Embed Size (px)
Citation preview
스테인레스강용접부의입열량에따른미세균열평가
2007년 4월 5일
1
목 차
1. 시험개요
2. 시험조건
3. 시험평가
4. 시험결과및고찰
5. 특수시험(70kJ/in) 고찰및결과
6. 결 론
첨부 : 1. 원자로내부구조물의용접절차사양서(WPS)--------- 1 매
2
1. 시험 개요
• 신고리1,2 및 신월성1,2 원자로 내부 구조물(RVI) 및 제어봉 구동 장치(CEDM)의
주요 자재인 오스테나이트 스테인레스강(SA240 TP304L)의 용접부
시험 개요
적용 부위
내 용
적용 현황
• 예비안전 분석 보고서(PSAR)상의 인허가 요건으로 선행호기 부터
거론되고 있는 오스테나이트계 스테인레스강 용접부 미세 균열(Micro Fissure)
예방 조치사항과 관련 용접입열량 적정성을 확인하기 위해 용접 입열량
40kJ/in - 60kJ/in 범위에서 시험을 수행함.
• 용접 입열량 60kJ/in 적용 현황
- 영광 3,4호기, 영광 5,6호기
- 울진 3,4호기, 울진 5,6호기
- KEDO- 신고리1,2 및 신월성 1,2 (제작 진행중)
3
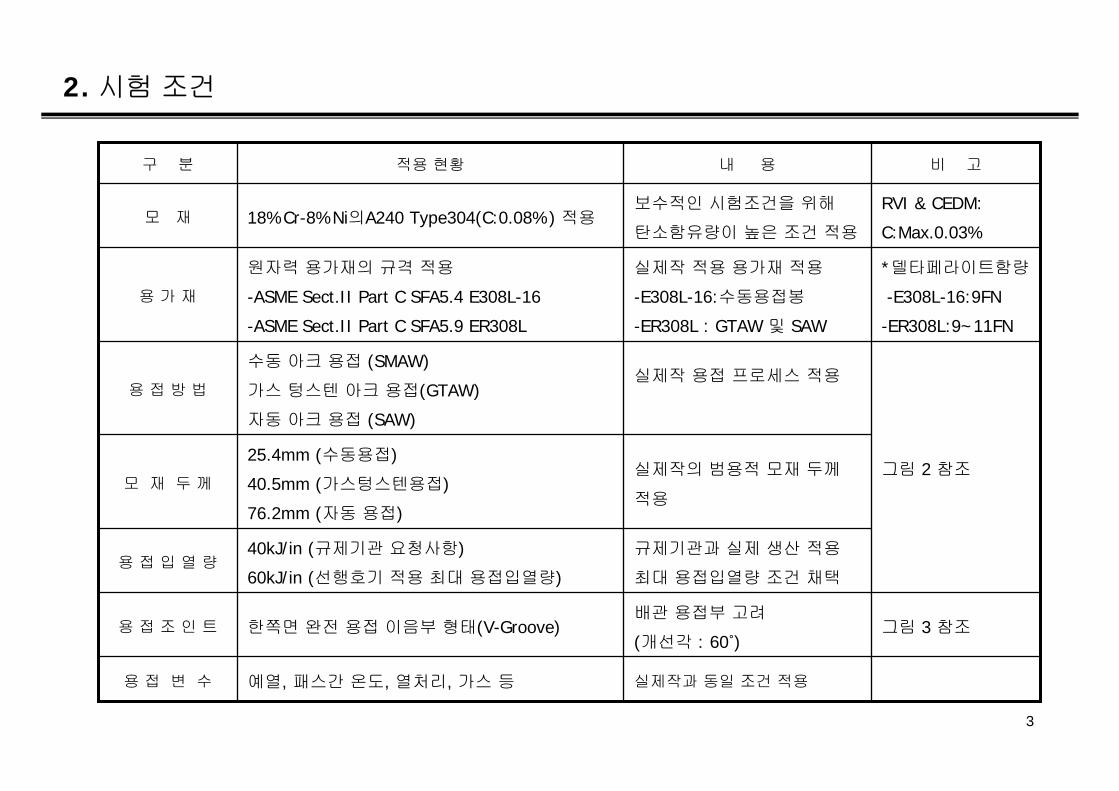
2. 시험 조건
실제작의 범용적 모재 두께
적용
25.4mm (수동용접)
40.5mm (가스텅스텐용접)
76.2mm (자동 용접)
모 재 두 께그림 2 참조
실제작 용접 프로세스 적용수동 아크 용접 (SMAW)
가스 텅스텐 아크 용접(GTAW)
자동 아크 용접 (SAW)
용 접 방 법
실제작과 동일 조건 적용예열, 패스간 온도, 열처리, 가스 등용 접 변 수
그림 3 참조배관 용접부 고려
(개선각 : 60˚)한쪽면 완전 용접 이음부 형태(V-Groove)용 접 조 인 트
규제기관과 실제 생산 적용
최대 용접입열량 조건 채택
40kJ/in (규제기관 요청사항)
60kJ/in (선행호기 적용 최대 용접입열량)용 접 입 열 량
*델타페라이트함량
-E308L-16:9FN
-ER308L:9~11FN
실제작 적용 용가재 적용
-E308L-16:수동용접봉
-ER308L : GTAW 및 SAW
원자력 용가재의 규격 적용
-ASME Sect.II Part C SFA5.4 E308L-16
-ASME Sect.II Part C SFA5.9 ER308L
용 가 재
RVI & CEDM:
C:Max.0.03%
보수적인 시험조건을 위해
탄소함유량이 높은 조건 적용18%Cr-8%Ni의A240 Type304(C:0.08%) 적용모 재
내 용 비 고적용 현황구 분
4
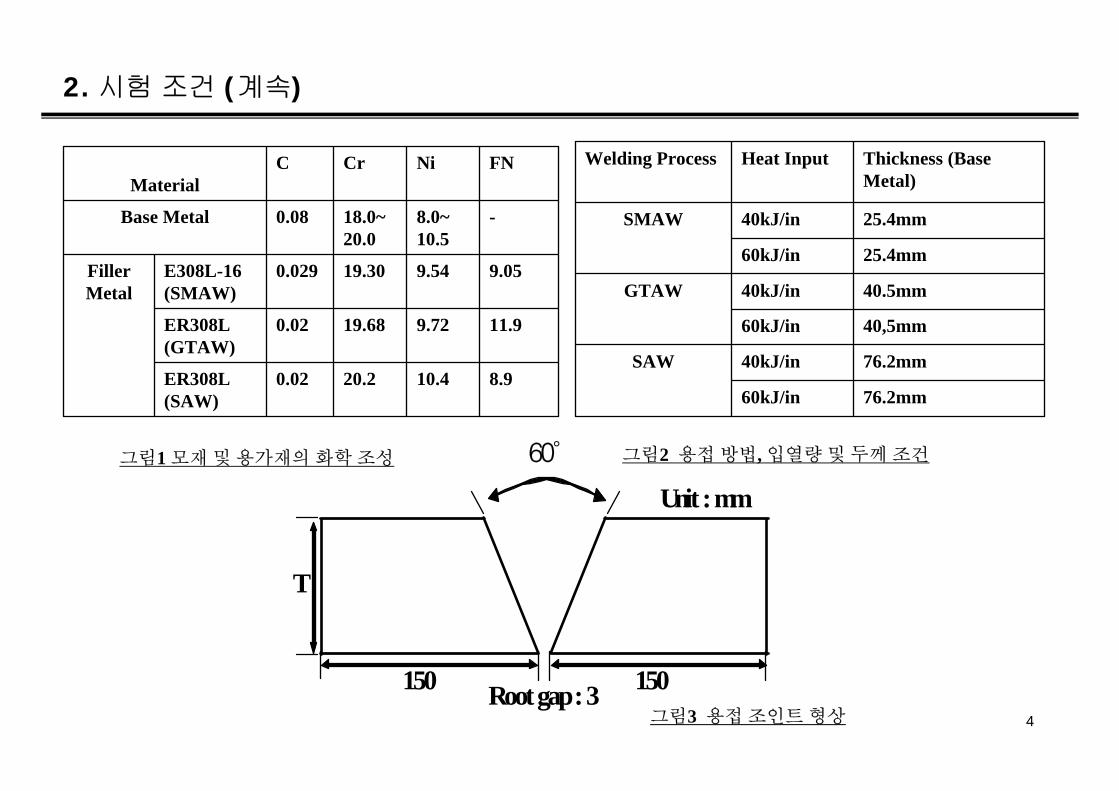
2. 시험 조건 (계속)
그림1 모재및용가재의화학조성
8.910.420.20.02ER308L(SAW)
11.99.7219.680.02ER308L(GTAW)
9.059.5419.300.029E308L-16(SMAW)
FillerMetal
-8.0~10.5
18.0~20.0
0.08Base Metal
FNNiCrCMaterial
76.2mm60kJ/in
76.2mm40kJ/inSAW
40,5mm60kJ/in
40.5mm40kJ/inGTAW
25.4mm60kJ/in
25.4mm40kJ/inSMAW
Thickness (Base Metal)
Heat InputWelding Process
그림2 용접방법, 입열량및두께조건
150
60°
150Root gap : 3
Unit : mm
T
그림3 용접조인트형상
5
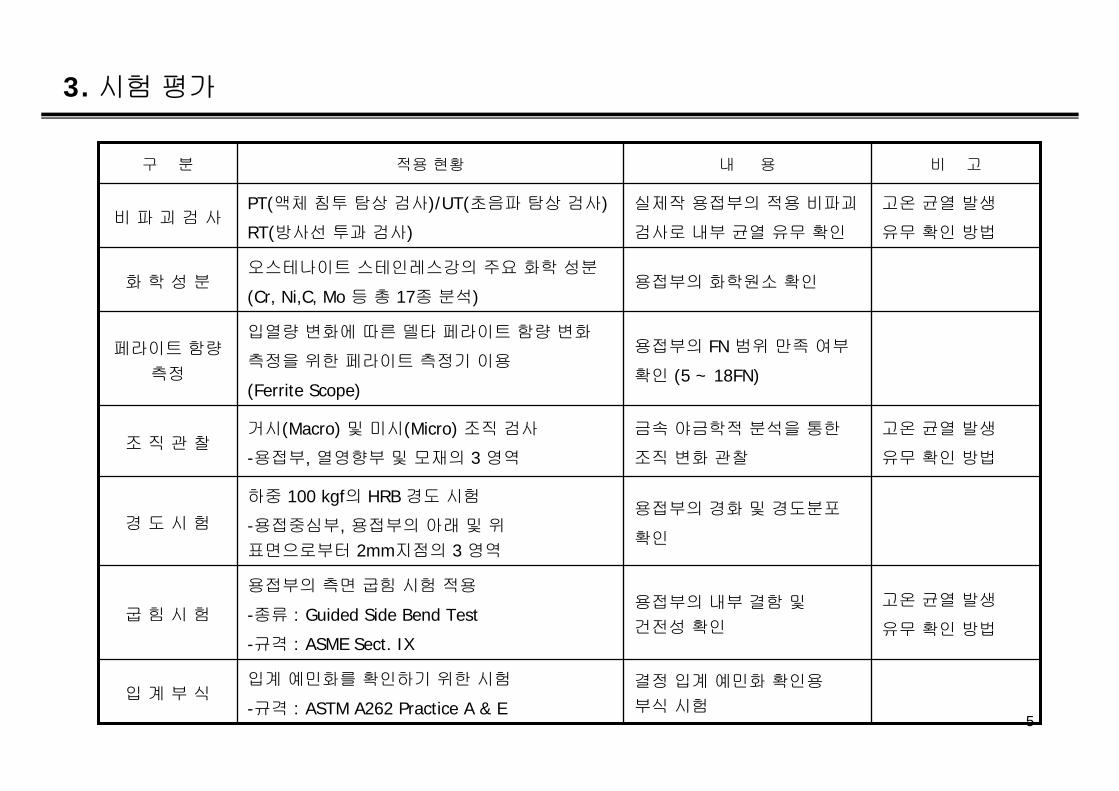
3. 시험 평가
용접부의 FN 범위 만족 여부
확인 (5 ~ 18FN)
입열량 변화에 따른 델타 페라이트 함량 변화
측정을 위한 페라이트 측정기 이용
(Ferrite Scope)
페라이트 함량
측정
고온 균열 발생
유무 확인 방법
금속 야금학적 분석을 통한
조직 변화 관찰
거시(Macro) 및 미시(Micro) 조직 검사
-용접부, 열영향부 및 모재의 3 영역조 직 관 찰
용접부의 경화 및 경도분포
확인
하중 100 kgf의 HRB 경도 시험
-용접중심부, 용접부의 아래 및 위
표면으로부터 2mm지점의 3 영역
경 도 시 험
용접부의 화학원소 확인오스테나이트 스테인레스강의 주요 화학 성분
(Cr, Ni,C, Mo 등 총 17종 분석)화 학 성 분
결정 입계 예민화 확인용
부식 시험
입계 예민화를 확인하기 위한 시험
-규격 : ASTM A262 Practice A & E입 계 부 식
고온 균열 발생
유무 확인 방법
용접부의 내부 결함 및
건전성 확인
용접부의 측면 굽힘 시험 적용
-종류 : Guided Side Bend Test
-규격 : ASME Sect. IX
굽 힘 시 험
고온 균열 발생
유무 확인 방법
실제작 용접부의 적용 비파괴
검사로 내부 균열 유무 확인
PT(액체 침투 탐상 검사)/UT(초음파 탐상 검사)
RT(방사선 투과 검사)비 파 괴 검 사
내 용 비 고적용 현황구 분
6
4. 시험 결과 및 고찰
입열량 영향 없음
(그림 8 참조)
입열량의 변화에 따른 상변태
가 발생되지 않음
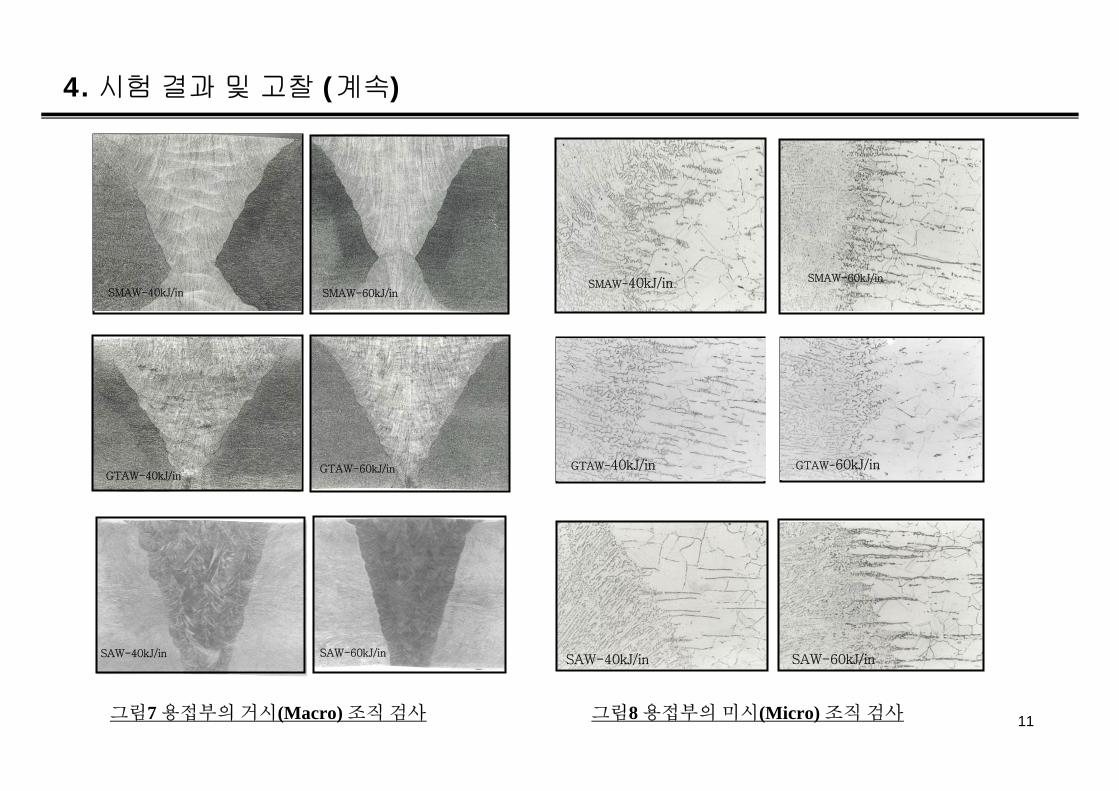
열영향부와 모재의 유사한
조직
미시(Micro) 조직 검사
-초정 δ Ferrite로 응고하는 FA 모드
입열량 영향 없음용접부의 FN 범위 만족 여부
확인 (5 ~ 18FN)
수동 용접 방법 대비 가스텅스텐 및 자동 용접
방법의 함량 다소 높음.
-수동 SMAW : 7.3 FN
-GTAW & SAW : 10.5 FN
페라이트 함량
측정
입열량 변화 고온
균열 영향 없음
(그림 7 참조)
입열량의 증가에 따른 패스수
변화 관찰 확인
용접부의 조직 건전성 확인
거시(Macro) 조직 검사
-수동 용접부 :입열량 증가→ 패스수 감소
-GTAW & SAW :입열량 증가 →변화 없음
조 직 관 찰
입열량 영향 없음용접부의 전형적인 오스테
나이트 스테인레스강 확인
ASME Sect. II Part C SFA 5.4 & 5.9의 화학
요건 및 성분 만족함화 학 성 분
입열량 영향 없음입열량의 변화는 용접부의
균열 및 결함 영향 없음.
최대 용접 입열량 40kJ/in 및 60kJ/in 용접부
- PT, UT & RT : 용접 결함 없음비 파 괴 검 사
고 찰 사 항 비 고시 험 결 과구 분
7
4. 시험 결과 및 고찰 (계속)
입열량 영향 없음
40kJ/in 와 60kJ/in의 측정값
유사함에 따라 경화 가능성
없음
미소 경도 측정 결과 뚜렷한 경도 변화의
경향 없음.경 도 시 험
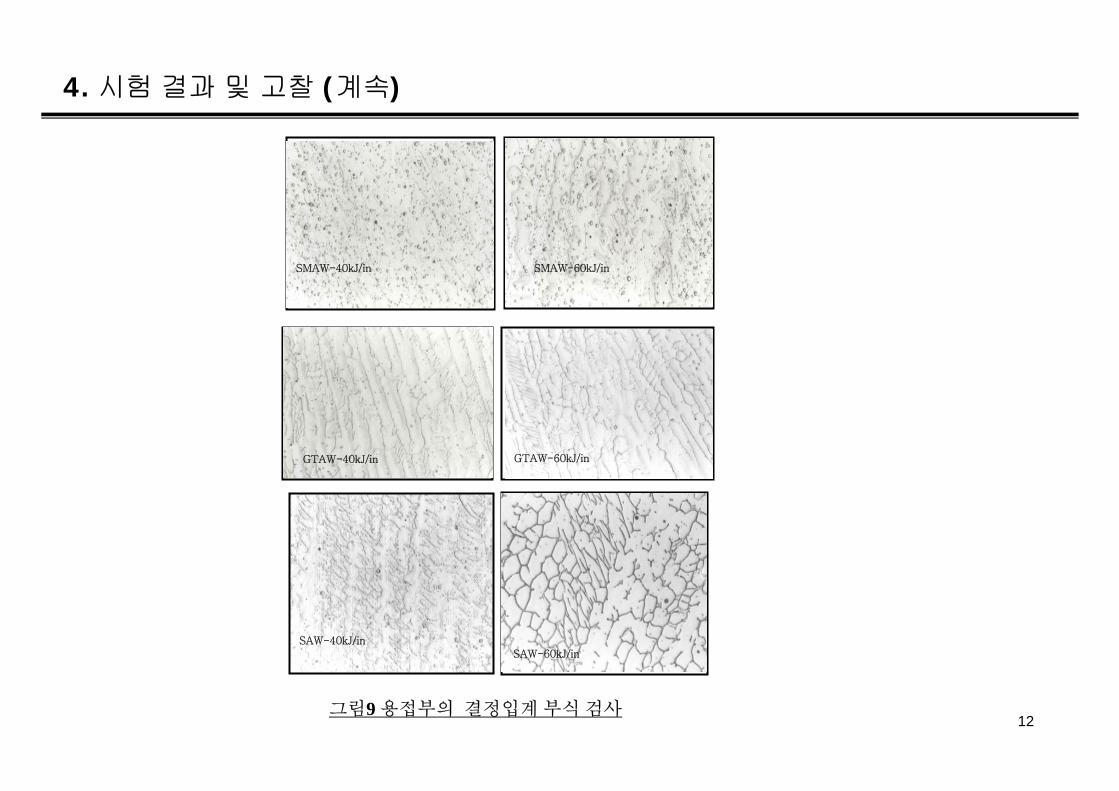
입열량 영향 없음
(그림 9 참조)
입열량의 변화에 따른
용접부의 내식성에 영향
없음
입계 부식을 나타내지 않으며, 굽힘시험 결과
균열 확인 되지 않음.
-규격 : ASTM A262 Practice A & E
입 계 부 식
고온 균열 파면과
다른 형태의 균열
확인(SEM)
용접 결함은 고온 균열이
아닌 용접부의 연성 부족에
의한 파단으로 확인 (주1)
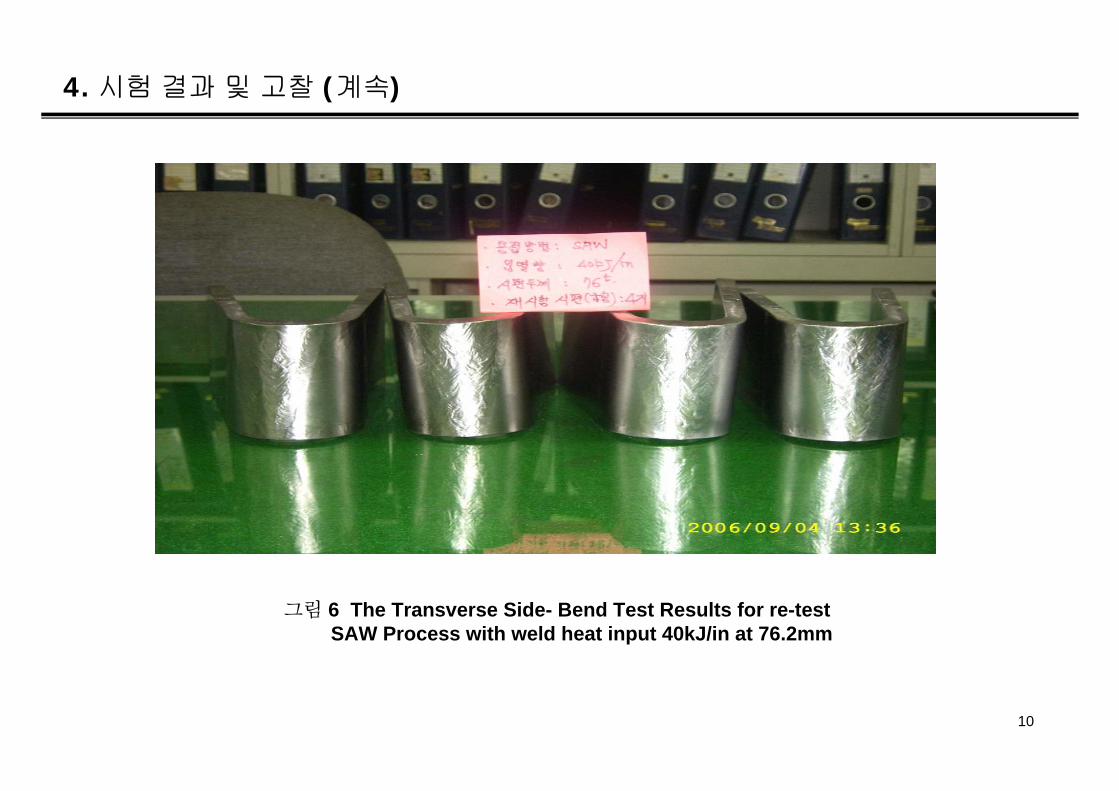
수동, GTAW 및 자동(SAW)의 60kJ/in :
균열 없음
자동(SAW)의 40kJ/in : 4.5mm의 용접결함 발생
(1차)로 추가 재현 시험(2차)을 통해 굽힘 시험
결과 균열 없음을 확인함.
굽 힘 시 험
고 찰 사 항 비 고시 험 결 과구 분
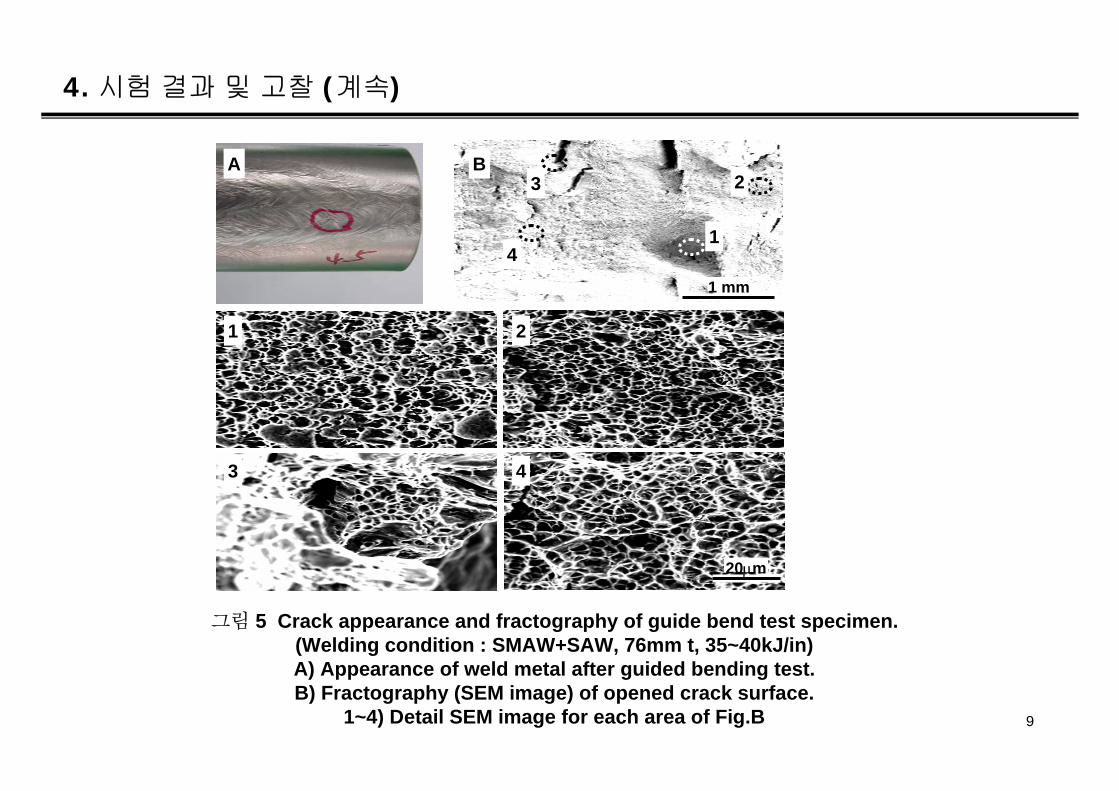
주 : 1. 낮은 용접입열량 (빠른 용접속도)에 의 한 용접부의 연성 부족으로 인한 파단으로 확인 (용접속도 : 52 Cm/min 적용)되었으며(그림 5) , 추가적인 재현 시험을 통해 굽힘 시험편 4개 시험 결과 균열 없음을 확인함 (그림 6 참조).
8
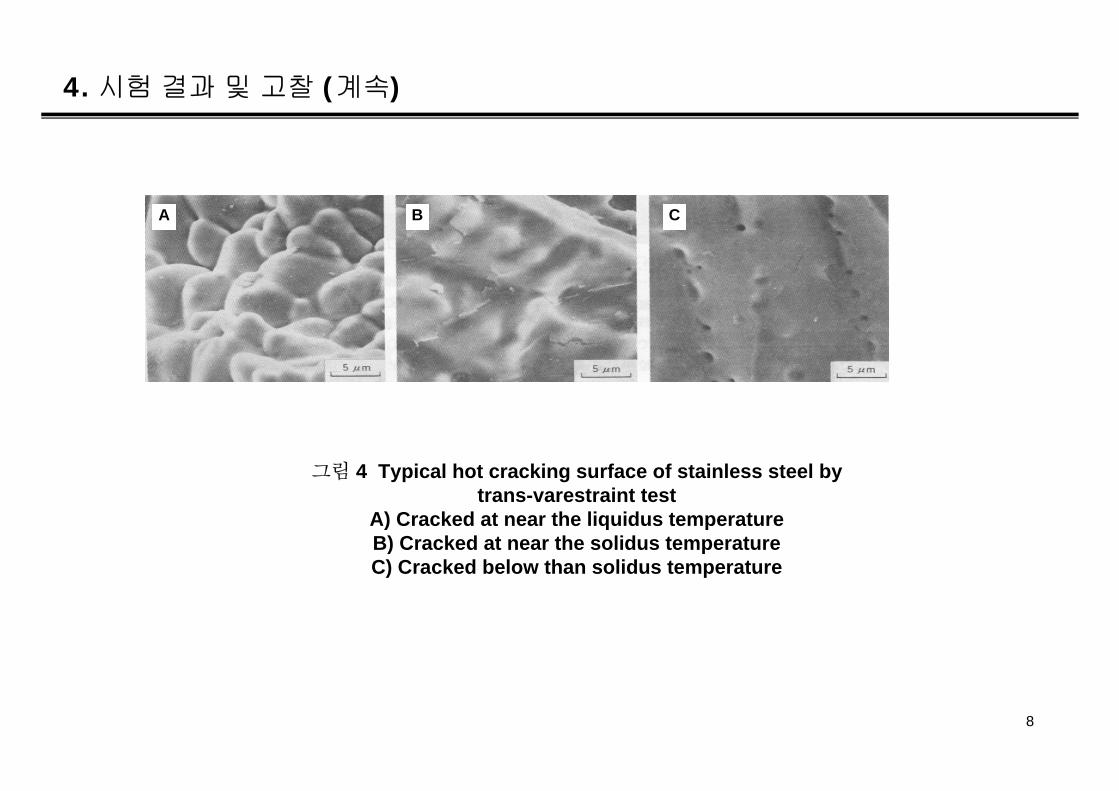
4. 시험 결과 및 고찰 (계속)
A B C
그림 4 Typical hot cracking surface of stainless steel by trans-varestraint test
A) Cracked at near the liquidus temperatureB) Cracked at near the solidus temperatureC) Cracked below than solidus temperature
9
4. 시험 결과 및 고찰 (계속)
1 2
3 4
1
23
4
20µm
1 mm
A B
그림 5 Crack appearance and fractography of guide bend test specimen.(Welding condition : SMAW+SAW, 76mm t, 35~40kJ/in)A) Appearance of weld metal after guided bending test.B) Fractography (SEM image) of opened crack surface.
1~4) Detail SEM image for each area of Fig.B
10
4. 시험 결과 및 고찰 (계속)
그림 6 The Transverse Side- Bend Test Results for re-testSAW Process with weld heat input 40kJ/in at 76.2mm
11
4. 시험 결과 및 고찰 (계속)
SMAW-40kJ/in SMAW-60kJ/in
GTAW-40kJ/inGTAW-60kJ/in
SAW-40kJ/in SAW-60kJ/in
그림7 용접부의거시(Macro) 조직검사
GTAW-40kJ/in GTAW-60kJ/in
SAW-40kJ/in SAW-60kJ/in
SMAW-40kJ/in SMAW-60kJ/in
그림8 용접부의미시(Micro) 조직검사
12
4. 시험 결과 및 고찰 (계속)
그림9 용접부의 결정입계부식검사
SAW-40kJ/inSAW-60kJ/in
GTAW-40kJ/in GTAW-60kJ/in
SMAW-40kJ/in SMAW-60kJ/in
13
5. 특수 시험(70kJ/in) 고찰 및 결과
• 피복 수동 아크 용접 방법 (SMAW – Shielded Metal Arc Welding Process)
• 타용접 Process(GTAW, SAW 등)는 용접 특성상 볼록한 비드 형상, 지나치게
낮은 용접 속도로 인해 용접 결함 발생 가능성으로 적용 어려움
[예] SAW 용접방법 : 70 kJ/in의 경우
- 500Amp x 33Volts x 60----------------------------- = 27.5 kJ/Cm (70 kJ/in)
36 Cm/min
적용 용접 방법
내 용
시험 고찰
및
결과
• 시험 조건 : 상기 4의 조건과 동일하게 적용(단, 입열량만 변경됨)
• 시험 평가 : 상기 4의 조건과 동일하게 평가함
• 시험 결과
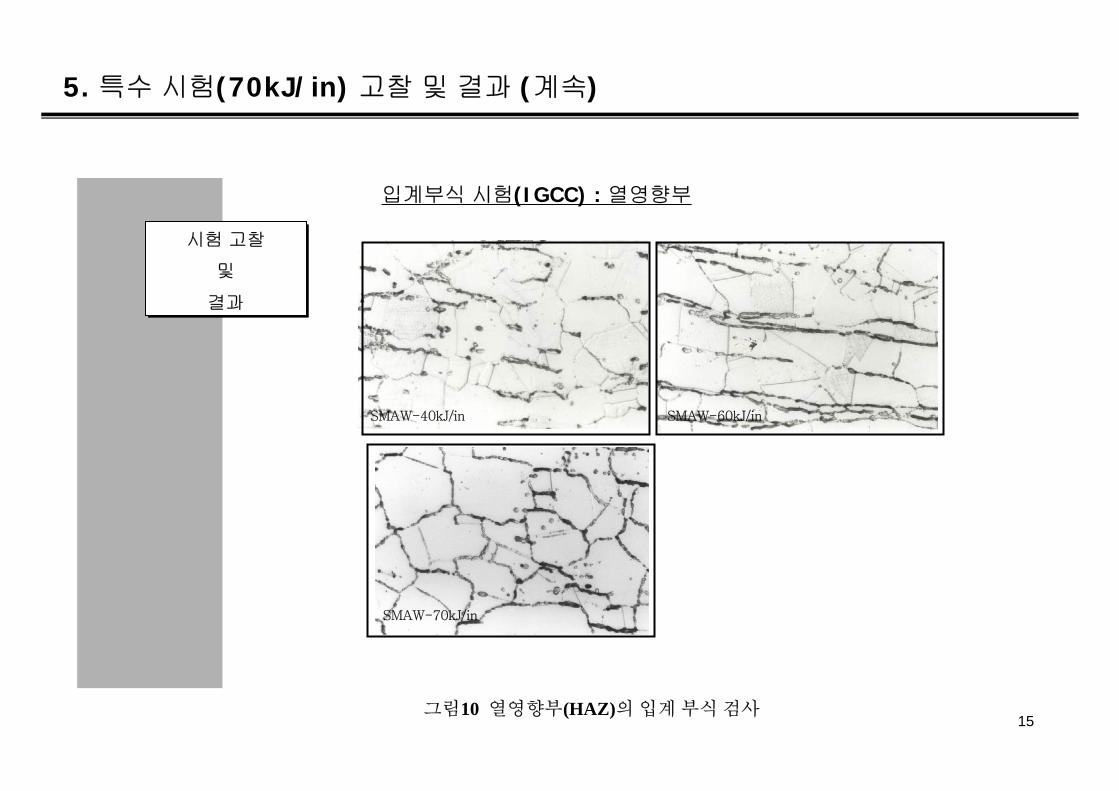
- 최대 70kJ/in(27,559 j/Cm)의 입열량 적용에도 고온 균열 발생치 않음.- 입계부식 시험(IGCC Test)에서 용접열영향부(HAZ)의 Grain Boundary에서
일부 Ditch 형상을 가지는 Dual Structure 조직을 보이고 있으나, 뚜렷한
부식 경향을 나타내고 있지 않으며, ASTM A262 Practice E의 굽힘 시험 결과
어떠한 결함도 확인되지 않았다. (그림 8 참조)
• 평가 : SAW 용접속도는최소 45Cm/Min이상되어야 양호한비드와결함예방
14
5. 특수 시험(70kJ/in) 고찰 및 결과 (계속)
내 용
시험 고찰
및
결과
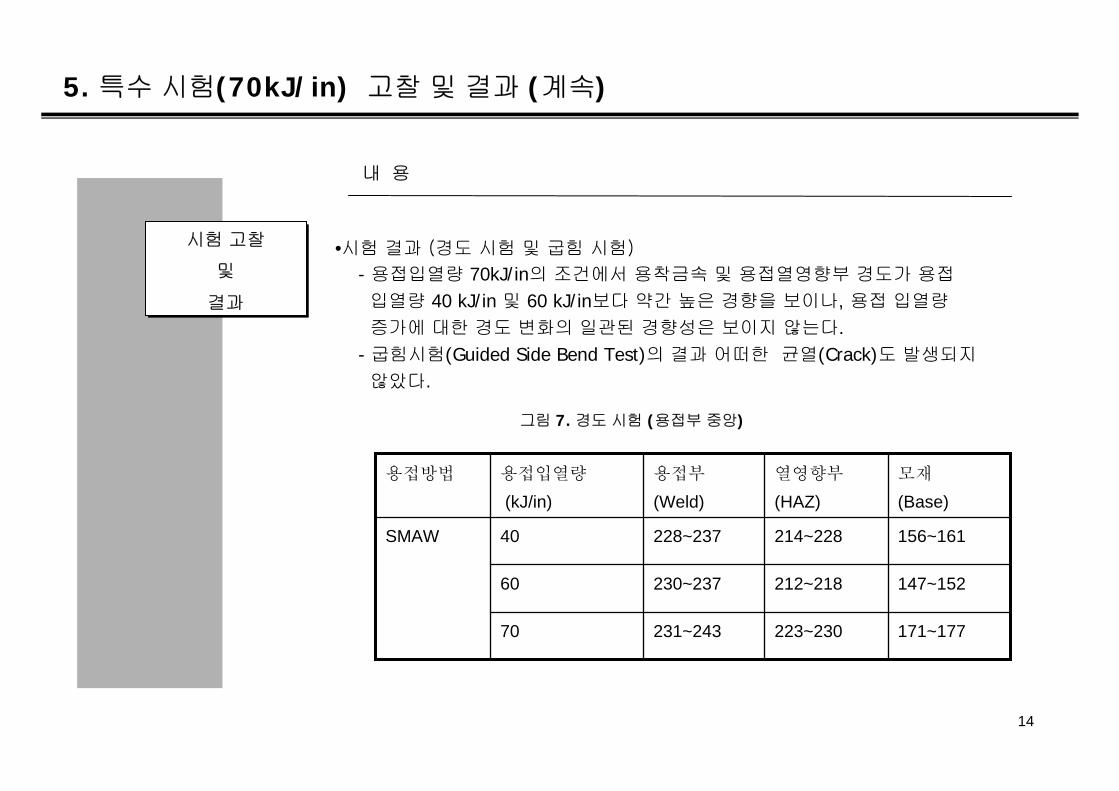
•시험 결과 (경도 시험 및 굽힘 시험)
- 용접입열량 70kJ/in의 조건에서 용착금속 및 용접열영향부 경도가 용접
입열량 40 kJ/in 및 60 kJ/in보다 약간 높은 경향을 보이나, 용접 입열량
증가에 대한 경도 변화의 일관된 경향성은 보이지 않는다.- 굽힘시험(Guided Side Bend Test)의 결과 어떠한 균열(Crack)도 발생되지
않았다.
171~177223~230231~24370
147~152212~218230~23760
156~161214~228228~23740SMAW
모재
(Base)열영향부
(HAZ)용접부
(Weld)용접입열량
(kJ/in)용접방법
그림 7. 경도 시험 (용접부 중앙)
15
5. 특수 시험(70kJ/in) 고찰 및 결과 (계속)
시험 고찰
및
결과
입계부식 시험(IGCC) : 열영향부
그림10 열영향부(HAZ)의입계부식검사
SMAW-40kJ/in SMAW-60kJ/in
SMAW-70kJ/in
16
6. 결 론
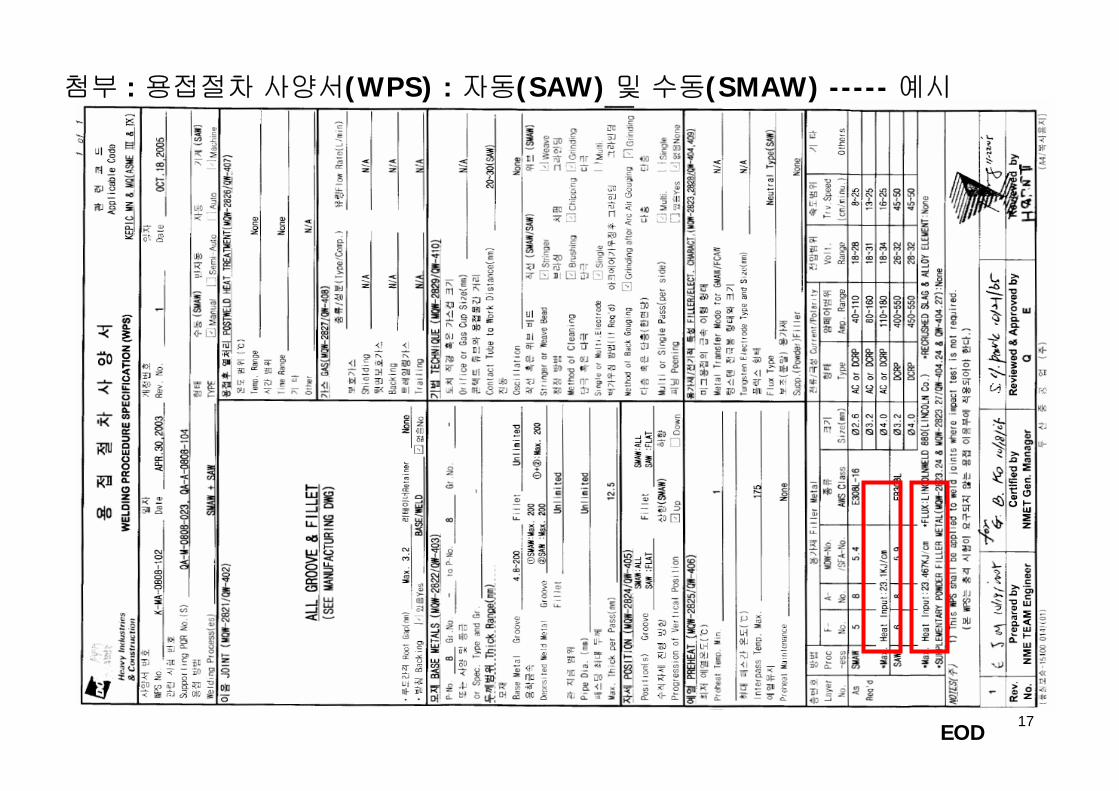
주 1. 생산 용접은 용접절차사양서(WPS)에 최대 용접입열량 60 Kj/in (Max.23,622j/Cm) 이내로 표기하여 관리함 (첨부 참조)
원자력 발전소 제품 제작에 전반적으로 적용되고 있는 스테인레스강 용접입열량은 현재의 적용 범위인 최대 60 kJ/in 이내로 관리 된다면, 본 시험의각종 비파괴 검사 (NDE) 및 용접부 건전성 입증 시험 등을 통해 고온 균열 발생가능성은 없는 것으로 확인되었다.
또한, 참고용으로 수행되었고 실생산 용접 조건에 다소 적용하기 어려운 고입열조건인 70 kJ/in의 용접 조건에서도 고온 균열 형태의 결함이 발생되지 않음을비추어 볼 때, 현재 적용 상한치인 60 kJ/in의 용접 입열량 적용은 타당하리라판단된다. (주 1)
17
첨부 : 용접절차 사양서(WPS) : 자동(SAW) 및 수동(SMAW) ----- 예시
EOD