Embed Size (px)
Citation preview
ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«БЕЛОРУССКО-РОССИЙСКИЙ УНИВЕРСИТЕТ»
Кафедра «Физические методы контроля»
ПРИБОРЫ И МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Методические указания к самостоятельной работе студентов специальности 1-540102 «Методы и приборы контроля качества и диагностики состояния объектов»
TOFD-МЕТОД
Могилев 2014
2
УДК 620.179.17 ББК 32.87
П 75
Рекомендовано к опубликованию Центром менеджмента качества образовательной деятельности
ГУ ВПО «Белорусско-Российский университет»
Одобрено кафедрой «Физические методы контроля» «6» мая 2014 г., протокол № 7
Составители: канд. техн. наук, доц. С. С. Сергеев; ст. преподаватель Е. Н. Прокопенко;
ассистент О. С. Сергеева
Рецензент канд. техн. наук, доц. Ф. М. Трухачёв
Методические указания предназначены к самостоятельной работе студентов специальности 1-540102 «Методы и приборы контроля качества и диагностики состояния объектов».
Учебное издание
ПРИБОРЫ И МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Ответственный за выпуск С. С. Сергеев
Технический редактор А. Т. Червинская
Компьютерная верстка Н. П. Полевничая
Подписано в печать . Формат 60×84/16. Бумага офсетная. Гарнитура Таймс. Печать трафаретная. Усл. печ. л. .Уч.-изд. л. . Тираж 56 экз. Заказ №
Издатель и полиграфическое исполнение: Государственное учреждение высшего профессионального образования
«Белорусско-Российский университет». Свидетельство о государственной регистрации издателя,
изготовителя, распространителя печатных изданий № 1/156 от 24.01.2014.
Пр. Мира, 43, 212000, Могилев.
© ГУ ВПО «Белорусско-Российский университет, 2014
3
Введение Методы ультразвуковой дефектоскопии широко применяются в раз-
личных отраслях промышленности для неразрушающего контроля обору-дования. Основные недостатки традиционных методов ультразвуковой де-фектоскопии – низкая достоверность и точность определения размеров де-фектов, проблема их классификации. Кроме того, традиционный контроль не гарантирует правильное определение параметров наиболее опасных де-фектов типа трещин вследствие сложной природы распространения ульт-развука. Результатом этого являются неоправданно жесткие нормы кон-троля, действующие в различных отраслях. Между тем, именно правильно определенный тип дефекта, его истинные размеры и местоположение дают возможность уверенно определить возможность эксплуатации и ресурс ра-боты контролируемого объекта.
Появление современных методов дефектоскопии дает возможность реализовать логичный подход к анализу контролируемого объекта и обос-нованной оценке ресурса работы конструкции, который состоит из не-скольких этапов. Первый этап совпадает с традиционным, при котором ручным или автоматическим способом осуществляется выявление и реги-страция эхо-сигналов от дефектов. На втором этапе осуществляется экс-пертный контроль с получением достоверной информации для определе-ния типа, действительных размеров и ориентации дефектов. На третьем этапе производится расчет прочности сварного шва с учетом параметров выявленных дефектов и определяется ресурс работы всей конструкции. К настоящему моменту первый и третий этапы достаточно хорошо прорабо-таны.
В методических указаниях описаны пути и возможности повышения метрологических характеристик ультразвукового контроля на основе при-менения схем дифракционно-временного метода (TOFD-метода) для выяв-ления и оценки размеров дефектов при проведении НК сложных объектов.
4
1 Особенности TOFD-метода ультразвукового контроля 1.1 Общие положения TOFD-метод основан на взаимодействии ультразвуковых волн с
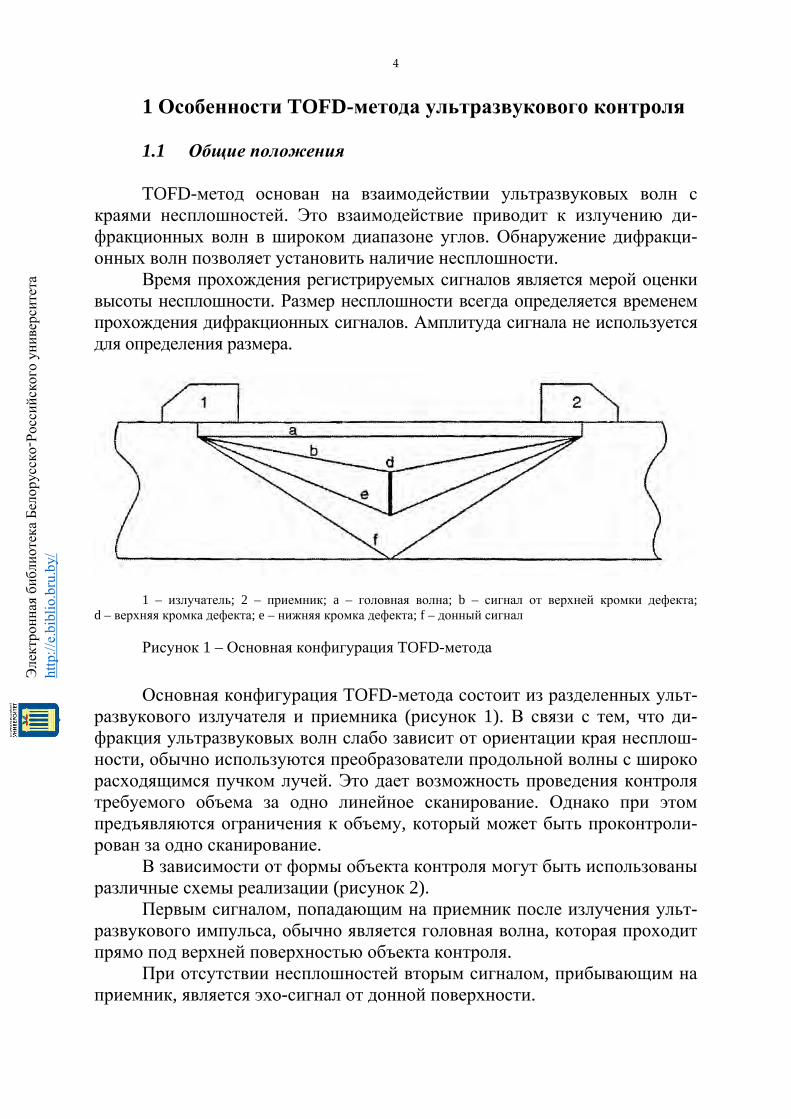
краями несплошностей. Это взаимодействие приводит к излучению ди-фракционных волн в широком диапазоне углов. Обнаружение дифракци-онных волн позволяет установить наличие несплошности.
Время прохождения регистрируемых сигналов является мерой оценки высоты несплошности. Размер несплошности всегда определяется временем прохождения дифракционных сигналов. Амплитуда сигнала не используется для определения размера.
1 – излучатель; 2 – приемник; a – головная волна; b – сигнал от верхней кромки дефекта; d – верхняя кромка дефекта; e – нижняя кромка дефекта; f – донный сигнал
Рисунок 1 – Основная конфигурация TOFD-метода
Основная конфигурация TOFD-метода состоит из разделенных ульт-развукового излучателя и приемника (рисунок 1). В связи с тем, что ди-фракция ультразвуковых волн слабо зависит от ориентации края несплош-ности, обычно используются преобразователи продольной волны с широко расходящимся пучком лучей. Это дает возможность проведения контроля требуемого объема за одно линейное сканирование. Однако при этом предъявляются ограничения к объему, который может быть проконтроли-рован за одно сканирование.
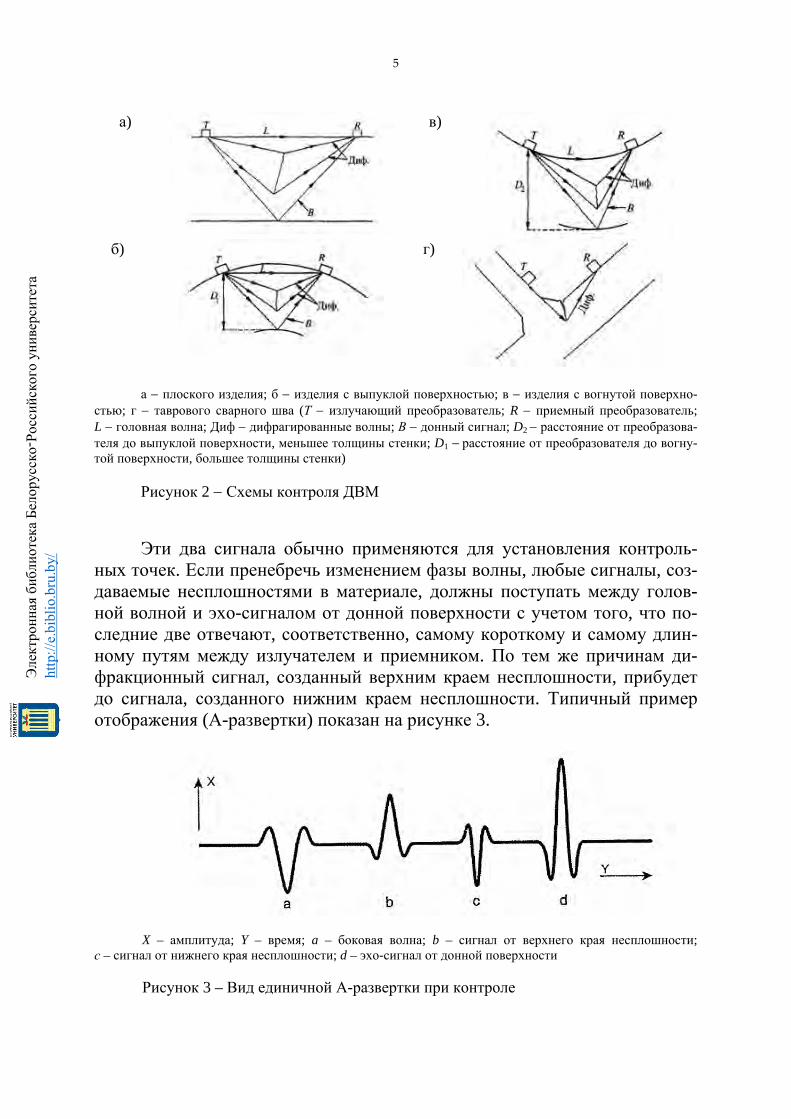
В зависимости от формы объекта контроля могут быть использованы различные схемы реализации (рисунок 2).
Первым сигналом, попадающим на приемник после излучения ульт-развукового импульса, обычно является головная волна, которая проходит прямо под верхней поверхностью объекта контроля.
При отсутствии несплошностей вторым сигналом, прибывающим на приемник, является эхо-сигнал от донной поверхности.
5
а)
в)
б)
г)
а − плоского изделия; б − изделия с выпуклой поверхностью; в − изделия с вогнутой поверхно-
стью; г − таврового сварного шва (Т − излучающий преобразователь; R − приемный преобразователь; L − головная волна; Диф − дифрагированные волны; В − донный сигнал; D2 − расстояние от преобразова-теля до выпуклой поверхности, меньшее толщины стенки; D1 − расстояние от преобразователя до вогну-той поверхности, большее толщины стенки)
Рисунок 2 − Схемы контроля ДВМ Эти два сигнала обычно применяются для установления контроль-
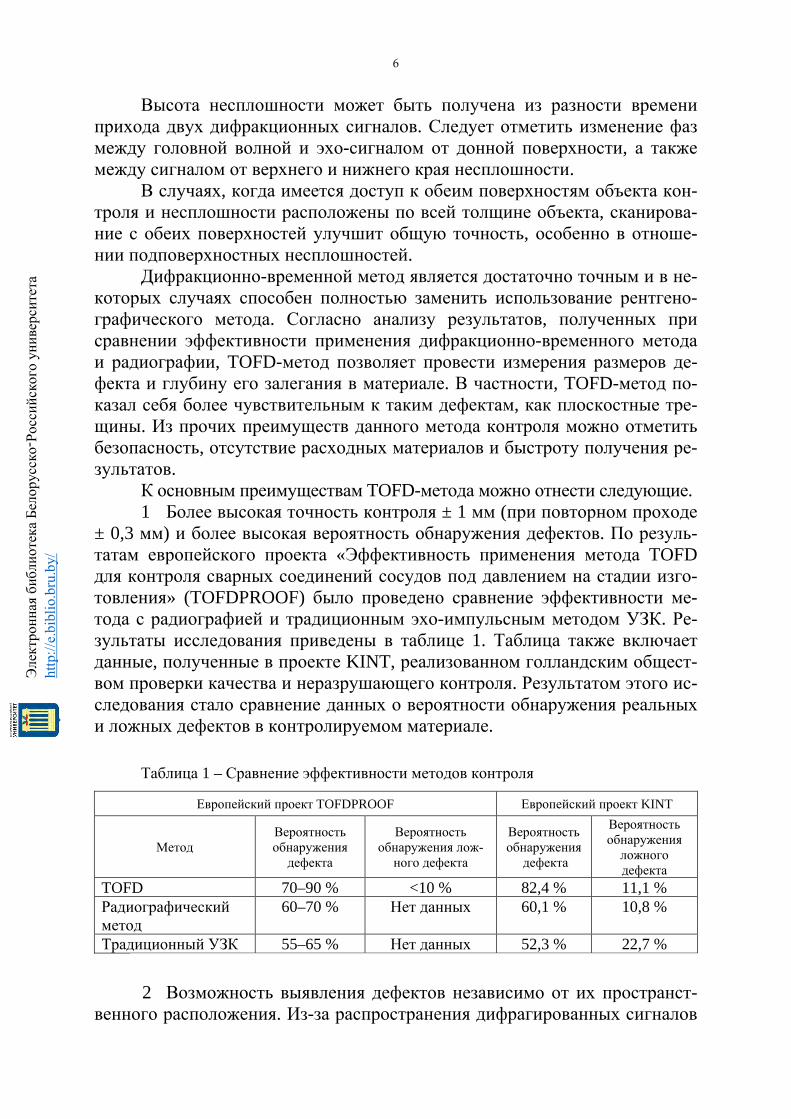
ных точек. Если пренебречь изменением фазы волны, любые сигналы, соз-даваемые несплошностями в материале, должны поступать между голов-ной волной и эхо-сигналом от донной поверхности с учетом того, что по-следние две отвечают, соответственно, самому короткому и самому длин-ному путям между излучателем и приемником. По тем же причинам ди-фракционный сигнал, созданный верхним краем несплошности, прибудет до сигнала, созданного нижним краем несплошности. Типичный пример отображения (А-развертки) показан на рисунке 3.
X – амплитуда; Y – время; a – боковая волна; b – сигнал от верхнего края несплошности; с – сигнал от нижнего края несплошности; d – эхо-сигнал от донной поверхности
Рисунок 3 – Вид единичной А-развертки при контроле
6
Высота несплошности может быть получена из разности времени прихода двух дифракционных сигналов. Следует отметить изменение фаз между головной волной и эхо-сигналом от донной поверхности, а также между сигналом от верхнего и нижнего края несплошности.
В случаях, когда имеется доступ к обеим поверхностям объекта кон-троля и несплошности расположены по всей толщине объекта, сканирова-ние с обеих поверхностей улучшит общую точность, особенно в отноше-нии подповерхностных несплошностей.
Дифракционно-временной метод является достаточно точным и в не-которых случаях способен полностью заменить использование рентгено-графического метода. Согласно анализу результатов, полученных при сравнении эффективности применения дифракционно-временного метода и радиографии, TOFD-метод позволяет провести измерения размеров де-фекта и глубину его залегания в материале. В частности, TOFD-метод по-казал себя более чувствительным к таким дефектам, как плоскостные тре-щины. Из прочих преимуществ данного метода контроля можно отметить безопасность, отсутствие расходных материалов и быстроту получения ре-зультатов.
К основным преимуществам TOFD-метода можно отнести следующие. 1 Более высокая точность контроля ± 1 мм (при повторном проходе
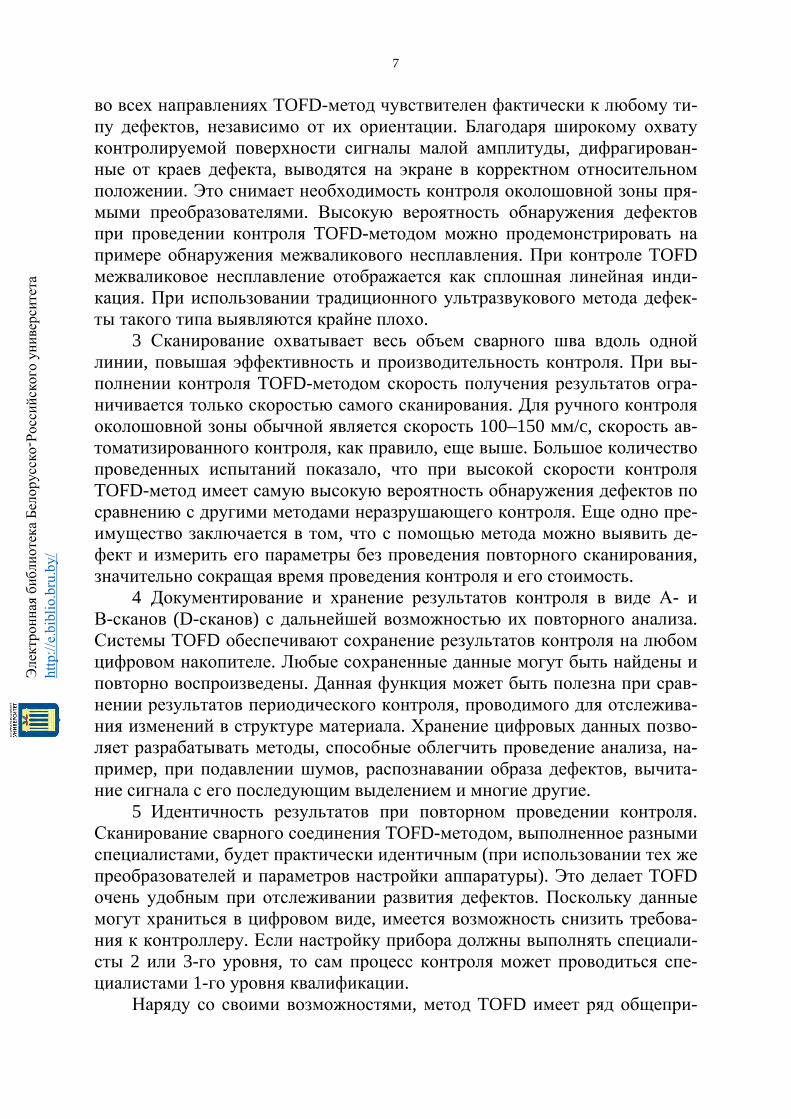
± 0,3 мм) и более высокая вероятность обнаружения дефектов. По резуль-татам европейского проекта «Эффективность применения метода TOFD для контроля сварных соединений сосудов под давлением на стадии изго-товления» (TOFDPROOF) было проведено сравнение эффективности ме-тода с радиографией и традиционным эхо-импульсным методом УЗК. Ре-зультаты исследования приведены в таблице 1. Таблица также включает данные, полученные в проекте KINT, реализованном голландским общест-вом проверки качества и неразрушающего контроля. Результатом этого ис-следования стало сравнение данных о вероятности обнаружения реальных и ложных дефектов в контролируемом материале.
Таблица 1 – Сравнение эффективности методов контроля
Европейский проект TOFDPROOF Европейский проект KINT
Метод Вероятность обнаружения дефекта
Вероятность обнаружения лож-
ного дефекта
Вероятность обнаружения
дефекта
Вероятность обнаружения ложного дефекта
TOFD 70–90 % <10 % 82,4 % 11,1 % Радиографический метод
60–70 % Нет данных 60,1 % 10,8 %
Традиционный УЗК 55–65 % Нет данных 52,3 % 22,7 %
2 Возможность выявления дефектов независимо от их пространст-венного расположения. Из-за распространения дифрагированных сигналов
7
во всех направлениях TOFD-метод чувствителен фактически к любому ти-пу дефектов, независимо от их ориентации. Благодаря широкому охвату контролируемой поверхности сигналы малой амплитуды, дифрагирован-ные от краев дефекта, выводятся на экране в корректном относительном положении. Это снимает необходимость контроля околошовной зоны пря-мыми преобразователями. Высокую вероятность обнаружения дефектов при проведении контроля TOFD-методом можно продемонстрировать на примере обнаружения межваликового несплавления. При контроле TOFD межваликовое несплавление отображается как сплошная линейная инди-кация. При использовании традиционного ультразвукового метода дефек-ты такого типа выявляются крайне плохо.
3 Сканирование охватывает весь объем сварного шва вдоль одной линии, повышая эффективность и производительность контроля. При вы-полнении контроля TOFD-методом скорость получения результатов огра-ничивается только скоростью самого сканирования. Для ручного контроля околошовной зоны обычной является скорость 100–150 мм/c, скорость ав-томатизированного контроля, как правило, еще выше. Большое количество проведенных испытаний показало, что при высокой скорости контроля TOFD-метод имеет самую высокую вероятность обнаружения дефектов по сравнению с другими методами неразрушающего контроля. Еще одно пре-имущество заключается в том, что с помощью метода можно выявить де-фект и измерить его параметры без проведения повторного сканирования, значительно сокращая время проведения контроля и его стоимость.
4 Документирование и хранение результатов контроля в виде А- и В-сканов (D-сканов) с дальнейшей возможностью их повторного анализа. Системы TOFD обеспечивают сохранение результатов контроля на любом цифровом накопителе. Любые сохраненные данные могут быть найдены и повторно воспроизведены. Данная функция может быть полезна при срав-нении результатов периодического контроля, проводимого для отслежива-ния изменений в структуре материала. Хранение цифровых данных позво-ляет разрабатывать методы, способные облегчить проведение анализа, на-пример, при подавлении шумов, распознавании образа дефектов, вычита-ние сигнала с его последующим выделением и многие другие.
5 Идентичность результатов при повторном проведении контроля. Сканирование сварного соединения TOFD-методом, выполненное разными специалистами, будет практически идентичным (при использовании тех же преобразователей и параметров настройки аппаратуры). Это делает TOFD очень удобным при отслеживании развития дефектов. Поскольку данные могут храниться в цифровом виде, имеется возможность снизить требова-ния к контроллеру. Если настройку прибора должны выполнять специали-сты 2 или 3-го уровня, то сам процесс контроля может проводиться спе-циалистами 1-го уровня квалификации.
Наряду со своими возможностями, метод TOFD имеет ряд общепри-
8
знанных ограничений, основные из которых перечислены ниже. 1 Величина амплитуды эхо-сигнала не используется в TOFD-методе
для определения величины дефекта. В TOFD-методе отсутствует простой амплитудный порог для выборки предельно допустимых дефектов с целью их последующей регистрации. Приёмы методов, основанных на измерении амплитуд, в большинстве случаев оказываются непригодными при прове-дении контроля TOFD-методом.
2 Слабые сигналы от дифрагированных волн. Обычно амплитуда ди-фрагированных сигналов при контроле TOFD на 20–30 dB ниже, чем ам-плитуда сигналов, получаемых при контроле эхо-импульсным методом. Электрические помехи – типичная проблема для многих систем TOFD. Для снижения этих помех приходится использовать предусилители или комби-нации «генератор – предусилитель».
3 Наличие «мёртвых зон» у поверхности ввода и обратной поверхно-сти. Самое общепризнанное ограничение TOFD связано с потерей данных в «мёртвой зоне». Особенно это заметно у поверхности ввода и противопо-ложной стенки. Однако недостаток не представляет серьёзной проблемы, если не требуется оценка размеров дефектов, выходящих на поверхность.
4 TOFD-метод обычно применяется для контроля материалов с низ-ким уровнем затухания и рассеивания волн ультразвука, например, низ-колегированной и нелегированной углеродистой стали и сварных соеди-нений.
5 Наиболее подходящими для контроля являются плоские поверхно-сти или поверхности с небольшой кривизной. Контроль с сильно искрив-ленных поверхностей может вызвать затруднения.
6 Чувствительность к шуму от зёрен металла в материале контроли-руемого изделия. Большое количество индикаций от дифрагированных сигналов, связанных с неоднородностью структуры сварного шва, может быть ошибочно принято за его дефекты.
7 TOFD-метод требует дополнительной подготовки специалиста, про-водящего контроль.
1.2 Требования к состоянию поверхности и контактным средам Состояние поверхности объекта контроля должно, как минимум, со-
ответствовать требованиям, установленным в СТБ EN583-1. Ухудшение качества сигнала (дифракционные сигналы могут быть слабыми) из-за не-удовлетворительного состояния поверхности может оказать серьезное влияние на достоверность результатов контроля.
При контроле могут использоваться различные контактные среды, но их тип должен быть совместимым с контролируемыми материалами. На-пример, вода (включая добавки, улучшающие смачивание, антифризные и антикоррозионные добавки), контактная паста, масло, смазка, целлюлоз-
9
ный клей, замешанный на воде, и т. д. Характеристики контактной среды должны оставаться стабильными
на протяжении контроля. Контактная среда должна соответствовать вы-бранному температурному диапазону, при котором будет проводиться контроль.
1.3 Материалы и способы обработки TOFD-метод из-за относительно низких амплитуд сигналов приме-
ним, как правило, для материалов с относительно низкими уровнями зату-хания и рассеяния ультразвуковых волн, в основном для нелегированных и низколегированных углеродистых сталей и сварных соединений. Но воз-можно его использование для мелкозернистых аустенитных сталей и алю-миния.
Крупнозернистые материалы и материалы со значительной анизотро-пией, такие как чугун, аустенитные сварочные материалы и сплавы с вы-соким содержанием никеля, требуют дополнительной валидации и допол-нительной обработки данных.
Для подтверждения возможности контроля может быть использован эталонный контрольный образец с искусственными и/или реальными не-сплошностями. Следует помнить, что характеристики дифракции искусст-венных дефектов могут значительно отличаться от характеристик реаль-ных дефектов.
1.4 Квалификация персонала Персонал, выполняющий контроль TOFD-методом, должен быть, как
минимум, квалифицирован в соответствии с ENISO 9712, должен пройти дополнительную подготовку и сдать экзамен по применению TOFD-мето-да на геометрических классах объектов контроля, что должно быть под-тверждено документально.
1.5 Требования к оборудованию
Ультразвуковое оборудование, используемое в TOFD-методе, должно, как минимум, соответствовать требованиям EN12668-1, EN12668-2 и EN12668-3.
Также должны соблюдаться следующие требования: – полоса пропускания приемника должна быть, как минимум, в диа-
пазоне между 0,5- и 2-кратной номинальной частоты преобразователя на уровне – 6 дБ, если специфические материалы и геометрические классы объектов контроля не требуют большей полосы пропускания. При необхо-димости могут применяться соответствующие полосные фильтры;
10
– передаваемый импульсный сигнал может быть как однополярным, так и биполярным. Время нарастания импульса не должно превышать 1/4 периода, соответствующей номинальной частоте преобразователя;
– недетектированные сигналы (т. е. радиосигналы) должны быть оцифрованы с частотой квантования, равной, как минимум, шестикратной номинальной частоте преобразователя;
– в общем случае комплект ультразвукового оборудования и скани-рующих механизмов должен иметь возможность получать и оцифровывать сигналы со скоростью как минимум одна А-развертка на миллиметр длины сканирования. Перемещение сканирующего механизма должно быть син-хронизировано для этих целей;
– для выбора подходящей части временной развертки, в которой оцифрованы А-развертки, необходимо наличие выделенной зоны на экра-не дисплея с задаваемым положением и длиной. Срабатывание должно быть задано между 0 и 200 мкс от зондирующего импульса, длина разверт-ки должна быть задана между 0,5 и 100 мкс. Таким образом, соответст-вующие сигналы (от головной волны, эхо-сигнал от донной поверхности, один или более сигнал с изменением фазы) могут быть выбраны для оциф-ровки или отображения на экране;
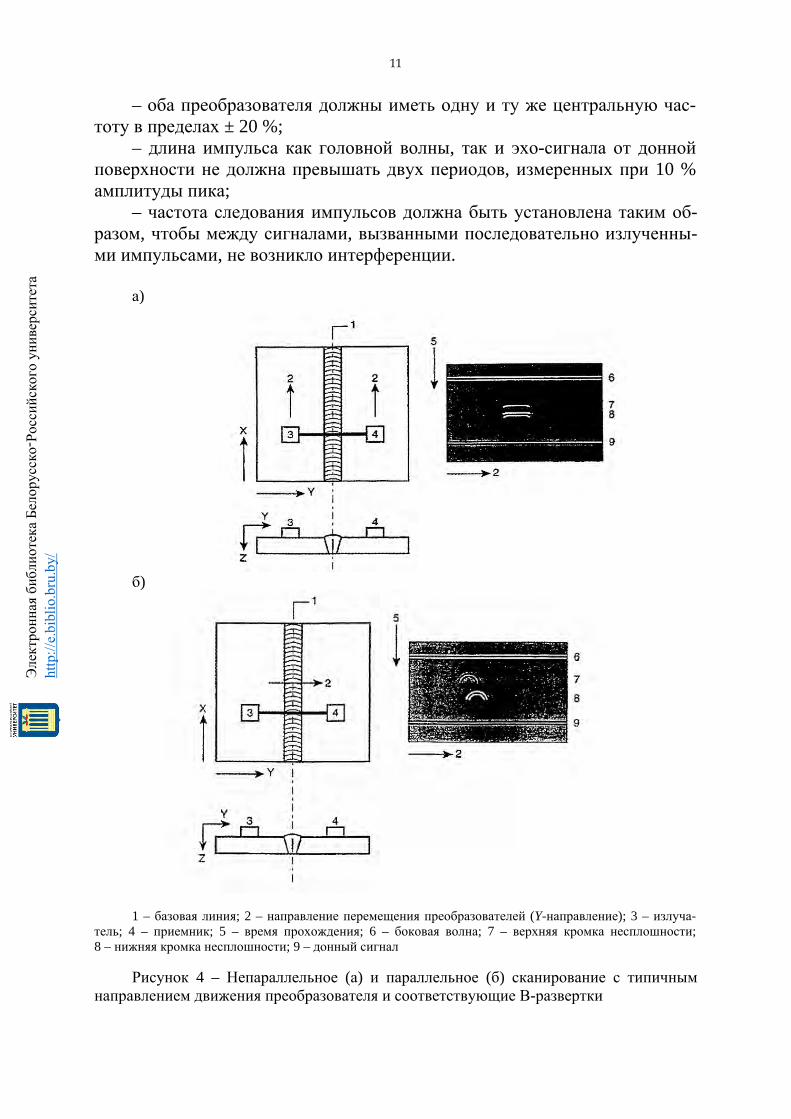
– оцифрованные А-развертки должны отображаться по амплитуде с помощью серых или одноцветных ступеней и располагаться рядом для формирования В-развертки. На рисунке 4 представлены В-развертки при непараллельном и параллельном сканировании соответственно. Число от-тенков серой или цветной шкалы должно быть, как минимум, 64;
– для сохранения данных оборудование должно иметь возможность сохранять все А- или В-развертки (когда целесообразно) на магнитном или оптическом носителе, таком как жесткий диск, кассета или оптический диск. Для предоставления отчета оборудование должно иметь возмож-ность выдавать печатные версии А- и В-разверток (когда необходимо);
– оборудование должно выполнять усреднение сигнала. Для достижения относительно высокого усиления, требуемого для
обычных TOFD-сигналов, может понадобиться предусилитель, который должен иметь плоскую амплитудно-частотную характеристику для инте-ресуемого диапазона частот. Этот предусилитель должен располагаться как можно ближе к принимающему преобразователю.
Ультразвуковые преобразователи, используемые в TOFD-методе, должны соответствовать следующим минимальным требованиям:
– число преобразователей: два (излучатель и приемник); – тип: любой подходящий наклонный преобразователь; – тип волны: обычно продольная волна; преобразователи с попереч-
ной волной сложнее в использовании, но в особых случаях могут приме-няться;
11
– оба преобразователя должны иметь одну и ту же центральную час-тоту в пределах ± 20 %;
– длина импульса как головной волны, так и эхо-сигнала от донной поверхности не должна превышать двух периодов, измеренных при 10 % амплитуды пика;
– частота следования импульсов должна быть установлена таким об-разом, чтобы между сигналами, вызванными последовательно излученны-ми импульсами, не возникло интерференции.
а)
б)
1 – базовая линия; 2 – направление перемещения преобразователей (Y-направление); 3 – излуча-
тель; 4 – приемник; 5 – время прохождения; 6 – боковая волна; 7 – верхняя кромка несплошности; 8 – нижняя кромка несплошности; 9 – донный сигнал
Рисунок 4 – Непараллельное (а) и параллельное (б) сканирование с типичным
направлением движения преобразователя и соответствующие В-развертки
12
Сканирующие устройства следует применять для поддержания посто-янного расстояния и выравнивания между точками ввода двух преобразо-вателей.
Дополнительной функцией сканирующих устройств является обеспе-чение ультразвукового оборудования информацией о положении преобра-зователей, что позволяет получить В-развертку, зависящую от положения. Информация о положении преобразователей может быть получена по-средством, например, пошаговых магнитных или оптических датчиков по-ложения или потенциометров.
Сканирующие устройства в TOFD-методе могут быть как управляе-мые вручную, так и с помощью двигателя. Управление ими должно осуще-ствляться с помощью подходящего направляющего устройства (стальная полоса, лента, автоматические системы, направляющие колеса), точность позиционирования по отношению к центральной базовой линии (напри-мер, оси сварного шва) должна сохраняться в интервале ± 10 % расстояния между центрами преобразователей.
1.6 Методики настройки оборудования Выбор преобразователя и его конфигурация являются важными пара-
метрами настройки оборудования. Они в значительной мере определяют общую точность, отношение «сигнал-шум» и полноту охвата контроли-руемой области TOFD-методом.
Процедура настройки предназначена обеспечить: – достаточное усиление системы и отношение «сигнал-шум» для ре-
гистрации нужных сигналов; – приемлемое разрешение и достаточный контролируемый объем ис-
следуемой области; – эффективное использование динамического диапазона системы.
1.6.1 Выбор и расположение преобразователей. В этом пункте приве-дены параметры преобразователей для метода TOFD с целью достижения надлежащей способности обнаружения дефектов как на тонкостенных, так и на толстостенных образцах. Выбор преобразователей с другими пара-метрами для достижения иных характеристик должны быть оговорены между участниками контракта.
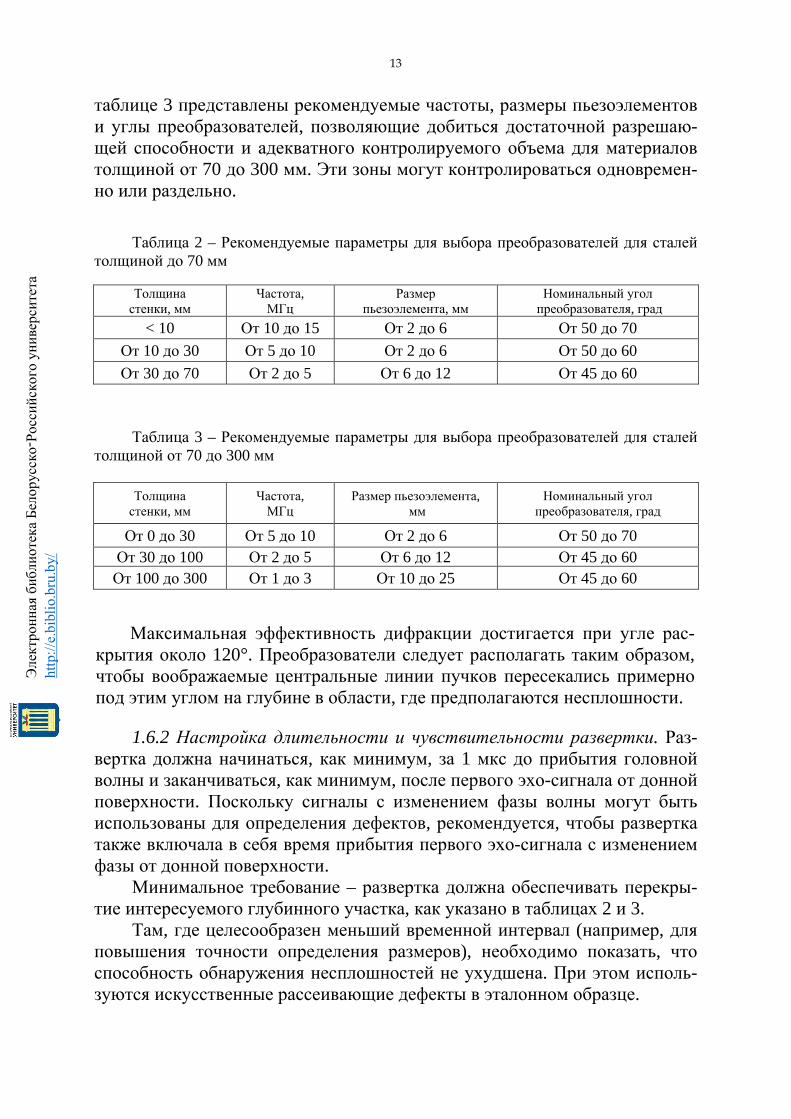
Для сталей толщиной до 70 мм может использоваться одна пара пре-образователей. Рекомендуемые параметры выбора преобразователей для достижения достаточной разрешающей способности и адекватного кон-тролируемого объема представлены в таблице 2 для трех различных диапа-зонов толщины стенки.
Для толщин более 70 мм стенка должна быть разделена на несколько зон контроля, каждая из которых охватывает участки разной глубины. В
13
таблице 3 представлены рекомендуемые частоты, размеры пьезоэлементов и углы преобразователей, позволяющие добиться достаточной разрешаю-щей способности и адекватного контролируемого объема для материалов толщиной от 70 до 300 мм. Эти зоны могут контролироваться одновремен-но или раздельно.
Таблица 2 – Рекомендуемые параметры для выбора преобразователей для сталей
толщиной до 70 мм Толщина стенки, мм
Частота, МГц
Размер пьезоэлемента, мм
Номинальный угол преобразователя, град
< 10 От 10 до 15 От 2 до 6 От 50 до 70 От 10 до 30 От 5 до 10 От 2 до 6 От 50 до 60 От 30 до 70 От 2 до 5 От 6 до 12 От 45 до 60
Таблица 3 – Рекомендуемые параметры для выбора преобразователей для сталей
толщиной от 70 до 300 мм Толщина стенки, мм
Частота, МГц
Размер пьезоэлемента, мм
Номинальный угол преобразователя, град
От 0 до 30 От 5 до 10 От 2 до 6 От 50 до 70 От 30 до 100 От 2 до 5 От 6 до 12 От 45 до 60 От 100 до 300 От 1 до 3 От 10 до 25 От 45 до 60
Максимальная эффективность дифракции достигается при угле рас-крытия около 120°. Преобразователи следует располагать таким образом, чтобы воображаемые центральные линии пучков пересекались примерно под этим углом на глубине в области, где предполагаются несплошности.
1.6.2 Настройка длительности и чувствительности развертки. Раз-
вертка должна начинаться, как минимум, за 1 мкс до прибытия головной волны и заканчиваться, как минимум, после первого эхо-сигнала от донной поверхности. Поскольку сигналы с изменением фазы волны могут быть использованы для определения дефектов, рекомендуется, чтобы развертка также включала в себя время прибытия первого эхо-сигнала с изменением фазы от донной поверхности.
Минимальное требование – развертка должна обеспечивать перекры-тие интересуемого глубинного участка, как указано в таблицах 2 и 3.
Там, где целесообразен меньший временной интервал (например, для повышения точности определения размеров), необходимо показать, что способность обнаружения несплошностей не ухудшена. При этом исполь-зуются искусственные рассеивающие дефекты в эталонном образце.
14
Расстояние между преобразователями и длительность развертки должны быть установлены на такие значения, которые будут использо-ваться при дальнейшем контроле.
Цель состоит в том, чтобы убедиться, что сигналы от несплошностей находятся в диапазоне аналого-цифрового преобразователя, а ограничи-вающий шум является акустическим, а не электронным.
Настройки оборудования (подавление электронного шума и усиление системы) должны быть отрегулированы таким образом, чтобы электрон-ный шум до прихода головной волны был как минимум на 6 дБ ниже по амплитуде, чем в зоне временной развертки после прихода головной вол-ны. Последняя должна быть настроена приблизительно на 5 % от шкалы амплитуд.
Настройка чувствительности теперь может быть проверена с помо-щью эталонных трещин или дифрагирующих искусственных дефектов в эталонном образце. Результаты можно использовать для обоснования уменьшения коэффициента усиления.
1.7 Анализ и представление результатов контроля 1.7.1 Основной анализ несплошностей. Требования к документирова-
нию результатов и критериям приемки должны быть согласованы между участниками контракта до проведения контроля и записаны в техническом задании.
Несплошности, обнаруженные TOFD-методом, должны быть охарак-теризованы, как минимум, следующими параметрами:
– расположение в объекте контроля (X- и Y-координаты); – протяженность (Δх); – глубина и высота (z, Δz); – тип «несплошность верхней поверхности», «несплошность нижней
поверхности» или «внутренняя». Чтобы охарактеризовать несплошность следует определить фазу сиг-
нала: – сигнал с той же наблюдаемой фазой, что и головная волна, считает-
ся исходящим от нижней кромки несплошности; – сигнал с той же наблюдаемой фазой, что и эхо-сигнал от донной по-
верхности, считается исходящим от верхней кромки несплошности или от несплошности, у которой нельзя измерить высоту.
Если соотношение «сигнал-шум» недостаточно для определения фазы сигнала, такое определение является необоснованным.
Индикацию в виде дифракционного сигнала от нижнего края не-сплошности с соответствующим ослаблением (следует проверить наличие контактной смазки) или прерыванием головной волны рассматривают как несплошность верхней поверхности.
15
Иногда может наблюдаться небольшой сдвиг головной волны в сто-рону увеличения времени прохождения.
Индикацию в виде дифракционного сигнала от верхнего края не-сплошности со сдвигом отраженного сигнала от донной поверхности в сторону большего времени прохождения или прерывания (следует прове-рить наличие контактной смазки) отраженного сигнала от донной поверх-ности рассматривают как несплошность, выходящую на нижнюю поверх-ность.
Индикацию, состоящую из дифракционных сигналов от верхнего и от нижнего края несплошности, рассматривают как внутреннюю несплош-ность.
Индикацию, состоящую только из дифракционного сигнала от верх-него края несплошности, не связанную с головной волной или сигналом, отраженным от донной поверхности, рассматривают как несплошность, не имеющую глубины. Тем не менее, следует принять во внимание, что сиг-нал от головной волны или отраженный от донной поверхности может быть очень слабым, что может привести к неверному истолкованию не-сплошности. В случае возникновения сомнений должны быть выполнены серии TOFD-сканирований.
Если имеются сомнения в интерпретации несплошности, должно быть принято худшее из возможных предположений до тех пор, пока интерпре-тация не будет подтверждена.
В общем случае будет правильно предположить, что несплошность находится на пересечении плоскости x–y посередине между ультразвуко-выми преобразователями и плоскостью y–z, проходящей через осевые ли-нии двух датчиков.
Индикация, вызванная несплошностью, также может быть использо-вана для определения местоположения дефекта. Поверхность с постоян-ным временем прохождения сигнала теоретически представляет собой эл-липсоид, центр которого расположен между точками ввода ультразвуко-вых преобразователей. Точное определение месторасположения объекта, на котором происходит дифракция, может быть получено с помощью как минимум двух сканирований.
Если необходима более точная оценка месторасположения и/или ори-ентации несплошности, должна быть получена серия TOFD-сканирований (параллельных и/или непараллельных).
Оценка протяженности несплошности должна быть сделана, исходя из перемещения преобразователей при непараллельном сканировании. Как и для всех методов ультразвукового контроля, регистрируемая кривая растет в длину из-за ограниченной ширины ультразвукового пучка, что приводит к оценке длины несплошности с завышением.
16
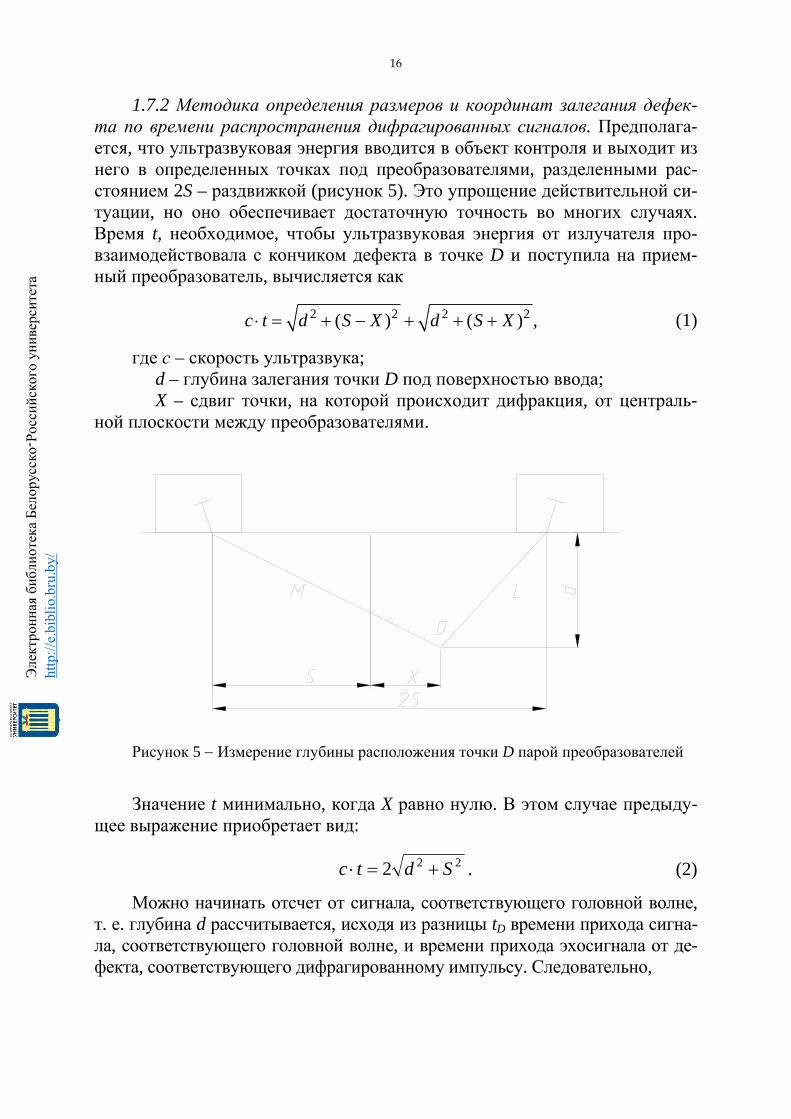
1.7.2 Методика определения размеров и координат залегания дефек-та по времени распространения дифрагированных сигналов. Предполага-ется, что ультразвуковая энергия вводится в объект контроля и выходит из него в определенных точках под преобразователями, разделенными рас-стоянием 2S – раздвижкой (рисунок 5). Это упрощение действительной си-туации, но оно обеспечивает достаточную точность во многих случаях. Время t, необходимое, чтобы ультразвуковая энергия от излучателя про-взаимодействовала с кончиком дефекта в точке D и поступила на прием-ный преобразователь, вычисляется как
2 2 2 2( ) ( ) ,c t d S X d S X⋅ = + − + + + (1)
где с – скорость ультразвука; d – глубина залегания точки D под поверхностью ввода; X – сдвиг точки, на которой происходит дифракция, от централь-
ной плоскости между преобразователями.
Рисунок 5 − Измерение глубины расположения точки D парой преобразователей
Значение t минимально, когда X равно нулю. В этом случае предыду-щее выражение приобретает вид:
222 Sdtc +=⋅ . (2)
Можно начинать отсчет от сигнала, соответствующего головной волне, т. е. глубина d рассчитывается, исходя из разницы tD времени прихода сигна-ла, соответствующего головной волне, и времени прихода эхосигнала от де-фекта, соответствующего дифрагированному импульсу. Следовательно,
17
cStctd DD 421 22 += . (3)
При анализе данных, полученных дифракционно-временным методом, главным образом используется выражение (2). Оно является основным. Предположение, что дефект расположен симметрично между преобразова-телями, приводит к ошибке, которая оказывает влияние на точность оцен-ки глубины залегания дефекта.
Из описания метода и уравнения (1) видно, что достижимая точность измерения размера дефекта зависит от точности измерения временного ин-тервала, положения преобразователей и параметра X, который определяет асимметрию пары преобразователей по отношению к дефекту. Достижи-мая точность может быть оценена, если использовать уравнение (1) и учесть условия нахождения дефекта. Из числа многих обстоятельств до-минирующий фактор – это степень неопределенности параметра X. Вооб-ще, о нем известно только то, что эхо-сигналы от дефекта, по-видимому, приходят от наплавленного металла сварного шва или от зоны термическо-го влияния.
Из уравнения (1) можно найти соотношение между X и вычисленной глубиной дефекта d. Оно имеет вид:
( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛⋅
−−⋅= 22
22222 25,0
tcXStcd . (4)
Значения c, t и S определены при рассмотрении (1). Максимально воз-можная глубина достигается, если принять X = 0. При этом уравнение (1) преобразуется в уравнение (2).
Знания особенностей исследуемого объекта и выбор преобразователей обычно дают возможность указать значение X в определенных пределах. Так, ширина сварного шва и протяженность зоны термического влияния обычно определяют верхний предел X. Аналогично, нижний край пучка лучей определяет предел, за которым не могут быть зафиксированы эхо-сигналы от дефектов.
Например, если предположить, что X не превосходит значения 0,2c · t, то можно определить максимально и минимально возможные глубины dmax и dmin для любого возможного времени задержки:
( )2 2 2 2max 0,25 ;d c t S= ⋅ −
( )( )2 2 2 2 2min max0,84 0,25 0,84 .d c t S d= ⋅ − = (5)
Для того чтобы сделать вариацию X относительно меньшей, целесо-образно использовать достаточно большие расстояния между преобразова-телями, что делает c · t больше. Следует принять меры для исключения из
18
рассмотрения эхо-сигналов, возникающих от трансформации мод, т. к. при раздвижке преобразователей могут быть ошибочно измерены сигналы, со-ответствующие более чем четырехкратному времени пробега ультразвука в образце по толщине.
Из приведенного примера видно, что возможна восьмипроцентная ва-риация предполагаемой глубины дефекта ((1 – 0,84)100 % / 2 = 8 %). Одна-ко такая вариация может привести к ситуации, когда эхо-сигнал от дефек-та, расположенного ниже центральной линии, будет маскироваться дон-ным сигналом. Это следует принять во внимание при определении дефек-тов минимального размера.
Время прохождения ультразвукового сигнала внутри ультразвуковых преобразователей должно быть вычтено до проведения расчета глубины. Невыполнение этого условия приведет к серьезным ошибкам при вычис-лении глубины.
Высота дефекта верхней поверхности определяется расстоянием меж-ду верхней поверхностью и глубиной дифракционного сигнала от нижней кромки несплошности.
Высота дефекта нижней поверхности определяется разностью глуби-ны между дифракционным сигналом от верхней кромки несплошности и сигналом от нижней поверхности.
Высота внутренней несплошности определяется как разность между глубинами дифракционных сигналов от верхней и нижней кромок не-сплошности.
2 Применение TOFD-метода контроля 2.1 Уровни контроля Действующий стандарт СТБ ISO 10863/ПР-1устанавливает 4 уровня
контроля (таблица 4, A, B, C и D). От уровня А к уровню С увеличивается достоверность контроля.
Если указанные границы допустимости требуют выявления не-сплошности определенного размера на обоих или на одной поверхности сварного шва, то это может потребовать использования специальных тех-нологий или методов.
Для контроля на стадии производства применимы все уровни контроля. Уровень A используется только для сварных соединений толщиной
до 50 мм. При контроле в процессе эксплуатации применяется только уровень D.
19
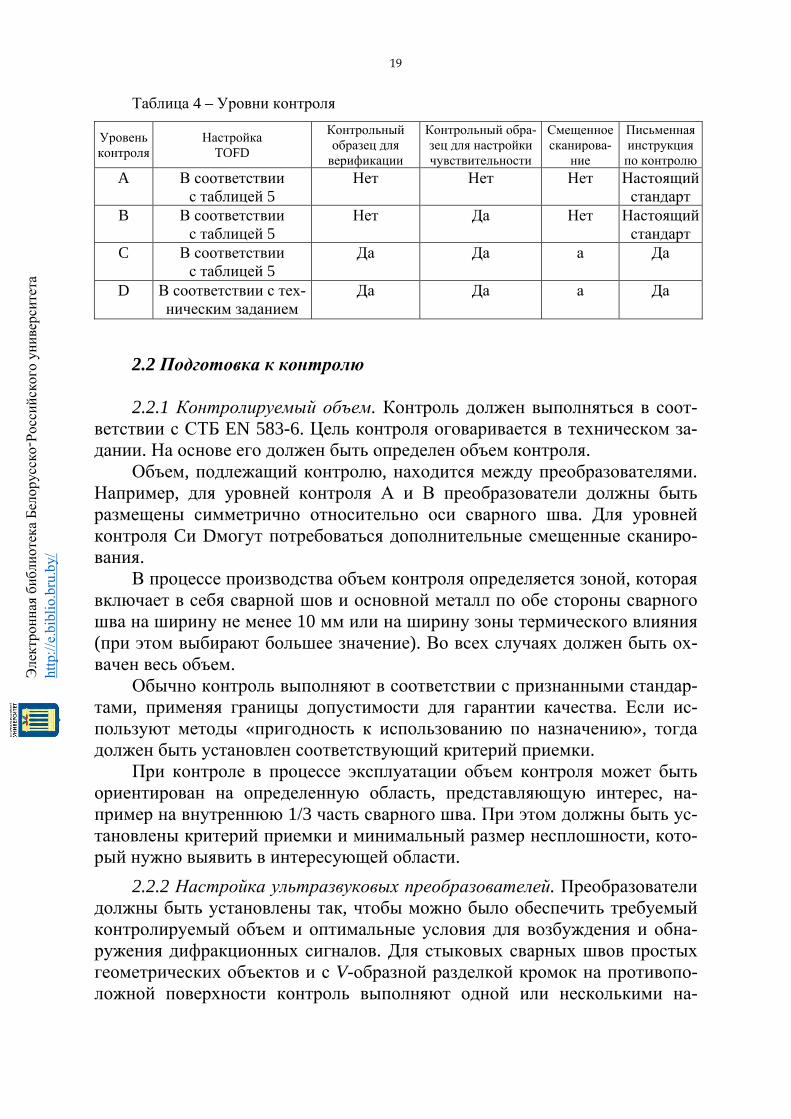
Таблица 4 – Уровни контроля
Уровень контроля
Настройка TOFD
Контрольный образец для верификации
Контрольный обра-зец для настройки чувствительности
Смещенное сканирова-
ние
Письменная инструкция по контролю
A В соответствии с таблицей 5
Нет Нет Нет Настоящийстандарт
B В соответствии с таблицей 5
Нет Да Нет Настоящийстандарт
C В соответствии с таблицей 5
Да Да а Да
D В соответствии с тех-ническим заданием
Да Да а Да
2.2 Подготовка к контролю 2.2.1 Контролируемый объем. Контроль должен выполняться в соот-
ветствии с СТБ EN 583-6. Цель контроля оговаривается в техническом за-дании. На основе его должен быть определен объем контроля.
Объем, подлежащий контролю, находится между преобразователями. Например, для уровней контроля А и В преобразователи должны быть размещены симметрично относительно оси сварного шва. Для уровней контроля Cи Dмогут потребоваться дополнительные смещенные сканиро-вания.
В процессе производства объем контроля определяется зоной, которая включает в себя сварной шов и основной металл по обе стороны сварного шва на ширину не менее 10 мм или на ширину зоны термического влияния (при этом выбирают большее значение). Во всех случаях должен быть ох-вачен весь объем.
Обычно контроль выполняют в соответствии с признанными стандар-тами, применяя границы допустимости для гарантии качества. Если ис-пользуют методы «пригодность к использованию по назначению», тогда должен быть установлен соответствующий критерий приемки.
При контроле в процессе эксплуатации объем контроля может быть ориентирован на определенную область, представляющую интерес, на-пример на внутреннюю 1/3 часть сварного шва. При этом должны быть ус-тановлены критерий приемки и минимальный размер несплошности, кото-рый нужно выявить в интересующей области.
2.2.2 Настройка ультразвуковых преобразователей. Преобразователи должны быть установлены так, чтобы можно было обеспечить требуемый контролируемый объем и оптимальные условия для возбуждения и обна-ружения дифракционных сигналов. Для стыковых сварных швов простых геометрических объектов и с V-образной разделкой кромок на противопо-ложной поверхности контроль выполняют одной или несколькими на-
20
стройками (сканами) в зависимости от толщины стенки (см. таблицу 2). Таблица 2 также может быть использована в качестве руководства для других конфигураций, например, для X-образных сварных швов, для ос-новных материалов различной толщины или сужающихся. В данном слу-чае результативность и контролируемый объем должны быть проверены при помощи контрольных образцов. Выбор преобразователей для полного контроля всего объема сварного шва должен быть выполнен в соответст-вии с таблицей 2. Особо тщательно нужно выбирать требуемую комбина-цию параметров. Например, в диапазоне толщин от 15 до 35 мм с частотой 10 МГц угол луча 70° и размер пьезоэлемента 3 мм может подойти для толщины 16 мм, но не для 32 мм.
Для уровней контроля А и В рекомендуется, чтобы настройка TOFD была проверена при помощи контрольных образцов.
Для уровней контроля C и D все выбранные настройки для контроли-руемых объектов должны проверяться при помощи контрольных образцов.
Если параметры настроек не соответствуют таблице 2, то следует про-верить характеристики при помощи контрольных образцов.
При контроле в процессе эксплуатации точка пересечения централь-ных линий луча должна быть оптимизирована для того, чтобы получить требуемый контролируемый объем.
2.2.3 Настройка шага записи разверток типа А (А-разверток). На-стройка шага записи А-разверток зависит от контролируемой толщины стенки. Для толщин до 10 мм шаг должен быть не более 0,5 мм. Для тол-щин от 10 до 150 мм шаг должен быть не более 1 мм, свыше 150 мм – мо-жет использоваться шаг не более 2 мм.
2.2.4 Анализ геометрии. Следует внимательно относится к контролю сварных швов сложных геометрических объектов, например, сварных со-единений материалов различной толщины, сваренных под углом, или пат-рубков. Так как TOFD-метод основан на измерениях временных интерва-лов звуковых волн, проходящих самый короткий путь между точкой ввода и точкой приема через точки отражения или дифракции, то некоторые зо-ны контроля могут быть недоступны. Дополнительные сканирования во многих случаях помогут решить эту проблему. Планирование контроля объектов сложной геометрической формы требует хороших знаний в об-ласти распространения звука, изготовления контрольных образцов, совре-менного программного обеспечения.
2.2.5 Подготовка поверхностей сканирования. Поверхности сканиро-вания должны быть достаточно широкими, чтобы выполнить контроль в полном объеме, ровными и без инородных тел, которые могут помешать контакту преобразователей (например, ржавчина, рыхлая окалина, свароч-ные брызги, насечки, канавки). Волнистость поверхностей сканирования не должна приводить к образованию зазора между одним из преобразова-
21
телей и поверхностью больше чем 0,5 мм. Данные требования можно обеспечить при помощи зачистки, если это необходимо.
Поверхности сканирования могут считаться удовлетворительными, если шероховатость Ra не превышает 6,3 мкм для обработанных поверх-ностей или не более 12,5 мкм для поверхностей, подвергнутых дробест-руйной обработке.
2.2.6 Контроль основного материала. Основной материал не требует-ся предварительно проверять на расслоения (обычно с использованием ультразвукового контроля прямым преобразователем), так как они будут обнаружены во время TOFD-контроля сварного шва. Тем не менее, нали-чие несплошностей в основном материале, прилегающем к сварному шву, может привести к загораживанию зон или вызвать трудности в интерпре-тации данных.
2.3 Диапазон и настройка чувствительности 2.3.1 Основные положения. Настройка диапазона и чувствительности
должна выполняться перед каждым контролем в соответствии со стандар-том СТБEN583-6. Любые изменения в TOFD-настройках, например, изме-нение расстояния между центрами преобразователей (PCS), требуют новой настройки.
Шум должен быть сведен до минимума, например, усреднением сиг-нала.
2.3.2 Развертка. Развертка должна охватывать как минимум диапазон глубины, указанный в таблице 5:
– для контроля всей толщины с использованием только одной настройки, развертка должна начинаться, как минимум, за 1 мкс до време-ни прибытия головной волны и, по возможности, должна продлиться за пределы прибытия первого сигнала с изменением фазы поперечной волны от донной поверхности;
– если используется больше чем одна настройка, развертки должны перекрываться, по крайней мере, на 10 % диапазона глубины.
Начало и ширина разверток должны быть проверены на контролируе-мом объекте.
2.3.3 Настройка глубиномера. Для отдельно взятого расстояния меж-ду центрами преобразователей настройку глубиномера лучше выполнять, используя сигнал головной волны и сигнал от донной поверхности с из-вестной скоростью звука в материале.
Эту настройку нужно проверять (для всех уровней контроля) на под-ходящем образце известной толщины (точность 0,05 мм). Хотя бы одно измерение глубины должно быть выполнено в контролируемом диапазоне глубины. При этом записывается минимальное значение 20 A-разверток.
22
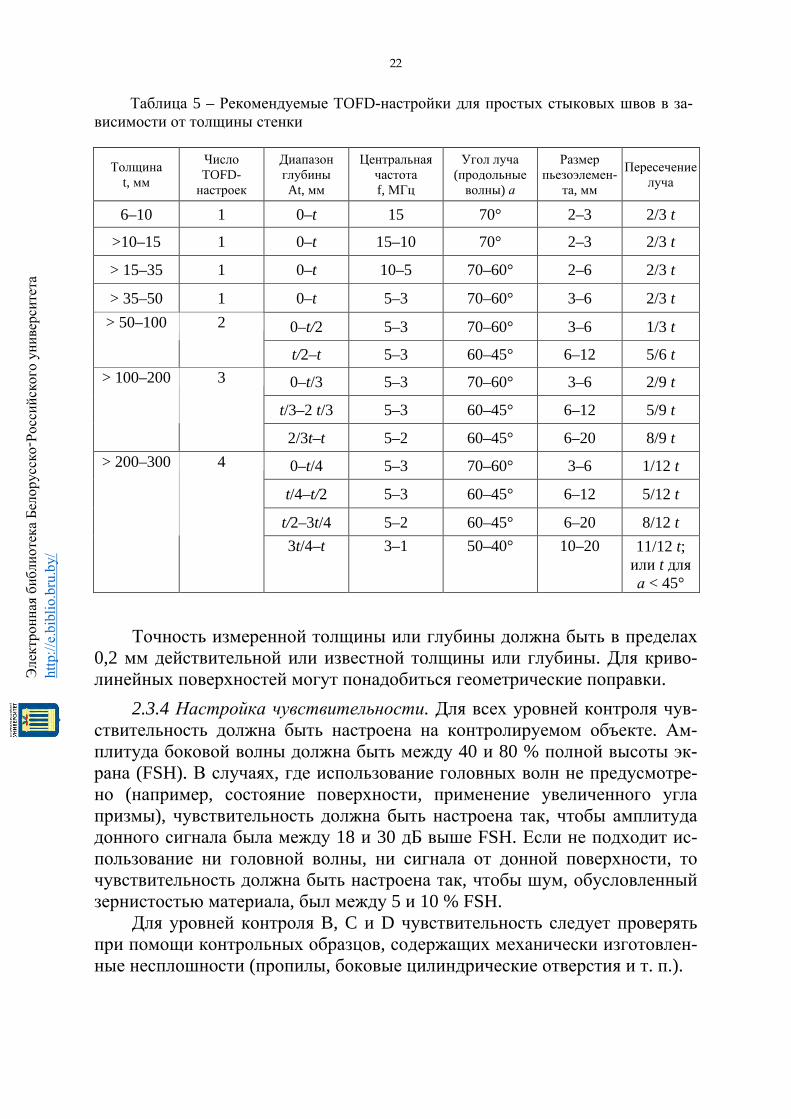
Таблица 5 – Рекомендуемые TOFD-настройки для простых стыковых швов в за-висимости от толщины стенки
Толщина t, мм
Число TOFD-настроек
Диапазон глубины At, мм
Центральная частота f, МГц
Угол луча (продольные волны) а
Размер пьезоэлемен-
та, мм
Пересечениелуча
6–10 1 0–t 15 70° 2–3 2/3 t
>10–15 1 0–t 15–10 70° 2–3 2/3 t
> 15–35 1 0–t 10–5 70–60° 2–6 2/3 t
> 35–50 1 0–t 5–3 70–60° 3–6 2/3 t
0–t/2 5–3 70–60° 3–6 1/3 t > 50–100 2
t/2–t 5–3 60–45° 6–12 5/6 t
0–t/3 5–3 70–60° 3–6 2/9 t
t/3–2 t/3 5–3 60–45° 6–12 5/9 t
> 100–200 3
2/3t–t 5–2 60–45° 6–20 8/9 t
0–t/4 5–3 70–60° 3–6 1/12 t
t/4–t/2 5–3 60–45° 6–12 5/12 t
t/2–3t/4 5–2 60–45° 6–20 8/12 t
> 200–300 4
3t/4–t 3–1 50–40° 10–20 11/12 t; или t для а < 45°
Точность измеренной толщины или глубины должна быть в пределах 0,2 мм действительной или известной толщины или глубины. Для криво-линейных поверхностей могут понадобиться геометрические поправки.
2.3.4 Настройка чувствительности. Для всех уровней контроля чув-ствительность должна быть настроена на контролируемом объекте. Ам-плитуда боковой волны должна быть между 40 и 80 % полной высоты эк-рана (FSH). В случаях, где использование головных волн не предусмотре-но (например, состояние поверхности, применение увеличенного угла призмы), чувствительность должна быть настроена так, чтобы амплитуда донного сигнала была между 18 и 30 дБ выше FSH. Если не подходит ис-пользование ни головной волны, ни сигнала от донной поверхности, то чувствительность должна быть настроена так, чтобы шум, обусловленный зернистостью материала, был между 5 и 10 % FSH.
Для уровней контроля B, C и D чувствительность следует проверять при помощи контрольных образцов, содержащих механически изготовлен-ные несплошности (пропилы, боковые цилиндрические отверстия и т. п.).
23
2.3.5 Проверка настройки. Проверки на подтверждение диапазона и настройки чувствительности должны осуществляться, по крайней мере, каждые 4 ч и по окончании контроля. Проверки также должны проводить-ся всякий раз, когда системный параметр изменен или предполагаются из-менения в аналогичных настройках. Если контрольный образец использо-вался для начальной настройки, этот же контрольный образец следует применять и для последующих проверок. Как вариант, можно использо-вать меньший образец с известными свойствами передачи при условии, что он идентичен по свойствам первоначальному контрольному образцу.
Если для настройки использовался сам объект контроля, а не кон-трольный образец, то последующие проверки должны выполняться на том же местоположении на объекте, на котором производилась настройка.
Если во время проведения этих проверок обнаружены отклонения от изначально установленных параметров, то необходимо выполнить коррек-ции в соответствии с таблицей 6.
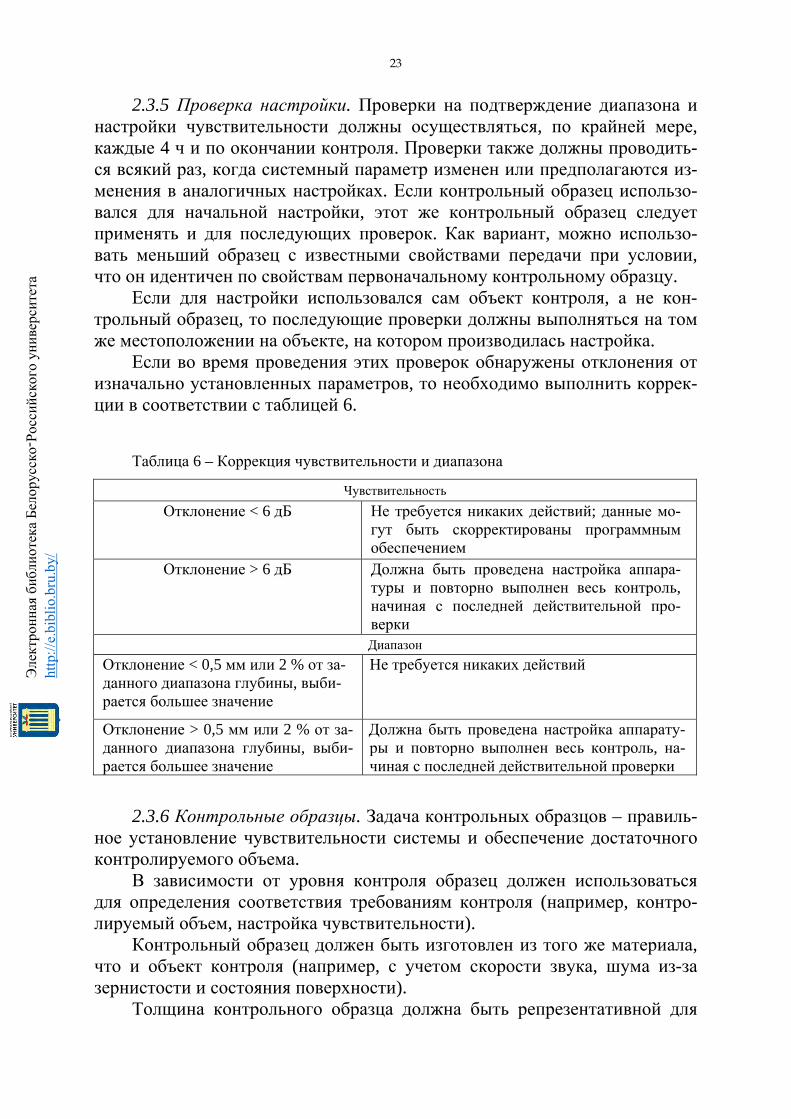
Таблица 6 – Коррекция чувствительности и диапазона
Чувствительность Отклонение < 6 дБ Не требуется никаких действий; данные мо-
гут быть скорректированы программным обеспечением
Отклонение > 6 дБ Должна быть проведена настройка аппара-туры и повторно выполнен весь контроль, начиная с последней действительной про-верки Диапазон
Отклонение < 0,5 мм или 2 % от за-данного диапазона глубины, выби-рается большее значение
Не требуется никаких действий
Отклонение > 0,5 мм или 2 % от за-данного диапазона глубины, выби-рается большее значение
Должна быть проведена настройка аппарату-ры и повторно выполнен весь контроль, на-чиная с последней действительной проверки
2.3.6 Контрольные образцы. Задача контрольных образцов – правиль-
ное установление чувствительности системы и обеспечение достаточного контролируемого объема.
В зависимости от уровня контроля образец должен использоваться для определения соответствия требованиям контроля (например, контро-лируемый объем, настройка чувствительности).
Контрольный образец должен быть изготовлен из того же материала, что и объект контроля (например, с учетом скорости звука, шума из-за зернистости и состояния поверхности).
Толщина контрольного образца должна быть репрезентативной для
24
толщины объекта. Поэтому толщина образца должна быть ограничена ми-нимальной и максимальной величиной, относящейся к толщине контроли-руемого объекта.
Рекомендуется толщинуа контрольных образцов выбирать между 0,8 и 1,5 толщины контролируемого объекта с максимальной разностью в тол-щине 20 мм по сравнению с объектом. Необходимо следить за тем, чтобы на центральной линии между преобразователями угол не был меньше 40° в нижней части контрольного образца. Минимальная толщина контрольного образца должна быть выбрана так, чтобы точка пересечения луча выбран-ной настройки всегда находилась в пределах образца.
Длина и ширина образца должна быть выбрана таким образом, чтобы все искусственные дефекты в пределах контролируемой зоны могли быть обнаружены в соответствующем диапазоне сканирования.
Для контроля продольных сварных соединений в цилиндрических объектах используют криволинейные контрольные образцы диаметром от 0,9 до 1,5 диаметра объекта. Для объектов диаметром не менее 300 мм можно использовать плоские контрольные образцы.
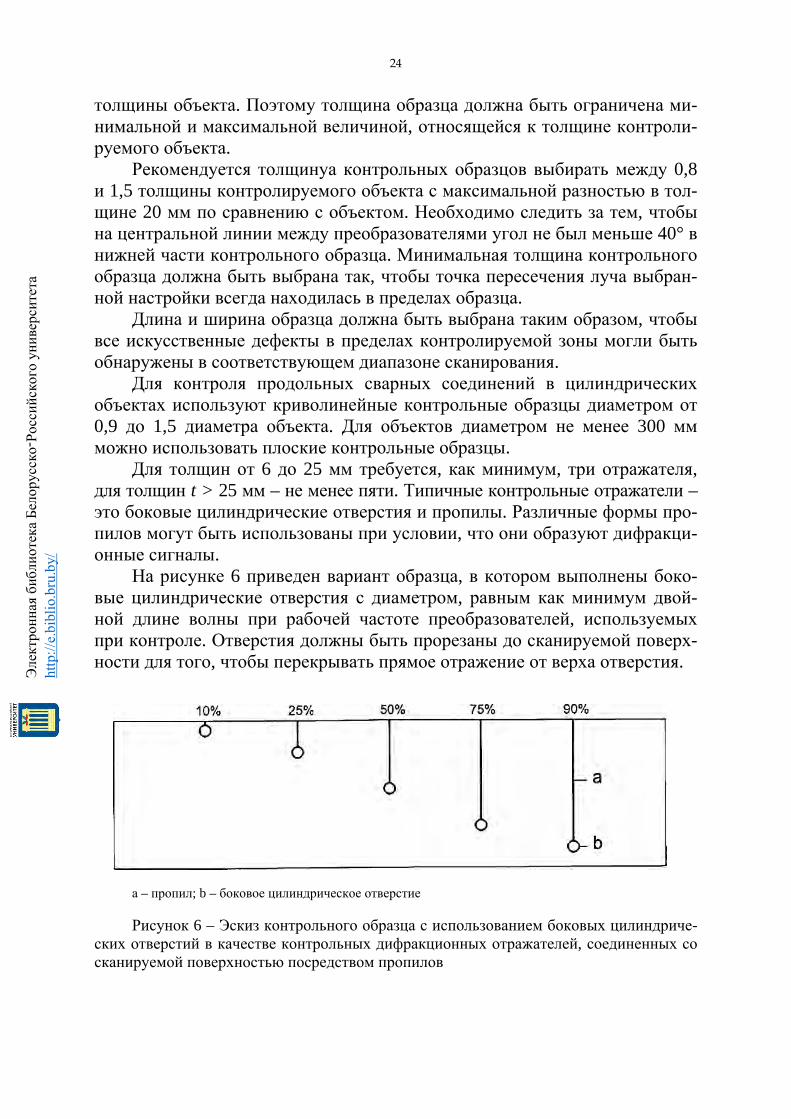
Для толщин от 6 до 25 мм требуется, как минимум, три отражателя, для толщин t > 25 мм – не менее пяти. Типичные контрольные отражатели – это боковые цилиндрические отверстия и пропилы. Различные формы про-пилов могут быть использованы при условии, что они образуют дифракци-онные сигналы.
На рисунке 6 приведен вариант образца, в котором выполнены боко-вые цилиндрические отверстия с диаметром, равным как минимум двой-ной длине волны при рабочей частоте преобразователей, используемых при контроле. Отверстия должны быть прорезаны до сканируемой поверх-ности для того, чтобы перекрывать прямое отражение от верха отверстия.
а – пропил; b – боковое цилиндрическое отверстие Рисунок 6 – Эскиз контрольного образца с использованием боковых цилиндриче-
ских отверстий в качестве контрольных дифракционных отражателей, соединенных со сканируемой поверхностью посредством пропилов

25
Контрольные дифракционные отражатели должны располагаться при-близительно на 10, 2, 50, 75 и 90 % от номинальной толщины объекта кон-троля.
На рисунке 7 приведен контрольный образец с пропилами разной глу-бины.
а – ширина образца; b – длина образца; t – толщина образца; w – ширина пропи-ла; l – длина пропила; h – высота пропила.
Рисунок 7 – Контрольный образец с пропилами
2.3.7 Контроль сварных швов. Два преобразователя перемещаются па-
раллельно сварному шву на фиксированном расстоянии и ориентированы по направлению оси сварного шва.
Данные, полученные во время сканирования, можно использовать для целей обнаружения и определения размеров. Последующая оценка TOFD-индикаций, полученных во время первоначального сканирования, может потребовать дополнительных сканирований, таких как смещенные скани-рования, поперечные сканирования относительно несплошности или до-полнительные настройки TOFD.
Скорость сканирования следует выбирать такой, чтобы успевали по-лучаться изображения, соответствующие требованиям стандарта. Скорость сканирования зависит от шага развертки, усреднения сигнала, частоты по-вторения импульса, частоты сбора данных и контролируемого объема. Пропущенные линии сканирования могут указывать на то, что использова-
26
лась слишком высокая скорость. Максимум 5 % от общего количества ли-ний, собранных в одном отдельном сканировании, могут быть пропущены, но не должны быть пропущены смежные линии.
Если сварной шов разбивается на несколько частей для сканирования, требуется перекрытие не менее чем 20 мм между смежными сканирова-ниями. При сканировании кольцевого сварного соединения необходимо обеспечить такое же перекрытие окончания последнего сканирования с на-чалом первого сканирования.
Снижение амплитуды сигнала головной волны, сигнала от донной по-верхности, шума, обусловленного зернистостью, сигнала с изменением фа-зы во время сканирования более чем на 12 дБ могут указывать на потерю контакта. При подозрении на потерю контакта необходимо повторно ска-нировать нужную область. Если результаты сканирования неудовлетвори-тельные, необходимо предпринять соответствующие меры.
Насыщенность головной волны или завышенный шум, обусловлен-ный зернистостью (> 20 % FSH) во время сканирования, требует мер по снижению усиления и повторного сканирования.
2.3.8 Расшифровка и анализ TOFD-изображений. TOFD-изображения удовлетворительного качества должны быть оценены на наличие TOFD-индикаций. TOFD-индикации определяются изображением на экра-не или отклонениями в пределах изображения.
TOFD способен отображать несплошности в сварном шве так же, как и геометрические параметры контролируемого объекта. Для определения геометрических характеристик TOFD-индикаций необходимо хорошо знать контролируемый объект. TOFD-индикации, вызванные предполагае-мой или фактической формой контролируемого объекта, рассматриваются как несоответствующие.
Для того чтобы определить TOFD-индикация соответствующая или нет (вызванная несплошностью), изображение на экране или отклонение должны быть оценены с учетом формы и амплитуды сигнала по отноше-нию к общему уровню шума. Для того чтобы определить размер TOFD-индикации, возможно потребуется учитывать значения уровня серо-го цвета или изображения на экране соседних частей сканирования.
При классификациисоответствующихTOFD-индикаций следует учи-тывать, что амплитуда, фаза, расположение и структура соответствующих TOFD-индикаций может содержать информацию о типе несплошности.
Соответствующие TOFD-индикации классифицируются как TOFD-индикации от выходящих на поверхность или внутренних несплош-ностей путем анализа следующих характеристик:
– отклонение головной волны; – отклонение отражения от донной поверхности; – TOFD-индикации между головной волной и отражением от донной
поверхности;
27
– фаза TOFD-индикаций между головной волной и отражением от донной поверхности;
– сигналы с изменением фазы после первого отражения от донной по-верхности.
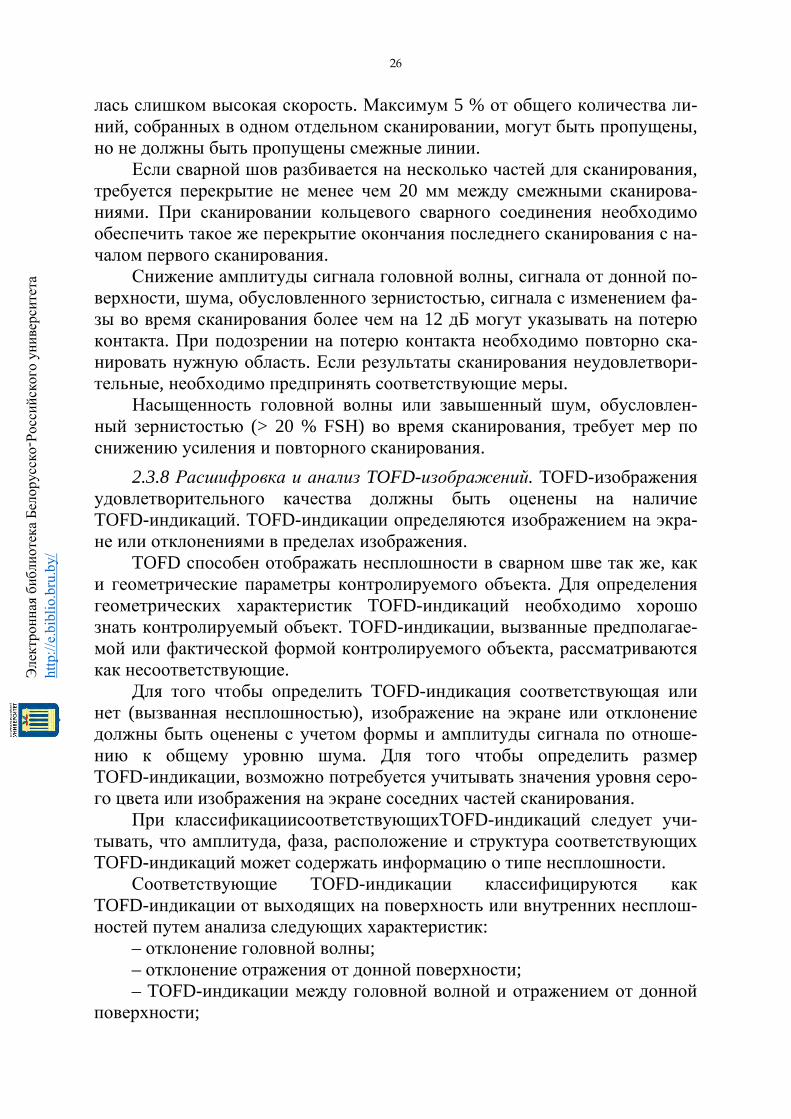
Некоторые типовые TOFD-изображения несплошностей в сварных со-единениях, полученных сваркой плавлением, приведены на рисунках 8–12.
Рисунок 8 – Поперечные и продольные дефекты на TOFD-изображении
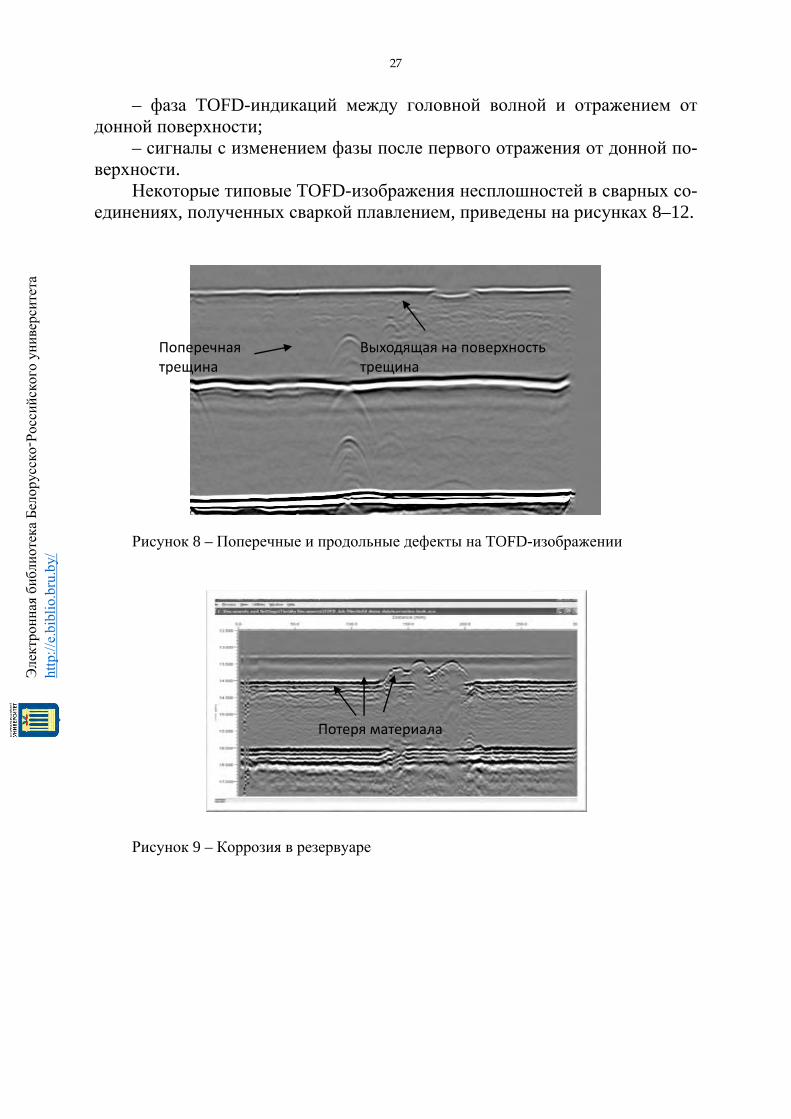
Рисунок 9 – Коррозия в резервуаре
Выходящая на поверхность трещина
Поперечная трещина
Потеря материала
28
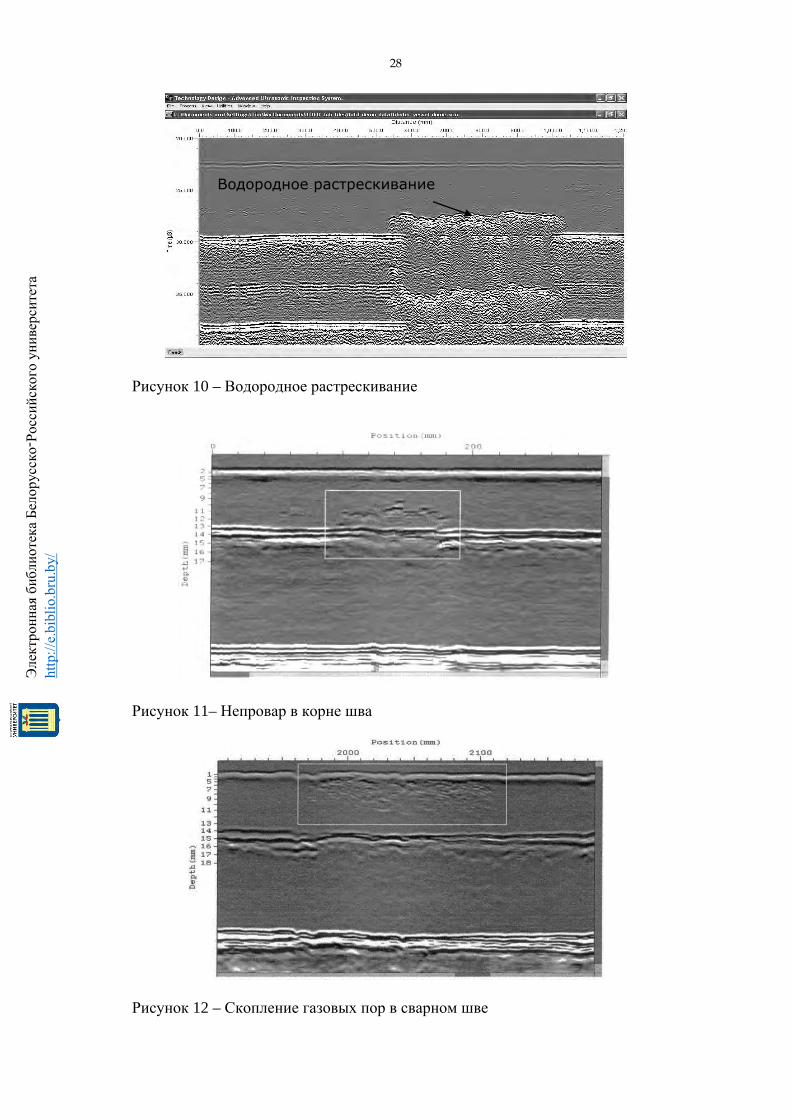
Рисунок 10 – Водородное растрескивание
Рисунок 11– Непровар в корне шва
Рисунок 12 – Скопление газовых пор в сварном шве
Водородное растрескивание
29
3 Границы допустимости для TOFD-метода
3.1 Соотношения между уровнями качества и границами допустимости
Определены три различные границы допустимости. Соотношения ме-
жду границами допустимости и уровнями качества, указанные в ENISO5817, приведены в таблице 7.
Таблица 7 – Границы допустимости
Уровень качества в соответствии с ENISO5817
Уровень контроля в соответствии с ENISO10863 Граница допустимости
B (высокий) C 1 C (средний) Как минимум B 2
D (умеренный) Как минимум A 3
3.2 Определение и измерение длины и высоты Размер несплошности определяется длиной и высотой ее индикации,
длина – разностью x-координат индикации, высота – максимальной разно-стью z-координат в любой x-позиции.
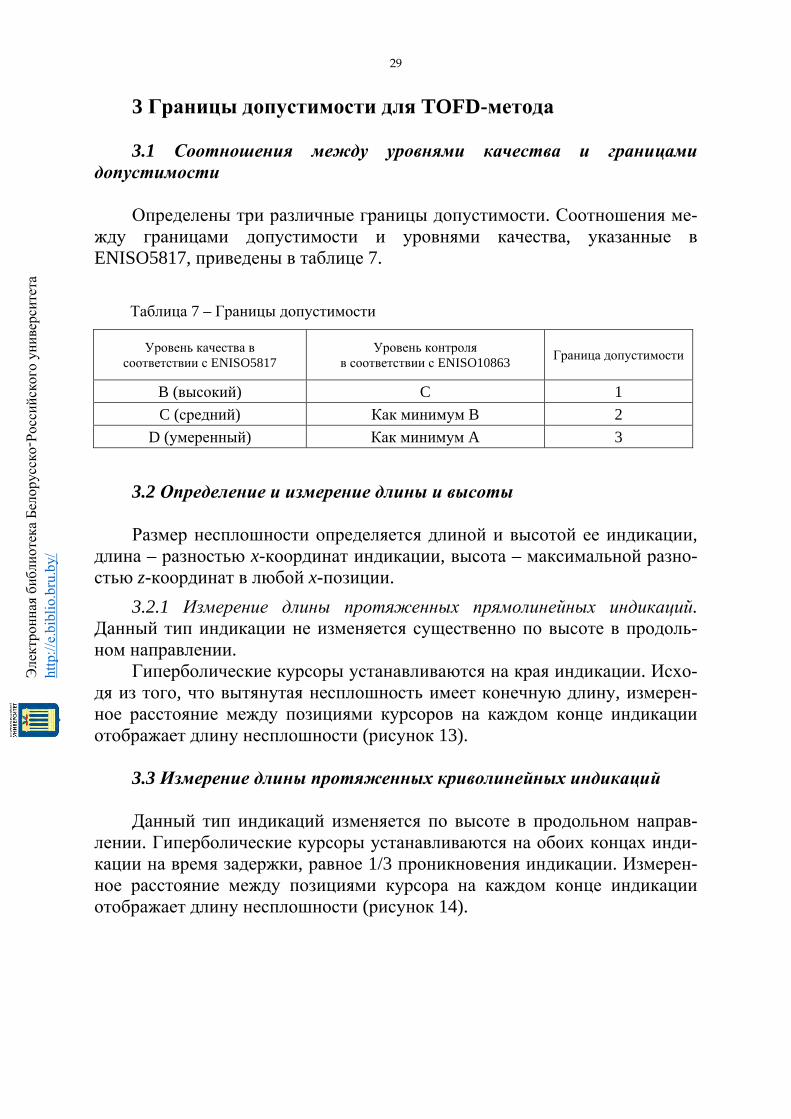
3.2.1 Измерение длины протяженных прямолинейных индикаций. Данный тип индикации не изменяется существенно по высоте в продоль-ном направлении.
Гиперболические курсоры устанавливаются на края индикации. Исхо-дя из того, что вытянутая несплошность имеет конечную длину, измерен-ное расстояние между позициями курсоров на каждом конце индикации отображает длину несплошности (рисунок 13).
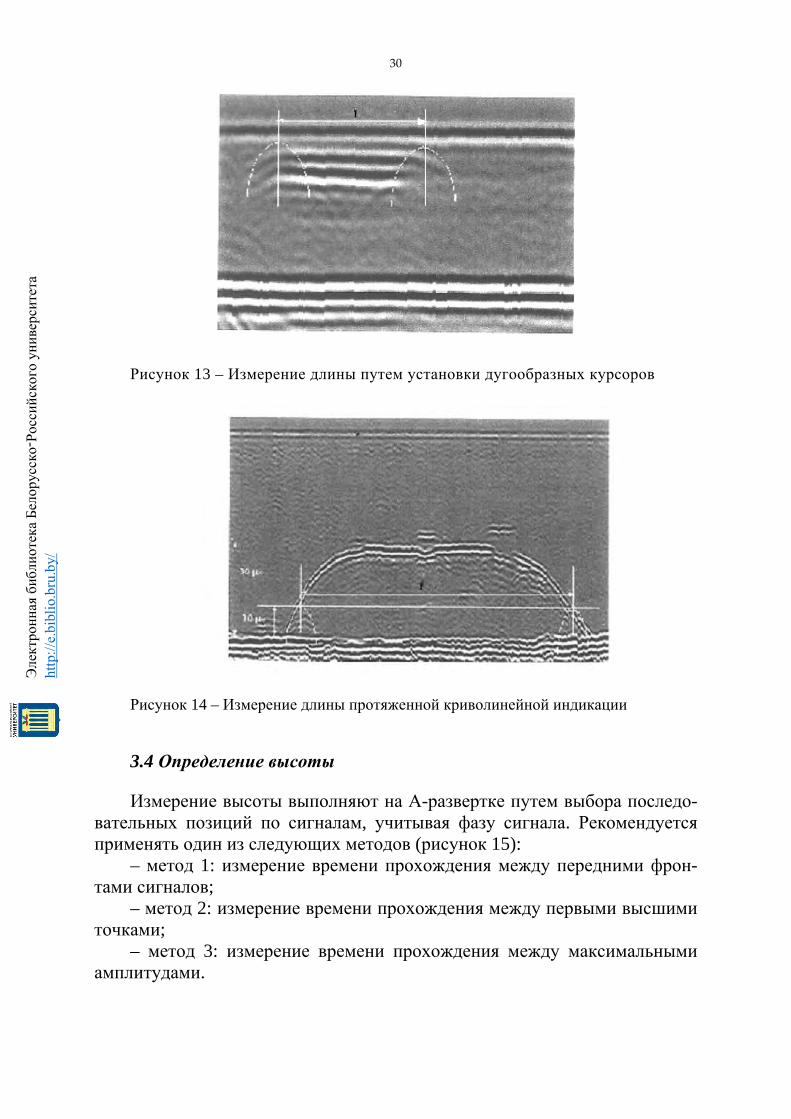
3.3 Измерение длины протяженных криволинейных индикаций Данный тип индикаций изменяется по высоте в продольном направ-
лении. Гиперболические курсоры устанавливаются на обоих концах инди-кации на время задержки, равное 1/3 проникновения индикации. Измерен-ное расстояние между позициями курсора на каждом конце индикации отображает длину несплошности (рисунок 14).
30
Рисунок 13 – Измерение длины путем установки дугообразных курсоров
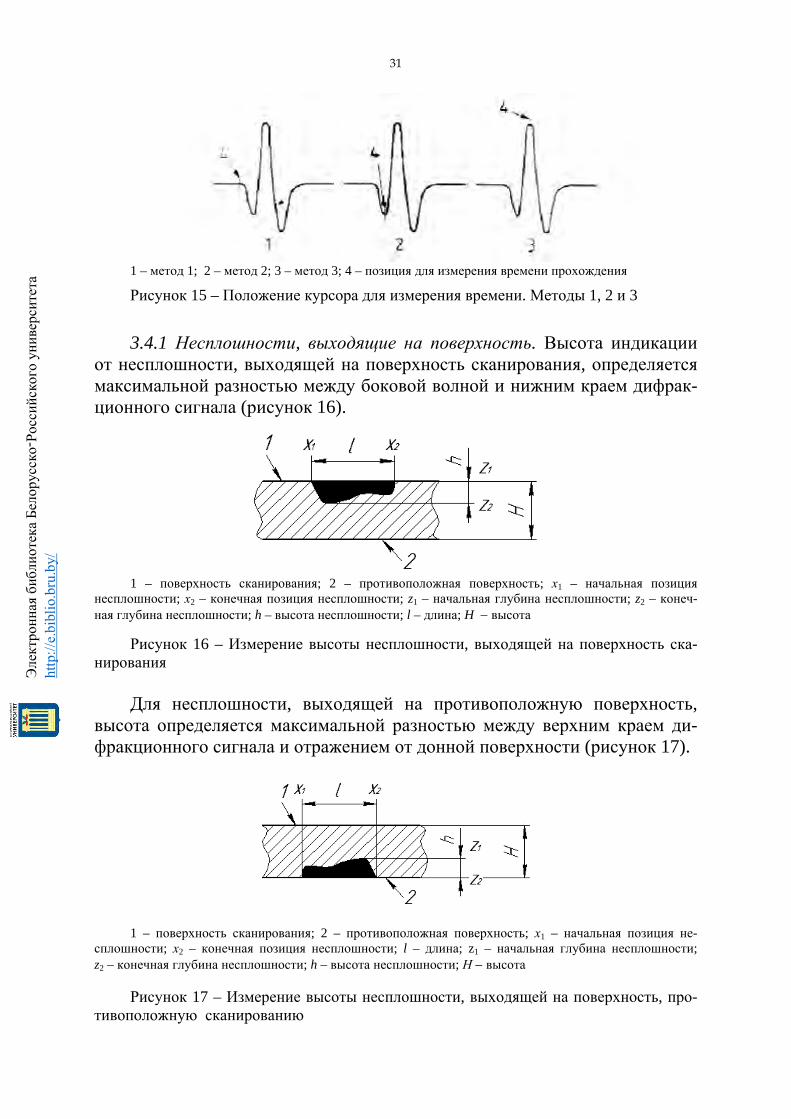
Рисунок 14 – Измерение длины протяженной криволинейной индикации 3.4 Определение высоты Измерение высоты выполняют на А-развертке путем выбора последо-
вательных позиций по сигналам, учитывая фазу сигнала. Рекомендуется применять один из следующих методов (рисунок 15):
– метод 1: измерение времени прохождения между передними фрон-тами сигналов;
– метод 2: измерение времени прохождения между первыми высшими точками;
– метод 3: измерение времени прохождения между максимальными амплитудами.
31
1 – метод 1; 2 – метод 2; 3 – метод 3; 4 – позиция для измерения времени прохождения
Рисунок 15 – Положение курсора для измерения времени. Методы 1, 2 и 3
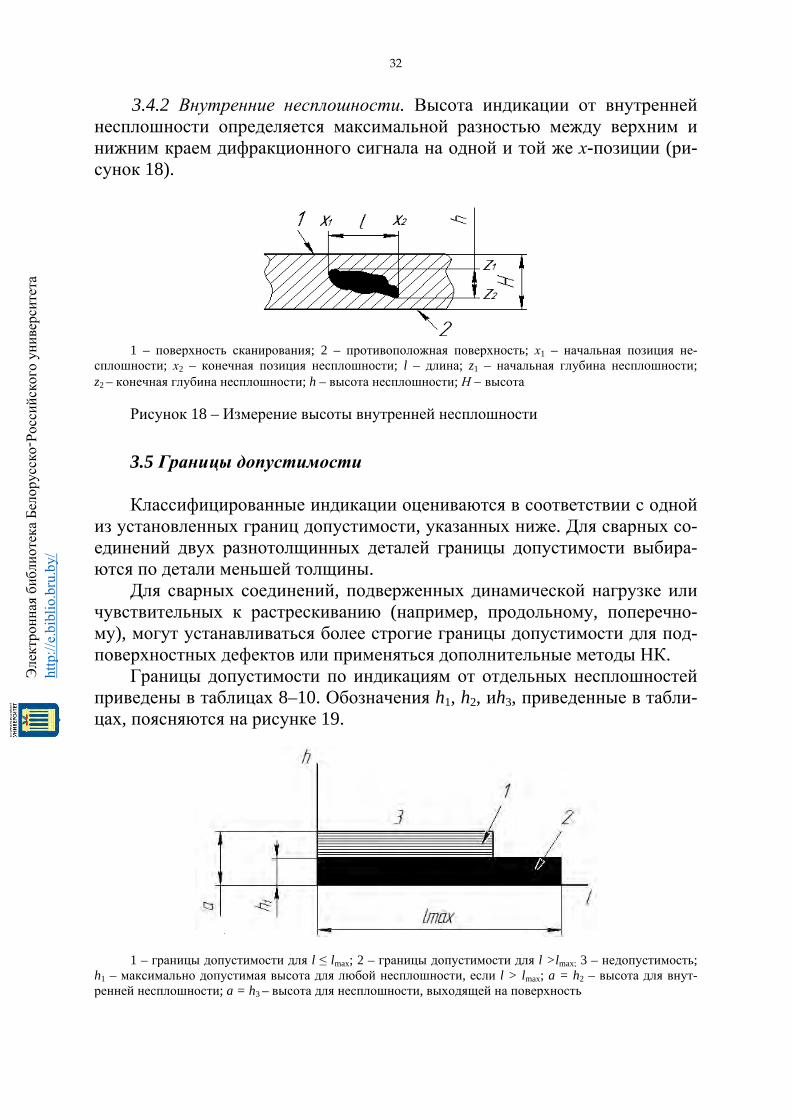
3.4.1 Несплошности, выходящие на поверхность. Высота индикации от несплошности, выходящей на поверхность сканирования, определяется максимальной разностью между боковой волной и нижним краем дифрак-ционного сигнала (рисунок 16).
1 – поверхность сканирования; 2 – противоположная поверхность; х1 – начальная позиция
несплошности; х2 – конечная позиция несплошности; z1 – начальная глубина несплошности; z2 – конеч-ная глубина несплошности; h – высота несплошности; l – длина; H − высота
Рисунок 16 – Измерение высоты несплошности, выходящей на поверхность ска-
нирования Для несплошности, выходящей на противоположную поверхность,
высота определяется максимальной разностью между верхним краем ди-фракционного сигнала и отражением от донной поверхности (рисунок 17).
1 – поверхность сканирования; 2 – противоположная поверхность; х1 – начальная позиция не-сплошности; х2 – конечная позиция несплошности; l – длина; z1 – начальная глубина несплошности; z2 – конечная глубина несплошности; h – высота несплошности; Н − высота
Рисунок 17 – Измерение высоты несплошности, выходящей на поверхность, про-
тивоположную сканированию
32
3.4.2 Внутренние несплошности. Высота индикации от внутренней несплошности определяется максимальной разностью между верхним и нижним краем дифракционного сигнала на одной и той же х-позиции (ри-сунок 18).
1 – поверхность сканирования; 2 – противоположная поверхность; х1 – начальная позиция не-
сплошности; х2 – конечная позиция несплошности; l – длина; z1 – начальная глубина несплошности; z2 – конечная глубина несплошности; h – высота несплошности; Н − высота
Рисунок 18 – Измерение высоты внутренней несплошности
3.5 Границы допустимости Классифицированные индикации оцениваются в соответствии с одной
из установленных границ допустимости, указанных ниже. Для сварных со-единений двух разнотолщинных деталей границы допустимости выбира-ются по детали меньшей толщины.
Для сварных соединений, подверженных динамической нагрузке или чувствительных к растрескиванию (например, продольному, поперечно-му), могут устанавливаться более строгие границы допустимости для под-поверхностных дефектов или применяться дополнительные методы НК.
Границы допустимости по индикациям от отдельных несплошностей приведены в таблицах 8–10. Обозначения h1, h2, иh3, приведенные в табли-цах, поясняются на рисунке 19.
1 – границы допустимости для l ≤ lmax; 2 – границы допустимости для l >lmax; 3 – недопустимость; h1 – максимально допустимая высота для любой несплошности, если l > lmax; a = h2 – высота для внут-ренней несплошности; a = h3 – высота для несплошности, выходящей на поверхность
33
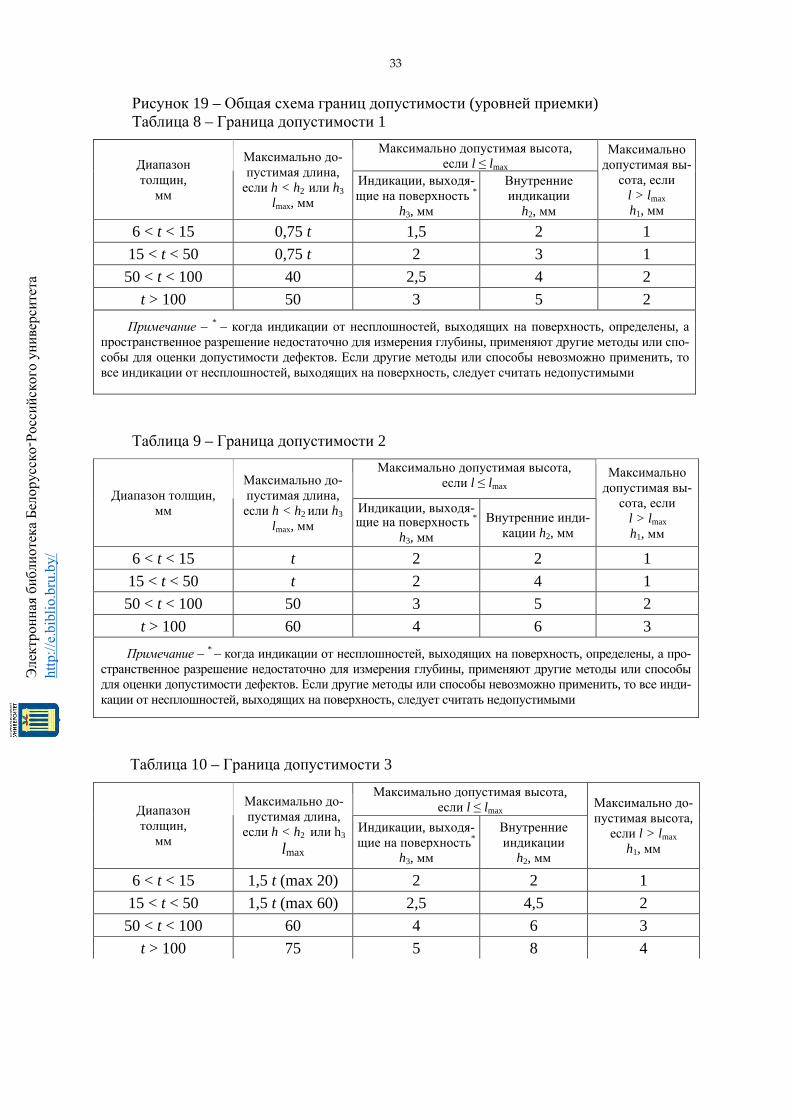
Рисунок 19 – Общая схема границ допустимости (уровней приемки) Таблица 8 – Граница допустимости 1
Максимально допустимая высота, если l ≤ lmax Диапазон
толщин, мм
Максимально до-пустимая длина, если h < h2 или h3
lmax, мм
Индикации, выходя-щие на поверхность *
h3, мм
Внутренние индикации
h2, мм
Максимально допустимая вы-
сота, если l > lmax h1, мм
6 < t < 15 0,75 t 1,5 2 1 15 < t < 50 0,75 t 2 3 1 50 < t < 100 40 2,5 4 2
t > 100 50 3 5 2
Примечание – * – когда индикации от несплошностей, выходящих на поверхность, определены, а пространственное разрешение недостаточно для измерения глубины, применяют другие методы или спо-собы для оценки допустимости дефектов. Если другие методы или способы невозможно применить, то все индикации от несплошностей, выходящих на поверхность, следует считать недопустимыми
Таблица 9 – Граница допустимости 2 Максимально допустимая высота,
если l ≤ lmax Диапазон толщин,
мм
Максимально до-пустимая длина, если h < h2 или h3
lmax, мм Индикации, выходя-щие на поверхность *
h3, мм Внутренние инди-
кации h2, мм
Максимально допустимая вы-
сота, если l > lmax h1, мм
6 < t < 15 t 2 2 1 15 < t < 50 t 2 4 1 50 < t < 100 50 3 5 2
t > 100 60 4 6 3
Примечание – * – когда индикации от несплошностей, выходящих на поверхность, определены, а про-странственное разрешение недостаточно для измерения глубины, применяют другие методы или способы для оценки допустимости дефектов. Если другие методы или способы невозможно применить, то все инди-кации от несплошностей, выходящих на поверхность, следует считать недопустимыми
Таблица 10 – Граница допустимости 3
Максимально допустимая высота, если l ≤ lmax Диапазон
толщин, мм
Максимально до-пустимая длина, если h < h2 или h3
lmax
Индикации, выходя-щие на поверхность*
h3, мм
Внутренние индикации
h2, мм
Максимально до-пустимая высота,
если l > lmax h1, мм
6 < t < 15 1,5 t (max 20) 2 2 1 15 < t < 50 1,5 t (max 60) 2,5 4,5 2 50 < t < 100 60 4 6 3
t > 100 75 5 8 4
34
Примечание – * – когда индикации от несплошностей, выходящих на поверхность, определены, а про-странственное разрешение недостаточно для измерения глубины, применяют другие методы или способы для оценки допустимости дефектов. Если другие методы или способы невозможно применить, то все индикации от несплошностей, выходящих на поверхность, следует считать недопустимыми
3.6 Группирование индикаций Точечные индикации не рассматриваются для группирования. Груп-
пировка индикаций основана на размере и разделении отдельных индика-ций. Длина и размер группы не могут использоваться для дальнейшей группировки.
Для оценки группа индикаций должна рассматриваться как одна, если: − расстояние между двумя отдельными индикациями вдоль сварного
шва меньше длины более длинной индикации; − расстояние между двумя отдельными индикациями в направлении
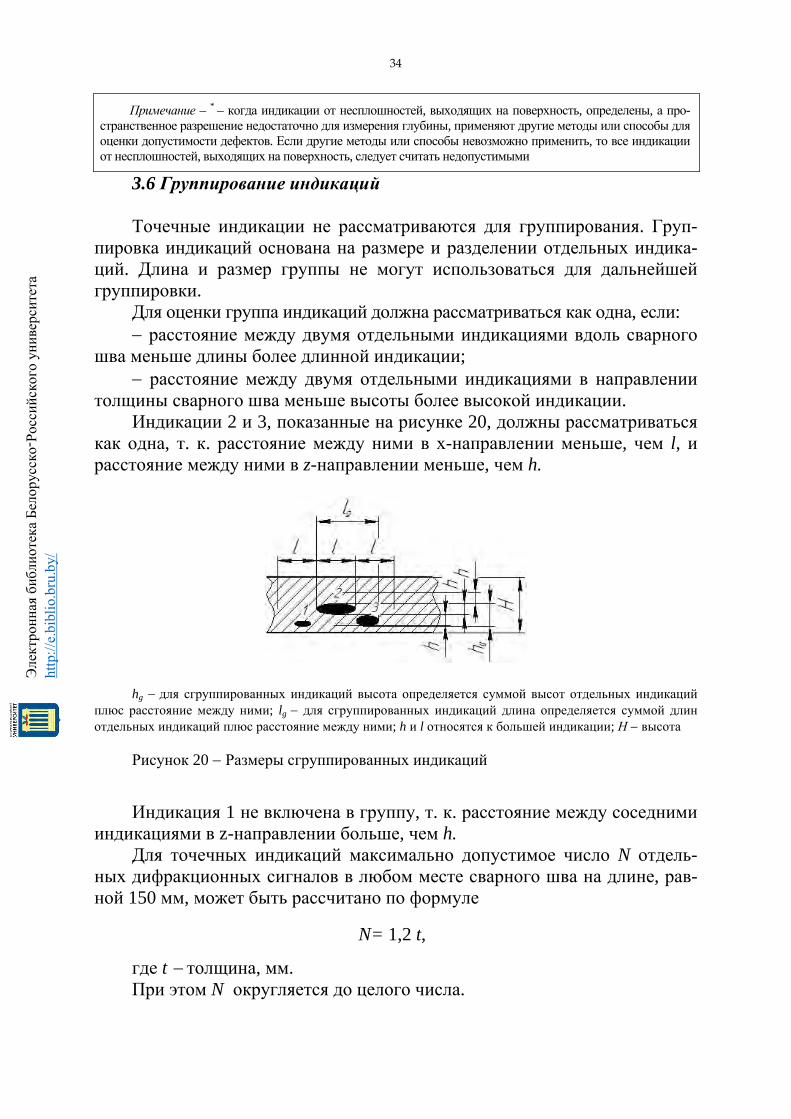
толщины сварного шва меньше высоты более высокой индикации. Индикации 2 и 3, показанные на рисунке 20, должны рассматриваться
как одна, т. к. расстояние между ними в х-направлении меньше, чем l, и расстояние между ними в z-направлении меньше, чем h.
hg − для сгруппированных индикаций высота определяется суммой высот отдельных индикаций
плюс расстояние между ними; lg − для сгруппированных индикаций длина определяется суммой длин отдельных индикаций плюс расстояние между ними; h и l относятся к большей индикации; Н − высота
Рисунок 20 − Размеры сгруппированных индикаций
Индикация 1 не включена в группу, т. к. расстояние между соседними индикациями в z-направлении больше, чем h.
Для точечных индикаций максимально допустимое число N отдель-ных дифракционных сигналов в любом месте сварного шва на длине, рав-ной 150 мм, может быть рассчитано по формуле
N= 1,2 t,
где t − толщина, мм. При этом N округляется до целого числа.
35
4 Сканирующие устройства для реализации TOFD-метода Механизированное сканирование позволяет облегчить труд оператора,
исключить ошибки, связанные с несоблюдением регламента сканирования при поиске дефектов, а в некоторых случаях даже повысить общую произ-водительность контроля (c учетом подготовительно-вспомогательных опе-раций).
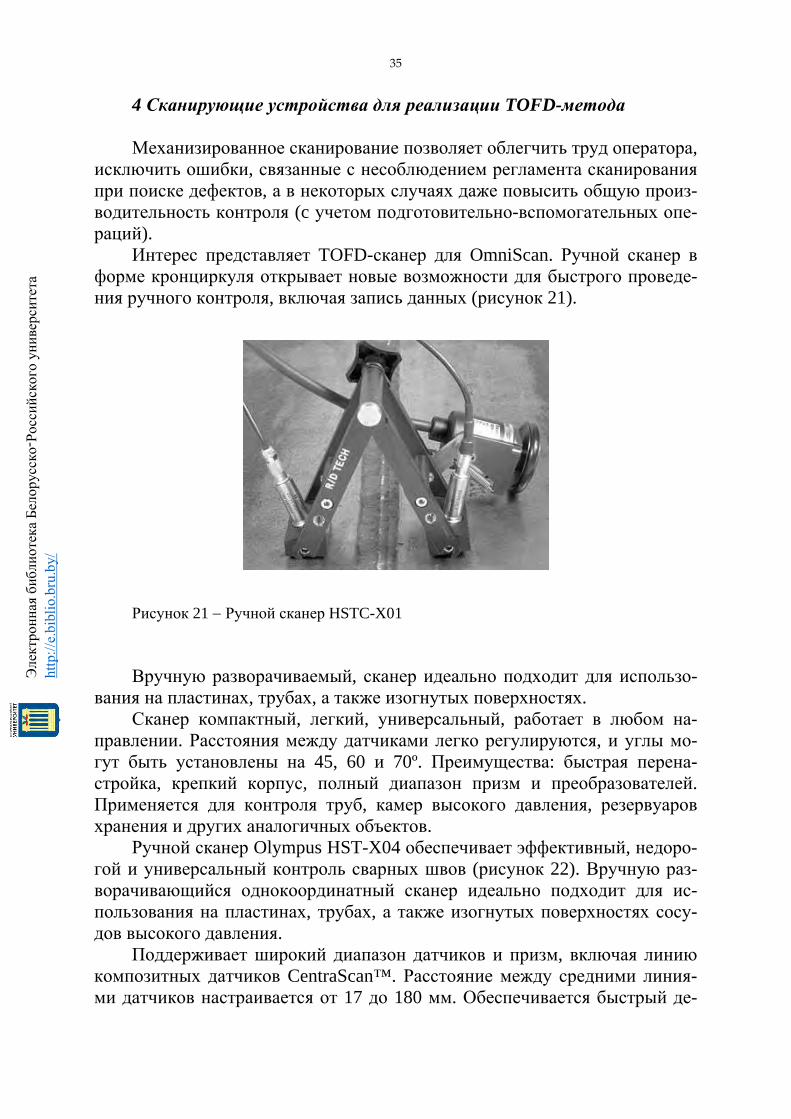
Интерес представляет TOFD-сканер для OmniScan. Ручной сканер в форме кронциркуля открывает новые возможности для быстрого проведе-ния ручного контроля, включая запись данных (рисунок 21).
Рисунок 21 − Ручной сканер HSTC-X01
Вручную разворачиваемый, сканер идеально подходит для использо-вания на пластинах, трубах, а также изогнутых поверхностях.
Сканер компактный, легкий, универсальный, работает в любом на-правлении. Расстояния между датчиками легко регулируются, и углы мо-гут быть установлены на 45, 60 и 70º. Преимущества: быстрая перена-стройка, крепкий корпус, полный диапазон призм и преобразователей. Применяется для контроля труб, камер высокого давления, резервуаров хранения и других аналогичных объектов.
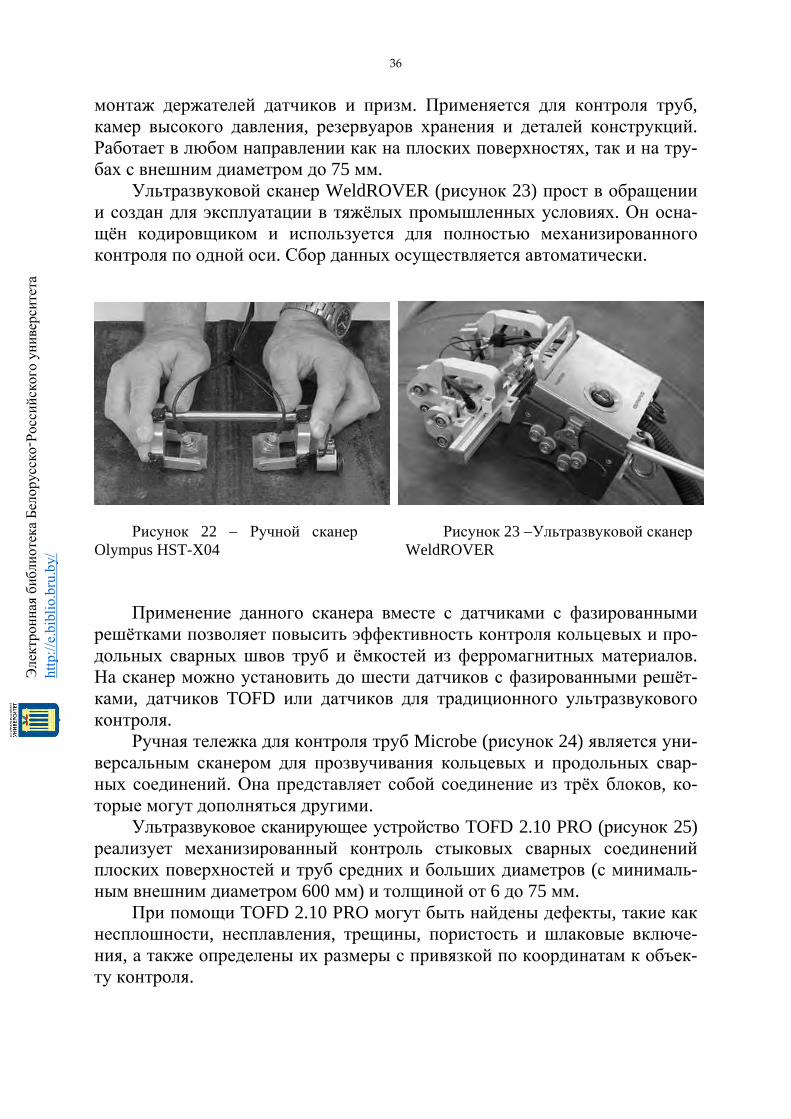
Ручной сканер Olympus HST-X04 обеспечивает эффективный, недоро-гой и универсальный контроль сварных швов (рисунок 22). Вручную раз-ворачивающийся однокоординатный сканер идеально подходит для ис-пользования на пластинах, трубах, а также изогнутых поверхностях сосу-дов высокого давления.
Поддерживает широкий диапазон датчиков и призм, включая линию композитных датчиков CentraScan™. Расстояние между средними линия-ми датчиков настраивается от 17 до 180 мм. Обеспечивается быстрый де-
36
монтаж держателей датчиков и призм. Применяется для контроля труб, камер высокого давления, резервуаров хранения и деталей конструкций. Работает в любом направлении как на плоских поверхностях, так и на тру-бах с внешним диаметром до 75 мм.
Ультразвуковой сканер WeldROVER (рисунок 23) прост в обращении и создан для эксплуатации в тяжёлых промышленных условиях. Он осна-щён кодировщиком и используется для полностью механизированного контроля по одной оси. Сбор данных осуществляется автоматически.
Рисунок 22 − Ручной сканер
Olympus HST-X04
Рисунок 23 −Ультразвуковой сканер
WeldROVER
Применение данного сканера вместе с датчиками с фазированными
решётками позволяет повысить эффективность контроля кольцевых и про-дольных сварных швов труб и ёмкостей из ферромагнитных материалов. На сканер можно установить до шести датчиков с фазированными решёт-ками, датчиков TOFD или датчиков для традиционного ультразвукового контроля.
Ручная тележка для контроля труб Microbe (рисунок 24) является уни-версальным сканером для прозвучивания кольцевых и продольных свар-ных соединений. Она представляет собой соединение из трёх блоков, ко-торые могут дополняться другими.
Ультразвуковое сканирующее устройство TOFD 2.10 PRO (рисунок 25) реализует механизированный контроль стыковых сварных соединений плоских поверхностей и труб средних и больших диаметров (с минималь-ным внешним диаметром 600 мм) и толщиной от 6 до 75 мм.
При помощи TOFD 2.10 PRO могут быть найдены дефекты, такие как несплошности, несплавления, трещины, пористость и шлаковые включе-ния, а также определены их размеры с привязкой по координатам к объек-ту контроля.

37
Рисунок 24 − Ручная тележка для контроля труб Microbe
Рисунок 25 − Ультразвуковое скани-
рующее устройство TOFD 2.10 PRO
Основные преимущества при работе с TOFD 2.10 PRO: − широкий спектр применения: контроль сварных швов плоских по-
верхностей, продольных и кольцевых сварных швов труб; − возможность уточнения протяженности дефектов за счет обеспече-
ния продольного и поперечного перемещения сканера относительно свар-ного шва;
− возможность комплектации призмами с углами ввода под любые толщины сварного соединения в пределах от 6 до 75 мм.
Для контроля сварных швов труб диаметров (от 300 мм), а также не-протяженных сварных швов или для выборочного или подтверждающего контроля участков сварных швов используется сканер СК-TOFD Lite (рисунок 26).
Рисунок 26 − Сканер СК-TOFD Lite
38
Сканер позволяет располагать пару TOFD-преобразователей друг про-тив друга на необходимом расстоянии. Его можно устанавливать с помо-щью встроенных линеек и перемещать их вдоль и, при необходимости, по-перек сварного шва. Сканер оснащен датчиком пути для записи своего по-ложения во время сканирования.
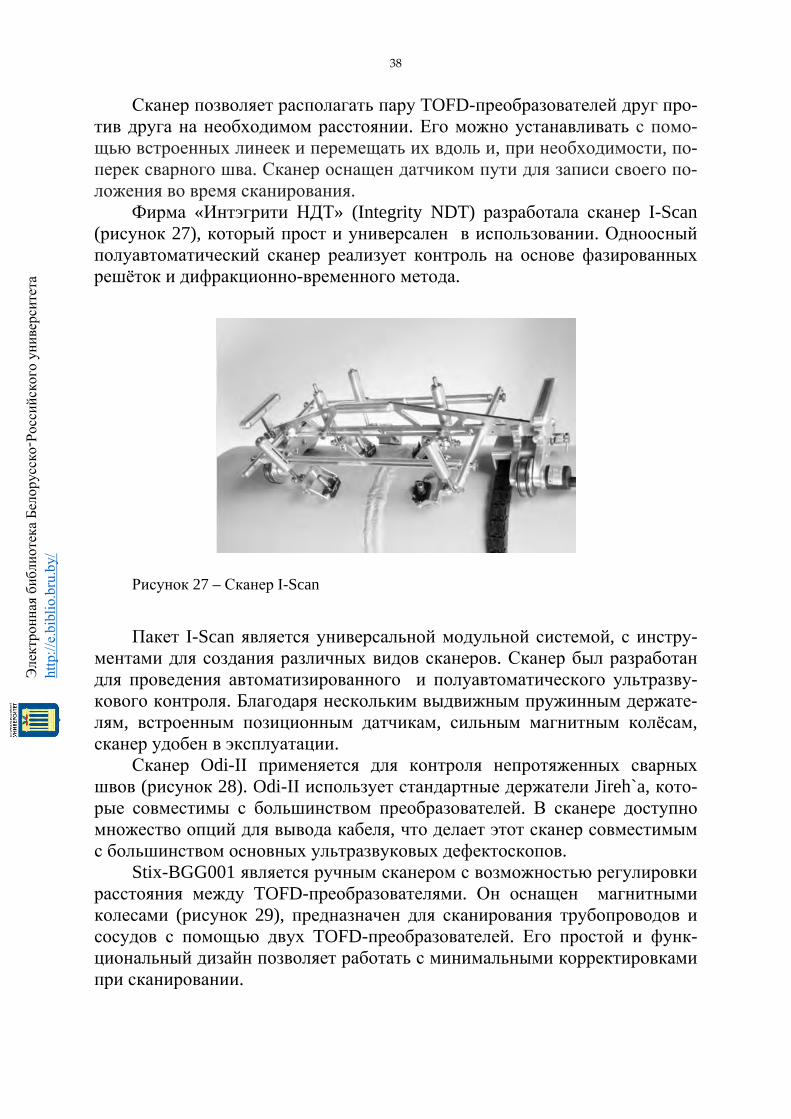
Фирма «Интэгрити НДТ» (Integrity NDT) разработала сканер I-Scan (рисунок 27), который прост и универсален в использовании. Одноосный полуавтоматический сканер реализует контроль на основе фазированных решёток и дифракционно-временного метода.
Рисунок 27 – Сканер I-Scan
Пакет I-Scan является универсальной модульной системой, с инстру-ментами для создания различных видов сканеров. Сканер был разработан для проведения автоматизированного и полуавтоматического ультразву-кового контроля. Благодаря нескольким выдвижным пружинным держате-лям, встроенным позиционным датчикам, сильным магнитным колёсам, сканер удобен в эксплуатации.
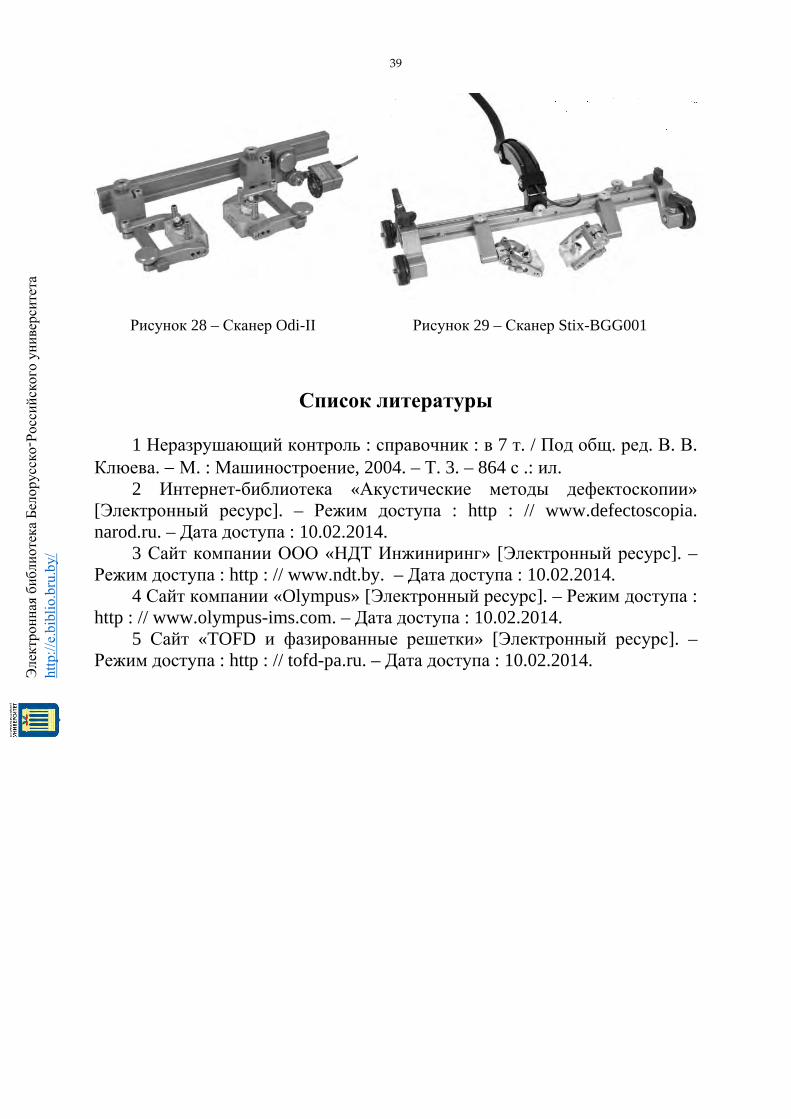
Сканер Odi-II применяется для контроля непротяженных сварных швов (рисунок 28). Odi-II использует стандартные держатели Jireh`a, кото-рые совместимы с большинством преобразователей. В сканере доступно множество опций для вывода кабеля, что делает этот сканер совместимым с большинством основных ультразвуковых дефектоскопов.
Stix-BGG001 является ручным сканером с возможностью регулировки расстояния между TOFD-преобразователями. Он оснащен магнитными колесами (рисунок 29), предназначен для сканирования трубопроводов и сосудов с помощью двух TOFD-преобразователей. Его простой и функ-циональный дизайн позволяет работать с минимальными корректировками при сканировании.
39
Рисунок 28 – Сканер Odi-II
Рисунок 29 – Сканер Stix-BGG001
Список литературы 1 Неразрушающий контроль : справочник : в 7 т. / Под общ. ред. В. В.
Клюева. − М. : Машиностроение, 2004. – Т. 3. – 864 с .: ил. 2 Интернет-библиотека «Акустические методы дефектоскопии»
[Электронный ресурс]. – Режим доступа : http : // www.defectoscopia. narod.ru. – Дата доступа : 10.02.2014.
3 Сайт компании ООО «НДТ Инжиниринг» [Электронный ресурс]. – Режим доступа : http : // www.ndt.by. – Дата доступа : 10.02.2014.
4 Сайт компании «Olympus» [Электронный ресурс]. – Режим доступа : http : // www.olympus-ims.com. – Дата доступа : 10.02.2014.
5 Сайт «TOFD и фазированные решетки» [Электронный ресурс]. – Режим доступа : http : // tofd-pa.ru. – Дата доступа : 10.02.2014.