Upload
josephsed
View
223
Download
0
Embed Size (px)
Citation preview
8/15/2019 671872 MAY 2016 Selected Pages
1/3930 ISE Magazine | www.iise.org/ISEmagazine
Awidenedgaz
eatthePanamaCanal
least-congested rail and trucking routes for getting there.
New York-New Jersey; Norfolk, Virginia; Savannah,
Georgia; and Charleston, South Carolina (the latter two are
distinct ports but operate in close proximity to each other)
all stand to gain share. They are relatively close to the battle-
ground region and the attractive rail routes to major markets.
They are in a strong position to be on the routes of the post-
Panamax vessels, which tend to make fewer and longer stops
than smaller vessels.Houston and the New Orleans-Gulfport complex, while
not major container ports today, also should grow as they ben-
efit from upgrades and from being able to serve the greater
Gulf Coast region.
Other ports on the East and Gulf Coasts may feel little im-
pact or may find that they need to rethink their value propo-
sition to shippers and carriers. Some will continue to serve
mainly regional markets, markets that are too small to be
served efficiently by the largest vessels. Others are likely to
need to position themselves as uniquely suited to serving spe-
cific industry sectors. Some ports will find that they have in-
vested in equipment and deeper channels to handle the largest
vessels only to find that the traffic does not materialize.
On the West Coast, Oakland, California, and Seattle-Taco-
ma are less likely to be directly impacted. Los Angeles-Long
Beach is likely to lose the most with the Panama Canal expan-
sion. It continues to be well-positioned to handle traffic to
major population centers and always will be the fastest option
for reaching a large share of the U.S.
But the port will face new competition in the region eastof Chicago once the Panama Canal is able to handle post-
Panamax vessels.
The recent labor dispute at the Los Angeles-Long Beach
complex also may motivate shippers to reduce their depen-
dence on the West Coast. It remains to be seen whether ship-
pers will fundamentally change their routing decisions to
minimize disruptions when the next labor contract is set to
expire. Absolute volume levels from Asia-to-U.S. container
trade should not decline at Los Angeles-Long Beach, but it is
likely to see slower growth levels than other ports, leading to a
shift in share over time.
FIGURE 1FIGURE 1
The fight heads eastOnce the Panama Canal completes its current expansion project, a battleground region representing 15 percent of U.S. GDP will be in
play between West Coast and East Coast ports.
Figure copyright The Boston Consulting Group
http://www.iise.org/ISEmagazinehttp://www.iise.org/isemagazine
8/15/2019 671872 MAY 2016 Selected Pages
2/39May 2016 | ISE Magazine 31
The cost, time and flexibility trade-offsShippers make different choices based on the value of their
cargo, transportation costs, transit time and flexibility. To un-
derstand these trade-offs, our analysis looked at tires, couches,
T-shirts and industrial pumps that would be shipped from East
Asia to the battleground market of Columbus, Ohio.
Those products broadly represent the range of goods in the
top four categories of imports that make up more than three-
quarters of East Asia container traffic into the United States.
They also represent different combinations of profitability, size
and time sensitivity.
If cost were all that mattered, shippers would route all these
products through an expanded Panama Canal to reach Co-
lumbus, Ohio, via rail from the New York-New Jersey port
(under specific scenarios for major cost drivers). At typical
market rates, that route would be about 4 percent cheaper than
one going through Oakland, California.But it also would take 11 days longer. That time difference
affects shippers in two ways. First, the amount of inventory
in transit will increase. Second, to avoid running out of in-
demand products, the shipper will need to stock more inven-
tory as a buffer to account for unpredictable demand during
those 11 days.
For some shippers, the 4 percent savings is pivotal. But for
others, the extra time matters more.
The savings gained by transporting tires and couches to
the battleground region through the Panama Canal are large
enough to more than make up for the extra inventory that
shippers will need to carry. But the analysis works out the op-
posite way for T-shirts and industrial pumps. The time ad-
vantage of shipping through the West Coast trumps the cost
savings of East Coast travel.
Do the mathIndustrial pumps and T-shirts have very little in common
other than the fact that, even after the Panama Canal expan-
sion opens, these products most likely will continue to move
through U.S. West Coast ports to reach the battleground states
where U.S. ports compete with one another for customers.
For both products, transportation constitutes up to 3 percent
of revenues at most, so shippers often do not believe that there
will be significant savings or that the savings from alternate
routes will outweigh the increases in transit time and mana-
gerial complexity. By routing a shipment of T-shirts through
the East Coast to Columbus, Ohio, for example, a retailer’ssavings would total just 0.13 percent. And the savings would
be half that for industrial pumps. Not surprisingly, the cost of
the extra inventory that retailers or distr ibutors would need to
carry exceeds these savings.
Shippers of both products also do not want inventory in
transit any longer than necessary, though for very different
reasons. Since T-shirts often feature trendy colors or the logos
of winning sports teams, retailers want shorter lead-times and
low inventory levels in order to keep up with changes in fash-
ion and avoid obsolescence.
Pump makers, on the other hand, accept higher inventory
The executive summaryThe Panama Canal expansion is expected to open in June
after years of delays and cost overruns. Last year, The Boston
Consulting Group and C.H. Robinson researched the impact
of a widened canal for their report “How the Panama Canal
Expansion Is Redrawing the Logistics Map.”
The authors, two of whom are the co-authors of this
article, concluded the following:
How the logistics landscape will change: Growth
rates for the larger ports on the West Coast will decrease.
Competition among East Coast ports will intensify. And rail
and truck traffic patterns may shift in response.
The time vs. cost trade-off: The West Coast always
will be the fastest option for reaching much of the United States, but the East Coast will become the least costly option for some shippers
and some commodities.
The battleground: The battleground where U.S. ports compete for customers could move several hundred miles west to a regionthat accounts for more than 15 percent of U.S. GDP.
Urgency to act: The expansion underscores the need for shippers, carriers and logistics service providers to adapt their strategies
and operations in light of the growing complexity of the logistics field.
Photo courtesy of www.industrytap.com
http://www.industrytap.com/
8/15/2019 671872 MAY 2016 Selected Pages
3/3932 ISE Magazine | www.iise.org/ISEmagazine
Awidenedgaz
eatthePanamaCanal
levels because having inventory in warehouses, not on ships,
allows them to take advantage of every opportunity to make
sales and provide high levels of customer service when a criti-
cal part fails. For both products, careful planning of inventory
levels is required.
Tires and couches, however, are much more expensive to
ship to the U.S. from East Asia, so the calculations work out
differently. Transportation makes up 44 percent of the cost of
goods sold for tires and 23 percent for couches. Even thoughthe cost of holding extra inventory is higher for these products
than for pumps and T-shirts, the savings of routing through
the East Coast to the battleground region more than make up
the dif ference.
In fact, by transporting tires to Columbus, Ohio, by way of
the East Coast, shippers can expect to save about 1.5 percent –
a big number for a low-margin product.
All shippers wil l need to conduct exercises similar to those
shown in Figure 2 for their product portfolios, assessing the
relative importance of minimizing shipping costs, maximiz-
ing time to market and properly gauging inventory levels.
The full pictureThese projections of cargo flows are the product of an eco-
nomic model that simplifies reality. Several other factors
could alter traffic through an expanded Panama Canal.
Three developments, in particular, likely would magnify
the shift in volume through the Panama Canal to U.S. East
Coast ports.
• A proposed canal through Nicaragua could be built if fi-nancing and other issues are resolved, providing an addi-
tional route for shippers to reach the East Coast.
• Carriers could increase their use of transshipment and make
a stop in the Caribbean to offload containers, a move that
could favor smaller U.S. and South American ports.
• The use of liquefied natural gas as bunker fuel for ocean
vessels could reduce transportation costs substantially.
The impact of most of the other potential developments,
however, is unclear. While many of these key factors look dif-
ferent now than they did when the Panama Canal expansion
FIGURE 1FIGURE 2
The math is importantShippers must calculate the time vs. cost trade-off by commodity.
Figure copyright The Boston Consulting Group
http://www.iise.org/ISEmagazine
8/15/2019 671872 MAY 2016 Selected Pages
4/39
8/15/2019 671872 MAY 2016 Selected Pages
5/3934 ISE Magazine | www.iise.org/ISEmagazine
IE skills are perfect for a world that is c
By Rona Howenstine
The chameleons of engineering
http://www.iise.org/ISEmagazinehttp://www.iise.org/isemagazine
8/15/2019 671872 MAY 2016 Selected Pages
6/39May 2016 | ISE Magazine 35
At what point in your life did you know that you
wanted to be an industrial engineer? When the
other kids were answering the question in your
grade school classroom, did your friends say they
wanted to be a teacher, fireman, policeman, art-
ist, pilot, doctor, dentist, astronaut, sports legend
or rock star? It is highly unlikely that anyone raised their handand espoused the desire to be an IE.
Maybe you didn’t know in first grade, your senior year, or
even your first few semesters of college, but the tenets behind
what makes a successful IE seem to appear at an early age and
are most likely part of a person’s natural disposition. IEs might
just be born that way without even knowing it, and that makes
them quite fortunate.
Considering the futureDisruption is a constant these days. A primary driver of dis-
ruption in every industry is the fact that all people – custom-
ers, suppliers, shareholders and even family members – are
raising their expectations on every front at an unprecedented
rate. Digital technology, radical new business models and the
agility of a virtual on-demand workforce are challenging the
definition of business as usual every day.
Business author Michael Grothaus recently published a
piece in Fast Compa y, “The Top Jobs in 10 Years Might Not
Be What You Expect,” where he interviewed three futurists.
The article provides predictions about what the top jobs of
2025 will and will not be. Graeme Codrington, one of the fu-
turists, states, “History tells us that somehow the labor market
creates new jobs when it destroys some old ones.”
The question that arises is will the next generation go to
college for a specific education or to develop generalized un-
derstanding, analytical thinking and the most versatile toolbox
possible? They will be marketing their skills vs. the degree
they earned and must be quite adept at communicating theirpersonal match with a company’s needs.
Some things remain constantIn 2014, economic modeling expert Joshua Wright published
“The Most In-Demand (and Aging) Engineering Jobs” in
Forbes.
“While every engineering area has added jobs, job growth
from 2010 to 2014 has been in the double digits in four oc-
cupations: petroleum engineers (30 percent), mining and
geological engineers (12 percent), biomedical engineers (10
percent) and industrial engineers (10 percent),” Wright wrote.
In some cases he even cites how the demand outweighs
supply. “The best example of this is industrial engineers, an
occupation with three times more unique monthly postings
(24,740) than average monthly hires (7,737) since the start of
2012,” according to Wright. Figure 1 shows the data.
The stability of the industrial engineering discipline and
continued demand is supported further by a U.S. Department
of Labor Bureau of Labor Statistics analysis that indicates the
outlook is stable over a 10-year horizon from 2014 through
2024, as shown in Figure 2.
A
FIGURE 1
To hire an engineerAccording to data from EMSI Job Posting Analytics, demand for industrial engineers was three times higher than the average number of
monthly hires.
30,000
25,000
20,000
15,000
10,000
5,000
0Civil
engineersMechanicalengineers
Engineers,all other
Industrialengineers
Electricalengineers
Electronicsengineers,
exceptcomputer
Computerhardwareengineers
Aerospaceengineers
6,025
13,657 12,523
9,599
2,197
7,857
24,740
7,737 8,898
5,8204,248 4,841
1,727 3,025 2,061 2,349
Average monthly postings (Jan. 2012-July 2014) Average monthly hires (Jan. 2012-July 2014)
Unique job postings vs. hires for engineering occupations
8/15/2019 671872 MAY 2016 Selected Pages
7/3936 ISE Magazine | www.iise.org/ISEmagazine
Thecham
eleonsofengineering
An additional source to consider is au-
thor and personal finance adviser Bobbi
Dempsey’s “Seven Most Universal Job
Skills,” published in Forbes in 2010. She
provided a list that is closely paired with
the skills that most successful IEs possess:
top-notch communication skills, creativ-ity, curiosity, good writing ability, ability
to play well with others, re-engineering
skills and computer skills
Likewise, in 2013, Seek, an Australian
job site, published its own version of
“Seven Most Universal Job Skills,” which
had a list that is even more closely aligned with the IE skillset:
great communication skills; flexibility, adaptability and inno-
vation; creativity and problem-solving; results focused; great
interpersonal skills; computer skills; and ability to research.
All of this information should make current IEs very com-
fortable with their personal career choice, even when all indi-
cations are that we need to “get comfortable being uncomfort-
able,” as the well-known self-help author Peter McWilliams
would suggest.
Additionally, while the concentration of IE careers tradi-
tionally has been in the automotive, aerospace, electronics,
medical devices and pharmaceutical industries, IE engagement
has broadened and shifted toward fields such as healthcare and,
most recently, financial services and insurance.
These facts should provide a level of confidence to IEs,
highlighting that they have been solid contributors historical-
ly, are able to adapt over time, and possess the skills to continue
to evolve into the roles they will play in the future. One might
refer to IEs as the chameleons of engineering. The data also
should provide every industrial engineer inspiration to bring
others along into such a stable and remarkable discipline where
every day brings a new opportunity.
What makes IEs so versatile?
IEs benefit from the consistent consideration of all situations
from a systems standpoint. Their purpose is to enable people,
processes and technology to work together synergistically to
create value for the world.IEs have long been considered the bridge between business
and engineering – able to speak both languages and to bring
disparate and diverse groups together to develop a common
solution. In many ways, IEs appear to be balanced from a left
brain and right brain aspect, with almost equal comfort em-
ploying the appropriate combination of technical skills and
soft skills.
Just think for a moment of all the different ways an IE could
specialize: lean Six Sigma, project management, organiza-
tional change management, financial management, opera-
tions management, process engineering, quality management,
artificial intelligence, big data/analytics, as well as in the tradi-
tional IE role as understood by most.
It is even more encouraging to recognize that some IEs have
become astronauts, CEOs (Apple, UPS, Accenture), company
presidents (Walmart, BAE Systems, Raytheon), lieutenant
governor (Indiana) and even an NFL football coach (Dallas
Cowboys). Industrial engineering applies to every industry
and every household in the world, which makes the discipline
extremely versatile. Like most engineers, IEs are usually quite
methodical and disciplined in their approach to work and to
their personal lives, which may drive our peers, friends and
families mad.
Consider how IEs approach and accomplish their work, and
therein lies the secret sauce to their versatility. Here are some
examples of what makes IEs unique:
1. How they think: IEs consider the entire system. They
examine processes from end to end and can immediately
identify waste and variation.
2. How they influence: IEs enable and convince individuals
and teams to make positive change with every engagement,
which requires great communication skills, the ability to
facilitate, high energy and, in challenging cases, a large in-
vestment of emotional capital.
3. How they approach situations: IEs can affect improve-
ment in incremental or monumental undertakings. Their
approach is always scalable, and they choose tools that are fit
for a purpose. IEs will take the time to teach and explain inorder to bring a team along and to ensure their fingerprints
are on the final solution. Proliferation of knowledge, facili-
tating through chal lenging situations and dispelling fear are
an IE’s specialty.
4. How they plan: IEs have all taken a project management
course and adapted their knowledge and style to the situa-
tion. They are well-versed in the quote attributed to both
Benjamin Franklin and Winston Churchill, “If you fail to
plan, then plan to fail.”
5. How they measure: IEs need to know what is being
measured, why, what success looks like and if the team is
FIGURE 2
IEs at workAccording to the U.S. Department of Labor Bureau of Labor Statistics, industrial
engineers had a median annual pay of $81,490 in 2014.
2014 median pay $81,490 per year
Typical entry-level education Bachelor’s degreeNumber of jobs, 2014 241,100
Job outlook, 2014-2024 1 percent (little or no change)
Employment change, 2014-2024 2,100
http://www.iise.org/ISEmagazinehttp://www.iise.org/isemagazine
8/15/2019 671872 MAY 2016 Selected Pages
8/39May 2016 | ISE Magazine 37
winning. They are hooked on operational definitions and
scorekeepers, sometimes to a fault. IEs understand that what
gets measured gets managed and that inappropriate mea-
sures drive bad behavior.
6. How they analyze: IEs begin with the notion that there
has to be a story that can be told from the data (if there is
data). Then, they dig for the information and have been
known to torture data sets until they scream for mercy. An
IE’s best friend is usually Microsoft Excel, Minitab or any
program that al lows them to codify, stratify, classify, evalu-
ate and visually display their data in a meaningful manner
that is easily explainable. IEs enjoy interpreting and simpli-
fying information and never suffer from analysis paralysis.
Oh, and Visio might be their second best friend.
7. How they solve problems: IEs seek to find and prove
root cause and to implement a permanent fix, without ex-
ception. It is never enough to fix a process for the short
term, and the worst thing for an IE is to revisit the sameissue a second time or, gasp, a third time.
8. How they make decisions: IEs have clear and concise
methods they use for decision-making. It doesn’t mat-
ter whether they are buying a house, choosing a daycare,
or transforming an entire operation, IEs know what fac-
tors matter in each situation. They can always calculate a
weighted average of all the factors so their team (or family)
can narrow the field and make the best choice in a timely
manner.
9. How they consider risk: IEs actually consider risk and
quantify it without fearing it, both at work and home.
Have you ever alerted someone to a risk that was very
likely to happen? Then when they ignored you and it ac-
tually occurred, you didn’t even say “I told you so.” An IE
would take this as an opportunity to help them resolve the
issue by assembling a full FMEA (failure mode and effects
analysis).
This list just highlights some of the more common behav-
iors one may encounter when observing an IE in the work-
place. What is even more interesting is to observe an IE apply
tried-and-true methods at home. If you have visited the garage
of an IE, you most likely will find a clean epoxy floor, shadow
boards, racks and cabinets with an enviable level of organiza-
tion. That’s where they try out all the workplace organization
and visual management concepts they learn.
On a similar note, it is probably safe to assume that every
IE has encountered the concept of inventory management.
However, they might not have heard of the concept of closetinventory management. For some overzealous IEs, there are
a fixed number of hangers – and no more – in each closet in
the house.
This means that if someone gets something new, then some-
thing of theirs must go. You can’t steal hangers from others’
closets when they are not looking. This also makes for a fun
game of “keep or give,” enabling a family to donate to others.
Now, it might be debatable whether this is IE or obsessive-
compulsive disorder or a beautiful combination of both, as
hangers should be equally spaced on the rod and clothes should
be grouped by category in color order, right? Just checking.
8/15/2019 671872 MAY 2016 Selected Pages
9/3938 ISE Magazine | www.iise.org/ISEmagazine
Thecham
eleonsofengineering
Training workers’ mindsPeter Bostelmann, a former SAP industrial engineer, is a great example of how IEs
can go in new directions and add value to their employers.
Bostelmann brought mindfulness training to his company. And according to the
San Jose Mercury-News , a growing number of companies, including Facebook,Twitter, eBay and Aetna, are incorporating such practices as meditation, yoga and
mindfulness into their workplaces.
The theory is that the traditional hard-charging nature of American business
makes workplaces toxic, driving employee disengagement. Improving employees’
emotional intelligence can help them feel more clarity, creativity and self-
confidence, which can drive innovation and engagement.
“People think this is touchy-feely ‘Kumbaya’-in-the-meadow stuff. But this
is cutting-edge mental training,” said Bostelmann, who is now SAP’s director of
mindfulness.
The IE likened meditation to physical workouts that build strength and
endurance. According to the concept of neuroplasticity, the brain forms new neural
pathways in response to changes in behavior, environment, thinking and emotions.
“Just like you work your muscles, you train your brain,” Bostelmann said.
http://www.iise.org/ISEmagazinehttp://www.iise.org/isemagazine
8/15/2019 671872 MAY 2016 Selected Pages
10/39
8/15/2019 671872 MAY 2016 Selected Pages
11/3940 ISE Magazine | www.iise.org/ISEmagazine
Imagine for a moment that you are responsible for man-aging a manufacturing facility that has a few specialized
assembly lines producing a handful of variations of the
same widget.
You drive into work each morning and have key ques-
tions that you need answered immediately to begin cre-
ating your priorities for the day. “Are any machines down for
repairs?” “Have any members of my team called in sick to-
day?” “Are there any high priority or special orders that I need
to account for?” “What is my production schedule today, and
what should I prioritize?”
These are all pieces of daily information that you require,
and you likely have set up reports, analyses and regular com-munication methods to address these issues.
Now switch the manufacturing setting with a diagnostic
service department (X-ray, MRI, CT scan, ultrasound, etc.)
in a hospital. Which questions do you ask yourself as you begin
each day?
As it turns out, the information required for optimal per-
formance in service areas involves many of the questions listed
above, albeit with a patient-care focus. Yet many healthcare
facil ities around the nation have not identified or implemented
such a standard set of questions, along with the communica-
tion of daily logistical information. This is what performance
I
http://www.iise.org/ISEmagazinehttp://www.iise.org/isemagazine
8/15/2019 671872 MAY 2016 Selected Pages
12/39May 2016 | ISE Magazine 41
and order prioritization huddles aim to address.Performance and order prioritization (POP) huddles are a
framework for diagnostic departments in hospitals to address
efficiency barriers and prioritize patient services on a daily ba-
sis. They are attended by all department staff (technologists,
managers, director) and led by the shift team lead or lead tech-
nologist, although other staff can lead the huddle, generally in
a weekly rotation. These huddles shouldn’t take longer than
15 to 20 minutes, depending on the size of the department.
The huddles have two main components. The first is per-
formance, where huddle participants discuss, document,
address and escalate departmental efficiency and logistical
barriers or challenges. The second is order prioritization,
where huddle participants review known outpatient sched-
ules, inpatient orders and competing resources to decide
which orders to prioritize.
The performance elements of POP huddles are not para-
digm-shifting for the majority of service areas. Many diag-
nostic departments in hospitals already verbally discuss thesebarriers on a daily basis. However, they often do not have a
standardized method of documentation to provide at-a-glance
visibility to all department staff.
POP huddles are a forum for staff to al ign and identify chal-
lenges that may impede utilization throughout the day. All di-
agnostic departmental impediments are categorized into one
of three groups:
1. Machines and equipment: Diagnostic machines or pa-
tient-care equipment that is down for repairs, in short sup-
ply or not able to be utilized. Examples include a broken
MRI machine or a low supply of liquid contrast.
2. Staffing: Scheduled department or support staff members
who will not be working their shift, have been pulled to
other departments or are otherwise unavailable. Examples
include a technologist called off work, a transport depart-
ment that is short on transporters (which will hinder timely
patient movement), or an X-ray tech who unexpectedly has
to support surgery procedures.
3. Procedures: Some diagnostic service areas have to provide
resources and equipment for procedural departments like
surgery and cath lab. This category identifies known pro-
cedures and times that the department will have to provide
secondary support. Examples include a C-arm machine
that is being used by the surgery machine department all
morning, cath lab procedures that will require multiple
PICC line insertions and validation of correct placement
with diagnostic equipment.
Every barrier identified is recorded on a POP huddle board,
shown in Figure 1. These boards are displayed prominently
in the center work area of the department. The foundation of
the performance portion of the POP huddle is simply to allow
staff to verbalize daily barriers and display them visually forstaff or leadership who did not attend the huddle.
However, the POP leader can take this a step further and
document the barriers by category each day, possibly with
high-level details or notes. This record is maintained and ana-
lyzed to look at root causes of logistical issues that the depart-
ment experiences on a regular basis. For example, perhaps 75
percent of daily barriers fall into the machines and equipment
category. Leadership can use this information to begin to look
at the specific instances and how to anticipate downtime in
the future.
The order prioritization focus of POP huddles is often a new
Perfor der prior
huddles help diagram daily priorities
vice areas
By Alex Bohn
POP quiz:
What are theright questionsin hospitals?
8/15/2019 671872 MAY 2016 Selected Pages
13/3942 ISE Magazine | www.iise.org/ISEmagazine
POPquiz:Whataretherightq
uestionsinhospitals?
concept for diagnostic staff, or at least a new way of thinking
about how they approach their daily workload. Every order
(and associated patient) has a priority based on many different
factors. Too often, diagnostic areas prioritize their patients in
a way that optimizes their silo but does not create efficiency
within the entire system or align with hospital performance
goals.
Some factors, like the daily outpatient appointment sched-
ule, are easy to predict day-of and also not very flexible, so
they are used as the starting point for patient prioritization.
After that, diagnostic areas begin the day with a pile of stat
and routine order requisitions (tests and services for patients)
from inpatients and emergency room patients throughout the
hospital.
Currently, priority is often given to stat orders, emergency
patients and then whichever inpatients have been waiting the
longest. Some departments will slightly refine their schedules
to group inpatients by unit (critical care patients first, for in-
stance) or time of day depending on the test type and require-
ments.
With the implementation of POP huddles, a specific prior-
ity hierarchy is created (per department) to help guide staff on
which patients to begin their day with. An example of such
a hierarchy is in Figure 2. System-level factors must be taken
into consideration when creating this hierarchy so that onedepartment doesn’t inadvertently become a barrier for pa-
tient progression by attempting to optimize only their area
or schedule.
Examples of these systemwide factors, in no particular pri-
ority order, include the following four types of patients:
1. Patients who are approaching discharge: Are any of
these inpatients well enough and scheduled to be discharged
from the hospital today? If so, the department should make
sure to complete these tests today to avoid holding the
patient in a bed longer than necessary. Progressing these
patients through the system increases throughput for the en-
tire hospital and positively affects patient care factors, such
as decreasing the chances of a hospital-acquired infection.
2. Patients under observation: Do any of my morning
orders concern patients who are in an observation status
who are very time-critical to have a decision (discharge or
admit) made for them? If so, the department should look to
FIGURE 1FIGURE 1
Keep staff informedThis POP (performance and order prioritization) huddle board example comes from a CT department. Such boards should be displayed
prominently in the center of the department’s work area.
Machines and equipment
CT machine 2 down for repairsuntil Friday
Low supply of liquid contrast,back-ordered until Wednesday
Staffing
Kelly called in sick for today's shift.
Transporters are understaffedby two; expect to have to
self-transport some patients.
Procedures
CT-guided biopsies scheduledfor 10:30 a.m. and 2 p.m.
POP huddle: CT department Date: Tuesday 1/26
S.C. is checking that listSouth Carolina is undergoing a statewide experiment to see
if checklists can reduce errors in surgery, reported Modern
Healthcare magazine.
Project leaders say the pre-surgical safety checklist process,
a tool adapted from high-risk industries like commercial
aviation, could prevent enough mistakes to save 500 lives a year.
Many hospitals thought they were safe, even when surgical
teams would start procedures without speaking a word to each
other, Clemson University industrial engineer Ashley Childers
told the magazine. She has traveled more than 19,000 miles tohelp more than 50 hospitals with their checklist procedures.
While some hospitals now have nearly 100 percent
compliance with their checklist procedure, others continue
pushing back. And since the program is still gathering data,
Childers said, advocates don’t have the numbers yet to prove
that the system works.
And results from other projects have been mixed. For
example, a 2014 New England Journal of Medicine study
found that checklists in more than 100 hospitals in Ontario,
Canada, did not significantly reduce complications or deaths,
according to Modern Healthcare . But checklists in the state
of Michigan virtually eliminated catheter-based infections in
that state.
http://www.iise.org/ISEmagazinehttp://www.iise.org/isemagazine
8/15/2019 671872 MAY 2016 Selected Pages
14/39May 2016 | ISE Magazine 43
perform and obtain results of tests for these patients as early
in the day as possible. Observation patient management is
often a pain point for hospital efficiency and operations be-
cause the time to decide whether to admit or discharge is
generally 24 to 48 hours. Test results are key for clinical staff
to make timely and educated decisions about the patient’s
care.
3. Patients who require multiple services: Does my CT
patient also have any orders for an X-ray, an MRI, etc.?
If so, what time will they be receiving these services, and
can I coordinate with those areas so the patient can receive
all of the services sequentially? Coordi-
nating services results in patients being
transferred fewer times throughout the
day. This impacts both patient satisfac-
tion and the utilization of transporters in
the hospital.
4. Patients who have been hospital-ized for a long time: Have any of
these patients been in the hospital for
an exceptionally long time? If so, this
test result may be part of the discharge
plan put into action to progress the
patient to discharge or go to the next
level of care.
These factors often can be ascertained
by the POP huddle leader prior to the
huddle with a quick review of the patient
charts in a hospital’s electronic medical
record system.
The huddle lead can come prepared
to review which patients the depart-
ment should prioritize early in the day
and why. Therefore, staff members are
aligned and have an understanding of
why they are working on patients in a
meaningful order.
Throughout the shift, new orders will
come in and the priority order likely wil l
be adjusted. For example, if a patient who
comes into the emergency room requires
a handful of stat CT scans immediately,
the CT department will need to move
some noncritical patients around or ad-
dress them later in the day to accom-
modate. Unforeseen variability causing
minor deviations from the order priority
should be expected and planned for.
Effective communication is both a key
to success and an outcome of the POP
huddle program. The format encouragesstaff input and problem-solving, along with providing a daily
means for staff to discuss and escalate logistical obstacles to
department leadership.
Throughput, efficiency, staff and patient satisfaction are all
improved by applying fundamental industrial engineering
concepts to the diagnostic service area operations.Y
Alex Boh s a tra sformatio gi eer with Care Logistics who helps
hospitals i crease efficie cy a d improve patie t care. He has a degree
i i dustrial e gi eeri g from Ketteri g U iversity a d is a former
preside t of IISE’s You g Professio als group.
FIGURE 1FIGURE 2
Prioritizing ordersThis chart shows an example of order prioritization to move patients through hospital
diagnostic service areas.
P r i o r i t y o r d e r
Start Outpatient schedulePreviously scheduled daily outpatient appoint-
ments from scheduling systems
Current ER and stat orders
Top-priority, time-sensitive orders and patients
Observation patients
Patients with a current status of "observation"who need to be progressed or discharged
Discharge patients
Inpatients with an order for discharge or who arelikely to be discharged today
Multiple services
Inpatients who have multiple services ordered andcan be coordinated across multiple departments
8/15/2019 671872 MAY 2016 Selected Pages
15/3944 ISE Magazine | www.iise.org/ISEmagazine
help employees boost service through tec y
By Joseph A. Michelli
How to play niceand add value
http://www.iise.org/ISEmagazinehttp://www.iise.org/isemagazine
8/15/2019 671872 MAY 2016 Selected Pages
16/39May 2016 | ISE Magazine 45
Increasingly, technology impacts every facet of our life.
From the moment we awake to final actions before bed
(digital, mobile, automation and user-friendly apps),
technology aids us in everyday tasks at work and home.
Futurists spend a considerable amount of time hy-
pothesizing about extreme applications of technology,
including genetically engineered “designer babies” by 2053or longevity treatments to stop aging by 2065. The rest of us
simply try to manage the information age and the technology
boom happening around us now. In a world where goods and
services depend on the smooth integration of people and tech-
nology, leaders in manufactur ing and service-based businesses
are challenged to maximize the unique strengths of people as
well as computer-based technology. And many of the lessons
and opportunities faced in the service sector, particularly those
involved in helping people add value to technology, have ap-
plication in a broader set of manufacturing industries.
Let us use Mercedes-Benz as our benchmark.
Assessing the challengesMercedes-Benz faced mission critical challenges in the United
States dating back to 2011. Despite the company’s innovative
engineering and outstanding marketing, leaders at MBUSA
feared the brand couldn’t sustain sales levels. Customer stud-
ies conducted by outside research firms validated what leaders
inside the company were already recognizing – the dealership
experience of Mercedes-Benz customers was falling far short of
the brand promise to be “best or nothing.” In essence, the or-
ganization hadn’t innovated nor integrated people, process and
technology solutions in ways that resonated with customers.
As customer experience issues were becoming more appar-
ent, senior leadership at Mercedes-Benz USA was also chang-
ing. On Jan. 1, 2012, Stephen Cannon moved from vice presi-
dent of marketing for Mercedes-Benz USA to president and
CEO. From the onset, Cannon prioritized the Mercedes-Benz
sales and service experience. In his first 60 days, he sat down
with people in every department to identify the company’s
strengths, weaknesses, opportunities and threats.
“What crystallized to me from those conversations was that
we had an extraordinary opportunity to improve the experi-
ence customers encountered when they purchased or receivedservice on their vehicles,” Cannon recalled. “As a leadership
team, we believed that an investment in this area would result
in a disproportionate return.”
In order to generate that level of return on investment, lead-
ers at Mercedes-Benz USA had to overcome two rather large
obstacles: An existing and dominant product-centric culture
and limited ability to exert control over the experiences deliv-
ered by the brand’s 370-plus independently owned and oper-
ated dealer partners.
A company’s greatest strengths are often its greatest weak-
nesses. From the perspective of Daimler, engineering excel-
I
8/15/2019 671872 MAY 2016 Selected Pages
17/3946 ISE Magazine | www.iise.org/ISEmagazine
How top
layniceandaddvalue
lence, safety and innovation are the foundation that have led
to a very product-focused mindset. Many Mercedes-Benz
dealers in the United States (many of whom had been in busi-
ness for decades) relied heavily on product quality to build
customer loyalty, and they hadn’t addressed the need to design
and engineer the overall experience of customers in Mercedes-
Benz dealerships.Because of such a strong product focus at Mercedes-Benz,
new competitors entered the marketplace offering to add value
to their products by creating a better dealership experience.
They were integrating effective human services and leverag-
ing technology tools to make the experience easier for cus-
tomers.
Peter Collins, a retired area manager for MBUSA and cur-
rent general manager of the Mercedes-Benz dealership in Al-
exandria, Virginia, explained how things were changing.
“When I started with the brand in 1984, there was no Lexus.
There was no Infiniti. There was no Acura. Heck, there wasn’t
even the Internet,” Collins said. “Truthfully, whatever Daim-
ler sent us, we sold. That was the luxury market. That clearly
was an era where you were privileged to get a Mercedes-Benz.
However, as the age of consumerism, competition and tech-
nology advanced at warp speed, we became vulnerable if all
we offered was a great product.”
Mercedes-Benz of Virginia Beach service manager Pat Ev-
ans highlighted changing consumer attitudes as a risk factor
encountered by the Mercedes-Benz brand over the last several
years.
“I’ve been with Mercedes for 30 years. In the 1980s and
early 1990s, we were selling 50,000 to 60,000 cars a year, and
our customers were so in love with our product it didn’t matter
what happened to it. Just fix it and get me my car back,” Evans
said. “Now we’re selling 400,000. There’s a clientele buying
our product who simply don’t want the cars any longer if there
is even the slightest problem, and that includes a simple rattle
or squeak. Mercedes-Benz leadership is faced with position-
ing the brand in a changing consumer marketplace. Newer
customers, especially those who haven’t been committed to
the product for five to 10 years, not only want the best cars in
the world, but they also want the best reliability and the best
consumer experience in the world too.”Rather than designing an optimal customer experience
from the onset and selecting distribution partners who were
contractually obligated to deliver that experience (the founda-
tion of the Lexus brand), Mercedes-Benz USA, under Can-
non’s new leadership, faced the challenge of transforming
the mindset and behavior of longstanding dealers beyond an
established product-centric perspective entrenched through
generations of dealer ownership.
To achieve that transformation, leaders at MBUSA under-
stood that they needed their people to look for technology
solutions that would make the lives of customers easier and
that would help their people develop skills to add uniquely
human value. Let’s start with an example of the technology
improvement deployed at MBUSA and then move to a review
of a human skills development approach. We then conclude
with likely applicable lessons for your industry.
Digital Service DriveDigital Service Drive is the pinnacle of MBUSA’s integrationof processes, technology and human service. It is designed not
only to set standards for what specific components of the Mer-
cedes-Benz service experience should entail, but also to inte-
grate technologically various aspects of the customers’ overall
service experience.
Before Digital Service Drive, for example, while most deal-
ers purported to have “online-scheduling,” the claim could
mean anything from state-of the-art scheduling platforms
with mobile integration and texting capabilities to making
sure the service department phone number was on the dealer-
ship website so customers could call in and make an appoint-
ment.
By contrast, the major elements of the Digital Service Drive
program are:
• Online service appointment scheduling: Customers
are given the opportunity to schedule their vehicle service
needs and arrange a courtesy vehicle at any time using a
smart device or computer. They also can automatically up-
date customer information prior to a service appointment.
• Service drive tablets: The use of iPads and Digital Ser-
vice Drive technology enables a service advisor to complete
the write-up, vehicle history, walkaround, customer in-
formation collection and loaner contract processes all from
the advisor’s tablet. These activities take place in the service
drive, and customers don’t have to leave their vehicles.
• Status notification automatically sent via customer-
preferred method: The customer receives updates on the
service process and a summary of the work being completed
in easy-to-understand language.
• Flexible bill pay
– Online bill pay: This feature enables customers to use
their devices to make self-service payments by deliveringfinal parts and service invoices via text and email. It also
allows customers to pay anywhere and anytime that is
convenient to them.
– Active service cashiering: Service advisors can com-
plete the payment process on the service drive via their
tablet and enterprise payment system. Customers no lon-
ger have to go to a cashier (or wait in line) to pay.
From a dealer’s perspective, Digital Service Drive results in
greater customer satisfaction by providing patrons with choic-
es and offering cutting-edge tools that project a professional
http://www.iise.org/ISEmagazinehttp://www.iise.org/isemagazine
8/15/2019 671872 MAY 2016 Selected Pages
18/39May 2016 | ISE Magazine 47
image for the dealership while also demonstrating their invest-
ment in progressive, technology-rich retail experiences. From
the customer vantage point, the Digital Service Drive simply
means ease, convenience and more productive use of time at
the dealership.
The Mercedes-Benz journey to the Digital Service Drive is
largely predicated on addressing changing consumer expecta-
tions. Frank Diertl, general manager of aftersales business de-velopment, noted that the service was designed to address the
needs of customers who interact with brands through technol-
ogy and to offer them tools that fit the way they go through
their daily life.
“These consumers choose brands based upon the way those
companies enable them to technologically interact,” Diertl
said. “Not every customer fits into that higher technology
group, but their numbers are increasing. Today, many con-
sumers are looking for ease and for an app that facil itates that
ease. Our customer base is changing right before our eyes.
Zappos, Starbucks and even Domino’s Pizza are setting the
retail environment expectations that our customers are going
to judge us by. Not only do we want to keep up with the way
those other brands integrate people, processes and technology,
but we want to be a leader as well.”
In addition to investing in technology solutions that im-
prove “ease and efficiency,” Mercedes-Benz leaders helped all
brand representatives develop skills that maximize the value
that only humans can deliver. One such example of this em-phasis on “human value” came in the form of a training pro-
gram referred to as “Driven to LEAD.”
Driven to LEAD
Driven to LEAD was the largest customer experience training
program ever initiated by Mercedes-Benz USA. The LEAD
acronym stands for listen, empathize, add value and delight.
The development of the training materials was consistent
with the first behavior that MBUSA wanted brand representa-
tives to demonstrate: listening. Prior to crafting curriculum
materials, team members at MBUSA interviewed 10 percent
Lab boostshuman performanceIowa State University recently established
a human factors lab to study how
engineering can augment andunderstand human performance.
The Augmentation and Training
of Humans with Engineering in North
America Lab (ATHENA), which opened
in November 2015, is one of four
augmented human research labs in the
world and the only one in North America.
“In this lab, we take humans and
make them better,” said Richard Stone,
an associate professor of industrial andmanufacturing systems engineering who also
is the lab’s director and co-founder. “Through
technology, training and the principles of engineering, we
can make most tasks better.”
Examples include more effective and comfortable body armor and
better and faster training routines for welders and other professionals. One project involves an exoskeleton that helps soldiers and
police officers learn to fire handguns.
The training tool, made of sheet metal, wraps around a wrist like a sleeve. Wearing the exoskeleton is like having a firearm
instructor holding your hand to help with wrist and finger control. The technology could be paired with a laser gun, making training
easier and cheaper than live-fire exercises.
The lab also supports courses in occupational biomechanics, human factors, applied ergonomics and work design, cognitive
engineering and human factors in product design.
8/15/2019 671872 MAY 2016 Selected Pages
19/3948 ISE Magazine | www.iise.org/ISEmagazine
How top
layniceandaddvalue
of the Mercedes-Benz dealer principals in the United States
and sent surveys to 3,000 of their employees to gather their
insights and perceptions about the quality of the customer ex-
periences being delivered in dealerships.
By listening to feedback from dealer partners and their em-
ployees, relevant training materials were produced by a team
of 15 content developers. That content was then piloted anddelivered by 20 trainers over 83 training dates in a 23-city
tour. In essence, the focus of the training was to help develop
advanced skills to deliver experiences that technology can’t
provide.
Here is the essence of the skills targeted.
Listen. Business author Steven Covey noted that most peo-
ple listen with the intent to reply, not with the intent to un-
derstand. Listening to understand is the foundation of human
service excellence. Listening is an active process of clarification
and summarization. It requires lots of questions and statements
like: “Can you tell me more?” “Let me make sure I under-
stand.” And “When did the problem start?”
Empathize. While listening is an intellectual process of
comprehension, empathizing involves emotionally under-
standing another person. It typically requires a willingness to
hypothesize about the likely emotional experience of another.
It also is an opportunity to connect with a customer prior to
addressing their need or preference. It often involves phrases
like, “So I can imagine how you might be feeling,” or “Wow,
that probably was frustrating.”
Add value. People have become accustomed to having an
app for this and an app for that and even apps to help us orga-
nize our apps. While technology tools can make our l ife easier,
help us gain information with a push of a button and keep us
connected in a virtual sense, they cannot replace the need for
human contact.
When customers opt to be served by a human (for example,
passing up self-service on the web to reach out to a company’s
call center or passing up an ATM to be served by a teller),
those customers look for people who can do things that auto-
mation simply can’t. They are looking for people to add value
by resourcefully offering expertise or options beyond what
fixed computer programs or algorithms can offer.
For example, one team at MBUSA sought to add value bychanging the way vehicles are launched. Rather than reacting
to product issues that emerged at launch, this team formed a
“rapid response” unit that met daily and tracked input from
dealers and social media. Any emerging issues were flagged
immediately, and solutions were expected within 24 hours.
Departments were not allowed to silo or write defensive
emails. Collaborative answers needed to be forged daily.
Delight. Solid service brands remove pain points for their
customers. They “get service right” and “make things right”
when there are those occasional breakdowns in product or ser-
vice delivery. By contrast, outstanding customer service pro-
viders do all the things solid service brands do and forge strong
emotional connections with customers. Those connections
build customer loyalty and referrals.
Customers often talk about brand connections by suggest-
ing they are “delighted” or “wowed.” So what are “wow” and
“delight”? They are exceeding customer expectations in small
and large ways. It is demonstrating to customers that you notonly care for them through service excellence but also care
about them through your personal interest, thoughtfulness,
compassion and concern for their needs, well-being and fu-
ture.
Here’s a quick example of how Mercedes-Benz dealership
staff members work to deliver delight to customers. A woman
brought a car in for service and asked the service advisor to let
her know if the team found an earring on the floor. In addition
to performing the requested mechanical tune-up, the service
advisor and a Mercedes-Benz technician took the seats out of
the car to look for the earring.
The astonished customer, upon being presented with the
earring, burst into tears. As it turns out, the earrings were a
special gift from her husband and carried significant sentimen-
tal value. Only people can forge those types of emotional reac-
tions and connections with other people.
Adding humanity to technology adds valueSo what does all this have to do with me if I am not in a service
industry? In the past several decades it has become increas-
ingly apparent that large swaths of the workforce have been
displaced by technological advances. Automation has taken
previously manual tasks and improved the consistent quality
of products produced, made the workplace safer and increased
the efficiency of operations.
Despite heavy dependencies on technology to streamline
operations, leaders continue to be tasked to inspire their people
to add value above and beyond that derived from hardware,
software and robotics. It is the job of leaders to inspire their
people to look for needs that can be addressed by technology
and to seek technological innovations to meet those needs.
Further, it is essential that team members develop uniquely
human skills to add value for their co-workers and customers.
We might not see “genetically engineered designer babies”by the year 2053, but great leaders will be challenged continu-
ally to help their people play nice with and add value to the
technology advances to come. Hopefully, you are well on your
way to contemplating solutions for those challenges. Y
Joseph A. Michelli is a ter atio al speaker, co sulta t a d New
York Times No. 1 best-selli g author. His books have exami ed
busi ess operatio s i orga zatio s that i clude Starbucks, Zap-
pos a d the Pike Place Fish Market. His latest book is Driven to
Delight: Delivering World-Class Customer Experience the
Mercedes-Benz Way.
http://www.iise.org/ISEmagazinehttp://www.iise.org/isemagazine
8/15/2019 671872 MAY 2016 Selected Pages
20/39May 2016 | ISE Magazine 49
Get the latest news, and network and benchmark with other members in industry- and
discipline-specific groups. IISE’s member-run societies and divisions provide a unique
opportunity for member-to-member knowledge exchange across diverse industries, which is
critical to advance your career. Join more than 7,000 colleagues already participating.Society for Engineering & Management Systems (SEMS)
Society for Health Systems (SHS)
Applied Ergonomics (GOErgo) Division
Computer & Information Systems Division
Construction Division
Engineering Economy Division
Lean Division
Logistics & Supply Chain Division
Manufacturing & Design Division
Operations Research Division
Process Industries Division
Quality Control & Reliability Engineering Division
Sustainable Development Division
Work Systems Division
Customize information from IISE
by joining a Society or Division
Join as many Societies or Divisions as you wish.
It’s easy. Go to www.iise.org/myiise and “Update your member record.”
http://www.iise.org/myiisehttp://www.iise.org/myiise
8/15/2019 671872 MAY 2016 Selected Pages
21/3950 ISE Magazine | www.iise.org/ISEmagazine
Just like their for-profit peers, nonprofit organizations, including food banks, deal with
a lack of timely deliveries and other logistical complications. Since these problems are
just like similar issues that plague warehousing and manufacturing, lean and the Toyota
Production System (TPS) are ideal strategies to remove these obstacles.
Several years ago, The Greater Boston Food Bank in Boston faced issues with how
long refrigerated foods sat on the loading dock waiting to be picked up. The food bank’s
mission is to end hunger and provide at least one meal a day to every person in need in
Eastern Massachusetts. Numerous organizations pick up items from the food bank and
deliver the food to needy people.
Luckily, the food bank had a connection with Babson College. And in July 2013,
Wiljeana J. Glover, assistant professor of technology, operations and information man-
agement at the college, developed a group dedicated to improving the food bank’s
systems. The team included Glover, some of her students, operations and warehouse
management from the food bank, and the Toyota Production System Support Cen-
tre (TPSSC), a nonprofit Toyota subsidiary that has helped implement TPS outside of
Toyota since 1992.
“It was an opportunity for us as an academic institution to support that work but also away for us to start to think how we can train students to do more experimental learning
and learning by doing,” Glover said.
At that time, The Greater Boston Food Bank was delivering about 49 million pounds
of food. The food bank had a large warehouse with a lot of space for dry goods. Unfor-
tunately, Glover said, the refrigerated section was much smaller than the dry food section
given the volume of food that passes through. For Glover and her group, it was a matter
of developing a way to use this space more efficiently to get more food out the door to
people in need.
“It really was an effort to make sure that we’re getting or keeping the refrigerated and
freezer goods in the best quality possible,” Glover stated.
In this case, lean was used in conjunction with the Toyota Production System. Glov-er’s team wanted to use these tools to figure out the issues, define a plan and implement
improvements, as shown in Figure 1.
“Specifically going through the problem-solving steps of TPS ... thinking about how
do we find the business’ needs? How do we break down the problems and set a measure-
able target and get to the root cause?”
Focusing on reducing order fulfil lment lead-time in the warehouse, the team used a
number of tools to analyze and understand the current fulfillment process. For example,
the team identified food items that had been placed in the dock area several hours prior
to scheduled delivery. The result was that refrigerated items were out of cold storage for
quite a long time. To ameliorate this, the food bank used insulation blankets to keep
foods cold. But this created potential issues with food safety and quality.
Ending hunger with lean
Solutions in practicecase study
http://www.iise.org/ISEmagazinehttp://www.iise.org/isemagazine
8/15/2019 671872 MAY 2016 Selected Pages
22/39May 2016 | ISE Magazine 51
The team analyzed these con-
ditions and discovered that im-
provement efforts could target
order picking and conveying by
reducing cycle time and stan-
dardizing work processes. With
this knowledge, the team began
picking cooler/freezer portions
in sequential order as opposed
to bulk order picking. The result
was that refrigerated and frozen
items were only placed on the
dock when the delivering agency
arrived to pick up the goods.
This reduced congestion on
the shipping dock and increased
overall productivity in the load-
ing dock area.
“Before, we were having to
pick refrigerated and freezer goods 24 hours in advance, and
by the end we were down to four hours,” Glover said. “I think
what’s really been powerful is that we got a quantitative, tan-gible improvement out of the effort.”
The lead-time to fulfill an order also declined dramatical ly,
from three hours to 20 minutes. And training warehouse em-
ployees in lean and TPS gave those workers a set of tools and
techniques that led to solutions with the warehouse and dock-
ing issues.
“TPS focuses on the philosophy of the customer first, that
people are the most valuable resource, continuous improve-
ment and also managerial roles,” Glover said. “TPS has been
helpful because of the collective philosophy managerial role
and the technical tools.”
There are challenges in adapting lean to nonprofit settings,
Glover said. For example, compared to a for-profit corpora-
tion, a nonprofit often has more stakeholders, making it nec-essary to use basic instead of more complex lean techniques.
But, as the results from The Greater Boston Food Bank
project show, the end result is worth the effort.
— Ashly irk
If you have been involved in implementing a project and can share
details, we’d like to interview you for a case study. Contact Web Managing
Editor Ashlyn Kirk at (770) 449-0461, ext. 119, or [email protected].
Spread the news
FIGURE 1
Targeting the root of the problemUsing lean and TPS, a team at Babson College went through these problem-solving steps to set a measurable target. The team then
determined how to implement a strategy for improvement and sustain it at The Greater Boston Food Bank.
Phase 2(Dec. 2013-Feb. 2014)
Phase 1(July 2013-Nov. 2014)
Analyzing thecurrent condition
Definingtarget condition
Defining strategyfor improvement
Futureimprovements
• Business need• Process walk-through• Process flow diagram• Pareto chart• Genchi genbutsu• Spaghetti diagram
• Process flow diagram
• Brainstorming• Employee training-by-doing• KPIs• Kaizen event – 6 steps to kaizen• TSSC TPS workshop• Update meetings
• 5S process• Standard work development (TCT)• Baseline standardization
mailto:[email protected]
8/15/2019 671872 MAY 2016 Selected Pages
23/3952 ISE Magazine | www.iise.org/ISEmagazine
Inside IISE Journalsresearch
Worry-free selection of thebest simulated systemIndustrial engineers build simulations to
design and improve manufacturing, sup-
ply chain, service and healthcare systems.
Selection of the “best” simulated system
is one of the most basic problems in sim-
ulation output analysis.
The stochastic simulation communityhas embraced the statistical methods of
ranking and selection as the go-to tool
for selecting the best from a fixed num-
ber of alternate system designs, and sev-
eral commercial simulation products fea-
ture ranking-and-selection procedures.
These procedures were derived under
strong assumptions about the simula-
tion output data, e.g., that they are nor-
mally distributed, or at least that they
come from the same distribution family.
Unfortunately, reality does not always
cooperate, and the simulation output
data may be highly non-normal (e.g.,
time-to-failure distributions of com-
plex systems). There has been no direct
approach for such settings other thantrying to transform the output data to
achieve normality.
Even the assumption of common dis-
tribution family may fail, such as when
the alternatives under consideration in-
volve distinct technologies: manual vs.
automated, in-house vs. outsourced, or
synthetic vs. biological. Further, differ-
ent ranking-and-selection procedures
are needed depending upon whether the
industrial engineer wants to select thebest mean performance, best variance of
performance or best percentile of perfor-
mance. Of course, users apply whatever
procedure they have available, and the
result can be incorrect selection and an
inferior system design.
In “General-Purpose Ranking and
Selection for Computer Simulation,”
professors Soonhui Lee from Hankuk
University of Foreign Studies and Barry
L. Nelson from Northwestern Univer-
sity provided a new approach to rank-
ing and selection that is free of nearly all
distributional or performance-measure
assumptions. Their procedures work for
all of the standard performance measures
considered in IE contexts, and discrete-or continuous-valued output data from
almost arbitrary distributions that need
not even be the same for each simulated
alternative.
They achieve this generality by sub-
stituting intense computation via boot-
strapping in place of strong distr ibutional
information. Their paper shows that
the new procedures achieve the desired
probability of correctly selecting the best
system without any special tailoring oradjustments in problems that defeat ex-
isting procedures
CONTACT: Soonhui Lee; [email protected];
+82-2-2173-2334; College of Business, Hankuk
University of Foreign Studies, Cyber Building 513,
107 Imun-ro, Dongdaemun-gu, Seoul, 02450, Korea
Learning brand loyaltyfrom sales dataWhen a variety of products with differ-
ent brands and different features is sold
This month we highlight two articles
providing improved methods for
industrial engineering decisions.
The first article looks at the problem
of using simulation to select the
best system design alternative. A
method for ranking and selection
is developed that does not requirenormality assumptions. The second
article examines consumer choice
behavior. Knowing if consumers
choose the brand first and the
product type second or vice versa
can help retailers predict demand
and set more profitable inventory
strategies. These articles will
appear in the June 2016 issue of IIE
Transactions (Volume 48, No. 6).
Barry L. Nelson (left) of Northwestern University and Soonhui Lee of Hankuk University
of Foreign Studies developed new ranking-and-selection procedures for computer
simulation that work for all of the typical performance measures and output data.
mailto:[email protected]://www.iise.org/ISEmagazinehttp://www.iise.org/isemagazine
8/15/2019 671872 MAY 2016 Selected Pages
24/39May 2016 | ISE Magazine 53
in a traditional department store setting,
consumer choice seems to occur hierar-
chically. If consumers have strong brand
loyalty, they choose a brand first and
then a product type within that brand
(e.g., ice creams). This purchase pattern
is called the brand-primary process.If not, consumers choose the type
first and then a brand, which is called
the type-primary process (e.g., regular
coffee vs. decaffeinated coffee). If hier-
archical choice behavior exits, it affects
the stock-out-based substitution pattern.
Thus, it is important to take into ac-
count that behavior in the demand esti-
mation process.
Professors Haengju Lee and Yong-
soon Eun at Daegu Gyeongbuk Instituteof Science and Technology (DGIST)
in Korea addressed this problem in the
paper “Estimating Primary Demand for
a Heterogeneous-Groups Product Cat-
egory under Hierarchical Consumer
Choice Model.” The authors employ the
nested multinomial logit model (i.e., a
widely employed discrete choice model)
for the hierarchical choice. The expecta-
tion-maximization algorithm is applied
to estimate the primary demand (i.e.,
the true demand before the stock-out-
based substitution effect occurs), while
treating the observed sales data as an
incomplete observation of that demand.
The estimation requires only realistic
data: observed sales, product availability
and market share information. If thereis no knowledge about the choice hier-
archy, the hidden choice structure can
be revealed by applying the proposed
method to both the brand-primary
model and the type-primary model.
The one with the higher likelihood is
chosen as the demand structure.
The proposed procedure is tested on
simulated data sets to show how it ef-
fectively reveals the hidden hierarchical
demand structure and demand parame-ters. The authors show numerically why
more accurate demand estimation is im-
portant for optimal product assortment
and inventory management. Specifical-
ly, by modeling the demand hierarchy
accurately, retailers can have its assort-
ment plan with less diversity (i.e., fewer
available products) by using the strong
substitution within the product group.
This means that the total expected reve-
nue decreases with less diversity, but the
inventory cost decreases more (i.e., the
cost saving outweighs the revenue loss).
CONTACT: Haengju Lee; [email protected];
+82-53-785-6307; Room 409, Building E3, Yong-
soon Eun; [email protected]; +82-53-785-6300;
Room 102, Building E3, Department of Informa-
tion and Communication Engineering, DGIST,333 Techno Jungang Daero, Hyeonpung-Myeon,
Dalseong-Gun, Daegu, 711-873, Korea
Ro ald Aski s a professor a d director of
the School of Computi g, I formatics a d
Decisio ystems E gi eeri g at Arizo a
State U iversity. He is editor-i -chief of IIE
Transactions a d a fellow of IISE.
Haengju Lee (left) and Yongsoon Eun studied consumer choice for determining optimal inventory levels.
IIE Transactions is IISE’s flagship research
journal and is published monthly. It aims
to foster exchange among researchers and
practitioners in the industrial engineering
community by publishing papers that are
grounded in science and mathematics and
motivated by engineering applications.
To subscribe, call (800) 494-0460 or
(770) 449-0460.
About the journal
8/15/2019 671872 MAY 2016 Selected Pages
25/3954 ISE Magazine | www.iise.org/ISEmagazine
Commercial and nonprofit organiza-
tions make decisions every day. These
decisions have a cost associated withthem that can affect the organization’s
financial health, whether measured by
profits or a surplus from expenditures.
As industrial and systems engineers,
working with cost models helps us to
manage the profitability of operations
and projects. These models can be-
come unyielding as they become more
complex and exceed the manipula-
tion techniques of Microsoft Excel and
other spreadsheet-based technologies.
That’s why 3C Software has developed
ImpactECS, an enterprise-level cost-
ing and profitability software for use inprocess manufacturers, distributors and
service companies.
What makes ImpactECS ideal for the
costing, accounting and finance profes-
sionals (ISEs are included in these cat-
egories) are the modular components
designed to establish enterprise-level
costing and profit management systems.
The modeling can be done by the pro-
fessional independent of the information
technology department’s involvement.
The costing professional uses Im-
pactECS’ costing modules to work on
activity-based costing, cost-to-serve,net landed cost, process costing and rate
building, product and shared services
costing and chargebacks. The financial
and supply chain analysts use the soft-
ware to work on budgeting and fore-
casting, inventory valuation, planning
and scenario analysis, pricing analytics,
profitability, stock-keeping unit (SKU)
rationalization, supply chain analysis and
variance analysis.
With this modular approach, the ac-
tools & techn logies
What do your decisions cost?
By Daren Maynard
Daren Maynard is an adjunct lecturer at the University of theWest Indies-St. Augustine and is a member of IISE's YoungProfessionals group.
3C Software’s
ImpactECS is
an enterprise-
level costing and
profitability software
ideal for process
manufacturers,
distributors and
service companies.
http://www.iise.org/ISEmagazinehttp://www.iise.org/isemagazine
8/15/2019 671872 MAY 2016 Selected Pages
26/39May 2016 | ISE Magazine 55
counting professional also gets audit
capabilities to comply with audit rules,
such as the Sarbanes-Oxley regulations.The familiar Windows environment
(C++ engine, ASP.Net web interface,
Windows graphical user interface)
makes adoption easier. The compatible
SQL and Oracle databases open the in-
tegration to other enterprise resource
planning, data warehousing and business
intelligence tools that use SQL or Oracle
as their database languages. ImpactECS
integrates Microsoft, Oracle and SAP
products to synergize their respective
enterprise information systems.
Common language and calculation
models can be established across subsid-iaries and divisional units to ensure uni-
formity across the enterprise. The soft-
ware comes with secured databases and
user-determined access to the models,
engine and other functionalities. This
is critical, especially with a web-access
client user where a secured connection
must be made to ensure data integrity.
The software has two user interfaces
– desktop client or web access client –
which are supported by the backend
enterprise database server. The server
does the calculations, processing and
algorithmic operations for the finance,accounting and cost systems (FACS).
The client interfaces using graphic user
interfaces (GUI) to permit the users to
build cost models, perform analyses, run
queries and generate reports. While Ex-
cel may not be able to handle the com-
plexity and demands of the FACS mod-
els, it can be used to review and analyze
the data. So ImpactECS comes with its
Excel add-in just to benefit from Excel’s
features and familiar ity for the user.
Walther Trowal’s “trowalplast HDC” plastic media
is ideal for grinding and surface smoothing of
metal work pieces, especially die castings. The plastic
carrier filled with zirconium silicate combines the
advantages of lightweight plastic media with the highdensity of the abrasive filler material, yielding metal
removal rates comparable to ceramic media. The HDC is
effective in all types of mass finishing equipment.
TOOLS TO TRY
The new Cranfield Precision TTG machine, unlike con-
ventional machine tool platforms, coordinates two rotary
axes and a short linear axis in a “Twin Turret” design.
This offers two main advantages: stiffness, as the new
machine base is effectively two rotary, highly damped
hydrostatic bearings that resist machining forces, and
thermal stability, as the design enables a simple noncon-
tacting labyrinth seal, making the machine base almost
immune to distortions.
Î
Muller’s new
Raptor HPL
semi-automatic
turntable wrapping
machine can
wrap up to 35
loads per hour
and can create
customized wrap
patterns for each
application. In addition, patented strain-gauge technology
enables electronic film feed and corner compensation. A
motorized power pre-stretch system with adjustable film
tension control guarantees optimal film usage. Film
tension control ensures superior load containment
and helps eliminate film breaks and product
damage.
Î
Keytroller’s CYBERWATCH SAT is a satellite wireless
hour, alarm and location meter designed to help monitor
and track equipment location in remote job sites such
as mines, logging sites, drilling rigs, offshore oil rigs
and international ships – places that often lack Wi-Fi
connectivity. CYBERWATCH SAT uses the Iridium network
and transmits up to six-hour meter readings
and six alarm readings with
GPS location, once
per day. Operators
also can connect their
smartphones to the
device and use it as a
hub communicator.
Î
Î
http://asp.net/
8/15/2019 671872 MAY 2016 Selected Pages
27/3956 ISE Magazine | www.iise.org/ISEmagazine
The IIE Annual Conference and Expo always has been a
great deal for attendees, but this year all the content wouldn’t
fit into the normal schedule.
So people who come a day early get the chance to visit theAmazon Fulfillment Center in San Bernardino, California, a
key cog in the online merchandiser’s drive to dominate In-
ternet retailing.
The conference is scheduled for May 21-24 at the Disney-
land Resort Hotel in Anaheim, California. But the Amazon
tour wil l be held 1 p.m. to 5 p.m. May 20. Other visits include
facility tours to The Home Depot Distribution Center, Boe-
ing’s Huntington Beach facility and Fruth Custom Plastics
Inc.’s plastic extrusion/packing and manufacturing plant.
The tours cost an extra $40 for members, $50 for non-
members. Check out the Facility Tours tab under Programsat www.iise.org/a al for more details, including dress codes,
for each tour.
Below are more highlights of the conference:
Friday, May 20Facility tour – Amazon Fulfillment Center: Amazon
has been making history since it opened its virtual doors in
1995. Join your colleagues between 1 p.m. and 5 p.m. and
visit the online giant’s fulfillment center in San Bernardino.
Saturday, May 21
• Doctoral colloquium: This al l-day event is designed for
doctoral candidates expecting to graduate by spring 2017.
Panels of experts will lead discussions on topics that include
the job search, life in academia and industry, the tenure
process, teaching, research and professional services. At-
tendees must be nominated and pre-register.
• New faculty colloquium: This all-day event is for new
faculty, specifically junior faculty within their first three
years on a tenure track. Information provided will help
participants navigate the challenges of an academic career.
Participants can ask questions, network with peers and
interact with senior-level professors. Attendees must be
nominated and pre-register.
• Pre-conference workshops: “Strategic Lean Six Sig-
ma Implementation using Hoshin Kanri,” “Error Proof – How to Understand and Minimize Daily Human Er-
rors” and “The Sevens (A Collection of Quality-Related,
Problem-Solving Tools Frequently Used by Industrial En-
gineers to Assist Their Internal and External Clients),” all
from 8 a.m. to 5 p.m.
• Networking reception: Attendees receive a complimen-
tary ticket for this reception, which is scheduled from 6
p.m. to 7:30 p.m. Any additional guest tickets should be
bought during conference registration.
Sunday, May 22
• First-time attendee orientation: For those who never
have been to the world’s premier industrial and systems
engineering conference, this session, scheduled from 7:15
a.m. to 7:45 a.m., will educate them.
• Keynote presentation – Brian Betts: Betts, vice presi-
dent of operations planning and insights with Walt Disney
Parks & Resorts, will speak from 9:30 a.m. to 10:45 a.m.
www.iise.org/a ual/Betts
• Student networking mixer: From 5 p.m. to 6:30 p.m.,
sponsored by Flexsim and the Healthcare Systems Engi-
neering Institute at Northeastern University
Come sooner, get moreAmazon facility tour kicks off Annual Conference a day early
the instituteKeeping pace with IISE
Walt Disney Parks and
Resorts Vice President
of Operations Planning
and Insights Brian
Betts, posing here with
Mickey Mouse at Walt
Disney World, is one of
three keynote speakers
scheduled for the IIE
Annual Conference.
http://www.iise.org/ahttp://www.iise.org/ahttp://www.iise.org/ISEmagazinehttp://www.iise.org/isemagazine
8/15/2019 671872 MAY 2016 Selected Pages
28/39May 2016 | ISE Magazine 57
• Welcome reception: Network and mingle with ex-
hibitors and peers from 6:15 p.m. to 8 p.m. in the ex-
hibit hall. Conference attendees receive one ticket. Any
additional tickets should be bought during conference
registration.
• ABET workshop: The IISE Accreditation Advisory
Council again will sponsor this workshop from 1 p.m. to
5 p.m. to help industrial engineering and industrial en-gineering technology department chairs and assessment
coordinators prepare for upcoming ABET accreditation
visits. The session can accommodate up to 40 people, and
pre-registration is required. To pre-register, email Bonnie
Cameron at [email protected].
Monday, May 23
• Keynote presentation – Phil Kaminsky: Kaminsky,
professor and chair of industrial engineering and opera-
tions research at the University of California, Berkeley,
will speak from 9:30 a.m. to 10:45 a.m. www.iise.org/a al/Kami sky
• Exhibit hall: Exhibitors wil l be on hand to give attendees
a chance to learn about useful products and services. The
hall will be open from 10:45 a.m. to 4 p.m.
• Facility tour – The Home Depot Distribution Cen-
ter: The 8:30 a.m. to 11:30 a.m. tour will highlight one of
Home Depot’s reconfigured distribution centers. The rapid
deployment centers are a relatively new distribution con-
cept designed to get merchandise onto store shelves faster.
• Faci







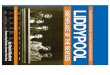


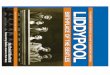









![Police Magazine December 2016 [selected pages]](https://img.pdfslide.net/doc/110x75/587db8131a28abae2f8b7aa3/police-magazine-december-2016-selected-pages.jpg)







