Embed Size (px)
Citation preview
- 1 -
数値制御工学
1.数値制御(NC)とは この資料は学生配布用に作成したものであり,無断転用等を禁
じます.参考とする場合は出典を明記するなど,文献の取り扱い
1.1 数値制御(NC)とは 方法に準じて下さい.
ご意見・ご要望は熊谷:ckumasendai-nct.ac.jp まで.(は@)Numerical Control
×数値を制御 数値で制御
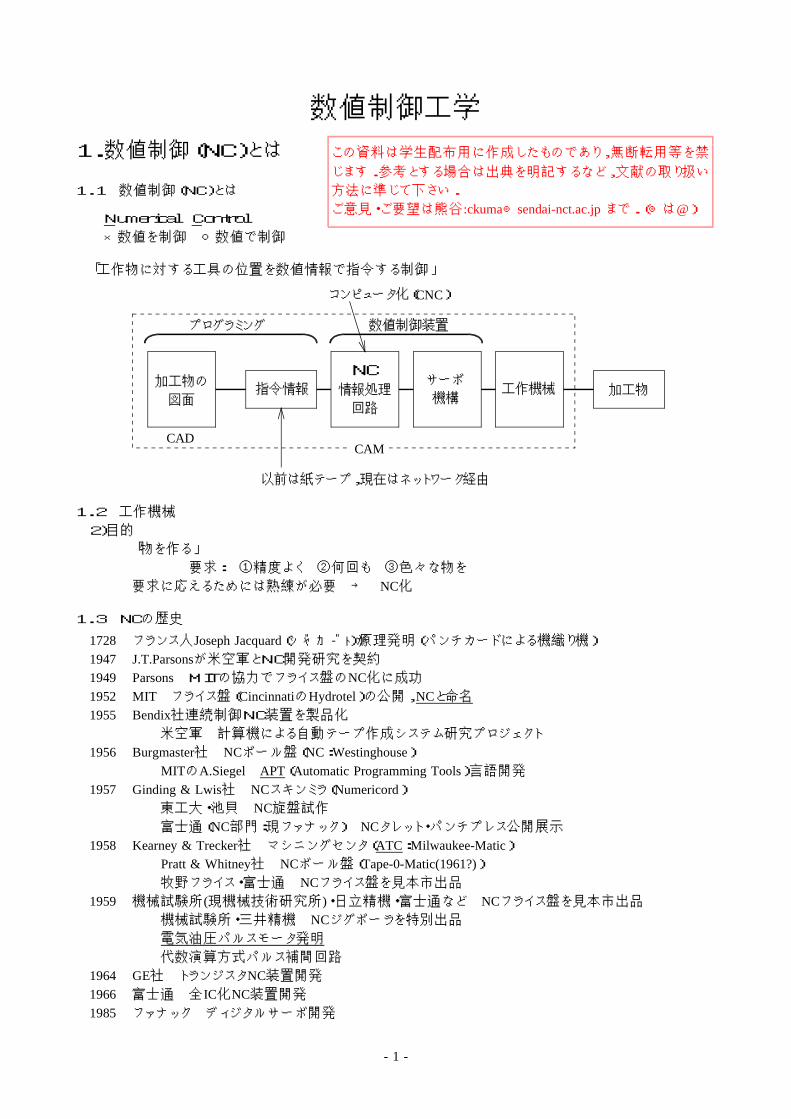
「工作物に対する工具の位置を数値情報で指令する制御」
1.2 工作機械
2)目的
「物を作る」
要求: ①精度よく ②何回も ③色々な物を
要求に応えるためには熟練が必要 → NC化
1.3 NCの歴史
1728 フランス人Joseph Jacquard(ジャカード)が原理発明(パンチカードによる機織り機)1947 J.T.Parsonsが米空軍とNC開発研究を契約1949 Parsons MITの協力でフライス盤のNC化に成功1952 MIT フライス盤(CincinnatiのHydrotel)の公開,NCと命名1955 Bendix社連続制御NC装置を製品化
米空軍 計算機による自動テープ作成システム研究プロジェクト
1956 Burgmaster社 NCボール盤(NC:Westinghouse)MITのA.Siegel APT(Automatic Programming Tools)言語開発
1957 Ginding & Lwis社 NCスキンミラ(Numericord)東工大・池貝 NC旋盤試作富士通(NC部門:現ファナック) NCタレット・パンチプレス公開展示
1958 Kearney & Trecker社 マシニングセンタ(ATC:Milwaukee-Matic)Pratt & Whitney社 NCボール盤(Tape-0-Matic(1961?))牧野フライス・富士通 NCフライス盤を見本市出品
1959 機械試験所(現機械技術研究所)・日立精機・富士通など NCフライス盤を見本市出品機械試験所・三井精機 NCジグボーラを特別出品電気油圧パルスモータ発明
代数演算方式パルス補間回路
1964 GE社 トランジスタNC装置開発1966 富士通 全IC化NC装置開発1985 ファナック ディジタルサーボ開発
加工物工作機械サーボ
機構
NC情報処理
回路
指令情報加工物の
図面
CADCAM
以前は紙テープ,現在はネットワーク経由
プログラミング 数値制御装置
コンピュータ化(CNC)
- 2 -
1.4 NC化が進んだ理由
・熟練工不足-------------- 安定した加工,ノウハウの蓄積
・人件費の上昇------------- 省力化
・円高----------------- 低コスト化
・高級品指向-------------- 高精度化,複雑化
・価値観の多様性------------ 多種小量生産
・ME(マイクロエレクトロニクス技術) ---- LSI化,CNC化,制御回路の高信頼化・アクチュエータ・メカトロ技術 ------- 工作機械の高信頼化
・ロボット技術,情報処理技術 ------- FA化,無人化,コンピュータによる生産管理工程管理や工具管理など作業の標準化
1.5 NC機の動向
1)経済性
①多種小量ないし中量生産加工へ
②複雑形状
③ロット生産回数の多い加工(在庫を減少)
ⅰ.少数部分--プログラムに時間がかかる→対話型等で解決
ⅱ.多数部分--高速性に欠ける→複頭化などの改良
2)導入
今では,小さな町工場でもNC機が入る時代
練習問題
NC工作機械について思うところを述べよ.
- 3 -
2.NCの概要
2.1 NCの分類
1)制御機能
①位置決め制御(Positioning Control,PTP(Point to Point) Control)--穴あけ加工(同時1軸,速度制御なし)
②直線切削制御(Straight Cutting Control)--0゜,90゜(加工頻度85%,同時1軸,速度制御あり)
③連続切削制御(CP(Continuous Path) Control)--輪郭制御(パルス分配必要,同時2軸以上)※スクリュー用プロペラは同時5軸
2)指令方式
①絶対座標(Absolute)方式,増分(Incremental)方式②パルス分配方式:BRM(Binary Rate Multiplier,MIT方式),
DDA(Digital Differential Analyzer),代数演算,最小偏差補間
③アナログサーボ,ディジタルサーボ(ソフトウェアサーボ)
3)制御方式
①オープンループ方式
②セミクローズドループ方式
③クローズドループ方式
④その他(ハイブリッドサーボ,デュアル位置フィードバック,など)
2.2 位置決め制御と輪郭制御
1)設定単位と最小移動量
設定単位 :指令できる数値の単位
最小移動量:サーボ機構の最小単位の移動量
※一般には,設定単位=最小移動量である.10µm,1µm,0.1µmなどがあるが,1µmが一般的である(最近は0.1µm).
2.3 アブソリュートとインクリメンタル
2.4 パルス分配方式
- 4 -
3.サーボ機構「物体の位置,方位,姿勢などを制御量とし,目標値の変化に追従するように構成された制御系」
3.1 サーボ機構の分類
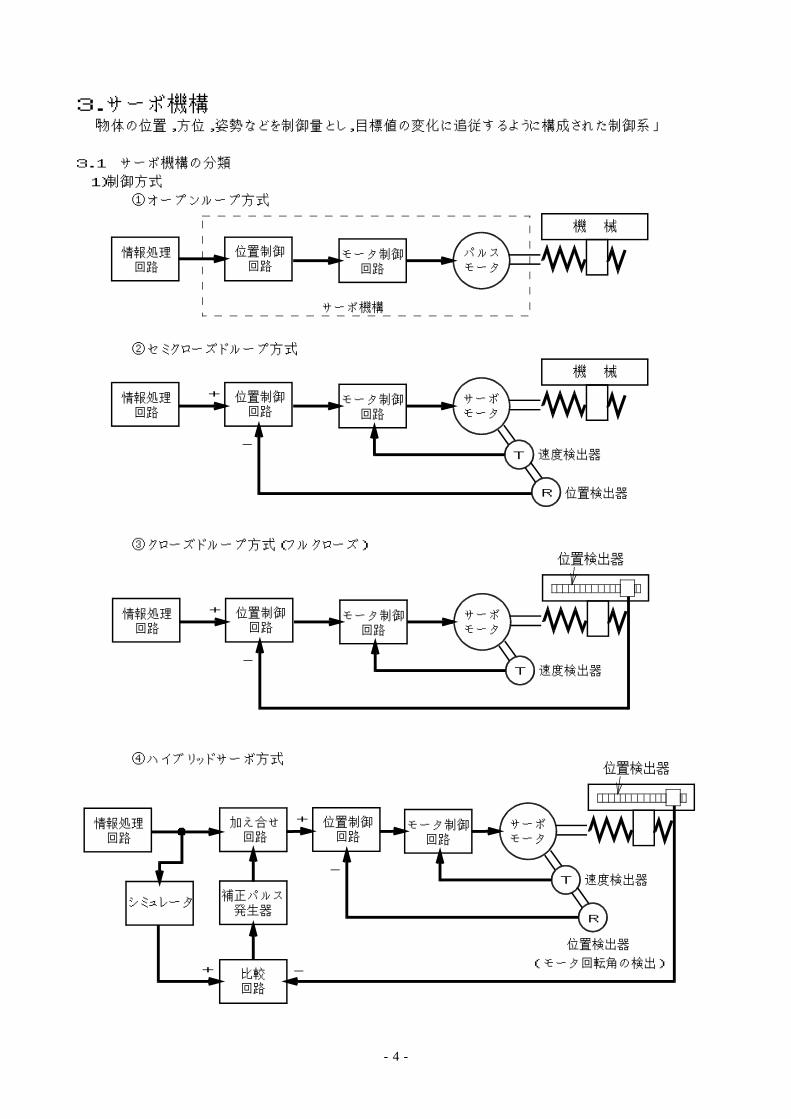
1)制御方式
①オープンループ方式
②セミクローズドループ方式
③クローズドループ方式(フルクローズ)
④ハイブリッドサーボ方式
情報処理回路
モータ制御回路
位置制御回路
パルスモータ
サーボ機構
機 械
サーボモータ
T
R
速度検出器
位置検出器
-
+情報処理回路
モータ制御回路
位置制御回路
機 械
-
+ サーボモータ
T 速度検出器
情報処理回路
モータ制御回路
位置制御回路
位置検出器
位置検出器
-
+
(モータ回転角の検出)
加え合せ回路
比較回路
-
補正パルス発生器
+
位置制御回路
モータ制御回路
サーボモータ
T
R
速度検出器
情報処理回路
シミュレータ
位置検出器
- 5 -
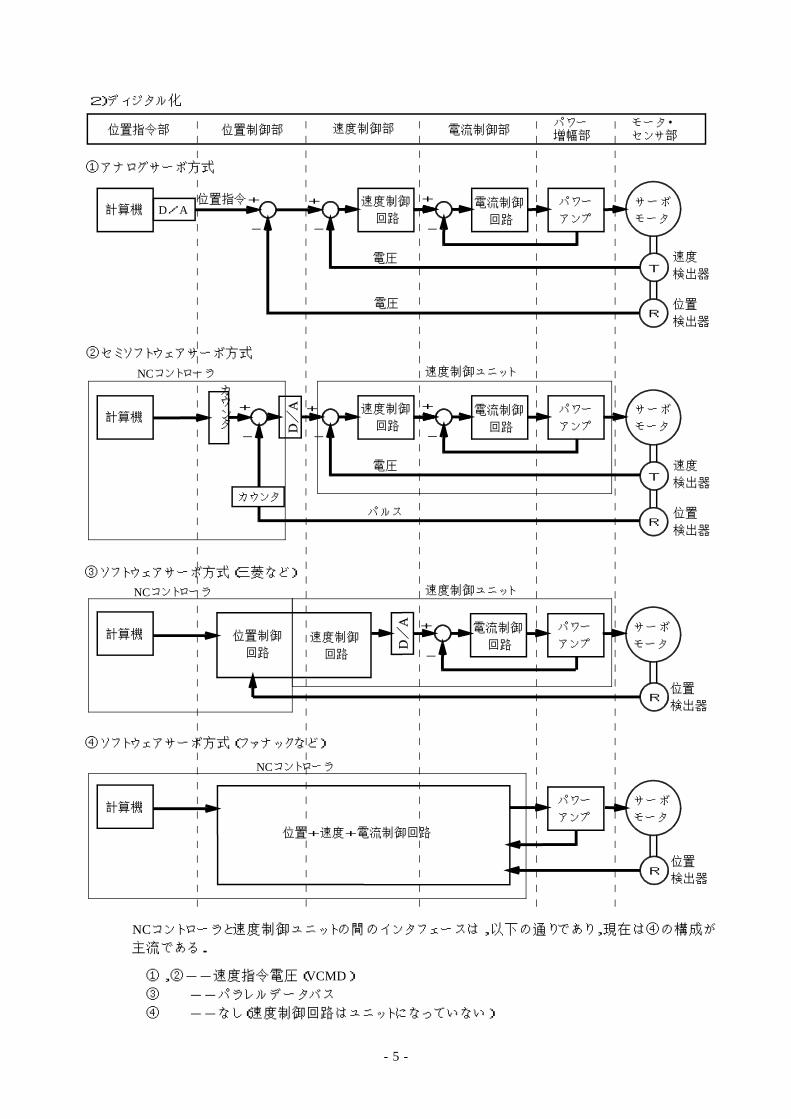
2)ディジタル化
NCコントローラと速度制御ユニットの間のインタフェースは,以下の通りであり,現在は④の構成が主流である.
①,②--速度指令電圧(VCMD)③ --パラレルデータバス
④ --なし(速度制御回路はユニットになっていない)
サーボ
モータ
T
R
速度
検出器
位置
検出器
位置指令部モータ・センサ部
パワー
アンプ
電流制御
回路
パワー増幅部
+
-
速度制御
回路
++D/A
電流制御部速度制御部位置制御部
位置指令
--
電圧
電圧
計算機
①アナログサーボ方式
速度
検出器
位置
検出器
②セミソフトウェアサーボ方式
カウンタ
パルス
NCコントローラ 速度制御ユニット
R位置
検出器
+
-
計算機
③ソフトウェアサーボ方式(三菱など)
④ソフトウェアサーボ方式(ファナックなど)
位置制御
回路
位置
検出器
位置+速度+電流制御回路
速度制御
回路
NCコントローラ 速度制御ユニット
NCコントローラ
+
-
++
--
電圧
計算機
T
R
R
速度制御
回路
計算機
カウンタ
サーボ
モータ
パワー
アンプ
電流制御
回路
サーボ
モータ
パワー
アンプ
電流制御
回路
サーボ
モータ
パワー
アンプ
- 6 -
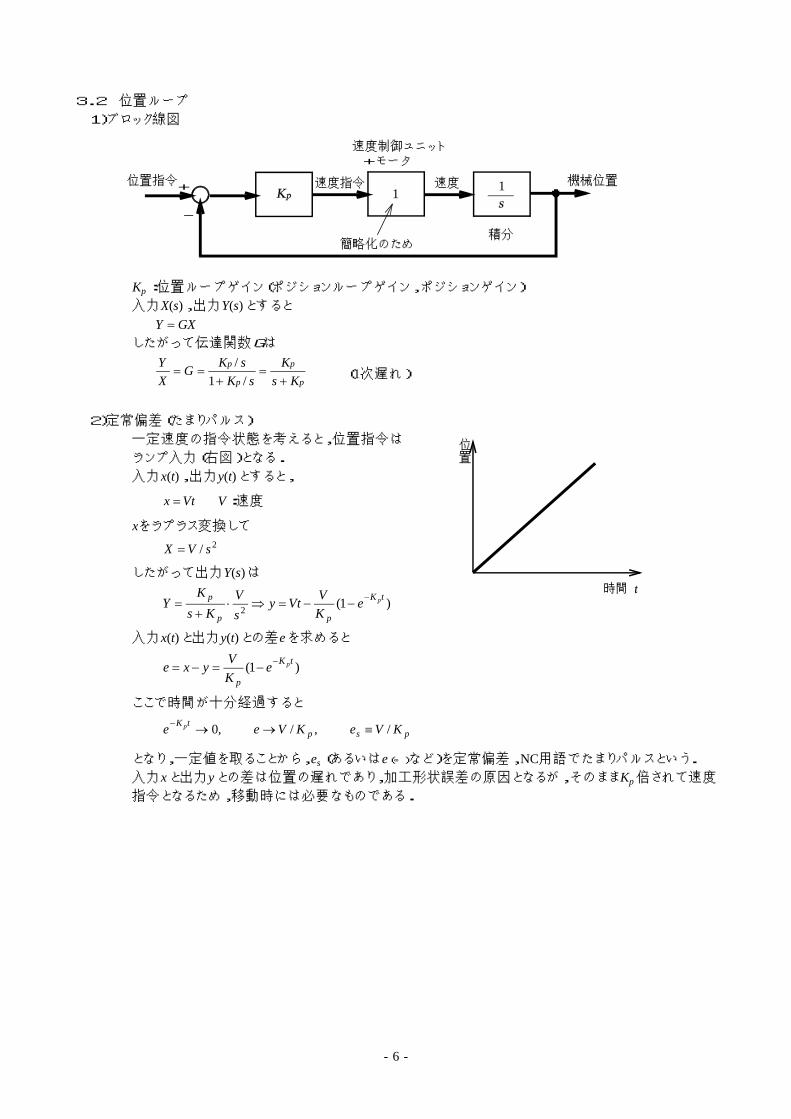
3.2 位置ループ
1)ブロック線図
Kp :位置ループゲイン(ポジションループゲイン,ポジションゲイン)
入力X(s),出力Y(s)とすると
したがって伝達関数Gは
(1次遅れ)
2)定常偏差(たまりパルス)
一定速度の指令状態を考えると,位置指令は
ランプ入力(右図)となる.
入力x(t),出力y(t)とすると,
V :速度
xをラプラス変換して
したがって出力Y(s)は
入力x(t)と出力y(t)との差eを求めると
ここで時間が十分経過すると
となり,一定値を取ることから,es (あるいはe(∞)など)を定常偏差,NC用語でたまりパルスという.入力xと出力yとの差は位置の遅れであり,加工形状誤差の原因となるが,そのままKp倍されて速度
指令となるため,移動時には必要なものである.
GXY =
時間
位置
Vtx =
2/ sVX =
p
p
p
p
KsK
sKsKG
XY
+=
+==
/1/
)1(2tK
pp
p peKVVty
sV
KsK
Y −−−=⇒⋅+
=
)1( tK
p
peKVyxe −−=−=
速度制御ユニット+モータ
+位置指令
-
速度指令 速度
積分
機械位置
簡略化のため
11
psptK KVeKVee p /,/,0 ≡→→−
- 7 -
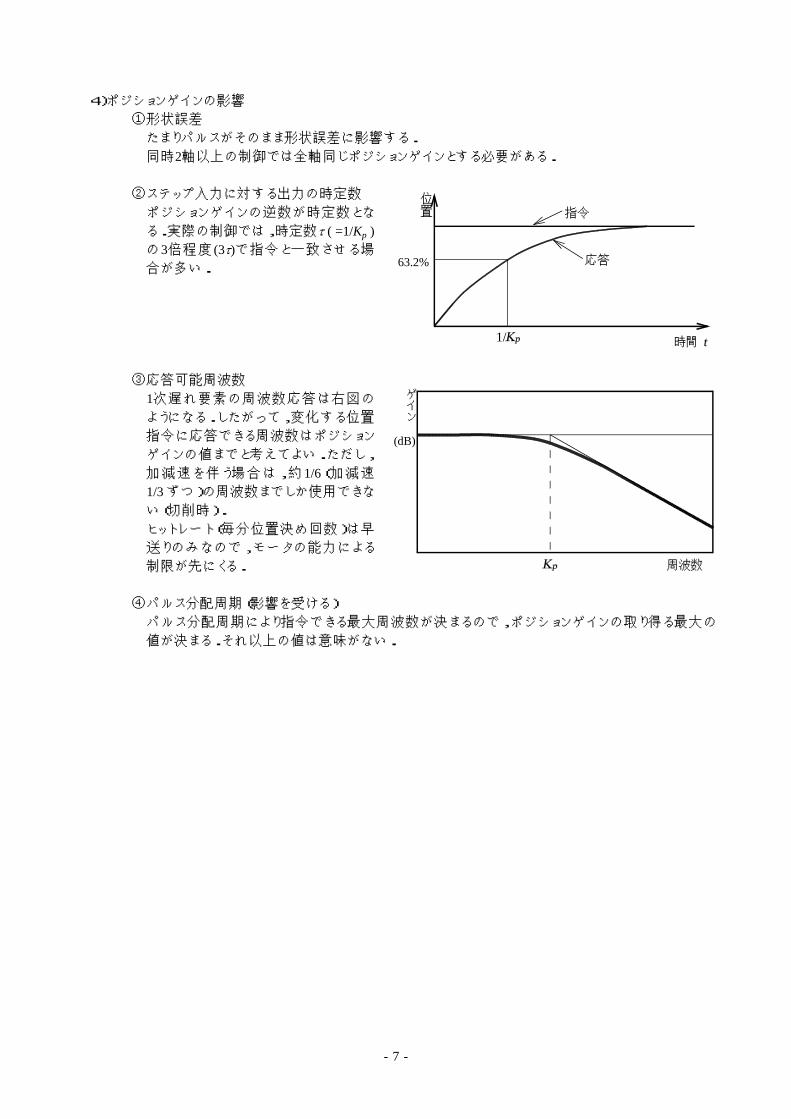
4)ポジションゲインの影響
①形状誤差
たまりパルスがそのまま形状誤差に影響する.
同時2軸以上の制御では全軸同じポジションゲインとする必要がある.
②ステップ入力に対する出力の時定数
ポジションゲインの逆数が時定数とな
る.実際の制御では,時定数τ ( =1/Kp )の3倍程度 (3τ)で指令と一致させる場合が多い.
③応答可能周波数
1次遅れ要素の周波数応答は右図のようになる.したがって,変化する位置
指令に応答できる周波数はポジション
ゲインの値までと考えてよい.ただし,
加減速を伴う場合は,約 1/6(加減速1/3ずつ)の周波数までしか使用できない(切削時).
ヒットレート(毎分位置決め回数)は早
送りのみなので,モータの能力による
制限が先にくる.
④パルス分配周期(影響を受ける)
パルス分配周期により指令できる最大周波数が決まるので,ポジションゲインの取り得る最大の
値が決まる.それ以上の値は意味がない.
位置
指令
応答63.2%
1/ 時間
周波数
ゲイン
(dB)
- 8 -
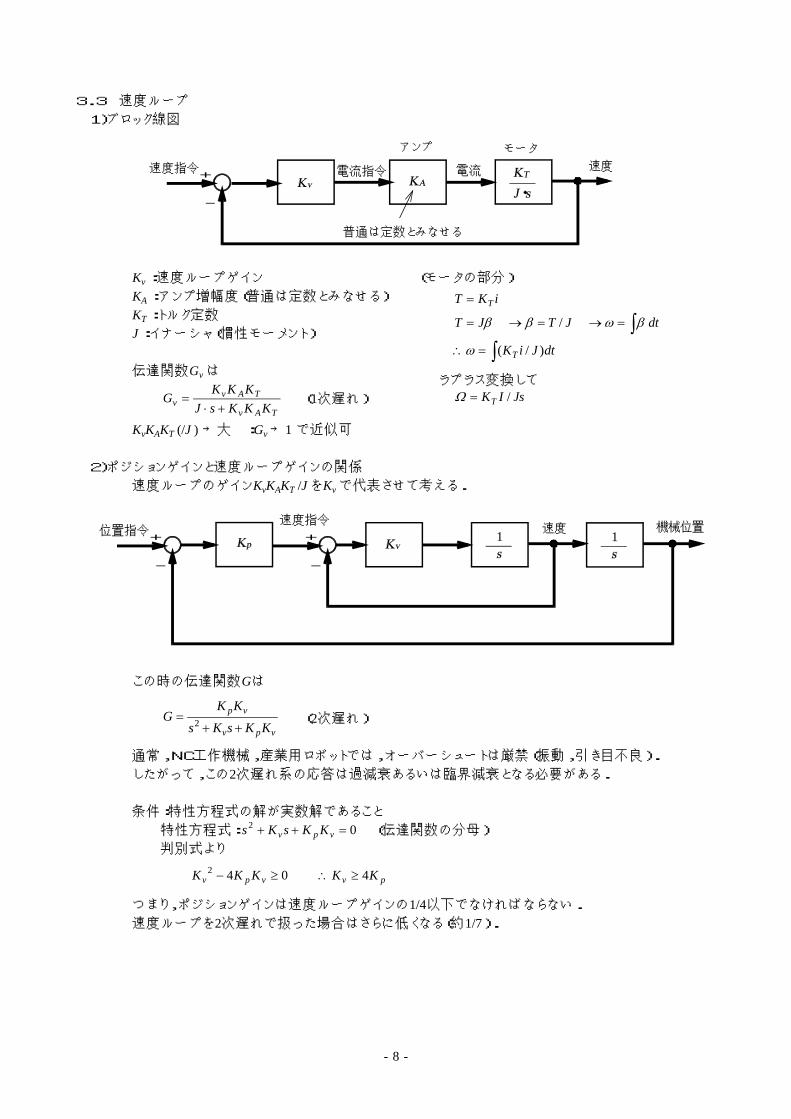
3.3 速度ループ
1)ブロック線図
Kv :速度ループゲイン (モータの部分)
KA :アンプ増幅度(普通は定数とみなせる)
KT :トルク定数
J :イナーシャ(慣性モーメント)
伝達関数Gvは ラプラス変換して
(1次遅れ)
KvKAKT (/J ) →大 :Gv→1 で近似可
2)ポジションゲインと速度ループゲインの関係
速度ループのゲインKvKAKT /JをKvで代表させて考える.
この時の伝達関数Gは
(2次遅れ)
通常,NC工作機械,産業用ロボットでは,オーバーシュートは厳禁(振動,引き目不良).
したがって,この2次遅れ系の応答は過減衰あるいは臨界減衰となる必要がある.
条件:特性方程式の解が実数解であること
特性方程式: (伝達関数の分母)
判別式より
つまり,ポジションゲインは速度ループゲインの1/4以下でなければならない.速度ループを2次遅れで扱った場合はさらに低くなる(約1/7).
+位置指令
-
+
-
速度指令
1 1速度 機械位置
TAv
TAvv KKKsJ
KKKG
+⋅=
∫∫
=∴
=→=→=
=
dtJiK
dtJTJT
iKT
T
T
)/(
/
ω
βωββ
JsIKT /=Ω
vpv
vp
KKsKsKK
G++
= 2
02 =++ vpv KKsKs
pvvpv KKKKK 4042 ≥∴≥−
アンプ
+速度指令
-
電流指令 電流
モータ
普通は定数とみなせる
・
速度
- 9 -
3)速度補償
速度ループは,そのままでは位置ループと同様たまりパルスを生じる(速度オフセット).
→位置のたまりパルスが一定とならず,加工形状がおかしくなる.
↑速度オフセットを生じないよう,対策をとる必要あり →速度補償
位置ループ:たまりパルス一定のほうが経路を予測できる.
→位置補償はないほうがよい(円弧補間が円弧でなくなる).
対策方法
これまでの比例要素(P(Proportional)要素)と,積分要素(I(Integral)要素)を組み合わせる.→PI動作,IP動作
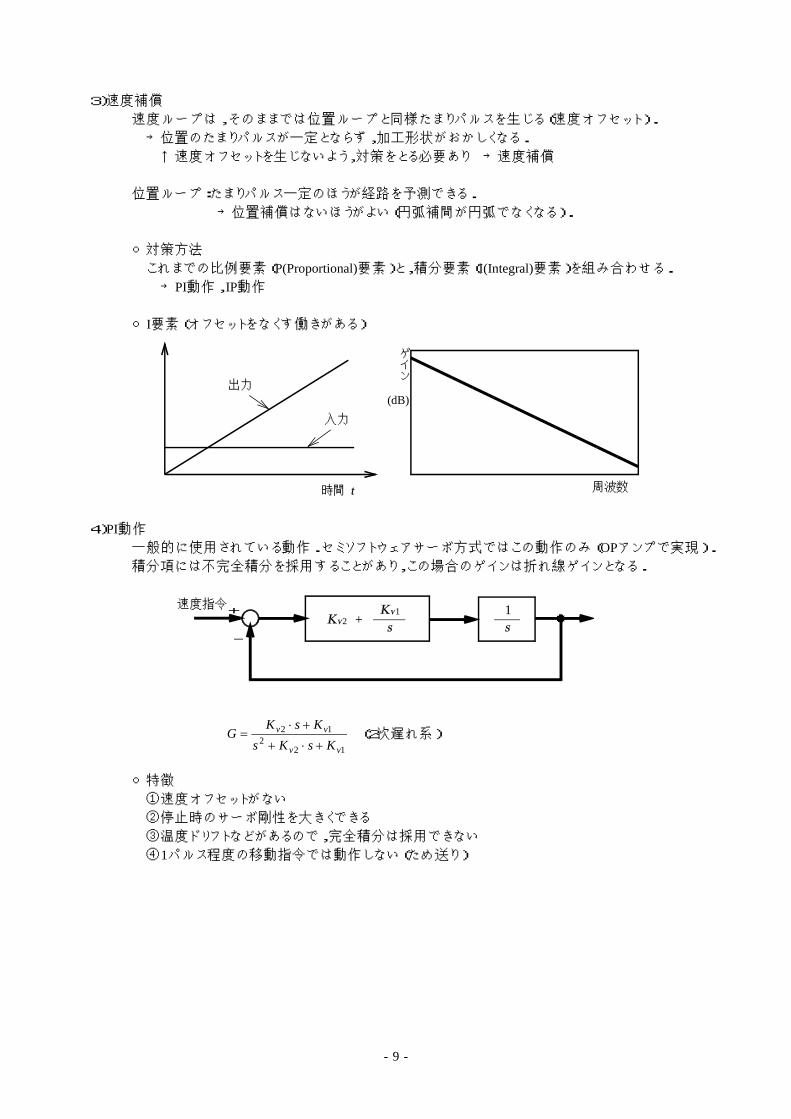
I要素(オフセットをなくす働きがある)
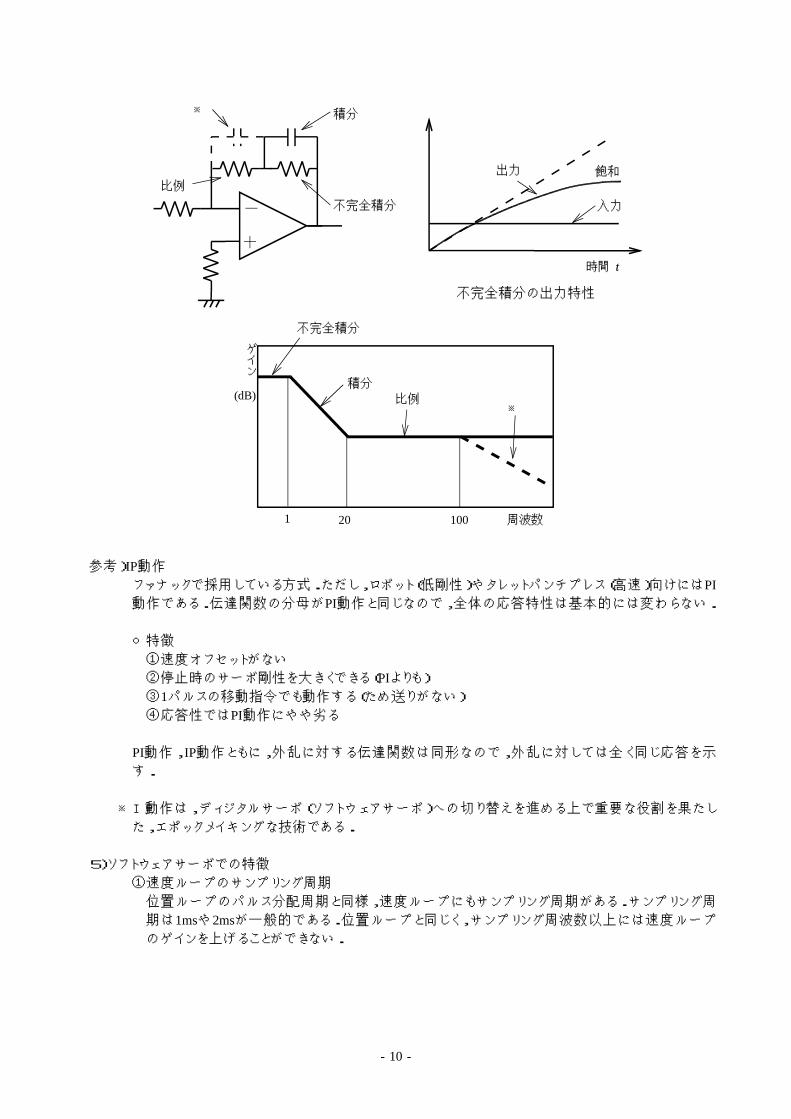
4)PI動作一般的に使用されている動作.セミソフトウェアサーボ方式ではこの動作のみ(OPアンプで実現).積分項には不完全積分を採用することがあり,この場合のゲインは折れ線ゲインとなる.
(2次遅れ系)
特徴
①速度オフセットがない
②停止時のサーボ剛性を大きくできる
③温度ドリフトなどがあるので,完全積分は採用できない
④1パルス程度の移動指令では動作しない(ため送り)
入力
出力
時間
ゲイン
(dB)
周波数
122
12
vv
vv
KsKsKsK
G+⋅+
+⋅=
+速度指令
-
1+2
1
- 10 -
参考)IP動作ファナックで採用している方式.ただし,ロボット(低剛性)やタレットパンチプレス(高速)向けにはPI動作である.伝達関数の分母がPI動作と同じなので,全体の応答特性は基本的には変わらない.
特徴
①速度オフセットがない
②停止時のサーボ剛性を大きくできる(PIよりも)③1パルスの移動指令でも動作する(ため送りがない)④応答性ではPI動作にやや劣る
PI動作, IP動作ともに,外乱に対する伝達関数は同形なので,外乱に対しては全く同じ応答を示す.
※IP動作は,ディジタルサーボ(ソフトウェアサーボ)への切り替えを進める上で重要な役割を果たし
た,エポックメイキングな技術である.
5)ソフトウェアサーボでの特徴
①速度ループのサンプリング周期
位置ループのパルス分配周期と同様,速度ループにもサンプリング周期がある.サンプリング周
期は1msや2msが一般的である.位置ループと同じく,サンプリング周波数以上には速度ループのゲインを上げることができない.
不完全積分
積分※
比例
入力
出力 飽和
不完全積分の出力特性
時間
1 20 100
不完全積分
積分
比例※
ゲイン
(dB)
周波数
- 11 -
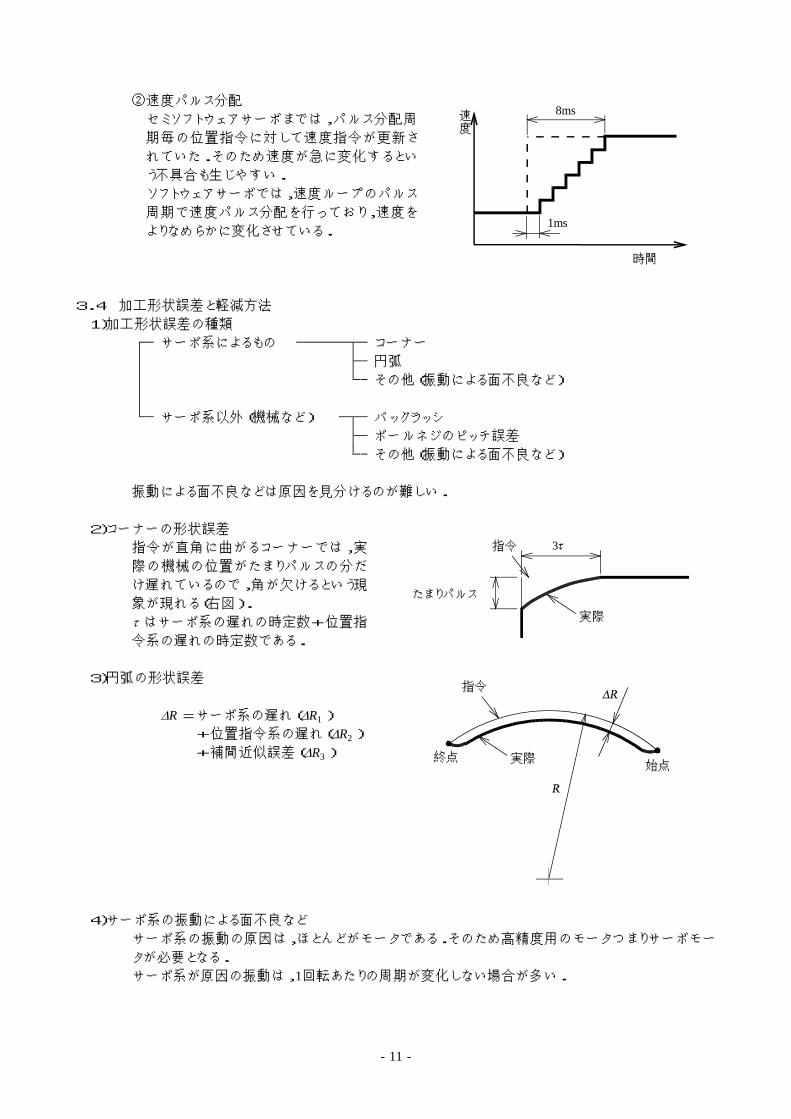
②速度パルス分配
セミソフトウェアサーボまでは,パルス分配周
期毎の位置指令に対して速度指令が更新さ
れていた.そのため速度が急に変化するとい
う不具合も生じやすい.
ソフトウェアサーボでは,速度ループのパルス
周期で速度パルス分配を行っており,速度を
よりなめらかに変化させている.
3.4 加工形状誤差と軽減方法
1)加工形状誤差の種類
サーボ系によるもの コーナー
円弧
その他(振動による面不良など)
サーボ系以外(機械など) バックラッシ
ボールネジのピッチ誤差
その他(振動による面不良など)
振動による面不良などは原因を見分けるのが難しい.
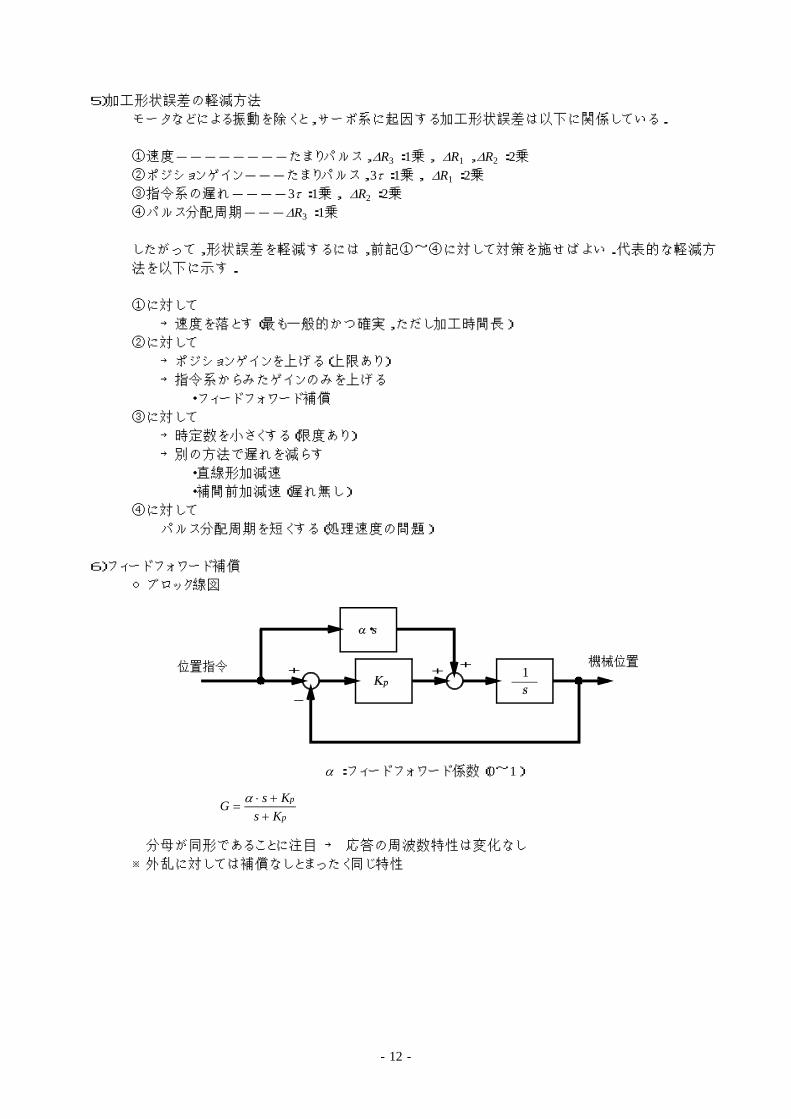
2)コーナーの形状誤差
指令が直角に曲がるコーナーでは,実
際の機械の位置がたまりパルスの分だ
け遅れているので,角が欠けるという現
象が現れる(右図).
τ はサーボ系の遅れの時定数+位置指令系の遅れの時定数である.
3)円弧の形状誤差
∆R =サーボ系の遅れ(∆R1 )
+位置指令系の遅れ(∆R2 )
+補間近似誤差(∆R3 )
4)サーボ系の振動による面不良など
サーボ系の振動の原因は,ほとんどがモータである.そのため高精度用のモータつまりサーボモー
タが必要となる.
サーボ系が原因の振動は,1回転あたりの周期が変化しない場合が多い.
実際
指令
終点始点
時間
速度
8ms
1ms
指令
実際
3
たまりパルス
- 12 -
5)加工形状誤差の軽減方法
モータなどによる振動を除くと,サーボ系に起因する加工形状誤差は以下に関係している.
①速度--------たまりパルス,∆R3 :1乗, ∆R1 ,∆R2 :2乗②ポジションゲイン---たまりパルス,3τ :1乗, ∆R1 :2乗③指令系の遅れ----3τ :1乗, ∆R2 :2乗④パルス分配周期---∆R3 :1乗
したがって,形状誤差を軽減するには,前記①~④に対して対策を施せばよい.代表的な軽減方
法を以下に示す.
①に対して
→速度を落とす(最も一般的かつ確実,ただし加工時間長)
②に対して
→ポジションゲインを上げる(上限あり)
→指令系からみたゲインのみを上げる
・フィードフォワード補償
③に対して
→時定数を小さくする(限度あり)
→別の方法で遅れを減らす
・直線形加減速
・補間前加減速(遅れ無し)
④に対して
パルス分配周期を短くする(処理速度の問題)
6)フィードフォワード補償
ブロック線図
α :フィードフォワード係数(0~1)
分母が同形であることに注目 → 応答の周波数特性は変化なし
※外乱に対しては補償なしとまったく同じ特性
p
p
KsKsG
++⋅
=α
+位置指令
-
機械位置+
+ 1
・
- 13 -
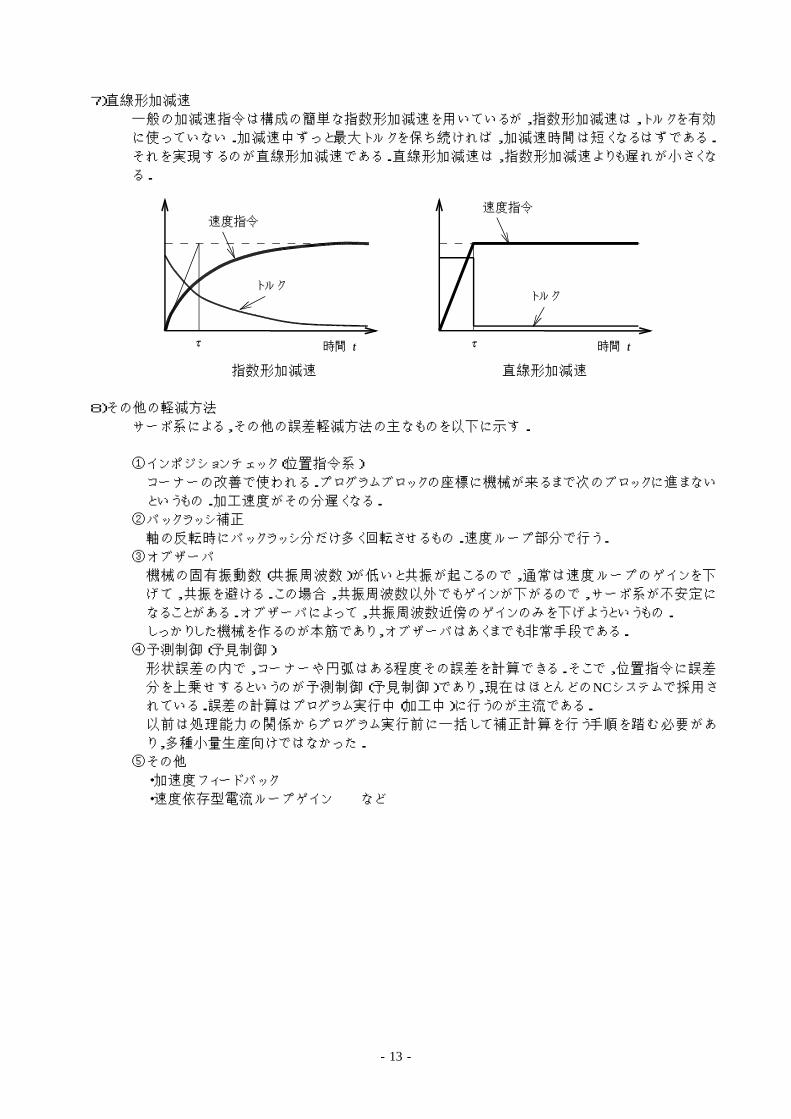
7)直線形加減速
一般の加減速指令は構成の簡単な指数形加減速を用いているが,指数形加減速は,トルクを有効
に使っていない.加減速中ずっと最大トルクを保ち続ければ,加減速時間は短くなるはずである.
それを実現するのが直線形加減速である.直線形加減速は,指数形加減速よりも遅れが小さくな
る.
指数形加減速 直線形加減速
8)その他の軽減方法
サーボ系による,その他の誤差軽減方法の主なものを以下に示す.
①インポジションチェック(位置指令系)
コーナーの改善で使われる.プログラムブロックの座標に機械が来るまで次のブロックに進まない
というもの.加工速度がその分遅くなる.
②バックラッシ補正
軸の反転時にバックラッシ分だけ多く回転させるもの.速度ループ部分で行う.
③オブザーバ
機械の固有振動数(共振周波数)が低いと共振が起こるので,通常は速度ループのゲインを下
げて,共振を避ける.この場合,共振周波数以外でもゲインが下がるので,サーボ系が不安定に
なることがある.オブザーバによって,共振周波数近傍のゲインのみを下げようというもの.
しっかりした機械を作るのが本筋であり,オブザーバはあくまでも非常手段である.
④予測制御(予見制御)
形状誤差の内で,コーナーや円弧はある程度その誤差を計算できる.そこで,位置指令に誤差
分を上乗せするというのが予測制御(予見制御)であり,現在はほとんどのNCシステムで採用されている.誤差の計算はプログラム実行中(加工中)に行うのが主流である.
以前は処理能力の関係からプログラム実行前に一括して補正計算を行う手順を踏む必要があ
り,多種小量生産向けではなかった.
⑤その他
・加速度フィードバック
・速度依存型電流ループゲイン など
速度指令
トルク
速度指令
トルク
時間 時間
- 14 -
4.機械的な構成要素
4.1 構成要素の種類
4.2 モータ
4.3 減速装置
4.4 サーボ系と機械のマッチング
数値制御系に要求されることは,「希望する精度で,安定に,より経済的で速やかに応答する」ことである.
数値制御系には機械的な要素も含まれるので,サーボ系と機械との整合(マッチング)が必要になる.
3)バックラッシとロストモーション
ロストモーション:「ある位置への正の向きでの位置決めと負の向きでの位置決めによる両停止位置
の差」(JIS B 0181)
ロストモーション=バックラッシ+弾性変形(摩擦により変形が残る)
フルクローズドループ系では位置決め精度に影響しない.ただし,ゲインを大きくとれなくなるという
影響がある(ゲインを大きくするとハンチングが発生する).
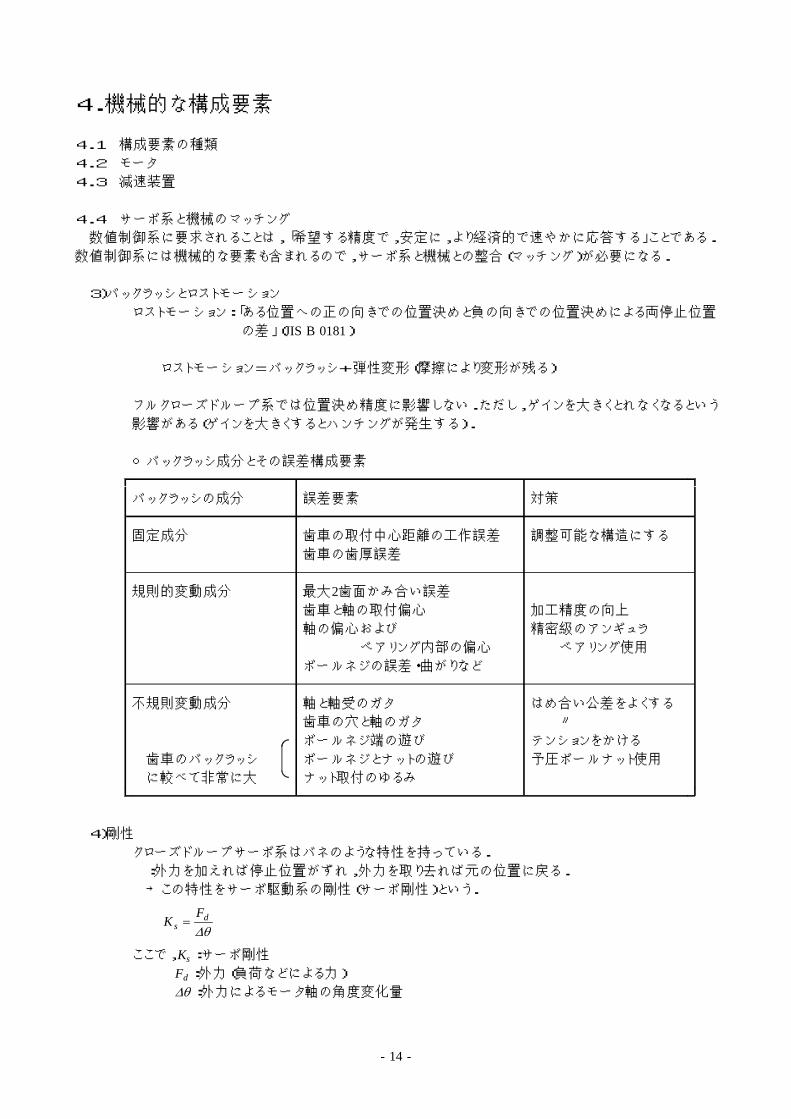
バックラッシ成分とその誤差構成要素
バックラッシの成分 誤差要素 対策
固定成分 歯車の取付中心距離の工作誤差 調整可能な構造にする
歯車の歯厚誤差
規則的変動成分 最大2歯面かみ合い誤差歯車と軸の取付偏心 加工精度の向上
軸の偏心および 精密級のアンギュラ
ベアリング内部の偏心 ベアリング使用
ボールネジの誤差・曲がりなど
不規則変動成分 軸と軸受のガタ はめ合い公差をよくする
歯車の穴と軸のガタ 〃
ボールネジ端の遊び テンションをかける
歯車のバックラッシ ボールネジとナットの遊び 予圧ボールナット使用
に較べて非常に大 ナット取付のゆるみ
4)剛性
クローズドループサーボ系はバネのような特性を持っている.
:外力を加えれば停止位置がずれ,外力を取り去れば元の位置に戻る.
→この特性をサーボ駆動系の剛性(サーボ剛性)という.
ここで,Ks :サーボ剛性
Fd :外力(負荷などによる力)
∆θ :外力によるモータ軸の角度変化量
θ∆d
sF
K =
- 15 -
サーボ剛性は,ゲイン調整によって変えることができる.
駆動系の剛性Ks と被駆動系の剛性Kmを結合した総剛性KTは
(2つの要素が直列)
で表すことができる.被駆動系の剛性は機械的に決まるので,Ks <<Km (:KT≒Ks )となるように機械
系を設計すれば,工場での調整が楽になる.
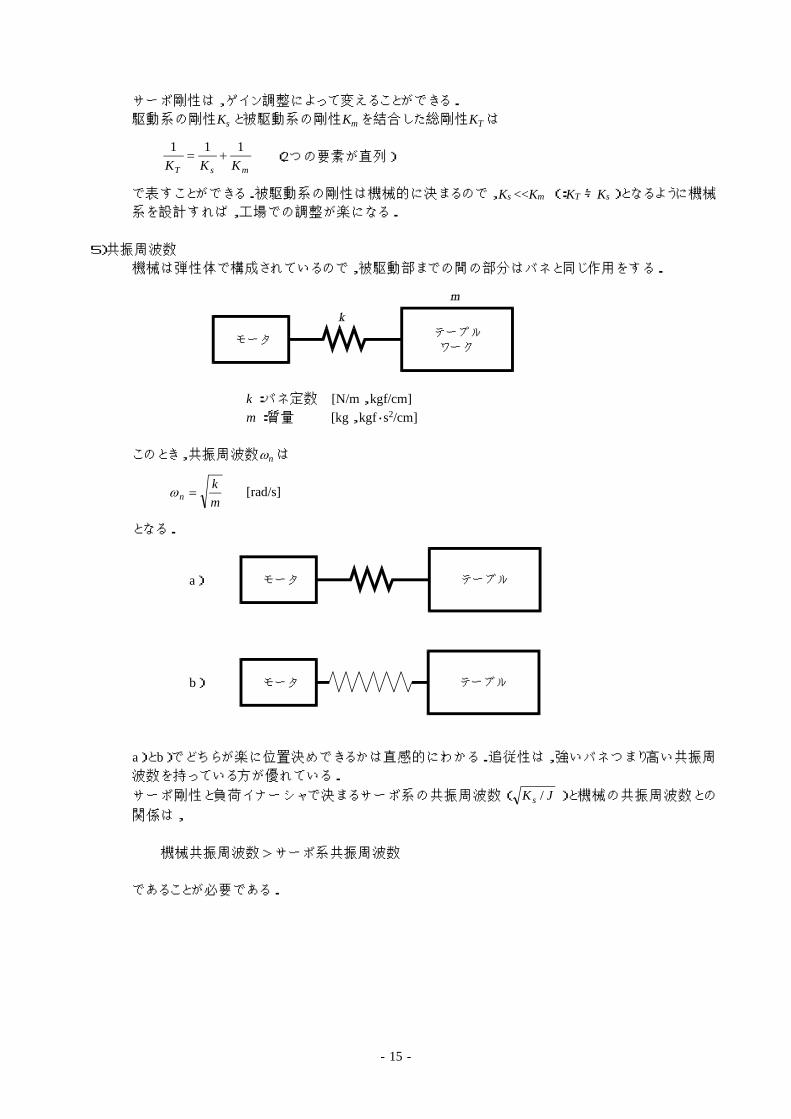
5)共振周波数
機械は弾性体で構成されているので,被駆動部までの間の部分はバネと同じ作用をする.
k :バネ定数 [N/m,kgf/cm]m :質量 [kg,kgf・s2/cm]
このとき,共振周波数ωnは
[rad/s]
となる.
a)
b)
a)とb)でどちらが楽に位置決めできるかは直感的にわかる.追従性は,強いバネつまり高い共振周波数を持っている方が優れている.
サーボ剛性と負荷イナーシャで決まるサーボ系の共振周波数( )と機械の共振周波数との
関係は,
機械共振周波数>サーボ系共振周波数
であることが必要である.
JKs /
msT KKK111
+=
mk
n =ω
モータテーブル
ワーク
モータ テーブル
モータ テーブル
- 16 -
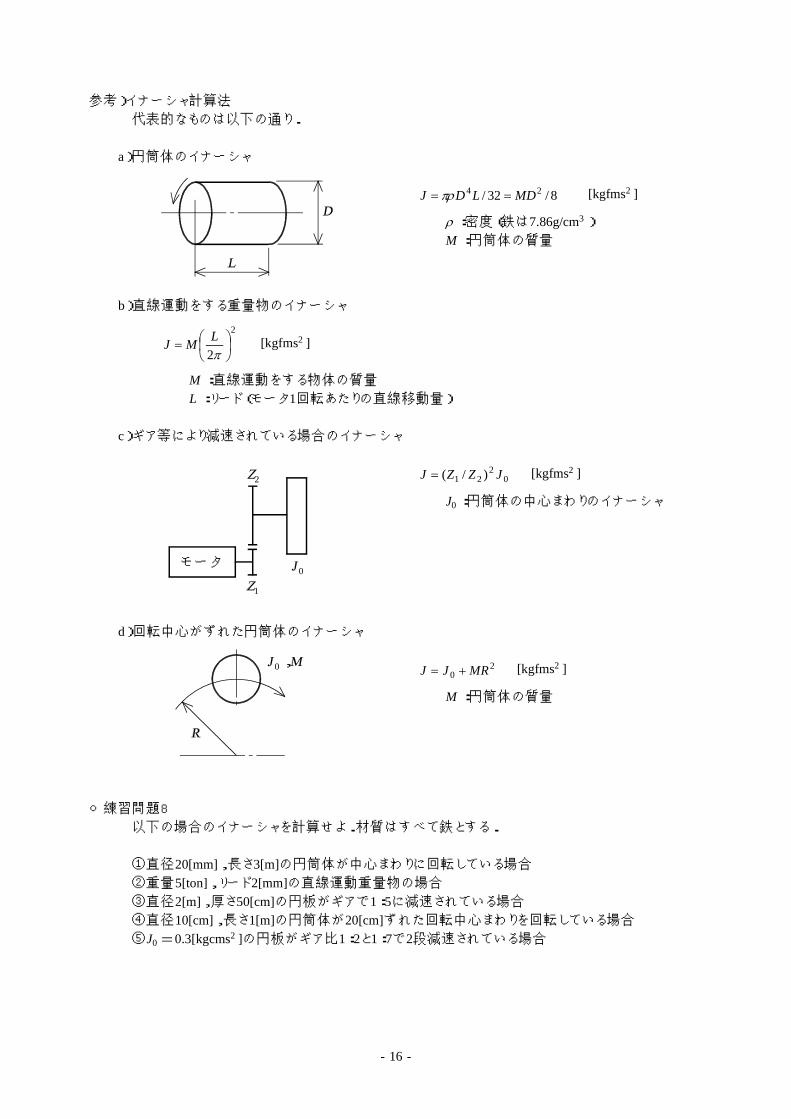
参考)イナーシャ計算法
代表的なものは以下の通り.
a)円筒体のイナーシャ
[kgfms2 ]
ρ :密度(鉄は7.86g/cm3 )
M :円筒体の質量
b)直線運動をする重量物のイナーシャ
[kgfms2 ]
M :直線運動をする物体の質量L :リード(モータ1回転あたりの直線移動量)
c)ギア等により減速されている場合のイナーシャ
[kgfms2 ]
J0 :円筒体の中心まわりのイナーシャ
d)回転中心がずれた円筒体のイナーシャ
[kgfms2 ]
M :円筒体の質量
練習問題8
以下の場合のイナーシャを計算せよ.材質はすべて鉄とする.
①直径20[mm],長さ3[m]の円筒体が中心まわりに回転している場合②重量5[ton],リード2[mm]の直線運動重量物の場合③直径2[m],厚さ50[cm]の円板がギアで1:5に減速されている場合④直径10[cm],長さ1[m]の円筒体が20[cm]ずれた回転中心まわりを回転している場合⑤J0=0.3[kgcms2 ]の円板がギア比1:2と1:7で2段減速されている場合
モータ
2
1
0
8/32/ 24 MDLDJ == πρ
2
2
=πLMJ
02
21 )/( JZZJ =
,0 20 MRJJ +=
- 17 -
5.FA
5.1 FAの発展段階 (Factory Automation)
生産形態(少品種大量生産 → 多品種小量生産)に合わせて発展
5.2 DNC (Directed Numerical Control)(群管理)
DNCの機能①プログラムの編集機能
②加工スケジュールの自動生成機能
③加工時間など加工実績の集計機能
④稼働状態のモニタ(監視)機能
⑤NCプログラムのアップロード機能
ダウンロードではRBU(Remote Buffer Unit)を使用
5.3 FMC (Flexible Manufacturing Cell)
FMCの構成機能①加工機能:1~2台のNC工作機械からなる加工機能②搬送機能:ロボット,AGVまたは自動パレット交換装置(APC)などの内部搬送機能③倉庫機能:工具および工作物のマガジン,パレットプール,小形倉庫などの倉庫機能
④保全機能:センサなどによる異常検知と応急処理
⑤制御機能:加工や工程などに関する生産情報と工具・工作物の流れを制御するセル機能
・FMCは規模も小さく価格も比較的安いので中小企業にも導入されている・FMSへの拡張性あり・FMCによるFMSへの階層的モジュラ構成が可能
5.4 FMS (Flexible Manufacturing System)
・NC工作機械を有機的に結合した生産システム・多品種小量生産に適する
トランスファライン:小品種大量生産型の生産システム(自動車など)
FTL(Flexible Transfer Line):トランスファラインをNC工作機械で構成
5.5 LANとMAP (Local Area Network) (Manufacturing Automation Protocol)
FMCやFMSは加工部門の自動化が中心 →生産管理を含めた工場全体の自動化システム
「物の流れ」,「情報の流れ」が重要
MAPGM社が1982年に提唱したFA用LANの実装規約.工作機械,シーケンサ,計算機など,異なるメーカや機種間でも情報交換できるようにしたもの.
ノイズに強いのが特長.
5.6 CIM (Computer Integrated Manufacturing)(コンピュータによる統合生産)
多品種,少量生産を計算機を中心として総合管理するシステム.
営業,設計,製造,生産情報,経営情報を総合して受注から出荷まで管理する.
FAの上位段階で,ソフトウェア重視で分散管理+総合管理を目指す.




























![goyounikki(16) · Web view御湯殿ヘ被為 入若水御手水被為済御仕舞御平常之通[但当年御都合ニ寄此所ニ而御祝被遊候] 数御熨斗 大福 御臓煮](https://img.pdfslide.net/doc/110x75/6057579a77c2bc14a367e521/goyounikki16-web-view-fec-eeceeefffeoecee.jpg)
