Embed Size (px)
Citation preview

Hazard Analysis and Safety Considerationsin Refrigerated Ammonia Storage Tanks
Falah Ai-Abdulally, Saad Ai-Shuwaib, and B. L. GuptaPetrochemical Industries Co. (KSC), Fertilizer Division, P.O. Box —9116, Ahmadi 61002
Ahmadi, Kuwait
A systematic approach to find out the probability of Ammonia tank failure wasadopted and a consequence analysis in case of accidental Ammonia release from
refrigerated ammonia storage tanks was made. The study revealed thatconstruction of a concrete bund wall around the tanks is not justified. Instead, it
would be adequate to upgrade the safety in the common dyke around the tanks byadopting additional conventional methods.
INTRODUCTION
The Fertilizer Complex of PIC consists of four ammoniaplants and three urea plants. The total ammonia plant ca-pacity is 3000 Tonnes/day whereas the urea plants capac-ity is only 2500 Tonnes/day. Therefore, 50% of the ammo-nia production is generally exported in ship tankers andfor this purpose, PIC have installed three refrigerated liq-uid ammonia storage tanks. Two of these tanks are ofsingle wall construction whereas the third one, whichwas built recently, is of double integrity type. The exportfacilities are also installed for a total export rate of 1400tonnes per hour.
The fertilizer complex is located in Shuaiba industrialarea, where a number of other industries, such as, refin-eries, melamine, cement, water distillation and powerplants are also located. Due to the potential hazards asso-ciated with the accidental release of ammonia from any ofthe installations, PIC conducted a study in order to findout the rate of ammonia release from the storage tanks incase of failure and the consequence analysis thereof. Inorder to reduce the disaster potential, PIC consideredvarious methods. At the same time they contacted othercompanies in an effort to learn of the methods beingadopted by them. The results of the studies with respectto the following parameters are discussed here:
(i) Limits of Ammonia concentration in the atmo-sphere.
(ii) Probability of tank failure.(iii) Consequence of Ammonia release with and with-
out the bund wall.(iv) Feasibility of constructing a concrete bund wall
around existing storage tanks.(v) Survey of safety methods adopted by other com-
panies.(vi) Final method selected by PIC in order to en-
hance safety requirements.
DETAILS OF AMMONIA STORAGE & HANDLING FACILITIESAT PIC
One Ammonia storage sphere of 4160 tonnes capacitywas installed in the old plant in the year 1969. The oper-ating conditions in this sphere were 3 Kg/cm2 and 1°C.This storage sphere was isolated in 1976 and is no longerin operation.
Two number single wall storage tanks were built in1971 for storage of refrigerated liquid ammonia at -33°Ceach having a net storage capacity of 23,000 tonnes. Athird storage tank of double integrity type constructionhaving a storage capacity of 30,000 tonnes of liquid am-
monia at —33°C has been commissioned in 1984. All thethree tanks are raised about 1.5 meter above the groundon individual concrete plinths and are bunded in a com-mon earthen dyke of 2.1 meter height above the nominaltank farm floor level.
A reinforced concrete dyke wall is constructed abovethe earthen dyke to increase the depth of containment to3.2 meter. The net capacity of the dyked farm is about53,000 M3 (i.e. 36,000 tonnes of liquid ammonia).
The tanks have been provided with a common Refriger-ation system so that the temperature of ammonia is kept at—33°C. Each storage tank is fitted with a number of safetydevices to warn and prevent a major rupture of the tank.
The ammonia export facilities consist of three exportpumps with a total design export rate of 1400 tonnes/hr.The ammonia is pumped through a 18" diameter pipe lineto the Jetty Terminal located at a distance of about 4.5K.M from the pumping station. The Jetty terminal itselfconsists of 10" diameter loading arms. A 4" dia. vapor linehas also been provided for recirculation during the initialcooling down of the export pipe line.
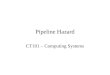
A flow arrangement of the storage facilities installed inthe plant is shown in Figure 1 with key operating parame-ters indicated therein.
LIMITS OF AMMONIA CONCENTRATION IN THE ATMOSPHERE
In order to perform the dispersion calculations, it is es-sential to know the effect of Ammonia release on humanbeings in a range of concentration and periods of expo-sure. A physiological response to ammonia concentrationin air is indicated in Table 1. The most commonly usedtoxic limit concentration of ammonia is the maximum al-lowable concentration called MAC. The maximum allow-able ammonia concentration in the air (MAC) is generally50 ppm in Kuwait. However, this value varies from 25ppm to 100 ppm in different countries.
For our calculations of disaster potential, following thetwo limits were fixed:
(i) Concentration up to 1500 ppm is the highest con-centration that is not considered fatal but wouldhave reversible side effect.
(ii) Concentration of 5000 ppm has been assumed tobe instantaneously fatal.
PROBABILITY ANALYSIS OF TANK FAILURE
The probability of major release of ammonia from thestorage tanks was assessed under the following four cate-gories of failure:
154

(i) Primary failure of the tank due to material de-fects, wrong design and corrosion etc.
(ii) Failure due to the factors responsible for opera-tion of the tank i.e. instruments, alarms etc.
(iii) Failure due to natural events like hurricanes andearthquakes.
(iv) Failure due to external events like collision byvehicles, fires in adjacent installations, sabotageetc.
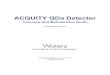
A fault tree analysis technique was used which identifiesthe cause and effect chain of events leading to possiblemajor ammonia release. The fault tree for failure of thestorage tanks so generated is shown in Figure 2. Theprobability data to the occurrence of a specific event wascollected from different sources and based on these infor-mations, the probability of occurrence of each event wascalculated.
The probability of occurrence of external hazards likesabotage and fire in adjacent installations can not be as-sessed and therefore not included in the overall probabil-ity. The probability of each event was worked out to be asfollows:Probability of primary failure of tank: 1.0 x 10""7 per year.Probability due to natural events: 1.0 x 10~~8 per year.Probability due to operation faults: 5 X 10~10 per year.The overall probability is thus worked out to be 1.1 x10~7 per year.
This low probability is due to the necessary alarms andinstrumentation provided for the tanks as shown in Fig-ure 1.
Duplicate safety relief valves have been provided toprotect the tank from failure due to overpressurization.Also a flare system has been installed for flaring the am-monia vapors generated due to heat leakage.
The tank pressure is maintained below 300 mm watergauge automatically by capacity control and start/stop ofRefrigeration ammonia compressors. Four large Ammo-nia Compressors have been provided so that 1600 T/dayof liquid ammonia at —20°C and 4 Kg/cm2g pressure canbe sent to the tanks. An emergency compressor has alsobeen provided for boil off vapors.
A vacuum relief valve has been provided to protect thetank against failure due to vacuum. Moreover, a vapormakeup system has also been provided which gets startedautomatically when the pressure in the tank falls below22 mm water gauge. In last 16 years of operation, this sys-tem has never been used.
Failure due to hydrostatic head caused by overfilling iseliminated by two independent level alarms.
It was thus concluded from the above analysis that theprobability of failure of the tanks due to internal factorsand natural events is quite remote. The probability of fail-ure due to external reasons cannot be assessed.
CONSEQUENCE ANALYSIS Of AMMONIA RELEASE
In spite of the low probability of tank failure, a detailedsystematic analysis was made regarding the rates of am-monia release and consequences thereof. In order to fur-ther reduce the disaster potential, in case of tank failure,PIC considered constructing a concrete bund wall aroundeach of the single walled Ammonia storage tanks. There-fore, a comparative assessment of the disaster potentialwas also made with and without the bund wall.
Rotes of Ammonia Release
In order to study the consequence of ammonia release,the rates of ammonia release were calculated for twomodes of failure: a) Sudden rupture of the tank resultinginto release of total contents of the tank, b) Partial release
due to the failure of the manhole or liquid inlet/outletnozzles.
(a) When sudden rupture of the tank takes place, asmall fraction of the liquid ammonia would flashinstantaneously depending upon the pressure inthe tank and the remaining liquid would pour intothe dyke or the bund. It has been estimated thataround 0.37% of the tank contents would beflashed at the maximum operating pressure (650mm H2O) in the tank. A small degree of superheatcould also be sustained at the bottom of the tankdue to compressibility of the liquid. Therefore, thetotal vapor flashed on rupture of the tank would beincreased. However, the amount of superheatwhich could be present has been found to be only0.1°C which is not significant when compared tothat caused by the pressure in the tank. Thus, inthe worst situation, when the tank is full of liquidammonia, about 84 Tonnes of ammonia vaporwould be flashed instantaneously. The subse-quent evaporation rate from the pool of liquid inthe dyke or the bund would depend upon follow-ing factors:
(i) Evaporation due to heat gain from the soildepending upon the temperature differencebetween the ground and the liquid.
(ii) Evaporation due to wind effect.(iii) Evaporation due to solar radiation.
It has been estimated that at 3 m/sec. wind velocity and50°C ambient temperature, about 1.28 Kg liquid ammoniawill evaporate per minute per sq. meter area, due to allthe above factors from the pool of liquid ammonia col-lected in the dyke or the bunded area.
The present total dyked area around the tanks is 18,000M2 whereas the ground area of the annular space of theproposed bund wall is estimated to be 365 M2. Therefore,the continuous evaporation rate from the pool of liquidammonia would be 23 MT/min. in case of present dykedarea and 467 Kg/min. in case of the proposed bund walls.
(b) Partial release of liquid ammonia from the tankcould occur due to any one of the followingreasons:— Development of a crack in the tank shellmaterial.— Failure of the 24" dia. manhole and/or 24" dia.pumpout line.— Failure of the 10" dia. bottom fill line.
TABLE 1. PHYSIOLOGICAL EFFECT OF AMMONIA
Vapor Concen-tration, ppm
(v/v)
25 (MAC)
100
400
700 ppm
1700 ppm
2400 ppm
5000 ppm
10,000 ppm
General effect
Odor detectableby most persons.No adverse effectfor average worker.
Nose and throatirritationimmediately.immediate eyeirritationCoughing & severeeye, nose & throatirritation.Convulsivecoughing.Respiratory spasm
Rapid Asphyxia.
Exposure period
—Maximum for 8 hourworking period.—Delibrate exposurefor long periods notpermitted—No serious effect after1/2-1 hour.
—No serious effectafter 1/2-1 hour.—Could be fatalafter 1/2 hour.
—Fatal after 30 min.exposure.—Fatal withinminutes.
155

Set point560mm w e
Vapours tocompressor
Liquid return.•at-*-»
Pump ventEines
*
«1 "4-
„U
VAC S3* /-Nh22mm/wc &9 ^L
^
\ 700 mm/we '
fetej) 4-£~fD;
5 Wi. T
:
. <fîi (fil. . ..
Shut down.
1
C
copacltcontrol100/75/5
61
A
V
Emergencycompressor
•Set point --. j£~v300mm we <C§L ©L
Amm. vapourfrom vaporizer
d—i
Signal to vapourmak« up system
Liquid product
Liquidt?export pumps
Rcclrcutatlon Un«f rom export la'itttHi
Figure 1. P.I.C. ammonia storage tanks typical control and instrumentation diagram.
The estimated leakage rate from each of the tanknozzle is given below:
24" dia. manhole/pumpout = 168 Mt/min.10" dia. liquid fill line = 29.1 Mt/min.
It, therefore, became obvious from the above cal-culations that failure of any of the nozzle on thetank would completely fill the dyked area or thebund and thus would have the same effect as that
for total collapse of the tank except for the absenceof large initial flash.
Consequence Analysis
The dispersion calculations were then performed forthe spread of ammonia vapor cloud due to initial flash aswell as from the completely covered bund.
S " •- FRAOMEt-T PENETRATION„ '< - SABOTAGE
. TYPHJWNS» , .**• .MMCRÏIRE" ~ '
Zx'lO~
- CORROSION- POOR DESIGN- WRONG MATERIAL
SPECIFICATION ETC.
- FAILURE OF CONCRETSBASE (FROST HEAVE)
- EXPANSION OF ICEBETtfEEN BASE AHD TANKETC.
I.9X/O
Figure 2. Fault tree for failure of refrigerated storage tanks.
156

Mechanism of dispersion
The dispersion of an ammonia vapor cloud is quite dif-ferent from that of other gases since the ammonia in thevapor cloud will react with the moisture in the atmo-sphere producing heat and aqua ammonia aerosols. Therate of evaporation of these aerosols is a function of dilu-tion of the vapor cloud by air as well as of relative humid-ity of the atmosphere. In case of liquid ammonia of 20°C,this results in a heavy gas cloud with a temp, of -33°Cand density of 1.4 Kg/M3. Dense gas clouds released nearthe ground are in general dominated initially by gravita-tional effects, but ultimately passive dispersion processtakes place.
In case of instantaneous release i.e. the flash ammoniavapors, the cloud would spread radially relative to its cen-ter while simultaneously advecting with the wind. Incase of continuous release, the cloud spreads laterally un-der gravity in a two dimensional manner. The cloudceases to be dominated by gravity when the density be-comes almost equal to that of air (p cloud = 1.001 x p air)or the lateral spreading rate falls below twice the windspeed.
Cloud travel distance
The maximum distance travelled by the ammonia vaporcloud from the source of the release resulting from totalcollapse of the tank were calculated with and withoutbund wall under following conditions at 50°C ambienttemp.Case-1 — Very stable weather conditions at wind speed
of 1 m/sec. being the worst case.Case-2 — Neutral weather conditions at wind speed of 7
m/sec. being the most favorable condition.The calculations were performed based on GaussianPlume model which is valid only upto 10 KM distance.The results of the calculations are given in Table 2 andfollowing conclusions were made:
(i) The lowest wind velocity produces the highestconcentration for comparable distances,
(ii) In case of bund wall, the ground level concentra-tion near the source (upto a distance of about 500meters) is below the maximum allowable concen-tration since the emission takes place at a heightof 32 meters.
(iii) The maximum distance (and the area) covered bythe ammonia vapor cloud would be at least 10KM in case of the worst weather conditions withand without the bund wall. Without the bundwall, the vapor cloud might travel to a distancelonger than 10 KM, which could not be estimatedbased on available methods. Therefore, the disas-ter potential remains almost the same upto 10 KMdistance except for the workers in the vicinity ofthe tanks.
(iv) In case of most favorable weather conditions, themaximum distance (or area) travelled by the
cloud is slightly reduced in case of bund wall ascompared to the present dyke. In this case, theammonia concentration of 1500 ppm or abovewould be reached upto a distance of around 3250meters with the present dyke.
FEASIBILITY OF CONSTRUCTING A BUND WALL
As discussed in the previous paragraph, a concretebund wall would slightly reduce the disaster potential incase of total failure of the tank. However, a bund wallaround single walled storage tanks could provide someprotection to the tanks against external hazards, the prob-ability of which could not be assessed. Therefore, in or-der to evaluate the possibility and adequacy of the bundwall, a preliminary design of the bund wall was fixedbased on the data collected from the plants where bundwalls have been constructed. The brief details of the de-sign of the bund wall selected for the tanks are given be-low:
— A full height concrete wall with a thickness of 0.45meter was considered.
— The annular space between the tank and the wallwas selected as 2.5 meters in order to provide largeenough space for construction access, line bends andinspection and also to ensure proper natural ventila-tion. Roofing of the annular space was rejected sinceit would hamper natural ventilation leading to con-densation and hindering rescue operation as well.
Limitation in Construction
(a) A review of the layout of existing installations in-dicated that constructing the bund wall would ne-cessitate shifting the three numbers export pumpsfrom their present location. After detailed study onthe mode of construction of the bund wall andother activities, it was observed that the shifting ofthe pumps and associated piping modificationswould require at least 6-8 weeks stoppage of theexport operations. Moreover, the ammonia tankswould require to be emptied out and purged in or-der to allow cutting and welding of the necessarypipe lines since the present block valve at the tankwould also have to be shifted. Such a long stop-page of the storage and export facilities would re-sult into plant shut-down causing considerableproduction loss to the Company.
(b) Moreover, construction of the bund wall aroundthe live tanks would also pose certain safety risksand would require additional precautions andmonitoring round-the-clock.
(c) In this case, the concrete wall cannot be tested forstrength and tightness by filling the enclosed areawith water upto the proper height as the tank can-not be subjected to large external hydraulic pres-sure.
TABLE 2. MAXIMUM DISTANCE TRAVELLED BYAMMONIA VAPOR CLOUD
Case-1 (worst)- 1500 ppm- 5000 ppm
Case-2 (Mostfavorable)
- 1500 ppm- 5000 ppm
With Bundwall
530 m->10 km680 m- 10 km
160 m-2600 m220 m-1120 m
Without Bundwall
0-> 10 km0-> 10 km
0-3250 m0-1500 m
Limitation of the Bund Wall against external hazards
Even if, the above difficulties in the construction of thebund wall are ignored, it was observed that the proposedbund wall would only provide limited protection againstthe external hazards.
(i) The bund wall has to be kept open from the topfor ventilation of the tank bottom to preventfreezing. Because of this, the tank roof will re-main unprotected and it can be damaged by anyfalling object.
(ii) There is no practical way of testing the strengthand leak tightness of the bund wall constructedaround existing ammonia tanks.
157

(iii) The bund wall cannot endure if a complete fail-ure of the tank should occur due to developmentof a running crack in the plate material of thetank. In this case, either the toppling tank or theimpulse of the outflowing liquid would destroythe bund wall.
(iv) Bund wall can only withstand a peak pressure of0.1 Kg/cm2g due to vapor cloud explosion innearby installation.
(v) Bund wall would only provide a limited protec-tion against flying object or sabotage since anyflying object heavier than 23 Kg hitting the wallwith a velocity of 150 m/sec. would penetratethrough the bund wall and thus could damage thetank as well.
High Capital Cost
The cost of construction of the bund wall and othersafety installations was worked out to be US Dollars 6.5million. Such huge investment is not justified in view ofthe limited protection provided by the bund wall.
SURVEY OF SAFETY METHODS BY OTHER COMPANIES
In view of the above limitations and difficulties in con-struction of the bund walls, PIC contacted number ofother Ammonia Producers throughout the world in orderto find out the safety methods adopted by them in the Am-monia tank farm area. From this survey, following obser-vations were made:
(a) There is no uniform standards which are followeduniversally for safety around Ammonia storagearea.
(b) It was observed that it is now a common practicein UK & Holland to construct a bund wall aroundammonia storage tanks (existing as well as newtanks).
(c) In India, there is only one plant having a bundwall around Ammonia tank. This plant is also a ICIPlant who have followed the practice being fol-lowed by them in U.K.
(d) Most of the Engineering companies including theIFA/APFA Sub-committee on safety in Ammoniastorage tanks have recommended to construct acommon retaining dyke around Ammonia storagetanks in order to limit the area of the spilled liquid.The capacity of the common bund should be equalto the largest tank capacity. Provision should bemade to pump out the drained ammonia from theretaining dyke to other tank.
(e) In case of double walled storage tanks, the retain-ing dyke is not necessary.
(f) There is no automatic ammonia detection systemfollowed anywhere in the world in the Ammoniatank farm area.
(g) In case of open dyked area in the tank farms, thereis no system of pavements being followed any-where to prevent seepage. However, whereverbund walls have been constructed, these are pro-vided with concrete floors.
(iv) Probability of failure of tanks due to internal rea-sons is too remote.
(v) Slight reduction in the disaster potential in caseof leakage of ammonia due to tank failure.
(vi) High Capital Cost.Instead, it was found adequate to take following addi-
tional steps to upgrade the safety in the tank farm area:(i) Concreting of all the containment area within the
dyke in order to minimize the possibility of seep-age into the ground. This step is being taken byPIC since the ammonia tanks are located veryclose to sea and also the water intake for thewater distillation plant is close to this area.Therefore any leakage of ammonia to the seathrough the soil or otherwise cannot be allowed.
(ii) Drainage and pumping facilities for the spilledammonia to the other tank.
(iii) Ammonia leak detection and alarm indication inthe central control room.
(iv) Installation of a suitable foam station in order toreduce the evaporation rate of ammonia fromdyke area.
The cost of implementation of all the above actions isestimated to be only 25% of the cost of the bund wall.
LITERATURE CITED
1. Analysis of vapor clouds accidents by B. J. Wiekema, Indus-trial Safety dept. TNO.
2. Methods for calculation of Physical effects of the Escape ofDangerous material, Part I & II. Published by Directorate —General of Labor, The Netherlands, March 1980.
3. Gas Cloud Explosion by B. J. Wiekema, Feb. 1979.4. Hazardous Material spill handbook, Part 4 Ammonia, by
Phani Raj, Published by McGraw-Hill.5. Handbook of compressed gases, second edition (1981).6. Reducing vapor loss in Ammonia Tank Spills, by K. Feind.
Falah Al-Abdulally was working as OperationsManager with Petrochemical Industries Co.,Kuwait. At present, he is Safety Manager, and re-sponsible for overall safety and security of theplant. He graduated from North Carolina StateUniversity, in 1969. He is a member of AIChE,NSC and NFPA.
Saad Al-Shuwaib is General Supt. TechnicalServices in the Fertilizer Plant of PIC, Kuwait.He is responsible for Engineering, Inspectionand Production Control Sections of the plant. Hereceived his BS degree in 1977 and MS degree in1981 (both in Mechanical Eng) from the Univer-sity of Wisconsin. He is a member of the Ameri-can Institute of Mechanical Engineers.
CONCLUSION
In view of the studies carried out as discussed above, itwas decided not to construct a bund wall around Ammo-nia tanks due to following reasons:
(i) Hazards involved during construction.(ii) Long stoppage of the storage and export facilities
required.(iii) Limited protection against external hazards.
Brij Lal Gupta is working as plant Engineer(Chemical) with PIC Kuwait. He is responsiblefor feasibility studies, process design/engineeringand commissioning of various projects concerningenergy conservation, pollution control, improve-ment in plant operations and upgrading safety inthe Fertilizer plant. He received his BE degree inChemical Eng. from Punjab University,Chandigarh (India). Before joining PIC in 1981,he had worked for about 11 years as Process Engi-neer with Shriram Fertilizers, Kota (India) & En-gineers India Ltd.
158

DISCUSSION
WM h bund wou
Comments by Jan M. Blanken, DSM Mestoffen by,Holland: In your paper, you mention that concretebund Walls have been constructed in the UK andHolland. In fact, my company has constructed atotal of six concrete bund walls around ammoniastorage tanks in the UK and Holland.
You also remarked that a concrete bund wallwould only slightly reduce the disaster potential incase of failure of the tank. This implies that mycompany has spent a lot of money to only slightlyreduce the disaster potential. I have been involved inmaking the decision to build these bund walls.Therefore, I would like to compare what, in myopinion, will happen when there is a f ai lure of a tankthat is provided with a concrete bund wall and whenthere is a failure of a tank that is provided with a lowdike as proposed by you.
Figure 1 shows the dispersion of ammonia withbund wall and with dike. In the case of a bund wall,the levelof the liquid will be about 6 m below the topof the wall. There will, therefore, be no adiabaticsaturation of air with ammonia and the ammoniacloud will be buoyant. This will result in dispersionover a limited area with rather low ground levelconcentrations (1). In the case of a dike, the airblowing over a pool of 18,000 m2 of liquid ammoniawill be adiabatically saturated and become cold,which will result in a heavy gas cloud that will travel
along the ground. This heavy gas cloud may travelthe distances you have indicated.
Figure 2 shows why in case of an incident com-parable with the failure of the roof of the tank, only asmall amount of vapor is released instantaneously.Because the temperature in the bottom of the tank isconsidered to be only about 2° C higher than in thetop of the tank, ammonia is flashed off from only athin top layer. This amount is estimated to be about300 kg for a tank containing 15,000 tonnes ofammonia. After this instantaneous release, thedifference in temperature between top and bottomof the tank will have increased to 2.7°C. Over aperiod of time, this temperature difference willdecrease to 2°C, the assumed stationary condition
Height of liquidm tank
25m
33 m t
159

Dispersion of ammoniaafter the failure of theroof the tank ofArcadian Corporation
400
5 10time after failure
15hrs
again, by internal circulation of the liquid in thetank. During this period further ammonia will bereleased.
Figure 3 shows the ammonia concentration vs.time at three distances after the failure of the roof ofthe tank of Arcadian Corp. (2). Based on thesemeasurements, it has been assumed that 95% of thetotal release of ammonia required to obtain newstationary conditions will be released in the first tenhours. It has also been assumed that the rate ofrelease is proportional to the amount of ammoniastill to be released. It is emphasized that both the95% and the ten hours are in fact assumptions.
On the basis of these assumptions, the rate ofrelease vs. time after failure, Figure 4, has beencalculated. It shows the estimated rate of release vs.time after failure when a tank that has been providedwith a concrete bund wall fails. This assumes thatthe bund wall is provided with insulation on theinside such that no heat is given up from the bundwall. The failure of such a tank can, therefore, becompared with the failure of the roof.
10000
5000
rot» of releaseka/hMnstantaneous
release 300 kg
Estimated rate ofrelease vs timeafter failure
Total release 31300 kg or0.22% of Inventory
5 10time after toiture
15hrs
Accordingly, I would like to conclude that in caseof a bund wall, the relase of ammonia can becompared with ammonia released after the failure ofthe tank of Arcadian Chemical and this is much lesssevere than the release of ammonia in the case of adike as calculated by you.
Literature cited
1. Blanken, J.M., "Behavior of Ammonia inthe Event of a Spillage," in the TechnicalManual on Ammonia Plant Safety, Vol.22, AIChE.
2. Badame, P.J., "A 15,000-tonne Atmos-pheric Ammonia Storage Tank RoofRupture," in the Technical Manual onAmmonia Plant Safety, Vol. 26, p. 168,AIChE.
3. Ball, W.L., "A Review of AtmosphericAmmonia Research Study," in the Tech-nical Manual on Ammonia Plant Safety,Vol. 12, p. 1, AIChE.
160

AUTHOR'S REPLY: The amount of instantaneousflash would depend not only on the temperaturegradient in the tank but also on the operatingpressure in the tank. Since in our plants, themaximum operating pressure is 650 mm H2O, theamount f lashed would be 0.37% of the tank contentsthat amounts to about 85 tons for a tank containing23,000 tons of ammonia. In our calculations, wehave assumed that this amount is released instan-taneously within first 10 minutes.
In the case of a bund wall, the ammonia cloudneeds not remain buoyant. This would have beentrue if the vapors were pure. However, the vaporvolume is roughly twice the liquid volume and,therefore, some entrainment of liquid droplets wouldprobably occur. It is not possible to calculate theexact amount of entrainment, but it would not take agreat deal of liquid to create an opaque fog with adensity greater than that of the surrounding air. Thiswould dramatically alter the mechanics of dispersionfrom the ideal case of pure, buoyant vapor andhence results in our calculations. Of course, theconcrete bund wall greatly reduces the disasterpotential in the adjacent area of the tank.R. FRYE, M.W. KELLOGG: I am interested in howyou differentiated the three types of tanks in termsof this failure probability, namely sphere, doublecontainment, and single-wall tanks.ANSWER: This failure probability was calculatedfor single-wall storage tanks. The sphere is not inuse; and the double integrity tank that has beenrecently installed in our plant was not included,since the outside shell will bear the liquid ammoniaif the inside shell fails.FRYE: You indicated sea water contamination inthe bund area, but I think also important is thereduction in the evaporation of theammonia pool as
a result of the spill. I was surprised at the 50 to 1 ratioof ammonia cloud material producing the sametoxic and flammable results. I think that's question-able in terms of dispertion analysis.ANSWER: Our calculations for dispersion analysisare based on the assumption that the initial flashdue to the pressure in the tank occurs almostinstantaneously during the first 10 minutes. Themajor difference in the consequence of the samewith the bund wall is that the area in vicinity of thetank remains safe for taking any remedial measuresin case of the failure of the tank. The maximumdistance travelled by the vapor cloud is also reduced,but not significantly. This could justify constructinga concrete bund wall.MALCOLM NELSON, Hartford Steam Boiler: Doesthe probability of 1.1 x 10~7 include the probabilityof the loss of refrigeration and would that impact onthe situation?ANSWER: The probability due to operational factorswas included in the assessment, but it was lowbecause of our sysem design. Our tanks weredesigned to include two safety valves that handlepossible overpressurization, a vacuum breaker, andtwo independent level alarms. Enough safety meas-ures were taken not to allow the tank to fail durng itsoperation. We do have a very large refrigerationsystem with standby compressors available. Forammonia released from the tanks, a good flaringsystem has been in operation for some time. Theoverall probability of failure due to operationalreasons was assessed to be low based on actualdata collected from different plants and accidents.The total probability was added from the tree thathas been constructed and resulted in the 1.1 x 10~7
probability, excluding the external high values thatcould not be assessed at all.
161