Embed Size (px)
Citation preview
МАШИНЕ АЛАТКЕ И РОБОТИ НОВЕ ГЕНЕРАЦИЈЕ. Део први: МАШИНЕ АЛАТКЕ НОВЕ ГЕНЕРАЦИЈЕ. Рукописи.
Универзитет у Београду Машински факултет Катедра за производно машинствоПредмет: Машине алатке и
Шифра предмета: ПРО220Н007-0331.0000 Статус предмета: Изборни, 2.5.5 http://cent.mas.bg.ac.rs/nastava/ma_bsc/indexnma.htm Професор: Милош Главоњић
роботи нове генерације. Део први: Машине алатке нове генерације.
HA10.1 NМА7 ОБРАДНИ СИСТЕМИ ВИСОКЕ ТАЧНОСТИ АН-10 Машине алатке високе тачности. Ова тема припада целини NМА7. Подршка за ову тему су: • Трећа аудиторна вежба: ПА-3 Калибрација машина и компензације у обрадном систему. • Разрада теме АН-10 на примерима калибрације машина, АР-4. • Разрада теме АН-10 на примерима компензација у обрадном систему, АР-5. • Трећи тест, ЗТ-4: за теме АН-7, АН-8, АН-9 и АН-10. • Овај писани материјал, који је припремљен тачно за ову тему, ha10nma.pdf. • Допунски материјал, који је расположив на сајту предмета, SP10.1. • Самостално прибављена литература. Елементи ове теме су: (1)Анализа и избор критеријума за високу тачност машина алатки и класификација машина алатки високе тачности. (2)Примери оваквих машина и њихове примене. (3)Анализа фактора који омогућавају високу тачност машина алатки и примери опреме за њихову реализације. (4)Анализа активних и специфичних носећих структура, геометријских еталона на машинама алаткама и специфичних материјала. (5)Увођење и тумачење појмова калибрације машина алатки и надзора и компензације грешака у обрадном систему. (6)Успостављање примера процедуре за мерење и компензацију грешака: постављање поједностављеног геометријског и кинематичког модела машине, експериментална идентификација параметара модела грешке и комплетирање модела грешке за имплементацију у алгоритам компензације. Илустрација компензације даје се на примеру компензације термичких и геометријских помераја машине алатке. HA10.1.0 ПРЕДГОВОР У класичном учењу о машинама алаткама као мере квалитета постављани су: тачност, производност и екеономичност. Овде сe говори о машинама алаткама високе тачности. Такве ваља да буду и машине опште намене, а свакако машине алатке којима је висока тачност својствена бар због једног од ових разлога:
Смањивање габарита приликом покривања домена мезо и микро машина алатки. Покривање домена мезо и микро обрађених делова помоћу машина алатки макро
габарита, када нису расположиве машине претходне групе. Покривање домена делова високе тачности и макро габарита итд.
Неке од таквих машина су: ултрапрецизни стругови за обраду дијамантом, глодалице и брусилице за обраду метала, стакла итд. Од ових машина најинтересантније су машине из прве од ове три групе: мале машине високе тачности. Има их у малом броју примерака, а обично их користе произвођачи оптичких и електронских компонената, или су у неким лабораторијама. Међутим, машине из треће групе, па и машине из друге, предмет су ове теме, јер се она односи на обраду високог квалитета у макро домену. У њима су уграђене компоненте највишег домета у машинству и у управљању. То је потребно када од метала треба направити, на пример, огледало. Тако, ако треба направити од алуминијума сферно огледало око ø80, R200, стругањем алатом са кристалом дијаманта, онда је режим завршне обраде приближан овом: број обрта вретена-обратка је oкo 2000 min-1, контурна брзина око 7.5mm/min, дубина резања око 2μm, полупречник врха алата је 0.75mm, a грудни угао 0º итд. Остварена храпавост је Ra=0.658 nm. Машине алатке високе тачности обично имају уграђену неку компензацију очекиваних грешака, са алгоритмом заснованом на неком моделу грешака, са или без претходне калибрације, са или без мерног еталона у својој мерној петљи итд. Овај подсетник садржи само главне поруке о машинама алаткама високе тачности зато што се на расположивом простору овог подсетника и у расположивом времену за разраду ове теме и не може рећи више од тога. У вези са тим овде ће бити постављене и кроз разраду обрађене ове три теме: 1) Активне носеће структуре машина алатки, као одговор на питање број 13. 2) Еталони и примери кимпензација у обрадном систему, као одговор на питање број 14 и 3) Примери машина алатки високе тачности, као одговор питање број 15 за усмени. Бирањем ове теме и за семинарски рад садржај јој може бити и проширен.
Програм
ске целине
за лакш
е дефинисањ
е програма предмета ПРО
220Н
007-
0331
.000
0 Маш
ине алатке
и роботи нове
генерације
, део
први
: Маш
ине алатке
нове генерације
: NM
A1 Сага о маш
инам
а алаткама и технолош
ким
системим
а нове
генерације
; NМА
2 Реконфигурабилне
маш
ине алатке
и технолошки
системи;
NM
A3 Бр
зоходни обрадни систем
и; N
MA
4 Обрадни
системи за
агилне
технологије;
NM
A5 Обрадни
системи за
виш
еосну обраду
; N
MA
6 Маш
ине алатке
за микротехнологије;
NM
A7 Обр
адни
системи
високе
тачно
сти;
NM
A8
Маш
ине алатке
са паралелном
кинем
атиком
; NM
A9
Ресурси
за развој
маш
ина алатки
. Студенту ће
на крају овог
курса
ост
ати ст
ечено знањ
е и елаборат
са подсет
ником
шта је
још
могао
научити.
Овај документ је компактан и намењен је за школске потребе. Његово тумачење ваља почети тек када се има довољно времена. Најбоље је то чинити уз помоћ инструктора и у целом окружењу припремљеном за предмет Машине алатке.
У Београду, маја 2011. године
Пратећи писани материјал за АН-10: ha10nma. Страна 1. Укупно страна 8.
МАШИНЕ АЛАТКЕ И РОБОТИ НОВЕ ГЕНЕРАЦИЈЕ. Део први: МАШИНЕ АЛАТКЕ НОВЕ ГЕНЕРАЦИЈЕ. Рукописи.
HA10.1.1 О МАШИНАМА АЛАТКАМА ВИСОКЕ ТАЧНОСТИ Аутоматизација у производном машинству може се описно дефинисати као одвијање неке технологије без учешћа човека у томе [1]. Ако су сада машине алатке по правилу нумерички управљане, онда се оне могу посматрати као аутомати, када се покрену по неком програму после адекватне припреме. И машине алатке високе тачности имају своју доминантну групу са нумеричким управљањем. То би формално значило и да своју високу тачност стварују без директног учешћа човека у њиховом раду. Отуда је изведен и један парадокс о наводно неочекиваној несавршености техничких система (па и машина алатки високе тачности): раде по (савршеним) природним законима и не смета им човек својим присуством, а као аутомати ипак не показују савршенство у свом раду [2]. Тако се и за машине алатке високе тачности отворио специфичан домен њиховог развоја и то више него за друге техничке системе, па и друге машине алатке. За такав рад су потребне и опремљене лабораторије[2]: да имају искусне и специјализоване сараднике [3], благонаклоно руководство, добру мерну опрему, сврсисходне и обећавајуће циљеве, непрекидност у раду, стрпљење и неку врсту филозофије која лабораторију и њене сараднике може водити и када пословање има и када нема проблема и/или дилема. Једна од тих филозофија је заснована на детерминизму, друга на вероватноћи[1].
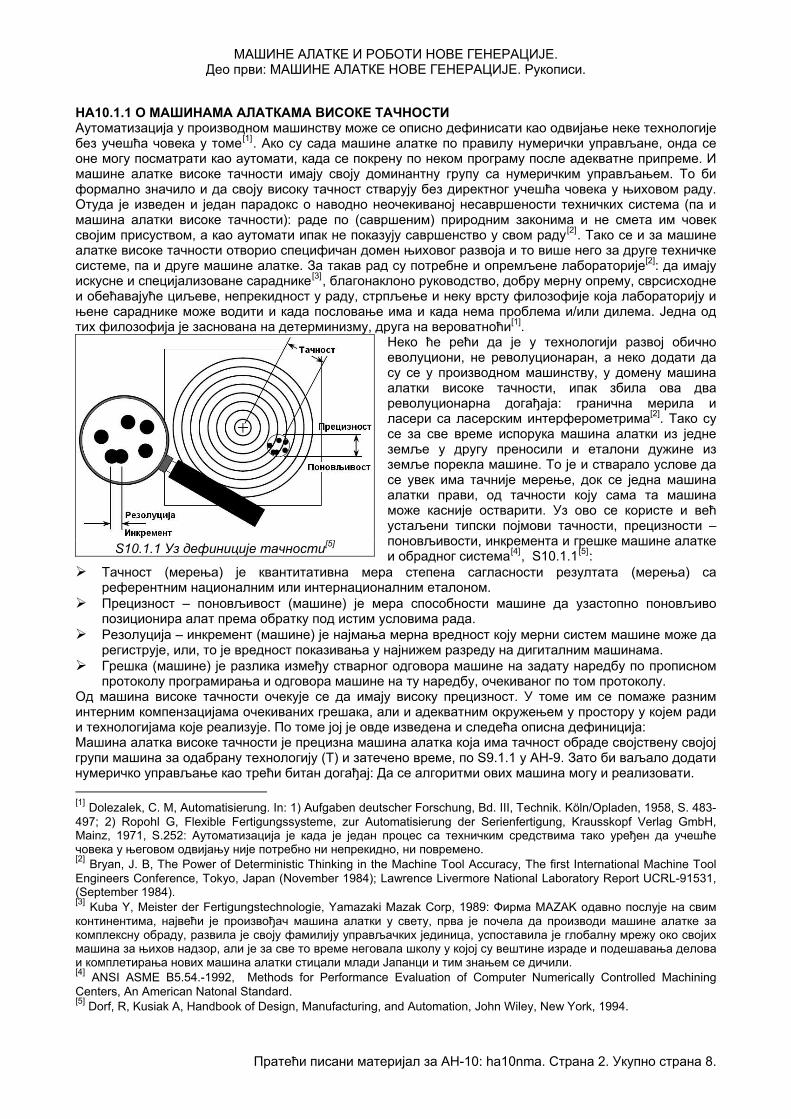
Неко ће рећи да је у технологији развој обично еволуциони, не револуционаран, а неко додати да су се у производном машинству, у домену машина алатки високе тачности, ипак збила ова два револуционарна догађаја: гранична мерила и ласери са ласерским интерферометрима[2]. Тако су се за све време испорука машина алатки из једне земље у другу преносили и еталони дужине из земље порекла машине. То је и стварало услове да се увек има тачније мерење, док се једна машина алатки прави, од тачности коју сама та машина може касније остварити. Уз ово се користе и већ устаљени типски појмови тачности, прецизности – поновљивости, инкремента и грешке машине алатке и обрадног система[4], S10.1.1[5]: S10.1.1 Уз дефиниције тачности[5]
Тачност (мерења) је квантитативна мера степена сагласности резултата (мерења) са референтним националним или интернационалним еталоном.
Прецизност – поновљивост (машине) је мера способности машине да узастопно поновљиво позиционира алат према обратку под истим условима рада.
Резолуција – инкремент (машине) је најмања мерна вредност коју мерни систем машине може да региструје, или, то је вредност показивања у најнижем разреду на дигиталним машинама.
Грешка (машине) је разлика између стварног одговора машине на задату наредбу по прописном протоколу програмирања и одговора машине на ту наредбу, очекиваног по том протоколу.
Од машина високе тачности очекује се да имају високу прецизност. У томе им се помаже разним интерним компензацијама очекиваних грешака, али и адекватним окружењем у простору у којем ради и технологијама које реализује. По томе јој је овде изведена и следећа описна дефиниција: Машина алатка високе тачности је прецизна машина алатка која има тачност обраде својствену својој групи машина за одабрану технологију (Т) и затечено време, по S9.1.1 у АН-9. Зато би ваљало додати нумеричко управљање као трећи битан догађај: Да се алгоритми ових машина могу и реализовати. [1] Dolezalek, C. M, Automatisierung. In: 1) Aufgaben deutscher Forschung, Bd. III, Technik. Köln/Opladen, 1958, S. 483-497; 2) Ropohl G, Flexible Fertigungssysteme, zur Automatisierung der Serienfertigung, Krausskopf Verlag GmbH, Mainz, 1971, S.252: Аутоматизација је када је jeдан процес са техничким средствима тако уређен да учешће човека у његовом одвијању није потребно ни непрекидно, ни повремено. [2] Bryan, J. B, The Power of Deterministic Thinking in the Machine Tool Accuracy, The first International Machine Tool Engineers Conference, Tokyo, Japan (November 1984); Lawrence Livermore National Laboratory Report UCRL-91531, (September 1984). [3] Kuba Y, Meister der Fertigungstechnologie, Yamazaki Mazak Corp, 1989: Фирма МАZAK одавно послује на свим континентима, највећи је произвођач машина алатки у свету, прва је почела да производи машине алатке за комплексну обраду, развила је своју фамилију управљачких јединица, успоставила је глобалну мрежу око својих машина за њихов надзор, али је за све то време неговала школу у којој су вештине израде и подешавања делова и комплетирања нових машина алатки стицали млади Јапанци и тим знањем се дичили. [4] ANSI ASME B5.54.-1992, Methods for Performance Evaluation of Computer Numerically Controlled Machining Centers, An American Natonal Standard. [5] Dorf, R, Kusiak A, Handbook of Design, Manufacturing, and Automation, John Wiley, New York, 1994.
Пратећи писани материјал за АН-10: ha10nma. Страна 2. Укупно страна 8.
МАШИНЕ АЛАТКЕ И РОБОТИ НОВЕ ГЕНЕРАЦИЈЕ. Део први: МАШИНЕ АЛАТКЕ НОВЕ ГЕНЕРАЦИЈЕ. Рукописи.
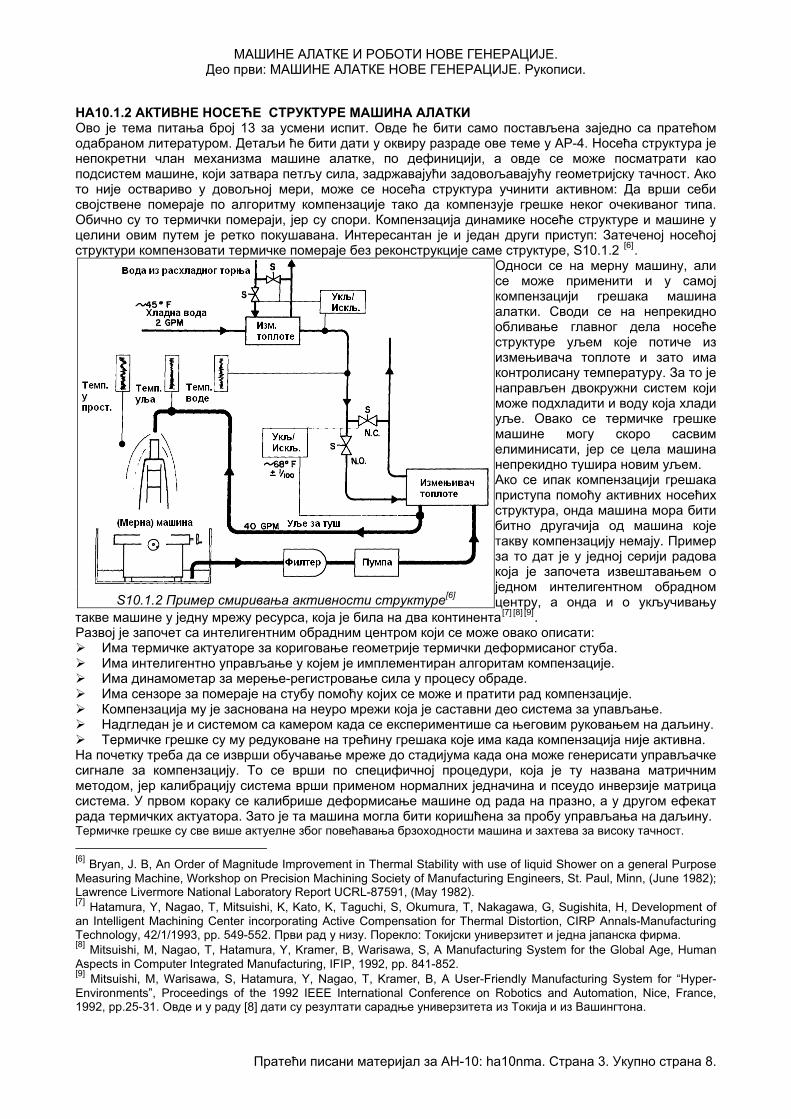
HA10.1.2 АКТИВНЕ НОСЕЋЕ СТРУКТУРЕ МАШИНА АЛАТКИ Ово је тема питања број 13 за усмени испит. Овде ће бити само постављена заједно са пратећом одабраном литературом. Детаљи ће бити дати у оквиру разраде ове теме у АР-4. Носећа структура је непокретни члан механизма машине алатке, по дефиницији, а овде се може посматрати као подсистем машине, који затвара петљу сила, задржавајући задовољавајућу геометријску тачност. Ако то није оствариво у довољној мери, може се носећа структура учинити активном: Да врши себи својствене помераје по алгоритму компензације тако да компензује грешке неког очекиваног типа. Обично су то термички помераји, јер су спори. Компензација динамике носеће структуре и машине у целини овим путем је ретко покушавана. Интересантан је и један други приступ: Затеченој носећој структури компензовати термичке помераје без реконструкције саме структуре, S10.1.2 [6].
Односи се на мерну машину, али се може применити и у самој компензацији грешака машина алатки. Своди се на непрекидно обливање главног дела носеће структуре уљем које потиче из измењивача топлоте и зато има контролисану температуру. За то је направљен двокружни систем који може подхладити и воду која хлади уље. Овако се термичке грешке машине могу скоро сасвим елиминисати, јер се цела машина непрекидно тушира новим уљем. Ако се ипак компензацији грешака приступа помоћу активних носећих структура, онда машина мора бити битно другачија од машина које такву компензацију немају. Пример за то дат је у једној серији радова која је започета извештавањем о једном интелигентном обрадном центру, а онда и о укључивању
такве машине у једну мрежу ресурса, која је била на два континента [7] [8] [9]. S10.1.2 Пример смиривања активности структуре[6]
Развој је започет са интелигентним обрадним центром који се може овако описати: Има термичке актуаторе за кориговање геометрије термички деформисаног стуба. Има интелигентно управљање у којем је имплементиран алгоритам компензације. Има динамометар за мерење-регистровање сила у процесу обраде. Има сензоре за помераје на стубу помоћу којих се може и пратити рад компензације. Компензација му је заснована на неуро мрежи која је саставни део система за упављање. Надгледан је и системом са камером када се експериментише са његовим руковањем на даљину. Термичке грешке су му редуковане на трећину грешака које има када компензација није активна.
На почетку треба да се изврши обучавање мреже до стадијума када она може генерисати управљачке сигнале за компензацију. То се врши по специфичној процедури, која је ту названа матричним методом, јер калибрацију система врши применом нормалних једначина и псеудо инверзије матрица система. У првом кораку се калибрише деформисање машине од рада на празно, а у другом ефекат рада термичких актуатора. Зато је та машина могла бити коришћена за пробу управљања на даљину. Термичке грешке су све више актуелне због повећавања брзоходности машина и захтева за високу тачност. [6] Bryan, J. B, An Order of Magnitude Improvement in Thermal Stability with use of liquid Shower on a general Purpose Measuring Machine, Workshop on Precision Machining Society of Manufacturing Engineers, St. Paul, Minn, (June 1982); Lawrence Livermore National Laboratory Report UCRL-87591, (May 1982). [7] Hatamura, Y, Nagao, T, Mitsuishi, K, Kato, K, Taguchi, S, Okumura, T, Nakagawa, G, Sugishita, H, Development of an Intelligent Machining Center incorporating Active Compensation for Thermal Distortion, CIRP Annals-Manufacturing Technology, 42/1/1993, pp. 549-552. Први рад у низу. Порекло: Токијски универзитет и једна јапанска фирма. [8] Mitsuishi, M, Nagao, T, Hatamura, Y, Kramer, B, Warisawa, S, A Manufacturing System for the Global Age, Human Aspects in Computer Integrated Manufacturing, IFIP, 1992, pp. 841-852. [9] Mitsuishi, M, Warisawa, S, Hatamura, Y, Nagao, T, Kramer, B, A User-Friendly Manufacturing System for “Hyper-Environments”, Proceedings of the 1992 IEEE International Conference on Robotics and Automation, Nice, France, 1992, pp.25-31. Овде и у раду [8] дати су резултати сарадње универзитета из Токија и из Вашингтона.
Пратећи писани материјал за АН-10: ha10nma. Страна 3. Укупно страна 8.
МАШИНЕ АЛАТКЕ И РОБОТИ НОВЕ ГЕНЕРАЦИЈЕ. Део први: МАШИНЕ АЛАТКЕ НОВЕ ГЕНЕРАЦИЈЕ. Рукописи.
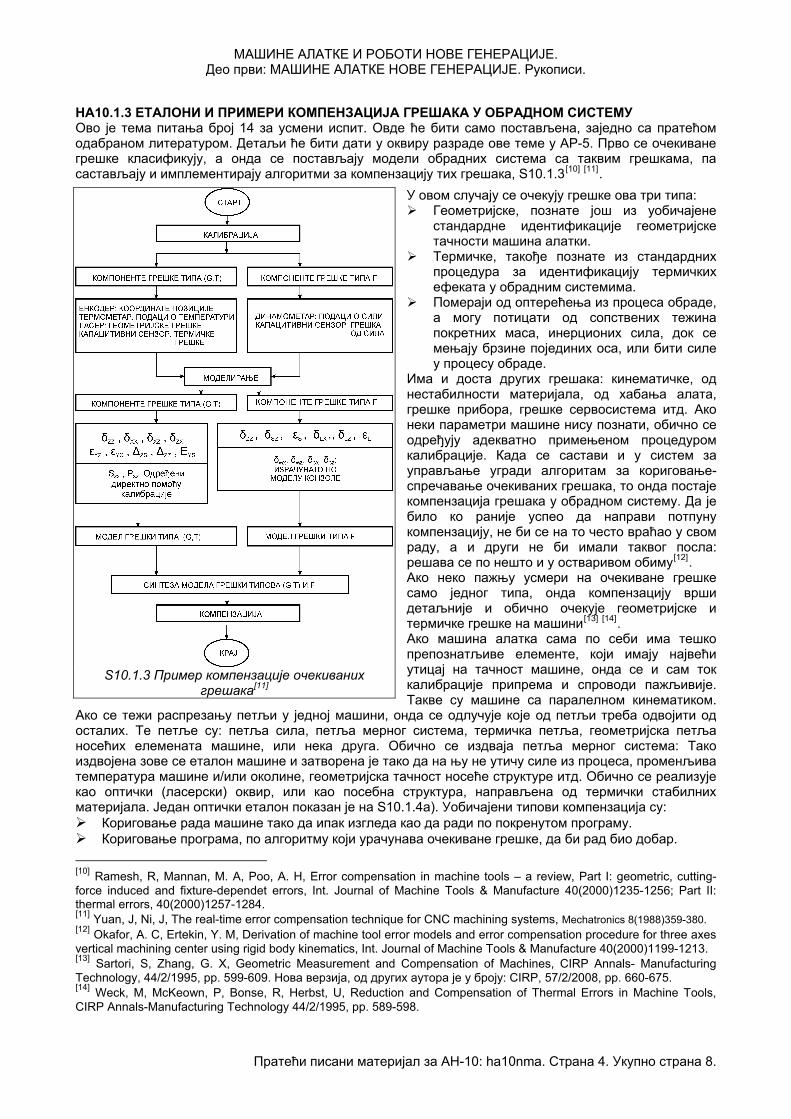
HA10.1.3 ЕТАЛОНИ И ПРИМЕРИ КОМПЕНЗАЦИЈА ГРЕШАКА У ОБРАДНОМ СИСТЕМУ Ово је тема питања број 14 за усмени испит. Овде ће бити само постављена, заједно са пратећом одабраном литературом. Детаљи ће бити дати у оквиру разраде ове теме у АР-5. Прво се очекиване грешке класификују, а онда се постављају модели обрадних система са таквим грешкама, па састављају и имплементирају алгоритми за компензацију тих грешака, S10.1.3[10] [11].
У овом случају се очекују грешке ова три типа: Геометријске, познате још из уобичајене
стандардне идентификације геометријске тачности машина алатки.
Термичке, такође познате из стандардних процедура за идентификацију термичких ефеката у обрадним системима.
Помераји од оптерећења из процеса обраде, а могу потицати од сопствених тежина покретних маса, инерционих сила, док се мењају брзине појединих оса, или бити силе у процесу обраде.
Има и доста других грешака: кинематичке, од нестабилности материјала, од хабања алата, грешке прибора, грешке сервосистема итд. Ако неки параметри машине нису познати, обично се одређују адекватно примењеном процедуром калибрације. Када се састави и у систем за управљање угради алгоритам за кориговање-спречавање очекиваних грешака, то онда постаје компензација грешака у обрадном систему. Да је било ко раније успео да направи потпуну компензацију, не би се на то често враћао у свом раду, а и други не би имали таквог посла: решава се по нешто и у остваривом обиму[12]. Ако неко пажњу усмери на очекиване грешке само једног типа, онда компензацију врши детаљније и обично очекује геометријске и термичке грешке на машини[13] [14]. Ако машина алатка сама по себи има тешко препознатљиве елементе, који имају највећи утицај на тачност машине, онда се и сам ток калибрације припрема и спроводи пажљивије. Такве су машине са паралелном кинематиком.
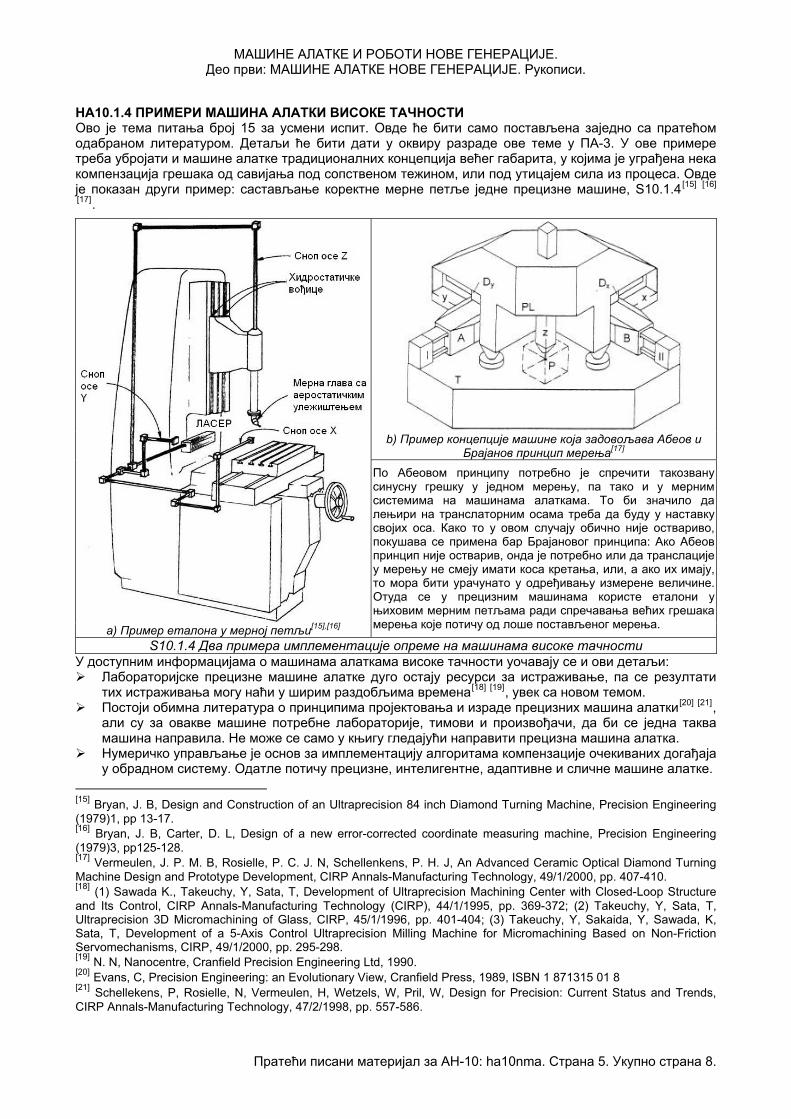
Ако се тежи распрезању петљи у једној машини, онда се одлучује које од петљи треба одвојити од осталих. Те петље су: петља сила, петља мерног система, термичка петља, геометријска петља носећих елемената машине, или нека друга. Обично се издваја петља мерног система: Тако издвојена зове се еталон машине и затворена је тако да на њу не утичу силе из процеса, променљива температура машине и/или околине, геометријска тачност носеће структуре итд. Обично се реализује као оптички (ласерски) оквир, или као посебна структура, направљена од термички стабилних материјала. Један оптички еталон показан је на S10.1.4а). Уобичајени типови компензација су:
S10.1.3 Пример компензације очекиваних грешака[11]
Кориговање рада машине тако да ипак изгледа као да ради по покренутом програму. Кориговање програма, по алгоритму који урачунава очекиване грешке, да би рад био добар.
[10] Ramesh, R, Mannan, М. А, Poo, А. Н, Error compensation in machine tools – a review, Part I: geometric, cutting-force induced and fixture-dependet errors, Int. Jоurnal of Machine Tools & Manufacture 40(2000)1235-1256; Part II: thermal errors, 40(2000)1257-1284. [11] Yuan, J, Ni, J, The real-time error compensation technique for CNC machining systems, Mechatronics 8(1988)359-380. [12] Okafor, A. C, Ertekin, Y. M, Derivation of machine tool error models and error compensation procedure for three axes vertical machining center using rigid body kinematics, Int. Journal of Machine Tools & Manufacture 40(2000)1199-1213. [13] Sartori, S, Zhang, G. X, Geometric Measurement and Compensation of Machines, CIRP Annals- Manufacturing Technology, 44/2/1995, pp. 599-609. Нова верзија, од других аутора је у броју: CIRP, 57/2/2008, pp. 660-675. [14] Weck, M, McKeown, P, Bonse, R, Herbst, U, Reduction and Compensation of Thermal Errors in Machine Tools, CIRP Annals-Manufacturing Technology 44/2/1995, pp. 589-598.
Пратећи писани материјал за АН-10: ha10nma. Страна 4. Укупно страна 8.
МАШИНЕ АЛАТКЕ И РОБОТИ НОВЕ ГЕНЕРАЦИЈЕ. Део први: МАШИНЕ АЛАТКЕ НОВЕ ГЕНЕРАЦИЈЕ. Рукописи.
HA10.1.4 ПРИМЕРИ МАШИНА АЛАТКИ ВИСОКЕ ТАЧНОСТИ Ово је тема питања број 15 за усмени испит. Овде ће бити само постављена заједно са пратећом одабраном литературом. Детаљи ће бити дати у оквиру разраде ове теме у ПА-3. У ове примере треба убројати и машине алатке традиционалних концепција већег габарита, у којима је уграђена нека компензација грешака од савијања под сопственом тежином, или под утицајем сила из процеса. Овде је показан други пример: састављање коректне мерне петље једне прецизне машине, S10.1.4[15] [16]
[17].
b) Пример ко ава Абеов и нцепције машине која задовољ
Брајанов принцип мерења[17]
a) Прим
у е
грешака а. ер еталона у мерној петљи[15],[16] мерења које потичу од лоше постављеног мерењ
По Абеовом принципу потребно је спречити такозвану синусну грешку у једном мерењу, па тако и у мерним системима на машинама алаткама. То би значило да лењири на транслаторним осама треба да буду у наставку својих оса. Како то у овом случају обично није оствариво, покушава се примена бар Брајановог принципа: Ако Абеов принцип није остварив, онда је потребно или да транслације у мерењу не смеју имати коса кретања, или, а ако их имају, то мора бити рачунато у одређивању измерен величине.Отуда се у прецизним машинама користе еталони у њиховим мерним петљама ради спречавања већих
S10.1.4 Два примера имплементације опреме на машинама високе тачности У доступним информацијама о машинама алаткама високе тачности уочавају се и ови детаљи:
Лабораторијске прецизне машине алатке дуго остају ресурси за истраживање, па се резултати
тих истраживања могу наћи у ширим раздобљима времена[18] [19], увек са новом темом. Постоји обимна литература о принципима пројектовања и израде прецизних машина алатки [20] [21],
али су за овакве машине потребне лабораторије, тимови и произвођачи, да би се једна таквамашина направила. Не може се само у књигу гледајући направити прецизна машина алатка.
Нумеричко управљање је основ за имплементацију алгоритама компензације очекиваних догађаја у обрадном систему. Одатле потичу прецизне, интелигентне, адаптивне и сличне машине алатке.
[15] Bryan, J. B, Design and Construction of an Ultraprecision 84 inch Diamond Turning Machine, Precision Engineering (1979)1, pp 13-17. [16] Bryan, J. B, Carter, D. L, Design of a new error-corrected coordinate measuring machine, Precision Engineering (1979)3, pp125-128. [17] Vermeulen, J. P. M. B, Rosielle, P. C. J. N, Schellenkens, P. H. J, An Advanced Ceramic Optical Diamond Turning Machine Design and Prototype Development, CIRP Annals-Manufacturing Technology, 49/1/2000, pp. 407-410. [18] (1) Sawada K., Takeuchy, Y, Sata, T, Development of Ultraprecision Machining Center with Closed-Loop Structure and Its Control, CIRP Annals-Manufacturing Technology (CIRP), 44/1/1995, pp. 369-372; (2) Takeuchy, Y, Sata, T, Ultraprecision 3D Micromachining of Glass, CIRP, 45/1/1996, pp. 401-404; (3) Takeuchy, Y, Sakaida, Y, Sawada, K, Sata, T, Development of a 5-Axis Control Ultraprecision Milling Machine for Micromachining Based on Non-Friction Servomechanisms, CIRP, 49/1/2000, pp. 295-298. [19] N. N, Nanocentre, Cranfield Precision Engineering Ltd, 1990. [20] Evans, C, Precision Engineering: an Evolutionary View, Cranfield Press, 1989, ISBN 1 871315 01 8 [21] Schellekens, P, Rosielle, N, Vermeulen, H, Wetzels, W, Pril, W, Design for Precision: Current Status and Trends, CIRP Annals-Manufacturing Technology, 47/2/1998, pp. 557-586.
Пратећи писани материјал за АН-10: ha10nma. Страна 5. Укупно страна 8.
МАШИНЕ АЛАТКЕ И РОБОТИ НОВЕ ГЕНЕРАЦИЈЕ. Део први: МАШИНЕ АЛАТКЕ НОВЕ ГЕНЕРАЦИЈЕ. Рукописи.
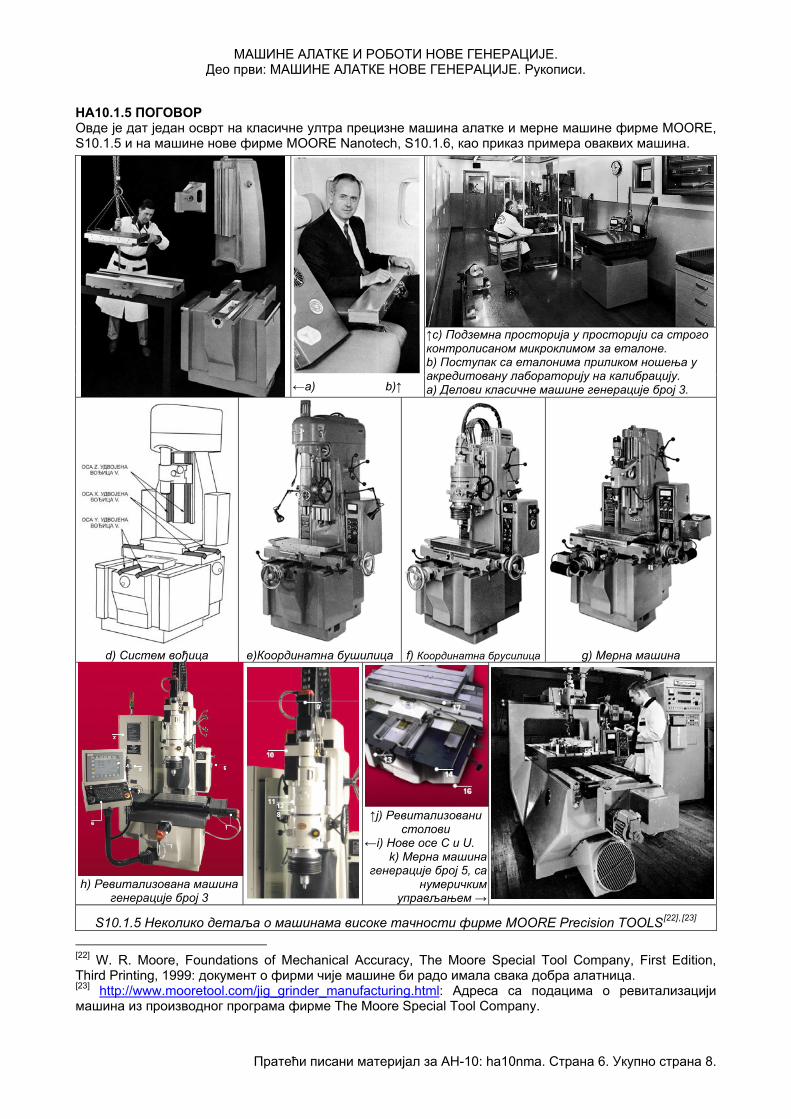
HA10.1.5 ПОГОВОР Овде је дат један осврт на класичне ултра прецизне машина алатке и мерне машине фирме MOORE, S10.1.5 и на машине нове фирме MOORE Nanotech, S10.1.6, као приказ примера оваквих машина.
←а) b)↑
↑c) Подземна просторија у просторији са строго контролисаном микроклимом за еталоне. b) Поступак са еталонима приликом ношења у акредитовану лабораторију на калибрацију. а) Делови класичне машине генерације број 3.
d) Систем вођица e)Координатна бушилица f) Координатна брусилица g) Мерна машина
h) Ревитализована машина генерације број 3
↑j) Ревитализовани столови
←i) Новe осe C и U. k) Мерна машина
генерације број 5, са нумеричким
управљањем →
S10.1.5 Неколико детаља о машинама високе тачности фирме MOORE Precision TOOLS[22],[23]
[22] W. R. Moore, Foundations of Mechanical Accuracy, The Moore Special Tool Company, First Edition, Third Printing, 1999: документ о фирми чије машине би радо имала свака добра алатница. [23] http://www.mooretool.com/jig_grinder_manufacturing.html: Адреса са подацима о ревитализацији машина из производног програма фирме The Moore Special Tool Company.
Пратећи писани материјал за АН-10: ha10nma. Страна 6. Укупно страна 8.
МАШИНЕ АЛАТКЕ И РОБОТИ НОВЕ ГЕНЕРАЦИЈЕ. Део први: МАШИНЕ АЛАТКЕ НОВЕ ГЕНЕРАЦИЈЕ. Рукописи.
На S10.1.5 показан је домет класичне технологије прецизног производног машинства (машина алатки и мерних машина, заједно са мерењем и контролом у изради машина). После тога су у овај посао ушли (и разни) инжењери и унели флексибилније технологије: калибрацију, компензацију, софтвер, сервосистеме, управљање, посебно нумеричко итд. Резултат су мерне машине и прецизне машине алатке са нумеричким управљањем, које се програмирају да раде прецизно, које се могу препрограмирати да раде прецизније и које се могу користити за прављење још прецизнијих наследника, не само производа за широку потрошњу. Ту се и ново ливење (ливење гвожђа у ливницама) замењује старим (ливење гранита у праисторији и његово дуго природно старења). Сада се ретко говори о соби са еталонима за дужине и друге мере. Говори се о редовном калибрисању мерних машина и акредитованим лабораторијама. Сада се не дорађују завојна вретена до тачности коју треба да има машина, јер их на мерним машинама обично и нема, а еталон (нека врста секундарног еталона) уграђена је у мерни и систем за управљање, који су на машини увек доступни за побољшавање. Довољно је држати контролисану микроклиму око мерне машине, па и машине алатке, а оне ће саме користити тај увек присутан еталон – мерни систем. Потребно је само прилагођавати се новим условима, да се и у њима настави свој посао, чији је пример показан на S10.1.5, да га не преузму инжењери са новијим технологијама. На тој слици може се уочити и следеће:
Сви делови структуре тих класичних машина прављени су од сивог лива, са много ручног рада, слика а). У мере тих делова преношени су еталони које је фирма стрпљиво одржавала, носећи их на рукама на калибрацију у водеће референтне лабораторије у свету, скица b) и пажљиво чувајући, скица c).
Основни елементи тих машина били су призматичне удвојене трооугаоне вођице, скица d) и завојна вретена, лепована до тачности корака равној тачности машина, чији су типови показани на скицама e), f) и g).
Даље од тога сама фирма није могла у време појаве нумеричког управљања, мерних система на бази ласерских интерферометара, мерних летви, нових типова погона, преносника и актуатора за главно и помоћна кретања итд. Фирму су купили други. Сада она производи ултрапрецизне машине нове генерације, али и ревитализује своје старе, прављене да трају и 800 година у симулираним условима експлоатације. Примери ревитализације координатне брусилице показани су на скицама h), i) и j). Ту је уграђено све што је донело ново време: нова помоћна кретања са сервоуправљањем (1), нови систем управљања на бази РС (2)[24], нови систем за туширање машине ваздухом контролисане температуре и тока (5) итд.
Да је фирма наставила по старом остала би на генерацији машина каква је показана на скици k). То је класична портална мерна машина са тадашњим нумеричким управљањем, поред које роковаоц и даље нешто пише... То је генерација број 5 класичних машина ове фирме, уједно и задња у тој генерацији.
Праве домете оваква угледна фирма у класичним технологијама сада достиже на адекватнији начин: променом стила пословања. Основала је још једну фирму. Та фирма користи компоненте афирмисаних произвођача [25],[26], [27]..., а сама конципира, пројектује и прави ултрапрецизне машине користећи и те компоненте, не правећи све сама [28]! Једна група тих машина су ултрапрецизни стругови, велики и мали, S10.1.6:
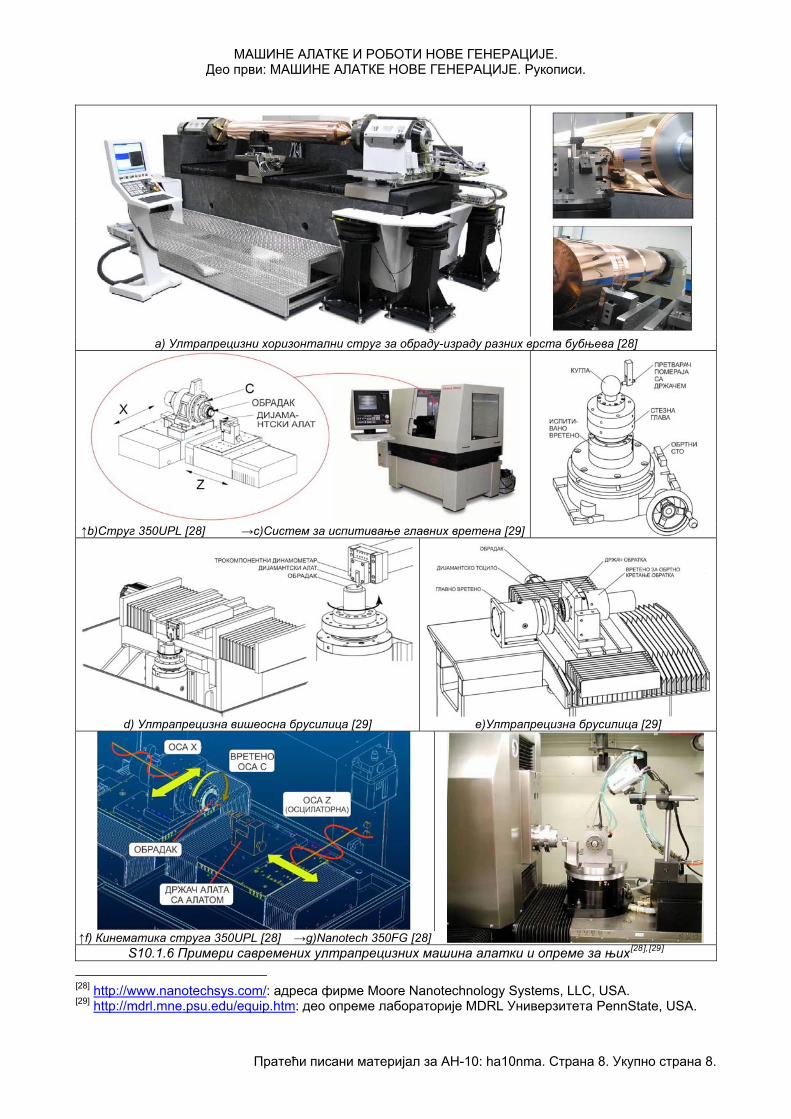
Велики су стругови за фину и тачну обраду разних бубњева, хоризонтални, слика a) и вертикални. Има хидростатичка вретена, хидростатичке вођице, нумеричко управљање са ултрапрецизним позиционирањем, транслаторне сервомоторе, додатну брзу осу за обраду овалних делова, активне ослонце итд.
Пример малог струга је показан на слици b). Има аеростатичко главно вретено, укрштене осе Х и Z на гранитном постољу, осу С са фином регулацијом итд. Обрада се врши дијамантским алатом.
Фирма има кооперацију са универзитетом PennState за испитивање ултрапрецизних машина и за развој нових технологија са њима, слике c), d) и e).
У изради делова који нису осно симетрични могуће је користити додатну брзоходну осу са малим ходом, или упарити осе Z и C тако да се узајамно прате довољном брзином и довољно тачно, слика f).
У понуди је и петоосна комплексна машина за ултрапрецизно брушење, слика g). Типично за овакве машине је [28]: Постоље од гранита, или од полимерног бетона, за ниско тежиште, добро пригушење, термичку стабилност... Хидростатичке вођице, за миран рад, високо пригушење, термичку стабилизацију оса... Оптимално постављени активни ваздушни подметачи, за добру изолацију и сигуран рад сервоситема. Хидростатичка, или аеростатичка вретена, према врсти машине, за добро пригушење, мирноћу рада,
правилност кретања, геометријску тачност, избегавање хабања, високу крутост... Транслаторни мотори, за велике брзине позиционирања, миран рад, избегавање хабања, фине мале ходове. Брзо нумеричко управљање на бази РС, за умрежавање, рад са дугим програмима, рад са туђим
програмима, подршку модерним погонима и мерним системима у достизању потребног квалитета обраде... Фини мерни системи, за нанометарско инкрементално померање оса, високу тачност обраде... Мерење обрађеног дела на машини, за компензацију грешака обраде до њихове скоро потпуне елиминације. Термичка стабилизација обрадног система помоћу адекватне кабине, туширања машине добро
припремљеним ваздухом, активна термичка стабилизација мотора, вретена и других покретних елемената... Ову су неки од елемената за дискусију вештине прављења и коришћења ултрапрецизних машина алатки.
[24] http://www.fanucfa.com/us-en/Products: Позната фирма FANUC, њена наноинтерполација и други домети. [25] http://www.deltatau.com/common/products: фирма Delta Тau, за систем за управљање и за погоне. [26] http://www.zygo.com/: фирма Zygo, за ласерску опрему, за мерења дужина и храпавости површи. [27] http://www.airbearings.com/airbearings: фирма Professional Instruments, за аеростатичка главна вретена...
Пратећи писани материјал за АН-10: ha10nma. Страна 7. Укупно страна 8.
МАШИНЕ АЛАТКЕ И РОБОТИ НОВЕ ГЕНЕРАЦИЈЕ. Део први: МАШИНЕ АЛАТКЕ НОВЕ ГЕНЕРАЦИЈЕ. Рукописи.
a) Ултрапрецизни хоризонтални струг за обраду-израду разних врста бубњева [28]
↑b)Струг 350UPL [28] →c)Систем за испитивање главних вретена [29]
d) Ултрапрецизна вишеосна брусилица [29] e)Ултрапрецизна брусилица [29]
↑f) Кинематика струга 350UPL [28] →g)Nanotech 350FG [28]
S10.1.6 Примери савремених ултрапрецизних машина алатки и опреме за њих[28],[29]
[28] http://www.nanotechsys.com/: адреса фирме Moore Nanotechnology Systems, LLC, USA. [29] http://mdrl.mne.psu.edu/equip.htm: део опреме лабораторије MDRL Универзитета PennState, USA.
Пратећи писани материјал за АН-10: ha10nma. Страна 8. Укупно страна 8.















