Embed Size (px)
Citation preview

Purdue UniversityPurdue e-PubsInternational Refrigeration and Air ConditioningConference School of Mechanical Engineering
1990
Reduced CFC Refrigerant Emission By a ModifiedVapor Compression Refrigeration CycleU. MannTexas Tech University
R. LavieTechnion -Israel Institute of Technology
Follow this and additional works at: http://docs.lib.purdue.edu/iracc
This document has been made available through Purdue e-Pubs, a service of the Purdue University Libraries. Please contact [email protected] foradditional information.Complete proceedings may be acquired in print and on CD-ROM directly from the Ray W. Herrick Laboratories at https://engineering.purdue.edu/Herrick/Events/orderlit.html
Mann, U. and Lavie, R., "Reduced CFC Refrigerant Emission By a Modified Vapor Compression Refrigeration Cycle" (1990).International Refrigeration and Air Conditioning Conference. Paper 113.http://docs.lib.purdue.edu/iracc/113

REDUCED CFC REFRIGERANT EMISSION BY A MODIFIED VAPOR COMPRESSION REFRIGERATION CYCLE
Dr. Uzi Mann Department of Chemical Engineering
Texas Tech University Lubbock, TX 79409
and
Dr. Ram Lavie Faculty of Chemical Engineering
Technion-Israel Institute of Technology Haifa 32000, ISRAEL
ABSTRACT
This paper describes a modification of vapor compression cycles with a novel Heat-Mass-Exchange (HME) technique. The HME unit reduces irreversibilities by utilizing the heat generated in the compressor to pump a portion of the refrigerant. It also allows the utilization of low grade heat sources (say, at 100°C) to supply a portion of the required thermodynamic work. Calculations indicate that energy savings of 20 to 30% can be realized, thus making the use non-CFC refrigerants more economically viable.
Theoretical and technical considerations of HME-enhanced vapor compression cycle are discussed and two specific examples are provided.
INTRODUCTION
Recent environmental regulations (Montreal Protocols) restricting the use of some commonly-used CFC refrigerants,. have created an interest in developing new refrigeration technologies. A technological assessment of potential solutions to the CFC restrictions (1] suggests that there is no satisfactory near-term solution to the CFC replacement problem and accentuates the need to develop new, advanced refrigeration systems. One potential approach is to modify existing vapor compression cycles to improve their performance. While this approach may not address the problem directly, it may facilitate the use of some non-CFC refrigerants without incurring a severe economic penalty. The purpose of this paper is to present such an approach and to examine its potential benefits and methods of implementation.
This paper describes a modification of conventional vapor compression cycle by incorporating a novel Heat-Mass Exchange (HME) _ unit into the refrigeration cycle (Figure 1). · The HME technique [2,3,4,5) combines sorption/desorption with simultaneous heat transfer. It is based on the observations that under certain conditions, a hot concentrated stream can regenerate a saturated. sorbent and that it is possible to absorb a significant amount of solute from a cold stream fed into an initially-hot sorbent. The technique was originally developed as a method to reduce the cost of separation in some specific applications (e.g., ammonia synthesis loop) and has been successfully demonstrated in a smallscale industrial plant. Under certain conditions, the HME unit can enhance the performanc; of vapor compression cycles by reducing thermodynamic irreversibilities. It also can . enable ~he utilization of an external low-grade heat source to dr~ve a port~on of the refrigeration.
Calculations of various cycle modifications have indicated that energy savings of 5% are achievable by increased efficiency. The use of external low-grade heat sources may further reduce the power consumption by an ~ddition~l. 15-25% without drastically affecting the cycle operat~ng cond~t~ons.
288

DESCRIPTION OF THE TECHNIQUE
To illustrate the operating principles of the technique first consider a conventional vapor compression cycle modified with an adsorption HME Unit. The HME unit consists of a pair of adsorbent beds which are periodically interchanged by means of switching valves as shown schematically in Figure· 2. The valves are operated such that at any time one bed is located at the compressor suction line while the second bed is located at the compressor discharge line. The bed on the compressor suction side adsorbs some of the low pressure (and cold) refrigerant coming from the evaporator. When the adsorbent is loaded with refrigerant, the beds are interchanged and hot refrigerant from the compressor discharge flows through the bed. The hot stream causes the refrigerant in the bed to desorb, and since the hot stream is at an elevated pressure, the refrigerant is desorbed at the condenser pressure. The result is that a fraction of the refrigerant (that gets adsorbed on the bed in the first half of the cycle) is "pumped" from the suction (low pressure) side to the discharge (high pressure) side without the use of mechanical work. This reduces the power needed for a given refrigeration load. The average temperature of the refrigerant leaving the bed and entering the condenser is lower and this alleviates the condenser load. On the other hand, the sensible heat transferred to the refrigerant at the compressor suction by means of the sorbent must be removed to avoid raising the compressor temperature and excessive power consumption. This is achieved by an additional cooler (Hlb in Figure 2) on the compressor suction line. Thermodynamically, the HME unit utilizes the heat generated in the compressor to provide a portion of the refrigeration work, thus reducing the cycle irreversibility.
THEORETICAL CONSIDERATIONS
The potential improvement in cycle efficiency deserves further elaboration. It is well known and documented, that two factors mainly contribute to the performance deviation between an acutal refrigeration cycle and the reverse Carnot cycle: (a) The need to de-superheat the compressed vapors from the compressor discharge temperature to condensing temperature, and (b) the isenthalpic e"Pansion of the liquid refrigerant to the lower pressure. Of the two, the first factor is dominant, in particular when the refrigerant ·is characterized by a high ratio of ep;cv (e.g., ammonia or other potential non-CFC replacement refrigerants). The HME modification attacks this deficiency in that it utilizes most of the compression heat to desorb the refrigerant from the sorbent. Thus, rather than degrade this heat directly to a coolant (water or air), it is used to perform a useful task. In order to do so, it is necessary to transfer some of the heat as sensible heat to the sorbent to raise its temperature to the desorption temperature. On the low pressure side, a similar situation exists. Some cold contained in the gas from the evaporator, is transferred to the sorhent to lower its temperature to the adsorption temperature. The HME process maintains largely a traveling wave front form, thereby minimizing mixing and entropy generation.
In some operations the temperature of the refrigerant leaving the compressor is not high enough to drive the HME unit. In fact, in many instances this temperature is kept purposely low to prevent loss in compressor efficiency. However, the operation of the HME unit can be significantly improved by using an external low-grade heat source to raise the desorption temperature. While this does not improve the thermodynamic efficiency, per se, it provides a practical means to utilize energy in streams at moderate temperatures (80-120C) for refrigeration work. This operation is discussed in an example below. Thus, through the service of an appropriate sorbent, the HME unit provides a means to eXploit lowgrade heat sources which would not otherwise be considered useful. The situation where such a low-grade heat sources are available in
289

~he vic~nity of a refrigeration system is quite common, notably in ~ndustr~al plants, solar systems, and transportation vehicles.
IMPLEMENTATION
So far only an adsorption HME unit (Figure 2) has been considered. But vapor compression refrigeration cycles can be also modified with HME units based on liquid absorbents. A liquid HME (LHME) unit can modify the vapor compression cycle in one of two ways: a. An analog to the adsorption unit, where the liquid absorbent is stationary and the refrigerant streams are periodically switched. b. Continuous operation in which the liquid absorbent is circulated continuously between a high pressure desorber and a low pressure absorber.
The system for the former is similar to the operation described above (see Figure 3-), except that a cascade of small cells, each partially filled with a liquid absorbent, replaces each of the adsorbent beds. The cells are connected in series such that the refrigerant vapor passes from one cell to the other. Successful operation of the LHME unit requires the use of a cascade of cells (rather than a single large tank) to prevent backmixing of hot and cold gas streams. The refrigerant flow is periodically switched between the absorption mode and the desorption mode. This . paper concentrates on the processing side and leave the details of the hardware for later.
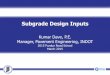
A continuous LHME unit based on the second configuration is shown schematically in Figure 4. The liquid absorbent is circulated continuously by a pump between the absorber (low pressure) and the desorber (high pressure) while the refrigerant flows counter-currently to the absorbent. To minimize pressure drops in the refrigeration loop, specially designed elements (spray or wetted wall column) are used.
Figure 3 shows a schematic diagram of a refrigeration cycle with a liquid HME (LHME) unit boosted by an external low-grade heat source. Note that an additional cooler is necessary to cool the refrigerant entering the compressor, and in some cases, a small amount of refrigerant is expanded into the compressor's suction line to maintain it at a low compressor temperature.
TECHNICAL CONSIOERATIONS
Before considering several examples, let us examine the factors affecting the design and operation of HME-enhanced refrigeration cycles. HME enhancement can take place only if the following two conditions are satisfied: a. The sorption (adsorption or absorption) equilibrium value of the refrigerant at the low temperature and pressure prevailing at the compressor suction side, is sufficiently higher than that corresponding to the temperature and pressure on the discharge side of the compressor, and, b. there is a sufficient thermodynamic driving force to extract work from the fluid at these conditions.
The expected reduction in power consumption in comparison to a conventional vapor compression cycle is proportional to the amount of refrigerant which can be sorbedjdesorbed per unit time. This depends on two main factors: a. The differential sorption load between the conditions a~ the evaporator effluent and at the compressor discharge. At h~gher differentials, more refrigerant is "pumped" bY: sorption.. The· differential is specific to each sorbent-refr~gerant pa~r and depends on the temperature and pressure at both.ends of the.cyc17. b. The "sorbent circulation rate" which, in per~odic ~perat~on,. ~s the mass of sorbent in the unit divided by the cycle t~me. At h~gh
290

sorbent rates more refrigerant is "pumped" by sorption. A- given sorbent circulation rate can be obtained either by frequent switching of a small amount of sorbent, or by infrequent switching of a large amount. The size anci geometry of the sorber and desorber as well as the permissible switching frequency depend on transport limitations.
Thus, physical properties (density, heat capacity, heat conductivity, diffusivity, etc.) of the sorbent and refrigerant affect the resulting energy savings .of the HME-enhanced refrigeration cycle. careful selection of a sorbent-refrigerant pair for specific applications is required, as well as possible modification of temperature and pressure levels to maximize· sorption load differential.
An experimental work is underway to examine the conceptual cycle modifications described above. The objective of the investigation is to test and demonstrate experimentally the proposed technique on a small refrigeration system retrofitted with a continuous LHME unit equipped with an external low-grade heat source. A 5-ton refrigeration chiller (Dunham Bush Model AMPC-5) using R-22 as the refrigerant has been retrofitted to allow operation of the system either on conventional or LHME-enhanced cycles. Two liquid absorbents will be studied: triacetin (TA) and di-methyl ether of tetra-ethylene glycol (DMETEG). Some operating conditions to be investigated are summarized in the examples below.
EXAMPLES
To illustrate the potential improvement of HME-enhanced refrigeration cycle three examples are provided below: Example 1: Ammonia cycle
The purpose of this example is to show how the technique can be used on an industrial refrigeration cycle. Consider the conventional cycle with ammonia as a refrigerant and operating at the following typical conditions .(basis one ton refrigeration): Tl = 20°C, T2 = 135°C, T3 = 38°C, T4 = -S°C,
Ammonia circ~lating rate= 0.38 lb(min. An HME unit consisting of a pair of adsorbent beds, each containing about 300g activated carbon per ton refrigeration capacity is installed and the original condenser is replaced by a pair of somewhat smaller heat exchangers (Hla and Hlb in Figure 2)-. The HME unit is operated at a period of three minutes. Taking a net adsorption load of 0.055 kg NH3/kg adsorbent, as pertains to the operating temperatures and pressures, a net power savings of 4.2% can be realized. This is about three times as much as would be achieved by installing an additional heat exchanger to subcool the liquid refrigerant. Such reduction in power consumption amounts to savings of approximately 250 kWh(ton refrigeration per year and for most industrial-size refrigeration systems, this will pay out the cost of the HME unit in less than two years.
Example 2: R-22 cycle Enhanced by Periodic LHME Unit Boosted by an External Heat Source This example is structured to examine the potential of replacing R-12 refrigerant by R-22 in automobile air conditioning systems. R-22 most likely will survive the new environmental restrictions. The example is calculated on the basis of absorption equilibrium data of R-22 in triacetin (TA) and dimethyl ether of tetra-ethylene glycol (DMETEG) published by Albright et. al. [7]. It ass\lltles a countercurrent temperature difference approach of l0°C.
291

A conventional R-22 vapor compression cycle, is operated at the following conditions (basis: one ton refrigeration):
Tl.= a•c, T3 = 38°C,
T2 - 41°C, T4 = S°C,
Refrigerant circulating rate = 2.86 lb/min. Consider now the same system, modified as shown in Figure 3 by the continuous LHME unit. Each cascade consists of 3 stages and contains about 160g of triacetin. Two additional, relatively small, heat exchangers are installed, one (36 Btujmin) for the lowgrade heat supply located on the compressor discharge line, and the second (22 Btujmin) is a water cooler located on the compressor. suction line. For comparison, 200 Btu/min are transferred at the evaporator and 230 Btu;min at the condenser. A small amount of liquid refrigerant (0.19 lb/min or 6.7%) is expanded and recycled from the condenser to the compressor to ensure that the compressor suction temperature remains at 8°C. Regenerating the absorbent at TS ~ sac allows for the diversion of 0.58 lbjmin of R-22 to be· "pumped" from the low pressure side to the high pressure side by absorption. As a result, the rate the refrigerant is pumped by mechanical compression is (2.86 - 0.58 + 0.19) = 2.47 lbjmin, representing a saving of 13.2%. The following operating conditions were calculated for the modified cycle: Tl a•c, T2 41°C, T3 3a•c, T4 s0c, T5 8°C, T6 38°C, T7 41°C TS 88°C T9 65•c, Refrigeration capacity 200 Btujmin, Total heat removed = 265 Btujmin, compressor size reduced by~ 13.2%, Net overall power saved~ 13.2%
ACKNOWLEDGEMENT
This work is supported l:>y the State of Texas ' Advanced · Technology Program, Grant j09-028-003644-l55.
REFERENCES
2.
3.
4.
s.
6.
7.
Creswick, F.A. and S.K. Fischer, "CFC Restrictions: Energy Impacts and Technological Alternatives," Second DOEJORNL Heat Pump Conference, Washington, DC, April 1988.
Lavie, R., "Process for the Manufacture of Alnmonia," tJS Patent 4,537,760, 1985.
r.avie; R. , "Method for Heat-Mass Exchange Operations," tJS Patent 4,661,133, April, 1987.
Lavie R., "An Optimal Interaction of Heat· and Mass Exchange· for the Improvement of Separation Efficiency," Chern. Eng. Sci., il(12), 304S, (1986).
Lavie, R., "Amlllonia Synthesis Through Heat-mass Exchange," Plapt Operation Progress, s(2), 122, {1987) ·
AHSRAE Handbook - Fundamentals, American Society of Heating Refrigeration and Air Conditioning Engineers, Atlanta, 19Ss.
Albright, L.F., T.c. Doody, P.C. Buclez and C.R. Pluche; "Solubility of R-11, R-12, and R-22 in organic Solv7nts Containing oxygen Atom, II 67th A~HRAE Annual Meetl.ng' vancouver, June 1960, ASHRAE TransactJ.ons, pp 423-433 (1961) ·
292

N
"' w
CondenserJ4----.
LOW-GRADE HEAT SOURCE
HME UNIT
EXTERNAL COOLING
Figure 1: HME-Enhanced Vapor Compression Refrigeration Cycle

HME Unit
Figure 2: HME-Enhanced Relrigeratlon •• Basic Operation (Adsorption Unit)

N
"' "'
Condenser
P21T3
Expansion Valve
P1 I T4
Evaporator
Figure 3:
Waste Heal LHME Unit
17 DESORBER
T21P2
Compressor
ADSORBER
T5
Periodic LHME Unit with a Low-Grade Heat Source (Switching Valves are not shown)

"' <0
"'
To Condenser
Heat Source
Cold/Loaded Warm/DIluted To Compressor
ater
Recycled From Evaporator ----'----------------~~
(Cold/Low pressure) • From Compressor
.._-------------------, Hot!High pressure)
Figure 4: Continuous LHME Unit