Embed Size (px)
Citation preview
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
430
7 Agglomeration 431
7.1 Prozessziele und Wirkprinzipien ................................................ 431
7.2 Beanspruchungsarten und Festigkeit der Agglomerate .............. 432
7.3 Aufbauagglomeration ................................................................. 433
7.3.1 Prozessgrundlagen ................................................................ 433
7.3.2 Pelletierausrüstungen ............................................................ 436
7.3.2.1 Pelletierteller ................................................................. 437
7.3.2.2 Pelletiertrommeln .......................................................... 438
7.3.3 Pellethärtung ......................................................................... 439
7.4 Pressagglomeration (Brikettieren, Tablettieren) ......................... 440
7.4.1 Kompressibilität und Verpressbarkeit .................................. 441
7.4.1.1 Mikroprozesse ............................................................... 441
7.4.1.2 Kompressibilität der Stoffe ........................................... 442
7.4.2 Ausrüstungen für die Pressagglomeration ............................ 449
7.4.2.1 Stempel- und Tablettenpressen ..................................... 449
7.4.2.2 Strang- und Lochpressen ............................................... 450
7.4.2.3 Walzenpressen ............................................................... 452
7.5 Schwerpunkte und Kompetenzen ............................................... 454
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
431
7 Agglomeration
7.1 Prozessziele und Wirkprinzipien Das Agglomerieren stellt die Umkehrung des Zerteilens dar, d.h., es werden aus feineren Partikeln durch das Wirksamwerden von Bindekräften gröbere erzeugt. Durch die Agglomeration insbesondere von kohäsiven bis sehr ko-häsiven, feinkörnigen Pulvern und/oder verhärtenden Schüttgütern werden folgende Prozessziele angestrebt /8.1/, /8.2/: besseres Fließ-, Transport- und Dosierverhalten (z.B. Nahrungsmit-
tel, Instant-Trinkpulver, Waschmittel, u.ä.), gute Riesel- und Streufähigkeit (z. B. bei Düngemitteln), Staubfreiheit (z. B. bei Waschmitteln oder Düngemitteln), bessere Permeabilität (Durchströmbarkeit) (z. B. Möller der Roheisen-
erzeugung), Vermeiden von Entmischungen (z. B. bei Futtermitteln). Bei Instantieren von Nahrungs- und Genussmitteln sollen die Eigen-
schaften pulverförmiger Stoffe so verändert werden, dass sie sich in Flüssigkeiten schneller dispergieren und/oder lösen lassen /8.3/.
Einführung: Folie 7.1, Verhärtende Schüttguter: Folie 7.2, Fließfähige Produkte durch Pressagglomeration: Folie 7.3, Pellets und Granulate: Folie 7.4, Pelletierer in der Natur: Folie 7.5,
In Folie 7.6.1 sind die wichtigsten Wirkprinzipien der Agglomerations-prozesse schematisch dargestellt /8.1/:
a) Aufbauagglomeration (Pelletieren): Man versteht darunter den Aufbau meist weniger fester Agglomerate beim Abrollen des Gutes an Böschungen (Folie 7.6.1a) oder durch Mischbewegungen. Als Bindekräfte treten in den Pellets überwiegend Kapillarkräfte auf, weshalb neben der Feinheit die Feuchte des Gutes eine ausschlaggebende Rolle spielt (Abschnitt 6.1.2.1 MVT_e_6.doc). Auf diese Weise hergestellte sog. "grüne" Pellets werden im Allgemei-nen noch einer Nachverfestigung unterzogen. Dies geschieht bei Eisener-zen bzw. -konzentraten durch die beim Brennen der Pellets eintretende Sinterung. Das Kalthärten von Pellets durch beigemischte hydraulische Bindemit-tel, wie Zement, Kalziumhydroxid, Magnesiumoxid, (= Festkörperbrü-
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
432
cken durch chemische Reaktionen!, Abschnitt 6.1.3.2 MVT_e_6.doc) gewinnt wegen seiner wirtschaftlichen Vorteile an Bedeutung.
b) Pressagglomeration (Brikettieren, Tablettieren): Hierfür ist die Formkörperbildung unter erhöhtem Druck charakteristisch (Folie 7.6.1b), wobei Haftkräfte verschiedener Art wirksam werden kön-nen. Die Pressdrücke liegen zwischen 10 und 1000 MPa. Die Brikettier- bzw. Tablettierfähigkeit eines Gutes hängt von * den Stoffeigenschaften,
* den Partikelgrößen und davon ab, ob * Bindemittel zugemischt werden. c) Sintern und Partikelfusion (-verschmelzung):
Bei diesem Prozess wird dem zu agglomerierenden Gut so viel Wärme zugeführt, dass die Atome eine genügende Beweglichkeit erreichen, da-mit sich vor allem durch diffusive Transportvorgänge und oberflächliches Aufschmelzen an den Partikelkontakten Festkörperbrücken ausbilden können (Abschnitt 6.1.3.3 MVT_e_6.doc). Da es sich beim Sintern um einen thermischen Prozess handelt, soll es hier nur im Zusammenhang mit der Pellethärtung betrachtet werden.
d) Grüne Pellets lassen sich analog auch bei der Wirbelschichttrocknung herstellen und nachhärten, bei der in eine Wirbelschicht Wasser einge-düst wird und sich durch die intensive Mischbewegungen Pellets bilden.
Es sei noch bemerkt, dass in verschiedenen Ausrüstungen, die anderen Pro-zessgruppen zuzuordnen sind, Agglomerationseffekte im Sinne einer Pro-zessintegration auftreten können, die gegebenenfalls gezielt genutzt werden, z. B. spezielle Mischer, Zerstäubungstrockner /8.6/.
7.2 Beanspruchungsarten und Festigkeit der Agglomerate Eine wichtige Eigenschaft von Agglomeraten ist ihre Festigkeit, da sie bei Transport, Lagerung und Verwendung unterschiedlichen mechanischen Be-anspruchungen durch - Druck, - Stoß, - Scherung (Abrieb) und - Biegung ausgesetzt sind, siehe Folie 7.7, Folie 7.8 und Folie 7.9. Im Hinblick auf die Erfordernisse der Praxis sind deshalb entsprechende Festigkeitstests entwi-ckelt worden, wobei unter dem Begriff "Festigkeit" alle Eigenschaften zu-
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
433
sammengefasst sind, die die Widerstandsfähigkeit der Agglomerate sowohl bei definierter Beanspruchung als auch bei kombinierter, nicht eindeutig definierter mechanischer Beanspruchungsart ausdrücken /8.4/. Beanspruchungsarten der einzelnen Agglomerate Folie 7.7, siehe auch Folie 2.18 in Folien_MVT_2neu.pdf und Abschnitt 2.1.2.1 in MVT_e_-2neu.pdf Beanspruchungsarten von Kornschichten Folie 7.8, Druckbeanspruchung von Agglomeraten Folie 7.9. Gegenwärtig lassen sich nur für die Zugfestigkeit und DruckfestigkeitFo Folie 7.10 physikalisch begründete Modelle aufstellen (s. Abschn. MVT_e_-6.doc - SigmaZ1, MVT_e_6.doc - SigmaC). Folie 7.10.2 gibt einen Vergleich der theoretischen Festigkeiten von Ag-glomeraten, die vom RUMPF unter Voraussetzung verschiedener Bindeme-chanismen berechnet wurden /8.5/. Das Diagramm ist durch eine gestrichel-te Horizontale zunächst in zwei Bereiche geteilt, die das Feld der Festigkeit der Briketts von dem der Kristallisate abgrenzt. Obwohl für letztere rein theoretisch keine Abhängigkeit der Festigkeit von der Partikelgröße des zu agglomerierenden Gutes besteht, ist sie aber praktisch immer vorhanden. Die Festigkeit nimmt nämlich im allgemeinen mit abnehmender Partikel-größe zu, σZ ⇑ wenn d ⇓. Für die anderen Mechanismen besteht auch theoretisch eine ausgesprochene Abhängigkeit der Festigkeit von der Partikelgröße. In Folie 7.6.2 rechts sind nach RUMPF /8.5/ experimentell ermittelte Druckfestigkeiten von Agglomeraten zusammengestellt.
7.3 Aufbauagglomeration 7.3.1 Prozessgrundlagen
Die Pelletbildung lässt sich bei der Aufbauagglomeration entweder
- durch Abrollvorgänge bei Umwälzen (Folie 7.11.1) oder
- durch Partikelstöße beim Durchmischen (Trogmischer, Wirbelschicht) realisieren. In der Praxis dominiert die zuerst genannte Vorgehensweise, wenn höhere Anforderungen an die Agglomerate hinsichtlich Festigkeit und glatter Ober-fläche gestellt werden. Diese Pelletbildung wird hauptsächlich
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
434
- in flach geneigten Trommeln und - steiler geneigten Tellern realisiert, Folie 7.11.1. Den Ausrüstungen wird feuchtes Gut aufgegeben und die jeweils optimale Feuchte noch zusätzlich durch Besprühen gewährleistet. Die Pelletbildung und eine angemessene Festigkeit der grünen Pellets setzen zunächst eine Feinheit - von etwa d < 1 mm voraus, - wobei der Anteil < 75 µm mindestens 20 % betragen muss. Bei vielen Stoffen werden jedoch höhere Feinheiten benötigt. Bei der Pel-letbildung lassen sich folgende Wachstumsmechanismen abgrenzen (siehe /8.1, 8.7 bis 8.9/): a) Keimbildung:
Aufgrund der Bewegungsvorgänge im feuchten Pelletiergut treffen Par-tikeln aufeinander, und sie haften zunächst durch sich bildende Flüssig-keitsbrücken in Form flockiger Aggregate aneinander. Mit fortschrei-tender Umwälzung kommt es zur Verdichtung der Keime, und der Bin-demechanismus des Kapillarbereiches wird mehr und mehr bestim-mend.
b) Koaleszenz: Beim Kollidieren von Keimen oder schon gebildeten Pellets können die-se aneinander haften bleiben und dadurch entsprechend größere Agglo-merate bilden.
c) Anlagern: Beim Abrollen von Pellets auf feinem, feuchtem Gut lagern sich Einzel-körner oder auch Flocken durch kapillare Bindemechanismen oberfläch-lich an (Folie 7.11.2). Das ständige Umwälzen und Abrollen führt zum fortwährenden Aufbau von Partikelschichten und zur weiteren Verdich-tung, so dass auch für die gebildeten Pellets der Bindemechanismus des Kapillarbereichs bestimmend ist.
Andererseits sind Keime und Pellets beim Umwälzen Beanspruchungen ausgesetzt, die zu deren Zerfall oder Zerkleinerung führen können, d.h. es bildet sich ein stationäres Gleichgewicht zwischen Bildung (Quellen) und Zerfall (Senken). Schließlich tritt noch ein Mechanismus auf, der als Abrasionsübergang bezeichnet wird. Hierbei gehen während der Kollision oberflächliche Körner bzw. Partikelschichten unmittelbar von einem Pellet zum anderen über.
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
435
Die genannten Mechanismen sind in Abhängigkeit davon, ob es sich um diskontinuierliches oder kontinuierliches Pelletieren handelt, sowie ver-schiedener Einflussgrößen - wie Gutfeuchte, - Partikelgrößenverteilung, - Bindemittelzusatz u.a. in unterschiedlichem Maße an der Pelletbildung beteiligt. Für industrielle Pelletierprozesse (vor allem in Trommeln) ist charakteris-tisch, dass "Feingut" (d.h. nicht genügend große Pellets, Abrieb) im Kreis-lauf geführt wird, so dass wachstumsfähige "Keime" auch auf diese Weise entstehen. Zur Kennzeichnung der Haupteinflussgrößen für die Grünfestigkeit von Pellets lassen sich die Aussagen im Abschnitt 6.1 MVT_e_6.doc heran-ziehen. Im Brückenbereich gilt Gl.(6.55) MVT_e_6.doc - SigmaZ1_FlüssBr, im Kapillarbereich Gl.(6.61) MVT_e_6.doc - SigmaZ_Sätt und im Übergangs-bereich entsprechend eine Überlagerung beider Mechanismen (siehe auch Folie 6.21, MVT_e_6.doc - Feuchtigkeit). Pelletbildung und Überlagerung werden in entscheidendem Maße von der Feuchte beeinflusst. In Abhängigkeit vom Flüssigkeitsgrad ist der günstigste Bereich der Kapillarbereich (Folie 6.21). Folglich existiert für jedes Gut eine Feuchtigkeitsmenge, bei der das Pelletieren optimal verläuft. Diese hängt von den Kapillareigenschaften des Gutes und damit von dessen Parti-kelgrößenverteilung und Benetzungsverhalten sowie von der Porosität der Pellets ab. Liegt die Feuchte unter dem Optimalwert, so tritt entweder überhaupt keine Formung ein, oder die relativ trockenen Pellets zerfallen schon bei geringer Beanspruchung. Bei zu hohem Flüssigkeitszusatz sind die Pellets plastisch, sie backen zusammen und kleben an den Apparatewandungen. Der Einfluss der Partikelgröße des Pelletiergutes ist auch nach Gl.(6.61) MVT_e_6.doc - SigmaZ_Sätt abschätzbar, wenn dort für den Kapillardruck der Eintrittskapillardruck pK,E gemäß Gl. (6.60) MVT_e_6.doc - pKE ge-setzt wird. Danach nimmt die Grünfestigkeit mit zunehmender Feinheit zu, und zur Gewährleistung einer Mindestfestigkeit ist auch eine Mindestfein-heit erforderlich. Die notwendigen Feinheiten werden durch andere Eigen-schaften modifiziert. Erfahrungsgemäß soll für die Eisenerzpelletierung die massebezogene Oberfläche mindestens 150 bis 200 m2/kg (Permeabilitäts-methode!) betragen /8.11/.
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
436
Auch die Zunahme der Grünfestigkeit mit Abnahme der inneren Porosität der Pellets lässt sich aus den genannten Modellen ableiten. Aus ihnen folgt weiterhin eine direkte Proportionalität zwischen der Oberflächenspannung der Flüssigkeit und der Pelletfestigkeit. Zur Verbesserung der Pelleteigenschaften werden Zusatzstoffe (Additive) eingesetzt. Zusatzstoffe zur Verbesserung der mechanischen Festigkeit der grünen, getrockneten und/oder gebrannten Pellets z nennt man Bindemittel (z. B. Betonit bei der Eisenerzpelletierung). Andererseits werden Zusatz-stoffe benutzt, um die chemische Zusammensetzung zu verändern (z. B. Kalkstein zur Beeinflussung der metallurgischen Eigenschaften von Eisen-erzpellets). Beide Wirkungen lassen sich gegebenenfalls durch einen Zu-satzstoff hervorbringen. Größe und Form sind wichtige Qualitätsmerkmale der Pellets. Man fordert vom Standpunkt - der Schüttguteigenschaften, - der Durchströmungs-, - Brenn-, - Sinter- und - Reaktionsbedingungen eine möglichst enge Pelletgrößenverteilung. Die Pelletgröße hängt von verschiedenen Faktoren ab. Sie wächst in bestimmten Grenzen vor allem mit der Feuchtigkeit des Aufgabegutes und seiner Verweilzeit in der Pelletier-maschine. Über die Wechselbeziehungen von Feuchte und Verweilzeit bzw. Durchsatz auf die Pelletgröße informiert Folie 7.12.3 unten links. Die maximal erreichbare Pelletgröße nimmt mit wachsender Partikelgröße des Pelletiergutes ab. Bei entsprechend angepassten Pelletierbedingungen entstehen aufgrund der Abrollvorgänge kugelige Pellets. Eine weitere Ober-flächenglättung ist durch Nachrollen möglich, gegebenenfalls unter Zusatz von trockenem, feinem Gut. Für die Festigkeitsbewertung grüner Pellets sind vor allem die Druckfestig-keit und die Fall- oder Prallfestigkeit eingeführt /8.11/. Weiterhin spielt das Verhalten bei plötzlichem Erhitzen eine wichtige Rolle. Feuchte Agglomerate können dabei explosionsartig zerplatzen. Als Schock-temperatur bezeichnet man jene maximale Temperatur, der ein Pellet un-mittelbar ausgesetzt werden darf, ohne dass es rissig wird bzw. platzt. Die Zerfallsneigung wächst - mit fallender Porosität und - Partikelgröße,
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
437
- sich verbreiternder Partikelgrößenverteilung des Pelletiergutes, - mit Zunahme von Pelletdurchmesser, - Pelletfeuchte und - Temperatur des Trockenmediums. 7.3.2 Pelletierausrüstungen
Wie schon kurz erörtert, spielt die Rollagglomeration in Pelletiertellern und Pelletiertrommeln (Folie 7.11.1) in der Praxis die wichtigste Rolle. Die Aufbauagglomeration mittels Partikelstößen - in geeigneten Mischausrüstungen, - Wirbelschichtgranulatoren u.a. kann angewendet werden, wenn an die Agglomerate geringere Forderungen - hinsichtlich Festigkeit, - glatter Oberfläche und - gleichmäßiger Partikelgröße zu stellen sind. 7.3.2.1 Pelletierteller
Pelletierteller (Folie 7.12.3) sind flachzylindrische Behälter, die um ihre geneigte Achse rotieren. Der Tellerdurchmesser D kann bis zu 7,5 m be-tragen. Die Bordhöhe der Teller liegt etwa im Bereich (0,1 - 0,25)⋅D, wobei die untere Grenze für sehr große und die obere für kleine Teller gilt. Wesentlich für den Betrieb eines Tellers ist die Neigung β seines Tellerbo-dens zur Horizontalen im Vergleich zum wirksamen dynamischen Bö-schungswinkel ϕB’ des auf dem Teller bewegten Schüttgutes (Folie 7.12.3) /8.11/. Der Tellerneigungswinkel β > ϕB’ muss größer sein als der wirksa-me Böschungswinkel ϕB‘, der sich während des Umwälzens und Abrollens dynamisch einstellt. In der Praxis liegt β vorwiegend zwischen 40° und 55°. Zur Ausrüstung gehören weiterhin Abstreifer, die den Tellerboden von an-haftendem Material säubern, teilweise Leitbleche und schließlich Sprühdü-sen. Die Ausführungsformen der Teller variieren: - So gibt es solche, bei denen die Bordhöhe verändert werden kann. - Andere wiederum sind mit einem Nachrollring versehen. - Schließlich gibt es auch Teller mit stufenförmigem Boden.
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
438
Das Aufgabegut wird entweder trocken oder teilweise befeuchtet mittels eines geeigneten Fördermittels dem Teller zugeführt. Der weitere Feuchte-zusatz geschieht durch Sprühdüsen. Mit anwachsender Drehzahl werden Gut und Pellets immer höher angeho-ben, so dass auch der Abrollweg und die mechanischen Beanspruchungen zunehmen, denen die Pellets ausgesetzt sind. Für die betriebliche Praxis kommt etwa der Bereich (0,6 ... 0,75) nkrit in Betracht /8.7, 8.13/, wobei für nkrit gilt (s. auch Gl. (2.126) MVT_e_2.doc - nkrit):
D2sing1n krit ⋅
β⋅π
= . ( 7.1)
D Tellerdurchmesser Als Drehzahl für eine optimale Nutzung der Tellerfläche gibt Bharani1 an:
( )'B
'B
opt cosD2sing1n
ϕ⋅⋅ϕ−β⋅
π= . ( 7.2)
Die fertigen Pellets treten im unteren aufsteigenden Quadranten des Tellers über den Bordrand, wenn das Materialvolumen im Teller dessen Fassungs-vermögen übersteigt. Aufgrund des abnehmenden Rollreibungswiderstandes µR ∼ r-1 mit zunehmenden Pelletradius kommt es im Teller zu einem Klas-siereffekt, wodurch Pellets relativ einheitlicher Größe über den Tellerrand ausgetragen werden. Die gewünschten Pelletgrößen liegen i.A. zwischen 3 und 20 mm. Der Durchsatz lässt sich überschläglich wie folgt berechnen /8.7, 8.13/:
2P D5,1km ⋅⋅= in t/h. ( 7.3)
D Tellerdurchmesser in m kP Pelletierfaktor: kP = 1,3 ... 2,5 Zement-Rohmehl kP = 0,6 ... 0,9 Eisenerz bzw. Konzentrate kP = 0,95 ... 1,1 Mischdünger 7.3.2.2 Pelletiertrommeln
Zylindrische Pelletiertrommeln (Folie 7.11.1) sind offene Trommeln, die jedoch an der Aufgabeseite einen Rückhaltering oder Konus aufweisen kön-
Dr.- Ing.habil. J. Tomas 1992 1 In Schubert, H., Handbuch der Mechanischen Verfahrenstechnik, S. 448, WILEY-VCH Weinheim 2003
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
439
nen, um den Rückfluss des Gutes auszuschließen. Die Trommeln sind um 6° bis 10° gegen die Horizontale geneigt. Sprühvorrichtungen in Form von Brausen und Düsen ermöglichen die dosierte Wasserzugabe an verschiedenen Stellen der Trommel. Die Drehzahl der Trommeln ist so einzustellen, dass sich die Abrollvor-gänge optimal ausbilden können (Folie 7.13.4). Für Trommeln von 3 bis 3,5 m Durchmesser liegt der Optimalbereich etwa zwischen 8 und 14 min-1. Die Gutbewegung wird - wie in Trommelmühlen - mit von den Reibungs-bedingungen auf der Trommelwand beeinflusst. Auf metallisch glatten In-nenflächen bildet sich eine Schicht feuchten Feingutes, die sich diesbezüg-lich günstig auswirkt und deren Dicke mittels einer feststehenden oder rotie-renden Abstreifvorrichtung kontrolliert wird. Die Durchmesser betrieblich eingesetzter Trommeln liegen zwischen etwa 1,5 und 4,6 m, die Durchsätze entsprechend zwischen 10 und 80 t/h. Pelletiertrommeln liefern im Vergleich zu den Pelletiertellern eine relativ breite Pelletgrößenverteilung, so dass eine anschließende Siebklassierung mit Rückführung des Feingutes unerlässlich ist (Folie 7.13.5). Weiterhin ist ihre Pufferfähigkeit zu nennen. Schließlich liefern sie etwas festere Pellets als Teller. Ihr Haupteinsatzgebiet liegt in der Eisenerz-aufbereitung. 7.3.3 Pellethärtung
Da die Festigkeit grüner Pellets für Transport und nachfolgende Verwen-dung nicht ausreicht sowie sich beim Trocknen sogar noch vermindern kann, ist im Allgemeinen eine Pellethärtung unerlässlich. Dies geschieht vorwiegend durch das beim Brennen der Pellets eintretende Sintern. Die für die Härtung erforderlichen Festkörperbrücken (siehe Abschnitt 6.1.3 MVT_e_6.doc) lassen sich aber auch durch das Erhärten von Bindemitteln Gln.(6.67) MVT_e_6.doc - Sigmact_Chem,
oder durch Auskristallisieren gelöster Stoffe Gl.(6.63) MVT_e_6.doc - Sig-
mact_Krist erzeugen. Um Festkörperbrücken mit Hilfe von Sintermechanismen Gln.(6.73) MVT_e_6.doc - FHt_FN und (6.77) MVT_e_6.doc - Sigma0t_Sinter zu
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
440
realisieren, sind außer der punktweisen Berührung der Partikeln folgende Voraussetzungen zu erfüllen: a) Es ist die erforderliche Beweglichkeit der Atome des zu sinternden Gutes
zu gewährleisten. Deshalb muss Wärme an die Oberfläche der Partikeln herangeführt werden. Exotherme Reaktionen im Gut können den Sinter-prozess unterstützen.
b) Die Höchsttemperatur, die die Partikeloberflächen erreichen, muss ent-weder eindeutig unter der Schmelztemperatur liegen (Trockensintern), oder die Zeit, während der die Schmelztemperatur überschritten wird, muss im Vergleich zur Einschmelzzeit der Partikeln klein sein (Schmelz-sintern). Es dürfen sich also nur flüssige Oberflächenschichten bilden.
Sinterprozesse für Pellets zeichnen sich im Allgemeinen dadurch aus, dass mit äußerer Verbrennung gearbeitet wird, d.h., die Verbrennung eines ge-eigneten Brennstoffs geschieht außerhalb des Pelletbettes. Die Verbren-nungsgase durchströmen das letztere, das entweder als ruhende Schütt-schicht (Wanderroste) oder bewegte Schüttschicht (Schachtofen) vorliegt. Lediglich zum Erzielen von Bläheffekten (z.B. bei der Erzeugung von Leichtzuschlagstoffen) ist gegebenenfalls noch der Zusatz von festem Brennstoff zum Pelletiergut üblich. Da grüne Pellets eine relativ hohe Feuchte aufweisen, ist schon zum Trock-nen ein beträchtlicher Wärmeaufwand erforderlich. Während des Trocknens sind der Zerfall oder das Zerplatzen der Pellets zu vermeiden. Für das Bren-nen von Pellets werden fast ausschließlich - Schachtöfen, - Wanderroste oder - Wanderrost-Drehrohrofen-Anlagen eingesetzt. Unabhängig von der Art der Ausrüstung lässt sich der Gesamtprozess in die Teilprozesse - Trocknen, - Aufheizen, - Brennen und - Kühlen untergliedern. Hinsichtlich weiterer Einzelheiten ist auf entsprechende Fach-literatur zu verweisen, z. B. /8.1, 8.11/. Dem Härten von Pellets durch Anwendung von Bindemitteln, die eine hohe Festigkeit hervorbringen, ist in neuerer Zeit erhöhte Aufmerksamkeit ge-
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
441
schenkt worden. Dabei werden Bindemechanismen genutzt, die entweder auf - hydraulischen Reaktionen (z. B. Abbinden von Zement) im Bereich
normaler Temperaturen bis zu etwa 250 °C beruhen oder - bei denen die Verfestigung durch Karbonatisierung (z. B. von Kalkhyd-
rat) erfolgt. Die Bindemittel sollten eine solche Zusammensetzung aufweisen, dass sich keine negativen Auswirkungen für die Pelleteigenschaften erge-ben.
7.4 Pressagglomeration (Brikettieren, Tablettieren)
Die für die Pressagglomeration charakteristische Formkörperbildung unter erhöhtem Druck lässt sich durch die in Folie 7.14.1 dargestellten Wirk-prinzipien realisieren. Die Einteilung ist nach den Gegebenheiten
- der Pressgeometrie (geschlossene oder offene Form) und nach - der Art der Verdichtungsbegrenzung (geometrisch begrenzt oder kraft-begrenzt) vorgenommen worden: a) Pressagglomeration in geschlossener Form mit geometrisch begrenzter
Verdichtung wie in Stempelpressen und Tablettenpressen (Folie 7.14.1a), b) Pressagglomeration in offener Form mit kraftbegrenzter Verdichtung
aufgrund der Wandreibung des gepressten Stranges in Strang- und Loch-pressen (Folie 7.14.1b) und
c) Pressagglomeration durch Walzdruck in Walzenpressen (Folie 7.14.1c). Diese Wirkprinzipien können weiter modifiziert sowie miteinander kombi-niert werden. 7.4.1 Kompressibilität und Verpressbarkeit
7.4.1.1 Mikroprozesse In Abhängigkeit von den Stoffeigenschaften, der Verdichtung und dem evtl. Zusatz eines Bindemittels können an der Brikettbildung verschiedene Bin-dekräfte beteiligt sein. Bei der Beurteilung eines körnigen Stoffes in Bezug auf seine Brikettierfähigkeit sind zu unterscheiden:
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
442
- seine Kompressibilität, d.h. das Vermögen zur Volumenreduktion ∆V unter Druck p, d.h. Erzeugung einer genügend hohen Dichte des Press-ling ρb = f(p), und
- die Verpressbarkeit, d. h. das Vermögen, unter Druck einen Pressling mit genügender Festigkeit zu bilden, d.h. Erzeugung einer ausreichend hohen
Druckfestigkeit σc = f(p) /8.14/. Bindemittel übernehmen im Allgemeinen noch eine Zusatzfunktion, indem sie während des Verdichtungsvorganges als "Schmiermittel" die Umord-nung der Partikeln erleichtern können (inneres Schmiermittel). Äußere Schmiermittel werden manchmal zugesetzt, um die Reibung auf den Pressformoberflächen herabzusetzen /8.7/. Die Kompressibilität von Partikelsystemen entspricht der Druckabhängig-keit der Packungsdichte bei Schüttgütern und wird beeinflusst von folgen-den Mikrovorgängen: (1) Umlagerung steifer Partikeln mit steifen Kontakten zu einer dichteren
Zufallspackung, (2) Deformation weicher Kontakte von harten (mineralischen) Partikeln
und (3) Deformation weicher Partikel (z.B. Kunststoffe, organ. Produkte). Das Pressverdichten bewirkt, dass die im Gut zunächst nur punktartig vor-handene Kontakte hinsichtlich ihrer Zahl erhöht und vor allem zu flächen-haften Kontakten umgebildet werden (siehe auch Abschnitt 6.1.1.2.2 MVT_e_6.doc) ⇒ Mikroprozesse und Deformationsvorgänge beim Pressen: Folie 7.14.2 a)
bis f). Die Verdichtung vollzieht sich anfänglich, d.h. bei noch großer äußerer Po-rosität bzw. geringem Pressdruck, vornehmlich durch Umordnung der Parti-keln, wobei die inneren Reibungskräfte zu überwinden sind (Folie 7.14.2b). Mit weiter ansteigendem Pressdruck bzw. abnehmender Porosität kommt es mehr und mehr zur Partikelverformung mit nachfolgenden Brüchen. In Folie 7.14.2 sind diese Vorgänge schematisch dargestellt. Infolge der Reibungswärme können örtliche Sintervorgänge bzw. Reak-tionsbrückenbindungen eintreten und zu Festkörperbrücken führen. Plastisches Verhalten - der Partikeloberflächen (geringe Härte) und - Volumenphase der Partikeln (geringe Partikelfestigkeit und Steifigkeit) des Brikettiergutes begünstigt das Entstehen flächenhafter Kontakte und ist deshalb für die Verpressbarkeit sehr wesentlich. ⇒ Beispeilhafte Druck- und Dichteverteilungen beim Pressen, s. Folie 7.15
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
443
7.4.1.2 Kompressibilität der Stoffe Makroskopisch unterscheidet man bezüglich der Kompressibilität der Stof-fe: • Kompressibilität analog HOOKschem-Gesetz für Festkörper
σ∆⋅=ε=∆
E1
ll
0
bzw. τ∆⋅=γ=∆
G1
yx0
( 7.4)
mit ( ) G12E ⋅ν+= . ( 7.5)
• Für die Kompressibilität bei Flüssigkeiten und auch Festkörpern gilt für dreiachsigem Druck dementsprechend:
Kdp
VdV
0
=κ= . ( 7.6)
κ Kompressibilität (hier dimensionslos definiert! - im Unterschied zum dimensionsbehafteten κ = 1/K, siehe HÜTTE B 191)
K Kompressionsmodul = Kompressionswiderstand oder Steifigkeit, d.h. wenn ν = 0 ist K ≅ E/3, ⇒ ansonsten gilt im isotropen Fall
( ) K213E ⋅ν−⋅= . ( 7.7)
axialquer / εε−=ν Querdehnungs- o. POISSON-Zahl, für inkompressi-
bel, volumenerhaltende Stoffe ist maximal ν = 0,5 • Kompressibilität für Gase bei adiabatischer (isentroper) Zustandsände-
rung (= kein Wärmeaustausch mit der Umgebung (S = const.), gültig ins-besondere für schnelle Druckänderungen):
mit .constVp ad =⋅ κ ( 7.8)
und 1f21
2/RfR1
cRc
cc
V,M
V,M
V,M
p,Mad >+=
⋅+=
+==κ . ( 7.9)
κad Isentropen- oder Adiabatenexponent (κad ≈ 1,67 für einatomi-ge bzw. κad ≈ 1,4 für zweiatomiger Gase)
cM,V molare Wärmekapazität bei konstantem Volumen cM,p molare Wärmekapazität bei konstantem Druck f Zahl der anregbaren Schwingungsfreiheitsgrade von Atomen
und Molekülen (= 3 [Translationsrichtungen] einatomiger bzw. = 5 [3 Translationsrichtungen + 2 Rotationsrichtungen]
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
444
zweiatomiger Gasmoleküle, z.B. N2, O2 (Luft), siehe HÜTTE 1991 S. B 60 bzw. B 68)
Außerdem folgen 21
ad p.constV
dpdV
ad −−=κ −κ
pV1
pV
Vp.const1
dpdV
adadad κ
=κ
= κ bzw.
Kdpdp
p11
VdV
ad
≡⋅κ
=κ≡ .
D.h. m
adad VTRpK ⋅κ=κ= ( 7.10)
ein hoher Adiabatenexponent bedeutet einen hohen Kompressionswider-stand bzw. geringe Kompressibilität.
• Kompression eines Schüttgutes
Analog zur adiabaten Gaskompressibilität Gl.( 7.8) (Folie 7.16, Folie 7.17) lässt sich schreiben:
pV1
dpdV
adκ=− bzw.
pm/V1
dp)m/V(d
adκ=− , ( 7.11)
p11
dpd
dp)/1(d
ad2 ⋅ρκ
=⋅ρ−ρ
−=ρ
− oder p
1dpd
ad
ρ⋅
κ=
ρ .
Damit lässt sich für ein Schüttgut eine gutabhängige Konstante (Kom-pressibilitätsindex ad/1n κ≡ analog dem Adiabatenexponenten) einfüh-
ren. Wenn man zusätzlich die Van-der-Waals-Gleichung von Gasen, die nahe des Kondensationspunktes gilt, beachtet (Vm molares Volumen)
( ) ( ) TRbVV/ap m2mVdW ⋅=−⋅+ , ( 7.12)
lässt sich der Schüttgutdruck durch die mittlere Verfestigungsnormal-spannung (τ → 0) plus Haftspannung ausdrücken 0st,Mp σ+σ= :
st,M0
st,M
b
b dn
pdpnd
σ+σσ
⋅=⋅=ρρ .
• Diese Differentialgleichung einer inkrementalen „Verdichtungsgeschwin-digkeit“ wird auch als Kompressionsrate bezeichnet:
st,M0
b
st,M
b ndd
σ+σρ
⋅=σρ . ( 7.13)
Mit der Randbedingung ρb = ρb,0, wenn σM,st = 0 erhält man
∫∫σρ
ρ σ+σσ
⋅=ρρ st,Mb
0,b 0 st,M0
st,M
b
b dnd , d.h. ( )[ ]0st,M0
0,b
b lnlnnln σ−σ+σ⋅=ρρ
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
445
die Kompressionsfunktion ϱb = f(σM,st): n
0
st,M
0,b
b 1
σσ
+=ρρ
. ( 7.14)
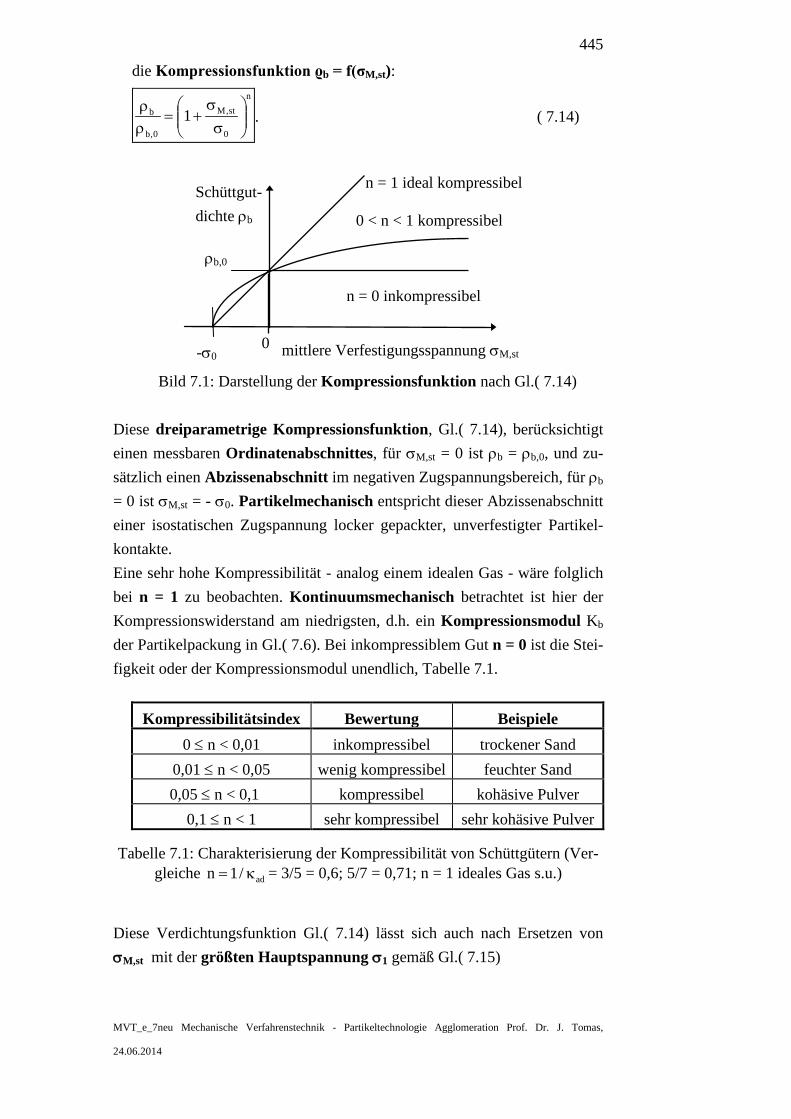
Bild 7.1: Darstellung der Kompressionsfunktion nach Gl.( 7.14)
Diese dreiparametrige Kompressionsfunktion, Gl.( 7.14), berücksichtigt einen messbaren Ordinatenabschnittes, für σM,st = 0 ist ρb = ρb,0, und zu-sätzlich einen Abzissenabschnitt im negativen Zugspannungsbereich, für ρb = 0 ist σM,st = - σ0. Partikelmechanisch entspricht dieser Abzissenabschnitt einer isostatischen Zugspannung locker gepackter, unverfestigter Partikel-kontakte. Eine sehr hohe Kompressibilität - analog einem idealen Gas - wäre folglich bei n = 1 zu beobachten. Kontinuumsmechanisch betrachtet ist hier der Kompressionswiderstand am niedrigsten, d.h. ein Kompressionsmodul Kb der Partikelpackung in Gl.( 7.6). Bei inkompressiblem Gut n = 0 ist die Stei-figkeit oder der Kompressionsmodul unendlich, Tabelle 7.1.
Kompressibilitätsindex Bewertung Beispiele
0 ≤ n < 0,01 inkompressibel trockener Sand 0,01 ≤ n < 0,05 wenig kompressibel feuchter Sand 0,05 ≤ n < 0,1 kompressibel kohäsive Pulver
0,1 ≤ n < 1 sehr kompressibel sehr kohäsive Pulver
Tabelle 7.1: Charakterisierung der Kompressibilität von Schüttgütern (Ver-gleiche ad/1n κ= = 3/5 = 0,6; 5/7 = 0,71; n = 1 ideales Gas s.u.)
Diese Verdichtungsfunktion Gl.( 7.14) lässt sich auch nach Ersetzen von σM,st mit der größten Hauptspannung σ1 gemäß Gl.( 7.15)
mittlere Verfestigungsspannung σM,st
Schüttgut-dichte ρb
n = 0 inkompressibel
0 < n < 1 kompressibel
n = 1 ideal kompressibel
0
ρb,0
-σ0

MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
446
st
010st,M sin1 ϕ+
σ+σ=σ+σ ( 7.15)
folgendermaßen ausdrücken:
( )
n
0
1
n
st
n
0st
01
0,b
b 1sin11
sin1
σσ
+⋅
ϕ+
=
σ⋅ϕ+
σ+σ=
ρρ
n
0
1
n
st0,b
b 1sin11
σσ
+⋅
ϕ+
=ρρ
. ( 7.16)
⇒ Für ein kohäsionsloses Pulver werden die Randbedingungen ρb = 0 und σ1 = 0 und ρb = ρs/2, wenn σ1 = σ1/50 folgt wiederum
∫∫σ
σ
ρ
ρ σσ
⋅=ρρ 1
50/1
b
s 1
1
2/ b
b dnd , d.h. 50/1
1
s
b lnn2/
lnσσ
⋅=ρρ
n
50/1
1
211
σσ
=ε− ( 7.17)
⇒ 50/11 σ=σ , wenn 5,01 =ε− wird nahezu die kubische Packung er-
reicht: 5236,061 =π=ε−
⇒ n - Kompressibilitätsindex für σ1 < 50 kPa , meist n < 0,1 - Walzenpressen und Brikettierung von Metallspänen 0,02 < n < 0,2
- spezifische Kompressionsarbeit eines kohäsiven Schüttgutes siehe Folie 7.18:
Die Arbeit beim Verdichten ist entlang des Stempelweges s oder bezüg-lich einer Volumenverminderung - dV:
∫∫ −== dVpds)s(FW ( 7.18)
und massebezogen kann man schreiben mit ( ) 2/d/1d ρρ−=ρ :
∫∫∫ ρρρ
=ρ
−=−== d)(p1d)V(pmdV)V(pW
mW
2m . ( 7.19)
Zweckmäßig sollte Wm = f(p) ausgedrückt werden. Für das Schüttgut (für ρ ρb) sei mit der Kompressionsrate nach Gl.( 7.13):
dpp
nd bb ⋅
ρ⋅=ρ ( 7.13)
∫∫∫ ρ⋅=⋅
ρ⋅
ρρ
=ρρρ
=b
b2b
bb2
b
bb,m
dpndpp
n)(pd)(pW ( 7.20)
∫ ρ⋅=)p(
dpnWb
b,m . ( 7.21)
Mit der Kompressionsfunktion Gl.( 7.14) ist also:
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
447
st,M0
n
0
st,M0
0,bb,m d1nW
st,M
σ
σσ+σ
⋅ρ
⋅= ∫σ −
, ( 7.22)
wobei 0
stM,0zσσ+σ
= und dzd 0st,M ⋅σ=σ mit n ≠ 1:
( )st,M
st,M
0
n1
0
st,M0
0,b
0
0
n
0,b
0b,m n1
ndzznW
σ−σ−
σσ+σ
⋅ρσ
⋅−
=⋅ρσ
⋅= ∫
n1
0
0
0,b
0
n1
0
st,M0
0,b
0b,m n1
nn1
nW−−
σσ
⋅ρσ
⋅−
−
σσ+σ
⋅ρσ
⋅−
=
−
σσ+σ
⋅ρσ
⋅−
=−
1n1
nWn1
0
st,M0
0,b
0b,m . ( 7.23)
Vereinfacht lässt sich auch näherungsweise mit 1 – n ≈ 1 schreiben:
0,b
st,M
0
st,M
0,b
0b,m n11nW
ρσ⋅=
−
σσ
+⋅ρσ
⋅≈ . ( 7.24)
• spezifische Kompressionsarbeit eines kohäsionslosen Schüttgutes
∫ ρ⋅=)p(
dpnWb
b,m . ( 7.21)
Mit der Kompressionsfunktion Gl.( 7.17) ist also:
10
n
50/1
1
sb,m d2nW
1
σ
σσ
⋅ρ
⋅= ∫σ −
, ( 7.25)
wobei 1/50
1zσσ
= und dzd 50/11 ⋅σ=σ mit n ≠ 1:
( )1
1
0
n1
50/1
1
s
50/1
0
n
s
50/1b,m n1
n2dzzn2W
σ−σ−
σσ
⋅ρσ⋅
−⋅
=⋅ρσ
⋅= ∫
n1
50/1
1
s
50/1b,m n1
n2W−
σσ
⋅ρσ⋅
−⋅
= . ( 7.26)
Vereinfacht lässt sich auch näherungsweise mit 1 – n ≈ 1 schreiben:
s
1
50/1
1
s
50/1b,m n2n2W
ρσ⋅⋅=
σσ
⋅ρσ⋅⋅≈ . ( 7.27)
Darüberhinaus ist zur Beschreibung des Zusammenhangs zwischen Press-druck p und Verdichtung eine größere Zahl empirischer Modelle entwickelt worden. Von den einfachen Ansätzen soll folgender die realen Verhältnisse vielfach befriedigend widerspiegeln können /8.16/:
21 kVVkpln +⋅−=∞
. ( 7.28)
)p(fV= Brikettvolumen
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
448
V∞ porenfreies Brikettvolumen (p → ∞) k1, k2 stoffabhängige Parameter Das nachfolgende Modell erfasst einerseits das Schließen größerer Poren durch Umordnungseffekte (Folie 7.14.2a) und andererseits das Schließen kleinerer Poren durch Deformationseffekte (Folie 7.14.2b,c) /8.15, 8.16/:
−⋅−
−⋅=
−−
∞ ppexpk
pp
expkVVVV k
4g
30
0 . ( 7.29)
V0 Anfangsvolumen des zu verdichtenden Gutes pg, pk Druck, bei dem das Schließen der größeren bzw. kleineren Poren vorzugsweise verläuft (siehe Tab. 7.2) Die Parameter k3 und k4 geben die theoretisch maximal möglichen Verdich-tungsanteile an, die auf das Schließen größerer und kleinerer Poren zurück-zuführen sind. Tabelle 7.2 enthält Angaben über pg, pk, k3 und k4 verschie-dener Stoffe /8.15/. Mit zunehmendem Pressdruck bzw. zunehmender Verdichtung wächst die Festigkeit, wobei die Steigerung niedrigerer Pressdrücke einen höheren Fes-tigkeitszuwachs als die größerer hervorbringt.
Stoff MOHSsche Härte k3 k4 pg in MPa
pk in MPa
Korund 9 0,50 0,35 22 350 Quarz 7 0,60 0,25 17 380
Magnesiumoxid 4 – 5 0,65 0,35 17 340 Kalzit 3 0,68 0,32 10 300
Tabelle 7.2: Verdichtungsparameter gemäß Gl.( 7.29) für verschiedene Stof-fe /8.15/
Für die Beschreibung der Festigkeit σ in Abhängigkeit vom Pressdruck p und der Packungsdichte ϕd (≡ 1 - ε) ist folgende Modellgleichung vorge-schlagen worden /8.14/:
( )[ ]dmax pexp1 ϕ⋅⋅κ−−⋅σ=σ . ( 7.30)
σmax maximal mögliche Festigkeit des Presslings κ stoffabhängige Presssuszeptibilität Die Festigkeit der Presslinge hängt auch von der Feuchte des Gutes ab. Im Allgemeinen durchläuft die Festigkeit in Abhängigkeit von der Feuchte ein Maximum. Mit wachsendem Pressdruck, d.h. auch mit zunehmender Ver-
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
449
dichtung, verschiebt sich die Lage des Maximums nach niedrigeren Feuch-ten. Die Wirkung der Feuchte ist komplexer Natur (s. hierzu auch Abschn. 6.1.2.2 MVT_e_6.doc - Feuchtigkeit_1). Aufgrund ihrer Schmierwirkung kann eine dichtere Packung erreicht wer-den. Schließlich können Flüssigkeitsbrücken zur Bindung beitragen. Wei-terhin ist der Einfluss von Adsorptionsschichten und Wasserstoffbrü-ckenbindungen zu berücksichtigen. Mit zunehmender Feinheit des zu agglomerierenden Gutes wird unter sonst gleichbleibenden Bedingungen die Agglomeratfestigkeit erhöht /8.17/. Bei der Pressagglomeration anorganischer Stoffe sollte die obere Partikelgröße 1 mm nicht überschreiten. Normale Brikettierkohle bei der Braunkohlenbrikettierung ist d < 6 mm. Feinkornbriketts für die Braunkohlenverkokung werden aus Körnungen < 1 bis < 2 mm erzeugt. Unter dem Gesichtspunkt einer möglichst hohen Verdichtung sollte die Par-tikelgrößenverteilung etwa einer GGS-Verteilung gemäß Gl.(1.48) MVT_e-_1.doc - GGS mit dem Parameter k zwischen 1/2 und 1/3 gehorchen. Einen wesentlichen Einfluss auf die Festigkeit der Presslinge über die Art der Verpressung und vor allem die Pressgeschwindigkeit aus. Der im Auf-gabegut enthaltenen Luft muss ausreichend Zeit zum Entweichen gegeben werden. Die bei der Pressagglomeration aufgewendeten Pressdrücke liegen in Ab-hängigkeit von den Materialeigenschaften, der geforderten Festigkeit und der gewählten Ausrüstung im Bereich von einigen 10 MPa bis 1000 MPa, wobei in vielen Fällen Drücke zwischen etwa 50 und 200 MPa ausreichen. Eine bindemittellose Brikettierung gelingt nur, wenn das Gut über gewisse plastische Eigenschaften verfügt, wie dies z. B. bei der Braunkohle der Fall ist. Bindemittel (z. B. Kalk, Wasserglas, Bitumen, Stärke) erhöhen die Kohäsi-on im "grünen" Brikett und bewirken eine weitere Festigkeitssteigerung beim Lagern. Beim Heißbrikettieren kommt es bei den auftretenden hohen Drücken und Temperaturen bis zu 1000 °C zu - einer Plastizitätszunahme und - chemischen Aktivierung der Kontakte sowie - örtlicher Sintervorgänge,
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
450
wodurch besonders feste Briketts entstehen. Wird das Gut vor der Press-agglomeration erhitzt, so kann der erforderliche Pressdruck gegebenenfalls erniedrigt werden. 7.4.2 Ausrüstungen für die Pressagglomeration
Die Ausrüstungen unterscheiden sich hinsichtlich der Verwirklichung der Verdichtung des Gutes. Aufgrund der in Folie 7.19 und Folie 7.20 darge-stellten Wirkprinzipien lassen sie sich einteilen in:
a) Stempel- und Tablettenpressen (Folie 7.19.1) b) Strang- und Lochpressen (Folie 7.19.2) c) Walzenpressen (Folie 7.20). 7.4.2.1 Stempel- und Tablettenpressen
Die Pressagglomeration in der geschlossenen Form wird mit einem hin- und hergehenden Stempel durchgeführt. In den meisten Fällen werden Stempel-pressen (Folie 7.19.1a) konstruktiv so gestaltet, dass die Verdichtung k k = V0/VV V0, VV Volumen des Pressgutes im unverdichteten bzw. verdichteten
Zustand durch den Hub des Stempels (Exzenterantrieb) von der beginnenden bis zur maximalen Kompression vorgegeben ist und die Presskraft Fmax eine sich einstellende Größe ist. Man kann jedoch auch umgekehrt vorgehen und mit hydraulisch vorgegebe-ner Presskraft und einer sich entsprechend der Gutmenge und dem Gutei-genschaften einstellenden Verdichtung arbeiten. Die Vorteile dieser Vorge-hensweise bestehen in der Möglichkeit - hohe Kompressionen zu erzielen und - dabei Presslinge mit guter Maßhaltigkeit in allen drei Achsrichtungen zu
erhalten. Nachteilig ist die diskontinuierliche Arbeitsweise. Der Forderung nach hohen Ausstoßzahlen, die besonders für die Tabletten-herstellung erforderlich sind, werden die Rundlauf-Tablettenpressen ge-recht (Folie 7.19.1b). Hierbei handelt es sich um mehrstempelige Anord-nungen, wobei die Pressformen (Füllschuh) an einem drehbaren Tisch befes-
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
451
tigt sind. Bei der weitgehend automatisierten Verpressung ist eine Reihe von Variationen möglich: - z. B. Pressen nur mit Oberstempel, - Pressen mit Ober- und Unterstempel, - ein- und mehrstufiges Pressen (mit Vorverdichtung), - unterschiedliche Pressgeschwindigkeiten und - mehr oder weniger lange Pressdruckhaltezeiten. Das Pressgut wird über Einfülltrichter in die Pressform eingegeben. Die fertigen Tabletten werden - durch Oberstempel in Pressrichtung oder - durch einen Gegenstempel in entgegengesetzter Richtung ausgestoßen. Moderne Hochleistungspressen erreichen Ausstöße bis 10.000 Tabletten/min. 7.4.2.2 Strang- und Lochpressen
Bei diesem Wirkprinzip wird das Gut durch einen Formkanal gepresst, so dass zunächst ein Strang entsteht. Je nachdem, ob die Presskraft mittels - Stempel (Stempel-Strangpresse), - einer Schnecke (Schneckenpresse) oder - einer Presswalze (Lochpresse) erzeugt wird, ist das Pressgut dem Formkanal intermittierend oder kontinu-ierlich zuzuleiten (Folie 7.19.2). Bei letzteren ist der Strang am Austragsen-de in Formlinge zu zerlegen, während er bei ersteren meist von selbst in Briketts zerfällt.
Stempelstrangpressen (Folie 7.19.2a, Folie 7.21, Folie 7.22) werden vor-zugsweise für die Brikettierung von Braunkohlen und Torf eingesetzt. Hauptmerkmal sind der waagerechte offene Formkanal und der darin ab-wechselnd vorgetriebene und zurückgezogene Stempel. Beim Rückhub des Stempels fällt das Pressgut in die Form, und es wird beim Vorhub gegen die bereits gebildeten Briketts gedrückt und verdichtet. Das Brikett entsteht so-mit in einer Formkammer, die von
- den Seitenwandungen, - der Schlagfläche des zuletzt gebildeten Briketts und von - der Stempelschlagfläche gebildet wird. Erst wenn der erforderliche Pressdruck erreicht ist, darf der Brikettstrang weichen, d.h. sich um eine Brikettdicke verschieben. Gewöhn-
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
452
lich genügen der Strangwiderstand und die Reibung des in der Pressform befindlichen Strangteils nicht, um den notwendigen Pressdruck zu erzielen. Deshalb ist die Form mit einer Verengung - dem sogenannten Buckel - versehen, mit dessen Hilfe das schon gebildete Brikett genügend verdichtet werden kann. Im Stempelstrangpressen können Pressdrücke von etwa 60 bis 140 MPa realisiert werden. Man betreibt sie im Allgemeinen im Drehzahl-bereich von 60 bis 120 min-1 in Abhängigkeit von der Brikettierbarkeit der Braunkohle und den Anforderung an die Brikettgüte. Ein wichtiges Unter-scheidungsmerkmal folgt aus der Zahl der in einer Presse arbeitenden Stem-pel. Die Stempelschlagflächen liegen in Abhängigkeit vom Brikettformat etwa zwischen 100 und 200 cm2. In Schneckenpressen (Vakuumstrangpressen, siehe auch Extruder) (Folie 7.19.2b) wird die Verdichtung von einer Schnecke kontinuierlich hervorge-bracht, wobei die Steigung des Schneckengewindes entweder konstant ist oder in Förderrichtung abnimmt. Da nur relativ niedrige Pressdrücke erzielt werden, kommen Schneckenpressen (bzw. Extruder) vorwiegend bei leicht agglomerierbaren, plastischen Produkten zum Einsatz. Ein Mundstück am Formkanalende gestattet, einerseits bestimmte Formen herzustellen, ande-rerseits beeinflusst es den für die Verdichtung nötigen Widerstand. Mit Hilfe von Schneidvorrichtungen werden die austretenden Stränge in Formlinge zerschnitten. Lochwalzenpressen (Folie 7.19.2c-g) stellen eine Kombination von Walz-druck- und Strangpressprinzip dar /8.20/. Das Pressgut wird zunächst in einen Walzenspalt eingezogen, dann aber in Abwandlung des Walzdruck-prinzips durch Bohrungen der holen Walzen gepresst. Da die Verdichtung durch den Strangwiderstand in der Bohrung begrenzt wird, sind diese Ma-schinen folgerichtig den Strangpressen zuzuordnen. Verfügen bei Doppel-walzen-Lochpressen beide Walzen über Lochformen, so muss gewährleis-tet bleiben, dass die Bohrungen der Walzen zueinander versetzt abrollen (Folie 7.19.2e). Die Anforderungen an den synchronen Lauf der Walzen werden noch höher, wenn die Mantelflächen zahnradförmig ausgebildet sind (Folie 7.19.2g). In den Fällen, in denen der Kanalwiderstand der Bohrungen nicht zur Aus-bildung hinreichend fester Formlinge ausreicht, benutzt man Lochformen, die sich in Transportrichtung des gepressten Gutes verengen. Handelt es sich um stark elastische Güter, so müssen die Bohrungen am Ausgang mit Erweiterungen ausgeführt werden (Abbau innerer Druckspannungen die zum Zerreißen der Presslinge führen können).
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
453
Lochpressen haben sich besonders für leicht agglomerierbare Stoffe wie Futtermittel eingeführt. Die Formlinge werden durch Messer abgestreift und weisen Durchmesser von ca. 1 bis 20 mm auf. 7.4.2.3 Walzenpressen
Bei dem Walzdruckprinzip (Folie 7.20.1) wird die Verdichtung durch Druckkräfte erzeugt, die im Spalt zwischen zwei Walzen bzw. einer Walze und einer ebenen oder gekrümmten Fläche auftreten /8.22/: die erzielbare Verdichtung ist hierbei eine Größe, die wesentlich durch die Einzugsver-hältnisse am Walzenspalt bestimmt wird. Bei den Walzenpressen erfolgt die Verdichtung im Spalt zweiter gegenläu-fig rotierender Walzen. Die Walzenoberflächen sind entweder glatt bzw. profiliert (geriffelt, gewellt, gewaffelt) oder mit Formmulden ausgestattet. Im ersten Fall (Folie 7.20.1a) ist das Agglomerationsprodukt gewöhnlich ein aus dem Walzenspalt austretender bandartiger Strang (Schülpe), der an-schließend zerkleinert und klassiert werden muss. Eine vorhandene Profilie-rung dient hier vor allem der Verbesserung der Einzugsverhältnisse in den Walzenspalt. Im zweiten Fall (Folie 7.20.1b,c) entstehen Formlinge (Briketts). Der Verdichtungsprozess auf einer Walzenpresse soll anhand Folie 7.20.2 beschrieben werden. Unter dem Einfluss der Schwerkraft und noch vielfach unter dem Druck einer Verdichtungsschnecke (siehe auch Folie 7.19.2) so-wie der Reibungskraft der rotierenden Walzen wird das Gut in den Walzen-spalt eingezogen und dort agglomeriert. Der Gesamtprozess lässt sich in die Teilprozesse oder -bereiche aufgliedern, und zwar in den - Einzugsbereich, - Verdichtungsbereich und - Entlastungsbereich. α0 in Folie 7.20.2 stellt den Aufgabewinkel dar, der mit dem halben Ein-zugswinkel des Gutes übereinstimmen sollte (siehe auch Abschnitt 2.6.2 MVT_e_2.doc - Einzug). Im Einzugsbereich herrschen Umorientierungen der Partikeln vor. αE kennzeichnet den Eintritt in den Verdichtungsbereich. Hier dominieren elastische und plastische Verformungen. Im letzten Teil der Verdichtung stellt man in Abhängigkeit von den Guteigenschaften entweder vorwiegend plastische Verformung oder auch Bruchvorgänge der Partikeln fest.
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
454
Beim Grenzwinkel αg ändert sich die Richtung der Reibungskraft. Man be-zeichnet die Zone zwischen α0 und αg als Nacheilzone, weil hier die Gut-bewegung der Walzenbewegung nacheilt. Daran schließt sich die Voreilzo-ne an. αV stellt den elastischen Verformungswinkel der Walzen dar. Aus der elastischen Rückdehnung beim Austritt aus dem Walzenspalt folgt, dass die Schülpendicke s2 größer als die Spaltweite s1 ist. Das Prozessergebnis wird bestimmt von den Eigenschaften des - Aufgabegutes * Partikelgrößen- und Partikelformverteilung, * elastisch-plastisches Verhalten, * Fließeigenschaften, * Entlüftungsverhalten und weiterhin von einigen Maschinen- bzw. Prozessparametern. Zu letzteren zählen zunächst - der Walzendurchmesser, - die Walzkraft oder - die Spaltweite und - der Vorverdichtungsdruck. Die Walzendurchmesser betrieblich eingesetzter Pressen liegen etwa im Bereich von 300 bis 1400 mm, die Walzenbreiten zwischen 200 und 1500 mm. Die auf die Walzenbreite bezogenen Presskräfte - zweckmäßig Linien-kräfte - liegen für anorganische Stoffe vor allem im Bereich 4 bis 20 MN/m. Durch Vorverdichtung mittels speziell gestalteter Verdichtungsschne-cken wird ein Teil der Verdichtungsarbeit vor dem Walzenspalt geleistet. Dies ermöglicht die Anwendung kleinerer Walzendurchmesser und führt zu wirtschaftlicheren Pressengrößen. Eine weitere wichtige Einflussgröße ist die Walzendrehzahl bzw. die Wal-zenumfangsgeschwindigkeit. Letztere liegt etwa zwischen 0,2 und 1,6 m/s. Bei zu hoher Geschwindigkeit behindert die Gegenströmung der aus den Poren verdrängten Luft die gleichmäßige Gutzufuhr in den Walzenspalt. Auch im Hinblick auf das Beherrschen der Entlüftung hat sich die Vor-verdichtung bewährt. Wichtig ist eine gleichmäßige und kontinuierliche Zufuhr des Pressgutes. Bei gut rieselfähigem Material kann ein Fülltrichter mit Mengensteuerung genügen. Der Gutfluss kann durch einen angebauten Vibrator unterstützt werden (Folie 7.20.3a). Überwiegend werden heute aber Füll- bzw. Vorver-dichtschnecken angewendet (Folie 7.20.3b). Im Allgemeinen sind mehrere drehzahlregelbare Schnecken über dem Walzenspalt angeordnet.
MVT_e_7neu Mechanische Verfahrenstechnik - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,
24.06.2014
455
Werden auf Walzenpressen Schülpen erzeugt, so sind diese im Anschluss mit möglichst hohem Ausbringen an den erwünschten Partikelgrößenklassen zu zerkleinern und klassieren. Das Feingut gelangt dann zurück zur Pres-se. Ringwalzenpressen (Folie 7.20.1c) bestehen im Wesentlichen aus einem Ring, der auf Stützrollen läuft, und einer exzentrisch innerhalb des Ringes angeordneten Presswalze mit wesentlich kleinerem Durchmesser. Der Ring besitzt eine Formrille. Das Aufgabegut wird aufgrund der gleichen Dreh-richtung und Umlaufgeschwindigkeit von Nutenring und Presswalze in de-ren Spalt eingezogen und zu einem Strang verdichtet. Mit Hilfe von Zähnen auf der Walze erfolgt die Trennung des Stranges in Briketts, die abgehoben und ausgetragen werden. (Folie 7.23)
7.5 Schwerpunkte und Kompetenzen Anhand dieser Schwerpunkte können Sie Ihr Wissen und Ihre verfahrens-technischen Kompetenzen überprüfen:
• Prozessziele: Prozessziele und Wirkprinzipien der Agglomeration;
• Physikalische Grundlagen, Mikroprozesse und Produktbewertung: Partikelhaftkräfte, Agglomeratfestigkeit, Beanspruchungsarten und Messmethoden zur Bewertung der Produktqualität, Kompressibilität und Verpressbarkeit kohäsiver Pulver;
• Prozessauslegung: Aufbau, Wirkprinzipien, Prozessauslegung, Maschinenparameter sowie Einsatzgebiete ausgewählter Maschinen (Pelletierteller und -trommel, Stempel- und Tablettenpresse, Walzenpresse).


![INDEX [midlandhort.co.nz] · Abutilon White CR 2L 70 6.60 4.95 Agapanthus Orientalis 2L 20 6.60 4.95 Acaccia Melanoxylon CR 1.5L 6.60 4.95 Agapanthus Peter Pan 1.5L 6.60 4.95 Acacia](https://img.pdfslide.net/doc/110x75/5e498d6cd9bc84245a7aa0ad/index-abutilon-white-cr-2l-70-660-495-agapanthus-orientalis-2l-20-660-495.jpg)