Embed Size (px)
Citation preview

5軸制御立形マシニングセンタ

5軸制御立形マシニングセンタ
サーモフレンドリーコンセプト 加工ナビ
カタログ掲載の写真には特別仕様を含みます
1 2
5軸加工機の常識を変えたMU-Vシリーズ「機・電・情・知」※を活かした機械設計で、3軸加工機同様の加工精度、加工能力を実現。作業性の良さも兼ね備え、これまでの5軸加工機の常識を変えるMU-Vシリーズ。
●高精度、高品位を支える高剛性トラニオンテーブル
●知能化技術の相乗効果で高精度を長期間維持
ファイブチューニング
※「機・電・情・知」「機」:機械技術、「電」:電気技術、「情」:情報技術、「知」:知識創造を融合した機電一体のオークマならではの融合技術
空間精度の革新
●フライス加工能力 504cm3/min●エンドミル加工能力 672cm3/min●旋削加工仕様で工程集約
旋削加工能力 3mm2
削れる5軸加工機
●加工室へのアクセス抜群●長いストロークで最大ワークも余裕で加工●トラニオンテーブルがスイングしたままでも工具交換可能
5軸加工に求められる視認性、作業性の良さ
被削材:S45C
サーボナビアンチクラッシュシステム
タッチプローブ
基準球
3 4
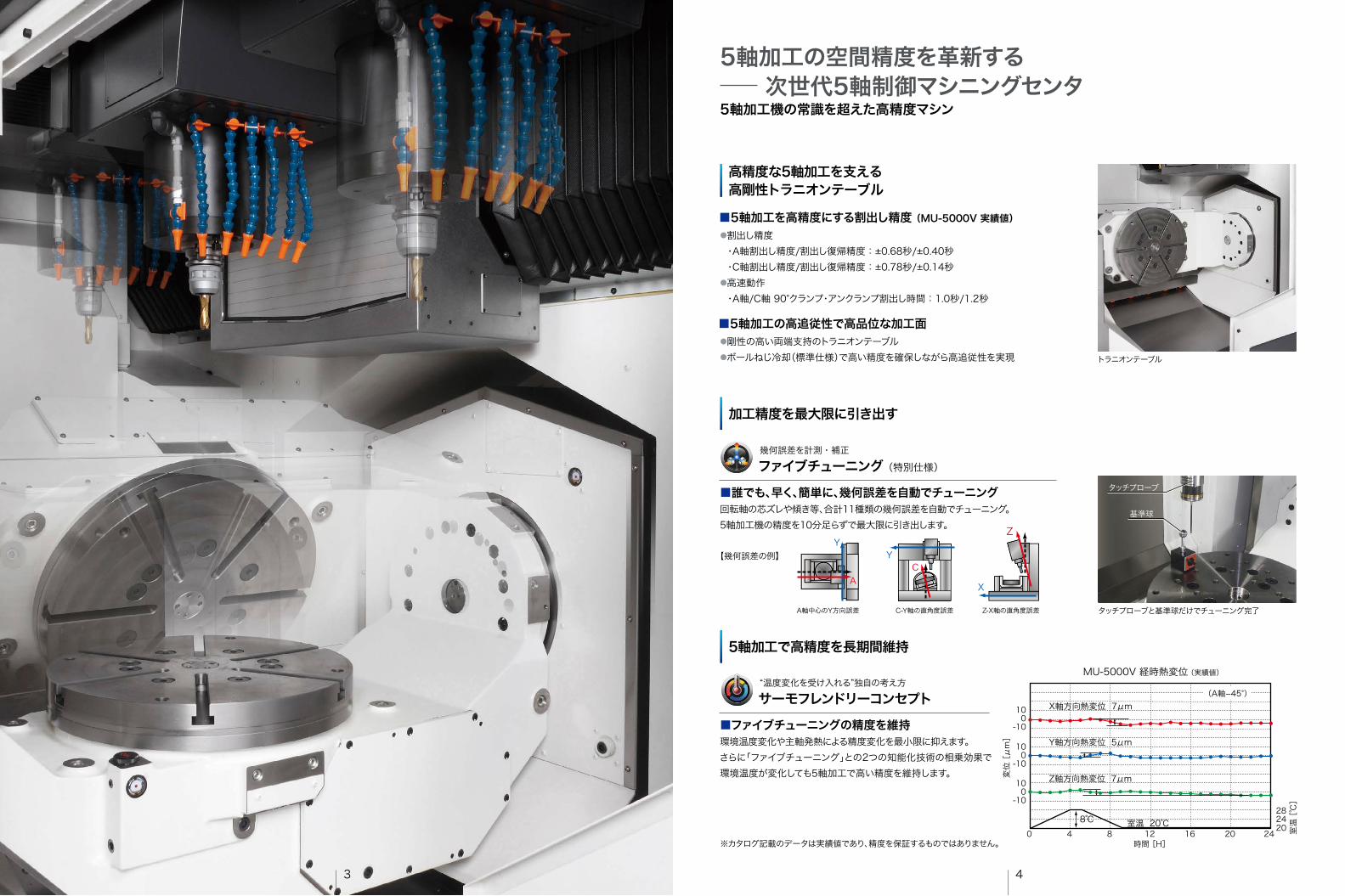
高精度な5軸加工を支える高剛性トラニオンテーブル
5軸加工で高精度を長期間維持
■5軸加工を高精度にする割出し精度 (MU-5000V 実績値)
●剛性の高い両端支持のトラニオンテーブル●ボールねじ冷却(標準仕様)で高い精度を確保しながら高追従性を実現
■5軸加工の高追従性で高品位な加工面
トラニオンテーブル
タッチプローブと基準球だけでチューニング完了
●割出し精度・A軸割出し精度/割出し復帰精度:±0.68秒/±0.40秒・C軸割出し精度/割出し復帰精度:±0.78秒/±0.14秒
●高速動作・A軸/C軸 90°クランプ・アンクランプ割出し時間:1.0秒/1.2秒
【幾何誤差の例】
5軸加工の空間精度を革新する 次世代5軸制御マシニングセンタ5軸加工機の常識を超えた高精度マシン
■誰でも、早く、簡単に、幾何誤差を自動でチューニング回転軸の芯ズレや傾き等、合計11種類の幾何誤差を自動でチューニング。5軸加工機の精度を10分足らずで最大限に引き出します。
ファイブチューニング (特別仕様)幾何誤差を計測・補正
■ファイブチューニングの精度を維持環境温度変化や主軸発熱による精度変化を最小限に抑えます。さらに「ファイブチューニング」との2つの知能化技術の相乗効果で環境温度が変化しても5軸加工で高い精度を維持します。
サーモフレンドリーコンセプト“温度変化を受け入れる”独自の考え方
加工精度を最大限に引き出す
YC
C-Y軸の直角度誤差 Z-X軸の直角度誤差
X
Z
A軸中心のY方向誤差
Y
A
8℃0
-100
10
-100
10
-100
10
4 8 12時間 [H]
変位
[μ
m]
室温
[℃
]
16 20 24室温 20℃
Z軸方向熱変位 7μm
Y軸方向熱変位 5μm
X軸方向熱変位 7μm
MU-5000V 経時熱変位 (実績値)
(A軸-45°)
202428
※カタログ記載のデータは実績値であり、精度を保証するものではありません。
タッチプローブ
基準球
3 4
高精度な5軸加工を支える高剛性トラニオンテーブル
5軸加工で高精度を長期間維持
■5軸加工を高精度にする割出し精度 (MU-5000V 実績値)
●剛性の高い両端支持のトラニオンテーブル●ボールねじ冷却(標準仕様)で高い精度を確保しながら高追従性を実現
■5軸加工の高追従性で高品位な加工面
トラニオンテーブル
タッチプローブと基準球だけでチューニング完了
●割出し精度・A軸割出し精度/割出し復帰精度:±0.68秒/±0.40秒・C軸割出し精度/割出し復帰精度:±0.78秒/±0.14秒
●高速動作・A軸/C軸 90°クランプ・アンクランプ割出し時間:1.0秒/1.2秒
【幾何誤差の例】
5軸加工の空間精度を革新する 次世代5軸制御マシニングセンタ5軸加工機の常識を超えた高精度マシン
■誰でも、早く、簡単に、幾何誤差を自動でチューニング回転軸の芯ズレや傾き等、合計11種類の幾何誤差を自動でチューニング。5軸加工機の精度を10分足らずで最大限に引き出します。
ファイブチューニング (特別仕様)幾何誤差を計測・補正
■ファイブチューニングの精度を維持環境温度変化や主軸発熱による精度変化を最小限に抑えます。さらに「ファイブチューニング」との2つの知能化技術の相乗効果で環境温度が変化しても5軸加工で高い精度を維持します。
サーモフレンドリーコンセプト“温度変化を受け入れる”独自の考え方
加工精度を最大限に引き出す
YC
C-Y軸の直角度誤差 Z-X軸の直角度誤差
X
Z
A軸中心のY方向誤差
Y
A
8℃0
-100
10
-100
10
-100
10
4 8 12時間 [H]
変位
[μ
m]
室温
[℃
]
16 20 24室温 20℃
Z軸方向熱変位 7μm
Y軸方向熱変位 5μm
X軸方向熱変位 7μm
MU-5000V 経時熱変位 (実績値)
(A軸-45°)
202428
※カタログ記載のデータは実績値であり、精度を保証するものではありません。

5 6
5軸加工機の限界突破驚きの加工能力で高能率加工 (MU-5000V、MU-6300V 実績値)
機械と工具の能力を最大限に引き出す知能化技術
削れる5軸加工機
■フライス加工能力:504cm3/min(S45C)●φ80正面フライス 8枚刃(コーティング)
主軸回転速度 : 895min-1
切削速度 : 225m/min送り速度 : 2,250mm/min切削幅×切込み : 56×4mm
■エンドミル加工能力:672cm3/min(S45C)●φ20ラフィングエンドミル 7枚刃(超硬)
主軸回転速度 : 4,000min-1
切削速度 : 251m/min送り速度 : 4,800mm/min[2,800mm/min]切削幅×切込み : 7×20mm[12×20mm]
■旋削加工能力:3mm2(S45C)加工径 : φ164mm[φ250mm]切削速度 : 130m/min(テーブル回転速度:252min-1)送り速度 : 0.6mm/rev切込み : 5mm
※カタログ記載のデータは実績値であり、仕様、工具、加工条件などによって記載のデータが 得られないことがあります。
加工ナビ ON
加工ナビによりびびりを解消
加工ナビ OFF
びびり有り びびり無し
[ ] : MU-6300Vの場合
■最適な主軸回転速度へ自動で変更(M-i)機械に埋め込まれたセンサーによりびびり振動を測定し、最適な主軸回転速度へ自動的に変更します。
■解析結果を見ながら加工条件を変更(M-gⅡ+)機械に取り付けたマイクで加工びびりを検知・分析することにより、有効な対策方法をナビゲートします。
加工ナビ M-i、M-gⅡ+(特別仕様)
ミーリング用加工条件探索機能
5 6
5軸加工機の限界突破驚きの加工能力で高能率加工 (MU-5000V、MU-6300V 実績値)
機械と工具の能力を最大限に引き出す知能化技術
削れる5軸加工機
■フライス加工能力:504cm3/min(S45C)●φ80正面フライス 8枚刃(コーティング)
主軸回転速度 : 895min-1
切削速度 : 225m/min送り速度 : 2,250mm/min切削幅×切込み : 56×4mm
■エンドミル加工能力:672cm3/min(S45C)●φ20ラフィングエンドミル 7枚刃(超硬)
主軸回転速度 : 4,000min-1
切削速度 : 251m/min送り速度 : 4,800mm/min[2,800mm/min]切削幅×切込み : 7×20mm[12×20mm]
■旋削加工能力:3mm2(S45C)加工径 : φ164mm[φ250mm]切削速度 : 130m/min(テーブル回転速度:252min-1)送り速度 : 0.6mm/rev切込み : 5mm
※カタログ記載のデータは実績値であり、仕様、工具、加工条件などによって記載のデータが 得られないことがあります。
加工ナビ ON
加工ナビによりびびりを解消
加工ナビ OFF
びびり有り びびり無し
[ ] : MU-6300Vの場合
■最適な主軸回転速度へ自動で変更(M-i)機械に埋め込まれたセンサーによりびびり振動を測定し、最適な主軸回転速度へ自動的に変更します。
■解析結果を見ながら加工条件を変更(M-gⅡ+)機械に取り付けたマイクで加工びびりを検知・分析することにより、有効な対策方法をナビゲートします。
加工ナビ M-i、M-gⅡ+(特別仕様)
ミーリング用加工条件探索機能
7 8
大きな加工範囲トラニオンがスイングしたまま工具を交換
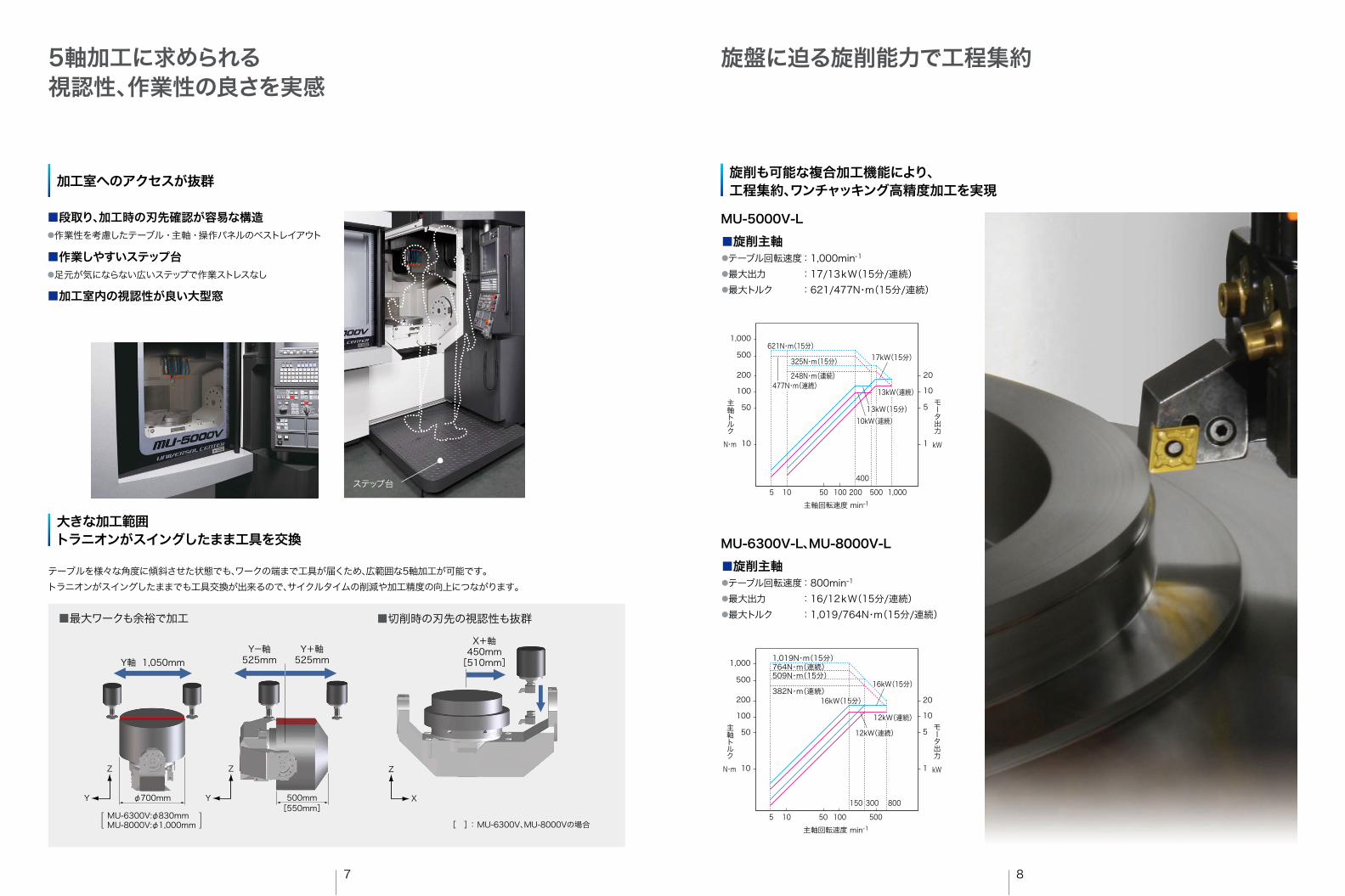
5軸加工に求められる視認性、作業性の良さを実感
加工室へのアクセスが抜群
φ700mm
Y軸 1,050mm
500mm[550mm]
Y
Z
Y
Z
■最大ワークも余裕で加工
Y+軸525mm
テーブルを様々な角度に傾斜させた状態でも、ワークの端まで工具が届くため、広範囲な5軸加工が可能です。トラニオンがスイングしたままでも工具交換が出来るので、サイクルタイムの削減や加工精度の向上につながります。
■切削時の刃先の視認性も抜群
X
Z
X+軸450mm
[510mm]
[ ] : MU-6300V、MU-8000Vの場合
●作業性を考慮したテーブル・主軸・操作パネルのベストレイアウト■段取り、加工時の刃先確認が容易な構造
●足元が気にならない広いステップで作業ストレスなし■作業しやすいステップ台
■加工室内の視認性が良い大型窓
MU-6300V:φ830mmMU-8000V:φ1,000mm
Yー軸525mm
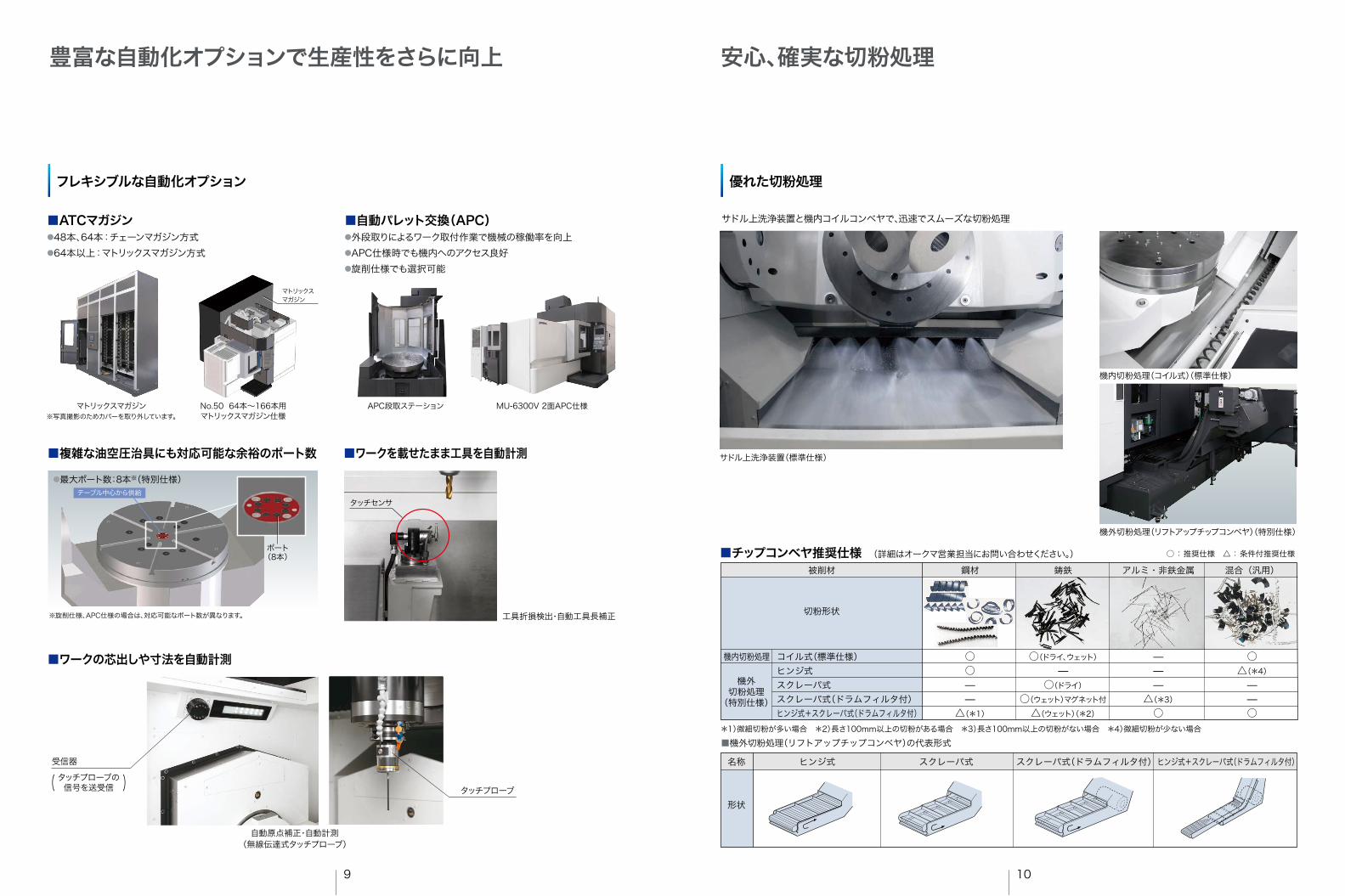
旋削も可能な複合加工機能により、工程集約、ワンチャッキング高精度加工を実現
旋盤に迫る旋削能力で工程集約
5 10 100 500200
400
10
50
100
200
1
5
10
20
500
1,000
主軸回転速度 min-1
kW
モータ出力
N・m
主軸トルク
1,00050
621N・m(15分)
325N・m(15分)
248N・m(連続)
17kW(15分)
477N・m(連続)13kW(連続)
10kW(連続)13kW(15分)
■旋削主軸●テーブル回転速度 : 1,000min-1
●最大出力 : 17/13kW(15分/連続)●最大トルク : 621/477N・m(15分/連続)
MU-5000V-L
■旋削主軸●テーブル回転速度 : 800min-1
●最大出力 : 16/12kW(15分/連続)●最大トルク : 1,019/764N・m(15分/連続)
MU-6300V-L、MU-8000V-L
ステップ台
5 10 100 500
300 800150
10
50
100
200
1
5
10
20
500
1,000
主軸回転速度 min-1
kW
モータ出力
N・m
主軸トルク
50
764N・m(連続)509N・m(15分)
382N・m(連続)16kW(15分)
1,019N・m(15分)
12kW(連続)
12kW(連続)
16kW(15分)
9 10
豊富な自動化オプションで生産性をさらに向上
フレキシブルな自動化オプション 優れた切粉処理
■ATCマガジン●48本、64本:チェーンマガジン方式●64本以上:マトリックスマガジン方式
■自動パレット交換(APC)●外段取りによるワーク取付作業で機械の稼働率を向上●APC仕様時でも機内へのアクセス良好●旋削仕様でも選択可能
●最大ポート数:8本※(特別仕様)テーブル中心から供給
No.50 64本~166本用マトリックスマガジン仕様
マトリックスマガジン※写真撮影のためカバーを取り外しています。
ポート(8本)
※旋削仕様、APC仕様の場合は、対応可能なポート数が異なります。
■ワークを載せたまま工具を自動計測
タッチセンサ
マトリックスマガジン
APC段取ステーション MU-6300V 2面APC仕様
安心、確実な切粉処理
■チップコンベヤ推奨仕様 (詳細はオークマ営業担当にお問い合わせください。) 被削材 鋼材
切粉形状
機内切粉処理
機外切粉処理
(特別仕様)
コイル式(標準仕様)ヒンジ式スクレーパ式スクレーパ式(ドラムフィルタ付)ヒンジ式+スクレーパ式(ドラムフィルタ付)
鋳鉄 アルミ・非鉄金属 混合(汎用)
○○
△(*1)
○(ドライ、ウェット)
○(ドライ)○(ウェット)マグネット付
△(ウェット)(*2)
△(*3)○
○△(*4)
○
■機外切粉処理(リフトアップチップコンベヤ)の代表形式
名称
形状
ヒンジ式 スクレーパ式 スクレーパ式(ドラムフィルタ付)ヒンジ式+スクレーパ式(ドラムフィルタ付)
*1)微細切粉が多い場合 *2)長さ100mm以上の切粉がある場合 *3)長さ100mm以上の切粉がない場合 *4)微細切粉が少ない場合
○ : 推奨仕様 △ : 条件付推奨仕様
機外切粉処理(リフトアップチップコンベヤ)(特別仕様)
サドル上洗浄装置と機内コイルコンベヤで、迅速でスムーズな切粉処理
機内切粉処理(コイル式)(標準仕様)
サドル上洗浄装置(標準仕様)
工具折損検出・自動工具長補正
受信器
■複雑な油空圧治具にも対応可能な余裕のポート数
■ワークの芯出しや寸法を自動計測
タッチプローブ
自動原点補正・自動計測(無線伝達式タッチプローブ)
タッチプローブの信号を送受信( )
11 12
先進技術で高精度な5軸加工を実現
■環境熱変位制御 TAS-C Thermo Active Stabilizer - Construction
「環境熱変位制御 TAS-C」は、機械の熱変位特性を踏まえ、適切に配置されたセンサの温度情報と、送り軸の位置情報により、環境温度変化による機械構造体の熱変位を推定し、正確に制御します。
■主軸熱変位制御 TAS-S Thermo Active Stabilizer - Spindle
「主軸熱変位制御 TAS-S」は、主軸の温度情報に加え、主軸回転/主軸回転速度変更/主軸停止など様々な状況変化も考慮します。回転速度が頻繁に変化する場合でも、主軸の熱変位を正確に制御します。
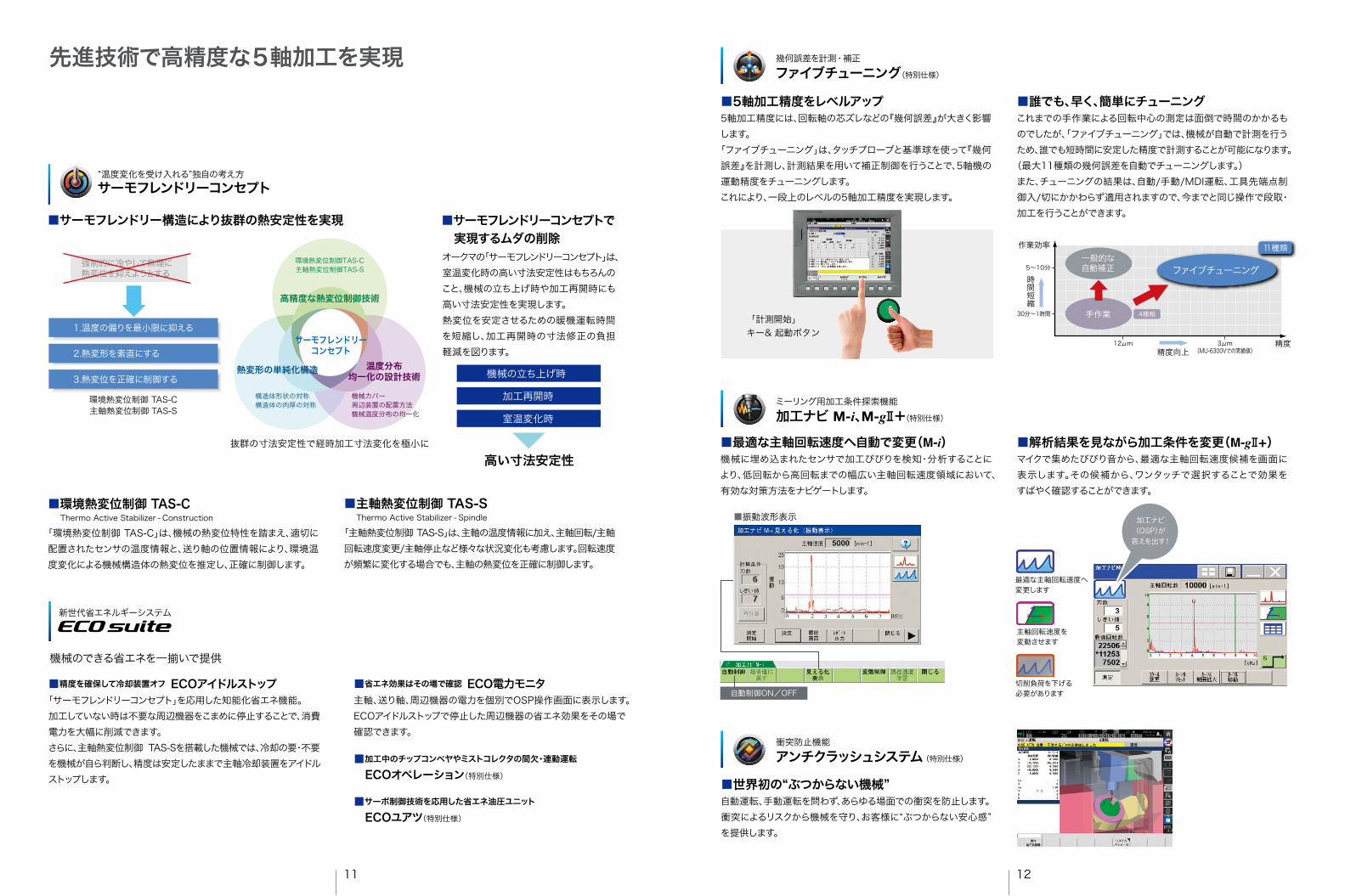
■サーモフレンドリーコンセプトで 実現するムダの削除
2.熱変形を素直にする
3.熱変位を正確に制御する
環境熱変位制御 TAS-C主軸熱変位制御 TAS-S
1.温度の偏りを最小限に抑える
強制的に冷やして無理に熱変位を抑えようとする
オークマの「サーモフレンドリーコンセプト」は、室温変化時の高い寸法安定性はもちろんのこと、機械の立ち上げ時や加工再開時にも高い寸法安定性を実現します。熱変位を安定させるための暖機運転時間を短縮し、加工再開時の寸法修正の負担軽減を図ります。
サーモフレンドリーコンセプト“温度変化を受け入れる”独自の考え方
■サーモフレンドリー構造により抜群の熱安定性を実現
■5軸加工精度をレベルアップ5軸加工精度には、回転軸の芯ズレなどの『幾何誤差』が大きく影響します。
「ファイブチューニング」は、タッチプローブと基準球を使って『幾何誤差』を計測し、計測結果を用いて補正制御を行うことで、5軸機の運動精度をチューニングします。 これにより、一段上のレベルの5軸加工精度を実現します。
■誰でも、早く、簡単にチューニングこれまでの手作業による回転中心の測定は面倒で時間のかかるものでしたが、「ファイブチューニング」では、機械が自動で計測を行うため、誰でも短時間に安定した精度で計測することが可能になります。
(最大11種類の幾何誤差を自動でチューニングします。)また、チューニングの結果は、自動/手動/MDI運転、工具先端点制御入/切にかかわらず適用されますので、今までと同じ操作で段取・加工を行うことができます。
「計測開始」キー& 起動ボタン
時間短縮
精度
作業効率
手作業
一般的な自動補正 ファイブチューニング
30分~1時間
12μm 3μm(MU-6300Vでの実績値)
5~10分
精度向上
11種類
4種類
■世界初の“ぶつからない機械”自動運転、手動運転を問わず、あらゆる場面での衝突を防止します。衝突によるリスクから機械を守り、お客様に“ぶつからない安心感”を提供します。
■最適な主軸回転速度へ自動で変更(M-i)機械に埋め込まれたセンサで加工びびりを検知・分析することにより、低回転から高回転までの幅広い主軸回転速度領域において、有効な対策方法をナビゲートします。
■解析結果を見ながら加工条件を変更(M-gⅡ+)マイクで集めたびびり音から、最適な主軸回転速度候補を画面に表示します。その候補から、ワンタッチで選択することで効果をすばやく確認することができます。
■振動波形表示
自動制御ON/OFF
加工ナビ(OSP)が答えを出す!
最適な主軸回転速度へ変更します
主軸回転速度を変動させます
切削負荷を下げる必要があります
新世代省エネルギーシステム
機械のできる省エネを一揃いで提供
■精度を確保して冷却装置オフ ECOアイドルストップ「サーモフレンドリーコンセプト」を応用した知能化省エネ機能。加工していない時は不要な周辺機器をこまめに停止することで、消費電力を大幅に削減できます。さらに、主軸熱変位制御 TAS-Sを搭載した機械では、冷却の要・不要を機械が自ら判断し、精度は安定したままで主軸冷却装置をアイドルストップします。
衝突防止機能アンチクラッシュシステム (特別仕様)
ミーリング用加工条件探索機能加工ナビ M-i、M-gⅡ+(特別仕様)
幾何誤差を計測・補正 ファイブチューニング(特別仕様)
■省エネ効果はその場で確認 ECO電力モニタ主軸、送り軸、周辺機器の電力を個別でOSP操作画面に表示します。ECOアイドルストップで停止した周辺機器の省エネ効果をその場で確認できます。
■加工中のチップコンベヤやミストコレクタの間欠・連動運転
ECOオペレーション(特別仕様)
■サーボ制御技術を応用した省エネ油圧ユニット
ECOユアツ(特別仕様)
サーモフレンドリーコンセプト
機械カバー周辺装置の配置方法機械温度分布の均一化
温度分布均一化の設計技術
構造体形状の対称構造体の肉厚の対称
熱変形の単純化構造
環境熱変位制御TAS-C主軸熱変位制御TAS-S
高精度な熱変位制御技術
抜群の寸法安定性で経時加工寸法変化を極小に高い寸法安定性
加工再開時
室温変化時
機械の立ち上げ時
13 14
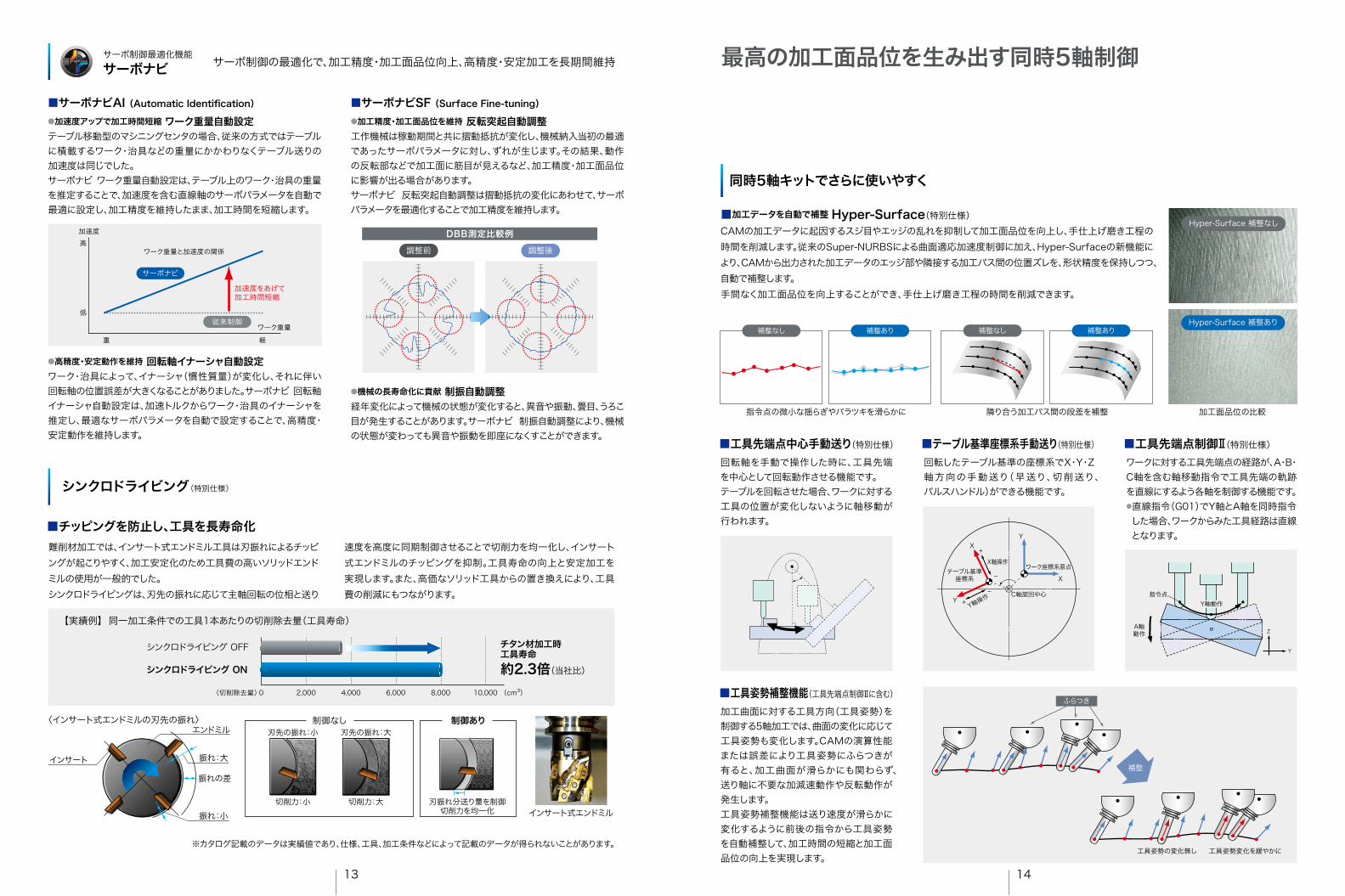
■チッピングを防止し、工具を長寿命化
DBB測定比較例調整前 調整後
最高の加工面品位を生み出す同時5軸制御
難削材加工では、インサート式エンドミル工具は刃振れによるチッピングが起こりやすく、加工安定化のため工具費の高いソリッドエンドミルの使用が一般的でした。シンクロドライビングは、刃先の振れに応じて主軸回転の位相と送り
速度を高度に同期制御させることで切削力を均一化し、インサート式エンドミルのチッピングを抑制。工具寿命の向上と安定加工を実現します。また、高価なソリッド工具からの置き換えにより、工具費の削減にもつながります。
インサート式エンドミル
〈インサート式エンドミルの刃先の振れ〉
シンクロドライビング OFF
シンクロドライビング ON
(切削除去量)0 2,000 4,000 6,000 8,000 10,000 (cm3)
【実績例】 同一加工条件での工具1本あたりの切削除去量(工具寿命)
チタン材加工時工具寿命約2.3倍(当社比)
インサート
エンドミル
振れ:大
振れの差
振れ:小
制御なし刃先の振れ:小
切削力:小
刃先の振れ:大
切削力:大
制御あり
刃振れ分送り量を制御切削力を均一化
※カタログ記載のデータは実績値であり、仕様、工具、加工条件などによって記載のデータが得られないことがあります。
シンクロドライビング(特別仕様)
サーボ制御最適化機能サーボナビ サーボ制御の最適化で、加工精度・加工面品位向上、高精度・安定加工を長期間維持
■サーボナビAI (Automatic Identification)●加速度アップで加工時間短縮 ワーク重量自動設定テーブル移動型のマシニングセンタの場合、従来の方式ではテーブルに積載するワーク・治具などの重量にかかわりなくテーブル送りの加速度は同じでした。サーボナビ ワーク重量自動設定は、テーブル上のワーク・治具の重量を推定することで、加速度を含む直線軸のサーボパラメータを自動で最適に設定し、加工精度を維持したまま、加工時間を短縮します。
●高精度・安定動作を維持 回転軸イナーシャ自動設定ワーク・治具によって、イナーシャ(慣性質量)が変化し、それに伴い回転軸の位置誤差が大きくなることがありました。サーボナビ 回転軸イナーシャ自動設定は、加速トルクからワーク・治具のイナーシャを推定し、最適なサーボパラメータを自動で設定することで、高精度・安定動作を維持します。
■サーボナビSF (Surface Fine-tuning)●加工精度・加工面品位を維持 反転突起自動調整工作機械は稼動期間と共に摺動抵抗が変化し、機械納入当初の最適であったサーボパラメータに対し、ずれが生じます。その結果、動作の反転部などで加工面に筋目が見えるなど、加工精度・加工面品位に影響が出る場合があります。サーボナビ 反転突起自動調整は摺動抵抗の変化にあわせて、サーボパラメータを最適化することで加工精度を維持します。
●機械の長寿命化に貢献 制振自動調整経年変化によって機械の状態が変化すると、異音や振動、畳目、うろこ目が発生することがあります。サーボナビ 制振自動調整により、機械の状態が変わっても異音や振動を即座になくすことができます。
加速度
ワーク重量
低
高
重 軽
ワーク重量と加速度の関係
サーボナビ
従来制御
加速度をあげて加工時間短縮
同時5軸キットでさらに使いやすく
回転軸を手動で操作した時に、工具先端を中心として回転動作させる機能です。テーブルを回転させた場合、ワークに対する工具の位置が変化しないように軸移動が行われます。
■工具先端点中心手動送り(特別仕様)
回転したテーブル基準の座標系でX・Y・Z軸方向の手動送り(早送り、切削送り、パルスハンドル)ができる機能です。
■テーブル基準座標系手動送り(特別仕様)
ワークに対する工具先端点の経路が、A・B・C軸を含む軸移動指令で工具先端の軌跡を直線にするよう各軸を制御する機能です。●直線指令(G01)でY軸とA軸を同時指令した場合、ワークからみた工具経路は直線となります。
■工具先端点制御Ⅱ(特別仕様)
C軸旋回中心
ワーク座標系原点テーブル基準座標系
Y
Y
X
X
X軸操作
Y軸操作
+
+
-
- 指令点Y軸動作
A軸動作 Z
Y
補整
ふらつき
工具姿勢の変化無し 工具姿勢変化を緩やかに
加工曲面に対する工具方向(工具姿勢)を制御する5軸加工では、曲面の変化に応じて工具姿勢も変化します。CAMの演算性能または誤差により工具姿勢にふらつきが有ると、加工曲面が滑らかにも関わらず、送り軸に不要な加減速動作や反転動作が発生します。工具姿勢補整機能は送り速度が滑らかに変化するように前後の指令から工具姿勢を自動補整して、加工時間の短縮と加工面品位の向上を実現します。
■工具姿勢補整機能(工具先端点制御Ⅱに含む)
Hyper-Surface 補整あり
Hyper-Surface 補整なし■加工データを自動で補整 Hyper-Surface(特別仕様)CAMの加工データに起因するスジ目やエッジの乱れを抑制して加工面品位を向上し、手仕上げ磨き工程の時間を削減します。従来のSuper-NURBSによる曲面適応加速度制御に加え、Hyper-Surfaceの新機能により、CAMから出力された加工データのエッジ部や隣接する加工パス間の位置ズレを、形状精度を保持しつつ、自動で補整します。手間なく加工面品位を向上することができ、手仕上げ磨き工程の時間を削減できます。
加工面品位の比較指令点の微小な揺らぎやバラツキを滑らかに
補整なし 補整あり補整なし 補整あり
隣り合う加工パス間の段差を補整
15 16
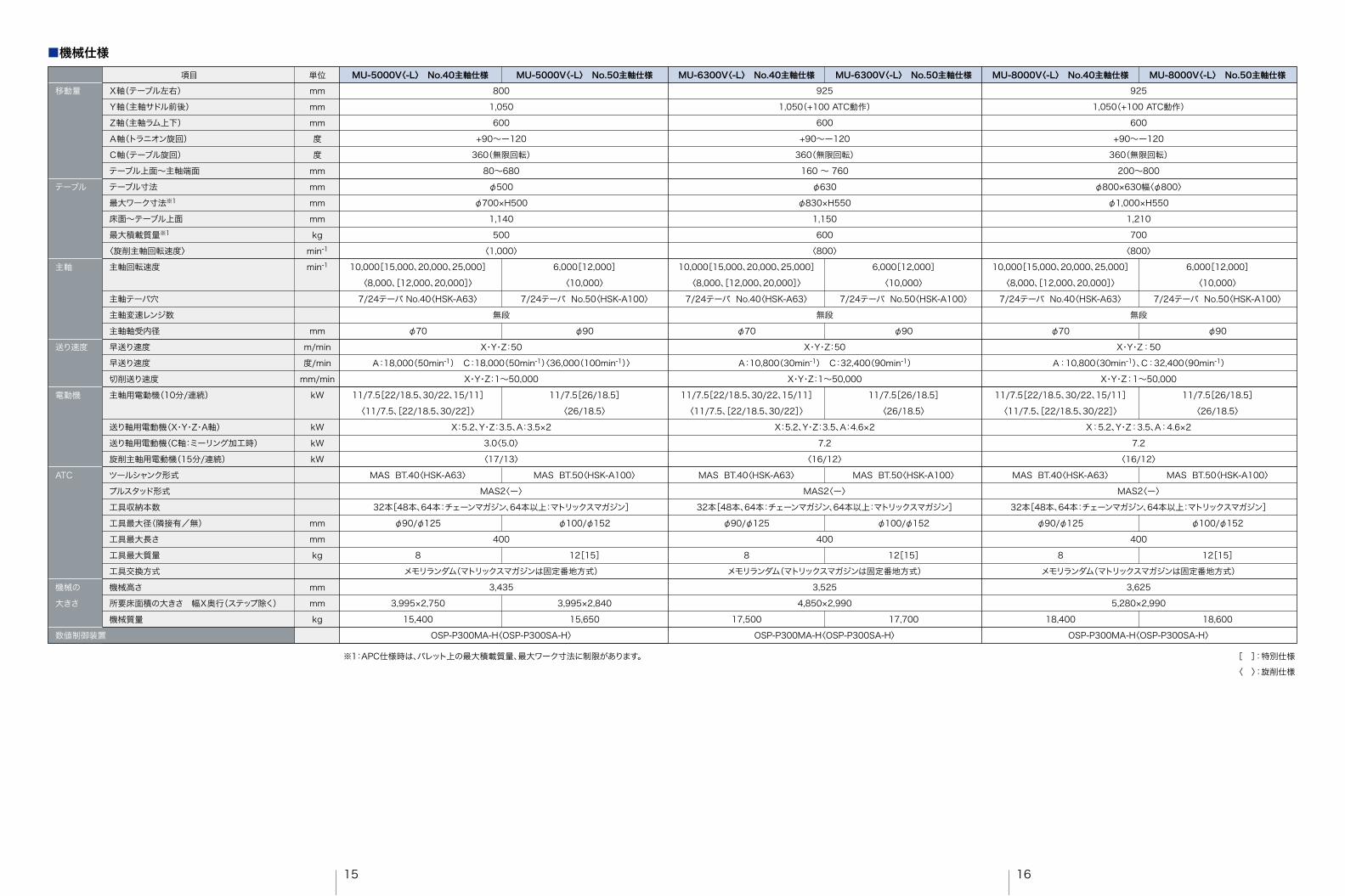
■機械仕様
X軸(テーブル左右)Y軸(主軸サドル前後)Z軸(主軸ラム上下)A軸(トラニオン旋回)C軸(テーブル旋回)テーブル上面~主軸端面テーブル寸法最大ワーク寸法※1
床面~テーブル上面最大積載質量※1
〈旋削主軸回転速度〉主軸回転速度
主軸テーパ穴主軸変速レンジ数主軸軸受内径早送り速度早送り速度切削送り速度主軸用電動機(10分/連続)
送り軸用電動機(X・Y・Z・A軸)送り軸用電動機(C軸:ミーリング加工時)旋削主軸用電動機(15分/連続)ツールシャンク形式プルスタッド形式工具収納本数工具最大径(隣接有/無)工具最大長さ工具最大質量工具交換方式機械高さ所要床面積の大きさ 幅X奥行(ステップ除く)機械質量
移動量
テーブル
主軸
送り速度
電動機
ATC
機械の大きさ
数値制御装置
項目 単位mmmmmm度度
mmmmmmmmkg
min-1
min-1
mmm/min度/min
mm/minkW
kWkWkW
mmmmkg
mmmmkg
MU-5000V〈-L〉 No.40主軸仕様 MU-5000V〈-L〉 No.50主軸仕様925
1,050(+100 ATC動作)600
+90~ー120360(無限回転)
160 ~ 760φ630
φ830×H5501,150600
〈800〉
無段
X・Y・Z:50A:10,800(30min-1) C:32,400(90min-1)
X・Y・Z:1~50,000
X:5.2、Y・Z:3.5、A:4.6×27.2
〈16/12〉
MAS2〈ー〉32本[48本、64本:チェーンマガジン、64本以上:マトリックスマガジン]
400
メモリランダム(マトリックスマガジンは固定番地方式)3,525
4,850×2,990
OSP-P300MA-H〈OSP-P300SA-H〉
MU-6300V〈-L〉 No.40主軸仕様 MU-6300V〈-L〉 No.50主軸仕様
10,000[15,000、20,000、25,000]〈8,000、[12,000、20,000]〉7/24テーパ No.40〈HSK-A63〉
φ70
11/7.5[22/18.5、30/22、15/11]〈11/7.5、[22/18.5、30/22]〉
MAS BT.40〈HSK-A63〉
φ90/φ125
8
3,995×2,75015,400
6,000[12,000]〈10,000〉
7/24テーパ No.50〈HSK-A100〉
φ90
11/7.5[26/18.5]〈26/18.5〉
MAS BT.50〈HSK-A100〉
φ100/φ152
12[15]
3,995×2,84015,650
10,000[15,000、20,000、25,000]〈8,000、[12,000、20,000]〉7/24テーパ No.40〈HSK-A63〉
φ70
11/7.5[22/18.5、30/22、15/11]〈11/7.5、[22/18.5、30/22]〉
MAS BT.40〈HSK-A63〉
φ90/φ125
8
17,500
6,000[12,000]〈10,000〉
7/24テーパ No.50〈HSK-A100〉
φ90
11/7.5[26/18.5]〈26/18.5〉
MAS BT.50〈HSK-A100〉
φ100/φ152
12[15]
17,700
9251,050(+100 ATC動作)
600+90~ー120
360(無限回転)200~800
φ800×630幅〈φ800〉φ1,000×H550
1,210700
〈800〉
無段
X・Y・Z:50A:10,800(30min-1)、C:32,400(90min-1)
X・Y・Z:1~50,000
X:5.2、Y・Z:3.5、A:4.6×27.2
〈16/12〉
MAS2〈ー〉32本[48本、64本:チェーンマガジン、64本以上:マトリックスマガジン]
400
メモリランダム(マトリックスマガジンは固定番地方式)3,625
5,280×2,990
OSP-P300MA-H〈OSP-P300SA-H〉
MU-8000V〈-L〉 No.40主軸仕様 MU-8000V〈-L〉 No.50主軸仕様
10,000[15,000、20,000、25,000]〈8,000、[12,000、20,000]〉7/24テーパ No.40〈HSK-A63〉
φ70
11/7.5[22/18.5、30/22、15/11]〈11/7.5、[22/18.5、30/22]〉
MAS BT.40〈HSK-A63〉
φ90/φ125
8.
18,400
6,000[12,000]〈10,000〉
7/24テーパ No.50〈HSK-A100〉
φ90
11/7.5[26/18.5]〈26/18.5〉
MAS BT.50〈HSK-A100〉
φ100/φ152
12[15]
18,600
[ ]:特別仕様〈 〉:旋削仕様
※1:APC仕様時は、パレット上の最大積載質量、最大ワーク寸法に制限があります。
8001,050600
+90~ー120360(無限回転)
80~680φ500
φ700×H5001,140500
〈1,000〉
無段
X・Y・Z:50A:18,000(50min-1) C:18,000(50min-1)〈36,000(100min-1)〉
X・Y・Z:1~50,000
X:5.2、Y・Z:3.5、A:3.5×23.0〈5.0〉
〈17/13〉
MAS2〈ー〉32本[48本、64本:チェーンマガジン、64本以上:マトリックスマガジン]
400
メモリランダム(マトリックスマガジンは固定番地方式)3,435
OSP-P300MA-H〈OSP-P300SA-H〉

17 18
No.40主軸回転速度 50~10,000min-1
No.50主軸回転速度 50~6,000min-1
早送り速度 主軸・主軸頭冷却装置ボールねじ冷却エアクリーナ(フィルタ)カラー液晶パネル付操作盤パルスハンドルテーパ穴クリーニング棒A/C軸旋回テーブルC軸テーブル
操作用工具工具リリースレバー主軸熱変位制御(TAS-S)環境熱変位制御(TAS-C)サドル上洗浄装置切削液装置※1
ATCエアブロー切粉エアブローステップ照明装置機内切粉処理 切粉受皿
基礎座(ジャッキボルト付き)
3段状態表示灯
ATC32本ATCマガジンシャッター全体カバー
■標準仕様・標準付属品11/7.5kW (10分/連続)11/7.5kW (10分/連続)X・Y・Z:50 m/minオイルコントローラX・Y・Z軸レギュレータ含む
0.0001度、DDエンコーダ含むφ500、Tミゾ18H7 6本φ630、Tミゾ18H7 6本φ800×630幅、Tミゾ18H7 5本
タンク :440L(有効289L)ポンプ :370W(50Hz)、550W(60Hz)タンク :770L(有効350L)ポンプ :370W(50Hz)、550W(60Hz)
ノズル式
LED照明灯(右側+左側取付)コイル式MU-5000V:有効77LMU-6300V、MU-8000V:有効92LMU-5000V:11個MU-6300V、MU-8000V:12個タイプC(LEDシグナルタワー)赤色(アラーム)、黄色(完了)緑色(動作中)
天井付き(全閉形)
注) 油性切削液の使用は火災の原因となりますので火災防止対策が必要です。 無人運転は絶対にしないでください。※1: 油性切削液を使用する場合、ポンプの容量を800Wにアップする必要があります。
■標準主軸 No.40●主軸回転速度 10,000min-1(旋削仕様時 8,000min-1)●最大出力 11/7.5kW(10分/連続)●最大トルク 198/135N・m(5分/連続)
■標準主軸 No.50●主軸回転速度 6,000min-1
●最大出力 11/7.5kW(10分/連続)●最大トルク 198/135N・m(5分/連続)
■特別仕様・特別付属品広域主軸 50~15,000min-1
高速主軸 50~20,000 min-1
高速主軸 50~25,000 min-1
複合加工主軸 50~8,000min-1
複合加工主軸 50~12,000min-1
複合加工主軸 50~20,000min-
広域主軸 50~12,000min-1
複合加工主軸 50~10,000min-1
2面拘束主軸アブソスケール検出自動パレット交換装置(APC)※5
ATC本数特殊
プルスタッド特殊仕様テーブル上面形状特殊※6
スルースピンドルクーラント※7
オイルミスト装置シャワー洗浄装置ワーク洗浄ガン機外切粉処理同上用チップバケットHyper-Surface※8
自動工具長補正・折損検出
自動原点補正・自動計測ファイブチューニングアンチクラッシュシステム※8
加工ナビ M-i、M-gⅡ+工具寿命管理(時間積算等による)過負荷監視(送り適応制御含む)自動ドアケミカルアンカー仕様
△△△△△△△△△
△
△△
△△
No.40 22/18.5kW [10分/連続]※1
No.40 30/22kW [10分/連続]※1
No.40 15/11kW [10分/連続]※1
No.40 11/7.5kW [10分/連続]※2
No.40 22/18.5kW [10分/連続]※2
No.40 30/22kW [10分/連続]※2
No.50 26/18.5kW [10分/連続]※3
No.50 26/18.5kW [10分/連続]※4
HSK、BIGプラスX・Y・Z軸2面、6面、10面、12面、FMS48本、64本(チェーンマガジン式)、64本以上(マトリックスマガジン式)MAS1・JIS・CAT・DINテーブル上面タップ式MU-8000V:φ800丸テーブル1.5 MPa又は7.0 MPa より指定25,000min-1仕様はHSK-A63のときのみ対応
天井取付、ノズル5本
リフトアップチップコンベヤ:フロア式・ドラムフィルタ式
タッチセンサ(レニショー製)によるレーザセンサ(ブルーム製)によるタッチプローブ(レニショー製)による幾何誤差の計測・補正衝突防止機能ミーリング用加工条件探索機能
■高速主軸 No.40 (特別仕様)●主軸回転速度 25,000min-1
●最大出力 15/11kW(10分/連続)●最大トルク 29/20N・m(10分/連続)
■広域主軸 No.40 (特別仕様)●主軸回転速度 15,000min-1(旋削仕様時 12,000min-1)●最大出力 22/18.5kW(10分/連続)●最大トルク 199/146N・m(5分/連続)
■高速主軸 No.40 (特別仕様)●主軸回転速度 20,000min-1
●最大出力 30/22kW(10分/連続)●最大トルク 57/42N・m(10分/連続)
■高速主軸 No.40 (特別仕様)●主軸回転速度 20,000min-1(旋削仕様)●最大出力 30/22kW(10分/連続)●最大トルク 83/70/54N・m(5分/10分/連続)
△ :対応する標準仕様が削除されます。※1:主軸テーパ穴は、7/24テーパNo.40(BT40、BIGプラス、CAT40、DIN40)、HSK-A63が 対応可能です。※2:複合加工主軸のテーパ穴は、HSK-A63となります。※3:主軸テーパ穴は、7/24テーパNo.50(BT50、BIGプラス、CAT50、DIN50)、HSK-A100、 CAPTO C6が対応可能です。※4:複合加工主軸のテーパ穴は、HSK-A100、CAPTO C6が対応可能です。※5:最大ワーク寸法等の制約があります。※6:旋削仕様の場合、タップ形状のみとなります。※7:オークマ専用プルスタッドボルト(市販品と端面研削、Oリング、スルー穴径が異なる)が 必要となります。※8:Hyper-Surfaceとアンチクラッシュシステムの同時動作には制限があります。
MU-5000VMU-6300VMU-8000V
MU-5000V
MU-6300VMU-8000V
■多面APC仕様図(MU-6300Vの場合)(特別仕様)
●2面APC ●6面APC
単位:mm
1
2
3
4 5
6
1,0351,265522
45°45°
45°
10°
743 3,645
NC制御箱
ワーク置き台
主軸中心
段取ステーション
ATCマガジンシャッター
ATC交換アーム
APCシャッター
1,36
595
075
075
24,
124
794(
最大
ワー
ク幅)
134
2,436 386522
1
2
743
1,36
595
02,
267
NC制御箱
ワーク置き台
主軸中心
段取ステーション
ATCマガジンシャッター
APCシャッター
ATC交換アーム
794(
最大
ワー
ク幅
)
50 100 1,000 5,000
4,000
10
50
100
200
1
5
10
20
720 2,500
主軸回転速度 min-1
kW
モータ出力
N・m
主軸トルク
10,000500
199N・m(5分)
146N・m(連続)
15kW(5分) 22kW(10分)
15,000
11kW(連続)18.5kW(連続)
50 100 1,000 5,000 20,000
10
50
100
200
1
5
10
20
3,600
主軸回転速度 min-1
kW
モータ出力
N・m
主軸トルク
10,000500
29N・m(10分)
20N・m(連続)
11kW(10分)
15kW(10分)
25,000
11kW(連続)
7.5kW(連続)
50 100 1,000 5,000
10
50
100
200
1
5
1020
530 1,200
主軸回転速度 min-1
kW
モータ出力
N・m
主軸トルク
10,000500
11kW(10分)11kW(5分)198N・m(5分)
135N・m(連続)
7.5kW(連続)
50 100 1,000 5,0006,0001,200
10
50
100
200
1
5
10
20
530
主軸回転速度 min-1
kW
モータ出力
N・m
主軸トルク
10,000500
11kW(10分)198N・m(5分)
135N・m(連続)
11kW(5分)
7.5kW(連続)
■広域主軸 No.50 (特別仕様)●主軸回転速度 12,000min-1(旋削仕様時 10,000min-1)●最大出力 26/18.5kW(10分/連続)●最大トルク 199/146N・m(5分/連続)
50 100 1,000 5,000
2,500
10
50
100
200
1
5
10
20
720 12,0004,000
主軸回転速度 min-1
kW
モータ出力
N・m
主軸トルク
10,000500
199N・m(5分)
146N・m(連続)
15kW(5分) 26kW(10分)
18.5kW(連続)11kW(連続)
50 100 1,000 5,000
10
50
100
200
1
5
10
20
主軸回転速度 min-1
kW
モータ出力
N・m
主軸トルク
10,000500
57N・m(10分)
42N・m(連続)
30kW(10分)
22kW(連続)
20,000
50 100 1,000 5,000 10,000
10
50
100
200
1
5
10
20
1,500 1,900
主軸回転速度 min-1
kW
モータ出力
N・m
主軸トルク
500
13kW(5分) 30kW(10分)11kW(10分)
83N・m(5分)70N・m(10分)
54N・m(連続)8.5kW(連続)
22kW(連続)
20,000
19
対話機能 らくらく対話アドバンスM(リアル3D含む) ● ● 対話型MAP(Ⅰ-MAP) ● ●プログラミング スケジュールプログラム自動更新機能 ● ● ● ● ● ● コモン変数 1,000個 (標準は200個) 2,000個 プログラムブランチ機能 2組 プログラマブルメッセージ機能(MSG) ● ● ● ワーク座標系選択 100組 ● ● ● (標準20組) 200組 ● ● ● 400組 ヘリカル切削(360度以内) ● ● ● ● ● ● 三次元円弧補間 同期タップⅡ ● ● ● ● ● ● 任意角度面取加工 ● ● ● ● ● ● 円筒側面加工 インバースタイム送り機能 バイトミゾ加工機能 工具先端点制御Ⅱ(工具姿勢補整を含む) 工具姿勢指令 工具毎の許容回転速度設定 F1桁送り 4組、8組、パラメータ式 プログラマブルストロークリミット(G22、G23) ● ● ● ● ● ● スキップ機能(G31) 軸名称指定機能(G14) G/Mコード マクロ追加 三次元工具補正 工具摩耗補正 ● ● ● 図形変換 プログラマブルミラーイメージ(G62) ● ● ● 図形の拡大・縮小(G50、G51) ● ● ● ユーザタスク2 入出力変数各16点 テープコンバート機能★
モニタ機能 リアル3Dシミュレーション機能 ● ● ● ● 簡易ロードモニタ 主軸過負荷監視 ● ● ● ● ● ● NC稼動モニタ 時間積算・ワークカウンタ機能 ● ● ● ● ● ● 積算稼動計 電源ON、主軸回転中、NC動作中、切削中 作業完了ブザー M02、M30、ENDにてブザーON ワークカウンタ M02、M30にてカウント MOP-TOOL 適応制御、過負荷監視 AI機械診断機能 主軸・送り軸、送り軸 機械情報ロギング機能 加工状態監視機能 工具寿命管理 時間積算、個数カウントによる ● ● ● ● ● ●計測機能 自動計測 タッチプローブによる(G31含む) 自動原点補正 自動計測を含む 工具折損検出 タッチセンサによる(G31含む) 自動工具補正を含む マニュアル計測機能(センサは含まない) ● ● ● ● ● ● 対話計測機能(タッチセンサ、タッチプローブ必要)
項 目 項 目キット仕様 キット仕様NML 3D らくらくE D E D E D
※1:Hyper-Surfaceとアンチクラッシュシステムの同時動作には制限があります。
NML 3D らくらくE D E D E D
外部入出力・通信機能 RS-232Cコネクタ DNC-T3 DNC-B(OSP側にRS-232C-Ethernet変換機器使用) DNC-DT DNC-C/Ethernet USB追加(追加は2ポート、2ポートは標準装備)自動化・無人化機能 自動電源遮断機能 M02、END,アラーム、ワーク準備完了でOFF ● ● ● ● ● ● ウォーミングアップ機能(カレンダータイマによる) 外部プログラム選択 ボタン式、ロータリースイッチ式 デジタルスイッチ式、BCD式(2桁、4桁) サイクルタイム短縮機能(操作時間短縮機能) ● ● ● ● ● ● パレットプールライン制御(PPC) (多面APCのとき必須選択) ロボット・ローダ I/F高速・高精度機能 アブソスケール検出 X・Y・Z軸 ファイブチューニング スタンダード、ハイスペック 真直度補正 0.1μm制御(直線軸指令単位) Hyper-Surface※1 同時5軸キット 工具先端点制御Ⅱ (工具姿勢補整機能含む) 工具先端点中心手動送り テーブル基準座標系手動送り Hyper-Surface(5軸仕様)※1
傾斜面加工機能 インバースタイム送り機能 工具姿勢指令 DNC-DT 省エネ機能 ECO suite ECOオペレーション ECO電力モニタ 電力計取付 省エネ油圧ユニット インバータ式 ECOユアツその他 制御箱内照明灯 漏電遮断機能 シーケンス操作 シーケンスストップ ● ● ● ● ● ● シーケンス復帰上位機能 ブロック途中への復帰 ● ● ● 工具先端点中心手動送り テーブル基準座標系手動送り パルスハンドル 2個、3個 (標準1個) 外部M信号 4点、8点 アンチクラッシュシステム※1
加工ナビM-i、M-gⅡ+(加工条件探索機能) エクセルマシニング ブロックスキップ 3組 リーディングエッジオフセット OSP-VPS(ウィルス防御システム) 19インチ角度可変操作盤
注1 NML:ノーマル 3D:3Dシミュレーション らくらく:らくらく対話 E:エコノミー D:デラックスの略注2 ★印仕様は技術打合せが必要です。
■特別仕様
機械仕様に含む機械仕様に含む
機械仕様に含む
20
制御位置検出座標機能最小・最大指令値送り機能主軸制御工具補正機能ディスプレイ自己診断機能プログラム容量プログラム操作
suiteアプリsuiteタッチかんたん操作操作機能
加工管理機能
ECO suite
■標準仕様X、Y、Z、A、C、同時5軸、主軸制御1軸OSP形全域絶対位置検出方式(原点復帰操作不要)機械座標系1組、ワーク座標系20組±99999.999mm、±9999.9999° 10進8桁、 指令単位系:0.001mm、0.01mm、1mm、0.0001°、0.001°、1°送りオーバーライド0~200%主軸回転速度直接指令、オーバーライド30~300%、多点割出機能工具登録本数:最大999組、工具長・径補正:工具1本あたり3組15インチカラー液晶パネル+マルチタッチパネル操作プログラム、操作、機械、NCなどの不具合を自動的に診断、表示プログラムストア容量4GB、運転バッファ容量2MBプログラム管理、編集、スケジュールプログラム、固定サイクル、G/Mコードマクロ、四則演算、論理演算、関数機能、変数機能、分岐命令、座標計算、領域加工、座標変換、プログラミングヘルプ、フィクスチャオフセットⅡ、旋削加工機能(OSP-P300SA-Hの場合)、旋削用自動プログラミング機能(M-LAP機能)(OSP-P300SA-Hの場合)加工現場に必要な情報を見える化、デジタル化したアプリケーション加工現場に適した高信頼性のタッチパネル。suite アプリにワンタッチアクセスひとつの画面で一連の作業を完結させる「1画面オペレーション」、迷わない機械操作を実現する機械操作パネル MDI運転、手動運転(早送り、手動切削送り、パルスハンドル)、負荷メータ、操作ヘルプ、アラームヘルプ、シーケンス復帰、手動割込み自動復帰、パルスハンドル重畳、パラメータ入出力、PLCモニタ、サイクルタイム短縮かんたん設定加工実績、稼働実績、トラブルの情報の集計と表示、外部出力USB(2ポート)、Ethernet、DNC-T1主軸熱変位制御 TAS-S、環境熱変位制御 TAS-C、HiカットPro機能、ピッチ誤差補正、Hi-G制御、サーボナビ、加工時間短縮機能ECOアイドルストップ、ECO電力モニタ※1
基本仕様
プログラミング
操作機能
通信・ネットワーク機能高速高精度仕様省エネ機能
※1:表示電力は概算値。正確な電力値を必要とする場合は電力計取付の特別仕様を選択願います。
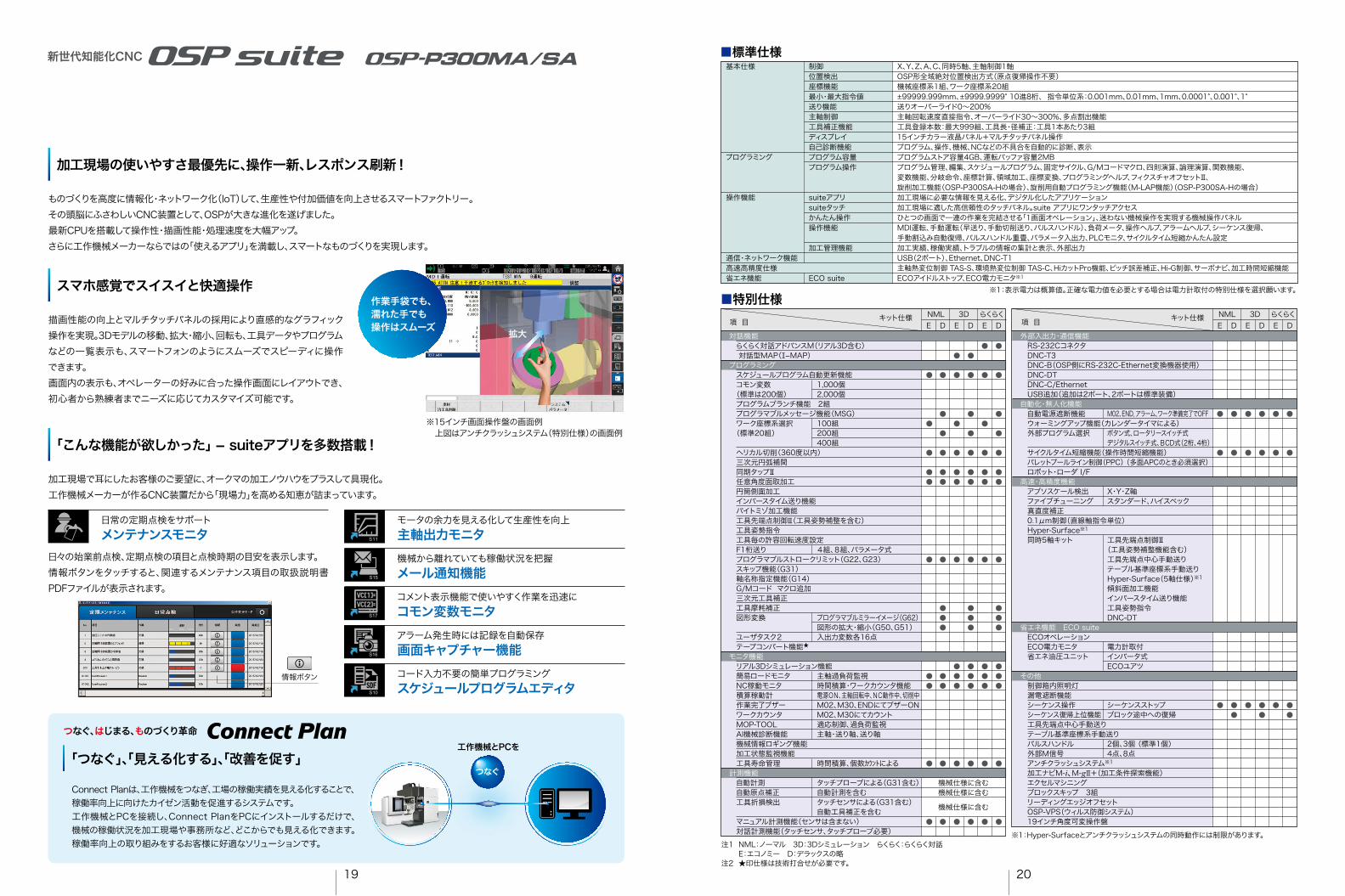
拡大
※15インチ画面操作盤の画面例 上図はアンチクラッシュシステム(特別仕様)の画面例
スマホ感覚でスイスイと快適操作
描画性能の向上とマルチタッチパネルの採用により直感的なグラフィック操作を実現。3Dモデルの移動、拡大・縮小、回転も、工具データやプログラムなどの一覧表示も、スマートフォンのようにスムーズでスピーディに操作できます。画面内の表示も、オペレーターの好みに合った操作画面にレイアウトでき、初心者から熟練者までニーズに応じてカスタマイズ可能です。
「こんな機能が欲しかった」 - suiteアプリを多数搭載!
加工現場で耳にしたお客様のご要望に、オークマの加工ノウハウをプラスして具現化。工作機械メーカーが作るCNC装置だから「現場力」を高める知恵が詰まっています。
作業手袋でも、濡れた手でも操作はスムーズ
加工現場の使いやすさ最優先に、操作一新、レスポンス刷新!
ものづくりを高度に情報化・ネットワーク化(IoT)して、生産性や付加価値を向上させるスマートファクトリー。その頭脳にふさわしいCNC装置として、OSPが大きな進化を遂げました。最新CPUを搭載して操作性・描画性能・処理速度を大幅アップ。さらに工作機械メーカーならではの「使えるアプリ」を満載し、スマートなものづくりを実現します。
情報ボタン
つなぐ、はじまる、ものづくり革命
「つなぐ」、「見える化する」、「改善を促す」
Connect Planは、工作機械をつなぎ、工場の稼働実績を見える化することで、稼働率向上に向けたカイゼン活動を促進するシステムです。工作機械とPCを接続し、Connect PlanをPCにインストールするだけで、機械の稼働状況を加工現場や事務所など、どこからでも見える化できます。稼働率向上の取り組みをするお客様に好適なソリューションです。
つなぐ
工作機械とPCを
新世代知能化CNC
主軸出力モニタモータの余力を見える化して生産性を向上
メンテナンスモニタ日常の定期点検をサポート
メール通知機能機械から離れていても稼働状況を把握
コモン変数モニタコメント表示機能で使いやすく作業を迅速に
画面キャプチャー機能アラーム発生時には記録を自動保存
スケジュールプログラムエディタコード入力不要の簡単プログラミング
日々の始業前点検、定期点検の項目と点検時期の目安を表示します。情報ボタンをタッチすると、関連するメンテナンス項目の取扱説明書PDFファイルが表示されます。
21 22
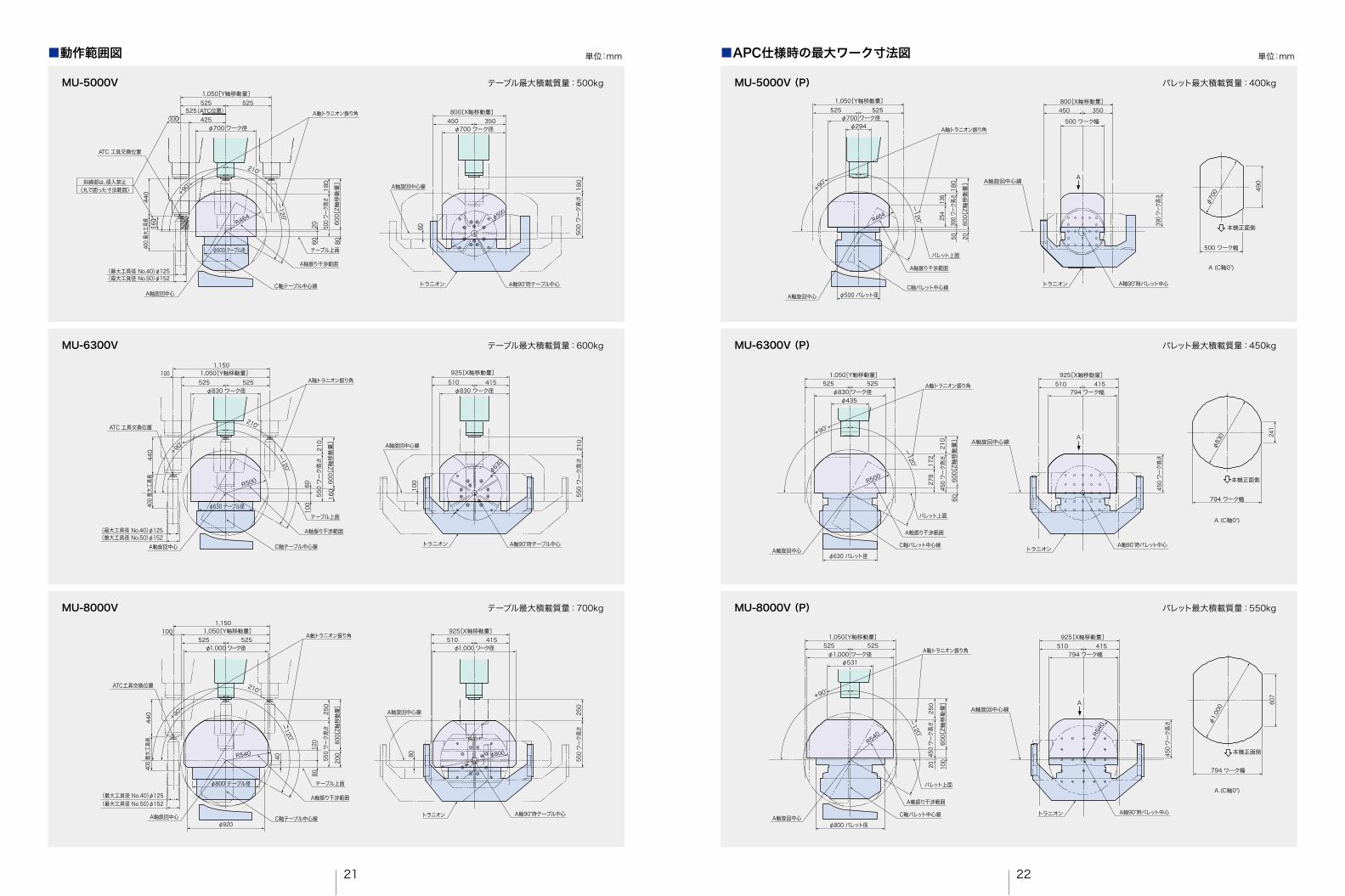
■APC仕様時の最大ワーク寸法図
MU-6300V (P) パレット最大積載質量:450kg
MU-8000V (P) パレット最大積載質量:550kg
■動作範囲図
テーブル最大積載質量:500kg
テーブル最大積載質量:600kg
MU-8000V テーブル最大積載質量:700kg
MU-5000V
MU-6300V
925[X軸移動量]
A軸90°時テーブル中心トラニオン
φ830 ワーク径415510
550
ワー
ク高
さ21
0
100
A軸旋回中心線
パレット最大積載質量:400kg
単位:mm 単位:mm
MU-5000V (P)
φ83
0
794 ワーク幅
本機正面側
A (C軸0°)
241
トラニオン A軸90°時パレット中心
AA軸旋回中心線
794 ワーク幅
925[X軸移動量]415510
450
ワー
ク高
さ
ー120°
+90°
C軸パレット中心線
パレット上面
A軸振り干渉範囲
A軸トラニオン振り角
600[
Z軸移
動量
]
278
172
450
ワー
ク高
さ21
0
60
φ435
1,050[Y軸移動量]
φ830 ワーク径525525
1,050[Y軸移動量]525525
φ700 ワーク径φ294
ー120°
+90°
A軸旋回中心C軸パレット中心線
φ70
0
600[
Z軸移
動量
]
390 ワ
ーク高さ
パレット上面
A軸振り干渉範囲
500 ワーク幅
A (C軸0°)
490
φ500 パレット径
A軸トラニオン振り角
180
トラニオン
A
800[X軸移動量]350450
A軸90°時パレット中心
390 ワ
ーク高さ
254
136
+90°
φ800 パレット径
φ531
1,050[Y軸移動量]
φ1,000 ワーク径525525
A軸旋回中心
A (C軸0°)
φ1,
000
794 ワーク幅
本機正面側
607
トラニオン A軸90°時パレット中心
AA軸旋回中心線
794 ワーク幅
925[X軸移動量]415510
R540
R464
50 20
500 ワーク幅
A軸旋回中心線
本機正面側
A軸旋回中心φ630 パレット径
R500
ー120°
C軸パレット中心線
パレット上面
A軸振り干渉範囲
A軸トラニオン振り角
600[
Z軸移
動量
]
450
ワー
ク高
さ25
0
100
20
R540
450
ワー
ク高
さ
φ630
550
ワー
ク高
さ
925[X軸移動量]
φ1,000 ワーク径510 415
250
A軸90°時テーブル中心トラニオン
80
A軸旋回中心線
φ800
A軸90°時テーブル中心トラニオン
A軸旋回中心線
φ700 ワーク径
60
800[X軸移動量]350450
500
ワー
ク高
さ18
0
φ500
(最大工具径 No.40)φ125(最大工具径 No.50)φ152
ATC 工具交換位置
(丸で囲った寸法範囲)斜線部は、侵入禁止
600[
Z軸移
動量
]
1,050[Y軸移動量]
6020 50
0 ワーク
高さ18
0
φ700 ワーク径
テーブル上面
525525525(ATC位置)
440
400 最
大工具長
C軸テーブル中心線
A軸振り干渉範囲
A軸旋回中心
A軸トラニオン振り角
ー120°
160
80
425100
R464
210°
+90°
テーブル径φ500
(最大工具径 No.40)φ125(最大工具径 No.50)φ152
ATC 工具交換位置
600[
Z軸移
動量
]
1,050[Y軸移動量]
210°
100
60
210
160
φ830 ワーク径
1,150
525525100
440
A軸旋回中心
A軸トラニオン振り角
ー120°
テーブル上面
C軸テーブル中心線
A軸振り干渉範囲
550
ワー
ク高
さ
R500
400
最大
工具
長
φ630 テーブル径
+90°
ATC工具交換位置
600[
Z軸移
動量
]
1,050[Y軸移動量]
φ1,000 ワーク径
1,150100
525 525
440 25
0
200
80
40
120
400
最大
工具
長
A軸旋回中心
(最大工具径 No.40)φ125(最大工具径 No.50)φ152
210°
ー120°
テーブル上面
A軸振り干渉範囲
C軸テーブル中心線φ920
A軸トラニオン振り角
R540
550
ワー
ク高
さ
+90°
φ800 テーブル径
23 24
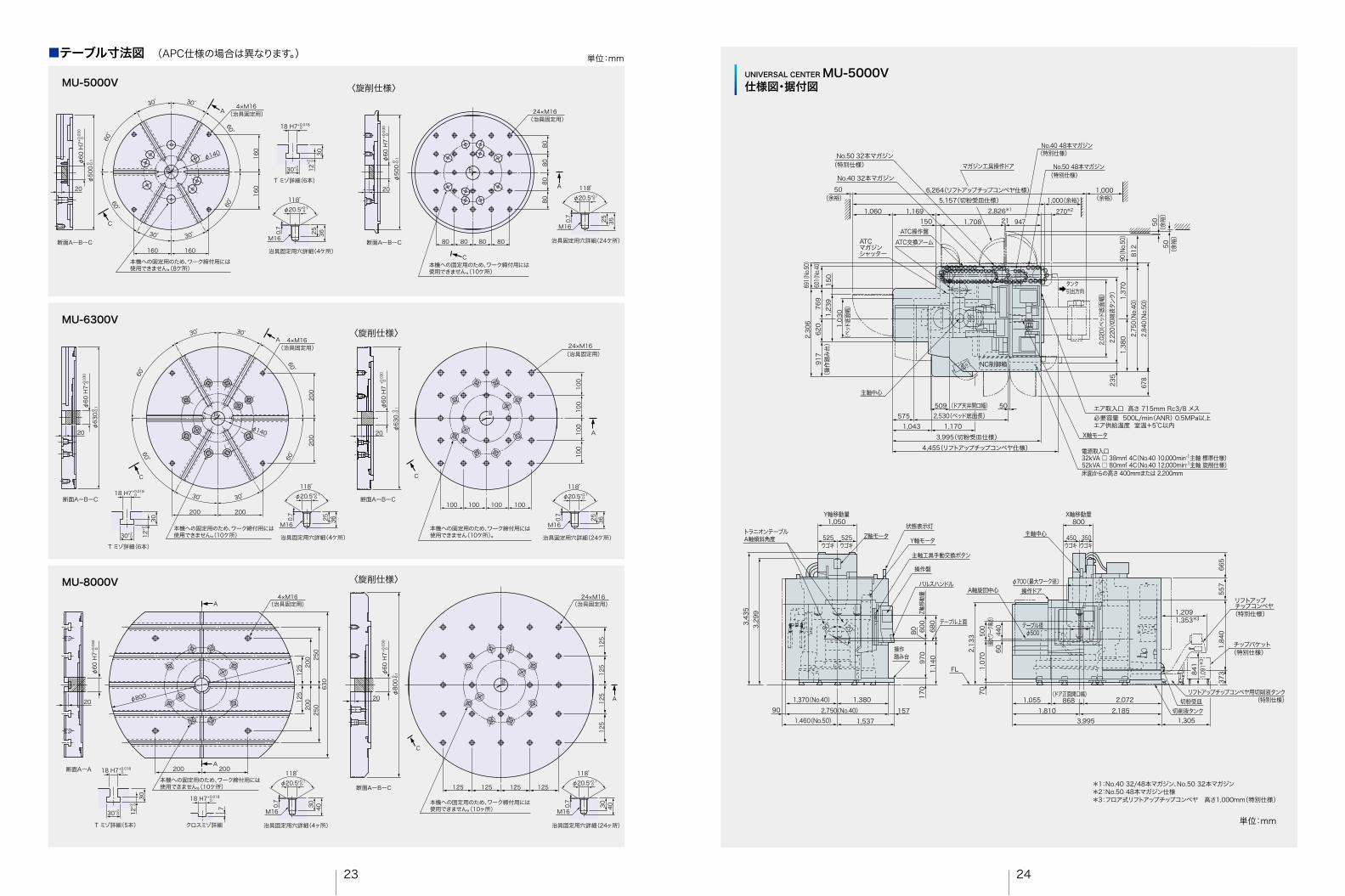
UNIVERSAL CENTER MU-5000V仕様図・据付図
*1:No.40 32/48本マガジン、No.50 32本マガジン*2:No.50 48本マガジン仕様*3:フロア式リフトアップチップコンベヤ 高さ1,000mm(特別仕様)
主軸中心
A軸旋回中心 操作ドア
(特別仕様)
リフトアップチップコンベヤ
(特別仕様)チップバケット
(特別仕様)
2,13
370
6044
0
1,07
0
1,0551,810 2,185
2,072
3,995 1,305
868
(最大ワーク径)φ700
500
(最大ワ
ーク高さ
)
リフトアップチップコンベヤ用切削液タンク(ドア正面開口幅)
切削液タンク切粉受皿
ウゴキ ウゴキ
X軸移動量800
350
1,2091,353*3
1,84
037
355
766
5
450
テーブル径φ500
FL
1,460(No.50)2,750(No.40)
1,370(No.40)
1,14
0
3,29
93,
435
680
600
8097
017
0
157901,537
1,380
Z軸移
動量
操作盤
操作踏み台
主軸工具手動交換ボタン
パルスハンドル
Z軸モータ状態表示灯
Y軸モータトラニオンテーブルA軸傾斜角度
テーブル上面°09
120°
ウゴキ ウゴキ
Y軸移動量1,050
525525
841
1,091
*3
単位:mm
■テーブル寸法図 (APC仕様の場合は異なります。)
MU-5000V
MU-6300V
MU-8000V
φ20.5118゜
30゜
30゜
30゜
30゜
60゜
60゜ 60゜
60゜
160
160
160
18 H7
30+20
+0.0180
1230
+2 025 36
+0.10
T ミゾ詳細(6本)
本機への固定用のため、ワーク締付用には使用できません。(8ケ所)
治具固定用穴詳細(4ケ所)
M16
C
A
160
B
φ140
(治具固定用)4×M16
φ60
H7+0
.030
00 -0
.1
20
φ50
0〈旋削仕様〉
断面AーBーC
〈旋削仕様〉
〈旋削仕様〉
200
φ140
φ20.5118゜
30゜
30゜
30゜
30゜
60゜
60゜ 60゜
60゜
200
200 200
18 H7
30+20
+0.0180
1230
+2 0
25 36
+0.10
T ミゾ詳細(6本)
本機への固定用のため、ワーク締付用には使用できません。(10ケ所) 治具固定用穴詳細(4ケ所)
(治具固定用)
M16
4×M16
C
A
B
φ60
H7
φ63
0
20
+0.0
300
-0.1
0
断面AーBーC
125
125
200
200
250
250
630
20
本機への固定用のため、ワーク締付用には使用できません。(10ケ所)
断面AーA
φ20.5118゜
30 40
+0.10
治具固定用穴詳細(4ヶ所)
30+20 12
T ミゾ詳細(5本) クロスミゾ詳細
18 H7+0.0180
18 H7+0.0180
4×M16
A200 200
A (治具固定用)
30
+2 0
M16
φ60
H7+0
.030
0
7
φ800
0.7
0.7
0.7
φ20.5118゜
25 35
+0.10
治具固定用穴詳細(24ケ所)
M16
本機への固定用のため、ワーク締付用には使用できません。(10ケ所)
80 A
C
8080
80
8080 8080
B
(治具固定用)24×M16
単位:mm
φ60
H7
φ50
0
+0.0
300
20
断面AーBーC
0 -0.1
0.7
マガジン工具操作ドア
(特別仕様)(特別仕様)
(余裕)
主軸中心
No.40 48本マガジン
6,264(リフトアップチップコンベヤ仕様)5,157(切粉受皿仕様)
(特別仕様)No.50 48本マガジン
タンク引出方向
No.50 32本マガジン
No.40 32本マガジン
2,30
6
1,23
91,
030
150
601(
No.40
)
32kVA □ 38m㎡ 4C(No.40 10,000min-1主軸 標準仕様)52kVA □ 80m㎡ 4C(No.40 12,000min-1主軸 旋削仕様)
2,84
0(No
.50)
678
2,75
0(No
.40)
1,38
023
51,
370
50
(操
作踏
み台
)
(ベッ
ド底面
幅)
50
3,995(切粉受皿仕様)4,455(リフトアップチップコンベヤ仕様)
1,1701,043575 2,530(ベッド底面長)
509 (ドア天井開口幅)
NC制御箱
2,02
0(ベ
ッド底
面幅
)2,
220(
切削
液タン
ク)
769
620
917
ATC交換アームATC操作盤
ATCマガジンシャッター
50
1,060 1,169 2,826*1
150 1,708 21
X軸モータ
電源取入口
床面からの高さ 400mmまたは 2,200mm
270*2
(余裕)
(余
裕)
50(
余裕
)
812
1,0001,000(余裕)
691(
No.50
) 90(No
.50)
947
エア取入口 高さ 715mm Rc3/8 メス必要容量 500L/min(ANR) 0.5MPa以上エア供給温度 室温+5℃以内
C
100
100
100
100
(治具固定用)24×M16
本機への固定用のため、ワーク締付用には使用できません(10ケ所)。
A
100100100100
B
φ20.5118゜
25 36
+0.10
治具固定用穴詳細(24ケ所)
M16
0.7
断面AーBーC
φ60
H7
+0.0
300
20 φ63
0 -0.
10
断面AーBーC
治具固定用穴詳細(24ヶ所)
本機への固定用のため、ワーク締付用には使用できません。(10ヶ所)
24×M16(治具固定用)
φ20.5118゜
30 40
+0.10
M16
125
125
125
125
125125125125
C
B
A
0.7
20
φ60
H7+0
.030
0
φ80
0 -0.
1 0

25 26
UNIVERSAL CENTER MU-8000V仕様図・据付図
UNIVERSAL CENTER MU-6300V仕様図・据付図
[ ]寸法はX軸延長仕様(APC対応)*1:No.50 48本マガジン仕様*2:フロア式リフトアップチップコンベヤ 高さ1,000mm(特別仕様)
操作盤
状態表示灯
操作踏み台
テーブル上面
600
Z軸移
動量
1,15
076
090
016
025
0
パルスハンドル
主軸工具手動交換ボタン
3,38
93,
525
1,430 197
90° 120°
1,560
3,187
Y軸移動量1,050
525ウゴキ
525ウゴキ
100 ATC動作トラニオンテーブルA軸傾斜角度
X軸移動量925[1,450]
主軸中心
A軸旋回中心操作ドア
415510
[1,035]ウゴキウゴキ
2,3252,075[2,505]
2,2121,188[1,618]
φ630(テーブル径)
φ830(最大ワーク径)
4,400[4,830] 1,295
2,94
058
51,
840
727
373
841
1,091
1,1991,343
2,20
2 550(最
大ワーク
高さ)
1,08
070
100
450
FL
切削液タンク切粉受皿
チップバケット(特別仕様)
リフトアップチップコンベヤ
(特別仕様)
Y軸モータ
Z軸モータ*2
(ドア正面開口幅)1,000
*2
NC制御箱
90050644
1,417 136107
1,922 45025
5
683
952
1,43
0
2,99
0
1,56
0
(余
裕)
50
2,32
0(切
削液
タン
ク)
6,012(切粉受皿仕様)
6,659(リフトアップチップコンベヤ仕様)
420
タンク引出方向
4,850[5,280]1,178[1,608]
3,305(ベッド底面長)
1,300(操作踏み台)
195[625]
主軸中心
1,030(
ベッド底
面幅)
2,02
0(ベ
ッド
底面
幅)
ドア天井開口幅
(特別仕様)
700,1(
操作
踏み
台)
932,1051
026967
197
150 202,966
ATC 操作盤
ATC交換アームATCマガジンシャッター
6,803*2
1,060 1,434[1,864]1,087
1,000
1,709
No.50 32本マガジン
No.40 48本マガジン(特別仕様) No.50 48本マガジン(特別仕様)
マガジン工具操作ドア
No.40 32本マガジン
電源取入口37kVA □38mm2 4C(No.40 10,000min-1主軸 標準仕様)53kVA □80mm2 4C(No.40 12,000min-1主軸 旋削仕様)床面からの高さ 400mmまたは 2,200mm
(余
裕)
(余裕)
1,000(余裕)
50(余裕)
50
1,300(切削液タンク)エア取入口 高さ 866mm Rc3/8 メス必要容量 500L/min(ANR) 0.5MPa以上エア供給温度 室温+5℃以内X軸モータ
140*1
*1:No.50 48本マガジン仕様*2:フロア式リフトアップチップコンベヤ 高さ1,000mm(特別仕様)
単位:mm単位:mm
X軸移動量925
415510ウゴキ ウゴキ
2,94
068
5
1,84
072
737
3
チップバケット(特別仕様)
リフトアップチップコンベヤ(特別仕様)
1,1991,343
1,09
184
1
2,3252,505
2,2121,411切削液タンク
切粉受皿
No.50 32本マガジン(特別仕様)
2,20
2
FL
1,2954,830
5,280
1,300(操作踏み台)
(操
作踏
み台
)
857625 900
50
1,608 1,922
3,305(ベッド底面長)
1,300(切削液タンク)
450
1361,417107
主軸中心
操作ドア
φ1,000(最大ワーク径)
(ドア正面開口幅)
φ800(テーブル径)
A軸旋回中心
1,14
055
0(最
大ワーク
高さ)
8047
070
1,207
600
Z軸移
動量
800
1,21
096
025
020
0
操作盤
状態表示灯
主軸工具手動交換ボタン
Y軸モータ
X軸モータ
Z軸モータ100 ATC動作トラニオンテーブル
A軸傾斜角度
操作踏み台
テーブル上面
パルスハンドル
3,48
93,
625
Y軸移動量1,050
525 525ウゴキウゴキ
1,560 1,430 197
3,187
90° 120°
255
683
952
1,43
0620
769
791
1,23
915
0
1,00
7
2,99
0
1,56
0
2,32
0(切
削液
タン
ク)
420
2,02
0(ベ
ッド
底面
幅)
1,03
0(
ベッド底
面幅
)
(余
裕)
50
(余裕)
(余裕)1,0001,060 1,864 2,966
1,709 1,087 140*1150 20
1,000(余裕)
50
(余
裕)
50
タンク引出方向
6,442(切粉受皿仕様)
7,089(リフトアップチップコンベヤ仕様)
ATC 操作盤
ATC交換アームATCマガジンシャッター
No.40 32本マガジン
No.50 48本マガジン(特別仕様)
No.40 48本マガジン(特別仕様)
マガジン工具操作ドア
NC制御箱
(ドア天井開口幅)主軸中心
電源取入口37kVA □38mm2 4C(No.40 10,000min-1主軸 標準仕様)53kVA □80mm2 4C(No.40 12,000min-1主軸 旋削仕様)床面からの高さ 400mmまたは 2,200mm
エア取入口 高さ 866mm Rc3/8 メス必要容量 500L/min(ANR) 0.5MPa以上エア供給温度 室温+5℃以内
*2
*2
●機
械の
改良
にと
もな
い、お
断り
なく
仕様
など
を変
更さ
せて
いた
だく
こと
があ
りま
す。
Pub.No.M
U-Vseries-J-(
8)-500 (Aug 2021)
機械
を使
用す
る前
に取
扱説
明書
を読
み、正
しく
お使
いく
ださ
い。当
社製
品を
使用
する
場合
は、付
属の
取扱
説明
書に
記載
され
てい
る「安
全に
関す
る注
意事
項」お
よび
製品
に取
り付
けら
れて
いる
同表
示を
読ん
でく
ださ
い。
火災へのご注意
お客様の工場、設備を火災から守り、安全な操業を続けていただくために、機械を使用する際には下記の火災に対する注意事項をお守り下さい。 切削には油性切削液を使用しないでください。高温の切粉、工具の摩擦熱、研削時の火花等により、火災が発生する危険があります。また、発火の可能性のある物質の加工、及びドライ加工時も、下記の注意事項を守り十分な安全対策を実施して、加工を行って下さい。1. 油性切削液について (1) 不燃性の切削液を使用して下さい。 (2) 油性の切削液をやむを得ず使用する場合は、 ・工具切刃の状態、工具寿命を確認し、発火に至らない切削条件を選定した後に加工して下さい。 ・切削液の十分な吐出を保つ為に定期的なフィルターの清掃を実施し、常に吐出確認を行って下さい。 ・近くに消火器を準備し、常時操作員の監視、自動消火装置の設備など、火災に備えて下さい。 ・機械の周囲に燃えやすいものを置かないで下さい。 ・切り屑を堆積させないで下さい。 ・機内及び周辺の定期的な清掃を実施し、機器が正常に動作している事を確認して下さい。 ・無人運転はしないで下さい。 ・自動消火装置等の周辺装置を必要としますので、設備検討段階よりその旨を連絡下さい。2. 発火の可能性のある物質加工時の注意 消防法に定められた可燃性物質(固体)、及び樹脂、ゴム、木質系材料を加工する時は、火災防止の ため材料の特性を良く理解した上、上記1.(2)の注意事項を守り十分な安全対策を実施して下さい。 例)マグネシウム加工時の場合、切粉と水溶性切削液が反応して水素が発生し、発火した切粉により 爆発的な火災を起こす危険性があります。3. ドライ加工について ドライ加工時には、加工物、工具、切粉が冷却されませんので、特に機械の周囲に燃えやすいものを 置かないこと及び切り屑を堆積させないで下さい。また、工具切刃の状態、切削条件、工具寿命に注意 するなど、上記1.(2)の油性切削液に準じた配慮と十分な安全対策を実施して下さい。
総合案内:www.okuma.co.jp“モノづくり”情報サイト:www.okumamerit.com
本製品は日本の外国為替及び外国貿易法に定められる規制貨物等に該当する場合があります。海外へ持ち出される場合はオークマ株式会社へ事前にご連絡下さい。
北関東支店/
東 京 支 店 /
名古屋支店/
大 阪 支 店 /
山形営業所/
仙台営業所/
郡山営業所(東北CSセンター) /
新潟営業所/
太田営業所/
日立営業所/
東京営業所/
〒362-0021 埼玉県上尾市原市271-1TEL 048-720-1411 FAX 048-720-1061〒243-0021 神奈川県厚木市岡田3144TEL 046-229-1025 FAX 046-229-1157〒480-0193 愛知県丹羽郡大口町下小口5-25-1TEL 0587-95-0911 FAX 0587-95-0901〒564-0043 大阪府吹田市南吹田5-13-25TEL 06-6339-9081 FAX 06-6339-9099〒990-0033 山形市諏訪町1-1-1(センチュリープレイス山形3階)TEL 023-625-8639 FAX 023-625-8657〒984-0038 仙台市若林区伊在2-22-8TEL 022-288-9100 FAX 022-288-9920
〒963-8041 福島県郡山市富田町字権現林15-38TEL 024-954-8583 FAX 024-954-8584〒950-0911 新潟市中央区笹口1-20-5(ファイ・ビル5階)TEL 025-246-1221 FAX 025-243-2435〒373-0823 群馬県太田市西矢島町588-1TEL 0276-61-3982 FAX 0276-45-1800〒316-0002 茨城県日立市桜川町2-24-8(鈴木ビル)TEL 0294-35-1128 FAX 0294-35-7335〒136-0071 東京都江東区亀戸2-26-10(立花亀戸ビル2階)TEL 03-5858-4861 FAX 03-5609-3390
三島営業所/
浜松営業所/
安城営業所/
長野営業所/
金沢営業所/
京滋営業所/
明石営業所/
福山営業所(西日本CSセンター) /
広島営業所/
高松営業所/
九州営業所/
〒411-0941 静岡県駿東郡長泉町上土狩字奥原716TEL 055-987-8259 FAX 055-987-9603〒435-0031 静岡県浜松市東区長鶴町163-2TEL 053-464-2911 FAX 053-464-8171〒444-1154 愛知県安城市桜井町塔見塚46-2TEL 0566-79-1250 FAX 0566-99-6421〒399-0036 長野県松本市村井町南2-9-18TEL 0263-85-6311 FAX 0263-85-5231〒920-0024 金沢市西念3-12-27TEL 076-261-6633 FAX 076-261-6637〒612-8414 京都市伏見区竹田段川原町245TEL 075-645-2171 FAX 075-645-2175〒674-0074 兵庫県明石市魚住町清水2067-1TEL 078-949-3341 FAX 078-949-3334
〒721-0961 広島県福山市明神町2-5-31TEL 084-959-5708 FAX 084-959-2145〒731-0138 広島市安佐南区祇園3-22-5TEL 082-874-7771 FAX 082-871-1911〒761-8057 高松市田村町513-1TEL 087-868-2530 FAX 087-868-2671〒812-0006 福岡市博多区上牟田3-7-5TEL 092-473-8960 FAX 092-473-9006
サービスセンター/ 0120-506-090
本社・本社工場〒480-0193 愛知県丹羽郡大口町下小口5-25-1TEL 0587-95-7823 FAX 0587-95-4091
可児工場〒509-0249 岐阜県可児市姫ヶ丘3-6TEL 0574-63-5729 FAX 0574-63-5647





























