-
Introduction to CoatingDesign and Processing
SEVERAL KEY PROCESSING STEPS arerequired to produce optimized
thermal spraycoatings. For example, to ensure adequate bond-ing of
a coating, it is critical that the substratebe properly prepared.
The substrate surface mustbe clean and usually must be roughened
aftercleaning by grit blasting or some other means.Masking and
preheating of the substrate are mostcommonly carried out prior to
the applicationof thermal spray coatings; for more
detailedinformation, see the section Processing Priorto Coating in
this article as well as the articlePrecoating Operations in the
Pre- and Post-coating Processing Division of this Volume.Coating
quality also depends on spray processvariables and parameters such
as part tempera-ture control, gun and substrate motion, spray
pat-tern, and deposition efficiency and deposit rate.Postcoating
operations further enhance the
quality of thermal spray coatings. As discussedin the section
Postcoating Processing in thisarticle and in greater detail in the
article Post-coating Operations of the Pre- and Postcoat-ing
Processing Division of this Volume, theseoperations include
finishing treatments (suchas grinding and polishing), densification
treat-ments (fusion, hot isostatic pressing, and heattreating),
sealing, and testing and inspection.In addition to these processing
steps and
parameters, it is important to understand howto design coatings
for optimal performance.Thermal spray coatings are fabricated by
com-bining equipment (spray guns, process controls,manipulators,
etc.), feedstock materials (pow-ders, wires, or rods), and
engineering and pro-cess know-how (experience). Only when
allcomponents of the spray process are used cor-rectly does a
well-designed coating result.This introductory article reviews the
advan-
tages and disadvantages associated with thermalspray processing.
Good processing practiceallows the advantages of thermal spray
coatingsto be realized, while minimizing some of
thedisadvantages.
Advantages and Disadvantages ofThermal Spraying
Thermal spray coatings exhibit a uniquemicro-structural
architecture. Coatings are formed as
melted and partially melted particles of differentsizes impact
substrates at a rateof perhapsonemil-lion particles per second and
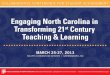
build up one upon theother, as shown in Fig. 1. Figure 2 shows the
typi-cal lamellar (layered) thermal spray coatingmicrostructure
that results from particulate depo-sition. This unique
microstructure imparts severaladvantages and disadvantages.
Advantages
Many of the defects identified in Fig. 2 arecontrollable through
appropriate equipment
and feedstock selection, but by far the greatestinfluence on
coating structure comes from theactual processing step. Properties
of a sprayedcoating stemming from the lamellar shape ofthe splats
and residual porosity can be over-come by postdeposition
treatments. Porositycan sometimes be a benefit, as in the cases
foroil retention on bearing surfaces, for chemicallyactive
structures such as batteries, for boneattachment in orthopedic
implants, and so on.Rapid particle cooling rates and the
lamellarsplat shapes are two features that distinguishthermal spray
coatings from other coatings.Brittleness, hardness, anisotropic
properties,and residual stresses are the result of very rap-idly
cooled and flattened particles. Properlyapplied thermal spray
coatings have many usesand offer several advantages.
Fig. 1 Schematic of the thermal spray process
Fig. 2 Thermal spray coating. Buildup of a thermalspray coating
is a chaotic process. Molten
particles spread out and deform (splat) as they strike
thesubstrate, at first keying onto asperities on the
substratesurface, then interlocking to one another. Voids canoccur
if the growing deposit traps air. Particlesoverheated in the spray
jet can become oxidized.Unmelted particles may simply be embedded
in theaccumulating deposit.
ASM Handbook, Volume 5A, Thermal Spray TechnologyR.C. Tucker,
Jr., editor
Copyright # 2013 ASM InternationalW
All rights reserved
www.asminternational.org
-
A wide range of materials can be depos-ited as coatings,
including metals, metalalloys, oxide and nonoxide ceramics,
plastics,cermets, and composite structures comprisedof metals,
ceramics, and plastics, can be appliedusing thermal spray.
Competitive coating pro-cesses do not afford this versatility.Low
Processing Costs. Rapid deposition
rates on the order of 1 to 45 kg/h (2 to 100 lb/h)or more can be
achieved. Typically, 2 to 7 kg/h(5 to 15 lb/h) is normal practice.
Rapid spray ratesand high deposit efficiencies result in
relativelylow processing costs.Wide Range of Coating Thicknesses.
Coat-
ing thicknesses from 25 mm to 6.5 mm (0.001 to0.250 in.) are
used today (2012). Thicker coat-ings are possible using electric
arc spray, coldspray, and vacuum plasma spray (VPS). Coat-ing
capabilities on the basis of thickness are:
Wide application range. Thermal spray coat-ings function
effectively for a broad range ofsurface modifications.
Wear resistanceabrasive, adhesive, gall-ing, antifretting,
cavitation, and erosion
Multilayered thermal barrier coatings com-prising metallic bond
coats and oxideceramic topcoats
Abradable and abrasive coatings for gas-turbine engines
Atmospheric and aqueous corrosion control High-temperature
oxidation resistance and
corrosion control Electrical resistance and conductivity Net and
near-net shape component manu-
facturing Metal- and ceramic-matrix composite
structures
Equipment Costs and Portability. Basicthermal spray equipment is
relatively low incost compared to competitive coating processesand
can, to some extent, be made portable.Exceptions to this are VPS
and fully integratedthermal spray systems.Minimal Thermal
Degradation of the Sub-
strate. With proper control, there is little risk ofthermally
degrading the substrate during spraying.In terms of substrate
interaction, thermal sprayingis a relatively cold process, and
substrates areusually kept below 65 C (150 F). Higher tem-peratures
are often used to produce enhancedbonding or unique coating
characteristics.
Disadvantages
As with all coating technologies, thermalspray has some
limitations. Understandingthese limitations is important so that
engineerscan design effective solutions to the challengesof surface
modification. Failures have occurredbecause coating and substrate
limitations werenot considered or were poorly understood.Porosity.
Thermal spray coatings generally
exhibit some porosity, allowing the passage ofgases and/or
liquids through to the coating/sub-strate interface. Porosity is
controllable down to
levels below approximately 0.1% with mostprocesses.
Postdeposition treatments such asfusion, sintering, or hot
isostatic pressing candecrease porosity and close up splat
boundaries.Surface and interconnected porosity can beclosed off
using a variety of sealing methods,including anaerobic sealers,
epoxies, phenolicsealers, and so on. Connected porosity is
mini-mized by using high-velocity oxyfuel, VPS,and cold spray
processes.Anisotropic Properties. Thermal spray coat-
ings are inherently anisotropic in the as-sprayedcondition. That
issue is discussed elsewhere inthis Volume.Line-of-Sight Process.
Thermal spray depo-
sition of coatings on simple geometricalconfigurations is
relatively straightforward.Complex geometries, such as gas-turbine
air-foils, require automated, robotically-controlledmanipulation of
the gun and/or substrateto properly address the coating surface.
Devia-tion from spraying normal to the surface cancompromise
coating properties (Fig. 3a). As arule of thumb, low-velocity spray
processesneed to stay within 15 of normal (Fig. 3b).Higher-velocity
processes can tolerate off-axisspraying up to 45 (Fig. 3b).
Porosity tendsto increase and coating cohesion tends todecrease,
along with deposit efficiency, beyondthese limits.
Processing Prior to Coating
Processing of thermal spray coatings mayinvolve some or all of
the steps outlined in thisarticle. Each step represents an
essential part ofthe planning process that must be consideredbefore
and during the coating process. Forinstance, a first-time repair
application willrequire some attention to all of the steps
shown,whereas some of the steps can be omitted for
anoriginal-equipment-manufactured component.More information on
processing prior to coat-ing can be found in the article
PrecoatingOperations in the Pre- and Postcoating Pro-cessing
Division of this Volume.Thermal spray begins with proper
surface
preparation, including cleaning, roughening,and deburring,
chamfering, or radiusing edges,and so on. Repairing worn parts
often requiresundercutting to remove damaged surface.After
cleaning, masking protects selected
component areas, adjacent to the area beingcoated, from unwanted
abrasive and/or sprayparticle impact. Common masking methodsinclude
metal shadow masks, high-temperaturetapes, and paint-on compounds.
Some tapesoffer protection from both abrasive grit andsprayed
particles without damage.Preheating, the next step before spraying,
is
used to drive off moisture and present a warm,dry surface to the
first impacting particles. Alu-minum, copper, and titanium
substrates nor-mally are not preheated. Excessive preheatingin
either time or temperature should be avoided,because it may oxidize
the surface.
Substrate Metallurgy andThermal History
Substrate material type, hardness, and priorheat treatment must
be evaluated before pro-ceeding. Understanding metal alloy type
andheat treatment helps determine the correct sur-face preparation
and preheat temperatures touse during spraying. Thermal spray
coatingscan be applied to virtually any substrate,including metals,
metal alloys, wood, plastic,glass, paper, and so on.Substrates with
hardnesses less than 45 HRC
can be cleaned, roughened, and sprayed usingmost standard
techniques. When hardnessexceeds 40 to 45 HRC, surface
rougheningwith common abrasive grits and techniques isdifficult to
achieve. Procedures for handlinghardened substrates are covered
later. Therewill be little change to heat treated substratesif
preheat temperatures are kept below 65 C(150 F).Care should be
taken when preheating mate-
rials that oxidize easily, such as copper, tita-nium, aluminum,
zirconium, uranium, and soon, to minimize oxidation prior to
coatingdeposition. When spraying reactive materials,limit preheat
temperatures to 65 C (150 F)and spray immediately.
Fig. 3 Thermal spray stream positions. (a) Good. (b)Acceptable.
(c) Minimum acceptable. HVOF,
high-velocity oxyfuel
2 / Thermal Spray Processes and Coatings
5348/2E/A0005725
-
Castings or powder metallurgical (P/M) com-ponents may require
special cleaning, becauseof inherent porosity. This often includes
bakingout trapped moisture and processing fluidlikecutting
oils.
Undercutting for Repair andDimensional Restoration
When parts come in for repair, the surface isusually damaged due
to wear and/or corrosion.Repair procedures call for removal of the
dam-aged surface material by undercutting into thesubstrate.
Undercutting removes some goodmaterial as well as the damaged
surface inorder to provide a uniform flat surface to acceptthe new
coating. It is important to rememberthat undercutting reduces the
cross-sectionalarea and correspondingly reduces the tensileand
ultimate strength of the part being restored.Sprayed coatings will
not restore the originaltensile strength, even though the
cross-sectionalarea will have been restored. The undercut sur-face
area can be prepared by grit blasting,macroroughening, or bond
coating, dependingon the depth of undercut and the coating
mate-rial chosen for spraying. It is important to reit-erate that
macroroughening can reduce fatiguelife as well as the strength of
the part.
Substrate Preparation, PartConfiguration, andCoating
Location
In addition to the following discussion ofsubstrate preparation
and part configurationand coating location considerations, more
infor-mation can be found in the Pre- and Postcoat-ing Processing
Division of this Volume.The substrate should be inspected for
surface
defects such as cracks, scratches, dents, poros-ity, organic
contamination, and so on. Superfi-cial flaws will be replicated in
the sprayedcoating, more so with thinner coatings. Conven-tional
coatings do not add strength to the sub-strate and cannot be used
to repair damagethat may affect structural integrity.Engineering
drawings and job routers should be
examined for coating location, coating thickness,and other
coating attributes prior to cleaning, sur-face preparation, and
coating. Understanding thepart geometry is important to fixturing
and toolingin order to maintain the proper spray angle.The
following acceptable practices and designconsiderations should be
considered for compli-ance with coating requirements (Fig. 4):
When the substrate target area is undercut toaccept a coating
(Fig. 4a), always chamfer orradius the corners before spraying. One
ruleof thumb is that the radius should equal orexceed the sprayed
coating thickness.
Likewise, the substrate edges as shownin Fig. 4(b) should be
chamfered or radiused.Again, a 45 chamfer or radius equalto the
coating thickness is suggested or
recommended. Edge effects common to allcoating techniques cause
unacceptable stres-ses at the edges, which in turn will lead
tocracking and coating separation.
Figure 4(c) shows the acceptable practicesfor depositing a
coating onto a substrateand against a shoulder or boss. Using
procedures similar to undercutting, cornersmust be radiused or
chamfered. Sharp cor-ners against a shoulder are likely to resultin
porosity and voids.
Substrate surface preparation prior to thermalspraying is
absolutely essential. Steps must be
Fig. 4 Design of substrate geometry for thermal spray coating
processes
Introduction to Coating Design and Processing / 3
5348/2E/A0005725
-
undertaken correctly for the coating to performto design
expectations. For a one-of-a-kind partto be coated or repaired,
surface preparation,masking, and setup may account for 75% ofthe
total time required to complete the job.Considering labor and
overhead expenses, thetask should be done correctly the first
time.Cleaning. The first step in preparing a sub-
strate surface for spraying is to removeorganic and inorganic
contaminants such asoil, grease, paint, rust, scale, and
moisture.Contaminants remaining on the substrate willaffect
adhesion.Vapor degreasing is commonly used to
remove oils, greases, and other solvent-solubleorganic
compounds. It is fast, economical, andefficient. Hot vapor
degreasing is a variationthat is even faster and more efficient.
Porousmaterials such as castings, P/M parts, or castirons should be
soaked for 15 to 30 min to dis-solve hidden contaminants that may
have pene-trated the substrate. Baking may be required toremove
contaminants from these porous struc-tures. Large parts can be
steam cleaned orsubmerged in solvents. Manual cleaning withsolvents
is often all that is necessary to removesurface greases and oils
from machined compo-nents. Common solvents include:
Alcohol Acetone Aqueous washer solutions containing acetic
acid
To avoid the possibility of corrosive crack-ing, chlorinated
solvents must be avoided whencleaning titanium and titanium
alloys.Baking. When solvent soaking does not work
for porous materials such as castings or P/Mparts, baking at 232
C (450 F), actual parttemperature, for 1 h will vaporize and
removemost deeply penetrated oils. If not removed,residual oils
will bleed out of the substrateonto the surface during preheating,
coating,and/or after spraying.Ultrasonic cleaning can also be used
to dis-
lodge some contaminants in confined or hiddenareas. Commercial
equipment is available,together with the manufacturers
recommendedcleaning solutions. Check to be sure that thesolution
chosen is compatible with the substratematerial. Ultrasonic
cleaning can also be usedto remove residual entrapped grit after
gritblasting. The substrate must be oriented, how-ever, so that
dislodged grit can fall free of thesubstrate.Dry abrasive blasting
rigorously removes
surface contaminants. This process is used toremove old sprayed
coatings, mill scale, paint,burrs, corrosion products, and oxides.
Neveruse the same abrasive equipment for bothcleaning and
roughening, because contaminantsfrom cleaning could contaminate the
surface.Roughening. Second to cleaning, roughen-
ing is the most important step in preparing thesurface to accept
the sprayed coating. Commonmethods used to roughen surfaces
include:
Grit blasting Machining or macroroughening Application of a bond
coat, where grit blast-
ing is not possible
Combinations of thesemethods are often used, forexample, bond
coats applied over grit-blasted sur-faces to provide the highest
bond strength, or gritblasting over macroroughened surfaces.
Properlycleaned and roughened surfaces provide the criti-cal
interface upon which the first layer of coatingparticles impact. A
properly prepared surface hasthe following attributes:
Cleanliness provides white metal-to-metalcontact for interatomic
and metallurgicalinteractions between the substrate andsprayed
particles.
Roughening provides significantly increasedsurface area for
particle-to-substrate contactand increased atomic and
metallurgicalinteraction.
Dry abrasive grit blasting is the most com-monly used
surface-roughening technique. Dryabrasive particles are propelled
toward the sub-strate at relatively high speeds. On impact withthe
substrate, the sharp, angular particles act likechisels, cutting
small irregularities into the sur-face. Note that masking of the
part may be neces-sary to confine the grit blasting to the area to
becoated. Masking is discussed subsequently.The amount of plastic
deformation of the sur-
face is a function of the angularity, size, den-sity, and
hardness of the particles, in additionto the speed and angle at
which the particlesare directed toward the substrate. The result
ofgrit blasting places the outer layer of the sub-strate in
residual compressive stress. Withmaterials prone to fatigue, such
as titanium,substrates are sometimes shot peened beforedry abrasive
grit blasting to induce a deep com-pressive stress.Grit-Blasting
Variables. Variables that
determine the size and geometry of the surfaceirregularities
include the size, shape, hardness,specific gravity, and chemistry
of the abrasiveparticles, as well as their speed and angle
ofimpingement. Hardness of the base materialand uniform coverage of
the substrate are otherimportant variables.Abrasive Grain Size.
Because the mass of an
abrasive grain varies as the cube of its diameter,the force of
the impact of a 20-mesh (840 mm)abrasive particle will, for
example, be eighttimes that of a 40-mesh (420 mm) particle(assuming
the particles are equiaxed). Conse-quently, the larger particle
will cut much deeperinto the surface, all else being equal.
FollowingANSI B74.12, Tables 2 and 3, common gritsizes for thermal
spray are 16, 24, 36, 60,80, 120, and 240. Grit selection is based
onroughness requirements and substrate toleranceto the grit.Surface
roughness values are generally
expressed in microinch (min.) or micrometer(mm) units. The
American National Standards
Institutes standard for surface roughness mea-surements calls
for Ra, which the arithmeticaverage deviation from the mean
(ANSIB46.1-1978, Surface Texture, AmericanSociety of Mechanical
Engineers). Other defini-tions of roughness, such as root mean
square,are falling into disuse. There are many othersignificant
attributes of roughness that areequally, if not more, important in
definingroughness. Those parameters help to define thepopulation
density of irregularities and surfacearea. See Fig. 5 for a guide
to surface roughnessexpected from alumina of various grit sizes
ontypical substrates.Particle Shape (or Morphology). The angu-
larity of the abrasive particles profoundlyaffects the depth and
shape of the pits cut intothe substrate surface. Rounded shot will
makesmooth, rounded indents in the surface, produc-ing roughness
with little added surface area.Angular grit crushed from chilled
iron shot pro-vides a greater roughness and surface area.
Ingeneral, abrasive particulate with sharp, angularcutting edges is
required.Particle Hardness. Blasting particles should
be hard enough to cut efficiently but not so brit-tle as to
shatter and embed excessively. A cer-tain amount of toughness
(ductility) isdesirable to avoid rapid breakdown.Specific Gravity
(Density) of Particles.
Angular chilled iron grit has nearly twice thedensity of the
heaviest nonmetallic abrasiveand so will have nearly twice the
impact energyat the same velocity, for equal-sized particles.This
will result in deeper pitting.Grit Velocity. With any type of
abrasive, the
force of the impact varies directly with theimpact speed. Hence,
higher pressures resultin deeper pitting. With nonmetallic
abrasives,
Fig. 5 Typical surface finish obtained using aluminumoxide
abrasive. Curves illustrate the range of
results obtainable by pressure and abrasive sizevariations. The
exact results will be influenced bymaterial differences, nozzle
selection, and othervariables. RMS, root mean square
4 / Thermal Spray Processes and Coatings
5348/2E/A0005725
-
high pressures result in rapid shattering of gritparticles, and
for this reason, blast pressuresare reduced to save on grit. As a
rule, blastmachines of the suction-feed type provide onlyone-third
to one-half the speed possible withthe pressure-pot type of blast
machines. It hasbeen demonstrated and reported that increasinggrit
size is more effective in increasing rough-ness than increasing air
pressure.Angle of Impact. It is generally considered
that the angle of impingement of the blasting besimilar to that
of the spraying, maintained asclose to 90 to the surface as
possible for mostmaterials, but may be varied to lower dependingon
the substrate materials and grit type.Substrate Material Hardness.
It is difficult to
obtain sufficient roughness for a strong bond tohard metals or
ceramics through grit blasting.This is largely true because it is
difficult tocut the hardened surface to the required depthto create
roughness. Hard materials lack ductil-ity, and the surface cannot
be displaced in amanner that provides rough asperities. On
hard-ened materials, the use of larger grit sizes withharder grit
will effectively fracture, creatingroughness. This approach has
substrate limita-tions. However, when coupled with
effectivepreheating, it can produce good bonding.Uniformity of the
Grit Blasting. Grit blasting
should be accomplished in one uniform traverse ofthe surface
being blasted. This is best accom-plished with automation but can
be done by expe-rienced operators. The intent is to
maximizeroughness while minimizing embedment of thegrit and
avoiding work hardening of the substrate.Abrasive Grit-Blasting
Equipment. There
are three basic types of grit-blasting equipment:
Pressure machines or pressure pots Suction-type nozzles
Centrifugal or airless blasting machines
Pressure machines provide higher abrasivespeeds and use air more
efficiently thansuction-feed types (Fig. 6a). For work on
largepieces or for continuous production blasting,suction-type
systems are used. Properly engi-neered systems provide a means for
removingdust and ultrafine particles from the abrasiveto maintain
proper grit sizing.Grit velocity and blasting efficiency, with
pressure-type machines, depend primarily onnozzle diameter and
air pressure. Table 1 showsthe consumption of air, sand, and
chilled irongrit for various nozzle sizes and air pressures,and the
horsepower needed to drive them.Suction-type nozzles (Fig. 6b) do
not provide
as high an abrasive speed as pressure blasters,and they are less
efficient with respect to useof air; however, they are very
convenient forsmall work, on-site/field work, and
continuousblasting operations. The abrasive is recycledso that
periodic reloading is not required.Centrifugal blasting machines
are well suited
for production blasting, particularly for largeparts with thick
cross sections. With this equip-ment, grit is thrown in a
fan-shaped pattern
against the substrate by a rapidly revolving pad-dle wheel. In
some cases, the work is also rotatedto expose all surfaces to the
blast. Othermachinesmay use two or more wheels that can be
posi-tioned to suit the substrate geometry. This kindof equipment
ismuchmore efficient than air-typeblast generators in terms of
power used.Blasting abrasives may include the follow-
ing types.Angular chilled iron grit is practical for use
with centrifugal blasting equipment in preparingsurfaces for
flame spraying. Chilled iron grit hashardnesses up to 60 to 62 HRC
and can be usedon substrate materials as hard as 40 to 45
HRC.Chilled iron is often called steel grit, but steel grithas a
hardness of only 43 to 48 HRC and is toosoft for most blasting.
Steel grit becomes dulland does not produce the sharply defined
surfacedetails needed for proper bonding of sprayedcoatings.
Chilled iron grit stays sharp longer,and some fracturing occurs
during use to producenew, sharp cutting edges.Maintaining the right
grit-size distribution
requires that blasting equipment is capable ofscreening and dust
collection during blasting.Grit size should be the smallest that
will pro-duce the desired surface characteristics.Alumina (Al2O3)
grit works well in blasting
cabinets of both designs. The specific gravityof alumina is just
over half that of chilled iron,so that this type of abrasive is
readily picked upby the suction feed and is effectively
acceler-ated through the blasting nozzle. The rate of
breakdown is not excessive when used at mod-erate air
pressures.Brown, fused alumina is the more commonly
used grit medium and is extremely hard (>9 onthe Mohs scale);
when properly crushed, it hassharp cutting edges. Alumina grains of
240-and 150-mesh size are shown in Fig. 7.Alumina grit is also used
for hard surfaces
(>45 HRC) and on nonferrous materials whereembedded steel
grit could result in corrosionproblems.Crushed flint for blasting
is available in all
mesh sizes. Some users feel that crushed flint issuperior to
ordinary silica sand. It is very clean,and the particles are
extremely angular and sharp.Flint is, of course, a formof silica,
and proper pre-cautions against silicosis must be taken.Crushed
garnet is available in several areas.
The composition of garnet varies widely, andsome grades may
contain free silica and thusmandate respiratory protection. As may
beexpected, the breakdown rate also varies withgarnets from
different sources. Some gradesare almost dust-free when blasting,
while othersproduce nearly as much dust as silica sand.Silicon
carbide (SiC) is also available
in many mesh sizes. However, for coatingapplications where high
temperatures areencountered, it is not recommended becauseof its
reactivity with various substrates andcoating materials.Crushed
slag is a black, glassy grit made from
the slag produced by certain types of furnaces.
Fig. 6 (a) Pressure-type and (b) suction-type grit-blasting
machines. Adapted from Ref 1
Introduction to Coating Design and Processing / 5
5348/2E/A0005725
-
Ordinarily, it contains no free silica, but thisshould be
verifiedwith the supplier. Crushed slagis usually angular and well
graded.Machining and Macroroughening. Macro-
roughening is usually accomplished by machin-ing grooves or
threads into the surface to besprayed (Fig. 8). Typically,
rough-machinedsurfaces are also grit blasted prior to
spraying.Surfaces roughened to this magnitude are oftenused for
thick coatings to restrict shrinkagestresses and to disrupt the
lamellar pattern ofparticle deposition in order to break up
theshear stresses parallel to the substrate surface(Fig. 9).
Caution should be used with this tech-nique. Threading reduces
cross section and canaffect load capability and increase
fatigue.When to Start Spraying. It is always good
practice to begin thermal spraying of a compo-nent as soon as
possible after completion of sur-face preparation. Freshly exposed
clean metal ismetallurgically active and readily susceptible
tocontamination and oxidation. Fingerprints orcontact with foreign
materials may severelyaffect coating adhesion. If a freshly
preparedsurface must be stored before spraying, itshould be kept
covered and stored in a clean,dry area with the temperature
maintained abovethe dewpoint, but preferably within two
hoursdepending on substrate materials.Application of a Bond Coat.
Using a bond
coat is a common method of obtaining a
roughened, textured surface and to mitigatecoefficient of
thermal expansion (CTE)-induceddifferential expansion between the
coating andsubstrate.The following guidelines can be applied to
determine when to use bond coats:
A minimum of surface preparation is possi-ble. This is
particularly useful on thin sub-strates where blasting may cause
warpageor distortion.
Increased reliability when combining gritblasting with bond
coating
Use for hard substrates that cannot be effec-tively roughened by
grit blasting
Use for corrosion protection of the substrate Use to help
accommodate differences in
CTE between topcoats and substrates When the topcoat has a
thickness limitation,
bond coatings may be applied to build upextra thickness for
repair work.
Bond coat thicknesses are typically between 75and 125 mm (0.003
and 0.005 in.).Bond Coat Materials. Bond coats can be
applied by wire- and powder-flame spray,plasma arc spray,
high-velocity oxyfuel(HVOF), and electric arc spray. Most
materialsare available in the form of powders or wires.Some typical
materials, their chemistry, andservice temperatures are listed in
Table 2.
Masking
Various masking techniques have beendeveloped to protect
components next to thecoating area from impact by overspray
parti-cles. These methods include:
Shadow masks High-temperature tapes, most commonly
two-sided, silicone tape to resist blastingand spray, 3M stencil
tape for blasting andspray resistance, and glass-filled tape
forboth blasting and spraying
Paint-on masking compounds
Metal shadow masks are placed approxi-mately two to three times
the total coating thick-ness away from the part to be sprayed and
infront of the spray torch, shielding selected areasfrom the direct
spray stream (Fig. 10). The tar-geted spray area may be stationary
or rotating.The mask is typically stationary and securelyaffixed.
As the spray stream is traversed acrossthe target area and onto the
mask, the unwantedspray collects on the mask and is prevented
fromreaching the substrate. The coating will end in anarrow
feathered band rather than as a sharplydefined line (Fig. 10b). In
contrast to the featherededge, note that a contactmask (Fig. 10a),
similar tothe tape that is discussed in this section, leaves asharp
edge, which may act as a stress raiser that
Table 1 Consumption of air, horsepower, sand, and grit for
various nozzle sizes and air pressures
Air pressure, psig
Consumable 50 60 70 80 90 100
0.19 in. (4.75 mm) nozzle size
Air, cfm 26 30 33 38 41 45Horsepower 3.6 4.6 5.5 6.9 7.9
9.3Sand/h 188 214 245 270 298 330Grit/h 470 532 612 674 748 824
0.25 in. (6.40 mm) nozzle size
Air, cfm 47 54 61 68 74 81Horsepower 6.4 8.3 10.2 12.4 14.2
16.8Sand/h 336 390 443 510 560 618Grit/h 840 974 1110 1275 1400
1545
0.31 in. (7.90 mm) nozzle size
Air, cfm 77 89 101 113 126 137Horsepower 10.5 13.6 16.9 20.6
24.2 28.4Sand/h 585 668 755 840 925 1015Grit/h 1460 1670 1885 2100
2310 2535
0.38 in (9.50 mm) nozzle size
Air, cfm 108 126 143 161 173 196Horsepower 14.8 19.3 23.9 29.3
33.2 40.6Sand/h 835 955 1080 1200 1315 1440Grit/h 2080 2390 2700
3000 3290 3600
0.44 in. (11 mm) nozzle size
Air, cfm 147 170 194 217 240 254Horsepower 20.1 26.0 32.4 39.5
46.1 52.6Sand/h 1120 1290 1470 1640 1810 1980Grit/h 2800 3220 3670
4100 4530 4950
0.50 in. (12.70 mm) nozzle size
Air, cfm 195 224 252 280 309 338Horsepower 26.7 34.3 42.1 51.0
59.0 70.0Sand/h 1450 1670 1890 2100 2300 2530Grit/h 3620 4170 4720
5250 5800 6320
cfm, cubic feet per minute
6 / Thermal Spray Processes and Coatings
5348/2E/A0005725
-
often leads to disbonding of the coating. Metalmasks can be
reused, subject to the amount ofcoating buildup and/or distortion
due to heat fromthe spray process.Sheet metal masks are preferred
for HVOF
spraying, because tapes do not stand upto high-velocity particle
impact and the highthermal output of the gun.Tape masks are applied
by hand wrapping
areas that do not require a coating. After spray-ing, the tape
is easily removed, along withaccumulated overspray, leaving the
protectedareas clean. Many different tapes are
availablecommercially, some for resistance to grit blast-ing and
others for thermal spraying. The besttapes for the job have
sufficient toughness toresist both grit blasting and heat
resistance towithstand hot process gases and particle impactduring
spraying. The coating line when the tapeis removed after the
application of thin coatingsleaves a neat and clean edge, but if
the coatingis thick, chipping is likely to result where bridg-ing
over the tape has occurred.Masking Holes and Complex
Geometries.
Further masking techniques are shown in
Fig. 11. Radiused corners are protected usingcurved masks to
keep unmelted particles andother debris from contaminating the
coating.Dowel and screw holes can be masked usingsimple tapered
silicone rubber plugs whosetop surfaces are above the surface being
coatedand a slightly larger diameter than the hole, sotapered,
low-stress edges will result.
Masking compounds are useful forproviding short-term protection
from overspraybut are not useful for protection from gritblasting.
Commercially available compoundscomprise refractory particles, such
as graphite,carried in water- or solvent-soluble binders.These can
be applied by brushing or spraying.When dry, the film prevents
overspray fromsticking, while the refractory particles
provideshort-term heat protection. Excessive exposureto the spray
stream, however, will cause thesecompounds to break down, after
which sprayparticles may stick. Residual compound is eas-ily
removed by rinsing with water or solvents,depending on the carrier
solubility. Maskingcompounds are easy and convenient to use inspite
of their shortcomings. Epoxy/puttylikecompounds are also suitable
for plasma andHVOF masking needs.
Preheating
Preheating of substrates prior to thermalspraying is a normal
and acceptable practice.A no-powder preheat pass using the flame
orplasma is often used to drive off adsorbed mois-ture from the
surface of the part. Higher-temperature preheats can be used to
offset theCTE mismatches between the coating and sub-strate.
Coating at an elevated substrate temper-ature can place the coating
in compressionafter cooldown. This approach is not practicalfor all
applications but can be useful for moder-ate operating
temperatures.Preheating Temperatures. As a general
rule, a single preheat pass is sufficient to driveoff adsorbed
moisture. Larger parts may requiremore preheat passes or
supplemental heating.Preheating temperatures are part, coating,
andapplication dependent and typically range from100 to 150 C (210
to 300 F). As soon as thepreheat temperature is reached, spraying
mustbegin.Although preheating is an accepted and com-
mon practice, preheating is not recommendedfor some materials.
Carbon- and glass-fiber-reinforced composites have matrices that
aretemperature-sensitive. To remove moisturefrom sensitive
substrates, an alcohol rinse priorto spraying is used.Excessive
preheating will cause surface oxi-
dation. Materials such as copper, aluminum,titanium, uranium,
beryllium, and zirconiumoxidize readily in air, producing a layer
that
Fig. 7 Aluminum oxide (Al2O3) particles. Originalmagnification:
130. (a) 240mesh. (b) 150mesh
Fig. 8 Examples of surface preparation by threading orgrooving.
Adapted from Ref 2
Fig. 9 Comparison of thermal spray coatings depositedon
macroroughened and smooth surfaces. (a)
Sprayed metal over grooves; shrinkage constrained bygrooves. (b)
Sprayed metal on smooth surface; effect ofshear stress on bond due
to shrinkage. Adapted from Ref 3
Table 2 Common bond coat materials
Coating Wire Powder
Service temperature
C F
Molybdenum Yes Yes 315 60080Ni-20Al . . . Yes 845
155090Ni-5Mo-5Al . . . Yes . . . . . .95Ni-5Al Yes Yes 845
155095NiCr-5Al Yes Yes 980 180095FeNi-5Al Yes Yes 1200
165090FeNi-5Mo-5Al . . . Yes 650 1200
Introduction to Coating Design and Processing / 7
5348/2E/A0005725
-
inhibits good bonding. Preheat and coating tem-peratures should
be kept lower, below 100 C(212 F), for high-expansion alloys such
as the300-series stainless steels, superalloys, andnickel-base
alloys. Lower-expansion coatingssuch as carbides and cermets will
fail due toCTE mismatches when applied to these alloysat higher
temperatures. However, careful selec-tion of coating material
relative to the substratecomposition and preheating temperatures
canresult in the formation of compounds at theinterface that
produce extremely strong bonds.Atmospheres. Spraying done under
inert
cover, either by inert gas shrouding or byVPS, can take
advantage of very high preheat-ing because the deleterious effects
of oxygenare minimized. For example, gas turbine bladesthat are to
be plasma sprayed with MCrAlYcoatings in low-pressure inert gas
chambersare often preheated to 815 C (1500 F).
Coating Deposition
Spray Stream
The spray stream is fundamental to under-standing thermal spray
coatings. Spray pro-cesses involve the acceleration of
particulatematter in a cold to molten or semimolten statetoward a
substrate to form a coating. Particletrajectory, temperature, and
velocity at anymoment in time in the gas stream constitutethe spray
stream or pattern.To understand what is happening in a hot jet
stream, refer to Fig. 12, which shows particletrajectories in a
plasma jet. While the figureshows particles entering the gas stream
radially,they could just as well be introduced along thecenterline
of the jet or generated by atomiza-tion, as in wire flame spray or
electric arc spray.Some particles travel along the jet
centerline,others take an intermediate position, and stillothers
ride along the periphery of the jet. Fineparticles riding the
periphery may, in fact,never enter the main jet, and coarse
particlesmay pass through the jet and take an outsideposition on
the opposite side to their injectionpoint. On impact with the
substrate, particlesimpacting virtually simultaneously make upthe
spray pattern.Figure 13 depicts the spray pattern in cross
section. In a planar view, parallel to the sub-strate, the spray
pattern is circular or oval inshape. The deposit at an instant in
time is essen-tially Gaussian in cross section, where, at
thecenter, the highest degree of melting hasoccurred. Moving
radially out from the center,temperatures and velocities are lower,
resultingin slightly different microstructures. Each parti-cle will
have a unique time/temperature/velocity profile as it passes
through the plumeor jet. By maintaining tight control of the
feed-stock and parameters, the stream can produce astatistically
significant number of properlymelted and accelerated particles.The
spray-pattern phenomena described in
this section and shown in Fig. 12 and 13 apply
Fig. 10 Coatings resulting from (a) contact masks versus (b)
shadow masks
Fig. 11 Examples of how to use masking techniques for special
configurations
8 / Thermal Spray Processes and Coatings
5348/2E/A0005725
-
to all thermal spray processes. Variables com-mon to each
process, such as total gas flow,energy levels, particle size
distribution, specificgravity, and carrier gas flow, combine to
affecttime, temperature, and mass. These in turn affectporosity,
unmelted particles, and oxides quantita-tively. The spray pattern
varies between pro-cesses more as a function of gas stream
velocity.
Coating Buildup
As the spray stream is manipulated overthe part, overlapping
occurs. After severalpasses, a coating such as that shown in Fig.
14results. A typical coating may include someporosity, unmelted or
resolidified particles,and oxides. Depending on hood and dust
collec-tor design, masking and tooling, and airflowaround the part,
fumes from vaporized feedstockmay be trapped in the layers between
passes.Effect of Part Geometry on Coating
Buildup. Figure 15 illustrates two basic con-cepts related to
part geometry. First is thatinclusion of unmelts and other debris
is reducedwhen spraying small target areas. This effect
isillustrated in Fig. 15(a). The shaft diameter issmaller than the
spray pattern diameter; conse-quently, one-half of the spray stream
actuallymisses the substrate. The larger target areashown in Fig.
15(b), however, captures theentire spray pattern on the substrate
when tra-versed across and/or up and down. To statethe obvious,
process efficiency is poor whencoating small parts, because of the
low targetefficiency.The second concept is that small, round
parts
do not behave as flat surfaces, due to the angleof impingement.
As a rule of thumb, curvedsurfaces begin to approximate flat
surfaces atradii above 40 mm (1.5 in.).Substrate Cooling Devices.
Supplemental
air cooling has two distinct advantages: to con-trol part
temperature and to remove overspray
and fume debris from the coating surface.Clean, dry air is a
must. Condensation and com-pressor oils are detrimental to
coatings. Tospray large target areas, an ancillary
air-coolingdevice can be attached to the spray gun or
themanipulator following the gun, such that astream of compressed
air blows dust and debrisfrom the substrate surface in advance of,
andfollowing, the traversing spray stream. Fig-ure 16 shows an air
device positioned for spray-ing a large shaft. Here, debris is
blown off thesurface before it can be embedded into the coat-ing.
When spraying flat surfaces, as shown inFig. 15(b), air coolers
should be positioned onboth sides of the spray stream to help
removedust and debris. Air coolers are usually adjustedto precede
and follow the spray torch along thetraverse direction. However,
air cooling can beplaced anywhere on the part as long as it doesnot
interfere with the spray stream. The typeof air jet, placement, and
air volume are deter-mined by the temperature required and
thepotential to create and embed debris.Cooling with air may be the
most common
type or source of cooling; however, other typesmay be used,
including liquid CO2, which isvery efficient, or Ar or N2 gases in
specializedapplications.Relationship between Particle Melting
and Coating Structure. In addition to the effectsof particles in
the periphery of the spray stream,resulting from poorly classified
materials or non-optimized process parameters, considerationshould
be given to particles in the spray streamand how variations in the
degree of melting andvelocity affect coating structure. Particles
in thecenter of the spray pattern may include one or allof the
following states on impact:
Fully molten, or just above the materialmelting temperature
Superheated, well above the melting temper-ature and perhaps
close to the vaporizationpoint
Semimolten, with the outside liquid but thecore still solid
Molten then resolidified while in flightbefore impact
Under- and overaccelerated particles
Fully melted particles at or just above thematerial melting
point arrive at the substrate,impact, flow, and flatten (Fig. 17).
Particulatematerial spreads and cools rapidly as heatis conducted
into the substrate. The classiclamellar splat morphology is thus
achieved(Fig. 17b). Lamellar particle thickness dependson particle
velocity, particle temperature, sub-strate temperature, and other
minor factors.Superheated particles may splash on impact,sending
out fine droplets radially that canend up in the coating as debris
(Fig. 17c).Debris formed from splatter differs from debrisproduced
in the jet, in that splatter lodges inthe coating, building up at
the first ridge thatstops its radial travel. Air blasting does
notremove splatter debris. Superheating is a condi-tion that
generally should be avoided, in thatit produces fumes, oxidation,
and lowereddeposition efficiency. Particles that resolidifyin
flight after having been melted may eithernot deposit or they may
appear as embeddedunmelted particles, usually with clearly
discern-ible oxide layers on the particle surfaces(Fig. 17a).During
development and as a quality-control
measure, sprayed coatings should be examinedmetallographically
in cross section to see theseeffects. Additional information on
spray proces-sing and microstructures can be found in thearticles
Coating Structures, Properties, andMaterials and Metallography and
ImageAnalysis in this Volume.
Process Variations
The controllable parameters for each of themajor thermal process
types are different,but all share some common
fundamentals.Equipment and theory are covered extensivelyin the
article Thermal Spray Processes in
Fig. 12 Particle trajectories in a typical plasma spray
stream
Fig. 13 The spray pattern, illustrating particledeposition and
the effect of size and debris
on thickness and porosity in cross section
Introduction to Coating Design and Processing / 9
5348/2E/A0005725
-
this Volume. It is important that the reader isfamiliar with
various equipment theory andparameter variations in order to
understand thecause-and-effect relationship between inputparameters
and sprayed coatings, as discussedin this section.Converting
feedstock material (whether pow-
ders, wires, or rods) into a coating requires boththermal energy
for melting and gas flow foratomization and/or particle
acceleration to pro-pel the particles toward the substrate. The
com-bination of available energy and jet velocityacting on the mass
of the feedstock directlyaffects particle temperature, velocity,
and tra-jectory. Table 3 shows a simple overview com-paring thermal
energy and particle velocity foreach process. In general, powder-
and wire-flame spray and electric-arc-sprayed coatingsare generated
from high heat input and low par-ticle velocities. These coatings
tend to exhibithigher oxide contents and higher porosity. Elec-tric
arc has a stronger potential to create fumes,where powder flame has
a stronger tendency toproduce unmelted particles in the coating. As
aresult of the higher particle velocity, particlespresent in
plasma-sprayed coatings are flattenedmore than in flame-sprayed
coatings. Theresulting coatings are also denser, with
finerporosity. High-kinetic-energy processes suchas detonation gun,
HVOF, and cold spray pro-duce very dense coatings with less
embeddeddebris. In addition to the input spray parametersthat
control the spray pattern, particle heatingand velocity, substrate
temperature control,and torch-to-substrate relative motion are
alsocritical for producing desired coatings.
Process Temperature Control
During spraying, it is necessary to control thetemperature of
both the sprayed coating and thesubstrate to avoid substrate
degradation, oxida-tion, and coating failure due to
differentialexpansion.
Substrate Degradation. As with preheating,mentioned previously,
there are limitations tosubstrate temperature during spraying.
Lower-temperature-substrate materials or matrix mate-rials may be
damaged by allowing the part tooverheat during the spray
process.Oxidation. Coating layers deposited and
allowed to reach high temperatures duringspraying will oxidize
and appear to darken. Sur-face oxides so formed leave a plane of
weak-ness in the coating, between passes, and couldlead to
delamination under applied stress duringservice. The critical
oxidizing temperature foreach material varies.Shrinkage/Expansion.
Controlling the CTE
mismatch between the coating and substratefollows the same
guidelines as mentioned underthe preheating section. Along with the
sub-strate, sprayed coatings shrink as they cool.The CTE
differences can exert considerableshear stress along the interface
and lead to pos-sible separation or distortion (Fig. 18).
Sub-strate materials having a high CTE that areallowed to expand
because of high temperaturesduring the spray process will
experience cata-strophic disbonding at the
substrate/coatinginterface.
Manipulation
Thermal spraying is a line-of-sight process.As mentioned
previously, the substrate coatingarea should preferably be normal
(at 90) tothe spray stream. The fundamental objectiveof torch and
substrate motion during sprayingis to present the target area to
the spray streamin a steady, consistent, and repeatable
manner,always maintaining the same torch-to-substratespray angle,
standoff (spray distance), and pitchor increment. Manipulation is
commonly doneby moving the gun with an X-Y manipulatoror robot. The
part is often stationary, as withflat surfaces, or is rotated on a
turntable orlathe, as in the case of cylinders. More complex
components may require the use of coordinatedmotion between the
robot and external axis ofmotion.Manipulation Variables. Controlled
relative
movement of the gun with respect to the part iscritical for
continuous and even deposition ofthe coating. Critical parameters
are standoffdistance, surface speed, angle of impingement,and pitch
or increment.Standoff distance is the distance between
the face of the gun and the part or workpiece.This distance is
critical because the optimalparticle temperature and velocity occur
inone plane along the length of the spray stream.
Fig. 14 Typical coating microstructure, containing unmelted
particles, oxides, porosity, and debris. (a) Unmeltedparticles. (b)
Oxides. (c) Debris. (d) Fine particles. (e) Porosity
Fig. 15 How part geometry affects coating deposition.(a) A small
target has peripheral debris
missing the substrate, while (b) a larger target collects allthe
peripheral debris and oxides.
10 / Thermal Spray Processes and Coatings
5348/2E/A0005725
-
Tolerance for standoff is a function of particlevelocity.
Higher-velocity processes are gener-ally more tolerant of variation
than the lower-velocity processes.Angle of impingement has been
mentioned
several times in this article. Again, higher-
velocity processes such as HVOF are more tol-erant of off-axis
spraying than low-velocityprocesses such as conventional flame
spraying.Pitch or increment, that is, the overlap
between subsequent strokes of the gun/spraystream, is important
to coating uniformity.
Pitch is the term used for rotating elementssuch as rolls. As
the roll turns, the gun musttravel across the surface such that the
pitch(thread) does not create a barber pole effect.The same holds
true for planar surfaces, wherethe increment must be set and
controlled to pre-vent striping. As a rule, lower-velocity
pro-cesses that have wider spray patterns alsohave wider
pitch/increment values. Conversely,high-velocity processes have
narrower pitch/increment values. Using rules-of-thumb,
pitch/increment values for HVOF and high-velocityplasma may range
from 3 to 6 mm (0.13 to0.25 in.), while flame and electric arc may
be6 to 12 mm (0.25 to 0.50 in.).One final consideration would be
the deposi-
tion rate in terms of unit thickness per passbuildup, that is,
mm/pass or mils/pass. Thisparameter is controlled by the speed of
thespray stream across the surface of the part, thatis, surface
speed. Generally, the material feedrate is held constant and
manipulation is spedup or slowed down to produce the
requiredmm/pass or mils/pass. Another rule-of-thumbis that for
higher-density coatings, thinner mm/pass or mils/pass layers are
better; for example,plasma-sprayed alumina may be 13 mm/passor 0.5
mil/pass. The common baselinesurface speed seems to be
approximately500 mm/s (20 in./s) but varies widely about thatpoint.
Consider the spray pattern shown inFig. 13 and then refer to Fig.
19.
Process Efficiency
Process efficiency (PE) is the product of tar-get efficiency and
deposit efficiency. Targetefficiency (TE) is the ratio of the spray
patternenvelope to the target area on the substrate.Deposition
efficiency (DE) is a ratio of thespray material that impacts the
substrate to thespray material that actually adheres to the
sub-strate. TE DE = PE. For example, if the spraystream impinges
the prepared surface of thepart half of the time, the TE would be
50%. Ifonly half of the sprayed material that impingesthe prepared
area adheres to the prepared sur-face, then the DE is also 50%. The
PE is there-fore 0.50 0.50 = 0.25, or 25%.Measurement of TE is a
geometric calcula-
tion, based on the physical dimensions of theprepared coating
area and the total workingenvelope of the robotic/manipulator spray
pat-tern. Deposition efficiency, on the other hand,is a measurement
made for a specific gun/para-meters set, with a fixed feedstock
material, agiven set of manipulation variables, and con-trolled,
known substrate temperature.Deposit efficiency can be measured
easily.
One simple way to measure DE is to use aflat plate with a known
width, for example,a 150 mm (6 in.) square that is 3 mm(0.013 in.)
thick. After properly preparing thesurface, set the manipulation
for the appropriatestandoff, increment, surface speed, and
normalangle of impingent. Stay within the vertical
Fig. 16 Positioning of an air-cooling device to blow debris off
the surface before it rotates into the center sprayregion and is
incorporated into the coating
Fig. 17 Effect of the degree of particle melting at or just
before impact on shape and coating structure. (a) Particle isheat
softened or beginning to resolidify. At impact, it does not flow
out and begins to lift at the edges. (b)
Properly melted particle impacts and flows to form a well-bonded
classical lamellar splat shape. (c) Superheatedparticle impacts and
splashes, creating debris, satellites, and dusting.
Introduction to Coating Design and Processing / 11
5348/2E/A0005725
-
limits of the plate, but program the manipula-tion to extend
beyond the horizontal limits ofthe plate by 100 mm (4 in.). Use air
coolingto keep the plate temperature below 65 C(150 F).With a known
surface speed, width of the
plate, weight of the plate, number of strokesacross the plate,
and material feed rate, onecan calculate the mass buildup on the
plateper unit time impinging the plate, against thefeed rate.To
carry the example a step further:
150 mm plate width 500 mm/s traverse rate 100 strokes across and
off the plate 60 g/min feed rate 500 g initial plate weight 520 g
final plate weight
150mm 100 strokes=500mm=s 0:5min on part
0:5min 60 g=min 30 g sprayed on part
520 g final500 g initial=30 g 0:667; or 67%DE
Note that the substrate temperature is critical.The DE is
directly related to temperature.Allowing the temperature to rise
will producefalse-high DEs.
Statistical Design Techniques
As noted earlier in this article, many vari-ables/parameters
require study before a coatingcan be optimized. Statistical design
techniquesreduce the number of experimental runs orparameter
iterations needed for coating
optimization. The results obtained are oftenunambiguous and at a
minimum cost. Statisticaldesign methods encourage the systematic
studyof the many variables that confront coatingsengineers.
Furthermore, these studies providedata on how variables interact
and how theyinfluence coating properties, as well as a plan
Fig. 18 Effect of coating shrinkage on interfacial
shearstresses. The sprayed metal cools, creating a
tensile stress in the coating and a compressive stress inthe
underlying substrate material. These stresses maydeform the
substrate or weaken the bond between thesprayed coating and the
substrate, leading to debondingof the coating. The bottom
illustration showsdeformation of a thin-section substrate and
debonding ofthe coating due to stresses generated by cooling of
thesprayed metal. Adapted from Ref 2
Table 3 Heat energy input and particle velocity for common
thermal spray processes
Input heat energy to particle Output particle velocity(a)
Process High Low Highest High Medium high Medium Low
Flame wire X XFlame powder X XAPS X XHigh-velocity plasma X XVPS
X XElectric wire arc X XHigh-velocity oxyfuel X XDetonation gun X
XCold spray X X
(a) Particle speed ranges from a high of approximately 1000 m/s
(3000 ft/s) to a low of 25 m/s (80 ft/s). Further variations within
each process depend on the particle size, material type, and gas
velocity.
Fig. 19 How to obtain an even coating layer by indexing the
torch after each pass. See text for details.
12 / Thermal Spray Processes and Coatings
5348/2E/A0005725
-
for constructively changing input parameters toaffect the most
desirable properties.Designs of experiments (Ref 3) and Taguchi
factorial experiments (Ref 4) are two com-monly used statistical
techniques. The funda-mental approach for each is the same:A matrix
of selected variables versus a seriesof experimental runs is
established. Table 4 isa Taguchi L-8 fractional factorial matrix
takenfrom Ref 5. Nerz et al. (Ref 5) chose six vari-ables
represented by high and low values. Thenumber of variables chosen
determines thematrix size and number of runs. Typically,
afractional factorial matrix is constructed withvariables deemed
most likely to influence coat-ing results, rather than a complete
factorial ofall variables.The matrix shown in Table 4 includes a
maxi-
mum of six variables and eight experimentalruns. Selected
coating properties are measuredfor each run. To understand
themagnitude of var-iable influence on coating properties, an
analysisof variance (ANOVA) is performed.AnANOVAis a Taguchi
analysis of results showing how eachvariable, both high and low,
influences results.Another method for evaluating factorial
experi-ments is to use analysis of means, developed byOtt using the
Null hypothesis (Ref 6). Thismethod is a statistical approach
employing gra-phics and statistical theory.
Postcoating Processing
Most thermal spray coatings require addi-tional processing after
the coating is deposited.These include sealing, heat treatment, and
fin-ishing. Postcoating processing is described in
detail in the article Postcoating Operationsin the Pre- and
Postcoating Processing Divi-sion of this Volume.
REFERENCES
1. C.C. Berndt, Ed., Thermal Spray: Interna-tional Advances in
Coatings Technology,Proc. International Thermal Spray Conf.,May
29June 5, 1992 (Orlando, FL), ASMInternational, 1992
2. T.F. Bernecki, Ed., Thermal Spray Researchand Applications,
Proc. Third NationalThermal Spray Conf., May 2025, 1990(Long Beach,
CA), ASM International, 1991
3. T.F. Bernecki, Ed., Thermal Spray Coatings:Properties,
Processes and Applications,Proc. Fourth National Thermal Spray
Conf.,May 410, 1991 (Pittsburgh, PA), ASMInternational, 1992
4. P. Fauchais, State of the Art for the Under-standing of the
Physical PhenomenaInvolved in Plasma Spraying at
AtmosphericPressure, Proc. National Thermal SprayConf., Sept 1417,
1987 (Orlando, FL),ASM International
5. D.L. Houck, Ed., Thermal Spray: Advancesin Coatings
Technology, Proc. FirstNational Thermal Spray Conf., Sept 1417,1987
(Orlando, FL), ASM International,1988
6. D.L. Houck, Ed., Thermal Spray Technol-ogy: New Ideas and
Processes, Proc. SecondNational Thermal Spray Conf., Oct 2427,1988
(Cincinnati, OH), ASM International,1989
SELECTED REFERENCES
R.A. Fisher, The Design of Experiments,Oliver and Boyd, 1935
D.A. Gerdeman and N.L. Hecht, Arc PlasmaTechnology in Materials
Science, SpringerVerlag, 1972
J. Hancock, Ultrasonic Cleaning, SurfaceEngineering, Vol 5, ASM
Handbook, ASMInternational, 1994, p 4447
H.S. Ingham and A.P. Shepard, Ed.,Metallizing Handbook, 7th ed.,
Vol 13,Metallizing Engineering Co., Inc. (Metco),1959
H.S. Ingham and A.P. Shepard, Ed., Metal-lizing Handbook, 7th
ed., Metallizing Engi-neering Co., Inc. (Metco), 1959, p A-10,28,
65, 136, 137
T. Kostilnik, Mechanical Cleaning Sys-tems,
SurfaceEngineering,Vol 5,ASMHand-book, ASM International, 1994, p
5566
E.J. Kubel, Thermal Spraying Technology:From Art to Science,
Adv. Mater. Proc.,Vol 132 (No. 6), Dec 1987, p 6980
F.N. Longo, Ed., Thermal Spray Coatings:New Materials, Processes
and Applications,Proc. National Thermal Spray Conf., Oct31Nov 2,
1984 (Long Beach, CA), Ameri-can Society for Metals, 1985
J.E. Nerz et al., Taguchi Analysis of ThickBarrier Coatings,
Proc. NTSC, May 1990(Long Beach, CA), p 670
E. Pfender, Fundamental Studies Asso-ciated with the Plasma
Spray Process,Proc. National Thermal Spray Conf.,Sept 1417, 1987
(Orlando, FL), ASMInternational
V.L. Rupp and K. Surprenant, Solvent ColdCleaning and Vapor
Degreasing, SurfaceEngineering, Vol 5, ASM Handbook,
ASMInternational, 1994, p 2132
T.E. Shahnazarian, Statistical Methods forQuality Control, Part
2, Technical Semi-nars, New Canaan, CT
T.J. Steeper, D.J. Varacalle, Jr., G.C. Wil-son, and V.T. Berta,
Use of Thermal SprayProcesses to Fabricate Heater Tubes forUse in
Thermal-Hydraulic Experiments,Thermal Spray Coating: Properties,
Pro-cesses, and Applications, Proc. NationalThermal Spray Conf.,
May 410, 1991(Pittsburgh, PA), ASM International, 1992
G. Taguchi and S. Konishi, TaguchiMethods: Orthogonal Arrays and
LinearGraphics, ASI Press, 1987
Thermal Spraying: Practice, Theory andApplication, American
Welding Society,1985
Table 4 Taguchi matrix variables and constants
Experiment Spray distance, mm Spray rate, g/min Carrier flow,
scfh Application temperature, C Particle size, mm Power, kW
1 76 30 12 177 100 402 76 30 15 343 53 503 76 76 12 177 53 504
76 76 15 343 100 405 152 30 12 343 100 506 152 30 15 177 53 407 152
76 12 343 53 408 152 76 15 177 100 50
Levels
Constants Variables Low(1) High(2)
Gun Metco 3 APG Spray distance, mm 76 152Nozzle Metco 315 Spray
rate, g/min 30 76Powder port No. 2 Carrier flow, scfh 12 15Plasma
gas Argon Application temperature, C 177 343Pressure 75 psi
Particle size, mm 100 53Flows 60 scfh Power level, kW 40 50
scfh, surface cubic feet per hour
Introduction to Coating Design and Processing / 13
5348/2E/A0005725