Embed Size (px)
Citation preview
Wet Explosion: a Universal and Efficient Pretreatment Processfor Lignocellulosic Biorefineries
Rajib Biswas & Hinrich Uellendahl & Birgitte K. Ahring
# Springer Science+Business Media New York 2015
Abstract Lignocellulosic biomass resources especially agri-cultural and forests residues, perennial crops, farmwastes, andthe organic fraction of municipal solid waste hold significantpotential for the widespread production of sustainable fuels,chemicals, and bioproducts worldwide. For biochemical con-version processes, deconstruction of lignocellulosic biomassinto its components (cellulose, hemicellulose, and lignin) forfurther microbial conversion has been a major challenge dueto the recalcitrant nature of lignocellulose. Thus pretreatmentis prerequisite for efficient hydrolysis of lignocellulose andcost for such treatment is currently about one third of theoverall processing costs in a cellulosic biorefinery. Thus, thedevelopment of a more efficient and cost-effective pretreat-ment method is crucial for the commercialization of lignocel-lulosic biorefineries. Wet explosion (WEx), a thermochemicalpretreatment method with additional features of oxygen addi-tion and explosive decompression, can be adjusted to differentbiomass feedstock and to subsequent bio-catalytic and micro-bial processes. The WEx pretreatment method has been suc-cessfully applied in combination with both microbial fermen-tation and anaerobic digestion processes using both agricul-tural and forest residues as well as manure fibers. Steam ex-plosion, represents a related process to WEx pretreatmentwhere high pressure is used but no oxygen is added. This
process has been tested in demonstration scale while WEx ison its way to commercialization. Presented here is a summaryof the basic concepts and parameters involved in WExpretreatment.
Keywords Wet explosion pretreatment . Lignocellulosicbiorefineries . Biomass feedstock . Enzymatic hydrolysis .
Anaerobic digestion
Introduction
First-generation biofuels such as bioethanol produced fromsugar- or starch-based feedstocks such as corn, sugarcane,wheat [1], and biodiesel produced from renewable lipid feed-stocks include mainly soybean, rapeseed, and palm oils [2],have experienced unprecedented growth over the last decadesas means to reduce the dependency on oil supply from polit-ically unstable regions of the world. In addition, biogas pro-duced by the anaerobic digestion process has become anotherimportant biofuel for the production of renewable natural gasand electricity, especially in Europe, with rising productionfrom both organic residues and energy crops [3, 4].
To eliminate the increasing controversy over land use whenproducing food-based feedstock for the first-generationbiofuels, non-food lignocellulosic resources such as agricultur-al and forest residues, perennial crops, marine biomass, andorganic fractions of farm and municipal waste have been rec-ognized as a more sustainable option [5–7]. These abundantlignocellulosic biomass resources are accessible, and relativelycheap (typically $20 to $100 per dry ton) as well as having alower carbon footprint. As a result, the establishment of a ro-bust bio-based industry has driven considerable research in thearea during the past years with the aim of finding economic
R. Biswas : B. K. Ahring (*)Bioproducts, Sciences and Engineering Laboratory (BSEL),Washington State University, 2710 Crimson Way,Richland 99354, WA, USAe-mail: [email protected]: http://www.tricity.wsu.edu/bsel/
H. UellendahlSection for Sustainable Biotechnology, Aalborg UniversityCopenhagen, Copenhagen, Denmark
Bioenerg. Res.DOI 10.1007/s12155-015-9590-5

ways to utilize lignocellulosic biomass [8, 9]. Still, improve-ments in the conversion processes are needed for large-scaleeconomic implementation of biorefining technologies [10–12].
Pretreatment is an indispensable process step in biochemicalconversion of lignocellulose needed for the deconstruction ofthe complex structure of cell wall, made of chemical bondsbetween cellulose, hemicellulose and lignin [10], in order tofacilitate enzymatic hydrolysis of the polysaccharides into fer-mentable sugars. However, high capital and operational costsof pretreatment processes are often claimed to be the mainreasons for the slow penetration of industrial application oflignocellulosic biorefineries [13, 14]. Physical, thermal, chem-ical, and biological pretreatment methods and their combina-tions have been previously reviewed on their ability to fraction-ate lignocellulose [15–18]. Of the various pretreatmentmethods, thermochemical pretreatment has been consideredas one of the most cost-efficient methods [12, 19] and has beenapplied in demo/large-scale facilities such as the Inbicon plantin Denmark and the Beta Renewables’ Crescentino plantin Italy [20, 21]. Recently, new plants such as POET-DSM’s Project Liberty cellulosic ethanol plant inEmmetsburg, Iowa (http://poet-dsm.com/liberty) andAbengoa Bioenergy’s cellulosic ethanol plant inHugoton, Kansas (http://www.abengoabioenergy.com)have further come on-line.
Wet explosion (WEx), a thermochemical pretreatment thatcan either be applied as steam explosion without the oxidizingagents or with oxidizing agents [22–24], and the process hasshown its potential as an effective pretreatment method for awide variety of lignocellulosic biomass. Benefits of WEx in-clude relatively simple technical setup, relatively low energyinput, lower risk of inhibitory degradation products formation,and no need for other chemicals besides oxygen, which can beapplied as air. In addition, the pretreatment technology is feed-stock neutral, i.e., applicable to various types of ligno-cellulosic feedstocks including softwood and hardwood,and suitable for application in different biochemical pro-cesses such as yeast, fungal or bacterial systems. Thisreview provides an overview of recent development ofthermochemical pretreatment of lignocellulosic biomass,focusing on wet explosion. The mechanisms of the dif-ferent process parameters involved in WEx and theiradjustment for different biomass and processes arereviewed. Additionally, wet explosion will be comparedto other promising pretreatment methods, and the feasi-bility and limitations of scale-up will be discussed.
Structure and Composition of Lignocellulose
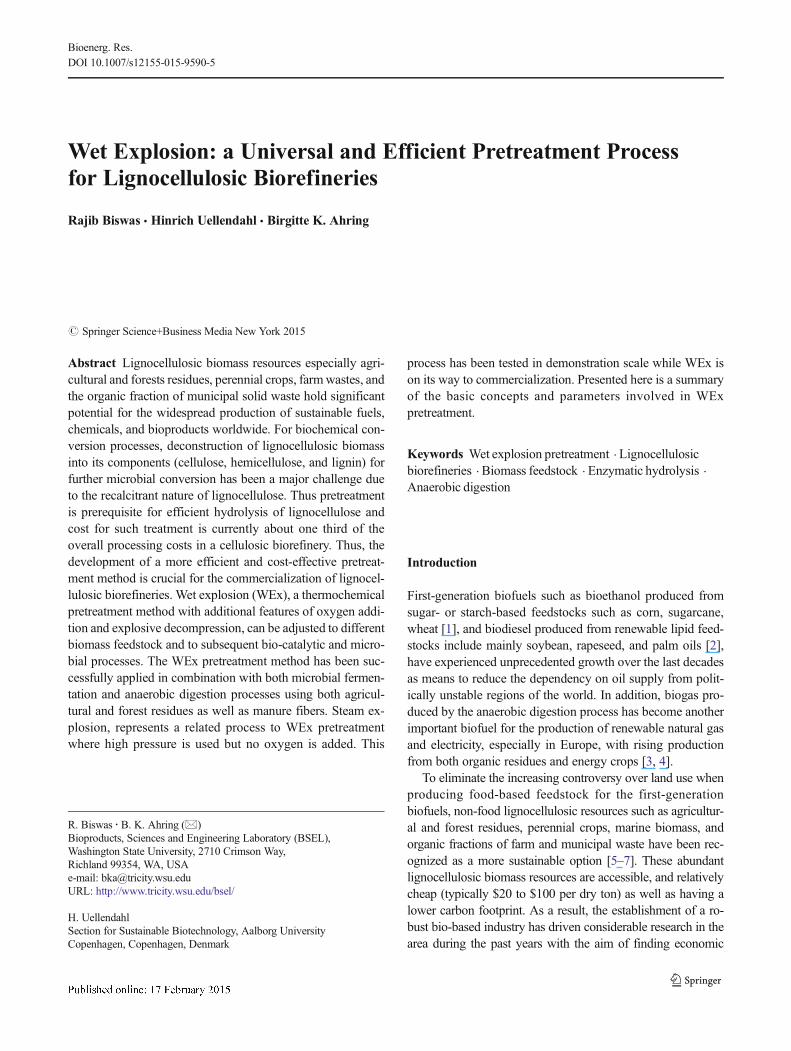
Lignocellulose consists of cellulose, hemicellulose and lignin(Fig. 1). Depending on the respective biomass, cellulose ac-counts for 40–50 %, hemicellulose 20–40 %, and lignin 10–
40 % of the biomass dry weight [25]. Cellulose is a linearpolymer composed of glucose subunits (C6nH10n+2O5n+1, n=degree of polymerization of glucose) linked by β-1,4-glyco-sidic bonds forming cellobiose molecules. Its crystalline struc-ture is strengthened by strong intra- and inter-molecule hydro-gen bonds within elemental fibrils and by van der Waalsforces. Hemicellulose consists of five- and six-carbon sugarswhere xylose is the most common type. The other sugar com-ponents of hemicellulose are glucose, mannose, arabinose,and galactose with lower levels of rhamnose, fucose, anduronic acids. Hemicellulose is highly branched with the pres-ence of acetyl groups, lacking the crystalline structure of cel-lulose. These heteropolymers bind bundles with cellulose fi-brils and enhance the stability of the cell wall [26]. The degreeof polymerization (DP) of cellulose and hemicellulose rangefrom 100 to 20,000 and 50 to 300, respectively.
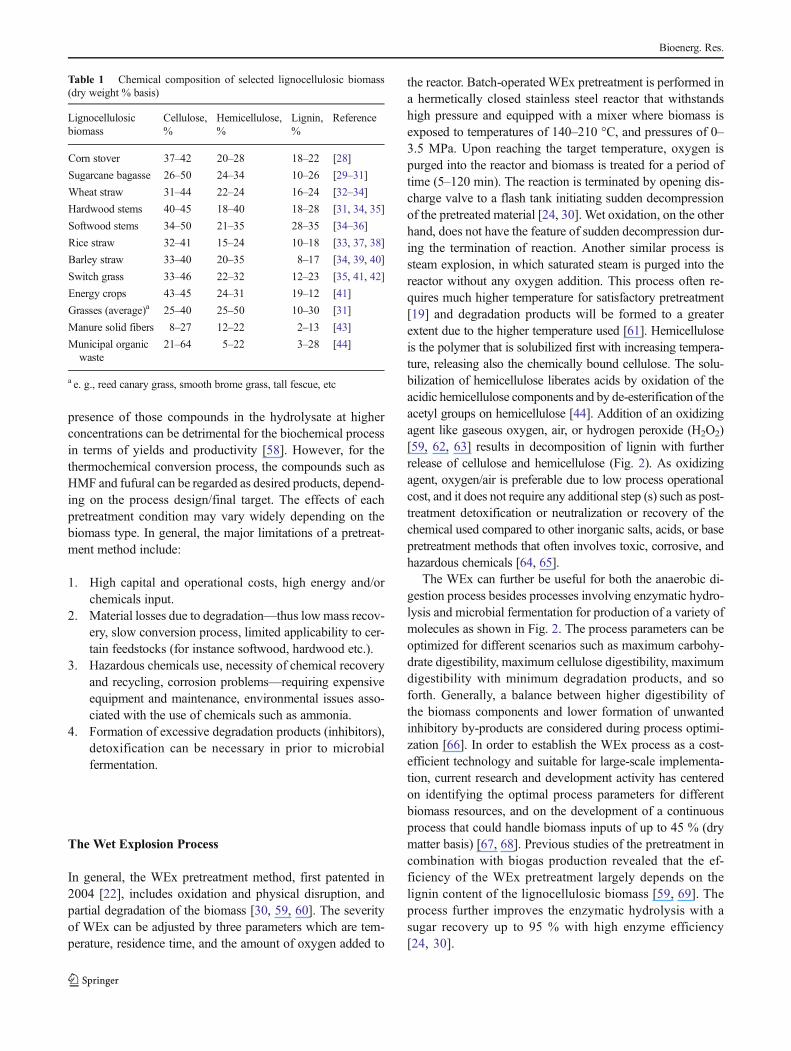
The third major component of lignocellulose, lignin, is acomplex hydrocarbon polymer consisting primarily of threephenylpropane units, both aliphatic and aromatic constituents[10], such as p-hydroxyphenyl (H), guaiacyl (G), and sinapyl(S) units linked by aryl-ether or C–C bonds (Fig. 1). Lignin ishydrophobic and amorphous and provides structural strengthby cross-linking between the phenylpropane units and cellu-lose–hemicellulose fibrils that makes the structure recalcitrantto microbial degradation. Being a thermoplastic polymerexhibiting glass transition and melting temperature of around90 and 170 °C, respectively [27], lignin is the most recalcitrantcomponent of the plant cell wall. Thus removal and/or disrup-tion of its chemical bonds is necessary in order to improve thebioavailability of cellulose and hemicellulose for enzymaticpenetration and improved activity [26]. The chemicalcompositions of a few potential lignocellulosic feedstocksfor biorefineries are shown in Table 1, standard NREL labo-ratory analytical procedures or it’s slight modification havemostly been used for the analysis. The compositional differ-ences largely impact conversion efficiency of lignocellulose,for example, feedstocks with increased lignin content havebeen shown to have lower pretreatment efficiency and cellu-lose enzymatic digestibility [45]. The proportion of cellulose,hemicellulose, and lignin and their characteristics depend up-on factors such as biomass type, location, maturity at harvest,climate, growing conditions, and storage time after harvest[29, 46], even within species and particularly between soft-wood and hardwoods [47].
Criteria of a Suitable Pretreatment Method
The structural and compositional properties of lignocellu-lose such as cellulose crystallinity, degree of polymeriza-tion, lignin content, and degree of hemicellulose acetyla-tion are affected by different pretreatments to differentdegrees. A large research effort has been spent to develop
Bioenerg. Res.
pretreatment strategies including physical, chemical [48,49], hydrothermal [48, 50], thermochemical [30, 51, 52],and biological [53] processes in recent years. The prima-ry purpose of pretreatment is to increase the accessibilityof cellulose and hemicellulose for subsequent hydrolysisby cleaving or opening their bonds to lignin, which canfurther simplify downstream processing. Therefore, anideal pretreatment features high carbohydrate recovery;no or low chemical use; produces no or very limitedamount of degradation products, cost-efficient for indus-trial application, and feedstock neutral, i.e., applicable toa wide variety of biomass feedstock regardless the chem-ical composition of biomass.
Furthermore, an efficient pretreatment method can reducethe amount of enzymes required for high substrate enzymaticdigestibility (SED) of the carbohydrates [54, 55]. Therefore,the pretreatment must be effective enough to provide satisfac-tory enzymatic cellulose conversion (often refers to >75 %cellulose conversion) using least amount of enzymes. Thebiomass material obtained after pretreatment and/or enzymatichydrolysis (hydrolysate) undergoes downstream microbialconversion into products such as ethanol, acids and otherchemicals. Increase in pretreatment severity may lead to theformation of degradation compounds such as HMF and furfu-ral, and lignin products known to inhibit subsequent enzymat-ic saccharification and microbial growth [56, 57]. The
High temperature and pressure
Oxidizing agents
Residence time
Explosive decompression
Crystalline cellulose
Hemicellulose
Lignin
[ [
{Glucose
n-3
[ [
n-3
[[n-3
{{{
Hexose
Pentose
{
{
Hydrogen bond
OH
OH
OH
OH
O
OH
OH
O O
p-Coumaryl alcohol Coniferyl alcohol Sinapyl alcohol
Untreated cell wall
H
G
SH G
S
H
G
S
H
G
H
G
G
S
S
H
S
G
G
H
Fig. 1 Effect of wet explosion pretreatment on the cell wall structure oflignocellulose with its constituents (cellulose, hemicellulose, and lignin)as affected by temperature, pressure, oxidizing agents, residence time,and explosive decompression. Typically, the pretreatment solubilizes
hemicellulose and partially dissolves lignin as low-molecular lignin com-pounds in the aqueous phase while crystalline cellulose and non-degradedlignin remain in the solid fraction (modified after Rubin [10])
Bioenerg. Res.
presence of those compounds in the hydrolysate at higherconcentrations can be detrimental for the biochemical processin terms of yields and productivity [58]. However, for thethermochemical conversion process, the compounds such asHMF and fufural can be regarded as desired products, depend-ing on the process design/final target. The effects of eachpretreatment condition may vary widely depending on thebiomass type. In general, the major limitations of a pretreat-ment method include:
1. High capital and operational costs, high energy and/orchemicals input.
2. Material losses due to degradation—thus low mass recov-ery, slow conversion process, limited applicability to cer-tain feedstocks (for instance softwood, hardwood etc.).
3. Hazardous chemicals use, necessity of chemical recoveryand recycling, corrosion problems—requiring expensiveequipment and maintenance, environmental issues asso-ciated with the use of chemicals such as ammonia.
4. Formation of excessive degradation products (inhibitors),detoxification can be necessary in prior to microbialfermentation.
The Wet Explosion Process
In general, the WEx pretreatment method, first patented in2004 [22], includes oxidation and physical disruption, andpartial degradation of the biomass [30, 59, 60]. The severityof WEx can be adjusted by three parameters which are tem-perature, residence time, and the amount of oxygen added to
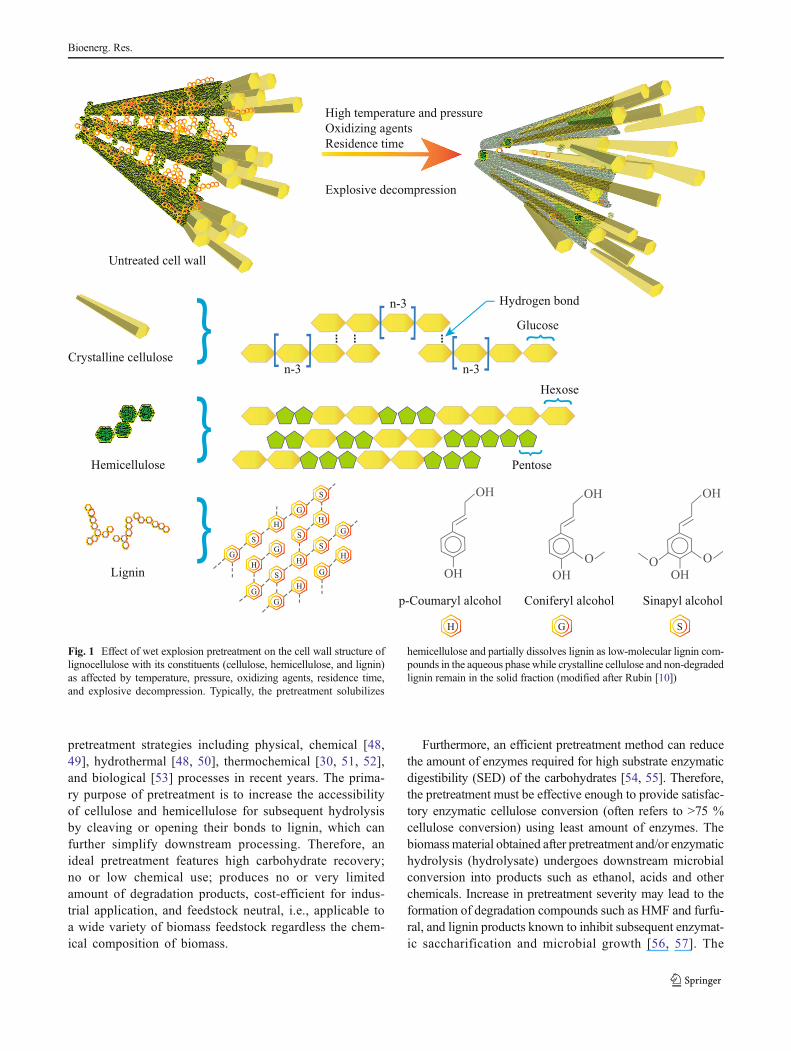
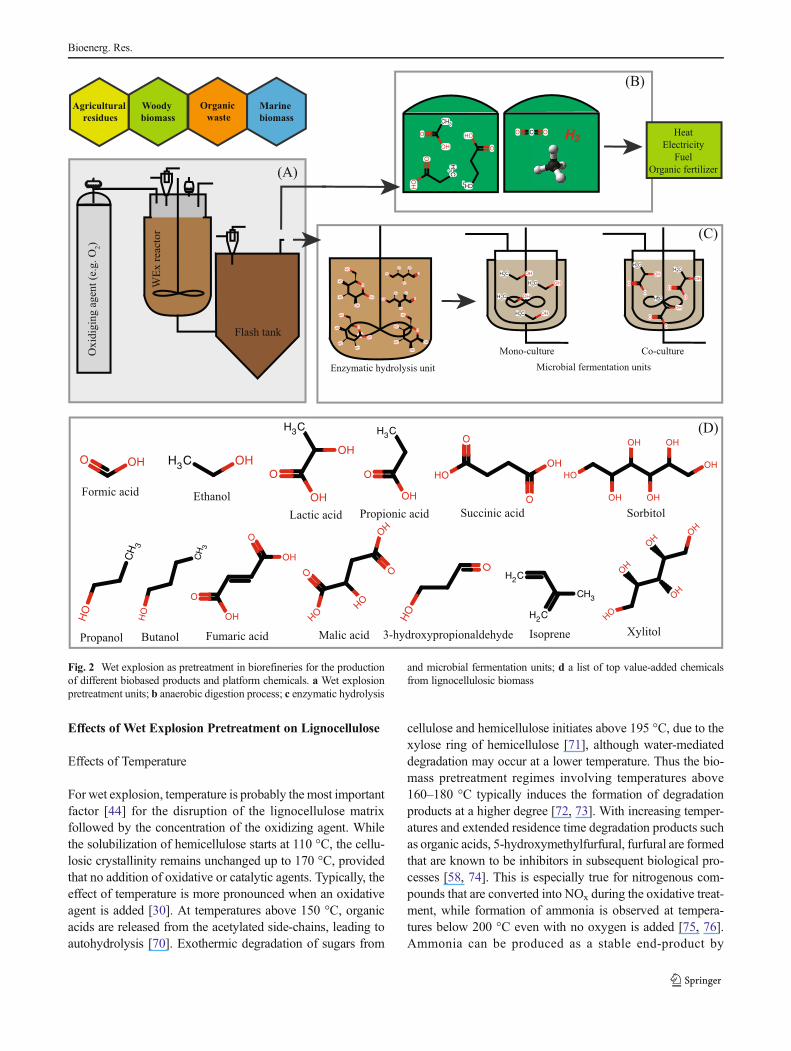
the reactor. Batch-operated WEx pretreatment is performed ina hermetically closed stainless steel reactor that withstandshigh pressure and equipped with a mixer where biomass isexposed to temperatures of 140–210 °C, and pressures of 0–3.5 MPa. Upon reaching the target temperature, oxygen ispurged into the reactor and biomass is treated for a period oftime (5–120 min). The reaction is terminated by opening dis-charge valve to a flash tank initiating sudden decompressionof the pretreated material [24, 30]. Wet oxidation, on the otherhand, does not have the feature of sudden decompression dur-ing the termination of reaction. Another similar process issteam explosion, in which saturated steam is purged into thereactor without any oxygen addition. This process often re-quires much higher temperature for satisfactory pretreatment[19] and degradation products will be formed to a greaterextent due to the higher temperature used [61]. Hemicelluloseis the polymer that is solubilized first with increasing tempera-ture, releasing also the chemically bound cellulose. The solu-bilization of hemicellulose liberates acids by oxidation of theacidic hemicellulose components and by de-esterification of theacetyl groups on hemicellulose [44]. Addition of an oxidizingagent like gaseous oxygen, air, or hydrogen peroxide (H2O2)[59, 62, 63] results in decomposition of lignin with furtherrelease of cellulose and hemicellulose (Fig. 2). As oxidizingagent, oxygen/air is preferable due to low process operationalcost, and it does not require any additional step (s) such as post-treatment detoxification or neutralization or recovery of thechemical used compared to other inorganic salts, acids, or basepretreatment methods that often involves toxic, corrosive, andhazardous chemicals [64, 65].
The WEx can further be useful for both the anaerobic di-gestion process besides processes involving enzymatic hydro-lysis and microbial fermentation for production of a variety ofmolecules as shown in Fig. 2. The process parameters can beoptimized for different scenarios such as maximum carbohy-drate digestibility, maximum cellulose digestibility, maximumdigestibility with minimum degradation products, and soforth. Generally, a balance between higher digestibility ofthe biomass components and lower formation of unwantedinhibitory by-products are considered during process optimi-zation [66]. In order to establish the WEx process as a cost-efficient technology and suitable for large-scale implementa-tion, current research and development activity has centeredon identifying the optimal process parameters for differentbiomass resources, and on the development of a continuousprocess that could handle biomass inputs of up to 45 % (drymatter basis) [67, 68]. Previous studies of the pretreatment incombination with biogas production revealed that the ef-ficiency of the WEx pretreatment largely depends on thelignin content of the lignocellulosic biomass [59, 69]. Theprocess further improves the enzymatic hydrolysis with asugar recovery up to 95 % with high enzyme efficiency[24, 30].
Table 1 Chemical composition of selected lignocellulosic biomass(dry weight % basis)
Lignocellulosicbiomass
Cellulose,%
Hemicellulose,%
Lignin,%
Reference
Corn stover 37–42 20–28 18–22 [28]
Sugarcane bagasse 26–50 24–34 10–26 [29–31]
Wheat straw 31–44 22–24 16–24 [32–34]
Hardwood stems 40–45 18–40 18–28 [31, 34, 35]
Softwood stems 34–50 21–35 28–35 [34–36]
Rice straw 32–41 15–24 10–18 [33, 37, 38]
Barley straw 33–40 20–35 8–17 [34, 39, 40]
Switch grass 33–46 22–32 12–23 [35, 41, 42]
Energy crops 43–45 24–31 19–12 [41]
Grasses (average)a 25–40 25–50 10–30 [31]
Manure solid fibers 8–27 12–22 2–13 [43]
Municipal organicwaste
21–64 5–22 3–28 [44]
a e. g., reed canary grass, smooth brome grass, tall fescue, etc
Bioenerg. Res.
Effects of Wet Explosion Pretreatment on Lignocellulose
Effects of Temperature
For wet explosion, temperature is probably the most importantfactor [44] for the disruption of the lignocellulose matrixfollowed by the concentration of the oxidizing agent. Whilethe solubilization of hemicellulose starts at 110 °C, the cellu-losic crystallinity remains unchanged up to 170 °C, providedthat no addition of oxidative or catalytic agents. Typically, theeffect of temperature is more pronounced when an oxidativeagent is added [30]. At temperatures above 150 °C, organicacids are released from the acetylated side-chains, leading toautohydrolysis [70]. Exothermic degradation of sugars from
cellulose and hemicellulose initiates above 195 °C, due to thexylose ring of hemicellulose [71], although water-mediateddegradation may occur at a lower temperature. Thus the bio-mass pretreatment regimes involving temperatures above160–180 °C typically induces the formation of degradationproducts at a higher degree [72, 73]. With increasing temper-atures and extended residence time degradation products suchas organic acids, 5-hydroxymethylfurfural, furfural are formedthat are known to be inhibitors in subsequent biological pro-cesses [58, 74]. This is especially true for nitrogenous com-pounds that are converted into NOx during the oxidative treat-ment, while formation of ammonia is observed at tempera-tures below 200 °C even with no oxygen is added [75, 76].Ammonia can be produced as a stable end-product by
Flash tank
WE
x r
eact
or
Oxid
igin
g a
gen
t (e
.g. O
2)
(A)
Mono-culture Co-culture
Enzymatic hydrolysis unit Microbial fermentation units
(C)
HO
O
OH
OH
HO
HO
HO
OH
OH
OH
O
HO
OH
OH
OH
O
HO
O
OH
OHHO
HO
HO
O
OH
OH
HO
HO
H3C OH
H3C OH
H3C OH
H3C OH
H3C
OH
O–
O
H3C
OH
O–
O
H3C
OH
O–
O
(B)
CO O H2
CH3
OH
O
H3 C
OH
O
CH3
OH
O
Heat
Electricity
Fuel
Organic fertilizer
H3C OH
Ethanol
O OH
Formic acid
H3C
OH
OH
O
Lactic acid
H3C
OH
O
Propionic acid
HO
O
OH
OSuccinic acid
OH
O
OH
O
Fumaric acid
OH
HO
O
OH
O
Malic acid
HO
OH
OH
OHOH
Xylitol
CH 3
HO
Propanol
CH3
HO
Butanol
CH3
H2C
H2C
Isoprene
(D)
HO
OH
OH
OH
OH
OH
Sorbitol
O
HO
3-hydroxypropionaldehyde
Agricultural residues
Woody biomass
Organic waste
Marine biomass
Fig. 2 Wet explosion as pretreatment in biorefineries for the productionof different biobased products and platform chemicals. a Wet explosionpretreatment units; b anaerobic digestion process; c enzymatic hydrolysis
and microbial fermentation units; d a list of top value-added chemicalsfrom lignocellulosic biomass
Bioenerg. Res.

oxidation of cyanide and amine-containing compounds [75].Temperature will further affect the pH of the lignocellulosicmaterial in reactor during the pretreatment at an elevated tem-perature. For example, the pH of pure water itself is nearly5.0 at a temperature of 200 °C [77]. Formation of carboxylicacids (mainly succinic, glycolic, formic, and acetic acids) oc-curs under severe pretreatment conditions with high oxygenaddition as a result of oxidation of sugars, phenols, and othercompounds [44, 78]. Other sugar degradation products likefurfural and hydroxymethyl furfural (HMF) is further derivedfrom the degradation of pentoses and hexoses at higher tem-peratures, respectively [72].
Autohydrolysis Mechanism
During hydrothermal pretreatment at temperatures of 150–230 °C, biomass undergoes autohydrolysis by releasing aceticacid from the esterified form of arabinoxylans, resulting insoluble oligomers due to the depolymerization of hemicellu-lose polysaccharides [29, 70, 79]. The autohydrolysis processis catalyzed by hydronium ions (H3O
+) coming from waterauto-ionization and also from the acetic acid and uronic acidsin a later stage, leading to a pH drop and improving reactionkinetics of the hydrolysis [80]. During autohydrolysis, solubi-lization of sugars and phenolic compounds occurs due to thecleavage of lignin-carbohydrate bonds [81, 82]. Cleavage ofacetyl and uronic group is enhanced with increasing tempera-ture and pressure which liberates acetic and uronic acid. Attemperatures below 150 °C, autohydrolysis does not modifycellulose and lignin substantially, but major fractions of hemi-cellulose can be converted to xylo-oligosaccharides. Theproducts of autohydrolysis are, therefore, a mixture of oligo-saccharides, monosaccharides, acetic acids, furan derivatives(mainly furfural and HMF), and some phenolic compoundsfrom lignin.
Effects of pH
The pH applied in the thermochemical pretreatment directlyinfluences the solubilization of the biomass components [83,84]. For pretreatments performed under neutral pH conditions,the degradation products of biomass autohydrolysis tend tolower the pH of the biomass slurry to pH (3–4.5) at the endof the process, depending on the amount of the acid chainsreleased under the applied pretreatment conditions. The influ-ence of temperature is more pronounced if the pretreatment isperformed under initial acidic condition, improving the solu-bilization of hemicellulose in particular, leaving the ligninmostly insoluble. In the contrary, lignin solubility increasesunder alkaline conditions due to disruption of the lignin struc-ture followed by saponification of intermolecular ester bondsthat crosslink hemicelluloses and other components, resultingin increased material porosity [83]. Thermochemical
pretreatment of organic waste, for example, showed an increasein COD (chemical oxygen demand) solubilization from 36.9 %at pH=8 to 76.1 % at pH=13 [84]. Separation of structurallinkages between carbohydrate and lignin results in decreaseddegree of polymerization and crystallinity. The influence of thepH on the severity of the pretreatment is described by the fol-lowing equation for combined severity [85]:
Combined severity CSð Þ ¼ log Roð Þ – pH ð1Þ
Where,
log Roð Þ ¼ log t � exp T – T re fð Þ=14:7½ �f g ð2Þ
Here, Ro is the severity factor as a function of treatmenttime (t, in minute) and temperature (T, in degree Celsius)where Tref=100 °C at which no solubilization occurs.
Other investigations showed, however, that the influence ofthe pH is temperature dependent, for example during hydro-thermal liquefaction of biomass at a temperature of 200 °Cand above [41]. The formation of unwanted byproducts is alsovery dependent on pH. While the formation of degradationproducts such as 5-hydroxymethyl furfural is favored underacidic conditions, alkaline conditions result mainly in frag-mentation products such as glycolaldehyde and glyceralde-hyde. Moreover, the use of an acid catalyst revealed to triplethe yield of 5-hydroxymethylfurfural [41].
Effects of Residence Time
When the pretreatment has reached the desired treatment con-ditions, i.e., temperature and pressure, the biomass remains inthe reactor for an amount of time, which is referred to theresidence time. Residence time has earlier been an integratedpart for the equation (Eq. 1) to describe the severity of apretreatment [86].
In general, high-temperature-activated hydrolysis is fast(<60 min) and the residence time is typically in the range of2 to 60 min depending on the other conditions applied. Thepretreatment at higher temperatures requires comparativelyshorter residence times for achieving the same effect due tothe increase in reaction rate. Lower reaction rates at lowertreatment temperatures may be compensated by longer resi-dence times. For example, in steam explosion pretreatment ofsweet sorghum bagasse, a 36 % higher cellulose conversionwas observed at 190 °C when the treatment time was in-creased from 5 to 10min and 39% improvement was obtainedwhen temperature was further increased from 190 to 200 °Cwith 5 min residence time [87]. With addition of oxygen, thesame pretreatment efficiency can be reached for lower tem-peratures and lower residence time. Arvaniti et al. [88], forexample, found higher yields and recoveries for wet oxidationof rape straw for 2- to 3-min residence time at 205–210 °C
Bioenerg. Res.

with 1.2 MPa of O2 than pretreatment for 15 min at 195 °C.However, the effect of residence time is more pronouncedunder high temperature in terms of hemicellulose-derived sug-ar recovery in the hydrolysate [89]. Extending the pretreat-ment time beyond 30 min was reported to be disadvantageousdue to sugar decomposition reactions [90].
Effects of Oxygen Addition
Delignification of lignin-rich biomass is greatly improvedwhenan oxidizing agent such as compressed atmospheric air, oxy-gen, or hydrogen peroxide (H2O2) is added during pretreatment[91]. Cellulose is relatively resistant to oxidizing agents [27]and is only partially solubilized under severe conditions. Nearlycomplete solubilization of the hemicellulose fraction [92] andpartial solubilization of lignin occurs when an oxidizing agentis added during pretreatment at high temperatures. Compared tothe addition of acid the addition of an oxidizing agent offers theadvantage of partial hydrolysis of the lignin [93].
At temperatures above 170 °C, oxygen addition results inan exothermic process with reduced heating requirements forthe pretreatment process [94]. This exothermic oxidation re-action follows Arrhenius dependence; therefore, the reactionrate increases with increasing temperature [75]. Alternativesto pure oxygen are atmospheric air and H2O2, although oxy-gen has proven to be most efficient in lignocellulose convert-ibility [95] and cost competitive compared to H2O2 [95].Oxidation reactions are two to three times faster in woodybiomass solubilization when oxygen was added instead ofjust air [44], reflecting the influence of higher oxygen con-centration. Further, oxygen also catalyzes the formation oforganic acids and CO2 from liberated sugars and lignin.This indicates a requirement for optimal concentrationsfor the addition of oxygen in the pretreatment of specificbiomass for a certain downstream process in which thedesired effect is highest.
Thus, the use of proper temperature, oxidizing agent, andextended time for the pretreatment of lignocellulose eliminatesthe requirement of external acid/chemicals. The use of chemicalsuch as acid in the pretreatment could potentially enhance theformation of degradation products including organic acids andfuran derivatives [72, 80]. In the contrary, optimization of pro-cess parameters in the WEx pretreatment for specific biomasstype can potentially enhance the hydrolysis and at the sametime reduce the formation of degradation products that can beinhibitory for subsequent biological processes.
Tailoring the Pretreatment to the Subsequent ConversionProcess
As mentioned earlier, the adjustment of the pretreatment pa-rameters is dependent not only on the specific biomass to be
pretreated but also on the subsequent biological processes. Anefficient hydrolysis of the polysaccharides into sugarmonomers (intermediate platform) can be used for avariety of products and chemicals in biorefineries drivenby enzymatic processes (Fig. 2c). In ethanol fermenta-tion processes, for example, the pretreatment is carriedout initially to achieve a higher bioavailability of thecarbohydrates for a successful enzymatic hydrolysis,followed by yeast fermentation of the hydrolyzed sugarmonomers into ethanol. In particular, the efficiency ofthe pretreatment largely depends on the recovery of thedifferent fractions after pretreatment, enzymatic convert-ibility, enzyme dosage and the creation of potential in-hibitors for the enzymatic hydrolysis and fermentation.The maximum allowed inhibitor concentration in thepretreated hydrolysate for the subsequent biological pro-cess can be used as a parameter to adjust the pretreat-ment severity. On the other hand, when the pretreatmentis applied to boost hydrolysis in anaerobic digestionprocess, the wet exploded biomass directly undergoessingle/multiple step anaerobic digestion process wherehydrolytic enzymes, fermentat ive bacteria, andmethanogens are present for further degradation. In or-der to achieve higher biogas yields from lignocellulosicbiomass, pretreatment is useful to overcome the rate-limiting factor due to incomplete substrate hydrolysis.Thereby, the performance of the pretreatment isreflected in the increase in biogas yield due to improveddestruction of volatile solids, i.e., improved hydrolysiswhile the complex process will adapt to the inhibitorsformed during pretreatment.
Effect on Enzymatic Digestibility
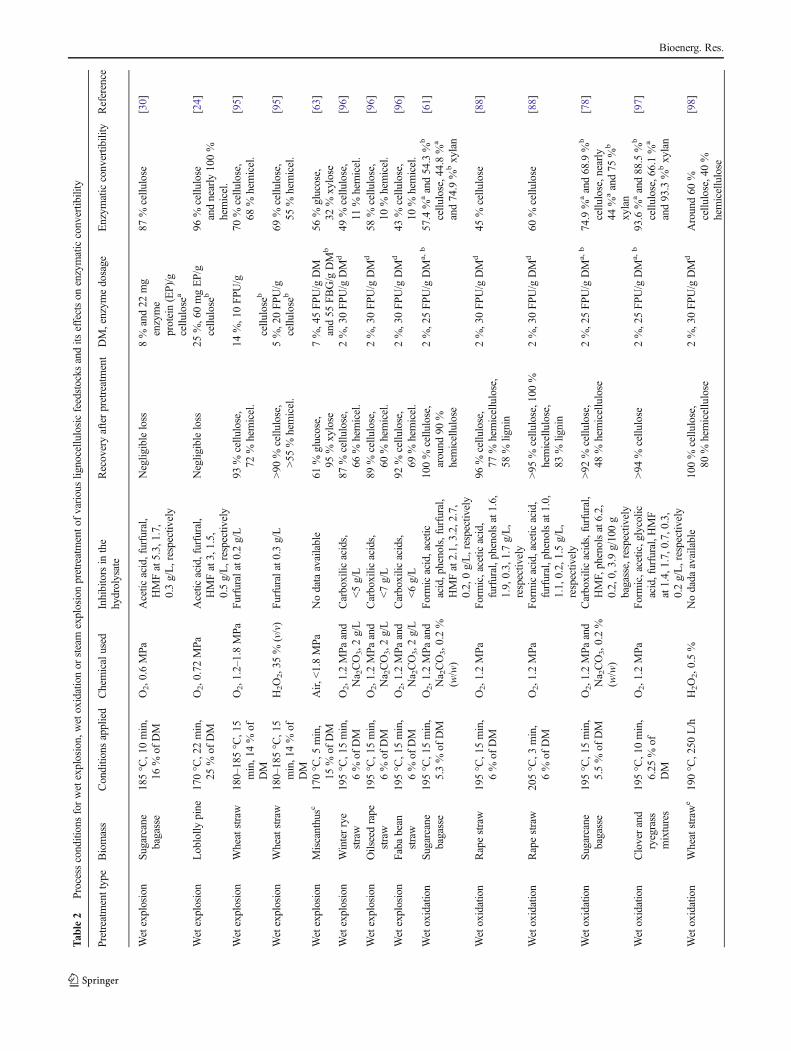
Besides the reaction conditions such as pH and temper-ature, intimate contact of cellulases to cellulose and cel-lulose crystallinity are the important factors in success-ful enzymatic hydrolysis [55]. The efficiency of the pre-treatment on enzymatic hydrolysis depends on the typeof enzymes mixture used (e.g., cellobiohydrolases, beta‐glucosidases, cellulase/xylanase), the enzyme activity,and the concentration of enzymes as enzyme proteinadded per unit of dry matter/cellulose. The effects ofselected thermochemical pretreatments with similaritiesto WEx on enzymatic hydrolysis are listed in Table 2.The basis of this comparison includes the recovery afterpretreatment, enzyme dosage, and enzymatic convertibil-ity of the lignocellulosic feedstock. Wide ranges of tem-perature, residence time, oxidizing agents have beenused in the pretreatment methods (Table 2). Enzymaticconvertibility was assessed although numbers of differ-ent equations were used to calculate the enzymatic con-vertibility. Kristensen et al. [99] introduced a correction
Bioenerg. Res.
Tab
le2
Processconditionsforwetexplosion,wetoxidationor
steam
explosionpretreatmento
fvariouslig
nocellu
losicfeedstocks
andits
effectson
enzymaticconvertib
ility
Pretreatm
enttype
Biomass
Conditio
nsapplied
Chemicalused
Inhibitorsin
the
hydrolysate
Recoveryafterpretreatment
DM,enzym
edosage
Enzym
aticconvertib
ility
Reference
Wetexplosion
Sugarcane
bagasse
185°C
,10min,
16%
ofDM
O2,0.6MPa
Acetic
acid,furfural,
HMFat5.3,1.7,
0.3g/L,respectively
Neglig
ibleloss
8%
and22
mg
enzyme
protein(EP)/g
cellu
lose
a
87%
cellu
lose
[30]
Wetexplosion
Loblolly
pine
170°C
,22min,
25%
ofDM
O2,0.72MPa
Acetic
acid,furfural,
HMFat3,1.5,
0.5g/L,respectively
Neglig
ibleloss
25%,60mgEP/g
cellu
lose
b96
%cellu
lose
andnearly
100%
hemicel.
[24]
Wetexplosion
Wheatstraw
180–185°C
,15
min,14%
ofDM
O2,1.2–1.8MPa
Furfuralat0.2g/L
93%
cellu
lose,
72%
hemicel.
14%,10FP
U/g
cellu
lose
b
70%
cellu
lose,
68%
hemicel.
[95]
Wetexplosion
Wheatstraw
180–185°C
,15
min,14%
ofDM
H2O2,35%
(v/v)
Furfuralat0
.3g/L
>90
%cellu
lose,
>55
%hemicel.
5%,20FPU/g
cellu
lose
b69
%cellu
lose,
55%
hemicel.
[95]
Wetexplosion
Miscanthusc
170°C
,5min,
15%
ofDM
Air,<
1.8MPa
Nodataavailable
61%
glucose,
95%
xylose
7%,45FPU/g
DM
and55
FBG/g
DM
b56
%glucose,
32%
xylose
[63]
Wetexplosion
Winterrye
straw
195°C
,15min,
6%
ofDM
O2,1.2MPa
and
Na 2CO3,2
g/L
Carboxilic
acids,
<5g/L
87%
cellu
lose,
66%
hemicel.
2%,30FPU/g
DM
d49
%cellu
lose,
11%
hemicel.
[96]
Wetexplosion
Oilseedrape
straw
195°C
,15min,
6%
ofDM
O2,1.2MPa
and
Na 2CO3,2
g/L
Carboxilic
acids,
<7g/L
89%
cellu
lose,
60%
hemicel.
2%,30FPU/g
DM
d58
%cellu
lose,
10%
hemicel.
[96]
Wetexplosion
Faba
bean
straw
195°C
,15min,
6%
ofDM
O2,1.2MPa
and
Na 2CO3,2
g/L
Carboxilic
acids,
<6g/L
92%
cellu
lose,
69%
hemicel.
2%,30FPU/g
DM
d43
%cellu
lose,
10%
hemicel.
[96]
Wetoxidation
Sugarcane
bagasse
195°C
,15min,
5.3%
ofDM
O2,1.2MPa
and
Na 2CO3,0.2%
(w/w)
Formicacid,acetic
acid,phenols,furfural,
HMFat2.1,3.2,2.7,
0.2,0g/L,respectively
100%
cellu
lose,
around
90%
hemicellulose
2%,25FPU/g
DM
a,b
57.4%
aand54.3%
b
cellu
lose,44.8%
a
and74.9
%bxylan
[61]
Wetoxidation
Rapestraw
195°C
,15min,
6%
ofDM
O2,1.2MPa
Formic,acetic
acid,
furfural,phenolsat1.6,
1.9,0.3,1.7g/L,
respectiv
ely
96%
cellu
lose,
77%
hemicellulose,
58%
lignin
2%,30FPU/g
DM
d45
%cellu
lose
[88]
Wetoxidation
Rapestraw
205°C
,3min,
6%
ofDM
O2,1.2MPa
Formicacid,acetic
acid,
furfural,phenolsat1.0,
1.1,0.2,1.5g/L,
respectiv
ely
>95
%cellu
lose,100
%hemicellulose,
83%
lignin
2%,30FPU/g
DM
d60
%cellu
lose
[88]
Wetoxidation
Sugarcane
bagasse
195°C
,15min,
5.5%
ofDM
O2,1.2MPa
and
Na 2CO3,0.2%
(w/w)
Carboxilic
acids,furfural,
HMF,phenolsat6.2,
0.2,0,3.9g/100g
bagasse,respectiv
ely
>92
%cellu
lose,
48%
hemicellulose
2%,25FPU/g
DM
a,b
74.9%
aand68.9%
b
cellu
lose,nearly
44%
aand75
%b
xylan
[78]
Wetoxidation
Cloverand
ryegrass
mixtures
195°C
,10min,
6.25
%of
DM
O2,1.2MPa
Formic,acetic,glycolic
acid,furfural,HMF
at1.4,1.7,0.7,0.3,
0.2g/L,respectively
>94
%cellu
lose
2%,25FPU/g
DM
a,b
93.6%
aand88.5%
b
cellu
lose,66.1%
a
and93.3
%bxylan
[97]
Wetoxidation
Wheatstrawe
190°C
,250
L/h
H2O2,0.5%
Nodada
available
100%
cellu
lose,
80%
hemicellulose
2%,30FPU/g
DM
dAround60
%cellu
lose,40%
hemicellulose
[98]
Bioenerg. Res.

factor as given in Eq. (3) to determine the sugar yieldsfor high solids hydrolysis.
Yield %ð Þ ¼ GluEH; L� �þ 1:0526 � CelEH; L
� �
1:111 � FCelluloseRB � ini: sol½ �� 100% � f Correction ð3Þ
Where, fCorrection is the yield correction factor for high solidhydrolysis, [GluEH, L] and [CelEH, L] are the glucose and cel-lobiose concentrations (in gram per liter) in the liquid fractionafter enzymatic hydrolysis. FCelluloseRB is the fraction of cellu-lose in the raw biomass and [ini. sol] refers to the initial solidsconcentration (in gram per liter) used for enzymatic hydroly-sis. To determine the enzymatic efficiency, EE (in percent) andGlucose yield (in percent), more simplified equations [Eqs. (4)and (5)] were used by others [30, 100].
EE %ð Þ ¼ Glucose½ �; g=Lþ Xylose½ �; g=LSolids � Glucan% � 1:111ð Þ þ Solids � Xylan% � 1:136ð Þ; g
.L� 100%
ð4Þ
Glucose yield %ð Þ
¼ Glucose½ �; g=LSolids � Glucan%� 1:111ð Þ; g=L � 100% ð5Þ
In which [Glucose] and [Xylose] represent the concentra-tions of the respective sugars after enzymatic hydrolysis;1.111 and 1.136 are the coefficient of glucose and xyloseobtained from glucan and xylan, respectively.
Soluble inhibitors including organic acids (acetic, formicand, levulinic acid) and furan derivatives (HMF and furfural)formed during thermochemical pretreatment are also knownto restrict enzymatic hydrolysis as well as subsequent fermen-tation [57, 101]. Although the purpose of pretreatment is tomake substrate amenable to enzymes for improved hydrolysisof the polysaccharides by breaking the condensed ligninlayers, creation of phenolic compounds during the thermo-chemical pretreatment is likely to occur due to lignin break-down. Studies suggest that vanillin, syringaldehyde, trans-cinnamic acid, and hydroxybenzoic acid significantly inhibitcellulose enzymes, especially beta-glucosidase, while thepolumeric phenol tannic acid was identified as a major inhib-itor and deactivator for all of the enzyme activities [102, 103].The chemical composition such as lignin/hemicellulose andtheir decomposition during the pretreatment at higher severityare the key factors forming soluble inhibitors that are nega-tively correlated with enzyme digestibility [104, 105]. Theconcentration of soluble inhibitors of enzyme activities andmicrobial growth such as polyphenols derived from lignindegradation during biomass pretreatment are clear targets forT
able2
(contin
ued)
Pretreatmenttype
Biomass
Conditio
nsapplied
Chemicalused
Inhibitorsin
the
hydrolysate
Recoveryafterpretreatment
DM,enzym
edosage
Enzym
aticconvertib
ility
Reference
Wetoxidation
Wheatstraw
185°C
,15min,
6%
ofDM
Na 2CO3,6.5g/L
Formic,acetic,
glycolic,oxalic,m
aleic
acid
at1.5,2.1,1.1,
0.7,0.2g/L,respectively
95.8%
cellu
lose,58.0%
hemicellulose,76.0%
overall
1%,1,500
NCU/m
Land250CBU/g
DM
d66
%cellu
lose
[79]
Steam
explosion
Sugarcane
bagasse
205°C
,10min,
93.9%
ofDM
Saturated
steam,
4.0MPa
Formic,acetic
acid,
phenols,furfural,H
MF
at0.4,1.7,2.1,0.6,
0.2g/L,respectively
87%
cellu
lose,around
80%
hemicellulose
2%,25FPU/g
DM
a,b
48.9%
aand39.0%
b
cellu
lose,38.8%
a
and52.3%
b,xylan
[61]
aEnzym
atichydrolysiswas
carriedouto
nthewashedpretreated
solid
fractio
nbEnzym
atichydrolysiswas
carriedouto
ntheslurry
ofthepretreated
biom
ass
cThe
biom
asswas
soaked
ina0.75
%(v/v)H2SO4solutio
n(10%
DM)at100°C
for14
hdEnzym
atichydrolysiswas
carriedouto
ntheseparatedsolid
fractio
nof
thepretreated
biom
ass
eThe
cutstraw
(1-to
6-cm
pieces)was
presoakedin
water
at80–90°C
for6min
Bioenerg. Res.
Tab
le3
Processconditionsforwetexplosion,wetoxidationor
steam
explosionpretreatmento
fvariouslig
nocellu
losicfeedstocks
andits
effectson
methane
yields
inanaerobicdigestion(A
D)
Pretreatm
ent
type
Feedstock
Conditio
nsapplied
Catalyst/agent
ADconditions
Digestersize,
feed/in
oculum
Effectsof
pretreatment
Com
ments
Reference
Wetexplosion
Digestedmanure
fibers
165°C
,10min,
12%
ofDM
O2,0.6
MPa
Mesophilic,38°C
117mL,0.5
gVS/25mL
+129%
CH4
Nodataon
CSTR
[23]
Wetexplosion
Feedlot
manure
170°C
,25min,
15%
ofDM
O2,0.4
MPa
Therm
ophilic,
55°C
40L,2.22g
VS/L/Day
+357%
CH4
Dataon
CST
Ronly
[59]
Wetexplosion
Wheatstraw
180°C
,5min,
10%
ofDM
H2O2,6
g/100g
DM
Therm
ophilic,
55°C
117mL,0.5
gDM/20mL
−11%
CH4
Noyieldincrease
inCSTR
[108]
Wetoxidation
Yardwaste
185°C
,15min
O2,1.2
MPaand
Na 2CO3,2
g/L
Therm
ophilic,
55°C
,28days
100mL,0.5
gVSS/60
mL
+99
%CH4
Realized
5days
lagperiod
[109]
Wetoxidation
Foodwaste
185°C
,10min
O2,1.2
MPaand
Na 2CO3,2
g/L
Therm
ophilic,
55°C
,28days
100mL,0.5
gVSS/60
mL
+7%
CH4
Realized
5days
lagperiod
[109]
Wetoxidation
Digestedbiow
aste
185°C
,15min
O2,1.2
MPaand
Na 2CO3,2
g/L
Therm
ophilic,
55°C
,28days
100mL,0.5
gVSS/60
mL
+72
%CH4
1.5tim
eshigher
yields
inbatch
than
CSTR
[109]
Wetoxidation
Willow
180°C
,5min,
15%
ofDM
H2O2,6
%Therm
ophilic,
55°C
,60days
NAa
+80
%CH4
Nodataon
CST
R[110]
Wetoxidation
Digestedfibers
170°C
,NAa ,5%
ofDM
H2O2,0.1
g/g-DM
Therm
ophilic,
55°C
,16days
117mL,1
gVS/20mL
+42
%CH4
Assum
ed5%
VS
loss
[69]
Wetoxidation
Cow
manure
170°C
,NAa ,8%
ofDM
H2O2,0.1
g/g-DM
Therm
ophilic,
55°C
,51days
117mL,1
gVS/20mL
+26
%CH4
Assum
ed5%
VS
loss
[69]
Wetoxidation
Pig
manure
170°C
,NAa ,3%
ofDM
H2O2,0.1
g/g-DM
Therm
ophilic,
55°C
,51days
117mL,1
gVS/20mL
−28%
CH4
Assum
ed5%
VS
loss
[69]
Wetoxidation
Manure-sludge
mixture
170°C
,NAa ,5%
ofDM
H2O2,0.1
g/g-DM
Therm
ophilic,
55°C
,59days
117mL,1
gVS/20mL
+14
%CH4
Assum
ed5%
VS
loss
[69]
Wetoxidation
Fibersof
pig
manure
170°C
,NAa ,14.5
%of
DM
H2O2,0.1
g/g-DM
Therm
ophilic,
55°C
,58days
117mL,1
gVS/20mL
−10%
CH4
Assum
ed5%
VS
loss
[69]
Wetoxidation
Chicken
feathers
140°C
,60min,
10gCarbon/L
air,2.0MPa
Mesophilic,
36°C
,70days
160mL,N
Aa
+195%
CH4
Yield
asmLCH4/g
VSS
[111]
Wetoxidation
Chicken
feathers
200°C
,60min,
10gCarbon/L
air,2.0MPa
Mesophilic,
36°C
,70days
160mL,N
Aa
+50
%CH4
Yield
asmLCH4/g
VSS
[111]
Wetoxidation
Kraftpulp
solid
s200°C
,60min,
10gCarbon/L
air,2.0MPa
Mesophilic,
36°C
,70days
160mL,N
Aa
+100%
CH4
Yield
asmLCH4/g
VSS
[111]
Wetoxidation
New
spaper
waste
190°C
,60min,
20g/L
1.76
gO2
Mesophilic,
35°C
,60days
2Lworking
volume,9.96
TCOD(g/L)
88%
ofcellu
lose
was
degraded
59%
Conversion
efficiency
[112]
Wetoxidation
Winterryestraw
195°C
,15min,
6%
ofDM
O2,1.2
MPaand
Na 2CO3,2
g/L
Mesophilic,
42°C
,67days
100mL,
0.3gDM/20mL
+34
%CH4,
g/100gDM
96%
oftheoretical
yield
[96]
Therm
al(autoclave)
Digestedsolid
fractio
ns120°C
,30min
None
Mesophilic,
40°C
,56days
2L,ISRb=2
(VSbasis)
+115%
CH4
Nodataon
CST
R[113]
Therm
al(autoclave)
Solid
fractio
nof
manures
140°C
,40min
None
Therm
ophilic,
55°C
,10days
118mL,10gwet
solid
/26mL
+57
%CH4
Only7%
yield
increase
inCSTR
[114]
Steam
explosion
Wheatstraw
Steam,2.0
MPa
+14
%CH4
Nodataon
CST
R[115]
Bioenerg. Res.
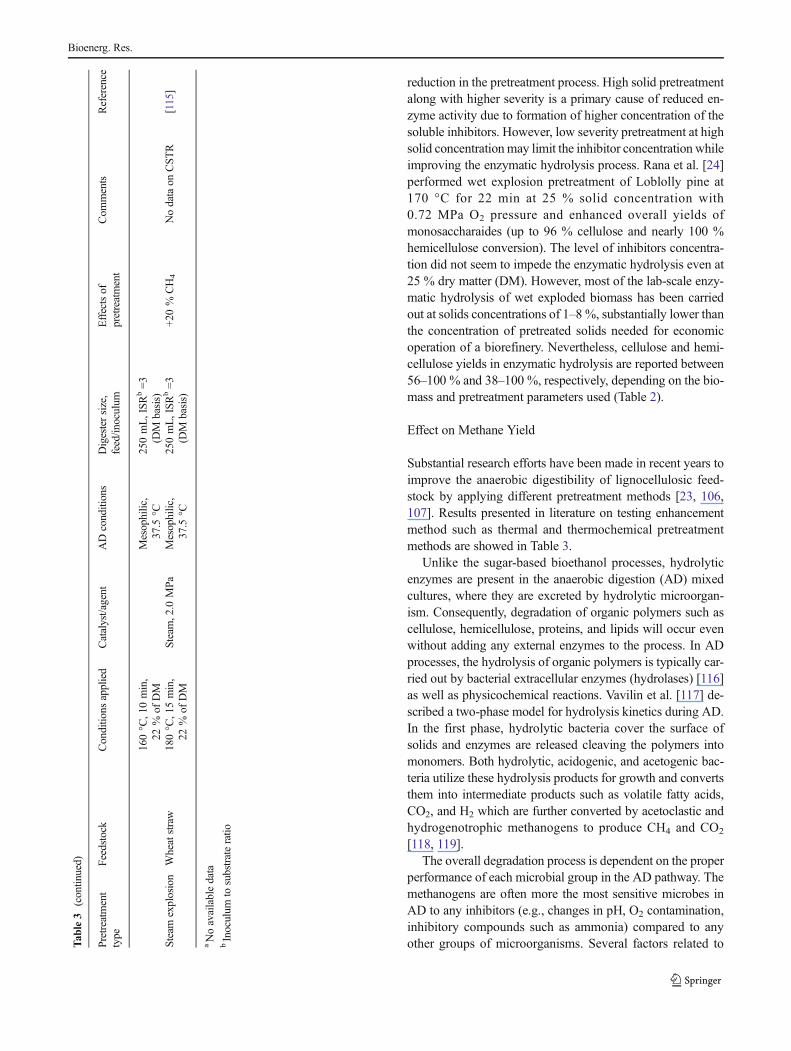
reduction in the pretreatment process. High solid pretreatmentalong with higher severity is a primary cause of reduced en-zyme activity due to formation of higher concentration of thesoluble inhibitors. However, low severity pretreatment at highsolid concentrationmay limit the inhibitor concentration whileimproving the enzymatic hydrolysis process. Rana et al. [24]performed wet explosion pretreatment of Loblolly pine at170 °C for 22 min at 25 % solid concentration with0.72 MPa O2 pressure and enhanced overall yields ofmonosaccharaides (up to 96 % cellulose and nearly 100 %hemicellulose conversion). The level of inhibitors concentra-tion did not seem to impede the enzymatic hydrolysis even at25 % dry matter (DM). However, most of the lab-scale enzy-matic hydrolysis of wet exploded biomass has been carriedout at solids concentrations of 1–8 %, substantially lower thanthe concentration of pretreated solids needed for economicoperation of a biorefinery. Nevertheless, cellulose and hemi-cellulose yields in enzymatic hydrolysis are reported between56–100 % and 38–100 %, respectively, depending on the bio-mass and pretreatment parameters used (Table 2).
Effect on Methane Yield
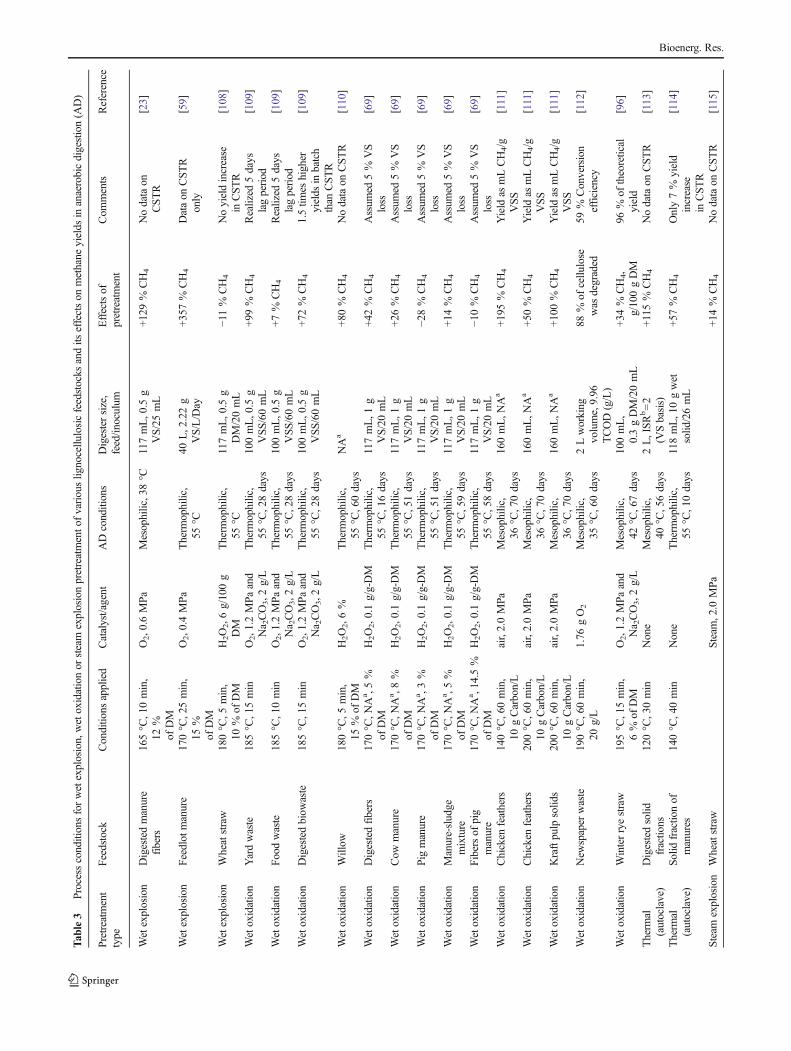
Substantial research efforts have been made in recent years toimprove the anaerobic digestibility of lignocellulosic feed-stock by applying different pretreatment methods [23, 106,107]. Results presented in literature on testing enhancementmethod such as thermal and thermochemical pretreatmentmethods are showed in Table 3.
Unlike the sugar-based bioethanol processes, hydrolyticenzymes are present in the anaerobic digestion (AD) mixedcultures, where they are excreted by hydrolytic microorgan-ism. Consequently, degradation of organic polymers such ascellulose, hemicellulose, proteins, and lipids will occur evenwithout adding any external enzymes to the process. In ADprocesses, the hydrolysis of organic polymers is typically car-ried out by bacterial extracellular enzymes (hydrolases) [116]as well as physicochemical reactions. Vavilin et al. [117] de-scribed a two-phase model for hydrolysis kinetics during AD.In the first phase, hydrolytic bacteria cover the surface ofsolids and enzymes are released cleaving the polymers intomonomers. Both hydrolytic, acidogenic, and acetogenic bac-teria utilize these hydrolysis products for growth and convertsthem into intermediate products such as volatile fatty acids,CO2, and H2 which are further converted by acetoclastic andhydrogenotrophic methanogens to produce CH4 and CO2
[118, 119].The overall degradation process is dependent on the proper
performance of each microbial group in the AD pathway. Themethanogens are often more the most sensitive microbes inAD to any inhibitors (e.g., changes in pH, O2 contamination,inhibitory compounds such as ammonia) compared to anyother groups of microorganisms. Several factors related toT
able3
(contin
ued)
Pretreatm
ent
type
Feedstock
Conditio
nsapplied
Catalyst/agent
ADconditions
Digestersize,
feed/in
oculum
Effectsof
pretreatment
Com
ments
Reference
160°C
,10min,
22%
ofDM
Mesophilic,
37.5
°C250mL,ISR
b=3
(DM
basis)
Steam
explosion
Wheatstraw
180°C
,15min,
22%
ofDM
Steam,2.0
MPa
Mesophilic,
37.5
°C250mL,ISR
b=3
(DM
basis)
+20
%CH4
Nodataon
CST
R[115]
aNoavailabledata
bInoculum
tosubstrateratio
Bioenerg. Res.
the inhibition of microbial consortia have been described else-where [74]. Formation of by-products under harsh thermo-chemical pretreatment conditions may inhibit microbial pro-cesses of the different stages in the AD pathway resulting in alower methane yields or even complete cessation of methaneproduction. The production of organic acids during pretreat-ment, however, does not lead to inhibition of the AD process,but rather to an increase in methane yield since organic acidsserve as substrate for acetoclastic methanogens after the pro-cess has been adapted to the new conditions. Also the releaseof C5 sugars will directly boost the methane yield since thesecan be readily converted by fermentative bacteria. Therefore,the adjustment of the pretreatment parameters in combinationwith AD may lead to other optimal values for the same bio-mass than when applying the pretreatment in combination
with enzymatic hydrolysis and ethanol fermentation.Furthermore, the pretreatment should only be applied specif-ically to those fractions of the feedstock that cannot readily bedegraded by the microbial consortia of AD. This can for ex-ample be achieved when the pretreatment is carried out on theundigested fibrous fraction of the substrate after an initial di-gestion [23]. This concept can be useful to reduce the volumeof the substrate to be pretreated and, thereby reducing energydemand and costs for the pretreatment in an AD plant.
Accordingly, Lissens et al. [109] found only a 7 % increasein methane yields as an effect of wet oxidation pretreatment ofraw food waste (Table 3), while a 72 % increase was achievedwith digested biowaste composed of green waste along withsource-sorted household waste. Uellendahl et al. [69] ob-served a 10 % decrease in methane yield after wet oxidation
Table 4 Advantages and disadvantages of selected pretreatment methods for lignocellulosic biomass
Pretreatment Advantages Disadvantages
Steam explosion ● No chemical, recycling or environmental cost [19]● Requires comparatively low energy input● Low operational cost [120, 121]
● Incomplete destruction of lignin-carbohydratematrix [17, 19]
● Partial solubilization of hemicellulose● Creates inhibitors at high temperature
Wet explosion(WEx)
● Solubilizes hemicellulose and lignin under lower temperature than steamexplosion, no chemical recovery required
● Higher enzymatic efficiency in hydrolysis● Uses high solids, suitable for wide variety of biomass
● Requires optimization to limit the formation ofinhibitors at high temperature
● Moderate capital cost, cost for oxygen/air/H2O2/other oxidizing agents
● Has not been applied beyond pilot-scaleinvestigation
Liquid hot water(LHW)
● Uses water as solvent, requires no chemical or recovery [18]● Uses lower temperature than steam explosion, forms no/less inhibitors [19]● Cost-effective for large-scale operation
● Dilutes solubilized products at a lowerconcentration [19]
● Less capability in removing lignin [17]● Involves large volume of water, thus energyintensive [16]
Dilute acid (DA) ● Higher reaction rate [19]● Solubilizes cellulose and hemicellulose, alters lignin structure [15]● Increases accessible surface area [15]
● Corrosive, expensive, and hazardous chemical use,required alkali to neutralize
● Forms inhibitors at higher concentrations [17, 89]● High equipment and operational cost [16]
Alkali ● Increases surface area, swells structure● Disrupts lignin structure [122]● Improves enzymatic hydrolysis
● High process operation cost● Low-quality lignin as byproduct [123]● Additional costs due to pH adjustment
AFEX/ARP ● Efficient and selective delignification method, alters hemicellulose whiledecrystallizing the cellulose [19]
● Minimizes the formation of inhibitors● Ammonia in cheaper than sulfuric acid
● Effective for biomass with low lignin content, noteffective for softwood [19]
● Very high capital cost and ammonia recovery cost[16]
● Environmental issues with ammonia
Ionic liquids(ILs)
● Very effective dissolution of cellulose● Formation of no/least inhibitors [124]● Synthesizes value added organics
● High recyclability is essential for economicviability [125]
● Still in the exploratory stage
Organosolv ● Accelerates delignification by disassociation of hydrogen ion [19]● Uses comparatively lower temperature● High-quality reactive lignin and cellulose and an aqueous hemicellulosestream [19]
● Solvent must be recycled to be economic● Any residual solvent may cause inhibition formicrobial growth [89]
● Explosion hazards, environmental and health andsafety concerns [19]
Biological ● Produces biomass-degrading ezymes, thus reduces enzymes cost [53]● Uses mild conditions and low energy● Environmentally sustainable application
● Slow rate, can take several weeks/months● Inefficient for industrial application● Requires favorable growth conditions for microbes
which can be tedious [19]
Bioenerg. Res.

of fibers separated from raw pig manure at 170 °C with addi-tion of H2O2 (0.1 g/g-DM), while the methane yield increasedby 42 % when treating digested manure fibers under the samecondition . Similarly, Biswas et al. [23] achieved a 129 %increase in CH4 yield on digested fibers using wet explosionpretreatment at 180 °C for 10min using 0.6MPa O2. A similarinvestigation on digested solid fractions was conducted byMenardo et al. [113] using autoclavation at 120 °C for30 min and the methane yield was increased by 115 %.Most recently, it has been shown that the oxygen-assisted WEx pretreatment promotes lignin solubility,thus enhancing the conversion of lignin in AD process.Ahring et al. [59] found 44.5 % conversion of ligninwhen feedlot manure was pretreated at 170 °C for25 min using 0.4 MPa oxygen in WEx pretreatment. Itwas evident that formation of low molecular lignin com-pounds, especially aliphatic compounds, occurred duringthe pretreatment that have been converted in subsequentAD process.
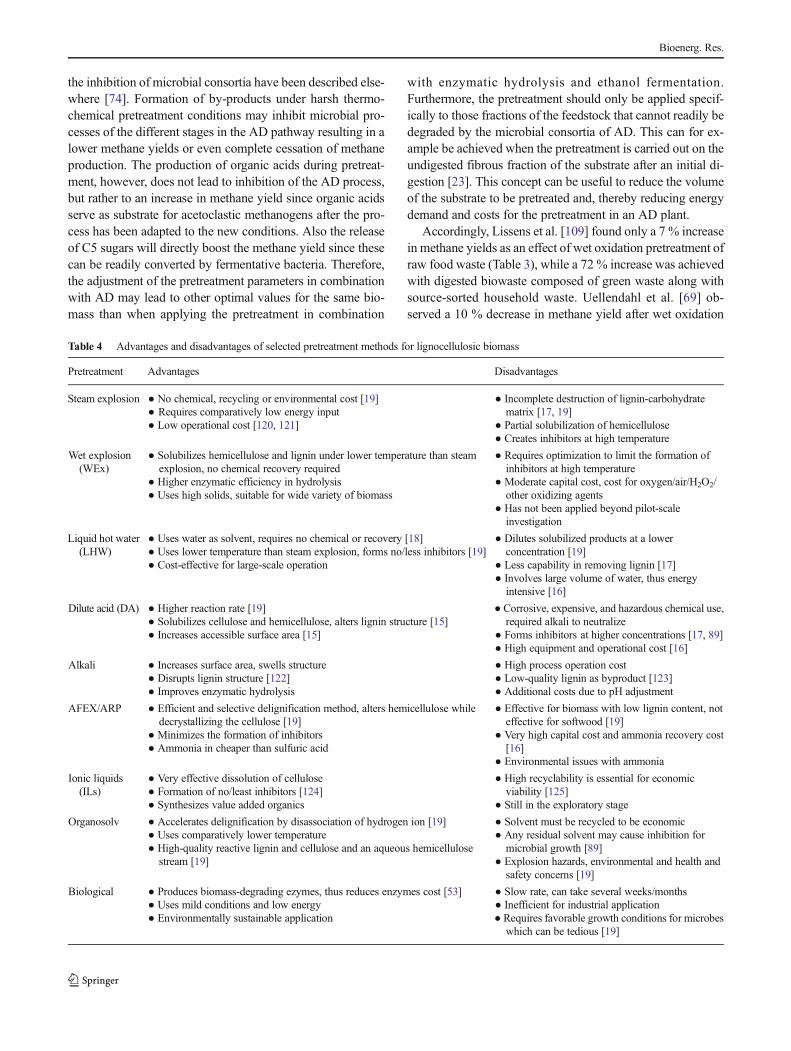
Comparison of WEx Pretreatment with Other MostCommon Pretreatment Methods
Although many pretreatment methods are promising for in-dustrial application and have been extensively investigated,generally, they are only useful on some specific biomassesand for a specific biological process. Formation of inhibitorycompounds during pretreatment is increased by the use ofchemicals and the requirement of detoxification prior to thebiological process. Furthermore, high energy consumption,low mass recovery together with the need for recovery of thechemicals added to the pretreatment—all need to be addressedto ensure positive process economy. A summary of the advan-tages and disadvantages of different pretreatments are shownin Table 4. Hydrothermal pretreatments such as steam explo-sion, liquid hot water are effective and environmentallysound; however, the need for higher process temperaturesleading to higher energy input and has a low efficiency forattacking the lignin matrix. The WEx pretreatment on theother hand, requires less energy input due to the exothermicreaction taken place in the process and has moderate capitalcost. The use of oxygen or other oxidizing agents have aninfluence on the operational cost. However, the lower concen-trations of inhibitory products such as HMF, furfural, andorganic acids as well as the high performance rate of the pro-cess will offset these extra costs.
Conclusions and Perspectives
If lignocellulosic feedstock is going to play a dominant role infuture biorefineries, an efficient pretreatment method will be
the key for tapping the potential of the abundant renewableresources. Wet explosion, a thermochemical pretreatmentmethod where temperature, residence time, and addition ofan oxidizing agent can be adjusted to the biomass compositionand to the subsequent microbial processes, has shown its po-tential to achieve this goal. The advantages of using wet ex-plosion pretreatment method include:
& High efficiency for enhancing the enzymatic hydrolysis ofbiomass at high dry matter concentrations for ethanol andother sugar-based fermentations as part of biorefineries;
& No detoxification of the hydrolysate is necessary, due tolow/tolerable formation of degradation products for sub-sequent microbial processes;
& Applicable to a wide range of feedstocks and subsequentfermentation processes;
& Suitable for industrial scale-up, environmental friendlyprocess.
Adjustment of the optimal pretreatment conditions for wetexplosion is essential for each biomass in order to maximizethe product yields and minimize by-product formation. Afteroptimization, the process has shown a major potential for useon any biomass including woody materials in addition to ag-ricultural residues.
References
1. Somerville C, Youngs H, Taylor C et al (2010) Feedstocks for lig-nocellulosic biofuels. Science 329:790–2
2. Demirbas A (2009) Progress and recent trends in biodiesel fuels.Energy Convers Manag 50:14–34
3. Börjesson P, Mattiasson B (2008) Biogas as a resource-efficientvehicle fuel. Trends Biotechnol 26:7–13
4. Molinuevo-Salces B, Larsen SU, Biswas R et al. (2013) Key factorsfor achieving profitable biogas production from agricultural wasteand sustainable biomass. Proc 13th World Congr Anaerob Dig
5. Tilman D, Socolow R, Foley JA et al (2009) Beneficial biofuels—the food, energy, and environment trilemma. Science 325(80-):270–271
6. Tsita KG, Pilavachi PA (2013) Evaluation of next generation bio-mass derived fuels for the transport sector. Energy Policy 62:443–455
7. Escobar JC, Lora ES, Venturini OJ et al (2009) Biofuels: environ-ment, technology and food security. Renew Sustain Energy Rev 13:1275–1287
8. Limayem A, Ricke SC (2012) Lignocellulosic biomass forbioethanol production: current perspectives, potential issues andfuture prospects. Prog Energy Combust Sci 38:449–467
9. Lynd LR, Larson E, Greene N et al (2009) The role of biomass inAmerica’s energy future. Biofuels, Bioprod Biorefin 3:113–123
10. Rubin EM (2008)Genomics of cellulosic biofuels. Nature 454:841–845
11. Weiss A, Jérôme V, Burghardt D et al (2009) Investigation of factorsinfluencing biogas production in a large-scale thermophilic munic-ipal biogas plant. Appl Microbiol Biotechnol 84:987–1001
Bioenerg. Res.
12. Galbe M, Zacchi G (2007) Pretreatment of lignocellulosic materialsfor efficient bioethanol production. Biogeosciences 41–65
13. Zheng Y, Pan Z, Zhang R (2009) Overview of biomass pretreatmentfor cellulosic ethanol production. Int J Agric Biol Eng 2:51–68
14. Balat M (2011) Production of bioethanol from lignocellulosic ma-terials via the biochemical pathway: a review. Energy ConversManag 52:858–875
15. Mosier N, Wyman C, Dale B et al (2005) Features of promisingtechnologies for pretreatment of lignocellulosic biomass. BioresourTechnol 96:673–686
16. Brodeur G, Yau E, Badal K et al (2011) Chemical and physicochem-ical pretreatment of lignocellulosic biomass: a review. Enzyme Res2011:787532
17. Alvira P, Tomás-Pejó E, Ballesteros M, Negro MJ (2010)Pretreatment technologies for an efficient bioethanol productionprocess based on enzymatic hydrolysis: a review. BioresourTechnol 101:4851–61
18. Hendriks ATWM, Zeeman G (2009) Pretreatments to enhance thedigestibility of lignocellulosic biomass. Bioresour Technol100:10–8
19. Agbor VB, Cicek N, Sparling R et al (2011) Biomass pretreatment:fundamentals toward application. Biotechnol Adv 29:675–85
20. Larsen J, Haven MØ, Thirup L (2012) Inbicon makes lignocellu-losic ethanol a commercial reality. Biomass Bioenergy 46:36–45
21. Janssen R, Turhollow AF, Rutz D, Mergner R (2013) Productionfacilities for second-generation biofuels in the USA and the EU—current status and future perspectives. Biofuels Bioprod Biorefin 7:647–665
22. Ahring BK, Munck J (2006) Method for treating biomass and or-ganic waste with the purpose of generating desired biologicallybased products.
23. Biswas R, Ahring BK, Uellendahl H (2012) Improving biogasyields using an innovative concept for conversion of the fiber frac-tion of manure. Water Sci Technol 66:1751–1758
24. Rana D, Rana V, Ahring BK (2012) Producing high sugar concen-trations from loblolly pine using wet explosion pretreatment.Bioresour Technol 121:61–67
25. McKendry P (2002) Energy production from biomass (part 1): over-view of biomass. Bioresour Technol 83:37–46
26. VanWyk JPH (2001) Biotechnology and the utilization of biowasteas a resource for bioproduct development. Trends Biotechnol 19:172–177
27. John MJ, Thomas S (2008) Biofibres and biocomposites.Carbohydr Polym 71:343–364
28. Kumar R,MagoG, Balan V,WymanCE (2009) Physical and chem-ical characterizations of corn stover and poplar solids resulting fromleading pretreatment technologies. Bioresour Technol 100:3948–3962
29. Sarkar N, Ghosh SK, Bannerjee S, Aikat K (2012) Bioethanol pro-duction from agricultural wastes: an overview. Renew Energy 37:19–27
30. Biswas R, Uellendahl H, Ahring BK (2014) Wet explosion pretreat-ment of sugarcane bagasse for enhanced enzymatic hydrolysis.Biomass Bioenergy 61:104–113
31. Howard RL, Abotsi E, van Rensburg EL et al (2004) Lignocellulosebiotechnology: issues of bioconversion and enzyme production. AfrJ Biotechnol 2:602–619
32. Szulczyk KR, McCarl B a, Cornforth G (2010) Market penetrationof ethanol. Renew Sustain Energy Rev 14:394–403
33. Van Dyk JS, Pletschke BI (2012) A review of lignocellulose bio-conversion using enzymatic hydrolysis and synergistic cooperationbetween enzymes–factors affecting enzymes, conversion and syn-ergy. Biotechnol Adv 30:1458–80
34. Pedersen M, Meyer AS (2010) Lignocellulose pretreatment severi-ty—relating pH to biomatrix opening. N Biotechno 27:739–50
35. Robbins MP, Evans G, Valentine J et al (2012) New opportunitiesfor the exploitation of energy crops by thermochemical conversionin Northern Europe and the UK. Prog Energy Combust Sci38:138–155
36. Palonen H, Thomsen AB, Tenkanen M et al (2004) Evaluation ofwet oxidation pretreatment for enzymatic hydrolysis of softwood.Appl Biochem Biotechnol 117:1–17
37. Nguyen T-AD, Kim K-R, Han SJ et al (2010) Pretreatment of ricestraw with ammonia and ionic liquid for lignocellulose conversionto fermentable sugars. Bioresour Technol 101:7432–8
38. Singh A, Tuteja S, Singh N, Bishnoi NR (2011) Enhanced sacchar-ification of rice straw and hull by microwave-alkali pretreatmentand lignocellulolytic enzyme production. Bioresour Technol 102:1773–1782
39. Saha BC, Cotta M a (2010) Comparison of pretreatment strategiesfor enzymatic saccharification and fermentation of barley straw toethanol. N Biotechnol 27:10–16
40. Adapa P, Tabil L, Schoenau G (2009) Compaction characteristics ofbarley, canola, oat and wheat straw. Biosyst Eng 104:335–344
41. Toor SS, Rosendahl L, Rudolf A (2011) Hydrothermal liquefactionof biomass: a review of subcritical water technologies. Energy 36:2328–2342
42. Wyman CE, Balan V, Dale BE et al (2011) Comparative data oneffects of leading pretreatments and enzyme loadings and formula-tions on sugar yields from different switchgrass sources. BioresourTechnol 102:11052–62
43. Wen Z, Liao W, Chen S (2004) Hydrolysis of animal manure lig-nocellulosics for reducing sugar production. Bioresour Technol 91:31–39
44. McGinnis GD, Wilson WW, Mullen CE (1983) Biomass pretreat-ment with water and high-pressure oxygen. The wet-oxidation pro-cess. Ind Eng Chem Prod Res Dev 22:352–357
45. Le Ngoc HT, Rémond C, Dheilly RM, Chabbert B (2010) Effect ofharvesting date on the composition and saccharification ofMiscanthus x giganteus. Bioresour Technol 101:8224–31
46. Abdul Khalil HPS, Bhat AH, Ireana Yusra AF (2012) Green com-posites from sustainable cellulose nanofibrils: a review. CarbohydrPolym 87:963–979
47. Duff SJB, Murray WD (1996) Bioconversion of forest productsindustry waste cellulosics to fuel ethanol: a review. BioresourTechnol 55:1–33
48. Pu Y, Hu F, Huang F et al (2013) Assessing the molecular structurebasis for biomass recalcitrance during dilute acid and hydrothermalpretreatments. Biotechnol Biofuels 6:15
49. Cruz AG, Scullin C, Mu C et al (2013) Impact of high biomassloading on ionic liquid pretreatment. Biotechnol Biofuels 6:52
50. Kumar L, Chandra R, Saddler J (2011) Influence of steam pretreat-ment severity on post-treatments used to enhance the enzymatichydrolysis of pretreated softwoods at low enzyme loadings.Biotechnol Bioeng 108:2300–2311
51. Bals B, Wedding C, Balan V et al (2011) Evaluating the impact ofammonia fiber expansion (AFEX) pretreatment conditions on thecost of ethanol production. Bioresour Technol 102:1277–1283
52. Zhu JY, Pan XJ, Wang GS, Gleisner R (2009) Sulfite pretreatment(SPORL) for robust enzymatic saccharification of spruce and redpine. Bioresour Technol 100:2411–8
53. Wan C, Li Y (2012) Fungal pretreatment of lignocellulosic biomass.Biotechnol Adv 30:1447–57
54. Ruffell J, Levie B, Helle S, Duff S (2010) Pretreatment and enzy-matic hydrolysis of recovered fibre for ethanol production.Bioresour Technol 101:2267–2272
55. Leu S-Y, Zhu JY (2012) Substrate-related factors affecting enzymat-ic saccharification of lignocelluloses: our recent understanding.BioEnergy Res 6:405–415
Bioenerg. Res.
56. Gao D, Haarmeyer C, Balan Vet al (2014) Lignin triggers irrevers-ible cellulase loss during pretreated lignocellulosic biomass sacchar-ification. Biotechnol Biofuels 7:175
57. Kim Y, Ximenes E, Mosier NS, Ladisch MR (2011) Solubleinhibitors/deactivators of cellulase enzymes from lignocellulosicbiomass. Enzyme Microb Technol 48:408–15
58. Bellido C, Bolado S, CocaM et al (2011) Effect of inhibitors formedduring wheat straw pretreatment on ethanol fermentation by Pichiastipitis. Bioresour Technol 102:10868–74
59. Ahring BK, Biswas R, Ahamed A et al (2015) Making lignin ac-cessible for anaerobic digestion by wet-explosion pretreatment.Bioresour Technol 175:182–188
60. Klinke HB, Ahring BK, Schmidt AS, Thomsen AB (2002)Characterization of degradation products from alkaline wet oxida-tion of wheat straw. Bioresour Technol 82:15–26
61. Martín C,MarcetM, Thomsen AB (2008) Comparison between wetoxidation and steam explosion as pretreatment methods for enzy-matic hydrolysis of sugarcane bagasse. BioResources 3:670–683
62. Georgieva TI, Mikkelsen MJ, Ahring BK (2008) Ethanol produc-tion from wet-exploded wheat straw hydrolysate by thermophilicanaerobic bacterium Thermoanaerobacter BG1L1 in a continuousimmobilized reactor. Appl Biochem Biotechnol 145:99–110
63. Sørensen A, Teller PJ, Hilstrøm T, Ahring BK (2008) Hydrolysis ofMiscanthus for bioethanol production using dilute acid presoakingcombined with wet explosion pre-treatment and enzymatic treat-ment. Bioresour Technol 99:6602–7
64. Sendich EN, Laser M, Kim S et al (2008) Recent process improve-ments for the ammonia fiber expansion (AFEX) process andresulting reductions in minimum ethanol selling price. BioresourTechnol 99:8429–35
65. Taherzadeh MJ, Karimi K (2008) Pretreatment of lignocellulosicwastes to improve ethanol and biogas production: a review. Int JMol Sci 9:1621–1651
66. Biswas R (2012) Optimization of the wet explosion pretreatment forincreasing biogas and bioethanol yield of lignocellulosic biomass.PhD thesis, Department of Biotechnology, Chemistry andEnvironmental Engineer ing, Sect ion for SustainableBiotechnology, Aalborg University, Copenhagen, Denmark.
67. Ahring BK, Langvad N (2008) Sustainable low cost production oflignocellulosic bioethanol—BThe carbon slaughterhouse^. A pro-cess concept developed by BioGasol. Int Sugar J 110:184–190
68. Ahring BK, Westermann P (2007) Coproduction of bioethanol withother biofuels. Adv Biochem Eng Biotechnol 108:289–302
69. Uellendahl H, Mladenovska Z, Ahring BK (2007) Wet oxidation ofcrude manure and manure fibers: substrate characteristics influenc-ing the pretreatment efficiency for increasing the biogas yield ofmanure. Proc 11th World Congr Anaerob Dig pp 23–27
70. Balat M, Balat H, Öz C (2008) Progress in bioethanol processing.Prog Energy Combust Sci 34:551–573
71. Ibbett R, Gaddipati S, Davies S et al (2011) The mechanisms ofhydrothermal deconstruction of lignocellulose: new insights fromthermal-analytical and complementary studies. Bioresour Technol102:9272–8
72. Rasmussen H, Sørensen HR, Meyer AS (2014) Formation of deg-radation compounds from lignocellulosic biomass in thebiorefinery: sugar reaction mechanisms. Carbohydr Res 385:45–57
73. Ibbett R, Gaddipati S, Greetham D et al (2014) The kinetics ofinhibitor production resulting from hydrothermal deconstructionof wheat straw studied using a pressurised microwave reactor.Biotechnol Biofuels 7:45
74. Chen Y, Cheng JJ, Creamer KS (2008) Inhibition of anaerobic di-gestion process: a review. Bioresour Technol 99:4044–4064
75. Kolaczkowski ST, Plucinski P, Beltran FJ et al (1999) Wet air oxi-dation: a review of process technologies and aspects in reactor de-sign. Chem Eng J 73:143–160
76. Lissens G, Klinke H, Verstraete W et al (2004) Wet oxidation pre-treatment of woody yard waste: parameter optimization and enzy-matic digestibility for ethanol production. J Chem TechnolBiotechnol 79:889–895
77. Weil JR, Brewer M, Hendrickson R et al (1998) Continuous pHmonitoring during pretreatment of yellow poplar wood sawdust bypressure cooking in water. Appl Biochem Biotechnol 70:99–111
78. Martín C, Klinke HB, Thomsen AB (2007) Wet oxidation as apretreatment method for enhancing the enzymatic convertibility ofsugarcane bagasse. Enzyme Microb Technol 40:426–432
79. Schmidt AS, Thomsen AB (1998) Optimization of wet oxidationpretreatment of wheat straw. Bioresour Technol 64:139–151
80. Carvalheiro F, Duarte LC, Gírio FM (2008) Hemicellulosebiorefineries: a review on biomass pretreatments. J Sci Ind Res67:849–864
81. Rodríguez G, Lama A, Rodríguez R et al (2008) Olive stone anattractive source of bioactive and valuable compounds. BioresourTechnol 99:5261–5269
82. Xu JL, Wang ZY, Cheng JJ et al (2011) Bermuda grass as feedstockfor biofuel production: a review. Bioresour Technol 102:7613–7620
83. Pedersen M, Johansen KS, Meyer AS (2011) Low temperature lig-nocellulose pretreatment: effects and interactions of pretreatmentpH are critical for maximizing enzymatic monosaccharide yieldsfrom wheat straw. Biotechnol Biofuels 4:1–10
84. Delgens J, Penaud V, Torrijos M et al (2000) Investigations on thechanges in anaerobic biodegradability and biotoxicity of an indus-trial microbial biomass induced by a thermochemical pretreatment.Water Sci Technol 41:137–44
85. ChumHL, Johnson DK, Black SK (1990) Organosolv pretreatmentfor enzymic hydrolysis of poplars. 2. Catalyst effects and the com-bined severity parameter. Ind Eng Chem Res 29:156–162
86. Dogaris I, Karapati S, Mamma D et al (2009) Hydrothermal pro-cessing and enzymatic hydrolysis of sorghum bagasse for ferment-able carbohydrates production. Bioresour Technol 100:6543–6549
87. Sipos B, Réczey J, Somorai Z et al (2009) Sweet sorghum as feed-stock for ethanol production: enzymatic hydrolysis of steam-pretreated bagasse. Appl Biochem Biotechnol 153:151–162
88. Arvaniti E, Bjerre AB, Schmidt JE (2012) Wet oxidation pretreat-ment of rape straw for ethanol production. Biomass Bioenergy 39:94–105
89. Kumar P, Barrett DM, Delwiche MJ, Stroeve P (2009) Methods forpretreatment of lignocellulosic biomass for efficient hydrolysis andbiofuel production. Ind Eng Chem Res 48:3713–3729
90. Redding AP, Wang Z, Keshwani DR, Cheng JJ (2011) High tem-perature dilute acid pretreatment of coastal bermuda grass for enzy-matic hydrolysis. Bioresour Technol 102:1415–1424
91. Chang VS, Holtzapple MT (2000) Fundamental factors affectingbiomass enzymatic reactivity. Appl Biochem Biotechnol 84–86:5–37
92. Martín C, Klinke HB, Marcet M et al (2007) Study of the phenoliccompounds formed during pretreatment of sugarcane bagasse bywet oxidation and steam explosion. Holzforschung 61:483–487
93. Mohanty AK, Misra M, Hinrichsen G (2000) Biofibres, biodegrad-able polymers and biocomposites: an overview. Macromol MaterEng 276:1–24
94. Ahring BK, Jensen K, Nielsen P et al (1996) Pretreatment of wheatstraw and conversion of xylose and xylan to ethanol by thermophilicanaerobic bacteria. Bioresour Technol 58:107–113
95. Georgieva TI, Hou X, Hilstrøm T, Ahring BK (2008) Enzymatichydrolysis and ethanol fermentation of high dry matter wet-exploded wheat straw at low enzyme loading. Appl BiochemBiotechnol 148:35–44
96. Petersson A, Thomsen MH, Hauggaard-Nielsen H, Thomsen A-B(2007) Potential bioethanol and biogas production using lignocellu-losic biomass from winter rye, oilseed rape and faba bean. BiomassBioenergy 31:812–819
Bioenerg. Res.
97. Martín C, Thomsen AB (2007) Wet oxidation pretreatment of lig-nocellulosic residues of sugarcane, rice, cassava and peanuts forethanol production. J Chem Technol Biotechnol 82:174–181
98. Thomsen MH, Thygesen A, Jørgensen H et al (2006) Preliminaryresults on optimization of pilot scale pretreatment of wheat strawused in coproduction of bioethanol and electricity. Appl BiochemBiotechnol 129–132:448–60
99. Kristensen JB, Felby C, Jørgensen H (2009) Yield-determining fac-tors in high-solids enzymatic hydrolysis of lignocellulose.Biotechnol Biofuels 2:11
100. Zhu Z, ZhuM,Wu Z (2012) Pretreatment of sugarcane bagasse withNH4OH-H2O2 and ionic liquid for efficient hydrolysis andbioethanol production. Bioresour Technol 119:199–207
101. Biswas R, Uellendahl H, Ahring BK (2013) Conversion ofc6 and c5 sugars in undetoxified wet exploded bagasse hy-drolysates using Scheffersomyces (Pichia) stipitis cbs6054.AMB Express 3:1–7
102. Ximenes E, Kim Y,Mosier N et al (2010) Inhibition of cellulases byphenols. Enzyme Microb Technol 46:170–176
103. Ximenes E, Kim Y, Mosier N et al (2011) Deactivation of cellulasesby phenols. Enzyme Microb Technol 48:54–60
104. Zeng Y, Zhao S, Yang S, Ding S-Y (2014) Lignin plays a negativerole in the biochemical process for producing lignocellulosicbiofuels. Curr Opin Biotechnol 27:38–45
105. Meng X, Ragauskas AJ (2014) Recent advances in under-standing the role of cellulose accessibility in enzymatic hy-drolysis of lignocellulosic substrates. Curr Opin Biotechnol27C:150–158
106. Monlau F, Barakat A, Steyer JP, Carrere H (2012) Comparison ofseven types of thermo-chemical pretreatments on the structural fea-tures and anaerobic digestion of sunflower stalks. BioresourTechnol 120:241–247
107. Zheng Y, Zhao J, Xu F, Li Y (2014) Pretreatment of lignocellulosicbiomass for enhanced biogas production. Prog Energy Combust Sci42:35–53
108. Wang G, Gavala HN, Skiadas IV, Ahring BK (2009) Wet explosionof wheat straw and codigestion with swine manure: effect on themethane productivity. Waste Manag 29:2830–2835
109. Lissens G, Thomsen AB, De Baere L et al (2004) Thermal wetoxidation improves anaerobic biodegradability of raw and digestedbiowaste. Environ Sci Technol 38:3418–3424
110. Wang G (2009) Biogas production from energy crops and agricul-ture residues. 72:90.
111. Strong PJ, Gapes DJ (2012) Thermal and thermo-chemical pre-treat-ment of four waste residues and the effect on acetic acid productionand methane synthesis. Waste Manag 32:1669–77
112. FoxM, Noike T, FoxM,Noike T (2004)Wet oxidation pretreatmentfor the increase in anaerobic biodegradability of newspaper waste.Bioresour Technol 91:273–281
113. Menardo S, Balsari P, Dinuccio E, Gioelli F (2011) Thermal pre-treatment of solid fraction from mechanically-separated raw anddigested slurry to increase methane yield. Bioresour Technol 102:2026–2032
114. Mladenovska Z, Hartmann H, Kvist T et al (2006) Thermal pretreat-ment of the solid fraction of manure: Impact on the biogas reactorperformance and microbial community. Water Sci Technol53:59–67
115. Bauer A, Bösch P, Friedl A, Amon T (2009) Analysis of methanepotentials of steam-exploded wheat straw and estimation of energyyields of combined ethanol and methane production. J Biotechnol142:50–55
116. Gavala HN, Angelidaki I, Ahring BK (2003) Kinetics and modelingof anaerobic digestion process. Adv Biochem Eng Biotechnol 81:57–93
117. Vavilin VA, Fernandez B, Palatsi J, Flotats X (2008) Hydrolysiskinetics in anaerobic degradation of particulate organic material:an overview. Waste Manag 28:939–951
118. Ahring BK (2003) Perspectives for anaerobic digestion. AdvBiochem Eng Biotechnol 81:1–30
119. Angelidaki I, Ellegaard L, Ahring BK (1999) A comprehensivemodel of anaerobic bioconversion of complex substrates to biogas.Biotechnol Bioeng 63:363–372
120. Gnansounou E, Dauriat A (2010) Techno-economic analysis of lig-nocellulosic ethanol: a review. Bioresour Technol 101:4980–91
121. Hamelinck CN, Van Hooijdonk G, Faaij APC (2005) Ethanolfrom lignocellulosic biomass: techno-economic performancein short-, middle- and long-term. Biomass Bioenergy 28:384–410
122. Chandra R, Takeuchi H, Hasegawa T (2012) Methane productionfrom lignocellulosic agricultural crop wastes: a review in context tosecond generation of biofuel production. Renew Sustain EnergyRev 16:1462–1476
123. Cardona CA, Sánchez OJ (2007) Fuel ethanol production: processdesign trends and integration opportunities. Bioresour Technol 98:2415–57
124. Doherty TV, Mora-Pale M, Foley SE et al (2010) Ionic liquid sol-vent properties as predictors of lignocellulose pretreatment efficacy.Green Chem 12:1967
125. Rodríguez H, Padmanabhan S, Poon G, Prausnitz JM (2011)Addition of ammonia and/or oxygen to an ionic liquid fordelignification of miscanthus. Bioresour Technol 102:7946–52
Bioenerg. Res.





























