Embed Size (px)
Citation preview
http://www.ddknet.co.jp
◎このカタログの仕様等は、改良等で予告なく変更することがありますので、ご了承願います。 また、掲載している製品の特性、 及び仕様は参考値です。 製品を使用する際は、最新の納入仕様書で内容のご確認をお願い致します。
RoHS2
● 7/16 シリーズは堅牢性の高い 50 Ω系の同軸コネクタです。●結合方式はネジカップリング方式で、確実な結合が可能です。●主に携帯電話基地局とアンテナの配線に適しています。
7/16 Series7/16 形同軸コネクタ
RoHSCompliantRoHSCompliant
部 品 名 材 質 / 処 理
シェル (ボディ) 銅合金 / Ag めっき
コンタクト(雄) 銅合金 / Ag めっき
コンタクト(雌) 銅合金 / Ag めっき
インシュレータ 四フッ化エチレン
O リング シリコンゴム
190410
特性インピーダンス 50 Ω
耐電圧 AC3,000V(r.m.s.) / 1 分間
定格電圧 AC500V(r.m.s.)
絶縁抵抗 DC1,000V で 10 G Ω以上
接触抵抗中心導体:0.4 m Ω以下外部導体:1.5 m Ω以下
電圧定在波比 1.25 以下(DC ~ 3GHz)
使用温度範囲 -55 ~ +85℃
※コネクタによっては仕様が異なる場合があります。 また、50 Ω系以外のケーブルを使用する場合も仕様が異なります。 ご使用にあたっては納入仕様書にてご確認下さい。
特性インピーダンス
50 Ω
ロック方式
ねじ
IEC 61169-4
※結線作業は性能を保証するため、当社に依頼願います。
概 要
準拠規格
仕 様
材 質 / 処 理
単位:mm
http://www.ddknet.co.jp
◎このカタログの仕様等は、改良等で予告なく変更することがありますので、ご了承願います。 また、掲載している製品の特性、 及び仕様は参考値です。 製品を使用する際は、最新の納入仕様書で内容のご確認をお願い致します。
7/16 Series
2
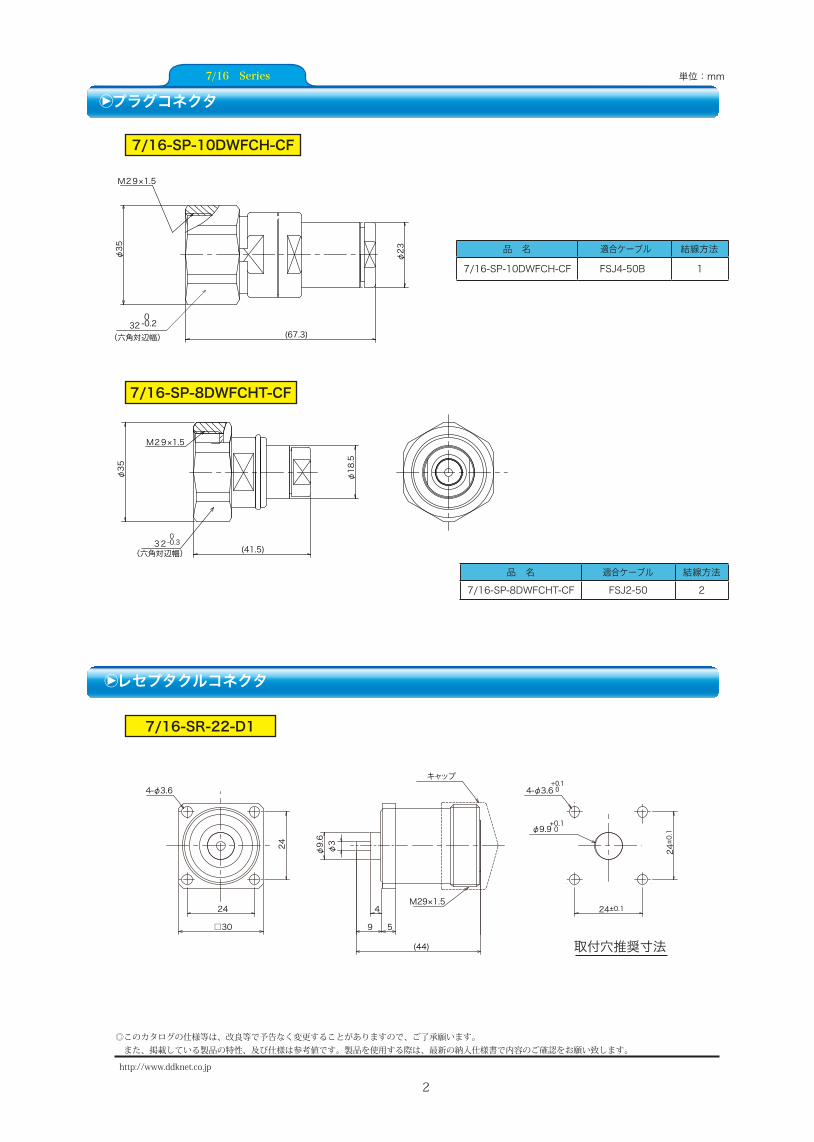
○プラグコネクタ
7/16-SP-8DWFCHT-CF
品 名 適合ケーブル 結線方法 7/16-SP-8DWFCHT-CF FSJ2-50 2
φ35
(41.5)
φ18
.5
96907
32
M29×1.5
第一電子工業株式会社
検図 製写
承認 設計
寸法 角度
形式機番一般公差
尺度
単位
品名
図番 改版
試作
常備
数量符号 図番 部品名称 材質 処理・他
第3角法
A±0.2 ~
mm
林
林′04.9.1
′04.9.1
11 2
1 4
111
5
78
カップリング
ボディ
ナット
Oリングインシュレ-タ
スリーブ
4フッ化エチレン樹脂
21
1 銅合金
銅合金
銅合金
シリコンゴム銅合金 銀めっき
7/16-SP-8DWFCHT
Oリング シリコンゴム
7/16
(赤色)
(赤色)61
コンタクト 銅合金 銀めっき1 3
注1.符号 , , , は添付品とする。白青銅めっき
白青銅めっき
白青銅めっき構造寸法
500V(直流)にて1000MΩ以上8D-WFCH-T(フジクラ製)又は同等品
3mΩ以下/ 開放電圧:20mV
2000V(交流実効値),1分間
接触抵抗適合ケーブル
500V(交流実効値)定格電圧項目
必 要 性 能
測定電流:10mA
適合コネクタ絶縁抵抗
規 格 値図示の通り
耐電圧7/16形ジャック
50Ω定 格
公称インピーダンス
3 5 7 8
0-0.3
(六角対辺幅)
7/16-SP-10DWFCH-CF
φ23φ35
(67.3)(六角対辺幅)
M29×1.5
96855
7/16-SP-10DWFCH
FSJ4-50B(ANDREW製)適合ケーブル
測定電流:10mA
50Ω必 要 性 能
項目500V(交流実効値)
定 格公称インピーダンス定格電圧
耐電圧絶縁抵抗
図示の通り規 格 値
7/16形ジャック適合コネクタ
接触抵抗
3000V(交流実効値),1分間
開放電圧:20mV3mΩ以下/10D-WFCH(フジクラ製) 500V(直流)にて1000MΩ以上
構造寸法
32 0-0.2
品 名 適合ケーブル 結線方法
7/16-SP-10DWFCH-CF FSJ4-50B 1
7/16-SR-22-D1
24
□30
24
4
9 5
(44)
φ3
φ9.
6
4-φ3.6
M29×1.5
24±0.1
第一電子工業株式会社
検図 製写
承認 設計
寸法 角度
形式機番一般公差
尺度
単位
品名
図番
数量 符号 図番 部品名称
mm
佐藤
佐藤
969287/16-SR-22
1111
1234
±0.3 ~
7/16
21
’05.10.25
’05.10.25
コンタクト
ボディ 銅合金
インシュレータ 4フッ化エチレン樹脂
注1.符号 は に取り付ける。
Oリング シリコンゴム
銀めっき銅合金
ニッケルめっき
図示の通り
接触抵抗絶縁抵抗耐電圧構造寸法検査項目
必 要 性 能定 格50Ω
7/16形プラグ500V(交流実効値)
500V(直流)にて1000MΩ以上3000V(交流実効値),1分間
規 格 値
測定電流:10mA
適合コネクタ定格電圧公称インピーダンス
3mΩ以下/ 開放電圧:20mV
取付穴推奨寸法
(赤色)
1 5 PVCキャップ 軟質塩化ビニル (黒色)
2.符号 は、7/16ジャック開口部に取り付ける。B1
中山
高松’05.10.25
’05.10.25
35
4
24±0
.1
4-M3φ9.9
+0.1 0
キャップ
24
□30
24
φ9.9+0.1 0
24±0.1
4-φ3.6+0.1 0
○レセプタクルコネクタ
取付穴推奨寸法
単位:mm
http://www.ddknet.co.jp
◎このカタログの仕様等は、改良等で予告なく変更することがありますので、ご了承願います。 また、掲載している製品の特性、 及び仕様は参考値です。 製品を使用する際は、最新の納入仕様書で内容のご確認をお願い致します。
7/16 Series
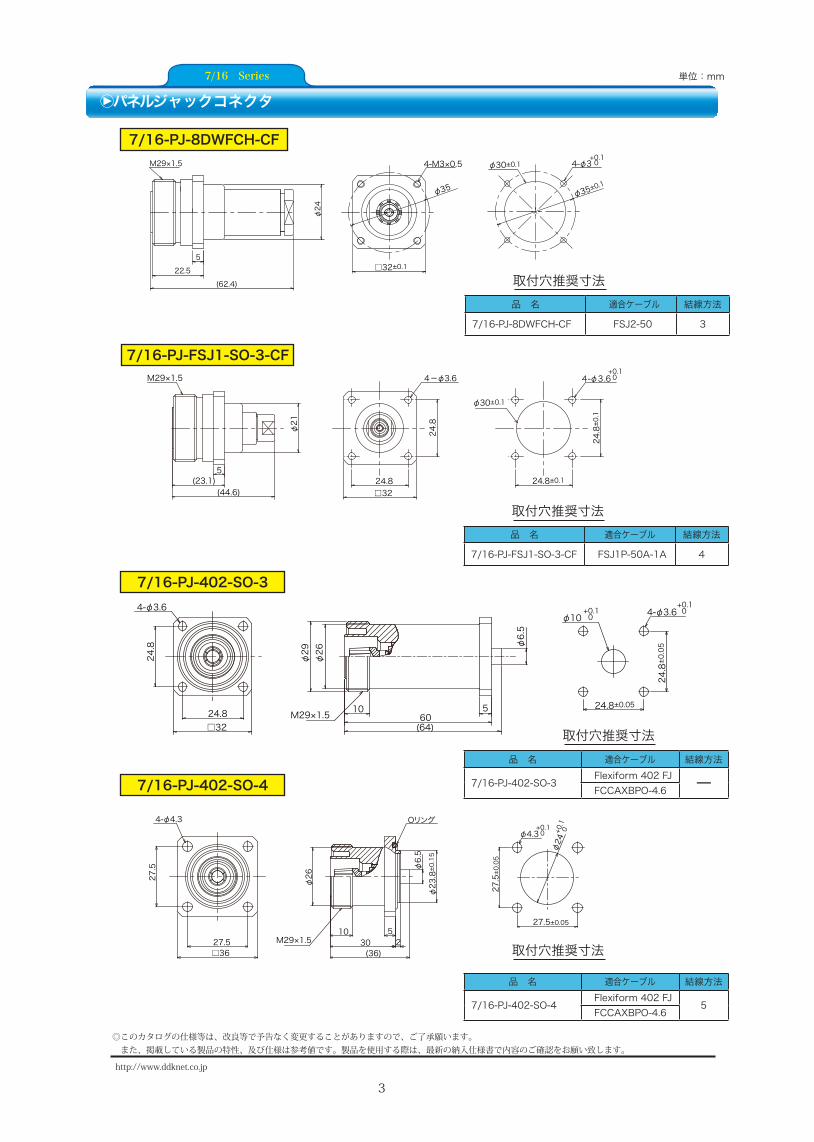
○パネルジャックコネクタ
3
品 名 適合ケーブル 結線方法
7/16-PJ-8DWFCH-CF FSJ2-50 3
5□32±0.1
φ35
22.5(62.4)
φ24
4-M3×0.5M29×1.5
968507/16-PJ-8DWFCH
φ35±0.1
4-φ3φ30±0.1+0.1 0
7/16-PJ-8DWFCH-CF
7/16-PJ-FSJ1-SO-3-CF
5
□32
24.8
24.8φ21
(23.1)
(44.6)
7/16形ジャック開口部
4-M3
第一電子工業株式会社
検図 製写
承認 設計
寸法 角度
形式機番一般公差
尺度
単位
品名
図番 改版
試作
常備
数量 符号 図番 部品名称 材質 処理・他
第3角法
5
B±0.3 ~
mm
中山
中山’01.7.2
’01.7.2
96865
11 21 3
411 5
ボディコンタクトインシュレ-タ 4フッ化エチレン樹脂クランプ
21
1 銅合金
7/16-PJ-FSJ1-SO
7/16
銀めっき
ナット ニッケルめっき
銀めっき
銀めっき
銅合金
銅合金銅合金
公称インピーダンス定格電圧 500V(交流実効値)
50Ω定 格 必 要 性 能
項目構造寸法耐電圧絶縁抵抗
図示の通り1000V(交流実効値),1分間500V(直流)にて1000MΩ以上
規 格 値
7/16形プラグ適合コネクタ
開放電圧:20mV3mΩ以下/接触抵抗 測定電流:10mA
注1.符号 、 は添付品とする。
適合ケーブル FSJ1P-50A-1A(ANDREW製)5D-HFCCF(OCC製)
使用周波数範囲 DC~2.2GHz
高松’01.7.2
高松’01.7.2
4 5
M29×1.5
二面幅
0-0.210
5
□3224.8
24.8
φ21
(23.1)(44.6)
4-φ3.6M29×1.5
24.8±0.1
24.8
±0.1
4-φ3.6+0.1 0
φ30±0.1
品 名 適合ケーブル 結線方法
7/16-PJ-FSJ1-SO-3-CF FSJ1P-50A-1A 4
取付穴推奨寸法φ
29φ
26
(64)60
10 5
□32
96965
定 格 公称インピーダンス 定格電圧 適合コネクタ
50Ω 500V(交流実効値) 7/16形プラグコネクタ
必 要 性 能検査項目
構造寸法 耐電圧 絶縁抵抗
接触抵抗
規 格 値
1000V(交流実効値) , 1分間 500V(直流)にて1000MΩ以上
3mΩ以下 / 開放電圧:20mV測定電流:10mA
図示の通り
適合コード Flexiform 402 FJ(ハビア製) FCCAXBP0-4.6(日星電気製)
7/16-PJ-402-SO-3
又は同等品
取付穴推奨寸法
24.8
24.8
4-φ3.6
取付穴推奨寸法
24.8±
0.05
24.8±0.05
0
φ6.
5
M29×1.5
24.8
±0.0
5
24.8±0.05
φ10+0.1 0 4-φ3.6
+0.1 0
φ26 φ6.
5
10 530 2
(36)27.5□36
27.5
φ4.3
φ24
取付穴参考寸法
φ23
.8±0
.15
4-φ4.3
M29×1.5
Oリング
27.5±0.05
27.5
±0.0
5
+0.1 0 +0
.1 0
取付穴推奨寸法
φ26
7/16-PJ-402-SO-4
96974
定 格 公称インピーダンス 定格電圧 適合コネクタ
50Ω 500V(交流実効値) 7/16形プラグコネクタ
必 要 性 能検査項目
構造寸法 耐電圧 絶縁抵抗
接触抵抗
規 格 値
1000V(交流実効値) , 1分間 500V(直流)にて1000MΩ以上
3mΩ以下 / 開放電圧:20mV測定電流:10mA
図示の通り
適合コード Flexiform 402 FJ(ハビア製) FCCAXBP0-4.6(日星電気製) 又は同等品
φ6.
5
10 530 2(36)
27.5□36
27.5
φ4.3
φ24
取付穴参考寸法
φ23
.8±0
.15
4-φ4.3
M29×1.5
Oリング
27.5±0.05
27.5
±0.0
5
+0.1 0 +0
.1 0
品 名 適合ケーブル 結線方法
7/16-PJ-402-SO-3 Flexiform 402 FJ
ー FCCAXBPO-4.6
品 名 適合ケーブル 結線方法
7/16-PJ-402-SO-4 Flexiform 402 FJ
5 FCCAXBPO-4.6
7/16-PJ-402-SO-3
7/16-PJ-402-SO-4
取付穴推奨寸法
取付穴推奨寸法
単位:mm
http://www.ddknet.co.jp
◎このカタログの仕様等は、改良等で予告なく変更することがありますので、ご了承願います。 また、掲載している製品の特性、 及び仕様は参考値です。 製品を使用する際は、最新の納入仕様書で内容のご確認をお願い致します。
7/16 Series
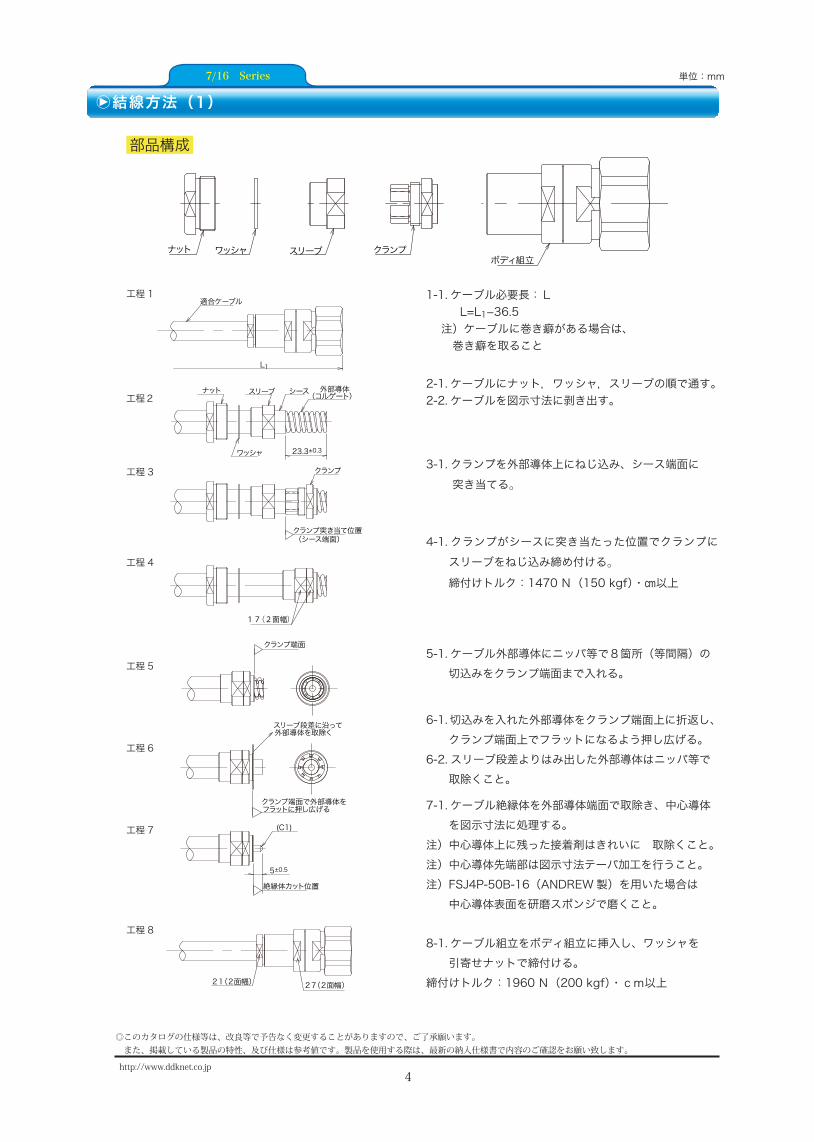
○ 結線方法(1)
部品構成部品構成
ボディ組立クランプナット ワッシャ スリーブ
2-1.ケーブルにナット,ワッシャ,スリーブの順で通す。
3-1.クランプを外部導体上にねじ込み、シース端面に突き当てる。
2-2.ケーブルを図示寸法に剥き出す。
4-1.クランプがシースに突き当たった位置でクランプにスリーブをねじ込み締め付ける
5-1.ケーブル外部導体にニッパ等で8箇所(等間隔)の切込みをクランプ端面まで入れる。
6-1.切込みを入れた外部導体をクランプ端面上に折返し、クランプ端面上でフラットになるよう押し広げる。
折返し、クランプ端面上でフラットになるよう押し広げる。
7-1.ケーブル絶縁体を外部導体端面で取除き、中心導体を図示寸法に処理する。
6-2.スリーブ段差よりはみ出した外部導体はニッパ等で取除くこと。
締付けトルク:1470N(150kgf)・cm以上
注)中心導体上に残った接着剤はきれいに 取除くこと。注)中心導体先端部は図示寸法テーパ加工を行うこと。注)FSJ4P-50B-16(ANDREW製)を用いた場合は中心導体表面を研磨スポンジで磨くこと。
8-1.ケーブル組立をボディ組立に挿入し、ワッシャを引寄せナットで締付ける。
締付けトルク:1960N(200kgf)・cm以上
L1
工程1
1-1.ケーブル必要長:L
L=L1-36.5
注)ケーブルに巻き癖がある場合は、巻き癖を取ること。
適合ケーブル
23.3±0.3
5±0.5
工程2
工程3
工程4
工程5
工程6
工程7
クランプ突き当て位置(シース端面)
スリーブ段差に沿って外部導体を取除く
クランプ端面で外部導体をフラットに押し広げる
クランプ端面
絶縁体カット位置
工程8
ナット スリーブ シース 外部導体(コルゲート)
ワッシャ
クランプ
17(2面幅)
(C1)
21(2面幅) 27(2面幅)
部品構成
ボディ組立クランプナット ワッシャ スリーブ
2-1.ケーブルにナット,ワッシャ,スリーブの順で通す。
3-1.クランプを外部導体上にねじ込み、シース端面に突き当てる。
2-2.ケーブルを図示寸法に剥き出す。
4-1.クランプがシースに突き当たった位置でクランプにスリーブをねじ込み締め付ける
5-1.ケーブル外部導体にニッパ等で8箇所(等間隔)の切込みをクランプ端面まで入れる。
6-1.切込みを入れた外部導体をクランプ端面上に折返し、クランプ端面上でフラットになるよう押し広げる。
折返し、クランプ端面上でフラットになるよう押し広げる。
7-1.ケーブル絶縁体を外部導体端面で取除き、中心導体を図示寸法に処理する。
6-2.スリーブ段差よりはみ出した外部導体はニッパ等で取除くこと。
締付けトルク:1470N(150kgf)・cm以上
注)中心導体上に残った接着剤はきれいに 取除くこと。注)中心導体先端部は図示寸法テーパ加工を行うこと。注)FSJ4P-50B-16(ANDREW製)を用いた場合は中心導体表面を研磨スポンジで磨くこと。
8-1.ケーブル組立をボディ組立に挿入し、ワッシャを引寄せナットで締付ける。
締付けトルク:1960N(200kgf)・cm以上
L1
工程1
1-1.ケーブル必要長:L
L=L1-36.5
注)ケーブルに巻き癖がある場合は、巻き癖を取ること。
適合ケーブル
23.3±0.3
5±0.5
工程2
工程3
工程4
工程5
工程6
工程7
クランプ突き当て位置(シース端面)
スリーブ段差に沿って外部導体を取除く
クランプ端面で外部導体をフラットに押し広げる
クランプ端面
絶縁体カット位置
工程8
ナット スリーブ シース 外部導体(コルゲート)
ワッシャ
クランプ
17(2面幅)
(C1)
21(2面幅) 27(2面幅)
1-1. ケーブル必要長:L L=L1−36.5 注)ケーブルに巻き癖がある場合は、 巻き癖を取ること
2-1. ケーブルにナット,ワッシャ,スリーブの順で通す。2-2. ケーブルを図示寸法に剥き出す。
3-1. クランプを外部導体上にねじ込み、シース端面に 突き当てる。
4-1. クランプがシースに突き当たった位置でクランプに スリーブをねじ込み締め付ける。 締付けトルク:1470 N(150 kgf)・㎝以上
5-1. ケーブル外部導体にニッパ等で8箇所(等間隔)の 切込みをクランプ端面まで入れる。
6-1. 切込みを入れた外部導体をクランプ端面上に折返し、 クランプ端面上でフラットになるよう押し広げる。6-2. スリーブ段差よりはみ出した外部導体はニッパ等で 取除くこと。
7-1. ケーブル絶縁体を外部導体端面で取除き、中心導体 を図示寸法に処理する。注)中心導体上に残った接着剤はきれいに 取除くこと。注)中心導体先端部は図示寸法テーパ加工を行うこと。注)FSJ4P-50B-16(ANDREW 製)を用いた場合は 中心導体表面を研磨スポンジで磨くこと。
8-1. ケーブル組立をボディ組立に挿入し、ワッシャを 引寄せナットで締付ける。締付けトルク:1960 N(200 kgf)・cm以上
工程2
工程 1
工程 3
工程 4
工程 5
工程 6
工程 7
工程 8
4
単位:mm
http://www.ddknet.co.jp
◎このカタログの仕様等は、改良等で予告なく変更することがありますので、ご了承願います。 また、掲載している製品の特性、 及び仕様は参考値です。 製品を使用する際は、最新の納入仕様書で内容のご確認をお願い致します。
7/16 Series
○ 結線方法(2)
部品構成
ボディ組立スリーブナット インシュレータ コンタクト
2-1.ケーブルにナットを通す。
3-1.スリーブを外部導体上に通し、シース 端面に突き当てる。
2-2.ケーブルを図示寸法に剥き出す。
4-1.切込みを入れた外部導体をスリーブ端面上に折返し、 スリーブ端面上でフラットになるよう押し広げる4-2.スリーブ段差よりはみ出した外部導体はニッパ等で取除くこと。
5-1.ケーブル絶縁体を外部導体端面で取除き、中心導体を図示寸法に処理する。注)中心導体上に残った接着剤はきれいに取除くこと。
7-1.ケーブル組立をボディ組立に挿入し、ナットで締付ける。締付けトルク:1960N(200kgf)・cm以上
注)ケーブル外部導体に傷を付けないこと。
3-2.ケーブル外部導体にニッパ等で8箇所 (等間隔)の切込みをクランプ端面まで入れる。
6-1.インシュレータを挿入し、中心導体とコンタクトをはんだ付けする注)外部導体~インシュレータ間及びインシュレータ~コンタクト間に隙間が無いこと。注)余分なはんだはコンタクト外径に沿って削り取ること。
注)ボディ組立~コンタクト間寸法を満足すること。
5-2.中心導体に予備はんだを施す。
ボディ組立ケーブル組立
L1
1.62±0.15
工程1 1-1.ケーブル必要長:LL=L1-12.5注)ケーブルに巻き癖がある場合は、 巻き癖を取ること。
工程7
(ボディ組立~コンタクト間)
21(2面幅)15(2面幅)
17.5±0.3
(5)11.25±0.5
工程2
工程3
工程4
工程5
工程6
スリーブ端面
スリーブ端面で外部導体をフラットに押し広げる
スリーブ段差に沿って外部導体を取除く
絶縁体カット位置
(予備はんだ)
シース
外部導体(コルゲート)
ナット
インシュレータコンタクト
隙間の無いこと
はんだ付け
中心導体
8D-WFCH-T(フジクラ製)又は同等品
部品構成部品構成
ボディ組立スリーブナット インシュレータ コンタクト
2-1.ケーブルにナットを通す。
3-1.スリーブを外部導体上に通し、シース 端面に突き当てる。
2-2.ケーブルを図示寸法に剥き出す。
4-1.切込みを入れた外部導体をスリーブ端面上に折返し、 スリーブ端面上でフラットになるよう押し広げる4-2.スリーブ段差よりはみ出した外部導体はニッパ等で取除くこと。
5-1.ケーブル絶縁体を外部導体端面で取除き、中心導体を図示寸法に処理する。注)中心導体上に残った接着剤はきれいに取除くこと。
7-1.ケーブル組立をボディ組立に挿入し、ナットで締付ける。締付けトルク:1960N(200kgf)・cm以上
注)ケーブル外部導体に傷を付けないこと。
3-2.ケーブル外部導体にニッパ等で8箇所 (等間隔)の切込みをクランプ端面まで入れる。
6-1.インシュレータを挿入し、中心導体とコンタクトをはんだ付けする注)外部導体~インシュレータ間及びインシュレータ~コンタクト間に隙間が無いこと。注)余分なはんだはコンタクト外径に沿って削り取ること。
注)ボディ組立~コンタクト間寸法を満足すること。
5-2.中心導体に予備はんだを施す。
ボディ組立ケーブル組立
L1
1.62±0.15
工程1 1-1.ケーブル必要長:LL=L1-12.5注)ケーブルに巻き癖がある場合は、 巻き癖を取ること。
工程7
(ボディ組立~コンタクト間)
21(2面幅)15(2面幅)
17.5±0.3
(5)11.25±0.5
工程2
工程3
工程4
工程5
工程6
スリーブ端面
スリーブ端面で外部導体をフラットに押し広げる
スリーブ段差に沿って外部導体を取除く
絶縁体カット位置
(予備はんだ)
シース
外部導体(コルゲート)
ナット
インシュレータコンタクト
隙間の無いこと
はんだ付け
中心導体
8D-WFCH-T(フジクラ製)又は同等品
工程2
工程 1
工程 3
工程 4
工程 5
工程 6
工程 7
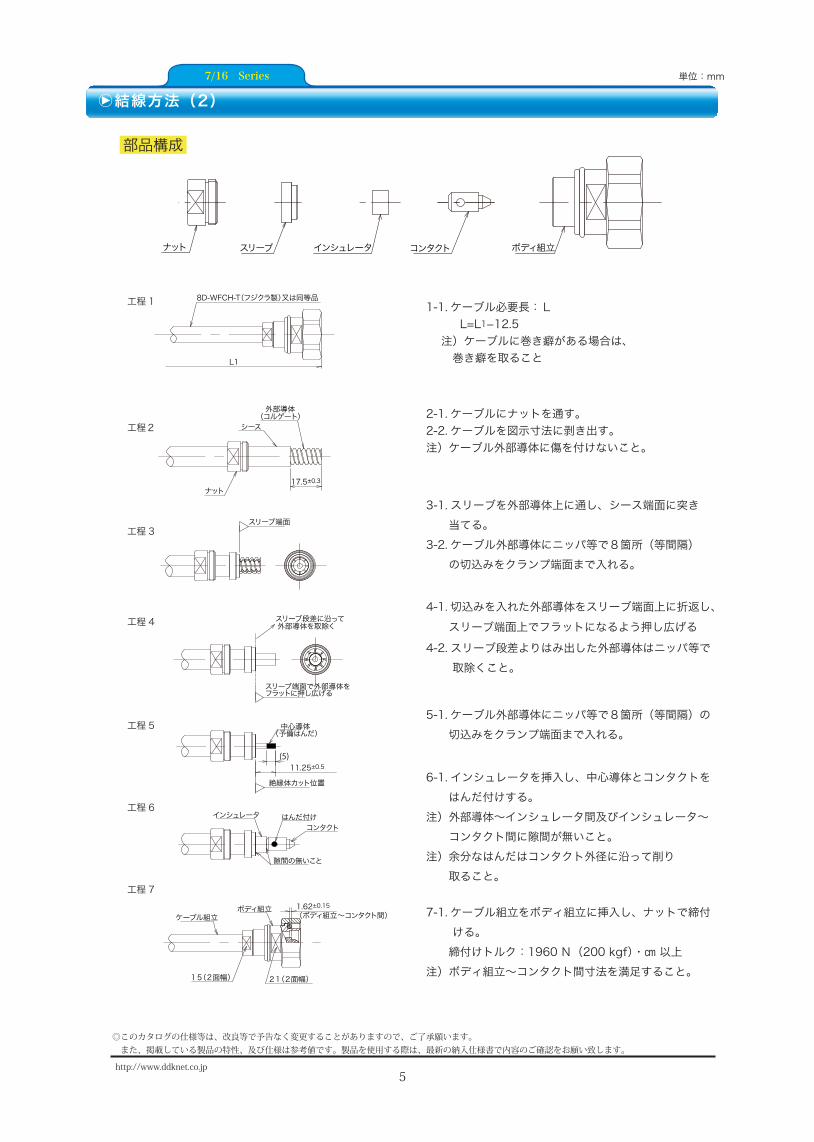
1-1. ケーブル必要長:L L=L1−12.5 注)ケーブルに巻き癖がある場合は、 巻き癖を取ること
2-1. ケーブルにナットを通す。2-2. ケーブルを図示寸法に剥き出す。注)ケーブル外部導体に傷を付けないこと。
3-1. スリーブを外部導体上に通し、シース端面に突き 当てる。3-2. ケーブル外部導体にニッパ等で8箇所(等間隔) の切込みをクランプ端面まで入れる。
4-1. 切込みを入れた外部導体をスリーブ端面上に折返し、 スリーブ端面上でフラットになるよう押し広げる4-2. スリーブ段差よりはみ出した外部導体はニッパ等で 取除くこと。
5-1. ケーブル外部導体にニッパ等で8箇所(等間隔)の 切込みをクランプ端面まで入れる。
6-1. インシュレータを挿入し、中心導体とコンタクトを はんだ付けする。注)外部導体~インシュレータ間及びインシュレータ~ コンタクト間に隙間が無いこと。注)余分なはんだはコンタクト外径に沿って削り 取ること。
7-1. ケーブル組立をボディ組立に挿入し、ナットで締付 ける。 締付けトルク:1960 N(200 kgf)・㎝ 以上注)ボディ組立~コンタクト間寸法を満足すること。
5
単位:mm
http://www.ddknet.co.jp
◎このカタログの仕様等は、改良等で予告なく変更することがありますので、ご了承願います。 また、掲載している製品の特性、 及び仕様は参考値です。 製品を使用する際は、最新の納入仕様書で内容のご確認をお願い致します。
7/16 Series
○ 結線方法(3)
5±0.5
クランプ端面
スリーブ段差に沿って外部導体を取除く
クランプ端面で外部導体をフラットに押しひろ広げる
絶縁体カット位置
ボディ組立クランプスリーブワッシャナット
(C1)
材質
2-1.ケーブルにナット,ワッシャ,スリーブの順で通す。
3-1.クランプを外部導体上にねじ込み、シース端面に突き当てる。
7/16-PJ-8DWFCH-D1
2-2.ケーブルを図示寸法に剥き出す。
4-1.クランプがシースに突き当たった位置で クランプにスリーブをねじ込み締付ける。
締付けトルク:1470N(150kgf)・cm以上
5-1.ケーブル外部導体にニッパ等で8箇所 (等間隔)の切込みをクランプ端面まで 入れる。
6-1.切込みを入れた外部導体をクランプ端面上に 折返し、クランプ端面上でフラットになるよう 押し広げる6-2.スリーブ段差よりはみ出した外部導体は ニッパ等で取除くこと。
7-1.ケーブル絶縁体を外部導体端面で取除き、 中心導体を図示寸法に処理する。注)中心導体上に残った接着剤はきれいに 取除くこと。注)中心導体先端部は図示寸法のテーパ加工を 行うこと。
8-1.ケーブル組立をボディ組立に挿入し、 ワッシャを引寄せナットで締付ける。
締付けトルク:1960N(200kgf)・cm以上
注)FSJ2-50を用いた場合は 中心導体表面を研磨スポンジで磨くこと。
7/16-PJ-8DWFCH
L1
L2L3
工程1
1-1.ケーブル必要長:LL=L1-8.5
注)ケーブルに巻き癖がある場合は、巻き癖を取ること。 巻き癖を取ること。
L=L2-31.6L=L3-13.5
17(2面幅)□32
適合ケーブル
23.3±0.3
工程2
工程3
クランプ突き当て位置(シース端面)
工程4
工程5
工程6
工程7
工程8
シース 外部導体(コルゲート)
スリーブナット
ワッシャ
クランプ
14(2面幅)
部品構成
5±0.5
クランプ端面
スリーブ段差に沿って外部導体を取除く
クランプ端面で外部導体をフラットに押しひろ広げる
絶縁体カット位置
ボディ組立クランプスリーブワッシャナット
(C1)
材質
2-1.ケーブルにナット,ワッシャ,スリーブの順で通す。
3-1.クランプを外部導体上にねじ込み、シース端面に突き当てる。
7/16-PJ-8DWFCH-D1
2-2.ケーブルを図示寸法に剥き出す。
4-1.クランプがシースに突き当たった位置で クランプにスリーブをねじ込み締付ける。
締付けトルク:1470N(150kgf)・cm以上
5-1.ケーブル外部導体にニッパ等で8箇所 (等間隔)の切込みをクランプ端面まで 入れる。
6-1.切込みを入れた外部導体をクランプ端面上に 折返し、クランプ端面上でフラットになるよう 押し広げる6-2.スリーブ段差よりはみ出した外部導体は ニッパ等で取除くこと。
7-1.ケーブル絶縁体を外部導体端面で取除き、 中心導体を図示寸法に処理する。注)中心導体上に残った接着剤はきれいに 取除くこと。注)中心導体先端部は図示寸法のテーパ加工を 行うこと。
8-1.ケーブル組立をボディ組立に挿入し、 ワッシャを引寄せナットで締付ける。
締付けトルク:1960N(200kgf)・cm以上
注)FSJ2-50を用いた場合は 中心導体表面を研磨スポンジで磨くこと。
7/16-PJ-8DWFCH
L1
L2L3
工程1
1-1.ケーブル必要長:LL=L1-8.5
注)ケーブルに巻き癖がある場合は、巻き癖を取ること。 巻き癖を取ること。
L=L2-31.6L=L3-13.5
17(2面幅)□32
適合ケーブル
23.3±0.3
工程2
工程3
クランプ突き当て位置(シース端面)
工程4
工程5
工程6
工程7
工程8
シース 外部導体(コルゲート)
スリーブナット
ワッシャ
クランプ
14(2面幅)
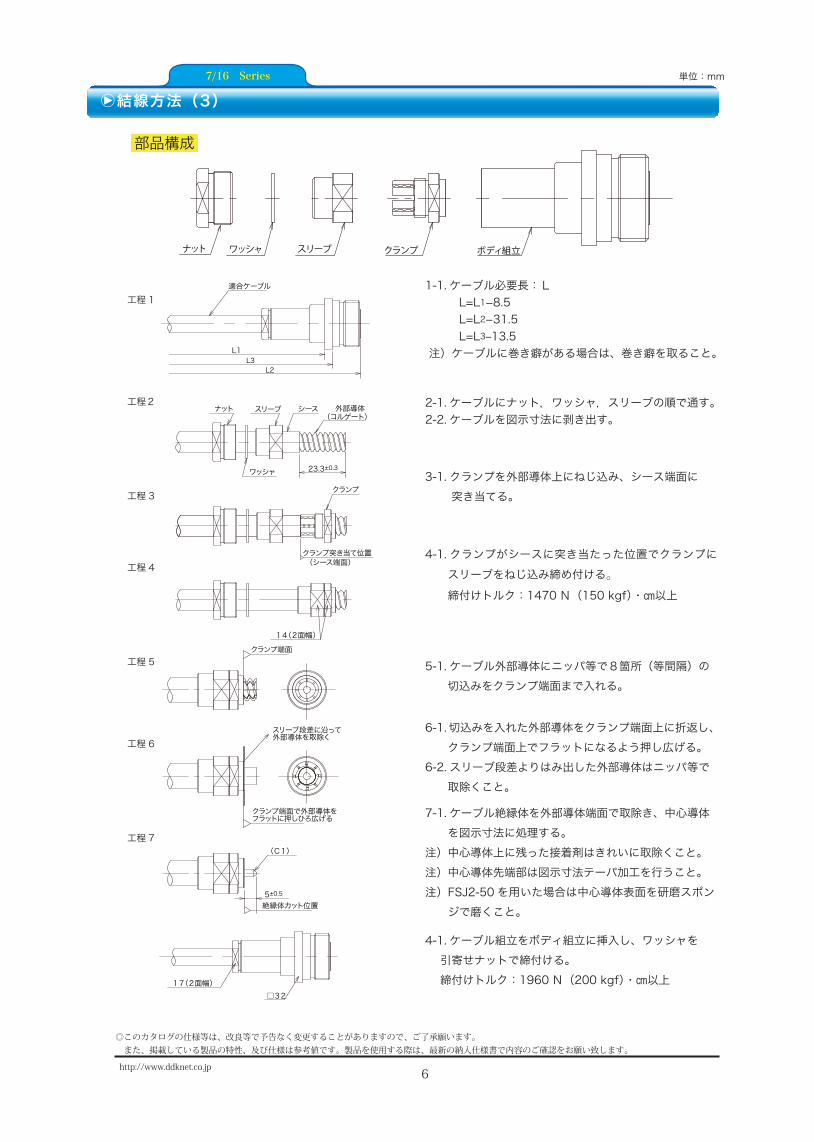
1-1. ケーブル必要長:L L=L1−8.5 L=L2−31.5 L=L3–13.5 注)ケーブルに巻き癖がある場合は、巻き癖を取ること。
2-1. ケーブルにナット,ワッシャ,スリーブの順で通す。2-2. ケーブルを図示寸法に剥き出す。
3-1. クランプを外部導体上にねじ込み、シース端面に 突き当てる。
4-1. クランプがシースに突き当たった位置でクランプに スリーブをねじ込み締め付ける。 締付けトルク:1470 N(150 kgf)・㎝以上
5-1. ケーブル外部導体にニッパ等で8箇所(等間隔)の 切込みをクランプ端面まで入れる。
6-1. 切込みを入れた外部導体をクランプ端面上に折返し、 クランプ端面上でフラットになるよう押し広げる。6-2. スリーブ段差よりはみ出した外部導体はニッパ等で 取除くこと。
7-1. ケーブル絶縁体を外部導体端面で取除き、中心導体 を図示寸法に処理する。注)中心導体上に残った接着剤はきれいに取除くこと。注)中心導体先端部は図示寸法テーパ加工を行うこと。注)FSJ2-50 を用いた場合は中心導体表面を研磨スポン ジで磨くこと。
工程2
工程 1
工程 3
工程 4
工程 5
工程 6
工程 7
4-1. ケーブル組立をボディ組立に挿入し、ワッシャを 引寄せナットで締付ける。 締付けトルク:1960 N(200 kgf)・㎝以上
6
単位:mm
http://www.ddknet.co.jp
◎このカタログの仕様等は、改良等で予告なく変更することがありますので、ご了承願います。 また、掲載している製品の特性、 及び仕様は参考値です。 製品を使用する際は、最新の納入仕様書で内容のご確認をお願い致します。
7/16 Series
部品構成
○ 結線方法(4)
承認 設計 形式機番
品名数量 符号 図番 部品名称 材質
工程11-1.片端結線におけるケーブル必要長:L
L=L1-24.8
2-1.ケーブルにナットを挿入する。
3-1.ケーブルを図示寸法に剥き出す。注)ケーブル外部導体,絶縁体に傷を付け ないこと
4-1.クランプを通し、外部導体端面と クランプ端面を面々にする。4-2.クランプと外部導体を全周はんだ付けする。
5-1.ケーブル絶縁体をクランプ端面で切断し、 中心導体を図示寸法に処理する。
7-1.ナットをボディ組立に締め付ける。 締め付けトルク:980N・cm (100Kgf・cm)以上
注)コンタクト~外部導体間寸法を満足し ていること。
7/16-PJ-FSJ1-SO-X結線作業書
7/16中山
注)外部導体端面とクランプ端面に隙間の ないようはんだ付けする。
注)中心導体上の接着剤は取り除くこと。
注)クランプ端面にて全周はんだが施されている こと。(ピンホールがないこと。)
注)はんだ付け後、クランプ端面のフラックスを 除去すること。
注)クランプ端面に余分な半田がまわらない様 注意すること。
L=L2-1.7
6-1.中心導体先端部は図示寸法のテーパ加工 を行う。
B1高松
6±0.5
1.92±0.15
工程2
工程3
工程4
工程5
工程6
外部導体端面
クランプ端面
クランプ端面
工程7
(コンタクト~外部導体間)
ナット ケーブル
外被 外部導体 絶縁体
クランプ
中心導体
はんだ付け
□32±0.3
中心導体
(C0.5)
ナット クランプ ボディ組立
L2L1
6±0.512±1
二面幅:10 0-0.2
承認 設計 形式機番
品名数量 符号 図番 部品名称 材質
工程11-1.片端結線におけるケーブル必要長:L
L=L1-24.8
2-1.ケーブルにナットを挿入する。
3-1.ケーブルを図示寸法に剥き出す。注)ケーブル外部導体,絶縁体に傷を付け ないこと
4-1.クランプを通し、外部導体端面と クランプ端面を面々にする。4-2.クランプと外部導体を全周はんだ付けする。
5-1.ケーブル絶縁体をクランプ端面で切断し、 中心導体を図示寸法に処理する。
7-1.ナットをボディ組立に締め付ける。 締め付けトルク:980N・cm (100Kgf・cm)以上
注)コンタクト~外部導体間寸法を満足し ていること。
7/16-PJ-FSJ1-SO-X結線作業書
7/16中山
注)外部導体端面とクランプ端面に隙間の ないようはんだ付けする。
注)中心導体上の接着剤は取り除くこと。
注)クランプ端面にて全周はんだが施されている こと。(ピンホールがないこと。)
注)はんだ付け後、クランプ端面のフラックスを 除去すること。
注)クランプ端面に余分な半田がまわらない様 注意すること。
L=L2-1.7
6-1.中心導体先端部は図示寸法のテーパ加工 を行う。
B1高松
6±0.5
1.92±0.15
工程2
工程3
工程4
工程5
工程6
外部導体端面
クランプ端面
クランプ端面
工程7
(コンタクト~外部導体間)
ナット ケーブル
外被 外部導体 絶縁体
クランプ
中心導体
はんだ付け
□32±0.3
中心導体
(C0.5)
ナット クランプ ボディ組立
L2L1
6±0.512±1
二面幅:10 0-0.2
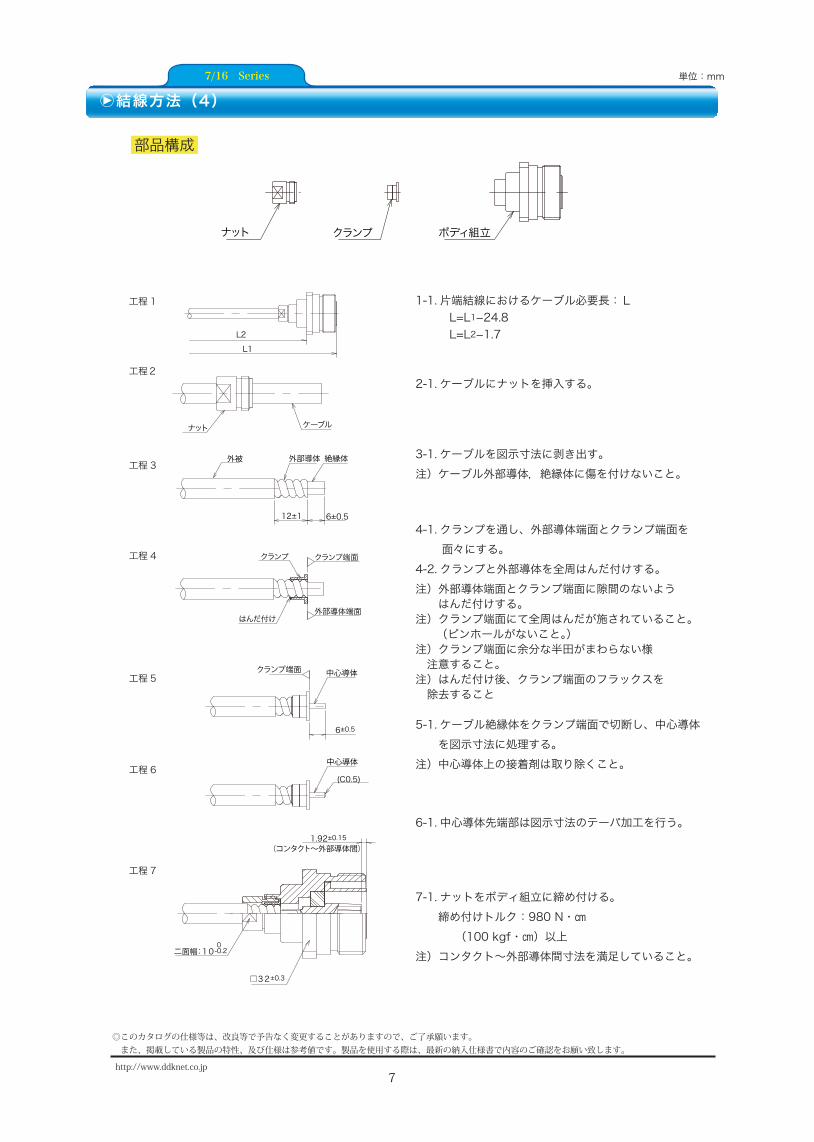
1-1. 片端結線におけるケーブル必要長:L L=L1−24.8 L=L2−1.7
2-1. ケーブルにナットを挿入する。
3-1. ケーブルを図示寸法に剥き出す。 注)ケーブル外部導体,絶縁体に傷を付けないこと。
4-1. クランプを通し、外部導体端面とクランプ端面を 面々にする。4-2. クランプと外部導体を全周はんだ付けする。 注)外部導体端面とクランプ端面に隙間のないよう はんだ付けする。注)クランプ端面にて全周はんだが施されていること。 (ピンホールがないこと。)注)クランプ端面に余分な半田がまわらない様 注意すること。注)はんだ付け後、クランプ端面のフラックスを 除去すること
5-1. ケーブル絶縁体をクランプ端面で切断し、中心導体 を図示寸法に処理する。注)中心導体上の接着剤は取り除くこと。
6-1. 中心導体先端部は図示寸法のテーパ加工を行う。
7-1. ナットをボディ組立に締め付ける。 締め付けトルク:980 N・㎝ (100 kgf・㎝)以上注)コンタクト~外部導体間寸法を満足していること。
工程2
工程 1
工程 3
工程 4
工程 5
工程 6
工程 7
7
単位:mm
http://www.ddknet.co.jp
◎このカタログの仕様等は、改良等で予告なく変更することがありますので、ご了承願います。 また、掲載している製品の特性、 及び仕様は参考値です。 製品を使用する際は、最新の納入仕様書で内容のご確認をお願い致します。
7/16 Series
○ 結線方法(5)部品構成
インシュレータ コンタクトボディ
スリーブ
片端結線においてのケーブル必要長LL=L1+21
4-1.ケーブル組立をB面で突き当たるまでボディに圧入する。
注)ケーブル外部導体、中心導体に傷を付けないこと。1-1.ケーブルを図示寸法にむき出す。
=L2 +15
2-1.スリーブを外部導体に通し、外部導体端面と スリーブA面を同一位置に合わせて、はんだ付けを行う。
注)スリーブA面のフラックスは、きれいに取り除く注)ピンホールのないこと。注)スリーブA面にて全周はんだが施されていること。
注)はんだ付けする際コンタクト~インシュレータ間に隙間の出来ない様、 押し付けながらはんだ付けする。
3-2.インシュレータにコンタクトを圧入し、コンタクトとケーブル中心導体 をはんだ付けする。
3-1.スリーブにインシュレータを圧入する。
注)スリーブ~コンタクト間寸法を満足すること。注)はんだの盛り上がりは、コンタクト外径に沿って削り取ること。
=L3 -15
注)インシュレータの挿入方向に注意すること。
1-3.ケーブルにボディを通す。
注)図示ボディ~コンタクト間寸法を満足すること。
はんだ付け
10±0.3
19±0.5
外部導体中心導体
ケーブルボディ
スリーブ
はんだ付け
外部導体
スリーブ空気穴部
17.08±0.1
(スリ-ブ~コンタクト間)
隙間の無いこと
コンタクト
インシュレータ
L
LL 3
2
1
1.92±0.15(ボディ~コンタクト間)
ケ-ブル組立
A
B
Oリング
Oリング
4-2.Oリングを取り付けること。
1-2. 中心導体に予備はんだを施す。
(予備はんだ)
部品構成
インシュレータ コンタクトボディ
スリーブ
片端結線においてのケーブル必要長LL=L1+21
4-1.ケーブル組立をB面で突き当たるまでボディに圧入する。
注)ケーブル外部導体、中心導体に傷を付けないこと。1-1.ケーブルを図示寸法にむき出す。
=L2 +15
2-1.スリーブを外部導体に通し、外部導体端面と スリーブA面を同一位置に合わせて、はんだ付けを行う。
注)スリーブA面のフラックスは、きれいに取り除く注)ピンホールのないこと。注)スリーブA面にて全周はんだが施されていること。
注)はんだ付けする際コンタクト~インシュレータ間に隙間の出来ない様、 押し付けながらはんだ付けする。
3-2.インシュレータにコンタクトを圧入し、コンタクトとケーブル中心導体 をはんだ付けする。
3-1.スリーブにインシュレータを圧入する。
注)スリーブ~コンタクト間寸法を満足すること。注)はんだの盛り上がりは、コンタクト外径に沿って削り取ること。
=L3 -15
注)インシュレータの挿入方向に注意すること。
1-3.ケーブルにボディを通す。
注)図示ボディ~コンタクト間寸法を満足すること。
はんだ付け
10±0.3
19±0.5
外部導体中心導体
ケーブルボディ
スリーブ
はんだ付け
外部導体
スリーブ空気穴部
17.08±0.1
(スリ-ブ~コンタクト間)
隙間の無いこと
コンタクト
インシュレータ
L
LL 3
2
1
1.92±0.15(ボディ~コンタクト間)
ケ-ブル組立
A
B
Oリング
Oリング
4-2.Oリングを取り付けること。
1-2. 中心導体に予備はんだを施す。
(予備はんだ)
工程2
工程 1
工程 3
工程 4
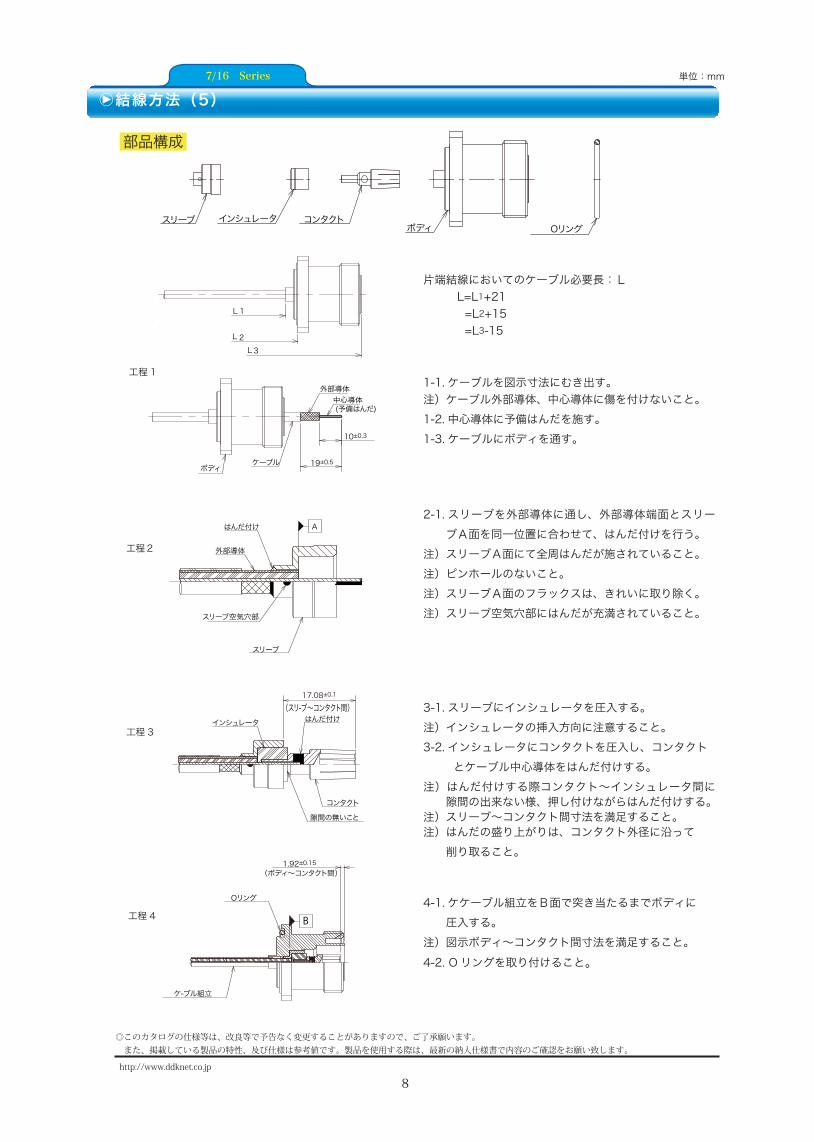
片端結線においてのケーブル必要長:L L=L1+21 =L2+15 =L3-15
1-1. ケーブルを図示寸法にむき出す。注)ケーブル外部導体、中心導体に傷を付けないこと。1-2. 中心導体に予備はんだを施す。1-3. ケーブルにボディを通す。
2-1. スリーブを外部導体に通し、外部導体端面とスリー ブA面を同一位置に合わせて、はんだ付けを行う。注)スリーブA面にて全周はんだが施されていること。注)ピンホールのないこと。注)スリーブA面のフラックスは、きれいに取り除く。注)スリーブ空気穴部にはんだが充満されていること。
3-1. スリーブにインシュレータを圧入する。注)インシュレータの挿入方向に注意すること。3-2. インシュレータにコンタクトを圧入し、コンタクト とケーブル中心導体をはんだ付けする。 注)はんだ付けする際コンタクト~インシュレータ間に 隙間の出来ない様、押し付けながらはんだ付けする。注)スリーブ~コンタクト間寸法を満足すること。注)はんだの盛り上がりは、コンタクト外径に沿って 削り取ること。
4-1. ケケーブル組立をB面で突き当たるまでボディに 圧入する。注)図示ボディ~コンタクト間寸法を満足すること。4-2. O リングを取り付けること。
部品構成
8



![Lección 1 · 2020. 11. 12. · のぼります[のぼる]1 登ります[登る]1 Escalar はいります[はいる]1 入ります[入る]1 Entrar / Meterse おんせんにはいります。](https://img.pdfslide.net/doc/110x75/60a50eda660a8f5cad254c48/leccin-1-2020-11-12-1-cc1-escalar.jpg)






















![管理ポータルへのアクセス①InternetExplorerを起動します。②次のURLへアクセスします。③管理者アカウントの情報を入力し [サインイン]をクリックします。3](https://img.pdfslide.net/doc/110x75/60aded5d6ff4850f6a7c73aa/ccfff-ainternetexplorereaurlaccefff.jpg)

