Embed Size (px)
Citation preview

CURSO DE LAMINACIÓN CURSO DE LAMINACIÓN DE PRODUCTOS LARGOSDocente: Ing. Pedro WolkowiczHotel Plaza Real Suites, Rosario, 10 y 11 de agosto de 2010
Curso de Laminación de Productos LLargos
Contenido:
2
Contenido:IntroducciónCalibrado de cilindrosCalibrado de cilindrosLaminación de alambronesLaminación de barrasLaminación de perfiles
Laminación de alambrones
Desarrollo tecnológico muy importante durante las últimas décadas
3
Laminadores de muy alta productividad
Mejoramiento de la calidad de los productos
Laminadores continuos con posibilidad de varias líneas (1 2 3 y 4) de Laminadores continuos con posibilidad de varias líneas (1, 2, 3 y 4), de acuerdo a la capacidad de producción seleccionada
Tendencia actual es diseñar estos laminadores de una sola línea debido a:T l í d lt l id d di ibl Tecnología de alta velocidad disponible
Mejoramiento operativo de las instalaciones
Ventajas:Altas capacidades de producción
Muy adecuada calidad para cubrir las diferentes exigencias de los productos
L i ió d l bE l ió d l l i d d l b
Laminación de alambrones4
Evolución de los laminadores de alambronesEquipamiento para la fabricación de alambronesR i i t li i d l l bRequerimientos y aplicaciones de los alambrones
Evolución de los laminadores de l balambrones
A partir de mediados de los años 60, con la
5
A partir de mediados de los años 60, con la incorporación de los blocks terminadores no twist (sin virada) y la tecnología de enfriamiento controlado Stelmor, comienza un proceso de evolución muy importante cuyos puntos principales a destacar son l i ilos siguientes:

Evolución de los laminadores de l balambrones
6
Variable Antes Ahora
Velocidad de terminado 35/40 m/s 120 m/s (laminación efectiva del Velocidad de terminado 35/40 m/s 120 m/s (laminación efectiva del orden de 105 m/s )
Tamaño de los rollos 500 kg 2500/3000 kg/
Sección de palanquilla 75x75/100x100 mm 160x160/180x180 mm
Rango de medidas ø 5,5 a 11,1 mm ø 4,5 a 26 mm
Evolución en los laminadores de l b óalambrónMejora en las tolerancias dimensionales
7
jCon la instalación de los NTM y los blocks de precisión se consiguió una importante mejora dimensional con tolerancias actuales de +/- 0 10 y ovalización 0 12 mmactuales de +/- 0,10 y ovalización 0,12 mm
Mejora en la calidad metalúrgicaCon la instalación y evolución de los sistemas tipo Stelmor se y pha conseguido un mejor control de las características metalúrgicas de un amplio rango de aceros
Mejora en la utilización del laminador Mejora en la utilización del laminador Con todos estos desarrollos se han conseguido niveles muy altos de rendimiento y utilización de las instalaciones
Equipamiento para la fabricación de l balambrones
El proceso de fabricación de alambrones incluye a
8
El proceso de fabricación de alambrones incluye a parte del proceso de laminación, el enfriamiento controlado y la formación y acondicionado de los y yrollos

Equipamiento para los laminadores de l b óalambrón
Tren laminador
9
Tren laminadorLos modernos están formados por una línea con cajaslaminadoras en disposición horizontal/vertical/En los de más de una línea en algunos casos el trenintermedio esta formado por blocks independientes osuelen usarse blocks preterminadores (mini blocks) paramejorar la sección de entrada al block terminadorSe pueden instalar blocks de tipo combinado que seSe pueden instalar blocks de tipo combinado que seutilizan como preterminador para alambrones y comoterminador para fabricar barras

Equipamiento para los laminadores de l b óalambrónMini blocks
10
Están formados por cajas compactas de tipo cantilever que pueden usarse como usarse como preterminadoras o en algunos casos como post-terminadoras ubicadas a continuación de los blocks terminadoresHay aplicaciones de estos blocks preterminadores con blocks preterminadores con la tecnología Kocks de tres cilindros, usados en laminadores de dos líneas

Equipamiento para los laminadores de l b óalambrónMini blocks para barras
11
Mini block posterior al laminador
Mini block preterminador de dos líneasMini block preterminador de dos líneas
Equipamiento para los laminadores de l b óalambrónBlocks terminadores no twist (NTM)
12
ObjetivoAumentar la productividadMejorar la calidadConseguir mejores tolerancias dimensionales
Formados por cajas tipo cantilever con cilindros de carburo de tungsteno que permiten obtener una mayor duración de los canalescanalesLos cambios de cilindros se realizan en forma rápida utilizando herramientas hidráulicas diseñadas a tal finNormalmente están formados por ocho o diez cajas laminadorasNormalmente están formados por ocho o diez cajas laminadorasLa configuración inicial estaba diseñada con una inclinación de las cajas a 45º o en disposición horizontal/vertical según lo adoptado por diferentes fabricantesp p
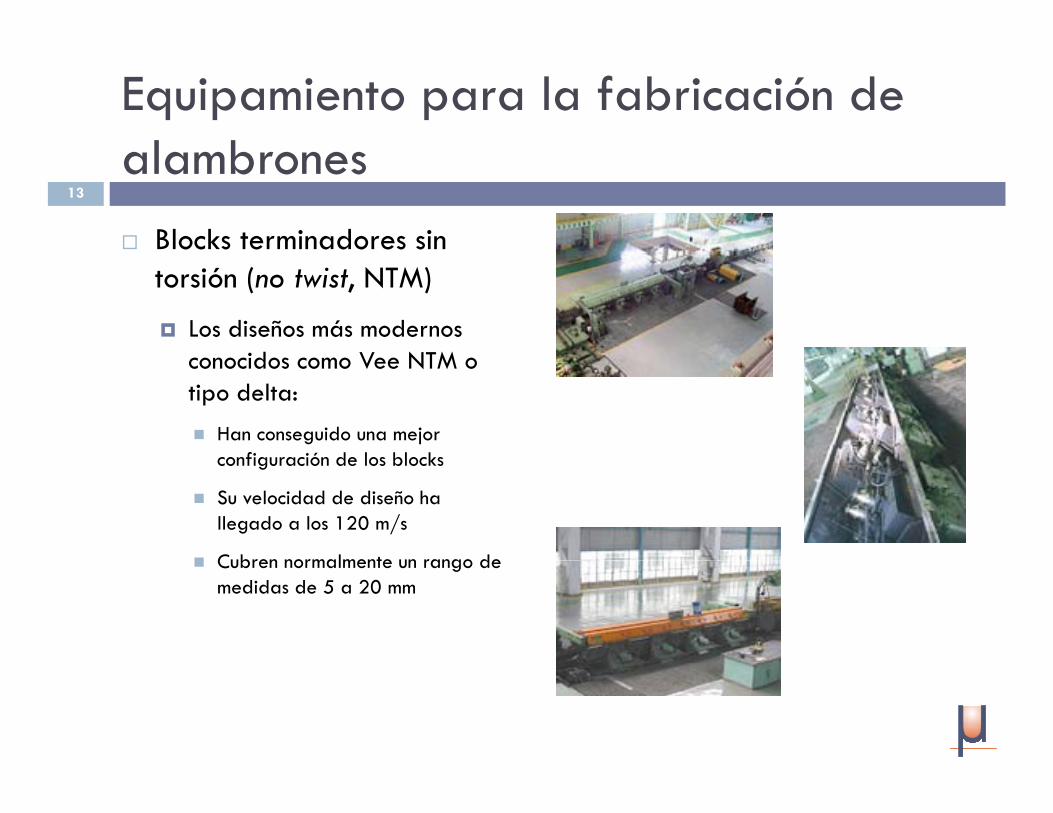
Equipamiento para la fabricación de l balambronesBlocks terminadores sin
13
torsión (no twist, NTM)
Los diseños más modernos id V NTM conocidos como Vee NTM o
tipo delta:
Han conseguido una mejor configuración de los blocksconfiguración de los blocks
Su velocidad de diseño ha llegado a los 120 m/s
Cubren normalmente un rango de Cubren normalmente un rango de medidas de 5 a 20 mm

Equipamiento para la fabricación de l balambronesBlocks de reducción / precisión (RSM)
14
/ )Representan uno de los últimos adelantos tecnológicos en la laminación de alambrones y su uso se ha extendido en los años recientesEn su diseño combinan pasadas de alta reducción con pasadas finales de baja reducción para obtener tolerancias restringidas de ultra-precisión del orden de +/- 0,10 y
l ó 0 12 ovalización 0,12 mmSe ubican a posterior de los terminadores NTM en el área comprendida entre las cajas de enfriamiento por agua y el
b l f d d icabezal formador de espirasEl rango de medidas de diseño se ha extendido desde 4,5 hasta 26 mm

Equipamiento para la fabricación de l balambronesBlocks de reducción /
15
/precisión (RSM)
Una de las ventajas importantes de su uso es el laminado libre (free sizing rolling)
Con esto es posible laminar una determinada cantidad de diámetros con un mismo calibrado mediante el con un mismo calibrado mediante el ajuste de luces
Cuentan con un sistema de cambio rápido a través de carros de
bi d l t llrecambio preparados en el taller
Equipamiento para la fabricación de l balambronesSistema de enfriamiento por agua
L l d d f
16
La primera etapa se realiza mediante un sistema de enfriamiento de agua ubicado entre el block terminador y el cabezal formador de espirasEstá formado normalmente por tres cajones con caños o toberas Está formado normalmente por tres cajones con caños o toberas para realizar un efectivo enfriamiento de las barrasCada caja tiene toberas para enfriamiento con el flujo de agua en el sentido de avance de la barra y toberas tipo “strippers” y p ppubicadas en la parte final con flujo en sentido contrario para evitar el arrastre de aguaLas temperaturas de salida de la zona de enfriamiento están en l d 750º 950º d di d d l ti d el rango de 750º a 950º dependiendo del tipo de acero
Dentro de las aplicaciones particulares de este sistema tenemos el usado para los alambrones dureza natural (DN)
Equipamiento para la fabricación de l balambronesSistema de enfriamiento por agua
17
Método conocido como TEMPCORE, THERMEX, HYQST, QTRConsiste en un intenso enfriamiento que produce un temple superficial de la barra con un posterior revenido.p pLas temperaturas están en el orden de los 500/550º; para lograrlas, es necesario instalar tres arrastradores ubicados entre los cajones de enfriamiento que mantienen tensas las barrasEste proceso tiene una serie de ventajas que veremos más detalladamente en el capítulo laminación de barrasLa zona de enfriamiento por agua es una de las más críticas del laminador por las altas velocidades a las que entran las barras laminador por las altas velocidades a las que entran las barras para recibir un fuerte enfriamiento en un tiempo muy limitadoLos problemas operativos más críticos se dan en los diámetros menoresmenores

Equipamiento para la laminación de l balambrones
Sistema de
18
Sistema de enfriamiento por agua
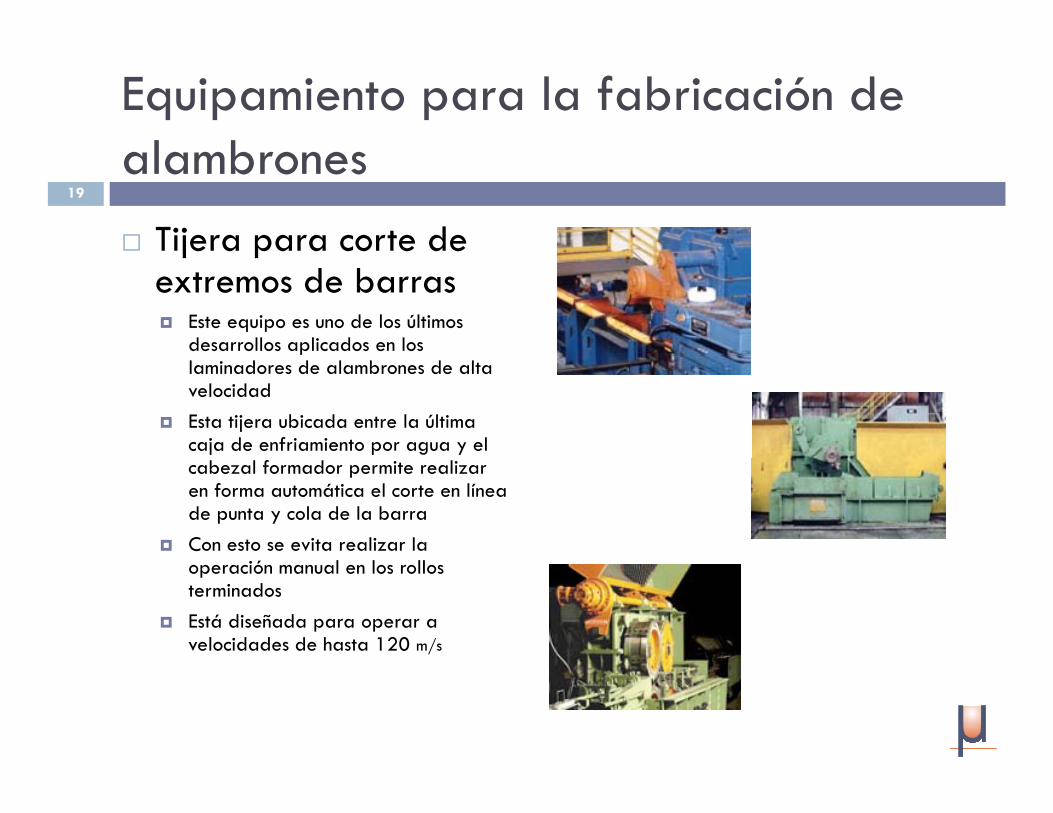
Equipamiento para la fabricación de l balambronesTijera para corte de
19
j pextremos de barras
Este equipo es uno de los últimos desarrollos aplicados en los laminadores de alambrones de alta velocidadEsta tijera ubicada entre la última caja de enfriamiento por agua y el cabezal formador permite realizar en forma automática el corte en línea de punta y cola de la barraCon esto se evita realizar la
l l ll operación manual en los rollos terminadosEstá diseñada para operar a velocidades de hasta 120 m/s

Equipamiento para la fabricación d l bde alambrones
Cabezal formador de espiras
20
Cabezal formador de espiras
Equipamiento para la fabricación de l balambronesCabezal formador de espiras
21
pEste equipo es uno de los más críticos de los laminadores de alambrones.Debido a las muy altas velocidades de laminación la formación Debido a las muy altas velocidades de laminación, la formación correcta de las espiras requiere de una tecnología muy exigenteA través del tiempo ha habido un desarrollo importante en el diseño de este equipo para posibilitar la formación correcta de diseño de este equipo para posibilitar la formación correcta de las espiras a velocidades superiores a los 100 m/sLos cabezales formadores tienen una disposición inclinada con ángulos respecto a la horizontal que pueden ser de 10º 15º o ángulos respecto a la horizontal que pueden ser de 10 ,15 o 20ºEl control y dimensión de las espiras incide en forma determinante en la configuración final de los rollos determinante en la configuración final de los rollos

Equipamiento para la fabricación de l balambronesCabezal formador de espiras
22
Funciones operativas:Control de posicionamiento y orientación de las primeras espiras para una correcta posición en el transportadorp pControl de las últimas espiras para evitar distorsiones de las mismas, principalmente en los diámetros pequeñosAj d l id d Ajustes de velocidades para obtener el diámetro de espiras más convenienteAplicación del sistema wobble de variación diferencial del diámetro de espiras para los diámetros mayores a bajas velocidades, de forma de conseguir reducir la altura de los rollos y mejorar su configuración finalg

Equipamiento para la fabricación de l balambronesTransportador de espiras con enfriamiento controlado
23
Los requerimientos metalúrgicos de los alambrones se obtienen a través del pasaje de las espiras por el transportador con enfriamiento controlado.E S l Este sistema como Stelmor o sus variantes, permite procesar un amplio rango de aceros mejorando sus propiedades y consiguiendo en algunos casos el uso directo eliminando la necesidad de procesos posterioreseces dad de p ocesos pos e o esDe acuerdo a las necesidades es factible realizar un modo de enfriamiento lento o rápido con variantes intermedias que le dan una importante flexibilidad para procesar diferentes grados de acerosLos primeros transportadores fueron diseñados con un sistema por cadenas que luego fueron reemplazados por rodillos de aleación especialespecial.
Equipamiento para la fabricación de l balambronesTransportador de espiras con enfriamiento controlado
24
La parte inferior del transportador tiene distribuidos ventiladores de alta capacidad de aire para realizar el enfriamiento controlado de las espiras.Para lograr una mejor uniformidad en el enfriamiento de las espiras se Para lograr una mejor uniformidad en el enfriamiento de las espiras se ha agregado al sistema toberas orientadas hacia la zona de los bordes donde esta el mayor cruce de espiras (sistema “OPTIFLEX” y similares)Además se han diseñado los sectores del transportador con velocidades
i bl lt di t ib id l l d l t t dvariables o con saltos distribuidos a lo largo del transportador.En los casos que se requiera un enfriamiento muy lento, se dispone de cubiertas que se cierran sobre el transportador, pudiéndose llegar a velocidades tan bajas como 0,1 m/s/Al final del transportador se encuentra la cámara reformadora donde se realiza la recolección de las espiras

Equipamiento para la fabricación de l balambronesTransportador de espiras con enfriamiento controlado
25
enfriamiento controladoDebido a que los diferentes tipos de aceros requieren gradientes de enfriamiento particulares para cada caso, las variables que se consideran en este proceso son las siguientes:
Diámetro y grado de aceroá e o y g ado de ace oVelocidad de terminadoVelocidad del transportadorDistribución y selección de caudal d l il dde los ventiladoresSin cubiertas o con uso parcial o total
Equipamiento para la fabricación de l balambronesTransporte, evacuación y compactado de rollos
26
De acuerdo a las capacidades del laminador y las características de la planta se pueden seleccionar diferentes lay-out para estos equiposSistemas más utilizados:
T t d d h h i t l ti “ d f ” Transportador de ganchos horizontales tipo “power and free” Transporte vertical en pallets modulares
Compactado de los rollos:Compactadoras horizontales Compactadoras horizontales Compactadoras verticales
El atado se realiza mediante cuatro cabezales y puede utilizarse para esto alambrón o zunchoEl circuito de transporte de los rollos incluye estaciones donde se realiza el despunte de los extremos, la toma de muestras y la inspección final.

Equipamiento para la fabricación de l balambrones
Transporte, evacuación
27
Transporte, evacuación y compactado de rollos
Requerimientos y aplicaciones de los l balambronesLa fabricación de alambrones comprende una amplia gama
28
de aceros destinados a diferentes aplicaciones y por lo tanto con requerimientos específicos particularesEn la fabricación de alambrones se deben tener en cuenta los siguientes aspectos:
Tolerancias dimensionalesRequerimientos metalúrgicosq gPropiedades mecánicasRequerimientos superficialesConfiguración de los rollosConfiguración de los rollos
Estos aspectos que hacen a las normas de fabricación, tienen diferentes niveles de exigencia en función de las aplicaciones finalesaplicaciones finales

Requerimientos y aplicaciones de los l balambronesClasificación de alambrones en función de los procesos
29
posteriores:Alambrones para procesos de enderezado, laminado en frío, corte y doblado (productos para la construcción civil), y (p p )Alambrones para trefilación de alambres varios (productos para construcción, industriales, rurales, etc.)Alambrones para trefilado de barras (productos para Alambrones para trefilado de barras (productos para industria)Alambrones para procesos de deformación en frío (productos para bulonería, etc).(p p , )
En esta gama de productos se incluyen los aceros de bajo, medio y alto carbono, aceros de baja aleación y aceros finos y especialesaceros finos y especiales