, 226, 230)142.0 174.1 190.8 207 .6 223 .5 237.2 250.5 272.3 294.6 3 18 .0 5 7.5 (11, 167,221, 223, 226)98 .5 131.8 148.2 166.2 187.0 199.8 2 15 .5 240.3 267 .5 296 .0 + 0 .9 (US)7 6 .4 106.0 120.7 135.6 152.7 164.0 178.5 2 01 .8 2 26 .8 252 .5 5 .5 (11, 223, 2 2 4 , 863, 484)
102.6 135.8 152.0 170.0 189.0 200 .2 215 .7 239 .8 264 .6 291 .2 (U , 230) (466)73 .7 104.8 120.6 137.7 155.7 168.0 184.3 #208.0 2 35 .0 2 62 .0
8 9 .0 117.5 131.5 146.3 162.2 172.5 187.0 207 .0 230 .0 253 .3 (U4)73 7 102 6 117.6 132.8 149.8 160.0 175.2 196.5 220 .5 245 .5
- ' 3 2 '(114, 469)
86.3 116.3 131.5 147.5 165.3 176.5 191.8 2 14 .5 239.2 264.0 (188, 312, 469)
125.5 159.8 177.6 195.7 216 .6 229 .4 2 46 .6 272 .3 301 .7 330 .5 3 4 .5 (479)135.3 169.9 187.2 2 05 .8 226 .3 239.7 2 55 .0 280 .4 3 09 .8 340 .0 (113)136.0 167.9 184.0 201 .6 219.7 231 .5 246.7 269.7 294 .0 3 20 .0 (360)193.0 224.2 2 40 .8 2 55 .5 2 73 .0 282 .9 297 .0 3 17 .5 3 39 .0 360 .5 (US)
(114)109.0 138.5 152.7 168.2 186.0 196.7 2 11 .8 2 34 .0 2 56 .8 2 82 .0'76157.7 181.3 192.1 2 03 .5 215.2 222.5 232 .6 247.1 260.6 275 .0 (U )
101.3 131.0 146.0 161.8 179.8 191.0 205.6 226 .8 250 .7 275 .0 (383)8 5 .8 116.2 131.0 147.0 164.1 175.2 190.0 212 .8 237 .6 262.5 (406)86.2 117.3 132.4 149.0 167.4 179.0 194.0 217.5 243.4 269.3 (406)
103.7 135.2 150.0 167.0 185.3 196.1 2 11 .0 2 33 .0 257.1 282 .0' 91
(406)100.0 132.0 148.0 165.0 184.0 195.8 211.9 235.3 261.2 288 .0 (462)
s 150.2 166.0 183.6 2 01 .8 2 13 .5 228.6 250 .8 2 76 .0 3 01 .0 135 (U )
(Continued on next page)
April
194.' IN
DU
ST
RIA
L
AN
D
EN
GIN
EE
RIN
G
CH
EM
IST
RY
533
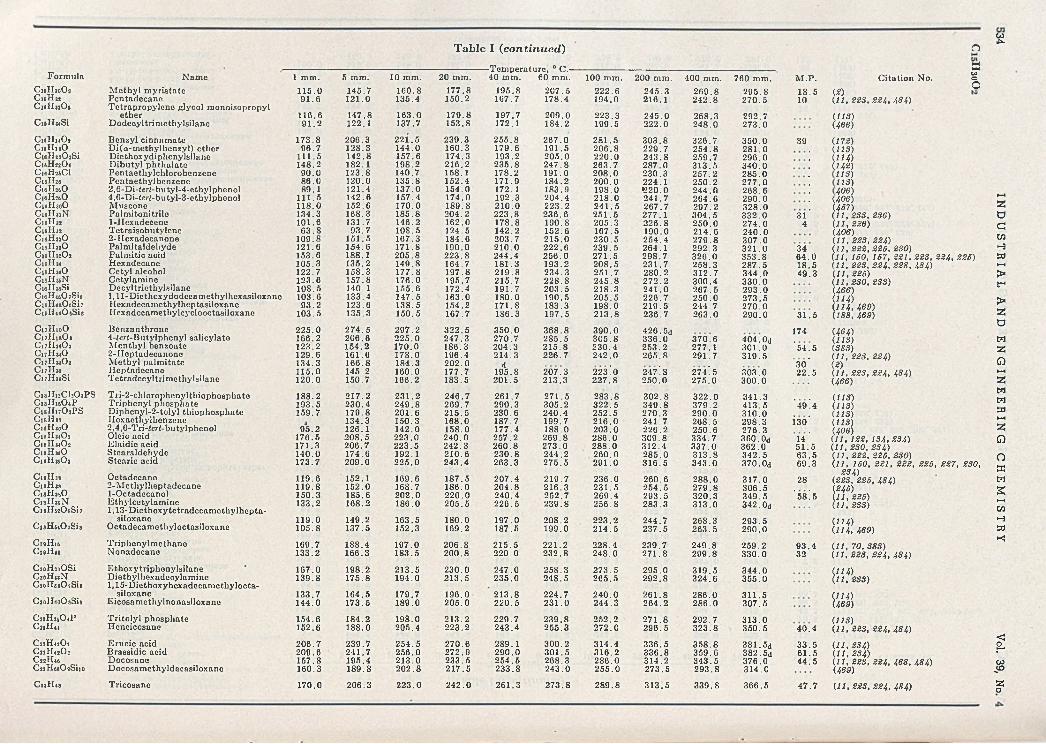
Table I (continued)
FormulaCaHjoOaC i* !!«CisHnOf
C iîH mS î
CuHuO»CieHuOCiiHtoOjSiC isH ï îOîCi«H2sC 1C i«HmC mH mOCi«Hs»0CiaHjoOCw H «NCi«H j2CieHi2CisHssOCi«H« 0CiaHssOtC ibI I mCieHwOCwHttNCicHwSiCieH«07SÎ6C»H4sO«Si7CiiHasOsSis
C itH ioOC i ï H isO jCl7ll2402Ci7H«0Cl7H «0*Cl71 Is4 CnHasSi
CisHuCbOiPSCiaHuOaPCisHuOiPSCisliaoCisIiaoOC isI I mOjCisHuOsC is H mOC ibH k Oj
CisHasCiaHisCisHssOC ibH mNCisHsîOsSi;
C isH mOtS î »
CitHwC 19H40
CsoHaoOSiC joH o NCsoHssOsSis
CîoIIcoOsSis
CJlHnoapCaiH «
C22H42O2C22H42O2CuEbgCîaHwOaSiio
Ci«H 48
-Tem perature, 0 C .-Name 1 mm. 5 mm. 10 mm. 20 mm. 40 mm. 60 mm. 100 mm. 200 mm.
M ethyl myristate 115.0 145.7 160.8 177.8 195.8 207 .5 222 .6 245 .3PentadecaneTetrapropylene glycol m onoisopropyl
9 1 .6 121.0 135.4 150.2 167.7 178.4 194.0 216.1
ether 116.6 147.8 163.0 179.8 197.7 209 .0 223 .3 245 .0Dodecyltrim ethylsilane 9 1 .2 122.1 137.7 153.8 172.1 184.2 199.5 222 .0
Benzyl cinnamate 173.8 206.3 2 2 Î .5 239 .3 255 .8 2 67 .0 281 .5 3 03 .8D i(a-m ethylbenzyl) ether 96 .7 128.3 144.0 160.3 179.6 191.5 2 06 .8 229 .7Diethoxydiphenylsilanc 111.5 142.8 157.6 174.3 193.2 205 .0 220 .0 243 .8D ibutyl phthalatc 148.2 182.1 198.2 216.2 2 35 .8 2 47 .8 263 .7 287 .0Pentaethylchlorobenzene 90 .0 123.8 140.7 158.1 178.2 191.0 2 08 .0 230.3Pcntaethylbenzene 86.0 120.0 135.8 152.4 171.9 184.2 2 00 .0 224.12,6-Di-teri-butyl-4-ethylphenol 89.1 121.4 137.0 154.0 172.1 183.9 198.0 *220.04,6-Di-iert-butyl-3-ethylphenol 111.5 142.6 157.4 174.0 192.3 204 .4 218 .0 241 .7M uscone 118.0 152.6 170.0 189.8 2 10 .0 223 .2 2 41 .5 267 .7Palmitonitrile 134.3 168.3 185.8 204.2 2 23 .8 236 .6 251 .5 277.11-He.xadecene 101.6 131.7 146.2 162.0 178.8 190.8 2 05 .3 2 26 .8Tetraisobutylene 6 3 .8 93 .7 108.5 124.5 142.2 152.6 167.5 190.02-H exadecanone 109.8 151.5 167.3 184.6 203.7 2 15 .0 2 30 .5 2 54 .4Palmitaldeliyde 121.6 154.6 171.8 190.0 210 .0 222 .6 2 39 .5 264.1Palm itic acid 153.6 188.1 205 .8 2 23 .8 244.4 256 .0 271 .5 298 .7Hexadecane 105.3 135.2 149.8 164.7 181.3 193.2 2 08 .5 2 31 .7C etyl alcohol 122.7 158.3 177.8 197.8 2 19 .8 234 .3 2 51 .7 280 .2Cetylam inc 123.6 157.8 176.0 195.7 215.7 228 .8 2 45 .8 272 .2Decyltriethylsilane 108.5 140.1 155.6 172.4 191.7 203 .5 218 .3 241 .01,11-Diethoxydodecamethylhexasiloxane 103.6 133.4 147.5 163.0 180.0 190.5 205 .5 226 .7Hexadecamethylheptasiloxane 93 .2 123.6 138.5 154.2 171.8 183.3 198.0 219 .5Ilcxadecam ethylcyclooctasiloxane 103.5 135.3 150.5 167.7 186.3 197.5 2 13 .8 236 .7Benzanthrone 2 25 .0 2 74 .5 297.2 3 22 .5 350 .0 3 68 .8 390 .0 4 2 6 .5d4-teri-Butylphenyl salicylate 166.2 206 .6 2 25 .0 247.3 270 .7 285 .5 3 05 .8 3 36 .0M cnthyl benzoate 123.2 154.2 170.0 186.3 204.3 215 .8 230 .4 253 .22-Heptadecanone 129.6 161.6 178.0 196.4 214.3 226 .7 242 .0 265. SM ethyl palmitato 134.3 166.8 184.3 202 .0 dHeptadecanq 115.0 145.2 160.0 177.7 195.8 207 .*3 223! 0 247] 8Tctradecyltrim ethylsilane 120.0 150.7 166.2 183.5 201.5 213.3 227 .8 250 .0
Tri-2-chlorophenylthiophosphate 188.2 217 .2 231 .2 2 46 .7 261.7 271.5 283 .8 3 02 .8Triphenyl phosphate 193.5 230 .4 249 .8 269 .7 290.3 305.2 3 22 .5 3 49 .8D iphenyl-2-tolyl thiophosphate 159.7 179.8 201.6 215.5 230.6 240.4 252 .5 270.3Hexaethylbenzene B 134.3 150.3 168.0 187.7 199.7 216 .0 241.72,4,6-Tri-iert-butylphenol 95 .2 126.1 142.0 158.0 177.4 188.0 2 03 .0 226.2Oleic acid 176.5 208 .5 2 23 .0 240 .0 257.2 2 69 .8 286 .0 309 .8Elaidic acid 171.3 206.7 2 23 .5 242.3 260 .8 273 .0 288 .0 312 .4Stearaldehyde 140.0 174.6 192.1 210 .6 230 .8 244.2 2 60 .0 285 .0Stearic acid 173.7 209 .0 2 25 .0 243 .4 263.3 275.5 291 .0 316 .5Octadccane 119.6 152.1 169.6 187.5 207 .4 219.7 236 .0 260 .62-M ethylheptadecane 119.8 152.0 16S.7 186.0 204 .8 216.3 2 31 .5 254 .51-Octadecanol 150.3 185.6 202 .0 2 20 .0 2 40 .4 252.7 269 .4 293.5Ethylcetylam ine1,13-Diethoxytetradecam ethylhepta-
133.2 168.2 186.0 205.5 226 .5 239 .8 2 56 .8 283.3siloxane 119.0 149.2 163.5 180.0 197.0 208.2 223 .2 2 44 .7
Octadecam ethyloctasiloxane 105.8 137.5 152.3 169.2 187.5 199.0 214.5 2 37 .5Triphenylm ethane 169.7 188.4 197.0 206 .8 215 .5 221.2 228 .4 239.7N onadecane 133.2 166.3 183.5 200 .8 220.0 232 .8 248 .0 271.8E thoxy triphenylsilane 167.0 198.2 213.5 230 .0 247.0 258.3 273 .5 295 .0D iethylhexadecylam inc1,15-Diethoxyhexadecam ethylocta-
139.8 175.8 194.0 213.5 235 .0 248.5 265 .5 2 92 .8siloxane 133.7 164.5 179.7 196.0 213 .8 224 .7 240 .0 2 61 .8
Eicosam ethylnonasiloxane 144.0 173.5 189.0 205.0 2 20 .5 2 31 .0 244.3 264.2
Tritolyl phosphate 154.6 184.2 198.0 213 .2 229.7 2 39 .8 252.2 2 71 .8Heneicosane 152.6 188.0 205.4 223.2 243.4 255.3 272 .0 296.5
E rucic acid 206 .7 239 .7 254 .5 270 .6 289.1 300 .2 314.4 336 .5Brassidic acid 209.6 241 .7 256 .0 272 .9 2 90 .0 301 .5 316.2 336 .8D ocosane 157.8 195.4 213 .0 233 .5 254 .5 268 .3 286 .0 314.2Docosam ethyldecasiloxane 160.3 189.8 202 .8 217.5 233 .8 243 .0 2 55 .0 273.5
Tricosane 170.0 206 .3 223 .0 242 .0 261.3 273 .8 289 .8 313 .5
400 mm. 760 mm.2 69 .8242 .8
268 .3248 .0
3 26 .72 54 .8259.73 13 .5257.2250 .2244 .0264 .6297 .23 04 .5250 .0214 .62 79 .82 92 .33 26 .0258.33 12 .7300 .42 67 .5250 .0244 .7263 .0
3 70 .6277.1291.7
274 ’. 5275 .0
3 22 .0379 .22 90 .02 68 .5250 .6334 .73 37 .0313 .83 43 .0
288 .0279 .8320 .3313 .0
268.32 63 .5
249 .8299 .8
3 19 .5324.6
2 86 .0 286 .0
2 92 .7323 .8
358 .8 359 .6 343 .5293 .8
339 .8
2 95 .8270.5
292.7273.0
3 50 .02 81 .0296 .0340 .0285 .0277 .0268 .6290 .03 28 .03 32 .02 74 .0240 .0307 .0321 .03 53 .8287 .53 44 .03 30 .02 93 .02 73 .52 70 .0290 .0
4 0 4 .0d301 .03 19 .5
3 03 .0300 .0
341.3413 .5310 .0298.3276.3 3 6 0 .0d362 .0342 .5 3 7 0 .0d
3 17 .0306.5349 .5 3 4 2 .0d
293 .5290 .0
259.23 30 .0
344 .03 55 .0
3 11 .5307 .5
3 13 .0350 .5
3 8 1 .5d 3 8 2 .5d376 .0314 .0
366 .5
M .P .18.510
39
S3COoo
ft £
314
346 4 .018.549.3
3 1 .5
174
'5 4 .5
30*2 2 .5
*49*4
i 30 *
14 '51 .56 3 .5 69 .3
28
*58! 5
9 3 .432
4 0 .4
33 .56 1 .544 .5
Citation N o.
(*)(11, 223, 224, 484)
(US)(466)
(172)(US)(U4)(143)US)US)406)
(406)(467)(11, 233, 236)(11, 226)(406)(11, 223, 224 )(11, 222, 226, 230)(11, 160, 167, 221, 223, 224, 226)( 1 1 , 223, 22 4 , 328, 484)(11, 226)(11, 230, 233)(466)( ¡ 14 )( 114 , 469 )(188, 469)
(464)(113)(383)(U , 223, 224)(2)(11, 223, 224, 484)(466)
(US)(US)(113)(US)(406)(11, 122, 134, 234)(11, 230, 234)(U , 222, 226, 230)(11, 160, 221, 222, 226, 227, 230,
234)(223, 226, 484)(246)(11, 225)(11, 233)
(U4)(U4, 469)
(11, 70, 383)(11, 223, 224, 484)
g i i U(U 4)(469)
(113)(11, 223, 224, 484)
(U , 234)(U , 234)(11, 223, 224 , 468, 484)(469)
4 7 .7 (11,223,224,484)
IN
DU
ST
RIA
L
AN
D
EN
GIN
EE
RIN
G
CH
EM
IST
RY
Vol.
39, N
o.
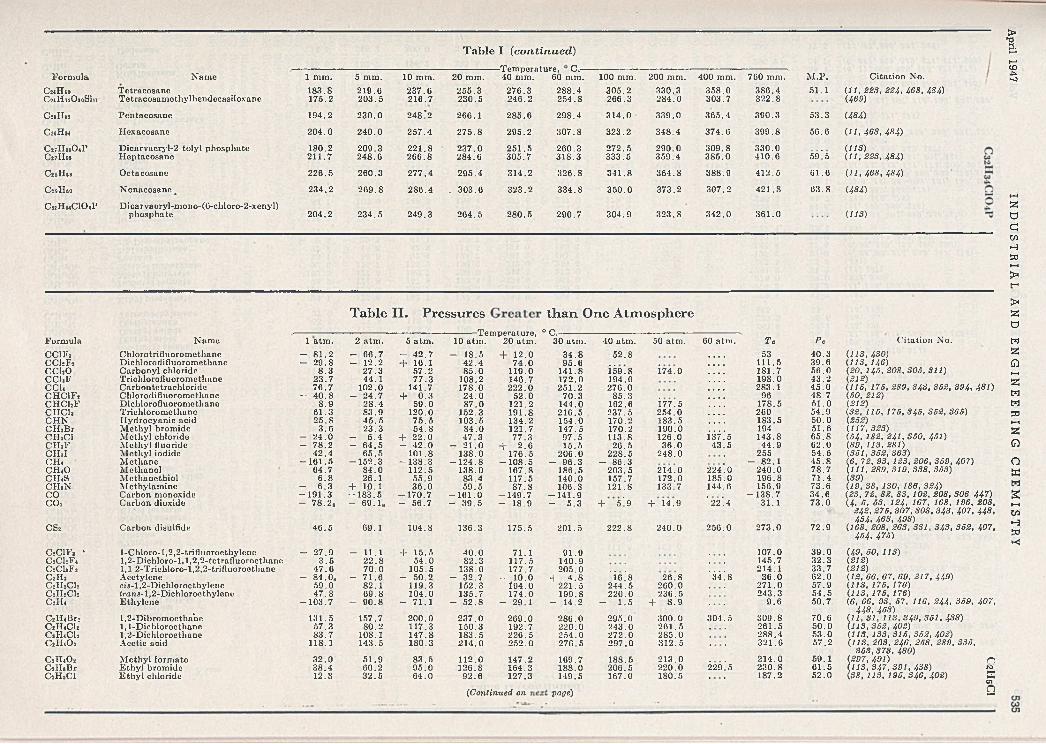
Table I (continued)
Form ula Name 1 mm. 5 mm. 10 mm. 20 mm.—Tem perature, C.—
40 mm. 60 mm. 100 mm. 200 mm. 400 mm. 760 mm. M .P . C itation N o.CmH soC24ll720loSill
TetracosaneTetracosam cthylhendecasiloxane
183 .8175.2
219 .6203 .5
237 .6216 .7
255 .3230 .5
276 .3246 .2
288.4254 .8
305 .2266.3
330.3284 .0
358 .0303.7
3S6.4322 .8
51.1 (11, 223, 224, 468, 484) (469)
CssHu Pentacosane 194.2 230 .0 248*2 266.1 2 85 .6 298.4 3 14 .0 3 39 .0 365.4 390 .3 53 .3 (484)
C26Hm Ilexacosane 2 04 .0 2 40 .0 257 .4 2 75 .8 295.2 3 07 .8 323 .2 348 .4 374 .6 3 99 .8 56.6 (11, 468, 484)
C27H 11O4PG hH m
D icarvacryl-2-tolyl phosphate Heptacosane
180.2211.7
209.3248 .6
221.8266 .8
2 37 .0284 .6
251 .5305.7
260.3318 .3
272 .5333 .5
290 .03 59 .4
3 09 .83 85 .0
330 .0410 .6 59! 5
(118)(11, 223, 484)
C*sH h Octacosane 226 .5 260 .3 2 77 .4 295 .4 314 .2 326 .8 341 .8 364.8 388.9 412 .5 61 .6 (11,468, 484)
C29II60 N onacosanc _ 234 .2 2 69 .8 286.4 . 303 .6 323 .2 3 34 .8 3 50 .0 373.2 307 .2 4 21 .8 63 .8 (484)
CssH mCIOjP Dicarvacryl-m ono-(G -cliloro-2-xenyl)phosphate 204 .2 234 .5 249 .3 264 .5 2 80 .5 2 90 .7 304 .9 3 23 .8 3 42 .0 3 61 .0 (US)
Table II. Pressures
Form ula Name 1 atm. 2 atm . 5 atm.-------------Tem perature,
10 atm. 20 atm.CClFa Chlorotrifiuorom ethane - 8 1 .2 - 66 .7 - 4 2 .7 - 18 .5 4- 12 .0CC12F2 Dichlorodifluorom ethane - 2 9 .8 - 12.2 + 16.1 4 2 .4 7 4 .0CChO C arbonyl chloride 8 .3 2 7 .3 57 .2 8 5 .0 119.0CClaF Trichlorofluorom ethane 2 3 .7 44.1 7 7 .3 108.2 146.7CCU Carbontetrachloride 7 6 .7 102.0 141.7 178.0 2 22 .0C H CIF2 Chlorodifluorom ethane - 4 0 .8 - 24 .7 + 0 .3 2 4 .0 5 2 .0CH ClsF Dichlorofluorom ethane 8 .9 28 .4 5 9 .0 8 7 .0 121.2CHCla Trichlorom ethane 6 1 .3 83 .9 120 .0 152.3 1 91 .8C H N H ydrocyanic acid 2 5 .8 45 .5 7 5 .5 103.5 134.2C IljB r M ethyl brom ide 3 .6 23 .3 5 4 .8 S 4.0 121.7CHaCl M ethyl chloride - 24 .0 - 6 .4 + 2 2 .0 47 .3 77.3C H jF M ethyl fluoride - 78 .2 - 6 4 .5 - 4 2 .0 - 2 1 .0 4- 2 .6CH«I M ethyl iodide 4 2.4 6 5 .5 101.8 138 .0 176.5CH« M ethane - 1 6 1 .5 - 1 5 2 .3 -1 3 8 .3 - 1 2 4 . S - 1 0 8 .5C H «0 M ethanol 64.7 8 4 .0 112.5 138.0 167.8CIHS M ethanethiol 6 .8 26.1 55 .9 83.4 117.5CH»N M ethylam ine - 6 .3 + l p . l 3 6 .0 59 .5 8 7 .8CO Carbon m onoxide - 1 9 1 .3 - 1 8 3 .5 - 1 7 0 .7 - 1 6 1 .0 - 1 4 9 .7CO2 C arbon dioxide - 78 .2« - 6 9 .1» - 56 .7 - 3 9 .5 - 18.9
c s 2 Carbon disulfide 46 .5 69.1 104.8 136.3 175.5
CsClFa • l-Chloro-l,2 ,2-trifluoroethylene - 2 7 .9 - 11.1 4- 15 .5 4 0 .0 71.1C2C12F4 l,2-D ich loro-l,l,2 ,2 -tetrafluoroethane 3 .5 2 2 .8 5 4 .0 82.3 117.5CsClaFs 1,1 2-Trichloro-l,2,2-trifluoroethane 4 7 .6 7 0 .0 105.5 138.0 177.7CsII2 Acetylene - 8 4 .0S - 7 1 .6 - 50 .2 - 32 .7 - 10 .0c 2h 2c i2 cis-1 ,2-Dichloroethylene 5 9 .0 82.1 119.3 152.3 194 .0C2II2C12 trons-l,2-D ichloroethylene 4 7 .8 6 9 .8 104.0 135.7 174.0C2II4 Ethylene - 1 0 3 .7 - 9 0 .8 - 71 .1 - 5 2 .S - 29 .1
C*H4Br2 1,2-D ibrom oethaiie 131.5 157.7 2 00 .0 2 37 .0 2 69 .0CtlUCh 1,1-Dichloroethane 5 7 .3 80 .2 117.3 150.3 192.7CtlUCU 1,2-Dichloroethane 8 3 .7 108.1 147.8 183.5 226 .5C2Ü402 A cetic acid 118.1 143.5 180.3 214 .0 2 52 .0
c 2ri402 M ethyl form ate 3 2 .0 5 1 .9 8 3 .6 112.0 147.2CtHsBr Ethyl brom ide 38 .4 60.2 9 5 .0 126.8 164.3C2H6C1 E thyl chloride 12.3 32 .5 6 4 .0 9 2 .6 127.3
(Continued on
than One Atmosphere• c .
30 atm . 40 atm. 50 atm. 60 atm . Tc Pc Citation N o.3 4 .8 5 2 .8 53 40.3 (113, 430)95 .6 111.5 39 .6 (113, 146)
141.8 i'59 .8 i.74.0 181.7 5 6 .0 (20, 145, 20S, 305, 311)172.0 194.0 19S.0 4 3 .2 (212)251 .2 2 76 .0 283.1 45 .0 (115, 175, 289, 343, 362, 394, 481)
(50, 212)70 .3 85 .3 96 4S.7144.0 162.6 i 7 7 .5 178.5 51 .0 (212)216 .5 2 37 .5 2 54 .0 260 54 .9 (32, 115, 175, 346, 352, 365)154.0 170.2 183.5 183.5 5 0 .0 (252)147.5 170.2 190.0 194 51.6 (117, 323)9 7 .5 113.8 126.0 137.5 143.8 6 5 .S (64, 182, 241, 350, 461)15.5 2 6 .5 3 6 .0 43 .5 44 .9 6 2 .0 (89, 113, 281)
2 06 .0 22S. 5 2 48 .0 255 5 4 .6 (351, 352, 363)- 9 6 . 3 - 86 .3 - 82 .1 45 .8 (6, 72, 93, 123, 206, 359, 407)
186.5 203 .5 2114.0 224 '. 0 2 40 .0 7 8 .7 (111, 289, 319, S38, 363)140.0 157.7 172.0 185.0 196.8 7 1 .4 (39)106.3 121.8 133.7 144.6 156.9 73 .6 (19, 38, ISO, 186, 324)
- 1 4 1 .9 - 1 3 8 .7 3 4 .6 (23, 72, 82, 83, 102, 208, 306 447)- 5 .3 4* 5*9 4 - 1 4 .9 *22.4 31.1 7 3 .0 (4, 5, 63, 124, 167, 168, 196, 208,
242, 275, 307, 308, 343, 407, 448, 464, 463, 493)
201 .5 222. S 2 40 .0 256 .0 2 73 .0 72 .9 (168, 208, 263, 331, 343, 352, 407, 464, 476)
91 .9 107 .0 3 9 .0 (49, 60, 113)140.9 145.7 3 2 .3 (212)205 .0 214.1 3 3 .7 (212)
4- 4 .8 "io .’ s 26 .8 ¿4 ! 8 3 6 .0 6 2 .0 (12, 66, 67, 69, 217, 449)221 .5 244 .5 260 .0 2 71 .0 57 .9 (113, 176, 176)199.8 2 20 .0 236 .5 2 43 .3 54 .5 (113, 175, 176)
- 1 4 . 2 — 1 .5 4- 8 .9 9 .6 50.7 (6, 66, 93, 57, 116, 244, 359, 407, 448 , 463)
2 86 .0 2 95 .0 3 00 .0 3 04 .5 3 09 .8 7 0 .6 (11,31, 113, 349, 351, 438)220 .0 2 43 .0 2 61 .5 2 61 .5 50 .0 (113,352, 402)254 .0 2 72 .0 285 .0 288.4 5 3 .0 (US, 133, 315, 352, 402)276 .5 2 97 .0 312 .5 321 .6 57 .2 (113,203, 246, 258, 289, 336,
353, 373, 480)169.7 188.5 213 .0 2 14 .0 59.1 (297, 491) n188.0 206 .5 2 20 .0 229.’ 5 2 30 .8 61 .5 (11S, 347, 391, 438) m149.5
page)
167.0 180.5 187.2 52 .0 (38, 113, 195, 340, 409) K cnQ
April 1947
IND
US
TR
IAL
A
ND
E
NG
INE
ER
ING
C
HE
MI
ST
RY
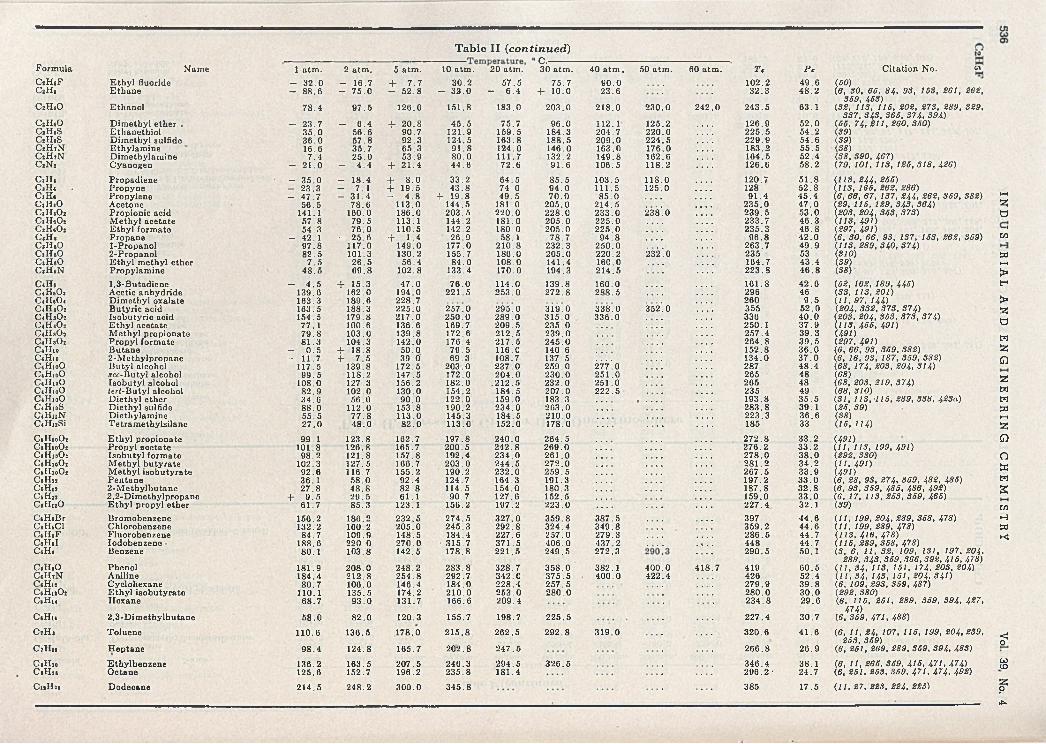
FormulaCjHjFCjH.
C.H.OCiII.OCiHsSC.H.SCaHiNCjHjNC1N1CaH,C.H . .CaH*CiHiOCiHiOaCaHaOaCaH.OaC.H.C.H.OCaHsOC.H.OC,H,NCaH,C*H,OaC.H.O.C.H.OaC.H.O,C.H,OaC.II.O:C.H.OaC.HioC.H,»C.HioOC.HaoOC.HioOC.HioOC.HioOC.H10SC.HuNC.HiaSiC.HioOaC.H10O1C1H10O1C.HioOaC.HioOaC.HiaC.HnC.H,aC.H . ,0C.H.BrCiIT.ClC.H.FC.H.IC.H.
C.H. O C.HaN C.H,a C.HuOa C.H,.
C.H,.CaH,
CaH,,C .H ,,C .H ,,Cialla.
T a b le I I (c o n t i n u e d )>C.-
Name 1 atm. 2 atm . 5 atm. 10 atm. 20 atm. 30 atm .Ethyl fluoride - 32 .0 - 16.7 + 7 .7 30 .2 5 7 .5 75.7Ethane - 88 .6 - 75 .0 - 5 2 .8 - 3 2 .0 - 6 .4 + 10.0
Ethanol 78.4 9 7 .5 126.0 151.8 183.0 203 .0
Dim ethyl ether . - 23 .7 - 6 .4 + 20 .8 45 .5 75 .7 9 6 .0Eth&nethiol 3 5 .0 56.6 9 0.7 121.9 159.5 184.3Dim ethyl sulfide 3 6 .0 57.8 9 2 .3 124.5 163.8 188.5Ethylamine 16.6 35 .7 6 5 .3 9 1 .8 124.0 146.0Dim ethylam ine 7 .4 2 5 .0 53 .9 80 .0 111.7 132.2Cyanogen - 2 1 .0 - 4 .4 + 21 .4 44 .6 72 .6 91 .6
Propadiene ' - 3 5 .0 - 18.4 + 8 .0 33 .2 6 4 .5 8 5 .5Propyne - 23 .3 - 7 .1 - f 19.5 43 .8 7 4 .0 9 4 .0Propylene - 47 .7 - 31 .4 - 4 .8 4 - 1 9 .8 4 9 .5 7 0 .0Acetone 5 6 .5 7 8 .6 113.0 144.5 181.0 205 .0Propionic acid 141.1 160.0 186.0 203.5 2 20 .0 228.0M ethyl acetate 57 .8 79 .5 113.1 144.2 181.0 2 05 .0Ethyl form ate 54.3 7 6 .0 110.5 142.2 180.0 205 .0Propane - 42.1 - 25 .6 4- 1 .4 26.9 58.1 78 .71-Propanol 97 .8 117.0 149.0 177.0 210 .8 232.32-Propanol 8 2 .5 101.3 130.2 155.7 186.0 205 .0E thyl m ethyl ether 7 .5 26 .5 5 6.4 8 4 .0 108.0 141.4Propylam ine 4 8 .5 6 9 .8 102.8 133.4 170.0 194.31,3-Butadiene - 4 .5 - f 15.3 47 .0 7 6 .0 114.0 139.8A cetic anhydride 139.6 162.0 194.0 221 .5 253 .0 2 72 .8Dim ethyl oxalate 163.3 189.6 228.7B utyric acid 163.5 188.3 225 .0 2 57 .0 295 .0 3 i9 .0Isobutyric acid 154.5 179.8 217 .0 2 50 .0 2 89 .0 3 15 .0E thyl acetate 77.1 100.6 136.6 169.7 209 .5 2 35 .0M ethyl propionate 7 9 .8 103.0 139.8 172.6 212 .5 2 39 .0P ropyl form ate 81.3 104.3 142.0 176.4 217 .5 245 .0Butane - 0 .5 4- 18.8 50 .0 7 9 .5 116.0 140.62-M ethylpropane - 11.7 + 7 .5 3 9 .0 69 .3 108.7 137.5Butyl alcohol 117.5 139.8 172.5 2 03 .0 2 37 .0 259 .0sec-Butyl alcohol 99.5 118.2 147.5 172.0 204 .0 230 .0Isobutyl alcohol 108.0 127.3 156.2 182.0 .2 1 2 .5 232 .0ierf-Butyl alcohol 8 2 .9 102.0 130.0 154.2 184.5 207 .0Diethyl ether 3 4.6 56.0 90 .0 122.0 159.0 183.3Diethyl sulfide 8 8 .0 112.0 153.8 190.2 234 .0 263 .0Diethylam ine 55 .5 77 .8 113.0 145.3 184.5 2 10 .0Tetramethylsilane 2 7 .0 4 8 .0 8 2 .0 113.0 152.0 178.0Ethyl propionate 99.1 123.8 162.7 197.8 240 .0
242 .8264 .5269 .0Propyl acetate 101.8 126.8 165.7 200 .5
Isobutyl form ate 98.2 121.8 157.8 192.4 234 .0 261 .0M ethyl butyrate 102.3 127.5 166.7 203 .0 244.5 272 .0M ethyl isobutyrate 92 .6 116.7 155.2 190.2 232 .0 259 .5Pentane 36.1 58 .0 92 .4 124.7 164.3 191.32-M ethylbutane 2 7 .8 4 8 .8 8 2 .8 114.5 154.0 180.32,2-Dim ethylpropane -f- 9 .5 2 9 .5 61. 1 9 0.7 127.6 152.5E thyl propyl ether 6 1 .7 85 .3 123.1 156.2 197.2 2 23 .0Brom obenzene 156.2 186.2 232 .5 274 .5 327 .0 359 .8Chlorobenzene 132.2 160.2 205 .0 245.3 292 .8 324.4Fluorobenzene 84.7 109.9 148.5 184.4 227.6 257 .0Iodobenzene- 188.6 220 .0 270 .0 • 315.7 371 .5 4 06 .0Benzene 80.1 103.8 142.5 178.8 221 .5 249.5
Phenol 181.9 2 08 .0 248.2 283 .8 328.7 3 58 .0Aniline 184.4 212 .8 2 54 .8 292.7 342 .0 375 .5Cyclohexane 80.7 106.0 146.4 184.0 228.4 257 .5E thyl isobutyrate 110.1 135.5 174.2 210.0 253 .0 280 .0Hexane 6 8.7 9 3 .0 131.7 166.6 209.4
2,3-Dim ethylbutane 5 8 .0 8 2 .0 120.3 155.7 198.7 225 .5
Toluene 110.6 136.5 178.0 215 .8 262 .5 2 92 .8
Heptane 98.4 124.8 165.7 202 .8 247 .5
E thylbenzene 136.2 163.5 207 .5 246.3 294 .5 3 26 .5Octane 125.6 152.7 196.2 2 35 .8 181.4
D odecane 2 14 .5 248 .2 3 00 .0 3 45 .8
40 a tm . 50 atm. 60 atm. Tc Pc Citation N o. ^9 0 .0 102.2 49 .6 (50)23.6 3 2.3 4 8 .2 (6, 30, 66, 84, 93, 163, 281, 262,
369, 463)2 18 .0 2 30 .0 242 .0 2 43 .5 63.1 (32, 113, 116, 202, 273, 289, 329,
337, 34s, 366, 374, 394)112.1 125.2 126.9 52 .0 (66, 74, 211, 260, 350)204.7 220 .0 225 .5 54.2 (39)209 .0 224 .5 229.9 54.6 (39)163.0 176.0 183.2 55.5 (38)149.8 162.6 164.5 52.4 (38, 390, 467)106.5 118.2 126.6 58.2 (79, 101, 113, 126, 318, 426)103.5 118.0 120.7 51.8 (113, 24 4 , 266)111.5 125.0 128 5 2 .8 (US, 166, 262, 286)8 5 .0 91.4 45 .4 (6, 66, 67, 137, 244, 262, 369, 382)
(29, 115, 129, 343, 364)►—<
214.5 2 35 .0 47 .0 5S2 33 .0 238’. 0 239 .5 53.0 (203, 204, 363, 373) O225.0 233.7 46 .3 (113, 491)2 25 .0 235 .3 46 .8 (297, 491) 1
9 4 .8 9 6 .8 42 .0 (6, SO, 66. 93, 137, 153, 262, 369) C/3250 .0 263.7 49 .9 (113, 289, 340, 374)220 .2 232’. 0 235 53 (310) W160.0 164.7 43.4 (39) H-l214 .5 223 .8 4 6 .8 (38) >160.0 161.8 42 .6 (52, 162, 189, 446) It *288 .5 296 46 (S3, US, 201)
260 9 .5 (11, 97, 144) >3 38 .0 352’. 0 355 5 2 .0 (204, 332, 373, 374) >z;3 36 .0 330 4 0 .0 (203, 204, 363, 373, 374)
250.1 3 7 .9 (113, 466, 491) 0257.4 39 .3 (491) w264.8 3 9 .5 (207, 4»1)152.8 3 6 .0 (6, 66, 93, 369, 382) i s134.0 3 7 .0 (6, 16, 93, 187, 369, 382) O277'.0 287 48 .4 (68, 174, 203, 204, 314)
2 51 .0 265 48 (68) v-y251 .0 265 48 (68, 203, 219, 374) z ;222 .5 235 49 (68, 310) M
« . . . . 193.8 35 .5 (31, 113, -116, 289, 338, 423a) M283.8 39. 1 (25, 39) W223.3 36 .6 (38) 1—«185 33 ( 16 , 1 1 4 ) s *
272 .8 3 3 .2 (491) Q276.2 33 .2 (11, 113, 199, 491)278 .0 3 8 .0 (292, 330) O281.2 3 4 .2 (U , 491) *T*267 .5 33 .9 (491) »-M197.2 3 3 .0 (6, 28, 93, 274, 359, 482, 486) H187.8 3 2 .8 (6, 93, 369, 485, 7,86, 492) X159.0 3 3 .0 (6, 17, US, 253, 359, 465)227 .4 32.1 (39) CO
387.5 397 44 .6 (11, 199, 204 , 289, 368, 478) H
3 49 .8 359.2 44.6 (11, 199, 289, 478) W279.3 2 86 .5 4 4 .7 (113, 416, 478) *-3437 .2 . 1 . . 448 44.7 (116, 289, 358, 478)272.3 290 .5 50.1 (3, 6, 11, 32, 109, 131, 197, 204,
289, 343, 359, 366, 392, 415, 478)382.1 400 .0 418.7 419 60 .5 (11,34, 113, 151, 174. 203, 204)400 .0 422 .4 426 52.4 (11, 34, 143, 161, 204, 341)
279 .9 3 9 .8 (6, 109, 293, 369, 487)280 .0 3 0 .0 (292, 380)234 .8 29.6 (6, 116, 251, 289, 359, 394, 427,
474)(6, 369, 471. 488)227.4 30 .7
3 19 .0 320 .6 41 .6 (6, It , 24, 107, 116, 199, 204,239, 253, 359) <O
266 .8 26.9 (6, 261, 269, 289, 359, 394, 483)346 .4 38.1 (6 ,11, 266, 369, 415, 471, 474) CO
CO296.2• 24.7 (6, 251, 253, 369, 471, 474, 492)385 17.5 (11, 27, 223, 224, 225)
No.
4
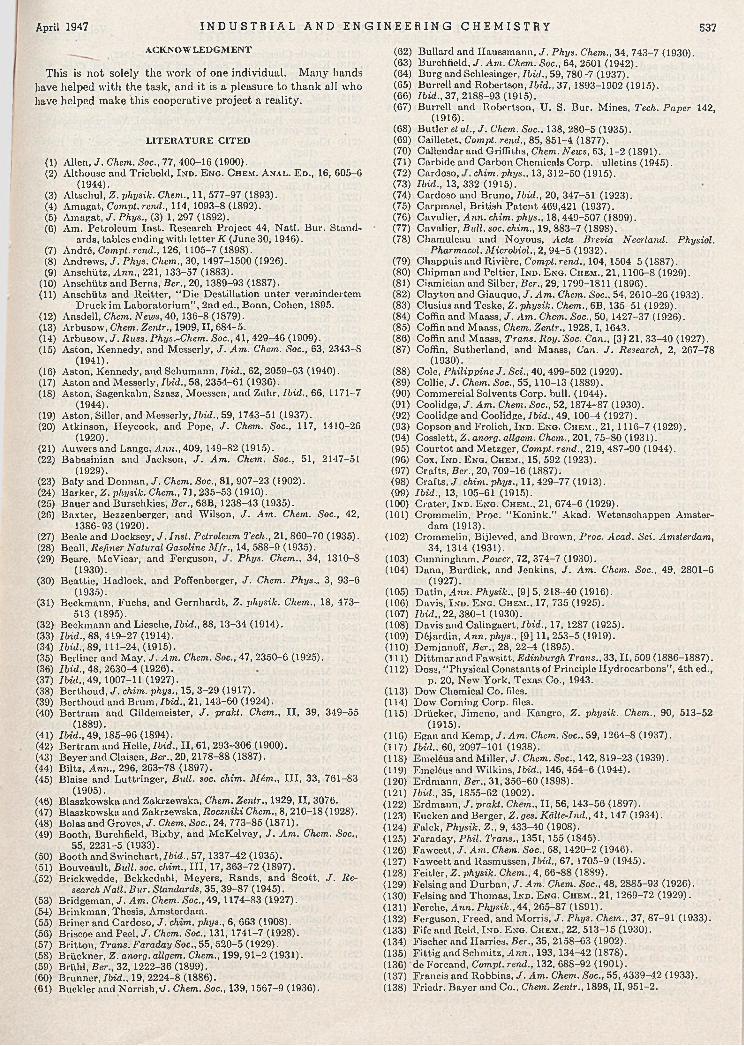
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 537
ACKNOWLEDGMENT
T h is is no t so le ly the w ork of one ind iv idua l. M a n y hands have helped w ith the task, and it is a p leasure to thank a ll who have helped m ake th is cooperative project a reality.
LITERATURE CITED
(1) A llen, J . Chem. Soc., 77, 400-16 (1900).(2) Althouse and Triebold , I n d . E n g . C h e m . A n a l . E d ., 16, 605-6
(1944).(3) A ltschul, Z . physik. Chem., 11, 577-97 (1893).(4) Am agat, Com pt.rend., 114, 1093-8 (1892).(5) Am agat, J. Phys., (3) 1, 297 (1892).(6) Am . Petroleum Inst. Research P roject 44, N atl. Bur. Stand
ards, tables ending w ith letter i f (June 30, 1946).(7) A ndré, C om pt.rend., 126, 1105-7 (1898).(8) Andrews, J . Phys. Chem., 30, 1497-1500 (1926).(9) Anschütz, A nn., 221, 133-57 (1883).
(10) Anschütz and Berns, Ber., 20, 1389-93 (1887).(11) Anschütz and Reitter, “ D ie Destillation unter vermindertem
D ruck im L aboratorium ” , 2nd ed., B onn , Cohen, 1895.(12) Ansdell, Chem. News, 40, 136-8 (1879).(13) A rbusow , Chem. Zentr., 1909, II, 684-5.(14) Arbusow , J . Russ. Phys.-Chem . Soc., 41, 429-46 (1909).(15) A ston, K ennedy, and M esserly, J . A m . Chem. Soc., 63, 2343-S
(1941).(16) A ston, K ennedy, and Schum ann, Ibid., 62, 2059-63 (1940).(17) A ston and M esserly, Ibid., 58, 2354-61 (1936).(18) A ston, Sagenkahn, Szasz, M oessen, and Zuhr, Ibid., 66, 1171-7
(1944).(19) A ston, Silier, and M esserly, Ibid., 59, 1743-51 (1937).(20) A tkinson, H eycock , and P ope, J . Chem. Soc., 117, 1410-26
(1920).(21) Auwers and Lange, A nn., 409, 149-82 (1915).(22) Babasinian and Jackson, J . A m . Chem. Soc., 51, 2147-51
(1929).(23) B aly and D o n n a n ,./. Chem. Soc., 81, 907-23 (1902).(24) Barker, Z . physik. Chem., 71, 235-53 (1910).(25) Bauer and Burschkies, B er., 68B, 1238-43 (1935).(26) Baxter, Bezzenberger, and W ilson, J . A m . Chem. Soc., 42,
1 386-93(1920 ).(27) Beale and D ocksey, J .In s t. Petroleum Tech., 21, 860-70 (1935).(28) Beall, Refiner Natural Gasoline M/r., 14, 588-9 (1935).(29) Beare, M cV icar, and Ferguson, Phys. Chem., 34, 1310-8
(1930).(30) B eattie, H adlock , and Poffenberger, J. Chem. Phys.„ 3, 93 -6
(1935).(31) Beckm ann, Fuchs, and Gernhardt, Z . physik. Chem., 18, 4 7 3 -
513 (1895).(32) Beckm ann and Licsche, Ibid., 88, 13-34 (1914).(33) Ibid., 88, 419-27 (1914).(34) Ibid., 89, 111-24, (1915).(35) Berliner and M ay, J . Am . Chem. Soc., 47, 2350-6 (1925).(36) Ibid ., 48, 2630^1 (1926).(37) Ibid., 49, 1007-11 (1927).(38) B erthoud, J . chim. phys., 15, 3 -2 9 (1917).(39) B erthoud and Brum , Ibid., 21, 143-60 (1924).(40) Bertram and Gildem eister, J . prakt. Chem., I I , 39, 349-55
(1889).(41) Ibid., 49, 185-96 (18 94 ).(42) Bertram and H elle ,Ib id ., I I , 61, 293-306 (1900).(43) Beyer and Claisen, B er., 20, 2178-88 (1887).(44) B iltz, A n n ., 296, 263-78 (1897).(45) Blaise and Luttringer, B ull. soc. chim. M ém ., I l l , 33, 761-S3
(1905).(46) B laszkowska and Zakrzewska, Chem. Zentr., 1929, II , 3076.(47) Blaszkowska and Zakrzewska, Roczniki Chem., 8 ,2 1 0 -1 8 (1928).(48) B olas and G roves, J. Chem. Soc., 24, 773-85 (1871).(49) B ooth , Burchfield, B ixby , and M cK elv ey , J . A m . Chem. Soc.,
55 2231—5 (1933).(50) B ooth and Swinehart, Ib id ., 57 ,1337—42 (1935).(51) B ouveault, Bull. soc. chim., I l l , 17, 363-72 (1897).(52) Brickw edde, Bekkedahl, M eyers, Rands, and S cott, J . Re
search N all. Bur. Standards, 35, 39 -87 (1945).(53) Bridgem an, J . A m . Chem. Soc., 49 ,1174—83 (1927).(54) Brinkm an, Thesis, Am sterdam .(55) Briner and Cardoso, J . chim. phys., 6, 663 (1908).(56) Briscoe and Peel, J. Chem. Soc., 131, 1741-7 (1928).(57) B ritton , Trans. Faraday Soc., 55, 52 0 -5 (1929).(58) Brückner, Z . anorg. allgem. Chem., 199, 9 1 -2 (1931).(59) Brühl, B er', 32, 1222-36 (1899).(60) Brunner, Ibid., 19, 2224-8 (1886).(61) B uckler and Norrish,\7. Chem. Soc., 139, 1567-9 (1936).
(62) Bullard and Haussmann, J . Phys. Chem., 34, 743-7 (1930).(63) B urch fie ld ,. / . A m . Chem. Soc., 64, 2501 (1942).(64) Burg and Schlesinger, Ibid., 59, 780-7 (1937).(65) Burrell and Robertson, Ibid., 37, 1893-1902(1915).(66) Ibid., 37, 2188-93 (1915).(67) Burrell and R obertson, U . S. Bur. M ines, Tech. Paper 142,
(1916).(68) Butler et al., J . Chem. Soc., 138, 280-5 (1935).(69) Cailletet, Compt. rend., 85, 85 1 -4 (1877).(70) Callendar and Griffiths, Chem. News, 63, 1 -2 (1 8 9 1 ).(71) Carbide and C arbon Chem icals Corp. ulletins (1945).(72) C a r d o s o , chim. phys., 13, 312-50 (1915).(73) Ibid., 13, 332 (1915).(74) C ardoso and B runo, Ibid., 20, 347-51 (1923).(75) Carpmael, British Patent 469,421 (1937).(76) Cavalier, A nn. chim. phys., 18, 449-507 (1899).(77) Cavalier, B ull. soc. chim., 19, 88 3 -7 (1898).(78) Chamuleau and N oyous, Acta Brevia Neerland. Physiol.
Pharmacol. M icrobiol., 2, 94 -5 (1932).(79) C happuisand Riviere, Com pt.rend., 104 ,1504-5 (1887).(80) Chipm an and Peltier, I n d . E n g . C h e m ., 21, 1106-8 (1929).(81) Ciam ician and Silber, B er., 29, 1799-1811 (1896).(82) C layton and Giauque, J . A m . Chem. Soc., 54, 2610-26 (1932).(83) Clusius and Teske, Z . physik. Chem., 6B, 135-51 (1929).(84) Coffin and M aass, J. A m . Chem. Soc., 50, 1427-37 (1926).(85) Coffin and M aass, Chem. Zentr., 1 9 28 ,1, 1643.(86) Coffin and M aass, Trans. Roy.'Soc. Can., [3] 21, 33 -40 (1927).(87) Coffin, Sutherland, and M aass, Can. J . Research, 2, 267-78
(1930).(88) Cole, P hilippine J . Sei., 40, 499-502 (1929).(89) Collie, J . Chem. Soc., 55, 110-13 (1889).(90) C om m ercial Solvents C orp. bull. (1944).(91) C oolidge, J . A m . Chem. Soc., 52 ,187 4 -8 7 (1930).(92) C oolidge and C oolidge, Ibid., 49, 100-4 (1927).(93) Copson and F rolich , I n d . E n g . C h e m ., 21, 1116-7 (1929).(94) Cosslett, Z . anorg. allgem. Chem., 201, 75 -80 (1931).(95) C ourtot and M etzger, Compt. rend., 219, 487-90 (1944).(96) C ox, I n d . E n g . C h e m ., 15, 592 (1923).(97) C rafts, B er., 20, 709-16 (1887).(98) Crafts, J chim. phys., 11 ,429 -77 (1913).(99) Ibid ., 13, 105-61 (1915).
(100) Crater, I n d . E n g . C h e m ., 21, 674-6 (1929).(101) Crom m elin, P roc. “ K on in k ." A kad. W etenschappen Am ster
dam (1913).(102) Crom m elin, B ijleved, and Brow n, P roc. Acad. Sei. Amsterdam,
34, 1314 (1931).(103) Cunningham , Power, 72, 374-7 (1930).(104) Dana, Burdick, and Jenkins, J. A m . Chem. Soc., 49, 2801-6
(1927).(105) D atin , A nn. P hysik., [9] 5, 218-40 (1916).(106) D avis, In d . E n g . C h e m ., 17, 735 (1925).(107) Ibid ., 22, 380-1 (1930).(108) D avis and Calingaert, Ibid ., 17, 1287 (1925).(109) Dfejardin, A n n . phys., [9] 11, 253-5 (1919).(110) D em janoff, B er., 28, 22 -4 (1895).(111) D ittm ar and Fawsitt, Edinburgh Trans., 33, II , 509 (1886-1887).(112) Doss, “ Physical Constants o f Principle H ydrocarbons” , 4th ed.,
p . 20, N ew Y ork , Texas C o., 1943.(113) D ow Chem ical C o. files.(114) D ow Corning C orp. files.(115) D rücker, Jim eno, and K angro, Z . physik. Chem., 90, 513-52
(1915).(116) Egan and K em p, J . A m . Chem. Soc., 59, 1264-8 (1937).(117) Ibid.. 60, 2097-101 (1938).(118) Emehhis and M iller, J . Chem. Soc., 142, 819-23 (1939).(119) Emel6us and W ilkins, Ibid., 146, 45 4 -6 (1944).(120) Erdm ann, Ber., 31, 356-60 (1898).(121) Ibid., 35, 1855-62 (1902).(122) Erdm ann, J . prakt. Chem., I I , 56, 143-56 (1897).(123) Eucken and Berger, Z . ges. Kälte-Ind., 41, 147 (1934).(124) Falck, Physik. Z ., 9, 433-40 (1908).(125) Faraday, Phil. Trans., 1351, 155 (1845).(126) Faw cett, J. A m . Chem. Soc., 68, 1420-2 (1946).(127) Faw cett and Rasmussen, Ibid., 67, 1705-9 (1945).(128) Feitler, Z . physik. Chem., 4, 66 -88 (1889).(129) Felsing and D urban, J. A m . Chem. Soc., 48, 2885-93 (1926).(130) Felsing and T hom as, I n d . E n g . C h e m ., 21, 1269-72 (1929).(131) Ferche, A nn. P h ysik .,44, 265-87 (1891).(132) Ferguson, Freed, and M orris, J . Phys. Chem., 37, 87 -91 (1933).(133) F ife and R eid, I n d . E n g . C h e m ., 22, 513-15 (1930).(134) F ischer and Harries, B er., 35, 2158-63 (1902).(135) F ittig and Schm itz, A nn., 19 3 ,13 4-4 2 (1878).(136) de Forcand, Compt. rend., 132, 688-92 (1901).(137) Francis and R obbins, J . A m . Chem. Soc., 55 ,433 9 -4 2 (1933).(138) Friedr. B ayer and C o., Chem. Zentr., 1898, II, 951-2 .
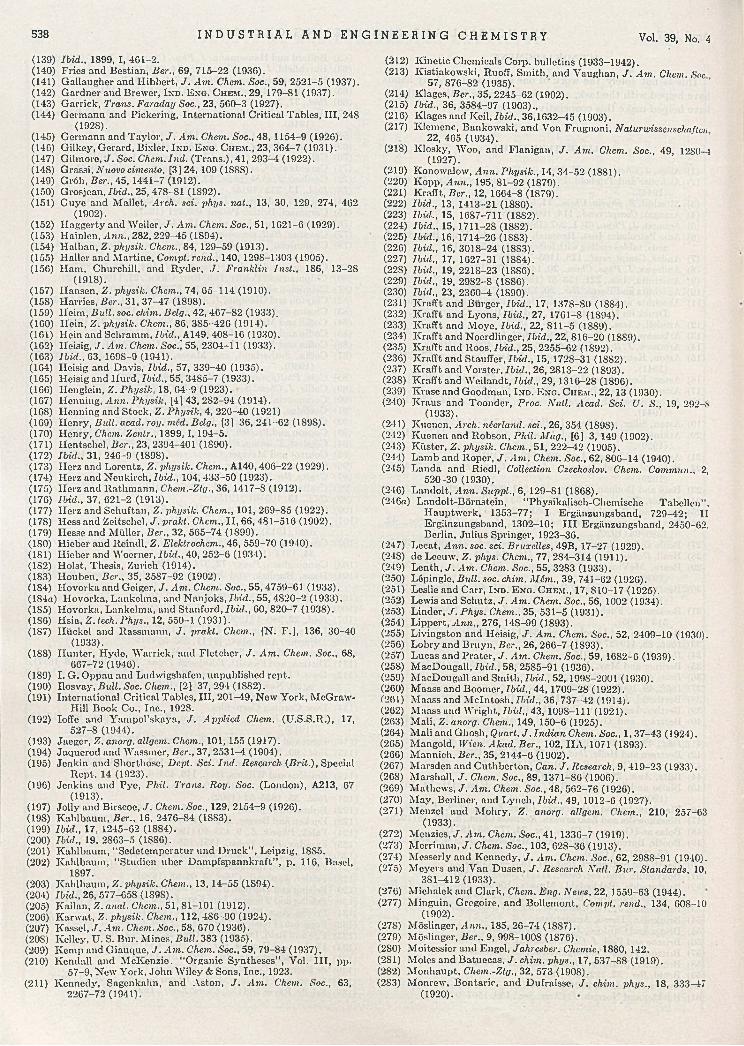
538 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
(139) Ibid., 1899, I, 4G1-2.(140) Fries and Bestian, Bor., 69, 715-22 (1936).(141) Gallaugher and H ibbert, J. Am . Chem. Soc., 59, 2521-5 (1937).(142) Gardner and Brewer, I n d . E n g . C h e m ., 29, 179-81 (1937).(143) G arrick, Trans. Faraday Soc., 23, 560-3 (1927).(144) Germ ann and Pickering, International C ritical T ables, III, 248
(192S).(145) Germ ann and T aylor, J. Am . Chem. Soc., 48, 1154-9 (1926).(146) G ilkey, Gerard, Bixler, I n d . E n g . C h e m ., 23, 364-7 (1931).(147) G ilm ore, J . Soc. Chem. Ind . (Trans.) ,41 , 29 3 -4 (1922).(148) Grassi, Nuotio cimento, [3] 24, 109 (1S88).(149) G rób, B er., 45, 1441-7 (1912).(150) G rosjean ,Ibid ., 2 5 ,478 -81 (1892).(151) G uye and M allet, A rch. sei. phys. nat., 13, 30, 129, 274, 462
(1902).(152) H aggerty and W eiler, J . A m . Chem. Soc., 51, 1621-6 (1929).(153) Hainion, A nn., 282, 229^15 (1S94).(154) H alban, Z . physik. Chem., 84, 129-59 (1913).(155) Haller and M artine, Compt. rend., 140, 1298-1303 (1905).(156) H am , Churchill, and R yder, . / . Franklin Inst., 186, 13-28
(1918).(157) Hansen, Z . physik. Chem., 74, 65 -114 (1910).(158) Harries, B er., 31, 37 -47 (1898).(159) H eim , B ull. soc. chim. Belg., 42, 467-82 (1933).(160) H ein , Z . physik. Chem., 86, 385-426 (1914).(161) H ein and S chram m ,ib id ., A149, 408-16 (1930).(162) Heisig, J. A m . Chem. Soc.', 55, 2304-11 (1933).(163) Ibid., 63, 169S-9 (1941).(164) Heisig and Davis, Ibid., 57, 339-40 (1935).(165) H eisig and H urd, Ibid., 55, 3485-7 (1933).(166) Henglein, Z . Physik, 18, 64 -9 (1923).(167) Henning, A nn. Physik, [4] 43, 2S2-94 (1914).(168) H enning and Stock, Z. Physik, 4, 226-40 (1921)(169) H enry, B u ll.a ca d .roy . med. Belg., [3] 36, 241-62 (189S).(170) H enry, Chem. Zentr., 1 8 9 9 ,1, 194-5.(171) Hentschel, B er., 23, 2394-401 (1890).(172) Ibid., 31, 246-9 (1898).(173) Herz and Lorentz, Z. physik. Chem., A140, 406-22 (1929).(174) H erz and N eukirch, Ibid., 104, 433-50 (1923).(175) Herz and Rathm ann, Chem.-Ztg., 36, 1417-8 (1912).(176) Ibid., 37, 621-2 (1913).(177) Herz and Scliuftan, Z. physik. Chem., 101, 269-85 (1922).(178) Hess and Zeitschel, J. prakl. Chem., I I , 66 ,481 -51 6 (1902).(179) Hesse and M üller, B er., 32, 565-74 (1899).(ISO) H ieber and Reindl, Z. Elektrochem., 46, 559-70 (1940).(181) H ieber and W oerner, Ibid., 40, 252-6 (1934).(182) H olst, Thesis, Zurich (1914).(183) H ouben, B er., 35, 3587-92 (1902).(184) H ovorka and Geiger, J. A m . Chem. Soc., 55, 4759-61 (1933). (184a) H ovorka, Lankelm a, and N anjoks, Ibid., 55, 4820-2 (1933).(185) H ovorka, Lankelm a, and Stanford, Ibid., 60, 8 2 0 -7 (1938).(186) Ilsia , Z . tech. Phys., 12, 550-1 (1931).(187) H ückel and Rassmann, ./. prakt. Chem., [N . F .], 136, 30 -40
(1933).(188) Hunter, H yde, W arrick, and Fletcher, J. A m . Chem. Soc., 68,
667-72 (1946).(189) I . G . Oppau and Ludwigshafen, unpublished rept.(190) Ilosvay , Bull. Soc. Chem., [2] 3 7 ,294 (18 82 ).(191) International Critical Tables, III, 201-49 , N ew Y ork , M cG raw -
Hill B ook C o., Inc., 1928.(192) Ioffe and Y am pol’skaya, J . Applied Chem. (U .S .S .R .), 17,
527-S (1944).(193) Jaeger, Z . anorg. allgcm. Chem., 101,155 (1917).(194) Jaquerod and W assm er, Ber., 37, 2531-4 (1904).(195) Jenkin and Shorthose, Dept. Sei. Ind. Research {B rit.), Special
R ept. 14 (1923).(196) Jenkins and Pye, Phil. Trans. R oy. Soc. (L ondon), A213, 67
(1913).(197) Jolly and B irscoc, J . Chem. Soc., 129, 2154-9 (1926).(19S) Kahlbaum , B er., 16, 2476-84 (1883).(199) Ibid., 17, 1245-62 (1S84).(200) Ibid., 19, 2863-5 (1S86).(201) Kahlbaum , “ Sedetem peratur und D ru ck” , Leipzig, 1885.(202) Kahlbaum , “ Studien über Dam pfspannkraft” , p . 116, Basel,
1897.(203) K ahlbaum , Z. physik. Chem., 13, 14-55 (1S94).(204) Ibid., 26, 577-65S (189S).(205) ICailan, Z. anal. Chem., 51, S l-10 1 (1912).(206) K arw at, Z. physik. Chem., 112, 486-90 (1924).(207) Kassel, J . A m . Chem. Soc., 58, 670 (1936).(20S) K elley, U . S. B ur. M ines, Bull. 383 (1935).(209) K em p and G iauque, J. A m . Chem. Soc., 59, 79 -84 (1937).(210) K endall and M cK en zie . “ Organic Syntheses” , V ol. I l l , pp.
57 -9 , N ew Y ork , John W iley & Sons, Inc., 1923.(211) K ennedy, Sagenkahn, and A ston , J . A m . Chem. Soc., 63,
2267 -7 2 (1 941 ).
(212) K inetic Chem icals C orp. bulletins (1933-1942).(213) K istiakow ski, R uoff, Sm ith, and Vaughan, J . A m . Chem. Soc
57, 876-82 (1935).(214) K lages, B er., 35, 2245-62 (1902).(215) Ibid., 36, 3584-97 (1903).,(216) K lages and K eil, Ibid., 36 ,1632-45 (1903).(217) Kteinenc, Bankowski, and V on Frugnoni, Naturwissenschaften
22, 465 (1934).(218) K losky, W oo , and Flanigan, J. A m . Chem. Soc., 49, 1280-4
(1927).(219) K onow alow , A nn. P hysik., 14, 34 -52 (1881).(220) K op p , A nn., 195, 81 -92 (1879).(221) K rafft, B er., 12, 1664-S (1879).(222) Ibid., 13, 1413-21 (1880).(223) Ibid.., 15, 16S7-711 (1SS2).(224) Ibid ., 15 ,171 1-2 8 (1882).(225) Ibid., 16, 1714-26 (1883).(226) Ibid ., 16, 3018-24 (1883).(227) Ibid., 17, 1627-31 (1884).(228) Ibid., 19, 2218-23 (18S6).(229) Ibid., 19, 2982-8 (18S6).(230) Ibid., 23, 2360-4 (1890).(231) K rafft and Burger, Ibid., 17, 1378-80 (1884).(232) K rafft and Lyons, Ibid ., 27, 1761-8 (1894).(233) K rafft and M oye , Ibid., 22, 81 1 -5 (1889).(234) K rafft and Noerdlinger, Ibid., 22, 816-20 (1889).(235) K rafft and R oos, Ibid., 25, 2255-62 (1892).(236) K rafft and Stauffer, Ibid., 15, 1728-31 (1882).(237) K rafft and V orster, Ibid., 26, 2813-22 (1893).(238) K rafft and W eilandt, Ibid., 29, 1316-28 (1896).(239) Krase and G oodm an, In d . E n g . Ch e m ., 2 2 ,13 (1930).(240) K raus and T oonder, Proc. Nall. Acad. Sei. U. S ., 19, 292-8
(1933).(241) Kuencn, Arch, nierland. sei., 26, 354 (189S).(242) K uenen and R obson , Phil. M ag., [6] 3 ,1 4 9 (1 9 0 2 ).(243) Küster, Z . physik. Chem., 51, 222-42 (1905).(244) Lam b and R oper, J. A m . Chem. Soc., 62, 800-14 (1940).(245) Landa and R iedl, Collection Czechoslov. Chem. Commun., 2,
520-30 (1930).(246) Landolt, A nn. Suppl., 6, 129-81 (1868).(246a) Landolt-Börnstein, “ Physikalisch-Chem ische T abellen” ,
H auptwerk, 1353-77; I Ergiinzungsband, 729-42 ; II Ergänzungsband, 1302-10; I I I Ergänzungsband, 2450-62, Berlin, Julius Springer, 1923-36.
(247) L ecat, A nn. soc. sei. Bruxelles, 49B, 17-27 (1929).(248) de Leeuw, Z. phys. Chem., 77, 284-314 (1911).(249) Lenth, J . A m . Chem. Soc., 55, 3283 (1933).(250) L6pingle, Bull. soc. chim. M ion., 39, 741-62 (1926).(251) Leslie and Carr, I n d . E n g . C h e m ., 17, S10-17 (1925).(252) Lewis and Schutz, J. A m . Chem. Soc., 56, 1002 (1934).(253) Linder, J. Phys. Chem., 35, 531-5 (1931).(254) L ippert, A n n ., 276, 148-99 (1893).(255) L ivingston and Heisig, J . A m . Chem. Soc., 52, 2409-10 (1930).(256) L obry and Bruyn, B er., 26, 266-7 (1893).(257) Lucas and Prater, J. A m . Chem. Soc., 59, 1682-6 (1939).(258) M acD ougall, Ibid., 58, 2585-91 (1936).(259) M acD ougall and S m ith ,/b id ., 52, 1998-2001 (1930).(260) M aass and B oom er, Ibid., 44, 1709-28 (1922).(261) M aass and M cIn tosh , Ibid., 36, 737-42 (1914).(262) M aass and W right, Ibid ., 43, 1098-111 (1921).(263) M ali, Z. anorg. Chem., 149, 150-6 (1925).(264) M ali and Ghosh, Quart. J .In d ia n Chem. Soc., 1 ,3 7 -4 3 (1924).(265) M angold , W ien. Akad. B er., 102, IIA , 1071 (1893).(266) M annieh, B er., 35, 2144-6 (1902).(267) M arsden and C utlibcrton, C a n ../. Research, 9, 419-23 (1933).(268) M arshall, J. Chem. Soc., 89, 1371-86 (1906).(269) M athew s, J. A m . Chem. Soc., 48, 562-76 (1926).(270) M ay, Berliner, and Lynch, Ibid., 49, 1012-6 (1927).(271) M enzel and M ohry , Z . anorg. allgem. Chem., 210, 257-63
(1933).(272) M enzies, J. A m . Chem. Soc., 41, 1336-7 (1919).(273) M errim an, J. Chem. Soc., 103, 628-36 (1913).(274) M esserly and K ennedy, J. A m . Chem. Soc., 62, 2988-91 (1940).(275) M eyers and V an Düsen, J . Research Natl. Bur. Standards, 10,
381 -41 2 (1 933 ).(276) M ichalek and Clark, Chem. Eng. News, 22, 1559-63 (1944).(277) M inguin, Gregoire, and B ollem ont, Compt. rend., 134, 608-10
(1902).(278) M öslinger, A nn., 185, 20 -74 (1887).(279) M öslinger, B er., 9, 998-100S (1876).(2S0) M oitessier and Engel, Jahrcsber. Chemie, 1880, 142.(281) M oles and Batuecas, J . chim. phys., 17, 537-88 (1919).(282) M onhaupt, Chem.-Ztg., 32, 573 (1908).(283) M onrew , B ontaric, and Dufraisse, . / . chim. phys., 18, 333-47
(1920).
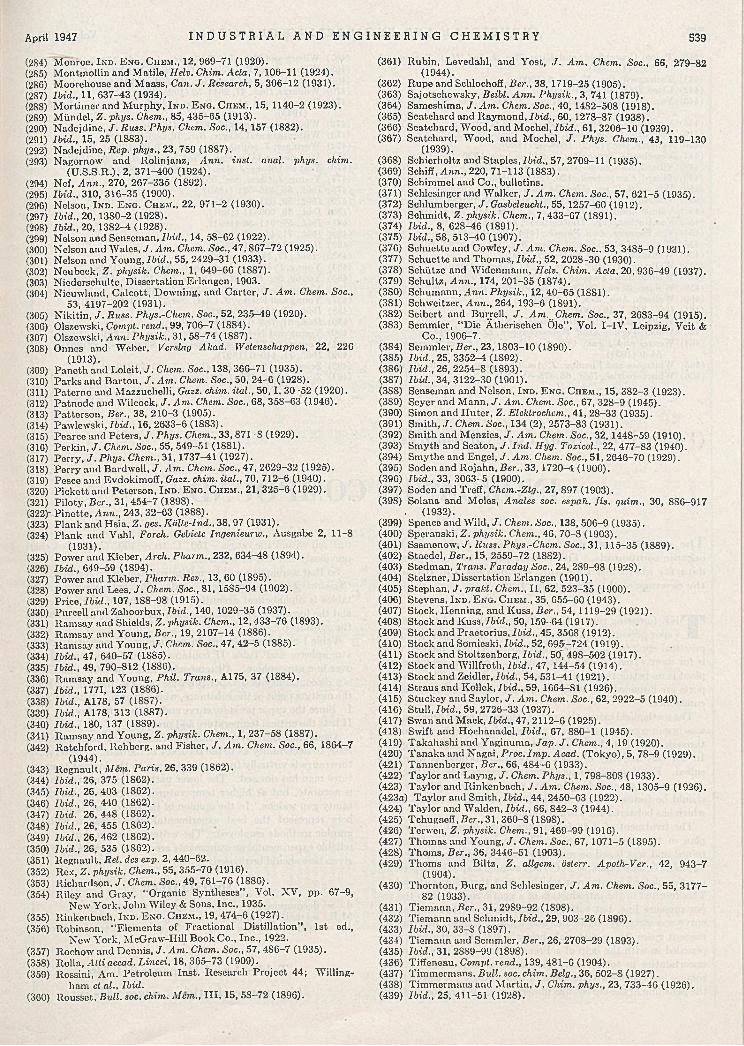
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 539
(284) M onroe, I n d . E n g . C h e m ., 12, 969-71 (1920).(285) M ontm ollin and M atile, Helv. Chim. Acla, 7, 106-11 (1924).(286) M oorehouse and M aass, Can. J . Research, 5, 306-12 (1931).(287) Ibid., 11, 637-43 (1934).(288) M ortim er and M urph y, I n d . E n g . C h e m ., 15, 1140-2 (1923).(289) M ündel, Z . phys. Chem., 85, 435-65 (1913).(290) N adejdine, J . R uss. Phys. Chem. Soc., 14, 157 (1882).(291) Ibid., 15, 25 (1883).(292) N adejdine, R ep. phys., 23, 759 (1887).(293) N agornow and R olin janz, A n n . inst. anal. phys. chim.
(U .S .S .R .), 2, 371-400 (1924).(294) N ef, A nn., 270, 267-335 (1S92).(295) Ibid., 310, 316-35 (1900).(296) Nelson, I n d . E n g . C h e m ., 22, 971-2 (1930).(297) Ibid., 2 0 ,1 3 8 0 -2 (1 9 2 8 ).(298) Ibid., 20, 1382-4 (1928).(299) N elson and Senseman, Ibid ., 14, 58 -62 (1922).(300) N elson and W ales, J . A m . Chem. Soc., 4 7 ,867—72 (1925).(301) N elson and Y oung, Ibid., 55, 2429-31 (1933).(302) N eubeck, Z . physik. Chem., 1, 649-66 (1887).(303) N icdcrschulte, D issertation Erlangen, 1903.(304) N ieuw land, C alcott, D ow ning, and Carter, J ■ A m . Chem. Soc.,
53, 4197-202 (1931).(305) N ikitin , J . Russ. Phys.-Chetn. Soc., 52, 235-49 (1920).(306) Olszewski, Com.pt. rend., 99, 706-7 (1884).(307) Olszewski, A nn. Physik., 31, 58 -74 (1887).(308) Onnes and W eber, Verslaa Akad. Wetenschappen, 22, 226
(1913).(309) Paneth and Loleit, J. Chem. Soc., 138, 366-71 (1935).(310) Parks and B arton , J . A m . Chem. Soc., 50, 24 -6 (1928).(311) Paterno and M azzuchelli, Gazz. chim. ital., 5 0 ,1, 30 -52 (1920).(312) P atnode and W ilcock , J . A m . Chem. Soc., 68, 358-63 (1946).(313) Patterson, B er., 38, 210-3 (1905).(314) Pawlewski, Ibid., 16, 2633-6 (1883).(315) Pearce and Peters, J . P hys. Chem., 33, 87 1-8 (1929).(316) P erk in ,.1. Chem. Soc., 55, 549-51 (1881).(317) Perry, J. P hys. Chem., 31, 1737-41 (1927).(318) Perry and Bardwell, J. A m . Chem. Soc., 47, 2629-32 (1925).(319) Pesce and E vdok im off, Gazz. chim. ital., 70, 71 2 -6 (1940).(320) P ickett and Peterson, I n d . E n o . C h e m ., 21, 32 5-6 (1929).(321) P ilo ty .R er ., 3 1 ,4 5 4 -7 (1898).(322)’ P inotte, A nn., 243, 32 -63 (1888).(323) P lank and Hsia, Z . yes. K älte-Ind., 38, 97 (1931).(324) P lank and Vahl, Forch. Gebiete Ingenieurw ., Ausgabe 2, 11-8
(1931).(325) Pow er and K leber, Arch. Pharm ., 232, 634-48 (1894).(326) Ibid., 649-59 (1894).(327) Pow er and K leber, Pharm . Rev., 13, 60 (1895).(328) Pow er and L e e s ,./. Chem. Soc., 81, 15S5-94 (1902).(329) Price, Ibid., 107, 188-98 (1915).(330) Purcell and Z a h oorbu x./b id ., 140, 1029-35 (1937).(331) R am say and Shields, Z. physik. Chem., 12, 433—76 (1893).(332) R am say and Y oung, B er., 19, 2107-14 (1886).(333) R am say and Y oung, J. Chem. Soc., 47, 42 -5 (1885).(334) Ibid., 47, 640-57 (1885).(335) Ibid., 49, 790-812 (1SS6).(336) R am say and Y ou n g , Phil. Trans., A175, 37 (1884).(337) Ibid., 1771, 123 (18S6).(338) Ibid., A178, 57 (1887).(339) Ibid., A178, 313 (1887).(340) Ibid., 180, 137 (1889).(341) R am say and Y oung, Z . physik. Chem., 1, 237—58 (1887).(342) R atch ford , Rehberg, and Fisher, J. A m . Chem. Soc., 66, 1864-7
(1944).(343) Regnault, M em . Paris, 26, 339 (1862).(344) Ibid., 26, 375 (1862).(345) Ibid., 26, 403 (1862).(346) Ibid., 26, 440 (1862).(347) Ibid. 26, 448 (1862).(348) Ibid., 26, 455 (1862).(349) Ibid., 26, 462 (1862).(350) Ibid., 26, 535 (1862).(351) Regnault, Rel. des exp. 2, 440-62 .(352) R ex, Z . physik. Chem., 55, 355-70 (1916).(353) R ichardson, J . Chem. Soc., 49, 761-76 (1886).(354) R iley and G ray, “ Organic Syntheses” , V ol. X V , pp. 67 -9 ,
N ew Y ork , John W iley & Sons, Inc., 1935.(355) R inkenbach, I n d . E n g . C h em ., 19, 47 4 -6 (1927).(356) R obinson, “ Elem ents o f Fractional D istillation” , 1st ed.,
New- Y ork , M cG raw -H ill B ook C o., Inc., 1922.(357) R och ow and Dennis, J . A m . Chem. Soc., 5 7 ,4 8 6 -7 (1935).(358) Rolla, A lii accad. L in ed , 18, 365-73 (1909).(359) Rossini, A m . Petroleum Inst. Research P ro ject 44 ; W illing
ham el al., Ibid.(360) Rousset, Bull. soc. chim. M em ., I l l , 15, 5S -72 (1896).
(361) R ubin, Levedahl, and Y ost, J . A m . Chem. Soc., 66, 279-82(1944).
(362) R upe and Schlochoff, B er., 38, 1719-25 (1905).(363) Sajotschewsky, Beibl. A nn. Physik., 3, 741 (1879).(364) Sameshima, J . A m . Chem. Soc., 40, 1482-508 (1918).(365) Scatcliard and R aym ond, Ibid ., 60, 1278-87 (1938).(366) Scatcliard, W ood , and M ochel, Ibid., 61, 3206-10 (1939).(367) Scatcliard, W ood , and M ochel, J. Phys. Chem., 43, 119-130
(1939).(368) Schierholtz and Staples, Ibid., 57, 2709-11 (1935).(369) Schiff, A n n ., 220, 71 -113 (1883).(370) Schim m el and C o., bulletins.(371) Schlesinger and W alker, J . A m . Chem. Soc., 57, 621-5 (1935).(372) Schlum berger, J . Gasbeleucht., 55 ,125 7 -6 0 (1912).(373) Schm idt, Z . physik. Chem., 7, 433-67 (1891).(374) Ibid ., 8, 628-46 (1891).(375) Ibid., 58, 51 3 -4 0 (1 9 0 7 ).(376) Schuette and Cow ley, J. Am . Chem. Soc., 53, 3485-9 (1931).(377) Schuette and T hom as, Ibid., 52, 2028-30 (1930).(378) Schütze and W idenm ann, Helv. Chim. Acta, 20, 936-49 (1937).(379) Schultz, A nn., 174, 201-35 (1874).(380) Schum ann, A n n . P hysik., 1 2 ,4 0 -6 5 (18S1).(381) Schweitzer, A nn., 264, 193-6 (1891).(382) Seibert and Burrell, J . A m ._ Chem. Soc., 37, 2683-94 (1915).(383) Semmler, “ D ie Ätherischen Öle” , V ol. I - I V , Leipzig, V eit &
C o., 1906-7.(384) Semmler, P er., 23 ,180 3 -1 0 (1890).(385) Ibid., 25, 3352-4 (1892).(386) Ibid ., 26, 2254-8 (1893).(387) Ibid., 34, 3122-30 (1901).(388) Senseman and N elson, I n d . E n g . C h em ., 15, 382-3 (1923).(389) Seyer and M ann, J . A m . Chem. Soc., 67, 328-9 (1945).(390) Sim on and Iiu ter, Z . Elektrochem., 41, 28 -33 (1935).(391) Sm ith, J . Chem. Soc., 134 (2 ), 2573-83 (1931).(392) Sm ith and M enzics, J. A m . Chem. Soc., 32, 1448-59 (1910).(393) Sm yth and Seaton, J .In d . Ilyg. Toxicol., 22, 477-S3 (1940).(394) Sm ythe and Engel, J. A m . Chem. Soc., 51, 2646-70 (1929).(395) Soden and R ojahn, B er., 3 3 ,1 7 2 0 -4 (1900).(396) Ibid., 33, 3003-5 (1900).(397) Soden and Treff, Chem.-Ztg., 27, 897 (1903).(398) Solana and M oles, Anales soc. espafi. fis . quim., 30, 886-917
. (1932).(399) Spence and W ild , J . Chem. Soc., 138, 506-9 (1935).(400) Speranski, Z . physik. Chem., 46, 70 -8 (1903).(401) Ssem cnow, J . Russ. Phys.-Chcm . Soc., 31, 115-35 (1889).(402) Staedel, B er., 15, 2559-72 (1S82).(403) Stedm an, Trans. Faraday Soc., 24, 289-98 (1928).(404) Stelzner, D issertation E rlangen (1901).(405) Stephan, J. prakt. Chem., II , 62, 523-35 (1900).(406) Stevens, I n d . E n g . C h em ., 35, 655-60 (1943).(407) Stock, H enning, and Kuss, B er., 54, 1119-29 (1921).(408) Stock and Kuss, Ibid., 5 0 ,159 -64 (1917).(409) S tock and Praetorius, Ibid., 45, 3568 (1912).(410) Stock and Sömieski, Ibid., 52, 695:-7 2 4 (1919).(411) S tock and Stoltzenberg, Ibid., 50^ 498-502 (1917).(412) S tock and W illfroth , Ibid., 47, 144-54 (1914).(413) S tock and Zeidler, Ibid., 54, 531-41 (1921).(414) Straus and K ollek, Ibid., 59, 1664-81 (1926).(415) Stuckey and Saylor, J . A m . Chem. Soc., 62, 2922-5 (1940).(416) S tu ll, i b i d . , 59, 2726-33 (1937).(417) Swan and M ack , Ibid., 47, 2112-6 (1925).(418) Swift and H ochanadel, Ibid., 67, 880-1 (1945).(419) Takahashi and Yaginum a, Jap. J . Chem., 4 ,1 9 (1920).(420) T anaka and N agai, P ro c .Im p . Acad. (T ok y o ), 5, 78 -9 (1929).(421) Tannenberger, B er., 66, 4S4-6 (1933).(422) T aylor and Layng, J. Chem. P hys., 1, 79S-808 (1933).(423) T ay lor and R inkenbach, J . A m . Chem. Soc., 48, 1305-9 (1926). (423a) T ay lor and Sm ith, Ibid., 44, 2450-63 (1922).(424) T aylor and W alden, Ibid., 66, 84 2 -3 (1944).(425) T chugaeff, B er., 31, 360-8 (1898).(426) Terw en, Z. physik. Chem., 91, 469-99 (1916).(427) T hom as and Y oung, J . Chem. Soc., 67, 1071-5 (1895).(428) T hom s, B er., 36, 3446-51 (1903).(429) T hom s and B iltz, Z . allgem. österr. A poth-V er., 42, 943-7
(1904).(430) Thornton , Burg, and Schlesinger, J. A m . Chem. Soc., 55, 31 77 -
82 (1933).(431) Tiem ann, B er., 31, 2989-92 (1898).(432) T iem ann and Schm idt, Ibid., 29, 903-26 (1896).(433) Ibid., 30, 33-S (1897).(434) Tiem ann and Semmler, B er., 26, 2708-29 (1893).(435) Ibid ., 31, 2889-99 (1898).(436) Tiffeneau, Compt. rend., 139, 4 8 1 -6 (1904).(437) Tim m erm ans, Bull. soc. chim. Belg., 36, 502-8 (1927).(438) T im m erm ans and M artin , J . Chim. phys., 23, 733-46 (1926).(439) Ibid., 25, 411-51 (1928).
540 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
(440) Treon , Crutchfield, and K itzm iller, J . Ind. H yg. Toxicol., 25,199-214 (1943).
(441) Tschugaeff, Ber., 33, 735-6 (1900).(442) Ultee, Ibid., 39, 1S56-S (1906).(443) V an der M eulen and M ann, J . A m . Chem. Soc., 53, 451-3
(1931).(444) Vanstone, J. Chem. Soc., 97, 429-43 (1910).(445) Vaughan, J. Am . Chem. Soc., 54, 3863-76 (1932).(446) Venable, Ber., 13 (2 ), 1649-52 (1880). ‘(447) Verschoyle, Trans. R oy. Soc. (L ondon), A230, 189 (1931).(448) Villard, A nn. chim. phys., [7] 10, 387 (1S97).(449) Villard, Com pt.rend., 120, 1262-5 (1895).(450) Villiers, Bull. soc. chim., 34, 25 -7 (1880).(451) V incent and Chappuis, Com pt.rend., 100, 1216-8 (1885).(452) Volm er and K irchoff, Z. physik. Chem., 115, 23 3 -8 (1925).(453) V on Rechenberg, “ D estillation” , Leipzig, 1923.(454) V on Siemens, A nn. Physik., [4] 42, 871-88 (1913).(455) W ade and M errim an, J. Chem. Soc., 101, 2438-43 (1912).(456) W albaum , B er., 33, 2299-302 (1900).(457) W albaum , J. prakt. Chem., I I , 73, 488-93 (1906).(458) W albaum and Stephan, Ber., 33, 2302-8 (1900).(459) W alden, Z. physik. Chem., 70, 569-619 (1910).(460) W allach, A nn,, 275, 171 (1893).(461) Ib id .,336, 1 -4 6 (1 9 0 4 ).(462) W allach et al., Ibid., 279, 366-97 (1894).(463) W eber, Verslag A kad. Wetenschappen, 22, 3S0 (1914).(464) W enzel and Pirak, Collection Czechoslov. Chem. Commun., 6,
54 -9 (1934).(465) W hitm ore and Flem ing, J. A m . Chem. Soc., 55, 3803-6 (1933).(466) W hitm ore et al., Ibid., 68, 475-S I (1946).
(467) W iberg and Sutterlin, Z . Elekctrochem., 41, 151-3 (1935).(468) W ilbrand and Beilstein, Z . Chemie, 7 ,1 5 3 -6 0 (1864).(469) W ilcock , J . A m . Chem. Soc., 68, 691-6 (1946).(470) W illiam s, Ibid., 47, 2644-52 (1925).(471) W illingham et al., J . Research Natl. Bur. Standards, 35, 219
(1945).(472) W islicenus, A nn., 275, 309-82 (1893).(473) W ittenberg and M eyer, B er., 16, 500-8 (1883).(474) W oringer, Z. physik. Chem., 34, 257-89 (1900).(475) W iillener and Grotrian, W ied A nn., 11, 545-604 (1880) .(476) Y ost and Stone, J. A m . Chem. Soc., 55 ,188 9-9 5 (1933).(477) Y oung, J. Chem. Soc., 55, 48 3 -5 (1889).(478) Ibid., 55, 486-521 (1889).(479) Ibid., 59, 621-6 (1891).(480) Ibid ., 59, 903-11 (1891).(481) Ibid., 59, 911-36 (1891).(482) Ibid., 71, 446-57 (1897).(4S3) Ibid., 73, 675-81 (1898).(483a) Ibid., 77, 1145-51 (1900).(484) Y oung, Proc. R oy. Irish Acad., 38B, 65 -92 (1928).(485) Y oung, Set. Proc. R oy. Dublin Soc., 12, 374-432 (1910).(486) Y oung, Z . physik. Chem., 29, 193-241 (1899).(487) Y oung and F ortey , J. Chem. Soc., 75, 873-83 (1899).(488) Ibid., 77, 1126-51 (1900).(489) Ibid., 81, 783-6 (1902).(490) Y ou n g and N elson, I n d . E n g . C h e m ., 21, 321-2 (1929).(491) Y ou n g and Thom as, J. Chem. Soc., 63, 1191-262 (1893).(492) Ibid., 71, 4 4 0 -6 (1 8 9 7 ).(493) Zeleny and Sm ith, P hysik. Z ., 7, 667-71 (1906).(494) Zincke, A nn., 152, 1-21 (1869).
( V a p o r P r e s s u r e o f P u r e S u b s t a n c e s )
INORGANIC1 he p re c e d in g p a p e r c a ta lo g u e d v a p o r p re s su re d a ta o f o r g a n ic c o m p o u n d s . T h i s a r t ic le p re se n t s v a p o r p re s su re d a ta fo r a b o u t 300 in o r g a n ic c o m p o u n d s a n d co m p le te s th e cove rage o f t h is fie ld a t t h is tim e.
TH E foregoing report (441) discussed the need for accurate vapor pressure data when certain physical laws are put into
practical application. One of the constant cries of m odern times is for more extensive and better data. T o a fair extent, a new p lant is no better than the data used in its design. These two reports are intended as a start toward the im provem ent of this circumstance.
T he m ethodical exhaustion of the sources of vapor pressure data was begun some six years ago. Chemical Abstracts was searched through 1942, but the coverage since then has been incomplete. In the vast m ajority of cases the original documents were consulted. E x ist in g collections of vapor pressure data (9, 199, 249, 466) were of great help. In this connection special attention should be focused on the excellent com pilation of Ke lle y (229), which has bolstered our w ork adm irably.
T he treatm ent of data follows the style, format, and general plan of the preceding paper. The analytical method was retained and was based on sem ilogarithm ic charts m easuring 30 X 42 inches (where 1 mm. = 1 ° C.) and colored m ap tacks representing the plotted points over w hich a taut thread was stretched. T h is resulted in the introduction of a gentle curvature to the va por pressure line, but sufficient tacks were inserted so that the curve was v irtua lly continuous and w ithout angles. F o r the perm anent gases (those materials below — 100° C.), the lines were penciled in w ith the help of a French ' curve, but, in view of the uncertainties in temperature measurement above 500° C. (becom ing less certain w ith increase of temperature), it was felt that the penciling of the curves was unnecessary. W here the tempera
COMPOUNDSture fell w ith in the range — 150° C. to + 400° C. the C ox chart previously referred to was used.
So that am b iqu ity w ill be minimized, the name recognized by Chemical Abstracts has been used. T h e arrangem ent in the tables is alphabetical according to the name of the compound,
and the form ula is also added so that there w ill be no doubt as to the substance meant.
Tab le I contains pressures (in m illimeters of m ercury) under 1 atmosphere, and Tab le I I contains pressures (in atmospheres) over one atmosphere. A ll temperatures are in ° C. Since there
is a d iscontinu ity in a vapo r pressure curve at the m elting point, the melting po int of the substance, where known, is listed in TableI. Since the vapor pressure curve ends at the critical point, Table I I lists the critical temperature and pressure.
A ssem bling the results of m any workers, as has been done here, leads to uncertainty as to the accuracy of the data. T h e tempera
ture range is v irtua lly from absolute zero to the highest temperatures m an has devised. T h e lower part of the temperature scale is accurate, but as higher temperatures are reached, the uncerta inty gap widens. I n the opin ion of the w riter the figures given
here represent the best experimental data possible w ith the graphic methods employed. T h e w riter is certain that, as more reliable experimental measurements are made, a few of the figures g iven here should be revised.
NOMENCLATURE
d = decomposes p = polym erizesM .P . = m elting po int s = solidP c = critical pressure T , = critical temperature
Tables I and II, pages 541-546 Literature citations, pages 547-550
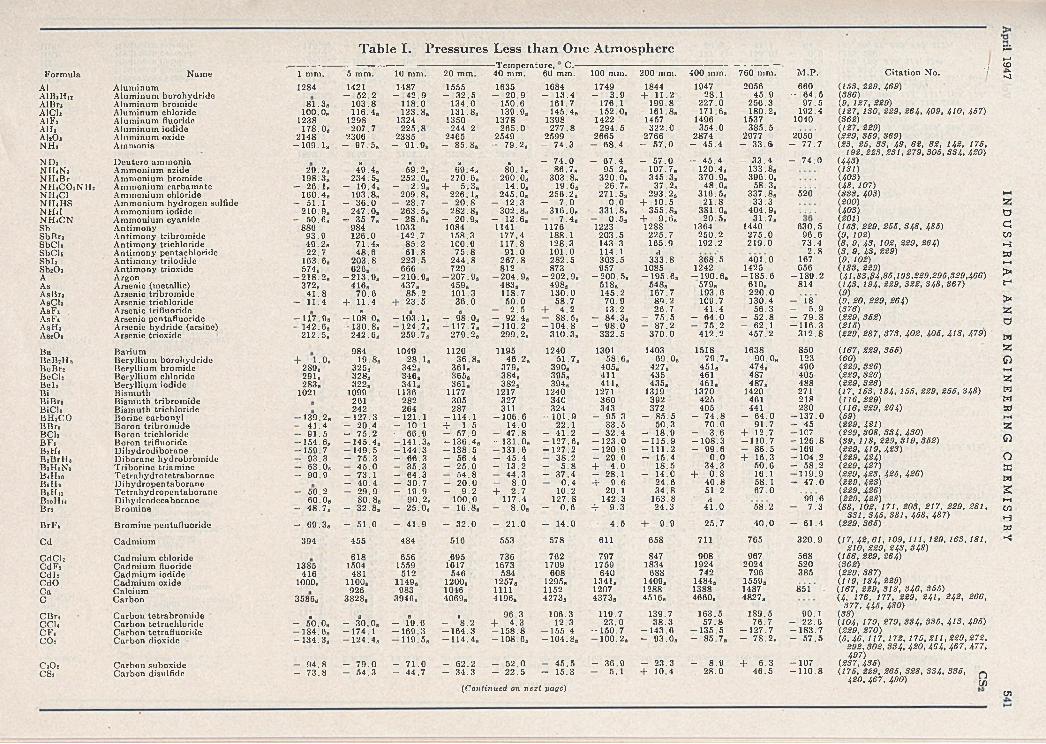
Table I. Pressures Less than One Atmosphere
Formula NameA1 AluminumAlBiHit Aluminum borohydrideAlBra Aluminum brom ideA lC li Aluminum chlorideA lF j Aluminum fluorideAlla Aluminum iodideAhOa Aluminum oxideNHa Ammonia
N D j Deutero ammoniaNHaNa Amm onium azideNHaBr Amm onium brom ideNHaCOjNHi Amm onium carbamate NH<Cl Ammonium chlorideN H 4HS Am m onium hydrogen sulfideNH<I Amm onium iodideN H 4CN Amm onium cyanideSb Antim onySbBra Antim ony tribromideSbCla Antim ony trichlorideSbCU Antim ony pentachlorideSbla Antim ony triiodideSbaOa Antim ony trioxideA ArgonAs Arsenic (metallic)AsBra Arsenic tribromideAsCla Arsenic trichlorideAsFa Arsenic trifluorideAsFs Arsenic pentafluorideAsHa Arsenic hydride (arsine)AszOi Arsenic trioxide
Ba BariumBeBalls Beryllium borohydrideBeBrs Beryllium brom ideBeCls Beryllium chlorideB e lj Beryllium iodideBi BismuthBiBra Bismuth tribromideBiCla Bismuth trichlorideBHaCO Borinc carbonylBBre Boron tribromideBCla Boron trichlorideBFa Boron trifluorideBsH« Dihydrodiborane %BjB rlia Diborane hydrobrom ideBjHeNi Triborinc triamineB4H 10 TetrahydrotetraborancB«H« DihydropentaboraneBtHu TetrahydropentaboraneB ioliu D ihydrodecaboraneBri Bromine
BrFs Brom ine pentafluoride
Cd Cadmium
C dC h Cadm ium chlorideC dFj Cadm ium fluorideC d l; Cadm ium iodideCdO Cadm ium oxideCa CalciumC Carbon
C B n Carbon tetrabrom ideCCI4 Carbon tetrachlorideCF4 Carbon tetrafluorideCOj Carbon dioxide
C j02 Carbon suboxideCS2 Carbon disulfide
1 mm. 1284
81.3a 100.0*
1238 1 78 .0a
2148 - 1 0 9 .U
2 9 .2 b198.3b
- 26.1« 160.4«
- 51.1 2 1 0 .9b
- 5 0 .68 886
93.94 9 .2 a22.7
163.6« 574a
-2 1 8 .2 «372«
4 1 .8- 11.4
-1 1 7 .9 s-1 4 2 .6 «
212.5«
+ 1 . 0« 289« 291« 283«
1021
-139 .2«- 41 .4- 91 .5-1 5 4 .6« -159 .7 - 9 3 . 3- 63.0«- 90 .9
- 50 .2 60.0«
- 48.7«
5 mm. 10 mm. 20 mm.— Tem perature, C .—
40 mm. 60 mm. 100 mm. 200 mm. 400 mm. 760 mm. M .P .1421 1487 1555 1635 1684 1749 1844 1947 2056 660
- 52.2 - 42 .9 - 32 .5 - 20 .9 - 13.4 - 3 .9 + 11.2 28.1 45 .9 - 6 4 .5103.8 118.0 134.0 150.6 161.7 176.1 199.8 2 27 .0 256.3 97 .5116.4« 123.8« 131.8« 139.9« 145.4« 152.0« 161.8« 171.6« 180.2« 192.4
1298 1324 1350 1378 1398 1422 1457 1496 1537 1010207.7 225 .8 244.2 265 .0 277 .8 294.5 322.0 354.0 385.5
2306 2385 2465 2549 2599 2665 2766 2874 2977 2050 '- 97 .5 « - 91.9« - 85.8« - 79.2« - 74 .3 - 68 .4 - 5 7 .0 - 45 .4 - 33.& - 77 .7
8 8 g 8 - 7 4 .0 - 67 .4 - 5 7 .0 - 45 .4 - 3 3 .4 - 7 4 .04 0 .4 , 59.2« 69.4« 80.1« 86.7« 95.2« 107.7« 120.4« 133.8«
234.5» 252.0« 270.6« 290.0« 303.8« 320 .0« 345.3« 370.9« 396.0«- 1 0 .4 , - 2 .9« + 5 .3 « 14.0« 19.6« 26.7« 37.2« 48.0« 58.3«
193.8, 209.8« 226.1« 245.0« 256.2« 271.5« 293.2« 316.5« 337.8« 520- 36 .0 - 28 .7 - 20 .8 - 12.3 - 7 .0 0 .0 + 10.5 2 1 .8 33.3
2 4 7 .0 , 263.5« 282.8« 302.8« 316.0« 331.8« 355.8« 381.0« 404.9«- 3 5 .7 , - 28.6« - 20.9« - 12.6« - 7 .4 « - 0 .5 « + 9 .6 « 20.5« 31.7 «
984 1033 1084 1141 1176 1223 1288 1364 1440 630.5126.0 142.7 158.3 177.4 188.1 203 .5 225.7 250.2 275 .0 96 .6
7 1 .4 , 8 5 .2 100.6 117.8 128.3 143.3 165.9 192.2 219.0 7 3 .44 8.6 61 .8 7 5 .8 9 1 .0 101.0 114.1 d 2 .8
203 .8 223 .5 244 .8 267 .8 282.5 303 .5 333 .8 3 68 .5 401 .0 167626, 666 729 812 873 957 1085 1242 1425 656
- 2 1 3 .9 » - 2 1 0 .9 « -2 0 7 .9 « -2 0 4 .9 « -2 0 2 .9 « - 2 0 0 .5 « -1 9 5 .6 « -1 9 0 .6 « - 1 8 5 .6 - 1 8 9 .2416, 437« 459« 483« 49S« 518« 548« 579« 610« 814
7 0 .6 85.2 101.3 118.7 130.0 145.2 167.7 193.6 2 20 .0+ 11.4 + 23.5 3 6 .0 5 0 .0 5 8.7 70 .9 89.2 109.7 130.4 - ‘ ié’
9 8 8 - 2 .5 + 4 .2 13.2 26.7 4 1.4 56.3 - 5 .9- 1 0 8 .0 « -1 0 3 .1 « - 98.0« - 92.4« - 88.5« - 84.3« - 75 .5 - 6 4 .0 - 5 2 .8 - 7 9 .8-1 3 0 .8 « -1 2 4 .7 « - 1 1 7 .7 « - 1 1 0 .2 - 1 0 4 .8 - 98 .0 - 87 .2 - 75 .2 - 62.1 - 1 1 6 .3
242.6« 259.7« 279.2« 299.2« 310.3« 3 32 .5 370.0 412.2 457 .2 312 .8
Citation N o. 7
98419.8«
325«328«322«
1099261242
- 1 2 7 .3- 20 .4- 7 5 .2 -1 4 5 .4 « - 1 4 9 .5- 75 .3- 4 5 .0- 73 .1- 40 .4- 29 .9
80.8«- 32 .8«
1049 28.1«
342b 346« 341«
1136 282 264
- 1 2 1 . 1 - 10 . 1- 66 .9 - 1 4 1 . 3 b - 1 4 4 .3- 66 .3- 35 .3- 64 .3- 30 .7- 19.9
90.2«- 25.0«
112036.8«
361«365«361«
1177305287
- 1 1 4 .1+ 1 .5- 57 .9- 1 3 6 .4 «- 1 3 8 .5- 56.4- 25 .0- 54 .8- 2 0 .0- 9 .2
100.0- 16.8«
119546.2«
379«384«382«
1217327311
- 1 0 6 .614.0
- 47 .8 -1 3 1 .0 « - 1 3 1 .6- 45 .4- 13.2- 44 .3- 8 . 0 + 2 .7
117.4 - 8 . 0«
124051.7«
390«395«394«
1240340324
- 1 0 1 .922.1
- 41 .2 -1 2 7 .6 « - 1 2 7 .2- 38 .2- 5 .8- 37 .4- 0 .4
10.2127.8
- 0 . 6
130158.6«
405«411411«
1271360343
- 95 .3 33 .5
- 32 .4 - 1 2 3 .0 - 1 2 0 .9- 29 .0 + 4 .0- 28.1
9 .620. 1
142.3 + 9 .3
+
140369.0«
427«435435«
1319392372
- 85 .550.3
- 18.9 - 1 1 5 .9 - 1 1 1 . 2- 15.4
18.5- 14.0
2 4.6 3 4 .8
163.824 .3
151879.7«
451«461461«
1370425405
- 7 4 . 87 0 .0
- 3 .6 - 1 0 8 .3 - 9 9 . 60 . 0
3 4 .3 0.8
4 0 .8 51 .2 d
4 1 .0
+
1638 90.0«
474«487 487«
1420 461 441
- 6 4 . 0 91 .7
+ 12.7 - 1 1 0 .7
8 6.5 16.350 .6 16.158.1 6 7 .0
5 8 .2 -
+
850123490405488271218230
-1 3 7 .0- 45 -107 -1 2 6 .8 -169 -1 0 4 .2- 58 .2 -1 1 9 .9 - 4 7 . 0
*99.67 .3
- 69.3« - 51 .0 - 41 .9 - 3 2 .0 - 21 .0 - 14 .0 - 4 .5 - f 9 .9 2 5 .7 4 0 .0 - 61 .4
394 455 484 516 553 578 611 658 711 765 320 .9
618 656 .695 736 762 797 847 908 967 5681385 1504 1559 1617 1673 1709 1759 1834 1924 2024 520
416 481 512 546 584 608 640 688 742 796 3851000« 1100« 1149« 1200» 1257« 1295« 1341« 1409« 1484« 1559«
926 983 1016 1111 1152 1207 1288 1388 1487 85 i ■3586« 3828» 3946« 4069« 4196« 4273« 4373« 4516« 4660« 4827«
s a 96.3 106.3 119.7 139.7 .163.5 189.5 90.1- 5*0.0« - 3*0.0« - 19.6 - 8 .2 + 4 .3 12.3 23 .0 3 8 .3 5 7 .8 76.7 - 22 .6-1 8 4 .6 « - 1 7 4 .1 - 1 6 9 .3 - 1 6 4 .3 - 1 5 8 .8 - 1 5 5 .4 - 1 5 0 .7 - 1 4 3 .6 - 1 3 5 .5 - 1 2 7 .7 - 1 8 3 .7-1 3 4 .3 « -1 2 4 .4 « -1 1 9 .5 « -1 1 4 .4 « -1 0 8 .6 « - 1 0 4 .8 « -1 0 0 .2 » - 93.0» - 85.7» - 78.2« - 57 .5
- 9 4 . 8 - 7 9 .0 - 7 1 .0 - 62 .2 - 52 .0 - 45 .5 - 36 .9 - 23 .3 - 8 .9 - f 6 .3 - 1 0 7- 7 3 . 8 - 54 .3 - 44 .7 - 34 .3 - 22 .5 - 15.3 - 5 .1 + 10.4 . 28 .0 46 .5 - 1 1 0 .8
(Continued on next page)
(153, 229, 469)(386)(9, 127, 229)(127, ISÖ'229 , 264, 409, 410, 457) (362)(127, 229)(229, 359, 369)(23, 25, SS, 49, 62, 82, 142, 176,
192, 223, 231, 279, 305, 334, 420) (443)(131)(403)(48, 107)(333, 403)(200 )(403)( 201 )(153, 229, 255, 348, 485)(9, 102)(8, 9, 43, 102, 229, 264)(S, 9, 43, 229)(9. 102)(183, 229)(41,83,84,85,193,229,295,329,466) (143, 194, 229, 322, 348 , 367)(9)(9, 20, 229, 264)(S76)(229, 352)(215)(229, 287, 373, 402, 405, 418, 479)
(167, 229, 355)(60)(229, 326)(229, 326)(229, 326)(17, IBS, 154, 156, 229, 255, 348) (116, 229)(116, 229, 264)(59)(229, 461)(229, 308, 334, 430)(39, 118, 229, 319, 362)(229, 419, 423)(229, 424)(229, 427)(229, 423, 425, 426)(229, 423)(229, 426)(229, 428)(88, 102, 171, 203, 217, 229, 2S1,
331, 345, 381, 458, 487)(229, 365)
(17, 42, 61, 109, 111, 129, 163, 181, 210, 229, 243, 348)
(166, 229, 264)(362)(229, 387)(119, 184, 229)(167, 229, 318, 346, 355)(4, 176, 177, 229, 241, 242, 266,
377, 445, 480)(38)( 10 4 , 179, 279, 334, 335, 413, 495) (229, 270)(5,46, 117, 172, 175, 211,229, 272,
292, 302, 334, 430, 464, 7,67, 477, 497)
(237, 436)(175, 229, 265, 328, 334, 336, ^
7,20, 467, 490) ^en
il 1947
IND
US
TR
IAL
A
ND
E
NG
INE
ER
ING
C
HE
MI
ST
RY
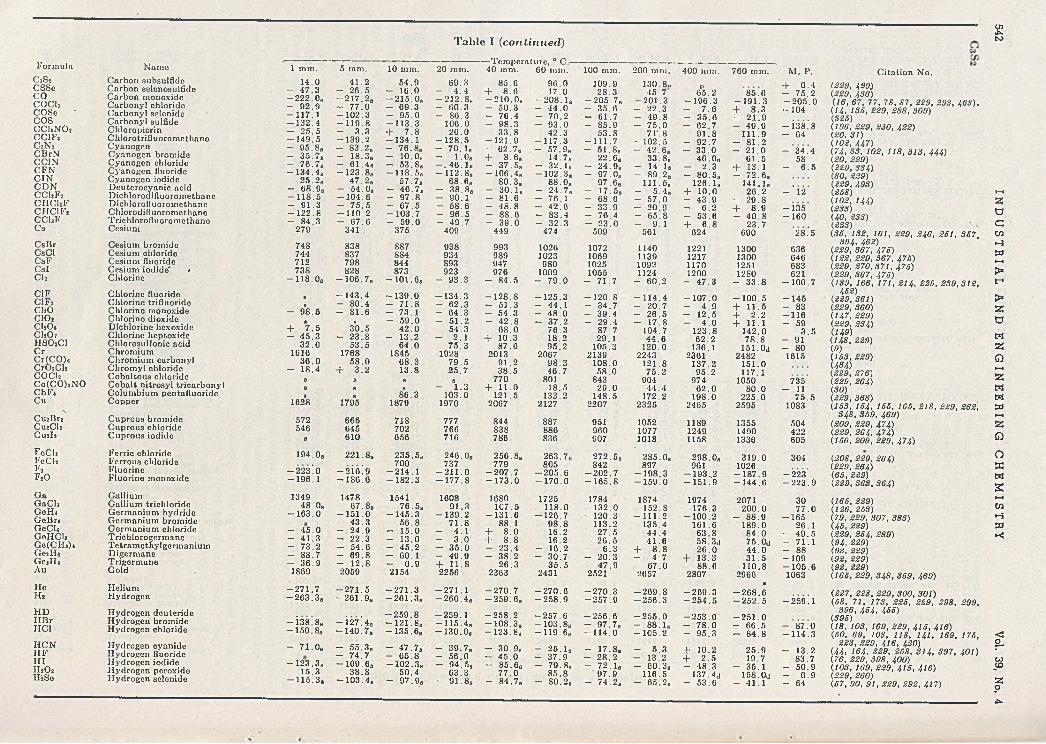
C3S2 Carbon subsulfideCSSc Carbon selenosulfideCO Carbon monoxideCOCI2 _ Carbonyl chlorideCOSe ’ Carbonyl selenideCOS Carbonyl sulfideCCIjN O j ChloropicrinC ClF j ChlorotrifluoromethaneC2N 2 CyanogenC B rN Cyanogen bromideCC1N Cyanogen chlorideC F N Cyanogen fluorideC IN Cyanogen iodideCDN^ Deuterocyanic acidCCI1F2 DichlorodifluoromethaneCHCUF Dichlorofluorom ethaneCH CIF2 ChlorodifiuoromethanoCCI3F Trichlorofiuorom ethanoCs Cesium
CsBr Cesium bromideCsCl Cesium chlorideC sF Cesium fluorideC sl Cesium iodide* •Cla Chlorine
C1F Chlorine fluorideClFj Chlorine trifluoridoCI2O Chlorine monoxideCIO2 Chlorine dioxideChO« Dichlorine hexoxideCI2O7 Chlorine hoptoxideH SOjCl Chlorosulfonic acidCr Chrom iumC r(C 0)6 Chrom ium carbonylCrCbCh Chrom yl chlorideCOCI2 Cobaltous chlorideC o(C O )jN O C obalt nitrosyl tricarbonyl CbFs Colum bium pentafluorideCu Copper
C m B rj Cuprous brom ideCU2CI2 Cuprous chlorideCU2I2 Cuprous iodide
FcCI* Ferric chlorideFeClj Ferrous chlorideF2 FluorineFjO Fluorine m onoxide
Ga GalliumG aC h Gallium trichlorideGeH< Germanium hydrideGeBr« Germanium brom ideGeCU Germanium chlorideG eH C h TrichlorogermaneGeCCHj)* TetramethylgcrmaniumGeail« DigermaneGejHs TrigermanoAu Gold
Form ula Name 1 mm.14.0
- 47.3- 222 . 0b- 92.9 -1 1 7 .1 -1 3 2 .4- 25.5 -1 4 9 .5- 95.88- 3 5 .79- 76.7a -1 34 .4 a
25.2«- 68.9s -1 1 8 .5- 91.3 - 122.8- 84.3
279
5 mm.41.2
- 26 .5 - 2 1 7 . 2 s - 7 7 . 0 - 1 0 2 . 3 - 1 1 9 . 8- 3 .3 - 1 3 9 . 2- 8 3 .2 B- 18.3s- 61.4« - 1 2 3 . 8 s
4 7 .2 8- 54.0s - 1 0 4 . 6- 75 .5 - 11 0 . 2 - 6 7 . 6
341
10 mm. 20 mm.----------------Tem perature, 0 C .-
40 min. 60 mm.
Table I (continued)
54.9 - 16.0 - 2 1 5 . 0 «- 69.3 - 9 5 . 0 - 1 1 3 . 3 + 7 .8 - 1 3 4 . 1- 76.8s~ 10.0s- 53.8s - 1 1 8 . 5 b
57.7s- 46.7s - 9 7 . 8 - 6 7 . 5 - 1 0 3 . 7 - 5 9 . 0
375
69.3- 4 .4-2 1 2 .8 s- 60 .3 - 8 6 . 3 - 1 0 6 . 0
20.0- 1 2 8 . 5- 7 0 . l s- 1.0s- . 4 6 . 1 s- 1 1 2 . 8 «
68.6a- 38.8s- 90.1- 58 .6- 96 .5- 49.7
409
85.6 + 8.6 - 2 1 0 . 0 «- 50.3- 76 .4- 98 .3
33 .8- 1 2 1 . 9- 62.7s+ 8.6s- 37.5s - 1 0 6 . 4 s
80.3s- 30.1s- 81.6- 48 .8- 8 8 . 6 - 39 .0
449
134948.0«
- 1 6 3 . 0
- 4 5 .0- 41.3- 73 .2- 88.7- 36 .9 1869
1478 67.8s
- 1 5 1 . 0 43 .3
- 2 4 . 9 - 2 2 . 3 - 5 4 . 6 - 6 9 . 8 - 1 2 . 8 2059
154176.5s
- 1 4 5 . 356.8
- 15.0- 13.0 - 4 5 . 2- 60.1 - 0 .9 2154
160891.3
- 1 3 9 . 27 1 .8
- 4 .1- 3 .0- 3 5 .0- 4 9 .9 + 11.82256
1680 107.5
- 1 3 1 . 6 88. 1
8.0 8.8
23.4 - 38 .2
26.3 2363
++
96.017.0
- 2 0 8 . 1 b- 4 4 . 0- 70.2 - 9 3 . 0
42.3- 1 1 7 . 3- 57.9s
14.7«- 32.1« - 1 0 2 . 3 «
88.0s- 24.7«- 76.1- 42.6- 83.4 - 3 2 . 3
474748 838 887 938 993 1026744 837 884 934 989 1023712 798 844 893 947 980738 828 873 923 976 1009
- 1 1 8 . 0 « - 1 0 6 . 7 s - 1 0 1 . 6 , - 93.3 - 84 .5 - 7 9 .0
s - 1 4 3 . 4 - 1 3 9 . 0 - 1 3 4 . 3 - 1 2 8 . 8 - 1 2 5 . 3B - 80.4 - 71 .8 - 62.3 - 51.3 - 44.1
- 98 .5 - 81.6 - 73.1 - 64.3 - 54.3 - 48 .08 8 - 59 .0 - 51.2 - 4 2 .8 - 37.2
+ 7 .5 3 0.5 4 2 .0 54.3 68.0 76.3- 4 5 . 3 - 23 .8 - 13.2 - 2 .1 + 10.3 18.2
32.0 5 3.5 6 4.0 75.3 87.6 95.21616 1768 1845 1928 2013 2067
36 .0 58.0 68.3 79 .5 91.2 98.3- 18.4 + 3 .2 13.8 25.7 38.5 46.7a s 8 a 770 8018 s a - 1 .3 + 11.0 18.5a a 86.3 103.0 121.5 133.2
1628 1795 1879 1970 2067 2127
572 666 718 777 844 887546 645 702 766 838 886
8 610 656 716 786 836
194.0s 221 .8 , 235.5« 246.0s 256.8« 263.7«700 737 779 805
—223] 0 -¿io'.o - 2 1 4 . 1 - 2 1 1 . 0 - 2 0 7 . 7 - 2 0 5 . 6- 1 9 6 . 1 - 1 8 6 . 6 - 1 8 2 . 3 - 1 7 7 . 8 - 1 7 3 . 0 - 1 7 0 . 0
1725 118.0
- 1 2 6 . 7 98 .8 16.2 16.2
- 16.2 - 30.7
35 .5 2431
100 mm. 200 mm. 400 mm. 760 mm. M . P.109.9 1 30 .8n p -f- 0 .428.3 45.7 6 5 .2 85.6 - 7 5 .2
-2 0 5 .7 « - 2 0 1 .3 - 1 9 6 .3 - 1 9 1 .3 - 2 0 5 .0- 3 5 .6 - 22 .3 - 7 .6 + 8 .3 - 1 0 4- 61 .7 - 49 .8 - 35 .6 - 21 .9- 85 .9 - 7 5 .0 - 62 .7 - 49 .9 — ¿38 .8
53 .8 71'. 8 91 .8 111.9 - 64- 1 1 1 .7 - 1 0 2 .5 - 92 .7 - 81 .2- 51.8s - 42.6s - 3 3 .0 - 2 1 .0 - *34 .*4
22.6« 33.8« 46. 0 s 61.5 58- 24.9« - 14.1a - 2 .3 + 13.1 - 6 .5- 97.0« - 89.2s - 80.5« — 72.6s
97.6« 111.5« 126.1s 141.1s- 17.5« - 5 .4 « + 10.0 26.2 - ' l 2- 68 .6 - 57 .0 - 43 .9 - 29 .8- 33 .9 - 20 .9 - 6 .2 + 8 .9 - 1 3 5- 76 .4 - 65 .8 - 53 .6 - 4 0 .8 - 1 6 0- 23 .0 - 9 .1 + 6 .8 23.7
509 561 624 690 2 8 .51072106910251055
- 71.7
- 120.8- 34 .7- 39.4- 29.4
87.7 29.1
105.32139
108.058.0
8432 9 .0
148.52207
951960907
272.5s842
- 2 0 2 . 7- 1 6 5 . 8
1784132.0
- 1 2 0 . 3113.227.526.5
- 6 .3- 20.3
47 .92521
1140 1139 1092 1124
- 60.2
- 1 1 4 . 4- 20.7- 26 .5- 17.8
104.74 4.6
120.02243
121.8 75 .2
9044 4.4
172.22325
105210771018
285.0«897
- 1 9 8 . 3- 1 5 9 . 0
1874152.8
- 1 1 1 . 2135.444.441.6 + 8.8
- 4 .7 6 7 .0
2657
1221121711701200
- 47.3
- 1 0 7 . 0- 4 .9- 12.5- 4 .0
123.8 62.2
136.1 2361
137.2 95 .2
97462.0
198.02465
118912491158
298.0s961
- 1 9 3 . 2- 1 5 1 . 9
1974 176.3
- 100.2 161.6
63 .8 58.3,1 26 .0 13.3 88.6
2807
+
1300130012511280
- 3 3 .8
- 1 0 0 . 5 + 11.5 + 2.2 - f 1 1 .1
142.07 8.8
151.0d2482
151.0117.1
10508 0 .0
225.0 2595
135514901336
319.0 1026
- 1 8 7 . 9 - 1 4 4 . 6
2071200.0
- 88.9 189.084.0 75.0,14 4.0 3 1 .5
110 .8 2966
636646683621
- 1 0 0 . 7
- 1 4 5- 83 - 1 1 6- 59
3 .5- 91- 80 1615
735 - 11
7 5.5 1083
504422605
304
- 2 2 3- 223.9
307 7.0
- 1 6 526.1
- 49 .5- 71.1- 88 - 1 0 9 - 1 0 5 . 61063
HeH2
HeliumHydrogen
- 2 7 1 . 7- 2 6 3 . 3 «
- 2 7 1 . 5- 2 6 1 . 9 s
- 2 7 1 . 3- 2 6 1 . 3 s
- 2 7 1 . 1 - 2 6 0 . 4s
- 2 7 0 . 7- 2 5 9 . 6 «
- 2 7 0 . 6- 2 5 8 . 9
- 2 7 0 . 3- 2 5 7 . 9
- 2 6 9 . 8- 2 5 6 . 3
- 2 6 9 . 3- 2 5 4 . 5
•- 2 6 8 . 6- 2 5 2 . 5 - 2 5 9 . 1
H D II Br H Cl
H ydrogen deuterido H ydrogen brom ide H ydrogen chloride
— 138.8a - 1 5 0 . 8 «
- i 2 7 ' . 4 8- 1 4 0 . 7 s
- 2 5 9 . 8- 1 2 1 . 8 s- 1 3 5 . 6 S
- 2 5 9 . 1- 1 1 5 . 4 s- 1 3 0 . 0 «
- 2 5 8 . 2- 1 0 8 . 3 «- 1 2 3 . 8 «
- 2 5 7 . 6- 1 0 3 . 8 s- 1 1 9 . 6 «
- 2 5 6 . 6 - 97.7« - 1 1 4 . 0
- 2 5 5 . 0 - 88.1« - 1 0 5 . 2
- 2 5 3 . 0- 7 8 .0- 95.3
- 2 5 1 . 0- 66 .5- 84 .8
- ’ ¿ 7 .0 - 1 1 4 . 3
H C NH FH IH20 2IljSe
H ydrogen cyanide H ydrogen fluoride H ydrogen iodide H ydrogen peroxide H ydrogen selenide
- 71.0«
- 1 2 3 . 3 s15.3
- 1 1 5 . 3 s
- 5 5 .3 8- 74 .7 - 1 0 9 . 6 8
38 .8- 1 0 3 . 4 s
- 47.7s- 65 .8 - 1 0 2 . 3 «
50.4- 97.9s
- 39.7«- 56 .0- 94.5s
63.3- 91.8«
- 30.9a- 45 .0- 85.6s
7 7 .0- 84.7s
- 25.1«- 37 .9- 79.8«
8 5 .8- 80.2«
- 17.8s- 28 .2- 72.1«
97.9- 74.2«
- 5 .3- 13.2- 60.3s
116.5- 65.2«
+ 10.2 + 2 .5- 48.3
137.4d- 53.6
25.919.7
- 35.1 158.0d
- 41.1
- 13.2- 83.7- 50.9- 0 .9- 64
Citation No.(229, Ą29)(229, 436)(16, 67, 77, 78, 87, 229, 293, 463), (14, 135, 229, 288, 309)(325)(196, 229, 230, 422)(20, 31)(102, 447)(74, S3, 102, 118, 313, 444)(20, 229)(229, 334)(80, 229)(229, 493)(268)( 102 , 14 4 )(233)(40, 233)(233)(36, 132, 161, 229, 246, 261, 367.
394, 462)(229, 367, 476)(122, 229, 367, 475)(229, 270,371, 476)(229, 367, 476)(139, 166, 171, 214, 229, 239,312,
452)(229, 361)(229, 360)(147, 229)(229, 234)(149)(148, 229)(9)(163, 229)(484)(229, 276)(229, 264)(30)(229, 368)(163, 154, 156, 165, 218, 229, 262,
348, 369, 469)(209, 229, 474)(229, 264, 474)(166, 209, 229, 474)
(208, 229, 264)(229, 264)(65, 229)(229, 363, 364)
(165, 229)(126, 253)(79, 229, 307, 383)(45, 229)(229, 254, 289)(94, 229)(93, 229)(92, 229)(93, 239)(166~229, 34S, 369, 469)
(227, 228, 229, 300, SOI)(68, 71, 17S, 226, 229, 298, 299,
396, 454, 466)(396)(18, 103, 169, 229, 416, 416)(50, 69, 103, 118, ¡41, 169, 176,
223, 229, 416, 420)(44, 164, 229, 268, 314, 397, 401) (76, 229, 398, 400)(103, 169, 229, 416, 416)(229, 260)(67, 90, 91, 229, 292, 417)
542 IN
DU
ST
RIA
L
AND
EN
GIN
EE
RIN
G
CH
EM
IST
RY
Vol.
39, No.
4
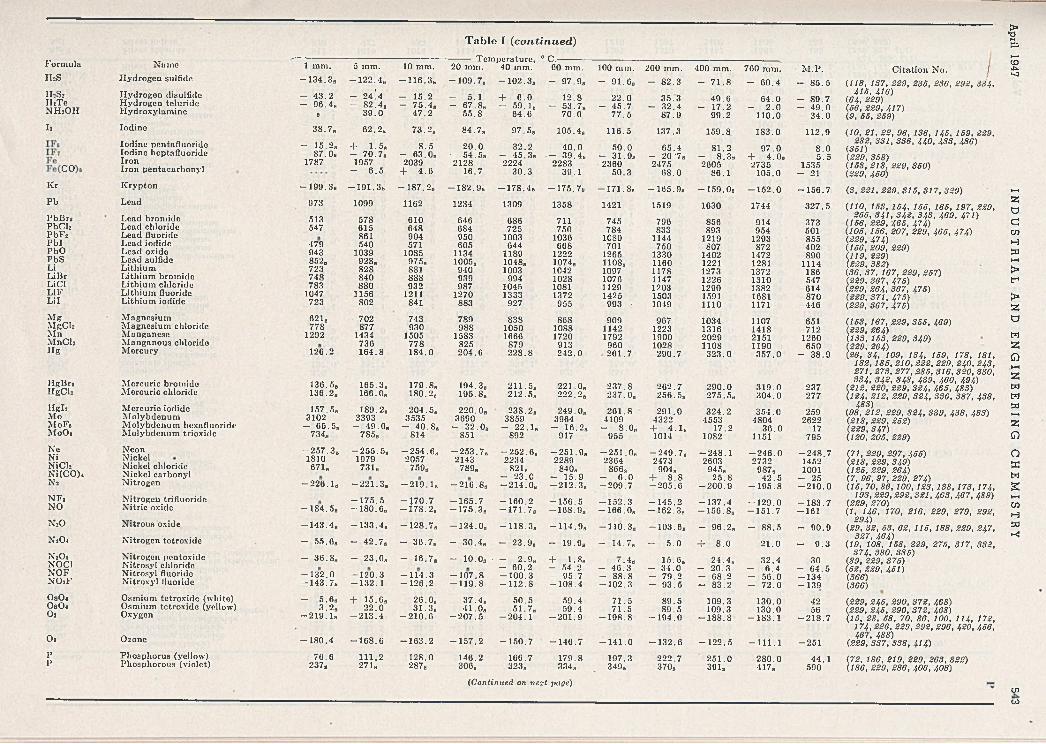
T a b le I (con tin u ed )
FormulaIIiS
Name H ydrogen sulfide
1 mm. - 1 3 4 . 38
5 mm. -1 2 2 .4 «
10 mm. - 1 1 6 .3 »
------------Tem perature, °20 mm. 40 mm.
- 1 0 9 .7 « -1 0 2 .3 »
C .-------------60 mm.
- 97 .9»100 mm. - 91.6»
200 mm. - 82 .3
400 mm. - 7 1 .8
700 mm. - 60 .4
M .P . - 8 5 .5
IIîSsH iTeNHsOH
H ydrogen disulfide H ydrogen teluride H ydroxylam ine
- 4 3 .2- 96.4«
a
- 24^4- 82.4«
3 9 .0
- 15.2- 75.4«
47 .2
- 5 .1- 67.8«
55 .8
+ 6 .0 - 59.1«
64 .6
12.8 - 53.7»
70 .0
2 2 .0 - 4 5 .7
77 .5
3 5 .3 - 3 2 .4
8 7 .9
4 9 .6 - 17.2
99 .2
6 4 .0 - 2 .0
110.0
- 89 .7- 49 .0
3 4 .0Ii Iodine 38.7« 62.2« 73.2» 84.7» 97.5« 105.4« 116.5 137.3 159.8 183.0 112.9
OÜ
Iodine pentafluoride Iodine heptafluoride IronIron pentacarbonyl
- 15.2«- 87.0a
1787
+ 1.5«- 70.7« 1957
- 6 .5
8 .5 - 63.0« 2039
+ 4 .6
2 0 .0 - 54.5« 2128
16.7
32 .2 - 45.3a2224
30 .3
4 0 .0 - 39.4a 2283
39.1
50 .0 - 31.9s 2360
50.3
65.4 - 2 0 -7s 2475
6 8 .0
S I .2- S.3a2605
S6.1
9 7 .0 + 4.0a 2735
105.0
8 .0 5 .5
1535 - 21
K r K rypton -1 9 9 .3 a -1 9 1 .3 « -1 8 7 .2 « -1 8 2 .9 » -1 7 8 .4 » -1 7 5 .7 » -1 7 1 .8 a — 165.9a -1 5 9 .0 a - 1 5 2 .0 - 1 5 6 .7Pb Lead 973 1099 1162 1234 1309 1358 1421 1519 1630 1744 327 .5PbBr*PbCI:P bF 2P b lPbOPbSLiLiBrLiClLiFL il
Lead brom ide Lead chloride Lead fluoride Lead iodide Lead oxide Lead sulfide LithiumLithium brom ide Lithium chloride Lithium fluoride Lithium iodide
513547
479943852«723748783
1047723
578615861540
1039928«828840880
1156S02
610648904571
1085975«8818SS932
1211841
646684950605
11341005»
940939987
1270883
686725
1003644
11S91048,1003
99410451333
927
711750
1036668
12221074«1042102S10811372955
745 784
10S0 701
1265 1108» 1097 1076 1129 1425
993 ■
796833
1144750
1330116011781147120315031049
856893
1219807
1402122112731226129015911110
914954
1293872
1472128113721310138216S11171
373501855402890
1114186547614870446
M gMgCl*M nMnClsHg
Magnesium Magnesium chloride Manganese M anganous chloride M ercury
621«778
1292
126.2
702877
1434736164.8
743930
1505778184.0
789988
1583825204.6
83810501666
879228 .8
86810881720
913242 .0
90911421792
960261.7
967122319001028290.7
10341316202911083 23 .0
11071418215111903 57 .0
651 712
1260 650
- 38 .9
IlgBr*HgCls
M ercuric brom ide M ercuric chloride
136.5«136.2«
165.3«166.0«
179 .8 ,180.2»
194 .3 ,195.8«
2 1 1 .5 ,212 .5«
221.0»222.2«
2 37 .8 237 .0»
2 62 .7256.5»
2 90 .0275.5»
3 19 .0304 .0
237277
Hgl*M oM oFsMoO«
M ercuric iodide M olybdenum M olybdenum hcxafluoride M olybdenum trioxide
157.5« 3102
- 65.5« 734«
189.2« 3393
- 49.0« 785«
204 .5 , 3535
- 4 0 .8 , 814
220.0» 3690
- 32 .0« 851
238.2» 3859
- 22.1» 892
249 .0» 3964
- 1 6 .2 , 917
261 .8 4109
- 8 .0 « 955
2 91 .0 4322
+ 4 .1 » 1014
324 .24553
17.21082
354 .04804
3 6 .01151
2592622
17795
NeNiN iChNi(CO)<Ns
NeonN ickelN ickel chloride N ickel carbonyl N itrogen
- 2 5 7 .3 «1810
671«
- 2 2 6 .1 ,
- 2 5 5 .5 «1979731«
- 2 2 1 .3 «
-2 5 4 .6 «2057
759«
- 2 1 9 .1 «
-2 5 3 .7 «2143
789»
-2 1 6 .8 »
- 2 5 2 .6 »2234
821,- 23 .0 -2 1 4 .0 »
- 2 5 1 .9 ,2289
840,- 15.9 - 2 1 2 .3 ,
-2 5 1 .0 »2364
866,- 6 .0 - 2 0 9 .7
-2 4 9 .7 «2473
904»+ 8 .8 - 2 0 5 .6
- 2 4 8 .12603
945,2 5 .8
- 2 0 0 .9
- 2 4 6 .02732
987,4 2 .5
- 1 9 5 .8
- 2 4 8 .7 1452 1001
- 25 - 2 1 0 .0
NFaNO
Nitrogen trifluoride N itric oxide -1 8 4 .5 «
- 1 7 5 .5-1 8 0 .6 «
- 1 7 0 .7- i 7 8 . 2 «
- 1 6 5 .7- 1 7 5 .3 ,
- 1 6 0 .2- 1 7 1 .7 «
- 1 5 6 .5 — 16S.9»
- 1 5 2 .3-1 6 6 .0 «
- 1 4 5 .2-1 6 2 .3 «
- 1 3 7 .4 —156.S«
- 1 2 9 .0- 1 5 1 .7
- 1 8 3 .7-1 6 1
N *0 Nitrous oxide -1 4 3 .4 « -1 3 3 .4 « - 1 2 8 .7 , -1 2 4 .0 » - 1 1 8 .3 » - 1 1 4 .9 , -1 1 0 .3 « -1 0 3 .6 » - 96.2» - 88 .5 - 90 .9NaOa N itrogen tetroxide - 55.6« - 42 .7 « - 36 .7 « - 30.4» - 23.9« - 19.9» - 14.7« - 5 .0 + 8 .0 21 .0 - 9 .3NsOs NOC1 NO F N O2F
Nitrogen pentoxide N itrosyl chloride Nitrosyl fluoride N itroxyl fluoride
- 36.8«
- 1 3 2 .0-1 4 3 .7 «
- 23.0«
- 1 2 0 .3- 1 3 2 .1
- 16.7»
- 1 1 4 .3- 1 2 6 .2
- 10.0« •
— 107.8 - 1 1 9 .8
- 2 .9«- 60 .2 - 1 0 0 .3 - 1 1 2 .8
+ 1.8»- 54 .2- 95 .7 - 1 0 8 .4
t • 4»- 46 .3- 8 8 .8 - 1 0 2 .3
15.6»- 34 .0- 79 .2- 93 .5
24.4»- 20 .3- 68 .2 - 83 .2
3 2 .4- 6 .4- 56 .0- 72 .0
30 - 64 .5 - 1 3 4 - 1 3 9
OsO<OaOaOi
Osmium tetroxide (white) Osmium tetroxide (yellow) Oxygen
- 5 .6 « 3 .2 «
- 2 1 9 .1 «
+ 15.6» 2 2 .0
- 2 1 3 .4
26.0«31.3»
- 2 1 0 .6
3 7 .4 ,41.0«
- 2 0 7 .5
5 0 .551.7»
- 2 0 4 .1
59.45 9 .4
- 2 0 1 .9
71 .57 1 .5
- 1 9 8 .8
8 9 .589 .5
- 1 9 4 .0
109.3109.3
- 1 8 8 .8
130.0130.0
- 1 8 3 .1
4256
- 2 1 8 .7
0» Ozone - 1 8 0 .4 - 1 6 8 .6 - 1 6 3 .2 - 1 5 7 .2 - 1 5 0 .7 - 1 4 6 .7 - 1 4 1 .0 - 1 3 2 .6 - 1 2 2 .5 - 1 1 1 .1 - 2 5 1PP
Phosphorus (yellow) Phosphorous (violet)
76 .6237«
111.2271«
128.0287«
146.2306«
166.7323»
179.8334«
197.3349»
222 7 370»
2 51 .0391»
280 .0417»
4 4 .1590
(Continued on next page)
C itation N o. /(118, 137, 229, 235, 236, 292, 334,
415, 416)(64, 229)(56, 229, 417)(9, 55, 259)
(10, 21, 22, 96, 136, 145, 159, 229, 2S2, 331, 336, 440, 433, 486)
(351)(229, 358)(153, 218, 229, 350)(229, 450)
(3, 221, 229, 315, 317, 329)
(110, 16S, 164, 155, 165, 197, 229, 255, 341, 342, 34S, 469, 471)
(156, 229, 465, 474)(105, 156, 207, 229, 465, 474)(229, 474)(156, 209, 229)(119, 229)(229, 3S2)(36, 37, 167, 229, 257)(229, 367, 476)(229, 264, 367, 475)(229, 371, 475)(229, 367, 476)
(153, 167, 229, 355, 469)(229, 264)(133, 153, 229, 349)(229, 264)(26, 34, 109, 134, 169, 178, 181,
182, 1S5, 210, 222, 229, 240, 243, 271, 273, 277, 285, 316, 320, SSO, 334, 342, 348, 439, 460, 494)
(212, 220, 229, 324, 465, 483)( 12 4 , 2 1 2 , 229, 324, 336, 387, 438,
483)(98, 212, 229, S24, 339, 438, 48S) (218, 229, 252)(229, 347)(120, 205, 229)
(71, 229, 297, 455)(218, 229, 349)(125, 229, 264)(7, 96, 97, 229, 274)(10, 70, 86, 100, 123, 138, 173, 174,
193, 229, 292, 321, 463, 467, 489) (229, 270)(1, 146, 170, 216, 229, 279, 292,
294)(29, 32, 53, 62, 116, 188, 229, 247,
327, 464)(19, 108, 158, 229, 275, 317, 332,
374, 380, 385)(89, 229, 376)(52, 229, 461)(366)(366)
(229, 2 4 5 , 290, 372, 468)(229, 245, 290, 372, 468)(15, 28, 68, 70, 86, 100, I I 4 , 172,
174, 226, 229, 292, 296, 420, 466, 467, 488)
(229, 337, 338, 414)
(72, 186, 219, 229, 263, 322)(186, 229, 286, 406, 408)
cnco
April 1947
IND
US
TR
IA
L
AN
D
EN
GIN
EE
RIN
G
CH
EM
IS
TR
Y
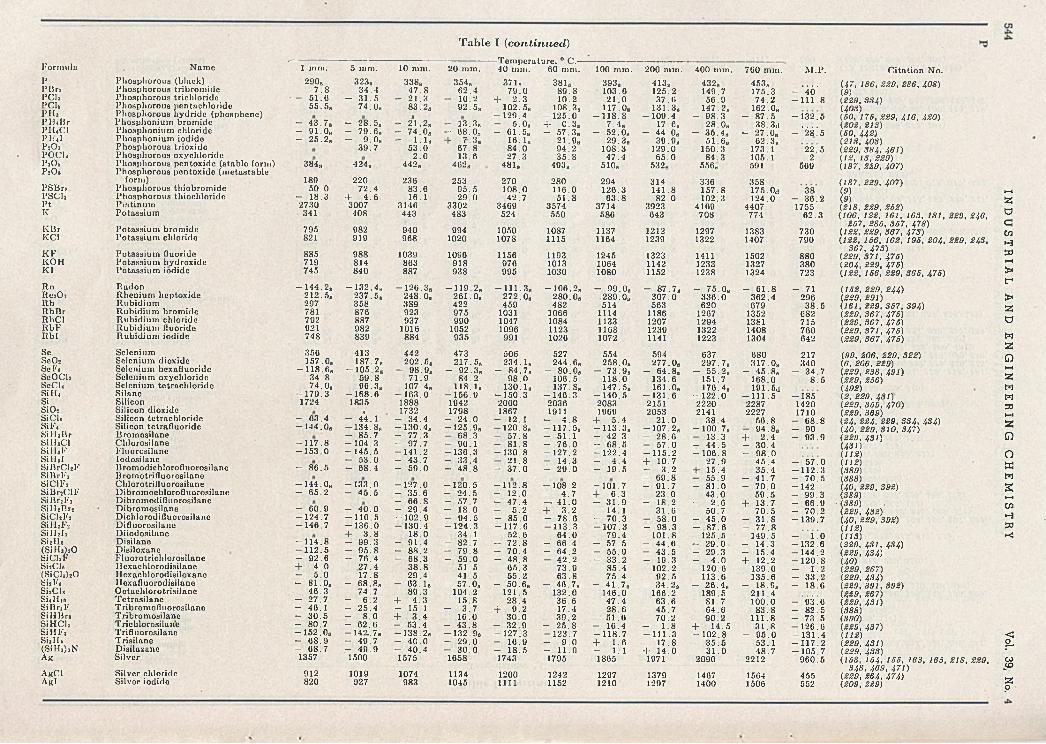
T a b le I (continued)
PP Brj P C I,PCI»P H ,PU«BrP II< C 1P H JP ,0 ,P O C 1,P 2ObPsO,P S B r?PSChP tK
K B rK C 1
K FK O HKI
R nRcîO;R bR b B rR b C lR b FR bl
ScS c 0 2 Se F* S eO C h SeCU S i l l ,SiS i0 2SiCUS iF ,S illjB rSiH jClSiH jFS i HalS iB rC U FS iB r F jS iC lF ,S iB r 2C lFS iB r 2F 2SiH 2Br2S iC l2F 2S iH 2F 2SiII2I2Si2IU(S iH , ) *0S iC l jFSi2CU(S iC l, )20Si2F6SijC l«Si,HioS i B r, FS iM B r ,S iH C l,Si II Fa Sislih (S iIIj),N Ag
A gC lAgi
FormulaPhosphorous (black)Phosphorous tribrom idc Phosphorous trichloride Phosphorous pentachloride Phosphorous hydride (phoaphenc) Phosphonium brom ide Phosphonium chloride Phosphonium iodide Phosphorous trioxidc Phosphorous oxychloride Phosphorous pcntoxide (stable form ) Phosphorous pentoxide (inetastable
form )Phosphorous thiobromide Phosphorous thiochloride Platinum Potassium
Potassium brom ide Potassium chloride
Potassium fluoride Potassium hydroxide Potassium iodide
RadonRhenium heptoxide Rubidium Rubidium brom ide Rubidium chloride Rubidium fluoride Rubidium iodide
SeleniumSelenium dioxideSelenium hexafluoridcSelenium oxychlorideSelenium tetrachlorideSilaneSiliconSilicon dioxideSilicon tetrachlorideSilicon tetrafluoridcBromosilaneChlorosilaneFluorosilanelodosilancBrom odichlorofluorosilaneBromotrifluorosilaneChlorotrifluorosilaneDibrom ochlorofluorosilaneDibromodifluorosilaneDibromosilaneDichlorodifluorosilaneDifluorosilaneDiiodosilaneDisilaneDisiloxaneFluorotrichlorosilaneIlexachlorodisilaneHexachlorodisiloxaneHexafluorodisilaneOctachlorotrisilaneTctrasilaneT ribromofluorosilaneTribrom osilaneTri chlorosilaneTrifluorosilaneTrisilaneDisilazaneSilver
Silver chloride Silver iodide
Name 1 inm.290s
7 .8- 51.6
5 5 .58
- 4 3 .7 8- 91.0s- 25.2s
384«
18950.0
- 18.3 2730341
795821
885719745
- 1 4 4 . 2 s212.5s297781792921748
356157.0s
- 1 1 8 . 6 s34 .874.0s
- 1 7 9 . 31724
- 63.4 - 1 4 4 . 0s
-1 1 7 .8- 1 5 3 . 0
- 86 .5
- 1 4 4 . 0 s- 65 .2
- 60.9 - 1 2 4 . 7 - 1 4 6 . 7
- 1 1 4 . 8- 1 1 2 . 5- 92.6 + 4 .0- 5 .0- 81.0s
46.3- 27.7- 46.1- 30 .5- 80.7 - 1 5 2 . 0 »- 68 .9- 68.7 1357
912820
5 mm.323s34.4
- 31.5 74.0s
- 28.5s- 79.6«- 9.0s
39.7424s220
72.4 4- 4.6300740898291998S814840
-132.4«237.5s358876887982839413187.7«
-105.2«59.8 96. 3a
-16 8 .61835
H- 44.1 -134.8«- 85.7 -104 .3 -145 .5- 53.0- 68.4-13 3 .0- 45.5- 40.0 -110 .5 -13 6 .0 + 3.8- 99.3- 95.8- 76.4
27.417.8
- 6 8 . 8« 74.7
- 6.2- 25.4- 8 .0 - 6 2 . 6 -142.. 7s- 49.7- 49.9 15001019927
10 mm. 20 mm.-Tem perature, ° C.—
40 mm. 60 mm. 100 mm. 200 nun. 400 mm. 760 mm.338s
47.8- 21.3
83.2s8
- 21.2s- 74.0s- 1.1«
5 3 .02.0
442s
354« 62 .4
- 10 . 2 92.5s
- 13.3s- 68 . 0«
h 7 .3«6 7 .813.6
462«
371«79 .0
+ 2 .3102.5«
- 1 2 9 . 4- 5 .0«- 61.5«
16.1s8 4.0 27.3
481«
381s8 9 .8 10.2
108.3s - 1 2 5 . 0 + 0.3s- 57.3s
21.9« 94.23 5.8
493«
393« 103.6 21 .0
117.0s - 1 1 8 . 8
7 .4« - 52.0s
29.3« 108.3 47.4
510«
413« 125.2 37 .6
131.3« - 1 0 9 . 4
17.6« - 44.0«
39.9s 129.0 65 .0
532.
432»149.756.9
147.2«- 98.3
28.0«- 35.4«
51.6«150.384.3
556«
453«175.37 4.2
162.0«- 87 .5
38.3d- 27.0«
62.3«173.1105.1 591
236 253 270 280 294 314 336 35883 .6 95.5 108.0 116.0 126.3 141.8 157.8 175 .0d 3816.1 29 .0 42.7 5 1 .8 63.8 82 .0 102.3 124.0 - 36 .2
3146 3302 3469 3574 3714 3923 4169 4407 1755443 483 524 550 586 643 708 774 62.3940 994 1050 1087 1137 1212 1297 1383 730968 1020 1078 1115 1164 1239 1322 1407 790
1039 1096 1156 1193 1245 1323 1411 1502 880863 918 976 1013 1064 1142 1233 1327 380887 938 995 1030 1080 1152 1238 1324 723
- 1 2 6 . 3 «248.0«389923937
1016884
442202.5s
- 98 .9 , 71.9
107.4«- 1 6 3 . 018881732
- 34.4 - 1 3 0 . 4 «- 77 .3- 97.7 - 1 4 1 . 2- 43.7- 59 .0
- 1 2 7 .0- 3 5 .6- 6 6 . 8 - 2 9 . 4 - 1 0 2 .9 - 1 3 0 .4
18.0- 91 .4- 8 8 .2- 68 .3
3 8 .8 29 .4
- 6 3 .1 , 89 .3
+ 4 .3- 15.1 + 3 .4 - 5 3 . 4 -1 3 8 .2 s- 4 0 .0- 4 0 .4 1575
1074983
-1 1 9 .2 ,261.0s422975990
1052935
473217.5«
- 92.3« 84.2
118.1s-1 5 6 .919421798
- 2 4 . 0-1 2 5 .9 »- 68.3- 90.1 -1 3 6 .3- 33.4- 48.8-1 2 0 .5- 24.5 - 5 7 . 7- 18.0 - 9 4 . 5 -1 2 4 .3
34.1- 8 2 . 7- 7 9 . 8- 5 9 . 0
51.541.5
- 57.0« 104.2
15.8- 3 .7
16.0- 43.8- 132.9a - 2 9 . 0- 30.0 1658
11341045
- 1 1 1 .3 »272.0»459
103110471096
991
506234.1»
- 84.7s9 8 .0
130.1»- 1 5 0 .320001867
- 1 2 . 1 - 1 2 0 .8 «- 57 .8- 81 .8 - 1 3 0 .8 - 2 1 . 8- 3 7 .0
- 1 1 2 .8- 1 2 . 0- 47 .4- 5 .2- 85 .0 - 1 1 7 .6
52.6- 7 2 .8- 70 .4- 4 8 .8
65.3 55 .2
- 50.6s 121.528.4
+ 9 .23 0 .0
- 3 2 .9 - 1 2 7 .3- 16.9- 18.5 1743
12001111
-1 0 6 .2 »2 8 0 .0 ,482
1066108411231026
527244.6s
- 80.0s106.5137 .8 ,
- 1 4 6 .320361911
- 4 .8 -1 1 7 .5 s- 51.1- 7 6 .0 - 1 2 7 .2- 14.3- 29 .0
- 1 0 8 .2- 4 .7- 4 1 .0 + 3 .2- 78 .6 - 1 1 3 .3
6 4 .0- 66 .4- 64 .2- 42 .2
73 .9 63 .8
- 46.7« 132.036 .617.439 .2
- 25 .8 - 1 2 3 .7- 9 .0- 11.0 1795
12421152
- 99.0« 289.0« 514
1114113311681072
5542 5 8 .0 ,
- 7 3 .9 , 118.0 147.5s
- 1 4 0 .5 2083 1969
+ 5 .4- 1 1 3 .3 ,- 42 .3- 68 .5 - 1 2 2 .4- 4 .4- 19.5
— 101.7 -P 6 .3- 31 .9
14.1- 70 .3 - 1 0 7 .3
79.4- 57 .5- 55 .9- 33 .2
85.475.4
- 4 1 .7 , 146.047.4 28 .6 51 .6
- 16.4 - 1 1 8 .7 + 1.6- 1 . 1 1865
12971210
- 87.7« 307 .0 563
1186120712391141
594277.0s
- 64.8s 134.6 161.0«
- 1 3 1 . 6215120532 1 . 0
- 1 0 7 . 2 g- 28 .6 - 5 7 . 0 - 1 1 5 . 2 + 10.7- 3 .2- 69 .8- 91.7
23 .0- 18.2
31 .6- 58 .0- 98.3
101.8- 44 .6- 43 .5- 19.3
102.292.5
- 3 4 .2 , 166.263.645.7 70 .2
- 1 . 8 - 1 1 1 . 3
17.8 + 14.01971
13791297
+
- 75.0s 336.0 620
1267129413221223
637297 .7 ,
- 55.2« 151.7 176.4»
- 1 2 2 . 022202141
38.4 - 1 0 0 . 7 «- 13.3- 44 .5 - 1 0 6 . 8
27.915.455.9
- 8 1 .043.0
- 2 . 650.7
- 4 5 .0- 87 .6
125.5- 29 .0- 29.3- 4 .0
120.6 113.6
- 26.4« 189.581.7 64.6 90 .2
+ 14.5- 1 0 2 . 8
3 5 .531.0
2090
14671400
- 61 .8362 .4679
1352 1381 1408 1304
680 317 .0«
- 45.8« 168.0 1 91 .Bd
- 1 1 1 .522872227
5 6 .8- 94.8« + 2 .4- 3 0 .4- 98 .0
45.435.4
- 41 .7- 7 0 .0
5 9 .5 + 13.7
7 0 .5- 3 1 .8 - 7 7 . 8
149.5- 14,3- 15.4 + 12 .2
139.0135.6
- 18.9« 211.4100.0
8 3 .8 111.83 1 .8
- 9 5 . 053.1 48 .7
2212
15641506
(47, 186, 229, 2S6, 408)- 40 (3)- 1 1 1 . 8 (229 ,334)
(403)- 1 3 2 . 5 (60, 176, 229, 416, 420)
(20 2 , 218)- 2 8 .5 (60 ,442 )
(213,403)2 2 .5 (229, 884, 461)
2 (1 2 ,1 3 ,2 2 9 )569 (187, 229, 407)
(187, 229, 407)(9)(9)(218, 229, 262)(106, 122, 161, 163, 181, 229, 246,
267, 286, 367, 478)(122, 229, 367, 478)(122, 166, 162, 196, 204, 229, 243,
367, 473)(229, 371, 476)(204, ^29, 476)(122, 166, 229, 366, 476)
- 71 (162, 229, 244)296 (229, 291)
3 8 .5 (161, 229, 367, 394)682 (229, 367, 476)715 (2 29 ,3 6 7 ,4 7 6 )760 (229 ,371 , 476)642 (229, 367, 476)
217 (99, 206, 229, 322)340 (6 , 206, 229)
- 34 .7 (229 ,238 , 491)8. 5 (229, 266)
(492)- 1 8 5 (2 ,2 2 9 ,4 3 1 )1420 (229, 359, 470)1710 (229, 369)
- 6 8 .8 (2 4 ,2 2 4 ,2 2 9 ,3 3 4 ,4 3 4 )- 90 (40, 229, 310, 347)- 9 3 .9 (229, 4SI)
(431)( 1 1 2 )
- 5 7 .0 (112)- 1 1 2 . 3 (389)- 7 0 .5 (388)- 142 (40, 229, 392)- 9 9 .3 (389)- 6 6 . 9 - (389)- 7 0 .2 (229 ,432 )- 1 3 9 . 7 (40, 229, 392)
( 1 1 2 )- 1 .0 (1 IS)- 1 3 2 . 6 (2 2 9 ,4 3 1 ,4 3 4 )- 144.2 (229, 434)- 1 2 0 . 8 (40)- 1 .2 (229, 267)- 33 .2 (229, 434)- 18.6 (229, 391, 392)
(229, 267)- 9 3 .6 (229 ,431 )- 8 2 .5 (388)- 7 3 .5 (390)- 1 2 6 . 6 (229 ,437 )- 1 3 1 . 4 (112)- 1 1 7 . 2 (229 ,431 )- 1 0 5 . 7 (229 ,433)
960 .5 (163, 154, 166, 163, 166, 21S, 229,348, 409, 471)
455 (229, 264, 474)552 (209, 229)
M .P . C itation No.
IND
US
TR
IAL
AN
D
EN
GIN
EE
RIN
G
CH
EM
IST
RY
Vol.
39, No.
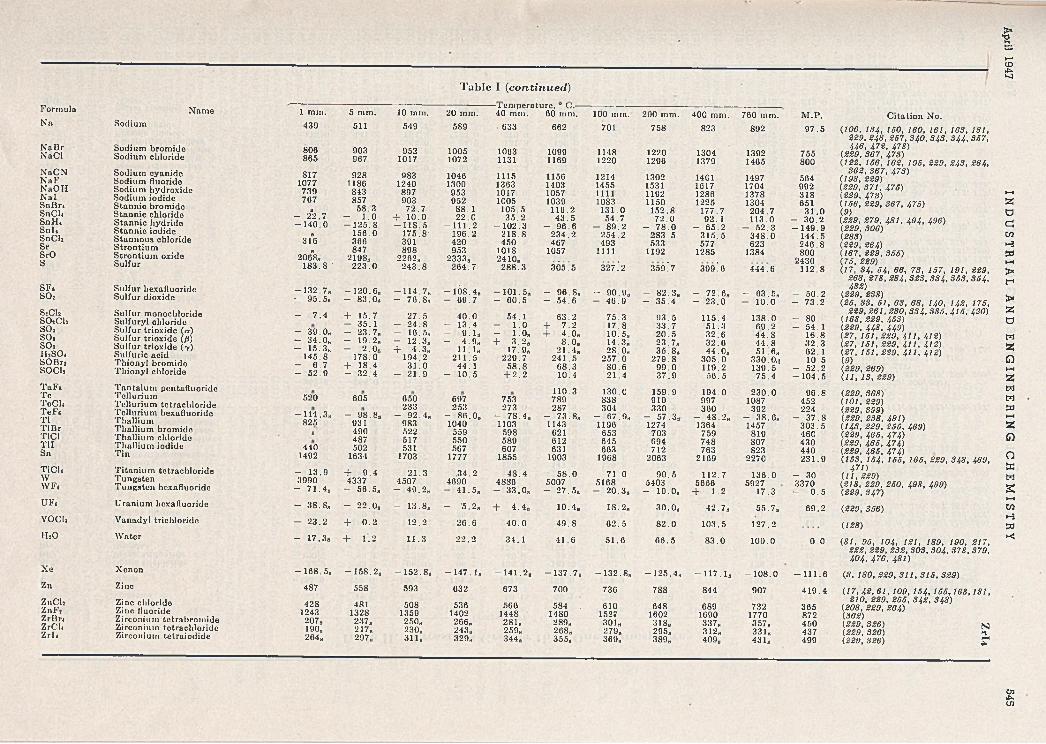
Table I (continued)
FormulaNa
NaBrNaCl
NaCNN aFNaOIIN alSnBr,SnChSnH(SnI,SnCUSrSrOS
NameSodium
Sodium brom ide Sodium chloride
Sodium cyanide Sodium fluoride Sodium hydroxide Sodium iodide Stannic bromide Stannic chloride Stannic hydride Stannic iodide Stannous chloride Strontium Strontium oxide Sulfur
1 mm. 5 mm. 10 mm. 20 mm.— lem peraiu
40 mm.re, ~ U.— 60 mm. 100 mm. 200 mm. 400 mm. 760 mm. M .P .
439 511 549 589 633 662 701 758 823 892 9 7 .5
808 903 952 1005 1063 1099 1148 1220 1304 1392 755865 967 1017 1072 1131 1169 1220 1296 1379 1465 800817 928 983 1046 1115 1156 1214 1302 1401 1497 5641077 1186 1240 1300 1363 1403 1455 1531 1617 1704 992739 813 897 953 1017 1057 1 1 1 1 1192 1286 1378 318707 857 903 952 1005 1039 1083 1150 1225 1304 651
8 58.3 7 2 .7 88.1 105.5 116.2 131.0 152.8 177.7 204.7 3 1 .0- 22 . 7 - 1.0 + 10.0 22.0 3 5 .2 43 .5 54 .7 7 2 .0 92.1 113.0 — 30 .2— 140. 0 - 1 2 5 .8 - 1 1 8 .5 - 1 1 1 .2 - 1 0 2 .3 - 9 6 . 6 - 89 .2 - 7 8 .0 - 65 .2 - 5 2 .3 - 1 4 9 .98 156.0 175.8- 196.2 218 .8 234 .2 254 .2 283 .5 3 15 .5 348 .0 144.5316 366 391 420 450 467 493 533 577 623 246 .88 847 898 953 1018 1057 1 1 1 1 1192 1285 1384 8002068«
183. 8 •2198«
2 23 .02262«
2 43 .82333«
264.72410«
288.3 305 .5 327 .*2 359 .'7 399! 6 444.62430
112 .8
SF«S 0 2
Sulfur hexafluoride Sulfur dioxide
-1 3 2 .7 « - 95. 5a
- 120 . 6« - 83.0«
- 1 1 4 .7 « - 76.8.«
- 1 ÔS.4« - 69 .7
-1 0 1 .5 « - 60 .5
- 96 .8«- 54 .6
- 90 .9«- 46 .9
- 82.3«- 35 .4
- 72 .6«- 23 .0
- 63.5«- 10.0
- 50 .2- 73 .2
SîChSOiChSOjso *SOjh 2s o «SOBrjSOClî
Sulfur monochloride Sulfuryl chloride Sulfur trioxide (a ) Sulfur trioxide (/3) Sulfur trioxide ( 7) Sulfuric acid Thionyl bromide T hionyl chloride
- 7 .4
- 39.0«- 34 .0 «- 15.3«
145.8- 6 .7- 52 .9
+ 15.7- 35 .1- 23.7«- 19.2«- 2 . 0«
178.0+ 18.4 - 32 .4
2 7 .5- 2 4 .8- 16.5«- 12.3« + 4 .3 «
194.23 1 .0
- 2 1 .9
4 0 .0- 13.4- 9 .1 «- 4 .9 «
1 1 . 1 s2 11 .5
44. 1- 10.5
54.1 - 1.0 - 1 . 0«+ 3 .2 «
17.9« 229.7
5 8 .8 + 2 .2
6 3 .2 + 7 .2 + 4 .0 «
8 .0 «21.4«
2 41 .568.310.4
75 .3 17.8 10.5« 14.3« 28.0«
257 .08 0 .62 1 .4
9 3 .5 3 3 .72 0 .5 23.7« 35 .8«
2 79 .89 9 .03 7 .9
115.451.33 2 .63 2 .6 44.0«
3 05 .0 119.2
5 6 .5
138.069 .24 4 .84 4 .8 51.6«
3 3 0 .0,i 139.5 7 5 .4
- 80- 54 .1
1 6 .8 32 .3 62.1 10.5
- 52 .2 - 1 0 4 .5
TaFsTeT eC hTeF«T1TIBrT1C1T ilSn
Tantalum pentafluoride TelluriumTellurium tetrachloride Tellurium hexafluoride Thallium Thallium brom ide Thallium chloride Thallium iodide T in
520
— 1 11 .3« 825
8
4401492
605
- 98.8« 931 490 487 502
1634
650 233
- 92.4« 983 522 517 531
1703
697 253
- 86.0« 1040
559 550 567
1777
753 273
- 78.4« 1103
598 589 607
1855
110.3 789 287
- 73.8« 1143
621 612 631
1903
130.0 838 304
- 67.9« 1196
653 645 663
1968
159.9 910 330
- 57.3« 1274
703 694 712
2063
194.0 997 360
- 48.2« 1364
759 748 763
2169
2 30 .0 1087
392 - 38.6« 1457
819 807 823
2270
96 .8 452 224
- 3 7 .8 303 .5 460 430 440 231 .9
TiCUWWF«
Titanium tetrachloride TungstenTungsten hexafluoride
- 13.9 3990
- 71.4«
+ 9 .4 4337
- 56.5«
2 1 .3 4507
- 49.2«
.34 .2 4690
- 41.5«
4 8 .4 48S6
- 33 .0«
5 8 .0 5007
- 27.5«
7 1 .0 5168
- 20.3«
9 0 .5 5403
- 10.0«
112.7 5666
+ 1.2
136.05927
17.3
- 30 3370- 0 .5
UFfi Uranium hexafluoride - 38.8« - 22.0« - 13.8« - *5.2« + 4 .4 « 10.4« 18.2« 30.0« 42.7« 55.7« 69.2VOCii Vanadyl trichloride - 23 .2 + 0 .2 12.2 2 6 .6 4 0 .0 4 9 .8 62 .5 8 2 .0 103.5 127.2HsO W ater - 17.3« + 1 .2 11.3 2 2 .2 3 4.1 4 1 .6 5 1 .6 66 .5 8 3 .0 100.0 0 .0
X e Xenon -1 6 8 .5 « -1 5 8 .2 « -1 5 2 .8 « -1 4 7 .1 « -1 4 1 .2 « - 1 3 7 .7 « -1 3 2 .8 « - 1 2 5 .4 « -1 1 7 .1 « - 1 0 8 .0 - 1 1 1 .6Zn Zinc 487 558 593 632 673 700 736 788 844 907 419 .4ZnCUZnFjZrBr<ZrChZ r l4
Zinc chloride Zinc fluoride Zirconium tetrabrom ide Zirconium tetrachloride Zirconium tetraiodide
4281243207«190«264«
4811328237«217«297«
5081359250«230«311«
5361402266«243«329«
5661448281«259«344«
584 . 1480 289« 268« 355«
6101527301«279«369«
6481602318«295«389«
6S91690337«312«409«
7321770357«331«431«
365872450437499
C itation No.(106, 134, ISO, 160, 161, 163, 181,
329, 248, 267, 340, 343, S44, 357, 446, 472, 478)
(.229, 367, 473)(122, 166, 162, 196, 229, 243, 264,
362, 367, 473)(198, 229)(229, 371, 476)(229, 473)(156, 229, 367, 475)(9)(229, 279, 481, 494, 496)(229, 306)(283)(229, 264)(167, 229, 365)(75, 229)(17, S4, 64, 66, 73, 157, 191, 229,
268, 278, 284, 323, 334, 353, 354, 48 2 )
(229, 23S)(26, S3, 51, 63, 68 , 140, 142, 175,
229, 261, 280, 334, 386, 415, 420) (168, 229, 453)(229, 448, 449)(27, 151, 229, 411, 412)(27, 151, 229, 4 1 1 , 4 1 2 )(27, 151, 229, 4 1 1 , 4 1 2 )(9)(229, 269)(11, 13, 229)
(229, 368)(101, 229)(229, 399)(229, 238, 491)( 14s , 229, 256, 469)(229, 465, 474)(229, 465, 474)(229, 465, 474)(16S, 164, 166, 166, 229, 348, 469,
471)(11. 229)(218, 229, 250, 498, 499)(229, 347)
(229, 366)
(128)
(81, 95, 104, 121, 189, 190, 217, 222, 229, 232, SOS, 304, 378, 379, 404, 476, 4 8 1 )
(3, 180, 229, 311, 316, 329)
(17, 42, 61, 109, 164, 165,163,181, 210, 229, 255, 342, 348)
(208, 229, 264)(362)(229, 326) N(229, 326) n(229, 326) £
April 1947
IN
DU
ST
RIA
L
AN
D
EN
GIN
EE
RIN
G
CH
EM
IST
RY
545
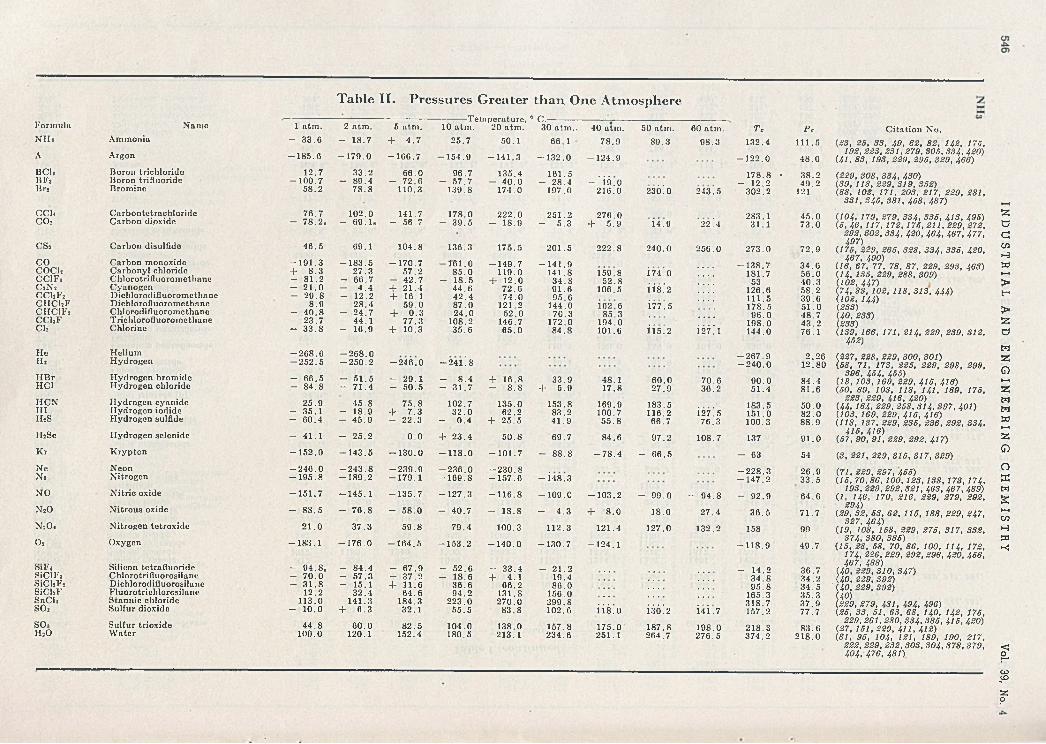
Table II. Pressures Greater than One Atmosphere
Form ula Name 1 atm. 2 atm. 5 atm.------------- Tem perature,
10 atm . 20 atm.0 c . ------------
30 atm .. 40 atm. 50 atm. 60 atm. Tc PeNH« Amm onia - 3 3 .6 - 18 .7 + 4 .7 25 .7 50.1 66.1 78 .9 89.3 9 8.3 132.4 111.5A Argon - 1 8 5 .6 - 1 7 9 .0 - 1 6 6 .7 - 1 5 4 .9 - 1 4 1 .3 - 1 3 2 .0 - 1 2 4 .9 - 1 2 2 .0 48 .0BCljBFsBr,
Boron trichloride Boron trifiuoride Bromine
12.7- 1 0 0 .7
58.2
33 .2 - 89 .4
7 8 .8
66 .0 - 7 2 .6
110.3
9 6.7 - 57 .7
139.8
135.4 - 4 0 .0
174.0
161.5 - 28.4
197.0— "i ó . o
2 16 .0 236! 0 243 .5
1 78 .8 - — 12 2
302 ’. 2
38 .249.2
121
e c uC 0 2
C arbontctrachloride C arbon dioxide
7 6 .7 - 7 8 .2 9
102.0 - 69.1s
141.7 - 5 6 .7
178.0 - 3 9 .5
2 22 .0 - 18.9
2 51 .2 - 5 .3
2 76 .0 + 5 .9 i 4 .9 22 ! 4
283.1 3 1 .1
4 5 .07 3 .0
CS2 Carbon disulfide 46 .5 69.1 104.8 136.3 175.5 201 .5 2 22 .8 240 .0 2 56 .0 2 73 .0 . 72 .9COc o c uCClFaCsN 2C C 12F2CHCUFC H C lF iCCljFc u
Carbon m onoxide Carbonyl chloride Chlorotrifluoromethane CyanogenD ichlorodifluorom ethancDichlorofluorom ethaneChlorodifluorom ethancTrichlorofluorom ethaneChlorine
- 1 9 1 .3 + 8 .3 - 8 1 .2 - 2 1 .0- 29 .8
8 .9- 4 0 .8
2 3 .7- 3 3 .8
- 1 8 3 .52 7 .3
- 66 .7- 4 .4- 12.2
28.4- 2 4 .7
44 .1- 16.9
- 1 7 0 .75 7 .2
- 42 .7 4- 2 1 .4 + 16.1
5 9 .0 + 0 .3
77 .3 + 10.3
- 1 6 1 .08 5 .0
- 18.544 .6 42 .48 7 .02 4 .0
108.235 .6
- 1 4 9 .7 119.0
+ 12 .0 72 .674 .0
121.25 2 .0
146.765 .0
- 1 4 1 .9141.8
3 4 .891 .69 5 .6
144.0 7 0 .3
172.084 .8
i ¿9 8 5 2 .8
106.5
i 02 685 .3
194.0 1 0 1 .G
i.7 4 .0
i i 8 .* 2
i7 7 .5
i i 5 .2 1.27 ! 1
- 1 3 8 .7181.7
53126.6111.5178.5 9 6 .0
198.0144.0
3 4 .656 .0 40 .358 .239 .651 .048.743 .276.1
HeH i
HeliumH ydrogen
- 2 6 8 .6- 2 5 2 .5
- 2 6 8 .0- 2 5 0 .2 — 2 46 .0 -2 4 1 '.8
- 2 6 7 .9- 2 4 0 .0
2 .2 612.80
IIB rHC1
H ydrogen brom ide H ydrogen chloride
- 6 6 .5- 8 4 .8
- 51 .5- 7 1 .4
- 29 .1- 50 .5
- 8 .4- 3 1 .7
+ 16.8 - 8 .8
3 3 .9 + 5 .9
48.117.8
60 .027.9
7 0 .636 .2
90 .051.4
84.481.6
H CNIIIIÏ2S
H ydrogen cyanide H ydrogen iodide H ydrogen sulfide
25 .9- 35 .1- 60 .4
4 5 .8- 18.9- 45 .9
7 5 .8 + 7 .3 - 22 .3
102.7 3 2 .0
- 0 .4
135.0 62 .2
+ 2 5 .5
153.8 83 .2 4 1 .9
169.9100.755 .8
183.5116.266.7
i 27 ! 5 76 .3
183.5151.0100.3
50 .08 2 .0 88 .9
HjSe H ydrogen selenide - 41 .1 - 25 .2 0 .0 + 2 3 .4 5 0 .8 69 .7 84 .6 97 .2 108.7 137 9 1 .0Kr K rypton - 1 5 2 .0 - 1 4 3 .5 - 1 3 0 .0 - 1 1 8 .0 - 1 0 1 .7 - 88 .8 - 7 8 . 4 - 66 .5 - 63 54NeN i
NeonNitrogen
- 2 4 6 .0- 1 9 5 .8
- 2 4 3 .8- 1 8 9 .2
- 2 3 9 .9- 1 7 9 .1
- 2 3 6 .0- 1 6 9 .8
- 2 3 0 .8- 1 5 7 .6 — Î4 8 .3
- 2 2 8 .3- 1 4 7 .2
26 .93 3 .5
NO N itric oxide - 1 5 1 .7 - 1 4 5 .1 - 1 3 5 .7 - 1 2 7 .3 - 1 1 6 .8 - 1 0 9 .0 - 1 0 3 .2 - 9 9 .0 - 9 4 .8 - 92 .9 64.6NiO Nitrous oxide - 8 8 .5 - 7 6 .8 - 58 .0 - 40 .7 - 18 .8 - 4 .3 + 8 .0 18.0 2 7 .4 3 6 .5 71 .7NiOa N itrogen tetroxide 2 1 .0 3 7 .3 5 9 .8 7 9 .4 100.3 112.3 121.4 127.0 132.2 158 99O2 Oxygon - 1 8 3 .1 - 1 7 6 .0 - 1 6 4 .5 - 1 5 3 .2 - 1 4 0 .0 - 1 3 0 .7 - 1 2 4 .1 - 1 1 8 .9 49 .7
S1F4SiCIFjSiCliFjSiCUFSnCUSOi
Silicon tctrafluoridc Chlorotrifluorosilane Dichlorodifluorosilane Fluorotrichlorosilanc Stannic chloride Sulfur dioxido
- 94.8*- 7 0 .0- 3 1 .8
12.2113.0
- 10.0
- 84 .4- 57 .3- 15.1
32 .4141.3
+ 6 .3
- 67 .9- 3 7 .2 - f 11.6
64.6184.332 .1
- 52 .6- 18.6
3 6 .6 9 4 .2
2 23 .0 55 .5
- 33 .4 4- 4 .1
66 .2 131.8 270 .0
8 3 .8
— 21.2 19^4 86 .0
156.0 299 .8 102.6 iiśio i.30! 2 i4i. 7
- 14.23 4 .89 5 .8
165.3 318 .7 157.2
36 .734 .2 34 .535 .3 3 7 .977.7
SOaHiO
Sulfur trioxide W ater
4 4 .8100.0
60 .0120.1
82 .5152.4
104.0180.5
138.0213.1
157.8234 .6
175.0251.1
187.8264 .7
198.0276 .5
218.3374 .2
83 .6218 .0
(23, SB, S3, 1,9, QS, 82, 142, 17B,192, 22S, 231 ,279 , SOB, 334, 420)
{41, S3, 193, 229, 295, 329, 466)
(229, SOS, 334, 430)(39, 118, 229, 319, 352)(88 , 102, 171, 203, 217, 229, 281,
331, 346, 381, 458, 487)
(104, 179, 279, 334, 335, 413, 495) (6 , 46, 117, 172, 175, 211, 229, 272,
292, 302, 334, 420, 464, 467, 477, 497)
(175, 229, 265, 328, 334, 335, 420, 467, 490)
(16, 67, 77, 78, 87, 229, 293, 463) (14, 135, 229, 288, 309)(102, 447)(74, 83, 102, 118, 313, 444)(102, 144)(233)(40, 233)(233)(139, 166, 171, 214, 229, 239, S12,
452)
(227, 228, 229, 300, SOI)(58, 71, 173, 225, 229, 298, 299,
396, 454, 456)(18, 103, 169, 229, 416, 416)(50, 69, 103, 118, 141, 169, 175,
223, 229, 416, 420)(44, 164, 229, 268, 314, 397, 401) (103, 169, 229, 416, 416)(118, 137, 229, 235, 236, 292, 334,
415, 4 1 e)(57, 90, 91, 229, 292, 417)
(3, 221, 229, 315, 317, 329)
(71, 229, 297, 456)(15, 70, 86 , 100, 123, 138, 173, 174,
193, 229, 292, 321, 463, 467, 489) (1, 146, 170, 216, 229, 279, 292,
294)(29, 32, 53, 62, 115, 188, 229, 247,
327, 464)(19, 108, 168, 229, 275, 317, 332,
374, 380, 385)(IB, 28, 58, 70, 86 , 100, 114, 172,
174, 226, 229, 292, 296, 420, 466, 467, 488)
(40, 229, 310, 347)(40, 229, 392)
' (40, 229, 392)(40)(229, 279, 4SI, 494, 496)(25, 33, 51, 63, 68, 140, 142, 175,
229, 261,280, 834, 385, 415, 420) (27, 151, 229, 411, 412)(81, 95, 104, 121, 189, 190, 217,
222, 229, 232, 303, 304, 378, 379, 404, 476, 4SI)
Citation N o.
IND
US
TR
IAL
AN
D
EN
GIN
EE
RIN
G
CH
EM
IST
RY
Vol.
39, No.
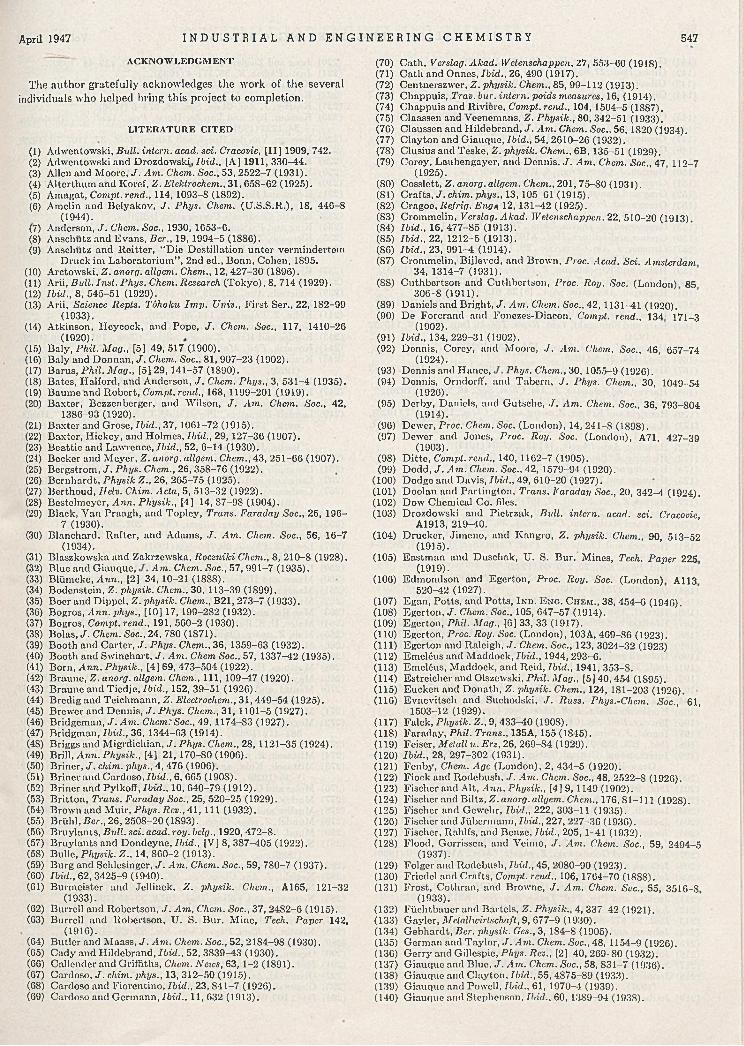
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 547
ACKNOWLEDGMENT
The author gratefu lly acknow ledges the w ork of the several individuals who helped b ring th is project to completion.
LITERATURE CITED
(1) Adw entow ski, B ull, intern, acad. sci. Cracovic, [I I ] 1909, 742.(2) Adwentowski and D rozdow ski, Ibid., [A ] 1911, 330-44.(3) Allen and M oore, J. A m . Chem. Soc., 53, 2522-7 (1931).(4) A lterthum and K oref, Z . Eleklrochem., 31, 658-62 (1925).(5) Am agat, Com pt.rend., 114, 1093-8 (1892).(6) Am elin and B elyakov, J. P hys. Chem. (U .S .S .R .), 18, 446-8
(1944).(7) Anderson, J. Chem. Soc., 1930, 1653-6.(8) Anschutz and Evans, B er., 19, 1994-5 (1886).(9) Anschutz and R eitter, "D ie D estination unter verm indertem
D ruck im L aboratorium ” , 2nd ed., Bonn, Cohen, 1895.(10) A rctow ski, Z . anorg. allgcm. Chem., 12, 427-30 (1896).(11) Arii, B u ll.Inst. Phys. Chem. Research (T ok y o ), 8, 714 (1929).(12) Ibid-., 8, 545-51 (1929).(13) A rii, Science Repts. Tdhoku Im p . Univ., F irst Ser., 22, 182-99
(1933).(14) A tkinson, H eycock , and P ope, J . Chem. Soc., 117, 1410-26
(1920).(15) Baly, Phil. M ag., [5] 4 9 ,5 1 7 (1900).(16) Baly and D onnan, J . Chem. Soc., 81, 907-23 (1902).(17) Barus, Phil. M ag., [5] 29, 141-57 (1890).(18) Bates, H alford, and A n d erson ,,/. Chem. Phys., 3, 531-4 (1935).(19) Baum e and R obert, Com pt.rend., 168, 1199-201 (1919).(20) Baxter, B ezzenbcrger, and W ilson, J. A m . Chem. Soc., 42,
1386-93 (1920).(21) Baxter and Grose, Ibid., 37 ,106 1 -7 2 (1915).(22) B axter, H ickey, and H olm es, Ibid ., 29, 127-36 (1907).(23) B eattie and Lawrence, Ibid ., 52, 6-14 (1930).(24) B ecker and M eyer, Z. anorg. allgem. Chem., 43, 251-66 (1907).(25) Bergstrom , J . Phys. Chem., 26, 358-76 (1922).(26) Bernhardt, P hysik Z ., 26, 265-75 (1925).(27) B erthoud, Helv. Chim. Acta, 5, 513-32 (1922).(28) Bestelm eyer, A nn. P hysik., [4] 1 4 ,8 7 -9 8 (1904).(29) B lack, V an Praagh, and T op ley , Trans. Faraday Soc., 26, 196-
7 (1930).(30) Blanchard, R after, and Adam s, J. A m . Chem. Soc., 56, 16-7
(1934).(31) Blaszkowska and Zakrzewska, Roczniki Chem., 8, 21 0 -8 (1928).(32) B lue and G i a u q u e , Am . Chem. Soc., 57, 991-7 (1935).(33) Bliim cke, A n n ., [2] 3 4 ,1 0 -2 1 (1888).(34) Bodenstein, Z. physik. Chem., 30, 113-39 (1S99).(35) B oer and D ippel, Z. physik. Chem., B21, 273-7 (1933).(36) Bogros, A nn. phys., [10] 17 ,199 -282 (1932).(37) B ogros, Compt. reml., 191, 560-2 (1930).(38) Bolas, J. Chem. Soc., 24, 780 (1871).(39) B ooth and Carter, J. Phys. Chem., 36, 1359-63 (1932).(40) B ooth and Swineliart, J . A m . Chem Soc., 57, 1337-42 (1935).(41) B orn, A n n . P hysik., [4] 69, 473-504 (1922).(42) Braune, Z . anorg. allgem. Chem., I l l , 109-47 (1920).(43) Braune and T ied je , Ibid., 152, 39 -51 (1926).(44) Bredig and Tcichm ann, Z . Elcclrochcm., 31, 449-54 (1925).(45) Brewer and Dennis, J. Phys. Chem., 31, 1101-5 (1927).(46) Bridgem an, J . A m . Chem :Soc., 49, 1174-83 (1927).(47) B ridgm an, Ibid., 36, 1344-63 (1914).(48) Briggs and M igrdichian, J . P hys. Chem., 28 ,112 1 -3 5 (1924).(49) Brill, A nn. Physik., [4] 2 1 ,1 7 0 -8 0 (1 9 0 6 ).(50) Briner, J . chim. phys., 4, 476 (1906).(51) Briner and Cardoso, Ibid., 6, 665 (1908).(52) Briner and P ylkoff, Ibid., 10, 640-79 (1912).(53) B ritton, Trans. Faraday Soc., 25, 520-25 (1929).(54) Brow n and M uir, Phys. Rev., 41, 111 (1932).(55) Briihl, B er., 26, 2508-20 (1893).(56) B ruylants, Bull. sci. acad. roy. bclg., 1920, 472-S .(57) Bruylants and D ondeyne, Ibid., [V ] 8, 387-405 (1922).(58) Bulle, Physik. Z ., 14, 860-2 (1913).(59) Burg and Schlesinger, J . A m . Chem. Soc., 59, 7S0-7 (1937).(60) Ibid., 62, 3425-9 (1940).(61) Burm eister and Jellinek, Z . physik. Chem., A165, 121-32
(1933).(62) Burrell and R obertson, J. A m , Chem. Soc., 37, 2482-6 (1915).(63) Burrell and R obertson, U . S. Bur. M ine, Tech. Paper 142,
(1916).(64) Butler and M aass, J . A m . Chem. Soc., 52, 21S4-98 (1930).(65) C ady and H ildebrand, Ibid., 52, 3839-43 (1930).(66) Callender and Griffiths, Chem. News, 63, 1 -2 (1891).(67) Cardoso, J. chim. phys., 13, 312-50 (1915).(68) Cardoso and Fiorentino, Ibid ., 23, 84 1 -7 (1926).(69) Cardoso and Germ ann ,Ib id ., 11, 632 (1913).
(70) Cath, Verslag. A kad. Wctenschappen, 27, 553-60 (1918).(71) C ath and Onnes, Ibid., 26, 490 (1917).(72) Centnerszwer, Z . physik. Chem., 85, 99 -112 (1913).(73) Chappuis, Trav. bur. intern, poids measures, 16, (1914).(74) Chappuis and R iviere, Compt. rend., 104, 1504-5 (1887).(75) Claassen and V eenem ans, Z. P hysik., 80, 342-51 (1933).(76) Claussen and H ildebrand, J . A m . Chem. Soc., 56, 1820 (1934).(77) C layton and Giauque, Ibid., 54, 2610-26 (1932).(78) Clusius and Tesko, Z. physik. Chem., 6B, 135-51 (1929).(79) C orey, Laubengayor, and Dennis, J. A m . Chem. Soc., 47 112-7
(1925).(80) Cosslett, Z . anorg. allgem. Chem., 201, 75 -80 (1931).(81) Crafts, J . chim. phys., 13 ,105-61 (1915).(82) Cragoe, Refrig. Eng», 12, 131-42 (1925).(83) C rom m elin, Verslag. Akad. Wctenschappen, 22, 510-20 (1913)(84) Ibid., 16, 477-85 (1913).(85) Ibid., 22, 1212-5 (1913).(86) Ibid., 23, 991-4 (1914).(87) Crom m elin, B ijleved, and Brown, Proc. Acad. Sci. Amsterdam
34, 1314-7 (1931).(88) C uthbcrtson and Cuthbertson, Proc. R oy. Soc. (London) 85
306-8 (1911).(89) Daniels and B right, J . A m . Chem. Soc., 42, 1131-41 (1920).(90) D e F orcrand and F onezes-D iaeon, Compt. rend., 134 171-3
(1902).(91) Ibid., 134, 229-31 (1902).(92) Dennis, C orey, and M oore, ./. .4 »!. Chem. Soc., 46 657-74
(1924).(93) Dennis and H a n c e , Phys. Chem., 30, 1055-9 (1926).(94) Dennis, Orndorff, and T abern, ./. Phys. Chem., 30, 1049-54
(1926).(95) D erby, Daniels, and G utsche, J. Am . Chem. Soc., 36, 793-804
(1914).(96) Dewer, Proc. Chem. Soc. (L ondon), 14, 241-S (1898).(97) Dewer and Jones, Proc. R oy. Soc. (L ondon ), A71, 427-39
(1903).(98) D itte , Com pt.rend., 140, 1162-7 (1905).(99) D od d , J . A m . Chem. Soc., 42, 1579-94 (1920).
(100) D odge and D avis, Ibid., 49, 610-20 (1927),(101) D oolan and Partington, Trans. Faraday Soc., 20, 34 2 -4 (1924).(102) D ow Chem ical C o. files.(103) D rozdow ski and P ietrzak, Bull, intern, acad. sci. Cracovic,
A1913, 219-40.(104) D rucker, Jim eno, and K angro, Z. physik. Chem., 90, 513-52
(1915).(105) Eastm an and D uschak, U . S. Bur. M ines, Tech. Paper 225
(1919).(106) E dm ondson and Egerton, Proc. R oy. Soc. (London) A113
520-42 (1927).(107) Egan, Potts, and Potts, I n d . E n g . C h em ., 38, 45 4 -6 (1946).(108) Egerton, J. Chem. Soc., 105, 647-57 (1914).(109) Egerton, Phil. M ag., [6] 33, 33 (1917).(110) Egerton, Proc. Roy. Soc. (L ondon), 103A, 469-86 (1923).(111) Egerton and Raleigh, J . Chem. Soc., 123, 3024-32 (1923)(112) Emelfius and M addock , Ibid., 1944,293-6 .(113) EmelSus, M addock , and R eid , Ibid., 1941, 353-8.(114) Estreieher and Olszewski, Phil. M ag., [5] 40 ,454 (1895).(115) Eucken and D onath , Z . physik. Chem., 124, 181-203 (1926).(116) Evnevitsch and Suchodski, J. Russ. Phys.-Chem . Soc., 61,
1503-12 (1929).(117) Falck, Physik. Z ., 9, 433-40 (190S).(118) Faraday, Phil. Trans., 135A, 155 (1845).(119) Feiser, Metall u. Erz, 26, 269-84 (1929).(120) Ibid., 28, 297-302 (1931).(121) F enby, Chem. A ge (L ondon), 2, 43 4 -5 (1920).(122) F iock and Rodebush , J. A m . Chem. Soc., 48, 2522-8 (1926).(123) F ischer and A lt, A nn. Physik., [4] 9, 1149 (1902).(124) Fischer and B iltz, Z . anorg. allgem. Chem., 176,81-111 (1928).(125) Fischer and Gewehr, Ibid., 222, 303-11 (1935).(126) Fischer and Jübcrm ann, Ibid., 227, 227-36 (1936).(127) Fischer, Rahlfs, and Benze, Ibid., 205, 1-41 (1932).(128) F lood, Gorrissen, and Y eim o, , / . A m . Chem. Soc., 59, 2494-5
(1937).(129) Folger and Rodebush, Ibid., 45, 2080-90 (1923).(130) Friedel and Crafts, Compt. rend.. 106, 1764-70 (1888).(131) Frost, Cothran, and B rowne, ./. A m . Chem. See., 55, 3516-8
(1933).(132) F iiclitbauer and Bartels, Z . P hysik., 4, 337-42 (1921).(133) G ayler, Metallwirtschaft, 9, 677-9 (1930).(134) Gebhardt, B er. physik. Ges., 3, 184-8 (1905).(135) Germ an and T a y lo r ,. / . A m . Chem. Soc., 48, 1154-9 (1926).(136) G erry and Gillespie, Phys. Rev., [2] 4 0 ,2 6 9 -8 0 (1 9 3 2 ).(137) G iauque and B lue, J. A m . Chem. Soc., 58, 83 1-7 (1936).(138) G iauque and C layton, Ibid ., 55, 4875-89 (1933).(139) G iauque and Powell, Ibid., 61, 1970-4 (1939).(140) G iauque and Stephenson, Ibid., 60, 1389-94 (1938).
548 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
(141) G iauque and W iebe, Ibid ., 5 0 ,1 0 1 -2 2 (1928).(142) G ibbs, Ibid.. 2 7 ,8 5 1 -6 5 (1905).(143) G ibson, dissertation, Breslau (1911).(144) G ilkey, Gerard, and B ixler, Ind. E n g . Chem., 23, 364-7
(1931).(145) Gillespie and Fraser, J . A m . Chem. Soc., 58, 2260-3 (1936).(146) G oldschm idt, Z . Physik., 20, 159-65 (1923).(147) G oodeve, J ■ Chem. Soc., 1930, 2733-7 .(148) G oodeve and P ow ney, Ibid., 1932, 2078-81.(149) G oodeve and Richardson, Ibid., 1937, 294-300. ,(150) G ordon , J . Chem. Phys., 4, 100-2 (1936).(151) Grau and R oth , Z . anorg. allgem. Chem., 188, 173-85 (1930).(152) G ray and Ram say, J . Chem. Soc., 95, 1073-85 (1909).(153) G reenw ood, Proc. R oy. Soc. (L ondon), A82, 396-408 (1909).(154) Ibid., A83, 483-91 (1910).(155) G reenw ood, Z . physik. Chem., 76, 484-90 (1911).(156) Greiner and Jellinek, Ibid., A165, 97 -120 (1933).(157) Gruener, J. A m . Chem. Soc., 29, 1396-402 (1907).(158) G uye and Drouguinine, J ■ chim. phys., 8, 473 (1910).(159) H aber and K irschbaum , Z. Elektrochcm., 20, 296-305 (1914).(160) H aber and Zisch, Z . Physik., 9, 302-26 (1922).(161) H ackspill, A nn. chim. phys., [8] 28, 613-96 (1913).(162) Hackspill and Grandadam , A nn. chimie, [10] 5, 218-50 (1926).(163) Hansen, B er., 42, 210-4 (1909).(164) H ara and Shinozaki, Tech. Repts. Tdhoku Im p. Univ., 4, 145-52
(1924).(165) H arteck, Z. physik. Chem., 134, 1-20 (1928).(106) Ibid., 134, 21 -5 (1928).(167) H artm an and Schneider, Z. anorg. allgem. Chem., 180, 275-83
(1929).(168) H arvey and Schuette, J . A m . Chem. Soc., 48, 2065-8 (1926).(169) Henglein, Z. P hysik., 18, 64 -9 (1923).(170) Henglein and Kruger, Z . anorg. allgem. Chem., 130, 181-7 (1923),(171) Henglein, V on Rosenberg, and M uchlinski, Z . P hysik., 11,
1-11 (1922).(172) H enning, A nn. Physik., [4] 43, 2S2-94 (1914).(173) H enning, Z . P hysik., 40, 775-85 (1927).(174) H enning and Hense, Ibid., 23, 105-16 (19 24 ).(175) H enning and Stock, Ibid., 4, 226-40 (1921).(176) H erbst, Physik. Z „ 27, 366-71 (1926).(177) H erbst, Z . tech. Physik., 7, 46 7 -8 (1926).(178) H ertz, A nn., [2] 17, 177-200 (1882).(179) H erz and llathm ann , Chem.-Ztg., 36, 1417 -8 (19 12 ).(180) House and O tto, Z. tech. Physik., 13, 277-8 (1932).(181) H eycock and Lam plough, P roc. Chem. Soc. (L ondon), 28, 3 -4
(1912).(182) Hill, Phys. Rev., 20, 259-66 (1922).(183) H inckc, J. Am . Chem. Soc., 52, 3869-77 (1930).(1S4) Ibid., 55, 1751-3 (1933).,(185) H irst and Olson, J. A m . Chem. Soc., 51, 2398-403 (1929).(186) H ittorf, A nn., [2] 126, 193-228(1865 ).(187) H oeflake and Scheffer, Rec. trav. chim., 45, 19 1-20 0(1 926 ).(188) H ogc, J . Research N atl. Bur. Standards, 34, 281-93 (1945).(189) H olborn and Baum ann, A nn. Physik., [4] 31, 945-70 (1910).(190) H olborn and Henning, Ibid., 26, S33-S3 (1908).(191) Ibid., 35, 76 1 -'! (1911).(192) H olst, thesis, Zurich, 1914.(193) H olst and H am burger, Z. physik. Chem., 91, 513-47 (1916).(194) H oriba , Proc. Acad. Sei. Amsterdam, 25, 387 (1923).(195) H oriba and Baba, Bull. Chem. Soc. Japan, 3, 11-7 (1928).(196) Ilosvay, Bidl. Soc. Chem., [2] 37, 294 (1S82).(197) Ingold , J. Chem. Soc., 121, 2419-32 (1922).(198) Ibid., 123, 885-91 (1923).(199) International Critical T ables, III, 201—49, N ew Y ork , M c
Graw -H ill B ook C o ., Inc., 1928.(200) Isam bert, Compl. rend., 92, 919-22 (1881).(201) Ibid., 94, 958-60 (1882).(202) Ibid., 96, 643-S (1883).(203) Isnardi, Ann. Physik, [4] 61, 264-72 (1920).(204) Jackson and M organ, I n d . E n g . C h e m ., 13, 110-8 (1921).(205) Jaeger and G erm s, Z . anorg. allgem. Chem., 119, 145-73 (1921).(206) Jannck and M eyer, Ibid., 83, 51 -90 (1913).(207) Jellinek and G olubow ski, Z. physik. Chem., A147, 46 1 -9 (1930).(20S) Jellinek and K oop , Ibid., 145A, 305-29 (1929).(209) Jellinek and R udat, Ibid., A143, 55-61 (1929).(210) Jenkens, Proc. R oy. Soc. (L ondon), UOA, 456-63 (1926).(211) Jenkins and Pye, Phil. Trans. R oy. Soc., A213, 67 (1913).(212) Johnson, J. A m . Chetn. Soc., 33, 777-81 (1911).(213) Ibid., 34 ,877 -80 (1912).(214) Johnson and M cIn tosh , J . A m . Chem. Soc., 31, 1138-44 (1909).(215) Johnson and Pechukas, Ibid., 59, 2065-8 (1937).(216) Johnston and Giauque, Ibid., 51, 3194-214 (1929).(217) Jolly and Briscoe, J. Chem. Soc., 129, 2154-9 (1926).(218) Jones, Langm uir, and M acK ay , P hys. Rev., [2] 30, 201-14
(1927).(219) Joubert, Compt. rend., 78, 1853-5 (1874).
(220) Jung and Ziegler, Z. physik. Chem., 150, 139-44 (1930).(221) Justi, P hysik. Z „ 36, 57 1-4 (1935).(222) K ahlbaum , Z . physik. Chem., 13, 14-55 (1894).(223) K arw at, Ibid., 112, 486-90 (1924).(224) K earby , J . A m . Chem. Soc., 58, 374-5 (1936).(225) Keesom , B yl, and Van der H orst, Proc. Acad. Sei. Amsterdam
34, 1223(1931).(226) Keesom , V an der H orst, and Jansen, Ibid., 32, 1167-70 (1929).(227) K eesom , W eber, and N orgaard, Ibid., 32, 864 (1929).(228) K eesom , W eber, and Schm idt, Ibid., 32, 1314 (1929).(229) K elley, U. S. Bur. M ines, B ull. 383, (1935).(230) K em p and Giauque, J . A m . Chem. Soc., 59, 79-S4 (1937).(231) K eyes and Brownlee, Ibid., 40, 25 -45 (1918).(232) K eyes and Smith, M ech. Eng., 53, 132-5, (1931).(233) K inetic Chem icals C orporation bulletins.(234) K in g and Partington, J . Chem. Soc., 129, 925-9 (1926).(235) K lem enc, Z. Elektrochem., 38, 592-5 (1932).(236) K lem enc and Bankowski, Z. anorg. allgem. Chem., 208, 348-66
(1932).(237) K lem enc and W agner, B er., 70B, 1880-2 (1937).(238) K lem m and Henkel, Z . anorg. allgem. Chem., 207, 73 -86 (1932).(239) K nietsch, A nn., [2] 259, 100-24 (1890).(240) Knudsen, A nn. Physik, [4] 29, 179-93 (1909).(241) K ohn, Z . P hysik., 3, 143-56 (1920).(242) K ohn and Guckel, Ibid., 27, 305-57 (1924).(243) K ordes and Raaz, Z . anorg. allgem. Chem., 181, 225-36 (1929).(244) K ovarik , Phil. M ag., [V II ] 4, 1262-75 (1927).(245) Krauss and W ilken, Z . anorg. allgem. Chem., 145, 151-68
(1925).(246) Kroner, A nn. Physik, [4] 40, 438-52 (1913).(247) Kuenen, Phil. M ag., [5] 40, 173 (1895).(248) Landenberg and Thiele, Z. physik. Chem., B7, 161-87 (1930).(249) L andolt-B örnstein ,"Physikalisch-Chem ischeTabellen” ,Haupt
werk, 1332-77; I Ergiinzungsband, 721-42 ; I I Ergänzungsband, 1290-1310; I I I Ergiinzungsband, 2430-62; Berlin, Julius Springer, 1923-36.
(250) Langm uir, P hys. Rev., [2] 2, 329-42 (1913).(251) Langm uir and K ingdon, Science, 57, 58 -60 (1923).(252) Langm uir and M acK ay , Phys. Rev., [2] 4, 377-S6 (1914).(253) Laubengayor and Schirmer, J. A m . Chem. Soc., 62, 1578-83
(1940).(254) Laubengayer and Tabern, J . Phys. Chem., 30, 1947-8 (1926).(255) Leitgebel, Z . anorg. allgem. Chem., 202, 305-24 (1931).(256) Lenher, Sm ith, and T ow n , J . Phys. Chem., 26, 156-60 (1922).(257) Lewis, Z. Physik, 69, 786-809 (1931).(258) Lewis and Schutz, J . A m . Chem. Soc., 56, 1002 (1934).(259) L obry do B ruyn, Rec. trav. chim., 10, 100-12 (1891).(260) M aass and H iebert, J. A m . Chem. Soc., 46, 2693-700 (1924).(261) M aass and M aass, Ibid., 50, 1352-68 (1928).(262) M ack , Osterhof, and Kraner, Ibid., 45, 617-23 (1923).(263) M ac R ae and V an Voorhis, Ibid., 43, 547-53 (1921).(264) M aier, U. S. Bur. M ines, Tech. P aper 360, (1925).(265) M ali, Z. anorg. Chem., 149, 150-6 (1925).(266) M arshall and N orton , J. A m . Chem. Soc., 55, 43 1 -2 (1933).(267) M artin , J . Chem. Soc., 105, 2836-60 (1914).(268) M atthies, Physik. Z ., 7, 395-7 (1906).(269) M ayes and Partington, J . Chem. Soc., 129, 2594-605.(1926).(270) M enzel and M ohry , Z . anorg. allgem. Chem., 210, 257-63
(1933).(271) M enzies, Z . physik. Chem., 130, 90 -8 (1927).(272) M eyers and V an Dusen, J. Research Natl. Bur. Standards, 10,
3 8 1-41 2(1 933 ).(273) M illar, J. A m . Chem. Soc., 49, 3003-10 (1927).(274) M ittasch, Z. physik. Chem., 40, 1-83 (1902).(275) M ittasch, K usz, and Schienter, Z . anorg. allgem. Chem., 159,
1 -36 (1 926 ).(276) M oles and Góm ez, Z. physik. Chem., 80, 513-30 (1912).(277) M orley , Ibid., 49, 95 -100 (1904).(278) M ueller and Burgess, J . Franklin Inst., 188, 26 4 -5 (1919).(279) M ündel, Z. phys. Chem., 85, 43 5 -65 (1913).(280) M und, Bull. sei. acad. roy. belg., [V ] 5, 529 (1919).(281) N adejdinc, Bull. Acad. im p. Sei. St. Petersburg, 30, 327-30
(1886).(282) N aum ann, dissertation, Berlin (1907).(2S3) N egishi, J. A m . Chem. Soc., 58, 2293-6 (1936).(284) N eum ann, Z . physik. Chem., A171, 416-20 (1934).(285) N eum ann and V ölker, Ibid ., 161A, 33 -45 (1932).(286) N icolaieff, Compt. rend., 186, 1621-4 (1928).(287) N iederschulte, dissertation, Erlangen (1903).(288) N ikitin , J . Russ. P hys. Chem. Soc., 52, 235-49 (1920).(289) N ilson and Pettersson, Z . physik. Chem., 1, 27 -38 (1887).(290) Ogawa, Bull. Chem. Soc. Japan, 6, 302-17 (1931).(291) Ibid., 7 ,2 6 5 -7 3 (1932).(292) Olszewski, A nn ., [2] 31, 58 -74 (1887).(293) Olszewski, Compt. rend., 99, 706-7 (1884).(294) Ibid ., 100, 940-3 (1885).
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 549
(295) Olszewski, Z . physik. Chem., 16, 380-4 (1895).(296) Onnes and Braak, Commun. Kamerlingh Onnes Lab. Univ.
Leiden, N o . 107a (1908).(297) Onnes, Crom m elin, and Cath, Ibid., N o . 151, 15 (1917).(298) Onnes, Crom m elin, and Cath, Verslag. Akad. Wetenschappen,
26, 124(1917).(299) Onnes and Keesom , Ibid., 22, 389 (1913).(300) Onnes and W eber, Comm. Phys. Lab. Leiden, N o . 147b (1915).(301) Onnes and W eber, Proc. Acad. Sei. Amsterdam, 18, 493 (1915).(302) Onnes and AVeber, Verslag. Akad. Wetenschappen, 22, 226
(1913).(303) Osborne, Stim son, F iock, and Ginnings, J. Research Natl. Bur.
Standards, 10 ,155 -88 (1933).(304) Osborne, Stim son, and G innings, Ibid., 23, 197-270 (1939).(305) Overstreet and G iauque, J. A m . Chem. Soc., 59, 254-9 (1937).(306) Paneth, H aken, and Rabinow itsch, B er., 57, 1891-903 (1924).(307) Paneth and Rabinow itsch, Ber., 58, 1138-63 (1925).(308) Parker and R obinson, J. Chem. Soc., 130, 2977-81 (1927).(309) Paterno and M azzuchelli, Gazz. chim. Hal., 50, I, 30 -52 (1920).(310) Patnode and P a p ish ,./. Phys. Chem., 34, 1494-6 (1930).(311) Patterson, Cripps, and W hytlow -G ray , Proc. R oy. Soc. (L on
don ), 86, 579-90 (1912).(312) Pellaton, J . chim. phys., 13, 426-64 (1915).(313) Perry and B ardwcll, J . A m . Chem. See., 47, 2629-32 (1925).(314) Perry and Porter, Ibid., 48, 299-302 (1926).(315) Peters and W eil, Z . physik. Chem., 148A, 27 -35 (1930).(316) Pfaundler, A nn., [2] 63, 36 -43 (1897).(317) Piekering, U . S. N atl. Bur. Standards, Sei. Tech. Papers, 21,
597 -62 9 (1 920 ).(318) Pilling, Phys. Rev., [2 )1 8 ,3 6 2 -8 (1 9 2 1 ).(319) Pohland and H arlos, Z. anorg. allgem. Chem., 207, 242-5 (1932).(320) Poindexter, P hys. Rev., 26, 859-68 (1925).(321) Porter and Perry, J . A m . Chem. Soc., 48, 2059-60 (1926).(322) Preuner and B rockm öller, Z . physik. Chem., 81, 129-70 (1913).(323) Preuner and Schupp, Ibid ., 68, 129-68 (1910).(324) Prideaux, J. Chem. Soc., 97, 2032-44 (1910).(325) Purcell and Zahoorbux, J. Chem. Soc., 140, 1029-35 (1937).(326) Rahlfs and Fisher, Z. anorg. allgem. Chem., 211, 349-67 (1933).(327) R am say and Shields, J . Chem. Soc., 63, 83 3 -7 (1893).(328) R am say and Shields, Z . physik. Chem., 12, 433-76 (1893).(329) R am say and Travers, Ibid., 38, 641-89 (1901).(330) R am say and Y oung, J. Chem. Soc., 49, 37 -50 (1886).(331) Ibid., 4 9 ,4 5 3 -6 2 (1 8 8 6 ).(332) Ram say and Y oung, Trans. R oy. Soc. (L on d on ), A177, 86
(1886).(333) Rassow, Z . anorg. allgem. Chem., 114, 117-50 (1920).(334) Regnault, M em . Paris, 26, 339 (1862).(335) R ex, Z . physik. Chem., 55, 355-70 (1916).(336) R ichter, B er., 19, 1057-60 (1886).(337) Riesonfeld and Beja, Z . anorg. allgem. Chem., 132, 179-200
(1923).(338) Riesenfeld and Schwab, Z . P hysik., 11; 12-21 (1922).(339) R inse, Rec. trav. chim., 47, 33 -6 (1928).(340) R odebush and D e Vries, J. A m . Chem. Soc., 47, 2488-93
(1925).(341) R odebush and D ixon , Ibid., 47, 1036-43 (1925).(342) R odebush and D ixon , Phys. Rev., [2] 26, 851-S (1925),(343) R odebush and H enry, J . A m . Chem. Soc., 52, 3159-61 (1930).(344) R odebush and W alters, Ibid., 52, 2654-65 (1930).(345) R oozeboom , Rec. trav. chim., 3, 67 -76 (1884).(346) Rudeberg, Phys. Rev.. 46, 763-7 (1934).(347) R uff and Ascher, Z . anorg. allgem. Chem., 196, 413-20 (1931).(348) R uff and Bergdahl, Ibid ., 106, 76 -94 (1919).(349) R uff and Borm ann, Ibid., 88, 365-85 (1914).(350) Ibid., 88, 397-409 (1914). ■(351) Ruff and Braida, Ibid., 220, 43-S (1934).(352) Ruff, Braida, Brotschneider, M enzel, and P laut, Ibid ., 206, 5 9 -
64 (1932).(353) R uff and G raf, B er., 40, 4199-205 (1907).(354) R uff and G raf, Z . anorg. allgem. Chem., 58, 209-12 (1908).(355) Ruff and Hartm ann, Ibid., 133, 29 -45 (1924).(356) Ruff and Heinzelm ann, Ibid., 72, 63 -84 (1911).(357) Ruff and Johannsen, B er., 38, 3601-4 (1905).(358) Ruff and K eim , Z. anorg. Chem., 193, 176-86 (1930).(359) Ruff and K onschak, Z. Elektrochcm., 32, 515-25 (1926).(360) R uff and K rug, Z . anorg. allgem. Chem., 190, 270-6 (1930).(361) R uff and Laass, Ibid., 183, 214-22 (1929).(362) Ruff and LeBoucher, Ibid., 219, 376-81 (1934).(363) R uff and M enzel, Ibid., 190, 257-66 (1930).(364) Ibid., 198, 39 -52 (1931).(365) Ibid., 202, 49-61 (1931).(366) Ruff, M enzol, and N eum ann, Z . anorg. allgem. Chem., 208,
2 93-303(1932 ).(367) Ruff and M ugdan, Ibid., 117, 147-71 (1921).(368) Ruff and Schiller, Ibid., 72, 329-57 (1911).(369) Ruff and Schm idt, Ibid., 117, 172-90 (1921).
(370) Ibid., 123, 8 3 -8 (1922).(371) R uff, Schm idt, and M ugdan, Z . anorg. allgem. Chem., 123, 83 -8
(1922).(372) R uff and Tschirch , B er., 46, 929-49 (1913).(373) R ushton and Daniels, J. A m . Chem. Soc., 48, 384-9 (1926).(374) Russ, Z . physik. Chem., 82, 217-22 (1913).(375) Russ and P okorny, M onatsh., 34, 1027-60 (1913).(376) Russell, Rundle, and Y o s t , / . A m . Chem. Soc., 63 ,2825-8 (1941).(377) Ryschkew itsch, Z. Elektrochem., 31, 54 -63 (1925).(378) Scheel and Heuse, A nn. Physik, [4] 29, 723-37 (1909).(379) Ibid., [4] 31, 715-36 (1910).(380) Scheffer and Treub, Z. physik. Chem., 81, 308-32 (1913).(381) Scheffer and V oogd , Rec. trav. chim., 45, 214-23 (1926).(382) Schenck and Albers, Z . anorg. allgem. Chem., 105, 145-66
(1919).(383) Schenck and linker, B er., 58B, 271-2 (1925).(384) Schenck, M ihr, and Banthien, Ibid., 39, 1506-21 (1906).(385) Scheuer, A nz. Akad. TFtss. W ien , 48, 304 (1911).(386) Schlesinger, Sanderson, and Burg, J. A m . Chem. Soc., 62,
3421 -5 (19 40 ).(387) Schm idt and W alter, A nn. Physik, 72, 565 (1923).(388) Sehum b and Anderson, J. A m . Chem. Soc., 58, 99 4-6 (1936).(389) Ibid., 59, 651-3 (1937).(390) Schum b and B ickford, Ibid., 56, 85 2 -4 (1934).(391) Schum b and G am ble, Ibid., 53, 3191-2 (1931).(392) Ibid., 54, 583-90 (1932).(393) Ibid., 54, 3943-9 (1932).(394) Scott, Phil. M ag., [6] 47, 32 -50 (1924).(395) Scott and Brickwedde, Phys. Rev., [2] 48, 483 (1935).(396) S cott ct al., J . Chem. Phys., 2, 454-64 (1934).(397) Shirado, Bull. Chem. Soc. Japan, 2, 85 -95 (1927).(398) Simons, J . A m . Chem. Soc., 46, 2179-83 (1924).(399) Ibid., 52, 3488-93 (1930).(400) Simons and H ildebrand, Ibid., 46, 2183-91 (1924).(401) Sinozaki, H ara, and M itsukuri, Tech. Repts. Tbhoku Im p.
Univ., 6 ,1 5 7 (1 9 2 6 ).(402) Smellie, J . Soc. Chem. Ind ., 42, 46 6 -8 (1923).(403) Sm ith and Calvert, J . A m . Chem. Sop., 36, 1363-82 (1914).(404) Smith and M enzies, Ibid., 32, 907-14 (1910).(405) Smits and Beljaars, Proc. Acad. Sei. Amsterdam, 34, 1141
(1931).(406) Smits and B okhorst, Z . physik. Chem., 91, 249-312 (1916).(407) Smits and D ienum , Proc. Acad. Sei. Amsterdam, 33, 514-25
(1930).(408) Smits, M eyer, and Beck, Verslag Akad. Wetenschappen, 24,
939(1915).(409) Smits, M eyering, and Kam erm ans, Proc. Acad. Sei. Amsterdam,
34 ,132 7-3 9 (1931).(410) Ibid., 35, 193-6 (1932).(411) Sm its and M oerm an, Z . physik. Chem., B35, 69-81 (1937).(412) Smits and Shoenmaker, J. Chem. Soc., 125, 2554-73 (1924).(413) Sm ythe and Engel, J . A m . Chem. Soc., 51,, 2646-70 (1929).(414) Spangenberg, Z. physik. Chem., 119, 419-38 (1926).(415) Steele and Bagster, J . Chem. Soc., 97, 2607-20 (1911).(416) Steele, M cIn tosh , and Archibald , Z . physik. Chem., 55, 129-99
(1906).(417) Stein, J. Chem. Soc., 134, 2134-8 (1931).(418) Stelzner, dissertation, Erlangen (1901).(419) S tock and Friederici, B er., 46, 1959-71 (1913).(420) Stock, H enning, and Kuss, Ibid., 54, 1119-29 (1921).(421) S tock and Kuss, Ibid ., 47, 3113-5 (1914).(422) Ibid., 50, 159-64 (1917).(423) Ibid., 56B, 789-808 (1923).(424) Stock , Kuss, and Priess, Ibid., 47, 3115-49 (1914).(425) S tock and M assenez, Ibid., 45, 3539-68 (1912).(426) Ibid., 5 9 ,221 0 -5 (1926).(427) Ibid., 59, 2215-23 (1926).(42S) Ibid., 62, 90 -9 (1929).(429) S tock and Praetorius, Ibid., 45, 3568 (1912).(430) S tock and Priess, Ibid., 47, 3109-13 (1914).(431) S tock and Somieski, Ibid., 49, 111-57 (1916).(432) Ibid., 50, 1739-54 (1917).(433) Ibid., 54, 740-58 (1921).(434) Stock , Somieski, and W intgen, Ibid., 50, 1754-64 (1917).(435) Stock and Stoltzenberg, Ibid., 50, 498-502 (1917).(436) S tock and W illfroth , Ibid., 47, 144-54 (1914) .(437) S tock and Zeidler, Ibid., 56, 986-97 (1923).(438) S tock and Zim m erm ann, M onatsh., 53-54, 786-90 (1929).(439) Ibid., 5 5 ,1 -2 (1930).(440) Strassmann, dissertation, H anover (1929).(441) Stull, I n d . E n g . C h e m ., 39, 517 (1947).(442) Tam m an, “ Kristallisieren und Schm elzen; ein Bertrag zur
Lehre der Ä nderungen des Äggregatzustandes” , p . 289, Leipzig, Barth, 1903. ,
550 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
(443) T ay lor and Jüngers, J . A m . Chem. Soc., 55, 5057-8 (1933).(444) Terw en, Z. physik. Chem., 91, 469-99 (1916).(445) Thiel and R itter, Z . anorg. allgem. Chem., 132, 125-52 (1923).(446) Thiele, A nn. Physik, [5] 14, 937-70 (1932).(447) T hornton , Burg, and Schlesinger, J . A m . Chem. Soc., 55, 3177-
8 2 (193 3 ).(448) T rautz, Z . Elcklrochem, 14, 271-2 (1908).(449) Ibid ., 14, 534-44 (1908).(450) T rautz and Badstübner, Ibid., 35, 799-802 (1929).(451) T rautz and Gerwig, Z . anorg. allgem. Chem., 13 4 ,40 9-1 6 (1924).(452) Ibid., 134 ,417-20 (1924).(453) T rautz, R ick , and A cker, Z. Elcklrochem., 35, 122-4 (1929).(454) T ravers and Jacquerod, Tram . R oy. Soc. (L ondon), 200A, 155
(1903).(455) T ravers and Jacquerod, Z . physik. Chem., 45, 435-60 (1903).(456) Travers, Senter, and Jacquerod, Ibid ., 45, 416-34 (1903).(457) Treadw ell and Terebesi, Helv. Chim. A cta, 15, 1053-66 (1932).(458) Tsuruta, Physik. Z ., 1, 417-9 (1900).(459) Ultee, B cr., 39 ,185 6 -8 (1906).(460) V an der Plaats, Rec. trav. chim., 5, 149-83 (1886).(461) V an D oorm aal and Schefler, Ibid ., 50, 1100-4 (1931).(462) V an Leim pt, Ibid., 5 5 ,157 -60 (1936).(463) Verschoyle, Trans. R oy. Soc. (L ondon), A230, 189 (1931).(464) V illard, A nn. chim. phys., [7] 10, 387 (1897).(465) Volm er, Physik. Z ., 30, 590-6 (1929).(466) V on Rechenberg, “ D estillation” , Leipzig (1923).(467) V on Siemens, Ann. Physik, [4] 42, 871-88 (1913).(468) V on W artenberg, A n n ., [2] 440, 97 -110 (1924).(469) V on W artenborg, Z . anorg. allgem. Chem., 56, 320-36 (190S).(470) Ibid., 79, 71 -87 (1913).(471) V on W artenberg, Z. Elcklrochem.. 19, 48 2 -9 (1913).
(472) Ibid., 20,443-9 (1914).(473) V on W artenberg and A lbrecht, Ibid., 27, 162-7 (1921).(474) V on W artenberg and Bosse, Ibid., 28, 384-7 (1922).(475) V on W artenberg and Schulz, Ibid., 27, 568-73 (1921).(476) W ashburn, M onthly Weather Rev., 52, 488-90 (1924).(477) W eber, Verslag. A kad. Wetenschappen, 22, 380 (1914).(478) W eiler, A nn. P hysik., [5] 1, 361-99 (1929).(479) W elch and Duschak, U . S. Bur. M ines, Tech. Paper 81, (1915).(480) W ertenstein and Jędrzejewski, Compt. rend., 177, 316-22
(1923).(481) W erthheim er, B cr. dcut. physik. Ges., 21, 435-53 (1919).(482) We.st and M enzies, J . Phys. Chem., 33, 1880-92 (1929).(483) W iedm ann, Stelzner, and Niederschulte, Bcr. deid. physik. Ges.,
3, 159-62 (1905).(484) W indsor and Blanchard, J. A m . Chem. Soc., 56, 823-5
(1934).(485) W inkler, dissertation, M ilchen (1917).(486) W right, J . Chem. Soc., 107, 1527-31 (1915).(487) ibid., 109,1134-9(1916).(488) W róblew ski, Compt. rend., 98, 982-5 (1884).(4S9) Ibid., 102, 1010-2(1886).(490) W üllencr and Grotrain , A nn., [2] 11, 545-604 (1S80).(491) Y o st and Claussen, ./. A m . Chem. Soc., 55, 885-91 (1933).(492) Y o st and K ircher, Ibid., 52, 4680-5 (1930).(493) Y o st and Stone, Ibid ., 55, 1889-95 (1933).(494) Y oung, J . Chem. Soc., 59, 026-34 (1891).(495) Ibid., 59,911-30 (1891).(496) Y oung, Sei. Proc. R oy. Dublin Soc., 12, 374-443 (1909-1910).(497) Zeleny and Smith, P hysik. Z ., 7, 667-71 (1906).(498) Zw ikker, Physica, 5, 249-60 (1925).(499) Ibid., 5, 319 (1925).
CREAMING NEOPRENE LATEXII. K. LIVINGSTON
E. I. thi Pont de Nemours &
i'eoprene latex that has been mixed with solutions of certain hydrophilic colloids spontaneously separates into two layers on standing. The lower layer contains the greater concentration of neoprene, but in other respects the process is comparable to the creaming of natural rubber latex or of milk, and has been termed “ creaming” for this reason. The creaming of neoprene latex can also be produced by the action of electric fields or by cooling. In each of these creaming processes, the viscosity of the latex is increased
TH E word “cream ing” is com m only applied to the concentration of natura l rubber latex b y separation into two layers on
standing, because of the s im ila rity to the cream ing of m ilk. T h e cream ing of m ilk can be accelerated b y the add ition of colloids know n as cream ing agents (3 ), and sim ilar agents accelerate the cream ing of rubber. I t seems appropriate to extend the term “cream ing” to include the separation of neoprene latex into serum and concentrate layers w h ich is observed on the add ition of s im ilar colloids. F o r the purposes of th is discussion “ cream ing” w ill be defined as a process w h ich yie lds a redispersible concentrated layer, as opposed to “ flocculation” w h ich results in the form ation of nondispersible floes or coagula.
T h e specific g rav ity of the polychloroprene in the neoprene latex is 1.25 as com pared to 0.92 for the rubber hydrocarbon in rubber latex. A s a resu lt the concentrated neoprene latex settles below the aqueous serum, while concentrated rubber latex rises
above the serum. T h is is the principal difference between the cream ing of neoprene latex and the cream ing of natura l rubber latex.
Company, Wilmington, Del.
before separation occurs. Data are presented to show that the creaming behavior of neoprene latex-hydrophilic colloid mixtures can be correlated with the viscosity and especially the yield point of the mixtures. This in agreement with the theory here advanced that there is a critical range of viscosity where the increase in creaming due to clustering is greater than the decrease due to frictional drag. This critical range is characterized by a large yield point and a moderately low limiting viscosity.
T h e cream ing of natura l rubber latex ha s been described by a num ber of authors {1, 2, 9, 2 3 -26 ). T h e y found that 0 .1 -1 .0 % (based on the rubber content) of various hyd roph ilic colloids will cause norm al rubber latex (of 3 6 - 4 0 % d ry rubber content) to separate spontaneously in to two layers, the upper w ith 5 0 -6 0 % d ry rubber content, and the lower w ith 5 - 1 0 % so lid s bu t only
2 - 3 % rubber hydrocarbon. H yd rop h ilic colloids w h ich serve as cream ing agents for natura l rubber latex are gelatin (22), pectin (15), karaya gum (15), a lginates (16), m ethylcellulose (21), sod ium polym ethacrylate (19), and po lyv in y l alcohol (19).
I n the experiments w ith neoprene latex described in th is paper, on ly pectin and alginates, of the m aterials listed above, were found to cause creaming. A m m on ium alginate, w h ich is one of the best cream ing agents for natura l rubber latex, is ve ry effective for cream ing neoprene latex when used in the proper concentration (27). T yp ic a l cream ing conditions for the two latices are
g iven on page 551.In general, less cream ing agent is needed for more concentrated
latices. I t is not su rp ris ing that Neoprene La tex T y p e 571 re-
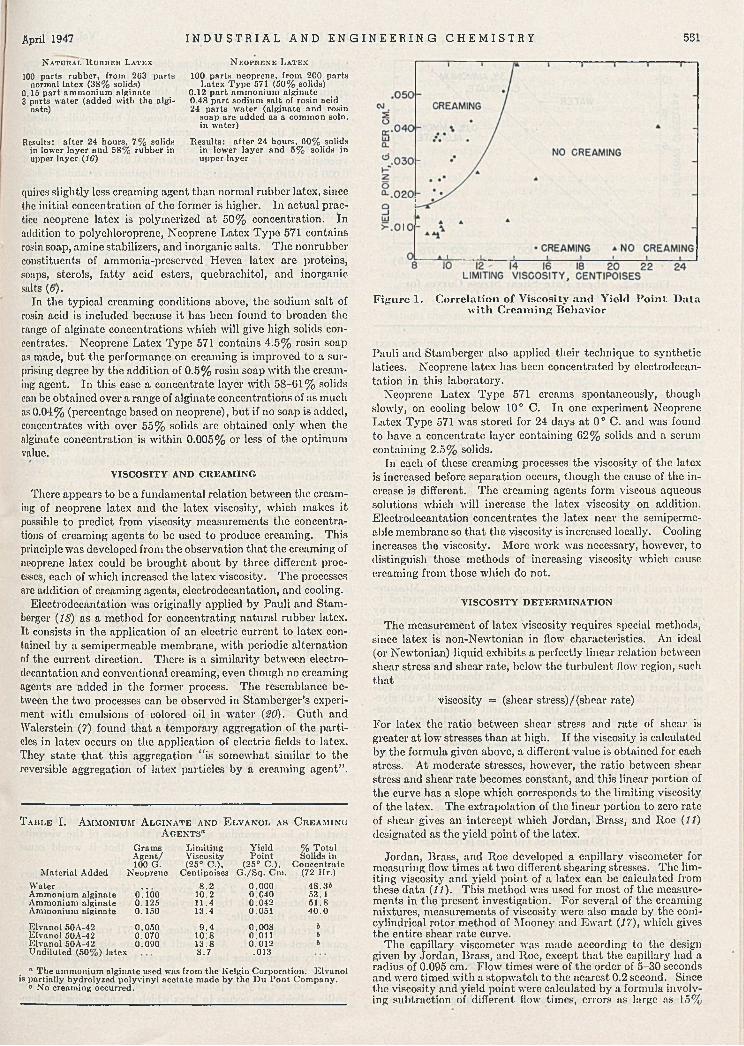
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 551
N a t u r a l R u b b e r L a t e x
100 parts rubber, from 263 parts normal latex (38% solids)
0.15 part amm onium alginate 3 parts water (added with the algi
nate)
Results: after 24 hours, 7 % solids in lower layer and 58% rubber in upper layer (16)
N e o p r e n e L a t e x
100 parts neoprene, from 200 parts Latex T ype 571 (50% solids)
0.12 part amm onium alginate 0.48 part sodium salt of rosin acid 24 parts water (alginate and rosin
soap are added as a com m on soln. in water)
Results: after 24 hours, 60% solids in lower layer and 5 % solids in upper layer
quires s ligh tly less cream ing agent than norm al rubber latex, since
the in itial concentration of the form er is higher. In actual practice neoprene latex is polym erized at 5 0 % concentration. I n addition to polychloroprene, Neoprene L a te x T y p e 571 contains rosin soap, am ine stabilizers, and inorganic salts. T h e nonrubber constituents of am m onia-preserved H evea latex are proteins, soaps, sterols, fa tty acid esters, quebrachitol, and inorganic salts (<>).
In the typ ica l cream ing conditions above, the sod ium salt of rosin acid is included because it ha s been found to broaden the range of a lginate concentrations w h ich w ill g ive h ig h solids con
centrates. Neoprene La tex T y p e 571 contains 4 . 5 % ro sin soap as made, bu t the performance on cream ing is im proved to a surprising degree b y the add ition of 0 . 5 % rosin soap w ith the creaming agent. I n th is case a concentrate layer w ith 5 8 - 6 1 % solids can be obtained over a range of a lginate concentrations of as m uch as 0 .0 4 % (percentage based on neoprene), bu t if no soap is added, concentrates w ith over 5 5 % solids are obtained on ly when the alginate concentration is w ith in 0 .0 0 5 % or less of the optim um value.
VISCOSITY AND CREAMING
There appears to be a fundam ental relation between the creaming of neoprene latex and the latex v iscosity, w h ich m akes it possible to predict from v isco sity m easurements the concentrations of cream ing agents to be used to produce creaming. T h is principle w as developed from the observation that the cream ing of neoprene latex could be b rough t about b y three different processes, each of w h ich increased the latex viscosity. T h e processes are addition of cream ing agents, electrodecantation, and cooling.
Electrodecantation was orig ina lly applied b y P a u li and Stam - berger {IS) as a m ethod for concentrating natura l rubber latex.
It consists in the application of an electric current to latex contained b y a sem ipermeable membrane, w ith periodic alternation of the current direction. There is a s im ila rity between electrodecantation and conventional creaming, even though no cream ing agents are added in the form er process. T h e resemblance between the two processes can be observed in Stam berger’s experiment w ith em ulsions of colored o il in water {20). G u th and Walerstein (7) found that a tem porary aggregation of the particles in latex occurs on the application of electric fields to latex. They state that th is aggregation “ is som ew hat sim ila r to the reversible aggregation of latex particles b y a cream ing agent” .
T a b l e I. A m m o n iu m A l g i n a t e a n d E l v a n o l a s C r e a m in g A g e n t s “
Grams Limiting Yield % TotalA gen t/ V iscosity Point Solids in100 G. (25° C .), (25° C .), Concentrate
Neoprene Centipoises G ./S q . Cm. (72 Hr.)8 .2 0 .000 48.3*
o ’. i ó o 10.2 0 .040 53.10.125 11.4 0.042 51.80 .150 13.4 0.051 40 .0
0 .050 9 .4 0 .008 b0 .070 10:8 0.011 b0 .090 13.8 0.012 b
8 .7 .013
Material Added WaterAmmonium alginate Amm onium alginate Ammonium alginate
Elvanol 50A-42 E lvanol 50A-42 E lvanol 50A-42 Undiluted (50% ) latex
“ The ammonium alginate used was from the Kelgin Corporation. E lvanol is partially hydrolyzed polyvinyl acetate made b y the D u Pont Com pany.
“ N o creaming occurred.
Figure 1. C orrelation o f V iscosity and Yield P o in t Data w ith C ream ing Behavior
Pau li and Stam berger also applied their technique to synthetic
latices. Neoprene latex ha s been concentrated b y electrodecantation in th is laboratory.
Neoprene La tex T y p e 571 creams spontaneously, though slow ly, on cooling below 10° C . I n one experiment Neoprene La tex T y p e 571 was stored for 24 d ays at 0° C. and was found to have a concentrate layer conta in ing 6 2 % solids and a serum conta in ing 2 . 5 % solids.
In each of these cream ing processes the v isco sity of the latex is increased before separation occurs, though the cause of the in
crease is different. T h e cream ing agents form v iscous aqueous solutions w h ich w ill increase the latex v isco sity on addition. Electrodecantation concentrates the latex near the sem ipermeable m em brane so that the v isco sity is increased locally. Coo ling increases the v iscosity. M o re w ork w as necessary, however, to d istingu ish those m ethods of increasing v isco sity w h ich cause cream ing from those w h ich do not.
VISCOSITY DETERMINATION
T h e m easurement of latex v isco sity requires special methods,
since latex is non-New ton ian in flow characteristics. A n ideal (or New tonian ) liqu id exhibits a perfectly linear relation between shear stress and shear rate, below the turbu lent flow region, such
that
v isco sity = (shear stress)/(shear rate)
F o r latex the ratio between shear stress and rate of shear is greater at low stresses than at high. I f the v isco sity is calculated b y the form ula g iven above, a different va lu e is obtained for each stress. A t moderate stresses, however, the ratio between shear stress and shear rate becomes constant, and th is linear portion of the curve has a slope w h ich corresponds to the lim iting v iscosity
of the latex. T h e extrapolation of the linear portion to zero rate of shear g ives an intercept w h ich Jordan, B rass, and R o e {11) designated as the y ie ld po in t of the latex.
Jordan, B rass, and R o e developed a cap illa ry viscom eter for m easuring flow tim es at tw o different shearing stresses. T h e lim it in g v isco sity and yield po in t of a latex can be calculated from these data {11). T h is m ethod w as used for m ost of the measurements in the present investigation. F o r several of the cream ing m ixtures, m easurements of v isco sity were also m ade b y the coni- cy lindrica l rotor m ethod of M o o n e y and E w a rt {17), w h ich gives the entire shear rate curve.
T h e cap illa ry viscom eter was m ade according to the design g iven b y Jordan, B rass, and Roe, except that the cap illa ry had a rad ius of 0.095 cm. F lo w tim es were of the order of 5 -30 seconds and were tim ed w ith a stopw atch to the nearest 0.2 second. Since the v isco sity and yield po in t were calculated b y a form ula in vo lv ing subtraction of different flow times, errors as large as 1 5 %
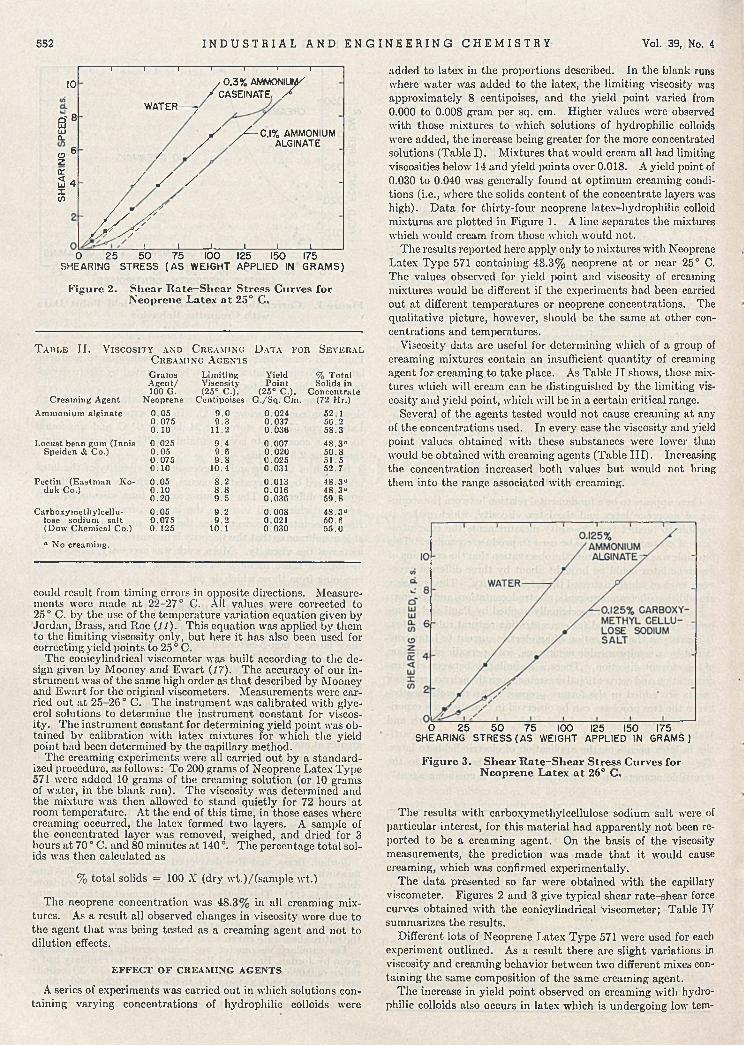
552 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
10
0 ‘ 8UJQ-
CJ 6za:iS 4X<D
1 1 "1 i ...¡ i .....iy 0 .3% AMMONIUM
WATER— ^/ CASEIN AT Ev X
/ /
Z / — 0\% AMMONIUM X / ALGINATE
y y y -
/ w s ' / / S '/ / sV/ y y // y s a// y y /i _______L ___I ......... 1 ! 1
0 25 50 75 100 125 150 175SHEARING STRESS (AS WEIGHT APPLIED IN GRAMS)
F ig u r e 2 . S h e a r R a t e - S h c a r S t re s s C u rv e s fo r N e o p re n e L a te x a t 25° C .
T a b l e I I . V i s c o s i t y a n d C r e a m i n g D a t a f o r S e v e r a lC r e a m i n g A g e n i s
Grams Limiting Yield % TotalA gent/ Viscosity Point Solids in100 G. (25° C .), (25° C .), Concentrate
Neoprene Centipoises G ./S q . Cm. (72 Hr.)0 .05 9 .0 0.024 52.10 .075 9 .3 0.037 56.20 .10 11.2 0 .036 58.30 .025 9 .4 0.007 48 .3«0 .0 5 9 .6 0.020 50.80 .075 9 .8 0.025 51.50 .10 10.4 0.031 52.70 .05 8 .2 0.013 4 8 .3 «0 .1 0 8 .8 0.016 4 8 .3«0 .20 9 .5 0.036 59 .80 .05 9 .2 0.008 4 8 .3 «0 .075 9 .2 0.021 50.60 .125 10.1 0.030 55.0
Creaming Agent Amm onium alginate
Locust bean gum (Innis Speiden & Co.)
Pectin (Eastman K odak Co.)
Carboxym ethylcellu- lose sodium salt (D ow Chemical Co.)
« N o creaming.
could result from tim ing errors in opposite directions. M easu re ments were made at 22 -27° C. A ll values were corrected to 25° C. by the use of the temperature varia tion equation g iven by Jordan, Brass, and R o e (11). T h is equation was applied by them to the lim iting v isco sity only, but here it has also been used for correcting yield po in ts to 25 ° C.
T h e conicylindrical viscom eter was bu ilt accord ing to the des ign g iven b y M o o n e y and E w a rt (17). T h e accuracy of ou r in strum ent was of the same high order as that described by M o o n e y and E w a rt for the orig ina l viscometers. M easurem ents were carried out at 2 5 -2 6 0 C. T h e instrum ent was calibrated w ith g lycerol so lutions to determine the instrum ent constant for v iscosity. T h e instrum ent constant for determ ining yield po int was obtained b v calibration w ith latex m ixtures for w h ich the yield point had been determ ined b y the cap illary method.
T h e cream ing experim ents were all carried out by a standard ized procedure, as follows: T o 200 gram s of Neoprene Latex T yp e 571 were added 10 gram s of the cream ing solution (or 10 gram s of water, in the b lank run). T h e v isco sity was determ ined and the m ixture ivas then allowed to stand quietly for 72 hours at room temperature. A t the end of th is time, in those cases where cream ing occurred, the latex form ed tw o layers. A sam ple of the concentrated layer w as removed, weighed, and dried for 3 hours at 70 ° C . and 80 m inutes a t 140 °. T h e percentage total so lids was then calculated as
% total so lids = 100 X (d ry w t.)/(sam ple wt.)
T h e neoprene concentration was 4 8 .3 % in all cream ing m ixtures. A s a result all observed changes in v isco sity were due to the agent that was being tested as a cream ing agent and not to d ilution effects.
EFFECT OF CREAMING AGENTS
A series of experiments w as carried out in w h ich so lu tions conta in in g v a ry in g concentrations of hyd roph ilic colloids were
added to latex in the proportions described. In the blank runs where water was added to the latex, the lim iting v iscosity was approxim ately 8 centipoises, and the yield po in t varied from 0.000 to 0.008 gram per sq. cm. H ighe r values were observed w ith those m ixtures to w h ich solutions of hyd roph ilic colloids were added, the increase being greater for the more concentrated solutions (Tab le I) . M ix tu re s that w ould cream all had lim iting v iscosities below 14 and yield points over 0.018. A yield point of 0.030 to 0.040 was generally found at optim um cream ing conditions (i.e., where the so lid s content of the concentrate layers was high). D a ta for th irty-four neoprene la tex-hydroph ilic colloid
m ixtures are plotted in F igu re 1. A line separates the mixtures w h ich w ould cream from those w hich w ould not.
T h e results reported here app ly on ly to m ixtures w ith Neoprene Latex T y p e 571 conta in ing 4 8 .3 % neoprene at or near 25° C.
T h e values observed for yie ld po int and v iscosity of creaming m ixtures w ou ld be different if the experiments had been carried out at different tem peratures or neoprene concentrations. The qualitative picture, however, shou ld be the sam e at other con
centrations and temperatures.V isco sity data are useful for determ ining w h ich of a group of
cream ing m ixtures contain an insufficient quan tity of creaming agent for cream ing to take place. A s Tab le I I shows, those mix
tures w h ich w ill cream can be distinguished b y the lim iting v iscosity and yie ld point, w h ich w ill be in a certain critical range.
Several of the agents tested w ould not cause cream ing at any of the concentrations used. In every case the v isco sity and yield point values obtained w ith these substances were lower than would be obtained w ith cream ing agents (Tab le I I I ) . Increasing the concentration increased both values but would not bring
them into the range associated w ith creaming.
O 25 5 0 75 100 125 150 175SHEARING STRESS (AS WEIGHT APPLIED IN GRAMS)
F ig u r e 3. S h e a r R a t e - S l ie a r S t re s s C u r v e s fo r N e o p re n e L a te x a t 26° C .
T h e results w ith carboxym ethylcellulose sod ium salt were of particular interest, for this m aterial had apparently not been reported to be a cream ing agent. O n the basis of the viscosity measurements, the prediction was made that it w ou ld cause creaming, w hich was confirmed experimentally.
T h e data presented so far were obtained w ith the capillary viscometer. F igu res 2 and 3 g ive typ ica l shear rate-shear force
curves obtained w ith the con icylindrical Viscometer; Tab le I V sum m arizes the results.
D ifferent lots of Neoprene Latex T y p e 571 were used for each experim ent outlined. A s a result there are sligh t variations in v isco sity and cream ing behavior between two different m ixes conta in ing the sam e com position of the same cream ing agent.
T h e increase in y ie ld po in t observed on cream ing w ith hydro
philic colloids also occurs in latex w h ich is undergo ing low tern-
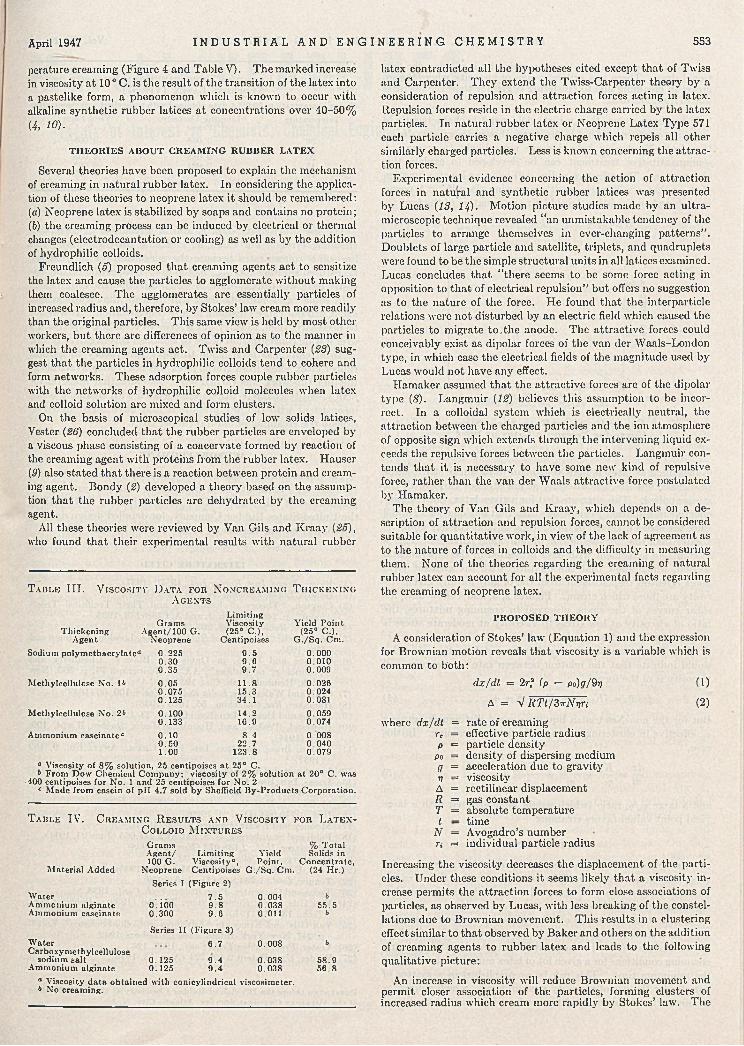
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 553
perature cream ing (F igu re 4 and Tab le V ) . T h e m arked increase in v isco sity at 10 ° C . is the result of the tran sition of the latex into a pastelike form, a phenom enon w h ich is know n to occur w ith alkaline synthetic rubber latices at concentrations over 4 0 - 5 0 %
(4 , 1 0 ).
THEORIES ABOUT CREAMING RUBBER LATEX
Several theories have been proposed to explain the m echanism of cream ing in natura l rubber latex. I n considering the application of these theories to neoprene latex it shou ld be remembered:(а) Neoprene latex is stabilized b y soaps and contains no pro te in ;(б) the cream ing process can be induced b y electrical or therm al changes (electrodecantation or cooling) as well as b y the addition of hyd roph ilic colloids.
F reund lich (5) proposed that cream ing agents act to sensitize the latex and cause the particles to agglom erate w ithou t m ak in g them coalesce. T h e agglomerates arc essentially particles of increased rad ius and, therefore, b y S tokes’ law cream more readily than the orig ina l particles. T h is sam e v iew is held b y m ost other workers, bu t there are differences of op in ion as to the m anner in which the cream ing agents act. T w iss and Carpenter (23) su g gest that the particles in hyd roph ilic colloids tend to cohere and form networks. These adsorption forces couple rubber particles
with the netw orks of hyd roph ilic colloid molecules when latex and colloid solution are m ixed and form clusters.
O n the basis of m icroscopical studies of low' so lids latices, Vester (26) concluded that the rubber particles are enveloped b y a v iscous phase consisting of a coacérvate formed b y reaction of the cream ing agent w ith proteins from the rubber latex. H au se r (9) also stated that there is a reaction between protein and cream
ing agent. B o n d y (2) developed a theory based on the a ssum ption that the rubber particles are dehydrated b y the cream ing agent.
A ll these theories were reviewed b y V a n G ils and K r a a y (25), who found that their experimental results w ith natura l rubber
T a b l e I I I . V is c o s it y D a t a f o r N o .n c r e a m in g T h ic k e n in g A g e n t s
GramsLimitingViscosity Yield Point
Thickening A gent/100 G. (25° C .), (25° C .),Agent Neoprene Centipoises G ./S q . Cm.
Sodium polym ethacrylate « 0 .225 9 .5 0.0000 .30 9 .6 0.0100 .35 9 .7 0.009
Methylcellulose N o. 1& 0 .05 11.8 0 .0260.075 15.3 0.0240.125 34.1 0.081
Methylcellulose N o. 2& 0.100 14.2 0.0590.133 16.9 0.074
Ammonium caseinate0 0 .10 8 .4 0 .0080 .5 0 22.7 0 .0401.00 123.8 0.079
° Viscosity o f 8 % solution, 25 centipoises at 25° C.b From D ow Chemical C om pany; viscosity of 2% solution at 20° C. was
■400 centipoises for N o. 1 and 25 centipoises for N o. 2c M ade from casein of pH 4.7 sold by Sheffield By-Products Corporation.
T a b l e I V .
Material Added
C r e a m i n g R e s u l t s a n d V is c o s it y f o r L a t e x - C o l l o id M i x t u r e s
Grams % TotalA gen t/ Limiting Yield Solids in 100 G. V iscosity0, Point, Concentrate,
Neoprene Centipoises G ./S q . Cm . (24 Hr.)Series I (Figure 2)
WaterAmmonjum alginate Ammonium caseinate
WaterCarboxymethylccllulose
sodium salt Ammonium alginate
7 .5 0.004 bo ’. i ó o 9 .8 0 .038 55.50.300 9 .6 0.011 b
Series II (Figure 3)6 .7 0 .008 b
0 .125 9 .4 0.038 58.90.125 9 .4 0.038 56.8
° Viscosity data obtained with conicylindrical viscosimeter. & No creaming.
latex contradicted all the hypotheses cited except that of Tw 'iss and Carpenter. T h e y extend the Tw iss-C arpen te r theory b y a consideration of repulsion and attraction forces acting in latex. R epu lsion forces reside in the electric charge carried b y the latex particles. I n natura l rubber latex or Neoprene La tex T yp e 571 each particle carries a negative charge w 'hich repels a ll other s im ila rly charged particles. Less is k now n concerning the attraction forces.
E xperim enta l evidence concerning the action of attraction
forces in natu ra l and synthetic rubber latices vms presented by Lu ca s (13, 14). M o t io n picture studies made b y an u ltra - m icroscopic technique revealed “an unm istakab le tendency of the particles to arrange them selves in ever-changing patterns” . D oub le ts of large particle and satellite, triplets, and quadruplets were found to be the sim ple structural un its in all latices examined. Luca s concludes that “there seems to be some force acting in opposition to that of electrical repulsion” but offers no suggestion as to the nature of the force. H e found that the interparticle relations were no t d isturbed b y an electric field w hich caused the particles to m igrate to.the anode. T h e attractive forces could conceivably exist as d ipolar forces of the van der W a a ls-L o n d o n type, in w h ich case the electrical fields of the m agnitude used by
Lucas w ould no t have any effect.H am ake r assum ed that the attractive forces are of the d ipolar
type (8). L a n gm u ir (12) believes th is assum ption to be incorrect. I n a colloidal system w hich is electrically neutral, the attraction between the charged particles and the ion atmosphere of opposite s ign w h ich extends th rough the intervening liqu id exceeds the repulsive forces between the particles. L an gm u ir contends that it is necessary to have some new k ind of repulsive
force, rather than the v a n der W a a ls attractive force postulated by H am aker.
T h e theory of V a n G ils and K ra a y , w hich depends on a description of attraction and repulsion forces, cannot be considered suitable for quantitative w'ork, in view' of the lack of agreement as to the nature of forces in colloids and the difficulty in m easuring them. N o n e of the theories regard ing the cream ing of natura l rubber latex can account for a ll the experimental facts regard ing the cream ing of neoprene latex.
PROPOSED THEORY
A consideration of S toke s’ law' (Eq u a t ion 1) and the expression for B row n ian m otion reveals that v isco sity is a variab le which is com m on to both:
dx/dl = 2r1 (p — po)g/§v (1 )
A = V RTI/Zt N vtí (2 )
where dx/dl = rate of cream ingr, = effective particle rad ius
p = particle density Po = density of d ispersing m edium (I = acceleration due to g rav ity i; = v iscosityA = rectilin ear d isp la cem en t R = gas con stan t T = ab so lu te tem p eratu re I — tim e
N = A vo gad ro ’s num ber n = ind iv idua l particle rad ius
Increasing the v isco sity decreases the displacem ent of the particles. U nd e r these conditions it seems like ly that a v isco sity in crease perm its the attraction forces to form close associations of
particles, as observed b y Lucas, w ith less b reaking of the constellations due to Browm ian movement. T h is results in a clustering effect sim ila r to that observed b y B a ke r and others on the addition of cream ing agents to rubber latex and leads to the follow ing
qualitative picture:
A n increase in v isco sity w ill reduce B row n ian m ovem ent and perm it closer association of the particles, form ing clusters of increased rad ius w h ich cream more rap id ly b y S tokes’ law. T h e
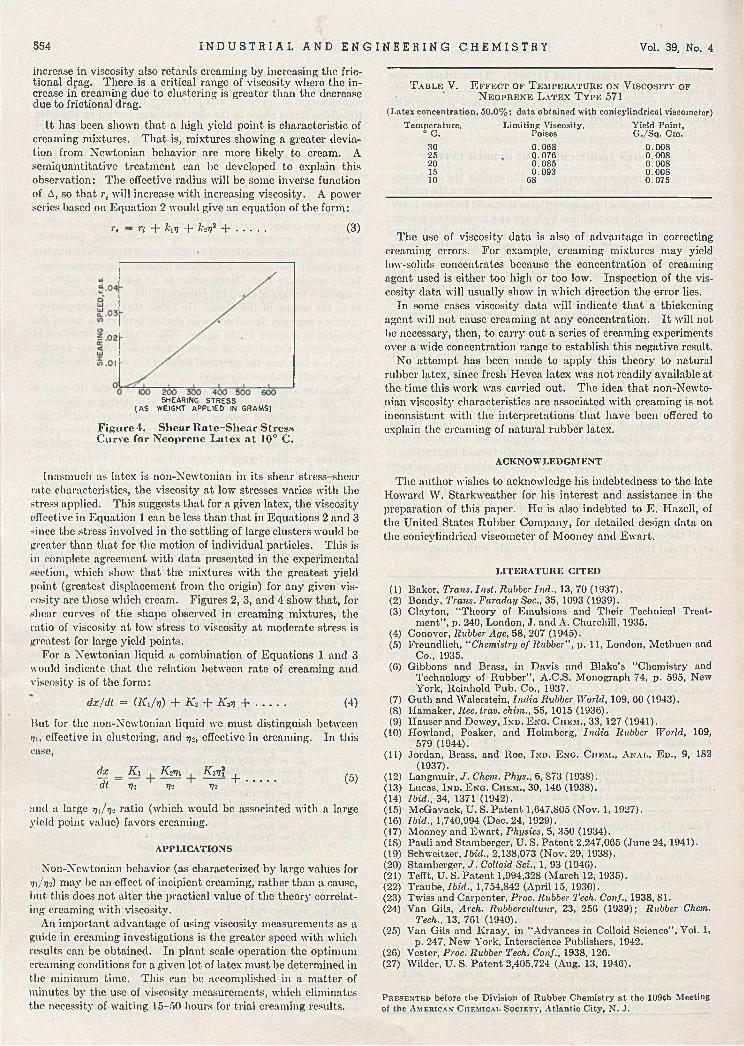
5S4 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
increase in v isco sity also retards cream ing b y increasing tlie frictional drag. There is a critical range of v isco sity where the in crease in cream ing due to clustering is greater than the decrease due to frictional drag.
I t has been show n that a h ig h y ie ld po int is characteristic of cream ing m ixtures. T h a t is, m ixtures show ing a greater deviation from New ton ian behavior are m ore like ly to cream. A
sem iquantitative treatm ent can be developed to explain this observation: T h e effective rad ius w ill be some inverse function of A , so that re w ill increase w ith increasing viscosity. A power series based on Eq u a t io n 2 would g ive an equation of the fo rm :
r, - n + fciij + kn]1 -f- (3)
SHEARING ST R E SS (A S WEIGHT APPLIED IN GRAMS)
F igure 4. Shear R ate-S h ear Stress Curve for N eoprene Latex a t 10° C.
T a b l e V . E f f e c t o f T e m p e r a t u r e o n V is c o s i t y o f N e o p r e n e L a t e x T y p e 571
(Latex concentration, 5 0 .0% ; data obtained with conicylindrical viscometer)Temperature, Limiting Viscosity, Yield Point,
0 C . Poises G ./S q . Cm.30 0 .068 0 .00825 Q. 076 0.00820 0 .085 0.00815 0.093 0.00810 68 0.075
T h e use of v isco sity data is also of advantage in correcting cream ing errors. F o r example, cream ing m ixtures m a y yield low-solids concentrates because the concentration of creaming agent used is either too h igh or too low. Inspection of the v is cosity data w ill u su a lly show in w h ich direction the error lies.
I n some cases v isco sity data w ill indicate tha t a thickening agent w ill no t cause cream ing at a n y concentration. I t w ill not be necessary, then, to carry out a series of cream ing experiments over a w ide concentration range to establish th is negative result.
N o attem pt ha s been m ade to ap p ly th is theory to natural rubber latex, since fresh H evea latex was no t read ily ava ilab le at
the tim e th is w ork w as carried out. T h e idea that non-N ew ton ian v isco sity characteristics are associated w ith cream ing is not inconsistent w ith the interpretations that have been offered to explain the cream ing of natura l rubber latex.
Inasm uch as latex is non -N ew ton ian in its shear stressTshear
rate characteristics, the v isco sity at low stresses varies w ith the stress applied. T h is suggests that for a g iven latex, the v iscosity effective in E q u a t io n 1 can be less than that in E q u a t io n s 2 and 3 since the stress invo lved in the settling of large clusters w ould be greater than that for the m otion of ind iv id ua l particles. T h is is in complete agreement w ith data presented in the experimental section, w hich show that the m ixtures w ith the greatest yie ld po int (greatest displacem ent from the origin) for a n y g iven v is cosity are those w h ich cream. F igu re s 2, 3, and 4 show that, for shear curves of the shape observed in cream ing m ixtures, the ratio of v isco sity at low stress to v isco sity at moderate stress is greatest for large yield points.
Fo r a N ew ton ian liqu id a com bination of E q u a t io n s 1 and 3 would indicate that the relation between rate of cream ing and v iscosity is of the form:
dx/dt = (Ki/v) + K 2 + K m + (4)
B u t for the non-New ton ian liqu id we m ust d istin gu ish between vi, effective in clustering, and t)2, effective in creaming. In this case,
dx I t
K\ K m i K m \ _|_
7 )2 7)2 7)2 (5)
and a large ni/m ratio (w hich w ould be associated w ith a large yield point value) favors creaming.
APPLICATIONS
Non-N ew ton ian behavior (as characterized b y large values for 771/772) m ay be an effect of incip ient creaming, rather than a cause, but th is does not alter the practical va lue of the theory correlating cream ing w ith v iscosity.
A n im portant advantage of u s in g v isco sity measurements as a guide in cream ing investigations is the greater speed w ith which results can be obtained. In p lant scale operation the optim um cream ing conditions for a g iven lot of latex m ust be determined in the m in im um time. T h is can be accom plished in a m atter of m inutes b y the use of v isco sity measurements, w h ich elim inates the necessity of w a iting 15 -50 hours for trial cream ing results.
ACKNOWLEDGMENT
T h e author w ishes to acknow ledge h is indebtedness to the late H ow ard W . Starkw eather for h is interest and assistance in the preparation of th is paper. H e is also indebted to E . Hazell, of the U n ited States R u bbe r C om pany, for detailed design data on the conicylindrical viscom eter of M o o n e y and Ew art.
LITERATURE CITED
(1) Baker, Trans. Inst. Rubber Ind., 13, 70 (1937).(2) B ondy, Trans. Faraday Soc., 35, 1093 (1939).(3) C layton, “ T heory o f Em ulsions and Their Technical Treat
m ent” , p. 240, London, J. and A . Churchill, 1935.(4) C onover, Rubber Age, 58, 207 (1945).(5) Freundlich, “ Chemistry o f Rubber” , p . 11, L ondon, M ethuen and
C o., 1935.(0) G ibbons and Brass, in D avis and B lake’s “ Chem istry and
T echnology o f R ubber” , A .C .S . M onograph 74, p. 595, New Y ork , R einhold P ub. C o., 1937.
(7) Guth and W alcrstein, India Rubber World, 109, GO (1943).(8) Hamaker, Rec. trail, chim., 55, 1015 (1936).(9) Hauser and D ew ey, I n d . E n g . C h e m ., 33, 127 (1941).
(10) H ow land, Peaker, and H olm berg, India Rubber World, 109,579 (1944).
(11) Jordan, Brass, and R oe, I n d . E n g . C h em ., A n a l . E d ., 9, 182(1937).
(12) Langmuir, J. Chem. Phys., 6, S73 (1938).(13) Lucas, In d . E n g . C h em ., 30, 140 (1938).(14) Ibid., 34, 1371 (1942).(15) M cG avack , U . S. Patent 1,647,805 (N ov . 1, 1927).(16) Ibid., 1,740,994 (D ec. 24, 1929).(17) M oon ey and Ewart, Physics, 5, 350 (1934).(18) Pauli and Stamberger, U . S. Patent 2,247,065 (June 24, 1941).(19) Schweitzer, Ibid., 2,138,073 (N ov . 29, 1938).(20) S tam berger,J. Colloid Sci., 1, 93 (1946).(21) T efft, U. S. Patent 1,994,328 (M arch 12, 1935).(22) Traube, Ibid., 1,754,842 (A pril 15, 1930).(23) Tw iss and Carpenter, Proc. Rubber Tech. Conf., 1938, 81.(24) V an Gils, Arch. Rubbcrcidtuur, 23, 256 (1939); Rubber Chem.
Tech., 13, 761 (1940).(25) Van G ils and K raay, in “ Advances in Colloid Science” , V ol. 1,
p . 247, N ew Y ork, Interscience Publishers, 1942.(26) Vestcr, Proc. Rubber Tech. Conf., 1938, 126.(27) W ilder, U . S. Patent 2,405,724 (Aug. 13, 1946).
P r e s e n t e d before the Division of Rubber Chemistry at the 109th Meeting of the A m e r i c a n C h e m i c a l S o c i e t y , Atlantic C ity , N . J.
March’ s HEADLINES . . .E v e n ts o f I n te re s t to C h e m is t s , Chemical E n g in e e rs , and E x e c u t i v e s ~ ~ / ? e W e m ? c / bY the Editors
If M a r c h 1. K ir t le y F . M ather, professor of geology at H a r vard, tells science conference at V a ssa r that atom ic power can destroy civilization or construct comfortable world.
1f M a r c h 2. P ittsb u rgh Plate G lass Co. announces 5500,000 expansion program at Houston, Tex., pa int p lant1. ~ ~ A l le g h e n y Lud lum Steel Corp. considers converting all facilities from natural gas to oil due to cold weather shortages, H . G. Batcheller, president, s a y s . ~ ~ C iv i l ia n Production A dm in istration approves construction of 52,780,350 Texaco refinery in Gloucester, N . J.
If M a r c h 3. 10,000-mile telephone circuit (longest land connection) set up as part of p rogram com m em orating 10 0 th ann iversary of A lexander G raham B e ll’s birth, and featuring reading of letter from President T ru m a n to Be ll C o . ~ ~ M o n s a n t o ’s St. Louis division, w ork ing under governm ent contract, expects to have experimental atom ic energy electric p lant bu ilt at O a k Ridge b y end of 1 9 4 8 .~ ~ S t a n d a rd O il Co. (N . J.) and Socony- Vacuum announce that In ta va , Inc., joint supp ly un it of two companies, w ill bo dissolved b y end of 1 9 4 8 .~ '~ M o n sa n to announces expansion program w h ich w ill m ake com pany m ajor
producer of p o ly v in y l chloride p lastic2.
If M a r c h 5. A rab ian -A m erican O il Co., now owned jo intly by S tandard O il Co. (Calif.) and Texas O il Co., arranges to transfer 4 0 % of its stock to S tandard O il Co. of N . J. ( 3 0 % ) and Socony-Vacuum O il Co. ( 1 0 % ) . ~ ~ O n l y 5000 of 9000 organic compounds know n to be useful are being synthesized com mercially, H o y t M . Corley, A rm o u r & Co., d e c la re s .~ ~ B y rd expedition to Antarctica completes m ission after find ing two regions of unfrozen lakes and icc-free land from planes.
1f M a r c h 6 . Com m ercia l So lvents Corp. starts construction in Sterlington, La., of 54,334,000 m ethanol p lant as part of 513,500,- 000 expansion program w hich includes enlarging facilities for production of benzene hexachloride, crystalline penicillin salts, riboflavin, anhydrous ammonia, and form aldehyde. ~ ~ A . W . Steu- del, president Sherw in -W illiam s Co., announces p lans for construction of 51,000,000 p lant at A tlanta, Ga., for m anufacture of paint, lacquer, insecticides, wax, and polish.
If M a r c h 7 . President T ru m a n nom inates Jam es Boyd , faculty dean Colorado School of M ines, as director of Federal B u reau of M ines, succeeding R . R . Sayers, w ho is re tu rn ing to Pu b lic H ea lth Service as com m issioned officer. ~ ~ J o h n L . Lew is claim s United States cannot prevent coal strikes unless it goes tota lita r ia n .~ ~ D e p a r tm e n t of Com m erce reports that its new m agazine, Federal Science Progress, w ill be discontinued after June issue because of criticism from mem bers of Congress and publishers of other p e r io d ic a ls .~ ~ A ll ie d C om m and w arns Japanese businessmen that unless industria l p roduction is increased in Japan a v igo rou s control of com m odities and m aterials essential to indu stry w ill be necessary. ~ ~ S a m u e l G. H ibben, W esting -
house Electric Corp., says atom ic d isintegration m a y be cause of form ation of novae and atom ic bom b m a y illustrate process b y form ing sm all novae on e a r t h . ~ ~ C P A rem oves restrictions on size of tin and terne plate cans, and tentative ly allocates 32,000 tons of tin to indu stry for current y e a r . ~ ~ G e n e r a l M o to rs w ill build malleable iron found ry in D anville , 111., and g ra y iron foundry in Defiance, O h io .~ ~ C h a m b e r of Com m erce urges
1 Chem. Eng. News, 25, 783 (M ar. 17, 1947).'Ibid., 788 (M ar. 17, 1947).
census of m anufacturers, m ining, and business, for use by businessmen, teachers, governm ent officials, economists, e t c . ~ ~
V lad im ir Z w o ryk in elected vice president R a d io Corp. of America.
1f M a r c h 8 . M o r r is F ishbein, editor Journal of A merican M edical Association, w arns against quacks in field of atom ic energy.
1f M a r c h 9. H um b le O il Co. and Q u in tana G as Co. announce start of construction on 53,000,000 natura l gas recovery p lant in Re fug io C ounty, Tex.3~ ~ I n d u s t r y spokesm en say lim ited relief from iron casting shortage is possible through use of a lum inum , brass, and bronze. ~ ~ I n d i a dock fire consumes 6200 to 6300 bags of shellac, add ing to p reva iling shortage caused b y la ck of t ra n sp o rta t io n .~ ~ C h ic a g o Section, A C S , selects W endell M . Stanley, Rockefeller In st itu te for M ed ica l Research, to receive W illa rd G ibb s M e d a l for discoveries in chem istry of v iru ses4. In ternational H arve ste r Corp. announces decrease in equipment
prices am ounting to estimated S20,000,000 per year.
If M a r c h 10. Senate Com m ittee on A tom ic E n e rg y votes 8 to 1 to recomm end D a v id L ilien tha l for chairm anship of U . S. A tom ic E n e rg y Com m ission, and 6 to 2 for C a rro ll L . W ilson as manager. O ther nom inees recommended as follows: Lew is L. Strauss, 8 to 0; Sum ner T . Pike, 6 to 2; R o be rt F . Bacher, 8 to 0; and W m . W . W aym ack , 8 to 0 . ~ ~ N a t u r a l gas companies
control on ly 3 5 % of 144 trillion cubic feet of natura l gas present in 30 states, Federal Pow er Com m ission reports. ~ ~ C o m m e r e e D e partm ent announces that pub lic ly reported cash d ividends paid b y oil refining com panies were 1 3 % higher in 1946 than in 1945.
1[ M a r c h 11. D u P o n t offers S13,200,000 for 538,000,000 L o u is ville, K y ., neoprene p lant which it operated during w a r . ~ ~ N u -E n a m e l Corp. announces form ation of N u -E n a m e l In te rnational Corp., a w holly-owned subsid iary, to handle foreign m anufacture and sales. ~ '~ A lu m in u m Co. of Am erica discontinues operation at its N ia ga ra Fa lls plant, the first to produce a lum inum commercially. ~ ~ B e l g i a n G overnm ent fixes steel price at 2970 francs (about 567.70) a ton for period of M a r. 1 to Aug. 9, and at 3150 francs for subsequent four months. Indonesian Repub lican G overnm ent proclaim s “ open door” policy toward foreign trade and foreign technicians w ith no trade monopolies b y a n y nation, inc lud ing the Netherlands. K opp e rs Co. reports 510,000,000 expansion budget in 1946 and announces further p lans to produce polystyrene and other organic chemicals during current year.
If M a r c h 1 2 . H ouse of Representatives passes b ill suspend ing four cents per pound im port excise tax on copper until Apr. 1, 1949.'--"~Senate passes b ill d iscontinu ing Office of Price A d m in istration b y J u ly l . ~ ~ C o m p a g n ie França ise des Petroles cites “R e d L in e Agreem ent” for joint action w ith in lim its of old T u rk ish E m p ire in cla im ing righ t of A n g lo -Iran ian O il Co., R o y a l D u tc h Shell Co., and itself to participate in 1000-mile
pipeline project b y A rab ian -A m erican O il Co. if S tandard O il Co. (N . J.) and Socony-V acuum O il Co. take part. Am erican com panies claim W o rld W a r I I nullified agreem ent3. ~ '~ H a r o ld Blancke, president Celanese Corp. of Am erica, announces com pletion of arrangem ents w ith B r it ish C o lum b ian G overnm ent for construction near A la ska of 515,000,000 p lant to produce Celanese6. ''- " " 'S p e a k e rs at m eeting of Ea ste rn Frozen Food
'Ibid., 855 (M ar. 24, 1947).* Ibid., 657 (M ar. 10, 1947).'Ibid., 920 (M ar. 31, 1947).
555
556 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
Association tell other m anufacturers that im proved qua lity of frozen foods will load to increased sales.
M a r c h 13. Representative L an d is introduces b ill to repeal atom ic energy control law and give W a r Department, control
over atom ic bom b6. '~ '~ P . W . Litchfield, board chairm an G oodyear T ire & R u b b e r Co., announces developm ent of new alln y lon cord passenger t ir e .~ ~ C h e m ic a l Soc iety of W ash ing ton aw ards 1946 H illeb rand Prize to J. I. Hoffm an, N a tiona l Bu reau of Standards, for simplified process of extracting a lum ina from clay and for pu r ify ing u ran ium w ith ether7. N . H . Furm an, Princeton U n iversity, describes new m ethod of testing uran ium for pu r ity b y electrolysis and po la rography at same meeting. Charles Royne r, petroleum adviser to State Departm ent, tells Ill in o is O il and G as A ssoc ia tion that M id d le E a s t m ay become of prim e im portance to world in oil production, and that industry
and our G overnm ent shou ld w ork toward friendly relations w ith countries in that area.
II M a r c h 14. C alifo rn ia O il Co. (Nev.) is formed as w holly- owned subsid iary of C alifo rn ia O il Co. (Del.), a wholly-owned sub sid ia ry of S tandard O il Co. (Calif.).
11 M a r c h 15. George B . K ist ia kow sky , H a rva rd U n ive rsity, receiving W illiam H . N icho ls M e d a l of N e w Y o r k Section,
A C S 8, tolls meeting of “ A u n t Jem im a” , a flourlike explosive developed for Chinese collaborationists. ~ ~ O i l drillers find large deposits of potash over salt beds on 350-m ile curved line runn ing east from Regina, Saskatchewan, into N o rth Dakota, Departm ent of Com m erce announces. ~ ~ B o a r d of arb itration appointed under auspices of Am erican A rb itra t ion A ssociation rules that Am erican C yanam id Co. m u st p a y accrued royalties on sulfadiazine am ounting to $1,750,000 to Sh a rp & Dohm e, Inc., in dispute over 1941 contract between companies.
If M a r c h 16. D u Pont, M on san to , D o w Chem ical Co., and Shell Chem ica l Co. w ill spend .$300,000,000 on chemical p lants a long Texas-Lou is iana coast.
If M a r c h 17. Secretary of In te rio r K r u g says present shortages show need for more intensive search for m inerals, purchase or acquisition of scarce m inerals through trade agreements, and stockp iling of m inerals, concentrates, and m e t a ls . ~ ~ H a r r y F. Sincla ir, S incla ir O il Corp., announces com pany p lans construction of 10-inch pipeline from H ou sto n to Ft. W orth , Tu lsa, Coffey-
ville, and K a n sa s C ity, and 8-inch pipeline from K a n sa s C ity to pipeline system for O h io products at Colum bus. ~ ~ T e x a s R a ilroad Com m ission orders halt on oil and gas flow un til gas is used for light, fuel, chem ical m anufacture other than carbon black,
repressuring, or extraction of natura l gasoline instead of for flares.
If M a r c h 18. W estern N e w Y o r k Section, A C S , selects Leo I. D an a, L inde A il ' P roducts Co. and associated un its of U n ion Carb ide & C arbon Corp., to receive 1947 Jacob F. Schoellkopf M e d a l for w ork on safe and indu stria lly practical m ethod of sh ipp ing large quantities of liqu id oxygen and nitrogen3. . - ^ C o n struction begins on $10,000,000 natura l gasoline p lant and recy
cling un it for M a gn o lia Petroleum Co., Su n ray O il Corp., Sun O il Co., Shell O il Co., Inc., and Sincla ir P ra irie O il Co., in J im W e lls C ounty, Tex.
1f M a r c h 19. U S A E C announces controls on thorium , uranium , and all source m aterials conta in ing as m uch as 0 . 0 5 % b y w eight of u ran ium or thorium , either alone or in com bination, effective Apr. 1, and places restrictions on transportation of these materials w ith in or out of U. S .10~ ~ U N A E C refers disagreements on international control of atom ic energy to committee study in prefer
ence to more public debate. ~ ~ R u s s i a proposes long-term agree-
• Ckem. Eno. News, 25, 896 (M ar. 31, 1947)7 Ibid., 667 (M ar. 10, 1947).» Ibid., 770 (M ar. 17. 1947).* Ibid., S98 (M ar. 31, 1947).1» Ibid.. 916 (M ar. 31, 1947).
ment for that country ’s continued usage of Socony-Vacuum Oil Co. and Shell O il Co. properties in Austria.
II M a r c h 20. Senate Lab o r and Pub lic W elfare Committee unan im ously approves bill for substitution of N a tion a l Science Foundation, com posed of 48 recognized scientists and containing d iv is ion of N a tion a l Defense, in place of Office of Scientific Re search and Developm ent. ~ ~ P . W . Parker, chairm an Standard- Vacu um O il Co., announces com pany’s Au stra lian subsidiary,
V a cu u m O il Co., Pty., Ltd., together w ith D ’A rc y Exploration Co., a subsid iary of A ng lo -Iran ian O il Co., Ltd., and Z inc Corp., Ltd., form s F rom e -B roken H ill Co., Pty., Ltd., and Bonaparte G u lf Co., Pty., Ltd., to search for oil and gas in Australia.
If M a r c h 21. Charles A . Thom as, President-elect A C S , and vice president M o n san to Chem ical Co., awarded 1947 Industria l Research In st itu te M e d a l for adm inistration and m anagem ent of industria l research.
11 M a r c h 22. Pow er Com m ission authorizes Texas Eastern T ran sm iss ion Corp. to operate B ig and L itt le In ch lines from M a y 1 un til final sale.
If M a r c h 23. Standard O il (N . J.) announces 15-day annuM leave for employees partic ipating in peacetime m ilita ry training.
If M a r c h 24. Senate approves b ill extending until M a r. 31, 1948, controls on use and allocation of rubber8. ~ -~ G e o r g ia Section, A C S , selects E . E . Re id, professor em eritus of organic chemistry Johns H o p k in s U n ive rsity , to receive 1947 H e rty M e da l for contributions for advancem ent of chem istry in South, W . M . Spicer, chairm an m edal award committee, announces3. ~ ~ G r o v e r M . H erm ann, president Am erican M a rie tta Co., says railroads
plan to spend $100,000,000 on pa in ting of ro lling stock.
If M a r c h 25. P ittsb u rgh Consolidated Coal Co. and Standard O il D eve lopm ent Co. announce $120,000,000 project for developing production of gasoline and fuel o il from c o a l . ~ ~ E d g a r M . Queeny, board chairm an M on san to , announces $50,000,000 will be spent on com pany construction th is y e a r .~ ~ G o v e rn m e n t lifts export controls from passenger tires, stops purchasing natural rubber Apr. l . ~ ~ T e x a s R a ilroad Com m ission asks operators of 15 fields to show cause w h y their wells shou ld not be shu t down
because of excessive waste of natura l gas.
If M a r c h 27. In report to stockholders, E a stm an K o d a k Co. announces establishm ent of laboratories at K in g spo rt, Tenn., and
Panam a C ity, Panam a, to stu dy cellulose com pounds, and photograph ic equipm ent and materials, re sp e c t ive ly .~ ~ Ja m e s A. Moffett, retired A rab ian -Am eriean O il Co. executive, charges Standard O il Co. (Calif.) and Texas O il Co. before Senate W a r In ve st iga t ing Com m ittee w ith m a k in g $60,000,000 to $70,000,000 profits from contracts w ith N a v y in Saud i A rab ia , while N a v y says total oil purchases in that area am ount to $60,000,000. Senator Owen Brew ster indicates likelihood of long Congressional inquiry. ~ ~ P c o p le s N a tu ra l G as Co. announces contracts w ith Texas Easte rn T ran sm iss ion Corp. for purchase of gas up to 125,000,000
cubic feet d a ily to be delivered v ia B ig and L itt le In c h lines to N e w Y o r k State N a tu ra l G as Corp. and E a s t O h io G as Co.
If M a r c h 29. Jam es A. M offe tt accuses A rab ian -Am eriean Oil Co. and C alifo rn ia Texas O il Co. of charging B r it ish A dm ira lty lower prices than U . S. N a vy , N a v y overcharge totaling
$33,640,600 on basis of B r it ish rate.
If M a r c h 30. John A. C raw ford, m anaging director C leveland
fair, announces “T h e A tom in Peacetime” , public atom ic power exhibit prepared b y M id -A m e rica Expo sit ion of 1947, A E C , Ke llex Corp., and J. R . D u n n in g , C o lum b ia U n iversity, will be featured at fair.
If M a r c h 31. C ontro ls on phenolic resins lifted under second w ar powers extension approved b y Congress. F. A. Abbiati, general m anager plastics sales M on san to , say s allocation will
proceed as before, but on vo lun ta ry basis.
and the continuing improvement of gasoline to its present day quality. And hundreds of U O P units. . . comprising eleven different processes or combinations of processes. . . have been installed in the United States and 27 foreign countries.
Today, as always, U O P is dedicated to the further development of refining processes in an unceasing effort to provide even greater efficiency in gasoline production . . . higher product quality . . . and lower operating costs. And, as in the past, these new developments, as they are proved commercially practical, will be made available to refiners all over the world.
IVJLore than thirty years ago, in a small laboratory at Independence, Kansas, a group of UOP technologists were working on what was to revolutionize the refining of crude oils. The result of their labors was the UOP Thermal Cracking (Dubbs) Process. . . a process that added a new chapter to the history of petroleum refining.
From that day forward, U O P has maintained the leadership which they established with that momentous discovery. New processes. . . new inventions . . . new developments. . . have come out of the U O P laboratories during these fruitful years, making possible the doubling of gasoline yield per barrel of crude
C H IC A G O 4. ILLINO IS, U. S. AG e n e ra l O ffices: 310 S. M ICH IGAN AVE
L A B O R A T O R I E S : R I V E R S I D E , I L L I N O I S
U N I V E R S A L S E R V I C E P R O T E C T S Y O U R R E F I N E R Y
ENGINEERING • SERVICERESEARCH • PROCESSES
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 65 A
C O M E years ago Revere said that "Bubbles have teeth.” It is still true. Air bubbles in a
condenser can eat away at the tubes quite rapidly, and become a cause of failure with consequent re-tubing. Air-entrainment, as it is called, acts in several ways, all destructive to tubes. Air contains oxygen, which directly attacks most metals, forming oxides. Carbon dioxide in solution dissolves these oxides. That is not all. Air bubbles add to the erosion effect of turbulent flow. The higher the velocity, the worse the effect, and the more swift and serious is the combination of erosion and corrosion at points of greatest disturbance. Every effort should be made therefore to keep air from being carried into the cooling water. If you are troubled by
frequent re-tubing of your condenser, get in touch with Revere, but first save a few samples from failed tubes for examination by our laboratories to determine the cause of failure. Many users o f condenser tubes have found our collaboration exceedingly valuable, and we are always glad to cooperate in an effort to extend tube life.
Vol. 39, No. 4
COPPER AND BRASS INCORPORATEDFounded by Paul Revere in 1801
230 P a rk Avenue, N ew Y o rk 17, N ew Y orkMills: Baltimore, Aid.; Chicago, III.; Detroit, Mich.; New Bedjord, Alass.; Rome, N. Y .—Sales Offices in Principal Cities,
Distributors Everywhere.

April 1947
@dge moor f a b r i c a t o r s o f p r o c e s s e q u i p m e n t
e d g e moor achievem ent
in process equipment fabrication
IjHIS high pressure autoclave, 900 pounds internal working pressure, 320 pounds jacket
working pressure, is ahother Edge Moor achievement in process equipment fabrication . . . a
direct result of Edge Moor experience, facilities
and proficiency.Edge Moor is equipped to furnish any type
of heavy-wall welded fabrication to your individual designs, specifications or requirements.
Materials include:
CARBON STEELS M ONEL NICKEL
STAINLESS STEELS HERCULOY IN CON EL
CLAD STEELS HIGH CH RO M E NICHROM E
NICKEL STEELS 18-8 ALLO YS EVERDUR
Edge Moor Shops have complete facilities for stress-relieving, annealing and X-ray . . . and
are approved by leading insurance companies
for fusion welding to meet all codes and tests W e shall be pleased to place our experience, and facilities at your disposal when you are
considering additional plant equipment. Write
for literature today.
E d g e M o o r I r o n W o r k s , I n c .
Main Office and W orks: Edge Moor, D elaw are • Branch
Offices and Agents: Atlanta • Boston • Chicago • Detroit
Hoboken • St. Paul • San Antonio • San Francisco

68'A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
• Bartlett-Snow dryer-coolers consist of a Bartlett-Snow Style "H ” indirect-direct heat dryer, and a Bartlett-Snow rotary air cooler combined into a single shell. Material is introduced into the feed end of the dryer,— and gives up all but a very small amount of its moisture. The material then passes through a specially designed lock—which—without involving any moving or complicated parts—permits the material but not the hot air and flue gases to pass into the "cooler” end. Here, in the cooling section, the material loses the balance of its moisture, and also enough sensible heat to bring the temperature down
to 110°F. or less, at the point of discharge.
Two fans, of exceedingly low horsepower requirement, are employed, both discharging to a single dust collector. A minimum of fuel is required,— and because the drying and cooling sections are built integrally the power requirement is only slightly more than would be needed for either the dryer or cooler used singly. But send for a copy of our Bulletin No. 89- It gives complete details about Bartlett-Snow dryers, coolers, calciners, autoclaves, kilns and other heat processing equipment,— and contains much technical data of interest to engineers and operating men.
the C. 0 . BARTLETT & S N O W co.6 2 0 7 HARVARD AVENUE • CLEVELAND 5, O H IOE n g i n e e r i n g a n d S a l e s R e p r e s e n f a t i v e s in P r i n c i p a l C i t i e s
D R Y E R S • C A L C I N E R S • K I L N S • P R E S S U R E V E S S E L S
.. 2 processing operations in a single cylinder
C O M P L E T E M A T E R IA L H A N D L I N G F A C IL IT IE S T O M E E T A N Y R E Q U IR E M E N T
O N E C O N T R A C T • O N E G U A R A N T E E O F S A T IS F A C T O R Y P E R F O R M A N C E • U N IT R E S P O N S IB I L IT Y
Equipm ent and D esignThe cost o£ steam varies according to the type o£ boiler unit used in steam production.
btf Charles Oteen Broten
Es t i m a t i n g or calcu lating the cost of steam is no t complicated, bu t often a calculation is inconven ient or tim e is lack ing
when a need for cost data arises. Steam is a general term applied to water vapor of w ide ly varying_ qualities. _ Consistent w ith the continuous varia tion in properties, there is a lm ost an infinite num ber of u n it costs. E a c h set of conditions provides a separate set of cost figures. T h e cost of steam m a y be discussed under two cases.
Single-unit boilerT h e first case deals w ith sm all s ingle -un it low -pressure boilers
supp ly in g saturated steam. T h is paper is not intended to include any steam costs for o ld obsolete H .R .T . boilers, of w h ich there are st ill thousands in d a ily use. These boilers are fam iliar to m ost of us; they u sua lly serve a sm all factory, a laund ry , or some heating requirem ent where on ly steam is wanted. _ These boilers presented a w arm fam iliar picture, set h igh in rectangular red brick, w ith the fire below the boiler and space for the ashes under the grate. T h e front of the b rickw ork w as closed in w ith heavy ornate cast-iron doors in front of the tubes, sm aller cast- iron doors in front of the fire, and two ashp it doors at the floor. A steel wheelbarrow, coal shovel, fire tools, and some ashes completed the picture. I t is our belief that these low efficiency boilers w ill be rap id ly replaced b y packaged units, w h ich by_ comparison p a y for themselves; consequently there is no po in t in d iscussing the cost of steam from these obsolete types.
M a n y well know n fabricators are tu rn ing out packaged units. T h e outstand ing d istinctive feature of these steam boilers is that they are fabricated as a u n it at the shop. T h e y are bu ilt after careful designs are perfected in a p roduction manner. E v e ry un it is exactly like every other one; there are no changes or exceptions to increase the un it cost of the apparatus. U su a lly they are equipped to burn oil. E a c h one is completed and m ounted on a base at the factory w ith the o il burner, the oil preheater, the m otor and a ir blower, the boiler feed water pum p, gage glasses, steam pressure gage, and safety devices properly installed. T h e y are shipped in th is condition and can usua lly be unloaded from a flatcar d irectly onto a low cost foundation previously prepared, or, in some cases, d irectly onto a heavy cement floor.
A l l of these units, regardless of size, a re 'd e signe d for h igh efficiency. M o s t of them are four-pass on the com bustion gas side, and the water circulation w ith in the boiler is carefully controlled to allow getting the greatest am ount of heat out of the fuel burned. C om bustion is so carefully regulated that no stack is needed; on ly a com bustion gas flue of sufficient he ight is required to take the gases th rough the bu ild ing roof. A fter the un it is m ounted on the floor or foundation, all tha t is needed is to connect the m a in steam p ip ing to the service line, the oil from storage to the o il pum p on the boiler, and water from the water-treating un its to the boiler feed pum p. A few electrical connections are made to serve the m otors and the electrical controls, and the boiler is then ready to start m ak in g steam. T h is is a qu ick job; efficiency has been designed into the un it at the factory, and the cost of the u n it is low because it is made on a production basis w ith no change from un it to un it. U su a lly com bustion takes place in a space near the center of the boiler com pletely surrounded b y water. A firm guarantee of 8 0 % therm al efficiency is com m on for several m akes of packaged un its operated as low as 30 up to 1 0 0 % of rating. I t is claimed that 1 3 % carbon dioxide is obtained constantly in the flue gases w ith a stack tem perature no t exceeding 125° F. above the fixed tem perature corresponding to the qua lity of the steam.
These packaged un its designed to supp ly from 13,000 to 17,000 pounds of steam per hour per u n it at 15 pounds pressure sell F .O .B . the factory for approxim ate ly 90 cents per pound of steam generated per hour, to 82 cents per pound of steam per hour, respectively. Bo ile rs of the same size or capacity designed to produce steam at 200 pounds pressure per square in ch se ll F .O .B . the factory for approxim ate ly S I . 15 to $1.05 per pound of steam
generated per hour, for the larger capacity of steam. These prices include charges for a factory w orkm an to supervise erection and the sta rt of operation.
I t is difficult to estim ate the cost ofaux ilia ry equipm ent needed because ofthe v a ry in g qualities of and conditions under w h ich water for the boilers is available. T h e extent to w h ich in stru m ents other than those supplied w ith the boiler are required w ill v a r y w ith different applications of the steam. A figure of $40 per boiler horsepower has been suggested for the eastern seaboard area. T h e cost of these auxiliaries is added to the F .O .B . price of the boiler; we have a cost per pound of steam for the 15 pounds per square inch un its am ounting to $2.33 per pound of steam generated per hour, dow n to $2.23 on the same basis.F o r the 200-pound pressure boilers the complete installationw ith a ll auxiliaries w ill cost $2.08 to $2.00 per pound of steam generated per hour. These costs are rem arkab ly low, bu t there is a general im pression am ong some p lant m en that, w hen the m anufacturer does no t specify just how m uch of the p lant is included, boiler p lants shou ld be purchased for $ 1 per pound of steam per hour. Those prices are com pletely passd and p robab ly w ill never return.
F ig u r in g the cost of generating steam in sm all packaged un its is quite a sim ple calculation. I t invo lves such factors as the cost of fuel o il based on 8 0 % efficiency and the cost of labor at p reva iling rates, on the basis that one m an per sh ift w ill take care of as m any as five of these packaged units. T w o men on part-tim e w ork have covered the requirements necessary to operate five boilers th rough a 24-hour day. T h e m en did not actually w ork 1 2 hours each, bu t they attended to the boilers th rough the 24-hour period. T h e cost of maintenance of these m odern packaged un its is a ston ish ing ly _ small. Based on a stu d y of about 10 0 installations, th is maintenance cost is less than ha lf a cent per thousand pounds of steam generated. T h e cost of boiler water, purified and ready for use, varies w idely. U nde r favorable conditions, however, the cost of water can be as low as 1.25 cents per thousand pounds of steam made. A ss ign in g average values to all of these factors and w ith N o . 5 fuel oil at 3 cents a gallon, the cost w ould be 26 cents per thousand pounds. T o this figure one m ust add depreciation on the equipm ent at any rate suitable to the policy. I f th is grade of fuel oil has the re lative ly h ig h price of 5 cents per gallon, then the direct cost of steam under average conditions w ould be 41 cents per thousand pounds. These costs for low-pressure saturated steam cannot be met in a n y of the older, larger b rick-setting coal- fired units.
Specially designed unitT h e second case under w h ich the cost of steam m ay be dis
cussed applies to the larger, more h igh ly designed and specialized un its ra is ing steam at higher pressures than 200 pounds per square inch and superheating th is steam to various commercial temperatures, in w h ich the steam is used p rim arily for the production of energy and on ly a part of the steam is extracted for process use. A re lative ly large packaged un it w ou ld have a capacity of 17,000 pounds of steam per hour; the un its we are now d iscussing range in capacity from 100,000 to 250,000 pounds per hour. Su ch steam -generating p lants are all specia lly designed jobs. T h e y are made to meet a ll the requirem ents of capacity and qua lity of steam desired. T h e y use either natura l gas, oil, or pulverized coal as fuel; on ly a few use stokers and raw coal. T h e vapor cycles com m only used in these boilers v a ry too w idely to a llow complete coverage in th is article. I t w ill suffice here to discuss a single heater cycle w hich has a lm ost com pletely replaced the sim pler R a n k in e cycle in all large applications. (Continued on page 7 0 A )
69 A
FOR BETTER M I X I N G Equipment and Design
N E T T C O
SPECI AL IZED J EQUIPMENT
For nearly half a century the New England Tank & Tower Co. has pioneered in specialized mixers on the theory that no two mixing problems are exactly alike. Totally enclosed agitator drives — fume, moisture and dust proof — and stirrers made of corrosion resisting materials have greatly improved the efficiency of process operations. Standardized Nettco parts and units combine economically to provide highly specialized agitating equipment with gear ratios ranging from 1 to 2000 and speeds from Vi R.P.M. to 1750 R.P.M.
Write for Catalog
N e ttco A g it a t o r D riv e U n it M o d e l W T
N E W E N G L A N D T A N K & T O W E R C O .8 3 T I L E S T O N S T R E E T , E V E R E T T 4 9 , M A S S .
^ 1? °yc*e, ( f ig u re 1 ) varies fundam entally from others in that the w ork ing fluid, water or vapor, is flow ing continuously and regeneratively around the cycle at a un iform rate at all ponits. -therm odynam ically, this cycle is a closed system* all the energy entering the cycle is equal to the energy leaving it* a<1i P ractical application, these conditions are met w ith considerable exactitude. Fu e l and preheated a ir are completely com busted under the water tubes, and rad iant heat and convection heat vaporize the water under rap id circulation. Steam is separated in the drum s above the fire and superheated in coils in contact w ith the gases nearest the stack. T h e superheated steam passes to the turb ine where practica lly all of the steam is utilized and turned into energy, the sm all exception being a single extraction of 4 or 5 % of the total steam required to preheat the leed water before it is returned to the boiler. T h e steam leaving the turbine has all its useful w ork extracted, but it m ust be changed to the liqu id state before it is again returned to the generator for vaporization. T h e latent energy in the low pressure steam m ust be discarded to some source at a lower temperature than that of the steam itself, such as a river. The condensate from the condenser passes through the feed water preheater where it is heated b y direct contact w ith extracted steam from the turb ine and is then pum ped into the lower drum ol the boiler for evaporation.
CONDENSER
-^ C O N D E N S A T EP U N P
Figure 1. Single Heater Cycle for Packaged Unit
I t is difficult to g ive the cost of such a boiler p lant installation; it is even difficult to put a price on the boiler and its auxiliaries a one. In general, however, one m a y assum e that such a boiler p lant inc lud ing water supp ly and all other auxiliaries, but exclusive of turbine, condenser, and pum ps, w ill cost about S4 to S4.50 per pound of steam generated per hour. T h is cost is much greater than that of the boiler p lant in the first case, but this steam is entirely different and contains m uch more energy than does the steam made b y the sm aller units. F o r a better com parison steam costs shou ld be placed on a B.t.u. or on a therm al basis rather than on the basis of un it cost per thousand pounds of steam, but the latter is more fam iliar.
T h e cost of generating steam in such a boiler p lant varies a lm ost proportionate ly w ith the cost of fuel because fuel is such a large percentage cost of the total. Based on a cost of coal of S3 per ton delivered, the percentage proportion of the .operating costs of steam per thousand pounds are as follows:
FuelOperating labor Repair labor All suppliesElectric power consumed Cost of waterCost of steam used as steamSupervisionAll other charges
5 2 .5 %5 .4 8 .9 2.85 .22 .5
15.31 . 16 .3
W ith a generating capacity of 700,000 to 800,000 pounds of steam per ho u r the cost of steam was 23 cents per thousand pounds. B y using th is analysis, it is apparent that the fuel cost w as 12.1 cents and operating costs were 10.9 cents, both per thousand pounds of steam. Since operating costs are independent of the cost of fuel, the cost of steam for any fuel cost m a y be obtained, for this same scale of operation, b y ad justing the fuel cost ( 1 2 . 1 cents) according to the ratio w h ich the new fuel bears to S3 per ton of steam coal.
70 A
A pril 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y _____________________ 7 1 A
How Your Own Pencil Cnn c u t D O W N - T I M E l o s s e s
# No packing to replace # No gland to tighten
• No rubbing or contact parts in seal or elsew here • Open impeller— no close clearances
# M ade of corrosion-resistant materials # fob-rated and performance tested
# Inherently and truly self-priming
LaBourType G Seli-Priming Centritugal
NOTHING ELSE WILL DO
in Continuous Operation," al- been the important chapter in
LaBour's long success story. Features of the G, listed below, tell you why.
Just consider this. Loss of time and production when pumps are "down," often far ex
pump cost. LaBours are designed and with that in mind.
get every advantage of this built-in to "stay on the job" when you write
"LaBour" on pump orders. It costs nothing to all the facts on LaBour pumps for your
operations.
Write lor Them Today!
t h e l a b o u r c o m p a n y , i n c .Elkhart, Indiana, U. S. A.
72 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
FEATURED CHEMICALS-«-PFIZER FAMILY
A m m on iu m O xa la te
Ascorb ic A c id
B i-C ap Flour Enrichment M ix tu re s
Bism uth Preparations
Calcium G luconate
Citric A cid
Citrate Esters
Cream Tartar
Fum aric A cid
G lucon ic Acid
G lucono Delta Lactone
Iron a n d Am m on ium Citrates
Iron a n d Am m on ium O xa la te
Iron G luconate
Iron O xa late
Itaconic A cid
N iac in
N iac inam ide
O xa la te s
Penicillin
Potassium Iodide
Potassium O xa la te
R iboflavin
Rochelle Salt
Sod ium Citrate
Sod ium G luconate
Tartaric A cid
Thiam ine
— a n d m an y o th er chem ica ls '
no . 1 2 i» » s e r ie s :
CREAM of tartar
A m o n g the m a n u fa c tu re s chem-
t o of Am erica, the pioneer m tar-
t A V t r a t e s is Chas. Pfizer & Co., Inc.
M e e t in g ste ad ily g ro w in g and *
m ands in the food and medi
cine industries, Pfizer C ream ______
f To rear has continued to
—-r r - - -I“ “ " ” A ) t e [ know n ! • ! « « -
b a P ' J § / \ 1 leavening agent in
V i C C a S a pow de r. It is sup -
bp ; kd lb; P fizer in fine g - u l a r o r powderedL m - i n barrels, kegs or d r u m , Chas. Pfizer &
C o Inc., 81 M a id e n Lane, N e w
Y o r k 7, N . Y , 444 W e st ^
G ra n d Avenue, C h icago ^
10, H L; 605 T h ird Street, San Francisco 7, Calif.
f S P v n c e 4 8 4 9
decade
//? /aewsrr/t?/ Ores e/fe/ C/rem ée/s
C h e m i c a l s • O r e s • M e t a l s • A l l o y s
P H I L A D E L P H I A • E X T O N , P E N N S Y L V A N I AHerat Office: 5 16 G E R M A N T O W N TRUST C O M P A N Y BLDG., PHILA. 4 4 , PA.
W est Coast Representative: Griffin Chemicai Co., San Francisco, Cat.
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y
U t b i u m S a l t s ^ n d S o a p s £ ^ . ^ 1
E c o n o m i c a y c h e m i c a | s
•“ r l^ s t r i l raw materials. he ney,est resu
o t p , r ‘
p o t o e b Ä
find nes Jai stearate-tYPc lu r aSte form to
o ü " r ro . * « '» “ ■ r t 5 K Ä * » “ i
>-^'SSisss^ , - ‘- - rL it h iu m Stoara insecticides. minercial-4IuanUt'CS'sticker m dust typ . cnt in commcrci
•laVilc for prompt sn f
r ä s s s ^ T «ä«1 hese Benzoate NitrateOxalate phosphate Stearate Sulphate Tartrate
BenzoateBorateBromideCarbonateC h lo rideCitratepluoride
Let Fop' ’might fit utodayl
Tartrate , „;=trv
eutal engineers, \\írit,c, wir® ^ -■
miiiiiwilllllllllllIflM
74 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
L o o k i n g f o r B e t t e r T e m p e r a t u r e i n s t r u m e n t s ?
. . . Then check these features of Pyrotton Electronic Resistance Thermometers. . .
FUNDAMENTAL ACCURACYBailey Pyrotron Resistance Elements are made of
highest purity platinum— the material used by the
Bureau of Standards in establishing basic standards
for temperatures from — 190°C to + 660°C.
THREE TYPES OF CONTROL
Pyrotron Controllers may operate: on-off electrical
systems by either electronic relays or electric con
tacts, modulated electronic systems, or air-operated
systems. Two temperatures may be recorded on the
same chart and controlled by a single instrument.
FACTS PUT INTO USABLE FORM
Bailey Pyrotrons may be arranged to put temperature
facts into convenient usable forms. If two or more
temperatures are related, they may be recorded as
continuous records on the same chart for easy com
parison. The average of several temperatures or the
difference between two temperatures may be
recorded as a single continuous record which may be
retransmitted to a distant point or used to actuate
a control system.
EASY INSTALLATIONBailey Pyrotrons do not require careful leveling or
protection against vibration. Three ordinary copper
wires are all that is needed to connect each tempera
ture sensitive element with the recorder. Power may
be taken from any 115 volt 60 cycle circuit.
M IN IM U M M AINTENANCEThe absence of galvanometers, batteries and stand
ardizing equipment, together with the use of inter
changeable unit assemblies, reduces Pyrotron maintenance to the vanishing point.
ABU N D AN T POW ERA separate motor drive for each temperature fur
nishes abundant power to operate a recording pen,
a controller and an alarm switch.
For the full story on this unusual electronic resistance thermometer which is suitable for ranges between — 100°F and 1200°F, ask for Bulletin No. 230-A. P_9
BAILEY METER COMPANYe ' R O A D - . . C L E V E L A N
G o w itv o lä , jjO S i P á ú c e é Á im ^
t e m p e r a t u r e e ^ l
1023 I V A N H O E R O A D . - . . C L E V E L A N D 10, O H I O 1 P R E S S U R E d E NS1TY
Bailey Pyrotron Recorder-Controller
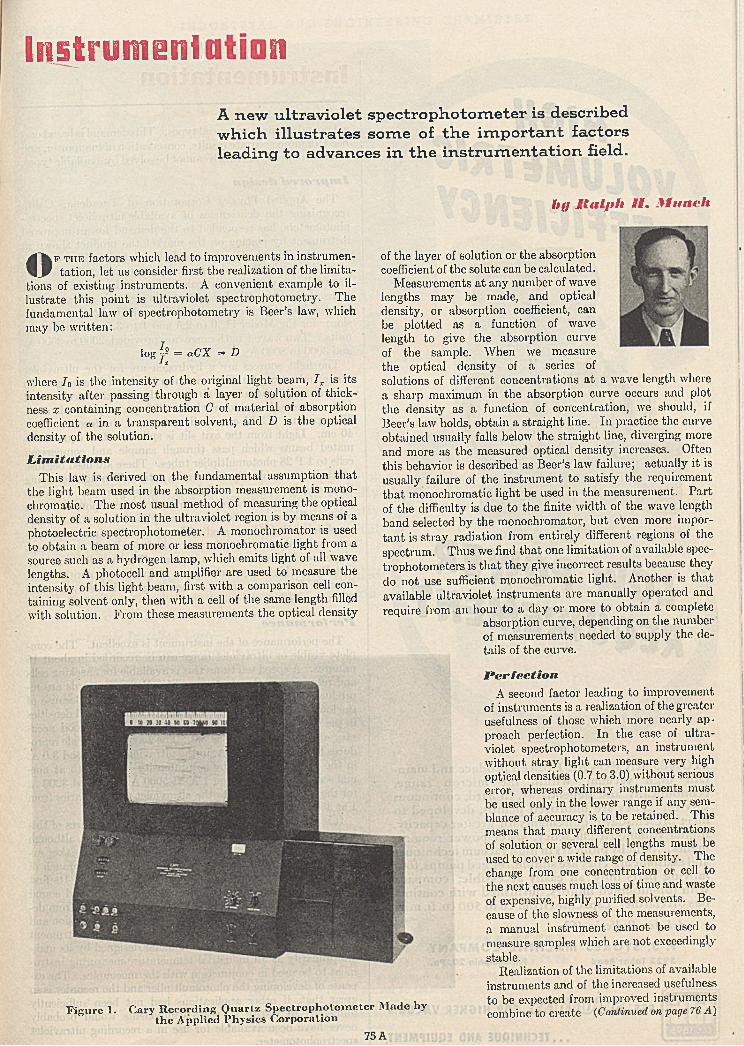
Instrument: inA new ultraviolet spectrophotometer is described which illustrates some of the important factors leading to advances in the instrumentation field.
by Ralph H . Munch
of the la ye r of so lu t ion or the ab so rp tion
coefficient of the so lu te can be calculated.M e a su re m e n ts a t a n y n u m b e r of w ave
le ng th s m a y be m ade, and optica l den sity , o r a b so rp t io n coefficient, can be p lotted as a fun ct io n of w ave le ngth to g iv e the a b so rp t io n cu rve
of the sam ple. W h e n we m easure
the optica l d e n s ity of a series of so lu tio n s of different concen tra tion s a t a w ave length w here a sh a rp m a x im u m in the a b so rp t ion cu rve occurs and p lot
the d e n s ity a s a fun ct io n of concentration , we shou ld , if B e e r’s law ho lds, o b ta in a s t ra ig h t line. I n p ractice the cu rve ob ta ined u su a lly fa lls be low the s tra ig h t line, d ive rg in g m ore
and m ore a s the m easured op tica l d e n s ity increases. O ften th is b e h av io r is described a s B e e r ’s law fa ilu re ; a c tu a lly it is
u su a l ly fa ilu re of the in st ru m e n t to sa t is fy the requ irem ent tha t m on och rom at ic lig h t be used in the m easurem ent. P a r t
of the d ifficu lty is due to the fin ite w id th of the w a ve length b a n d selected b y the m onoch rom ato r, b u t even m ore im p o r
ta n t is s t r a y ra d ia t io n from en tire ly different reg ion s of the
spectrum . T h u s we f ind th a t one lim ita t ion of a va ilab le spec
trophotom ete rs is th a t th e y g iv e inco rrect re su lts because they
do no t use sufficient m on och rom at ic ligh t. A n o th e r is tha t
ava ilab le u ltra v io le t in s t ru m e n ts are m a n u a lly operated and
requ ire from a n h o u r to a -d a y o r m ore to ob ta in a com plete ab so rp t ion curve, depe nd in g on the n u m b e r o f m e asurem ents needed to s u p p ly the de
ta ils of the curve.
Figure 1. Cary Recording Quartz Spectrophotometer Made by the Applied Physics Corporation
75 A
i*erfcctionA second factor le ad in g to im p rove m en t
of in stru m e n ts is a rea liza tion of the greater use fu lness of those w h ich m ore nearly a p p roach perfection. I n the case of u ltra v io le t spectrophotom eters, a n in stru m e n t w ith o u t s t r a y lig h t can m easure v e ry h ig h
optica l densitie s (0.7 to 3.0) w ithou t se riou s error, w hereas o rd in a ry in stru m en ts m u st be used o n ly in the low er range if a n y sem b lance of accu racy is to be retained. T h i s m ean s tha t m a n y different concentra tion s of so lu tion o r severa l cell le ngth s m u st be used to cove r a w ide range o f den sity . T h e change from one concentra tion or cell to
the next causes m u ch loss of t im e a nd w aste
of expensive, h ig h ly purified so lvents. B e
cause o f the s low ness of the m easurem ents,
a m a n u a l in stru m en t cann o t be used to m easure sam p le s w h ich are no t exceed ing ly
stable.R e a liza t io n o f the lim ita t ion s of a va ilab le
in stru m e n ts a n d of the increased usefu lness
to be expected from im p rove d in stru m en ts com b ine to create (Continued on page 76 A }
Of t h e fac to rs w h ich lead to im p ro ve m e n ts in in s t ru m e n tation, let u s con side r first the rea liza tion of the lim ita
t ions of e x ist in g in strum en ts. A conven ien t exam ple to illu strate th is p o in t is u ltra v io le t spectrophotom etry . T h e fundam enta l law of sp ectroph o tom etry is B e e r’s law, w h ich
m a y be w ritten :
log £-° = a C X = D* X
where 7 0 is the in te n s ity of the o r ig in a l l ig h t beam , I t is its in te n sity a fter p a ss in g th ro u g h a la ye r of so lu t io n of th ic k ness x c o n ta in in g concentra tion C o f m ate ria l of ab so rp tion coefficient « in a t ran sp a re n t so lvent, a n d D is the optica l
d e n s ity of the so lu tion .
Lim itationsT h is law is de rived on the fun dam en ta l a ssu m p t io n tha t
the lig h t beam used in the a b so rp t ion m easurem ent is m o n o chrom atic. T h e m o st u su a l m e thod of m e a su r in g the optica l d e n s ity of a so lu t io n in the u ltra v io le t reg ion is b y m eans of a photoe lectric spectrophotom eter. A m o n och rom ato r is used to o b ta in a beam of m ore o r less m on och rom atic lig h t from a
source su ch as a h y d ro ge n lam p, w h ich em its lig h t of a ll w ave lengths. A photoce ll a n d am p lifie r are used to m easure the in te n s ity o f th is l ig h t beam , first w ith a com parison cell conta in in g so lve n t on ly , then w ith a cell of the sam e length filled w ith so lu tion . F r o m these m easurem ents the optica l d e n s ity
STOKES MICROVAC PUMPS produce and maintain high vacuum, within the micron range, economically and dependably, in hard, continuous service. They are improved pumps, developed to meet present-day requirements for greater capacity, higher volumetric efficiency, lower power requirements ... built by pioneers in high vacuum techniques and equipment. They are simple, rugged pumps, four moving parts only, all easily accessible; compact, with top-mounted motors; furnished with continuous oil clarifier; capacities from 10 to 500 cu.ft.min.
Ask for Bulletin 463- F. J. S T O K E S M A C H I N E C O M P A N Y5 9 2 2 Tabor Road Ph iladelphia 20 , Pa.
SEE FOR H IGHER VACUU M
...TECHNIQUE AND EQUIPMENTEst. 1895
I n s t r u m e n t a t i o n
a demand for more advanced types. This demand is based on a need for more accurate results, conservation of manpower, and solution of problems which cannot be solved by available types.
Im proved designThe Applied Physics Corporation of Pasadena, Calif.,
recognizing the deficiencies of available ultraviolet spectrophotometers, has responded to the demand for an improved instrument by placing on the market the product shown in Figure 1. This instrument is designed for rapid recording of visible and ultraviolet absorption spectra. The records have a linear wave length scale and read directly in per cent transmission or optical density. Two ranges are available. For-the Model 10 these are 0 to 12% and 0 to 120% transmission; for the Model 11, 0 to 2.5 and 1 to 3.5 optical density units. Two wave length ranges are provided, 2000 to 3500 A. and 3000 to 8000 Á.
The light sources are a hydrogen arc for the ultraviolet range and a tungsten filament lamp for the visible range. To reduce stray light to a minimum, a double mirror-collimated Littrow monochromator with two 30° quartz prisms is used. The aperture is 3.75 cm. in diameter, and the focal length is 40 cm. Light from the exit slit is split into two equal collimated beams which pass through sample and comparison cells to 1 P 28 photomultiplier tubes.- These are used because of their favorable signal to noise ratio. The light entering the monochromator is modulated at a frequency of 60 cycles per second. Only the alternating current component of the photomultiplier tube output is amplified. In this fashion amplifier drift is eliminated. The phototube circuit operates on a null balance principle, and a high feedback ratio is employed to eliminate variation in gain. The recorder is a modified Brown high speed electronic strip chart potentiometer. Over-all dimensions are 36 inches long, 16 inches wide, and 30 inches high.
P erform anceThe performance of the instrument is excellent. The’ com
plete visible or ultraviolet range can be recorded in about 15 minutes. A speed ten times this is available for checking cells and returning to the starting point. Routine records are reproducible to better than 0.01 in optical density. ’ Because of the low stray light these instruments measure optical densities in the range from 1 to 2 most accurately and give good accuracy at densities as high as 3.0. The wave length scale reproduces to better than 0.5 Á. in the ultraviolet range and 3.0 Á. in the visible range. The half-intensity band width at normal sensitivity varies from 1 A. at 5000 L to 4 A. at 3200 A. for the visible range. For the ultraviolet range it varies from 1 at 3500 A. to 8 at 2200 A.
It is interesting to consider what makes the features of this instrument possible. One is struck by the fact that, although the spectrophotometer is an optical instrument, it makes extensive use of electronic devices. Electronics is a branch of engineering born of fundamental physical research. Its first applications were in the field of communication and sound reproduction. The 1 P 28 photomultiplier resulted from developments meant for application in the field of television and sound reproduction. The recorder used in this instrument is an electronic recording potentiometer designed by its makers primarily as an industrial temperature-measuring instrument to be used in conjunction with thermocouples. The expense of developing the photomultiplier and the recorder is so great that, if other applications had not been sufficiently numerous to justify it, these -components would probably never have been available for use in a recording ultraviolet snectronhotnmptpr
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C . H E M I S T R Y
T, he General American Conkey Self-SupportingEvaporator is functionally identical with, equally accessible, and operates and produces no differently from its predecessor, the Conkey long tube vertical type evaporator.
This modern type evaporator (patents applied for) provides the following advantages over conventional evaporator construction:
1 —Lower Installed Cost—a—No structural supports required, b—Low erection costs due to unit effect (Vapor
body, heating element and entrainment separator shipped completely assembled),
c—Less floor space required.d—Climate permitting, may be set out of doors.
2'—Operating Advantages—a—Lower steam-vapor pressure drop losses, b—Fewer points for vacuum leakage, c—Real accessibility to outside tube areas for
cleaning.d—Lower maintenance due to unit construction
and absence of structural steel supports.
A General American engineer w ill gladly give further details to your operating department.
OTHER GENERAL AMERICAN EQUIPMENTDewaterersDryersTurbo-Mixers
FiltersKilnsThickeners
TanksBinsTowers
/ a .N S P O R T A T I O N C O R P O R A T I O N
p r o c e s s e q u ip m e n t • s t e e l a n d a l l o y p la t e f a b r i c a t io n
SALES OFFICE: 10 East 49th St, Dept 800a, New York 17, N. Y. V T K S T K T
WORKS: Sharon. Pa, East ChicaEO, In i
OFFICES: Chlcaeo, Sharon, Louisville, Orlando, Washington, D. C.
Pittsburgh, S t Louis, Salt Lake City. Cleveland.
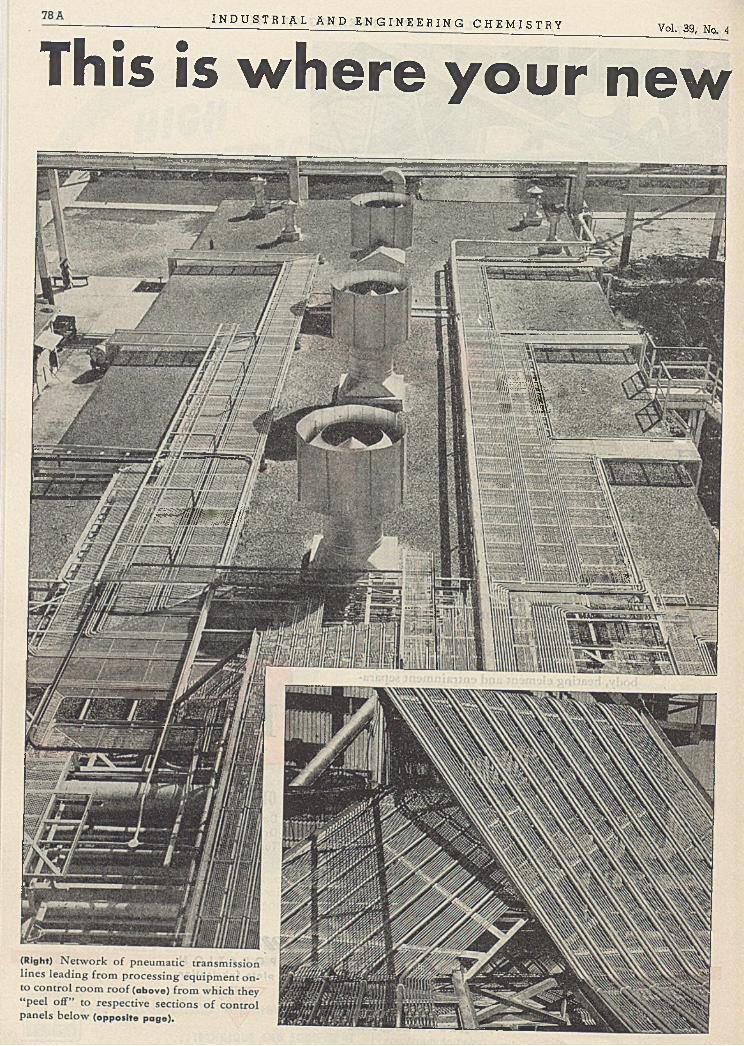
■ft /;. V
: v i ' A
kUirmW
m m m k
A .'•■ » v-.\ \
M S S b M
«iiD tn u
m rm ?
— -------------------------I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No 4
This is where your new

BBPW g S
P h o to s courtesy o f S tandard O i l C o m p a n y (N . J.)
April 1947
Inner Tubes came fromTTERE are some pictures of the huge R. F. C. i l Butyl Rubber Plant operated by Humble Oil Company at Baytown, Texas. They show how Taylor air-operated controllers and pneumatic transmission systems have been helping to produce more than half of all America s butyl rubber. Tubes of butyl rubber are of such excellent quality that they may continue to be made even after ample supplies of natural rubber are again available.
90% of that network of pneumatic transmission lines on the control room roof connect Taylor transmitters on processing equipment to Taylor receivers on the central control panel below. On this panel (only a corner of it is show ing) process en-
gineers can check at a glance the operation of any part of the butyl process.
This is a swell example of the kind of job “ Taylor Accuracy’ ’ does for the synthetic rubber, petroleum and the chemical industries— and the kind of job we would like to do for you.
W r i t e f o r B u l l e t i n 9 8 1 5 6 , just off the press. Shows complete details of Taylor pneumatic transmission systems, including data on
new T aylor “ T ran set” w h ich reduces panel space and makes control even more precise. Taylor Instrument C om panies, R ochester, N . Y ., or Toronto, Canada. Instruments for indicating, recording and controlling temperature, pressure, humidity, floiv and liquid level.
80 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
HERE’S
DURCO Adv. 33-GM
1 • The best alloy to withstand the particular corrosive service is selected for the wet end parts.
2 . High efficiency is designed into the pump without using extremely close clearance between casing; and impeller.
3. No internal bearings.4. Extra heavy base supports both top and bottom of
wet end to insure alignment and prevent distortion.5 . Oversize ball bearings for long b'fe and rugged
service. 006 . Stuffing box of adequate depth for high suction and
discharge pressures. The patented Durco double vane impeller relieves the pressure on the stuffing box.
D on’t forget - the wet end parts of Durcopumps are interchangeable. You can change from one alloy to another to fit different corrosive services.o are available in capacities up to2,000 G.P.M. and for heads as high as 230.
t h e D U R I R O N C O M P A N Y , I n c .
D A Y T O N T, O H IO Branch Offices in Principal Cities
D U R IR O N _ a high-silicon iron (14.5% Si.) which
handles most commercial corrosives— particularly sulfuric, nitric and acetic acids at any strength or temperature. A sk for Bulletins 11 and 810.
D U R iC H L O R _ a high-silicon molybdenum iron with much greater resistance to hydrochloric acid and its compounds, especially at higher tem peratures and concentrations. A sk for Bulletins 50 and
D U R IM E T a high N i-C r-M o-Cu low carbon stainless steel. Successfully handles sulfuric and sul- furous acids, oleum, caustic, b leach and other solutions. A sk for Bulletins 110-2 and 811.
C H L O R IM E T -N O . 2;— nickel-base, high molybde- num alloy; C H L O R IM E T N O . 3 , _ nic|ce|-base, high
molybdenum, high chromium alloy. These are high- strength, m achinable alloys. Chlorimet No, 2 handles H C I in all concentrations an d tem peratures. It is excellent for hot H ,S O , ac id under reducing conditions and wet hydrogen chloride gas. Chlorimet No. 3 handles most acids under oxidizing conditions, various salt solutions, also hot sulfuric in concentrations of less than 35% . Asir for Bulletins 111 and 811.
O T H E R A L L O Y S - Durco D-10, Monel, Inconel, Pure Nickel, Ni-Resist and N ickel Cast-iron.
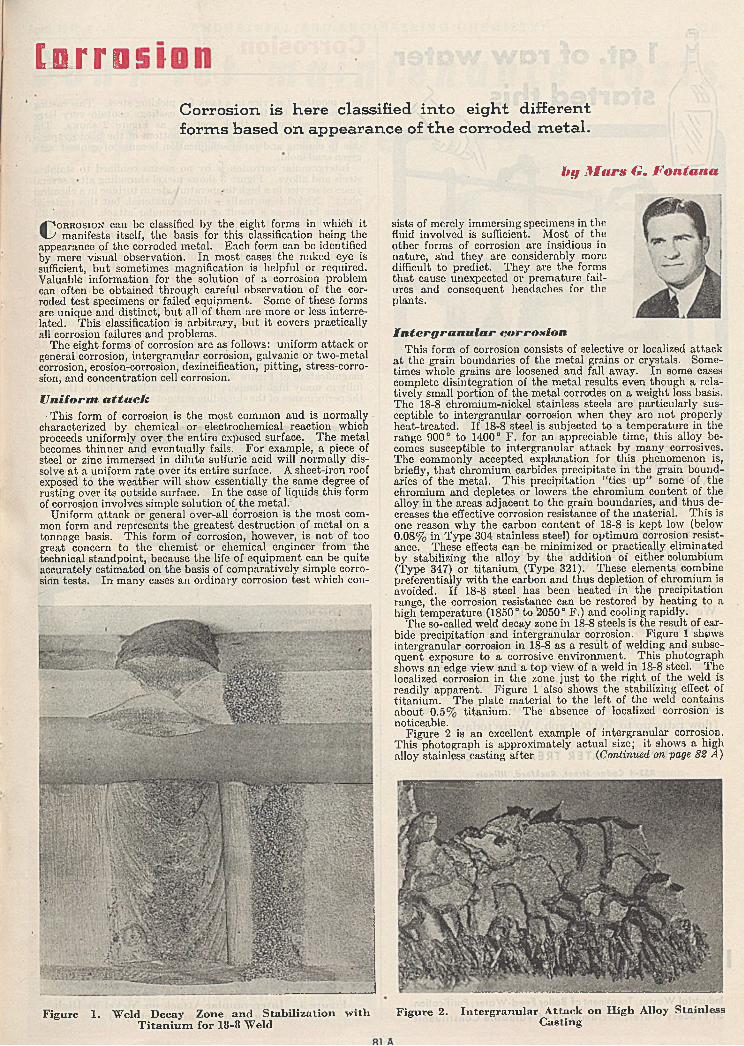
inrraiCorrosion is here classified into eight different forms based on appearance of the corroded metal.
Co r r o s i o n can be classified b y the eight form s in w h ich it m anifests itself, the basis for th is classification being the
appearance of the corroded metal. E a ch form can be identified by mere v isu a l observation. I n m ost cases the naked eye is sufficient, bu t som etim es m agnification is helpful or required. Valuable inform ation for the solution of a corrosion problem can often be obtained through careful observation of the corroded test specim ens or failed equipment. Som e of these form s are un ique and distinct, bu t all of them are more or less interrelated. T h is classification is arbitrary, bu t it covers practically all corrosion failures and problems.
T h e eight form s of corrosion are as follows: un ifo rm attack or general corrosion, intergranu lar corrosion, ga lvan ic or two-metal corrosion, erosion-corrosion, dezincification, pitting, stress-corro- sion, and concentration cell corrosion.
Uniform attach- T h is form of corrosion is the m ost com m on and is no rm a lly
characterized b y chem ical or electrochemical reaction which proceeds un ifo rm ly over the entire exposed surface. T h e metal becomes th inne r and eventually fails. F o r example, a piece of steel or zinc im m ersed in d ilu te su lfuric acid w ill no rm a lly d issolve a t a un iform rate over its entire surface. A sheet-iron roof exposed to the weather w ill show essentially the sam e degree of ru sting over its outside surface. I n the case of liqu id s th is form of corrosion invo lves sim ple so lu tion of the metal.
U n ifo rm attack or general over-all corrosion is the m ost com m on form and represents the greatest destruction of metal on a tonnage basis. T h is form of corrosion, however, is no t of too great concern to the chem ist or chem ical engineer from the technical standpoint, because the life of equipm ent can be quite accurately estim ated on the basis of com parative ly sim ple corrosion tests. I n m any cases an ord ina ry corrosion test w hich con-
Fignre 1. Weld Decay Zone and Stabilization with Titanium for 18-8 Weld
Figure 2. Intergranular Attack on High Alloy Stainless Casting
b y M a r s G . F o n t a n a
sists of merely im m ersing specimens in the fluid invo lved is sufficient. M o s t of the other form s of corrosion are in sid ious in nature, ahd they are considerably more difficult to predict. T h e y are the forms that cause unexpected or prem ature failures and consequent headaches for the plants.
Intergranular corrosionT h is form of corrosion consists of selective or localized attack
at the g ra in boundaries of the m etal gra in s or crystals. Som etimes whole grains are loosened and fall away. I n some cases complete d isintegration of the m etal results even though a relative ly sm all portion of the m etal corrodes on a w eight loss basis. Th e 18-8 chrom ium -nickel stainless steels are particu larly su sceptible to intergranu lar corrosion when they are not properly heat-treated. I f 18-8 steel is subjected to a temperature in the range 900° to 1400° F . for an appreciable time, th is a lloy becomes susceptible to in tergranu lar attack b y m a ny corrosives. T h e com m only accepted explanation for th is phenom enon is, briefly, that ch rom ium carbides precipitate in the gra in bound aries of the metal. T h is precip itation “ties u p ” some of the ch rom ium and depletes or lowers the ch rom ium content of the a lloy in the areas adjacent to the gra in boundaries, and thus decreases the effective corrosion resistance of the material. T h is is one reason w h y the carbon content of 18-8 is kept low (below0 .0 8 % in T y p e 304 stainless steel) for op tim um corrosion resistance. These effects can be m in im ized or practica lly elim inated b y stab iliz ing the a lloy b y the add ition of either colum bium (T yp e 347) or titan ium (T yp e 321). These elements com bine preferentially w ith the carbon and thus depletion of ch rom ium is avoided. I f 18-8 steel has been heated in the precipitation range, the corrosion resistance can be restored b y heating to a high tem perature (1850° to ^050° F.) and cooling rapidly.
T h e so-called weld decay zone in 18-8 steels is the result of carbide precip itation and intergranu lar corrosion. F igu re 1 shpw s intergranu lar corrosion in 18-8 as a result of w eld ing and subsequent exposure to a corrosive environm ent. T h is photograph show s an edge view and a top v iew of a weld in 18-8 steel. T h e localized corrosion in the zone just to the righ t of the weld is readily apparent. F igu re 1 also show s the stab iliz ing effect of titan ium . T h e plate m aterial to the left of the weld conta ins about 0 . 5 % titanium . T h e absence of localized corrosion is noticeable.
F igu re 2 is an excellent example of intergranu lar corrosion. T h is photograph is approxim ate ly actual size; it show s a h igh alloy stainless casting after (Continued, on page 82 A )
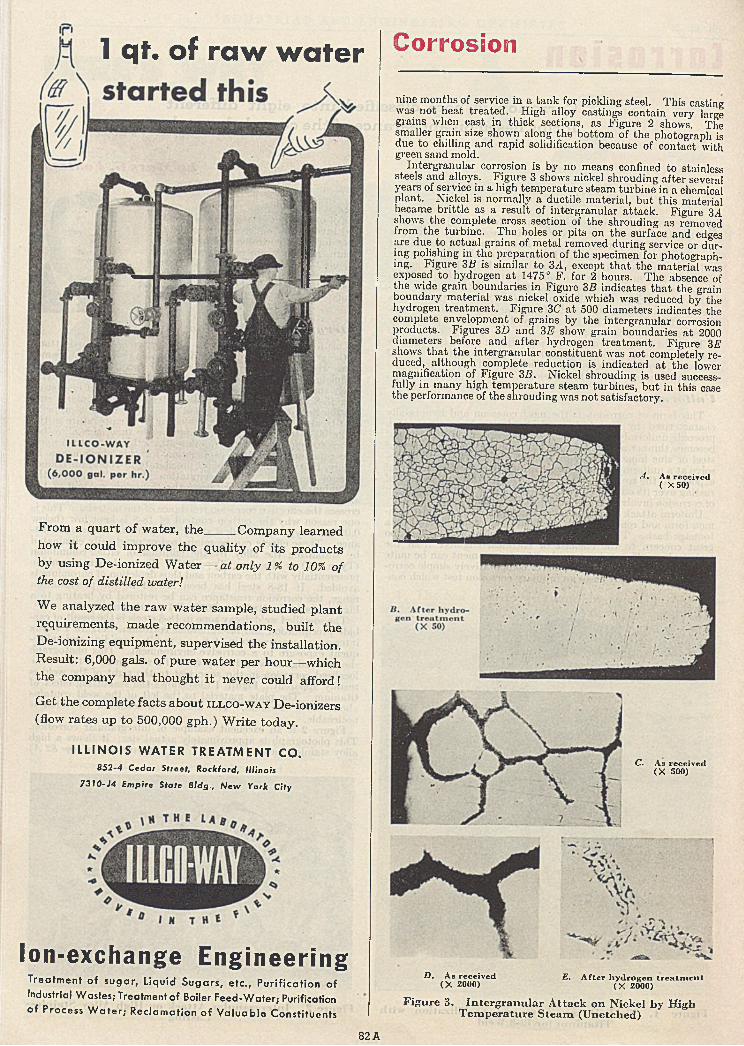
From a quart of water, the Company learnedhow it could improve the quality of its products by using De-ionized Water — at only 1% to 10% of the cost of distilled water!
We analyzed the raw water sample, studied plant requirements, made recommendations, built the De-ionizing equipment, supervised the installation. Result: 6,000 gals, of pure water per hour—which the company had thought it never could afford!
Get the complete facts about i l l c o - w a y De-ionizers (flow rates up to 500,000 gph.) Write today.
I L L IN O IS W A T E R T R E A T M E N T CO.852-4 Cedar Street, Rockford, Illinois
7310 -J4 Empire State Bldg., New York City
I o n - e x c h a n g e E n g i n e e r i n gT reatm en t o f su g a r , L iq u id S u g a r s , etc., P u r if ic a t io n o f
Industrial W aste s; Treatment o f Boiler Feed -W a te r; Purification
o f P ro c e ss W a t e r ; R e c la m a t io n o f V a lu a b le C o n st itu e n ts
Corrosion1 qt. of raw water
C. As received ( X 500)
D, As received E. After hydrogen treatment( X 2000) ( x 2000)
Figure 3. Intergranular Attack on Nickel by High Temperature Steam (Unetched)
nine m onths of service in a tank for p ick ling steel. T h is casting was not heat treated. H ig h a lloy castings conta in ve ry large grains when cast in th ick sections, as F ig u re 2 shows. The sm aller grain size show n a long the bottom of the photograph is due to ch illing and rap id solidification because of contact with green sand mold.
In te rgranu la r corrosion is b y no means confined to stainless steels and alloys. F igu re 3 show s nickel sh roud ing after several years of service in a h igh temperature steam turb ine in a chemical plant. N icke l is no rm a lly a ductile material, but th is material became brittle as a result of intergranu lar attack. F igu re 3/1 show s the complete cross section of the sh roud ing as removed from the turbine. T h e holes or pits on the surface and edges are due to actual grains of m etal rem oved du ring service or during po lish ing in the preparation of the specimen for photographing. F igu re 3B is s im ila r to 3/1, except that the material was exposed to hydrogen a t 1475° F. for 2 hours. T h e absence of the wide gra in boundaries in F igu re 3B indicates that the grain boundary m aterial w as nickel oxide w h ich was reduced b y the hydrogen treatment. F igu re 3C a t 500 diam eters indicates the complete envelopm ent of grains b y the intergranu lar corrosion products. F igu re s 3D and 3E show grain boundaries at 2000 diam eters before and after hydrogen treatment. F igu re 3 E show s that the intergranu lar constituent was not com pletely reduced, a lthough complete reduction is indicated at the lower m agnification of F igu re 3B. N icke l sh roud ing is used successfu lly in m a ny h igh tem perature steam turbines, bu t in th is case the performance of the sh roud ing w as no t satisfactory.
A. Aa received ( X S 0)
82 A
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y
D o n ’ t
k e e p
l e t m a i n t e n a n c e
y o u r p i p e l i n e
c o s t i
Gate NO. 111
MAINTENANCE— especially on pipe lines hand
ling corrosives. “ It isn’t the first cost; it’s the
upkeep that counts’’— is certainly true of
valves. And the remedy is not just to specify
“Stainless Steel Valves.” There are many
types of stainless steels and there are other
corrosion-resistant materials to consider, as
well. Just which is the o n e b es t a lloy to use
under given conditions of corrosion or con
tamination— that is a problem for specialists
in the design and manufacture of corrosion-,
resistant valves. That’s where Aloyco comes
in. And that’s where you can save a lo,t of
money— by letting us select the correct alloy
for valves which will stand up under the
particular conditions in your pipe lines. Send
for catalog.
Consult us on your requirements

Vol. 39, No. 4
C H A P M A N L I S T 9 6 0
This small forged steel gate valve has a
flanged forged steel packing gland which
eliminates exposed threading on the yoke
and affords protection against rust and cor
rosion when the valve is used in an
exposed location. Bonnet is fitted
with a substantial forged steel
yoke. N o gaskets to blow as
in valves with flanged bonnet
connections.
Chapman List 96 0 is made
in sizes from ^ " t o 2 " — carbon
steel for pressures to 800 pounds
at 7 5 0 ° F. For higher pressures,
specify List 990 .
THE C H A P M A N VALVE MFG. CO.I N D I A N O R C H A R D , M A S S .
A Valve You Can Trust
in Exposed Locations
V
PIPING & SUPPLY Co.,Inc
April 1947I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y
■ h T T r s r z z g g
/ // /
jSB ffcV-21
-•4Ol- 's i;-’"
'As One User to Another
MIDWEST Talks About PIPE WELDING FITTINGSWhen you buy Midwest W elding Fittings, you get the same fittings that we use by the thousands in our own shop fabrication and field erection. So we can talk about pipe welding fittings
"a s one user to another.”
W e know that Midwest W elding Fittings save time in prefabricating p ip in g ... and in erecting piping in the field. Their sound design, dimensional accuracy and uniformity are features which are of definite help in making the job easier . . . in saving time and money . . . in providing better piping.
W e know that the large variety of Midwest Fittings is another time and money saver . . . in addition to improving piping practice. W e have reference to such Midwest developments as reducing elbows, "long tangent” elbows, shaped nipples, etc. See Bulletin
WF-41 for complete information.
f p s »
EüdWés!M a in O ffices: 1 4 5 0 Sou th S e c o n d S tre e t , St. Lou is 4 , M o .
Sales O ffices: N ew York 7 - 3 0 Church St. • Chicago 3 - 6 4 5 Marquette Bldg. • Los
A ngeles 3 3 —520 Anderson St. • Houston 2 - 2 2 9 Shell Bldg. • Tu lsa 3 - 5 3 3 M ayo Bldg.• South B o ston27—426 First St. • Distributors in M any Cities
2273
T U R B IN E S ■» H EL IC A L GEARS • WORM GEAR SPEED REDUCERS • C EN TRIFU G AL PUMPS
STEAM TURBINETRENTON 2, NEW JERSEY
S ł l E S O FFICES: B T U N U • BOSTON • CHARLOTTE • CHICAGO • CLEVELAND • CENTER . DETROIT • DULUTH . NEW ORLEANS ■ NEW TORE • PHILADELPHIA • PITTSB0R6H • ROCHESTER • ST . PAUL • S i l l LINE C1TT ' H E L il( ' ‘ H0ÜS,1]I1 ' U " S ,S C IIT • t-OS ANGELES • MONTREAL • SAN FRANCISCO • SEATTLE • TORONTO - TULSA • VANCOUVER • WASHINGTON. 0 . C . • WINNIPEG
O N E O F THE FIRST
Built by De Laval In 1902
LaftaaMBa , '
H » ■
FOUR STAGE, : O PP O SED ’IMPELLER. PU M P
M IXED FLO W PUMP CLOGŁESS PU M P H IG H PRESSURE,' MULTJ-STAGE I k
I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
P O M P
Kv\
m m m m
w ^ ^ d e r n De Laval centrifugal pumps represent the culmina.'^ .S IN G LE STAGE, DOU BLE SU C T IO N PU M P -
tion of more than 4 5 .years of continual improvement and per- .' 0 * ? • '
fection. This long period of concentration upon the problems f l f t l \ f ‘ j
of centrifugal pump design and application places at the user’s "» - d m e ------------- -
¡IPI . ■ - .... J®command a complete line of modern, high quality pumps and a j -
vast store of knowledge concerning pump application problems., | | | -
<L..-. v ( ;:v
PU M P
G P-l
Plant managementI
Systematic interviewing of prospective workers ensures a good working staff.
Us u a l l y the in itial selection of workers in chemical p lants is the job of interviewers in the em ploym ent office. However, supervisory personnel shou ld not be relieved of the responsib ility of hiring their own men. O n ly the person in charge of an opera
tional un it know s the requirements of a specific job. D epartm ent heads and foremen shou ld have the righ t to select their own employees, since managem ent m akes them responsible for the efficient execution of w ork in their.department. F o r th is reason the
writer does no t approve of the practice of send ing requisitions to an em ploym ent office and accepting whoever has been selected
there. Som e chemical concerns follow th is procedure because experience has taught that supervisory personnel often select new employees according to one outstand ing characteristic, either per
sonality or some qualification w hich was lack ing in the m an who held the job formerly. T h e problem could be solved b y tra in ing supervisory personnel to hire people properly rather than b y tak ing away from them the responsib ility of employee selection.
T h is does not im p ly that the em ploym ent m anager shou ld have no say in the selection of workers. H is function is to see to it that prospective employees meet the general standards of the company. Production personnel, however, shou ld m ake the final selection from a num ber of applicants who are sent from the employment department. T h e decision regard ing who is best suited for a job should be based on a careful s tu d y of all applicants ac
cording to a fixed pattern. Som e of the im portant points which have to be considered in h ir ing an applicant follow.
A person who has the m enta lity , education, and expei ience needed for a certain job w ill no t necessarily become a good employee ; an applicant should qua lify as to character in order to fit into the organization. I t m ay be well to approach the interview from the technical and the hum an angle. T h e follow ing technical
qualifications should be considered.
EducationM a n y em ployers believe that applicants who took chem istry in
high school or w ho m ake chem istry their hobby w ill become good chemical workers. T h e w riter has found this to be untrue. L it tle knowledge of chem istry is of no value, and there is danger that the future employee w ill act on his own in itiative and thereby possibly cause loss in production. A chemical w'orker u sually has to keep records, do some figuring, and read instructions. I t is therefore essential that the applicant be able to read, write, and, above all, to figure. F o r m a ny years the w riter has used a stand ard form for this purpose. I t contained a sim ple instruction which
the m an who was interviewed had to read aloud; he then was asked to write on the back of th is form as m uch as he could remember. H e was also given a sim ple m ultip lication and d ivision problem. A n y em ployer w ho m akes use of this procedure w ill find a surp ris ing num ber of people wdio cannot understand a sim
ple instruction and/or are unable to m u ltip ly or divide.
ExperienceJob performance for identical types of w ork varies to a great
extent from p lant to p lant in the chemical industry. T h e value of experience in a particular line is often questionable, since the new employee m ust not on ly be taught anew but m ust also be broken of undesirable w o rk in g habits. Consequently it is advisable not to attach too m uch im portance to a m an s claims that he ha s performed sim ilar work. E v e n experience w ith specific m a
b y W a lt e r v o n P e c h m a n n
chinery and specific instrum ents should be investigated thorough ly before any credit is given. A prospective employee, for example, seeking a laboratory job m ay disclose that he has had three ' years of w eighing experience, bu t possib ly he worked on production scales and never saw
an analytical balance in h is life.
D exterityI t is extremely difficult to determ ine b y personal interview
w'hether a person hits the dexterity needed to perform a job satisfactorily. F o r th is reason m any chemical concerns have recently developed dexterity tests for prospective employees. U n fo rtunately, on ly large organizations can afford this. T h e follow ing methods do not claim the accuracy w hich can be obtained b y up- to-date dexterity tests, bu t for years they have afforded indications
of a m an’s m anual sk ill and thoroughness.M e t h o d A. T h e prospective employee is given a sheet on
w h ich a num ber of circles are printed. E a ch circle conta ins a dot, some dots are centered and some are not. T h e applicant is asked to m ark the rin gs conta in ing inaccurately centered points.
M e t h o d B . T h e applicant is supplied w ith a graph and asked
to follow the graph line w ith a pencil as closely as he is able.
M e t h o d C. T h e applicant is given a large sheet of paper and a
knife, and told to fold the paper three times and to cut it a long the fold ing m arks into eight pieces of equal size. These tests u sua lly
give a definite indication of accuracy and neatness of work.
C h a r a c t e r q u a l i f i c a t i o n sT h e ideal worker is courteous, neat, capable of fo rm ing his own
opinion, and not too talkative. H e does not fly off the handle easily and he is not a trouble maker. H e d isp lays interest in his work, prepares him self for the job ahead, and is w illing to p itch in w'hen trouble arises in production. H e is also a steady w orker and tries to see m anagem ent’s po in t of view. A dm itted ly it is alm ost impossible to find such a m an, bu t the standards serve as a guide.
In order to qua lify for a job in a chem ical plant, a person m ust have to h is credit some of these desirable characteristics and m ust d isp lay a d isposition w h ich prom ises harm onious coopera
tion w ith superiors as well as w ith co-workers. Em p lo ye rs often contend that undesirable character trends cannot be detected du ring an interview, since the prospective em ployee does his best to create a good impression. However, people cannot hide their feelings and their w ay of th in k in g entirely, and a clever interviewer, therefore, is u sua lly able to create a s ituation w hich tv ill
show the applicant in a true light.T h e em ployer w ill na tura lly d raw some conclusions from w rit
ten recomm endations. Records of th is type are not intended to
give the entire picture of a m an ’s w o rk in g hab its and character,
bu t they state good points w h ich seem w orth while.
T h e applicant shou ld not be aware that he is be ing subjected to an exam ination. Occasionally interviewers have a list of ques
tions in front of them and record their find ings du ring the inter
view. T h is practice creates passive resistance, discourages free
discussion, and thus lim its the am ount of inform ation which m ight otherw ise be obtained. I t is w ise not to a sk too m any direct questions bu t rather to lead the conversation to a certain subject and let the applicant ta lk all he wants. (Continued on page 88 A)
S . fA P t E R E C IP E
;aT EX C H frH G E R
requi
A G O O D C H E F C O N T R I B U T E S S O M E T H I N G
I N T A N G I B L E T O T H E R E C I P E !
Even though a recipe is carefully followed, inexperience has spoiled many a bride's biscuits! It takes the all-important intangibles — research, experience, manufacturing facilities, and service such as WHITLOCK offers . . . to make a heai exchanger that truly fits the ¡ob.
WHITLOCK'S policy of continued and purposeful research, combined with practical experience, pays big dividends in heat exchanger performance WHITLOCK engineers are constantly checking and correlating their findings with the most recent information of others. A careful analysis of your heat transfer problem by WHITLOCK engineers assures equipment right in thermal rating, correct in design, built to W.M. Standards. A WHITLOCK Heat Exchanger has those extra qualities that make it fit the ¡ob! Let us know your requirements.
THE W HITLOCK M A N U FA CTU RIN G CO.Mm im * CT... .... I I mm M a in office a n d P lan t, 8 4 So o th St., E lm w oo d , H a r t fo rd 1, Conn. New Y o rk » C h ic a g o • Botton • Ph ilade lph ia • Detroit • Richmond
Authorized representatives in other principal cities IN CAN A D A ; DARL IN G BROS., LTD., M ONTREAL
WHI T L OCKD E S I G N S A N D B U I L D S
B e n d s • C o lls • C o n d e n se r s • C o o le rs • H e a t E x c h a n g e rsH e a te rs • P ip in g • P re s su re V e s s e ls • R e ce ive rs • R e b o lle r s
AHEAD O f THE TIM ES FO R H A LF A CENTURY
Plant Management
I t is useless to suggest an over-all technique of interviewing since the approach as well as the routine followed depends on
m any variable factors, such as the applicant’s intelligence, cooperation, and w illingness to discuss b is problems. Regardless of the m anner in w h ich the questioner conducts the conversation he shou ld a lw ays have in m ind a clear picture of the points he w ants to cover and, above all, shou ld proceed to another question as soon as one has been answered to b is satisfaction. Interviews should be planned in such a w ay that the m ost im portant inform ation is obtained at first. I f a person has been found unqualified for a job, the interview shou ld be ended as soon as possible, and the applicant shou ld no t know the reason for h is dism issal. Call
ing weaknesses and undesirable characteristics to the attention of the applicant m igh t possib ly help him, bu t it u sua lly leads to un
necessary argum ents and, more often, to the accusation that one is t ry in g to interfere w ith his p rivate life.
Mnterviewinff procedures
n applicant u sua lly b rings w ith h im an application and/or recom m endations from form er employers. These papers should be studied thorough ly before a n y questions are asked.
T h e y m ay entail valuable inform ation in add ition to the actual data recorded. F o r example, the person w ho has not answered all the questions on his application m a y be evad ing an answer which m ight b ring discredit to him, or he m a y s im p ly be careless. The interviewer shou ld a sk for an explanation and observe the m an’s
reaction. A nnoyance m a y indicate unw illingness to accept instructions, and em barrassm ent m a y indicate adm ittance that lie has been try in g to fool the questioner. T rea t in g the incident ligh tly m a y indicate lack of appreciation for detail. I t would be w rong to draw a definite conclusion from instances of this nature; however, they should serve as a w arn ing and encourage the interviewer to em ploy additional m eans of determ ining whether his susp icions are justified. I f he finds that the applicant reacts in the same w ay to several sim ila r circumstances, he m a y safely assum e that the prospective employee w ill behave in that manner
later when w orking. I n fact, undesirable characteristics are hke ly to become more pronounced when an employee is on his ow n and no longer t ry in g to m ake the best possible impression.
Often underestimated is the im portance of observing the man- ner in w h ich questions are answered. D oe s the applicant give direct answ ers? D o e s he confine h is answers to the issue and doe3 he seem to th in k the problem over before beg inn ing to ta lk ? Some
prospective employees t ry to hide their ignorance or attem pt to stall for time b y pretending no t to understand the question. The
experienced interviewer should have little difficulty in spotting •the "ta lke r”, the m an who agrees w ith everything, and the one
w ho tries to cover up ignorance b y purposely confusing the issue.]!Ind ications of neatness are u sua lly apparent from the manner
m w hich applications are filled out. Respect for other people’s property m a y be judged b y a sk ing the applicant to look through a book. A careless m an will, in all likelihood, leave dog-ears and finger marks.
A great annoyance for production executives is to have workers m their departm ent w ho find fault w ith foreman, organization, and co-workers. T h is type of m an can read ily be detected if the interviewer purposely m akes a statem ent w hich is not quite correct. Th e fault finder w ill im m ediately correct him . One m a y also lead the d iscussion to a possible grievance the applicant m a y have had du r in g h is p revious em ployment. T h e troublem aker u sua lly welcomes an opportun ity to discredit h is form er employer.
People whose job it is to select employees adm it that no method has ye t been found to ensure that a new ly hired m an w ill tu rn out to be a satisfactory employee. In te lligent and system atic interviewing, however, w ill sift out undesirable people, and production personnel w ill be ensured a w orkable staff at all times.
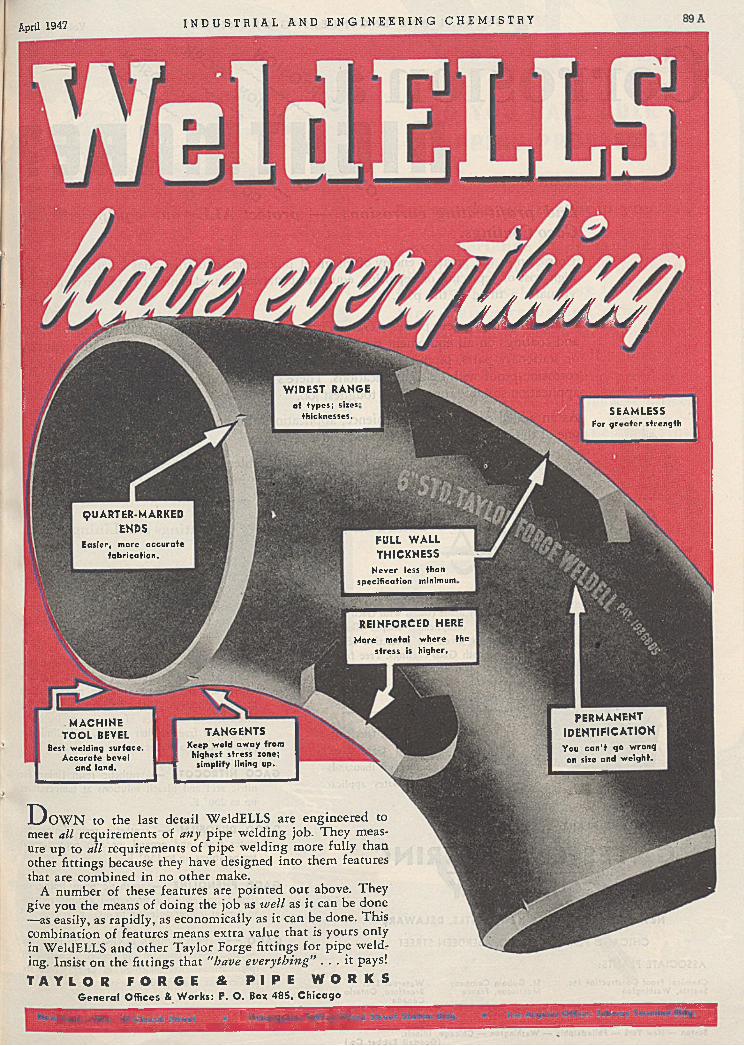
V / s s S s s ,
W ID E S T R A N G E
of types; sizes; thicknesses.
Q U A R T ER -M A R K ED
EN D SFULL W A L L T H IC K N E S S
Never less than specification minimum,
Easier, more accurate fabrication.
R E IN F O R C E D HERE
More metal where the stress is higher*
M A C H IN E T O O L BEYEL
Best welding surface. A ccurate bevel
and land*
T A N G E N T S1 Keep weld away from1 highest stress lone;T simplify lining up.
B g B M W S a S MSr.,,, rnW.
s i " m ™ ™
...H p iÄ p ttsM IH M l i S l l l l i
m iiSMgß _üiBi i ü i
D o w n to the last detail WeldELLS are engineered to meet all requirements of any pipe welding job. They measure up to all requirements of pipe welding more fully than other fittings because they have designed into them features that are combined in no other make.
A number of these features are pointed out above. They give you the means of doing the job as well as it can be done —as easily, as rapidly, as economically as it can be done. This combination of features means extra value that is yours only in WeldELLS and other Taylor Forge fittings for pipe welding. Insist on the fittings that "have everything” . . . it pays!T A Y L O R F O R G E & P I P E W O R K S
General Offices & Works: P. O. Box 485. Chicago
p e r m a n e n t
IDENTIFICATIONY o u c a n ' t g o w r o n g
o n s i z e a n d w e i g h t .
m
.wmmssmm
April 1947 I N D U S T R I A L . A N D E N G I N E E R I N G C H E M I S T R Y
SEAMLESSFor greater strength
-------- e n g i n e e r i n g c h e m i s t r y
C o r r o s i o n aVol. 39, No.
niGHTIMIRE?, - ° " » ' o V
tnd. profit-eatmgcorrosion! — protect A L L your equipment withGaco Coatings.
S v h m q t n f th6l greatCSt 6 n e m y 0 f chem ical Processing in d u s t r ie s -h a s been licked! Th<
a t h t a f o f V p a s r ” 8 equipment Bnaw' d “ USe,eSSneSS by Corrosive aai”
sing an entirely new process, Gates Engineers can now apply specialized Gaco linings
or /Jrin ° n f e<?Uipmefnt subiect t0 dama£e by corrosive liquids and fumes. Movingor stationary parts piping, fans, vats, pumps — all these and more can be made 100%corrosion-proof with Gaco applications. There’s a special coating material and method ofapplication suitable for even the toughest job
o n /n f IN ded C0St‘SavinS convenience, applications can be made either in your plant or at one of the many conveniently located Gates plants.
Bring your corrosion problem to Gates. Write today for brochure containing further information on Gaco applications and services.
Coatings and L inings______
M ixe r blade coated with Gaco Neoprene.
Even complicated shapes like this are easily given the protection of seamless,
smooth Gaco coatings. Free from harmful corrosive-action from bearing to bearing 1
G A C O N E O P R E N E — liquid or sheet form syr thetic rubber in thicknesses from 1 / 1 6 " to 3/16
for general heavy duty protection at tempera tures up to 250° F. Th is coating has found wid' use on food handling equipment.
A 78 foot pickling tank coat
ed inside with Gaco N e o
prene. Another of thousands
of successful Gates applica
tions.
G A C O N EO FLEX — ■ synthetic liquid rubber partie ularly adaptable to screen or mesh-like surface:
where d ipp ing process is more practical than brush application. H ig h dielectric strength for
insulation of all types of equipment including tools, filter frames, filter presses, and eliminator plates. Handles temperatures up to 250° F
G A C O N IT R O C O T E — synthetic resin lin ing for nitric acid and bleach solutions at temperatures up to 200° F.
M A IN O F F IC E A N D PLA N T
GATE
N E W C A '
CH IC
ASSOCIATE P,
Chemical Proof ÊÉnstruetion Inc. Seattle, Washington
INGG A C O D U R O F ILM — synthetic resin lin ing for
water tanks and general medium protection at temperatures up to 150° F.
AVENUE • N E W CA ST LE . D E LA W A R E
' PLANT — 165 NO. ABERDEEN STREET
G A C O P H E N O L IN E — synthetic resin lin ing de
signed primarily for protection against contamination at temperatures up to 400° F.
St. Gobaln Company Montlucon, Franc«
SALES OFFICES
Waterous Ltd. Branfford, Ontario Canada
G A C O — natural RUBBER LINING 3/16" thickne: selected, compounded and applied according t
specifications. Recommended in cases where ii performance is accepted as superior.
Boston — New York — Philadelphia — Washington ■ Chicago, Illinois.(Goodall Rubber Co.)

&«»!
V sK v a y
GENERAL AMERICAN TRANSPORTATION
C O R P O R A T I O N
C H I C A G O
District Offices • Buffalo • Cleveland • Dallas • Houston • Los Angeles • New Orleans • New York • Pittsburgh • St. Louis • San Francisco • Seattle • Tulsa
Washington.
DO YOU HAVE BULK
S H IP P IH G P R O B L E M S ?
W ho hasn’ t! But m aybe we can help you . . .
The experience in designing and building freight cars and operating the GATX Fleet of more than 55,000 tank, refrigerator and other cars stands behind General American. This experience may well supply the answer to your shipping problems. Just call or write our nearest office.
GENERAL AMERICAN TRANSPORTATIONC O R P O R A T I O N
135 South LaSalle Street • Chicago

ills is Why she Nash is the Bfiosi Simple Compressor
i n l e tPORT discharge
PORT
discharge
d i s c h a r g eP O R T I N L E T
P O R T
BOTÄTi0 N is. CIOCKWlSE
— _______
I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R YVol. 39, No. 4
There are no mechanical complications in a Nash Compressor. A single moving element, a round rotor, with shrouded blades, forming a series of buckets, revolves freely in an elliptical casing containing any low viscosity liquid. This liquid, carried with the rotor, follows the elliptical contour of the casing.
The moving liquid therefore recedes from the rotor buckets at the wide part of the ellipse, permitting the buckets to fill with gas from the stationary Inlet Ports. As the casing narrows, the liquid is forced back into the rotor buckets, compressing the gas, and delivering it through the fixed Outlet Ports.
Nash Compressors produce 75 lbs. pressure in a single stage W i t h capacities to 6 million cu. ft. per day in a single structure Since compression is secured by an entirely different principle gas pumping problems difficult with ordinary pumps are often handled easily in a Nash.
Nash simplicity means low maintenance cost, with original pump performance constant over long periods. Data on these pumps sent immediately on request.
No internal wearing parts.
No valves, pistons, or vanes.
No internal lubrication.
Low maintenance cost.
Saves floor space.
Desired delivery temperature
automatically maintained.
Slugs of liquid entering pump will do no harm.
75 pounds in a single stage.
M A f i H E N G I N E E R I N G c o m p a n y■ « ■ n ip J n 326 W ILSO N , SO. N O RW ALK , CONN«
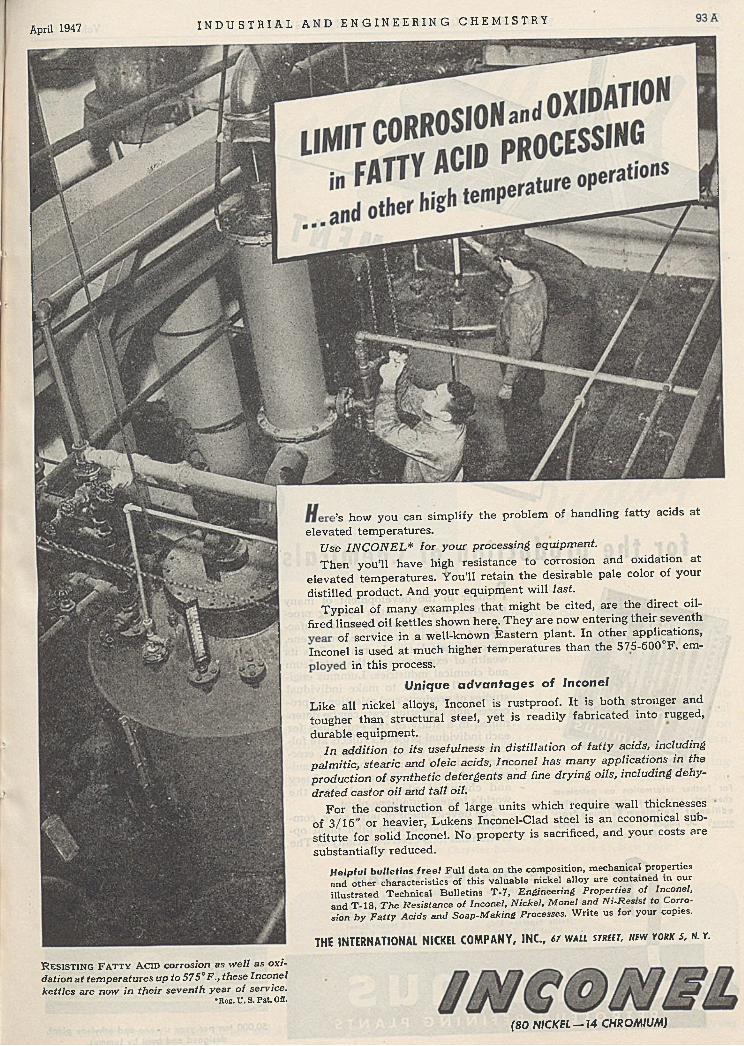
April 1947
(80 NICKEL — 14 CHROMIUM)
I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y
R e s i s t i n g F a t t y A c i d corrosion as well as oxidation at temperatures up to 575°F., these Inconel kettles are now in their seventh year ol service.
•Keg. U .S . P at. Off.
:’s h o w y o u can s im p l i f y the p ro b le m o f h a n d lin g fa tty a c id s at
e le va te d tem peratu re s.
U se I N C O N E L * f o r y o u r p ro ce s s in g eq u ip m en t.T h e n y o u ’ll h a v e h ig h re s is ta n ce to c o r ro s io n a n d o x id a t io n at
e le va te d tem p e ra tu re s. Y o u ’ll re ta in th e d e s ira b le p a le c o lo r o f y o u r
d is t il le d p ro duct. A n d y o u r e q u ip m e n t w il l last.T y p ic a l o f m a n y e x a m p le s th a t m ig h t b e cited, a re the d ire c t o il-
fired lin se e d o i l k e tt le s s h o w n here. T h e y a re n o w e n te r in g th e ir se v e n th o f se rv ic e in a w e ll- k n o w n E a s t e rn p lan t. I n o the r a p p lica t io n s,
In c o n e l is u se d at m u c h h ig h e r te m p e ra tu re s t h a n the 5 7 5 -6 0 0 ° F . em -
in th is p ro ce ss.
U n iq u e a d v a n t a g e s o f I n c o n e l
L i k e a ll n ic k e l a llo y s , In c o n e l is ru stp ro o f. I t is b o th s tro n ge r a n d to u g h e r th a n s tru c tu ra l steel, y e t is r e a d i ly fab r ica te d in to ru gged ,
d u ra b le equ ipm en t.
In a d d ition to its u se fu ln ess in d istilla tion o f fa t ty acids, includ ing p a lm itic , s tea r ic and o l e ic acids, I n c o n e l has m a n y a p p lica tion s in th e p r o d u ctio n o f s y n th e t ic d e te r g e n ts and fín e d ry in g o ils , in clud ing d e h y d ra ted ca s to r o i l and ta ll o il.
F o r the c o n stru c t io n o f la rg e u n it s w h ic h re q u ire w a ll th ic k n e sse s
o f 3 / 1 6 " o r h e av ie r, L u k e n s In c o n e l-C la d ste e l is a n e c o n o m ica l s u b
s titu te fo r so l id In c o n e l. N o p ro p e r t y is sacrificed, a n d y o u r c o sts a re
s u b s ta n t ia l ly reduced .
H elp fu l bu lletins f r e e ! Full data on the composition, mechanical properties and other characteristics of this valuable nickel alloy are contained m our illustrated Technical Bulletins T -7 , Engineering Properties o t Inconel, and T -18 , T h e R esistance o l Inconel, N ickel, M onel and N i-R esist to Corrosion b y F atty A cids and Soap-M aking Processes. Write us for your copies.
THE INTERNATIONAL NICKEL COMPANY, INC., 6 7 w a l l s t r u t , n i w y o r k s , n . y .
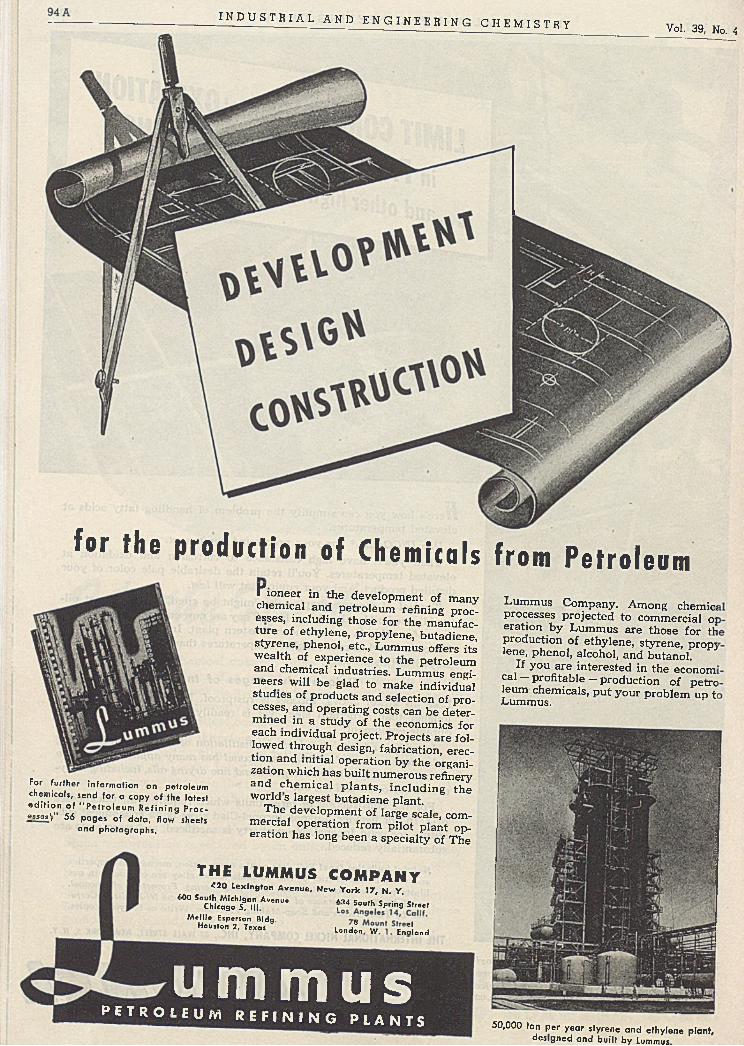
u m m u sP E T R O L E U M r e f i n i n g p l a n t s
for the production of Chemicals from Petroleum
For further information on petroleum chemicals, send for a copy of the latest ed itio n of " P e tro le u m R e fin in g P ro cesses'," 56 pages of data, flow sheets
and photographs.
P io n e e r in th e developm ent of m any chem ical and petro leum refining processes, including those for the m anufacture of ethylene, propylene, butadiene, styrene, phenol, etc., Lum m us offers its w ealth of experience to the petro leum and chem ical industries. Lum m us engineers will be glad to m ake individual s tud ies of products and selection of p ro cesses, and operating costs can be de te rm ined in a stu d y of the econom ics for each individual p roject. P ro jects are followed through design, fabrication, erection and initial operation by the organization which has bu ilt num erous refinery an d c h e m ic a l p la n ts , in c lu d in g th e w orld s largest bu tad iene plant.
T he developm ent of large scale, comm ercial operation from p ilo t p lan t operation has long been a specialty of T he
Lum m us Com pany. Among chemici processes p ro jected to com m ercial oj eration by Lum m us are those for th p roduction of ethylene, styrene, p ropj lene, phenol, alcohol, and butanol.
If you are in terested in the economi cal — profitable — production of petrc leum chemicals, p u t your problem up t, Lum m us.
t h e l u m m u s c o m p a n y/ On l o v l . . t a.<20 Lexington A venue , N ew Y o rk 17 , N . Y .
600 South M ich ig an Avenue A1 4 ç •C h icago 5, III , 4 Sooth Sp ring Street
M ell.e Esperson Bldg.Houj.on 2, Texas lo»d!„ W E r l . J
50,000 ton per year styrene and ethylene plant, designed and built by Lummus
I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R YVol. 39, No. 4
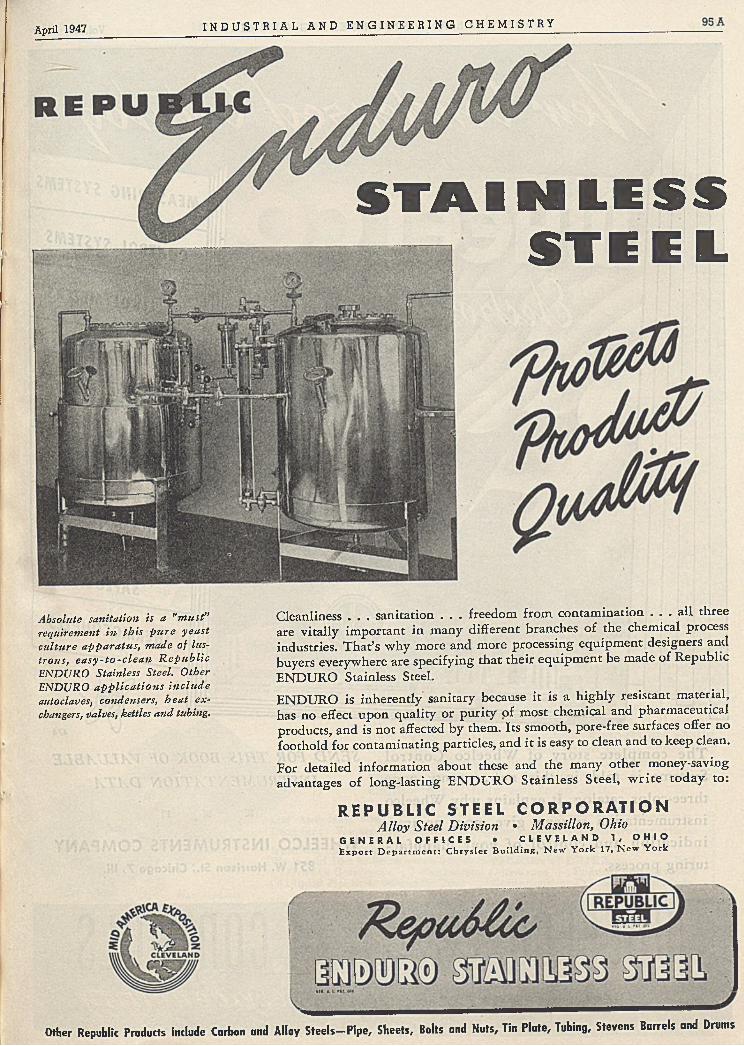
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y
Other Republic Products include Carbon and Alloy Steels-Pipe, Sheets, Bolts and Nuts, Tin Plate, Tubing, Stevens Barrels and Drums
A bsolute sanitation is a "7nust” requirem ent in th is -pure y ea st cu ltu re a p p a ra tu s, m ade o f lustrou s, e a s y - t o -c l e a n R e p u b lic E N D V R O Stainless Steel. O ther EN D U RO a p p lic a tio n s in c lu d e autoclaves, condensers, h e a t e x changers, valves, kettles and tubing.
S T A I N L E S Si f S S L
Cleanliness . . . sanitation . . . freedom from contamination . . . all three are vitally important in many different branches of the chemical process industries. That’s why more and more processing equipment designers and buyers everywhere are specifying that their equipment be made of Republic ENDURO Stainless Steel.ENDURO is inherently sanitary because it is a highly resistant material, has no effect upon quality or purity of most chemical and pharmaceutical products, and is not affected by them. Its smooth, pore-free surfaces offer no foothold for contaminating particles, and it is easy to clean and to keep clean.
Eor detailed information about these and the many other money-saving advantages of long-lasting ENDURO Stainless Steel, write today to.
R E P U B L I C STEE L C O R P O R A T I O NAlloy Steel Division • Massillon, Ohio
G E N E R A L O F F I C E S • C L E V E L A N D 1 , O H I OExport Department: Chrysler Building, New York 17, New York
resS coW^
IH U IÜ H IU B H ÏB
Vol. 39, No. 4
MEASURING SYSTEMS
C0 NTR01 SYSTEMS
„ lU V O lT M E Ï » *
POTENTIOMETERS
INPUT C O N T R O L *
in d ic a t o r s
S A F E G U A R D ^
t h e r m o coUPIES
The com plete story o f W heelco Control Systems is told in this new, twenty page three-color catalog. It explains why Wheelco instrumentation systems give more accurate ind ication and control o f your manufacturing process.
SEND FOR THIS BOOK OF VALUABLE INSTRUMENTATION D ATA
£S £2 £3
W H EELC O IN STRU M EN TS C O M P A N Y851 W. Harrison St., Ch icago 7, III.

i l g l g i %
ERIEZ M A N U F A C T U R IN G C O1 1 6 E A S T 1 2 t h S T . E R I E , P E N N A
April 1947
ERIEZ Non-Electric Permanent Magnet dismantled from the throat (above comminuting chamber) of a Fitzpatrick Model D Comminuting Machine. Note rust scale, nails, etc. adhering to the ERIEZ.
N o n - E l e c t r i c M a g n e t s
( p a t . p e n d i n g )
TriRIEZ Magnets protect the Fitzpatrick Model D Com m inuting Machine from tramp iron, rust
scale, and also protect the product being ground from contam ination! ■ Eriez Non-Electric Permanent Magnets have preference where raw m a terials are being processed throughout industry. Here, for instance, drugs, teas, herbs, roots and chemical ingredients m ust pass over the Eriez Magnet which removes all tramp iron thus protecting the rapidly revolving knives in this Fitz- M ill Com m inuting Chamber . . . Eriez Non- Electric Permanent Magnets are preferred equipm ent on machines now operating as well as on new equipment because Eriez Magnets are easily and quickly installed, and there is no operating cost . . . Whatever your separation problem, regardless of materials being processed . . . Eriez engineers will help you to solve it.
C LIP A N D M A IL T O D A YDear Sir: We are interested in removing tramp iron or ferrous particles
from the following materials: ---------------------------------: ------------------------------------------We would like to know more about installation of E R IE Z on: IEC4□ Gravity Conveyors Q Mechanical Conveyors □ Pneumatic Conveyors Q Liquid Pipelines Magnetic Trap Q Equipment or Processing Machines
N am e______________________________________________________________________________Address_____________________________________ City__________________ State_________
• iV&e+i ’TTttu^netcc 'P'iatee&a*t . . .S ee
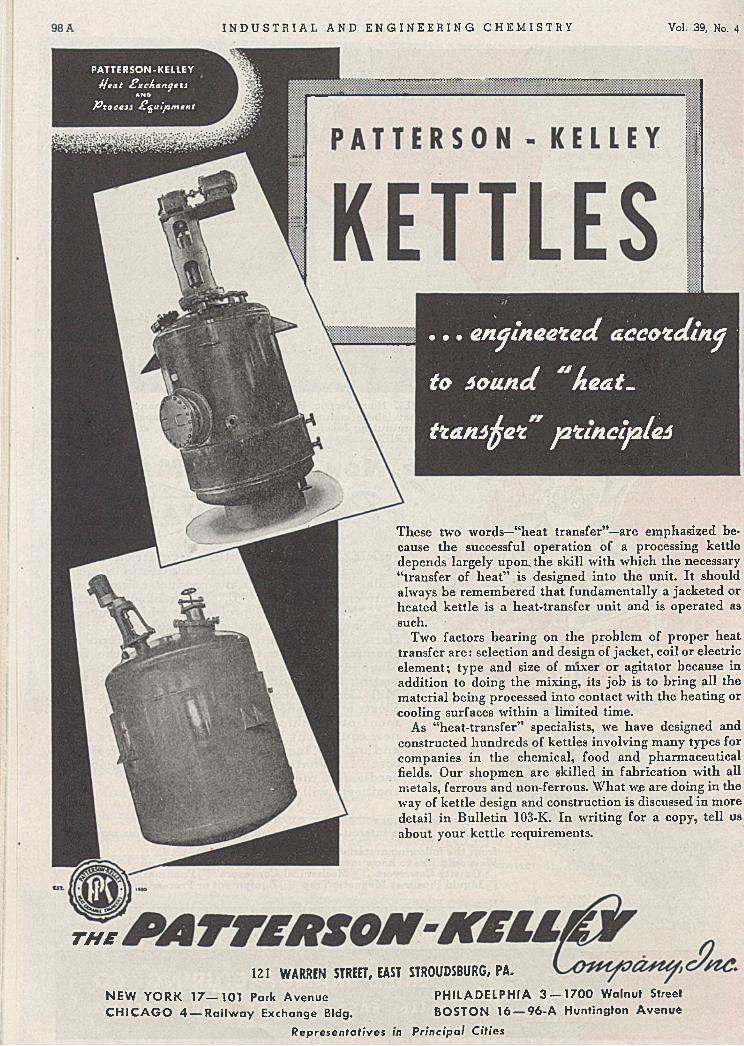
PATTERSON-KEUEY 4/oat ¿ x e f ia n fo t i
ANDP r o c e s s ¿?$ u ip m cn t
• • . enjineeted accotdinj
to 5ound " heat-
ttan5'foet' ptinciple*
I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
These two words—“heat transfer”—are emphasized because the successful operation of a processing kettle depends largely upon, the skill with which the necessary “transfer of heat” is designed into the unit. It should always be remembered that fundamentally a jacketed or heated kettle is a heat-transfer unit and is operated as such.
Two factors bearing on the problem of proper heat transfer are: selection and design of jacket, coil or electric element; type and size of mixer or agitator because in addition to doing the mixing, its job is to bring all the material being processed into contact with the heating or cooling surfaces within a limited time.
As “heat-transfer” specialists, we have designed and constructed hundreds of kettles involving many types for companies in the chemical, food and pharmaceutical fields. Our shopmen are skilled in fabrication with all metals, ferrous and non-ferrous. What we are doing in the way of kettle design and construction is discussed in more detail in Bulletin 103-K. In writing for a copy, tell us about your kettle requirements.
T H E
121 WARREN STREET, EAST STROUDSBURG, PA.
N E W Y O R K 17— 101 Park Avenue P H IL A D E L P H IA 3 — 1700 Walnut StreetC H IC A G O 4 — R a ilw a y Exchange Bldg. B O S T O N 16 — 9 6 -A Huntington Avenue
Representatives in Principal Cities
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 99 A
THE BRISTOL COMPANYW a t e r b u r y 9 1 , C o n n e c t i c u t
Bristol Instruments Now In Stock...
FOR
Due to a fortunate m aterials situation Bristol has been able to build a sufficient stock to offer immediate delivery of the following instruments:
T e m p e r a t u r e C o n tro lle rs (T h e r m o m e te r a n d P y r o m e te r )
£ R e co rd in g a n d In d ica tin g P y r o m e te r s
Q A i r - O p e r a t e d T h e r m o m e t e r C o n tro lle rs
Q p H Recorders a n d C o n tro lle rs
^ R e co rd in g A m m e t e r s a n d V o ltm e te r s
P y r o m e t e r C o n tro lle rs (Electric a n d A i r - O p e r a t e d )
^ R e co rd in g G a u g e s
£ R eco rd ing T h e r m o m e te r s
£ R u n n in g -T im e Recorders
P le a se fo rw a rd y o u r B u l le t in W 1811 a n d S t o c k L i s t s a s ch ecked below .
□ G 600 (G au ges)
□ T800 (Thermometers)
□ B210 (Temperature Controllers)
□ E l l 00 (Electrical)
□ pH 1300 (pH instruments)
D P I200 (Pyrometers)
□ W 1800 (M isce llaneous)
W e are p a rt ic u la r ly in te re ste d i n .......................
...................................... , r a n g e ................. ..........
P le a se ha ve re p re se n ta t ive c a l l ...
N a m e ...................................................................
C o m p a n y ............................................
S t r e e t .................................................
C i t y ............................ Z o n e .......S ta te
BRISTOL RECORDING AND CONTROLLING INSTRUMENTS
W r ite fo r S t o c k In s t r u m e n t B u lle t in N o . W1811. T h e B r is t o l C o m p a n y , 110 B r i s t o l Road, W a te rb u ry 91, C on n . (The B r i s t o l Co. o f C anada , Ltd., T o ro n to , Ont., B r i s t o l ’s In s t ru m e n t Co., Ltd., L o n d o n N .W . 10, Eng .)
fwq/weers process cow fro/
for ¿e /fe rp ro /a cfs a w /p ro f/s
R D I N G I N S T R U M E N T S
100 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
N e w
BetterG re a te r E co n o m y
CALCIUM STEARATE
cda/cOctn £Pfeafra/e fPcw c/el
* BULK—6 lbs. per cubic foot
t FINENESS—99Vz% through 325 mesh
11 HEAVY METALS—Mee/s food standards
3 WATER SOLUBLE SALTS—Less than 0.1% as chloride
* When packed, 11.5 lbs. per cubic foot. Easily fluffed back to 6 lbs. per cubic foot.
t This means that all aggregates will pass the finest commercially used screen. Actually the ultimate particles are of the order of 3 to 5 microns in size. This insures smoothness and
freedom from grit.
H This means that the excellent properties of the new material can be applied to foodand pharmaceutical uses.
f| This means that, with the use of this lubricant, electrical parts can be molded without affecting electrical resistance. It also means that emulsions are easily made and permanent when
this compound is used in them.
A refinement of manufacturing techniques—backed by 80 years of experience—gives industry a new and better Calcium Stearate Impalpable Powder Grade A, with enhanced use values at greater economy than ever before. Other stearates are also improved correspondingly. For further
information ask your nearest Mallinckrodt office.
MALLINCKRODT80 %/eaM cj? ¿Pekmce
M a llin ck ro d t St., St. Louis 7 , M o C H IC A G O • P H ILA D ELP H IA
CHEMICAL WORKSûi r& /ien ifcci/ fy/éeM 72 G o ld St., N ew Y o rk 8, N. Y.
LOS A N G ELE S • M O N TREA LU N I F O R M D E P E N D A B L E P U R I T Y
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 101 A
« H e * „ V„
Belte| Fastei
' Simpson Mixers are built in 10 sizes, from
1/5th to 50 cu. ft. capacity.
a t i
Wherever you find sTmp^oni;M^fers handling d semi-dry or plastic mateiSals, you'4ld|nd.;sqUmied.. . . users who like the uniformly higlf product quality, increased mixing speed, and the loiter production and maintenance costs made possible through the mulling principle of controlled mixing.
The money-saving features of Simpson Mixers are not just idle claims . . . they are job-tested and proved on hundreds of chemical process installations.
National Engineering service is yours for the asking. Write today.
NATIONAL ENGINEERING COMPANYS 0 9 M a c h i n e r y H a l l B l d g . • C h i c a g o 6 , I I I .
Manufacturers and Selling Agents for Continental European Countries—The George Fischer Steel & Iron Works, Schaffhausen, Switzerland. For the British Possessions, Excluding Canada and Australia— August's Limited, Halifax, England. For Canada— Dominion Engineering Co.,
Ltd., Montreal,'Canada. For Australia and New Zealand — Gibson, Battle & Co., Pty., Ltd., Sydney, Australia
Available with oil, steam or water jackets, for
vacuum mixing, and also In corrosion-resistant
materials.

SAFETY HEADS are versatile . . . are tailor made to fit your specific needs. No working parts. SAFETY HEAD rupture disks are quickly and easily replaced. No other pressure relief device offers such complete protection with such economy. New SAFETY HEAD rupture disks are guaranteed to burst within five per cent of specified pressure at stated temperatures!
GET YOUR COPY OF THIS FREE BOOKLET . . . WRITE TODAY!A l l the facts abou t S A F E T Y H E A D S . . . descrip tion , specifications, app lica tion s. A d d re s s y o u r letter to Spec ia l P ro d u c ts D iv is io n , B lack, S iv a lls & B ry so n , Inc., P o w e r and L ig h t B u ild in g , K a n sa s C ity 6 , M o . F o re ig n In q u ir ie s In v ite d . C ab le A d d re ss : B lack , K a n sa s C ity, U . S .A .
BLACK, SIVALLS & BRYSON, INC.
Em e rge ncy supp le m en t to re lie f va lve (above). Benea th re lie f valve to p revent c o r ro s io n and s t ic k in g (below).
102 A Vol. 39, No. 4
T h o u s a n d s o f P l a n t s R e l y o nBS&B SAFETY HEADS• Wherever you have a liquid or a gas under pressure. . . 5 to 25,000 psi . . . Black, Sivalls & Bryson SAFETY HEADS can be installed to give you instant pressure relief when needed. SAFETY HEADS give emergency relief when operating pressures are fairly constant. SAFETY HEADS guard against relief valve failures resulting from valves sticking or other factors such as sudden increases in pressure. You can eliminate leakage — isolate relief valves from corrosive materials by installing SAFETY HEADS below the relief valves.
U s e d b y itse lf, t h is S A F E T Y H E A D p r o v id e s a d e q u a te e m e rge ncy protection .
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 103 A
Larger type, graphic formulas, and a new format facilitate your finding the chemicals in which you are interested, included are description, principal physical and chemical properties, uses, and shipping containers. This new products list also describes briefly the various chemical processes and facilities which Hooker has available for industry.
You who are not yet acquainted with Hooker Chemicals will find this new Products List an excellent introduction to a
source for industrial chemicals of high purity; it will also pay you to refer to this Bulletin whenever you need chemicals. Feel free, too, to call on Hooker’s Technical Staff for advice and help on the application of Hooker Chemicals to your problems.
The words “ Bulletin 100” on your business letterhead will bring you a copy of the Hooker General Products List.
H O O K E RE L E C T R O C H E M I C A L
C O M P A N Y9 Forty-Seventh Street, Niagara Falls, N. Y . r York, N. Y . Wilmington, Calif.
Tacoma, Wash.
ë f r ï o t n / / e A a / / ^ / / e ¿¡a / t/ A
We’ve increased the size of General Products List from 4 to 20 pages. Several new products been added and you will want brought up to date oil our chemicals. The increase in pages comes from an endeavor to make it easier for you to get the information you want about Hooker Chemicals.
Caustic Soda Paradichlorbenzene
Muriatic Acid Chlorine
Sodium Sulfide Sodium Sulfhvdrate
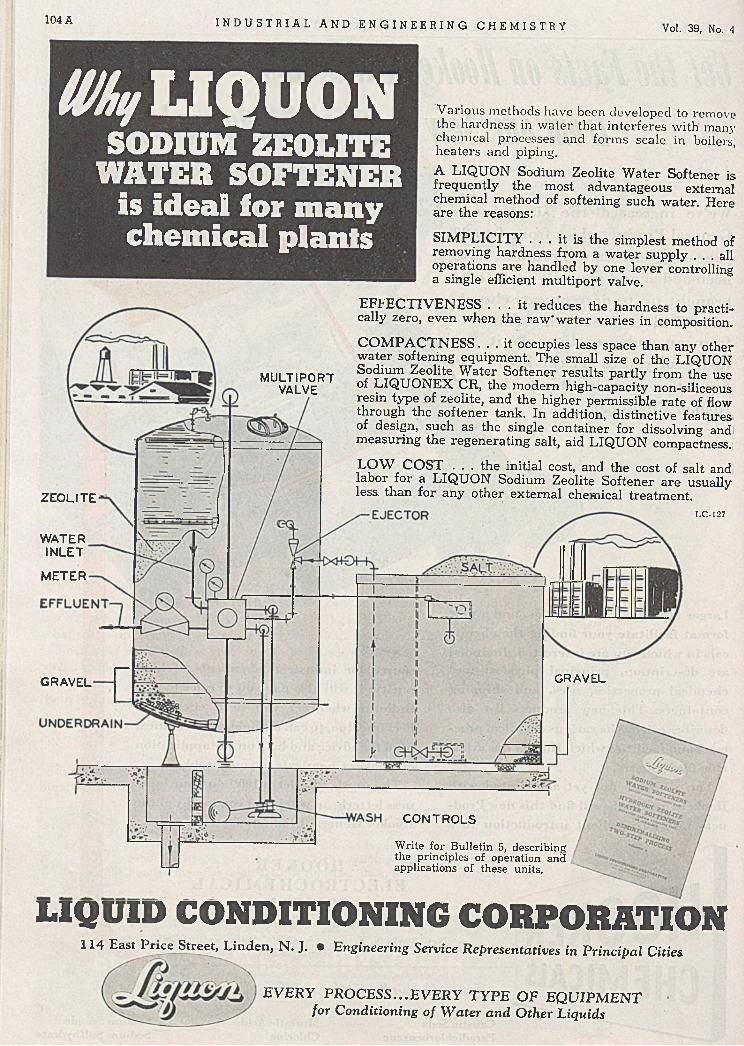
104 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
M V L I Q U O NSODIUM ZEOLITE
WATER SOFTENER is ideal for many chemical plants
M U L T IP O R TV A L V E
ZEOLITE
WATERINLET
METER
Various methods have been developed to remove the hardness in water that interferes with many chemical processes and forms scale in boilers, heaters and piping.A LIQUON Sodium Zeolite Water Softener is frequently the most advantageous external chemical method of softening such water. Here are the reasons:
SIMPLICITY . . . it is the simplest method of removing hardness from a water supply . . . all operations are handled by one lever controlling
---------------- a single efficient multiport valve.
EFFECTIVENESS . . . it reduces the hardness to practically zero, even when the. raw'water varies in composition.
C O M PACTN ESS. . . it occupies less space than any other water softening equipment. The small size of the LIQUON Sodium Zeolite Water Softener results partly from the use of LIQUONEX CR, the modern high-capacity non-siliceous resin type of zeolite, and the higher permissible rate of flow through the softener tank. In addition, distinctive features of design, such as the single container for dissolving and) measuiing the regenerating salt, aid LIQUON compactness.,
L O W COST . . . the initial cost, and the cost of salt and labor for a LIQUON Sodium Zeolite Softener are usually less, than for any other external chemical treatment.
LC-127
GRAVEL GRAVEL
L I Q U I D C O N D I T I O N I N G C O R P O R A T I O N114 East Price Street, Linden, N . J. • Engineering Service Representatives in Principal Cities
EVERY PR O CESS...EVERY TYPE OF EQ U IPM ENT for Conditioning of Water and Other Liquids
CON TRO LS
W rite for B u lle t in 5, d escrib ing the p rin c ip le s of operation and app lications of these units.
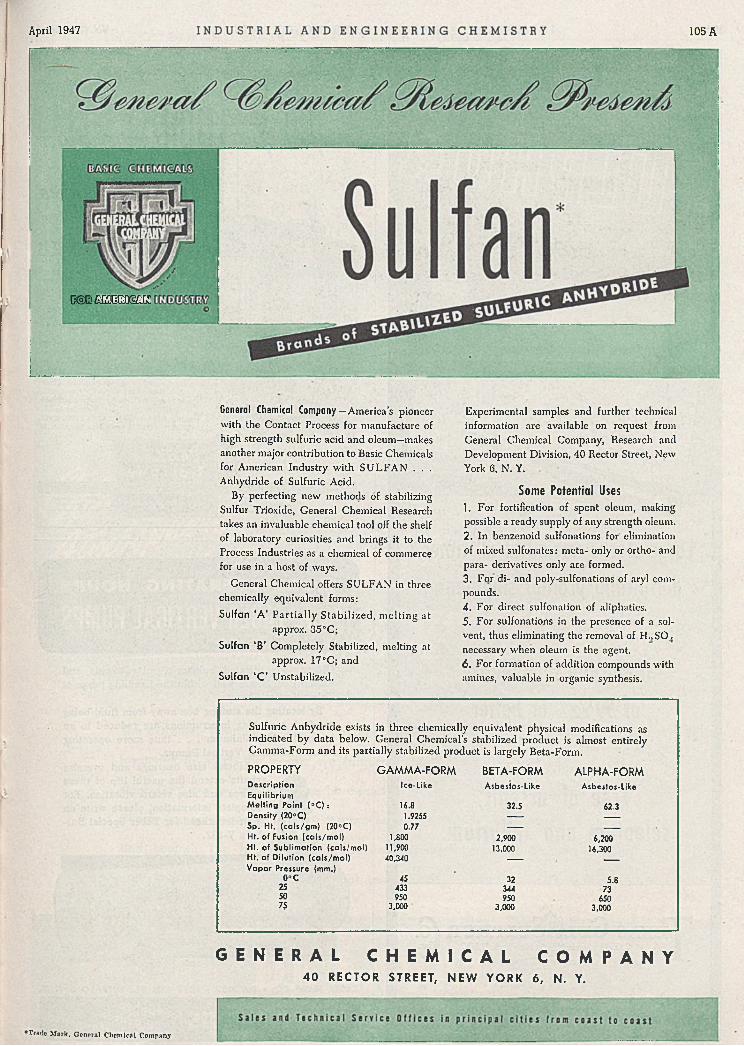
c@ü! Í I ÍQ C X Q L K
Sulfuric Anhydride exists in three cliemically equivalent physical modifications as indicated by data below. General Chemical's stabilized product is almost entirely Gamma-Form and its partially stabilized product is largely Beta-Form.PROPERTY GAMMA-FORM BETA-FORM ALPHA-FORMDescription Ice-Like A sbesto s-L ike A sbestos-L ikeEquilib rium M e lt in g Point (°C ) : 15.8 32.5 82.3Density (20°C) 1.9255 ------ ____Sp. HI. (ca ls/gm ) (20°C) 0.77 ------ ------
Ht. of Fusion (cols/m ol) 1,800 2,900 6 ,2 0 0Ht. of Sub lim ation (cals/mol) 11,900 13,000 16,300Ht. of D ilution (cals/m ol) 20,340 ____ ____
V o p o r Pressure (mm.) 0 "C 45 32 5.8
25 433 344 7350 950 950 6507$ 3,000 3,000 3,000
105 A
♦Trade Mark. General Chemical Company
April 1947
G E N E R A L C H E M I C A L C O M P A N Y40 R E C T O R STREET, N E W Y O R K 6, N. Y.
General Chemical Company—America’s pioneer with the Contact Process for manufacture of high strength sulfuric acid and oleum—makes another major contribution to Basic Chemicals for American Industry with SU L FA N . . . Anhydride of Sulfuric Acid.
By perfecting new methods of. stabilizing Sulfur Trioxide, General Chemical Research takes an invaluable chemical tool off the shelf of laboratory curiosities and brings it to the Process Industries as a chemical of commerce for use in a host of ways.
General Chemical offers SULFAN in three chemically equivalent forms:.Sulfan ‘A ’ P a rtia lly S tab iliz ed , m elting at
approx. 35°C;Sulfan ‘B’ Completely Stabilized, melting at
approx. 17°C; and Sulfan 'C* Unstabilized.
Experimental samples and further technical information are available on request from General Chemical Company, Research and Development Division, 40 Rector Street, New York 6, N. Y.
Some Potential Uses1. For fortification of spent oleum, making possible a ready supply of any strength oleum.2 . In benzenoid sulfonations for elimination of mixed sulfonates: meta- only or ortho- and para- derivatives only are formed.3. For di- and poly-sulfonations of aryl compounds.4. For direct sulfonation of aliphatics.5. For sulfonations in the presence of a solvent, thus eliminating the removal of II., SO , necessary when oleum is the agent.6. For formation of addition compounds with amines, valuable in organic synthesis.
TaberPum ps
< z/io w pressures
In heat transfer processes using high temperatures, McKee-Eclipse Dowtherm Vaporizer« offer the following unusual advantages: High temperature vapor phase heat up to 650® or 700° with pressures o f only 55 lbs.; exceptionally easy to control temperature o f product, by simply controlling temperature or pressure o f vapor generated in the Dowtherm unit. This prevents over-heating, scorching, or discoloring o f product and rapid corrosion o f metal containers often encountered when using direct heat
In the McKce-Eclipso Dowtherm Vaporizer, you get a complete package, consisting o f boiler with combustion chamber, burner, combustion safety equipment, electric-pressure controller, low-level fuel cut-off, etc. Write for bulletin giving full details. ECLIPSE FUEL ENGINEERING CO.,779 South Main, Rockford, I1L
M c K e e - E c l ip s e D o w th erm V a p o rize r ¡o r heating Jacke ted A uto c la ce , Gas-fired o r o il- fired m odels from 33 ,000to 1,000,000 B T U p e r h r .
Car Scfrty Shut-Otf Vatin CentrHufQt Prtunrr Blautrt Air-Got Proportional M in n
M cKrt Cat Burntr, tor hith-prtuoro
ttram kotlrri—fal or oil
Large stocks carried at all times, permitting prompt shipments
Oleum , concentrated sulphuric, m ixed acids and s im ilar liquids, are w ell w ithin the hand ling range of T aber Vertical Pum ps.
B y locating the stuffing box aw ay from flu id being handled, repacking interruptions are reduced to an inconsiderable m in im um . . , thus m ore operating h o u rs w ith Tabe r Vertical Pum ps.
L ibe ra l size bearings and oversize jd ffS shafts extend the use fu l life of these
jfejpy pum ps and also retard vibration. E o rs K '» i j S complete information, please write on
you r letterhead for Taber Special B u l-
J l j v L V-837,
Freeselenium
or arsenic, and te l lu r iu m
E X A S G U t é S u L P H ü R75E.4 5 '” Street New York 17.N.Y.
Mine: Newgulf, Texas
0^ f .
042GA
TABER PUMP CO. • Esf. 1859 293 ELM ST., BUFFALO 3 , N . Y.
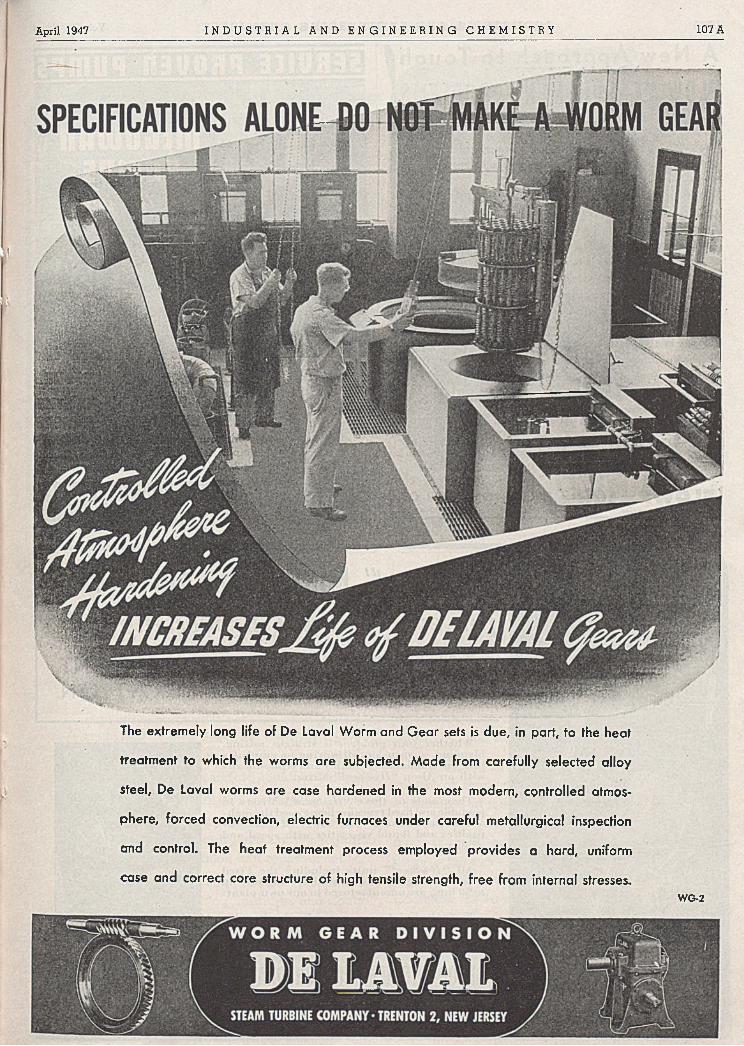
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 107 A
The extremely long life of De Laval Worm and Gear sets is due, in part, to the heat
treatment to which the worms are subjected. Made from carefully selected alloy
steel, De Laval worms are case hardened in the most modern, controlled atmos
phere, forced convection, electric furnaces under careful metallurgical inspection
and control. The heat treatment process employed provides a hard, uniform
case and correct core structure of high tensile strength, free from internal stresses.W G -2

108 A
FLOW MEASUREMENT PROBLEMS*
I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y
A N e w A p p r o a c h to T o u g h ! IVol. 39, No. 4
"Hy-Speed" MIXERS a n d AGITATORSfor every liquid processing jobA S S U R E D E P E N D A B L E , E F F I C I E N T
A N D E C O N O M I C A L O P E R A T I O N
Designed specifically for.use where high pressures, high temperatures,
possibility o f liquid hammer or handling of hazardous gases or liquids
makes the use of F L O W R A T O R S
with exposed glass tubes dangerous
or impractical. A lso well suited for
steam measurement.
This instrument incorporates all of
the newest developments in variable
area type flow rate measurement.
Its in-a-line valve-body construction
permits direct horizontal installation
into the piping system. It may be
obtained as a standard flow-rate in
dicating meter, or as a recording or
recording-controlling or totaliz ing
meter with readings at the meter or
at a remote location.
Send for Cata log 4 0 which gives a
full description of this Instrument.
FLOWRATOR • F ISCHER 6- PORTER CO.TatctM ABK DEPT. Ç .7 D ____________ HATBORO, PA.
WRITEFOR
CATALOG200
JjOSl . . GRSOLinEBUTflne • PROPRHE • [RUSTICS REIDS • BUTRDIERE • STVRERE. . w rite o u r E n g in e e r in g D ept., M cG o w an P u m p D ivision, L ey m an M fg. C orp ., C in c in n a ti 2, O hio , for co m p le te in fo rm ation .
Show ing the ease o f m ounting portable m ixer on any tank. T h is standard model, available in all sizes from M h.p. up, m akes any tank a m ix ing tank.
Whether your problem is straight mixing, blending, suspension, dissolving or emulsifying, you can handle it simply and economically with an Alsop ltH y-S peed” Mixer.
Thousands of these “ Ify-S peed” Mixers in portable and fixed types are being used throughout industry on a wide range of tank capacities and liquid viscosities with speed and efficiency.
All “ H y-S peed” units including the Fixed Side-Entering Agitators, available in sizes up to 50 h.p., are manufactured in our own plant.
_ We invite you to use our services in the solution of your mixing problem, write us giving details o f liquids and quantities to he handled.
ALSOP ENGINEERING CORPORATIONFilters, Filter Sheets, Pumps, Tanks, Mixers, Agilators
204 Black Road, Milldale, Connecticut
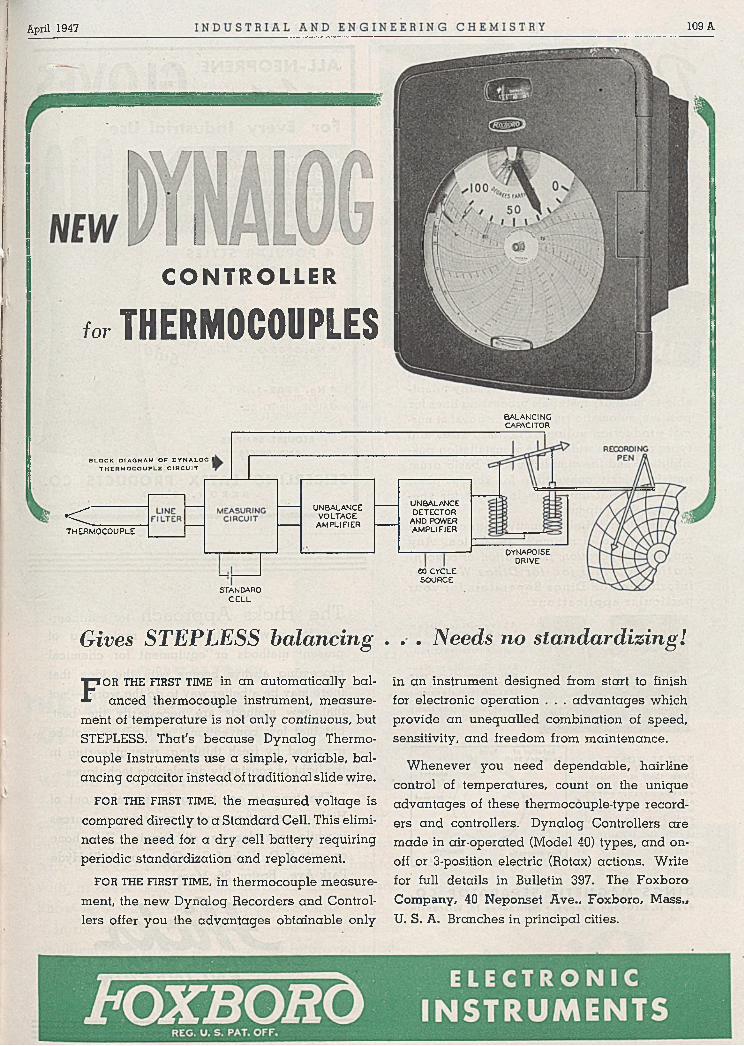
April 1947 109 A
for
CONTROLLER
THERMOCOUPLES
balancingC A P A C ITO R
Gives STEPLESS balancing . . . Needs no standardizing!
B L O C K D I A G R A M O F D Y N A L O G I T H E R M O C O U P L E C I R C U I T
<T H E R M O C O U P L E
STANDARDC E L L
U N B A L A N C EV O L T A G E
A M P L IF IE R
F OR THE FIRST TIME in an automatically balanced thermocouple instrument, measure
ment of temperature is not only continuous, but STEPLESS. That's because Dynalog Thermocouple Instruments use a simple, variable, balancing capacitor instead of traditional slide wire.
FO R THE FIRST TIME, the measured voltage is compared directly to a Standard Cell. This eliminates the need for a dry cell battery requiring periodic standardization and replacement.
FO R THE FIRST TIME, in thermocouple measurement, the new Dynalog Recorders and Controllers offer you the advantages obtainable only
U N B A L A N C E D E T E C T O R
A N D POW ER A M P L IF IE R
CO C Y C L E S O U R C E
D Y N A P O I5 ED R IV E
in an instrument designed from start to finish for electronic operation . . . advantages which provide an unequalled combination of speed, sensitivity, and freedom from maintenance.
Whenever you need dependable, hairline control of temperatures, count on the unique advantages of these thermocouple-type recorders and controllers. Dynalog Controllers are made in air-operated (Model 40) types, and on- off or 3-position electric (Rotax) actions. Write for full details in Bulletin 397. The Foxboro Company, 40 Neponset Ave., Foxboro, Mass., U. S. A. Branches in principal cities.

110 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
★ Im perm eab le to practically all acids and caustics
★ H igh ly resistant to oils and greases
ALL-N EO PREN E
^.atex vL UFor Every Industrial Use
4 P O P U L A R S T Y L E S* N o . 5 7 6 0 - 5 , 18" LONG EXTRA LONG GAUNTLET GAUGE .030 TO 040SIZES 10, 11
* N o . 5 7 3 7 - 2 , 14" LONG -, LONG GAUNTLET KGAUGE .030 TO .040 SIZES 9- 10- 11- 111/2-12★ N o . 5 7 0 5 - 5 , H " LONG * * SHORT GAUNTLETGAUGE .020 TO 025 SIZES 9- 10-11* N o . 5 7 0 2 - 5 , 10i/2” LONG LIGHT DUTY GAUGE .010 TO .012 SIZES 7-8-9- 10-11
.L /in gs Drum Type Magnetic Separators are readily adapt
able to most dry materials processing lines for positive, automatic tramp iron removal at normal production volume. Standard sizes and types provide a wide range of installation possibilities; and the simple, rugged basic drum unit is quickly convertible for special plant installations at unusually low cost for specially-built equipment.
Other Dings "High Intensity" units cover the complete field of magnetic separation. A n y magnetic separation, purification or concentra tion jo b is a jo b fo r D ings. Write for information on Dings Separators for your particular applications.
i A b o v e — Dings Drum| 4 Typo Separator used forH from
Jr ' MS derednon-ferrous metals.
netic Drum cleans malt as ^ leaves the storage
Srcralaf''1 bins... A typical example1 ° * P o s i t i v e l y protecting
food products from tramp iron contamination.
REQUEST SAMPLES AND PRICES
Rotation of Feed Revolving Shell aHOW IT WORKS . . .
Magnets inside Dings Drum shell are stationary. Only drum shell revolves, carrying iron around to underside, where it is discharged away from the normal trajectory of material being cleaned. Installation may be in chute, duct, or trough.
S ta tio n aryM agnetPoles
M agnetCoils
MagneticDischarge
Non M agnetic Discharge
D I N G S M A G N E T I C S E P A R A T O R C O4 7 2 8 W . M cG eo g H A v e n u e • M ilw a u k e e 14, W is c o n s ii
‘Magnetic Separation H eadquarters Since 1899'
O R O N I T E C H E M I C A L C O M P A N Y200 Bush St., San Francisco 4 , C a lif • 30 Rockefeller P la ia , N ew Y o rk 20, N .Y .
Standard O il Building, Los Angeles 15, C a lifo rn ia
THE FLOODGATES , OF PRODUCTION
We hold the belief that a ll the knowledge to be gained through careful research is essential to the production o f a superior product. So each new Oronite product starts with a trickle. Drops to be analyzed, experimented with, in order that increased facilities and complete know-how may bring quantity production.
In the industrial chemical field, you can look with confidence to Oronite for more and improved products to serve the needs o f industry.

j 337 CENTRAL AVE JERSEY CITY 7, N. J,
f'S IN THE G R O O V E '
Top photograph shows the molding of a large Chevron ring. Photo at left shows a few of the thousands of molds of various sizes. Below is photo of Chevron packing which shows unique hinge-like construction.
O M E G A M A C H I N E C O .(D iv is io n o f B u ild e rs Iro n F o u n d ry )
27 C O D D IN G ST., P R O V ID E N C E 1, R. I.
f a t o w M o w
L ' r o m specially prepared quality controlled X Garlock materials experienced craftsmen mold Garlock Chevron, the automatic packing with the exclusive hinge-like construction.
The greater the pressure the tighter it packs; as pressure decreases the packing contracts. Friction on the rod and on the packing itself is thereby reduced to a minimum. . . Specify G a r l o c k 430 Chevron for hydraulic service; 431 for oils at low tem- peratures;530 for steam, air or gas;531 for hot oils.
T H E G A RLO CK P A C K IN G CO M PA N Y f f l K PA LM YRA, N , Y.
In C anada: T he Garlock Packing Companyof Canada L td., M ontreal, Que. H a. 3 -I IX'III
I his Instrument retains oil of the advantages of the well established Hercules method without an y of Its disadvantages. Range extended to cover from 75 to 1,000,000 centipoises Constant temperature jacket built-in. Automatic timer can be furnished upon request. Write for bulletin No. 451.
U. S. PATENT N O 2.2S2.572 LICENSED UNDER HERCULES PO W DER C O PATENTS
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 113 A
PERF
/ H E ¡H IG H P U B L IC S T A N D IN G of' i s P f iW
the O i and Gas Production ¡.try is
not accliental. ¿ail Wengineering, Fal Ipcation
Or £ rection N H A R V E S T I
ural resources, prodicers have an obliga'$ ||c
tion to, ¡¿ave everyiparticle of .j|ótentia
energy — and they ¿are carrying fflmjt.
M S B S E R V E T H l IN D U S T R | in de
sign, engineering, faWaation and ( erection
(all in one good orL'at Ration) of process
plants to extract yBuable hydrocarbons
from gas once w aste land make the , esidue
available11“o heat homes, cook m-is s and
fire indu-;iiial furnaces. mm-
and fChemical Industries
P. Ö|/BpX 2634 P'
H O U s I p 1, TEXAS
BROWN & ROOT, Inc
F R O M F L A R E S T O F U R N A C E S
his BARNSTEADTIME« MONEY» WORK
R R f t P f f l
s W I V I E R T E S T E R _ _
ß a M U ted ' p u t
TJtAOC MAJU R E Ç U S PAT. O f f .
Q mm suiiaisL(b sJ jw sM f
STILL & STERILIZER Caine.
HARPERCtuMU/O
Q m m stdiatii,(DsJiv&htff
100 LÄNESVILLE TERRACE, FOREST HILLS. BOSTON 31. MASS.
FEED BY WEIGHT
THE AUTOMATIC FEEDER- WEIGHER-CONVEYOR
Schaffer Poidometers will proportion or feed your bulk material automatically with a high degree of accuracy. They are now being used for proportioning of feeding materials in the following industries— Cement, Process, Ceramic, Oil Refining, Feed, Soap, Ore, Gypsum, Lime and many others.If you are handling a variety of materials, arrange your Poidometers in batteries— set one for each material and for the proportion wanted— then forget it! The Poidometers will do your bidding better than your most loyal employee. If any machine is not getting its full quota of material, the entire battery will automatically stop. Space does not permit of a thorough explanation of the many cost-saving qualities of Schaffer Poidometers.Install Schaffer Poidometers and Watch Results.
W rite f o r c a ta lo g N o . 3
SCHAFFER POIDOMETER CO.2828 Sm allm an St._________ Pittsburgh 22, Pa.
use inChemical
114 A
I E V E R L A S T I N G F A S T E N ! N G S ]
Your top so u rce oi b rass fasfenings today is H arp e r . . . the o rganization th a t specializes in m an u fac tu rin g an d stocking b rass bo lts, nuts, screw s, w ashers, rivets an d accesso ries . . . as w ell as o th e r non-ferrous an d sta in less s teel fastenings. Im m ediate sh ip m ent from alm ost all of 5 ,2 0 0 stock item s. W rite for sum m arized catalog of strong , d u ra b le fastenings th a t resist ru s t an d corrosion.
THE H. M . H A R P E R C O M P A N Y2 0 6 » F le tch e r St. • C h ica g o 18, III.Bunches or Representatives in principal cities
Vol. 39, No. 4
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 115 A
LEADERSHIP IS W LIT I
EUR SS SEARS
SO LV A Y PRODUCTS FOR THE TEXTILE IN DUSTRY
Ammonium Chloride-
Caustic Potash
Caustic Soda
Liquid Chlorine
Potassium Carbonate
Soda Ash
Sodium Nitrite
Calcium Chloride
SQLVAY SALES CORPORATION Alkalies and Chemical Products Manufactured by The Solvay Process Company 40 ReCtöf Stf68t, HCW Yoiic 8 , H. ¥*
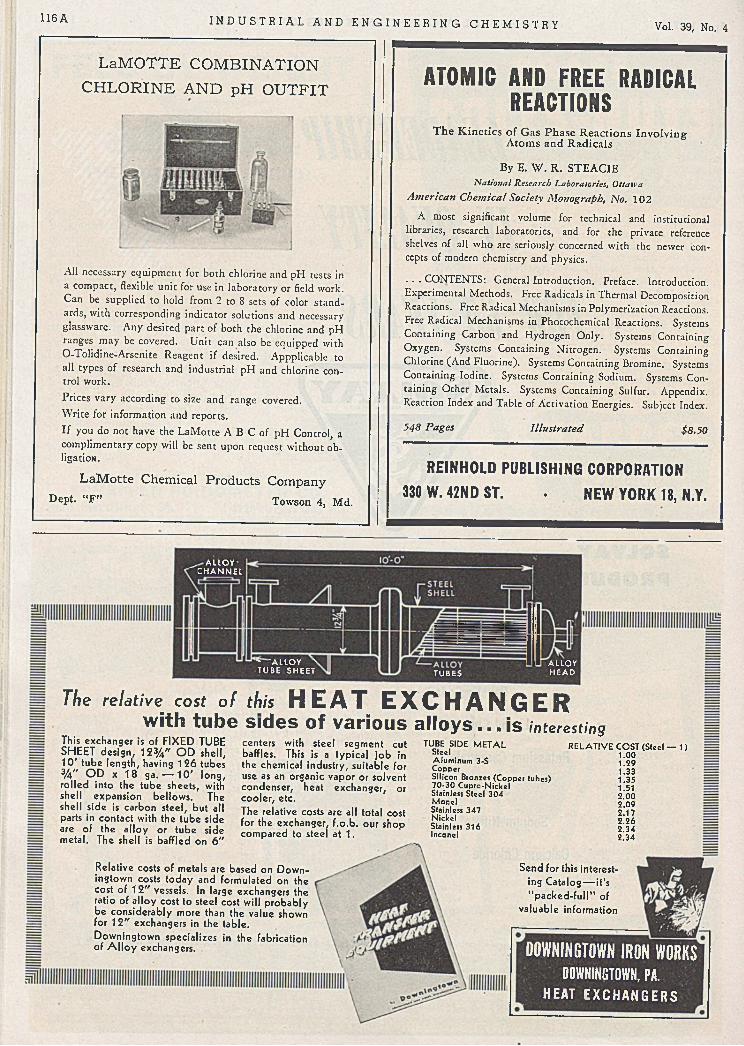
116 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
LaM OTTE COM BINATION CHLORINE A N D pH OUTFIT
All necessary equipm ent for both chlorine and pH tests in a com pact, flexible u n it for use in laboratory or field work. Can be supplied to hold from 2 to 8 sets of color s tan d ards, w ith corresponding indicator solutions and necessary glassware. Any desired p art of both the chlorine and pH ranges m ay be covered. U nit can also be equipped with O-Tolidine-Arsenite Reagent if desired. Appplicable to all types of research and industrial pH and chlorine control work.Prices vary according to size and range covered.W rite for inform ation and reports.I f you do not have the L aM otte A B C of pH Control, a com plim entary copy will be sent upon request w ithout obligation.
LaMotte Chemical Products Company Dept. “F ” Tow son 4, M d .
ATOMIC AND FREE RADICAL REACTIONS
T h e K in e t ic s o f G a s Ph a se R e ac t io n s In v o lv in g A to m s and R a d ic a ls
B y E. W . R . S T E A C IE
National Research Laboratories, Ottawa American Chemical Society Monograph, No. 102
A most significant volume for technical and institutional libraries, research laboratories, and for the private reference shelves of all w ho are seriously concerned w ith the newer concepts of modern chemistry and physics.. . . CONTENTS: General Introduction. Preface. Introduction. Experimental Methods. Free Radicals in Thermal Decomposition Reactions. Free Radical Mechanisms in Polymerization Reactions. Free Radical Mechanisms in Photochemical Reactions. Systems Containing Carbon and Hydrogen Only. Systems Containing Oxygen. Systems Containing N itrogen. Systems Containing Chlorine (And Fluorine). Systems Containing Bromine. Systems Containing Iodine. Systems Containing Sodium. Systems Containing Other M etals. Systems Containing Sulfur. Appendix. Reaction Index and Table of Activation Energies. Subject Index.548 Pages Illustrated $8.50
REINHOLD PUBLISHING CORPORATION
330 W. 42ND ST. • NEW YORK 18, N.Y.
A L L O Y 'C H A N N E L
6 " A L L O Y > T U B E S H E E T
A L L O YH E A PT U B E S
DOWNINGTOWN IRON WORKSDOWNINGTOWN, PA.
HEAT E XC HA N GE R S
The relative cost of with tube
This exchanger is of F IX E D TU BE S H E E T design, 123,4" O D shell, 1 0 ' tube length, having 126 tubes 3A" O D x 18 ga. — 1 0 ' long, rolled into the tube sheets, with shell expansion bellows. The shell side is carbon steel, but all parts in contact with the tube side are of the a llo y or tube side metal. The shell Is baffled on 6 "
this H E A T E X C H A N G E RSides of various alloys ... is interesting
centers with steel segment cut baffles. This is a typical job in the chemical industry, suitable for use as an organic vapor or solvent condenser, heat exchanger, or cooler, etc.
The relative costs are all total cost for the exchanger, f.o.b. our shop compared to steel at 1.
TUBE SIDE M E T A L Steel Aluminum 3-S CopperSilicon Bronzes (Copper tubes) 70-30 Cupro-Nickel Stainless Steel 304 Monel Stainless 347
Relative costs of metals are based on Dow n- ingtown costs today and formulated on the cost of 1 2 " vessels. In large exchangers the ratio of a lloy cost to steel cost will p robably be considerably more than the value shown for 1 2 " exchangers in the table.
Dow ningtow n specializes in the fabrication of A l lo y exchangers.
Nicke!Stainless 316Inconel
R E L A T IV E CO ST (Steel — 1 ) 1.00 1.291.33 1.35 1.51 2.00 2.09 2.17 2.262.342.34
Send for this interest
ing Catalog — it’s "pa cke d -fu ll” of
valuable information
5555555555555555Y55555
April 1947 117 A
Synthetic Ammonia Production
described in this
NEW CHEMICO BULLETIN
P L A N T S for the production of synthetic ammonia from various sources of hydrogen are described in this new 14-page brochure. An unusual presentation of coordinated flow charts illustrates the arrangement of equipment for the three basic types of plants. Numerous photographs clearly show the details of equipment and design.
Executives who are interested in synthetic ammonia production and ammonia plant construction will find this brochure useful in visualizing how CHEMICO can meet their specific requirements.
CHEMICAL CONSTRUCTION CORPORATIONE M P I R E S T A T E B L D G ., 350 F I F T H A V E ., N E W Y O R K 1, N . Y .
Eu ropean Techn ica l Representative: C yanam id Products, Ltd. Brettenham H ouse, Lancaster Place, Lon don , W . C . 2, E n g la n d
Cables: Chefniconst, N e w Y o r k
Write Today on your company letterhead
for Bulletin A-101
CHEMICO plants are profitable investments

118A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y
ARE YOU PACKING
Vol. 39, No. 4A I R ?IF you are not packing the maximum
amount of material into your containers, part of your container costs are being
spent to enclose useless air.
Vibrox Packers provide a most efficient means of agitating the material in the container so that excess air is displaced and a maximum amount of material can be contained in a minimum amount of space. Vibrox Packers not only save on container costs but they also cut down on packing time and save labor. These combined savings frequently result in a Vibrox Packer paying for itself in 60 to 90 days’ time.
NO. 41FO R PA CKIN G 100 TO 7 5 0
POUN DS
Standard Vibrox models are available for packing bags, barrels, boxes, cartons, drums, and kegs. Weight ranges are 5 to 15 lbs., 15 to 75 lbs., 75 to 150 lbs., and 100 to 750 lbs.
Investigate the savings possible with the use of Vibrox Packers.
Gump Engineers, backed by 75 years’ experience in the field of processing dry, flaked, granular, and powdered materials, will be glad to work with you in selecting the Gump- built equipment best suited to your specific requirements.
& F , G u m p C o ,ENGINEERS AND MANUFACTURERS SINCE 1872
415 S O U T H C L I N T O N S T R E E T , C H I C A G O 7, I L L I N O I S
cO U N T E R -U R R EN TL A S S IF IE R S
The H ard inge C o u n te r-C u rren t C lassifier is idea l for w et sep ara tio n of coarse an d fine m aterials — particu larly ad ap ted for operation in closed c ircu it w ith Ball, Pebb le an d Rod Mills; for sand an d g ravel w ashing; an d for g rit or silt rem oval.The “sq u ee ze" sp iral ac tion of the C lassifier d ischarges coarse m aterials a t one en d w hile counter-flow w ash w ater rem oves the fines at the other.W rite for B ulletin 39-A.
C O M P A N Y I N C O R P O R A T E DYORK, PENNSYLVANIA — 240 Arch St. • Main Office and World NEW YORK 17— 122 E. 42nd St. . 205 W. Wacker Drive— C H IC A G O & SA N F RA N C ISCO 5— 74 Nqtoma St. « 200 Bay St TORONTO 1
A L B E R E N E F U M E H O O D S
can be specially designed
to reduce the possibility of
\P E R C H L O R IC A t Wx \ i / i \ / i \ M / / / ^
^ X V i O S i O H S ^
A lb e re n e S tone C o rp o ra tio n E n g ineers h av e m ade s tud ies o f explosions w hich h av e o ccurred in fum e hoods w here p erch lo ric ac id has been used. As a re su lt of these stu d ies w e a re now in a p o sitio n to offer ce rta in co n stru ctiv e suggestions w ith reg ard to th e a lte ra tio n of existing hoods o r th e design o f new hoods w hich w e believe will h ave th e effect of g re a tly red u cin g th e possib ility of such explosions. W e a re also in a position to co n trac t fo r th e execution o f th is work.
I f you h av e such a h azard w rite to A lberene S tone C o rp o ra tio n o f V irgin ia , 419—F o u rth A venue, N ew Y ork 16, N . Y . or consu lt o u r n ea re s t b ran ch office. Y o u r in q u iry w ill rece ive p ro m p t a tten tio n .
A L B E R E N E S T O N E/ LABORATORY EQUIPMENT

W S m êêâ
J E N K IN S FIG. 106-AR e n e w a b le C o m p o s it io n D isc B ro n ze
G lo b e " F a m ily "
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 119 A
■ i _ | i ^ 0 s s t v i t c
* aT lChoose Jenw ns ___— " 0 9 ^
Only Valves with 9 Lives will keep today’s Maintenance down
To m ake su re of extra-long valve life and m in im u m valve m ain tenance, follow th is sim ple A -B -C form ula.By choosing Jen k in s V alves, you get the accum ulated experience of nearly 100 years of valve m anufacturing. C ountless records prove that Jenkins advanced design, b e tte r m aterials, and b e tte r w orkm anship pays off in low er overall valve costs.
Y ou also get expert counsel of top- n o tch valve specialists, Jen k in s E n gineers, w henever you need h e lp on valve selection or p lacem ent. For lowest cost in the long run, follow th is form ula . . . choose Jen k in s V alves. Tonkins Bros., 80 White Street, New York 13; Bridgeport; A tla nta ; B o s to n ; P hiladelphia ; Chicago; San Francisco. Jenkins Bros. Ltd., Montreal, Canada.
S IN C E r\ 1 864
JENKINS VALVESFor every Industrial, Engineering, Marine, Plumbing- Heating Service . . , In Bronze, Iron, Cast Steel and Corrosion-resisting Alloys . . . 125 to 600 lbs. pressure
S o ld T h r o u g h R e l ia b le I n d u s t r ia l D is t r ib u to r s E v e r y w h e r e
Change body fo r G lobe or Angle.
Change disc nut fo r thrott l in g — a ls o sp in d le fo r S t o p a n d Check.
Change trim , add spring as d e s ire d , fo r L ift Check.
150 lbs. Steam 300 lbs. O .W .G
Change spindle fo r Quick Opening.
T he Fig. 106-A “fam ily” p e rm its valve com- b in a tio n s fo r 90% of in d u str ia l needs th ro u g h in te rchan g eab ility of parts. W ith only fou r body types and a h an d fu l of p arts , 18 different types of valves can b e assem bled. E q u ip p ed w ith the slip-on stay-on disc h o ld e r, F ig . 106-A can be resto red to good-as-new service in a few m inutes.
O N E O F O V E R 6 0 0 EX T R A V A L U E V A L V E SM AD E B Y JE N K IN S V A L V E S P EC IA L IS T S
i p r i n c i
FILTER C A K E F O R M S HERE
IN T A K EOUTLET
S C A V E N G E R P LA T E FEATU RE
makes these
120 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
1 the R O B IS O NP R O C E S S IN G E Q U IP M EN T
H A M M E R M I L L S
the "filters that filter all liquids ' —
* . dew'd tde ¿tony:Spa rk le r H o rizon ta l P late Filters hand le any liq u id
from heavy varn ishes to ligh t alcohols, in c lu d in g products such as acids, oils, beverages, m ilk , pharm aceuticals, p la tin g solutions, water, etc.• E q u a lly efficient perform ance on interm ittent o r cont inuous operation, under a w ide range o f temperature pressure and viscosity conditions.• Eq ua lly effective w hether re m ov ing carbons and contact clays o r c la r ify in g and p o lish in g w ith filter aids• Patented Scavenger Plate perm its com plete batch filtration. ( It ’s v ir tu a lly an a u x ilia ry filter w ith an independent contro l valve.)• Unexcelled filter cake stab ility — no s lip p in g o r b reaking.
I . ' .BT,cause. fffjr media are supported on a horizontal plane and filter aids floated into position uniformly fil- w ° V m CS P,ac.c uniformly over entire filtering areas. Flow through filter is always with gravity.
Sparkler Filtration Is Engineered Filtration— we invite corre- ’ ° Ur Pf.oblem- You ,wiI) receive the advice of
a specific fie?d S 3 quarter of a «ntury of experience in
SPARKLER MANUFACTURING CO.258 Lake S t ., M undelein , Illin o is
Continuous full capacity
production. H ard iron,
interchangeable grind
ing plates. Self-a lign
ing bearings. A u t o
matic electro - magnet
s e p a r a t o r p r e v e n t s
tramp metals from enter
ing grinds. Sturdy con
struction. Designed,by
experienced engineers
whose reputation is
founded upon doing
things right. Literature
available. Inquiries in
vited.
R O B I N S O N M A N U F A C T U R I N G C O .Plan/: M uncy, Pa.
S A L E S R E P R E S E N T A T I V E
M ERCER-ROBINSON COMPANY, INC. _ 3 0 CHURCH ST.. NEW YORK 7. N. Y.
It's HAVEG all the way through!
Acids and Alkalies
HAVEGProcess Equipm ent# Abrasion, gouges and other scars of Ion# useful service do not affect HAVEG’S high resistance to a long list of corrosive agents.
Tanks, towers, and other large, structurally strong equipment can be molded in one piece at nominal cost. And because the Haveg process is extremely adaptable, many complicated and non-stand, ard items offer minimum manufacturing difficulties with a consequent saving in your investment.
Haveg Bulletin F-4 gives complete information on corrosion resistance, physical properties, structural . details and other engineering data. Send for it today.
.HAVEG CORPORATION
CLEVELAND 14 350 leodor Building
CHICAGO 11 1201 Palm o liv* Building
DETROIT 11 2B32 E. Grond B'vd.
LOS ANGELES 13 60} W. Fiflh Si.

April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 121 A
3 NEW REINHOLD BOOKS OF TIMELY
INTERESTCHEMISTRY FOR THE EXECUTIVEBy RALPH K. STRONG, Head, Dept, oj Chemistry, Rose Polytechnic Institute, Terre Haute, IndianaEve ryone in the fields o f ind u str ia l chem istry and p ro ce ss e n g in e e r in g w ill w ant to o w n this un ique b o o k , re ga rd le ss o f the present status o f h is k n o w le d g e o f chem istry.. P r im a r ily in tended as a genera l "re fre sh e r,” it is a m ost ab ly and lu c id ly presented sum m ary o f the essential facts and p r in c ip le s o f both in o rg a n ic and o rg a n ic chem istry. It w il l m ake fa sc inating re ad in g even fo r those w h o are a lready w e ll g ro u n d e d in these subjects, as it is w ritten in the fo rm o f a d ia logue w h ic h im parts a conve rsa t iona l tone not found in textbooks. T h e d iscu s s io n s are accom pan ied by excellent d ia g ra m s and the vo lum e is p ro fu se ly illustrated.
440 Pages Illustrated $6.00
THE CHEMISTRY OF COMMERCIAL PLASTICSBy REGINALD L. WAKEMAN, Director oj Research, Onyx Oil and Chemical Co., Jersey City, N.J.
R e in h o ld P la stic s Series T h i s is the m ost com plete, detailed, and in fo rm a tive vo lum e o n the chem istry o f p lastics to be pub lish ed in recent years. It covers in a m ost com prehen sive m ann e r all the latest deve lop m ents in the m any-sided p lastics industry, from ph e n o lic and urea re s in s th ro u gh a lkyd s, n y lon and the v inyls, to p ro te in p lastics and s ilicon e com p oun d s. T h e treatm ent is sufficiently readable to h o ld the attention, yet it a lso con ta in s a wealth o f technica l in fo rm ation .
836 Pages Profusely Illustrated $10.00
THE TECHNOLOGY OF ADHESIVESAy JOHN DELMONTE, Technical Director, Plastics Industries Technical Institute, San Francisco, California
R e in h o ld P la stic s Se ries T h is b o o k an sw ers a long-fe lt need fo r a t h o ro u g h g o in g , defin itive treatise o n the entire subject o f adhesives. The Technology o f Adhesives covers fu lly the relevant in fo rm at ion o n all k in d s o f adhesive m aterials, in c lu d in g an im al, vegetable and synthetic re sin types. It in c lude s both the chem istry and the indu str ia l a p p lica tion s o f these adhesives, w ith spec ia l em pha sis o n p ly w o o d m a nu facture and o ther im po rtan t a p p lica t ion s o f phen o lic and urea type adhesives in aircraft a nd autom otive con struction, w he re lig h t w e igh t and h ig h strength are imperative.
520 Pages Illustrated $8.00Other volumes of this series w ill soon be announced.
Se nd today fo r N e w Free C ata log, "L e t ’s L o o k It U p ” (over 2 0 0 titles)
REINH0LD PUBLISHING CORPORATION330 W est 42nd Street N e w Y ork 18, N . Y .
Also publishers of Chemical Engineering Catalog, Metal Indus- tries Catalog, Materials & Methods {formerly Metals & Alloys), and Progressive Architecture — Pencil Points.
w i t h STEVENS ‘T tte ta iB A R R E L S A N D D RU M S
of E N D U R O S ta in le s s S t e e l
M E T A L B A R R E L S A N D D R U M S
D o w n com e con ta ine r m a intenance costs w h e n you use
barre ls and d ru m s o f E n d u ro — because th is lu stro u s metal re sists c o r ro s io n , re sists h a rd use and abuse, never needs re p a in t in g o r re f in ish in g and lasts indefin ite ly.
E n d u ro is safe to use, too, because it ne ither affects n o r is affected by m ost chem ica l and fo o d p roducts.
Y o u ’ll find just the style and size you need in the S T E V E N S L ine . W r ite us fo r fu rther in fo rm ation .
NI LES STEEL P R O D U C T S D I V I S I O N R E P U B L I C S T E E L C O R P O R A T I O N
* * *Easy to open—easy to close— that’s the patented Ringlox closure shown at the left. It insures a positive and permanent seal—and you may have it on STEVENS Products.
122 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39, No. 4
G E O R G E A R M IS T E A D , JR. Chemical Engineer
P E T R O LEU M . C H E M IC A LS • EN G IN E E R IN G IN D U S T R IA L S A F E T Y
1519 Connecticut Avenue Washington 5 , D . C.
L A W A L L & H A R R I S S O N
Biological Assays — Clinical Tests Chemical — Bacteriological — Problems
Organic Synthesis Pharmaceutical and Food Problems
Research
1921 W alnut St. Philadelphia 3, Pa.
i SP EC T R O G R A P H IC SER V IC ES A N D SU PPLIES, INC. Research — Consulting — Testing — Analysis
Composition of Minerals, Structure, Physical Properties Metals. Chemicals
Spectrographic Analysis — X-Ray Diffraction Optical Crystallography — Petrography
Metallography — Metallurgy Spectrographic Electrodes and Standards to Order
j Laboratory — 21 Madison A v e ., Saratoga Springs, N .Y i Lester W . Strock, Ph .D ., Director
R O B E R T C A L V E R T
Chemical Patents U . S. and Foreign Applications
Interferences — Reports
155 East 44th Street, New York 17, N . Y . Telephone MUrray H ill 2-4980
L O U I S L O N G , JR., Ph.D.Consulting Chemist
REPO RTS SU R V EY S R ESEA R C H
53 SU!« Street Boston, Mass.
R O B E R T S T E C K L E R , P h .D .
S Y N T H . RESIN S P O LY M E R S C O A T IN G S
Consultation Research
R. STEC KLER L A B O R A T O R IE S 10111 Euclid A v e ., Cleveland 6 , O hio
G U S T A V U S J. E S S E L E N , IN C .
C h e m ic a l R e se a rch
a n d D e v e lo p m e n t
8 5 7 B o y ls t o n S treet B o s to n , M a s s .
"Today’s Research Is Tomorrow's Industry"
C. L. M A N T E L L
Consulting Engineer
Electrochemical Processes and Plant Design
601 W . 26th St., N e w York 1, N . Y.
---------------- ----------------------- — ---------------------
T E X T IL E , P L A S T IC S T E C H N IC A L S E R V IC E , I N C
Research and Development Projects In
Textiles, Plastics and
k Related Fields Norrlstown-Penn Trust Building
Norristown, Penna.
M E T C A L F & E D D YEngineers
Industrial Waste Treatment Water Supply and Water Purification
Stream Pollution Investigations Laboratory
Staffer B ldg. Boston 16, M ass.
T H E W E S T P O R T M I L L
W estport, Conn.
Laboratories and Testing Plant of
T H E D O R R C O M P A N Y
Chemical, Industrial and Metallurgical Engineers Consultation — Testing — Research — Plant Design
Descriptive brochure "Research, Testing and Process Engineering" upon request
CONSULTATION FUNDAMENTAL RESEARCH
MANAGEMENT
C O N SU LT IN GRubbtr Technologist
Natural and Synthetic Rubber R . R . O L IN L A B O R A T O R IE S
Complete Rubber Testing Facilities Established 1927
P . O . Box 372 , Akron 9 , O hio Telephones H E 3724, FR 8551
R A L P H L . E V A N S
A S S O C I A T E S
2 5 0 East 43rd St., N e w York 17, N . Y.
H A R R Y P R IC E
Chemical Patents
Suit« 2618 Graybar Building 420 Lexington A y e . N«w York 17 , N .Y .
Y O U R
A N N O U N C E M E N T
o f |
E V A N S
R E S E A R C H a n d D E V E L O P M E N T
C O R P O R A T I O N
O r g a n ic a n d In o rg a n ic C h e m ist ry
P ro ce sse s . P ro d u c t s
U N U S U A L L Y E X T E N S IV E FA C IL IT IES
Y O U R IN SPEC TIO N IN V ITED
250 East 43rd St., N e w York 17, N . Y.
. P R O C E S S & I N S T R U M E N T S
C O N SU LT A N T S IN A U T O M A T IC A N A L Y S IS PRO C ESS D E V E L O P M E N T
H IG H V A C U U M EN G IN E E R IN G
60 G REEN PO IN T A V E . B R O O KLYN 22 , N . Y .
P R O F E S S IO N A L |
S E R V IC E S
m a y b e in se rted in th is se c t ion .
P R O J E C T E N G I N E E R I N G C O M P A N Y
•
C H E M IC A L A N D IN D U S T R IA L P L A N T S •
Design — Fabrication — Construction
11 5 Fulton St. New York 7 , N . Y .
H e r e y o u can ca rry y o u r m e s
sa ge to the reade rs o f the
le a d in g p u b l ic a t io n o f the
ch e m ic a l p ro ce ss indu strie s.
E. W . D . H U F F M A N , Ph.D.
M icroana lytlcal Laboratories
O rganic, Inorganic — Quantitative, Qualitative Precision Analyses — Special Analytical Problems
M ajestic Bldg. Denver, C o lo rado
Established 1891
S A M U E L P. S A D T L E R & S O N , IN C .Consulting and Analytical Chemists
Chemical Engineers
Chemical Research, M icro & other analyses 210 S . 13th Street Philadelphia 7 , Po.
"Nothing Pays Like Research"
•
R a te s u p o n re q u e st
• i
L
K O H N & P E C H E N I C KConsulting Chemical Engineers
Plants — Processes — Equipment
D E S I G NReports Troable-Shooting Appraisals
Architects Build ing Philadelphia 3, Pa. j
Harvey A . Se ll, Ph.D . Earl B. Putt, B.Sc.
S E IL , P U T T & R U S B YIncorporated
Consulting ChemistsSpecialists in the analysis of
Foods, Drugs and Organic Products 16 E . 34th Street, New York 16 , N . Y .
Telephone — M Urray H ill 3-6368
INDUSTRIAL AND ENGINEERING CHEMISTRY j
A d v e r t i s in g O f f i c e :
330 W est 42nd Street New Y o rk 18, N. Y. j
April 1947 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 123 A
A n n o u n c in g V O L U M E I V of th i s impor tan t ACS M o n o g r a p h
PHYSICAL CONSTANTSof Hydrocarbons
In Five Volumes
Volume IV — Polynuclear Aromatic Compounds
Organic research chemists, development engineers, and physical chemists in the many industries in which aromatic compounds are involved will find this volume of critically evaluated data a noteworthy and highly useful addition to the literature. It will be indispensable to workers in the petroleum and related fields and also to those in the coal-tar, dye, pharmaceutical and synthetic chemical industries. This monumental series, of which this is the fourth volume, will also be of prime interest to technical librarians, professors of chemistry, and advanced students specializing in organic s y n t h e s i s .
The organization of Volume IV is the same as that of the three preceding volumes. The name and structural formula, together with melting point, boiling point, density and refractive index values as determined by numerous investigators at widely dif
ferent atmospheric pressures, are given for all known com
pounds whose chemical nucleus consists of more than one ring. Ideal values as selected by the author are indicated for each compound on which a large number of determinations is re
ported. The material is copiously documented; additional
data are presented when available.
540 Double-Column Pages $17.50
Send, today for new 1947 FREE catalog— "Let's Look It Up
REIN HOLD PUBLISHING C O R P O R A T IO N330 West 42nd Street New York 18, N. Y.Alto Publishers of Chemical Engineered Catalog, M etal Industries Catalog Materials &
Methods ( formerly Metals and Alloys'), and Progressive Architecture — Pencil Points
B Y G U S T A V E G L O F F
Director of Research, Universal O il Products Co., Chicago, III.
American Chemical Society
Monograph No. 78
PHYSICAL CONSTANTS OF HYDROCARBONS
by Gustav Egloff
To be published in Five Volumes
Volumes of this important American Chemical Society Monograph already published —
• Volume I— Paraffins, Olefins, Acetylenes, and Other Aliphatic Hydrocarbons.
403 pages, $10.00
• Volume II— Cyclanes, Cyclenes, Cyclynes, and Other Alicyclic Hydrocarbons.
605 pages, $12.50
• Volume III — Mononuclear Aromatic Compounds.
672 pages, $16.00
• V o l u m e IV — P o l y n u c l e a r Aromatic Compounds.
540 pages, $17.50
• In P reparation .
Volume V — Systematizes and correlates the physical properties with the structures of the Hydrocarbons of Homologous series, thus disclosing possible errors in experimental values. Interrelationships between other properties of Hydrocarbons yet unknown.
124 A I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 39 No. 4
A L P H A B E T I C A L L I S T OF A D V E R T I S E R S(All page numbers listed below are complemented w ith the le tter “ A” on the respective pages.)
Acme Coppersmithing & Machine Co 125Alberene Stone Corp. of Va........................... 118Alloy Steel Products Co., Inc........................ 83Alsop Engineering Corp ........................ 108Aluminum Co. of America............................. 23American Cyanamid Co.................................... 117American Steel & Wire Co............................. 39Armistead, Jr., George.................................... 122Attapulgus Clay Co......................................... 60
Badger & Sons Co., E. B..................................24-25Bailey Meter Co............................................... 74Barco Mfg. Co.................................................. 43Barnstead Still & Sterilizer Co., Inc 114Bartlett & Snow Co., C. 0 ............................. 68Bell Telephone Laboratories.......................... 22Black, Sivalls & Bryson, Inc.......................... 102Blaw-Knox Construction Co............................50:55Blickman, Inc., S.............................................. 10Bristol Co......................................................... 99Brown & Root, Inc............................................ II3Buffalo Pumps, Inc............................................ 128Buflovak Equipment Div................................. 50
California Wire Cloth Corp............................... 30Calvert, Robert................................................... 122Carbide & Carbon Chemicals Corp.............. 64Carnegie-Illinois Steel Corp............................ 39Carpenter Steel Co........................................... 18Celanese Corp. of America............................ 51Chapman Valve Mfg. Co................................ 34Chemical Construction Corp............................ II7Chicago Metal Hose Corp.............................. 42Clark Bros Co., Inc.......................................... 28Columbia Steel Co........................................... 39Corning Glass Works.......................................... 41Crane Co. ..................................................... 39
De Laval Separator Co................................... 35De Laval Steam Turbine Co........................86:107Dicalite Co........................................................... I29Dings Magnetic Separator Co.......................... 110Distillation Products, Inc.................................. 29Dorr Co................................................................. 122Downingtown Iron Works, Inc........................ 116Dresser Industries............................................... 28Duriron Co., Inc................................................... 80
Eaglc-Piclier Co................................................ 57Eclipse Fuel Engineering Co.......................... 106Edge Moor Iron Works, Inc.......................... 67Emerson-Scheuring Tank & Mfg. Co., Inc. 9Eriez Mfg. Co. ............................................ 97Esselen, Inc., Gustavus J................................ 122Evans Associates, Ralph L............................. 122Evans Research & Development Corp 122
Fairbanks-Morse & Co................................... 49Fischer & Porter Co......................................... 10SFluor Corp., Ltd............................................... 47Food Machinery Corp................................... 16Foote Mineral Co ............................... 73Foster Wheeler Corp........................................ 38
Foxboro Co........................................................ 199
Gardner-Denver Co.......................................... 43Carlock Packing Co......................................... 112Gates Engineering Co...................................... 90General American Process Equipment 77General American Transportation Corp.. . . 91General Ceramics and Steatite Corp 33General Chemical Co....................................... 105Girdler Corp...................................................... nGriscom-Russell Co.................................... 54Gump Co., B. F................................................ 113
Hardinge Co., Inc............................................. \\$Harper Co., H. M ............................................ 114Haveg Corp........................................................ 120Hersey Mfg. Co................................................ 52Hcwitt-Robins, Inc......................................... 26Hicks & Son Co., S. D..................................... noHooker Electrochemical Co............................ 103Iioudry Process Corp....................................... 45Huffman, E. W. D........................................... 122
Illinois Water Treatment Co......................... 82International Nickel Co., Inc......................... 56:93
Jenkins Bros.......................................................... n 9Johns-Manville Corp....................................... 4
Kohn <fc Pechenick.............................................. 122
LaBour Co., Inc................................................... 71Ladish Co........................................................ 37LaMotte Chemical Products Co...................... 116Lapp Insulator Co., Inc..................................... 127La Wall & Harrisson........................................... 122Leyman Mfg. Corp.......................................... 108Link-Belt Co...................................................... 7Liquid Conditioning Corp [ ................. 104Long, Jr., Louis................................................... 122Luminus Co......................................................... 94
Mallinckrodt Chemical Works...................... 100Manteil, C. L......................................... . . . 122Master Electric Co........................................... 21McGowan Co. Div....................................... iQSMercer-Robinson Co., Iric.............................. 120Metcalf <fc Eddy................................................ jo2Midwest Piping & Supply Co., Inc.............. 85Mixing Equipment Co., Inc........................... 130Monsanto Chemical Co....................................58-59
Nash Engineering Co...................................... 92National Airoil Burner Co., Inc.................... 14National Carbon Co., Inc............................... 17National Engineering Co................................ 101National Tube Co...........................*................ 39New England Tank & Tower Co.................. 70Niles Steel Products Div................................. 121Nordstrom Valve Div...................................... 62North American Philips Co., Inc.................. 53
Olin Laboratories, R. R.................................. 122Omega Machine Co.......................................... 112Oronite Chemical Co....................................... m
Palmer Thermometers, Inc............................. 8Patterson-Ivelley Co., Inc............................... 98Peerless Pump Div......................................... 15Pfaudler Co.................. oPfizer & Co., Inc., Chas................... 72Pomona Pump Div.......................................... 49Porocel Corp...................................................... 60Porter Co., Inc., II. K ........................................ 13Powell Co., Wm..........................................., , , 32Pressed Steel Tank Co.................................... 40Price, Harry...................................................... 122Process <fe Instruments......................................• 122Proctor & Schwartz, Inc................................. 61Professional Directory ......................... 122Project Engineering Co................................... 122Pulverizing Machinery Co.............................. 126
Quaker Oats Co................................................. 15Quimby Pump Div........................................... 13
Reinhold Publishing Corp................... 116 : 121:123Republic Steel Corp.......................................95:121Revere Copper & Brass, Inc.......................... 66Robins Conveyors Div.................................... 26Robinson Mfg. C o.. ....................................... 120Rockwell Mfg. Co........................................ .. 62
Sadtlcr & Son, Inc., Samuel P....................... 122Sarco Co., Inc ..................................... 27Schaffer Poidometer Co..................................... 114Seiberling Latex Products Co........................... 110Seil, Putt & Rusby. ................................... 122Solvay Sales Corp............................................. 115Sparkler Mfg. Co................................................. 120Spectrographic Services & Supplies, Inc 122Sperry & Co., D. R.......................................... 34Standard Oil Co. (Indiana)............................ 12Sfcecklcr, Robert........................ 122Stokes Machine Co., F. J................................... 76Stone & Webster Engineering Corp.............. 6Struthers Wells Corp....................................... 45
Taber Pump Co................................................ 106Taylor Forge & Pipe Works.......................... 89Taylor Instrument Cos.................................... 78-79Tech Laboratories...................... 112Tennessee Coal, Iron & Railroad Co 39Texas Gulf Sulphur Co., Inc......................... 106Textile, Plastics Technical Service, Inc 122
Union Carbide & Carbon Corp.......................17:64U. S. Industrial Chemicals, Inc......................19-20United States Steel Corp............... 39Universal Oil Products Co.............................. 65
Vapor Recovery Systems Co.......................... 44
Welded Alloy Tube Div.................................. 18Westport Mill.................................................... \22Wheelco Instruments Co................................. 96Whitlock Mfg. Co............................................. 88Wickwire Spencer Steel Div........................... 30Wilfley & Sons, Inc., A. R.............................. 31

rgwaaCTmaraMBiw
K O P M E
«
jàfKESSÏf
1 ! 1‘O.j
>(T
viewpoint’' has resulted again in better design— in more efficient performance. Acme ingenuity is tempered by the experience of successful installations over a period of many years.
Regardless of their specific application, all Acme Heat
Exchangers are made to minimize, and in many instances
to eliminate, fouling and clogging. They are fabricated to
prevent leakage and contamination. Acm e’s complete service
includes designing, engineering, fabrication and installation.
TYPES: Tubular, or Plate, with either removable or fixed bundle; U-Bend, Multi-Pass, Coil,. Fin Tube, Drip, Baudelot, and Forced Circulation, In either ferrous or non-ferrous metals.
MECHANICAL STANDARDS: Acme Heat Exchangers are fabricated in accordance with A.S.M.E. Code, A.P.I.-A.S.M.E. Code, orT.E.M .A. Standards.
April 1947 125 A
& MACHINE CO., ORELAND, PA., U. S. A.■MIMII-M M M M Mmil«— B U M — i
■ Because the U n ited States domestic sup p ly of agricultural potash for A p r il and M a y is estim ated at 2 5 % below demand, im ports of F rench potash are being resumed after h a v in g been cut off since 1941. T h e schedule calls for im portation of 16,00.0 sho rt tons before June of th is year. (Am erican Fertilizer, p 10 Feb. 22, 1947)
■ M e rch an t wholesalers in th is country reached a new h igh in dollar volum e of sales in 1946. T h e 3 0 % increase corresponded to sales at 12 b illion dollars, or a total of over 55 billion. In
creases of 6 0 % were reported for paints, electrical goods, and m ach inery equipm ent and supplies. (Domestic Commerce, p. 5 5 , M a rc h 1947)
■ A com pact and durable d ial therm om eter w ith a stainless steel bulb has been m anufactured to indicate temperatures directly w ithout the aid of gears or p inions. A 2-inch im m ersion in liqu id and 4-inch in. gas are required for accurate readings, and un its are available in the range - 4 ° to + 5 0 0 ° F. ( Oil and Gas Journal, p. 106, M a rc h 15, 1947)
■ M a rc h export allocations of wheat, flour, corn, grain sorghum s, and barley are the largest scheduled for a n y m onth since the beginn ing of the postw ar grain export p rogram in the sum m er of
1945. A llocations for Feb ru a ry 1947 were 1,204,500 long tons; for M a rch , 1,500,000. (Food Industries, M a rc h 1947)
■ A W a r D epa rtm en t official advocates increasing United States use of foreign oil, despite the fact tha t th is w ou ld tend to cut prices and close dow n m arginal wells; the A rm y estimates that in another w ar this country w ould require 7 m illion barrels of oil a day. (National Petroleum News, p. 5 , M a rc h 1 2 , 1947)
■ Steel com panies in the U n ited States plan to increase expenditures in 1947 b y 5 4 % over those of 1946. A large proportion of
the ou tlay w ill be to expand the in d u stry 's capacity for sheet and strip steel. (Chemical Age, p. 300, M a rc h 1947)
■ A pressure filter ha s been developed w h ich utilizes th in mats of diatom aceous earth rather than a sand bed and rem oves all
amoebic dysentery cysts and m any bacteria. M o d e ls w ill soon be ava ilab le to filter fluids such as oils, micella, cleaning agents, liqu id soaps, etc. T h e un it is com pact to save floor space, has a rap id filtration rate, and allow s backw ash ing w ithout disassembly. (Soap and Sanitary Chemicals, p. 83, M a rc h 1947)
■ B r it ish m anufacturers have introduced a B ra ille micrometer for the use of b lind veterans. Three revo lv ing bands w ith protrud ing knobs, connected to the m icrometer screw, indicate different un its of gradation. (M odern Industry, p. 6 , M a rc h 1947)
* A h igh speed packer for powdered materials, w h ich combines effective dust control w ith un ifo rm packing, evacuates a ir from the container and thus elim inates a ir resistance. Pow der particles are left in a partia l vacuum , fall freely into the .container,
and are never subject to m echanical pressure. (Business Week, p. 52, M a rc h 2 2 , 1947)
■ A new ho t blade wire stripper has been developed for continuous p roduction stripp ing. T h e un it strip s cotton, silk, plastic, or rubber insu lation from fine stranded or solid conductors by tw o electrically heated blades. (Rubber Age, p. 724, M a rc h 1947)
M IKRO -A TO M IZER
The No. 8 M IK R O -A T O M IZ E R represents a new and larger production unit capable of producing ultra-fine pow ders a s lo w as 1 to 25 m icrons (under 325 mesh) in size. U sing a 75 h.p. motor, this new m echanical screenless pulverizer is particularly applicable to tonnage operations.
Com pact and h igh ly efficient, the new No. 8 M IK R O -A T O M IZ E R d ischarges into a stainless steel dust collector. Rotary air lock for continuously d ischarging m aterial from the cyclone, is supplied. A number of m odifications of the No. 8 m achine are
ava ilab le in orderto accom m odate the w ide range of different materials for which it is recommended.
A new No. 8 M IK R O - A T O M IZ E R purchased for your plant can provide increased tonnage of ultra- fine powders. Send for your copy of new bulletin and arrange for a free test
No. 5 M IK RO -A TO M IZER for grind of your material in a sm all quantity production,pilotplant and laboratory w ork. M IK R O -A T O M IZ E R .
P U L V E R I Z I N G M A C H I N E R Y C O M P A N Y4 0 C H A T H A M R O A D • S U M M IT , N . J.
N O W . . . 2 TYPES TO MEET M OST PULVERIZING NEEDS
A lthough having a lm ost four times the size and capacity of the No. 6 M IK R O -A T O M IZ E R , the new unit retains a ll the features and basic principles that have m ade these new type pulverizers so popular in a varied number of plants. Guaranteed control of particle size is offered a s with the sm aller machine.

April 1947 I N D U S T R I A'L A N D E N G I N E E R I N G C H E M I S T R Y 127 A
ANGLE VALVE!; ~ Y - V A L V E
VALVE DESIGNS
. . . A L L SOLID PLUG COCK (STRAIGHT-WAY)
PORCELAIN
• The corrosion resistance of Lapp valves is due to the porcelain body—a dense, homogeneous, non-porous, thoroughly vitrified ceramic. It depends on no enamel, glaze, or other coating. In fact, the mirror-like, close-tolerance finish of the plug, and the pressure-tight seal of plug and seat, are ground and lapped from solid porcelain. No contamination or corrosion from penetration (non-porosity of unglazed body is proof-
tested by dye-immersion at 100,000 lbs./in.2).If you are having valve trouble in lines carrying
hot acids (up to 150° C) or have a contamination problem, you may, like hundreds of other processors, find your first wholly satisfactory answer in Lapp valves, the various styles of which are shown above. Send for the new bulletin shown below. Lapp Insulator Co., Inc., Process Equipment Division, Le Roy, N .Y .
C H E M I C A L P O R C E L A I N B U L L E T IN
N O W A V A I L A B L E
Chemical and mechanical characteristics of Lapp Porcelain; specifications and dimensions for valves, pipe, raschig rings, towers; installation procedure and maintenance hints. Write for your copy.
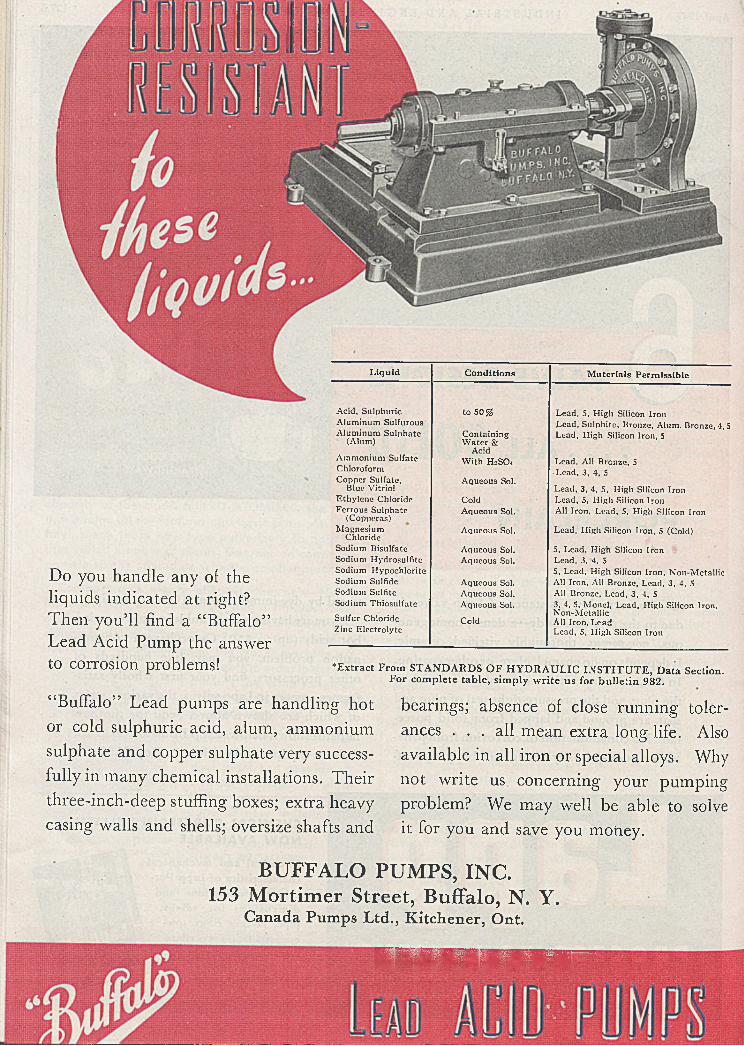
BUFFALO PUMPS, INC. 153 Mortimer Street, Buffalo, N. Y.
Canada Pum ps Ltd., K itchener, Ont<
1 — —
Conditions
to 50%
Containing Water &
Acid With HsSO.»
Aqueous Sol.
ColdAqueous Sol.
Aqueous Sol.
Aqueous Sol. Aqueous Sol.
Aqueous Sol. Aqueous Sol. Aqueous Sol.
Cold
Do you handle any of the liquids indicated at right? Then you’ll find a “ Buffalo” Lead Acid Pump the answer to corrosion problems!
Liquid
Acid, Sulphuric Aluminum Sulfurous Aluminum Sulphate
(Alum)
Ammonium Sulfate Chloroform Copper Sulfate,
Blue Vitriol Ethylene Chloride Ferrous Sulphate
(Copperas) Magnesium
Chloride Sodium Bisulfate Sodium Hydrosulfite Sodium Hypochlorite Sodium Sulfide Sodium Sulfite Sodium Thiosulfate Sulfur Chloride Zinc Electrolyte
Materials Permissible
Lead, 5 , High Silicon IronLead, Sulphite, Bronze, Alum. Bronze, 4,5Lead, High Silicon Iron, 5
Lead, All Bronze, 5 -Lead, 3, 4 , 5
Lead, 3 , 4 , 5, High Silicon IronLead, 5, High Silicon IronAll Iron, Lead, 5 , High Silicon Iron
Lead, High Silicon Iron, 5 (Cold)
5, Lead, High Silicon Iron Lead, 3 , 4 , 55 , Lead, High Silicon Iron, Non-MetallicAll Iron, All Bronze, Lead, 3, 4 , 5All Bronze, Lead, 3 , 4, 53 , 4 , 5, Monel, Lead, High Silicon Iron,Non-MetallicAll Iron, LeadLead, 5 , High Silicon Iron
»E xtract F rom STA N D A RD S O F H Y D R A U L IC IN S T IT U T E , D ata Section. F o r com ple te tab le , s im p ly w rite u s fo r b u lle t in 982.
“ Buffalo” Lead pumps are handling hot or cold sulphuric acid, alum, ammonium sulphate and copper sulphate very successfully in many chemical installations. Their three-inch-deep stuffing boxes; extra heavy casing walls and shells; oversize shafts and
bearings; absence of close running tolerances . . . all mean extra long life. Also available in all iron or special alloys. Why not write us concerning your pumping problem? We may well be able to solve it for you and save you money.
When using - - - - - FI LT1 RAIDS
• Production costs are again becoming extremely important. A filter station that lags behind the rest of the plant can increase costs all the way down the line. The range of flexibility available when using Dicalite filteraids prevents this. A wide variation in the filterability of liquids can be readily handled, and output maintained at the desired level. Because brilliant clarity is assured by the inherent qualities of Dicalite filteraids, every following operation benefits by cleaner, clearer liquors, that produce higher quality products at lower cost. Send for your copy of the latest Dicalite Bulletin on filtration—No. B-ll. We will be glad to supply as many copies as you need for key men in your filtration department.
THE DICALITE C O M P A N YC H I C A G O 11 N E W Y O R K 17 L O S A N G E L E S 14
. ( O U R
'J ° roe“describes
(od s o* « * *
0u) cViar9 e
DICALITE FILTERAIDS
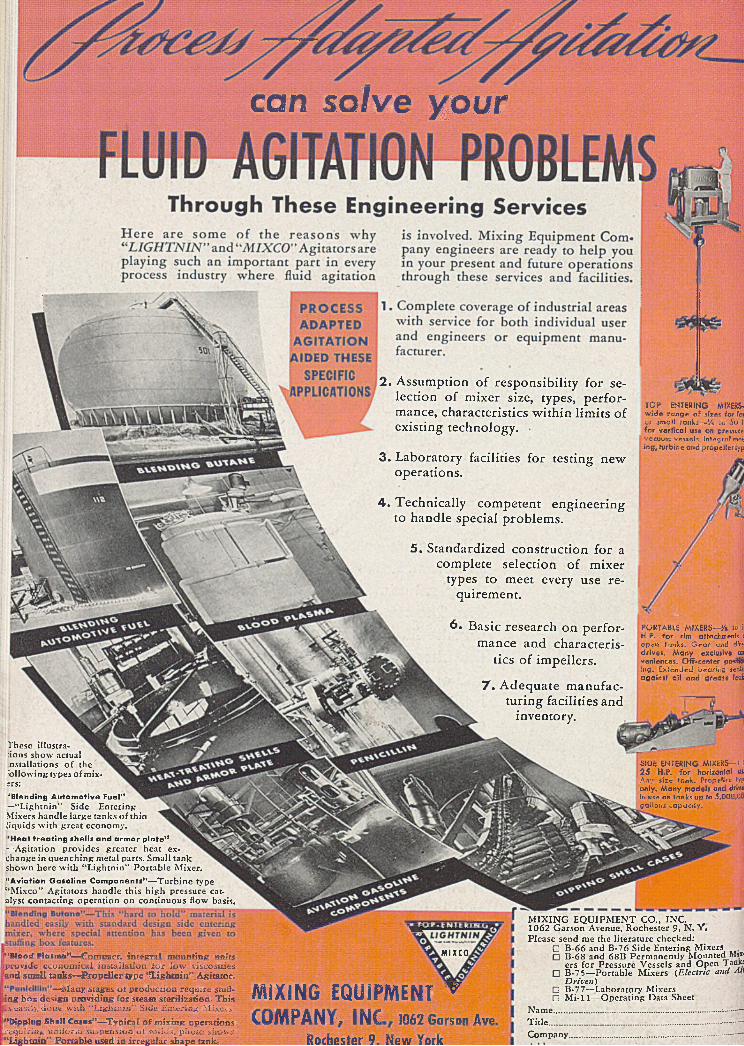
can solve your
2. Assumption of responsibility for selection of mixer size, types, performance, characteristics within limits of existing technology.
3. Laboratory facilities for testing new operations.
4. Technically competent engineering to handle special problems.
5. Standardized construction for a complete selection of mixer
types to meet every use requirement.
TOP ENTERING MIXERS- Wide range of aiias for loi
: o r snip if tanks—‘A to 50 i for vertical yso on pfeu-ufe vacuum Vessels. Integralrnoy |Wff* turbine and prapalleriyp
6. Basic research on performance and characteris
tics of impellers.
7. Adequate manufac- turing facilities and
inventory.
PORTABLE MIXERS—1/« tD It i . r , f o r r im a ttachm ent* ! o p e n ta n k s . G e a r a n d dif? d r i v e s . M a n y esc iU J«ve mv e n ie n c a s . O f f - c e n te r positte m g . E x te n d e d b e a r in g seek a g a in s t o il a n d g re a s e h o i
These illustra- lions show actual nstallations of the following types of mix- ars:‘B lending A utom otive Fuel”—“Lightnin” Side Entering Mixers handle large tanks of thin liquids with great economy.‘H eat tre a tin g sh ells an d arm o r p la te ”—Agitation provides greater heat ex- change in quenching metal parts. Small tank shown here with “Lightnin” Portable Mixer. “A viatio n G aso lin e C om ponents”— Turbine type “ Mixco” Agitators handle this high pressure catalyst contacting operation on continuous flow basis.
S ID E E N T E R IN G M IX E R S — i 1 25 H.P. for horizoftfpl ui Any s iz e t a n k .' F ra p ^ H e r lyp cniy, Mqay. models'and. dri»lr= use on tanks up fa 5=00”^gqilonr capacity.
MIXING EQUIPMENT CO., INC.1062 Garson Avenue, Rochester 9 , N. Y*Please send me the literature checked:
□ B-66 and B-76 Side Entering Mixers□ B-68 and 68B Permanently Mounted Mix
ers for Pressure Vessels and Open Tamo□ B-7 5— Portable Mixers {Electric and At.1
Driven)□ B-77— Laboratory Mixers□ M i-II—Operating Data Sheet
Name................ —Title.................................. .... ...................................Company .......................... .......... .............................
MIXCO.f ‘Biood Pieitmi”—Compact, integral mounting units I [provide economical installation for low viscosities] ■and small tanks—Propeller type ‘‘T.ightoiiT*. Agitator. J
—Many stages of production require stuff-! [sag bos design providing for steam sterilisation. This! [is easily done- with “Lightnin“ Side Entering Mixers i [»BipplfiS SHeii Cfiiev \—Typical of itifrmg operations! ¡requiring uaiform suspension of solids, photo showf-j ! “Lightnin” Portable used is irregular shape tank-
MIXING EQUIPMENT vCOMPANY, INC 1062 Garson Ave.
Rochester 9. New York





























