Embed Size (px)
Citation preview
BiodieselFinal Design Report
Senior Project ENGR 491
Messiah College Dr. Don Pratt
May 9, 2008
Advisor: Professor Carl Erikson
David Hostetter _________________________________
Timothy Jones _________________________________
Lucas Witmer _________________________________

i
TABLE OF CONTENTS1 INTRODUCTION ...............................................................................................................................2
1.1 ABSTRACT.................................................................................................................................... 21.2 DESCRIPTION................................................................................................................................ 21.3 PURPOSE/BENEFIT ........................................................................................................................ 31.4 OBJECTIVES ................................................................................................................................. 31.5 LITERATURE REVIEW ................................................................................................................... 31.6 SOLUTION .................................................................................................................................... 8
2 DESIGN PROCESS ............................................................................................................................8
3 IMPLEMENTATION .........................................................................................................................9
3.1 CONSTRUCTION / PROCESS DEVELOPMENT .................................................................................. 93.2 OPERATION / EVALUATION ........................................................................................................ 10
4 PROJECT MANAGEMENT ...........................................................................................................12
4.1 MILESTONES .............................................................................................................................. 124.2 DELEGATING TASKS ................................................................................................................... 12
5 BUDGET ............................................................................................................................................13
5.1 EXPENSES................................................................................................................................... 135.2 FUNDING .................................................................................................................................... 14
6 CONCLUSIONS................................................................................................................................14
7 FUTURE WORK...............................................................................................................................15
8 APPENDIX ........................................................................................................................................16
8.1 SPECIFICATIONS ......................................................................................................................... 168.1.1 Input Testing (Titration) ....................................................................................................... 168.1.2 Output Testing ...................................................................................................................... 17
8.2 DRAWINGS ................................................................................................................................. 238.3 DETAILED LIST OF EXPENDITURES............................................................................................. 288.4 CDP ONE PAGE SUMMARY ........................................................................................................ 298.5 GANTT CHART ........................................................................................................................... 308.6 REFERENCES .............................................................................................................................. 328.7 RESUMES.................................................................................................................................... 33
2
1 Introduction
1.1 AbstractThe 2007-2008 senior project group, consisting of David Hostetter, Timothy Jones, and Lucas Witmer, is seeking to provide some variations of biodiesel production. Our client, Murray Nickel, who has an incredible vision for biodiesel in the Congo, drives this goal. In collaboration with Dr. Nickel, we want to make the production of biodiesel sustainable and renewable in the Congo.
1.2 DescriptionThe Democratic Republic of Congo (DRC) was once the world leader in palm oil production; however, vast palm plantations were abandoned when transportation infrastructures collapsed, cutting access to urban markets. This led to an abundance of palm fruit not being used. The price of petrodiesel has increased significantly to over $7 per gallon in parts of DRC while continuing to be harmful to the environment.
Murray Nickel, a missionary in connection with Eglise du Christ au Congo-Direction des Oeuvres Médicales (ECC-DOM), proposes that palm oil be used to form a biodiesel product used in these local communities. If successful this project will provide a market for palm fruit, jobs sustained by the local economy, and local fuel production. Some of the revenue to farmer co-ops will be used to provide health care to co-op members and to the community.
In order to meet our client’s needs, we must first make the previously built production system functional and reliable. This includes buying a new heating tank and heater, new piping and connections, resealing of connections, and other various tasks. We need this completed as soon as possible so we can run at least one full batch with waste vegetable oil (WVO) before the colder temperatures of the fall come. This will prove that the system is functional and works as planned. We will then work on developing processes to produce biodiesel from crude palm oil using various alcohols (methanol and ethanol) and catalysts (NaOH vs. KOH). Our results will be compared to our biodiesel made using WVO, methanol, and NaOH.
Sustainability requires that all critical knowledge with its source be documented. It also requires team members who will last beyond graduation in May. This necessitates the recruitment of interested underclassmen and faculty, as we were recruited for this project two years ago. We have past senior project reports at our disposal as foundations and starting points from which we can work.
Throughout the project, we must care for our safety and for all who interact with our present and future systems. This will require that we catalog chemicals used in our process and thoroughly document everything that we perform. We must also identify non-chemical safety threats and address them appropriately.

3
1.3 Purpose/benefitThe purpose of our project is to aid Eglise du Christ au Congo-Direction des Oeuvres Médicales (ECC-DOM) in establishing palm oil based biodiesel production in the Congo. This non-profit organization within the structure of the Protestant Church of Congo is dedicated to improving the Democratic Republic of Congo (DRC) health services. Its holistic approach includes promotion of sustainable, income-generating, and environmentally sound activities in poor DRC communities as an avenue of affordable healthcare.
This project will also benefit many others, not only here in the Collaboratory, but in Africa, including Ron Pontier, Diguna, and Ted and Dana Witmer (Luke’s parents who live in North Eastern Congo).
1.4 Objectives1. Achieve operational status by November 22, 2007. See the Gantt chart for details
(Appendix 6.1).a. Fix all leaks and replace necessary system components. b. Receive production approval from Messiah College Safety Coordinator, Hilary
Krieder.2. Increase user efficiency via a 50% reduction in heating time and a 25% reduction in
human interface time through the implementation of an inline heater fitted with a thermostat and an automatic water shut off valve.
3. Produce one batch of biodiesel using WVO from Lottie before November 30, 2007 using the production system in the trailer at greater than or equal to half capacity.
4. Testinga. Run crude palm oil through the bench scale biodiesel production process before J-
term break. Analyze the results of this production attempt, develop changes to the production process, and iterate until biodiesel from crude palm oil is obtained or until April 28, 2008.
b. Complete testing (Appendix 6.2.2) on all biodiesel that is produced. c. Use the diesel generator and combustion analyzer to document fuel performance
for Lottie and palm biodiesel as well as commercially available diesel fuels by April 28, 2008.
5. Modify the production manual so that the improved process can be run by two people by May 2, 2008. This will ensure sustainability of the project.
a. Ensure that all Collaboratory team members are capable of running the processing system with all the safety precautions in place.
b. Ensure that all documentation of the crude palm oil biodiesel production attempts is written for the project’s clients in the DRC.
1.5 Literature Review The science of biodiesel has been around for many years. The process has been tested and has its own ASTM standard D6751. Many articles and books have been written about the production of biodiesel. People have been running diesel engines on biodiesel for some time and even driven across the country using it. While most people prefer to make their own biodiesel in their back yard, commercial biodiesel is emerging. You can now buy million gallon biodiesel processing
4
plants for commercial use. Some trucking industries are beginning to look into the usage of biodiesel in all of their fuel.
Messiah College has had biodiesel groups in the past who have successfully converted waste vegetable oil into biodiesel. However, some of the ingredients they used are not readily available in countries such as the Congo. We intend to try different feedstocks and produce ASTM biodiesel so that biodiesel can easily be created in Africa.
We found that refined palm oil is being used today as not only a feedstock, but also a fuel itself. The refined palm oil fuel was made of oil that was de-gummed with phosphoric acid and had the fatty acids removed by saponification with sodium hydroxide. However using refined palm oil placed the final price equivalent to that of petrol diesel fuel. Michael Allen, a visiting professor at Prince of Songkla University in Thailand, ran tests using the refined palm oil as fuel, but still needing petro-diesel for ignition and shutting down. After running the engine for 2000 hours, he concluded that there were no problems, so he discontinued the tests. He then tried using crude palm oil and the engine only lasted for approximately 300 hours, until it “packed in with a big cloud of black smoke and an even bigger bang” (Allen, 2002). He found that when he took the engine apart, there was erosion around the inlet port and even on the piston head itself. He said that crude palm oil “is like ‘Brasso’ metal cleaning fluid – yellow and waxy with suspended stearin. Refined palm oil is a clean and bright liquid” (Allen, 2002).
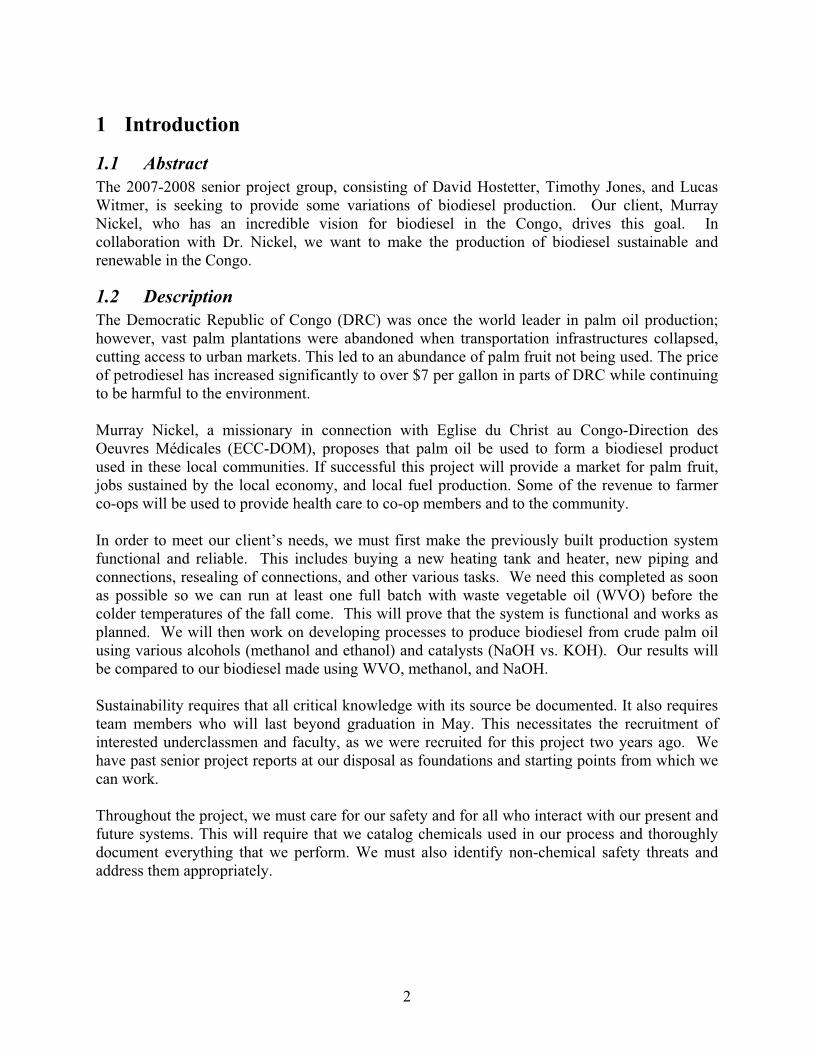
Another associate professor, Gumpon Prateepchaikul, and graduate student, Teerawat Apichato, at the same university (Prince of Songkla University, Thailand) actually did a quantitative comparitve test of refined palm oil versus petrol diesel. Characteristics of refined palm oil and diesel were tested according to ASTM standards (found in Table 1). Two brand-new KUBOTA Model ET80 engines were used in the test, with one running on diesel and the other on refined palm oil. The engine running on palm oil had lower thermal efficiency and higher specific fuel consumption and exhaust gas temperature. The black smoke density and engine wear did however turn out to be equivalent to that of petrol diesel. An interesting note is that they did not use diesel fuel to start and stop the engine running on refined palm oil so starting was very difficult because of the high viscosity and high flash point of refined palm oil. (Prateepchaikul, 2003)
D. Darnoko and Munir Cheryan, both of University of Illinois, Department of
5
Food Science and Human Nutrition, Agricultural Bioprocess Laboratory, were able to produce methyl esters (otherwise known as biodiesel molecules) by transesterification of palm oil with methanol in the presence of a catalyst (KOH, potassium hydroxide). The optimal catalyst concentration was 1% KOH, which is only one type of catalyst. Other common catalysts include NaOH (sodium hydroxide) and CH3NaO (sodium methoxide). Sodium methoxide causes formation of several by-products, manly sodium salts, which have to be treated as waste. Also, if sodium methoxide is to be used, high-quality oil is required. Potassium hydroxide, on the other hand, has an advantage that at the end of the reaction, the mixture can be neutralized with phosphoric acid, resulting in potassium phosphate which can be used for fertilizer. This production used a molar ratio of methanol to oil fixed at 6:1 because this was the suggested ratio to be optimal for vegetable oil transesterification. The minimum temperature was 50°C because of the high viscosity of oil causing problems in pumping and stilling. The maximum temperature, however, was 65°C because the boiling point of methanol is 68°C. The conclusion of this test was that “temperature had a small but noticeable effect on the transesterification reaction” (Darnoko, 2000)
We have found in our research that there have been successful lab tests to make biodiesel from crude palm oil. The problem with this is that it was a two part process, of esterification and transesterification, to produce the fuel and this process may not be possible over in the Congo (How to create, 2007). We did find the “FATTA method,” development by Kevin Tidball and Michael Fox, which is for “high FFA [free fatty acid] content oils,” so we can use as a starting point for our experimentation. It was given right before the procedure of this method that “this is not for those who don't like failed batches; the proportions and process methods are still under experimentation” (Acid/Base, 2007). This procedure is as follows:
First stage acid catalyst (esterification of the FFA) Oil 1000ml (1 liter) CH3OH 100m (Methanol) H2SO4 (conc. 98% 18M) 1-2ml (Sulfuric Acid) React at 48- 54C until titration falls to a minimum hopefully 2.6 ml could take
longer than 2 hours. Greater levels of acid will raise the titration end point.
Second stage alkali catalyst (transesterification of the oil) 100ml methanol 6.4grams of NaOH (3.5grams for catalyst + 2.9 grams for acid neutralization if titration of 2.6ml
achieved) React at 48- 54C for 1 hour. Settle and separate (from Acid/Base, 2007)
This procedure was used for a “not-so-good oil” feedstock by someone from Wisconsin (on the forum), and he was able to produce a full-scale batch in April of this year, therefore it will work on a lab-scale batch. The only problem is that all we know is that the oil had a high FFA content. However, in theory, this process should still work with crude palm oil because it does contain such a high FFA content.
6
There is also a different method given for the esterification process. This method is called acid pretreatment. In order to perform this, one must also determine the acid value of the oil (from Acid Pretreatment, 2007): Equipment needed:
Sulfuric Acid, KOH, phenolphthalein, Methanol, High FFA Feedstock Scale (accurate to 0.01G) Glass containers w/ tight lids
Acid Value Measurement: 1) Prepare a beaker by adding ~ 125 solvent. Ideal solvent consist of combination
of 100% isopropyl alcohol and toluene 2) To the beaker add ~ 2 ml phenolphthalein 3) Titrate the beaker with 0.1 KOH to first permanent pink 4) Add about 5 grams of sample (weigh to get exact amount) to the beaker 5) Titrate the beaker with 0.1 KOH to first permanent pink 6) Calculate the Acid Value (AV) of the WVO from the following:
AV= A x N x 56.1/W Where: A = (Titration in ML of KOH) N = normality of KOH (0.1) W = sample of WVO in Gram
7) % FFA =~~ 1/2 (AV) Procedure:
1) Measure the AV of the feedstock. Remember that FFA% is equal to approximately 1/2 of the AV.
2) Put 1,000G of the feedstock heated to 140 deg. F in ~2L container 3) Measure out in another container an amount of methanol = to 2.25 g of
methanol for every gram FFA in the flask. 4) Add an amount of concentrated sulfuric acid equal to 0.05g for every gram of
FFA in the ALWAYS ADD THE ACID TO THE METHANOL AND NOT THE OTHER
WAY AROUND Procedure (continued):
1) Agitate the methanol/acid mixture until well mixed. 2) Add to the feed stock 3) Agitate at 140 deg. F for one hour 4) Let cool 5) Separate the two layers 6) Measure the AV of the WVO 7) Repeat until the AV value comes close to Virgin Oil Stock:~ 3~4
Both of these two former procedures came directly from the forum, so we still will run into problems because of a lack of understanding and knowledge until trials and lab batches are performed.
We also found a resource stating that microbial lipases can be used for the production of biodiesel. Microbial lipases are enzymes, whereas sodium hydroxide is a chemical catalyst. Enzymatic production of biodiesel has been proposed to overcome some of the obstacles of catalytic production. Glycerol can be easily recovered without any difficult process, free fatty
7
acids contained in the oils can be completely converted to methyl esters and therefore subsequent wastewater treatment is not required. The lipase which was mentioned for palm oil is R. miehei,also using the methanol as the alcohol. The lipase also maintains its activity up to 20% water. In addition, palm oil has the highest yield of around 4000 kilograms per hectare compared to that of other vegetable oils (Al-Zuhair, 2007).
In March, Dr. Pratt sent all of us a link to check out. We still are skeptical if this is really true, but it is still worth summarizing the findings. Earlier this year, Augsburg College, a small liberal arts college in Minneapolis, unveiled a new technology founded by an undergraduate student, Brian Krohn, to convert almost any feedstock into biodiesel without using much water or producing lots of waste. Augsburg President Paul Pribbenow suggested that this technology, “which makes cleaner and cheaper biodiesel fuel, could be ‘one of modern day's greatest discoveries’” (Sennott, 2008). This "Mcgyan Process" utilizes a “metal oxide catalyst that converts a mixture of alcohol and feedstock oils in a tubelike reactor to biodiesel fuel. This continuous or ‘flow’ process makes it more efficient because it takes seconds to complete and produces little waste, McNeff said” (Sennott, 2008). Since this is almost all the information that we found, with “patents on the process are pending,” we are interested in this process, and feel that it is worth looking further into as more information is released.
Keystone Biofuels, of Shiremanstown, is a local manufacturer of B100 fuel. We were able to visit and tour the facility of this large-scale, automated system. They are a large production facility that had just completed their new automated system (of two production lines) fit with five 6000 gallon containers for heating, mixing and washing. We were able to see the differences between running a commercial and small-scale production facility. We also discussed different feedstock options and they mostly just work with waste vegetable oils and soybean oil. They have tried using palm oil and pork oil, having success with pork oil but not with palm oil. The only problem with the pork oil was that it has a low gel point, so it is not very viable in this climate except for in the summer. They also have stated that they would like to try to get into using algae as a feedstock, which we feel would also be a very good feedstock to research and attempt in the future here at Messiah.
Algae looks to potentially be the future of biofuels. Since waste vegetable oil is starting to become more of a commodity rather than an actual waste, algae may become more of a viable option and it even produces a very high oil yield per acre when compared to other feedstocks. “Currently most research into efficient algal-oil production is being done in the private sector, but if predictions from small scale production experiments bear out that using algae to produce biodiesel may be the only viable method by which to produce enough automotive fuel to replace current world diesel usage.” (Algae Fuel, 2008)
In January, over J-term, Dave and Tim traveled to Burkina Faso, Africa, with a Collaboratory team. While over in Mahadaga Matt Walsh informed the team about a plant called jatropha curcas. This is a plant that can grow in tropical and sub-tropical climates, its leaves and seeds are poisonous to humans and animals with just one medicinal use, so it seems to be a very promising source of biodiesel. Currently, the plant is used as a property line and a living fence between farmers’ fields and gardens because it can grow very thick, intertwining itself with adjacent plants. No intensive care is needed to grow it; one can even cut off a branch, place it in
8
the ground, and it will root and grow. The seeds are comprised of 30% oil as well, but they are not the only useful part of the plant. The leaves, roots, nuts, bark, and sap all have different uses (Jatropha Curcas 2008). Mr. Walsh had just attended MEB Scholarship Day (May 2, 2008), and he had said that he is currently working on production of biodiesel from this jatropha curcas plant, buying different components of the facility to have shipped over to Mahadaga.
1.6 SolutionOur project focused on both upgrading the production facility as well as producing biodiesel from crude palm oil. The main alternative when upgrading the production facility was to provide insulation for the inline heater, heating tank, and possibly some of the pipes. We did not use insulation because our objective was to improve time efficiency, and we met that objective. This can be done next year to improve energy efficiency for the trailer system. However, when a new stationary system is fabricated, automation would be another alternative. We feel that automation in the portable system (the trailer) should not be accomplished in order to have a more simple system for educational and model purposes.
This year’s other focus was on conversion of crude palm oil into biodiesel. This was an objective because of the supposed surplus of palm fruit and oil in the Democratic Republic of Congo. After a few months of trying different procedures and parameters, biodiesel was made from crude palm oil. However, it was determined that the procedure was not a viable option because of the time and resources needed to perform the conversion. The most problematic part of the process is clean wash water. In many countries, clean water is a valuable resource, one which should be used for drinking and not for producing a fuel. This is where more research into the “Mcgyan Process” would be vital. This process claims that it uses less wash water and produces less waste, as well as being able to convert most feedstocks, including high FFA oils (like palm oil) and algae. This leads into another option, other feedstocks. The focus was primarily on crude palm oil, but other very promising feedstocks include algae and jatropha curcas.
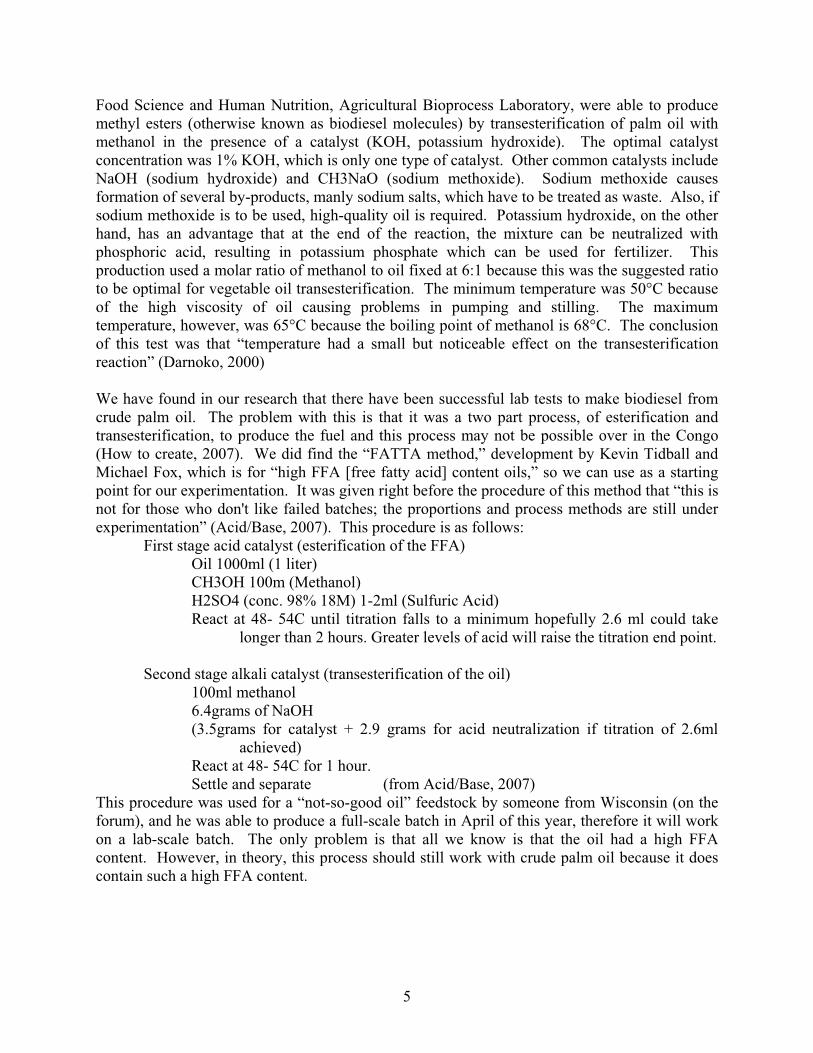
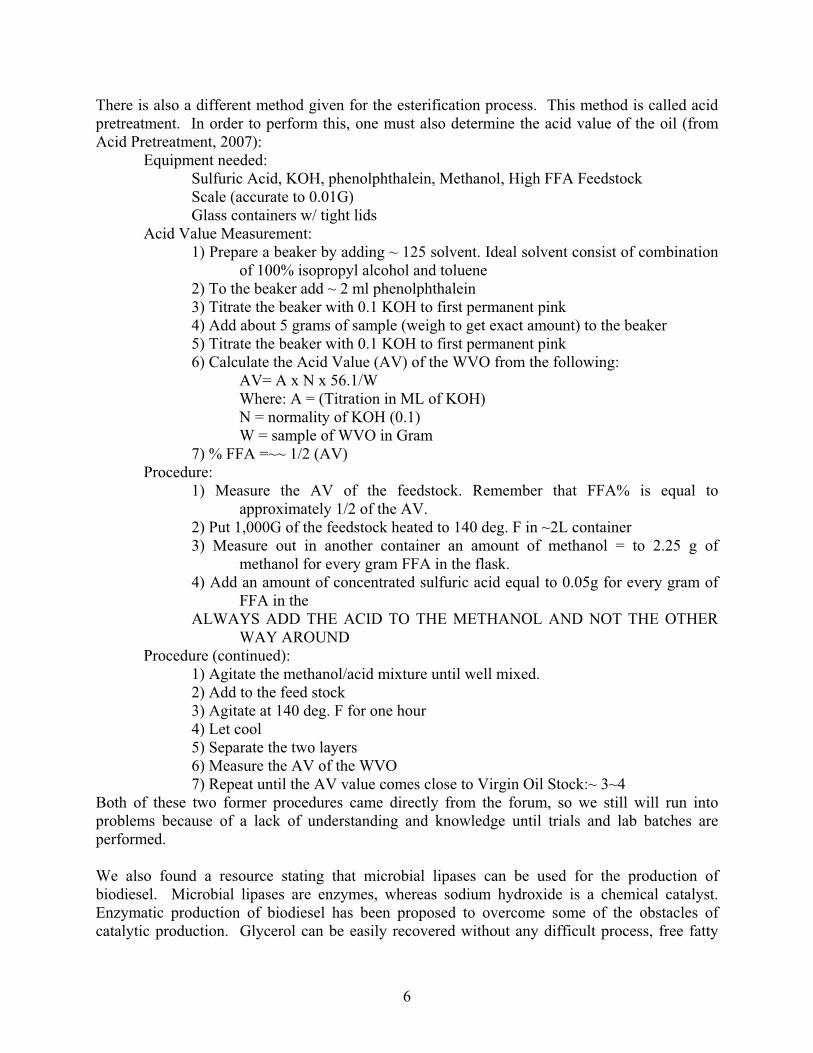
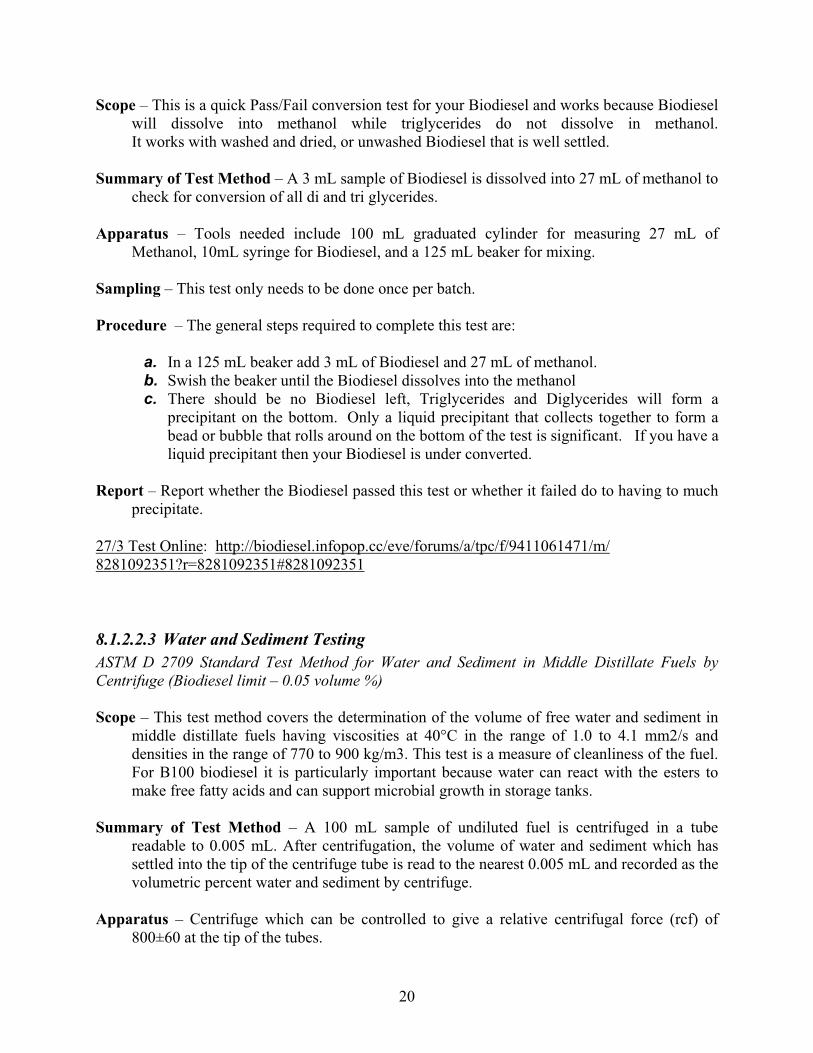
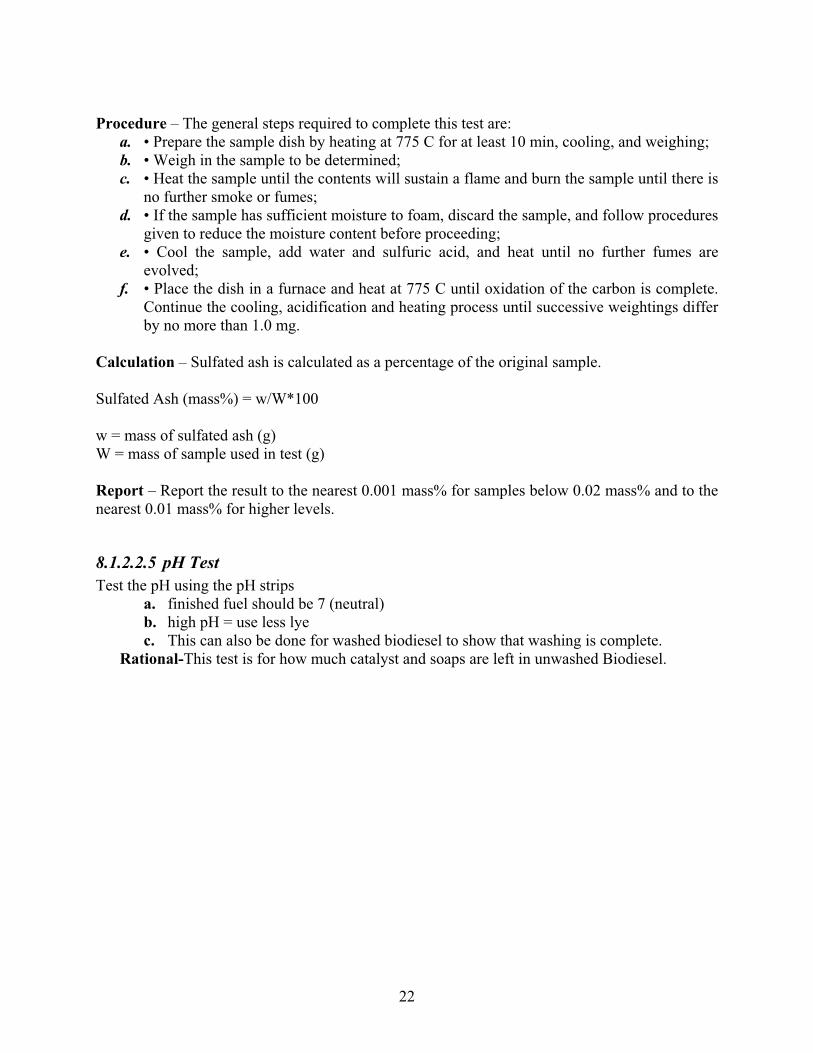
2 Design Process Our design plan at the start of this project was to replace several components of the system to improve the overall function and operability of the system. All figures mentioned throughout this section are located in Appendix 6.3. The original system is designed per the 2006-2007 senior project final design report (Figure 1). The components of this system to be replaced are the heating and mixing tank, the heating elements, the temperature control and thermometer, the pump, and the plumbing and support frame associated with this section of the system (to the left of Section A-A in Figure 2). The methoxide and washing tanks will remain in their current configuration.
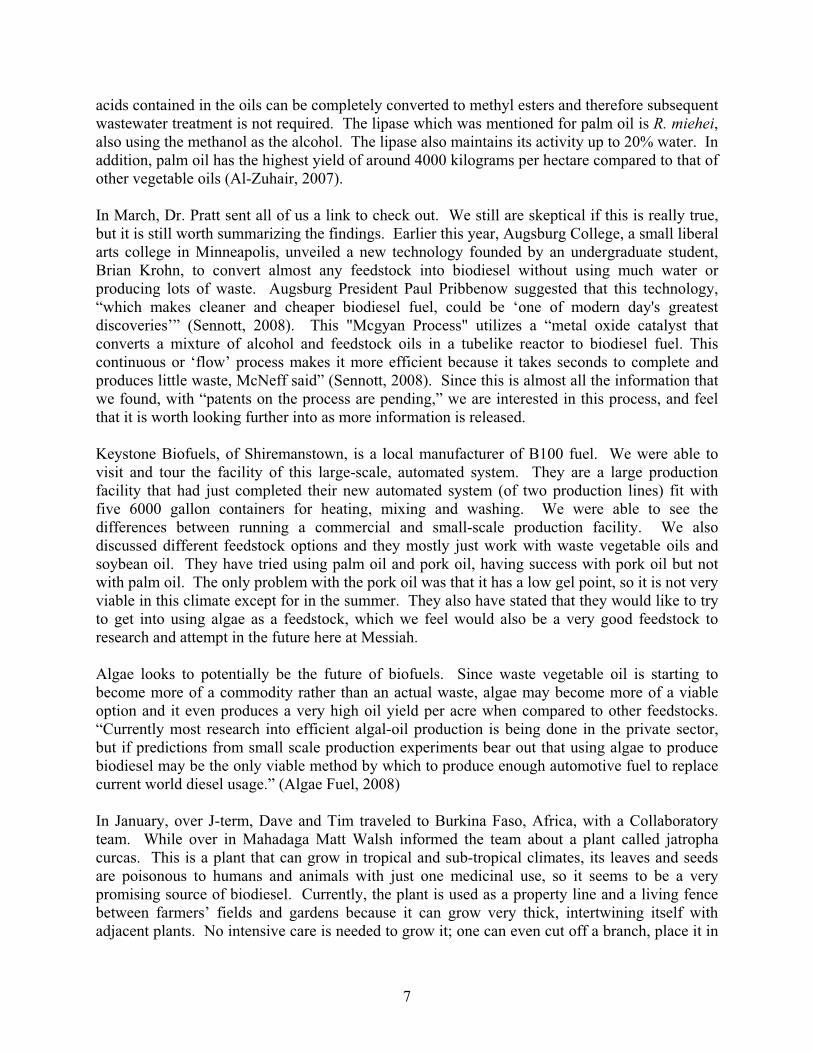
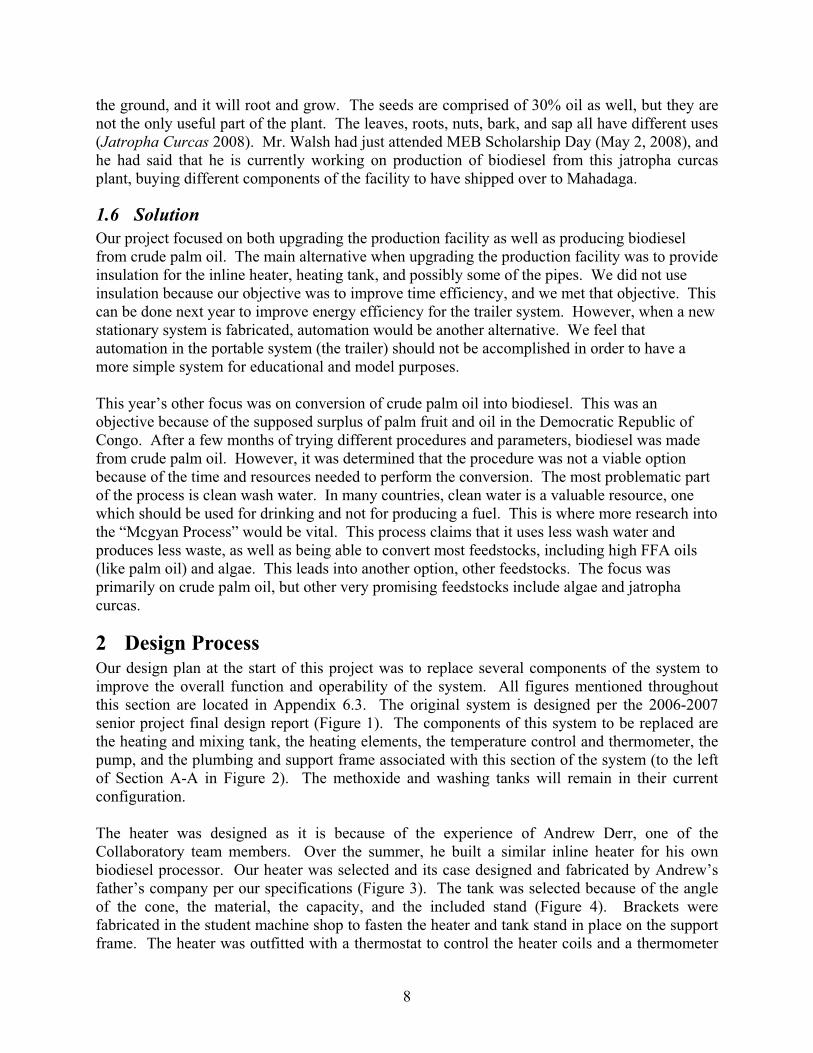
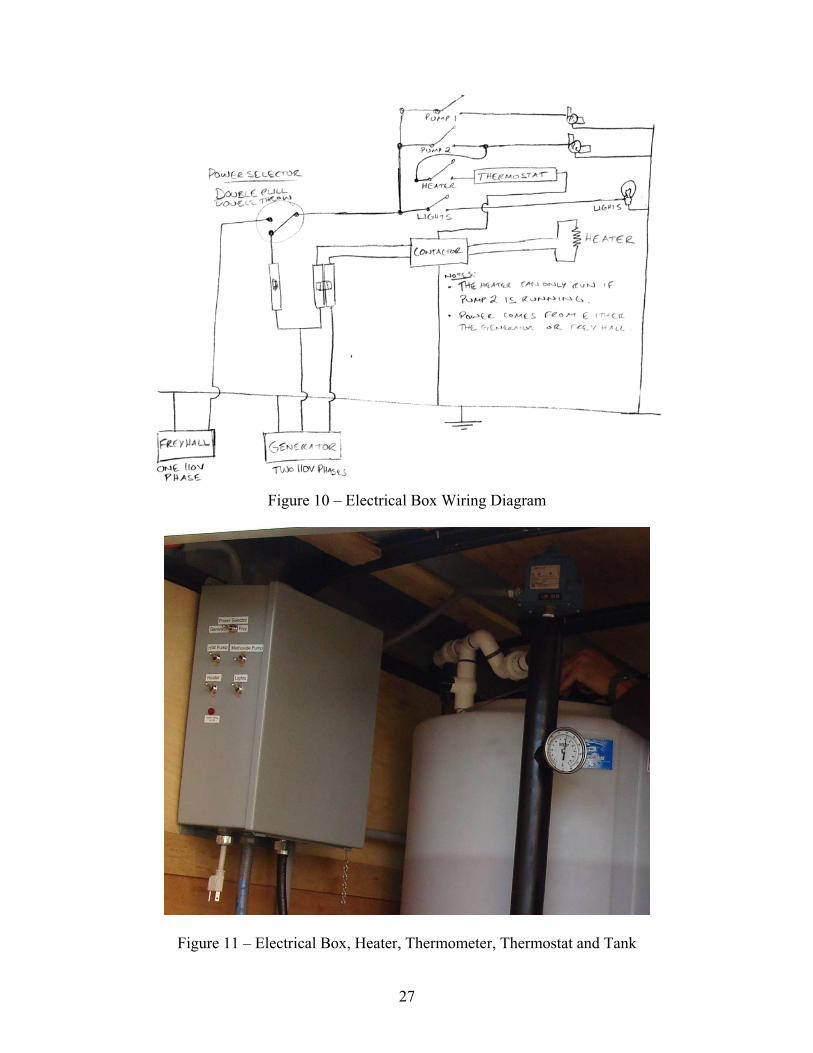
The heater was designed as it is because of the experience of Andrew Derr, one of the Collaboratory team members. Over the summer, he built a similar inline heater for his own biodiesel processor. Our heater was selected and its case designed and fabricated by Andrew’s father’s company per our specifications (Figure 3). The tank was selected because of the angle of the cone, the material, the capacity, and the included stand (Figure 4). Brackets were fabricated in the student machine shop to fasten the heater and tank stand in place on the support frame. The heater was outfitted with a thermostat to control the heater coils and a thermometer
9
for visual monitoring of the fluid temperature. The thermostat, however, was unable to handle a large current, so a contactor was required to safely switch the heater power on and off. The selected components in their configured state are pictured in Figure 11. An electrical diagram of the NEMA enclosure is found in Figure 10.
This design of the processor drastically decreased the time required to run a full scale batch of biodiesel, by 65%. In addition to these design changes, our other objective was to make biodiesel from crude palm oil. A literature review found different procedures for high FFA content oils. These procedures, in conjunction with our lab batch procedures, were used as starting points in our production process. (See the Literature Review, section 2.10, for a much more in depth study of producing biodiesel from crude palm oil.)
The first attempts of producing palm oil biodiesel were of the first procedure found in the Literature Review (pg. 5), but no successful outcomes were obtained. Therefore the next procedure found in the Literature Review called “Acid Pretreatment” was used. Again, biodiesel could not be obtained from palm oil. It was determined that this may be because of the high FFA content of the solid. However, at room temperature, a small layer of liquid oil was found on top of the solid waxy substance, with the liquid oil claiming about 10% of the total volume. After titrating the liquid oil and determining that the FFA content was much lower than the solid FFA content, it was decided that the best approach would be to try to use this “decanted” oil as the feedstock, using the “acid pretreatment” procedure. Biodiesel was finally produced from this oil, with about a 40% yield percentage (we started with 100mL of “decanted” oil and produced 40mL of biodiesel). This was performed by three esterification processes, followed by a transesterification process (more can be found in section 3.2).
3 Implementation
3.1 Construction / Process Development We started out the year with a non-functional system from the past year’s senior project due to degrading plumbing fixtures. Therefore we decided to redesign the heating and mixing portion of the existing system. The first task was to discard the existing heating/mixing tank and all the plumbing hooked up to it. We also decided to replace the existing circulating pump because we wanted a faster flow rate to improve the efficiency of the process. After the removal of the old heating and mixing tank, we were able to decide the exact products and components we wanted to use. We decided to go with a high density polyethylene (HDPE) cone-bottom tank, which came with its own stand. Then we went with an inline heater that was fit with a thermometer and thermostat so it will heat and keep the temperature at a relatively constant value. This whole assembly came to us in pieces, so we had to assemble the fittings, using Teflon® tape, and wire the electrical system. We also purchased a 720-gph water pump that was a perfect fit for our job because of the low cost and high flow rate. The last portion that needed to be purchased was all the plumbing and electrical components.
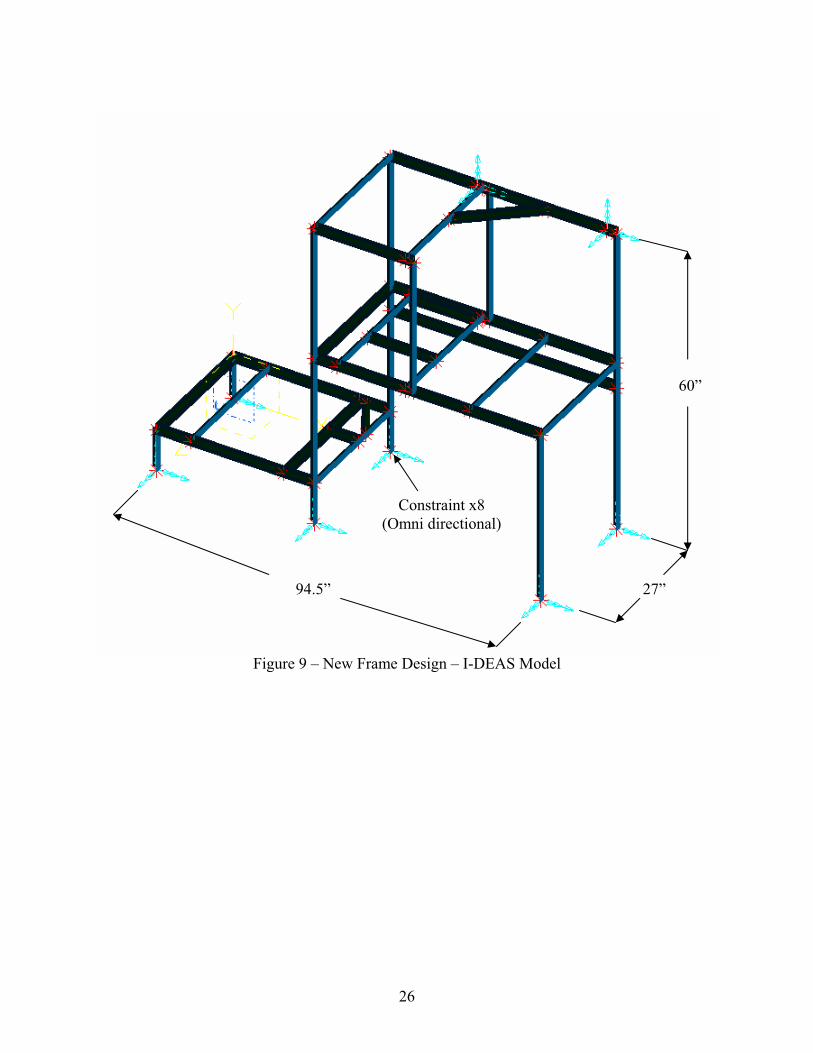
After everything was purchased, we needed to redesign the frame to incorporate our new tank and stand, as well as room for secondary containment. This was achieved by extending the existing frame out, but only 8 inches high (enough for the secondary containment to slide underneath). The tank stand was then bolted to this frame on the bottom, and then two brackets
10
were added to the vertical supports of the tank stand to add stability. One bracket was fastened to the wall and the other to a vertical member of the existing frame. We bought the stand because it not only provided a perfect fit for the tank, but it also provided a perfect structure to fasten our new heater to. This fastening system was accomplished by welding two brackets to the stand, and two brackets to the heater. Bolts will be used to secure the heater and therefore it is easily removable. The pump was also bolted to the frame.
Once the major components were properly mounted and secured, they all needed to be plumbed together with the rest of the system. This was accomplished by using a series of schedule 40 PVC and flex tubing along with accessible and strategically selected locations for hand shut-off valves. We also added unions throughout the system to provide easy removal of system components. After the plumbing was finished, the electrical wiring was next. Since safety is one of our main objectives, we wanted the entire system to meet code requirements. Therefore, a NEMA enclosure box containing the heater contactor, switches, and breakers for the system was used, along with conduit running out to two GFCI receptacles. This box receives its power from either the diesel generator, providing 220V for the heater and 110V for the rest of the system, or from an external 110V power source for pumping and lighting applications only (an extension cord to Frey Hall is used when the generator is not on).
The other portion of our project entailed developing a crude Congolese palm oil to biodiesel conversion process. After numerous failed attempts at making biodiesel from the solid portion of the palm oil, biodiesel was successfully produced from decanted liquid oil from the top of one of our containers.
3.2 Operation / Evaluation The first portion of our project consisted of obtaining an operational trailer system and producing biodiesel from waste vegetable oil through this system. We produced two thirty-five gallon batches of biodiesel from Lottie Nelson waste vegetable oil.
The second portion of our project concentrated on producing biodiesel from crude Congolese palm oil. The final process for this consisted of three esterification processes and one transesterification process done on decanted liquid palm oil. The two main reasons for the success of this process were firstly that it was determined that the FFA % of the liquid palm oil was 6.128 %-mass while the solid palm oil was 14.171 %-mass and secondly that the liquid palm oil did not re-solidify at all during or after the conversion process. The data from the final working process is shown in Table 2.

11
Table�2���Crude�Palm�Oil�to�Biodiesel�Conversion�
�� Ester.�1� Ester.�2� Ester.�3 Trans.�
Titration�#�(mL)� 11� 8� 6� 3.7�
%�FFA� 8.43� 6.13� 4.60� 2.83�
Mass�of�Oil�(g)� 88.10� 82.00� 80.00� 91.10�
Mass�of�FFA�(g)� 7.42� 5.02� 3.68� 2.58�
Methanol�Added�(mL)� 21.12� 14.29� 10.46� 20.00�
Sulfuric�Acid�Added�(mL)� 0.20� 0.14� 0.10� N/A�
NaOH�Added�(g)� N/A� N/A� N/A� 3.87�
Note: After each esterification process (except for the third one, which was immediately followed by the transesterification) the results were allowed to settle, separate and the bottom layer of impurities were removed. The transesterification was followed by a series of 4 water washes which removed any water soluble impurities.
For this four step process the starting volume of crude palm oil was 100 mL while the volume of biodiesel produced was 40 mL for a conversion efficiency of 40%.
To test the purity of the biodiesel that we created, we tested it using the combustion analyzer in conjunction with our generator and by performing the Methanol (27/3), Water and Sediment, Sulfate Ash and pH tests. We had planned on also performing a Gas Chromatograph test on our biodiesel but we were informed that we could not complete this test because our column could not be installed in the GC because no one from the chemistry department had enough time to uninstall the current column and then install our column. The results from the ASTM tests are listed in Table 3 followed by the combustion analysis results.
Table�3���Selected�ASTM�Tests�
�� WVO�Biodiesel� Crude�Palm�Oil�Biodiesel�Methanol�(27/3)� Pass� Pass�Water�&�Sediment� Pass� Pass�Sulfate�Ash� Pass� Pass�
pH� Pass� Fail*�
* Note: The reason that the crude palm oil biodiesel failed was because high-molarity sulfuric acid was used in the esterification processes and must not have been completely removed or neutralized by the sodium hydroxide. The failure of the pH test does not mean that it is not biodiesel; it simply means that it is acidic biodiesel and could have used some more sodium hydroxide in the transesterification process.It was also concluded that the percent yield would have been much higher than 40 % had more sodium-hydroxide been used, as was noted by the low (acidic) pH.

12
Table�4���Combustion�Analysis�Results�
�� Petrodiesel WVO�Based�Biodiesel�Combustion�Efficiency�(%)� 60.9� 62�Ambient�Temperature�(°F)� 63� 55�Stack�Temperature�(°F)� 293� 213�Oxygen�(%)� 18.3� 19.1�Carbon�Monoxide�(PPM)� OVER� 998�Carbon�Dioxide�(%)� 2� 1.5�Combustible�Gasses�(%)� 0� 0�Stack�Draft�(in�H2O)� 0� 0�Excess�Air�(%)� 653� 964�Oxides�of�Nitrogen�(PPM)� 19� 26�
Sulfur�Dioxide�(PPM)� 0� 0�
There were no great surprises in the combustion analysis results as all of our data lines up with our research. It should be noted that the diesel fuel we used was of the low to no sulfur variant.
4 Project Management The project was organized in two main ways; through project milestones and delegation of tasks. All project goals were met through the coordination of these two tools. Not all project goals were met on the exact date specified on the Gantt chart but all goals were met by the ultimate project due date.
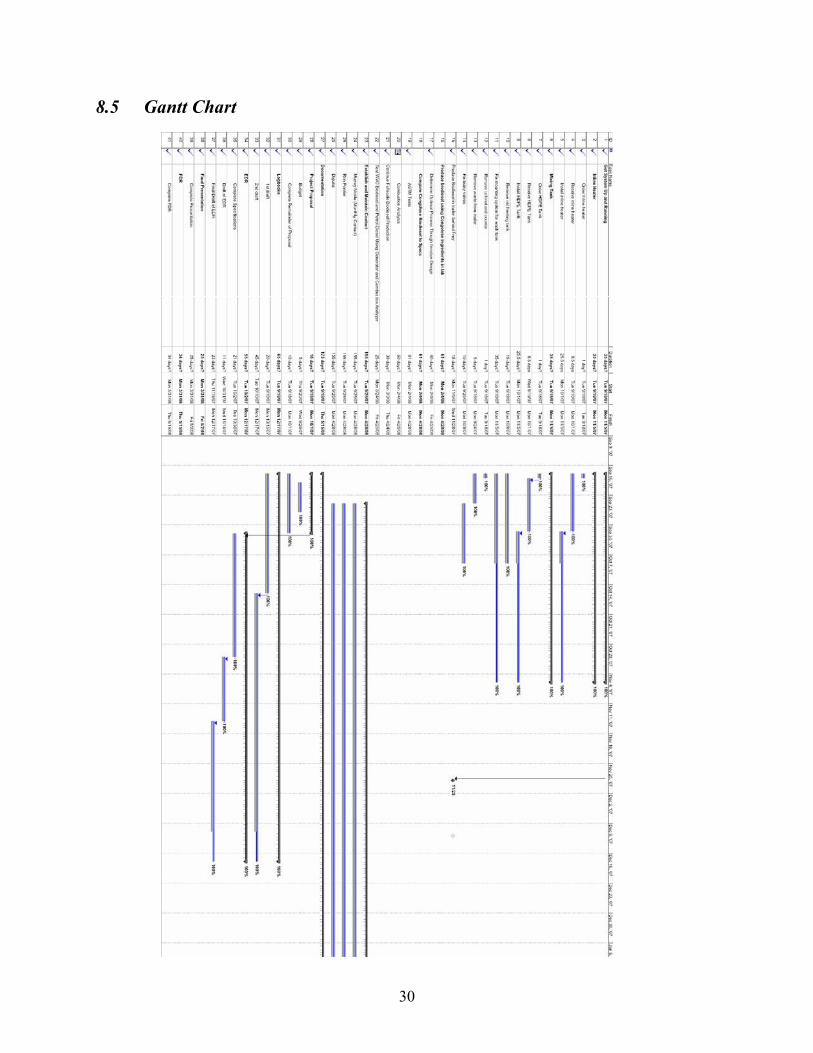
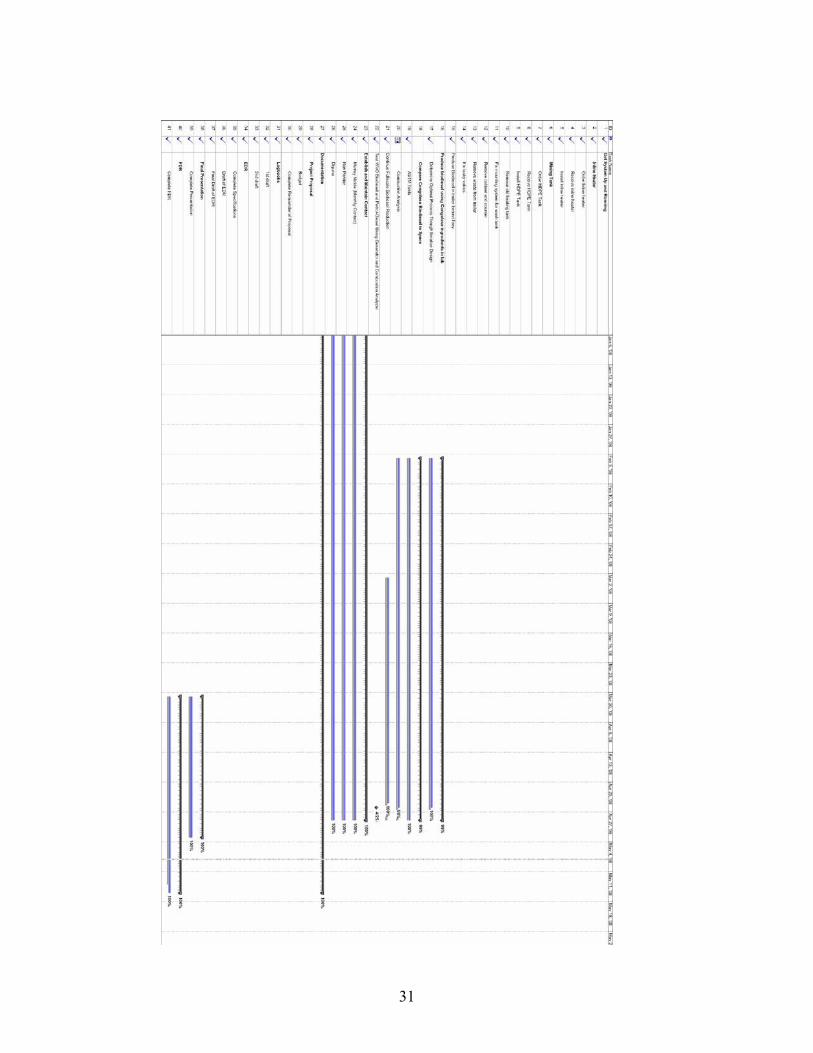
One of the larger problems that was encountered in terms of project management was the amount of time required for biodiesel to be produced from the crude palm oil. The original estimate of the required time was around a week while the true time that was required was actually almost three months. Because of this the project was a little pressed for time towards the end when testing, the FDR presentation and the FDR all had to be accomplished around the same time. For a detailed breakdown of the workflow throughout the course of the year, please see Appendix 8.5.
4.1 MilestonesGet System Up and Running Tue 9/18/07 Mon 11/5/07 Produce Biodiesel in trailer behind Frey Mon 11/15/07 Wed 11/28/07 Produce biodiesel using Congolese ingredients in lab Mon 2/4/08 Mon 4/28/08 Compare Congolese Biodiesel to ASTM Standards Mon 2/4/08 Mon 4/28/08 Continue Fullscale Biodiesel Production Mon 3/3/08 Thu 4/24/08 Test biodiesel using generator and combustion analyzer Mon 3/3/08 Fri 4/25/08 Establish and Maintain Contact Tue 9/25/07 Mon 4/28/08
4.2 Delegating tasks Implement Inline Heater Dave, Luke, Tim & Collab. Produce Biodiesel in Trailer Behind Frey Dave, Luke, Tim & Collab. Produce Biodiesel Using Congolese Ingredients in Lab Dave, Luke, Tim
13
Compare Biodiesel to ASTM Standards Dave, Luke, Tim & Collab. Continue Full-scale Biodiesel Production Dave, Luke, Tim & Collab. Test Biodiesel Using Generator and Combustion Analyzer Dave, Luke, Tim Budget and All Other Monetary Concerns Luke Methanol Recovery System Jake Coordination of Team Dave Hands on Tasks (Frame Fixing, etc…) Tim
5 Budget
5.1 ExpensesThe budget is being tracked by the input of every receipt into an excel file created specifically for this project. All funds are being tracked to who spent them and which section of funding should be used to reimburse those funds. Table 5 is a summary of the year’s spending. A detailed list of the 2007-2008 expenditures can be found in Appendix 8.3 and in “Biodiesel Budget Tracking.xls” in the saved project files.
Table 5 - Annual Expenditures Summary
Expenses Plumbing: $ 199.32 System Components: $ 483.68 Chemicals: $ 72.70 Materials: $ 98.44 Electrical: $ 155.29
Total Spent: $ 1,009.43
Funding Senior Project: $ 499.14 Collaboratory: $ 324.88 Internal Benefactors: $ 185.42
Total Funding: $ 1,009.43
Budget Status Planned Spending: $ 1,150.42 Remaining Budget: $ 140.99 Status: On Track
Statistics
% of Senior Project Money Spent: 100%
% of Annual Budget Spent: 88%
14
5.2 FundingFunding for this project came from the Messiah College Department of Engineering, the Keck Grant of the Collaboratory for Strategic Partnerships and Applied Research, and additional partners of the Energy Group of the Collaboratory.
Amount Source $2620.00 Department of Engineering $1511.92 Collaboratory Biodiesel Funding $ 185.42 Internal Benefactors TOTAL: $4317.34
The breakdown of where the $4317.34 in funding was allocated is as follows:
Amount Allocation $ 500.00 Sr. Project Spending, Use or Lose (Dept. of Engr.) $ 650.00 Generator (Dept. of Engr.) $1470.00 Safety Equipment - Spill, Fire, Protection (Dept. of Engr.) $ 510.29 Spent Collaboratory Funding (Collaboratory) $ 276.21 IPC Methanol Recovery System (Collaboratory) TOTAL: $3406.50
This leaves a total of $910.83 in Collaboratory biodiesel project funding for next year.
6 ConclusionsThis project was quite successful, in seeing that all objectives were met. We achieved operational status by November 22, 2007. See the Gantt chart for details (Appendix 6.1), as well as fixed all leaks and replace necessary system components. Upon receiving production approval from the Messiah College Safety Coordinator, Hilary Krieder, we were able to test out the newly upgraded system. The user efficiency was increased via a 65% reduction in heating time and a 25% reduction in human interface time through the implementation of an inline heater fitted with a thermostat and an automatic water shut off valve. We were able to produce one batch of biodiesel using WVO from Lottie before November 30, 2007 using the production system in the trailer at greater than or equal to half capacity. This batch was quickly pumped into the biodiesel car and Dr. Pratt’s home-heating system.
We ran crude palm oil through the bench scale biodiesel production process before J-term break. We also analyzed the results of this production attempt, developed changes to the production process and parameters, and iterated until biodiesel from crude palm oil was obtained. We were able to convert the oil into biodiesel, so we were able to run through ASTM tests on both our WVO biodiesel and palm oil biodiesel. However, we were not able to produce enough palm biodiesel to run the generator in order to test the combustion analyzer. We did run the generator and used the combustion analyzer to test petrodiesel and WVO biodiesel.
With the addition of the inline heater, thermostat, and float valve, the production manual was simplified so that the process can be run by two people. In addition, the Collaboratory team took

15
part on Service Day of a production batch, videotaping the whole process to ensure sustainability of the project. The entire team was checked out by the Messiah College Fire Safety Coordinator, John Fite, for fire safety. This year’s team has also documented all production attempts so that it is at hand if the project’s clients in the DRC would want.
7 Future Work The future of the biodiesel project is full of opportunity. With the U.S. Department of Energy grant, future members of the biodiesel team will be working on the Congressionally Directed Project (CDP). As explained in the CDP one page summary, found in Appendix 8.4, this funding will be significantly used for the Research and Development of biodiesel processors and processes. Immediate work for the near future includes the following:
1. Completion of the US Department of Energy grant procurement Documents. 2. Hire of a full time employee for the development of the R&D facility, with grant
funding.3. Further development of processors and processes, per the grant stipulations. This
includes increased processor simplicity, automation, and modularity. Also, further research into the process steps that are required for extraction and the development of biodiesel extraction from various feedstocks including Jatropha Curcas and Algae Oil.
4. Testing of the methanol recovery system (to purify the glycerin waste). This should take place at Prof. Erikson's farm or the system must be checked by the Messiah College safety coordinator prior to use on campus. Last year this was Hilary Kreider. This is so that the glycerin can be offered as composting material to grounds services and the Earth Keepers (Grantham Community Garden) or be used in a soap making initiative. Matt Steinman of Dickinson College is a friend of the team and has started such an initiative at Dickinson, producing both liquid hand soaps and bar soaps from glycerin produced by the biodiesel production process.
In addition to using this grant money, the processor in the trailer is operational and safe and should be utilized to benefit Messiah College. The main aspect of the whole project that is separate from the research and development of processors and processes is the potential for steady biodiesel production as a fuel source for Messiah College fleet vehicles, particularly the John Deere Gators during the summer months. If Messiah College Grounds Services could be trained in the use of the processor, a steady flow of biodiesel could be maintained and a blend of biodiesel could be run in some Fleet vehicles, saving Messiah College money as well as saving the Environment in a very small but important way.
16
8 Appendix
8.1 Specifications
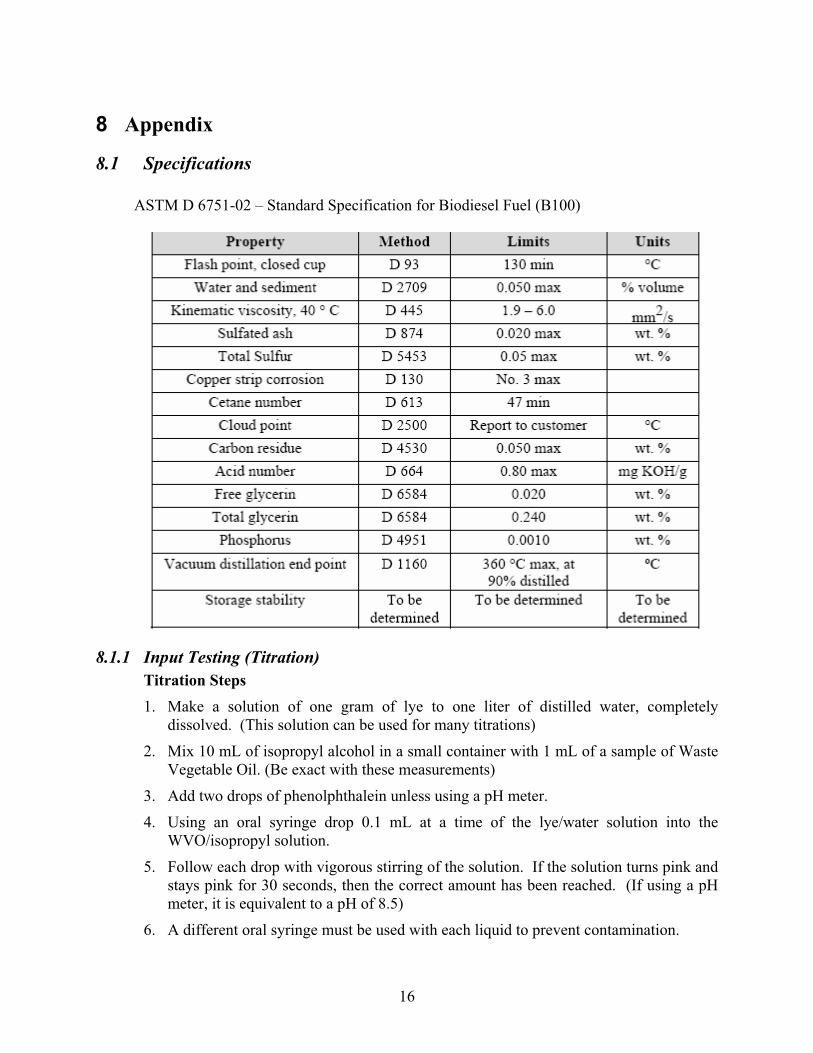
ASTM D 6751-02 – Standard Specification for Biodiesel Fuel (B100)
8.1.1 Input Testing (Titration) Titration Steps 1. Make a solution of one gram of lye to one liter of distilled water, completely
dissolved. (This solution can be used for many titrations)
2. Mix 10 mL of isopropyl alcohol in a small container with 1 mL of a sample of Waste Vegetable Oil. (Be exact with these measurements)
3. Add two drops of phenolphthalein unless using a pH meter.
4. Using an oral syringe drop 0.1 mL at a time of the lye/water solution into the WVO/isopropyl solution.
5. Follow each drop with vigorous stirring of the solution. If the solution turns pink and stays pink for 30 seconds, then the correct amount has been reached. (If using a pH meter, it is equivalent to a pH of 8.5)
6. A different oral syringe must be used with each liquid to prevent contamination.
17
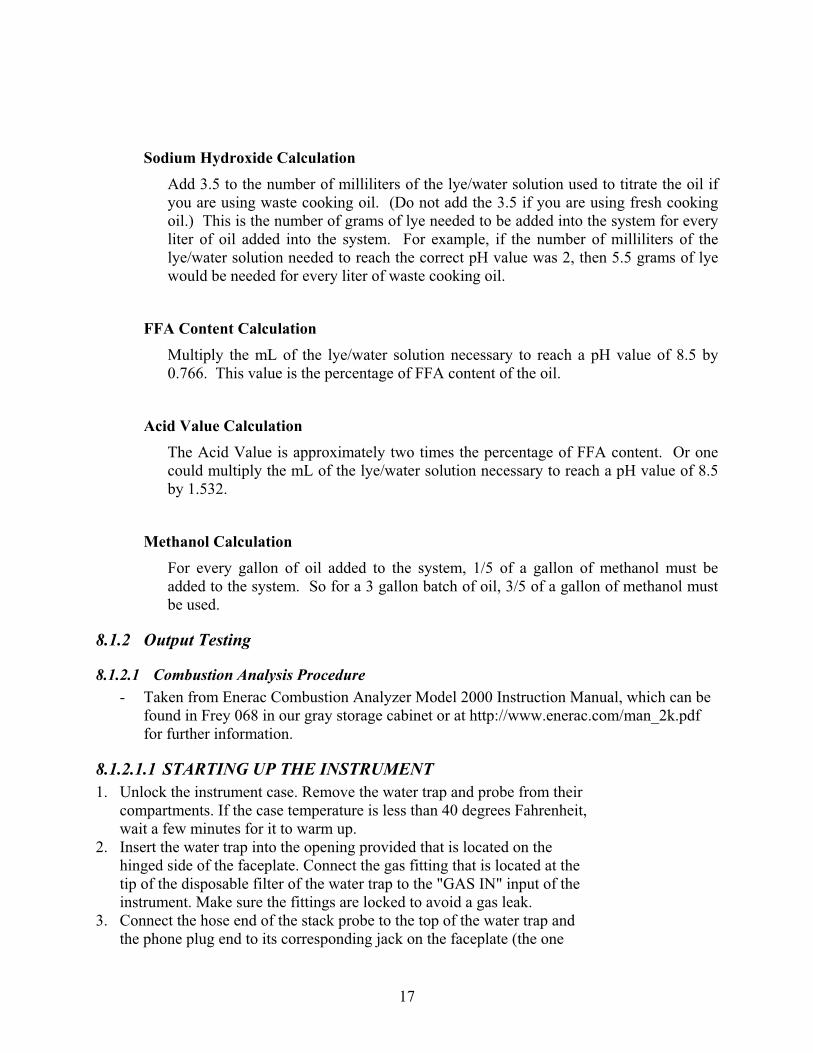
Sodium Hydroxide Calculation Add 3.5 to the number of milliliters of the lye/water solution used to titrate the oil if you are using waste cooking oil. (Do not add the 3.5 if you are using fresh cooking oil.) This is the number of grams of lye needed to be added into the system for every liter of oil added into the system. For example, if the number of milliliters of the lye/water solution needed to reach the correct pH value was 2, then 5.5 grams of lye would be needed for every liter of waste cooking oil.
FFA Content Calculation Multiply the mL of the lye/water solution necessary to reach a pH value of 8.5 by 0.766. This value is the percentage of FFA content of the oil.
Acid Value Calculation The Acid Value is approximately two times the percentage of FFA content. Or one
could multiply the mL of the lye/water solution necessary to reach a pH value of 8.5 by 1.532.
Methanol Calculation For every gallon of oil added to the system, 1/5 of a gallon of methanol must be added to the system. So for a 3 gallon batch of oil, 3/5 of a gallon of methanol must be used.
8.1.2 Output Testing
8.1.2.1 Combustion Analysis Procedure - Taken from Enerac Combustion Analyzer Model 2000 Instruction Manual, which can be
found in Frey 068 in our gray storage cabinet or at http://www.enerac.com/man_2k.pdf for further information.
8.1.2.1.1 STARTING UP THE INSTRUMENT 1. Unlock the instrument case. Remove the water trap and probe from their
compartments. If the case temperature is less than 40 degrees Fahrenheit, wait a few minutes for it to warm up.
2. Insert the water trap into the opening provided that is located on the hinged side of the faceplate. Connect the gas fitting that is located at the tip of the disposable filter of the water trap to the "GAS IN" input of the instrument. Make sure the fittings are locked to avoid a gas leak.
3. Connect the hose end of the stack probe to the top of the water trap and the phone plug end to its corresponding jack on the faceplate (the one
18
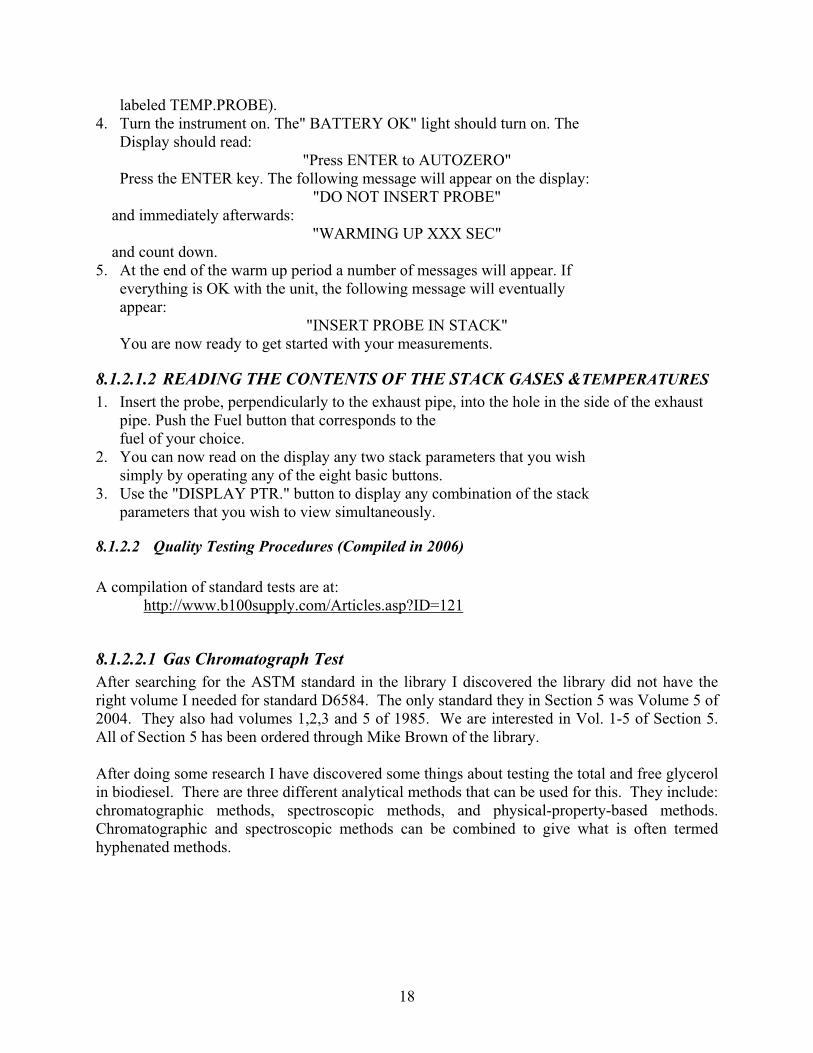
labeled TEMP.PROBE). 4. Turn the instrument on. The" BATTERY OK" light should turn on. The
Display should read: "Press ENTER to AUTOZERO"
Press the ENTER key. The following message will appear on the display: "DO NOT INSERT PROBE"
and immediately afterwards: "WARMING UP XXX SEC"
and count down. 5. At the end of the warm up period a number of messages will appear. If
everything is OK with the unit, the following message will eventually appear:
"INSERT PROBE IN STACK" You are now ready to get started with your measurements.
8.1.2.1.2 READING THE CONTENTS OF THE STACK GASES &TEMPERATURES1. Insert the probe, perpendicularly to the exhaust pipe, into the hole in the side of the exhaust
pipe. Push the Fuel button that corresponds to the fuel of your choice.
2. You can now read on the display any two stack parameters that you wish simply by operating any of the eight basic buttons.
3. Use the "DISPLAY PTR." button to display any combination of the stack parameters that you wish to view simultaneously.
8.1.2.2 Quality Testing Procedures (Compiled in 2006)
A compilation of standard tests are at: http://www.b100supply.com/Articles.asp?ID=121
8.1.2.2.1 Gas Chromatograph Test After searching for the ASTM standard in the library I discovered the library did not have the right volume I needed for standard D6584. The only standard they in Section 5 was Volume 5 of 2004. They also had volumes 1,2,3 and 5 of 1985. We are interested in Vol. 1-5 of Section 5. All of Section 5 has been ordered through Mike Brown of the library.
After doing some research I have discovered some things about testing the total and free glycerol in biodiesel. There are three different analytical methods that can be used for this. They include: chromatographic methods, spectroscopic methods, and physical-property-based methods. Chromatographic and spectroscopic methods can be combined to give what is often termed hyphenated methods.
19
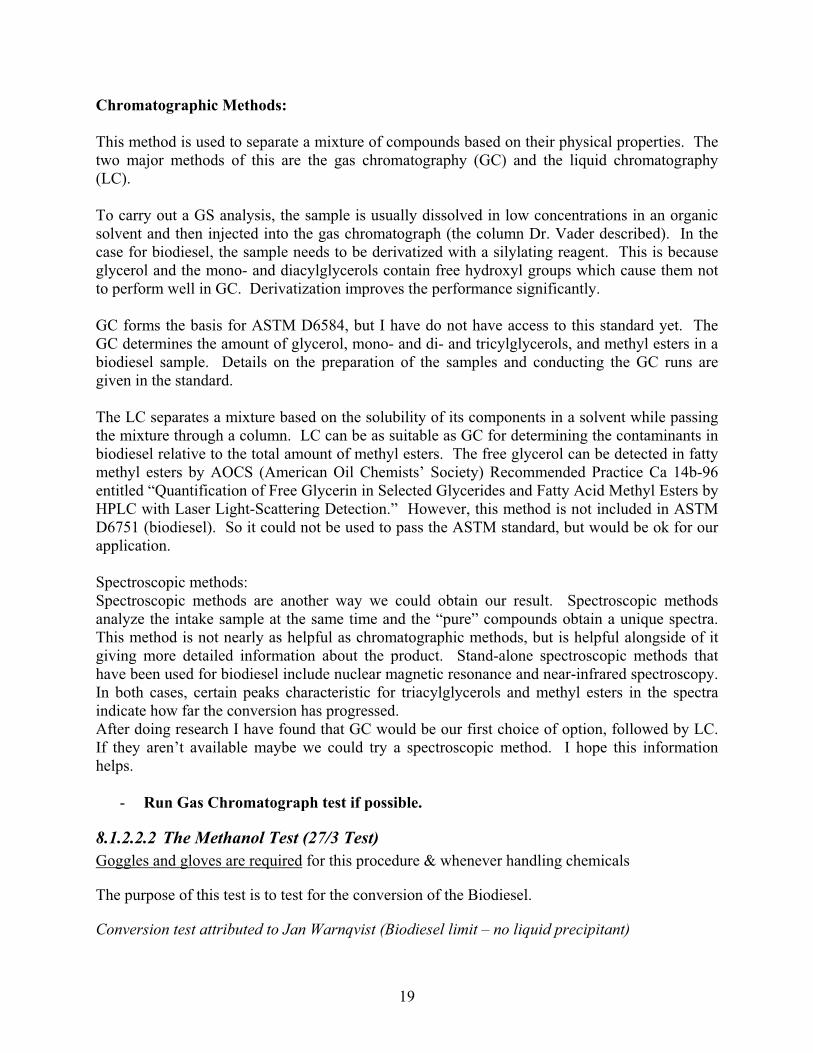
Chromatographic Methods:
This method is used to separate a mixture of compounds based on their physical properties. The two major methods of this are the gas chromatography (GC) and the liquid chromatography (LC).
To carry out a GS analysis, the sample is usually dissolved in low concentrations in an organic solvent and then injected into the gas chromatograph (the column Dr. Vader described). In the case for biodiesel, the sample needs to be derivatized with a silylating reagent. This is because glycerol and the mono- and diacylglycerols contain free hydroxyl groups which cause them not to perform well in GC. Derivatization improves the performance significantly.
GC forms the basis for ASTM D6584, but I have do not have access to this standard yet. The GC determines the amount of glycerol, mono- and di- and tricylglycerols, and methyl esters in a biodiesel sample. Details on the preparation of the samples and conducting the GC runs are given in the standard.
The LC separates a mixture based on the solubility of its components in a solvent while passing the mixture through a column. LC can be as suitable as GC for determining the contaminants in biodiesel relative to the total amount of methyl esters. The free glycerol can be detected in fatty methyl esters by AOCS (American Oil Chemists’ Society) Recommended Practice Ca 14b-96 entitled “Quantification of Free Glycerin in Selected Glycerides and Fatty Acid Methyl Esters by HPLC with Laser Light-Scattering Detection.” However, this method is not included in ASTM D6751 (biodiesel). So it could not be used to pass the ASTM standard, but would be ok for our application.
Spectroscopic methods: Spectroscopic methods are another way we could obtain our result. Spectroscopic methods analyze the intake sample at the same time and the “pure” compounds obtain a unique spectra. This method is not nearly as helpful as chromatographic methods, but is helpful alongside of it giving more detailed information about the product. Stand-alone spectroscopic methods that have been used for biodiesel include nuclear magnetic resonance and near-infrared spectroscopy. In both cases, certain peaks characteristic for triacylglycerols and methyl esters in the spectra indicate how far the conversion has progressed.After doing research I have found that GC would be our first choice of option, followed by LC. If they aren’t available maybe we could try a spectroscopic method. I hope this information helps.
- Run Gas Chromatograph test if possible.
8.1.2.2.2 The Methanol Test (27/3 Test) Goggles and gloves are required for this procedure & whenever handling chemicals
The purpose of this test is to test for the conversion of the Biodiesel.
Conversion test attributed to Jan Warnqvist (Biodiesel limit – no liquid precipitant)
20
Scope – This is a quick Pass/Fail conversion test for your Biodiesel and works because Biodiesel will dissolve into methanol while triglycerides do not dissolve in methanol. It works with washed and dried, or unwashed Biodiesel that is well settled.
Summary of Test Method – A 3 mL sample of Biodiesel is dissolved into 27 mL of methanol to check for conversion of all di and tri glycerides.
Apparatus – Tools needed include 100 mL graduated cylinder for measuring 27 mL of Methanol, 10mL syringe for Biodiesel, and a 125 mL beaker for mixing.
Sampling – This test only needs to be done once per batch.
Procedure – The general steps required to complete this test are:
a. In a 125 mL beaker add 3 mL of Biodiesel and 27 mL of methanol. b. Swish the beaker until the Biodiesel dissolves into the methanol c. There should be no Biodiesel left, Triglycerides and Diglycerides will form a
precipitant on the bottom. Only a liquid precipitant that collects together to form a bead or bubble that rolls around on the bottom of the test is significant. If you have a liquid precipitant then your Biodiesel is under converted.
Report – Report whether the Biodiesel passed this test or whether it failed do to having to much precipitate.
27/3 Test Online: http://biodiesel.infopop.cc/eve/forums/a/tpc/f/9411061471/m/ 8281092351?r=8281092351#8281092351
8.1.2.2.3 Water and Sediment Testing ASTM D 2709 Standard Test Method for Water and Sediment in Middle Distillate Fuels by Centrifuge (Biodiesel limit – 0.05 volume %)
Scope – This test method covers the determination of the volume of free water and sediment in middle distillate fuels having viscosities at 40°C in the range of 1.0 to 4.1 mm2/s and densities in the range of 770 to 900 kg/m3. This test is a measure of cleanliness of the fuel. For B100 biodiesel it is particularly important because water can react with the esters to make free fatty acids and can support microbial growth in storage tanks.
Summary of Test Method – A 100 mL sample of undiluted fuel is centrifuged in a tube readable to 0.005 mL. After centrifugation, the volume of water and sediment which has settled into the tip of the centrifuge tube is read to the nearest 0.005 mL and recorded as the volumetric percent water and sediment by centrifuge.
Apparatus – Centrifuge which can be controlled to give a relative centrifugal force (rcf) of 800±60 at the tip of the tubes.

21
Sampling - It is recommended to follow the sampling instructions in ASTM Standard Practice D4057. The sample for a laboratory test will normally be an aliquot of a much larger sample taken for full or partial specification testing.
Procedure – The general steps required to complete this test are:
a. 100 mL of a well-shaken sample is poured into a centrifuge tube and spun at 800±60 rcf for 10 minutes.
b. The volume of combined water and sediment present at the bottom of the tube is recorded to the nearest 0.005 mL.
Report – Report the volume of the combined water and sediment read from the tube as a percentage of the total sample, since 100 mL of sample was used. Results lower than 0.005% may be reported as either 0 or 0.005 volume%.
8.1.2.2.4 Sulfate Ash Testing ASTM D 874 Standard Test Method for Sulfated Ash from Lubricating Oils and Additives (Biodiesel limit – 0.02 mass %)
Scope – This test method determines the amount of mineral ash remaining after a fuel is burned. For biodiesel, this test is an important indicator of the quantity of residual metals in the fuel that could come from the catalyst used in the esterification process. The lower limit of this test is 0.005 mass% sulfated ash.
Terminology – Sulfated ash is the residue remaining after the sample has been carbonized, and the residue subsequently treated with sulfuric acid and heated to constant weight.
Summary of the Test Method – The sample is ignited and burned until only ash and carbon remain. After cooling, the residue is treated with sulfuric acid and heated at 775°C until oxidation of carbon is complete. The ash is then cooled, re-treated with the sulfuric acid, and heated at 775°C to constant weight.
Apparatus – Necessary for the test method are a furnace capable of maintaining 775±25°C and evaporating dishes or crucibles. A 50 or 100 mL crucible is recommended for samples containing more than 0.02 mass% sulfated ash. A 120 or 150 mL crucible is recommended for samples containing less than 0.02 mass% sulfated ash. The furnace must be placed in a well ventilated fume hood as smoke and fumes will be released during the burning of the sample.
Reagents – Required reagents include concentrated sulfuric acid and 50 volume% sulfuric acid in water. Isopropanol and toluene may be needed if the sample contains sufficient moisture to cause foaming and loss of material from the dish/crucible.
Sampling – It is recommended to follow the instructions in ASTM Standard Practice D4057.
22
Procedure – The general steps required to complete this test are: a. • Prepare the sample dish by heating at 775 C for at least 10 min, cooling, and weighing; b. • Weigh in the sample to be determined; c. • Heat the sample until the contents will sustain a flame and burn the sample until there is
no further smoke or fumes; d. • If the sample has sufficient moisture to foam, discard the sample, and follow procedures
given to reduce the moisture content before proceeding; e. • Cool the sample, add water and sulfuric acid, and heat until no further fumes are
evolved;f. • Place the dish in a furnace and heat at 775 C until oxidation of the carbon is complete.
Continue the cooling, acidification and heating process until successive weightings differ by no more than 1.0 mg.
Calculation – Sulfated ash is calculated as a percentage of the original sample.
Sulfated Ash (mass%) = w/W*100
w = mass of sulfated ash (g) W = mass of sample used in test (g)
Report – Report the result to the nearest 0.001 mass% for samples below 0.02 mass% and to the nearest 0.01 mass% for higher levels.
8.1.2.2.5 pH Test Test the pH using the pH strips
a. finished fuel should be 7 (neutral)b. high pH = use less lyec. This can also be done for washed biodiesel to show that washing is complete.
Rational-This test is for how much catalyst and soaps are left in unwashed Biodiesel.
23
8.2 Drawings
= Valve
Minor Pump
Waste OilInput
Waste Discharge
Washing TankHeating & Mixing
Tank
MethoxideTank
Major Pump
Methanol / Lye Addition
Wash Water Discharge
Good Biodiesel
Water Input
5-micron filter
Valve # 10Valve # 9
Valve # 8Valve # 7
Valve # 6
Valve # 5Valve # 4
Valve # 3Valve # 2Valve # 1
Figure 1 – System Design of the 2006-2007 Senior Project Team
= Valve
Minor Pump
Waste OilInput
Glycerol Output
Washing TankMixingTank
MethoxideTank
MajorPump
Methanol / Lye Addition
Wash Water Discharge
Biodiesel
Water Input
5-micron filter
Valve # 10Valve # 9
Valve # 8Valve # 7
Valve # 6
Valve # 5Valve # 4
Valve # 3Valve # 2Valve # 1
3kW
Hea
ter
System Drain Valve
Figure 2 – System Design Changes 2007-2008

24
Figure 3 – Inline Heater
Figure 4 – HDPE Mixing Tank
25
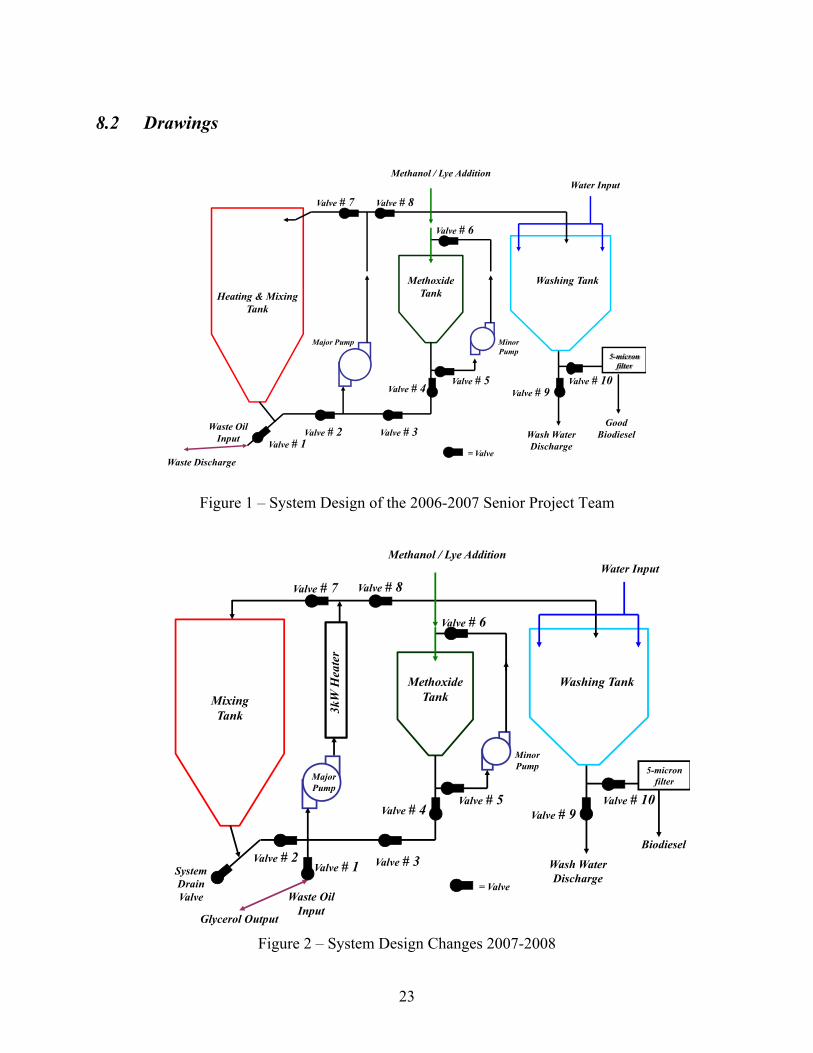
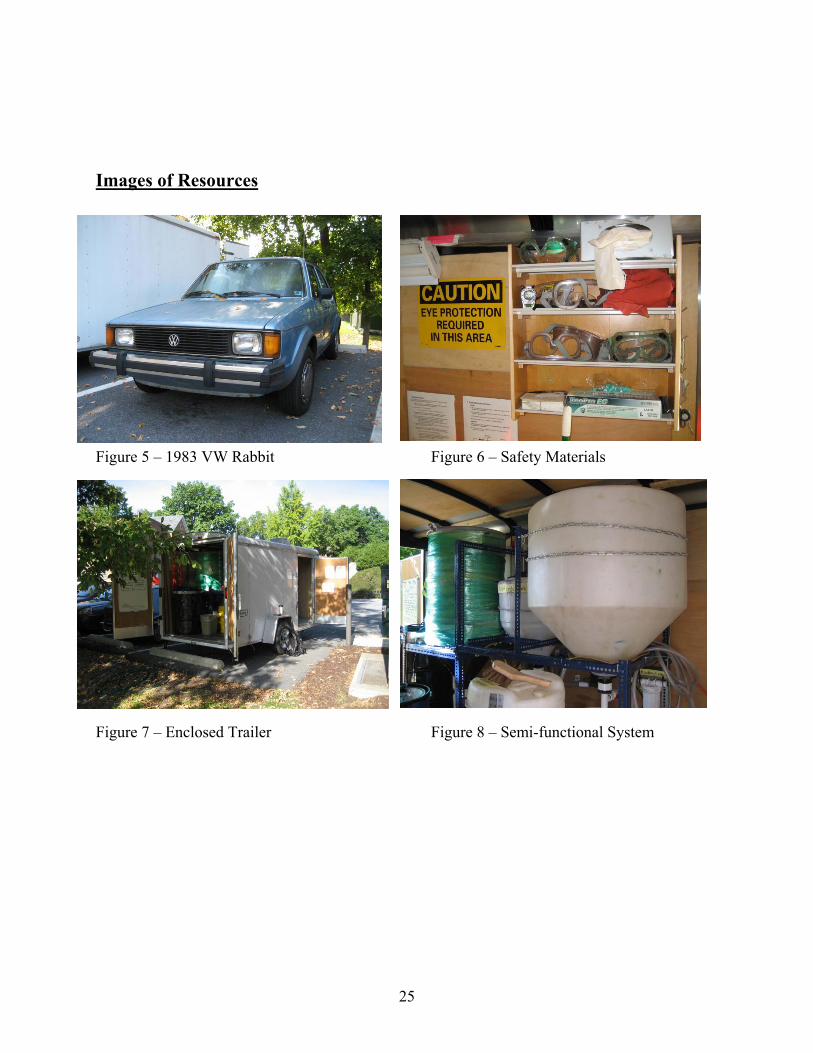
Images of Resources
Figure 5 – 1983 VW Rabbit Figure 6 – Safety Materials
Figure 7 – Enclosed Trailer Figure 8 – Semi-functional System
26
Figure 9 – New Frame Design – I-DEAS Model
94.5” 27”
60”
Constraint x8 (Omni directional)
27
Figure 10 – Electrical Box Wiring Diagram
Figure 11 – Electrical Box, Heater, Thermometer, Thermostat and Tank

28
8.3 Detailed List of Expenditures

29
8.4 CDP One Page Summary Department of Energy – Golden Field Office Congressionally Directed Project: Consolidated Appropriations Act, 2008 Messiah College: Biodiesel processor and process R&D to support ASTM D 6751 certifiable production from multiple feed stocks in recycling and other small scale applications.
Biodiesel is an environmentally friendly alternative to petroleum-based diesel fuel for use in unmodified diesel engines or as a fuel oil substitute. Biodiesel is produced by a reaction that occurs when vegetable oils are combined with an alcohol and a catalyst. Its primary advantage is that it is an agri-based, non-toxic, biodegradable renewable fuel. Biodiesel combustion produces less carbon monoxide, unburned hydrocarbons and particulate emissions than petrodiesel. Although several large-scale biofuel production plants are in various stages of development in central Pennsylvania, processor and process research and development has not yet been accomplished to support ASTM D 6751 certifiable biodiesel production by entrepreneurs and institutions seeking to leverage the opportunities afforded by biodiesel for recycling and other small-scale applications. Small scale production could become a viable commercial option, given the low cost of production equipment. However, equipment for process research and quality testing is expensive, preventing many small-scale producers from improving or certifying their processes. Moreover, there is no local laboratory readily available to small-scale producers in central Pennsylvania that provides access to test equipment and expertise needed for process optimization and quality assurance. This project will meet these needs by establishing a laboratory facility and a research and development program that will advance biodiesel processor and process design in support of small scale producers. Our work will include researching the ability to produce ASTM certified fuel using various feedstocks, possibly including recycled or unconventional materials, and production ingredients. The project will also develop scalable processor and process designs suitable for ASTM D 6751 certifiable small-scale biodiesel production. Messiah College personnel have already gained significant working knowledge about biodiesel production by designing and testing their own small scale system that produces biodiesel from waste cooking oil collected from the College’s main campus dining facilities. The College is currently making small quantities of biodiesel, testing it in unmodified diesel engines and using it as a supplement to heating fuel oil. This project will enable College personnel to extend their work into applied research and development that will support future commercial applications of small-scale biodiesel projection. The academic work of this project will support entrepreneurs and institutions in our region seeking to plan small business entrepreneurial ventures in biodiesel production.The objectives for the Messiah College Congressionally Directed Project (CDP) include the following:1. Prepare a laboratory facility for the development and optimization of processors and
processes, ASTM quality assurance, and performance testing of biodiesel fuels. 2. Developing scalable processor and process designs suitable for ASTM certifiable small-scale
biodiesel production, with the goals of cost reduction and increased quality.3. Conduct research into biodiesel process improvement and cost optimization using various
biodiesel feedstocks and production ingredients.
30
8.5 Gantt Chart
31
32
8.6 References
Acid Pretreatment of High FFA WVO. (2007). Retrieved December 16, 2007, from Biodiesel & SVO Discussion Forums: http://biodiesel.infopop.cc/eve/forums/a/tpc/f/629605551/m/ 933108762
Acid/Base 2 Stage experiments. (2007). Retrieved December 16, 2007, from Biodiesel & SVO Discussion Forums: http://biodiesel.infopop.cc/eve/forums?a=tpc&s=447609751&f=629605551 &m=519609261&r=519609261#519609261
Algae Fuel. (2008, April 29). Retrieved May 7, 2008, from http://en.wikipedia.org/wiki/ Algae_fuel
Allen, M. (2002, October 8). Straighter-than-straight vegetable oils as diesel fuels. Retrieved December 15, 2007, from Journey to Forever Website: http://journeytoforever.org/biodiesel_ SVO-Allen. html
Al-Zuhair, S. (2007, July 9). Production of biodiesel: possibilities and challenges. Biofuels,Bioproducts and Biorefining , pp. 57-66.
Darnoko, D., & Cheryan, M. (2000, August 26). Kinetics of Palm Oil Transesterification.JAOCS , 77 (12), pp. 1263-1267. (http://journeytoforever.org/biofuel_library/transesterification% 20paper.pdf)
How to create biodiesel from crude palm oil. (2007). Retrieved September 21, 2007, from Biodiesel & SVO Discussion Forums: http://biodiesel.infopop.cc/eve/forums/a/tpc/f/596102678/ m/6421064141
Jatropha Curcas. (2008, May 5). Retrieved May 6, 2008, from http://en.wikipedia.org/wiki/ Jatropha_curcas
Prateepchaikul, G., & Apichato, T. (2003, May-June). Palm Oil as a Fuel for Agricultural Diesel Engines: Comparative Testing against Diesel Oil. Retrieved September 21, 2007, from Journey to Forever Website: http://journeytoforever.org/biodiesel_SVO-palm.html
33
LUCAS T. WITMER Messiah College Box 6078, Grantham, PA 17027 | (650) 796-6814 | [email protected]
SKILLS SUMMARY Mechanically inclined engineering student Seven months of drafting, solid modeling and materials testing as an engineering intern SolidWorks Essentials Course, four day intensive professional training Substantial test lab and machine shop experience, including welding and machining I-DEAS, AutoCAD, Visual Basic, C++, HTML, Microsoft Office, Windows, and Apple OS X
EDUCATIONBachelor of Science in Engineering, Mechanical Concentration 01/05 – 05/08
Messiah College, Grantham, Pennsylvania Overall GPA: 3.2/4.0 Major GPA: 3.3/4.0
Academic Design Projects:Senior Design Project - Biodiesel: Developed an efficient production process, performed heat transfer analysis of heating tank, and completed combustion analysis of fuels Hand powered tricycle: Performed a redesign study including stress and displacement analysis of the tricycle frame
Coursework: Mechanics of Materials, Mechanical Design, Fluid Mechanics, Heat Transfer, Manufacturing Processes, and Control Systems University of Waterloo, Waterloo, Ontario 09/03 – 12/04 Coursework in engineering and pre-engineering, co-op program
WORK EXPERIENCEStudent Machine Shop Assistant 08/06 – Present Messiah College, Grantham, PA
Designed and fabricated machine components Manufactured test lab specimens
Engineering Intern 01/04 – 04/04 Superior Tire & Rubber Corp., Warren, PA 09/04 – 11/04
Worked with SolidWorks as a draftsman Tested urethanes, polyurethanes, and rubbers per ASTM specifications
Engineering Intern 05/06 – 08/06 Tyco Electronics M/A-COM, Harrisburg, PA
Tested coverage for 800 MHz radio network Parsed collected data
Engineering Statics Tutor – ENGR 231 08/06 – 12/06 Messiah College, Grantham, PA
Clarified class topics Worked through sample problems
VOLUNTEER EXPERIENCESolar Power Installation Team Member 12/05 – 01/06 RCA, Mphatso, Mozambique
Installed three 900W solar arrays Set up AC distribution
ACTIVITIES & RELEVANT SKILLS
Energy Group Leader, The Collaboratory, Grantham, PA 02/05 – Present o Working in various fields, including biodiesel, photovoltaic, and solar thermal o Designing sustainable alternative energy and micro-enterprise solutions o Writing proposals for various project options o Testing and installing approved systems
Team Member, Mini Baja SAE, Waterloo, ON 09/03 – 08/04 Team Member, Bridge Replacement Design, Grantham, PA 10/05 – 05/06 Proficient in French and Swahili, lived in East Africa from 1987 to 2003
34
Timothy R. Jones 905 Petersburg Road, Carlisle, PA 17015
Cell: 717-574-8578 Email: [email protected]
OBJECTIVE To obtain a career in the field of engineering
EDUCATION Bachelor of Science in Engineering, Mechanical Concentration May 2008 Messiah College, One College Avenue, Grantham, PA GPA: 3.6/4.0, Dean’s List, Provost’s and Dean’s Scholarships
SKILLS Mechanically inclined, Detail oriented, Practical, Creative, Flexible, Self-motivated� I-DEAS – CAD, Structural and Thermal Analyses � ProENGINEER, AutoCAD, SolidWorks, Office, MATLAB, Derive, TK Solver
RELATED Medical Development Engineering Intern May 2007 - Present EXPERIENCE Tyco Electronics, Middletown, PA
� Developed new design of a high density connector � Completed tolerance analyses of tolerance stack-ups � Designed rapid prototypes to analyze and send to customer � Set up testing procedures of insertion/extraction and contact normal forces � Utilized software to perform structural analysis of latching mechanism � Met with suppliers and customers to discuss projects � Redesigned existing products
Senior Design Project - Biodiesel August 2007 - Present� Performed heat transfer analysis of heating system � Completed structural analysis of system frame � Accomplished combustion analysis of fuels � Established efficient production system using waste vegetable oil feedstock � Researching production with palm oil feedstock to implement in Africa
Structural Design Project - Hand Powered Tricycle March 2006 � Performed a redesign study including stress and displacement analysis of the tricycle frame
WORK Laborer – Commercial Construction June 2004 – August 2006 EXPERIENCE Lobar Associates, Inc., Dillsburg, PA
� General Construction – Framing, Roofing, Drywall, Concrete, Carpentry � Demolition
INTERESTS & Volunteering ACTIVITIES � Habitat for Humanity (Leading) and other construction projects
� Mobile Mission with Bethesda Mission � Special Olympics
Hobbies � Most Sports, Hunting, Fishing, Cars, Music, Computers, Travel
35
David P. Hostetter 820 Kingsway Dr.
Lancaster, PA 17601 Phone 717 898 0539 Cell Phone 717 799 0599
E-mail: [email protected]
Objective To obtain an engineering career in the area of renewable energy
utilizing my leadership and mechanical engineering skills.
School Messiah College, Class of 2008 Honors Program, Current GPA 3.87 / 4.0 Deans list 2004-2007
Degree BS Engineering, Mechanical Concentration Seeking PE Certification & Interested in becoming LEED certified
Skills AutoCAD, I-DEAS, MATLAB, TKSolver, Minitab, MS Office, C++, Java, Apple OS, Hands on Computer and Electronics Experience, Energy Load Analysis Experience, Conversational Spanish.
Interests and Activities
Activities: The Collaboratory – an engineering service organization concerned with developing and implementing appropriate technology for third world applications – http://collaboratory.messiah.edu/wiki
� Designed and built an arsenic water filtration system for implementation in India � Currently leading a group that is developing a biodiesel manufacturing process for use in the Democratic
Republic of Congo � Traveling to Burkina Faso in January 08’ to diagnose and repair photovoltaic systems previously installed by
The Collaboratory and to complete a site survey for a future photovoltaic system.
Hobbies: Electronics, Cars, Sports, Golfing, Running and Music.
Work Experience
Position: Student Computer Services Webmaster Place of Employment: Messiah College Dates of Employment: [September 2005-Current] Grantham, PA Maintain and update the SCS webpage and fix computer problems for students: experienced in fixing both hardware and software problems.
Position: Project Engineering Intern Place of Employment: Armstrong World Industries, Inc. Dates of Employment : [ Summer of 2007 ] Lancaster, PA Worked on projects to design and scale up production of a ceiling tile, to control/reduce water and energy consumption at a plant and communicated with upper-level management and other businesses
Position: Engineering Summer Intern Place of Employment: PennDOT Materials Testing Lab Dates of Employment: [ Summer of 2006 ] Harrisburg, PA Tested bridge construction materials such as rubber, concrete, and rebar using ISO-9001 standards
Position: Special Projects Place of Employment: Manheim Auto Auction Dates of Employment: [ Summer of 2005 ] Manheim, PA Helped to coordinate and implement the painting of the parking lot
Volunteer Experience
Service trip to Mexico – Summer of 2004 � Helped to lead a group in constructing a house in less than one week. Habitat for Humanity – Fall of 2005 & 2007 Taking Thanksgiving meals to people in need – 2003 - 2006 Soup Kitchen in Lancaster – 2005 - 2006