Embed Size (px)
Citation preview

HIsarna, a Low CO2 Ironmaking Process
Johan van Boggelen, Tata Steel RD&T
January 10 2012
Cleveland Institution of Engineers, Middlesbrough, UK

2
• Need for Step Change
• ULCOS Blast Furnace
• HIsarna
• Future Strategy
Outline

3
The Sustainability Challenge
Growth Sustainability
World steel consumption
will double by 2050
Ambition to cut CO2 emissions
by 50 % in 2050

4
Business Challenges in Europe
Fast growth
Asia, Latin America, Middle EastMature markets
Europe, North America
Global climate change
Scarcity of prime raw materials Competition on price and quality
CO2 emission rights EU-ETS, license to operate

5
Need for a Step Change
• Integrated steel plants amongst the largest point sources of CO2
• Highly visible to government and public
• Legislation in developed countries (Europe, North America, Japan)
pushing for ever lower constraints
• Obligation to make a significant contribution
• Bad news: Continuous improvement: too little, too late.
• Good news: majority of CO2 emissions is related to ironmaking
• Focus on ironmaking

6
ULCOS Programme
• Ultra LowCO2 Steelmaking
• Consortium of European steel companies
• Aim:
To decrease the specific CO2 emitted by the steel industry
by 50% in 2050
• Started in 2004
• Initial budget: 60 M€, increase to 70 M€
• Numerous ideas to reach objective

7
Ironmaking: Options for Step Change
• Recycling of CO from Blast Furnace top gas
• Capture and storage of CO2
• Use of Biomass
• Substitution of carbon reductant by H2
• Use of Carbon-lean DRI, HBI, LRI
• Use of Carbon-lean electricity
Four technologies selected for further development
8
2 technologies most relevant for Tata Steel
� Blast Furnace top-gas recycling
� Smelting reduction (HIsarna)
� Advanced direct reduction (ULCORED)
� Iron ore electrolysis (ULCOWIN)
Selected high potential technologies

ULCOS Blast Furnace
10
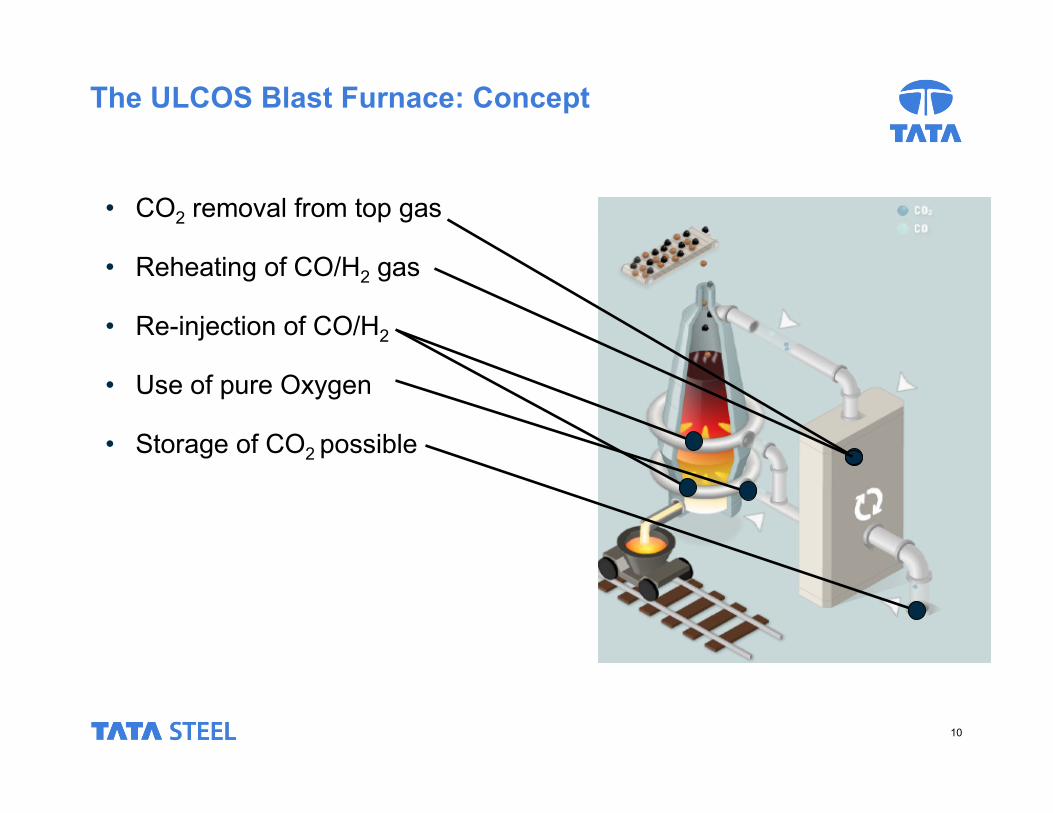
• CO2 removal from top gas
• Reheating of CO/H2 gas
• Re-injection of CO/H2
• Use of pure Oxygen
• Storage of CO2 possible
The ULCOS Blast Furnace: Concept

11
Flow sheets
Gas
cleaning
CO2 400 Nm3/t
CO2
scrubber
Oxygen
PCI
Gas
heater
Coke Top gas
(CO, CO2, H2, N2)
Re-injection
Gas net
(N2 purge)
CO, H2, N2
V4900 °°°°C
1250 °°°°C
V3
1250 °°°°C
XV1900 °°°°C
25 °°°°C
Expected C-savings
25 % 24 % 21 %
Gas
cleaning
CO2 400 Nm3/t
CO2
scrubber
Oxygen
PCI
Gas
heater
Coke Top gas
(CO, CO2, H2, N2)
Re-injection
Gas net
(N2 purge)
CO, H2, N2
V4900 °°°°C
1250 °°°°C
V4900 °°°°C
1250 °°°°C
V3
1250 °°°°C
XV3
1250 °°°°C
XV1900 °°°°C
25 °°°°C
V1900 °°°°C
25 °°°°C
Expected C-savings
25 % 24 % 21 %
Expected C-savings
25 % 24 % 21 %

12
Expected Benefits ULCOS-BF
• 25 % less carbon usage
• 50 % CO2 reduction if CO2 storage is applied
• 35 % coke rate reduction
• Productivity increase (to be determined)

13
LKAB’s Experimental Blast Furnaceat MEFOS Luleå, Sweden

14
CO2 capture (VPSA) near the EBF
BF gas compressorGas holder tail gas
Absorber vessels

15
Conclusions ULCOS Blast Furnace
• EBF successfully operated with the new ULCOS BF process
• No safety issue has been recorded with the new process
• The EBF and VPSA operations were smooth with good results
• Carbon savings were up to 24 %
• The VPSA plant was able to remove CO2 efficiently from BF top gas
• For the steelmaking site, with the application of CO2 capture and
storage a saving of 60% is possible
• Campaigns showed that conventional burden material can be used
• The EBF campaigns can be considered as a great success

HIsarna

17
HIsarna versus blast furnace route
Iron ore
coal
coke
sinter
Liquid iron
Blast furnace

18
HIsarna versus blast furnace route
Iron ore
coal
coke
sinter
Liquid iron
Blast furnace
Direct use of coal and ore
No coking and agglomeration

19
HIsarna technology
The HIsarna technology combines:
• Cyclone Converter Furnace (CCF) pre-reduction technology
• HIsmelt final reduction technology
HIsmelt
iron oreiron ore
oxygenoxygen
iron oreiron ore
oxygenoxygen
CCF

20
HIsarna technology
The HIsarna technology combines:
• Cyclone Converter Furnace (CCF) pre-reduction technology
• HIsmelt final reduction technology

21
HIsarna process fundamentals
• SRV gas enters the cyclone from below
• Injected O2 combust part of the gas
• Fine ore reacts with CO and H2
• Coal is partly gasified with O2
• Carbon (from coal) reacts with iron oxides
• Carburized metal collects in the SRV
• Gas is partly post combusted with O2
Off gas
Ore
Smelter gasPre-reducedore
SlagHot metal
Coal
Pre-reduction stage
(Melting cyclone)
Final reduction stage
(SRV)
O2
O2

22
Key features
Post combustion
Utilisation of the heat of post combustion
(CO � CO2) is essential for the process
The heat of post combustion is captured by the
slag splash that circulates through the freeboard

23
Key features
Post combustion Ratio (PCR)
Utilisation of the heat of post combustion
(CO � CO2) is essential for the process
The heat of post combustion is captured by the
slag splash that circulates through the freeboard
PCR = 50-60 %
PCR > 90 %

24
Key features
Coal injection technology
Coal injection supplies the carbon and creates
intense mixing
Coal injection generates the splash required
for heat transfer efficiency

25
Key features
Melting and partial reduction of fine iron ores
The cyclone product is a molten iron oxide(20 % pre-reduced)
The fines are separated from the gas by
centrifugal flow of the gas

26
Expected benefits of HIsarna
• 20 % reduction of CO2 per ton steel product
• Well suited for CO2 storage (nitrogen-free off gas)
• 80 % reduction with CO2 storage
• Substantial reduction of other emissions (dust, NOx, SOx, CO)
• Use of biomass possible
• Increased flexibility raw material usage
• Ores with P, Zn, alkalines, S
• Steam coals and coals with high ash

27
Objectives pilot plant
• Test new and innovative
combination of the two reactors
• Determine key process
parameters
• Collect data for economic analysis
• Collect environmental data
• Collect engineering data

28
Pilot plant construction
• The HIsarna pilot plant was designed by
the ULCOS partners and HIsmelt
• The plant was constructed by Tata Steel
IJmuiden Engineering and Project
department

29
Cold commissioningJanuary 2011
Pilot Plant Construction Phase

30
The first campaign (A)
• The plant was operated from April 18 to June 11, 2011
• The team:
• Tata Steel Operations
• Tata Steel Research
• ULCOS partners
• Rio Tinto
• 4 start-ups took place

31
Overview of Campaign A
• The first start-up (A-1) was not successful
• Several improvements were made after test A-1
• The next 3 start-up’s were successfully carried out
Week 16 Week 17 Week 18 Week 19 Week 20 Week 21 Week 22 Week 23
April-18 April-25 May-2 May-9 May-16 May-23 May-30 June-6
Heat-Up
Test A-1
Plant improvements
Test A-2
Test A-3
Test A-4

32
First metal tap at 20/05/2011 (Test A-2)
Forehearth runner
HIsarna plant

33
Results first HIsarna campaign
• After many “teething problems” the plant and all its
support systems were finally operational
• 3 successful start-ups were carried out
• 60 % of the injection capacity was achieved
• Available data indicates that process works as expected
but more operating hours are needed to prove this
• The number of operating hours was below expectation -
Continuation foreseen second half of 2012
34
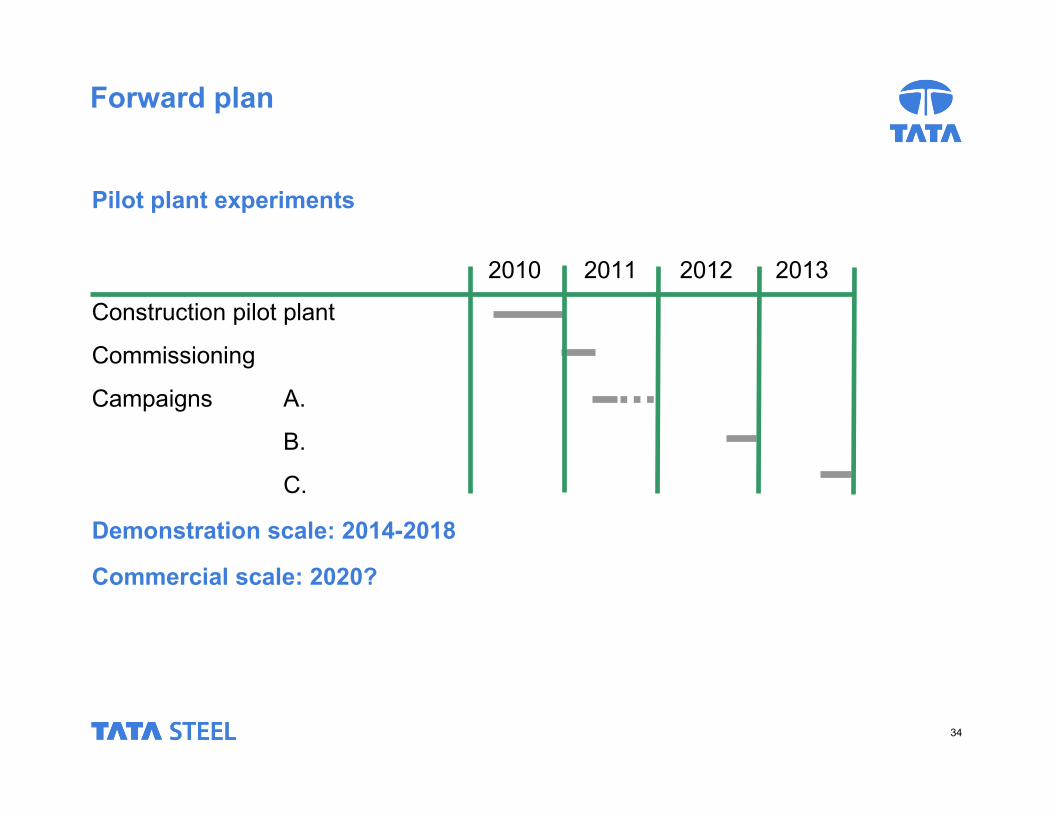
Forward plan
Pilot plant experiments
2010 2011 2012 2013
Construction pilot plant
Commissioning
Campaigns A.
B.
C.
Demonstration scale: 2014-2018
Commercial scale: 2020?

Strategic Outlook

36
Time scale
2004
2009
20102011
2012
2007

37
• Coal (carbon) based technologies
+ Brownfield (BF-TGR, HIsarna) / Greenfield (HIsarna)
+ Efficient reductant
+ Good energy carrier
– Carbon capture, transportation & storage technology & infrastructure
• Hydrogen (carbon-free) based technologies
– More expensive than coal
– Less favourable energy carrier than coal
– Green hydrogen technology & infrastructure
+ Potential long term option for 100% CO2-free steel
• Electricity based technologies
– Green power generation
– Technology in its infancy stage
+ Potential long term option for 100% CO2-free steel
Strategic Options from

38
Will HIsarna beat the blast furnace?
• HIsarna
• Campaigns until 2014.
• Design, engineering and operation of demonstration scale: 2014-2018
• Commercialisation > 2020
• Demonstration scale ULCOS-BF
• Commercial scale BF operation 2012-2018
• Retro-fitted blast furnaces
• Including CO2 capture, transportation and storage (until 2025)
• Keeping both options open

39
Summary & Outlook
• Long-term horizon (2050) changing to near-term (2020)
• Sustainability of steel in Europe heavily influenced by
• Costs of raw materials, energy and CO2
• Plant longevity, configuration planning
• Flexibility
• CO2 not the only driver for innovation
• Need for speed & perseverance
• Way of working:
• Pre-competitive collaboration
• Sharing costs, risks and benefits
• Turn pressure into an advantage

40
Thank you for your attention























![Novos Vingadores V3 #01 [HQOnline.com.Br]](https://img.pdfslide.net/doc/110x75/577c7c391a28abe05499d0f1/novos-vingadores-v3-01-hqonlinecombr.jpg)




