Embed Size (px)
Citation preview
Corporate Communications, Leverkusen, April 2006
April 11 & 12, 2011
Thomas Babl
LANXESS Hong Kong Ltd.
3rd International Conference, EPC3, for S & SE Asia on
Innovations in High Performance Engineering Plastics
New Polyamide-based Solutions for Structural Parts and
Blow Molded Articles

Table of Contents
1. LANXESS Introduction
2. Reducing Weight and Costs:
1. Metal Replacement through Durethan® & Pocan® High Modulus
2. Introduction to Hybrid Technology
3. Structural Composite Solutions
3. Increasing Fuel Efficiency and Decrease Emissions:
1. Engine Trends
2. New Blow-moldable Materials for Modern Cars and 2-Wheelers
4. New Developments in the Area of CAE Technologies

Table of Contents
1. LANXESS Introduction
2. Reducing Weight and Costs:
1. Metal Replacement through Durethan® & Pocan® High Modulus
2. Introduction to Hybrid Technology
3. Structural Composite Solutions
3. Increasing Fuel Efficiency and Decrease Emissions:
1. Engine Trends
2. New Blow-moldable Materials for Modern Cars and 2-Wheelers
4. New Developments in the Area of CAE Technologies
Corporate Communications, Leverkusen, April 2006

Spinned off

LANXESS products Performance Polymers - Semi-Crystalline Products (SCP)
Advanced Intermediates - Basic Chemicals (BAC)
Performance Polymers - Butyl Rubber (BTR)
Performance Polymers - Polybutadiene Rubber (PBR)
Advanced Intermediates – Saltigo (SGO)
Performance Chemicals - Functional Chemicals (FCC)
Performance Polymers - Technical Rubber Products (TRP)
Performance Chemicals - Inorganic Pigments (IPG)
Performance Chemicals – Leather (LEA)
Performance Chemicals - Ion Exchange Resins (ION)
Performance Chemicals - Material Protection Products (MPP)
Performance Chemicals - Rhein Chemie (RCC)
Performance Chemicals – Rubber Chemicals (RUC)
As of: December 31, 2009 / Employees worldwide
Employees according to segments
Performance Polymers 4,375
Advanced Intermediates 2,858
Performance Chemicals 4,675
Worldwide over 14,335
incl. Service units
Our staff is at home all over the world
People all over the world are contributing towards the success of our company. Different perspectives
encourage people to think outside the box and search for new and innovative solutions together.
Isithebe
Thane
Qingdao
Toyohashi
Brunsbüttel
Leverkusen
Mannheim
Filago
Port Jérôme
Uerdingen
Dormagen Antwerpen
Marl
Chardon/OH
Sarnia/Canada
Orange/TX
Lerma
Bitterfeld
Porto
Feliz
Zaraté
Vilassar de Mar
Rustenburg Sydney
Wuxi Baytown/TX
La Wantzenau
Branston
Zwijndrecht
Hamm-Uentrop
Madurai
Bushy Park/SC
Merebank Newcastle
Shanghai
Burgettstown
Weifang
Birmingham/NJ
Cabo de Santo Agostinho
Triunfo
Duque de Caxias
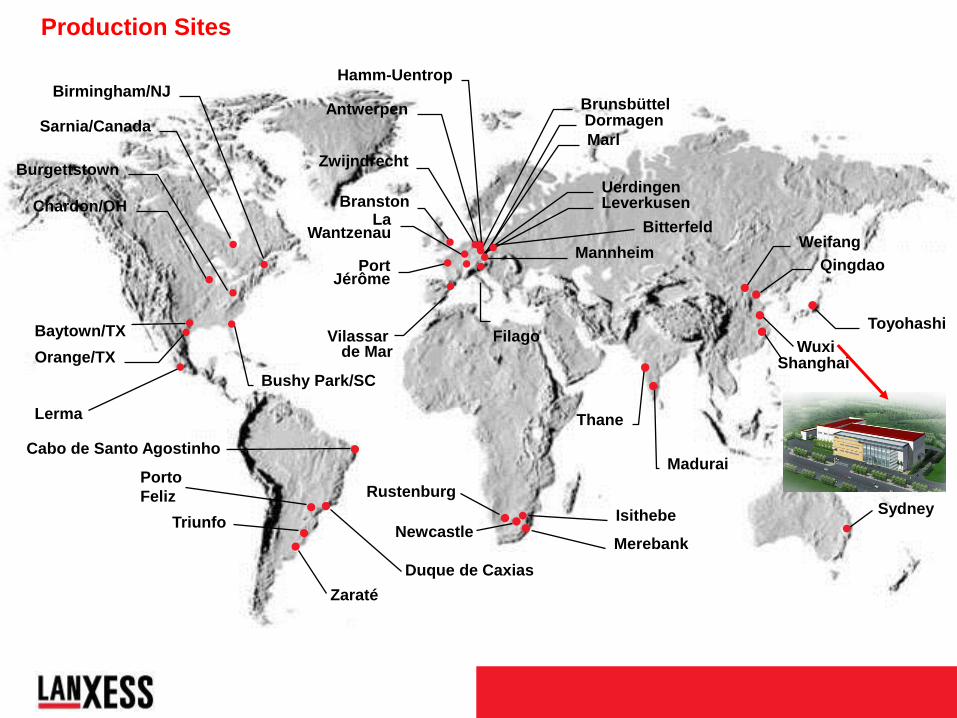
Production Sites

LANXESS is one of Germany’s most important providers of polymers and chemicals
Employees worldwide (as of: 2010-12-31)
Global orientation
14,648
Around 45 sites
24 countries
Performance Polymers
Advanced Intermediates
Performance Chemicals
Portfolio
Sales in the year 2010 EUR 7.1 bn
Facts and Figures

Grouping business activities into 3 segments
Reporting
structure
Key data year
2009 in €
Sales
2.388 bn.
Sales
1.104 bn.
Sales
1.530 bn.
Advanced
Intermediates
Performance
Chemicals
Performance
Polymers

Performance Polymers - Semi-Crystalline Products (SCP)
Durethan®
PA6
PA66
Co-PA, PA6I
Pocan®
PBT
PET
and blends

Typical applications in LANXESS Durethan® (PA6, PA66, Co-PA, amorphous PA)
Electro/ Electronics Sports and Leisure
Packaging
Tools
Transportation

Typical applications in LANXESS Pocan® (PBT, PBT+PET, PBT+ASA, PBT+PC)
Electro/ Electronics
Automotive

Table of Contents
1. LANXESS Introduction
2. Reducing Weight and Costs:
1. Metal Replacement through Durethan® & Pocan® High Modulus
2. Introduction to Hybrid Technology
3. Structural Composite Solutions
3. Increasing Fuel Efficiency and Decrease Emissions:
1. Engine Trends
2. New Blow-moldable Materials for Modern Cars and 2-Wheelers
4. New Developments in the Area of CAE Technologies

Example: CO2 emissions of OEMs in Europe and targets for 2012
100 kg weight reduction means approx. 0.5 l/100 km less fuel consumption
or approx. 13 g/km less CO2 emissions
Source: Polymotive
CO2 emissions g/km
Current average for all cars
0 50 100 150 200
Failed proposal from EU
Commissioner Stavros Dimas
EU directive by 2012
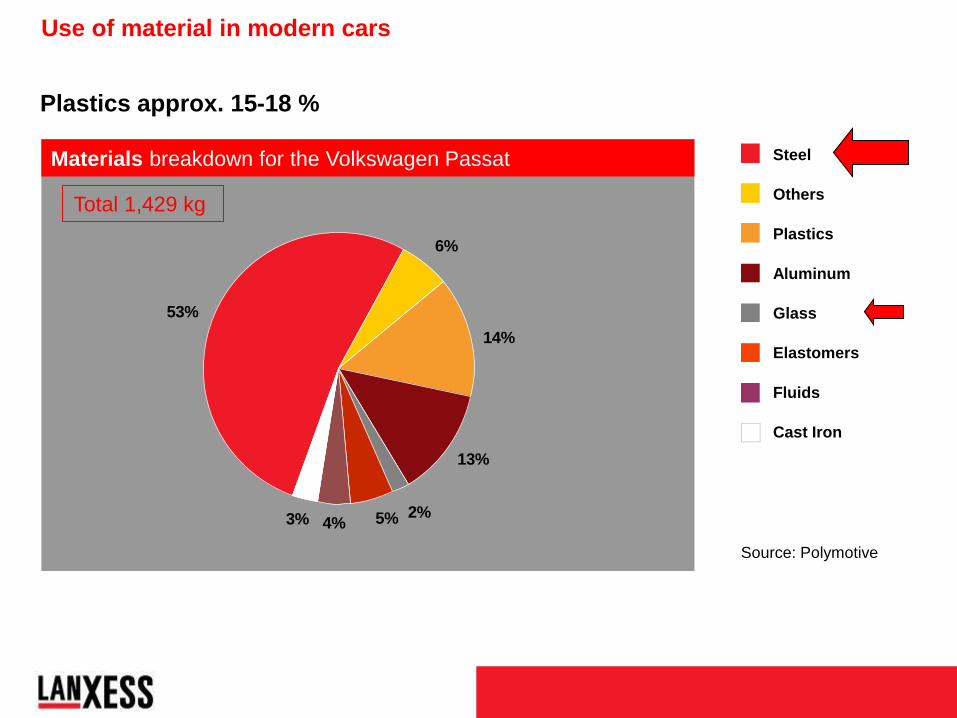
Materials breakdown for the Volkswagen Passat
5%4%3%
53%
6%
14%
13%
2%
Plastics approx. 15-18 %
Use of material in modern cars
Total 1,429 kg
Steel
Others
Plastics
Aluminum
Glass
Source: Polymotive
Elastomers
Fluids
Cast Iron

Str
en
gth
Stiffness
unreinforced
30 % GF
AKV 50 (dry)
BKV 50 (cond)
DP BKV 60 EF (cond)
AKV 50 (cond.)
BKV 50 (dry)
DP BKV 60 EF (dry)
T 7391 DP T 3150 XF
high modulus grades
Durethan
high modulus grades
Pocan
Characteristics - mechanical properties
high strength
high modulus

[%]
PA 6 GF30 PA 6 GF30 easy flow
0
50
100
150
200
250 Flow Length
Flexural Modulus
Izod 1U
Filling Pressure 3
26
ba
r
43
cm
83
00
MP
a
60
kJ
/m2
44
%
18
1 %
89
%
10
8 %
10
0 %
21
0 %
PA 6 GF60 easy flow
10
0 %
13
5 %
PA6 GF60 with good flowability: Durethan® DP BKV60 H2.0 EasyFlow EF

0
5000
10000
15000
20000
25000
23 80 120 170
Ela
sticity m
od
ulu
s, M
Pa
High e-modulus at elevated temperatures based on the example of PA6
• High service
temperatures of
170° C and
above
• High heat
conduction (60 %
GF) and faster
demolding due to
high stiffness
result in shorter
cycle times.
Temperature, °C
Durethan® BKV 60 EF (PA 6 GF 60)
Durethan® BKV 30 (PA 6 GF 30)
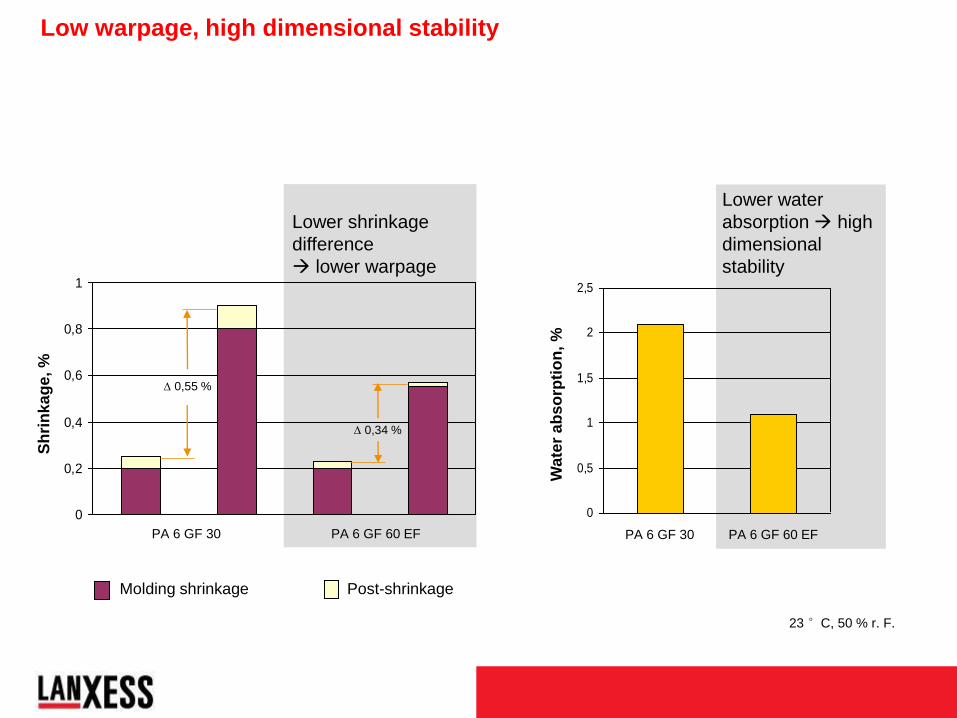
Low warpage, high dimensional stability
0
0,2
0,4
0,6
0,8
1
Molding shrinkage Post-shrinkage
0,55 %
0,34 %
Lower shrinkage
difference
lower warpage
PA 6 GF 30 PA 6 GF 60 EF
Sh
rin
ka
ge
, %
0
0,5
1
1,5
2
2,5
Wa
ter
ab
so
rpti
on
, %
23 °C, 50 % r. F.
Lower water
absorption high
dimensional
stability
PA 6 GF 30 PA 6 GF 60 EF

Solution to Warpage: Durethan® DP BKV 60 EF H2.0:
Actual Z-direction deflection ~ 3.4 mm
PA66GF35
Actual Z-direction deflection ~ 1.2 mm
DP BKV60 EF
Problem: Warpage and leakage after key life test in PA66 GF35.
Calculated Z-direction
deflection ~ 3.8 mm
(Scale Factor = 5)
(Scale Factor = 5)
-65%
Case study: automotive cylinder head cover Durethan® DP BKV60 H2.0 EasyFlow vs. PA66 GF35

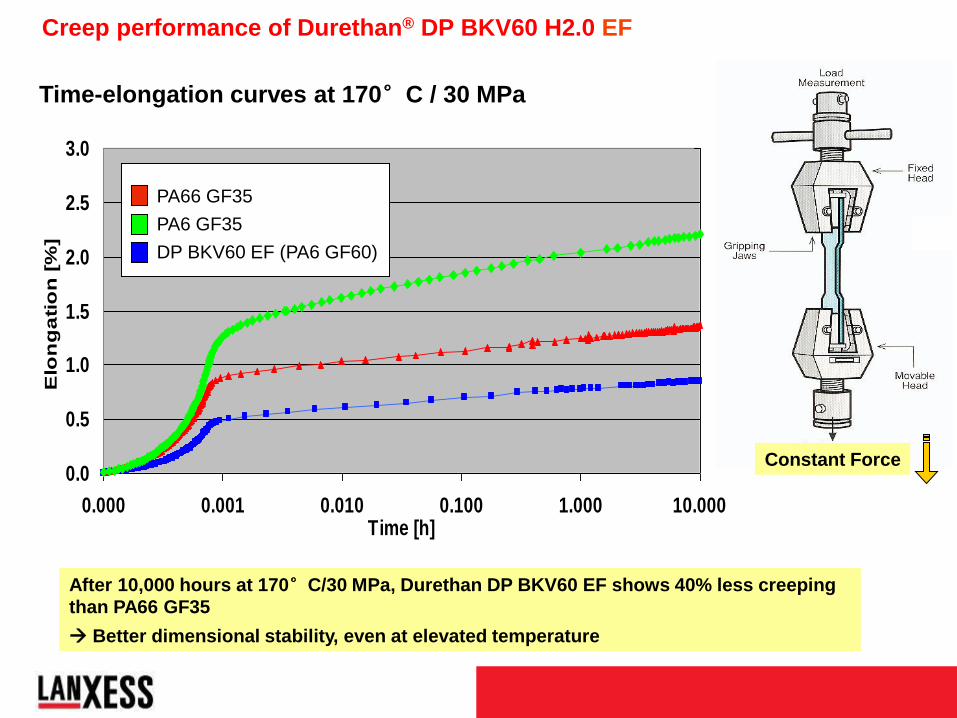
Creep performance of Durethan® DP BKV60 H2.0 EF
2 Years
Ago Today
What is “Creep”?
0.0
0.5
1.0
1.5
2.0
2.5
3.0
0.000 0.001 0.010 0.100 1.000 10.000Time [h]
Elo
ng
ati
on
[%
]
PA66 GF35
PA6 GF35
DP BKV60 EF (PA6 GF60)
Time-elongation curves at 170°C / 30 MPa
After 10,000 hours at 170°C/30 MPa, Durethan DP BKV60 EF shows 40% less creeping
than PA66 GF35
Better dimensional stability, even at elevated temperature
Creep performance of Durethan® DP BKV60 H2.0 EF
Constant Force

Durethan® BKV60 H2.0 EF
Application example: door handle
Good paintability
Excellent dimensional accuracy
Fast cycle time
Substitution of amorphous PA GF40
OEM: Daimler, Porsche, Jaguar

Application example: air vent lamellas
OEM: several (e.g. Volvo)
Durethan® BKV60 H2.0 EF
Good stiffness and strength
Good surface quality
Excellent dimensional accuracy

Application example: hight adjustment lever steering wheel
OEM: Opel (Insignia)
Durethan® BKV60 H2.0 EF
Good stiffness and strength

Durethan® BKV60 H2.0 EF
Application example: tailgate handle
OEM: Audi
Good stiffness and strength
Good surface quality
Excellent dimensional accuracy
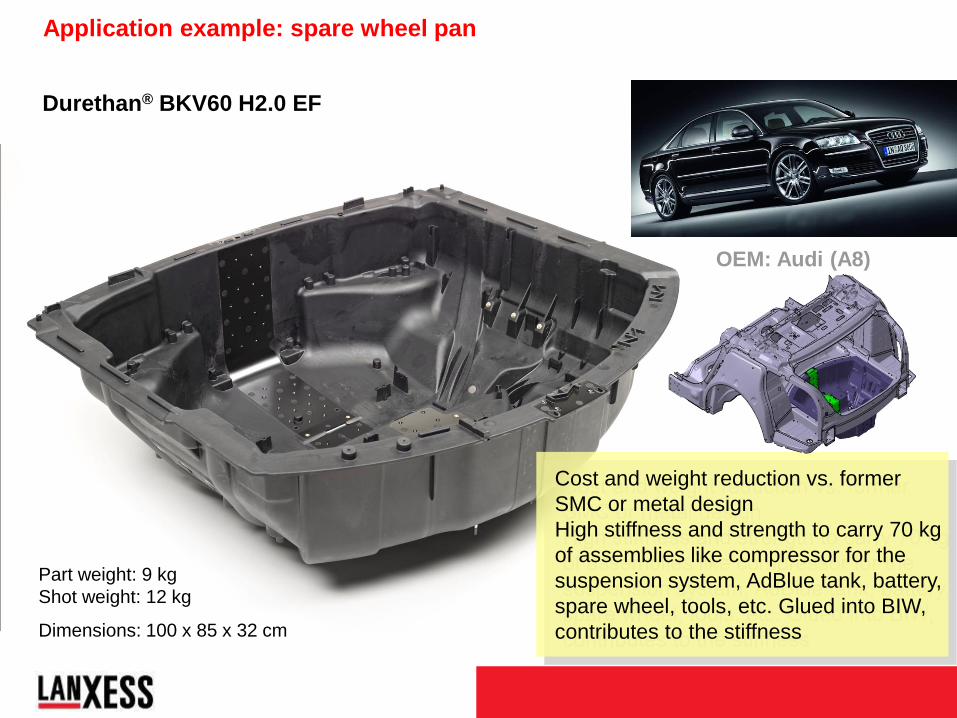
Part weight: 9 kg
Shot weight: 12 kg
Dimensions: 100 x 85 x 32 cm
Application example: spare wheel pan
OEM: Audi (A8)
Durethan® BKV60 H2.0 EF
Cost and weight reduction vs. former
SMC or metal design
High stiffness and strength to carry 70 kg
of assemblies like compressor for the
suspension system, AdBlue tank, battery,
spare wheel, tools, etc. Glued into BIW,
contributes to the stiffness
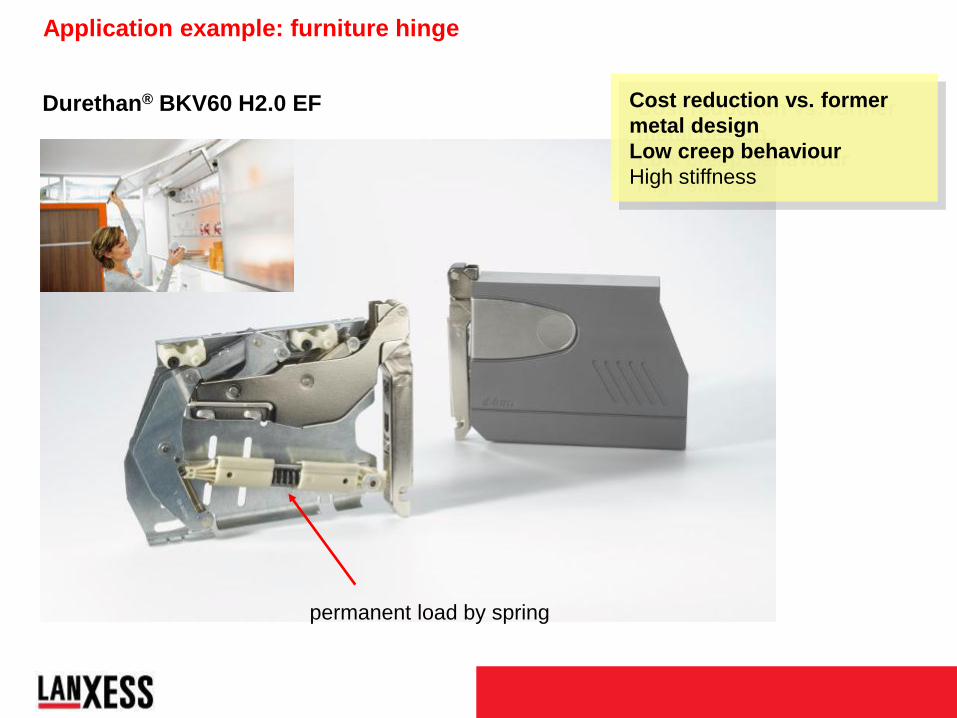
Cost reduction vs. former
metal design
Low creep behaviour
High stiffness
permanent load by spring
Application example: furniture hinge
Durethan® BKV60 H2.0 EF

Cost and weight reduction
vs. former metal design
High stiffness
High heat resistance
High dimensional accuracy
two halves must fit together
Application example: gear drive housing of vacuum cleaner
Durethan® BKV60 H2.0 EF
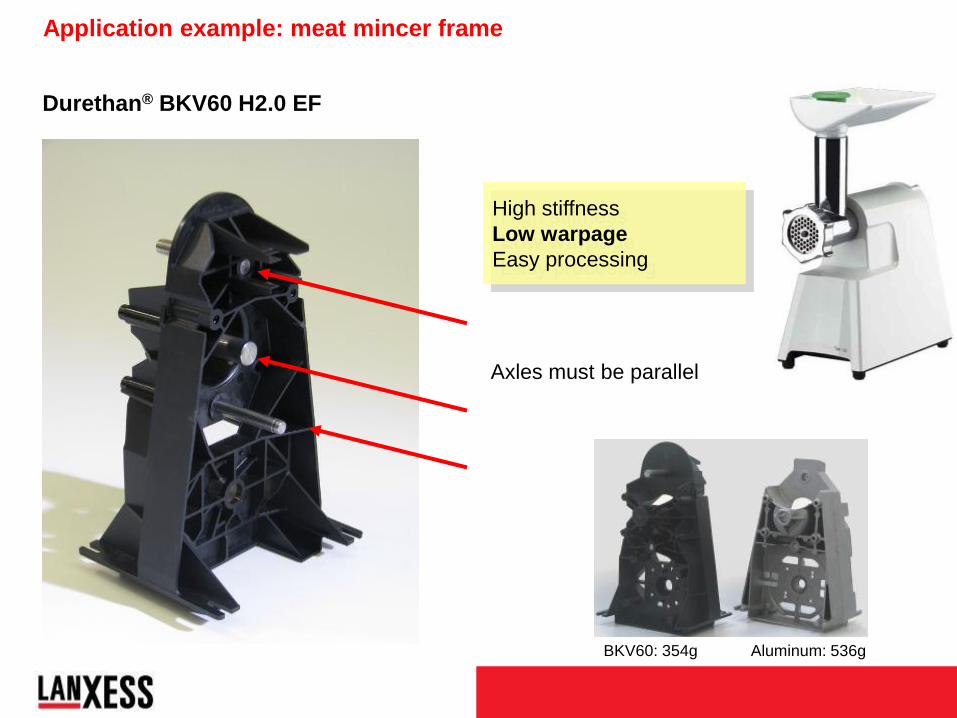
High stiffness
Low warpage
Easy processing
Axles must be parallel
Application example: meat mincer frame
Durethan® BKV60 H2.0 EF
BKV60: 354g Aluminum: 536g
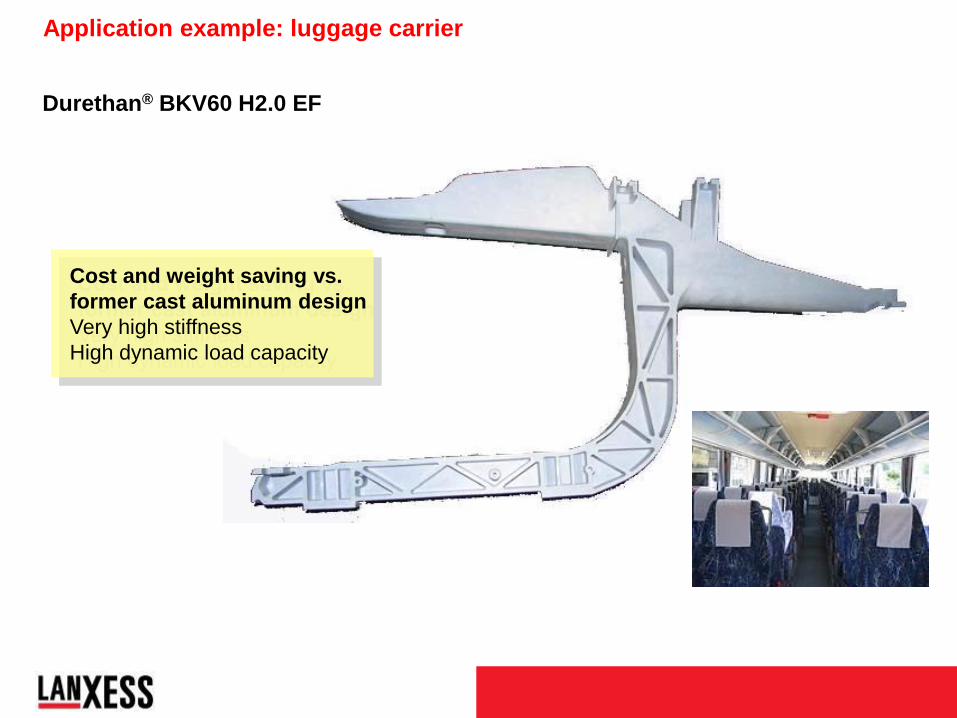
Cost and weight saving vs.
former cast aluminum design
Very high stiffness
High dynamic load capacity
Application example: luggage carrier
Durethan® BKV60 H2.0 EF

Safety is critical issue:
- Load test: 50 kg vertical dynamic
loading
- Road test: 20 km running test with
30 kg loading, at a speed of 1.4 m/s
on a treadmill style testing device with
artificial bumps mounted onto the belt.
Application example: baby stroller
Durethan® BKV60 H2.0 EF (& BKV30, B30S)

Application example: structural parts of stadium seats (Wembley, Soccer City in South Africa,..)
Durethan® BKV60 H2.0 EF (& BKV30, B30S)

Application example: power tool components
Durethan® BKV60 H2.0 EF
Gearbox housing
Gears
Bearing bushes
Cost and weight saving vs. cast Al and
PA66+GF50
Excellent dimensional stability –
low noise
Good dynamical load bearing
capacity

Positioning of high filled PA6, 66 and PBT amongst other high-performance polymers
PA 66 GF 50
PA 6 GF 50
PA 6 GF 60 EF
PBT GF 45
PBT GF 60
LCP GF30
PPS GF30
PPS GF+Min 65
PEI GF 45
PSU GF30
PA4.6 GF60
PA12 GF50
LCP GF 50
PA 66 GF 50
PA 6 GF 50
PA 6 GF 60 EF
PBT GF 60
PPS GF30
PPS GF+Min 65
PEI GF 45
PA4.6 GF60
PA12 GF50
LCP GF 50
50
100
150
200
250
5000 10000 15000 20000 25000
E Modulus [MPa]
Str
es
s a
t B
rea
k [
MP
a]
PSU GF 30
LCP GF30
PBT GF 45

E-Modulus
resistance against heat deflection
stress at break, strain at break
colour, painting
surface quality
costs of processing and assembly
reworking
freedom of design,
component integration
density
die cast metal
high modulus
material
Positioning of high filled PA6, 66 and PBT against die cast metals

Table of Contents
1. LANXESS Introduction
2. Reducing Weight and Costs:
1. Metal Replacement through Durethan® & Pocan® High Modulus
2. Introduction to Hybrid Technology
3. Structural Composite Solutions
3. Increasing Fuel Efficiency and Decrease Emissions:
1. Engine Trends
2. New Blow-moldable Materials for Modern Cars and 2-Wheelers
4. New Developments in the Area of CAE Technologies

Lanxess Hybrid Technology Introduction to market in 1997
Applied to more than 40 Mio. cars
Weight reduction up to 30% versus full metal
LANXESS hybrid technology
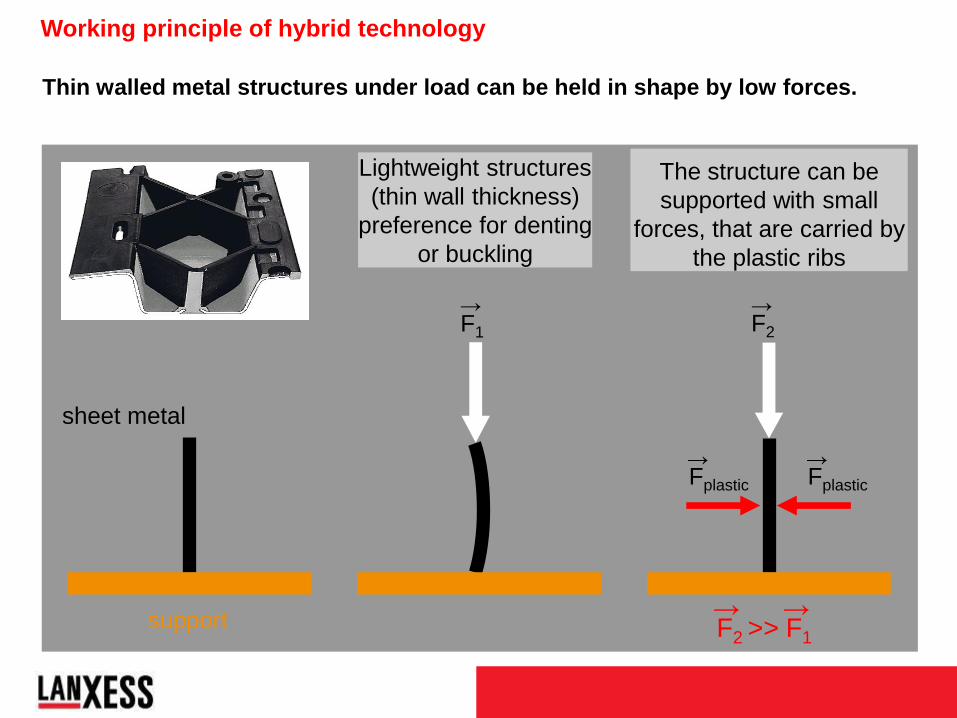
Lightweight structures
(thin wall thickness)
preference for denting
or buckling
The structure can be
supported with small
forces, that are carried by
the plastic ribs
F1 F2
→ →
Fplastic Fplastic
→ →
F2 >> F1
→ →
sheet metal
support
Thin walled metal structures under load can be held in shape by low forces.
Working principle of hybrid technology
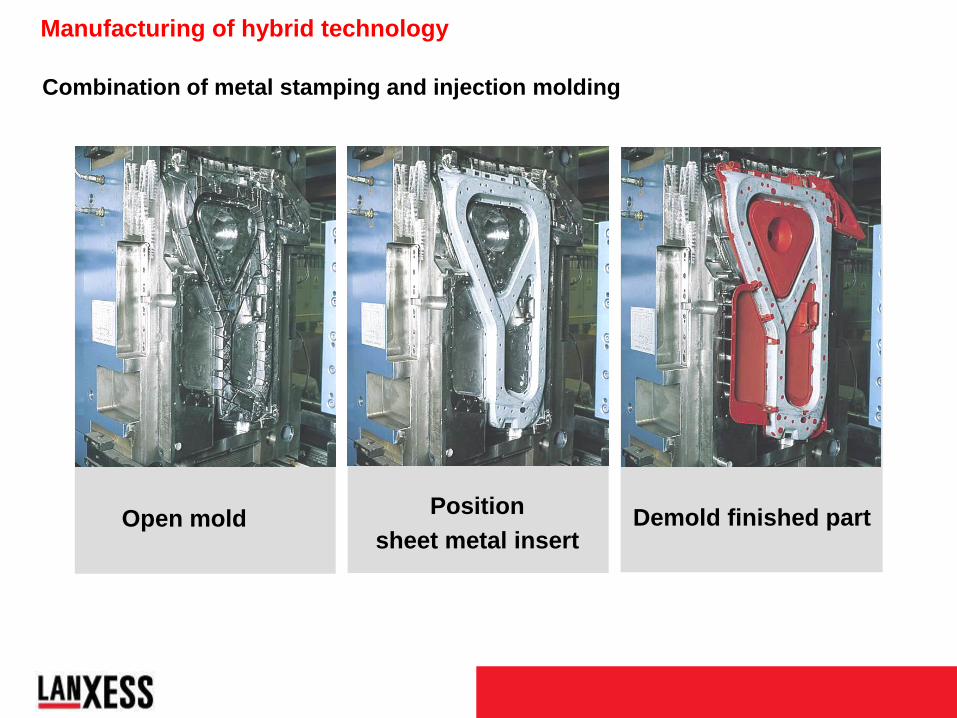
Open mold Demold finished part Position
sheet metal insert
Combination of metal stamping and injection molding
Manufacturing of hybrid technology

over-molded
edge sheet metal profile
molded „button“
plastic rib structure molded „button“
over-molded
edge
Design features of hybrid technology
Cross section of hybrid structural beam

Fo
rce
F
[k
N]
4,0
3,0
2,5
2,0
3,5
1,5
0,5
0
Deflection f [mm] 8 0 2 4 6 10 12 14 16 18 20
5 0
Metal/plastic Hybrid profile
Closed metal profile
Open metal profile
3 4 0
f
F
40
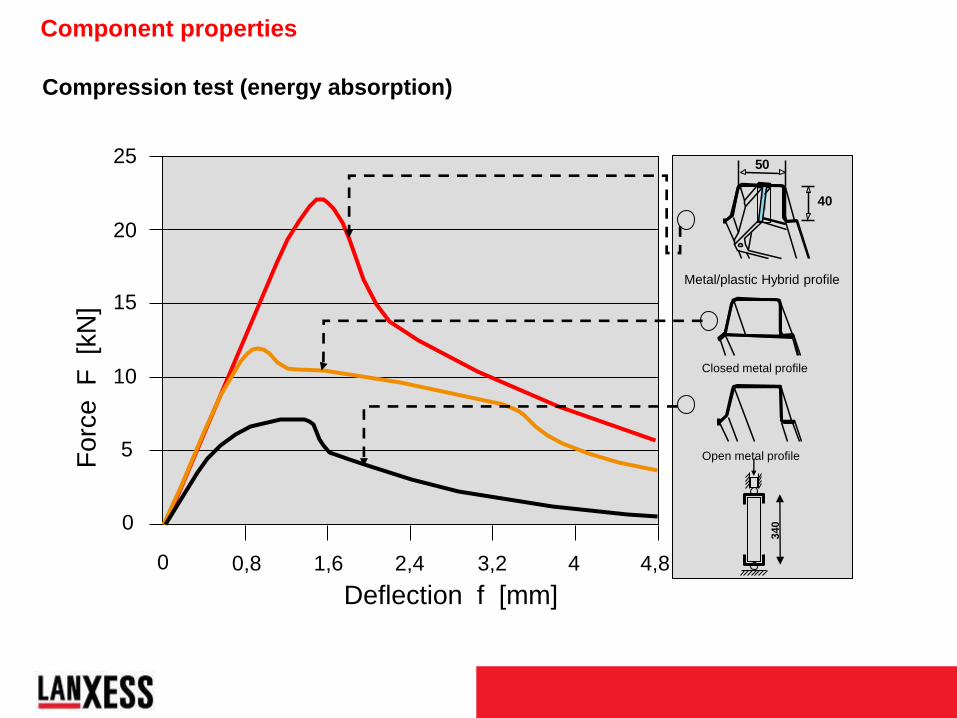
Component properties
3-point bending test
Fo
rce
F
[k
N]
25
20
15
10
5
0
Deflection f [mm]
2,4 0 0,8 1,6 3,2 4 4,8
340
5 0
40
Metal/plastic Hybrid profile
Closed metal profile
Open metal profile
Component properties
Compression test (energy absorption)

Mo
me
nt M
[N
m]
40
25
20
15
30
10
5
0
Rotation Angle j [] 8 0 2 4 6 10 12 14 16
340
35
5 0
40
Metal/plastic Hybrid profile
Closed metal profile
Open metal profile
Component properties
Torsional test

Over 70 applications running in mass production,
over 40 Mio. hybrid parts manufactured.
Ford Galaxy – 2006 Ford S-Max – 2006 Audi TT – 2006 Hyundai Avant– 2006 Hyundai Veracruz– 2006 Hyundai Santa Fe – 2006 Kia Carens – 2006 Kia Lotze – 2006
…and a lot
more!
Ford Mondeo – 2007 Audi A5 - 2007 Audi A4 - 2007 Hyundai i30 – 2007 Hyundai Starex– 2007 Audi Q5 – 2008 Ford Kuga – 2008 Hyundai Genesis - 08
Audi Q7 V12 – 2008 Audi A3 – 2008 Audi A7 – 2010 Audi A1 – 2010 Audi A8 – 2010 new Focus 2010 new A/B-class 2011
Audi A6 – 1998 Audi A4 – 2000 Ford Focus – 1998 Ford Fiesta – 2001 Renault Megane – 2002 Mazda Demio – 2002 Hyundai Getz – 2002 Kia Spectra – 2003
Mercedes Benz A – 2004 Chrysler 300C – 2004 VW Polo – 2001 Nissan Quest – 2003 BMW X3 – 2003 BMW 1er – 2004 BMW 3er – 2005 Mercedes Benz Vito – 2003
Application example: hybrid frontend structure

Application example: hybrid frontend module carrier Audi A2
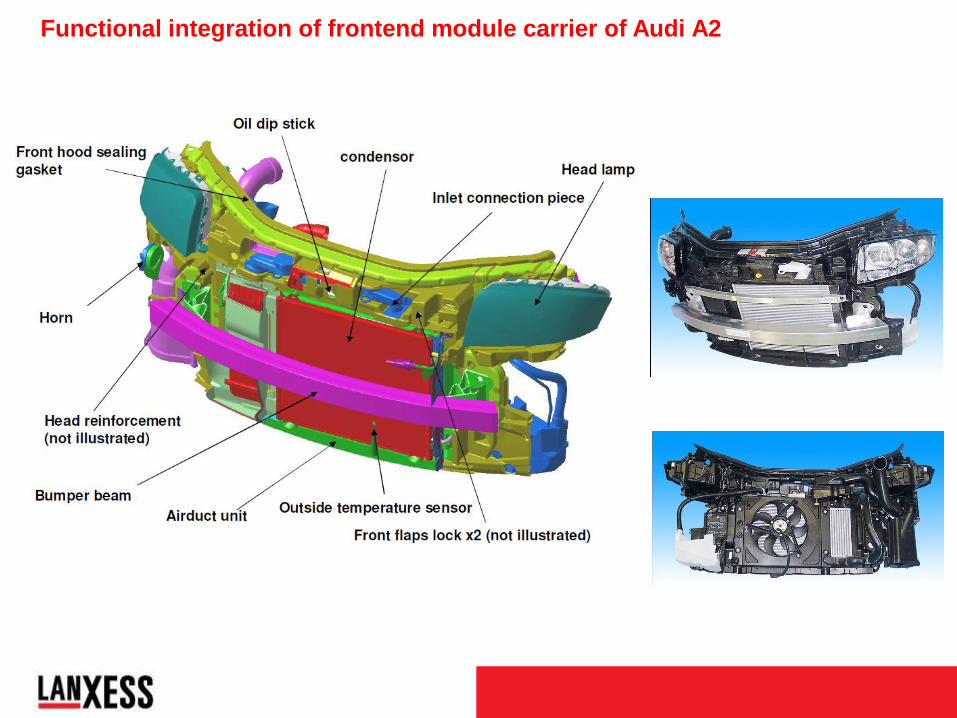
Functional integration of frontend module carrier of Audi A2

Fiat Ducato
Mercedes C-Class
Durethan® BKV30 H2.0
Application example: hybrid brake pedal & pedal box

Durethan® BKV30 and BKV130
1 deep-drawn
sheet metal
Overmolded plastic
(PA6 30% GF)
Application example: office chair base concept

Table of Contents
1. LANXESS Introduction
2. Reducing Weight and Costs:
1. Metal Replacement through Durethan® & Pocan® High Modulus
2. Introduction to Hybrid Technology
3. Structural Composite Solutions
3. Increasing Fuel Efficiency and Decrease Emissions:
1. Engine Trends
2. New Blow-moldable Materials for Modern Cars and 2-Wheelers
4. New Developments in the Area of CAE Technologies
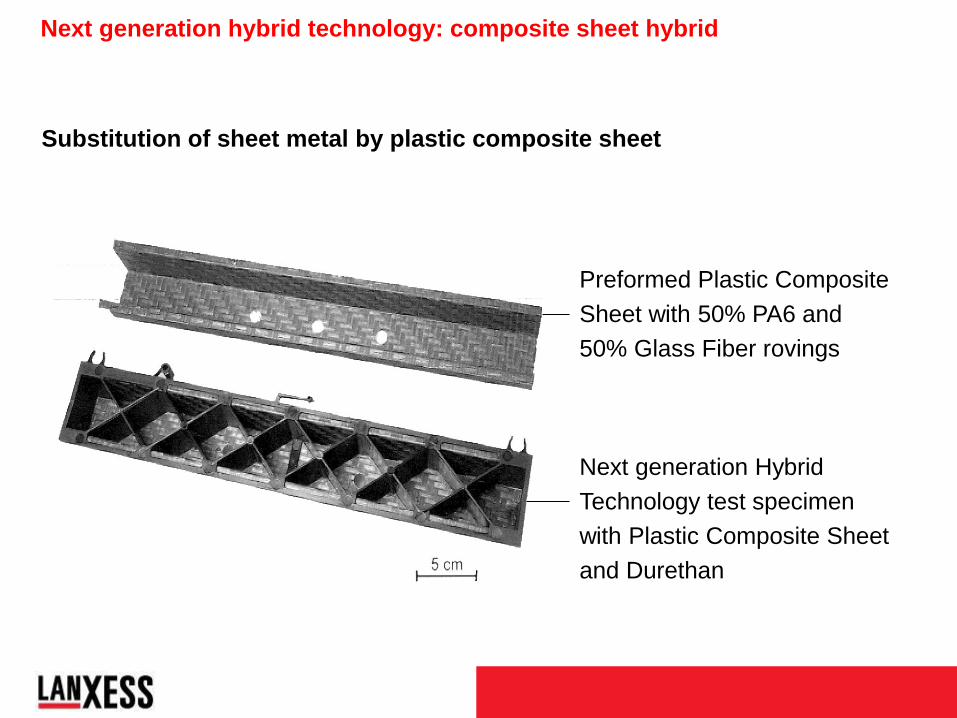
Substitution of sheet metal by plastic composite sheet
Preformed Plastic Composite
Sheet with 50% PA6 and
50% Glass Fiber rovings
Next generation Hybrid
Technology test specimen
with Plastic Composite Sheet
and Durethan
Next generation hybrid technology: composite sheet hybrid

Manufacturing of composite sheet hybrid
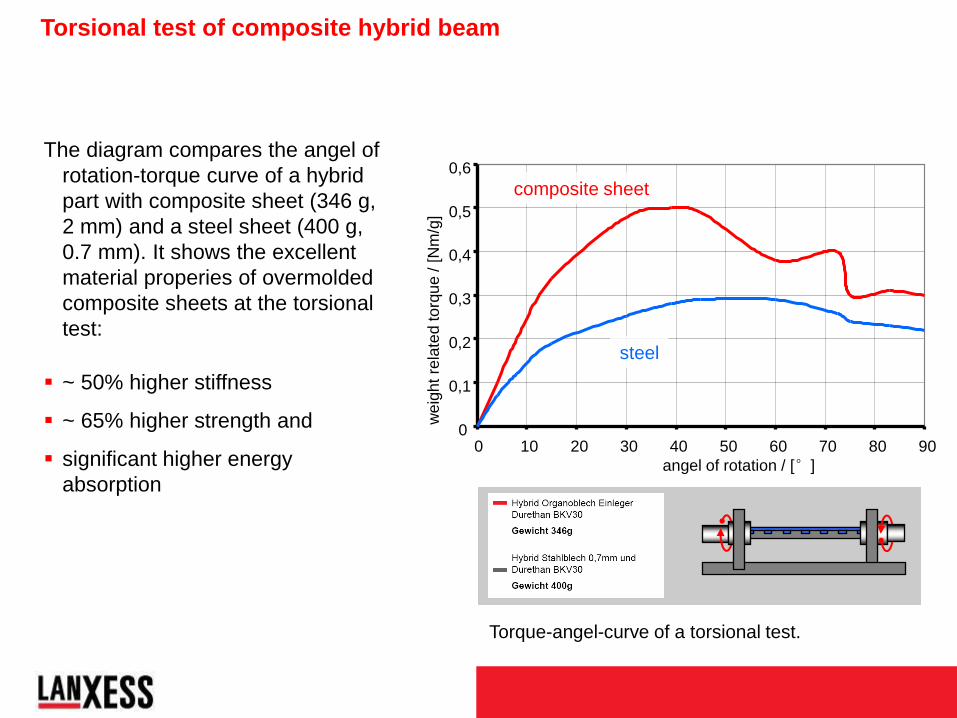
The diagram compares the angel of
rotation-torque curve of a hybrid
part with composite sheet (346 g,
2 mm) and a steel sheet (400 g,
0.7 mm). It shows the excellent
material properies of overmolded
composite sheets at the torsional
test:
~ 50% higher stiffness
~ 65% higher strength and
significant higher energy
absorption
Torque-angel-curve of a torsional test.
0
0,1
0,2
0,3
0,4
0,5
0,6
0 10 20 30 40 50 60 70 80 90
angel of rotation / [°]
we
igh
t re
late
d to
rqu
e / [
Nm
/g]
composite sheet
steel
Torsional test of composite hybrid beam

we
igh
t re
late
d fo
rce / [
N/g
]
The force-deflection-curve of a
hybrid part with composite sheet
(346 g, 2 mm) in comparison to a
steel sheet (400 g, 0.7 mm) at a
bending test shows the excellent
material properties of overmolded
composite sheets:
With a slightly lower stiffness the
composite sheets convince through
- double strength and
- double energy absorption
0
2
4
6
8
10
12
14
16
18
20
22
24
26
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 deflection / [mm]
Force-deflection-curve of a 3-point bending test
composite sheet
steel
Bending test of composite hybrid beam
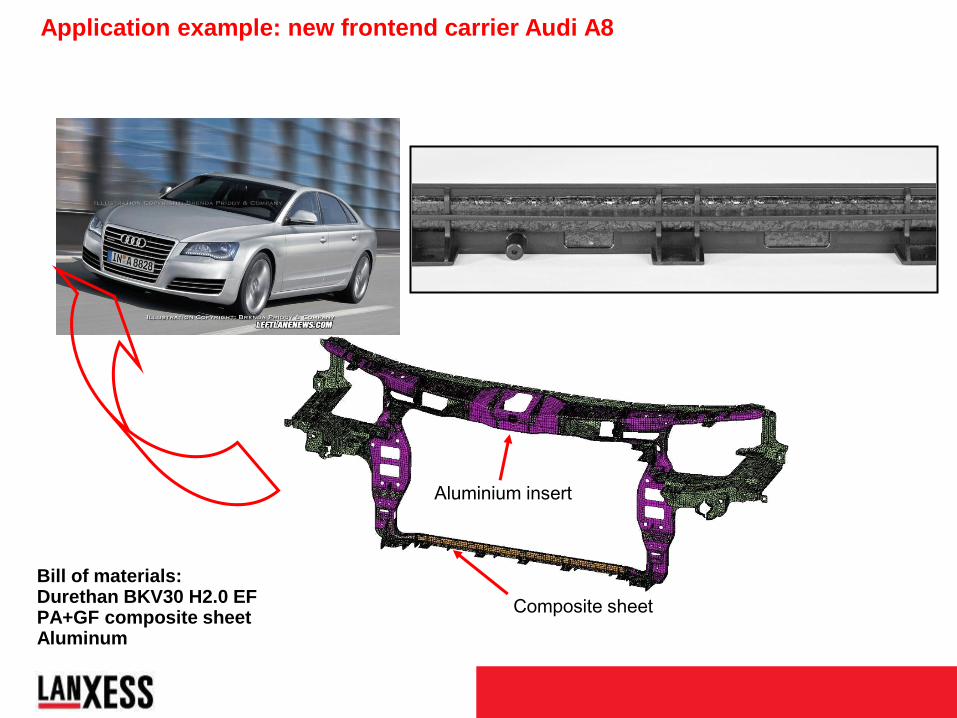
Bill of materials: Durethan BKV30 H2.0 EF PA+GF composite sheet Aluminum
Aluminium insert
Composite sheet
Application example: new frontend carrier Audi A8

Application example: new frontend carrier Audi A8

• Excellent design freedom, no rework after
molding
• Low weight, heigh strength and stiffness
• High energy absorption (crash)
• Part cost reduction vs. welded steel structures
• Lower investment costs compared to full steel
solutions
• Good dimensional accuracy & stability
• Mass production approved manufacturing
processes, one-shopt-process possible with
composite sheets
• No corrosion with composite sheets
• Easy to recycle (only one material)
• For large scale production (sheet metal) and
small scale production (composite sheet)
Advantages Considerations
Summary hybrid technology
• Number of parts (small-volume advantage
with composite sheet)
• Metal-hybrid requires higher investment
costs compared to full plastics solution, but
similar investment with composite sheet
• Influence of temperature and humidity
• Simulation tools for composite sheet hybrid
under development

Fiber types and processing technologies for structural parts

Table of Contents
1. LANXESS Introduction
2. Reducing Weight and Costs:
1. Metal Replacement through Durethan® & Pocan® High Modulus
2. Introduction to Hybrid Technology
3. Structural Composite Solutions
3. Increasing Fuel Efficiency and Decrease Emissions:
1. Engine Trends
2. New Blow-moldable Materials for Modern Cars and 2-Wheelers
4. New Developments in the Area of CAE Technologies
Reduction of Emissions and consumption
Higher rate of exhausted gas return (EGR)
Weight reduction
Smaller charged engines (diesel and petrol)
Smaller package space due to charged engines and CW- triggered design
Increased temperature and pressure for air duct systems
New emission targets for tanks
Higher & new requirements on plastic materials
Car engine development – reduction of emissions and consumption

0
10
20
30
40
50
60
70
80
2008 2010 2012 2014 2016 2018 2020
%
Diesel Gasoline downsize/turbo Stop/start
• Currently engine downsizing / charging is the
most significant change in engine design.
• Hybrid electric vehicles and battery electric
vehicles will increasingly become important,
driven by stricter CO2 regulations, rising oil
price and ecological awareness of consumers.
Source: JD Power
Western Europe forecast
Trend engine downsizing
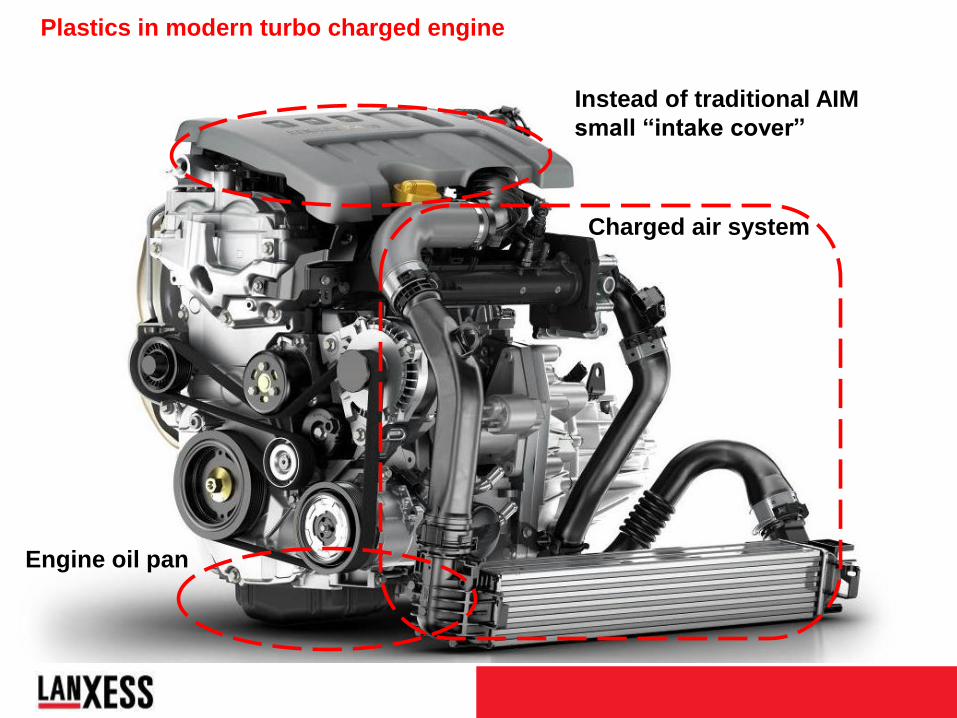
Instead of traditional AIM
small “intake cover”
Charged air system
Engine oil pan
Plastics in modern turbo charged engine

Air filter
Turbo charger
Clean air duct
Charged air cooler Resonator
“Hot side”
“Cold side”
BMW Mini: clean air and charged air system

≤ 100°C
80 – 150°C
130 – 220°C
80 – 160°C
A
B
C
D
Temperature Air pipes
intercooler
AIM
Exhaust
gas
air
Air filter
Turbo Charger
A: ≤
100°C
B: 80-150°C C: 130-220°C
D: 80-160°C
Engine clean air and charged air system temperatures

Application examples: air ducts in LANXESS Durethan®

Conventional blowmolding
Source: Fischer W. Müller Blasformtechnik Source: Krupp-Kautex Maschinenbau
Conventional blowmolding: up to 80 % material scrap
Solution: 3D blowmolding
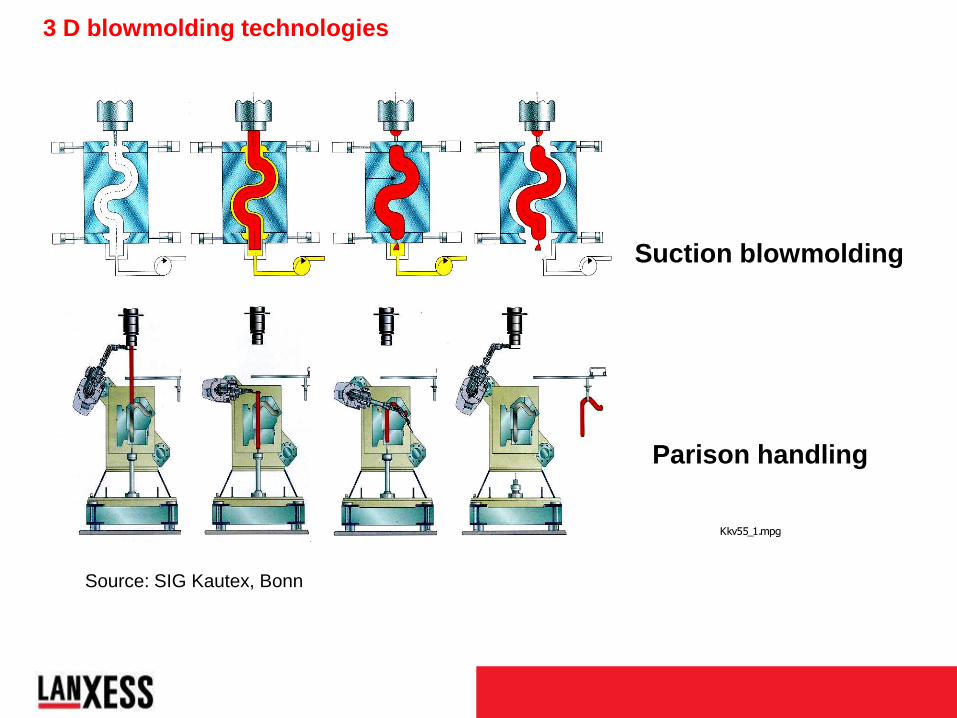
3 D blowmolding technologies
Suction blowmolding
Parison handling
Source: SIG Kautex, Bonn
Kkv55_1.mpg

Table of Contents
1. LANXESS Introduction
2. Reducing Weight and Costs:
1. Metal Replacement through Durethan® & Pocan® High Modulus
2. Introduction to Hybrid Technology
3. Structural Composite Solutions
3. Increasing Fuel Efficiency and Decrease Emissions:
1. Engine Trends
2. New Blow-moldable Materials for Modern Cars and 2-Wheelers
4. New Developments in the Area of CAE Technologies

Polyamide melt strength
0
20
40
60
80
100
120
140
160
0 20 40 60 80 100
Theoretical Lenght [cm]
Eff
ecti
ve L
en
gh
t [c
m]
Linear Standard-PA6 Durethan B40 E
Durethan® BKV315 Z
10 15
20
25
30 sec

Durethan® blow molding product portfolio for hard and super-soft ducts
230
980
350
1300
750
2700
2500
5400
4000
7400
3500
6300
5300
8500
0
1000
2000
3000
4000
5000
6000
7000
8000
Te
ns
ile
Mo
du
lus
[M
Pa
]
BC 700
HTS
DP BC 600
HTS
DP BC 500 BKV 315 Z TP 140-
008
DP
2240/15
AKV 325
ISO 1110 d.a.m

Regulations - Reduction of Emission and Permeation
EPA 40 CFR (USA 2010)
Exhaust emission limit value HC+NOx 0,8g/km and CO 12g/km (since 2010)
(exhaust gas components: hydrocarbon, nitrogen oxide, carbon monoxide)
Permeation <1.5g/m²/day (tanks)
- Preconditioning (20 weeks)
- Baseline permeation test (2-4 weeks)
- Pressure cycling (10000x0.5-2psi) / UV Exposure (24W/m² - 15h/d for 30days) / Slosh testing (shaker 1 million cycles)
- Fuel soak (similar to preconditioning)
- Final permeation test (like Baseline test)
New emission requirements on fuel and lubricant tanks of small engines USA: EPA
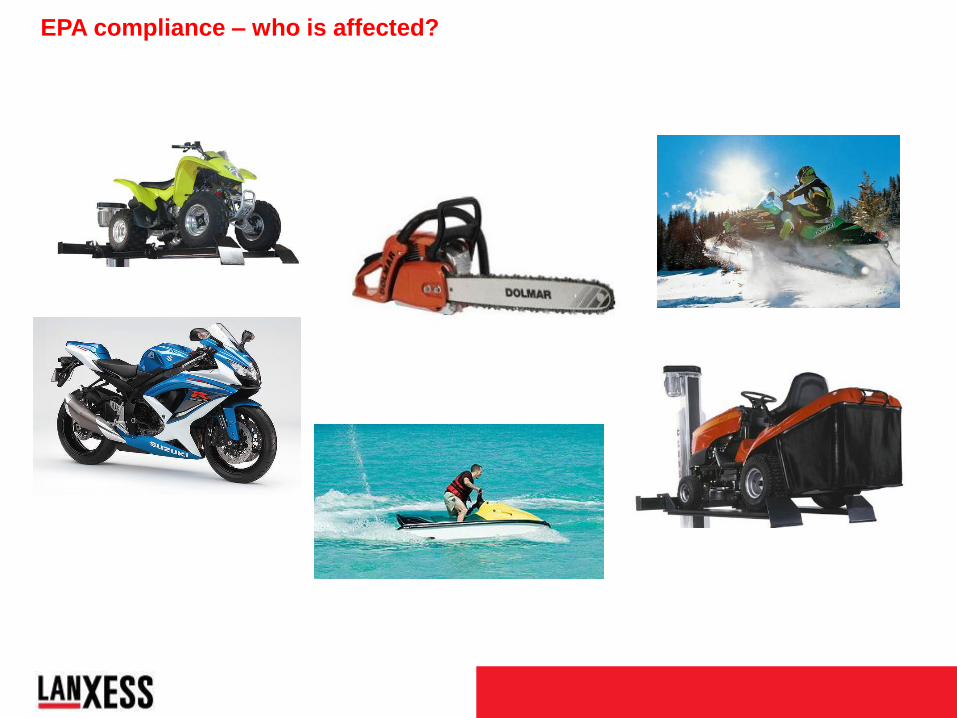
EPA compliance – who is affected?
Regulations - Reduction of Emission and Permeation
97/24/EG ECE Accreditation (Economic Commission for Europe - 1997)
- Permeation test (similar to EPA, but 20g/24h)
- Impact test (tank at -30°C)
- Pressure test (0.3bar for 5h)
- Fire test (0.64mm/sec)
- Temperature testing (Tank 1h at 70°C – deformation, Leakage)
New emission requirements on fuel and lubricant tanks of small engines Europe

Regulations - Reduction of Emission and Permeation
SAE J1241 (Society of Automotive Engineers ) „guideline“ (1999)
- Leakage test at low temperature (-20°C)
- Leakage test at high temperature (60°C)
- Internal pressure test (150% of pressure relief set point or at least 0,35bar)
- Pressure relief test (150% or 0,35bar)
- Cap leakage test (filled rotating tank)
- Outdoor exposure test (1year, angel 45°, Arizona desert or equivalent)
- Impact test (aged tanks at -20°C and 60°C)
- Longitudinal deceleration test (simulation of frontal impacts)
- Lateral impact (pendulum)
New emission „guideline“ on fuel and lubricant tanks of small engines USA: SAE
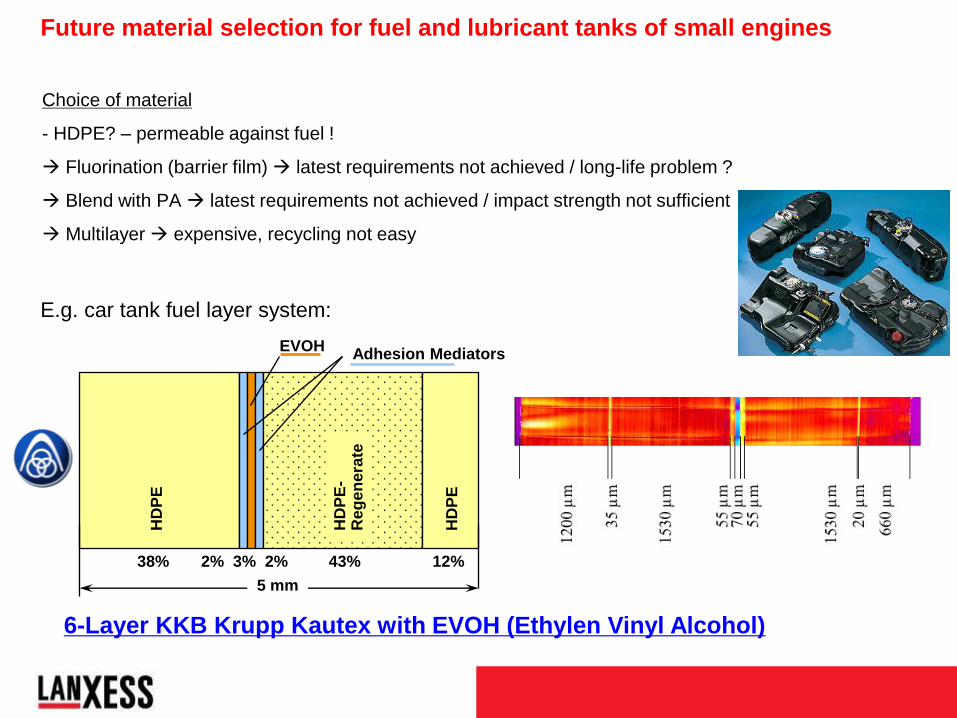
Choice of material
- HDPE? – permeable against fuel !
Fluorination (barrier film) latest requirements not achieved / long-life problem ?
Blend with PA latest requirements not achieved / impact strength not sufficient
Multilayer expensive, recycling not easy
6-Layer KKB Krupp Kautex with EVOH (Ethylen Vinyl Alcohol)
HD
PE
HD
PE
HD
PE
- R
eg
en
era
te EVOH
Adhesion Mediators
5 mm
38% 43% 12% 3% 2% 2%
Future material selection for fuel and lubricant tanks of small engines
E.g. car tank fuel layer system:
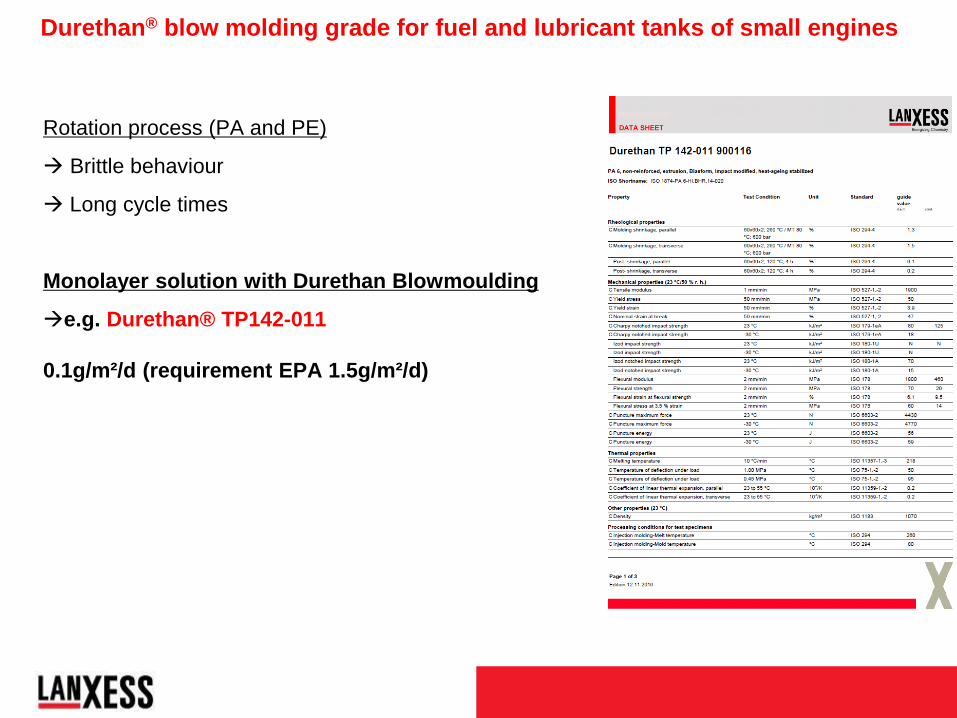
Rotation process (PA and PE)
Brittle behaviour
Long cycle times
Monolayer solution with Durethan Blowmoulding
e.g. Durethan® TP142-011 =
0.1g/m²/d (requirement EPA 1.5g/m²/d)
Durethan® blow molding grade for fuel and lubricant tanks of small engines

Durethan® TP142-011 = 0,1g/m²/d
Currently running since 18.01.2011 until 29.3.2011
Final permeation test - Takes 2 weeks – final result expected 19.4.2011
After this test additional dimension test
Durethan® blow molding grade for fuel and lubricant tanks of small engines

Table of Contents
1. LANXESS Introduction
2. Reducing Weight and Costs:
1. Metal Replacement through Durethan® & Pocan® High Modulus
2. Introduction to Hybrid Technology
3. Structural Composite Solutions
3. Increasing Fuel Efficiency and Decrease Emissions:
1. Engine Trends
2. New Blow-moldable Materials for Modern Cars and 2-Wheelers
4. New Developments in the Area of CAE Technologies
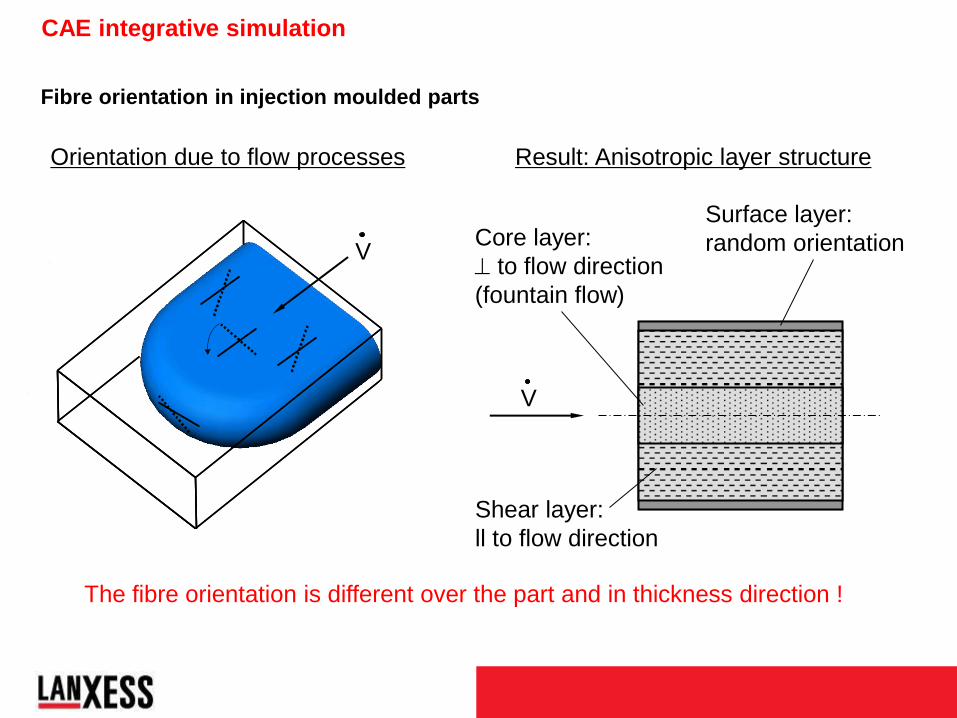
CAE integrative simulation
Surface layer:
random orientation
Shear layer:
ll to flow direction
Core layer:
to flow direction
(fountain flow)
Orientation due to flow processes Result: Anisotropic layer structure
V
V
The fibre orientation is different over the part and in thickness direction !
Fibre orientation in injection moulded parts

0
200
400
600
800
1000
1200
1400
1600
1800
0 0.5 1 1.5 2
Displacement (at clamp) [mm]
Fo
rce
[N
]
Parallel to flow Perpendicular to flow
Dependence of material properties on fibre orientation
• Durethan BKV35 (1 % cond.)
• EMI-Specimen: t = 2 mm
• T = 23 °C / v = 0.35 mm/min
There is no global
and universally valid
scaling factor for the
determination of
isotropic properties !
0.5 1.5
Tensile test parallel and perpendicular to fibre orientation

Linking process simulation and structural analysis
Process simulation
Fibre orientation Shrinkage
Local directions
Stiffness
Thermal expansion Stresses/Warpage
Strength
Structural analysis
Integrative
Simulation

Example: oil pan thermal expansion 23°C=>75°C.
0
10
20
30
40
50
60
70
6 - 8 5 - 9 4 - 10 1 - 3 1 - 8 2 - 7 3 - 6
Measuring points
CT
E [1
E-6
]
Measurement Anisotropic 2,5D Isotropic 2,5D
Integrative Simulation

Boundary conditions: Fixation
Design space: Within this
space (volume) material
can be placed or displaced
Load F
Load F
• After the automatic iterative optimization process, material
is placed in areas contributing to the part„s stiffness
„Mathematical Bridge“
Cambridge, GB
Topology optimization
Best possible structural design

Prototype
Initial sheet design
Customer requirements
Preliminary design
Too heavy
Producability
Over-engineered
Steel: 506g
Plastic: 302g
Optimized PMH
design fulfilling
specs
Steel: 506g
Plastic: 202g
Optimisation
• Stiffness
• Moldability
• 100 g weight
saving
Topology optimization

Summary
• The amount of polymers (and Polyamide in particular) in automotive will continue to rise due to
the increasing demand for lightweight structures.
• High modulus thermoplastics are required for further metal substitutions.
• Composite sheets are a promising solution for high performance structural components not only
in automotive. First mass-produced applications have been launched.
• More efficient engine concepts lead to demand for plastics in new and growing applications,
especially in the area of blow molded articles (and in the electrification of cars).
• Upcoming regulations for small engine fuel and lubrication tanks require a change to different
materials.
• New CAE methods will also in future help to reduce development times and costs and will allow
to further advance design concepts.
Thank you for your attention.
Thomas Babl
Phone: +852 3526 8844