Embed Size (px)
Citation preview

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 1/42
Cuu Long Joint Operating Company
STV EXTENSION – STV SOUTH WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW, PIPELINES AND CPP MODIFICATIONS
SPECIFICATION FOR POLYURETHANE INSULATION
COATING
DOCUMENT NO.: 2013-6031-2L-0010
A ISSUED FOR REVIEW 20/12/13 NTTH GKH DNP NDK
Rev. Description Date Prepared CheckedPVE PTSC MC
CLJOC
ApprovalApproved by
Su Tu Vang South West

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 2/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:2 of 42
REVISION LOG
Revision No. Section Revision Description
A ALL ISSUED FOR REVIEW

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 3/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:3 of 42
TABLE OF CONTENTS
1.0 INTRODUCTION .......................................................................................................... 5 2.0 PROJECT DEFINITION .............................................................................................. 6 3.0 PURPOSE OF DOCUMENT ........................................................................................ 6 4.0 GENERAL INFORMATION ........................................................................................ 6 4.1 LANGUAGUES AND UNIT OF MEASURES .............................................................. 6 4.2 ABBREVIATIONS .......................................................................................................... 6 4.3 CODES AND STANDARDS ........................................................................................... 7 4.4 REFERENCE DOCUMENT .......................................................................................... 10 5.0 GENERAL REQUIREMENTS ................................................................................... 10 5.1 GENERAL ...................................................................................................................... 10 5.2 QUALITY SYSTEM ...................................................................................................... 10 5.3 HEALTH, SAFETY AND ENVIRONMENT ............................................................... 11 5.4 QUALIFICATION TESTING ........................................................................................ 11 5.5 VENDOR ’S RESPONSIBILITY ................................................................................... 11 5.6 PERFORMANCE OF WORK ....................................................................................... 13 5.7 NON CONFORMANCE ................................................................................................ 13 6.0 COATING SYSTEM .................................................................................................... 14 6.1 GENERAL ......................................................................Error! Bookmark not defined. 6.2 COATING SYSTEM ...................................................................................................... 14 7.0 COATING MATERIAL REQUIREMENT ............................................................... 14 7.1 GENERAL ...................................................................................................................... 14 7.2 PRIMER AND/OR FIRST COAT ................................................................................. 15 7.3 2nd LAYER ..................................................................................................................... 16 7.4 TOP LAYER .................................................................................................................. 17 8.0 MEASUREMENT AND LOGGING .......................................................................... 18 9.0
SURFACE PREPARATION ....................................................................................... 18
9.1 PIPE SURFACE PREPARATION ................................................................................. 18 9.1.1 Metal Surface .................................................................................................................. 18

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 4/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:4 of 42
9.1.2 Abrasive Blast Cleaning ................................................................................................. 19 9.1.3 Inspection of Surface Cleanliness ................................................................................... 19 9.1.4 Acid Wash ...................................................................................................................... 20 9.2 SURFACE PREPARATION OF FBE COATED PIPES ............................................... 21 9.3 SURFACE PREPARATION OF PUF COATED PIPES ............................................... 21 9.4 MOULD PREPARATION FOR PUF COATING ......................................................... 21 10.0 COATING APPLICATION ........................................................................................ 22 10.1 PIPE HEATING ............................................................................................................. 22 10.2 EPOXY APPLICATION ................................................................................................ 23 10.3 PUF APPLICATION ...................................................................................................... 23 10.3.1 Pre-Mixing of Polyol and Transfer to Conditioning Tank ............................................. 23 10.3.2 Discharge of Isocyanate .................................................................................................. 24 10.3.3 Mixing and Pumping of PUF .......................................................................................... 24 10.3.4 PUF Coating Application ............................................................................................... 24 10.4 HDPE APPLICATION ................................................................................................... 25 10.4.1 Water Stop Application .................................................................................................. 25 10.4.2 HDPE Application .......................................................................................................... 25 10.4.3 Sinter Coat / Rough Coat (FOR CWC COATED PIPES ONLY) .................................. 25 10.4.4 Water Quench, Cooling and Inspection Racks ............................................................... 25 10.5 TYPICAL CUTBACK ................................................................................................... 26 11.0 INSPECTION AND TESTING ................................................................................... 27 12.0
PIPE MARKING .......................................................................................................... 39
13.0 STORAGE, HANDLING AND TRANSPORTATION ............................................ 39 14.0 DOCUMENTATION ................................................................................................... 41 14.1 GENERAL ...................................................................................................................... 41 14.2 REPORT DOCUMENT ................................................................................................. 42

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 5/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:5 of 42
1.0 INTRODUCTION
Cuu Long Joint Operating has embarked in the development of STV Extension Plan -
STV South West (SVSW) Project located in Block 15-1, offshore Vietnam.
This development consists of an unmanned tripod jacketed platform (SVSW) with
minimum facility which tie-back and operated from the adjacent STV-CPP. The
development of this field will be carried out by utilizing 3 slots consist of one (1)
existing well using single Xmas Tree and two (2) future dual well Xmas Trees.
Processing of the SVSW wellstream fluids will be carried out on the STV-CPP
facilities which will also supply gas to SVSW for gas lifting. STV-CPP will also
control and monitor SVSW.
An overview of the STV Extension Plan – STV South West Project is shown in the
Figure 1 below:
Figure 1: STV Extension Plan – STV South West Project

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 6/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:6 of 42
2.0 PROJECT DEFINITION
Terms Definitions
CLJOC Cuu Long Joint Operating Company
CONTRACTOR A company that is responsible for the Engineering,
Procurement, Construction and Installation (EPCI)
of the SVSW Project for CLJOC.
VENDOR Any entity appointed by CONTRACTOR to
supply and apply equipment / materials for this
Project.
3.0 PURPOSE OF DOCUMENT
This Specification defines the minimum technical requirements for the Polyurethane
based coating system for the external surface of 10.75-Inch Production Pipeline and
Riser at 120oC maximum design temperature. The coating provides thermal insulation
and anti-corrosion for the 20 years design life of the pipeline. The required U-value of
the coating is 0.27 btu/ft2.hr.oF (1.533 W/m2K maximum).
4.0 GENERAL INFORMATION
4.1 LANGUAGUES AND UNIT OF MEASURES
The content, references, attachments and any supplementary information for all
engineering documents shall be in English unless specified otherwise. The units of
measurement for all engineering documents shall be in the System International (SI).
4.2
ABBREVIATIONSThe following abbreviations will be used throughout this document:
API American Petroleum Institute
APS Application Procedure Specification
ASTM American Society of Testing and Materials
CWC Concrete Weight Coating
ESCR Environmental Stress Crack Resistance
EPC Engineering, Procurement and Construction.
FBE Fusion Bonded Epoxy

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 7/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:7 of 42
HDPE High Density Polyethylene
HSE Health, Safety, Environment
ISO International Organization for Standardization
MFR Melt Flow Rate
MS Manufacturer Specification
MVR Melt Volume-flow Rate
NACE National Association of Corrosion Engineers
OHTC Overall Heat Transfer Coefficient
PE Polyethylene
PO Purchase Order
PQT Procedure Qualification Trial
PUF Polyurethane Foam
4.3 CODES AND STANDARDS
Unless specified otherwise, the latest edition of the following codes and standards shall
be applied:
American Petroleum Institute (API)
API RP 5LW Transportation of Line Pipe on Barges and Marine Vessels.
API 5L Specification for Line Pipe.
American Society of Testing and Materials (ASTM)
ASTM D792 Standard Test Method of Specific Gravity and Density of
Plastics by Displacement.
ASTM D1505 Standard Test Method for Density of Plastics by the Density-
Gradient Technique.
ASTM D1603 Test Method for Carbon Black in Olefin Plastics.
ASTM D1693 Test Method for Environmental Stress Cracking of Ethylene
Plastics.

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 8/42

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 9/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:9 of 42
Substrates and of Steel Substrates after Overall Removal of
Previous Coatings.
ISO 8502-3 Preparation of Steel Substrates before Application of Paints and
Related Products - Test for The Assessment of Surface
Cleanliness - Part 3: Assessment of Dust on Steel Surfaces
Prepared for Painting (Pressure-Sensitive Tape Method).
ISO 8502-6 Preparation of Steel Substrates before Application of Paints andRelated Products - Test for the Assessment of Surface
Cleanliness - Part 6: Extraction of Soluble Contaminant for
Analysis - The Bresle Method.
ISO 8502-9 Preparation of Steel Substrates before Application of Paints and
Related Products -Tests for the Assessment of Surface
Cleanliness - Part 9: Field Method for The Conductometric
Determination of Water-Soluble Salt.
ISO 8503-4 Preparation of Steel Substrates before Application of Paints andRelated Products - Surface Roughness Characteristics of Blast-
Cleaned Steel Substrates - Part 4; Method for the Calibration Of
ISO Surface Profile Comparators and for The Determination Of
Surface Profile - Stylus Instrument Procedure.
ISO 8503-5 Preparation of Steel Substrates before Application of Paints and
Related Products - Surface Roughness Characteristics of Blast-
Cleaned Steel Substrates - Part 5: Replica Tape Method for the
Determination of The Surface Profile.
ISO 11124 (all parts) Preparation of Steel Substrates before Application of Paints and
Related Products - Specifications for Metallic Blast-Cleaning
Abrasives.
ISO 11357 (all parts) Plastics - Differential Scanning Calorimetry (DSC).
ISO 15512 Plastics - Determination of Water Content.
ISO-21809-1 Petroleum and Natural Gas Industries - External Coatings for
Buried or Submerged Pipelines Used in Pipeline Transportation
Systems - Part 1: Polyolefin Coatings (3- Layer PE and 3-
Layer PP).
ISO 9001 Quality Management Systems – Requirements.

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 10/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:10 of 42
National Association of Corrosion Engineers (NACE)
NACE RP 0394 Application, Performance, and Quality Control of Plant-
Applied, Fusion-Bonded Epoxy External Pipe Coating.
Society for Protective Coatings (SSPC)
SSPC-AB1-2000 Abrasive Specification No1 - Mineral and Slag Abrasives.
SSPC-AB2-2000 Cleanliness of Recycled Ferrous Metallic Abrasives.SSPC-AB3-2000 Abrasive Specification No.3 - Newly Manufactured or Re -
manufactured Steel Abrasives.
SSPC-SP1-2000 Surface Preparation Specification No.1 - Solvent Cleaning.
4.4 REFERENCE DOCUMENT
[1]. Pipeline Design Basis, Doc. No. 2013-6031-2H-0001.
5.0 GENERAL REQUIREMENTS
5.1
GENERAL
The insulation coating shall be suitable for use with cathodic protection systems and for
use at the pipeline maximum design temperature of 120oC, water depth, minimum
ambient temperature of 18.8 oC and the surrounding environmental conditions.
Anodes shall be attached to the line pipe after coating as detailed in document
“Specification for Pipeline Anode Installation”, No.: 2013-6031-2L-0014.
5.2 QUALITY SYSTEM
VENDOR shall operate an accredited system of quality management in line with ISO
9001 and demonstrate that effective quality control procedures are in place to ensure
that the requirements of this specification, recognised codes and national and industry
standards are met.
The VENDOR shall submit to CLJOC for approval together with their bid, a Quality
Plan for the complete manufacturing process.
The Quality Plan shall include procedures for pre-inspection meetings and audits, all
quality control activities, acceptance criteria and hold/witners/monitor points for both
CLJOC and VENDOR.

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 11/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:11 of 42
5.3 HEALTH, SAFETY AND ENVIRONMENT
VENDOR shall at all times maintain awareness of the legislation and regulations
concerning health, safety and environmental issues, and comply with these in all
operations concerning the supply of linepipe. A specific HSE plan and Inspection &
Test Plan shall be submitted as indicated in the purchase requisition.
5.4 QUALIFICATION TESTING
Where VENDOR has previous experience with the proposed coating system, full
procedure qualification may not be required subject to the provision of relevant historic
data and acceptance by VENDOR. VENDOR is required to perform a PQT to
demonstrate that this Specification can be met.
Only materials with a proven track record of subsea use in the oil and gas industry shall
be used.
5.5 VENDOR ’S RESPONSIBILITY
VENDOR shall determine the coating construction and thickness for the insulation
coating system for the specified U-value of 0.27btu/ft2.hr.oF. The analysis shall take
into account the following:
Design life;
Design temperature and effect on materials properties;
Water depth;
Coatings of weld joints;
Manufacturing tolerances;
Coating detail at welded joints;
Effect of degradation on thermal conductivity, compression and creep.
It shall be VENDOR’S responsibility to supply all materials, equipment and personnel
to perform the work in accordance with the requirements of this Specification. The
details contained within this Specification, Contract, Purchase Order or any other
CLJOC/CONTRACTOR document do not in any way relieve VENDOR of his
responsibility to produce a high quality product fit for the intended service.
VENDOR shall demonstrate that the coating system and method of application will
fulfil the requirements of this Specification by supplying technical information and
performing a PQT. Data from previous projects may be proposed in place of

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 12/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:12 of 42
performing a PQT, provided the data demonstrates the requirements of the
Specification are satisfied. The performance and long term behaviour of the proposed
thermal insulation coating system shall be supported by design calculations which
demonstrate that the proposed coating shall provide the required Overall Heat Transfer
Coefficient (OHTC) for the life of the field.
The VENDOR shall ensure that the proposed coating system buoyancy is suitable for
long term stability of the pipeline i.e. preference should be given to materials with the
highest densities, to minimise buoyancy effects.
All raw materials shall be tested by both VENDOR and his raw material supplier. The
material shall not be applied until released by quality control personnel as meeting test
requirements.
VENDOR shall provide test data to justify the values of physical properties of the
coating components used in the design and the expected behaviour over time under the
service conditions. Where suitable test results are not available to support the
parameters used in design, VENDOR shall perform such qualification testing as is
necessary to support the selection of the values used. VENDOR is required to perform
a PQT at the start of the project.
VENDOR procedures shall as a minimum address the following:
Environmental control, temperature, relative humidity, dew point;
Pipe and fitting handling, storage and stacking procedures;
Procedure for the receipt and storage of coating materials;
Procedure for calibration and measuring of testing equipment, including frequencies;
Pipe preheating and temperature control;
Surface preparation;
Application of FBE first coat;
Inspection of FBE first coat;
Intermediate preparatory processes between first coat application and thermal
insulation application;
Procedures for mixing coating components in correct ratios including productioncontrols and tests;

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 13/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:13 of 42
Method of coating application and description thereof, e.g. casting in mould,
rotational casting, spray application etc;
Application procedures including measures to ensure uniformity of coating density
and thermal conductivity, concentricity of pipe and external surface of coating;
Procedure for coating at pipe ends;
Repair procedures;
Procedure for storage and handling of coated pipes.
VENDOR shall provide with the bid a detailed design calculation and report which
addresses the items described above.
5.6 PERFORMANCE OF WORK
VENDOR shall guarantee the work performed when manufacturing and installing the
coating is in accordance with this specification.
CLJOC shall be notified in advance of all work to be performed, which is subjected to
CLJOC hold or witness points. Any such work performed without notification of
CLJOC may be rejected by CLJOC.
CLJOC Representative(s) shall be given ready access to inspect the VENDOR's quality
control procedures, methods and results, the equipment, and VENDOR's fabrication
process. CLJOC and CLJOC approved third party, reserves the right to witness all
phases of the coating manufacturing testing and installation at the VENDOR's works.
VENDOR shall afford CLJOC Representatives all reasonable access to facilities at no
cost to CLJOC, to ensure the insulation coating is manufactured and installed in
accordance with this Specification. Such inspection by CLJOC shall not relieveVENDOR of his responsibility to ensure quality control.
Following insulation, it shall be responsibility of VENDOR to ensure that the insulation
remains undamaged and does not degrade in any respect prior to the load-out following
completion of the work.
Any insulation coating that in CLJOC's judgment does not comply with this
Specification and is rejected by CLJOC shall become the property of VENDOR and the
replacement cost of the rejected insulation coating shall be borne by the VENDOR.
5.7
NON CONFORMANCE
Non-conformity reports shall be prepared and submitted in accordance with
VENDOR's QA/QC Plan. Non-conformity reports shall be provided to CLJOC's

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 14/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:14 of 42
Representative for acceptance. Completed non-conformity reports shall be provided to
CLJOC as part of the permanent records. CLJOC reserves the right to disapprove non-
conformity reports and to require revised reports when the non-conformity was not
resolved by a method or procedure that was pre-approved by CLJOC. Common repair
procedures and potential applications shall be submitted to CLJOC for approval in
advance of their use.
6.0
COATING SYSTEM6.1 COATING SYSTEM
The coating must be able to withstand a maximum design temperature up to 120oC .
Insulation coating shall consists of three layers as follows:
1st layer: Epoxy;
2nd layer: Polyurethane foam (PUF);
3rd layer: PE top layer (HDPE).
Minimum total thickness and properties of the finished insulation coating system is
presented in Table 6.1 unless otherwise specified by CLJOC.
Table 6.1. Minimum Thickness of PU Foam Insulation Coating
Coating LayerU-value (0.27 btu/ft
2.hr.
oF)
Minimum Thickness, mm
1st layer Fusion Bonded Epoxy (FBE) 0.35
2nd layer Polyurethane Foam (PUF) 30
3rd layer Polyethylene (HDPE) 5
Total 35.35
7.0 COATING MATERIAL REQUIREMENT
7.1 GENERAL
VENDOR shall propose coating materials and Material Manufacturers for CLJOC
acceptance. Only CLJOC approved materials and Material Manufacturers shall be used.
Materials used for coating shall be clearly marked with the following details:
Name of Coating Manufacturer;
Material identification;

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 15/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:15 of 42
Batch number;
Date of manufacture;
Quantity;
Manufacturing standard;
Shelf life;
Hazardous information.
Materials shall be handled and stored in accordance with applicable safety regulations
and the Material Manufacturer's recommendations, and shall be used according to the
Material Manufacturer's batch sequence.
All materials to be used on the project shall comply with Material Manufacturer ’s
specifications and shall be taken from new un-opened and undamaged containers and
shall be within Material Manufacturer ’s shelf life. VENDOR shall demonstrate
compliance with Material Manufacturer ’s specifications by testing if so requested by
CLJOC.
All material with damaged packaging, with an expired shelf life, without full
traceability or suspected of contamination / deterioration, shall be rejected and not
applied to the pipe.
7.2 PRIMER AND/OR FIRST COAT
If FBE is proposed as first coat the materials, application and quality requirements shall
be in accordance with NACE RP0394, approved VENDOR procedures and this
Specification.
Inspection and documentation of the FBE layer shall be completed in accordance with
NACE RP0394 prior to commencement of thermal insulation coating application.
The epoxy powder shall be selected only when the following minimum requirements
are satisfied.

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 16/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:16 of 42
Table 7.1: Minimum Requiremments for Epoxy Material
Property Test Method Value Limits
Moisture content
(% mass)ISO 21809-1, Annex K ≤ 0.6
Thermal characteristic (oC) ISO 21809-1, Annex D≥ 95 oC and within
manufacturer’s specification
Gel time at
205 oC ±3 oCISO 21809-1, Annex J
Within 20% of the nominal
value specified by the
manufacturer
Density (g/cm3) ISO 21809-1, Annex N
Within ± 0.05 of the
manufacturer’s specified
nominal value
Particle sizeCAN/CSA Z245-20,
Clause 12.5
According to manufacturer ’s
specification
7.3 2nd LAYER
Polyurethane foam (PUF) is proposed as thermal insulation coating for pipeline. The
application, testing and quality requirements shall be in accordance with EN 253.
The polyurethane foam shall be selected only when the following minimum
requirements are satisfied.
Table 7.2: Minimum Requiremments for PUF
Property Test Method Value Limits
Core density BS EN489min. 200 kg/m3
max. 225 kg/m3
Compressive Strength ISO 844Min. 2.0 MPa at 10%
relative deformation
Water Absorption BS EN 489 Max. 10%
Ratio of open to closed
cells, min closed cell
content
EN253 Min 95%

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 17/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:17 of 42
7.4 TOP LAYER
The requirements of PE shall be in accordance with ISO 21809-1.
The top coat polyethylene used shall be a black compound with carbon black content of
2.5 ± 0.5 % (mass fraction) as specified in ISO 4437. This can prevent influence of
ultraviolet radiation, oxygen in air and heat under the open sunlight. Moreover,
polyethylene layer maintains it flexibility and toughness over the design life time of the
project.
The PE material shall be selected only when the following minimum requirements are
satisfied.
Table 7.3: Minimum Requirements for PE
Property Test Method Value Limits
Density of the base resina ASTM D792
or ASTM D1505≥ 0.930 g/cm3
Elongation at break at 23°C ± 2°CISO 527-2
Or ISO 527-3≥ 600 %
Tensile yield strength at 23°C ± 2°Ca ISO 527-2 or
ISO 527-3≥ 15 MPa
Vicat softening temperature A/50
(9,8 N)ISO 306 ≥ 110°C
Water content ISO 15512 ≤ 0.05 %
Hardness (Shore D) ISO 868 ≥ 55
Environmental Stress Crack
Resistance (ESCR) (50ºC, F50, 10%
Igepal
CO630 or 100% Igepal CO630) b
ASTM D1693
≥ 1000 H cond. A
or ≥ 300 H cond. B
if
density > 0.955
g/cm3
Oxidation induction time (interceptin the tangent method)
ISO 11357
(all parts)
> 30 min at 210°C
or >10 min at
220°C

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 18/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:18 of 42
Property Test Method Value Limits
UV resistance and thermal ageingISO 21809-1,
Annex GMFR < 35 %
Black carbon contentASTM D1603
or ISO 6964
2.5 ± 0.5 %
(mass fraction)
Note:
a 2 mm thick compression moulded sheet, specimen ISO 527-2, strained at 50
mm/min.
b In order to validate the ESCR values, data shall be provided by manufacturers as to
know the limit in density (MFR) to pass that requirement. This limit shall not be
wider than what is commonly known as fit for purpose PE grades for pipe coating.
8.0 MEASUREMENT AND LOGGING
All necessary information of line pipes, coating materials, coated pipes and qualitycontrol of them must be recorded.
The VENDOR shall submit the template and content for CLJOC’s approval. The
records must be traceable for further investigation.
9.0 SURFACE PREPARATION
9.1 PIPE SURFACE PREPARATION
9.1.1 Metal Surface
Before the surface preparation starts, each pipe shall be visually examined for dents,laps, defective bevels, and any other defects to identify defective pipes. Defective pipes
shall be removed from the coating line for repair or if repair is not possible, these pipes
may be rejected. Pipe surface is suitable for coating when:
Sharp edges, fillets, corners, and welds shall be rounded or smoothened by grinding.
Hard surface layers (e.g. resulting from flame cutting) shall be removed by grinding
prior to blast cleaning;
Residue, slivers, oil, grease, salt etc... shall be removed from the pipe prior to
coating per SSPC-SP1. All surfaces should be washed with clean fresh water prior to
blast cleaning;

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 19/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:19 of 42
After cleaning and prior to grit blasting, the pipe shall be stored under cover and
kept warm and dry. The pipe shall be handled and transported in such a manner as to
ensure that no further contamination occurs.
All moisture shall be removed by preheating of pipe to between 40ºC and 85ºC. The
pipe and components shall then be maintained, until after coating, at a temperature at
least 3ºC above the ambient dewpoint temperature prior to entering the abrasive blast
cleaning unit(s). The ambient relative humidity should not exceed 85%. The pipesurface temperature shall be checked with a thermocouple or other approved methods.
Suitable temporary caps or coupling shall be applied to both pipe ends to prevent
abrasives and coating materials from damaging the bevels and entering the pipe during
coating process. These end caps shall be removed on completion of the coating process.
9.1.2 Abrasive Blast Cleaning
The abrasives used in the coating plant shall be in accordance with the requirements of
ISO 11124 (all parts). The abrasives shall be maintained clean, dry and free from
contaminants in accordance with SSPC-AB1, SSPC-AB2 and SSPC-AB3 or ASTM
D4940 so as not to contaminate the substrate. Expendable abrasives shall not be
recycled.
The cleanliness achieved prior to application shall be in accordance with the
requirements of ISO 8501-1, grade Sa 2½ “near white metal”.
The surface profile attained shall be within the range 50 μm to 100 μm. The surface
profile, peak to trough height, shall be measured in accordance with the requirements of
ISO 8503-4 (Stylus) or ISO 8503-5 (Replica Tape).
If grinding is required after blast cleaning, the maximum allowable area of grindingshall be 10 cm² per 1 m pipe length. In case of any excessive grinding, the remaining
wall thickness shall be measured by ultrasonic inspection and shall not be less than the
specified minimum wall thickness. The ground area shall merge smoothly with the
surrounding pipe surface.
9.1.3 Inspection of Surface Cleanliness
Each pipe shall be inspected for surface cleanliness. Pipes that do not comply with the
requirements shall be rejected and cleaned again.
The surface profile shall be measured at regular intervals. If the surface profile isoutside the specified limits, the blasting material shall be checked and replaced if
necessary. The affected pipes shall be re-blasted.

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 20/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:20 of 42
The surface finish after blast cleaning shall be inspected with the following
International Standards:
Surface cleanliness shall be determined by means of ISO 8501-1;
Dust levels shall be determined by means of ISO 8502-3, the maximum allowable
level shall be Class 2;
Surface profile measured from peak to trough shall be determined by means of ISO
8503-4 & ISO 8503-5. If the measured value is not in this allowed range, that pipe
shall be rejected and blasted again;
The soluble salts content shall not exceed 20mg/m². At regular intervals, once per
shift, the blasted surface shall be checked for residual chloride contamination.
CLJOC shall have the final approval on the disposition of the pipe, whether or not to
release the pipe for coating or to return the pipe for re-cleaning or to reject the pipe
for excessive surface defects.
9.1.4
Acid WashPhosphoric acid wash and rinse may be used for further surface cleaning, etching, and
removal of soluble salts. Phosphoric acid shall be mixed with deionized or reverse
osmosis water according to the manufacturer’s recommendations. Deionized or reverse
osmosis water shall be used for the mixture and for rinsing the pipe after the wash. The
phosphoric acid wash shall be applied after the blast and before the heating process.
After the appropriate surface cleanliness has been achieved in accordance with ISO
8501-1, the pipe shall be acid washed in accordance with the following procedure or
alternative procedure proposed by VENDOR and approved by CLJOC:
Application of the phosphoric acid mixture shall be at the rate and percent
recommended by the phosphoric acid supplier, unless otherwise approved by
CLJOC. A uniform pH of 1 or less shall be maintained on the pipe for a minimum
of 20 seconds between 15oC to 65oC. This pH shall be checked a minimum of every
2 hours during production. The mixture shall be rinsed from the pipe surface with a
high-pressure rinse system. The high-pressure rinse shall have a minimum tip
pressure of 220 kPa (1,500 psi);
The wetted surface of the rinsed pipe shall have a pH of 6 (minimum) to 7.5
(maximum). All rinse water shall be removed and the surface shall be dried by a
high pressure air knife.

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 21/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:21 of 42
9.2 SURFACE PREPARATION OF FBE COATED PIPES
All pipes shall be received at the PUF coating plant incoming rack. The pipe number
and heat number and length shall be recorded and verified against client tally list. The
individual pipe number shall be transferred to the internal pipe surface by use of white
paint marker.
Each pipe shall be prepared for PUF coating by first drying the FBE coated pipe
surface using dry cloths and any contamination identified shall be removed by proprietary solvent washing in accordance with SSPC-SP-1. Where excessive
contamination is present, pipe shall be removed from the system, quarantined and
brought to the attention of the CLJOC Site Representative for clarification and
agreement of further action to be taken.
Pipes are then passed onto the holiday inspection station where each pipe shall be 100%
holiday detected in-line for coating defects. All coating defects shall be marked using a
grease free marker pen. Pipe requiring repairs shall be conveyed to a holding rack for
repair and re-holiday inspection.
9.3 SURFACE PREPARATION OF PUF COATED PIPES
All pipes shall be received at the HDPE coating plant incoming rack. The pipe number
and heat number and length shall be recorded and verified against client tally list. The
individual pipe number shall be transferred to the internal pipe surface by use of white
paint marker.
Each pipe shall be prepared for HDPE coating by first drying the PUF coated pipe
surface using dry cloths and any contamination identified shall be removed by
proprietary solvent washing in accordance with SSPC-SP-1. Where excessive
contamination is present, pipe shall be removed from the system, quarantined and
brought to the attention of the CLJOC Site Representative for clarification and
agreement of further action to be taken.
Inspection PUF surface to ensure no crack, disbonding, no contamination and no
defect.
9.4 MOULD PREPARATION FOR PUF COATING
The internal surface of the mould shall be cleaned by using a compressed air to blow
out any debris, dust or residual coating matter.
The mould shall then, be washed by using a cotton cloth saturated with a cleaning agent
for removing traces of PUF coating.

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 22/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:22 of 42
The end rings used to mould the cutback must be coated with an appropriate mould
release agent.
10.0 COATING APPLICATION
The coating shall be applied in accordance with the Application Proceduce
Specification (APS). The external surface of the cleaned pipe conforming to Section 9
of this specification shall be coated within 4 hours if the relative humidity is below
80% or within 1 hour if the relative humidity is 80% or greater. No detectableoxidation, dust accumulation, or other contaminants shall be on the pipe surface. Pipes
delayed beyond this period, or pipes showing any visible rust stains, shall be blast-
cleaned again, while maintaining the minimum specified wall thickness requirement.
Extruded PE top coat shall be applied within the time limit established during PQT
stage and within the time/temperature range recommended by the manufacturer. During
coating, the bevelled ends of the pipes and the pipe bore shall be protected against
mechanical damage and against contamination with coating material. Immediately after
all coating is completed, the pipe identification marks shall be re-applied to the coated
pipe using a method reviewed by CLJOC. Additional identification shall be applied asrequired to monitor the coating and test batches. Uncoated pipe ends shall receive a
temporary protective coating for transit. Non-conforming pipe shall be recoated. In
general the procedure shall be as follows:
10.1 PIPE HEATING
The pipe to be coated shall be heated over its entire length by electrical induction. Oil-
fired pre-heating is not acceptable. Appropriate induction heating frequency shall be
used to ensure “deep” heating.
The surface to be coated shall be heated over its entire length to a temperature
between 225oC and 240oC or as specified by the powder manufacturer. The
temperature range depends on factory Application Procedure Specification (APS).
The heating temperature shall, in no case, exceed 275oC (527oF). Any pipe which is
heated to above 275oC (527oF) shall be replaced at VENDOR’s expense. The heat
source shall not leave a residual or contaminant on the pipe surface;
During the application of the coating components, the preheating temperature of the
pipe shall be monitored and recorded using optical pyrometers or contact
thermometers. Temperature-measuring crayons may be used to measure temperature
only if agreed upon prior to coating, and shall be validated for temperature control
during qualification and production of the coating system;

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 23/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:23 of 42
Any deviation from the application temperature range recommended by
manufacturer shall be rectified. If immediate rectification is not feasible, the
production shall be stopped until cause of deviation has been removed. Any pipe
coated in the duration of temperature deviation shall be identified by marking and
rejected. Such rejected pipes shall be stripped, re-cleaned and recoated;
Throughout production, the coating temperature shall be continuously monitored and
recorded once every half hour. Monitoring equipment shall be calibrated twice everyshift unless otherwise agreed by CLJOC.
10.2 EPOXY APPLICATION
The elapsed time between surface preparation by abrasive blasting, cleaning and
coating application shall be adequate to avoid oxidation or contamination of the pipe
surface (This time shall be less than 4 hours).
The pipe temperature during surface preparation and coating application shall be in
accordance with the requirements presented in Table 11.1. The thickness of the epoxy
layer and all other requirements are shown in Table 6.1.
10.3 PUF APPLICATION
10.3.1 Pre-Mixing of Polyol and Transfer to Conditioning Tank
The Polyol contains polymeric microspheres which may separate and float to the top of
the Polyol: These microspheres should be re-distributed in the Polyol by thorough
mixing by drum rolling, or in more severe cases of separation a power mixer.
Each container when opened for use shall be thoroughly mixed before use by means of
mechanical drum roller or power mixer for at least 10 minutes. Mixed Polyol shall be
discharged within 120 minutes of mixing.When mixed, the Polyol has a high viscosity.
Due to this, when processing on the dispensing machine, care should be taken to ensure
that the metering pump has adequate feed. The feed line from the Polyol tank to the
metering pump should be of sufficient diameter and as short as possible (e.g. 25 mm
diameter, 0.5 metre long). The Polyol tank should be pressurised sufficiently to give
sufficient feed (e.g. 4 Bar).
To keep the Polyol dispense line pressure low, the dispense line between the metering
pump and the mixing head should be of sufficient diameter, and as short as feasible
(e.g. 15-20 mm diameter and 3 metres long).
Checks shall be done to ensure the feed is adequate:
A pressure gauge at the metering pump inlet;

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 24/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:24 of 42
Checking feed rate at pump inlet (i.e. ensuring flow into pump from tank exceeds the
required output from the pump);
Ratio check (if ratio of Polyol: Isocyanate varies with increasing/decreasing machine
output, then feed may be deficient and require further adjustment).
10.3.2 Discharge of Isocyanate
To avoid contact or exposure to moisture each container when opened for use shall be
discharged immediately after opening into the conditioning tank.
10.3.3 Mixing and Pumping of PUF
The compressibility of the Polyol means attention must be paid to certain areas of
processing. In particular, care must be taken that the system is stable with regard to
flow rates, pressures, and temperatures before ratio checking and dispensing. As a
guide, material processing temperatures should be in the range of 20-35°C. As per
manufacturer's recommendation, the optimum temperature shall be automatic control
by mixing Machine on site.
10.3.4 PUF Coating Application
The pipes shall be lifted to the coating preparation area where two spacers
manufactured from the same material as the PUF coating shall be installed along the
length of the pipe.
Prior to application of the foam insulation, the coated pipe shall be preheated to a
temperature at least 3°C above dew point, but less than 80°C. The pipe shall then be
placed into the mould (concentricity shall be maintained by each end ring and by
utilizing sufficient PUF spacers located along the pipe.
The PUF components are machine mixed to the required ratio, and then injected into
the "port". During the injection period, the pipe and mould shall be inclined at an angle
of 20° ±10° to the horizontal.
After the injection process, the pipe shall be left at an incline to allow for initial coating
cure of approximately 20 minutes prior to removal.
The pipe is then re-moulded and transferred to a holding area where the pipe shall be
supported on padded supports to prevent damage to the coating. On completion of the
coating cure, the pipe shall be subjected to Quality Control testing as detailed in the
Inspection & Testing Final work after foaming process.
When hardening time is over the foamed steel pipe is taken out of the mould;

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 25/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:25 of 42
Dismounting sealing gaskets and flanges at the ends of steel pipe;
Cutting off the edges of PE foil;
Grinding sharp foam edges on foamed pipe;
Visual Control of foam surface, if there are holes and bubbles at the foam surface,
they must be filled with free rise foam according to procedure, excess material to be
removed for a flush finish. Register on report.
10.4 HDPE APPLICATION
10.4.1 Water Stop Application
Before processing to HDPE coating PUF pipe shall be apply with Water Stop Tape at
two ends FBE toe. FBE surface shall be dry and clean to make sure stop tape tight and
adhesive.
10.4.2 HDPE Application
The HDPE layer shall be applied using an appropriately designed extruder to melt and
extrude the polypropylene in a flat film which is then wrapped around the pipe in aspiral overlapping fashion. It is rolled on to the pipe surface to ensure no air is trapped
under this layer. The operating parameter of the HDPE extruder will be maintained
within the range recommended by the HDPE manufacturer's data.
The minimum thickness of HDPE coating system shall be 5 mm.
10.4.3 Sinter Coat / Rough Coat (FOR CWC COATED PIPES ONLY)
Additional 'sinter powder coat' shall be spray applied onto coated surface immediately
after top coat application. Sinter coatings shall be applied to produce a rough coating
surface to enhance shear resistance for concrete coatings and surface anti-slip properties.
10.4.4 Water Quench, Cooling and Inspection Racks
Coated pipe shall then be conveyed and pass through the water quench tunnel. The
quenching water is flow back from the quench tunnel to the cooling towers. The hot
return water is pumped through the cooling tower and fed into the cold water sump.
From there the water is pumped to the quench tunnel. The pipe is cooled by a drenching
flood of water on the external surface. After quenching pipe temperature shall not
exceed 60°C.
As coated pipe exits the quenching tunnel, the lifting arm buggy raise the pipe onto the
inspection station racks, which are configured with automated pipe indexes.

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 26/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:26 of 42
On the inspection rack, pipe coupling is removed from the coated pipe and cutback
paper removal for FBE (without insulation) is done prior to cutback cleaning. 100%
visual appearance check on every pipe is done at frequency mentioned in Table 11.1.
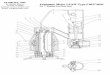
10.5 TYPICAL CUTBACK
The cut-back length for the insulation coating shall be 370mm (±10mm) from the ends
of the pipe. The cut-back end preparation should include 30° - 45° taper. The cutback
length shall be free of any coating materials (including FBE tails) and / or contaminantsdetrimental to the welding, NDT and field joint coating operations. The insulation
coating cutback shall leave a minimum 100mm visible ring of FBE first coat.
Figure 10.1 Typical Cutback of 10.75-Inch Production Pipeline
Bare pipe ends shall be protected from corrosion for a period of up to 1 year. Corrosion protection shall be provided by fast drying steel primer such as red oxide alkyd to be
approved by CLJOC.

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 27/42
STVEXTENSION – STV SOUTH WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW, PIPELINES AND CPP MODIFICATIONS
SPECIFICATION FOR POLYURETHANE INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:27 of 42
11.0 INSPECTION AND TESTING
Table 11.1. Inspection and Testing Plan for Insulation Coating
Process Description Frequency Requirements Approval
Inspection
1.Material
Receipt
1.1. Isocyanate
Data from
Manufacturer
Every Batch -Verify colour/appearance: Homogeneous mix and uniform brown colour.
-Verify against PO & Certification and ensure materials are supplied in sealed,
damage free, clearly marked containers.
-Isocyanate tank shall be storage under cover shade or in the warehouse.
V.R.M
1.2. Polyol
Data from
Manufacturer
Every Batch -Verify colour/appearance: Homogeneous mix and uniform yellow colour
-Verify against PO & Certification and ensure materials are supplied in sealed,
damage free, clearly marked containers.
-Polyol tank shall be storage under cover shade or in the warehouse.
V.R.M
1.3. HDPE
Data from
Manufacturer
Every Batch Perform Melt Flow Index Test, Packaging Secure, Marking Legible H.T.C

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 28/42
STVEXTENSION – STV SOUTH WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW, PIPELINES AND CPP MODIFICATIONS
SPECIFICATION FOR POLYURETHANE INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:28 of 42
Process
/Location
Description Test Freq.
(PQT)
Test Freq.
(Production)
Test Method Acceptance Criteria Approval
Inspection
2. Surface
Preparation
of Pipe
2.1. Temperature and
Air Humidity (Ambient
Conditions)
All PQT
pipes
Every 4 h - 3oC above Dew point.
Max. 85% relative humidity.
2.2. Visual Inspection
of Blasted Surface
All PQT
pipes
All pipes ISO 8501- 1 Grade Sa 2 ½.
2.3. Water-soluble
Contamination of
Abrasives
All PQT
pipes
All pipes ASTM D4940 Conductivity max. 60.
2.4. Surface Roughness All PQT
pipes
Every 1 h ISO 8503 - 4
ISOI 8503 - 5
50 to 100 μm (measured from peak
to trough).
2.5. Presence of Dust
after Dust Removal
All PQT
pipes
Every 1 h ISO 8502 - 3 Rating max. 2.
2.6. Salt Contamination
Test
All PQT
pipes
Every 4h for
each pipe.
Testing before
and after blast
ISO 8502 - 6 20 mg/m2 or less. Phosphoric acid
washing and new abrasive required if
level exceeded.

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 29/42
STVEXTENSION – STV SOUTH WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW, PIPELINES AND CPP MODIFICATIONS
SPECIFICATION FOR POLYURETHANE INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:29 of 42
Process
/Location
Description Test Freq.
(PQT)
Test Freq.
(Production)
Test Method Acceptance Criteria Approval
Inspection
cleaning on
same pipe.
2.7. Phosphoric Acid
Wash
All PQT
pipes
Once per hour Measure coverage,
dwell time,
temperature, and
solution pH.
100% coverage, pH 6 to 7.5 at rinse
of the wet pipe.
3. FBE
Application
3.1. Material
Temperature Prior to
Application
PQT batch Each batch Check temperature of
materials prior to
application.
As a guide, material processing
temperatures should be in the range
of 25-35°C. As per manufacturer
recommendation, the optimum
temperature shall be established
experimentally on site.
M,C
4. FBE
Inspection
4.1. Minimum FBE
Thickness
All PQT
pipes
All pipes ISO 2808 or ASTM
D4138
0.35 mm
4.2. Degree of Cure All PQT
pipes
All pipes Differential scanning
calorimetry analysis
of sample taken from
Tg2 - Tg1 shall be between -2°C to
+3°C to ensure coating is fully cured.

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 30/42
STVEXTENSION – STV SOUTH WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW, PIPELINES AND CPP MODIFICATIONS
SPECIFICATION FOR POLYURETHANE INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:30 of 42
Process
/Location
Description Test Freq.
(PQT)
Test Freq.
(Production)
Test Method Acceptance Criteria Approval
Inspection
pipe. MEK Rubs Test
shall be performed.
4.3. Cathodic
Disbondment
All PQT
pipes
All pipes ASTM G42 or
CAN/CSA- Z245.201
- M92
0.20 inch (5 mm) radius from edge
of / inch (12.7 mm) diameter hole in
48 hours at 194°F (90°C).
5. PUF
Incoming
Rack
5.1.Visual Inspection
FBE Surface
All PQT
pipes
All pipes Visual Contamination & defect Free. All
damaged areas shall be repaired as
per the coating MPP.
V,M,C
5.2.Verify Pipe Identity All PQT
pipes
All pipes Visual Confirm Pipe No., Heat No., &
Length is still legible. Reinstate
internal stencil where necessary.
V.M
5.3.Holiday Detection All PQT
pipes
All pipes Holiday detection
shall be carried out
with a full contact
electrode at the travel
speed equal to 300
mm/s at 1.5 KV.
No Holiday.
The entire external surface of the
FBE coating shall be holiday
detected and any holidays detected
shall be marked up for repair using a
non- grease marker pen and repair as
V.M.C

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 31/42
STVEXTENSION – STV SOUTH WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW, PIPELINES AND CPP MODIFICATIONS
SPECIFICATION FOR POLYURETHANE INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:31 of 42
Process
/Location
Description Test Freq.
(PQT)
Test Freq.
(Production)
Test Method Acceptance Criteria Approval
Inspection
per FBE Repair Procedure.
6. PUF
Application
6.1. Material
Temperature Prior to
Application
PQT batch Each batch Check temperature of
materials prior to
application.
As a guide, material processing
temperatures should be in the range
of 25-35°C. As per manufacturer
recommendation, the optimum
temperature shall be established
experimentally on site.
M,C
6.2 Polyol Mixing Each
container
when
opened for
use
Each container
when opened for
use
Record time opened,
time finished mixing.
Mix thoroughly prior to use for at
least 10 minutes using a drum
tumbler or other mechanical means.
M,C
6.3. Visual Inspection
of the Mould Prior
Loading the Pipe
All PQT
pipes
All pipes Visually Mould shall be dry, clean and free
from damage. Mould shall be
inclined at an angle of 20° ± 10° to
the horizontal.
V,M
6.4. Surface All PQT All pipes Measuring Prior to application of the foam N,M,C

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 32/42
STVEXTENSION – STV SOUTH WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW, PIPELINES AND CPP MODIFICATIONS
SPECIFICATION FOR POLYURETHANE INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:32 of 42
Process
/Location
Description Test Freq.
(PQT)
Test Freq.
(Production)
Test Method Acceptance Criteria Approval
Inspection
Temperature of Steel
Pipes and Casing Pipes
pipes insulation, the coated pipe shall be
preheated to a temperature at least 3
°C above dew point, but less than 80
°C.
6.5. Injection Time and
Moulding Time
All PQT
pipes
All pipes Check the elapsed
time of pipe left in the
moulding prior to
removal.
Coated pipe shall be left in the mould
approximately 20 minutes prior to
removal.
N,M,C
7. PUF
Inspection
7.1. Visual Inspection
for PUF Coated Pipe
All PQT
pipes
All pipes Visual No disbondment from the pipe,
crack, tear or buckle.
V,M,C
7.2. PU Foam
Thickness
Measurement
All PQT pipes
All pipes Using PI tape tomeasure at 3 locations
along the pipe length
(Convert PI reading to
thickness).
Min. 30 mm PUF thickness D,N,C
7.3. Cut-backs PU
Foam
All PQT
pipes
All pipes Measuring As per project specification. D,N,C

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 33/42
STVEXTENSION – STV SOUTH WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW, PIPELINES AND CPP MODIFICATIONS
SPECIFICATION FOR POLYURETHANE INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:33 of 42
Process
/Location
Description Test Freq.
(PQT)
Test Freq.
(Production)
Test Method Acceptance Criteria Approval
Inspection
7.4. Sounding Test All PQT
pipes
All pipes Every 300 mm with a 1kg hammer.
7.5. Thermal
Conductivity
All PQT
pipes
All pipes 50oC
7.6. Core density All PQT
pipes
All pipes BS EN489 Min. 200kg/m3 / Max. 225kg/m3
7.7. Compressive
Strength
All PQT
pipes
All pipes ISO 844 Min. 2.0 MPa at 10% relative
deformation.
7.8. Water Absorption All PQT
pipes
All pipes BS EN 489 Max. 10%
7.9. Ratio of open to
closed cells, min closed
cell content
All PQT
pipes
All pipes BS EN253 Min. 95%
8. HDPE
Application
8.1. Visual Inspection
PUF Coated Pipes
All PQT
pipes
All pipes Visual No disbondment from the pipe,
crack, tear or buckle.
V,M
8.2. CMB Insulation All PQT All pipes at both Visual FBE surface at apply location shall V,M

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 34/42
STVEXTENSION – STV SOUTH WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW, PIPELINES AND CPP MODIFICATIONS
SPECIFICATION FOR POLYURETHANE INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:34 of 42
Process
/Location
Description Test Freq.
(PQT)
Test Freq.
(Production)
Test Method Acceptance Criteria Approval
Inspection
Tape Application pipes ends be dry and clean.
9. HDPE
Inspection
9.1. Visual Inspection
Coated Pipes
All PQT
pipes
All pipes Visual Free from blisters, pinholes,
scratches or any other irregularities
and shall have a uniform colour and
gloss.
V,M
9.2. Temperature after
Quenching
All PQT
pipes
All pipes Digital thermometer
gauge
(with surface probe).
Pipe cool enough safety handled
without causing damage coating (<
60°C).
M,C
9.3. HDPE
Thickness
Measurement
All PQT
pipes
All pipes Using PI tape to
measure at 6 locations
along the pipe length
(Convert PI reading to
thickness).
The minimum thickness of the
protective polyethylene layer shall be
5.0 mm.
D,N,C
9.4. Cut-backs HDPE All PQT
pipes
All pipes Measuring As per project specification. D,N,C
9.5. Tensile All PQT
pipes
All pipes BS EN 253 Min. 15N/mm2

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 35/42
STVEXTENSION – STV SOUTH WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW, PIPELINES AND CPP MODIFICATIONS
SPECIFICATION FOR POLYURETHANE INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:35 of 42
Process
/Location
Description Test Freq.
(PQT)
Test Freq.
(Production)
Test Method Acceptance Criteria Approval
Inspection
9.6. Elongation All PQT
pipes
All pipes EN 253 350% at 23oC
9.7. Shear All PQT
pipes
All pipes Min. 0.2 N/mm2 for 28 days
9.8. Hardness All PQT
pipes
All pipes ISO 868 or ASTM
D2240
>55 Shore D
9.9. Adhesion between
PUF and FBE
All PQT
pipes
All pipes Measuring 48 hours after PUF coating, select a
PUF area 150mm x 150mm, using
chisel, knife cut of PUF around until
FBE surface and leave a cube shape
test specimen has the dimension:
50mm x50mm x PUF thickness.
Using a mallet to knock the cube
until it comes off. The test fails if
PUF come of clean (no adhesive
residue on FBE surface).
10. Repairs 10.1. Repairs FBE, PUF All Repairs All Repairs According to Coating According to repair procedure of M,C

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 36/42
STVEXTENSION – STV SOUTH WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW, PIPELINES AND CPP MODIFICATIONS
SPECIFICATION FOR POLYURETHANE INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:36 of 42
Process
/Location
Description Test Freq.
(PQT)
Test Freq.
(Production)
Test Method Acceptance Criteria Approval
Inspection
and HDPE applicator/operator
Repair Procedure.
manufacturer and coating contractor.
11. Field
Tests
11.1. Adhesion between
FBE and PUF
1 pipe 2 test pipe per
shift
Visual examination
after peeling back
PUF layer from FBE
layer.
The test failed if PUF come-of clean
(No adhesive residue on FBE
surface).
H,T,M,C
11.2. PUF Sounding
Test
1 pipe All Pipes The coating shall be
sounded over its entire
length and along four
different planes, every
300 mm with 1 kg
hammer.
Any marked difference in audible
pitch shall be note.
H,T,M,C
11.3. Shore D Hardness
of HDPE
1 pipe All Pipes Shore D meter ASTM
D2240
Min. 55 Shore D
11.4. Shear Test 1 pipe N/A According to Coating
applicator/operator
Minimum required shear strength 0.2
N/mm2.
12. 12.1. Core Density of 1 pipe 2 test pipe per BS EN 489 The density of the foam shall be a H,T,M ,C

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 37/42
STVEXTENSION – STV SOUTH WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW, PIPELINES AND CPP MODIFICATIONS
SPECIFICATION FOR POLYURETHANE INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:37 of 42
Process
/Location
Description Test Freq.
(PQT)
Test Freq.
(Production)
Test Method Acceptance Criteria Approval
Inspection
Laboratory
Test
PUF shift minimum of 200 kg/m and a
maximum of 225 kg/m3.
12.2. Water Absorption
of PUF
1 pipe 2 test pipe per
shift
BS EN 489 Max 10% H,T,M,C
12.3. Compressive
Strength of PUF
1 pipe 2 test pipe per
shift
According to ISO 844 The compressive strength at 10%
relative deformation shall be min. 2.0
MPa in radial direction.
H,T,M,C
12.4. Polyethylene
Tensile
1 pipe One per batch
PE
BS EN 253 The minimum tensile strength shall
be 15N/mm2 at 23 °C.
H,T,M,C
12.5. Polyethylene
Elongation
1 pipe One per batch
PE
BS EN 253 Elongation at break min 350% at
23°C.
H,T,M ,C
12.6. Melt Flow Index
Test
PQT batch One per batch
PE
BS EN 253 As per manufacture datasheet. H,T,M,C
13.
Laboratory
Test
13.1. Thermal
Conductivity of PUF
1 pipe 1 test pipe per
Production
3rd Party Testing accordance with ASTM
C518.
The thermal conductivity shall be
R

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 38/42
STVEXTENSION – STV SOUTH WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW, PIPELINES AND CPP MODIFICATIONS
SPECIFICATION FOR POLYURETHANE INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:38 of 42
Process
/Location
Description Test Freq.
(PQT)
Test Freq.
(Production)
Test Method Acceptance Criteria Approval
Inspection
(3rd Party)within the specified Coating Supplier
range for the material with a mean
sample temperature of 50° C and
satisfy the requirement of 0.27
btu/ft2.hr.oF.
14.
Calibration
14.1. Holiday
Detection equipment
At start of
the PQT
At start of shift Crest Voltmeter Adjustable to ± 5% of Target Value. M,C
Legend C Record & Raise Document N Non-Destructive Testing M Monitor
D Dimensional Inspection R Review T Destrutive Testing
H Hold Point V Visual Inspection
I Random Inspection W Witness

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 39/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:39 of 42
12.0 PIPE MARKING
The marking to be applied on the pipes shall be agreed between VENDOR and CLJOC.
Unless otherwise agreed the marking shall be applied on the pipes as stated below.
VENDOR shall plan his works in the best manner with the aim to preserve the marking
already made by the pipes' manufacturer. In case the marking made by the pipes'
manufacturer is not visible any more or it is covered by coating material, VENDOR
shall apply a new marking for compliance with the specified requirements.
Marking shall be applied on the pipe coating using suitable paint or stencil in a
contrasting colour to the pipe coating, suitable for subsea use. The paint/stencil shall be
weatherproof and waterproof and shall be compatible with the insulation coating.
Marking shall not be applied on the coating within the first 500 mm from the pipe end.
The following shall be marked on the pipe's coating at one pipe end with exception of
the pipe number which shall be marked on both pipe ends:
Project name;
Pipe manufacturer;
Coating applicator;
Pipe material;
Pipe nominal external diameter * pipe nominal wall thickness;
Pipe number (to be applied on both sides);
Pipe heat number;
Pipe length;
Pipe weight.
The letters shall have a minimum height of 50mm.
13.0 STORAGE, HANDLING AND TRANSPORTATION
VENDOR shall take receipt of the pipes delivered by the pipe supplier and shall keep a
record of the serial numbers of the delivered pipes. Upon receipt, the pipes shall be
inspected for transport damage or other defects. Damaged pipes shall be separately
stored and reported to CLJOC. Repairs shall only be carried out with CLJOC
permission.

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 40/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:40 of 42
Coated pipes shall be handled, stored and transported in accordance with specification
for transportation, handling and storage of pipeline material, Doc. No: 2013-6031-2L-
0008 and in a manner that the pipe steel and pipe coating shall not be damaged.
Depending on the mean of the transport, the transport shall be performed in accordance
with the standards API 5L1 and API 5LW.
All foreign substances such as excessive dirt, debris of coating materials or any other
foreign objects shall be removed from internal pipe surface before stacking and loadout.
Coated pipes can be handled using slings, lifting hooks padded with soft material with
suitable spreader bars, forklifts having lifting forks padded with soft material, front
loaders padded with soft material and vacuum lifting. Chains or wire ropes or any other
device that may damage the pipe steel or pipe coating shall not be used.
When more than one pipe is lifted, separate slings or hooks shall be used for each pipe.
Pipes shall be picked up from the stacking point and at no time shall be dragged or
rolled. Coated line pipe shall not be subjected to jar or impact and all pipe supportsshall be padded. Pipe supports shall be spaced to avoid bending of line pipes.
Coated line pipes shall always be stacked to avoid surface contact with the ground. The
pipes shall be stacked on approved supports which shall be free of any material that
could potentially damage the applied coating.
Supports shall be padded and spaced along the pipe at distances which avoid pipe
bending. They shall be free of any material potentially dangerous for the pipe coating
(stones, nails, sharp edged materials etc.)
The stacking height of line pipes shall be limited to avoid damage of the coated line pipes due to the weight of other ones. The maximum number of stacking layers for the
coated line pipes shall be calculated by VENDOR and relevant calculation showing
calculation steps and results shall be submitted to CLJOC for review and approval
however, for safety reasons the maximum height of any stack shall be 3 m. In case
VENDOR does not provide any calculation note related to stacking of coated pipes
acceptable for CLJOC, the coated pipes shall be stacked in maximum 6 rows.
The stacks of coated pipes shall be separated for each of the following combinations:
pipe nominal external diameter x pipe nominal wall thickness type of applied coating.
Coated pipes shall be stacked at a slight angle to allow drainage of any rainwater.

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 41/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:41 of 42
Coated pipes shall not be stacked below and near electrical lines or near any facility
which may increase residual magnetism in the pipes (at all times it shall be kept the
minimum distance of 30 m between the stored pipes and any electrical cable measured
from the vertical projection to the ground of the nearest electrical cable).
After completion of coating works, plastic caps shall be reinstalled on coated pipes
before their delivery (if application of plastic caps is required by CLJOC).
14.0 DOCUMENTATION
14.1 GENERAL
VENDOR shall furnish all documentation in the English Language.
VENDOR shall prepare an inspection and test plan which clearly details each activity,
the test method, inspection frequency, acceptance criteria, relevant document & report
form and intervention points.
Procedures shall be designed to ensure full traceability of pipe and coating materials
through all stages of preparation, coating and testing.
Procedures and inspection and test plans shall be subject to review and approval by
CLJOC.
All VENDOR's documentation of any nature shall clearly reference the Contract
Number together with component or material batch identification as appropriate.
VENDOR shall maintain complete and accurate records of the work performed. These
records shall be kept safe in a single location at VENDOR's site and shall be accessible
to CLJOC at all times. One copy of the VENDOR's daily records shall be handed to
CLJOC s Site Representative by the end of the working day upon which the work is
performed.
On a daily basis, the following information shall be maintained for each insulated pipe
and provided to CLJOC:
Date of insulation application;
Inner and outer pipe diameter, wall thickness, length, material grade and pipe
numbers;
Total length of all pipe coated today and to date;
Total number of pipe lengths sent for repair today and to date; and
Nature of insulation defects.

8/13/2019 2013-6031-2L-0010-Specification for Polyurethane Insulation Coating_Re IDC
http://slidepdf.com/reader/full/2013-6031-2l-0010-specification-for-polyurethane-insulation-coatingre-idc 42/42
STVEXTENSION – STV SOUTH
WEST PROJECT (SVSW)
EPCI FOR WHP-SVSW,
PIPELINES AND CPP
MODIFICATIONS
SPECIFICATION FOR POLYURETHANE
INSULATION COATING
Document No.: 2013-6031-2L-0010
Revision: A
Page:42 of 42
All records shall be fully identified with the pipe or materials they represent. All
records shall be available for COMPANY examination at the time and place of
inspection, whether at the point of manufacture or CONTRACTOR’s location. These
records shall be kept for 5 years after the insulation application.
14.2 REPORT DOCUMENT
Documentation submissions shall be in English language and in accordance with the
requirements of tender documents. All documentation required by prior sections of thisspecification shall be submitted. Documentation to be included in a final data book
shall include the following:
Thermal design report;
Material data sheets;
Historic data;
Approved procedures;
Approved inspection and test plan (signed and stamped by VENDOR's and CLJOC's authorised QC personnel/inspectors);
PQT or PQT test report;
Daily production report;
Inspection reports;
Repair records;
Non conformance reports;
Deviations and concessions.












![Hungary [2l]](https://img.pdfslide.net/doc/110x75/5583e360d8b42aaa5a8b4cf4/hungary-2l.jpg)