Embed Size (px)
Citation preview

© 2007 Rolls-Royce plcThe information in this document is the property of Rolls-Royce plc and may not be copied or communicated to a third party, or used for any purpose other than that for which it is supplied without the express written consent of Rolls-Royce plc.This information is given in good faith based upon the latest information available to Rolls-Royce plc, no warranty or representation is given concerning such information, which must not be taken as establishing any contractual or other commitment binding upon Rolls-Royce plc or any of its subsidiary or associated companies.
TITANIUM IN AERO ENGINES, TRENDS & DEVELOPMENTS
Dr Malcolm C Thomas
Titanium Symposium, November 2007

2
1.
Manufacture
2.
Defects & Cleanliness
3.
Current Uses
4.
Metallurgical Considerations. Crystal Plasticity
5.
Intermetallics

3
A GRAIN OF SAND from the beach to Rolls-Royce
Manufacture of titanium alloys
A GRAIN OF SANDA GRAIN OF SAND fromfrom the beach to Rollsthe beach to Rolls--RoyceRoyce
Manufacture of titanium alloysManufacture of titanium alloys

4
INTRODUCTIONTitanium (Ti) is the 9th most abundant element, and is the 4th most abundant metal out of the structurally useful metals.Extraction of metal from its ore is a lengthy and expensive process.Only 5% of mined ore is converted to titanium sponge. The remainder is used as pigment in paints.
Titanium sponge is manufactured from ore using the Kroll processdeveloped by Dr William Kroll in 1940. This process is responsible for 99% of current sponge production. Sponge is the primary ingredient for titanium alloy production.The aerospace industry consumes 50% of the world’s annual titanium alloy production of 25,000 tonnes. It is also used in the petro-chemical and medical industries.

5SPONGE MANUFACTURE
CONCENTRATED ORE
TiO2
CHLORINATION
REDUCTION OF TiCl4
CRUSHED TITANIUM SPONGE
Rutile ore obtained by dredging from beaches.
Chlorination of ore in the presence of coke at 900°C, followed by distillation of chloride to remove impurities.
Using the Kroll process at 900°C(reduction with Mg)
TiO2 (s) + 2Cl2 (g) + 2C (s) → TiCl4 (l) + 2CO (g)
TiCl4 (l) + 2Mg (l) → Ti(s) + 2MgCl2 (s)
Graded and sized

6
CONVENTIONAL INGOT MANUFACTURE
Raw materials for Ti-6Al-4V production:1. Al/V master alloy, 2. sponge,3. TiO2 ,4. pure aluminium,5. iron flake
Largest melters
include: TIMET (US, UK & France) Allvac
(US) Kobe (Japan)
VSMPO (Russia)
Largest Largest meltersmelters
include:include: TIMET (US, UK & France)TIMET (US, UK & France) AllvacAllvac
(US)(US) Kobe (Japan)Kobe (Japan)
VSMPO (Russia)VSMPO (Russia)

7
TITANIUM CLEANLINESSTitanium is very susceptible to contamination during sponge production and meltingHeavy metals particularly with high melting points (eg, W, Mo) can, and do, persist through multiple VAR melting (HDI)The reactivity of titanium means that exposure to air while still hot can result in oxygen and nitrogen enriched defects (Type 1) which can survive VAR melting (Sioux City crash)As a consequence, triple melt VAR was adopted by the industry asa premium (rotor) grade requirementMore recently cold hearth melting (CHM) has been developed (EB or plasma)
- The longer residence time in CHM allows for the heavy metalimpurities to fall which are trapped in the hearth
- Type 1 defects have sufficient residence time to float anddissolve

8EB / PLASMA COLD HEARTH MELTING
titanium scrap, sponge & alloys
Electron or plasma guns
cooled hearth
cast electrodes for VAR
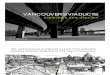
The water-cooled hearth contains weirs and dams to remove impurities from the molten metal as it flows through the hearth. The metal is cast into retractable moulds for subsequent VAR melting.

9
JET ENGINE TITANIUM QUALITY COMMITTEE (JETQC)
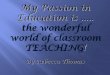
Formed under the direction of the FAA following the Sioux City crashConsortium of all engine makers + FAAReceives defect data from all melters and producers and monitors defect levelsThe engine companies also share data on defect finds in rotor grade titaniumGround breaking co-operation in the interests of safetySince its inception in 1990 Type 1 (hard alpha) incidences have fallen from 2 per Million Pounds of ingot melted to less than 0.2 per Million Pounds

10DEFECTS IN ROTOR GRADE TITANIUM MATERIAL
0
0.5
1
1.5
2
2.5
3
1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006
Year
No.
Of D
efec
ts /
mill
ion
lbs
0
5
10
15
20
25
30
35
40
45
Prod
uctio
n (m
illio
n lb
s)
Type I Defects High Density Inclusion Defects Premium Ti Production

11
SOURCES OF DEFECTS -
Sponge man’fSponge Hard Alpha Sources Rankings
0
1
2
3
4
Input Materials Red/Dist/Opening/Facilities Cake Removal/Shearing
Ave
rage
Ran
king
[0 to
4]
Pre 9090 - 05Current
Improvement driven by:• the change to the VDP (Vacuum Distilled Process) Kroll process for the manufacture of sponge – this gives a cleaner sponge with minimised retention of Mg and MgCl2

12SOURCES OF DEFECTS –
Triple VAR3XVAR Hard Alpha Sources Rankings
0
1
2
3
4
Input Mat's Primary Melt Secondary Melt Tertiary Melt
Ave
rage
Ran
king
[0 to
4]
Pre 9090 - 05Current
Improvements driven by:
Cleaner sponge
Single piece electrodes
Improved control of stub / electrode welding
Housekeeping (drop ins etc.)

13
SOURCES OF DEFECTS -
CHM + VARHM+VAR Hard Alpha Sources Rankings
0
1
2
3
4
Input Mat's Hearth Melt Final Melt
Ave
rage
Ran
king
[0 to
4]
Pre 9090 - 05Current
Improvements driven by:
Improved HM electrode quality (run downs)
The VAR benefits mentioned previously

14
TITANIUM USEAGE IN AERO ENGINESPrimarily in the fan and compressorRolls-Royce current engines are about 15% Titanium (by weight and cost)As pressure ratios and hence temperatures in engines increase, Titanium becomes limited by oxidation / alpha case formationSignificant new applications for Titanium in Aero engines are unlikely, except as Aluminideintermetallics, in MMCs or particulate reinforced.Progress is most likely to be made by a more detailed understanding of processing / microstructure / property relationships. This will enable a life cycle cost reduction

15
TITANIUM USAGE IN MODERN TURBOFANIPC and HPC blades,
vanes and discsfan case rearFan blade and disc
front bearing housing
Intercase

16
T8104 Jan 97 -
Apr 99The First Wide Chord Swept Fan

17
WIDE CHORD FAN –
A Rolls-Royce FirstWIDE CHORD FAN –
A Rolls-Royce First

18DB/SPF FAN CORE GEOMETRY

19
FAN BLADES –
FUTURE TRENDSHollow titanium
Current choice for large engines- Cost effective- Excellent efficiency- Superior bird strike capability
Composite bladesBeing evaluated for future enginesMay replace solid titanium and hollow bladesCost of overall fan system will be the driver
Hollow Titanium BlisksCombination of hollow fan blades and linear friction weldingUsed for advanced military applicationRepair is key capability

20
βt 104
5
101
5
101
5
102
5
995 105
0
950 100
0
955 975 985 940 910 900 890 770 800 840 760 675Al 5.8 6 5.5 6 6 8 2.2
5
6 6 4 6 6 4.5 5 5 3 3 3 3Sn 4 2.7
5
3.5 2 11 2 2 2 2 2 2 4.5 3
Zr 3.5 4 3 5 4 4 2 4 4 2 6 4Nb 0.7 1 2.7
Mo 0.5 0.4 0.3 0.5 2 1 4 2 6 2 4 4 11.
5
15 4
V 1 4 6 3 10 15 8Fe 2 1 2Cr 2 2 4 3 6Si 0.3 0.4
5
0.2
5
0.2
5
0.1 0.2
5
0.5 0.2
5
0.2C 0.0
6
510
510152025
Al Eq.
Mo Eq.
Ti 8
34
Ti 1
100
Ti 8
29
Ti 6
85
Ti 6
242
Ti 8
-1-1
Ti 6
79
Ti 6
-4
Ti 6
-6-2
Ti 5
50
Ti 6
-22-
22
Ti 6
-2-4
-6
SP 7
00
B C
EZ
Ti -
17 B II
I
Ti 1
0-2-
3
B 2
1S
Ti 1
5-3-
3-3
B C

21
METALLURGYAlpha Titanium is hexagonal which limits available slip systems and renders titanium more prone to texturingThe microstructures can be complex and can vary widely depending on processing and heat treatmentGiven that Titanium is temperature limited by its reactivity, advances are most likely from a better understanding of processing / properties / microstructureRadically new titanium alloys are unlikelyThe most promising areas are Ti-Al intermetallics and better burn resistant alloysNear alpha titanium alloys exhibit a complex phenomenon called cold dwell fatigue

22Discs –
Failures
GE CF6 HPC6-8 burst, Sao Paolo, June 2000.

23
BETA GRAINS
Alpha colony

24
Grain Boundary Morphology
Forge temperature, strain and strain rate,
transfer time and media for post forge
cooling
Primary Alpha Laths
Transfer time and media on post forge cooling,
Solution heat treatment temperature and time
Prior Beta Grain
Billet* preheat, temperature, time and
ramp rate, transfer time to press, strain and strain rate during forging, press
time and hold periods
Secondary “Fine” Alpha
Transfer time and media for post solution heat treatment cooling, Ageing temperature and time
Retained Beta
Transfer time and media for post solution heat treatment cooling, Ageing temperature and time
* Billet itself sets starting bulk chemistry, initial partitioning, macro/microstructure and crystallography
Grain Boundary Morphology
Forge temperature, strain and strain rate,
transfer time and media for post forge
cooling
Primary Alpha Laths
Transfer time and media on post forge cooling,
Solution heat treatment temperature and time
Prior Beta Grain
Billet* preheat, temperature, time and
ramp rate, transfer time to press, strain and strain rate during forging, press
time and hold periods
Secondary “Fine” Alpha
Transfer time and media for post solution heat treatment cooling, Ageing temperature and time
Retained Beta
Transfer time and media for post solution heat treatment cooling, Ageing temperature and time
* Billet itself sets starting bulk chemistry, initial partitioning, macro/microstructure and crystallography

25Slip transmission function of:
(i) Relative orientation of αΙ and β and β to αΙΙgiving favourable or unfavourable alignment of preferred slip systems.
(ii) Orientation angle, θ
(iii) Stress, either macro applied or local due to crystal plasticity.
(iv) Length scale and slip planarity
(v) Loading rate
(vi) Local chemistry, driven by alloy partitioning, changing CRSS for individual slip systems
σ
σ
Slip
αΙ
β
αΙΙ
θ
Slip transmission function of:
(i) Relative orientation of αΙ and β and β to αΙΙgiving favourable or unfavourable alignment of preferred slip systems.
(ii) Orientation angle, θ
(iii) Stress, either macro applied or local due to crystal plasticity.
(iv) Length scale and slip planarity
(v) Loading rate
(vi) Local chemistry, driven by alloy partitioning, changing CRSS for individual slip systems
σ
σ
Slip
αΙ
β
αΙΙ
Slip transmission function of:
(i) Relative orientation of αΙ and β and β to αΙΙgiving favourable or unfavourable alignment of preferred slip systems.
(ii) Orientation angle, θ
(iii) Stress, either macro applied or local due to crystal plasticity.
(iv) Length scale and slip planarity
(v) Loading rate
(vi) Local chemistry, driven by alloy partitioning, changing CRSS for individual slip systems
σ
σ
Slip
αΙ
β
αΙΙ
θ

26
ALPHA BETA PROCESSING
Normally somewhere between 920 and 970 CTry to get 75% R in A after last beta heat treatmentMultiple working directions preferable
Minimises crystallographic textureMaximises grain boundary alpha break up
Fine equiaxed alpha grains often preferred in final structure
However, easy to be decieved by optical microscopy
- CF6 cold dwell and fan blade properties– Multiple alpha grain orientations required

27
COLD DWELL
Significant research ongoing
Associated with microstructural unit size and local texturing
A detailed understanding of local behaviour under stress is required
Cold dwell massively influences life and hence life cycle cost

28Dislocations within plastic zone near crack tip in the bar
Location of TEM sample relative to crack tip
The loading direction relative to the crystal structure of the deformed grain is the [0110], the burgers vectors are of the type <a> [1120], [1120], and <c+a> [1213]

29FIB for micro-mechanical testing
FIB sample production from Ohio State University. Materials research group; J Williams, H Fraser, M Mills.
Rolls-Royce data-strictly private

30Probing Local Mechanical Propertie in α−β
Processed Ti-6242

31XR Crack Tip

32
Ti 6246 Highest Temp CapabilityTrent 890 design targets
Large IP compressor weight reductionAggressive ‘right first time’ programme required
Existing alloy identified for adoptionTi 6Al 2Sn 4Zr 6Mo
- Established melt route and chemistry specificationUnique forging and heat treatment to meet property requirements
- Beta forge plus alpha beta heat treat
TimescalesTargets identified and literature review 1993Alloy certified 199720Kg weight saving achieved for Trent 890B

33
Ti 6246 –
APPLICATIONS & BENEFITSCompressor Discs• Intermediate pressure• High pressure• 9 different engine types• 30+ disc stages
Engineering BenefitHigh strength = improved over-speed.Temperature capability = Ti 6-4 +150 ºC Good crack growth and fracture toughness

34
Trent 800 IP drum Typical microstructure

35
Ti6246 –
FUTURE TRENDS
Ti 6246 applicationHas been applied in most logical applications,
- Including redesign and retrofitWill be the compressor disc alloy of choice for most new applications.
Metallurgical issuesDetailed process / property relationships being explored
- Very complex process property relationships- Allow rapid evaluation of new suppliers and
manufacturing change

36
What are Titanium Aluminides?Intermetallic – ordered structure of titanium and aluminium atoms
Aluminium content typically 44-48at%Chemistries of most interest give: α2 (Ti3Al) + γ (TiAl) where gamma γ, majority phase: around 90%Ternary additions added to improve mechanical properties and oxidation eg (Nb, Cr, Mn, Ta)Different mechanisms for grain refinement - solidification path, thermo-mechanical treatments or chemical additions eg borides. Conventional
titanium alloys
Gamma titanium
aluminide alloys

37Why Titanium Aluminides ?
Attraction is low density giving opportunity for weight reduction
Typically 3.7-4.2 g/cc – approx. half that of nickel and steel
Good high temperature strength and stiffness
Compete with nickel alloys currently working at 600-750degC
Good creep, oxidation and burn resistance
Attractive as a compressor or turbine blade / vane material

38
Titanium Aluminides : The ChallengeDifficult to manufacture
Casting / forging / joining technologyRequires tight chemistry control
Low ductility particularly at room temperature
Difficult to machineRisk of damage during handling and assemblyMade worse by service exposure
Rapid crack growth and low fracture toughness
Need to think differently in designEstablish reliable crack growth thresholdsRisk from foreign object damage
Source: J.J.Kruzic et al, Fatigue Crack Propagation In Gamma Based TiAl Alloys at Large and Small Cracks Sizes. in High-Temperature Ordered Intermetallics VIII, MRS Sym.Proc., Boston, MA, U.S.A, 1999

39
CONCLUSIONSCurrent useage levels of titanium in aero engines are likely to continueMore demanding performance requirements will limit titanium useage as temperature increasesThe titanium industry has improved its quality performance and further dramatic changes are unlikelyThe use of alloys with capability beyond 6246 will depend on new technical breakthroughThe introduction of gamma titanium aluminide will permit the use of Ti in new areas of the engine, eg, TurbinesBetter life cycle costs will only be achieved with a better understanding of life limiting behaviour such as cold dwell