Embed Size (px)
Citation preview
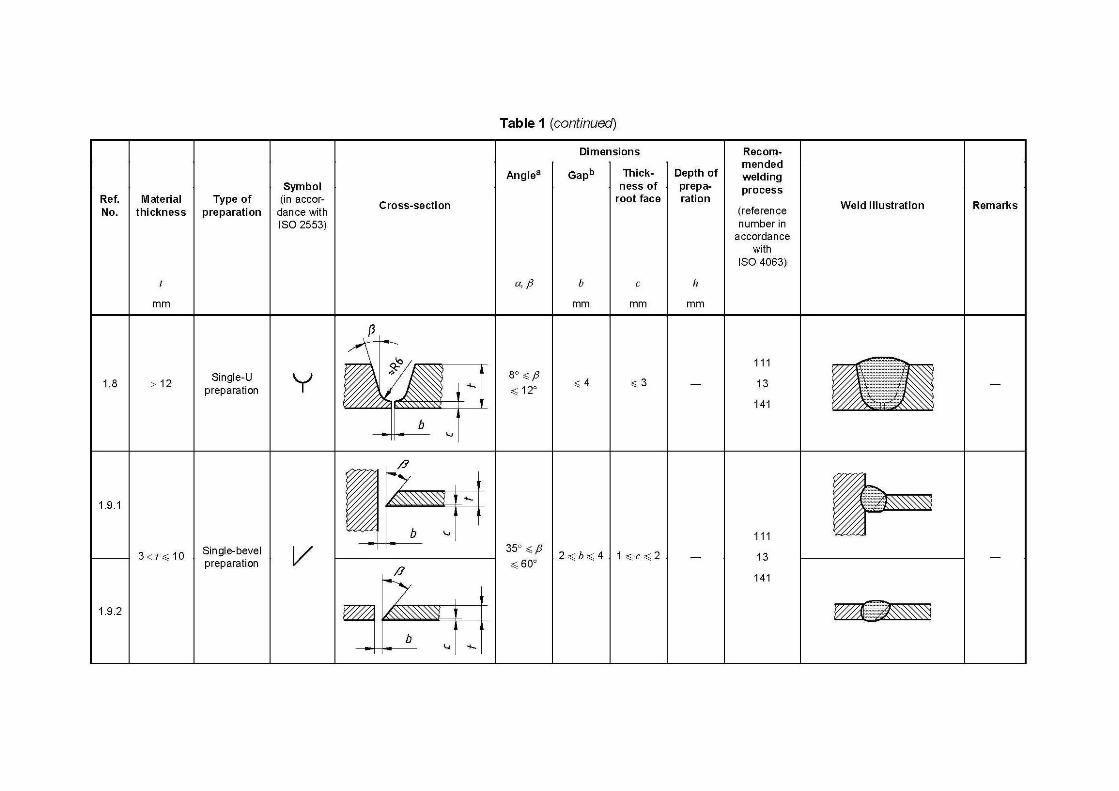
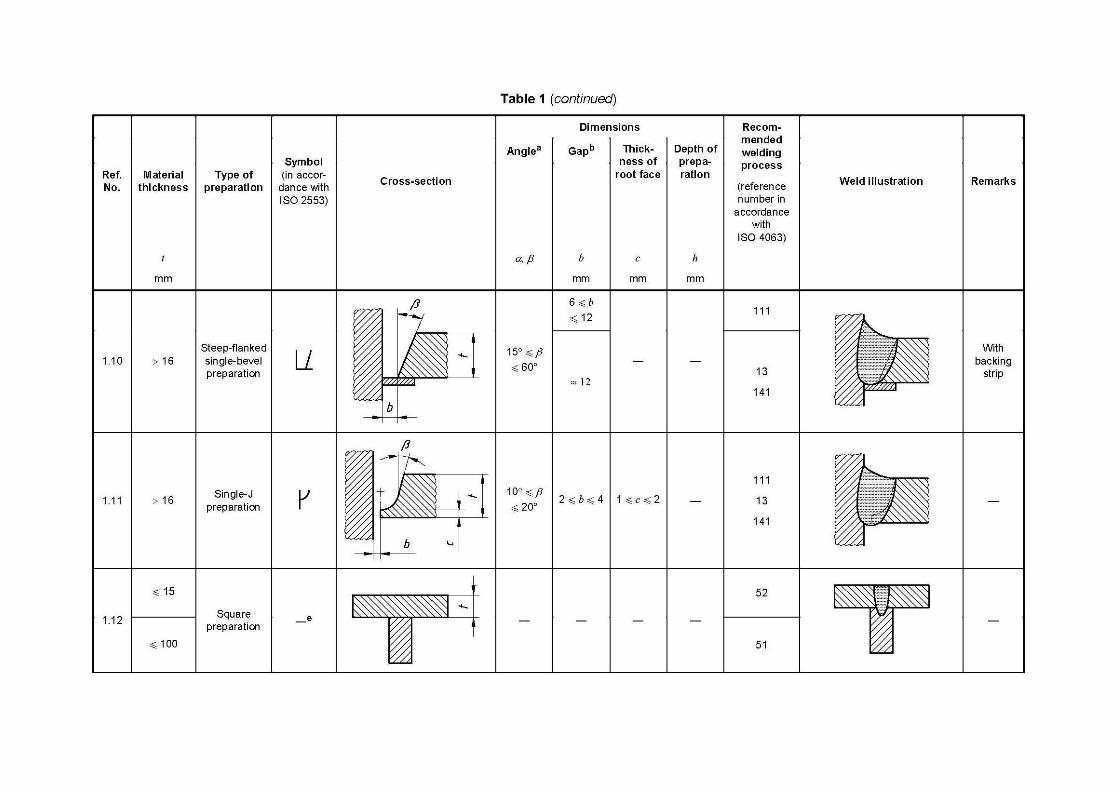
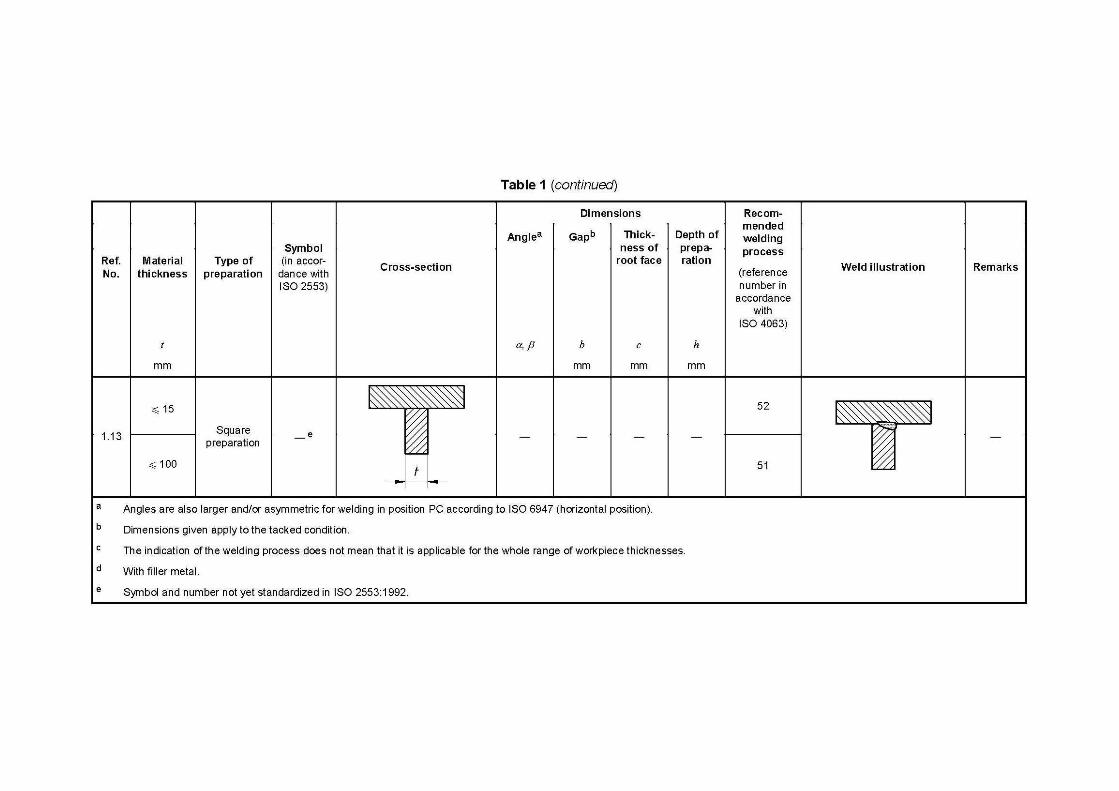
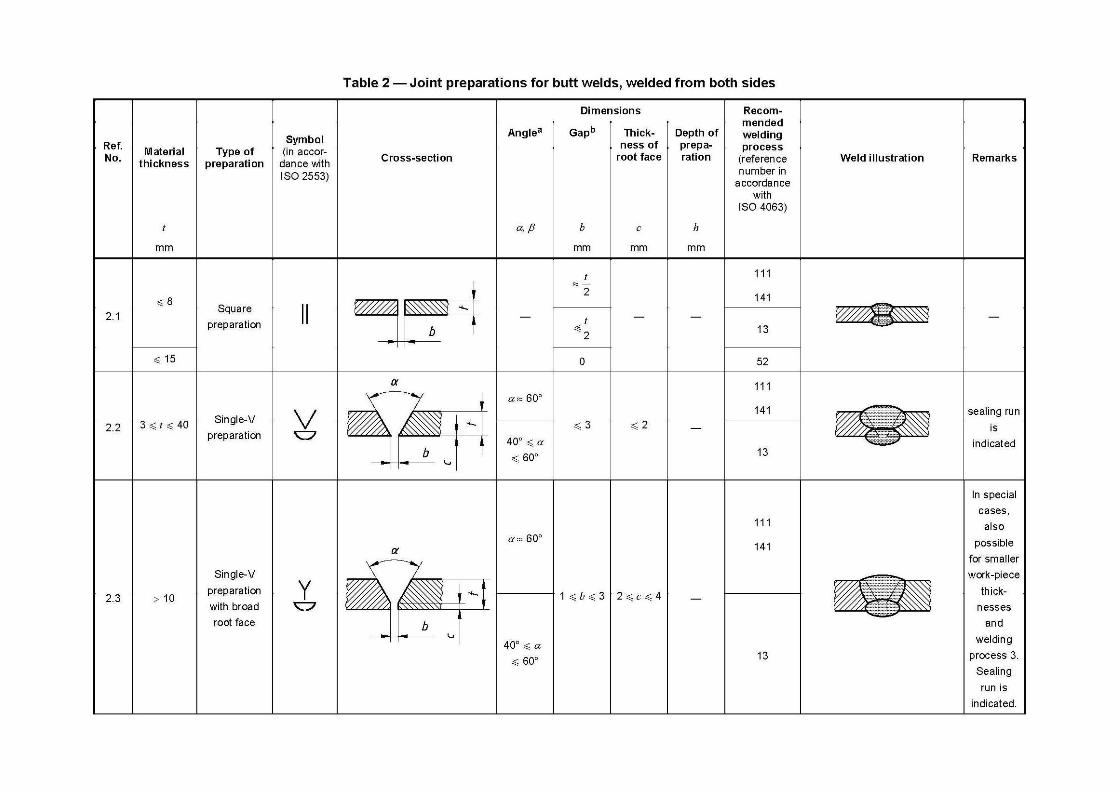
Weld Joint Preparation (ISO 9692)
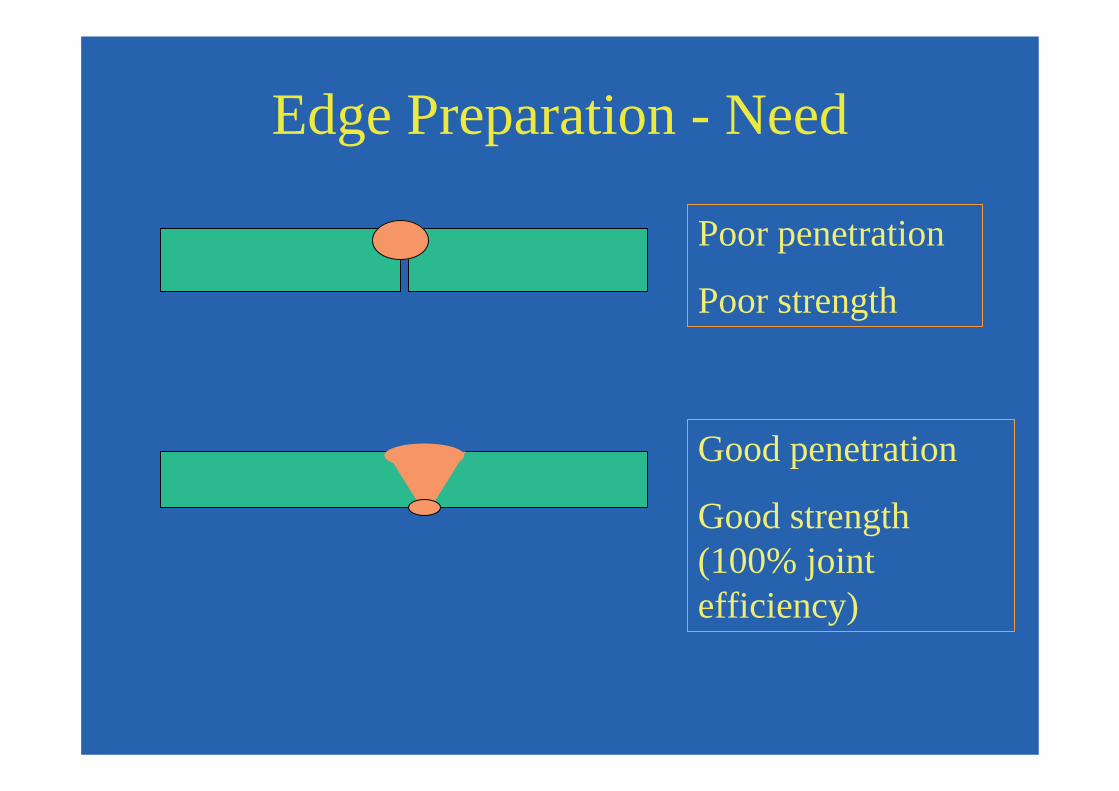
Edge Preparation - Need
Poor penetration
Poor strength
Good penetration
Good strength (100% joint efficiency)
Edge PreparationFactors which influence choice of edge preparation
- Thickness- Material- Welding process- Extent of penetration required- Welding distortion- Cost
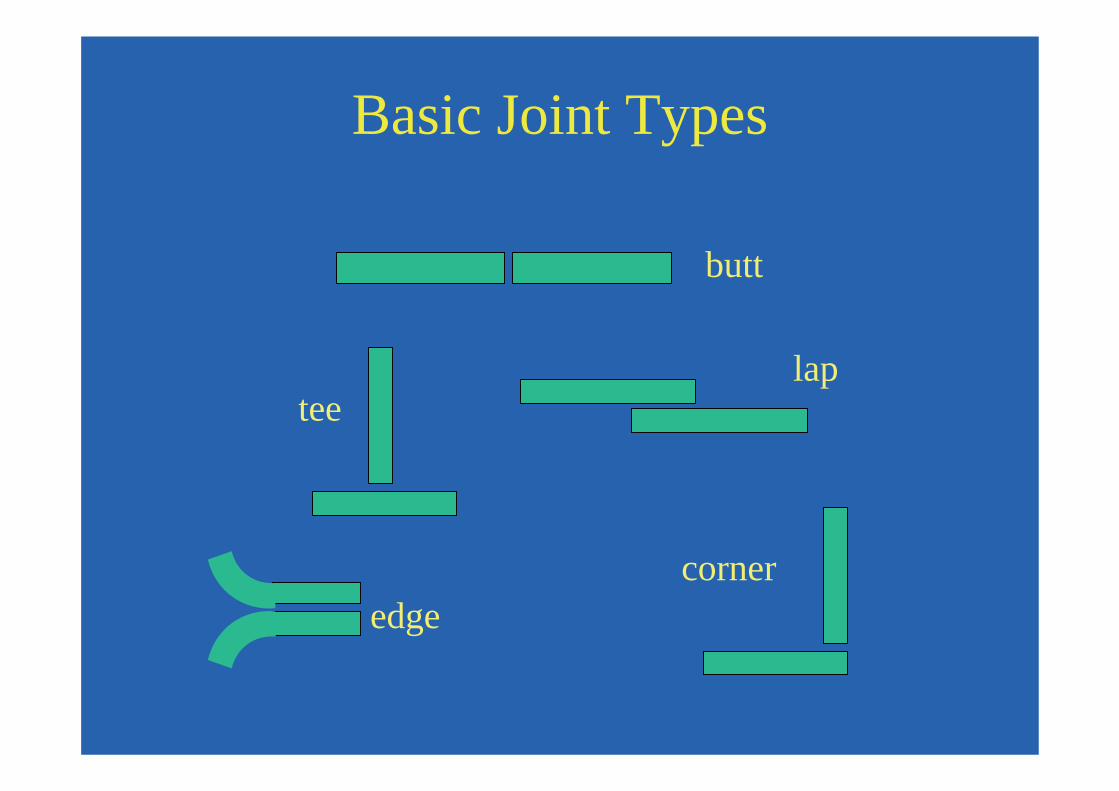
Basic Joint Types
butt
teelap
corneredge
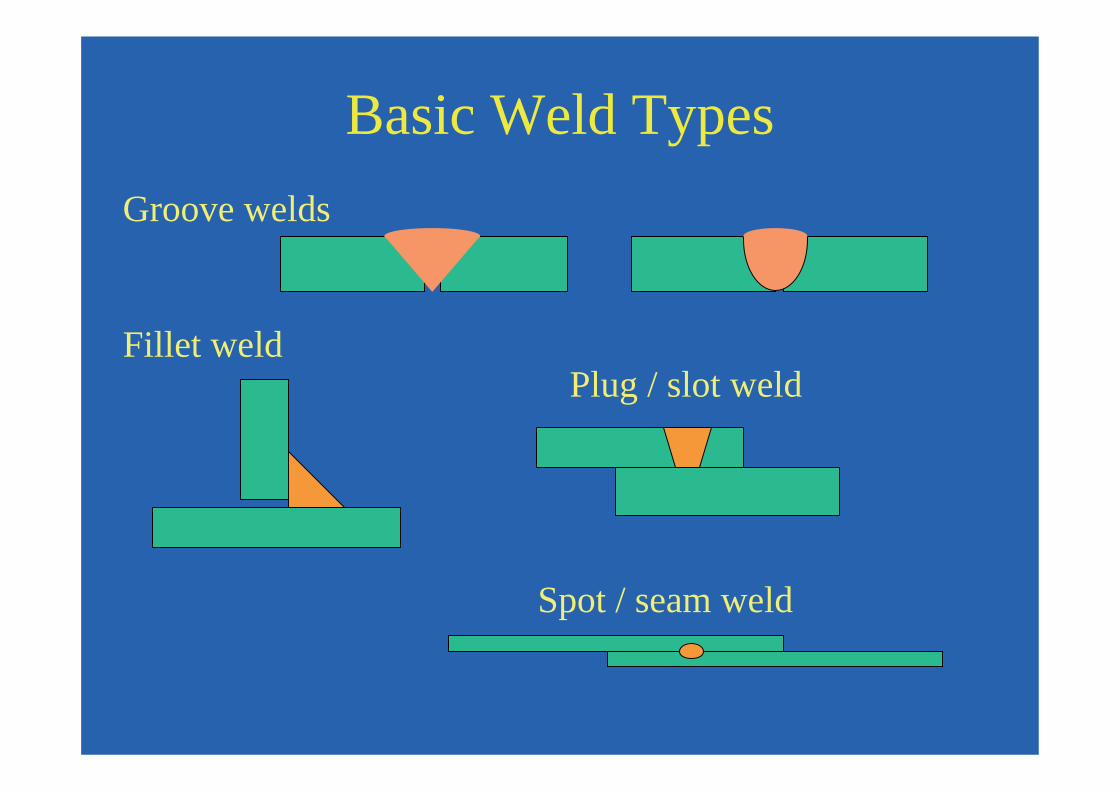
Basic Weld TypesGroove welds
Fillet weldPlug / slot weld
Spot / seam weld
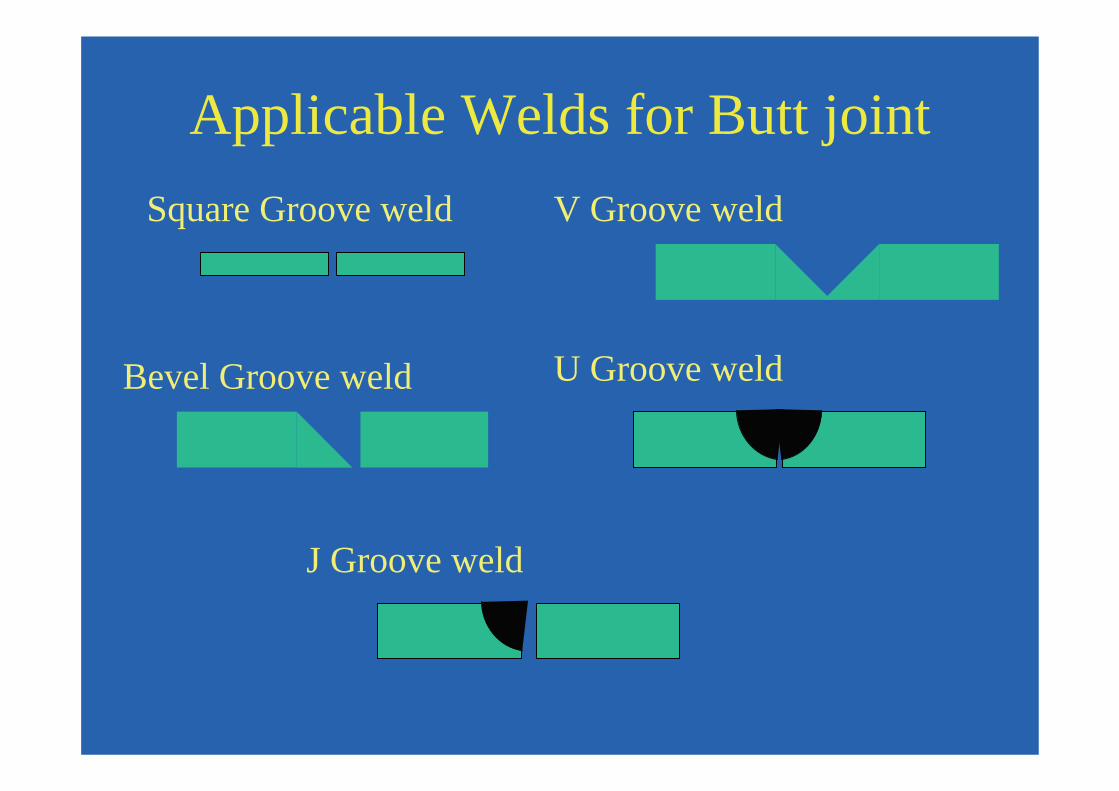
Applicable Welds for Butt jointSquare Groove weld V Groove weld
U Groove weldBevel Groove weld
J Groove weld
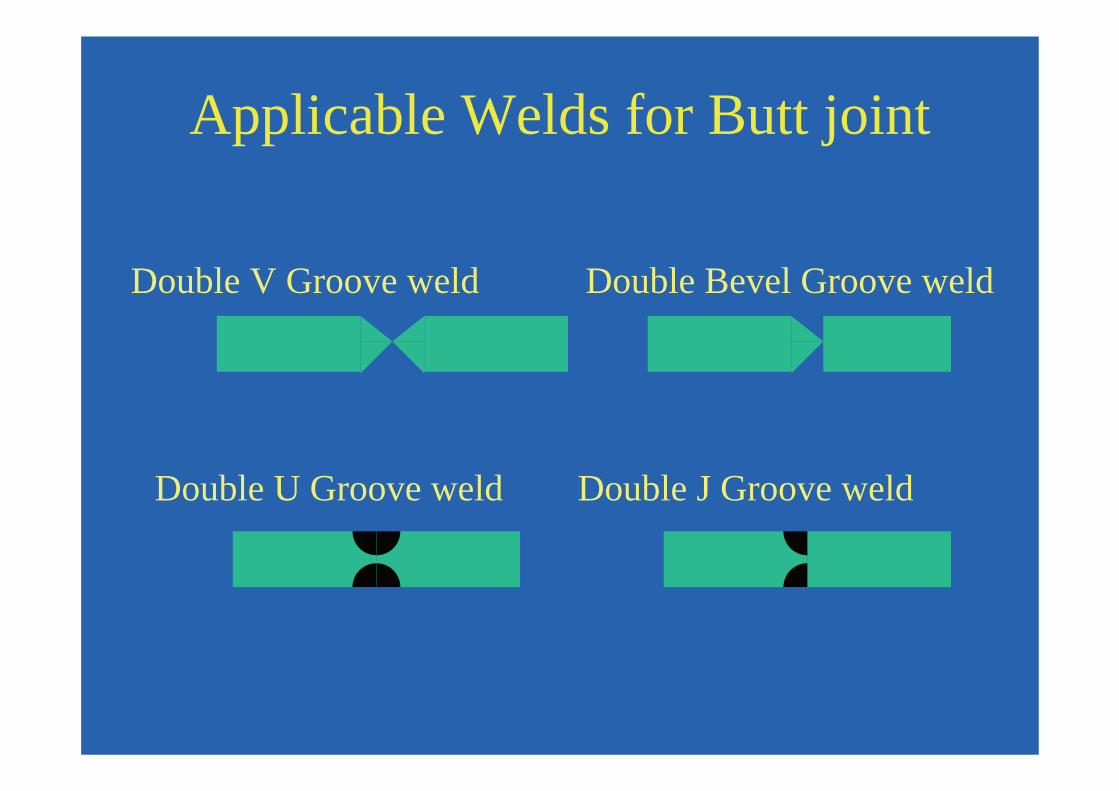
Applicable Welds for Butt joint
Double V Groove weld
Double U Groove weld
Double Bevel Groove weld
Double J Groove weld
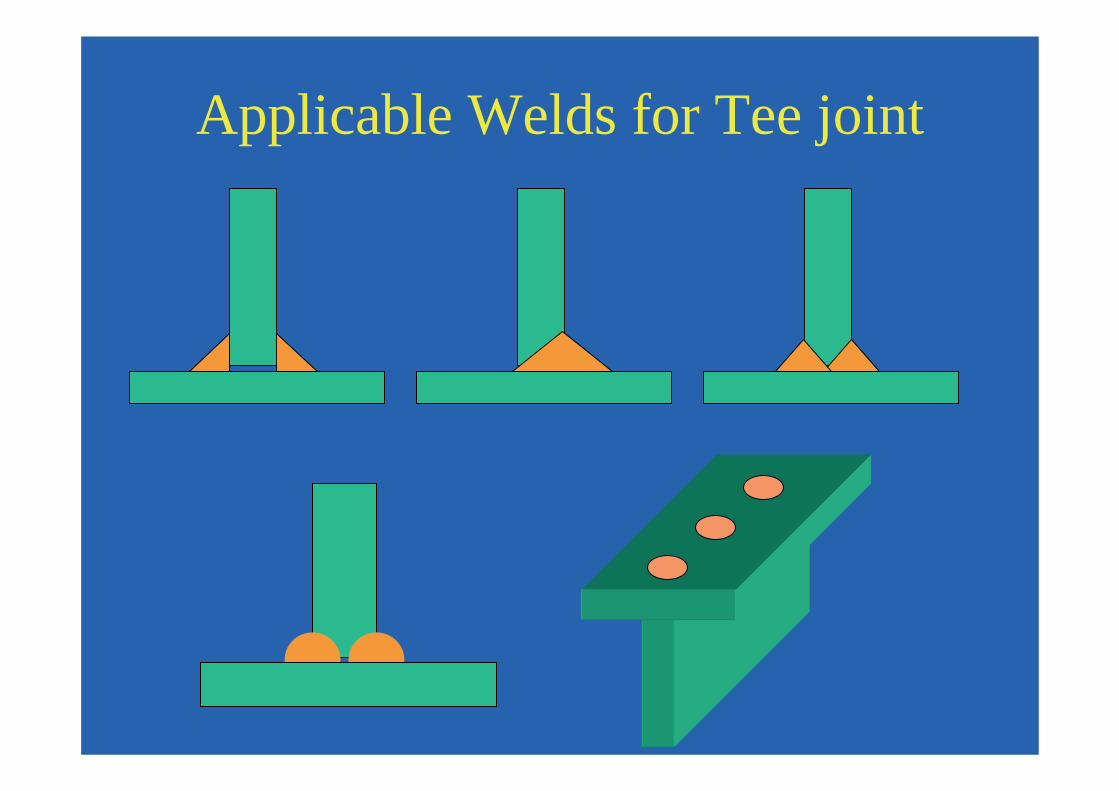
Applicable Welds for Tee joint
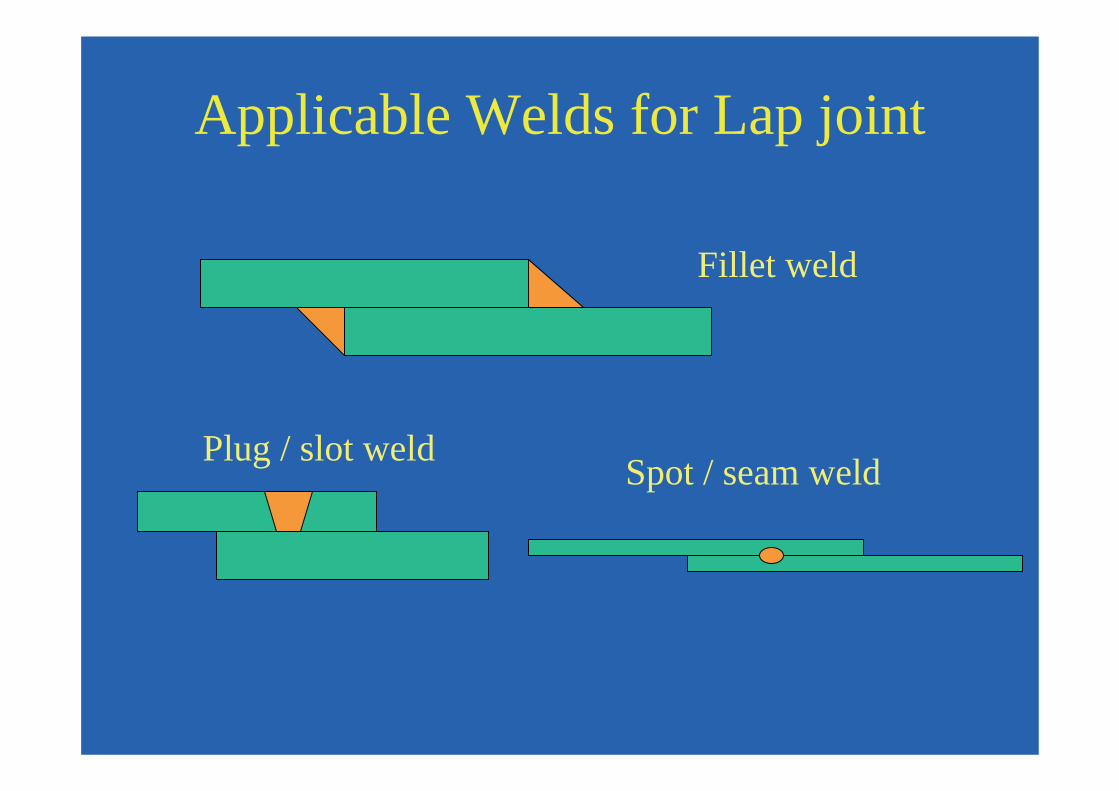
Applicable Welds for Lap joint
Plug / slot weld Spot / seam weld
Fillet weld
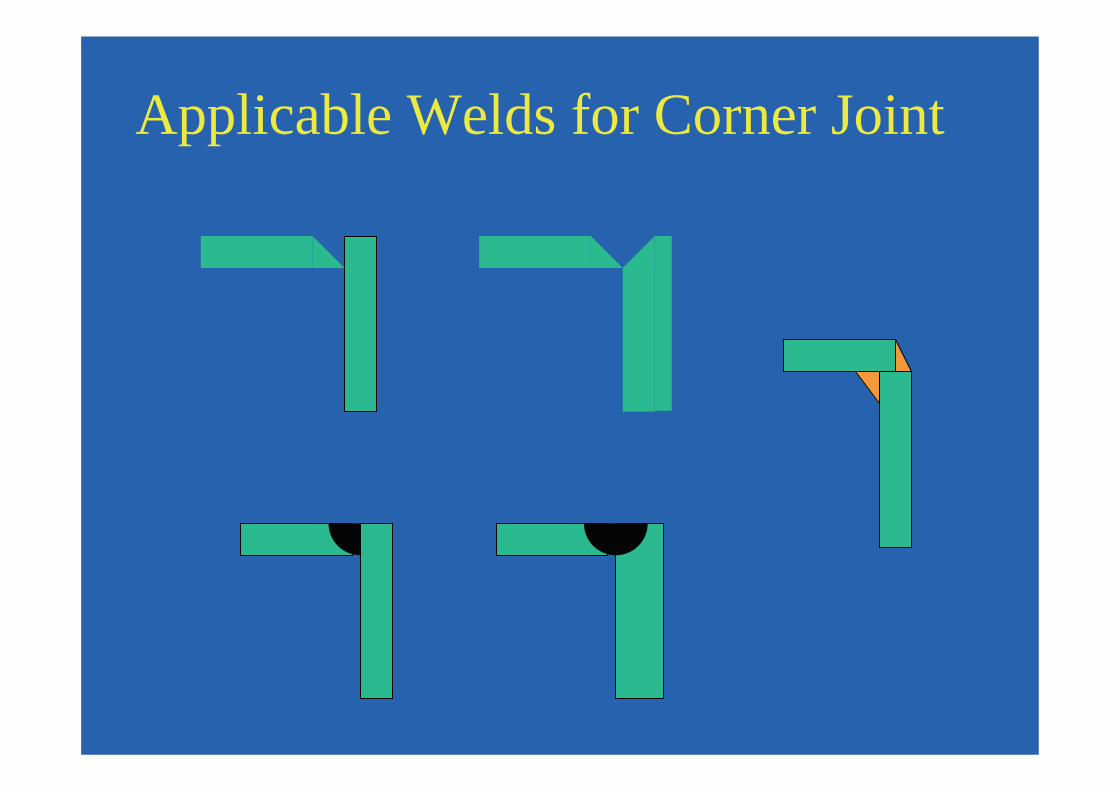
Applicable Welds for Corner Joint
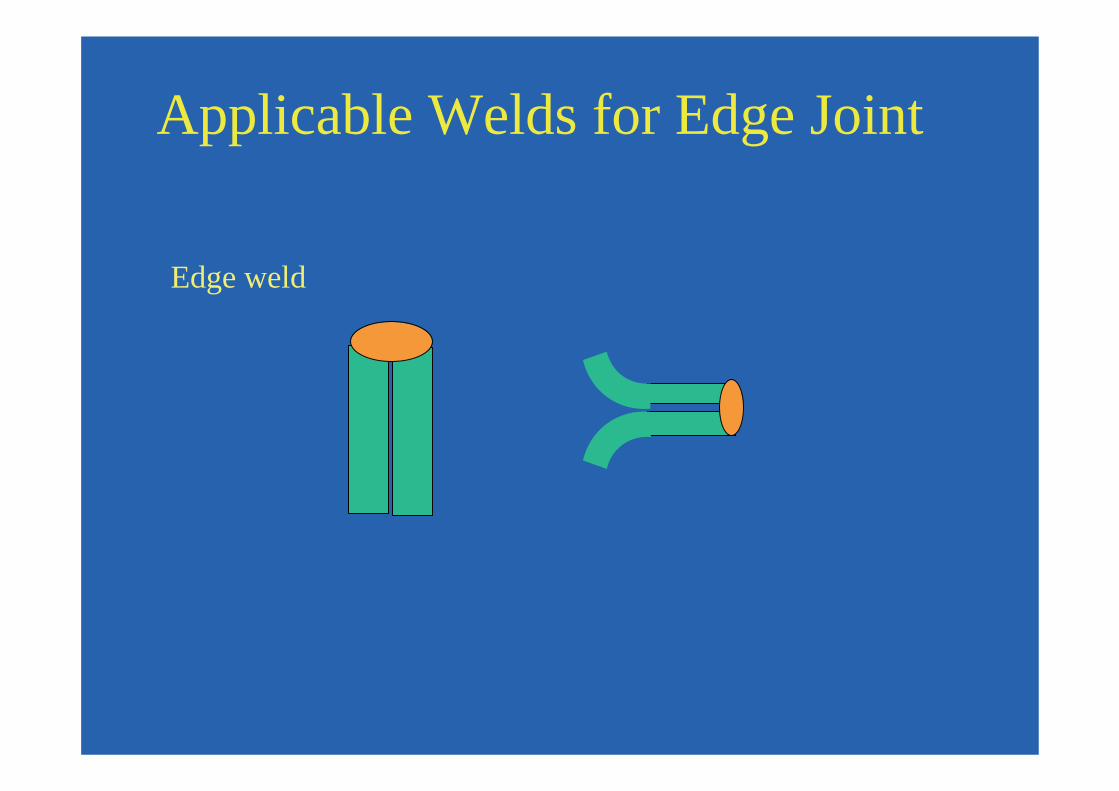
Applicable Welds for Edge Joint
Edge weld
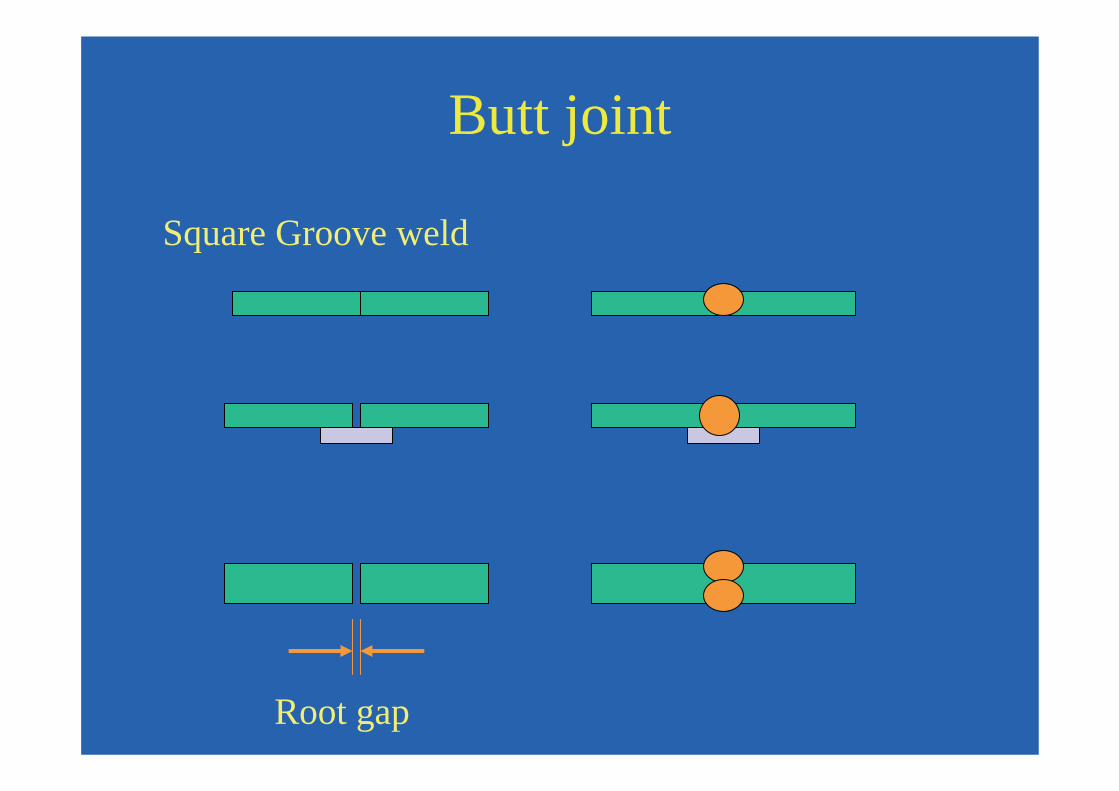
Butt joint
Square Groove weld
Root gap
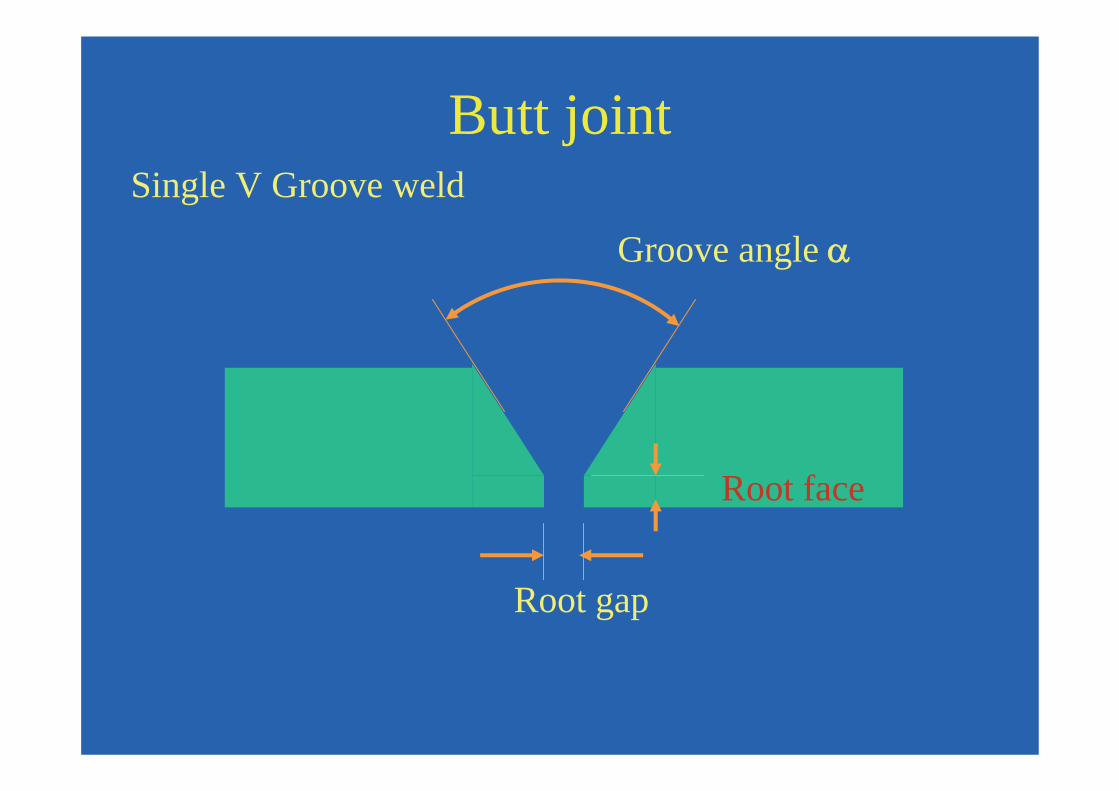
Butt jointSingle V Groove weld
Groove angle α
Root face
Root gap
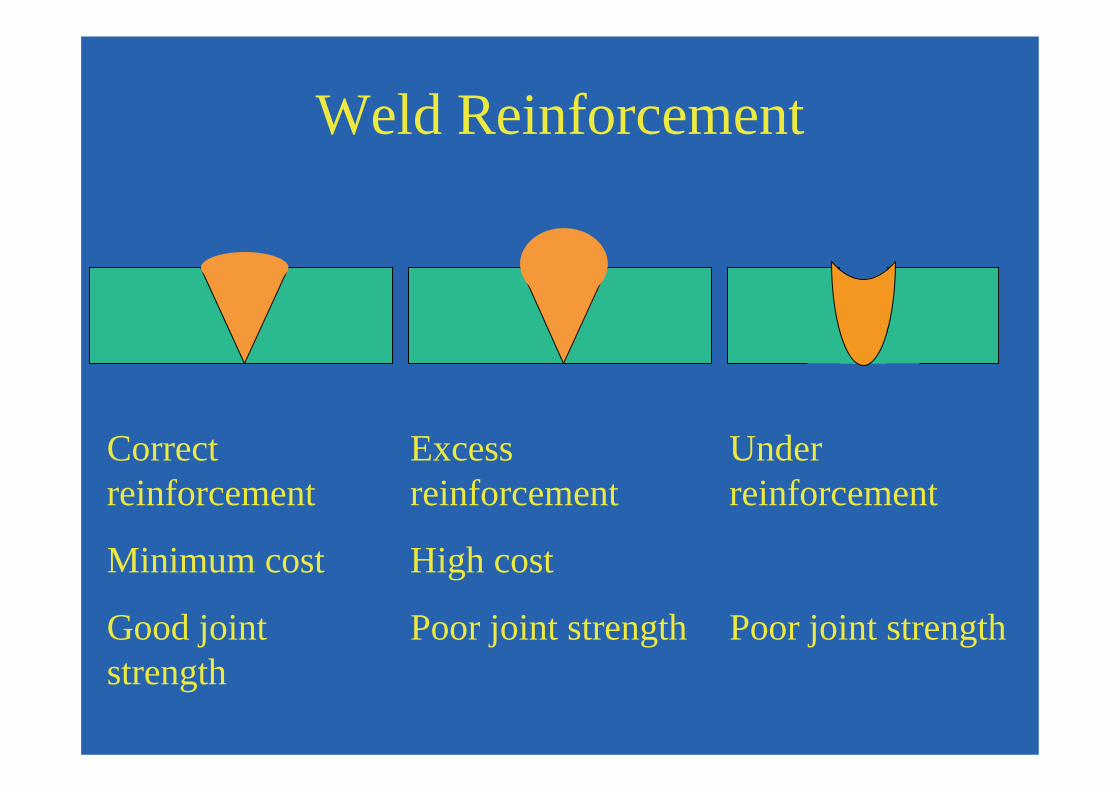
Weld Reinforcement
Correct reinforcement
Minimum cost
Good joint strength
Excess reinforcement
High cost
Poor joint strength
Under reinforcement
Poor joint strength
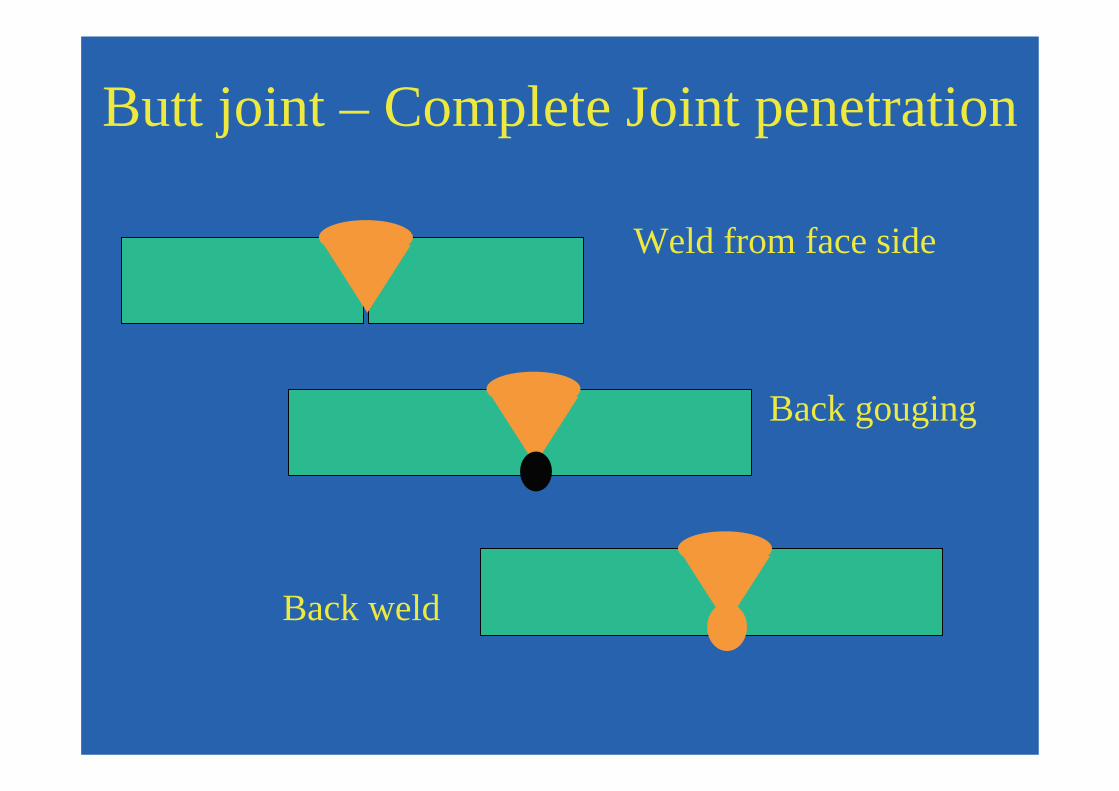
Butt joint – Complete Joint penetration
Weld from face side
Back gouging
Back weld
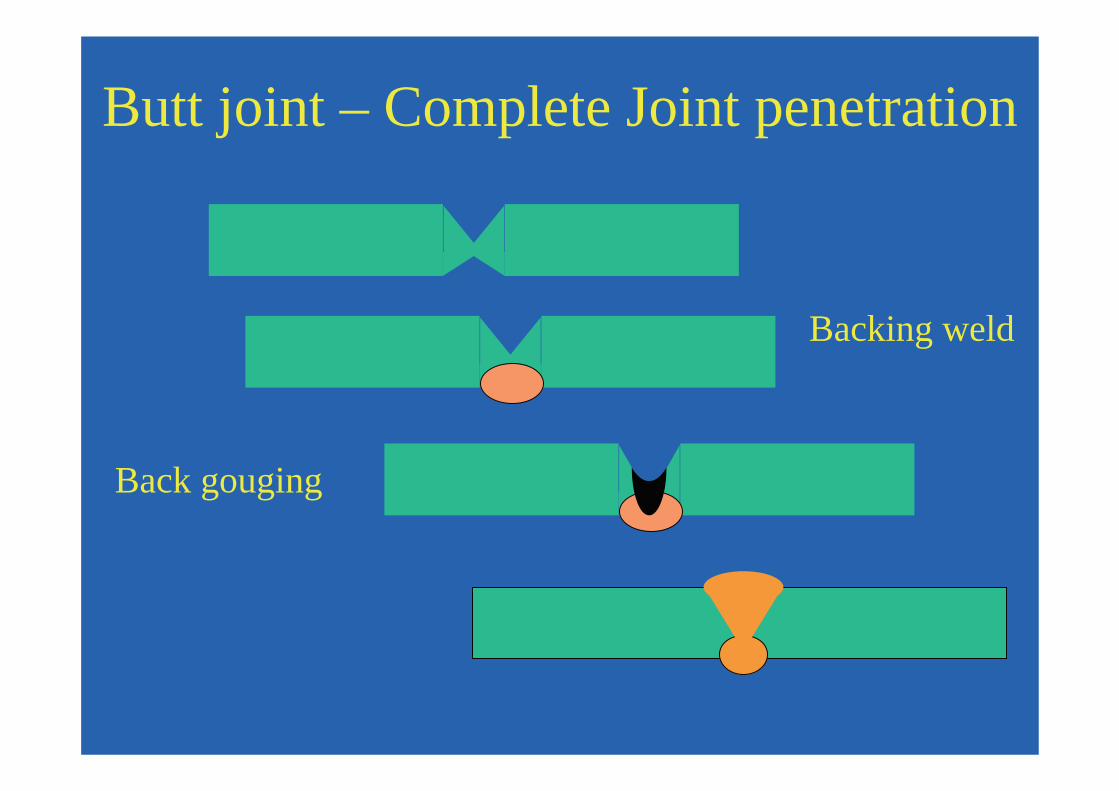
Butt joint – Complete Joint penetration
Backing weld
Back gouging
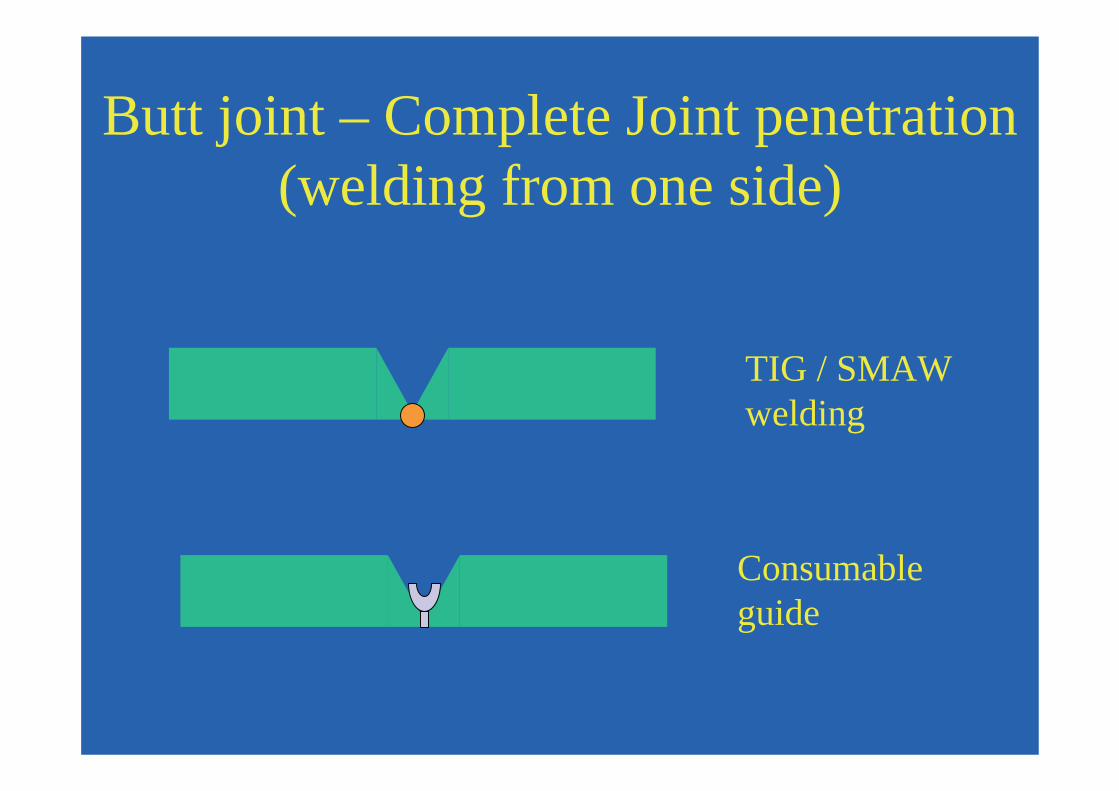
Butt joint – Complete Joint penetration (welding from one side)
TIG / SMAW welding
Consumable guide
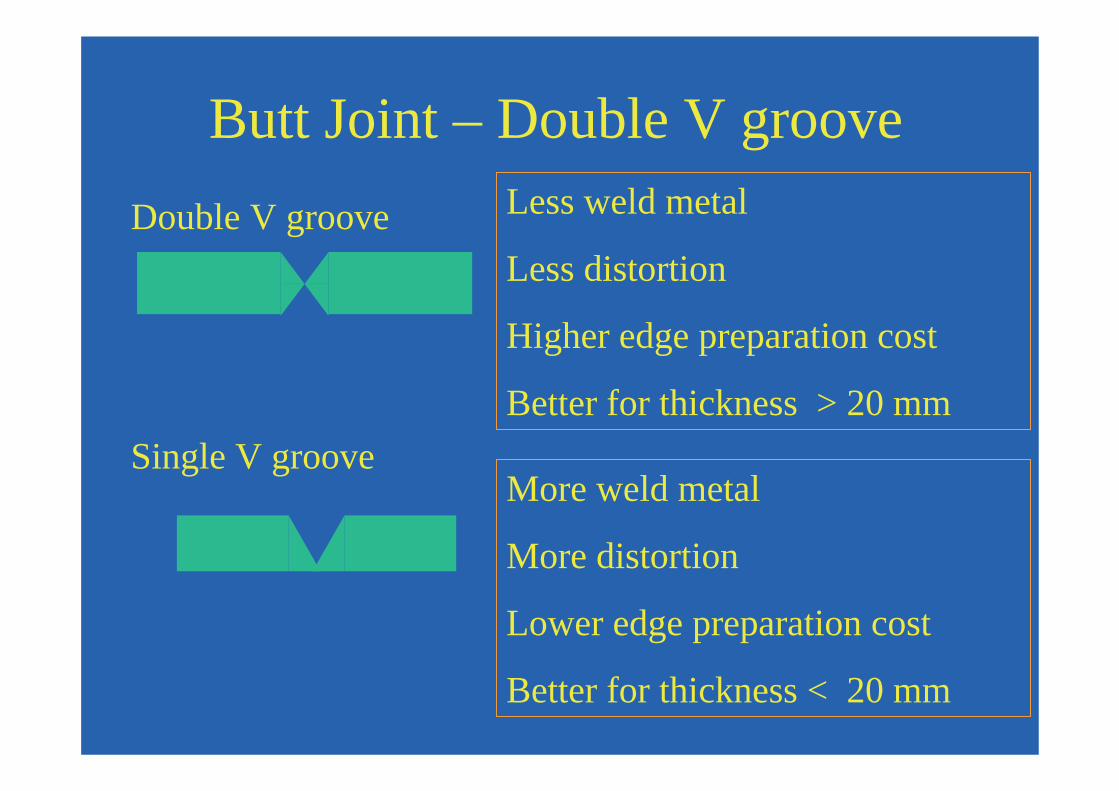
Butt Joint – Double V grooveLess weld metal
Less distortion
Higher edge preparation cost
Better for thickness > 20 mm
More weld metal
More distortion
Lower edge preparation cost
Better for thickness < 20 mm
Double V groove
Single V groove
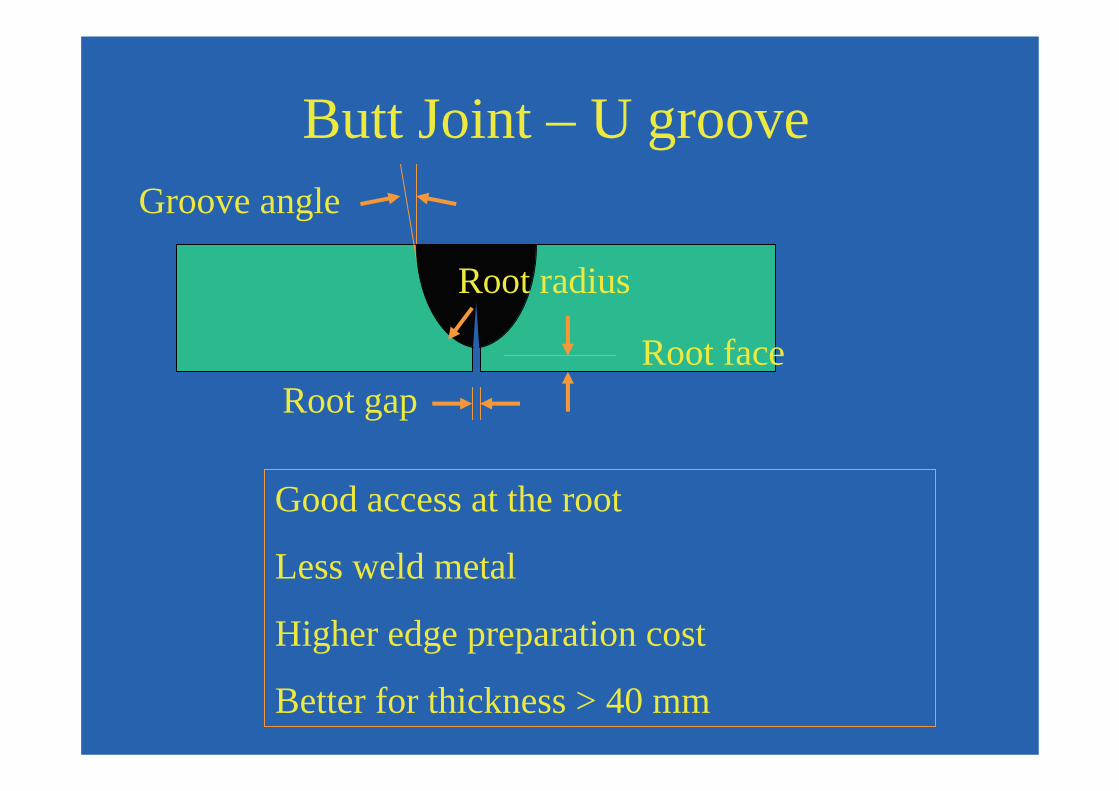
Butt Joint – U groove
Good access at the root
Less weld metal
Higher edge preparation cost
Better for thickness > 40 mm
Groove angle
Root faceRoot gap
Root radius
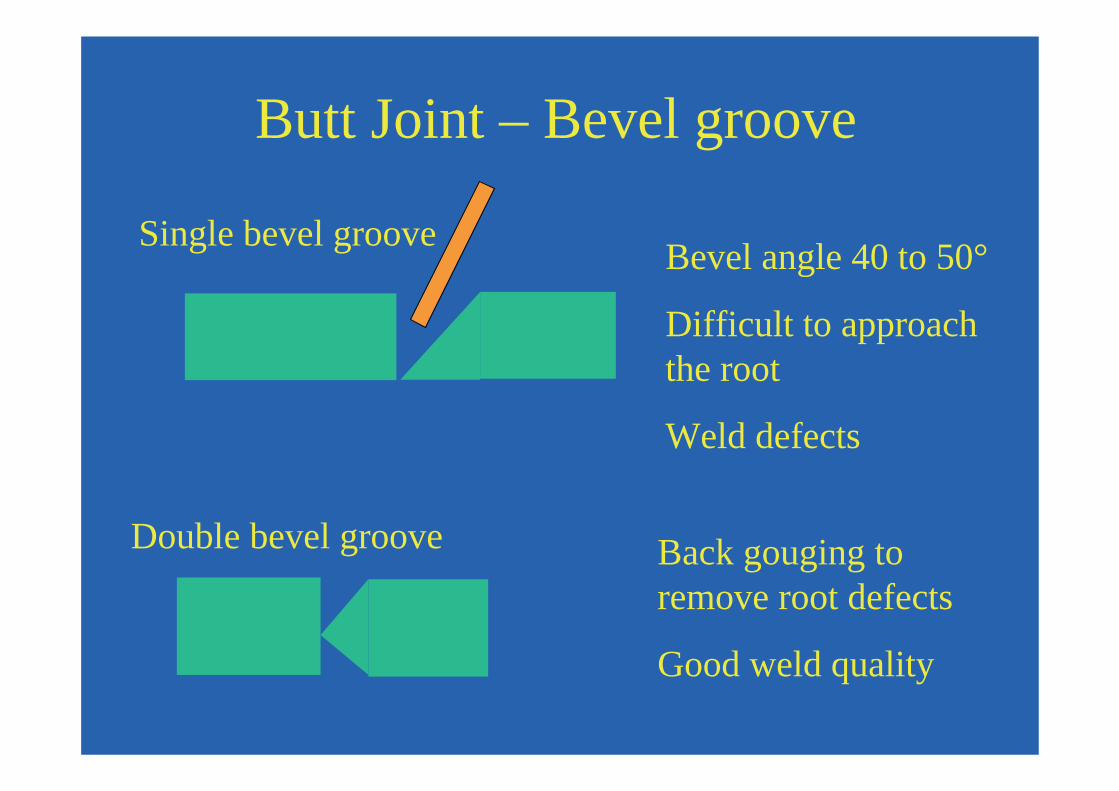
Butt Joint – Bevel groove
Double bevel groove
Single bevel groove Bevel angle 40 to 50°
Difficult to approach the root
Weld defects
Back gouging to remove root defects
Good weld quality
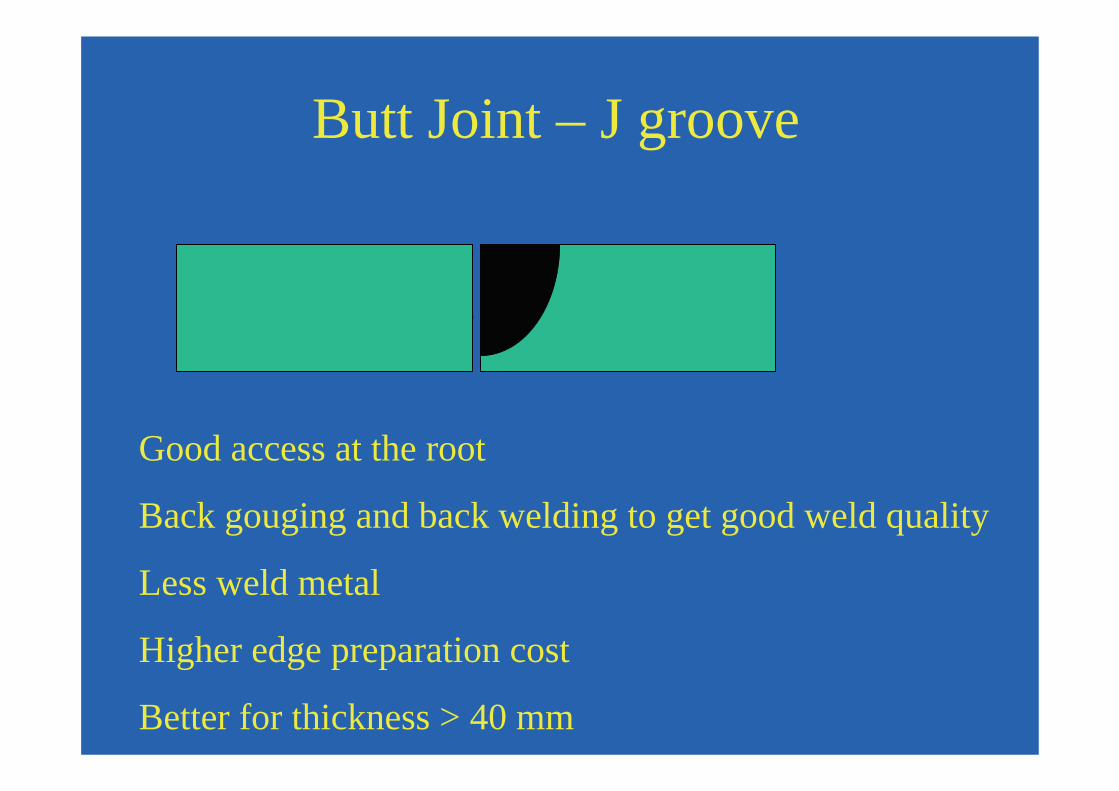
Butt Joint – J groove
Good access at the root
Back gouging and back welding to get good weld quality
Less weld metal
Higher edge preparation cost
Better for thickness > 40 mm
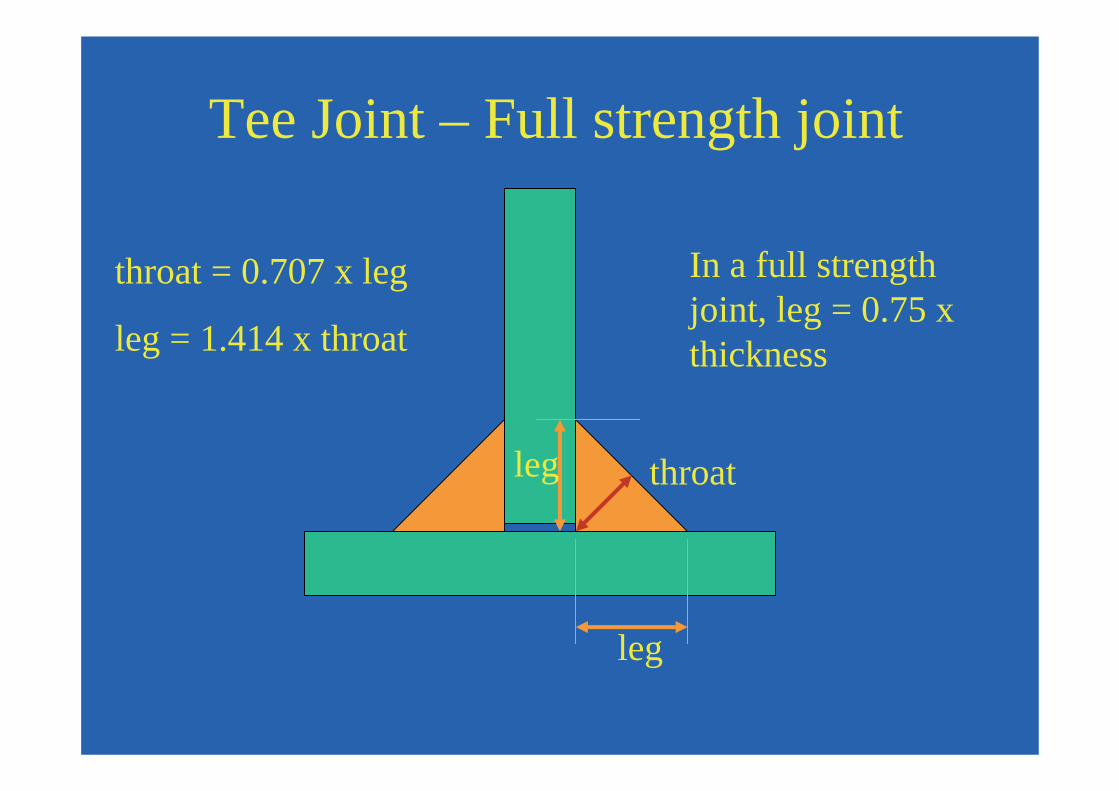
Tee Joint – Full strength joint
leg
leg throat
throat = 0.707 x leg
leg = 1.414 x throat
In a full strength joint, leg = 0.75 x thickness
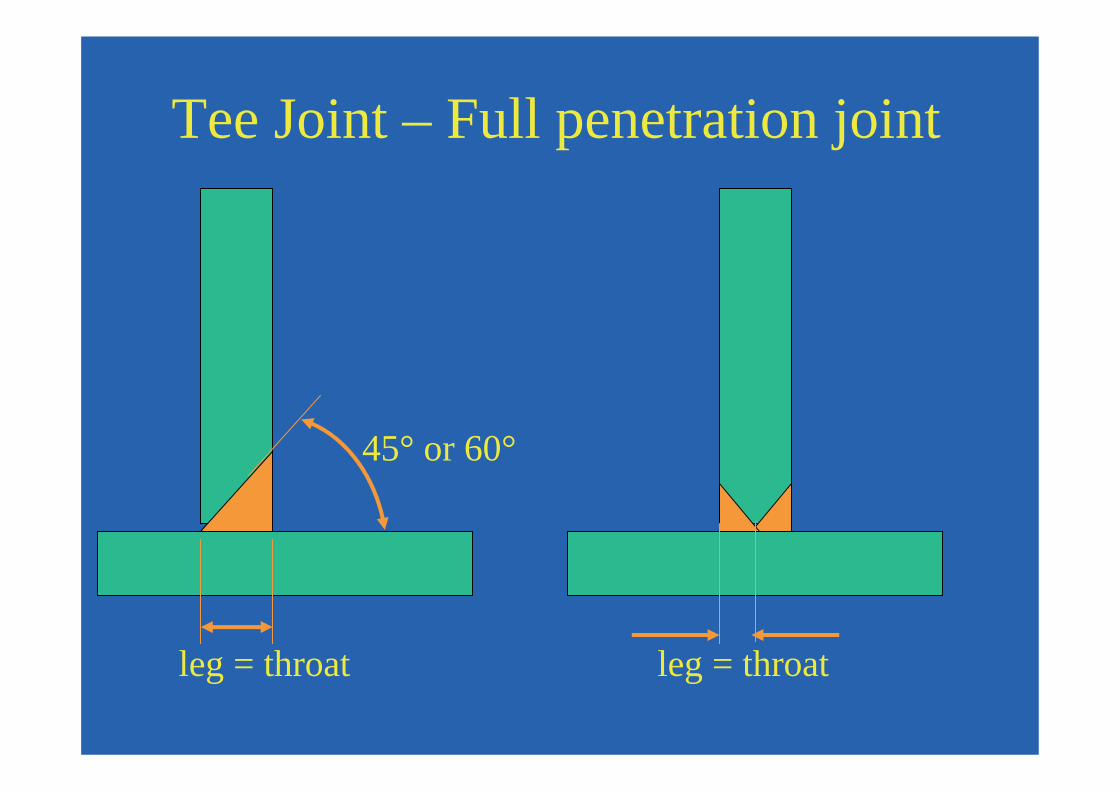
Tee Joint – Full penetration joint
leg = throat leg = throat
45° or 60°
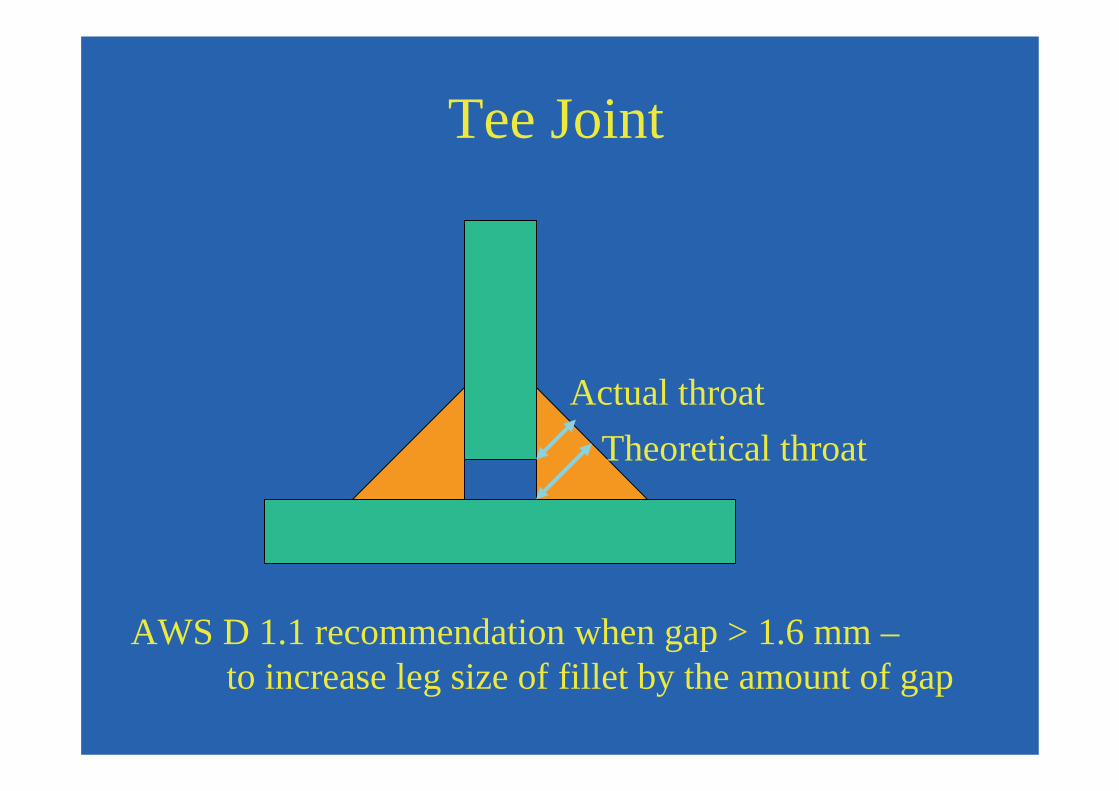
Tee Joint
Theoretical throatActual throat
AWS D 1.1 recommendation when gap > 1.6 mm –to increase leg size of fillet by the amount of gap
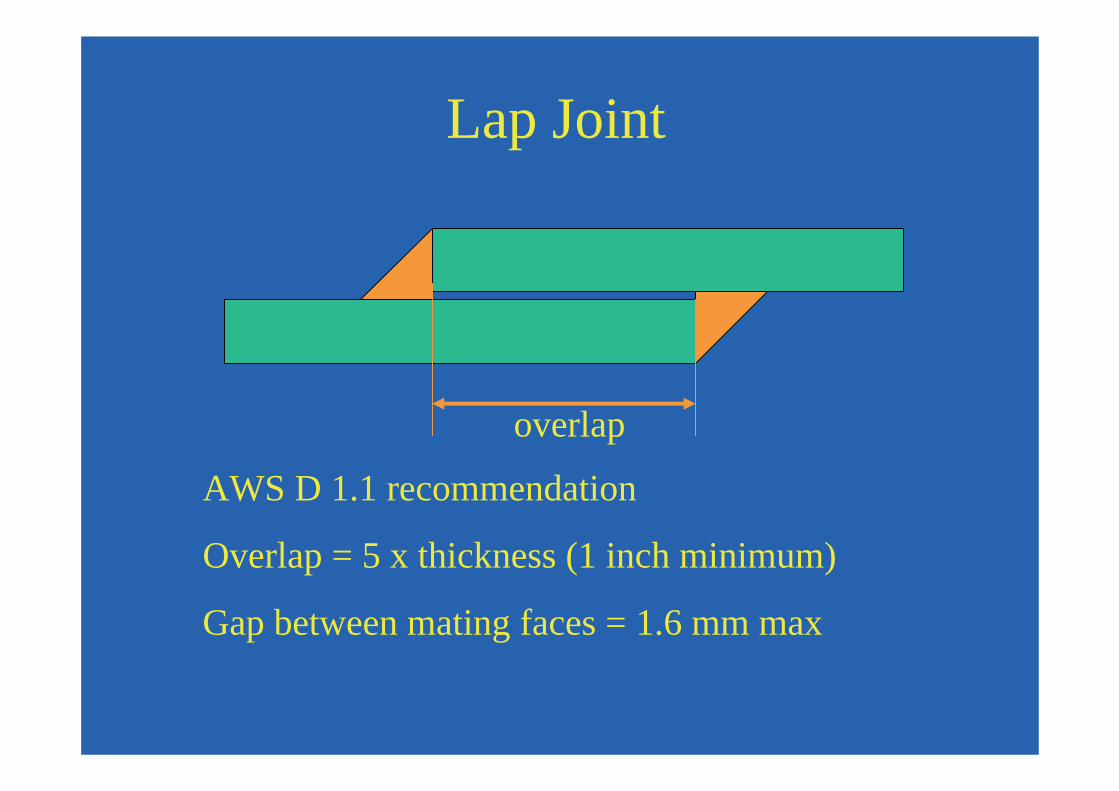
Lap Joint
AWS D 1.1 recommendation
Overlap = 5 x thickness (1 inch minimum)
Gap between mating faces = 1.6 mm max
overlap
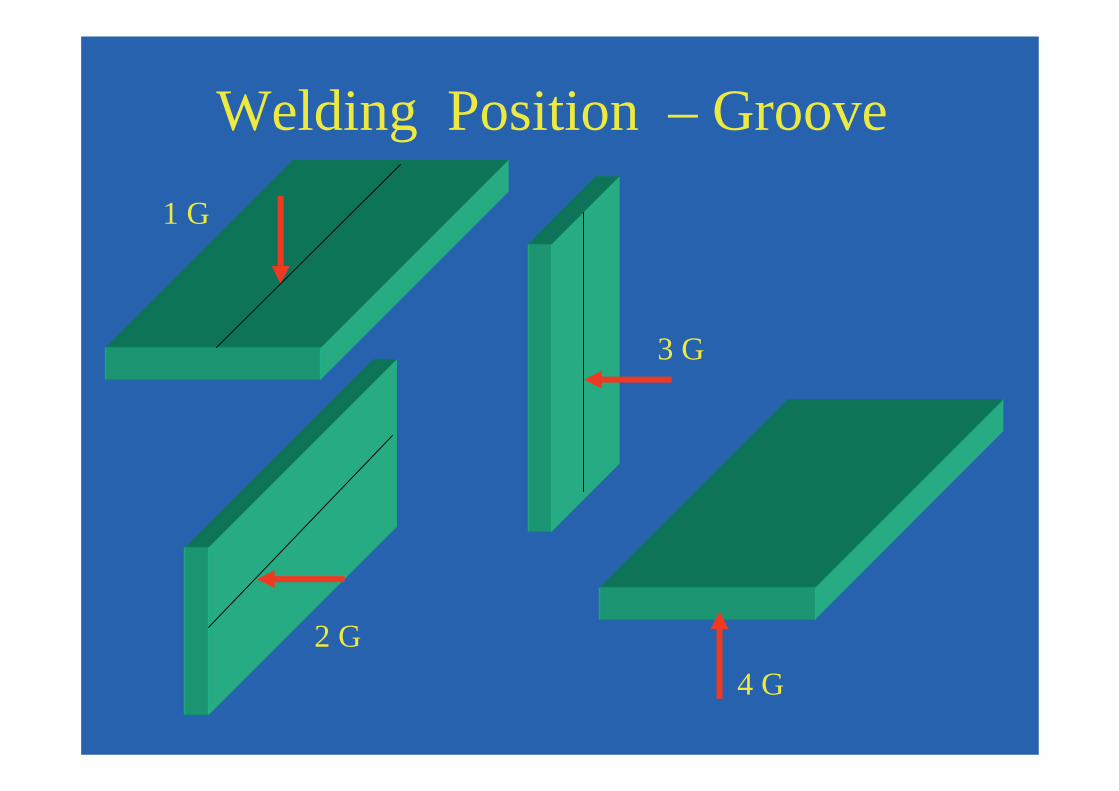
Welding Position – Groove1 G
2 G
3 G
4 G
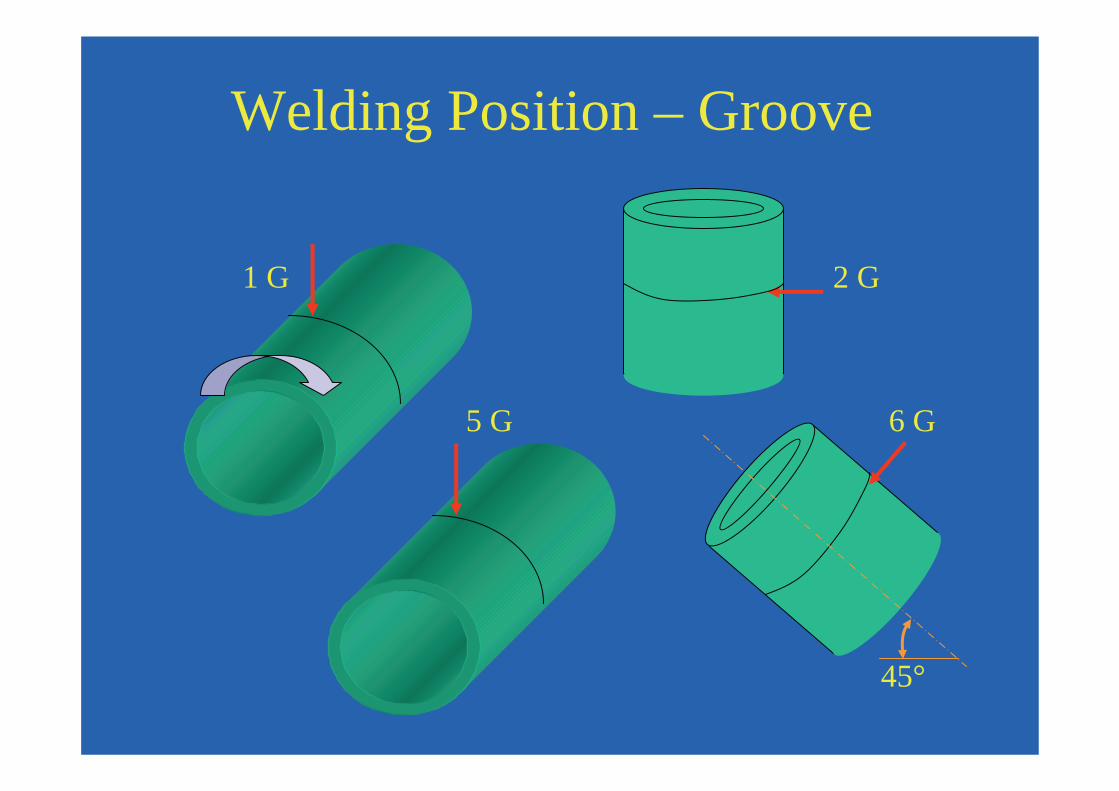
Welding Position – Groove
1 G 2 G
5 G 6 G
45°
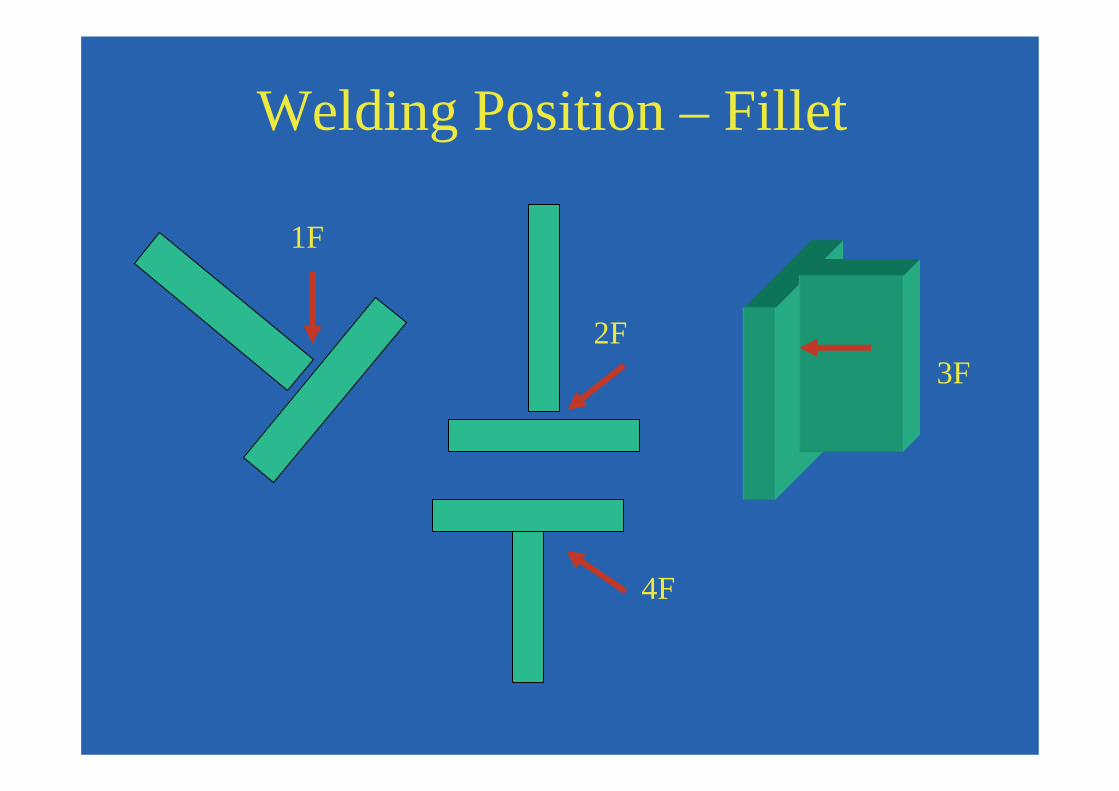
Welding Position – Fillet
1F
2F3F
4F
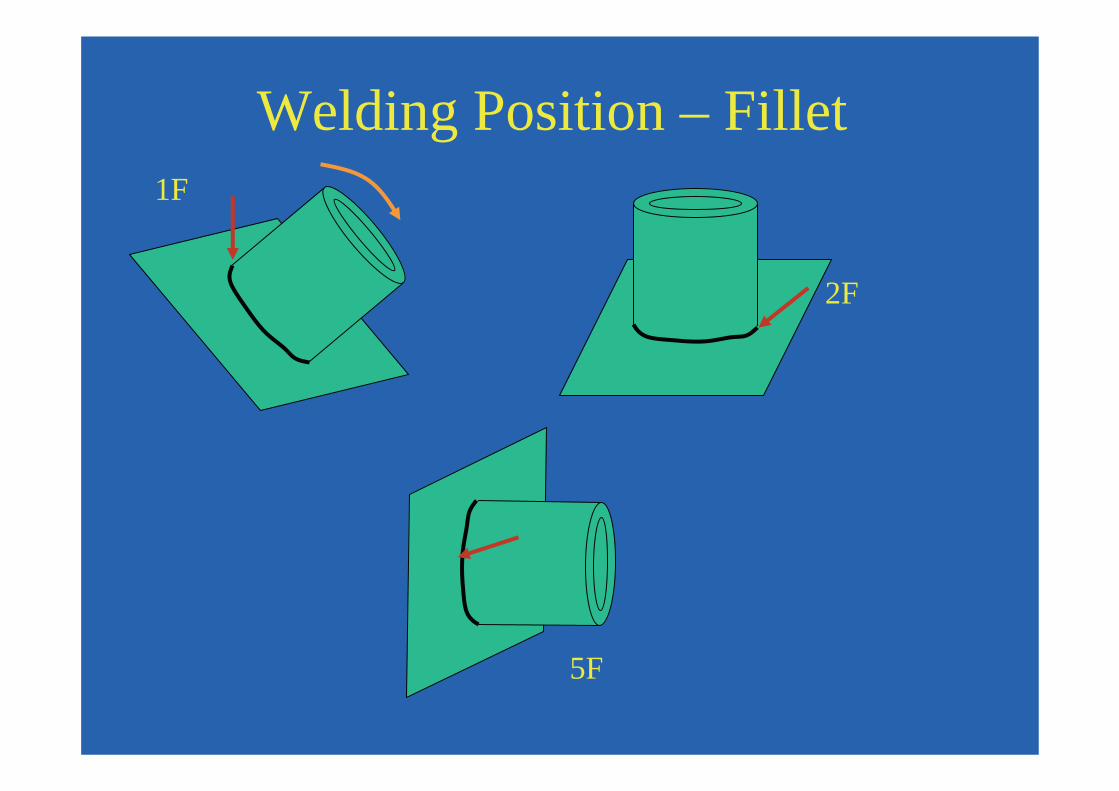
Welding Position – Fillet1F
2F
5F
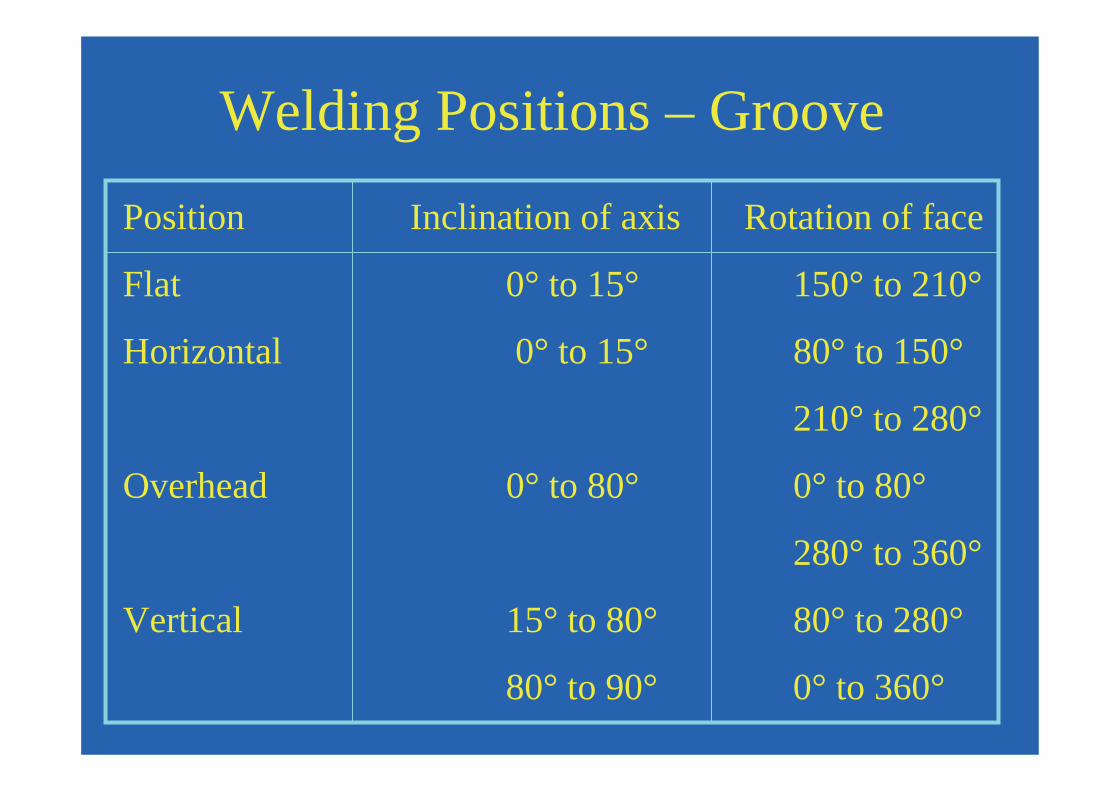
Welding Positions – Groove
Position Inclination of axis Rotation of face
Flat 0° to 15° 150° to 210°
Horizontal 0° to 15° 80° to 150°
210° to 280°
Overhead 0° to 80° 0° to 80°
280° to 360°
Vertical 15° to 80° 80° to 280°
80° to 90° 0° to 360°
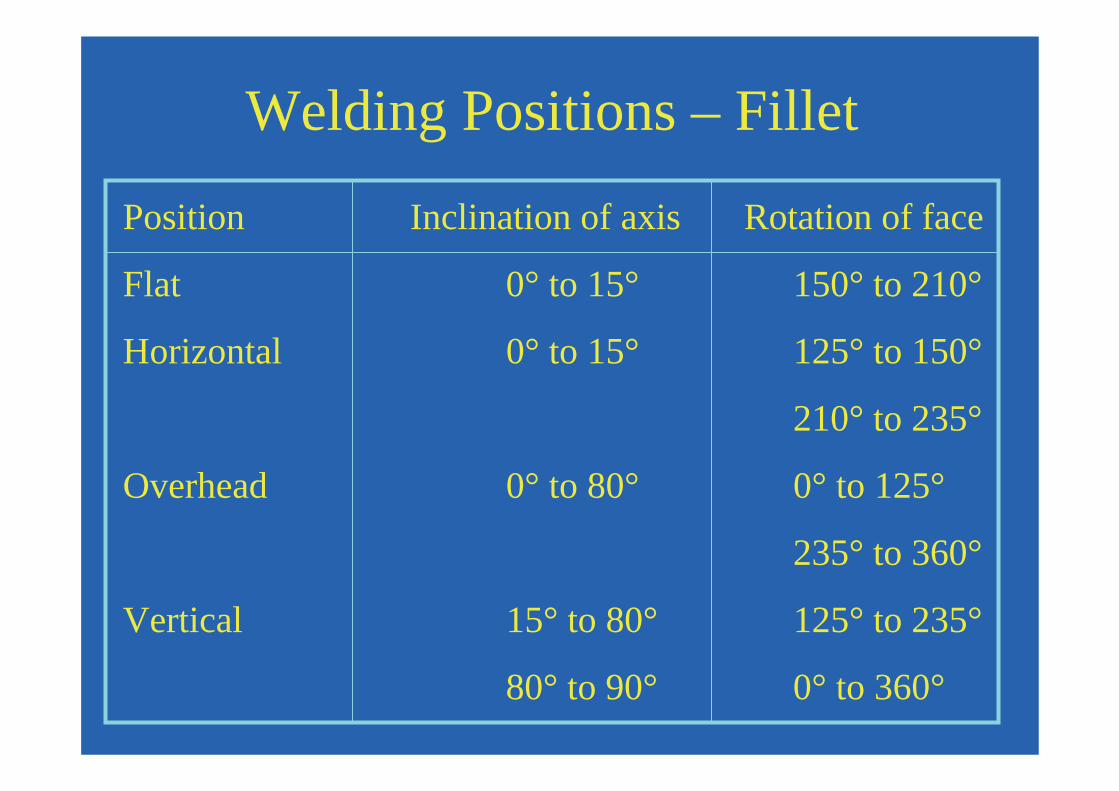
Welding Positions – Fillet
Position Inclination of axis Rotation of face
Flat 0° to 15° 150° to 210°
Horizontal 0° to 15° 125° to 150°
210° to 235°
Overhead 0° to 80° 0° to 125°
235° to 360°
Vertical 15° to 80° 125° to 235°
80° to 90° 0° to 360°
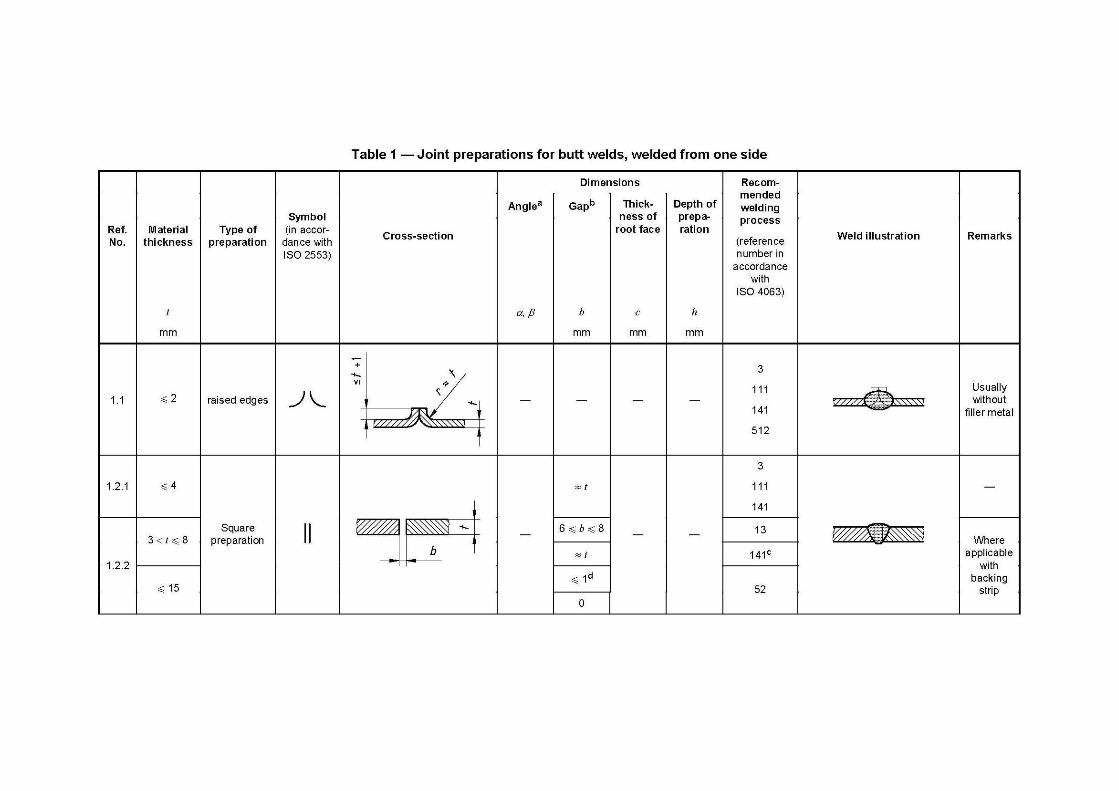
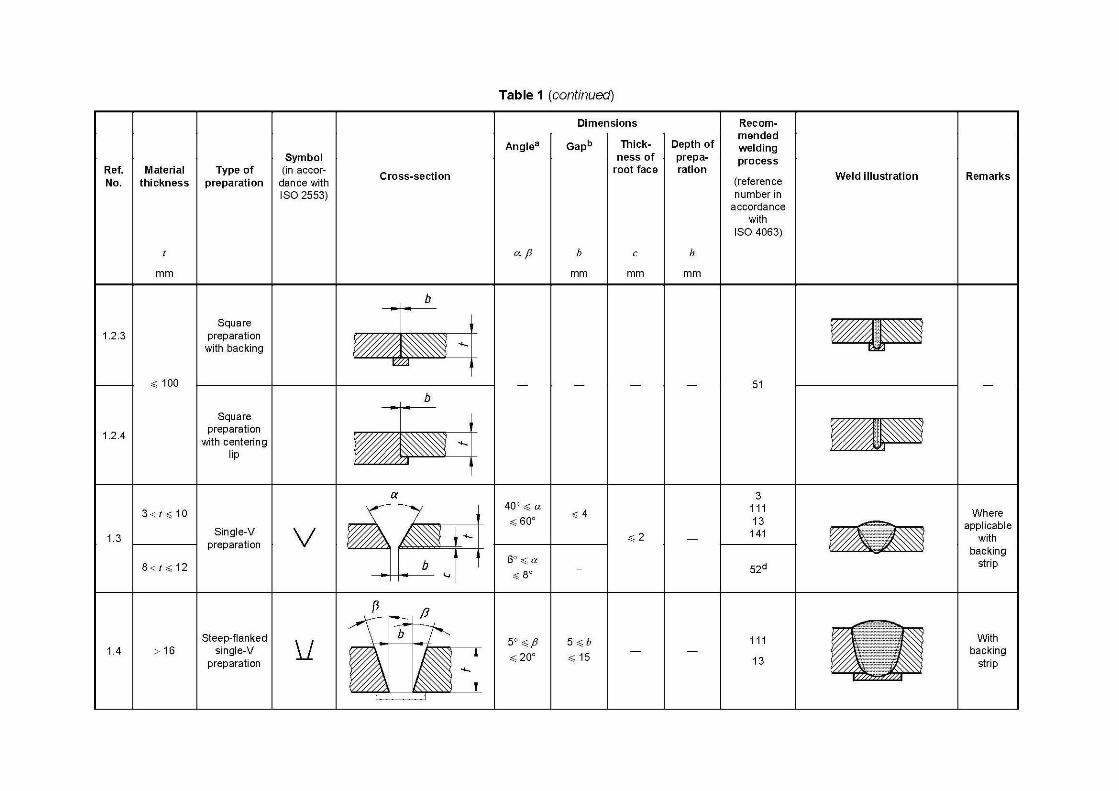
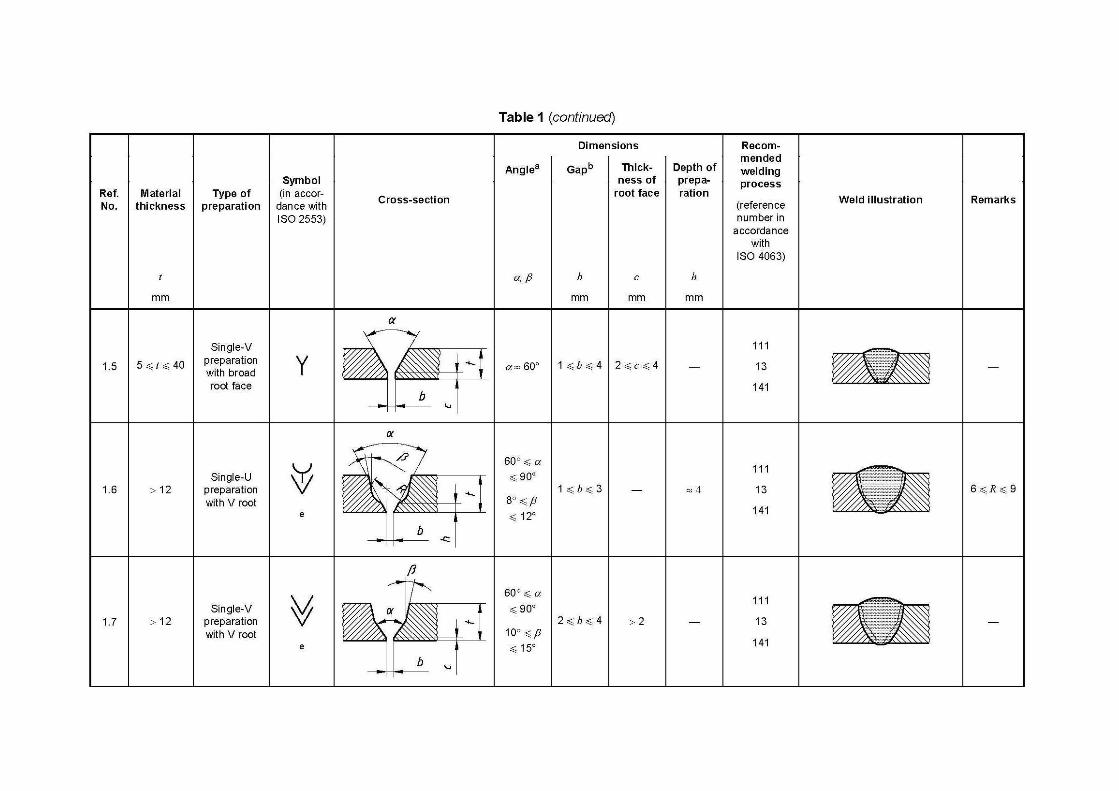
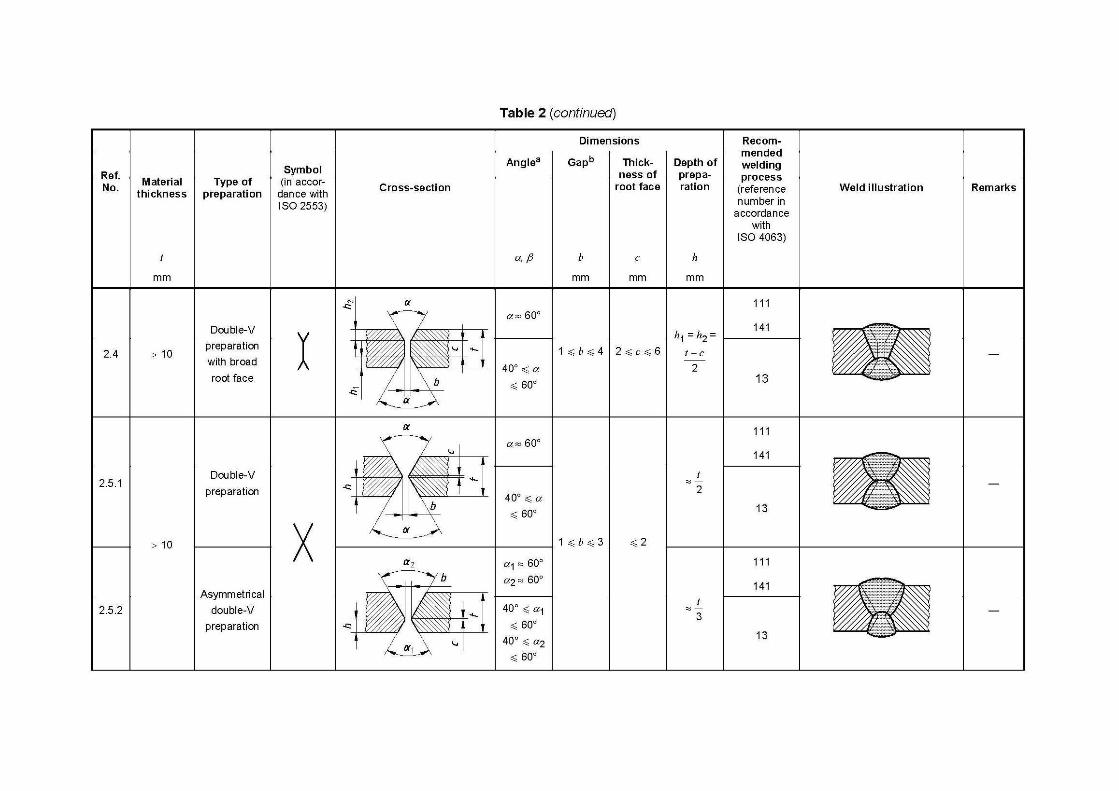
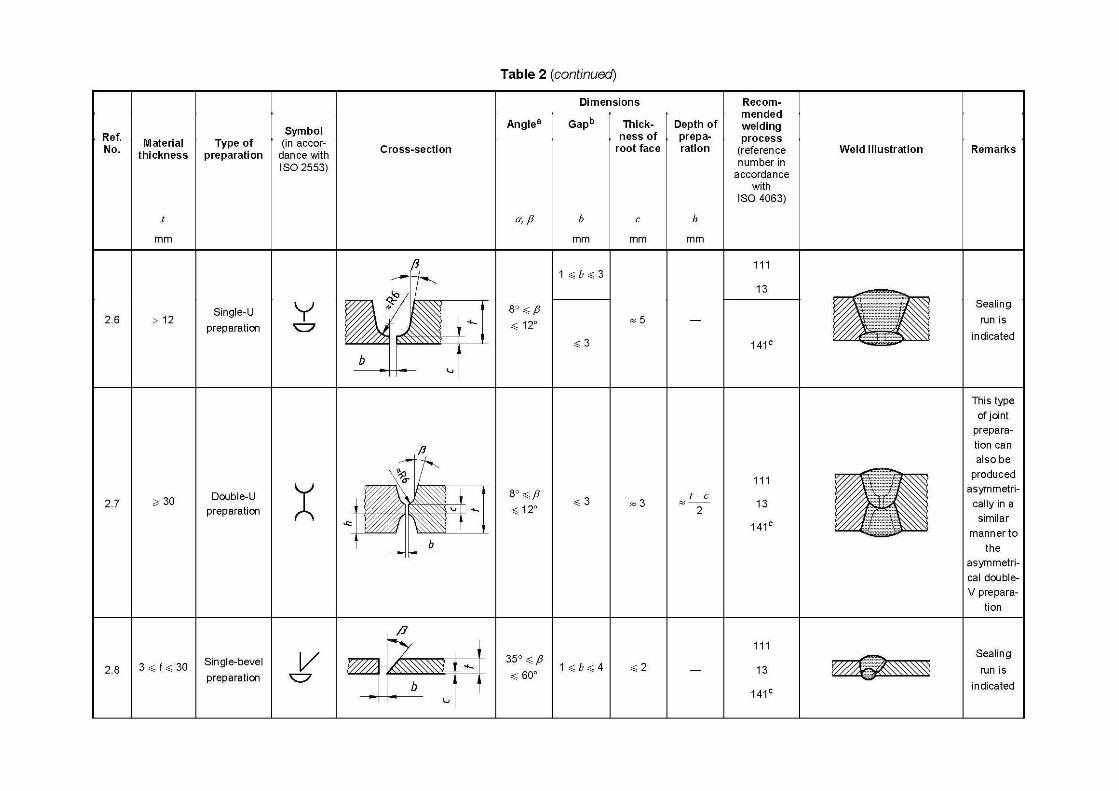
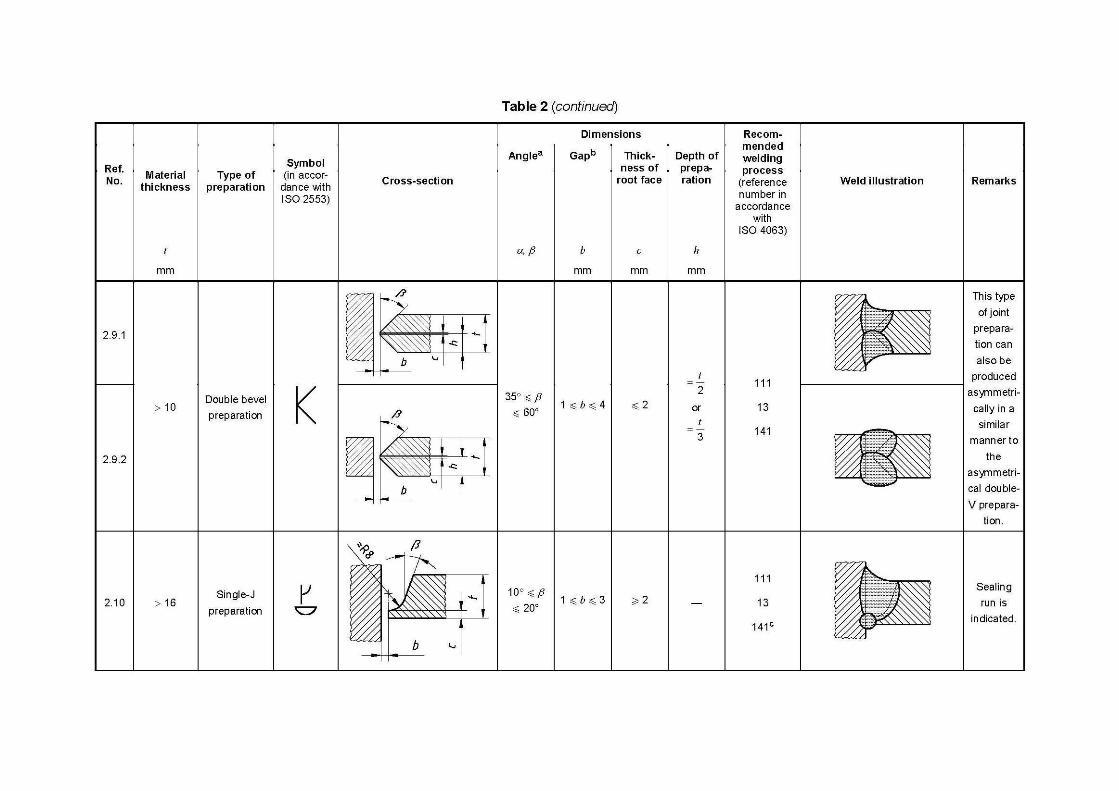
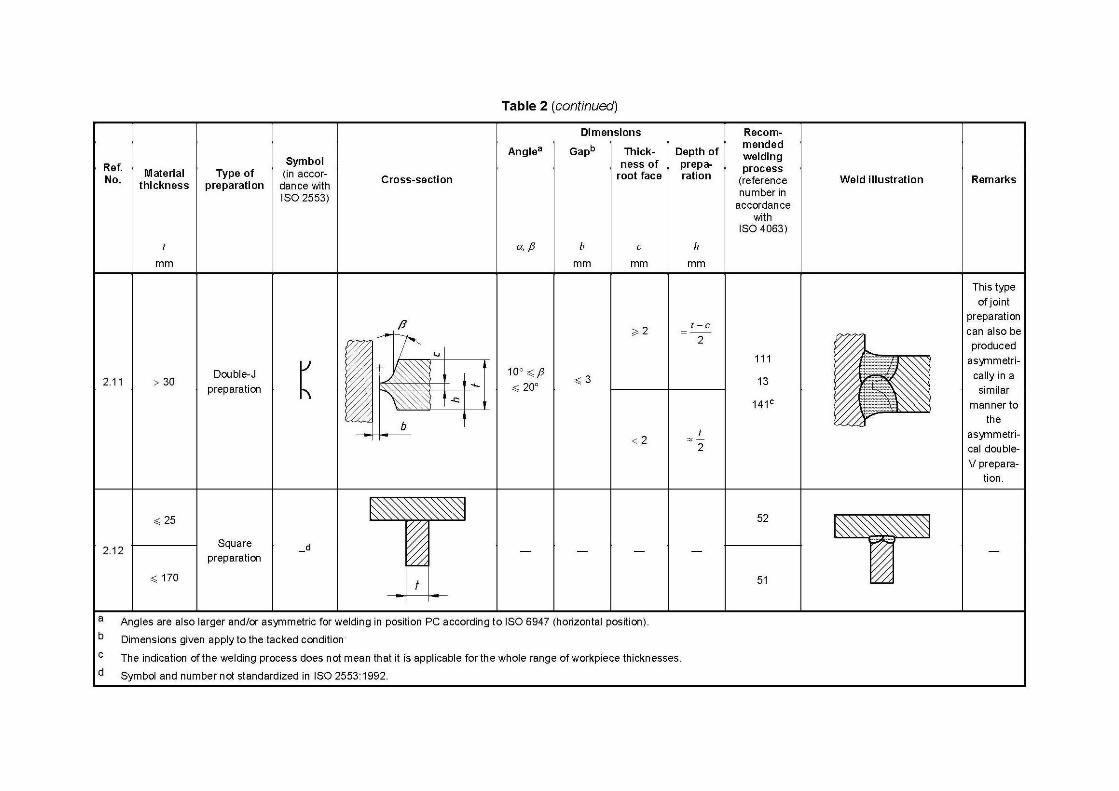
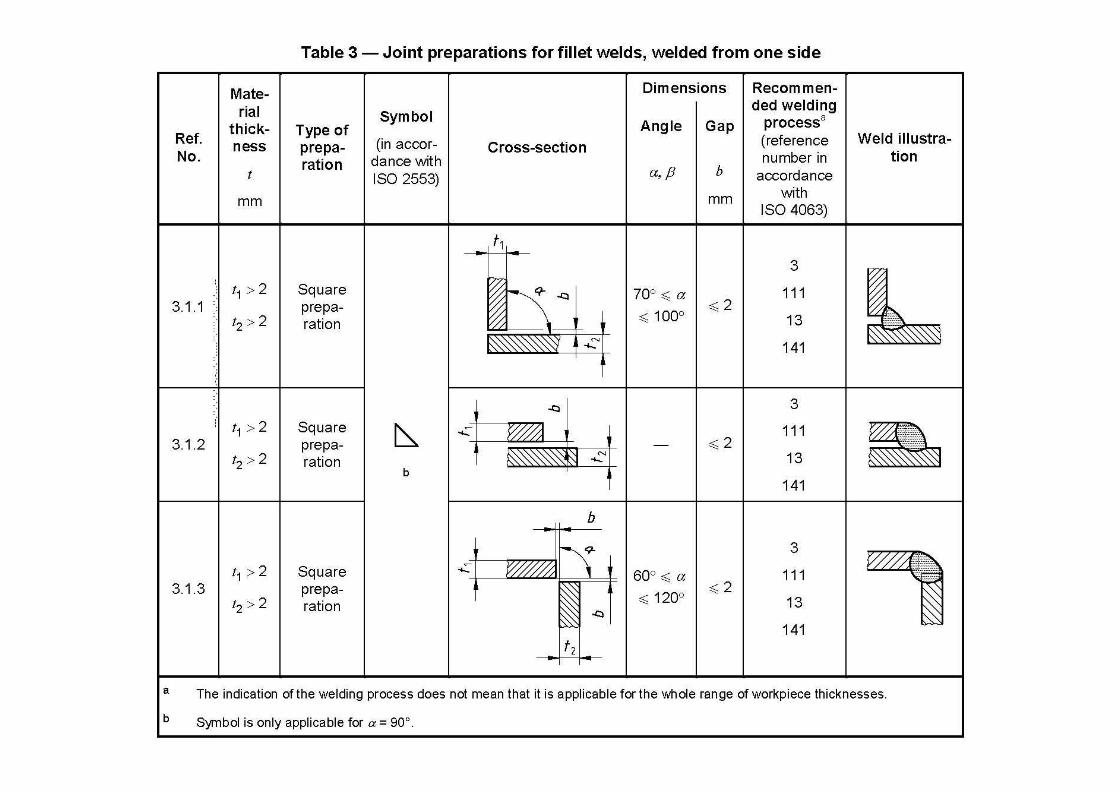
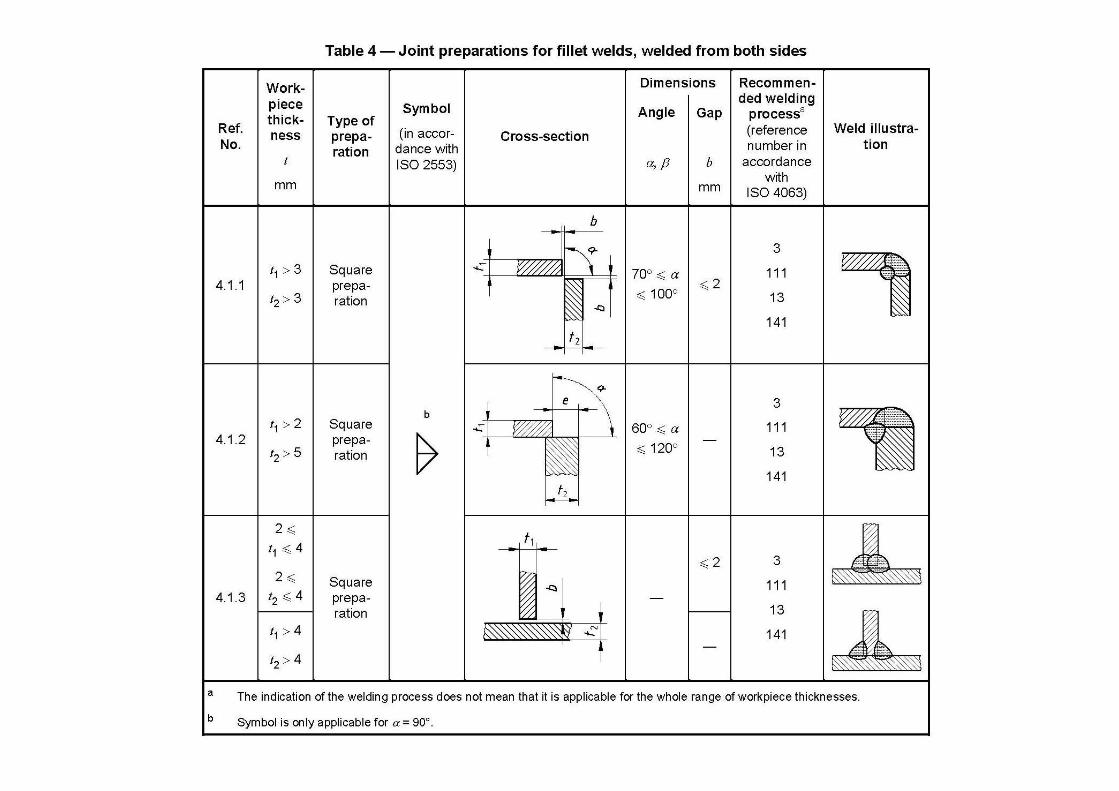
Joint preparation
According to ISO 9692Welding and allied processes -Recommendations for joint preparation
Part 1: Manual metal-arc welding, gas shielded metal-arc welding, gaswelding, TIG welding and beam welding of steels