-
7/25/2019 1.2.6. Fabricarea Tevilor - Partea a II-A FINAL
1/8
a) b)
1 2 3 4 5 6 7 7 1 3 4 8
FF
a) b)
12
3
F
12
3 4
F
c) d)
12
3 5
F
12
3 6
F
1. PRELUCRAREA MATERIALELOR METALICE PRIN DEFORMARE PLASTIC
Fabricarea evilor prin extrudare
Procedeul de extrudare este aplicat, de regul, pentru fabricarea
e!ilor dinalia"e neferoase prin defor#are plastic la rece$
%xtrudarea e!ilor poate & reali'at folosind #etodele de
extrudare direct (i
indirect &g$ 1$77)$
Fig. 1.77 Fabricarea e!ilor prin extrudare*a) direct+ b)
in!ers+
1 poanson+ 2 ti"+ 3 container+ 4 se#ifabricat+ 5 #atri+ 6
suportul #atriei+7 ea! extrudat+ 8 inel de g-idare$
Prin extrudare se pot fabrica e!i cu diferite seciuni
trans!ersale, de la grosi#ide perete de .,.25 ## (i dia#etre de .,3
## p/n la grosi#i de perete de 1,5 0 8## (i dia#etre de 35. 0 4..
##$
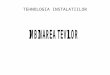
Fabricarea evilor prin tragere
n general, procedeul de tragere este utili'at pentru #buntirea
calitiisuprafeei e!ilor brute obinute prin la#inare sau sudare$
Fabricarea e!ilor prin tragere poate & reali'at n ur#toarele
!ariante deprelucrare* n gol, cu dop otant, pe dorn scurt, pe dorn
lung &g$ 1$78)$
Fig. 1.78 Fabricarea e!ilor prin tragere*a) n gol+ b) cu dop
otant+ c) pe dorn scurt+ d) pe dorn lung+
72
-
7/25/2019 1.2.6. Fabricarea Tevilor - Partea a II-A FINAL
2/8
c)b)a) d) e)
1
3
2
4 5
6
7
8
1.
1. PRELUCRAREA MATERIALELOR METALICE PRIN DEFORMARE PLASTIC
1 se#ifabricat ea!+ 2 #atri+ 3 ea! tras+ 4 dop otant+ 5 dorn
scurt+ 6 dornlung$
Fabricarea evilor sudate longitudinal (pe generatoare)
e!ile sudate obinute prin sudarea longitudinal pe generatoare)
suntconfecionate din se#ifabricate de tip tabl sau sub for# de
band$
Prelucrarea se#ifabricatelor cuprinde dou etape principale*
for#area e!ii curbarea se#ifabricatului plan p/n la obinerea
unei seciunitrans!ersale circulare+
sudarea e!ii #binarea nede#ontabil a #arginilor e!ii
for#ate$
Formarea eviiconst n defor#are plastic progresi! a unui
se#ifabricat planp/n la obinerea unei corp cilindric$ n funcie de
direcia de sudare, e!ile obinuteprin sudare sunt clasi&cate n
ur#toarele categorii*
e!i sudate longitudinal pe generatoare)+ e!i sudate
elicoidal$
Pentru reali'area e!ilor sudate longitudinal pe generatoare) se
utili'ea', ngeneral, se#ifabricate tip tabl la#inat debitat la
di#ensiunile corespun'toaree!ii (i se#ifabricate sub for# de
ben'i$
n ca'ul utili'rii tablelor la#inate, for#area e!ii se reali'ea'
prin curbare n#atrie sau curbare pe #a(ini cu !aluri$
urbarea tablelor n #atri se efectuea' n dou etape &g$ 1$7)$
Pri#a etap
const n ndoirea tablei pe toat lungi#ea acesteia utili'/nd un
poanson a creisuprafa de contact cu tabla este curb$ n a doua etap
se reali'ea' curbareaco#plet a tablei ntro #atri, ai crei perei
interiori dau for#a rotund aburlanului$
Fig. 1.79 %tapele for#rii e!ilor folosind curbarea n #atri*a
ndoirea #uc-iilor longitudinale+ b ndoirea cu poansonul+ c curbarea
total n #atri+ d
sudarea longitudinal n interior+ e sudarea longitudinal la
exterior+1 se#ifabricat cu #uc-ii ndoite+ 2 #atri pentru ndoire+ 3
poanson+ 4 se#ifabricat
ndoit+5 se#i#atri superioar+ 6 se#i#atri inferioar+ 7
se#ifabricat curbat+ 8 ea! sudat
la interior+
cap de sudare+ 1. ea! sudat$
73
-
7/25/2019 1.2.6. Fabricarea Tevilor - Partea a II-A FINAL
3/8
TEHNOLOGIA MATERIALELOR Suport ! "ur#
urbarea tablelor pe #a9ini cu !aluri se reali'ea' cu a"utorul
!alurilor decurbat tabl, pre!'ute cu trei sau patru cilindrii
!aluri) &g$ 1$8.)$ :!ansulse#ifabricatului se reali'ea' pe ba'a
frecrii existente ntre el 9i !alurile aate n#i9care de rotaie$ ;a'a
de curbur reali'at depinde de ra'ele !alurilor utili'ate 9i
dedistanele dintre axele acestora$ Pentru ca se#ifabricatul curbat
s9i pstre'e for#acilindric, nainte de scoaterea lui dintre !aluri,
el se rigidi'ea' prin prindereacapetelor cu puncte de sudur$
74
-
7/25/2019 1.2.6. Fabricarea Tevilor - Partea a II-A FINAL
4/8
r1
r2
r1
r2 -
l
b)
1. PRELUCRAREA MATERIALELOR METALICE PRIN DEFORMARE PLASTIC
75
-
7/25/2019 1.2.6. Fabricarea Tevilor - Partea a II-A FINAL
5/8r2
r1
-
l
< = > ? @
A B C D E
TEHNOLOGIA MATERIALELOR Suport ! "ur#
Fig. 1.8$ For#area e!ilor prin curbarea tablelor pe #a9ini cu
!aluri*a) cu trei !aluri+ b) cu patru !aluri$
up curbarea tablei se trece la operaia sudare interioar 9i
exterioar a#arginilor acesteia$
n ca'ul n care pentru fabricarea e!ilor sudate se utili'ea'
se#ifabricate subfor# de ben'i, for#area e!i se obine prin
defor#area succesi! a ben'ii pe oinstalaie cu role$ Fa'ele for#rii
e!ilor cu seciune circular sunt pre'entate n &gura1$81$
Fig. 1.81 Fa'ele for#rii e!ilor pe instalaii cu role$
Pentru reali'area e!ilor sudate elicoidal se utili'ea', n
general, se#ifabricatesub for# de ben'i$
n acest ca', se#ifabricatul sub for# de band este defor#at n
#atria uneiinstalaii de for#are, reali'at &e dintrun corp
#etalic #onobloc cu suprafaainterioar curbat, &e dintro serie
de role decalate ntre ele &g$ 1$82)$
Sudarea eviiconst n #binarea nede#ontabil a #arginilor e!ii
for#ate prindefor#are plastic folosind un procedeu de sudare prin
topire sau prin presiune, ales
n funcie de natura #aterialului, di#ensiunile (i destinaia e!ii
sudate$
Pentru fabricarea e!ilor sudate longitudinal se utili'ea' unul
din ur#toareleprocedee*
76
-
7/25/2019 1.2.6. Fabricarea Tevilor - Partea a II-A FINAL
6/8
1 2 3
4
5:
:
6 87: :
5G 5H
1. PRELUCRAREA MATERIALELOR METALICE PRIN DEFORMARE PLASTIC
Fig. 1.8% Fabricarea e!ilor sudate elicoidal*1 band rulat+ 2
role de ndreptare+ 3 role de pregtire a #arginilor+ 4 role de
antrenare+
5 #atri+5G #atri #onobloc+ 5H #atri cu role+ 6 ea! for#at+ 7
custur sudat+ 8 ea!
sudat elicoidal$
sudare prin topire*o sudare cu arc electric sub strat de ux+o
sudare cu arc electric n #ediu de ga' protector IJKLI:K)+o sudare
cu "et de plas#+o sudare cu acr oxiacetilenic+
sudare prin presiune*o cu ncl'ire prin re'isten de contact+o cu
ncl'ire prin inducie$
Procedeele de sudare prin topire reali'ea' #binarea #arginilor
e!ii printopirea local a acestora #preun cu un #aterial de adaos$ n
ur#a topirii celor douco#ponente se for#ea' o baie de #etal topit
care, n ur#a ndeprtrii sursei decldur se rce(te, cristali'ea',
for#/nd o custur sudat$
Mudarea prin topire a e!ii se poate executa &e nu#ai la
exterior, &e at/t lainterior c/t (i la exterior, #etoda aplicat
&ind aleas n funcie de grosi#ea de perete
(i dia#etrul e!ii$
n ca'ul sudrii prin presiune, cordonul de sudur longitudinal se
obine prinpresarea #arginilor e!ii for#ate, ncl'ite n prealabil
prin re'isten electric decontact sau prin inducie electric$ Mudarea
se efectuea' fr adugare de #aterialde adaos$
n ca'ul ncl'irii prin re'isten electric #arginile e!ii for#ate
sunt aduse ncontact prin inter#ediul a dou role conectate la o surs
de curent$ Nona de contactdintre suprafeele #arginilor e!ii for#ate
constituie o re'isten electric de contact
care, la trecerea curentului electric prin ea, se ncl'e(te
puternic prin efect Oouleen'$
77
-
7/25/2019 1.2.6. Fabricarea Tevilor - Partea a II-A FINAL
7/8
1
23 3
4
56
F F
Q
7
M A
A
&
&
F F F
& ' &
1 2 3 4
5
6A ' A
M
TEHNOLOGIA MATERIALELOR Suport ! "ur#
n &gura 1$83 se pre'int sc-e#a de principiu a instalaiei de
fabricare a e!ilorsudate longitudinal prin presiune cu re'isten
electric de contact$
n ca'ul ncl'irii prin inducie electric #arginile e!ii for#ate
trec prin c/#pulde aciune al unui inductor &g$ 1$84),
ncl'induse datorit curenilor de naltfrec!en cca$ 2..$$$4..
RS')$
up ncl'irea suprafeelor de contact, #arginile sunt presate,
for#/nduseastfel cordonul de sudur$ Pentru ca sudura s se execute n
condiii opti#e, esteesenial existena unei caliti adec!ate a
#arginilor ben'ii din care seconfecionea' ea!a$
Fig. 1.8( Fabricarea e!ilor sudate longitudinal prin presiune cu
re'isten electricde contact*
1 rol de spri"in+ 2 ea! for#at+ 3 role de presare (i antrenare+
4 role de contact+ 5 i'olator+
6 surs de curent pentru sudare transfor#ator)+ 7 custur
sudat$
Fig. 1.8) Fabricarea e!ilor sudate longitudinal prin presiune cu
ncl'ire prininducie*
1 ea! for#at+ 2 inductor+ 3 role de presare+ 4 custur sudat+ 5
rol de spri"in+ 6role de antrenare+
M surs de curent+ F fora de presare$
78
-
7/25/2019 1.2.6. Fabricarea Tevilor - Partea a II-A FINAL
8/8
1. PRELUCRAREA MATERIALELOR METALICE PRIN DEFORMARE PLASTIC
Te!ile sudate longitudinal prin presiune sunt supuse dup sudare
la o serie deoperaii cu# ar &*
ndeprtarea ba!urilor interioare 9i exterioare+ !eri&carea
unifor#itii 9i integritii cordonului de sudur+ aplicarea unui
trata#ent ter#ic cordonului de sudur pentru transfor#area
structurii de ba' re'ultat ntro structur unifor# n 'ona sudurii+
rcirea cordonul de sudur cu ap) 9i calibrarea e!ii n la#inorul de
calibraren !ederea obinerii di#ensiunilor &nale+
controlul calitii sudurii prin executarea unor teste distructi!e
traciune,turtire), inspectarea #icrostructurii 'onei sudate 9i
teste nedistructi!e controlcu ultrasunete sau cu cureni
turbionari)$
a e!ile sudate elicoidal se utili'ea' procedeul de sudare cu arc
electric substrat de ux$ #binarea #arginilor e!ii for#ate se poate
executa la exterior sau laexterior 9i interior, #odul de #binare
&ind ales n funcie de grosi#ea de perete ae!ii$
7