Embed Size (px)
Citation preview
Berufsbildung
5. Auflage – Juni 2014
Art. Nr. 2403
Modul Fertigungstechnik Grundlagen
InhaltsverzeichnisManuelle Fertigungstechnik 9Maschinelle Fertigungstechnik 41
4 © 2014 by SWISSMECHANIC
Fertigungstechnik Grundlagen
Berufsbildung
Inhaltsverzeichnis
Handwerkzeuge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Hämmer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Schraubenzieher . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Zangen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10Schraubenschlüssel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Schraubstock . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13Schraubstockarten und Zubehör . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Anreissen und Körnen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15Anreissen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Anreisswerkzeuge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15Anreisshilfsmittel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Anreissvorgang . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Arbeitsregeln . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Körnen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Körner . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Arbeitsregeln . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
Meisseln . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19Meisselarten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Schneidenwinkel am Meissel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Sägen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21Handbügelsäge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Sägezahn . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21Freischnitt von Sägeblättern . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Auswahl der Sägeblätter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22Arbeitsregeln (Handbügelsäge) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
Feilen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23Zahnform . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24Hiebart . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25Hiebzahl und Hiebnummern . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25Arbeitsregeln . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
Biegen (Umformen) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Biegeradius . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Wahl des Biegeradius . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Manuelle Fertigungstechnik
© 2014 by SWISSMECHANIC 5
Fertigungstechnik Grundlagen
Berufsbildung
Gewindeschneiden von Hand . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29Gewindebohrer (Auswahl) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Bohren des Kernloches . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29Hand-Gewindeschneidsatz . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30Arbeitsvorgehen für Innengewinde . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31Gewindeschneideisen (Filière) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Arbeitsvorbereitung (AVOR) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32Planung, Arbeitsvorbereitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32IPERKA-Methode . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
Prüfungsfragen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
6 © 2014 by SWISSMECHANIC
Fertigungstechnik Grundlagen
Berufsbildung
Grundlagen der Zerspanung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41Geometrie und Winkel der Werkzeugschneide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
Werkzeugschneide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41Kräfte und Bewegungen bei der Zerspanung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
Kräfte an der Werkzeugschneide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42Schneidenwinkel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
Zerspanen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47Spanbildung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47Spankontrolle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47Spanarten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48Spanformen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
Schneidwerkstoffe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49Schnellarbeitsstahl (High Speed Steel HSS) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49Hartmetalle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50Wendeschneidplatten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51Kühlschmierstoffe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
Einsatzgebiete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52Wartung und Unterhalt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53Entsorgung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
Schnittgeschwindigkeit und Drehzahlberechnung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55Berechnungsformel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55Drehzahltabelle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
Bohren/Senken/Reiben/Gewindeschneiden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57Bohren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
Übersicht über die verschiedenen Verfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57Bohrmaschinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
Tischbohrmaschine mit Koordinatentisch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58Tischbohrmaschine mit Variator . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58Spannen von Werkstücken . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59Schnellspannfutter und Spannzangenfutter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
Bohrwerkzeuge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61Der Spiralbohrer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61Winkel am Spiralbohrer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61Diverse Bohrwerkzeuge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
Nullpunktbestimmung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64Kantentaster (Zentrofix) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 643D-Taster . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
Bohrvorgänge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65Bohren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65Senken . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66Reiben . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
Maschinelle Fertigungstechnik
© 2014 by SWISSMECHANIC 7
Fertigungstechnik Grundlagen
Berufsbildung
Gewindebohren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71Maschinengewindebohrer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71Herstellung eines Gewindes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73Ansenken eines Gewindes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74Gewindetabelle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
Schnittwerttabelle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75Schärfen von Spiralbohrern . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
Schärfen der Freifläche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76Mögliche Schleiffehler . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
Wartung und Pflege der Betriebsmittel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
Prüfungsfragen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
© 2014 by SWISSMECHANIC 29
Manuelle Fertigungstechnik
Berufsbildung
Gewindeschneiden von Hand
Gewindebohrer (Auswahl)
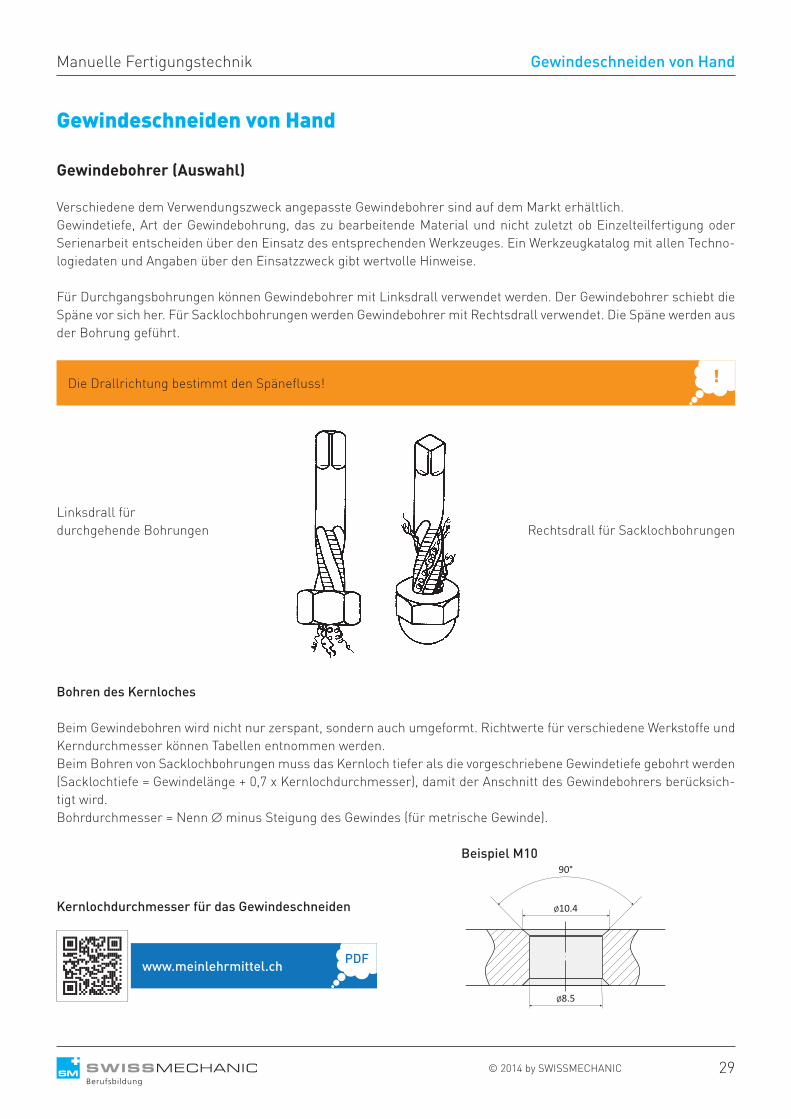
Verschiedene dem Verwendungszweck angepasste Gewindebohrer sind auf dem Markt erhältlich. Gewindetiefe, Art der Gewindebohrung, das zu bearbeitende Material und nicht zuletzt ob Einzel teilfertigung oder Serienarbeit entscheiden über den Einsatz des entsprechenden Werkzeuges. Ein Werkzeugkatalog mit allen Techno-logiedaten und Angaben über den Einsatzzweck gibt wertvolle Hinweise.
Für Durchgangsbohrungen können Gewindebohrer mit Linksdrall verwendet werden. Der Gewindebohrer schiebt die Späne vor sich her. Für Sacklochbohrungen werden Gewindebohrer mit Rechtsdrall verwendet. Die Späne werden aus der Bohrung geführt.
Die Drallrichtung bestimmt den Spänefluss!
Gewindeschneiden von Hand
Bohren des Kernloches
Beim Gewindebohren wird nicht nur zerspant, sondern auch umgeformt. Richtwerte für verschiedene Werkstoffe und Kerndurchmesser können Tabellen entnommen werden.Beim Bohren von Sacklochbohrungen muss das Kernloch tiefer als die vorgeschriebene Gewindetiefe gebohrt werden (Sacklochtiefe = Gewindelänge + 0,7 x Kernlochdurchmesser), damit der Anschnitt des Gewindebohrers berücksich-tigt wird.Bohrdurchmesser = Nenn ∅ minus Steigung des Gewindes (für metrische Gewinde).
Beispiel M10
www.meinlehrmittel.ch
Kernlochdurchmesser für das Gewindeschneiden
Linksdrall für durchgehende Bohrungen Rechtsdrall für Sacklochbohrungen
90°
Ø10.4
Ø8.5
© 2014 by SWISSMECHANIC 57Berufsbildung
Maschinelle Fertigungstechnik
Bohren/Senken/Reiben/Gewindeschneiden
Bohren
Übersicht über die verschiedenen Verfahren
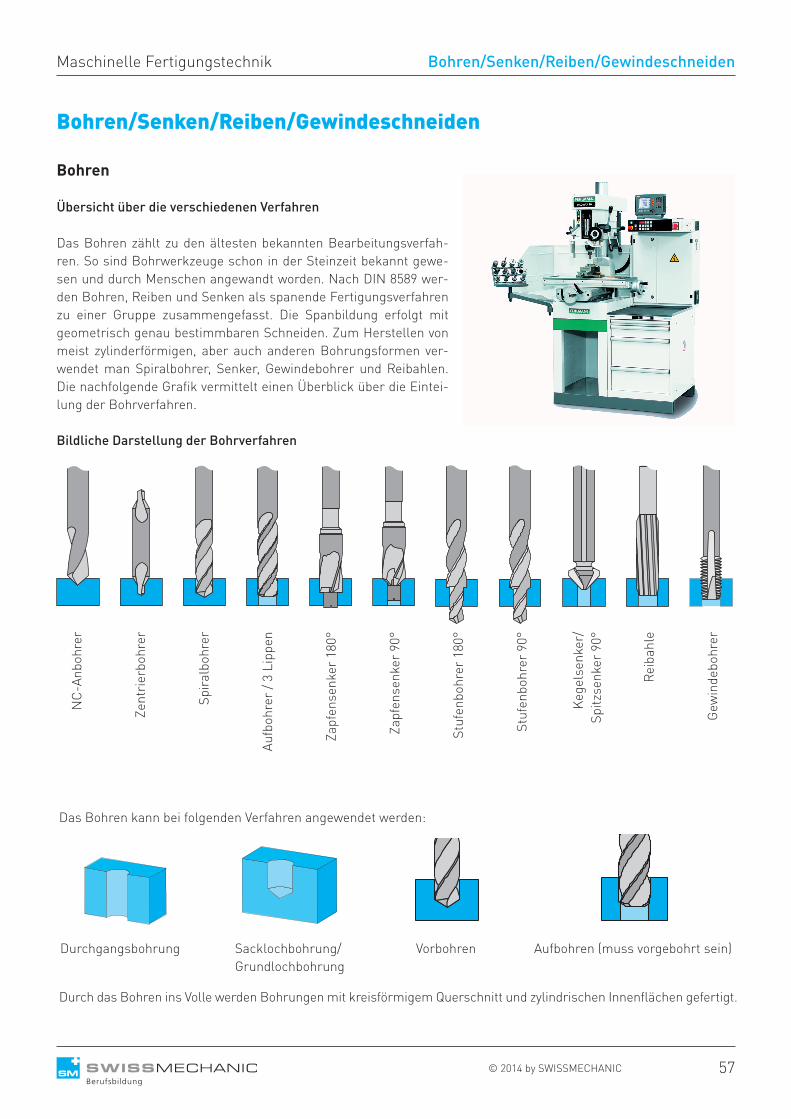
Das Bohren zählt zu den ältesten bekannten Bearbeitungsverfah-ren. So sind Bohrwerkzeuge schon in der Steinzeit bekannt gewe-sen und durch Menschen angewandt worden. Nach DIN 8589 wer-den Bohren, Reiben und Senken als spanende Fertigungsverfahren zu einer Gruppe zusammengefasst. Die Spanbildung erfolgt mit geometrisch genau bestimmbaren Schneiden. Zum Herstellen von meist zylinderförmigen, aber auch anderen Bohrungsformen ver-wendet man Spiralbohrer, Senker, Gewindebohrer und Reibahlen. Die nachfolgende Grafik vermittelt einen Überblick über die Eintei-lung der Bohrverfahren.
NC-
Anbo
hrer
Zent
rierb
ohre
r
Spira
lboh
rer
Aufb
ohre
r / 3
Lip
pen
Zapf
ense
nker
180
°
Zapf
ense
nker
90°
Bohren/Senken/Reiben/Gewindeschneiden
Bildliche Darstellung der BohrverfahrenSt
ufen
bohr
er 1
80°
Stuf
enbo
hrer
90°
Kege
lsen
ker/
Spitz
senk
er 9
0°
Reib
ahle
Gew
inde
bohr
er
Das Bohren kann bei folgenden Verfahren angewendet werden:
Durch das Bohren ins Volle werden Bohrungen mit kreisförmigem Querschnitt und zylindrischen Innen flächen gefertigt.
Durchgangsbohrung Sacklochbohrung/Grundlochbohrung
Vorbohren Aufbohren (muss vorgebohrt sein)
© 2014 by SWISSMECHANIC 61Berufsbildung
Maschinelle Fertigungstechnik
Bohrwerkzeuge
Der Spiralbohrer
Zum Bohren ins Volle wird meistens der Spiralbohrer verwendet.– Günstige Winkel an den Schneiden,– gleichbleibender Durchmesser beim Nachschleifen,– gute Spannmöglichkeiten,– gute Führung im Werkstück,– gute Spanabfuhr aus der Bohrung– und gute Zuführung des Kühlmittelsmachen den Spiralbohrer zu einem bevorzugten Bohrwerkzeug.
Entsprechend den zu bearbeitenden Werkstoffen sind im Handel Bohrertypen mit 3 verschiedenen Spanwinkeln erhältlich.Typ N für normale Werkstoffe z.B. BaustahlTyp W für weiche Werkstoffe z.B. Aluminium Typ H für harte/spröde Werkstoffe z.B. Messing
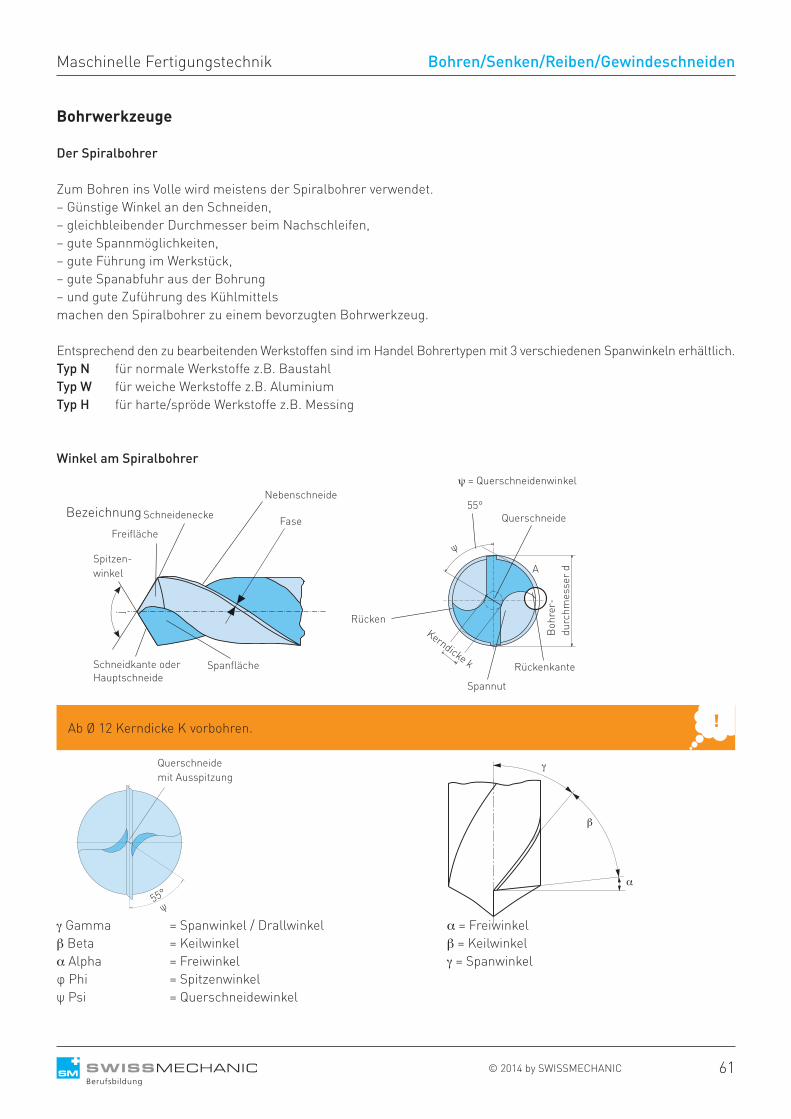
Winkel am Spiralbohrer
55°Querschneide
Rückenkante
Spannut
A
RückenKerndicke k
Bohr
er-
durc
hmes
ser d
� = Querschneidenwinkel
�
Bezeichnung Schneidenecke Fase
j
Schneidkante oder Hauptschneide
Nebenschneide
Freifläche
Spitzen-winkel
Spanfläche
Ab Ø 12 Kerndicke K vorbohren.
� Gamma = Spanwinkel / Drallwinkel� Beta = Keilwinkel� Alpha = Freiwinkelφ Phi = Spitzenwinkel� Psi = Querschneidewinkel
� = Freiwinkel� = Keilwinkel� = Spanwinkel
�
55°�
Querschneidemit Ausspitzung
�
�
Bohren/Senken/Reiben/Gewindeschneiden
© 2014 by SWISSMECHANIC 79Berufsbildung
Maschinelle Fertigungstechnik
Prüfungsfragen
Prüfungsfragen
45. Wie gross ist der Spitzenwinkel am Spiralbohrer für Stahl?
A o 140° B o 118° C o 80° D o 130° E o 108°
46. Warum sollen Kernlöcher angesenkt werden? Damit ...
A o sich die Späne nicht verklemmen. B o der Gewindeauslauf kürzer wird. C o man besser schmieren kann. D o man Gewinde in Grundlöcher schneiden kann. E o der Gewindebohrer besser anschneidet.
47. Weshalb werden Bohrungen mit Reibahlen ausgerieben?
A o Wegen grosser Spanleistung der Reibahlen B o Damit feine, masshaltige Bohrungen entstehen C o Weil Reibahlen robuste und billige Werkzeuge sind D o Wegen kürzerer Herstellungszeit gegenüber Bohren und Drehen E o Damit man mit hohen Technologiedaten arbeiten kann
48. Weshalb sollen feste Reibahlen gerade Schneidezahlen und eine ungleiche Zahnteilung aufweisen?
A o Zum Rückwärtsdrehen B o Zur einfachen Herstellung C o Für höhere Drehzahlen D o Zur genauen Durchmesserbestimmung und zur Verhinderung von Rattermarken E o Für grössere Vorschübe
49. Bis zu ungefähr welchem Durchmesser können Grund- und Durchgangsbohrungen ins Vollmaterial gebohrt werden?
A o bis ca. 8mm B o bis ca. 10mm C o bis ca. 12mm D o bis ca. 15mm



























