Embed Size (px)
Citation preview

1
เครื่องกัด(MILLING MACHINE)
การกัด (Milling) เปนวิธีการทําผิวงานไดสารพัดรูปแบบ ทั้งการกัดผิวเรียบระนาบ การกัดรอง กัดบา กัดเฟอง ลูกเบี้ยว (Cams)
หรือแมแตกัดผิวรูปทรงอิสระ (Irregular shape surface)

2
ดวยวิธีหมุนเครื่องมือกัด (Cutter) ทั้งในแนวตั้ง
และแนวนอนกัดผิวโลหะ โดยงานถูกจับอยูบนโตะแทนซึ่งสามารถเลื่อนงานไ ด ใ น ส า ม แ น ว แ ก น (X,Y,Z)
ชนิดของเครื่องกัด (Type of Milling Machine) --เครื่องกัดแนวตั้ง ( V e r t i c a l M i l l i n g Machine) --เครื่องกัดแนวนอน (Horizontal Mil l ing Machine)

3
--เครื่องกัดอเนกประสงค (Universal Milling Machine)
เครื่องกัดแนวตั้ง ( Vertical Milling Machine )แกนของเครื่องมือกัด (Cutter) จะอยูในแนวดิ่ง
หมุนตั้งฉากกับโตะจับงาน (Table)เ ห ม า ะ กั บ
การกัดผิ วหน าเรียบดวยมีดกัดหนา (Face mill) และกั ด ผิ วข า งเรียบ หรือรอง ด วยมีดกัดข าง (End mill)

4
เครื่องกัดแนวนอน ( Horizontal Milling Machine )แกนของเครื่องมือกัด (Cutter) หมุนในแนวนอน
ขนานกับโตะจับงาน (Table)
เหมาะกับการกัดผิวหนาขนาน การกัดเซาะรอง หรือบาฉาก และการกัดเฟอง

5
เครื่องกัดเอนกประสงค(Universal Milling Machine)เปนเครื่องกัดที่อาจมีทั้งแกนหมุนในแนวนอนและ
แนวตั้งในเครื่องเดียวกันขอสําคัญคือโตะจับงานนอกจากเคลื่อนที่ในสาม
แนวแกนแลวยังสามารถห มุ น ไ ด เ พื่ อ ส ะ ด ว กสําหรับการกัดงานรองเฮลิก (helical) หรือ Spiral gear

6
สวนประกอบสําคัญของเครื่อง--สวนหัวเครื่อง (Spindle head)--แทนโตะจับงาน (Table)--โครงเครื่อง (Body)สวนหัวเครื่อง (Spindle head) เปนสวนการหมุน
ของมีดตัด(Cutter) ประกอบดวย มอเตอรตนกําลังหมุน พวงผานสายพาน(สําหรับเครื่องขนาดเล็ก) หรือพวงผานกลองเฟอง(สําหรับเครื่องขนาดใหญ) เพื่อทําการทดรอบการหมุนของเพลาจับมีดตัด(Spindle)
สําหรับเครื่องขนาดเล็กที่ใชสายพาน ปรับเปล่ียนรอบหมุนเพลาจับมีดตัดดวยการเปล่ียนชวงขับสายพานจากลอเพลาขนาดหนึ่งไปยังลอ
7
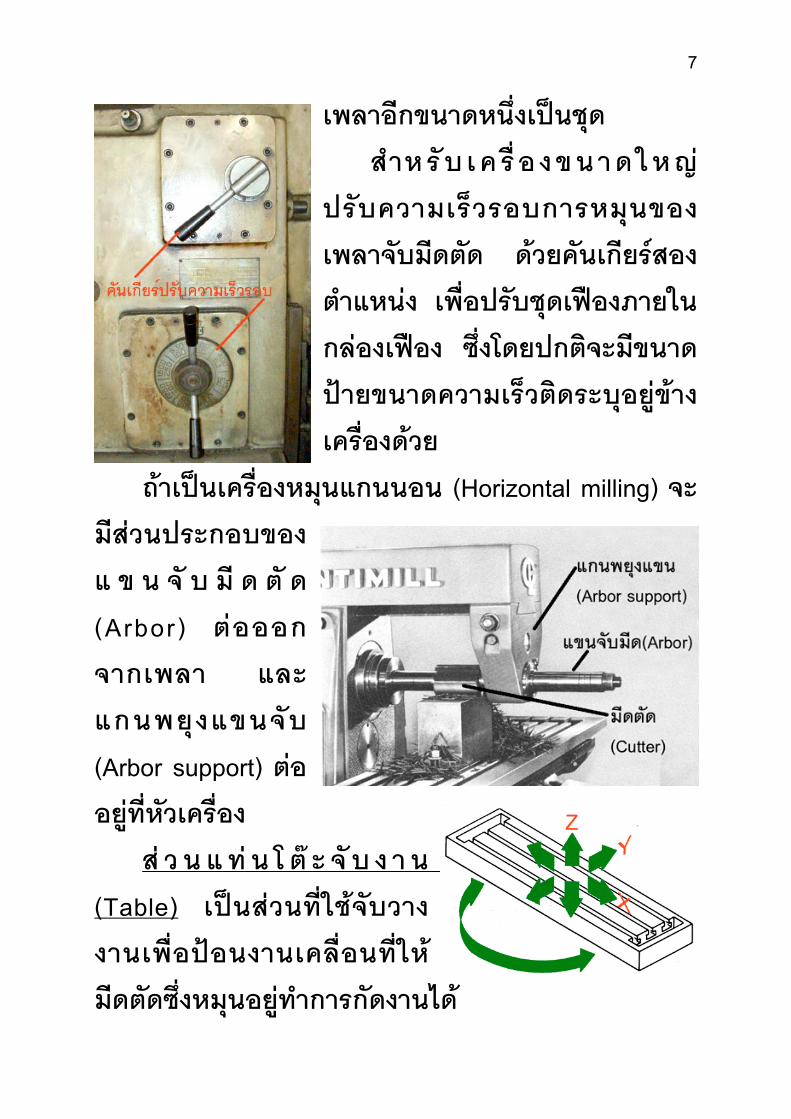
เพลาอีกขนาดหนึ่งเปนชุดสําหรั บ เค รื่ อ งขนาดใหญ
ปรับความเร็วรอบการหมุนของเพลาจับมีดตัด ดวยคันเกียรสองตําแหนง เพื่อปรับชุดเฟองภายในกลองเฟอง ซึ่งโดยปกติจะมีขนาดปายขนาดความเร็วติดระบุอยูขางเครื่องดวย
ถาเปนเครื่องหมุนแกนนอน (Horizontal milling) จะมีสวนประกอบของ แ ข น จั บ มี ด ตั ด (Arbor) ตอออกจากเพลา และแกนพยุงแขนจับ (Arbor support) ตออยูที่หัวเครื่อง
ส ว น แ ท น โ ต ะ จั บ ง า น (Table) เปนสวนที่ใชจับวางงานเพื่อปอนงานเคลื่อนที่ใหมีดตัดซึ่งหมุนอยูทําการกัดงานได

8
โดยเคลื่อนที่ในสามทิศทางในแนว X ปกติเปนแนวสําหรับการปอน (feed) ให
มีดกินงาน ในแนวแกน Y และ Z จะเปนแนวเลื่อนตั้งระยะการกิน โดยในแนวแกน Z จะเปนการตั้ง depth of cut ทั้งสามแกนหมุนดวยพวงมาลัยตามตําแหนงดังรูป
ในแนวแกน X ซึ่งเปนแนว feed สามารถเดินอัตโนมัติไดจากคันโยกเดินอัตโนมัติตามภาพ ตั้งระยะชวงความยาวในการเดินอัตโนมัติที่ตัว stopper

9
แนวแกน Y และ Z ถาตองทําหนาที่ feed ดวยก็สามารถเดินแทนอัตโนมัติไดดวยคันโยกเดินอัตโนมัติดังภาพเชนกัน
โครงเครื่อง (Body) เปนสวนหลอขึ้นมาทําหนาที่เปนฐานเครื่อง(Base)และสวนเชื่อมประกอบของชิ้นสวนอื่นเขาเปนตัวเครื่องกัด
ดอกกัดงาน (Milling cutters)ขบวนการกัดงานแบงออกเปน
ประเภทหลักไดสองหลักใหญ คือ1. กัดหนาเรียบ (Face Milling)
ผิวงานกัดจะตั้งฉากกับแกนหมุน ดอกกัดชนิดนี้จะมีขนาดเสนผาศูนยกลางกวางมากเพื่อทําผิวเรียบใหไดระนาบ เรียกดอกกัดผิวหนา

10
ราบ (Face Milling cutter) ใชงานกับเครื่องกัดแนวตั้ง2 . กั ด ข า ง เ รี ย บ
(Peripheral Milling) ผิวงานกัดจะขนานกับแกนหมุน ดอกกัดชนิดนี้จะใชผิวรอบวงในการกัดงานเรียบ ใชงานกับเครื่องกัดแนวนอนและเครื่องกัดแนวตั้ง
รูปรางของดอกกัดโดยทั่วไปจะมีลักษณะกลมทรงกระบอก มีตั้งแตขนาดวงใหญบางเปนแผน จนหนาข้ึนไปและวงเล็กลงเปนแทง ทั้งนี้แบงออกไดเปนสอง

11
ลักษณะคือ1. ลักษณะดอกกัด
ที่เปนชิ้นเดียว (Single cutter) ถูกทําข้ึนมาจากวัสดุที่เปน High Speed Steels (HSS) ทําออกมาเปนดอกกัดชิ้นเดียวทั้งดามจับและคมตัด
2. ลักษณะเปนมีดเล็บติดเขากับดามดอกกัด(Inserted tooth cutter) คมตัดทําเปนเม็ดหรือเปนแทงจากวัสดุ Cemented carbides ซึ่งมีความแข็งมากแตเปราะ นํามาติดเขากับดามดอกกัด เมื่อ
สึกแลวสามารถถอดเปลี่ยนไดถาจําแนกตามลักษณะของการจับดอกกัดในการใช
งาน แยกไดเปน

12
1. ดอกกัดตอแขน (Arbor cutter) ใชกับเครื่องกัดแกนนอน โดยแกนหมุนจะถูกเจาะเปนรู เพื่อใหสวมเขากับแขนจับมีด(Arbor) แลวจึงตอเขากับเพลาหมุนของเครื่องอีกทีหนึ่ง
2. ดอกกัดดาม (Shank cutter) มีดามจับเขากับเพลาหมุนของเครื่องไดโดยตรง ลักษณะจะคลายกับดอกสวาน มีทั้งดามตรงและดามเรียว ดอกกัดลักษณะนี้จะใชกับเครื่องกัดแนวตั้งเปนสวนใหญ
ชนิดของดอกกัดตามการใชงานดอกกัดพื้นฐาน (Plain milling cutter) เปนลักษณะ
รูปทรงกระบอกชนิดดอกกัดตอแขน (Arbor cutter) ใชกับเครื่องกัดแกนนอน คมตัดจะพันอยูรอบทรงกระบอกคลายดอกสวาน มีทั้งชนิดหนากวาง และชนิดบาง แบงตามการใชงานออกไดเปน

13
1. ดอกกัดงานเบา (Light duty) คมตัดมีมุมเอียงไมมาก ทําใหมีคมตัดไดจํานวนมาก ใชกัดงานไมลึกนัก ชนิดบางใชสําหรับกัดรองงาน
2. ดอกกัดงานหนัก (Heavy duty) ใชกัดงานลึกเพื่อเอาเนื้องานออกมาก คมตัดจึงมีมุมเอียงมากกวาชนิดแรก ซึ่งทําใหจํานวนคมตัดนอยลง
3. ดอกกัดคมเกลียว (Helical milling cutter) จํานวนคมตัดจะนอยกวาสองชนิดแรกเนื่องจากการมวนพันของคมตัดดวยมุมเอียงที่

14
มากขึ้น ทําใหคมตัดเฉือนเนื้องานไดดี สามารถตัดดวยรอบหมุนสูง ทําใหผิวงานเรียบดีข้ึน
ดอกกัดขาง (Side milling cutter) มักจะเปนดอกกัดชนิดบาง เพราะคมตัดนอกจากจะอยูที่ผิวทรงกระบอกแลวยังอยูที่ดานขางของดอกกัดดวย โดยอาจจะมีดานเดียวหรือทั้งสองดาน แบงออกไดเปน
1. ดอกกัดขางปกติ ( Plain side milling cutter) คมตั ดจ ะอยู ที่ ผิ ว ท ร งกระบอก และดานขางทั้งสอง ซึ่งการที่มีคมตัดดานขางดวยทําใหผิวงานที่สัมผัสกับดานขางดอกกัดถูกกัดเรียบขึ้น ใชกัดงานดานขางหรือรองฉาก มีขนาดเสนผาศูนยกลางตั้งแต 50 มม.ถึง 200 มม. หนา 4.5 มม.ถึง 25 มม.
2 . ด อ ก กั ด ข า ง ค ม เ ห ลื่ อ ม (Staggered tooth side milling cutter) คมตัดผิวทรงกระบอกจะทํามุมเอียงสลับกันและคม

15
ขางมีสลับกันคมตอคม ทั้งนี้เพื่อลดการสะทานเวลาตัด เนื่องจากการตัดรองลึก
3. ดอกกัดขางดานเดียว (Half side milling cutter) เปนดอกตัดที่มีคมผิวทรงกระบอกเอียงเพื่อใหเฉือนงานไดดี และมีคมขางซายหรือขางขวาเพียงดานเดียว ใชสําหรับการกัดงานบาฉาก
ดอกกัดเรียว (Angle milling cutters) รูปรางจะเปนทรงกระบอกเรียวไมขนานเหมือนทั่วไป แบงเปน1. ดอกกัดเรียวเดี่ยว (Single angle)
คมตัดอยูที่ผิวเรียวและดานขางของวงโต ใชสําหรับตัดรองหางเหยี่ยว (dovetails) โดยมีขนาดมุมคมตัด 45 และ 60 องศา
2. ดอกกัดเรียวคู (Double angle) คมตัดอยูที่ผิวเรียวซึ่ ง เรียวสองดานบรรจบกันตรงกลางดอกตัดเปนมุมตัด มีขนาดมุม 45,60 และ 90 องศา

16
ใชสําหรับกัดรองเกลียวดอกเลื่อย (Metal slitting saws)
เป นดอกกั ดขนาดบางมากคลายเลื่อยวงเดือน ใชสําหรับกัดรองขนาดบางหรือใชตัดขาดชิ้นงาน มี
ขนาดเสนผาศูนยกลางตั้งแต 63.5 มม. ถึง 200 มม. มีทั้งแบบขางเรียบ และขางมีคม ซึ่งใชกัดรองงานลึกมากๆ
ดอกเกลียวกัด (End Mills) เปนดอกกัดลักษณะคลายดอกควานหรือดอกสวานที่มีคมตัดตรงหรือบิดพันเปนเกลียว แตปลายด อ ก กั ด จ ะ ไ ม แ ห ล มเหมือนสวาน ดามจับก็จะคลายดอกสวาน ที่มีทั้งตรงและเปนเรียวตามขนาดดอกกัด คมตัดมีตั้งแตสองคมขึ้นไป ออกแบบมาใชสําหรับการกัดรอง slots, keyways, pockets

17
พอจะแยกชนิดของดอกเกลียวกัดออกไดเปน• ชนิดคมตัดประกอบดาม โดยมากจะเปนคมตรง มีตั้งแตสามคมตัดข้ึนไป
• ชนิดคมตัดเกลียว
สวนใหญเปนชิ้นเดียว มีตั้งแตสองคมตัดข้ึนไป และมีทั้งชนิดเกลียวซายและเกลียวขวา
• ชนิดปลายมนกลม (Ball nose end mill) ใชสําหรับ การกัดผิวโคงในการทําแมพิมพ หรือกัดมุมมนงาน
มีดกัดหนาราบ (Face milling cutters) เปนมีดกัดขนาดเสนผาศูนยกลางใหญ คมตัดอยูดานขางทรงกระบอก โดยทั่วไปจะเปนมีดแบบมีดเล็บประกอบตัว

18
ดามมีด ใชกัดงานผิวหนาราบเปนระนาบมีดกัดเฉพาะรูปแบบ ( Formed milling cutters) ถูก
ออกแบบมาเพื่อใชกัดงานเฉพาะแบบ ดังเชนมีดกัดคมเวา
(Concave cutter)มีดกัดคมนูน
(Convex cutter)
มี ด กั ด มุ มม น ( C o r n e r rounding cutter)
มีดกัดเฟอง (Gear cutter)
มีดกัดรองที (T-slot cutter)
มี ด กั ด ร อ ง ลิ่ ม (Woodruff keyseat cutter)

19
มีดกัดรองหางเหยี่ยว (Dovetail cutter)
กรรมวิธีการตัดของมีด (Method of cutting)ขบวนการกั ด เกิ ด
จากการหมุนของมีดกัด และชิ้นงานถูกปอนเขาหามีดกัดเพื่อกัดงาน ซึ่งแยกออกไดสองลักษณะ คือ:-
1. การปอนกัดสวนแรง (Conventional milling) เปนการปอนงานเขาหามีดกัดในลักษณะสวนกับทิศทาง
การหมุนของมีด คมตัดจะเฉือนงานขึ้นโดยจะเริ่มจากการเฉือนบางแลวหนาขึ้น แรงตัดจะคอยเพิ่มขึ้นตามความ
หนา เรียกไดอีกอยางวา Up cut2. การปอนกัดตามแรง (Climb milling) เปนการ
ปอนงานเขาหามีดกัดในลักษณะตามทิศทางการหมุนของมีด คมตัดจะเฉือนงานเริ่มจากหนาแลวบางลง

20
เรียกอีกอยางวา Down cut ทําใหแรงตัดเปนลักษณะกระแทก มีผลตออายุการใชงานของมีดกัด และอีกอยางหากแทนโตะจับงานมีอาการคลอน (Backlash) จะทําใหเกิดการกระชาก
งานกระตุกเปนจังหวะ ทําใหหนางานไมเรียบ*ในการกัดงานเราจึงเลือกใชกรรมวิธีการปอนกัด
สวนแรง*

21
อุปกรณจับมีดกัด (Cutter holder)แกนหรือแขนจับมีด (Arbor) เปนอุปกรณที่ตอเขา
กับเพลาหมุนของเครื่องกัดแกนนอน ใชสําหรับจับดอกกัดตอแขน (Arbor cutter) ที่มีรูสวมเขาแขนได ซึ่งมีสวนประกอบของ
• แกนสวมดอกกัด (Arbor)• แหวนประกบดอกกัด (Bearing collar) ขนาดตางๆ
• นอตล็อคปลาย (Arbor nut)แบงชนิดแขนจับออกไดเปน--แกนจับแบบ A (Style A) ใชสําหรับจับดอกกัด
ขนาดไมใหญนัก เนื่องจากแหวนประกบจะมีขนาดเล็ก

22
--แกนจับแบบ B (Style B) จะมีแหวนประกบขนาดใหญประกอบเขามาดวย เพื่อกระชับดอกกัด
ขนาดใหญไดดีข้ึน อีกทั้งชวยใหติดตั้งดอกกัดไดหลายตัวบนแกน สามารถกัดหนักไดดี
--แกนจับแบบ C (Style C) ชนิดนี้แกนจะส้ัน ใชสําหรับจับดอกกัดหนาราบ (Face mills)
รองลิ่มของแกนจับแบบ A และ B มีไวเพื่อใสล่ิมสําหรับขัดดอกกัดเพื่อไมใหเกิดการหมุนฟรีเวลากัดงาน
แขนจับ(Arbor)จะสวมเขากับเพลาเครื่องกั ดด วยลั กษณะของเรียว(Taper) พรอมกับ

23
มีสลักรั้ง (Draw-in bar) ขันเพื่อดึงใหแขนจับแนนกับเพลา
ความยาวของแขนจับถายาวมาก อาจจะตองใชแ ก น พ ยุ งแขน (Arbor s u p p o r t ) มากกวาหนึ่ง
ตัวชวยพยุงไมใหแขนจับดอกกัดโกงเวลากัดงานหนักๆในการจับดอกกัดมีดาม (Shank cutters) โดย
เฉพาะดอกขนาดเล็ก จําเปนตองใชปลอกจับดาม (Spring collets) สวมเขากับดามดอกกัด แลวจึงประกอบเขากับ Adapters กอน จึงจะสวม
ประกอบเขากับเพลาเครื่องกัด ซึ่งจะใชกับเครื่องกัดแนวตั้งเปนสวนใหญ

24
ความเร็วตัด (Cutting speed) และอัตราปอน (Feed)ความเร็วตัด (Cutting speed) ในงานกัดเปนระยะ
ทางของฟนตัดเคล่ือนที่ไปในหนึ่งนาที(ในแนวเสนรอบ วงของดอกกัด) มีหนวยเปน เมตร/นาที ซึ่งข้ึนอยูกับการตั้งความเร็วรอบของดอกกัด (รอบ/นาที)
ในทางปฏิบัติ เราจะหาความเร็วตัดของงานไดจากตาราง ซึ่งข้ึนอยูกับวัสดุที่จะกัดและวัสดุที่ทําดอกกัด นํามาคํานวณหาความเร็วรอบการหมุนของดอกกัดจากสูตร:-
N = CSDπ
เมื่อ N = ความเร็วรอบ (รอบ/นาที) CS = ความเร็วตัด (Cutting speed) (เมตร/นาที)
D = เสนผาศูนยกลางดอกกัด (เมตร)
ความเร็วตัดของงานกัดท่ีแนะนํา (เมตร/นาที)วัสดุ(Material) มีดกัด high speed มีดกัด Carbide
AluminumBrassBronzeLow Carbon SteelFree Cutting SteelAlloy SteelCast ironTitanium (Comm. Pure)Titanium (Alloy)
152 – 30521 – 5320 – 4018 – 2720 – 299 – 1515 – 2426 – 3018 – 21
305 – 610107 – 18361 – 13046 – 7661 – 9130 – 4676 – 9946 – 5330 – 37

25
จากตาราง ความเร็วตัดจะเปนชวงโดยปกติเลือกใชคาเฉลี่ยได ทั้งน้ีขึ้นอยูกับการตัดหยาบและการปอนกินลึก ใหใชความเร็วตัดทางต่ําลงการตัดเรียบและการปอนกินบาง ใหใชความเร็วตัดทางสูงขึ้น
อัตราการปอนตัด (Feed) เปนระยะการเคลื่อนที่งานเขาหาดอกกัดเมื่อดอกกัดหมุนไปในหนึ่งรอบตอหนึ่งฟนกัด มีหนวยเปน มม./ฟน ดูไดจากตารางอัตราปอน (Feed)ที่แนะนํา (มม./ฟน) สําหรับดอก High speed
วัสดุงานชนิดดอกกัดCutter Aluminum Brass Cast ion Free cutting
steelAlloysteel
ดอกเกลียวEnd mill
0.2290.559
0.1780.381
0.1020.229
0.1270.254
0.0760.178
ดอกกัดหนาราบFace mill
0.4061.02
0.3050.762
0.1780.457
0.2030.508
0.1270.305
ดอกกัดราบขางShell end mill
0.3050.762
0.2540.559
0.1270.330
0.1780.381
0.1020.229
Slab millดอกกัดพื้นฐาน
0.2030.432
0.1520.305
0.0760.178
0.1020.203
0.0250.102
ดอกกัดขางSide cutter
0.2540.508
0.2030.406
0.1020.254
0.1270.279
0.0760.178
ดอกตัดSaw
0.1520.254
0.1200.178
0.0250.076
0.0760.127
0.0250.076
ดอกรูปแบบForm Cutter
0.1520.254
0.1270.229
0.1200.178
0.1200.152
0.0760.127
จากตาราง อัตราการปอนระบุเปนชวงปกติใชคากลางเฉลี่ยได ทั้งน้ี :-การกัดหยาบใหใชอัตราปอนทางคาสูงการกัดเรียบใหใชอัตราปอนทางชวงต่ําดอกกัดที่ติดมีด Carbide ใชอัตราการปอนเพิ่มขึ้นไดเทาตัว

26
ความเร็วปอนงาน = Feed x จํานวนฟนตัด x N (มม./นาที)ตัวอยาง การหาความเร็วรอบและอัตราการปอนของการกัดงานดวยดอกกัดขาง High speed ขนาด 100 มม. 16 ฟนตัด กัดงานเหล็กกลา free cutting steel
จากตารางไดความเร็วตัด 20 – 29 เมตร/นาทีเลือกใชคากลางเฉลี่ย = 24.5 เมตร/นาที
จากสูตร N = CSDπ
N = 24.5 / min100 /1000
mmπ ×
= 78 รอบ/นาทีจากตารางไดอัตราปอน 0.127 – 0.279 มม./ฟน
เลือกใชคากลางเฉลี่ย = 0.203 มม./ฟนจะไดความเร็วปอนงาน = 0.203 x 16 x 78
= 253 มม./นาทีความลึกตัด (Depth of cut) ข้ึนอยูกับกําลังเครื่อง
และชนิดของมีดตัด สําหรับมีด High speed steel แนะนําใหใชความลึกกัด 1 – 1.5 มม. สําหรับการกัดหยาบ และ 0.25 – 0.5 มม. สําหรับการกัดเรียบ ทั้งนี้ เมื่อเพิ่มคา ความเร็วตัด อัตราปอน ความลึกตัด คาใดคาหนึ่ง ใหลดคาที่เหลืออีกสองคาลง เปนปฏิภาคกลับ

27
ในการกัดงานผิวสัมผัสของดอกกัดกับงานจะมีมาก ซึ่งเปนสาเหตุของความรอนที่ทําใหดอกกัดสึกไดงาย และโดยที่งานกัดจะเปนงานที่ตองการความเรียบผิวมาก ดังนั้นจําเปนตองมีการระบายความรอนในระหวางดอกกัดงาน
วัสดุที่เปนพลาสติก เหล็กหลอ ทองแดง ทองเหลืองบางชนิด อาจใชเพียงลมในการระบายความรอน หรือไมจําเปนตองใช โลหะที่มีความแข็งและเหนียว ใชสารหลอเย็นเหลวในการระบายความรอน
เครื่องมือจับงาน (Work holding attachment)ใช สําหรับยึดจับงานใหอยูบนโตะแทนเครื่อง
(Table) มีตั้งแตชนิดจับงานอยางงายๆ ไปจนถึงการเคลื่อนหมุนงานกัดรูปทรงซับซอน
ปากกาจับงาน (Vises) เปนเครื่องมือจับงานทั่วๆไปยึดติดบนโตะแทนเครื่อง(Table)ดวยสลักรอยเขากับรูสลักของโตะแทนเครื่อง มีอยูดวยกันหลายชนิด
• ช นิ ด ต า ย ตั ว (Flanged vise) จับงานตายตัว ไมสามารถ

28
หมุนหรือเอียงชิ้นงานได• ชนิดหมุนได (Swivel vise) จับงานแลวสามารถหมุนงานได โดยที่ฐานปากกาหมุนไปมากนอยตามสเกลที่ระบุไวได
• ชนิดเอนกประสงค (Universal vise) นอกจากสามารถหมุนได ในแนวนอนยังสามารถหมุนปรับ เอี ยงงานเปนมุมตามตองการไดดวย
แมเหล็กจับงาน (Magnetic chuck) จับงานใหอยูกับที่ดวยแรงแมเหล็ก เหมาะกับงานที่จะกัดตลอดแนวและฉากขาง ใชไดกับวัสดุที่สามารถดูดติดแมเหล็กเทานั้น

29
โตะหมุน (Rotary table) ใชกับงานลักษณะกลมหรืองานที่กัดเปนแนวขององศาตอกัน เชนรองที่ทํามุมกัน จับงานใหหมุนในแนวตั้ง
โตะดัชนี (Index table) ใชจับงานใหสามารถหมุนในแนวนอนเพื่อกั ด ง า น ใ นลั ก ษ ณ ะ แ น วอ ง ศ า เ ช น กั น โดยมี จานดัชนี ( Index plate)
สําหรับชวยหมุนหาอัตราสวนของรอบวง และยันศูนย (Foot stock) สําหรับชวยจับ
งานยาว เปนสวนประกอบ เชนชวยจับงานในการกัดเฟอง

30
ปฏิบัติการกัดงาน (Milling operations)ความคลองตัวของเครื่องกัดทําใหสามารถใชกัด
งานไดหลากรูปแบบกวาการไสหรือการกลึง จากรูปแบบของงาน จะนํามาตัดสินใจเลือกการกัดไดโดย
--เลือกแบบของดอกกัดวาชนิดใดเหมาะกับการกัดงานลักษณะนั้นๆ เชน หนาระนาบเรียบกวาง จะ
เลือกใชดอกกัดหนาราบ(Face mill) กับ เครื่องกัดแกนตั้ง(Vertical mill ing machine) หรือจะใชดอกกัดพื้นฐานแบบหนากวาง
(Plain or Slab cutter)สวมแขนจับดอกกัด(Arbor) กับเครื่ องกัดแกนนอน เปนตน
ลําดับตอไปจะเปนแนวทางขั้นตอนในการใชเครื่องกัดในการกัดงาน
1.ตรวจสอบพื้นแทนโตะจับงาน และงานวาไมมีสวนคมหรือครีบซึ่งจะทําใหรองพื้นงานไมแนบไดระดับ

31
2. เปนไปไดใหยึดงานบนแทนโตะจับงาน
โดยตรง หรือจับบนปากกาจับงานโดยใหปากดานตายตัวตานแรงปอนเอาไว
3. ใช dial indicator หรือฉากเหล็กตรวจสอบความฉาก แนวปอน ระหวางปากกากับเพลาแกนหมุน เพื่อ
เวลาปอนกัดงานจะไมเยื้องหนีออกนอกคมตัด4. ปดเศษเหล็กออกจากฐานของปากกา และบน
แผนขนานรองงาน(Parallel plate)ใหหมด5. เมื่อใชแผนขนานรอง
งานหลังจากขันปากกาจับงานแนนแลวใหใชคอนหนาออนทุบงานลงใหแนบกับแผนขนานไมใหงานลอยไมไดระนาบ

32
6. เลือกแขนจับดอกกัดส้ันที่สุด ทําความสะอาดเรียวใหเรียบรอยกอนสวมเขาเพลาเครื่องเพื่อไมใหเศษใดๆอัดอยูในรูเพลาอันจะทําใหแขนจับดอกกัดไมไดระดับ
7. เลือกดอกกัดใหยาวครอบคลุมหนางานที่จะตัด และขนาดเสนผาศูนยกลางเล็กที่สุด แตตองใหมีชอง
วางหลบระหวางเครื่องพอเพียง จุดศูนยกลางไมต่ํากวาระดับหนางานที่ยังไมกัด
8. สวมดอกกัดเขาแขนดอกกัดใหชิดเขาดานตัวเครื่องมากที่สุด
9. สวมแกนพยุงแขน (Arbor support)เขาแลวล็อคน็อต ล็อคใหแนน
33
10. ปรับความเร็วตัดและอัตราปอนของเครื่องใหถูกตอง
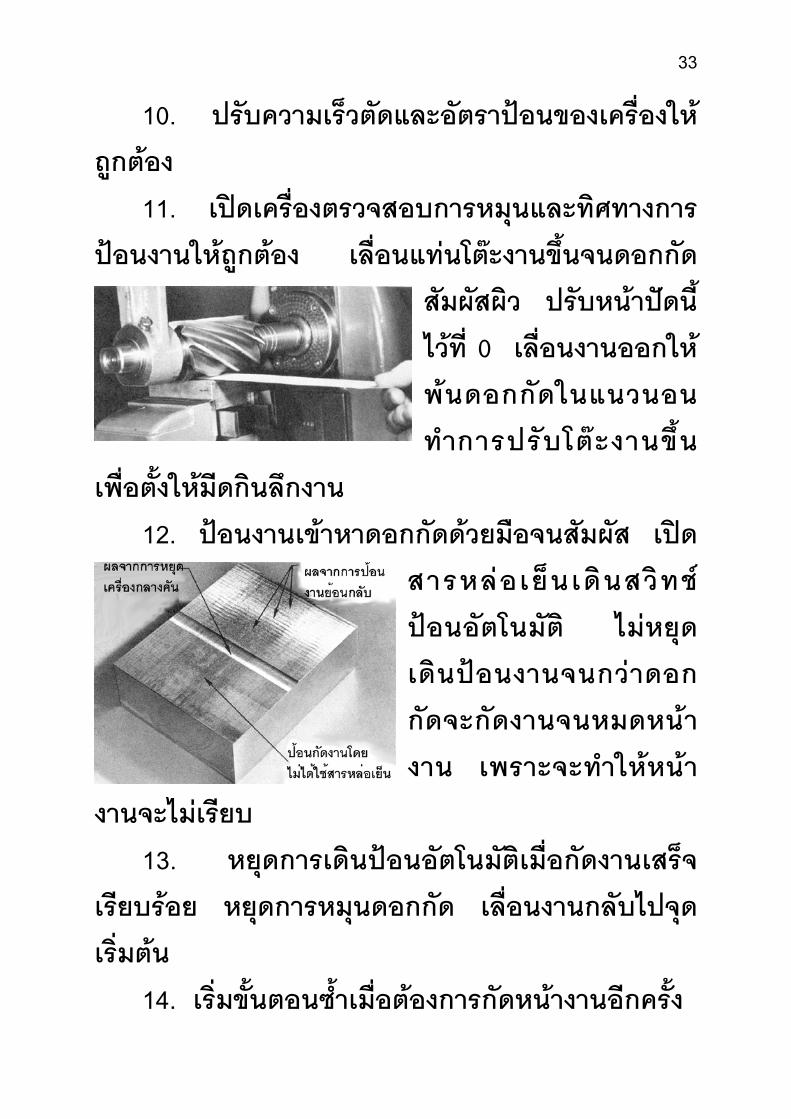
11. เปดเครื่องตรวจสอบการหมุนและทิศทางการปอนงานใหถูกตอง เล่ือนแทนโตะงานขึ้นจนดอกกัด
สัมผัสผิว ปรับหนาปดนี้ไวที่ 0 เล่ือนงานออกใหพนดอกกัดในแนวนอน ทําการปรับโตะงานขึ้น
เพื่อตั้งใหมีดกินลึกงาน12. ปอนงานเขาหาดอกกัดดวยมือจนสัมผัส เปด
สารหลอเย็นเดินสวิทชปอนอัตโนมัติ ไมหยุดเดินปอนงานจนกวาดอกกัดจะกัดงานจนหมดหนางาน เพราะจะทําใหหนา
งานจะไมเรียบ13. หยุดการเดินปอนอัตโนมัติเมื่อกัดงานเสร็จ
เรียบรอย หยุดการหมุนดอกกัด เล่ือนงานกลับไปจุดเริ่มตน
14. เริ่มขั้นตอนซ้ําเมื่อตองการกัดหนางานอีกครั้ง

34
เทคนิคในการกัดงานการกัดงานฉาก (Squaring stock) ใชเครื่องกัดแกน
นอนกับดอกกัดslab mill โดย1. จับงานดวยปากกาบนแทนโตะใหดานที่เรียบที่สุดแนบกับดานฟนฐานของปากกา สวนดานฟนเลื่อนใหใชแทงเหล็กกลมหนุนจับงานไว กัดเรียบดานนี้กอน(ดาน 1) ลบคม
2. หมุนงานใหดาน 1 แนบกับฟนฐาน ยังคงใชแทงเหล็กกลมหนุนจับที่ดานฟนเลื่อน กัดดาน 2 ลบคม
3. หมุนงานใหดาน 2 แนบกับฟนฐาน ยังคงใชแทงเหล็กกลมหนุนจับดานฟนเล่ือน กัดดาน 3 ดานนี้กัดใหไดตามขนาดที่ตองการได โดยวัดดูแลวปอนลึกกัดงานจนไดขนาด

35
4. จับงานเพื่อกัดงานดานสุดทาย
5. สําหรับหัวและทายงาน ถางานยาวพอ อาจใชดอกกัดขาง(Side mill)กัด โดยจับใหโผลพนฟนของ
ปากกาทางดานขางออกมา แตถางานส้ันใหจับตั้งข้ึน ใชฉากเหล็กชวยจับฉากกับฐานปากกา กัดดวยดอกกัดเดิม
การกัดหนาเรียบ (Face milling) เปนการกัดผิวราบกวาง ดอกกัดหนาราบโดยทั่วไปถาขนาดใหญกวา 150 มม. จะเปนดอกติดมีดเล็บ ถาเล็กกวาจะเปนดอกกัดชิ้นเดียวเรียก Shell mill สวมเขากับเพลาเครื่องกัดแกน
นอนโดยตรง

36
1. เลือกขนาดดอกกัดใหใหญกวาหนางานที่กัด 20 – 25 มม.
2. จับงานใหยื่นพนออกจากแทนโตะประมาณ 25 มม. กรณีจับดวย Clamp กับแทนโตะ โดยใช Angle plate ชวยจับงานใหไดฉาก
3. ตั้งความเร็วตัดและอัตราการปอน4. เคลื่อนแทนโตะนํางานเขาหามีดจนสัมผัส ปอนกินลึกตัดหยาบไดถึง 6 มม.
5. เปดน้ําหลอเย็น6. ครั้งสุดทายใหปอนตัดเรียบ
การกัดงานรองบา (Side milling) เปนการใชดอกกัดขาง (Side cutter) คูหรือมากกวาประกบบนแขนArbor หนุนดวยแหวนประกบใหมีระยะเทากับขนาดบาตัด
ดอกกัดควรเก็บไวเปนชุด

37
เพื่อที่การสึกในการใชงานจะไดสม่ําเสมอเทากัน
การกัดรองสลัก (Keyway) เปนลักษณะการกัดรองลึกยาวบนทรงกระบอกใหอยูในแนวเสนผาศูนยกลาง โดยใชดอกกัดขางที่มีความหนาเทากับความกวางของรองบนเครื่องกัดแนวนอน
1. จับงานในแนวขนานกับดอกกัดหรือแนวความยาวแทนโตะ และขนานกับโตะโดยใช V-block ชวยจับ2. เล่ือนงานโดยเลื่อนแทนโตะใหอยูใตดอกกัด โดยใหดอกกัดอยูกลางแนวเสนผา

38
ศูนยกลางงานจากการใชฉากเหล็กและบรรทัดเหล็กชวยปรับเล่ือนดังรูปจนความหางของบรรทัดเหล็กสองดานเทากัน
3. อีกวิธีหนึ่งถาดอกกัดใหญพอ หรืองานมีเสนผาศูนยกลางเล็ก เล่ือนดานขางดอกกัดสัมผัสดานขางงาน แลวจึงเล่ือนงานใหต่ําลงพนระดับดอก
กัด จากนั้นจึงเล่ือนแทนโตะงานตามทางย า ว แ ข น จั บดอกกัดไปเปน
ระยะเทากับครึ่งเสนผาศูนยกลางงานบวกครึ่งความหนาดอกกัดโดยอานจากสเกลพวงมาลัยหมุนโตะแนวขวาง จะไดดอกกัดอยูกลางแนวเสนผาศูนยกลางงานพอดี
อีกวิธีในการกัดรองสลัก ใช end mill สองคมขนาดเทากับรองสลักกับเครื่องกัดแนวตั้ง ซึ่งกัดไดทั้งงานกลมและงานเหลี่ยม

39
การตัดแผนบาง (Slitting) เปนการตัดงานแผนบางใหไดขนาดความกวางบนเครื่องกัดแนวนอน โดยใชดอกกัดเล่ือย (Slitting saw cutter)
1. ในกรณีแนวตัดยาว จับงานใหแนวตัดขนานอยูในแนวเดียวกับรองสลักของแทนโตะ อาจใชแผนกระดาษรองเพื่อกัน
การเลื่อนของงาน ในกรณีแนวตัดส้ัน อาจใชปากกาในการจับงานได

40
2. ในการตัดใชการปอนงานในลักษณะตามแรงซึ่งเปนการใหแรงตัดกดลง(down cut) เพราะถาใชการปอนตานแรง แรงตัดจะงัดข้ึน(up cut) ทํา
ใหแผนงานยกขึ้นไดเนื่องจากงานบางการกัดชองเหลี่ยมงาน (Internal opening) เปนการ
เจาะชองของงานทะลุเปนรูปเหลี่ยม หรือยาว ทําไดดวย end mill สองคมบนเครื่องกัดแนวตั้ ง โดยเจาะลงในลักษณะเดียวกับสวานแลวจึงเดินกัดขาง
ชองเจาะที่ใหญกวาขนาดดอกกัด อาจจะเจาะด ว ย ส ว า น แ ล ว เ ล่ื อ ย ออกคราวๆกอนจึงกัดดวยดอกกัด โ ด ย มี ทิ ศ ก า ร เ ดิ น ง า น ใ นลักษณะตานแรงของคมตัด





