-
7/25/2019 1.2.6. Fabricarea Tevilor - Partea I - FINAL
1/7
TEHNOLOGIA MATERIALELOR Suport de curs
1.2.6. Fabricarea ei!or
evile sunt tuburi cu lungimea mult mai mare dect diametrul. Ele
au un largdomeniu de utilizare, cum ar f: transportul uidelor i
gazelor, realizarea unorconstrucii metalice (demontabile sau
nedemontabile), consolidarea pereilor gurilorde sond, transmiterea
unor solicitri la di!erite ec"ipamente (de e#emplu: pr$inile de
!ora$ transmit micarea de rotaie la sapa de !ora$) etc.
%lasifcarea evilor poate f realizat dup mai multe criterii, cum
ar f:
& dup tipul materialului din care sunt con!ec'ionate (o'el,
!ont, alia$ene!eroase)
& dup !orma sec'iunii (circular, oval, poligonal etc.)&
dup grosimea pere'ilor (cu pere'i sub'iri, cu pere'i groi)& dup
procedeul de e#ecu'ie:
o evi !r sudur: turnate:
continuu centri!ugal
de!ormate plastic: laminate la cald e#trudate trase la rece
o sudate: longitudinal (pe generatoare) elicoidal.
Obinerea evilor prin laminare
*n practic, pentru obinerea evilor prin laminare la cald se
!olosesc douaprocedee:
& procedeul +tie!el& procedeul annesmann.
-ndi!erent de procedeul utilizat, realizarea evilor prin
laminare presupuneparcurgerea urmtoarelor etape te"nologice:
& ob'inerea unor 'evi brute (eboe) prin per!orarea unor
semi!abricate pline (deobicei cu sec'iune circular) pe laminoare
speciale sau pe prese
& laminarea eboelor n scopul reducerii grosimii
pere'ilor& fnisarea 'evilor.
Obinerea evilor prin procedeul Stiefel
/rin procedeului +tie!el eboele se obin prin per!orarea
semi!abricatelornclzite, ntr&o ca$ de laminare oblic cu
a$utorul unui dop per!orator. /entru fnisare,eboele sunt laminate
pe dorn la o ca$ duo&automat avnd cilindri calibra'i rotunzi
ila o ca$ de netezire (de laminare oblic). *n fnal 'evile sunt
trecute !r dorn interiorprintr&un laminor de calibrare.
/rocesul te"nologic de obinere a evilor laminate prin procedeul
+tie!el decurgen modul urmtor:
01
-
7/25/2019 1.2.6. Fabricarea Tevilor - Partea I - FINAL
2/7
2
3
4
5 6
7
7
2
06
3v
n
4
5
n
1. "REL#$RAREA MATERIALELOR METALI$E "RIN %EFORMARE
"LASTI$&
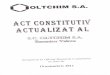
a) nclzirea semifabricatelor8 se e!ectueaz n vederea asigurrii
unui grad dede!ormare optim. /entru asigurarea unui u# continuu de
alimentare a laminorului cusemi!abricate nclzite, n mod uzual, se
utilizeaz cuptoare rotative (fg. 2.09).
Fi'. 1.6( %uptor rotativ:2 8 zidrie re!ractar 3 8 vatra
cuptorului (rotativ) 4 8 semi!abricate n curs de
nclzire(bilete)
5 8 semi!abricat rece 6 8 semi!abricat nclzit.
b) Formarea eboei 8 reprezint etapa procesul de de!ormare
plastic n care serealizeaz per!orarea semi!abricatului nclzit. *n
urma per!orrii se obine unsemi!abricat tubular brut numit ebo.
ormarea eboei se realizeaz ntr&un dispozitiv special prevzut
cu o ca$ delaminare oblic, numit ;per!orator< (fg. 2.1=).
+emi!abricatului cilindric i se imprim n
per!orator o micare elicoidal, ntre dou val'uri montate oblic
unul !a' de cellalt.>c'iunea rezultant a cilor de rulare creeaz
o combina'ie a e!ortului a#ial pesupra!a'a cilindrului precum i
!or'e de trac'iune i de compresiune n straturileinterioare, care
conduc la apari'ia unei cavit'i n interiorul semi!abricatului. *n
acestmod se !ormeaz locul de unde dornul per!orator realizeaz
supra!a'a interioar aacestei cavit'i. ?e!orma'ia considerabil a
materialului, care are loc n perioada destrpungere a
semi!abricatului, creeaz propriet'i fzice nalte i
mbunt'etestructura intern a produsului fnit.
0@
-
7/25/2019 1.2.6. Fabricarea Tevilor - Partea I - FINAL
3/7
2
3
4
5
6A
A
A ) A
TEHNOLOGIA MATERIALELOR Suport de curs
Fi'. 1.*+ Aaminarea eboei:2 8 ebo 3 8 semi!abricat iniial 4, 5 8
cilindri de laminare 6 8 cavitate 0 8 dorn per!orator.
*n cazul n care eboa !ormat are ns o grosime de perete mare (de
e#emplueboele utilizate pentru !abricarea burlanelor de tuba$ cu
diametre mai mari de 0 in(263,5 mm)), se utilizeaz i un al doilea
per!orator, similar cu primul n ceea ce
privete construc'ia i modul de lucru, deosebirea constnd numai
printr&o desc"ideremai larg a cilindrului i prin ung"iuri
di!erite de nclinare a val'urilor, 7. Bolul celui de&al doilea
per!orator este acela de a mri diametrul i de a reduce grosimea de
pereterealizat la prima opera'ie de per!orare. Cdat cu micorarea
grosimii de perete areloc i o alungire considerabil a tubului.
c) Laminarea eboei la caja duo-automat 8 se e!ectueaz n scopul
reduceriigrosimii de perete (fg. 2.12). ?ornul mpreun cu calibrul
!ormat de cele dou role delaminare determin diametrul e#terior al
tubului. >ceast opera'ie se e#ecut prindou treceri consecutive,
realizndu&se ast!el o alungire substan'ial a tubului !a'
delungimea fnal.
Fi'. 1.*1 Aaminarea la ca$a duo&automat:2 8 eav 3 8 dorn 4,
6 8 role (cilindri) de laminare 5 8 ebo.
d) Netezirea semifabricatului 8 se e!ectueaz n scopul mririi
fneeisupra!eelor interioar i e#terioar a evii cu a$utorul unui
dispozitiv de laminareanumit ;netezitor< (fg. 2.13). >ceast
opera'ie este realizat de doi cilindri de netazire
i un dorn, aate ntr&o pozi'ie similar cu aceea utilizat la
per!orator.
09
-
7/25/2019 1.2.6. Fabricarea Tevilor - Partea I - FINAL
4/7
v
36
5
4
ns
nc
nc
A
A
,A ) A
,
2
7
7
ns
nc
nc
2
4
3
5
A
A
v
A ) A
D
1. "REL#$RAREA MATERIALELOR METALI$E "RIN %EFORMARE
"LASTI$&
Fi'. 1.*2 Aaminarea de netezire:2, 4 8 cilindri de laminare 3 8
eav degroat 5 8 dorn de netezire 6 8 eav netezit.
e) Calibrarea evii8 este operaia fnal a procesului de laminare n
care see!ectueaz calibrarea evii n vederea uni!ormizrii fnale a
circum!erinei idimensiunilor transversale. Cpera'ia de calibrare se
realizeaz prin trecerea eviiprintr&un dispozitiv, numit
;calibror
-
7/25/2019 1.2.6. Fabricarea Tevilor - Partea I - FINAL
5/7
23
4 5
6
0
---
1@
9
vd vp
a)
b)
c)
TEHNOLOGIA MATERIALELOR Suport de curs
Fi'. 1.* Cb'inerea eboei prin e#trudare:a) introducerea
semi!abricatului b) introducerea poansonului i dornului de urmrire
c)
e#trudarea materialului2 8 semi!abricat 3 8 dispozitiv de
introducere a semi!abricatului 4 8 container 5 8 corpul
instalaiei 6 8 matri0 8 suportul matriei 1 8 poanson de mpingere
@ 8 poanson urmritor 9 8 ebo.
/rima etap de fnisare a eboelor se e#ecut pe un dorn lung,
ntr&o ca$ de tip/ilg"er, avnd cilindrii de lucru cu calibru
variabil pe circum!erin' (fg. 2.16).
12
-
7/25/2019 1.2.6. Fabricarea Tevilor - Partea I - FINAL
6/7
4
5B
7 (zona de lucru)
(zona de mers n gol)
b)
1. "REL#$RAREA MATERIALELOR METALI$E "RIN %EFORMARE
"LASTI$&
13
-
7/25/2019 1.2.6. Fabricarea Tevilor - Partea I - FINAL
7/7
F
2 3 4 5
G
H I
TEHNOLOGIA MATERIALELOR Suport de curs
Fi'. 1.*/ odul de lucru al cilindrului cu calibru variabil:a)
procesul de calibrare b) proflul calibrului
2 8 dornul de laminare 3 8 'eav laminat 4 8 cilindri de lucru 5
8 ebo.
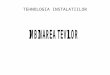
azele de lucru la de!ormarea ntr&o ca$ periodic de tip
/ilg"er sunt prezentaten fgura 2.10. /rocedeul se mai numete i
laminare pe bar cu cilindri cu pas de
pelerin. eava ob'inut se poate prelucra n continuare pe
utila$ele de netezire icalibrare prezentate la procedeul
+tie!el.
Fi'. 1.*6 azele de lucru la de!ormarea ntr&o ca$ periodic de
tip /ilg"er
2 8 ebo 3 8 dornul de laminare 4 8 cilindrii de lucru 5 8 'eava
laminat.
14