Embed Size (px)
DESCRIPTION
M5
Citation preview

ISOMETRIC VIEW - LIDS OPEN
SCALE 1:25
ISOMETRIC VIEW - LIDS CLOSED
SCALE 1:25
FRONT ELEVATION ON B
SCALE 1:25
TOP VIEW
SCALE 1 : 25
ELEVATION ON A
SCALE 1 : 25
SECTION 'X - X'
SCALE 1 : 25
DETAIL 1
SCALE 1:2
DETAIL 2
SCALE 1:2
VIEW10
SCALE 1 : 25
TYPICAL DETAIL OF TUBE
SCALE 1 :5
VIEW12
SCALE 1 : 25
PART TUBE PLATE ARRANGEMENT
SCALE 1:10
A
DETAIL 1
DETAIL 2
TYPICAL DETAIL OF TUBE
TYPICAL DETAIL OF TUBE
PART TUBE PLATE ARRANGEMENT
N8
N5
N7
N3N2
N11
N9 x 6
DRAIN NOZZLES
TO RING MAIN
N14
N14
N2
N3
N5180° 0°
N15
124°
N1
N8
N7
45°
150°150°
270°
0°
N14
270°
N4
N6
N6
N4
120°
300°
N2 N3
N5
N7
N8
N6N6
N4 N4
N11
N1
N13 N12N14
N14
N12
N10 x 7
N12
N13
N12
B
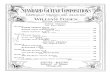
ZAMBIA SUGAR PLCNAKAMBALA PRODUCT ALIGNMENT
AND REFINERY PROJECTEQUIPMENT DESIGNCLEAR JUICE HEATER
430m2 - 12 PASS HEATERGENERAL ARRANGEMENT
185-171-5-100-ME-0100 E
AS SHOWN 10/03/2015
G.P. BARTHOLOMEW R. BUITENDYK
P. SIMONETTI A. RAGHUNANDAN
N/A N/A
N/A N/A
B. WELCH N. Du PLESSIS
N. WENTZEL K. NEL
1 R.B. INTERNAL REVIEW 10/03/1501 R.B. ISSUED FOR DESIGN CHECK 08/04/1502 R.B. ISSUED FOR CLIENT APPROVAL 22/04/15A R.B. APPROVED FOR CONSTRUCTION 08/05/1503 R.B. ISSUED FOR A.I.A. APPROVAL 22/05/1504 R.B. ISSUED FOR INFORMATION ONLY 28/05/15B R.B. UPDATED (AIA COMMENTS) 23/06/15C R.B. DESIGN DATA TABLE CORRECTED 06/07/15D R.B. CYLINDER MOUNTING BRACKETS MOVED 15/07/15E R.B. DESIGN DATA REVISED 16/07/15
ME-0101 SHELL DETAILSME-0102 TOP HEADER DETAILSME-0103 BOTTOM HEADER DETAILSME-0104 LIFTING ARM DETAILSME-0105 TOP & BOTTOM LID DETAILSME-0107 VESSEL NAMEPLATE AND BRACKET DETAIL
1 HOLWOOD PARK5 CANEGATE ROADLA LUCIA RIDGE OFFICE ESTATEDURBAN, SOUTH AFRICA, 4320
TEL: +27 (0)31 535 6000FAX: +27 (0)31 535 6010e-mail: [email protected]: www.boschprojects.co.za
DRG. No.
REV. DESCRIPTION DATE APPR'D
REFERENCE DRAWING
ENGINEERMECHANICAL
INSTRUMENTENGINEER
ENGINEERCIVIL
CHECKED
DESIGNED
STRUCTURAL
CO-ORDINATION
ENGINEER
ENGINEER
ENGINEER
ENGINEERELECTRICAL
PROCESS
DRAWN
APPROVEDPROJECT MANAGER DRAWING OFFICE MANAGER
DRAWING NUMBER
SCALE DATE
REVISION
A0
COPYRIGHT AND USE OF THIS DRAWING IS RESERVED BY BOSCH PROJECTS
BY
STATUTORY NOTE:THE CLIENT IS RESPONSIBLE FOR ENSURING COMPLIANCE TO ANY
LOCAL HEALTH AND SAFETY LAWS AND REGULATIONS
THIS DRAWING WAS PREPARED USING A CERTIFIED QUALITYMANAGEMENT SYSTEM TO ISO 9001:2008
OSI
90 0 1 : 2 0 0 8
C E R T I F I E D
NOTE:
HYDRAULIC CYLINDERS:
HYTEC S250 SERIES - 100/65 x 875 MCMC
BOTH HYDRAULIC CYLINDERS
TO BE SITE FITTED.
ALL PINS TO BE SHOP FITTED.
DETAIL 2
DETAIL 1
8145 O
/A
LL H
EA
DE
RS
35 T
UB
E P
LT
.
3541
2981
2102 O.D. LID
35 T
UB
E P
LT
.
10 THK SHELL
2 G
AP
2 G
AP
6826 O
/A
LL S
HE
LL
ENGAGE SAFETY PIN
BEFORE CLEANING.
LID BRACKET & STOP
WELDED TOP & BOTTOM
HEADER.
400
1850 I/D SHELL
7200 O
UT
SID
E T
UB
E P
LT
'S
555
3694
3663 OVER ALL
2260 CRS.
2349
438
2
1
5
4
78
1142
3514
2910
2909
1
2
7
7
2910
2909
1
2
7
7
1146
1190
1190
1130
1130
Ø28 HOLES
FOR M24 H.D.
BOLTS
3673 O/A
2380 O
/A
1142 2373
603
100 100
1
1
9
1
1
1
9
1
927
1 O
/A
C
LO
SE
D
563
585
6830
730
56
3
380
960
2174
3696
3134
4064
400
3664
7130 I.S
. T
UB
E P
LA
TE
S35 P
L.
35 P
L.
1402
2684
3239
1490
1850 I.D. SHELL 10 PL.
2102 O.D. LID
1882 O.D. HEADER
2260 BOLT CRS
2380 O/A SADDLES
470 470
9
2
°
(
m
a
x
)
785
930
88
428
16 HEADER
2 G
AP
20
24
10 SHELL
1,5 NOSE
CUT BACK TO SOUND
METAL PRIOR TO SEAL
WELDS
10 SHELL
1,5 NOSE
2 G
AP
20
24
4
5
°
4
5
°
16 HEADER
7210 O
/A
T
UB
E
7200 O
/A
T
UB
E P
LA
TE
S
35
35
5
51,33Ø (HOLE)
Ø51,18
974
SAFETY PIN IN
STORAGE POSITION
(DOOR CLOSED)
ENGAGE SAFETY PIN
BEFORE CLEANING.
SAFETY PIN IN
STORAGE POSITION
(DOOR CLOSED)
774
510
450 x 510 x 20 THK
COMP. PLATES
1
2
3
5
404,8
54
5
10
GA
SK
ET
10
GA
SK
ET
100
200
68
4
5
°
4
5
°
m
in
m
in
m
in
m
in
726
10
GA
SK
ET
38 P
L.
132
132
902
SUPPLIED WITH
BLANK FLANGE
SUPPLIED WITH
BLANK FLANGE
NOTE: ONLY 1 TUBE
SHOWN FOR CLARITY
360 x 500 x 16 THK PAD
360 x 500 x 16 THK PAD
DESIGN DATA
HEATING SURFACE = 429 m2
THE MANUFACTURING COMPANY WILL APPLY ALL
REQUIREMENTS OF PD 5500 CAT 2 & 3
FOR DESIGN AND MANUFACTURE
CALANDRIA SHELL DESIGN PRESSURE =
CALANDRIA SHELL OPERATING PRESSURE =
110 kPa (g)
85 kPa (g)
CALANDRIA SHELL SHOP TEST PRESSURE =
HEADER DESIGN PRESSURE =
185 kPa (g)
Full Vac to 440 kPa (g)
HEADER OPERATING PRESSURE =
CALANDRIA SHELL DESIGN TEMPERATURE =
CALANDRIA OPERATING TEMPERATURE =
350 kPa (g)
150 degC
118 degC
MATERIAL SPECIFICATION
SHELL =
HEADERS =
TUBE PLATE =
LID PLATE =
HINGEARMS =
OTHERS (NON PRESSURE) =
TUBES =
BOLTS AND NUTS =
EN 10028-2 P265GH
EN 10028-2 P265GH
EN 10028-2 P265GH
EN 10028-2 P265GH
S355JR TO EN 10025-2
S355JR TO EN 10025-2
EN10028-7 Gr 1.4509 - X2CrTi Nb18 (AISI 441 SS)
BS 4190 Gr.8.8
NOZZLE GASKETS =
NOZZLE FLANGES =
NOZZLE NECKS =
COMPENSATION PLATES = EN 10028-2 P265GH
SABS 1123 1000/3
ASTM A106 Gr.B
CNAF
NOZZLE SCHEDULE
ITEM No. SIZE SCH. TYPE
STAND
OUT
DESCRIPTION
N1
N2
N3
N4
N5
N6
N7
N8
N9
N10
1
1
1
2
1
2
1
1
6
7
610OD
300NB
300NB
80NB
25NB
25NB
80NB
15NB
50NB
25NB
STEAM INLET
JUICE INLET
JUICE OUTLET
CONDENSATE OUTLET
TOP INCONDENSIBLE GAS
BOTTOM INCONDENSIBLE GAS
SAFETY VALVE CONNECTION
PRESSURE GAUGE CONNECTION
BOTTOM DRAINS
TOP VENTS
FLG.
FLG.
FLG.
FLG.
FLG.
FLG.
FLG.
NPT
FLG
NPT
MASS EMPTY (kg) =
37881kgMASS MAXIMUM (kg) =
23284kgMASS OPERATING (kg) =
15090kg
TUBE No. 396
TUBE OD = 50,8mm
TUBE WALL THICKNESS = 1,2mm
TUBE LENGTH = 7210mm
MASS EMPTY - EXCL. TUBES (kg) = 10646kg
10PL
STD
STD
80
80
80
80
1100NB
FLG. DRAINN11
80
80
MASS TUBES (396 No.) = 4444kg
N12 2 15NBNPT TEMPERATURE GAUGE CONN.
N13 115NB
NPT PRESSURE GAUGE CONN.
N14 250NB
FLG PRESSURE TEST WATER INLET
6000#
6000#
6000#
6000#
80
300
-
-
100
100
100
100
-
-
-
-
-
-
100
CORROSION ALLOWANCE = 1.5mm
HEADER GASKETS = EPDM
HEADER DESIGN TEMPERATURE = 150 degC
HEADER OPERATING TEMPERATURE = 113 degC
JUICE DENSITY = 1010 kg/m3
100 SAFETY VALVE CONNECTION80
FLG50NB
N15 1
CALANDRIA SHELL FIELD TEST PRESSURE = 138 kPa (g)
HEADER SHOP TEST PRESSURE = 730 kPa (g)
HEADER FIELD TEST PRESSURE = 550 kPa (g)
1. MATERIAL: AS NOTED ABOVE2. ALL WELDS U.O.N. SHALL COMPLY TO THE REQUIREMENTS OF THE QUOTED DESIGN STANDARD OR TO AN APPROVED WELD PROCEDURE.3. ALL SHARP EDGES TO BE CHAMFERED OR ROUNDED4. ALL MACHINING TO BE 6,3 µm U.O.N.5. MACHINING TO BE DONE AFTER WELDING6. ALL ITEMS TO BE HARD STAMPED WITH PART NUMBER AND/OR EQUIPMENT NUMBER7. FLANGES : SABS 1123 NP1000/38. BOLTS : BS4190 Gr 8.89. PAINTING: - ALL PREPARATION AND PAINTING TO BE IN ACCORDANCE WITH THE PROJECT SPECIFICATIONS - ALL MACHINED SURFACES TO BE COATED WITH ANTI-RUST PRESERVATIVE10. INSULATION : REFER TO PROJECT SPECIFICATION FOR FIXING AND CLADDING DETAILS.
GENERAL NOTES
5
4 REQUIRED
585
200
7
0
70
6
0
°
6
0
°
51,33Ø
Ø51.18
1
2
9
3
T.O. HEADER UNDERSIDE LID PL.
105
8
7
8
S
T
R
O
K
E
1045
1045
2
1
5
4
,
4
1520
93
CUT BACK TO SOUND
METAL PRIOR TO SEAL
WELDS
1
0
1
°
LIFTING LUG
TOP AND BOTT.
LIFTING
LUGS
LIFTING LUG
(BEHIND)
1
2
4
°
1
2
4
°
1
1
2
°
LIFTING
LUG (TOP)
LIFTING
LUG (TOP)
100
100
LIFTING LUG
BEHIND
LIFTING LUGS
E
E