-
8/10/2019 10. Characterization of Electrodeposited Nickel
Coatings From Sulphamate Electrolyte Without Additive
1/10
Characterization of electrodeposited nickel coatings from
sulphamate electrolyte without additive
A. Godona, J. Creusa, X. Feaugasa, E. Confortob, L. Pichonc, C.
Armandd, C. Savalla,
aLaboratoire d'Etudes des Matriaux en Milieux Agressifs, EA3167,
Universit de La Rochelle, Av. Michel Crpeau, F-17042 La
Rochelle,
FrancebFdration de Recherche en Environnement pour le
Dveloppement Durable (FR-EDD), FR CNRS 3097, Centre Commun
Analyses,
Universit de La Rochelle, 5 Alle de l'Ocan, F-17042 La Rochelle
Cedex 9, FrancecInstitut Pprime, UPR 3346 CNRS, Universit de
Poitiers, SP2MI, Boulevard Marie et Pierre Curie, BP 30179, 86962
Chasseneuil,
Futuroscope Cedex, FrancedINSA Toulouse, Dpartement de Physique,
135 avenue de Rangueil, 31077 Toulouse Cedex 4, France
A R T I C L E D A T A A B S T R A C T
Article history:
Received 28 June 2010
Received in revised form
25 October 2010
Accepted 18 November 2010
In this paper, the influence of deposition current density on
microstructure and purity of
nickel coatings was studied. Complementary characterization
methods (SEM, TEM, XRD,
EBSD, GDOES and SIMS) were used to investigate different scales
of the microstructure and
to understand the metallurgical states of the coatings. As
deposition current density
decreases, grain refinement and texture modifications are
observed which are linked with
the grain boundary character (disorientation angle and
Coincidence Site Lattice). Moreover,
in sulphamate bath without additive, the contamination by light
elements and metallic
impurities strongly depends on deposition parameters and must be
taken into account to
discuss the microstructure changes.
2010 Elsevier Inc. All rights reserved.
Keywords:Electrodeposited nickel
Grain refinement
Grain boundaries
EBSD
Chemical composition
1. Introduction
Nanocrystalline materials have been the subject of intensive
research because of their unique properties [13]. For
example,
concerning the corrosion resistance of pure metals, severalworks
report that the susceptibility to localized corrosion is
lower in nanocrystalline materials[46], but the mechanisms
responsible for this superior corrosion resistance are not
clearly established [5,7]. As corrosion resistance can be
affected by several metallurgical parameters (defects, grain
size, grain boundary, purity, crystallographic texture,
rough-
ness, etc.), a careful control of microstructure is
necessary.
Nanocrystalline nickel with a grain size below 100 nm was
obtained by electrodeposition but deposition parameters
largely vary from one study to another. For example, in
additive-free Watts bath[8] ultra-fine-grained nickel
electro-
deposits (grain size down to 100 nm) were obtained by
pulseplating at very high pulse-current. By using organic
additives
(especially saccharin in the case of nickel), several
studies
show that it was possible to produce nanocrystalline nickel
coatings in different baths with grain sizes in the range of
6
100 nm[6,8,9]. It was shown that the use of organic
additives
leads to an increase of the contamination of
coatings[10,11],
which can affect both mechanical properties and corrosion
M A T E R I A L S C H A R A C T E R I Z A T I O N 6 2 ( 2 0 1 1
) 1 6 4 1 7 3
Corresponding author.Tel.: +33 5 46 45 72 93; fax: +33 5 46 45
72 72.E-mail address:[email protected](C. Savall).
1044-5803/$ see front matter 2010 Elsevier Inc. All rights
reserved.doi:10.1016/j.matchar.2010.11.011
a v a i l a b l e a t w w w . s c i e n c e d i r e c t . c o
m
w w w . e l s e v i e r . c o m / l o c a t e / m a t c h a
r
http://dx.doi.org/10.1016/j.matchar.2010.11.011http://dx.doi.org/10.1016/j.matchar.2010.11.011http://dx.doi.org/10.1016/j.matchar.2010.11.011mailto:[email protected]://dx.doi.org/10.1016/j.matchar.2010.11.011http://localhost/var/www/apps/conversion/tmp/scratch_2/Unlabelled%20imagehttp://dx.doi.org/10.1016/j.matchar.2010.11.011http://localhost/var/www/apps/conversion/tmp/scratch_2/Unlabelled%20imagemailto:[email protected]://dx.doi.org/10.1016/j.matchar.2010.11.011
-
8/10/2019 10. Characterization of Electrodeposited Nickel
Coatings From Sulphamate Electrolyte Without Additive
2/10
resistance. Few studies have tried to explain the influence
of
deposition parameters by a careful analysis of the
microstruc-
ture [8,12]. In most cases, only one parameter is studied,
mainly grain size which is evaluated by analyzing the
broadening of the diffraction peaks [3,9,13] or by scanning
electron microscopy[14,15]. However, it was shown that for
the same electrodeposited nickel sample, the size of
structural
elements can largely vary depending on the observation tool,and
thus the microstructure needs to be evaluated at different
scales[11].
Among the different baths, sulphamate based bath is of
particular interest as it leads to ductile deposits with low
internal stress [17,18], even without sulphur (S) containing
additive[16].
In this paper, an additive-free sulphamate bath is used in
order to limit the incorporation of impurities and especially
S
because of its dramatic effect on corrosion resistance. The
influence of current density on the microstructure and on
contamination of nickel coatings is studied by using
different
characterization methods. The correlation between structural
observations at different scales and chemical analysis
allows
understanding the metallurgical states of the coatings.
2. Material and Methods
Nickel coatings were prepared by direct-current
galvanostatic
deposition in a three-electrode cell by using a
VSPpotentiostat
from Biologic. A conventional sulphamate bath (V=400 mL)
without additive was used, and composed of 300 g/L
Ni(NH2SO3)2.4H2O, 15 g/L NiCl2.6H2O, and 30 g/L H3BO3.
Solutions
were prepared by dissolving pure salts in ultrapure water
(18.2 M cm) and pH was then adjusted to 4.2 by adding nickel
carbonate. Special attention was devoted to avoid contami-
nation of the bath. A thermostated glass reactor was used to
fix the temperature at 50 C and the solution was mechani-
cally stirred during the deposition. The anode was of pure
nickel (99.99%) and embedded in a polypropylene anode bag.
Nickel substrates (S= 2 cm2) were polished with silicon
carbide
(particle size 5 m), sonicated for 2 min, rinsed with
ultrapure
water and dried before electrodeposition. Deposition current
density wasvaried between 1 and50 mA/cm2. In thefollowing,
the nomenclature of samples (Table 1) refersto this
deposition
parameter (for example CD 1 refers to a deposition current
density of 1 mA/cm2). Cathodic efficiency was estimated by
weighting the samples before and after deposition.
Deposition
time was adjusted to obtain thicknesses of 50 m.
Thesurfacemorphology was observedby scanningelectron
microscopy (SEM) with a FEIQuanta 200ESEM-FEG operatingat
20 kV as acceleration voltage. Electron backscatter
diffraction
(EBSD) was used to obtain grain size and to characterize
microtexture and grain boundaries. For top-view EBSD analy-
ses, samples of 75 m thickness were electrodeposited and
then electropolished in a H2SO4/CH3OH mixture [19] in order
to
remove 25 m. After electropolishing, samples were very flat,with
a roughness below 2 nm (estimated by Atomic Force
Microscopy experiments). For cross-section EBSD analyses,
samples were cut with a wire saw and cross-sections were
mechanically polished. A final polishing was performed with
OPSpreparation fromStruers. EBSDmaps wereacquired at half
of the coating thickness using an acceleration voltage of 25
kV
on SEMand theTSL OIMData collection 5 Software, with a step
size of 30 nm or 70 nm, dependingon thegrainsize. A clean-up
was performed on maps in order to remove points which were
not indexed or to index according to the first neighbours
those
which were originally incorrectly indexed. Grain size and
orientation pictures were then calculated using TSL OIM
Analysis 5 software.
Complementary transmission electronic microscopy (TEM)
observations were carried out with a JEOL JEM 2011 electron
microscope operating at 200 kV. Foils for TEM were thinned
in
double twin-jet electro-polisher using an electrolyte of 25%
nitric acid and 75% methanol at a temperature of 30 C and a
current of 150 mA. To understand the microstructure observed
at high current density, TEM observations were also per-
formed on the cross-sections of sample CD50. For this
specimen, stereographic analyses (stereographic projection)
were established for each observed grain in order to
evaluate
the orientation of each grain. Special care was taken in the
marking of TEM specimens. So, the direction of the normal of
the electrodeposited surface was identified on the stereo-
graphic map of each studied grain.
X-ray diffraction analyses in 2 mode were performed on
a Brucker apparatus (AXS D8-Advanced) with the Cu-K
radiation (=0.15405 nm). Spectra were acquired between 40
and 100, with a step width of 0.02 and the K2 peak and
background were removed. Composition analyses were
obtained by Glow Discharge Optical Emission Spectrometry
(GD Profiler from Horiba Jobin Yvon). Secondary Ion Mass
Spectrometry (IMS 4FE6 from CAMECA) was also used with
two ionic sources Cs+ (at 14.5 keV) and O2+ (at 5.5 keV) to
obtain
the best sensitivity. Concentration profiles were acquired
after
a pulverization of 5 to 10m in order to avoid surface
contamination effects. All atomic elements were analyzed
except nitrogen. For both methods, the detection limit for
this
element was too high. Calibration with bulk nickel samples
of
known composition was performed for quantitative analysis.
Several profiles were obtained for each sample, leading to
reliable results. However, due to the small volumes which
are
analyzed by these techniques, concentration values cannot be
given with a high accuracy.
3. Results
Theaim of this work is tousecomplementary analyses toobtain
an overview of the metallurgical state of electrodeposited
Table 1 Mean sizes deduced from SEM, EBSD and TEMfor coatings
elaborated at different current densities.
Name jmA/cm2
(SEM)m
d (EBSD)m
d (TEM)m
CD1 1 0.37 0.25 0.120
CD5 5 0.74 0.35 0.180
CD10 10 1.4
CD20 20 3.9
CD50 50 4.3 1.02
165M A T E R I A L S C H A R A C T E R I Z A T I O N 6 2 ( 2 0 1
1 ) 1 6 4 1 7 3
-
8/10/2019 10. Characterization of Electrodeposited Nickel
Coatings From Sulphamate Electrolyte Without Additive
3/10
coatings.Section 3.1describes surface morphologies in
relation
with SEM observations.Section 3.2outlines the interest to
use
X-ray diffraction analyses to study the macroscopic texture
and
to extract dimensional data. The followingSections 3.3 and
3.4
deal with the opportunity to obtain spatial information
using
EBSD maps and TEM analyses. Finally, chemical composition
was analyzed in connection with structural results.
3.1. Scanning Electron Microscopy
SEM views presented inFig. 1show the surface morphology of
coatings prepared at different current densities. At high
current densities, largecrystallites with a truncated
pyramidal
shape are observed leading to bright deposits in good
agreement with previous results in sulphamate bath [12,15].
A strong hydrogen evolution leads to the formation of
bubbles
and edge effects at current densities above 50 mA/cm2. As
the
current density decreases, this pyramidal morphology is
replaced by a nodular morphology. The mean size of the
nodules deduced from SEM was estimated by statistical
analyses of images obtained at different magnifications
(Table 1). The values suggest a refinement at low current
density. However, the morphological features observed by
SEM cannot be directly assigned to grains and other charac-
terization tools will be used below to clarify this point.
3.2. X-ray Diffraction Analysis
The diffraction patterns for different deposition current
densities are plotted onFig. 2. At high current density
(above
30 mA/cm2), a strong crystallographic texture along the
direction is observed, which is replaced by a preferred
orientation at currentdensities below 20 mA/cm2. At 1
mA/cm2,
no preferred orientation is observed but the (220) line is
slightly high and the (200) one is slightly low respectively to
a
non texture nickel sample (JCPDS data no. 00-004-0850).
Complementary texture analysis by using inverse pole figures
obtained by EBSD will be presented inSection 3.3, confirming
the above results. For coating CD1, a broadening of the
diffraction peaks can be noticed, suggesting a grain
refinement
effect. Assuming a Cauchy-shaped profile, the full width at
half maximum (FWHM) was evaluated for each diffraction
peak, after correction by the experimental broadening esti-
mated by using the LaB6 standard sample. The Scherrer
equation obviously led to a strong underestimation of
the grain sizes of these coatings. So, an approach based on
Fig. 1 SEM top viewsshowingthe surface morphology of the
coatings deposited at different current densities. (a: CD1 (1
mA/cm2),
b: CD5 (5 mA/cm2), c: CD10 (10 mA/cm2), and d: CD50 (50
mA/cm2)).
166 M A T E R I A L S C H A R A C T E R I Z A T I O N 6 2 ( 2 0
1 1 ) 1 6 4 1 7 3
http://localhost/var/www/apps/conversion/tmp/scratch_2/image%20of%20Fig.%E0%B1%80
-
8/10/2019 10. Characterization of Electrodeposited Nickel
Coatings From Sulphamate Electrolyte Without Additive
4/10
WilliamsonHall diagrams was used in order to estimate
crystallite sizes and internal stresses. The approach
developed
by Reimann[20] and used by Thiele [11] in electrodeposited
nickel was followed, which takes into account the elastic
anisotropy of nickel.
The WilliamsonHall plots obtained for coatings deposited
at 1 mA/cm2 (CD1) led to a mean internal stress (1/2)
of 300 MPa. This value is in the range of those previously
reported in electrodeposited nickel [11] which showed an
increase of mean internal stress as the grain size
decreases.
The mean size of coherent scattering regions for sample CD1
deduced from this analysis is around 130 nm. For coatings
deposited at higher current densities, the broadening of the
diffraction peaks is smaller. Moreover, for these coatings,
the
presence of a crystallographic texture does not allow this
approach.
3.3. Electron Backscatter Diffraction
Top-view orientation maps for coatings elaborated at
different
current densities are presented onFig. 3. Inverse pole
figures
were calculated from these orientation maps, showing the
orientation densities for the different crystallographic
direc-
tions parallel to the sample normal direction. The preferred
orientation along the direction suggested by 2XRD
scans for coatings prepared at 50 mA/cm2 (CD50) is
confirmed.
Comparison with SEM views shows that the large truncated
pyramidalstructures are mainly oriented with their axis
perpendicular to the substrate surface. Between these pyra-
midal grains, much smaller grains are found, with different
crystallographic orientations. Even if a preferred
orientation
along the direction is found for the coating prepared at
5 mA/cm2 (CD5), the texture is less marked (as the
proportion
of pixels which crystal direction is disoriented versus the
sample normal direction is higher). For the coating
deposited
at the lowest current density (CD1), the crystallographic
texture along the direction is very weak, in accordance
with 2 XRD scans. Grain boundary position is super-
imposed as grey lines to the orientation maps of Fig. 3.
Neighbouring pixels in the map with disorientation smaller
than 5 are associated with the same grain. According to this
disorientation angle, the grain size distribution can be
measured and a mean grain size (dEBSD) can be evaluated.
For each sample, the analyzed area was large enough to take
into account more than 5000 grains. The results are given in
Table 1, and in accordance with SEM observations, the grain
size decreases and the grain distribution becomes narrower
when the deposition current density is reduced.
EBSD orientation maps obtained on cross-sections ofdifferent
deposits are given on Fig. 4. The growth direction
which is perpendicular to the surface of the substrate is
also
shown on this figure. For the CD50 sample, fibers (whose
axis
is perpendicular to the substrate surface) characterized by
a
dominant colour are observed. These fibers are formed by
grains slightly disoriented with regard to the neighbouring
grains, but with the (100) direction mainly parallel to the
growth direction. Between these fibers, some less oriented
regions are found. The thickness of these fibers (around 5
m)
is quite similar to the size of large crystallites with a
truncated
pyramidal shape, which are observed on the surface (4.3 m,
Table 1). As the deposition current density decreases, these
fibers are no longer observed and the mean size of the
grains
decreases. It can be noticed that the grains do not show any
elongation along the growth direction whatever the deposi-
tion current density.
Two parameters are mainly used to describe the nature of
grain boundaries: the disorientation angle and the factor,
which denotes the fraction of atoms in the grain boundary
plane which are coincident to both lattices. These
parameters
were evaluated by using EBSD[21]and are given in Table 2
andFig. 5. An increase of the fraction of high angle grain
boundaries (HAGB) is observed as the grain size decreases
and
as the marked texture along the direction is replaced by
a weak texture along the direction(Table 2). The amount
of coincidence site lattice (CSL) is also strongly modified,
showing a decrease of the abundance of1 boundaries and an
increase of the number of3 and 9 boundaries when the
grain size decreases (Fig. 5).
3.4. Transmission Electronic Microscopy
Grain size was evaluated using TEM observation on a
population around 150 grains and the mean values are given
for CD1 and CD5 inTable 1. These values are lower than the
ones obtained by EBSD, but for the CD1 sample, the value is
in
agreement with XRD analysis (130 nm). As a strong heteroge-
neity of grain sizes was observed for CD50, the mean value
is
not relevant for this sample. TEM observations were also
performed on cross sections for this sample to evaluate the
crystallographic orientation of different grains. These
analy-
ses are time consuming, thus only a semi-statistical study
on 56 grains at different locations inside the sample was
performed. However, 56 grains seemed to be sufficient to
reflect theheterogeneity of the sample, as the results were
not
significantly modified when this number was increased.
Different populations of grains were identified,
characterized
by three angles(100), (111) and(110) (Fig. 6).(hkl) relates
the angle between (hkl) plane and the normal to the coating
surface. The first one (V1) corresponds to the largest
grains
(>700 nm) andexhibitsan angle(100) near 0. This means
that
this crystallographic population mainly contributes to the
Fig. 2 2scans of coatings elaborated at different current
densities.
167M A T E R I A L S C H A R A C T E R I Z A T I O N 6 2 ( 2 0 1
1 ) 1 6 4 1 7 3
http://localhost/var/www/apps/conversion/tmp/scratch_2/image%20of%20Fig.%E0%B2%80
-
8/10/2019 10. Characterization of Electrodeposited Nickel
Coatings From Sulphamate Electrolyte Without Additive
5/10
macroscopic texture observed by XRD. In a randomzone (cf.
EBSD analyses), three other kinds of crystallographic
popula-
tions were identified (Fig. 6), which do not correspond to
macroscopic texture obtained by XRD. The size of these
grains
is generally lower (130 to 250 nm) than the grain with V1
variant. The correlations of these observations with SEM and
EBSD results show that two kinds of regions can be distin-
guished in the CD50 coating: the first one corresponds to
large
grains with a preferred orientation and the second one
is associated with randomregions, with a much lower grain
size and weaker texture.
3.5. Composition Analysis
Table 3 lists the different elements detected in the
coatings
and their contents in weight ppm obtained by SIMS and
Fig. 3 Left: Top view orientation maps obtained by EBSD for
coatings elaborated at different current densities: CD1 (a), CD5
(b),
and CD50 (c). Right: Inverse pole figures of the normal
direction for the three coatings.
168 M A T E R I A L S C H A R A C T E R I Z A T I O N 6 2 ( 2 0
1 1 ) 1 6 4 1 7 3
http://localhost/var/www/apps/conversion/tmp/scratch_2/image%20of%20Fig.%E0%B3%80
-
8/10/2019 10. Characterization of Electrodeposited Nickel
Coatings From Sulphamate Electrolyte Without Additive
6/10
GDOES. For the coating CD50, impurity amounts are very low,
leading to a purity around 99.99%. However, for the coatings
prepared at lower current density the contamination drasti-
cally increases especially for light elements (H, O, C, etc.)
and
for Cl and Cu. For these coatings, some impurity contents
are
given with a large inaccuracy, and the purity of the coating
could not be evaluated. In these cases and especially for
chloride for which the concentration in ppm was not given,
the quantification was not reliable as the reference samples
contained much lower amounts of these elements. Concen-
tration profiles and cartographies were obtained for each
atomic element, showing that the impurities were homoge-
neously distributed laterally and through the thickness of
the
coatings.
4. Discussion
Electrodeposited layers often exhibit a fiber texture, i.e.
preferred crystallographic orientation of their crystallites
along the growth direction, which is the case for deposits
CD5 and CD50. Our results are in good agreement with
published results for sulphamate bath which report a strong
crystallographic texture along the axis associated
Fig. 4 Cross-section orientation maps obtained by EBSD for
coatings elaborated at different current densities: CD1 (a), CD5
(b),
and CD50 (c). The substrate surface normal is given by an
arrow.
169M A T E R I A L S C H A R A C T E R I Z A T I O N 6 2 ( 2 0 1
1 ) 1 6 4 1 7 3
http://localhost/var/www/apps/conversion/tmp/scratch_2/image%20of%20Fig.%E0%B4%80
-
8/10/2019 10. Characterization of Electrodeposited Nickel
Coatings From Sulphamate Electrolyte Without Additive
7/10
with large grains for deposition currents between 30 and
200 mA/cm2 [12,13]. Based on cross-section observations by
optical microscopy or SEM after chemical etching, the
texture has been associated with the formation of long
columnar grains, some of them extending across the
wholethickness of the coatings (10 to 50 m)[15,18].
Cross-section
observations of the CD50 coating by optical microscopy after
acidic etching show kinds of columns, parallel to the growth
direction, with a width of few micrometers (Fig. 7a). EBSD
and TEM observations on cross sections allow to distinguish
unambiguously the grains and to evaluate their orientations.
Theresults obtained by EBSD clearly show that these columns
are formed by grains weakly disoriented with regard to their
neighbouring, with the direction perpendicular to the
substrate surface. This microstructure, associated with a
quite
high amount of low angle grain boundaries and particularly
of
1 boundaries explains the large disagreement between the
structure size elements deduced by EBSD and SEM observationsin
these coating (Table 1). Results obtained by TEM confirm that
the largest grains (and the more numerous) are oriented with
one direction parallel to the growth direction. However, a
significant amount of grains, much smaller (
-
8/10/2019 10. Characterization of Electrodeposited Nickel
Coatings From Sulphamate Electrolyte Without Additive
8/10
coatings deposited at 1 mA/cm2). Voltammograms obtained in
the plating bath with the same stirring conditions allowed
us
to estimate the dioxygen reduction current density around
0.1 mA/cm2 and thus the contribution of this reaction could
explain the decrease of deposition efficiency. At low
current
densities, and thus low deposition rates, this reaction
could
hinderthe growthof crystallites, contributing to the
refinement
effect. Moregenerally,the adsorptionof different foreign
species
(including O, H, C, and Cl) at the cathode surface probably
prevents grain growth by avoiding surface diffusion of
adatoms
and significant amounts of these species are incorporated
into
the coatings. EBSD analyses show that, in coatings deposited
at
low current density,grainboundariesare moredefective (higher
disorientation angle and factor) with probably an increased
concentration of vacancies. Thus, the results are consistent
with a decrease of grain size when current density
decreases,
associated with the incorporation of impurities at grain
boundaries.
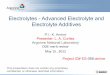
Fig. 6 TEM observations (CD50) and stereographic projections
showing the orientation of different grains in a random
oriented region. The table gives the grainpopulation in terms of
angle between the coatingnormal surface and the (hkl) plane.
Table 3 Impurity content in weight ppm for coatingsdeposited at
different current densities. For the values initalics, the
quantification was not possible as thereference samples contained a
much lower amount ofthese impurities.
H C O S Cl Fe Co Cu Mo
CD50 1 5 25
-
8/10/2019 10. Characterization of Electrodeposited Nickel
Coatings From Sulphamate Electrolyte Without Additive
9/10
5. Conclusion
Although extensive experimental works have been pub-
lished concerning characterization of nickel electrodepos-
ited coatings, a study combining composition analyses and
multi-scale microstructural characterization is missing. In
sulphamate bath without additive, microstructure modifica-
tions are linked with the incorporation of impurities and
particularly light atomic elements whose content largely
depends on electrodeposition conditions. Deposits obtained
at current densities above 20 mA/cm2 show a strong
texture along the growth direction but are characterized by
different structural heterogeneities which can be evidenced
by using complementary observation tools. TEM and EBSD
observations offer the opportunity to distinguish the
differ-
ent microstructural scales and to better understand the
microstructure of coatings. As the current density
decreases,
grain refinement and texture modifications are observed
which are associated with more defective grain boundaries
and higher contamination. Both light elements and substi-
tution impurities are incorporated when grain size
decreases, which can affect mechanical properties and
corrosion resistance. So, chemical contamination of electro-
deposited coatings must be carefully evaluated before
discussing the influence of their microstructure on
properties.
Acknowledgement
Thanks are due to the Agence Nationale de la Recherche (GIP
ANR Program no. ANR-06JCJC-0023-01) for the financial
support.
R E F E R E N C E S
[1] Qin L, Xu J, Lian J, Jiang Z, Jiang Q. Surf Coat Technol
2008;203:
1427.[2] Qu NS, Zhu D, Chan KC, Lei WN. Surf Coat Technol
2003;168:
1238.[3] Rashidi AM, Amadeh A. Surf Coat Technol
2008;202:37726.[4] Kim SH, Erb U, Aust KT, Gonzalez F, Palumbo G.
Plat Surf
Finish 2004;91:6870.[5] Miyamoto H, Harada K, Mimaki T,
Vinogradov A, Hashimoto
S. Corros Sci 2008;50:121520.[6] Mishra R, Balasubramaniam R.
Corros Sci 2004;46:3019 29.[7] Roy I, Yang HW, Dinh L, Lund I,
Earthman JC, Mohamed FA.
Scr Mater 2008;59:3058.[8] El Sherik AM, Erb U, Page J. Surf
Coat Technol 1996;88:
708.[9] Ebrahimi F, Ahmed Z. J Appl Electrochem
2003;33:7339.
[10] Wang YM, Cheng S, Wei QW, Ma E, Nieh TG, Hamza A. Scr
Mater 2004;51:10238.[11] Thiele E, Klemm R, Hollang L, Holste C,
Schell N, Natter H,
et al. Mater Sci Eng A 2005;390:4251.[12] Rasmussen AA, Moller
P, Somers MAJ. Surf Coat Technol
2006;200:603746.[13] Zhao H, Liu L, Zhu J, Tang Y, Hu W. Mater
Lett 2007;61:
16058.[14] Xuetao Y, Yu W, Dongbai S, Hongying Y. Surf Coat
Technol
2008;202:1895903.[15] Banovic SW, Barmak K, Marder AR. J Mater
Sci 1998;33:
63945.[16] Kelly JJ, Goods SH, Talin AA. Electrochem Soc Proc
2004;17:
43247.[17] Baudrand D. Met Finish 1996;94:158.[18] Marquis EA,
Talin AA, Kelly JJ, Goods SH, Michael JR. J Appl
Electrochem 2006;36:66976.[19] Sahal M, Creus J, Sabot R,
Feaugas X. Acta Mater 2006;54:
215767.[20] Reimann K, Wrschum R. J Appl Phys
1997;81:718692.[21] pdf database EBSD, OIMDC Manual, Copyright
19972006,
EDAX-TSL.[22] Fritz T, Cho HS, Hemker KJ, Mokwa W, Schnakenberg
U.
Microsyst Technol 2003;9:8791.[23] Ebrahimi F, Bourne DG, Kelly
MS, Matthews TE. Nanostruct
Mater 1999;11:34350.[24] Lin CS, Hsu PC, Chang L, Chen CH. J
Appl Electrochem 2001;31:
92533.[25] Dalla Torre FH, Gazder A, Gu CF, Davies CHJ, Pereloma
EV.
Metall Mater Trans A 2003;38:108095.[26] Palumbo G, Aust KT,
Lehockey EM, Erb U, Lin P. Scr Mater
1998;38:168590.
Fig. 7 a) Cross-section view of the coating CD50 obtained by
optical microscopy after chemical etching, and b)
cross-sectionview of the coating CD5 obtained by SEM after
chemical
etching.
172 M A T E R I A L S C H A R A C T E R I Z A T I O N 6 2 ( 2 0
1 1 ) 1 6 4 1 7 3
http://localhost/var/www/apps/conversion/tmp/scratch_2/image%20of%20Fig.%E0%B7%80
-
8/10/2019 10. Characterization of Electrodeposited Nickel
Coatings From Sulphamate Electrolyte Without Additive
10/10
[27] Godon A, Creus J, Cohendoz S, Conforto E, Feaugas X,
GiraultP, Savall C. Scr Mater 2010;62:4036.
[28] Fischer H. Electrod Surf Treat 1972/73;1:31934.[29] Winand
R. Electrochim Acta 1994;39:1091105.
[30] Amblard J, Epelboin I, Froment M, Maurin G. J
ApplElectrochem 1979;9:23342.
[31] Natter H, Schmelzer M, Hempelmann R. Mater Res
Soc1998;13:118697.
173M A T E R I A L S C H A R A C T E R I Z A T I O N 6 2 ( 2 0 1
1 ) 1 6 4 1 7 3