Embed Size (px)
DESCRIPTION
a
Citation preview

Usulan Penerapan Metode (Khaedir dan Wawan) Jurnal Teknik Industri ISSN: 1411-6340 225
USULAN PENERAPAN METODE SIX SIGMA UNTUK MENGURANGI TINGKAT KECACATAN PADA PROSES
PRODUKSI PIPA API 14 INCH DI PT BAKRIE PIPE INDUST RIES
Khaedir dan Wawan Kurniawan Laboratorium Rekayasa kualitas, Jurusan Teknik Industri, FTI, Universitas Trisakti
Email: [email protected], [email protected]
ABSTRACT
PT. Bakrie Pipe Industries is a company engaged in the production of steel pipe. Pipe - steel pipe produced by PT. Bakrie Pipe Industries is used for a variety of needs such as: pipes for oil and gas , for the installation of water pipes, pipes for construction purposes, and for other purposes. PT. Bakrie Pipe Industries always maintain the quality of the resulting production and efforts to minimize the failure existing production of the company's. Therefore, Do research using the six sigma method with methodology DMAIC (Define, Measure, Analyze, Improve, and Contorol) expected by using this method can minimize the defects and also improve the speed of production.In the define stage, the selection of products to research the specs API steel pipe with 14-inch size that has defects percentage of 5.25% and therefore this product the focus of research.Furthermore the Measure stage is measurement sigma level company, the results of these measurements show the value of 26,285 DPMO with sigma level was 3.44 sigma that indicates that value still far from the target of 6 sigma.The next stage is a Analayze stage to analyze the causes of production failure that occurred in production, using Ishikawa diagram and FMEA tables.Then the Improve stage is giving suggestions for improvement and suggestions given for companay with: the application of methods of DOE (Design Of Experiments) with factorial 21 to find the optimal distance in screw machine, giving proposed a tool is Roll Waterpass and application form monitoring for the surveillance for removing the beads process. After do some implementations gained increasing value 21,662 DPMO and sigma value of 3.52 sigma.
Keywords: Six Sigma, DMAIC , FMEA (Failure Mode and Effect Analysis)
1. PENDAHULUAN
1.1. Latar belakang
PT. Bakrie Pipe Industries adalah perusahaan manufaktur yang bergerak dalam memproduksi pipa baja. PT. Bakrie Pipe Industries memproduksi berbagai macam jenis produk pipa baja untuk berbagai kebutuhan. Dari pipa baja untuk keperluan konstruksi hingga pipa baja untuk keperluan industri oil and gas. Perusahaan ini juga mengekspor produk – produknya hingga ke berbagai negara luar seperti Kanada, USA, Kuwait, Australia, Singapura, dan Thailand.
Untuk menghasilkan kualitas yang baik, PT. Bakrie Pipe Industries harus dapat mengurangi besarnya produk cacat yang dihasilkan oleh perusahaan. Dalam hal ini, PT. Bakrie Pipe Industries mengurangi produk cacat pada plant KT-24 yang menghasilkan produk pipa dengan tipe
API(American Petroleum Institute). Pada plant KT-24 menghasilkan produk – produk pipa baja dari 8 5/8 inci sampai 24 inci.
Perbaikan yang dilakukan PT. Bakrie Pipe Industries merupakan upaya untuk memuaskan konsumen dengan menghasilkan produk sesuai dengan permintaan dari konsumen dan dalam jangka waktu yang lebih singkat dengan hasil produksi terbaik. Untuk memperbaiki kualitas ini, oleh sebab itu digunakannya pendekatan metode six sigma dengan fase DMAIC (Define, Measure, Analyze, Improve, Control).
Jumlah produksi pada plant KT-24 ini merupakan kapasitas produksi terbesar daripada plant – plant yang lainnya, sehingga diperlukan perhatian lebih khusus pada plant ini. Berdasarkan data – data historis yang dimiliki oleh plant KT-24 pada tahun 2012, plant KT-24 produksi pipa – pipa ukuran 14
Usulan Penerapan Metode (Khaedir dan Wawan) Jurnal Teknik Industri ISSN: 1411-6340 226
Order Produk Jumlah Produksi
(batang) Cacat
(batang) Persentase Cacat (%)
Order 1 (Januari-Februari)
5023 180 3.58
Order 2 (Maret-April)
4159 292 7.02
Order 3 (Mei - Juni) 5157 225 4.36
inci dengan tipe API (American Petroleum Institute) yang banyak dan dari produksi pipa – pipa ukuran 14 inci tipe API (American Petroleum Institute) tersebut memiliki persentase cacat yang tinggi. Sehingga diperlukan penelitian untuk memecahkan masalah yang ada pada proses produksi produk pipa baja tersebut. Dapat dilihat dari tabel 1dimana pada produk yang dihasilkan masih terdapat tingkat cacat yang cukup tinggi.
Tabel 1. Data cacat produk pipa 14 inci tahun 2012.
Sumber: PT.Bakrie Pipe Industries
Dari tabel 1.1 persetase cacat yang terdapat pada plant KT-24 dengan produksi pipa baja API dengan ukuran 14 inci dapat terlihat masih adanya produk cacat yang dihasilkan pada setiap order untuk produksi pipa baja tersebut. Sehingga dibutuhkan penelitian yang lebih mendalam untuk meyimpulkan kegagalan dalam proses produksi tersebut, sehingga dapat mememecahkan permasalahan pada PT. Bakrie Pipe Industries.
1.2. Tujuan Penelitian
Tujuan dari penelitian tugas akhir ini adalah :
1. Mengidentifikasi dan menganalisa permasalahan yang timbul dalam memproduksi pipa baja.
2. Menghitung nilai DPMO (Deffect per Million Oportunities) dan tingkat sigma perusahaan.
3. Menganalisis permasalahan yang berkaitan dengan kualitas dan menentukan penyebabnya.
4. Memberikan usulan perbaikan dan melakukan implementasi terhadap usulan yang diberikan sehingga dapat meminimasi tingkat kecacatan pada proses produksi.
2. TINJAUAN PUSTAKA
2.1. Kualitas
Karakteristik lingkungan dunia usaha saat ini ditandai oleh perkembangan yang cepat di segala bidang yang menuntut kepiawaian manajemen dalam mengantisipasi setiap perubahan yang terjadi dalam aktivitas ekonomi. Dalam kondisi seperti ini, hanya produk dan jasa yang berkualitas yang akan memenangkan persaingan dan mempetahankan posisinya di pasar.
Banyak ahli yang mendefinisikan kualitas yang secara garis besar orientasinya adalah kepuasan pelanggan yang merupakan tujuan perusahaan atau organisasi yang berorientasi pada kualitas. Dari beberapa defini yang terdahulu, dapat katakan bahwa secara garis besar, kualitas adalah keseluruhan ciri atau karakteristik produk atau jasa dalam tujuannya untuk memenuhi kebutuhan dan harapan pelanggan. (Ariani, 2004, hal.5).
2.2. Six sigma
Sigma (σ ) adalah sebuah abjad Yunani yang menotasikan standar deviasi suatu proses. Standar deviasi mengukur variasi atau jumlah sebaran suatu rata-rata proses. Sigma merupakan unit pengukuran statistikal yang mendeskripsikan distribusi tentang nilai rata-rata (mean) dari setiap proses atau prosedur.
Sigma disefiniskan sebagai metode meningkatkan proses bisnis yang bertujuan menemukan dan mengurangi faktor – faktor penyebab kecacatan dan kesalahan, mengurangi waktu siklus dan biaya operasi, meningkatkan produktivitas, memenuhi kebutuhan pelanggan dengan lebih baik, mencapai tingkat pendayagunaan aset yang lebih tinggi, serta mendapatkan hasil atas investasi yang lebih baik dari segi produksi maupun pelayanan (Evans, 2007)
Tingkat kualitas sigma memberikan indikator seberapa sering abnormalitas terjadi. Artinya semakin tinggi kualitas sigma mengindikasikan proses semakin sedikit menghasilkan produk cacat. Six Sigma adalah upaya terus menerus (continuous improvement efforts) untuk menurunkan variasi dari proses, agar meningkatkan kapabilitas proses dalam menghasilkan produk (barang dan/jasa) yang bebas
Usulan Penerapan Metode (Khaedir dan Wawan) Jurnal Teknik Industri ISSN: 1411-6340 227
kesalahan (zero defects target minimum 3,4 Defects Per Million Opportunities atau DPMO) dan untuk memberikan nilai kepada pelanggan (customer value).
Tujuan Six Sigma adalah membantu orang dan proses guna memiliki aspirasi yang tinggi untuk mengirimkan produk dan layanan yang bebas cacat. Istilah zero defect tidak berlaku disini; six sigma menyadari bahwa dalam proses yang berjalan baik ataupun dalam produk yang dibuat dengan baik. Namun pada kinerja 99,9997 persen, six sigma menetapkan sebuah target kinerja dimana cacat dalam banyak proses dan produk menjadi hampir tidak ada. (Pande & Larry, 2003).
Untuk melakukan proses six sigma diperlukan metodologi dalam melakukannya, metedologi ini merupakan pendekatan menyeluruh unutk menyelesaikan masalah dan peningkatan proses melalui fase DMAIC (Define, Measure, Analyze, Improve, dan Control). (Pande, 2006).
1. Menentukan Masalah (define)
Define merupakan langkah awal dalam metodologi DMAIC, Langkah ini adalah langkah operasional awal dalam program peningkatan kualitas six sigma. Pada tahap define ada 2 hal yang perlu dilakukan yaitu:
• Mendefinisikan proses inti perusahan Proses inti adalah suatu rantai
tugas, biasanya mencakup berbagai departemen atau fungsi yang mengirimkan nilai (produk, jasa, dukungan, informasi) kepada para pelanggan eksternal. Dalam hal pemilihan tema Six Sigma pertama-tama yang dilakukan adalah mempertimbangkan dan menjelaskan tujuan dari suatu proses inti akan dievaluasi. (Peter S. Pende, 2000)
• Mendefinisikan kebutuhan spesifik
kebutuhan pelanggan Langkah selanjutnya adalah
mengidentifikasi pemain paling penting didalam semua proses, yakni pelanggan, pelanggan bisa internal maupun eksternal adalah tugas untuk menentukan dengan baik apa yang diinginkan pelanggan eksternal.
Pekerjaan ini membuat suara pelanggan voice of customer (VOC) menjadi hal yang menantang. Dalam hal mendefinisikan kebutuhan spesifik dari pelanggan adalah memahami dan membedakan diantara dua kategori persayaratan kritis, yaitu persyaratan output dan persyartan pelayanan. (Peter S. Pende, 2000)
2. Mengukur (measure)
Tahap ini adalah tahap untuk memvalidasi permasalahan, mengukur/menganalisis permasalahan dari data yang ada.. Pada tahap ini dilakukan pengumpulan data-data yang mendukung proses yang menjadi fokus permasalahan.
3. Menganalisa (analyze)
Tahap ketiga dalam DMAIC adalahh Analyze, dimana pada tahap ini dilakukan analisa hubungan sebab-akibat berbagai faktor yang dipelajari untuk mengetahui faktor-faktor dominan yang perlu dikendalikan.
4. Memperbaiki (Improve)
Pada tahap ini dirancang solusi dalam melakukan pengendalian dan peningkatan kualitas dengan Six Sigma pada layanan yang paling kritis itu berupa usulan perbaikan kualitas bagi setiap CTQ potensial sehingga diharapkan dapat meningkatkan performansi kualitas layanan tersebut dengan meningkatnya nilai DPMO dan tingkat kapabilitas Sigma.
5. Kontrol ( Control) Pada tahap ini akan dibuat lembar
control yang digunakan untuk mengendalikan proses atau layanan pada saat implementasi sehingga dapat tercapai target Six Sigma
2.3. Perhitungan DPMO dan tingkat sigma
Konsep Six Sigma mendefinisikan ulang pengertian kinerja kualitas sebagai tingkat cacat per juta kemungkinan (defects per million opportunities). Penerapan DPMO memungkinkan kita untuk mendefinisikan kualitas secara lebih luas.
Usulan Penerapan Metode (Khaedir dan Wawan) Jurnal Teknik Industri ISSN: 1411-6340 228
Perhitungan DPMO dan Tingkat Sigma untuk data atribut dapat dihitung dengan mengikuti langkah-langkah berikut ini.
1. Unit (U) adalah jumlah produk yang diperiksa dalam inspeksi.
2. Opportunities (OP) adalah karakteristik yang kritis bagi kualitas yang berpotensi untuk menjadi cacat.
3. Defect (D) adalah jumlah kecacatan yang terjadi dalam produksi.
4. Defect per Unit (DPU) adalah ukuran ini merefleksikan jumlah rata-rata dari defect, semua jenis, terhadap jumlah total unit dari unit yang dijadikan sampel.
DPU = �
� ……….........(1)
5. Defect per Opportunities (DPO) menunjukkan proporsi defect atas jumlah total peluang dalam sebuah kelompok.
DPO = �
�� �� ……..….(2)
6. Defect per Million Opportunities (DPMO)
DPMO = DPO x 1000000…..(3)
7. Tingkat Sigma
Setelah menghitung DPMO maka dapat dihitung pula tingkat sigma dengan mengkonversi nilai DPMO dengan menggunakan tabel konversi Six Sigma. Berikut ini merupakan tabel hubungan tingkat sigma dan DPMO :
Tabel 2 Hubungan Sigma Dan DPMO
Sigma Parts per Million
6 Sigma 3,4 defects per million
5 Sigma 233 defects per million
4 Sigma 6.210 defects per million
3 Sigma 66.807 defects per million
2 Sigma 308.537 defects per million
1 Sigma 690.000 defects per million
(Sumber : Pande, Peter. 2000)
Selanjutnya dilakukan perhitungan tingkat sigma dengan mengkonversikan nilai DPMO menggunakan tabel konversi Six Sigma untuk mengetahui proses brada pada tingkat sigma berapa. Selain itu, perhitungan tingkat sigma dapat dengan mudah dihitung dihitung dengan menggunakan Microsoft Excel. (Evan&Lindsay,2007,hal.46)
=NORMSINV(1- DPMO/1.000.000) + shift …(4)
dimana : shift adalah angka pergeseran dari titik tengah (target) yaitu sebesar 1,5.
3. METODOLOGI PENELITIAN
Metodologi penelitian merupakan suatu kerangka berpikir yang terdiri dari tahapan-tahapan penelitian yang harus dilakukan sebelum melakukan pemecahan masalah. Metodologi penelitian dapat menjadi pedoman dalam melakukan penelitian sehingga terdapat tahapan yang sistematis dan teratur sehingga dapat membantu dalam melakukan penelitian dengan lebih terarah dan tidak menyimpang dari tujuan yang ingin dicapai.
Dimulai dengan penelitian pendahuluan dimana dalam penelitian pendahuluan tersebut terdapat wawancara kepada pihak pabrik selain wawancara dan juga melalukan brainstorming kepada plant enginnering serta melakukan pengamtan secara langsung ke lantai produksi. Setelah melakukan penelitian terlebih dahulu selanjutnya dapat mengidentifikasi permasalahan yang ada pada pabrik PT. Bakrie Pipe Industries yaitu tingginya persentase cacat pada produksi pipa baja API ukuran 14 inci. Lalu dimasukkan studi pustaka/ literatur tertentu unutuk mengidentifikasi masalah tersebut.
Setelah mengetahui permasalahan yang ada pada pabrik selanjutnya membuat tujuan untuk penelitian lebih lanjut terhadap penelitian tersebut. Yaitu mengidentifikasi serta menganalisa permasalah yang terjadi pada proses produksi pipa ukuran 14 inci, memberikan usulan perbaikan terhadap proses produksi unutk meminimasi persentase cacat pada proses produksi, melakukan implemantasi terhdap usulan
Usulan Penerapan Metode (Khaedir dan Wawan) Jurnal Teknik Industri ISSN: 1411-6340 229
perbaikan serta evaluasi terhadap implemnetasi yang dilakukan.
Penggumpulan data – data yang digunakan dalam penelitian adalah data umum perusahaan, data manufaktur perusahaan, data manajemen perusahaan, data jumlah produksi, data jenis cacat produksi, dan data jumlah cacat produksi. Setalah data – data tersebut didapatkan maka selanjutnya data – data tersebut diolah sesuai dengan metode – metode literatur tertentu serta menganalisa pengolahan tersebut. Selanjutnya memberikan usulan perbaikan dan implementasi dari hasil pengolah data yang telah dilakukan. Selanjunya adalah tahap terakhir yaitu memberikan kesimpulan dan saran untuk kemajuan unutk perusahaan.
4. HASIL DAN PEMBAHASAN Metode six sigma adalah dengan
menggunakan tahapan – tahapan sebagai berikut: define – measure – analyze – improve – control (DMAIC)
4.1. Define
Define adalah tahapan pertama dalam six sigma dimana tahapan ini merupakan identifikasi produk dan penetuan masalah yang ada pada PT. bakrie Pipe Industries, prosesnya antara lain adalah:
1. Pemilihan proyek yang akan dilakukan menjadi fokus penelitan dari 5 plant yang ada pada PT. Bakrie Pipe Industries adalah plant KT 24.
2. Pemilihan produk yang menjadi pengangan masalah yang menjadi fokus penelitian adalah Pipa Baja dengan spec API (american Petrolueum Institute) diameter 14 inci.
3. Mengidentifikasi kebutuhan pelanggan (voice of costumer) sehingga mengetahui keinginan dari kosumen.
4. Menyusun project charter declaration untuk menjelaskan suatu proyek yang meliputi penyataan masalah, tujuan, keuntungan, batasan, asumsi, ruang lingkup proyek, anggota proyek, dan rencana proyek tersebut.
5. Membuat diagram SIPOC (Supplier – input – process – output – costumer) yang memberikan penjelasan mengenai
proses produksi dari produk pipa baja API 14 inci tersebut.
6. Membuat diagram alir proses yang berguna untuk mengidentifikasi dalam setiap langkah – langkah dalm proses produksi, dari proses datang bahan baku hingga barang setengah jadi hingga menjadi produk jadi.
7. Membuat rencana kualitas yang merupakan suatu dokumentasi proses, perencanaan, penetuan kapan sebuah aktivitas yang berhubungan dengan kualitas dari penerimaan bahan baku hingga penyimpanan produk jadi dilakukan oleh siapa pada sebuah sikuls dengan cara, urutan, dan metode tertentu untuk mencapai tujuan yang diharapkan
4.2. Measure
Pada tahapan ini merupakan tahapan pengukuran kinerja kinerja perusahaan yang berasal dari data pengamatan yang diperoleh dari perusahaan. Tujuan dari tahapan measure ini yaitu mengukur kualitas produk yang dihasilkan dan proses yang terjadi sebelum dilakukan perbaikan terhadap produk.
4.2.1. Identifikasi CTQ ( Critical To Quality)
Beberapa jenis karakteristik kecacatan yang sering terjadi pada proses produksi pipa Baja API diameter 14 inci adalah: • Outer merupakan jenis kecacatan yang
terjadi setelah proses welding dimana pada pada proses Bead Removing mata pisau tidak memootong hasil pengelasan dengan baik sehingga diperlukan rework atau reject pada produk pada bagian luar pipa tersebut.
• Inner merupakan jenis kecacatan yang hampir sama dengan outer dimana proses bead removing tidak berjalan baik sehingga masih terdapat bekas lasan pada pipa bagian dalam.
• RM (Raw Mark) merupakan jenis kecacatan yang menyebabkan terdapat bekas pada pipa yang berupa goresan – goresan yang berasal dari proses forming dimana roll forming tidak pas peletakannya sehingga meninggal bekas goresan pada pipa.
• Dents / Penyok merupakan jenis kecacatan yang menyebabkan penyok
Usulan Penerapan Metode (Khaedir dan Wawan) Jurnal Teknik Industri ISSN: 1411-6340 230
jumlah 97 62 17 6
Percent 53.3 34.1 9.3 3.3
Cum % 53.3 87.4 96.7 100.0
Jenis Kecacatan Dents / PenyokRaw Mark (RM)InnerOuter
200
150
100
50
0
100
80
60
40
20
0
jum
lah
Pe
rce
nt
Pareto Chart of Jenis Kecacatan
pada pipa yang diproduksi. Kecacatan ini bersalah dari proses forming dimana pipa tidak pas berada pada roll yang bergerak sehingga menyebabkan penyok pada pipa.
4.2.2. Peta Kendali Atribut
Peta Kendali yang digunakan pada proses measure ini adalah peta kendali P dan peta kendali U diman perbedaan antara peta kendali P yang berdasarkan jumlah unit produk yang cacat tertapi peta kendali U berdasarkan karakteristik dari kecacatan dari produk cacat tersebut. Yang selanjutnya kita dilakukan perhitungan apakah data tersebut stabil atau tidak, apabila tidak setabil maka dilakukan reject. Hasil perhitungan yang telah dilakukan bahwa data pada peta kendali P dan U tidak ada yang reject dan semua berada dalam batas normal.
4.2.3. Perhitungan Nilai DPMO (Defect Per Million Oppurtunies) dan Tingkat Sigma
Dari hasil perhitungan yang telah dilakukan mendapatkan hasil nilai DPMO (Defect Per Million Oppurtunies) sebesar 26.285 dan memiliki nilai sigma sebesar 3.44 sigma Dari hasil tersebut dapat disimpulkan bahwa tingkat sigma yang dihasilkan belum mencapai target yaitu 6 sigma. Untuk itu diperlukan analisa dan penelitian yang lebih lanjut untuk melakukan perbaikan proses produk pipa API diameter 14 inci sehingga dapat meningkatkan tingkat sigma perusahaan.
4.2.4. Identifikasi Jenis Cacat Dominan
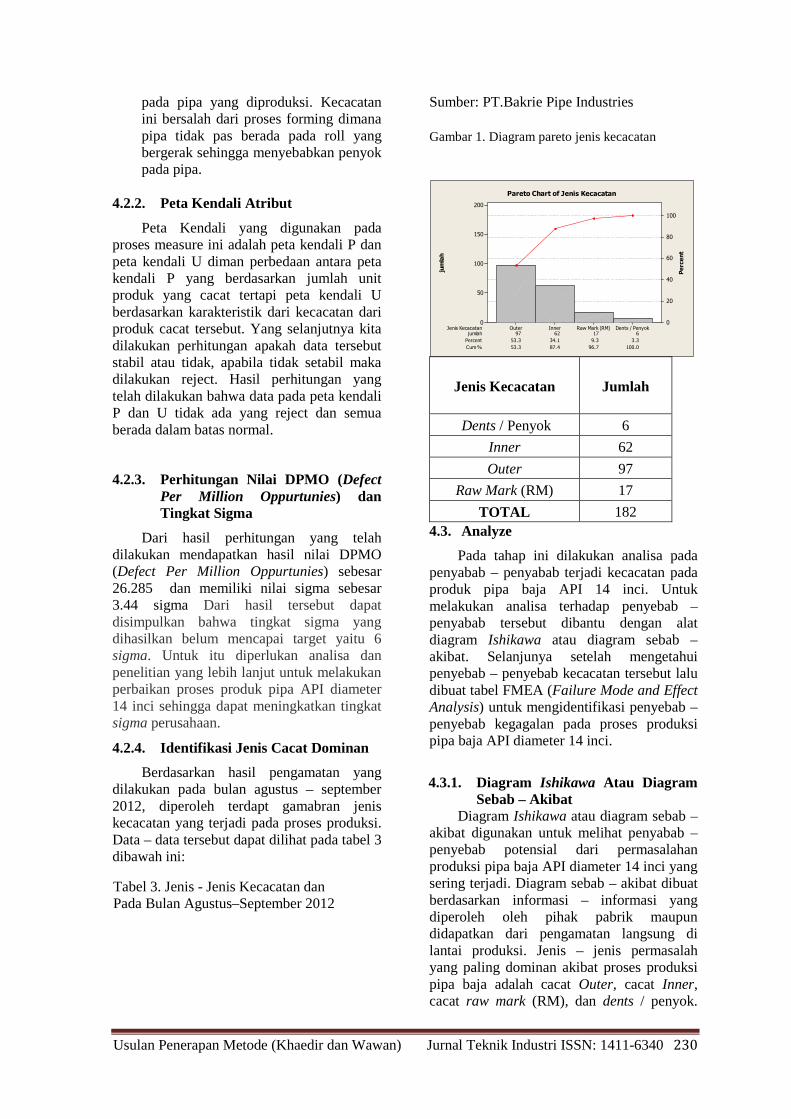
Berdasarkan hasil pengamatan yang dilakukan pada bulan agustus – september 2012, diperoleh terdapt gamabran jenis kecacatan yang terjadi pada proses produksi. Data – data tersebut dapat dilihat pada tabel 3 dibawah ini:
Tabel 3. Jenis - Jenis Kecacatan dan Pada Bulan Agustus–September 2012
Sumber: PT.Bakrie Pipe Industries Gambar 1. Diagram pareto jenis kecacatan
4.3. Analyze
Pada tahap ini dilakukan analisa pada penyabab – penyabab terjadi kecacatan pada produk pipa baja API 14 inci. Untuk melakukan analisa terhadap penyebab – penyabab tersebut dibantu dengan alat diagram Ishikawa atau diagram sebab – akibat. Selanjunya setelah mengetahui penyebab – penyebab kecacatan tersebut lalu dibuat tabel FMEA (Failure Mode and Effect Analysis) untuk mengidentifikasi penyebab – penyebab kegagalan pada proses produksi pipa baja API diameter 14 inci.
4.3.1. Diagram Ishikawa Atau Diagram Sebab – Akibat
Diagram Ishikawa atau diagram sebab – akibat digunakan untuk melihat penyabab – penyebab potensial dari permasalahan produksi pipa baja API diameter 14 inci yang sering terjadi. Diagram sebab – akibat dibuat berdasarkan informasi – informasi yang diperoleh oleh pihak pabrik maupun didapatkan dari pengamatan langsung di lantai produksi. Jenis – jenis permasalah yang paling dominan akibat proses produksi pipa baja adalah cacat Outer, cacat Inner, cacat raw mark (RM), dan dents / penyok.
Jenis Kecacatan Jumlah
Dents / Penyok 6
Inner 62
Outer 97
Raw Mark (RM) 17
TOTAL 182
Usulan Penerapan Metode (Khaedir dan Wawan) Jurnal Teknik Industri ISSN: 1411-6340 231
Jarak Screw Machine
(mm)
Cacat Outer Pengamatan tiap 1 coil Total
Rata rata
1 2 3 4 5 36 4 5 6 5 6 26 5,2 37 3 2 4 3 4 16 3,2 38 5 5 7 6 6 29 5,8 39 7 6 5 7 8 33 6,6
Total 104 5,2
Jarak Screw Machine
(mm)
Cacat Outer Pengamatan tiap 1
coil
1 2 3 4 5
36 4 5 6 5 6
37 3 2 4 3 4
38 5 5 7 6 6
39 7 6 5 7 8
Source of Variation Sum of
Square (SS)
Degrees of Freedom
(dof)
Mean Squares
(MS) F0 P value
F tabel
Jarak Screw Machine 21,8 3 7,266
4,968 0,000 3,24 Error 23,4 16 1,4625
Total 45,2 19
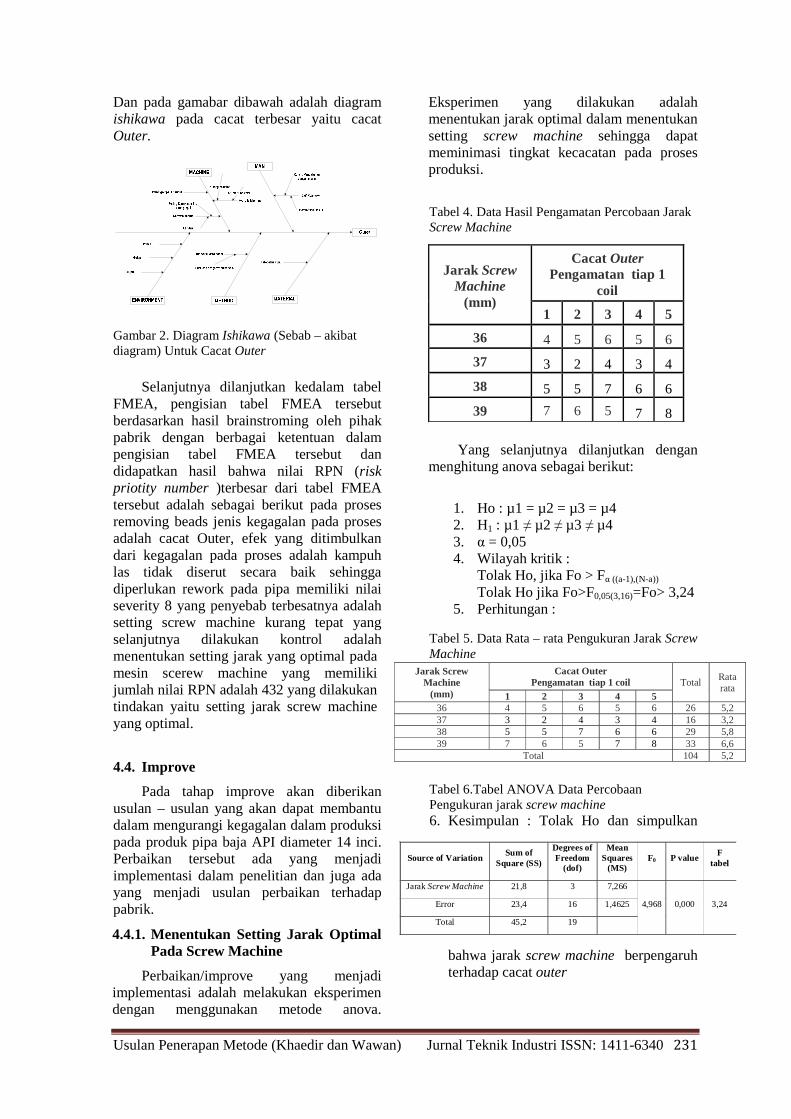
Dan pada gamabar dibawah adalah diagram ishikawa pada cacat terbesar yaitu cacat Outer.
Gambar 2. Diagram Ishikawa (Sebab – akibat diagram) Untuk Cacat Outer Selanjutnya dilanjutkan kedalam tabel FMEA, pengisian tabel FMEA tersebut berdasarkan hasil brainstroming oleh pihak pabrik dengan berbagai ketentuan dalam pengisian tabel FMEA tersebut dan didapatkan hasil bahwa nilai RPN (risk priotity number )terbesar dari tabel FMEA tersebut adalah sebagai berikut pada proses removing beads jenis kegagalan pada proses adalah cacat Outer, efek yang ditimbulkan dari kegagalan pada proses adalah kampuh las tidak diserut secara baik sehingga diperlukan rework pada pipa memiliki nilai severity 8 yang penyebab terbesatnya adalah setting screw machine kurang tepat yang selanjutnya dilakukan kontrol adalah menentukan setting jarak yang optimal pada mesin scerew machine yang memiliki jumlah nilai RPN adalah 432 yang dilakukan tindakan yaitu setting jarak screw machine yang optimal.
4.4. Improve
Pada tahap improve akan diberikan usulan – usulan yang akan dapat membantu dalam mengurangi kegagalan dalam produksi pada produk pipa baja API diameter 14 inci. Perbaikan tersebut ada yang menjadi implementasi dalam penelitian dan juga ada yang menjadi usulan perbaikan terhadap pabrik.
4.4.1. Menentukan Setting Jarak Optimal Pada Screw Machine
Perbaikan/improve yang menjadi implementasi adalah melakukan eksperimen dengan menggunakan metode anova.
Eksperimen yang dilakukan adalah menentukan jarak optimal dalam menentukan setting screw machine sehingga dapat meminimasi tingkat kecacatan pada proses produksi.
Tabel 4. Data Hasil Pengamatan Percobaan Jarak Screw Machine
Yang selanjutnya dilanjutkan dengan menghitung anova sebagai berikut:
1. Ho : µ1 = µ2 = µ3 = µ4 2. H1 : µ1 ≠ µ2 ≠ µ3 ≠ µ4 3. α = 0,05 4. Wilayah kritik :
Tolak Ho, jika Fo > Fα ((a-1),(N-a))
Tolak Ho jika Fo>F0,05(3,16)=Fo> 3,24 5. Perhitungan :
Tabel 5. Data Rata – rata Pengukuran Jarak Screw Machine
Tabel 6.Tabel ANOVA Data Percobaan Pengukuran jarak screw machine 6. Kesimpulan : Tolak Ho dan simpulkan
bahwa jarak screw machine berpengaruh terhadap cacat outer
Usulan Penerapan Metode (Khaedir dan Wawan) Jurnal Teknik Industri ISSN: 1411-6340 232
Parameter Sebelum
Implementasi
Sesudah
Implementasi
Nilai DPMO 26285 21662
Tingkat sigma 3,44 3,52
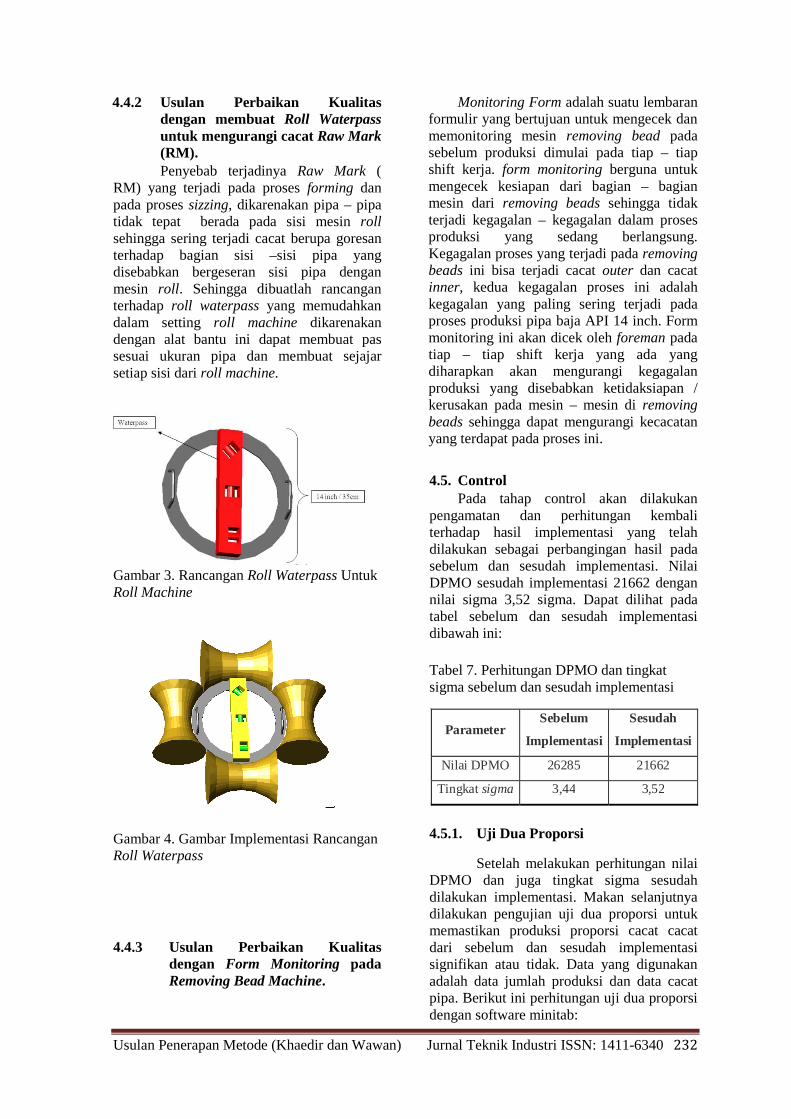
4.4.2 Usulan Perbaikan Kualitas dengan membuat Roll Waterpass untuk mengurangi cacat Raw Mark (RM). Penyebab terjadinya Raw Mark (
RM) yang terjadi pada proses forming dan pada proses sizzing, dikarenakan pipa – pipa tidak tepat berada pada sisi mesin roll sehingga sering terjadi cacat berupa goresan terhadap bagian sisi –sisi pipa yang disebabkan bergeseran sisi pipa dengan mesin roll . Sehingga dibuatlah rancangan terhadap roll waterpass yang memudahkan dalam setting roll machine dikarenakan dengan alat bantu ini dapat membuat pas sesuai ukuran pipa dan membuat sejajar setiap sisi dari roll machine.
Gambar 3. Rancangan Roll Waterpass Untuk Roll Machine
Gambar 4. Gambar Implementasi Rancangan Roll Waterpass
4.4.3 Usulan Perbaikan Kualitas
dengan Form Monitoring pada Removing Bead Machine.
Monitoring Form adalah suatu lembaran formulir yang bertujuan untuk mengecek dan memonitoring mesin removing bead pada sebelum produksi dimulai pada tiap – tiap shift kerja. form monitoring berguna untuk mengecek kesiapan dari bagian – bagian mesin dari removing beads sehingga tidak terjadi kegagalan – kegagalan dalam proses produksi yang sedang berlangsung. Kegagalan proses yang terjadi pada removing beads ini bisa terjadi cacat outer dan cacat inner, kedua kegagalan proses ini adalah kegagalan yang paling sering terjadi pada proses produksi pipa baja API 14 inch. Form monitoring ini akan dicek oleh foreman pada tiap – tiap shift kerja yang ada yang diharapkan akan mengurangi kegagalan produksi yang disebabkan ketidaksiapan / kerusakan pada mesin – mesin di removing beads sehingga dapat mengurangi kecacatan yang terdapat pada proses ini.
4.5. Control Pada tahap control akan dilakukan pengamatan dan perhitungan kembali terhadap hasil implementasi yang telah dilakukan sebagai perbangingan hasil pada sebelum dan sesudah implementasi. Nilai DPMO sesudah implementasi 21662 dengan nilai sigma 3,52 sigma. Dapat dilihat pada tabel sebelum dan sesudah implementasi dibawah ini: Tabel 7. Perhitungan DPMO dan tingkat sigma sebelum dan sesudah implementasi
4.5.1. Uji Dua Proporsi
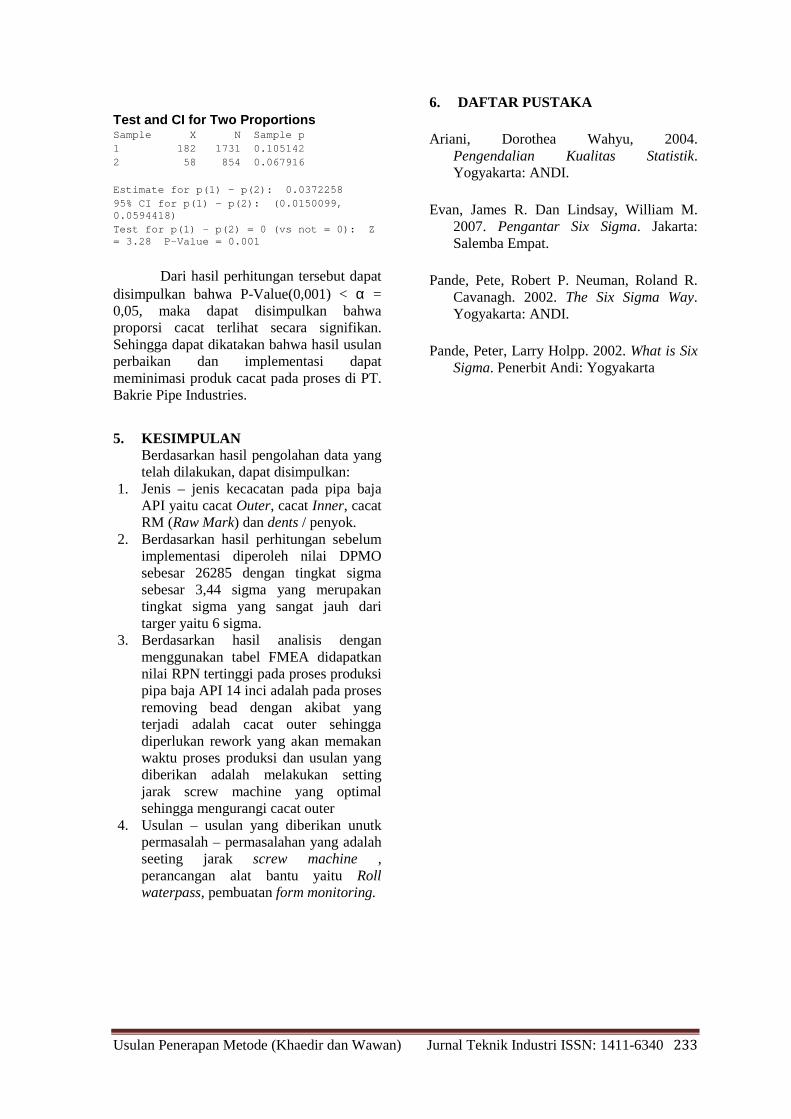
Setelah melakukan perhitungan nilai DPMO dan juga tingkat sigma sesudah dilakukan implementasi. Makan selanjutnya dilakukan pengujian uji dua proporsi untuk memastikan produksi proporsi cacat cacat dari sebelum dan sesudah implementasi signifikan atau tidak. Data yang digunakan adalah data jumlah produksi dan data cacat pipa. Berikut ini perhitungan uji dua proporsi dengan software minitab:
Usulan Penerapan Metode (Khaedir dan Wawan) Jurnal Teknik Industri ISSN: 1411-6340 233
Test and CI for Two Proportions Sample X N Sample p 1 182 1731 0.105142 2 58 854 0.067916 Estimate for p(1) - p(2): 0.0372258 95% CI for p(1) - p(2): (0.0150099, 0.0594418) Test for p(1) - p(2) = 0 (vs not = 0): Z = 3.28 P-Value = 0.001
Dari hasil perhitungan tersebut dapat
disimpulkan bahwa P-Value(0,001) < α = 0,05, maka dapat disimpulkan bahwa proporsi cacat terlihat secara signifikan. Sehingga dapat dikatakan bahwa hasil usulan perbaikan dan implementasi dapat meminimasi produk cacat pada proses di PT. Bakrie Pipe Industries.
5. KESIMPULAN Berdasarkan hasil pengolahan data yang telah dilakukan, dapat disimpulkan:
1. Jenis – jenis kecacatan pada pipa baja API yaitu cacat Outer, cacat Inner, cacat RM (Raw Mark) dan dents / penyok.
2. Berdasarkan hasil perhitungan sebelum implementasi diperoleh nilai DPMO sebesar 26285 dengan tingkat sigma sebesar 3,44 sigma yang merupakan tingkat sigma yang sangat jauh dari targer yaitu 6 sigma.
3. Berdasarkan hasil analisis dengan menggunakan tabel FMEA didapatkan nilai RPN tertinggi pada proses produksi pipa baja API 14 inci adalah pada proses removing bead dengan akibat yang terjadi adalah cacat outer sehingga diperlukan rework yang akan memakan waktu proses produksi dan usulan yang diberikan adalah melakukan setting jarak screw machine yang optimal sehingga mengurangi cacat outer
4. Usulan – usulan yang diberikan unutk permasalah – permasalahan yang adalah seeting jarak screw machine , perancangan alat bantu yaitu Roll waterpass, pembuatan form monitoring.
6. DAFTAR PUSTAKA
Ariani, Dorothea Wahyu, 2004. Pengendalian Kualitas Statistik. Yogyakarta: ANDI.
Evan, James R. Dan Lindsay, William M.
2007. Pengantar Six Sigma. Jakarta: Salemba Empat.
Pande, Pete, Robert P. Neuman, Roland R.
Cavanagh. 2002. The Six Sigma Way. Yogyakarta: ANDI.
Pande, Peter, Larry Holpp. 2002. What is Six
Sigma. Penerbit Andi: Yogyakarta





























