Embed Size (px)
Citation preview

Fundación Educacional Escondida @ 2008 Área Procesos 1
PROCESOS AUXILIARES EN LIX-SX-EW

Fundación Educacional Escondida @ 2008 Área Procesos 2
1.- INTRODUCCION A LOS PROCESO AUXILIARES EN HIDROMETALURGIA
Como sabemos en la Hidrometalurgía contiene todos los procesos que tratan una
mena, mediante el uso de un disolvente apropiado para el tipo de mineral, pasando
aquel o aquellos elementos útiles, o valioso desde el punto de vista económico,
desde la fase sólida a una fase líquida y quedando la ganga inalterada, para luego
recuperar mediante algún proceso, el elemento útil contenido ahora en la solución
enriquecida. Pero en este proceso existe algunos procesos auxiliares los cuales
cumplen una alta importancia, debido que son ellos los que de una manera a otra
pueden llevar a tener un mejor producto tanto en lo físico (apariencia) como en lo
químico (pureza).
En un proceso hidrometalurgico existen un sin numero de etapas auxiliares las que
se tienen en cada una de las operaciones unitarias que contempla el proceso
hidrometaúrgico.
En el presente curso nos enfocaremos en los procesos auxiliares:
Determinación de niveles freáticos.
Rompimiento mecánico de borra.
Recuperación de las características físico-químicas del orgánico.
Operación y funcionamiento de los coalescedores.
Operación y funcionamiento de los filtros.
Operación y funcionamiento de las centrifuga tricanter.
Operación y funcionamiento de los intercambiadores de calor.
Limpieza de las celdas (desborre).
Detección de cortocircuitos.

Fundación Educacional Escondida @ 2008 Área Procesos 3
1. PROCESAMIENTO HIDROMETALURGICO DEL COBRE.
Es muy conocido para todos los metalurgistas e ingenieros químicos que la
base en que se fundamenta la selección de un proceso a seguir para una especie
mineral dada es la naturaleza química de la MENA. Es así como los sulfuros de
alta ley responden bien a flotación y no a la lixiviación a menos que esta sea con
extractantes de poco carácter oxidante, pero pueden transformarse por tostación o
bien disolverse en extractantes oxidantes o por acción bacterial en el caso
preferencia de sulfuros de baja ley.
El ácido sulfúrico es el agente lixiviante más común empleado en el
beneficio hidrometalurgico del Cobre. Dadas sus cualidades químicas y de costos
pero, existen muchos otros agentes capaces químicamente de lixiviar minerales de
cobre.
La disolución química es un propiedad que presentan muchos minerales
frente a determinados sistemas acuosos conteniendo ácidos, bases, sales
solubles, agentes acomplejantes o simplemente en agua. Los óxidos de cobre,
presentan una alta inestabilidad química al ataque con ácidos inorgánicos diluidos
y presentan un alto grado de mojabilidad, no siendo económicamente factibles de
ser concentrados por flotación como sucede con los sulfuros.
También, es sabido que a las plantas de procesamiento deben enviarse
menas de una ley de corte económica al proceso, de tal forma que las de menor
ley deben originar lastres en stock o bien zonas no explotadas en espera de ser
económicamente rentables en el caso de una depresión del precio del metal rojo.
El procesamiento para recuperar cobre con menores costos de inversión y
operaciones, impulsó al hombre a emplear más las condiciones naturales y extraer
cobre desde aguas de minas, lixiviar por lotes o montones, irrigar botaderos, lixiviar
en el yacimiento, etc. Dada la flexibilidad de los procesos por vía húmeda, se
proyectan con más relevancia en el futuro.

Fundación Educacional Escondida @ 2008 Área Procesos 4
La vía hidrometalúrgica, se caracteriza por practicar sus procesos básicos en
medio acuoso y temperatura ambiental o levemente superior. Los procesos
fundamentales de la vía hidrometalúrgica para extraer el cobre que involucran
cambios químicos del cobre en medio acuoso son los siguientes:
LIXIVIACION: En este proceso, se disuelve o solubiliza el cobre contenido
en el mineral, mediante su contacto con soluciones lixiviantes de ácido
sulfúrico. En otras palabras, en este proceso se transfiere cobre desde el
mineral hacia la solución acuosa (solución rica o “PLS”)
EXTRACCIÓN POR SOLVENTE: En el proceso de extracción por solventes
orgánicos, se separa el cobre disuelto en el PLS de los otros iones
acompañantes y posteriormente se incorpora al electrolito que avanza a la
electro-obtención. En consecuencia, en el proceso de SX se transfiere
selectivamente el cobre disuelto desde el PLS hacia el electrolito rico o
cargado.
Mediante la practica de la SX, se consigue proporcionar al proceso de EW,
un electrolito purificado y concentrado en cobre o sea más óptimo para el
proceso electrolítico.
ELECTRO-OBTENCIÓN: Este proceso es el final de la vía hidrometalúrgica
y mediante la utilización de energía eléctrica se recupera el cobre contenido
en el electrolito. El cobre extraído se deposita en forma metálica sobre los
cátodos sembrados en las celdas, los cuales se cosechan periódicamente
para despegar las láminas de cobre o cátodos electro-obtenidos.
Comparativamente, la vía de procesos L / SX / EW para la producción de cobre es
más simple y expedita, que la piro metalúrgica. La conexión de flujos líquidos que
se presentan en el proceso, permite configurar un proceso continuo con
reciclamiento.
Dentro de sus ventajas comparativas se encuentran:

Fundación Educacional Escondida @ 2008 Área Procesos 5
Menores costos de inversión y operación
Produce cobre de alta pureza con bajo costo asociado
Menor impacto ambiental
Permite procesar minerales de baja ley, residuos, minerales mixtos, aguas
de minas, etc.
Las bondades técnico-económicas de la extracción hidrometalúrgica del cobre
por L / SX / EW, han incentivado a la industria minera del cobre en los últimos años
a desarrollar numerosos proyectos que consultan en forma preferente la aplicación
de la vía L / SX / EW. Esta tendencia se ha manifestado con gran impacto en
nuestro país, primer productor mundial de cobre, a partir de 1980 con la propuesta
en marcha de la planta Lo Aguirre con una capacidad nominal de 14.000 tm /a de
cátodos.
Actualmente, a el primer semestre de 1995, en Chile se encuentran en operaciones
alrededor de 14 plantas con SX / EW con una capacidad nominal de producción de
alrededor de 500.000 tm/a de cátodos. Entre ellas, se destaca la planta Zaldivar
con una capacidad nominal de 100.000 tm/a y máxima de 125.000 tm/a,
constituyéndose como la mayor capacidad nacional.

Fundación Educacional Escondida @ 2008 Área Procesos 6
2 OPERACIÓN DE LIXIVIACIÓN
Introducción
La lixiviación es definida como la operación unitaria conducente a extraer
una especie química desde una matriz sólida al contactarla con una fase líquida,
que contiene un disolvente en condiciones de proceso apropiadas.
De los varios métodos existentes para la lixiviación de minerales oxidados
de cobre, uno de los principales es la Lixiviación en Pila.
La lixiviación en pilas consiste en depositar el mineral chancado a tamaño
adecuado, en una superficie impermeable con una pendiente adecuada para la
recolección de soluciones, y regarla con una solución acuosa del disolvente
elegido.
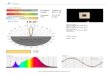
OPERACIÓN DE
LIXIVIACIÓN
Solución de lixiviación
Ripios o
Relaves
Mineral o
concentrado
Solución
fuerte
Figura Nº 1. Esquema del Proceso de Lixiviación

Fundación Educacional Escondida @ 2008 Área Procesos 7
Este proceso tiene como características principales las siguientes:
1. - Baja inversión debido a que sólo utiliza el chancado como método de
conminución de la mena, a grados máximos de 100% -1/4", con un
grado de aglomeración de los finos que permita la libre
percolación de la solución disolvente.
2. - Bajo costo de operación por la misma razón anterior y debido a que los
movimientos de materiales son mínimos, comparados con el volumen de
movimiento de soluciones.
3.- El tiempo de lixiviación está dado en días o meses, en vez de horas
como en la lixiviación agitada.
4. - El tratamiento se realiza con soluciones diluidas del disolvente a bajas
tasas de riego del montón de mineral.
5. - El mineral debe ser depositado a una altura predeterminada
económicamente, de tal manera que tenga un coronamiento plano y
significativo para recibir el sistema de riego.
6.- La superficie debe tener una impermeabilización (natural o artificial)
y una pendiente adecuada que permita la recolección de las soluciones
en la base de la pila, sin pérdidas apreciables ni formación de napas
freáticas internas.
7.- El mecanismo hidráulico principal para la mojabilidad de las partículas
de mineral, y que permita la migración de los iones desde la matriz
sólida a la fase líquida, debe ser principalmente la capilaridad y
secundariamente las fuerzas gravitatorias.

Fundación Educacional Escondida @ 2008 Área Procesos 8
2.1 OPERACIONES EFECTUADAS EN EL ÁREA DE LIXIVIACIÓN
2.1.1 Determinación de niveles freáticos.
Instalación de Piezómetros Objetivo Controlar el nivel freático de las franjas, para evitar que la acumulación excesiva de
solución provoque deslizamiento de taludes o desastres mayores, como grandes
desplazamientos de mineral del tipo aluvión ocasionando un accidente de tipo
ambiental.
Alcance La herramienta para el control de los niveles freáticos, es la instalación de los
Piezómetros, los cuales en la práctica son tubos cerrados y en su extremo inferior
perforados los primeros 1.2 metros, con la finalidad de medir la altura del líquido
retenido en la pila. De esta forma semanalmente controlar su evolución y asegurar
la estabilidad.
Materiales
Cordel de ½ a 1” para apoyar el tubo.
Flexómetro, lápiz y libreta de anotaciones de terreno.
Bidón con agua, recipientes y trapos de limpieza.
Herramientas y Equipos
Tubo perforado
Tubo sin perforar
Macho de 10 – 20 libras
Radio Handy
Descripción de Actividades
1. El equipo de Armado lixiviación procederá a instalar la cantidad de 13

Fundación Educacional Escondida @ 2008 Área Procesos 9
tubos, los cuales tienen una longitud de 0.80 m, cada uno posicionados en
5 puntos divididos a lo largo del primer módulo para los Óxidos.
2. Para la instalación propiamente tal se deberá respetar y aplicar el
procedimiento de trabajo seguro que existe en el área. El primer tubo que
se introduce es aquel que tiene la punta y las perforaciones, para luego
ingresar el resto de los tubos dejando el último sobrepasando 50 cm sobre
la superficie de la pila.
3. Medición de las cotas iniciales y finales del piso. (Topografía)
4. Teniendo las estacas con las respectivas cotas entregadas por topografía.
5. Se procede a determinar la cantidad exacta de tubos que tiene que
introducir en la pila, para no dañar el piso inferior.
6. El primer tubo que se introduce es aquel que tiene la punta y las
perforaciones, para luego ingresar el resto de los tubos dejando el último
sobrepasando por lo menos 50 cm sobre la superficie de la pila.
7. Trasladar el material al punto de trabajo con equipo adecuado y permiso
apropiado. Deben participar 3 personas.
8. Instalar el primer tubo con punta con el macho de 10 a 20 lbs. Golpeando
sobre la copla y sosteniendo el tubo con un cordel rodeándolo (1 por
persona) del lados opuestos, manteniendo la distancia.
9. Posteriormente se arma con los tubos sin perforación.

Fundación Educacional Escondida @ 2008 Área Procesos 10
3 OPERACIÓN DE EXTRACCIÓN POR SOLVENTES
La extracción por solventes es un proceso que implica el paso del cobre, disuelto
en forma de iones dentro de una fase acuosa hacia otra fase líquida, inmiscible
con ella, conocida como fase orgánica.
Durante el contacto líquido-líquido se produce un equilibrio en el cual el cobre en
solución se distribuye entre las fases acuosas y orgánicas de acuerdo a sus
respectivas solubilidades.
Esta técnica se aplica en la metalurgia extractiva del cobre con fines
fundamentales de concentrar, purificar y separar este metal de otros elementos o
metales disueltos.
En la operación de extracción por solventes la solución rica en cobre (PLS) que
viene de la lixiviación se contacta en contracorriente e íntimamente con una oxima
aromática disuelto en un diluyente adecuado, para la extracción por solventes,
realizándose esta operación en un equipo llamado mezclador- decantador.
El fundamento básico del proceso de extracción por solvente (SX) es la reacción
química de intercambio iónico, entre el íon del elemento metálico y un íon H+ del
compuesto orgánico (resina extractante), que da origen así a un complejo
organometálico o quelato, que es soluble en la fase orgánica y que se separa
entonces por vía de los otros elementos impurezas, que permanecen solubles en la
fase acuosa residual, o refino como se le denomina.
La fase líquida orgánica que permite la funcionalidad del proceso de SX,
comúnmente en el lenguaje del proceso se le denomina como orgánica, contiene
un compuesto orgánico denominado extractante, el cual esta diluido en un
solvente. El extractante que químicamente se representa por RH.
Por otra parte, en base a la reversibilidad de la reacción química de extracción, el
metal extraído es posible reextraerlo por otra fase acuosa desde el solvente
orgánico, por el simple mecanismo de cambio de pH, con lo cual se invierte el
sentido de la reacción química general.

Fundación Educacional Escondida @ 2008 Área Procesos 11
3.1 PATIO DE ESTANQUES – TANK FARM
Esta área comprende todos los procesos asociados al almacenamiento,
tratamiento y acondicionamiento de las soluciones de electrolito, fase orgánica
cargada y crudo resultante del proceso, así como también de la alimentación de
reactivos.
3.1.1 Sistema de manejo de electrolito Está localizado en el área de estanques entre la sección de SX y la nave de
electroobtención. Estos circuitos fluyen paralelamente por gravedad, desde las
diversas etapas de reextracción de los cuatro trenes de SX, a cuatro coalescedores
de tratamiento de electrolito, que remueven cerca del 70 % del orgánico atrapado
en el electrolito rico. Los coalescedores tienen una capacidad de 520 m3/h. El
electrolito tratado fluye por gravedad a 2 estanques de 1100 m3 de capacidad. Los
estanques son de concreto, están recubiertos con HDPE y tiene un techo de FRP.
De allí el electrolito rico se alimenta a dos bancos de filtrado. Cada banco está
compuesto de 6 filtros Spintek de 2064 m3/h de capacidad (4.42 m de diámetro)
que operan en paralelo.
El medio filtrante está constituido por antracita, carbón y granate. Estos filtros
remueven los sólidos finos y cualquier traza de orgánico remanente en el
electrolito. En la figura se observa un banco de filtros Spintek usados para el
electrolito rico en El Abra.

Fundación Educacional Escondida @ 2008 Área Procesos 12
El electrolito rico filtrado se calienta en dos etapas. La primera consiste en un
intercambiador de calor para calentar la solución rica con el electrolito pobre, o
spent, con el objeto de recuperar algo de calor que proviene de EW.
En la segunda etapa, el electrolito rico se calienta sobre los 45 °C con agua
caliente proveniente del sistema de caldera y calefactores de agua. Los
intercambiadores de calor son del tipo placas, en una estructura de acero
inoxidable 316. El electrolito caliente se almacena en 2 estanques de recirculación
paralelos de 1300 m3 de capacidad, revestidos con HDPE y con techo de FRP.
FIGURA 2 : Filtros Spintek
Figura. 3 Intercambiador de calor electrolito rico – electrolito pobre

Fundación Educacional Escondida @ 2008 Área Procesos 13
Estos estanques incluyen vertederos internos separados, con electrolito pobre a un
costado, para obtener en el otro costado la mezcla con el electrolito de avance que
alimenta a las celdas. El electrolito rico de avance tiene del orden de 50 g/l de
cobre y 150 g/l de ácido.
Figura 4 Intercambiador de calor electrolito rico – agua caliente

Fundación Educacional Escondida @ 2008 Área Procesos 14
DIAGRAMA DE FLUJO PLANTA SX Y TANK FARM
PLS
TK-405
TK-411
E1 BP
S1 B
E-1 B
W B
E-2 B
E1 AP
S1 A
E-1 A
W A
E-2 A
TK-406
TK-412
S2 C
S1 C
E-1 C
W C
E-2 C
S2 D
S1 D
E-1 D
W D
E-2 D
TK-402
PLS
Piscina de refino
Coalecedores de refino Coalecedores de
refino
SR
Refino Refin
o
SR
SR
SR
Orgánico
Cargado Orgánico
Cargado
Coalecedores de Organico
OSC
Coalecedores de Organico
OSC OSC OSC
TK-401
Filtros Spintek
Filtros Spintek
Agua Agua
Electrolito Pobre Electrolito Pobre
ESC ESC
Electrolito
Cargado Electrolito
Cargado
Electrolito
Alimentación a Celda
OSD
OCL
OSD OSD
OSC E1BP OD OD
RFE 1AP
OCL
OSC E1AP
OSD
RFE 1BP
OC OC
401
402
403
404
405
406
407
408
409
410
411
412

Fundación Educacional Escondida @ 2008 Área Procesos 15
4. CONCEPTOS OPERACIONALES EN LA OPERACIÓN DE UNA PLANTA DE SX
4.1.- Emulsión y coalescencia En su definición más sencilla la emulsión es la formación de gotas pequeñas; la
coalescencia es lo inverso, es decir, el aglutinamiento de las gotas pequeñas en
gotas grandes. Estos dos procesos fundamentales en la operación de SX, se
verifican en el mezclador y decantador respectivamente.
Si bien es cierto, que la emulsión favorece la cinética de intercambio debido a que
una distribución de gotas más finas producirán un aumento de la velocidad de
reacción o una disminución del tiempo de retención necesario, lo cual significa
mayores flujos volumétricos o un reactor más pequeño, pero por otro lado, la
distribución de tamaños más finos disminuirá la velocidad de separación de fases,
lo cual significan menores flujos o un decantador más grande.
Estos efectos, que son opuestos, deben manejarse y balancearse muy bien, de tal
modo de optimizar el trabajo del mezclador/decantador.
4.2.- Banda de dispersión La zona donde ocurre el fenómeno de coalescencia y comienza a separarse las
fases constituyentes de la emulsión recibe el nombre de banda de dispersión. Esta
banda se forma en el decantador de los equipos de extracción por solventes.
En esta banda de dispersión el orgánico asciende mientras que el acuoso
desciende, generándose un perfil de fases en que el orgánico se encuentre sobre
el acuoso y la banda de dispersión se ubica entre medio de estas dos fases. Este
Figura 5 Emulsión y coalescencia

Fundación Educacional Escondida @ 2008 Área Procesos 16
fenómeno de rompimiento de la emulsión se produce naturalmente y solo es
necesario darle tiempo al sistema para que ocurra.
El espesor de esta banda de dispersión es una de las variables de operación más
importante del decantador.
4.3.- Continuidad de fases
De la definición de emulsión se establece que existe una fase matriz dentro de la
cual la otra fase se dispersa en forma de gotas. La fase que cumple el rol de fase
matriz es la que define la continuidad de una emulsión.
En la extracción por solventes se puede dar dos casos de continuidades:
a) Continuidad Acuosa : Pequeñas gotas de orgánico están dispersas en
la fase acuosa. La mezcla en acuoso continuo conducirá la corriente eléctrica.
Cuando la fase matriz es la fase acuosa se tiene una emulsión de continuidad acuosa.
Figura 6 Banda de dispersión en un decantador

Fundación Educacional Escondida @ 2008 Área Procesos 17
b) Orgánico contínuo : Pequeñas gotas de acuoso están dispersas en
la fase orgánica. La mezcla orgánica continua no conducirá la corriente eléctrica.
4.4.- Arrastres
La continuidad tiene gran importancia en los arrastres y separación, debido a que
normalmente se producen contaminaciones que afectan no solo a SX propiamente
tal, sino también a las operaciones anteriores y posteriores.
El arrastre o contaminación O/A, es el volumen de orgánico, medido en partes por
millón (ppm) que es arrastrado por la fase acuosa. Esta contaminación representa
una pérdida del reactivo orgánico. El arrastre o contaminación A/O, también se
mide en ppm, es el volumen de acuoso que es arrastrado por la fase orgánica. Esta
contaminación implica que en el electrolito aumente la concentración de impurezas,
lo que justifica, en algunos casos, una etapa de lavado del orgánico Esta
contaminación debe ser controlada ya que el orgánico cargado, al pasar de las
etapas de extracción a reextracción, produce un aumento en las concentraciones
de impurezas en el electrolito.
Otro tipo de arrastre es aquel que proviene de la lixiviación y se refiere al arrastre
de partículas finas de mineral. Este arrastre es muy peligroso porque genera una
interfase muy estable, difícil de romper, denominada como borras.

Fundación Educacional Escondida @ 2008 Área Procesos 18
4.5.- Borra o Crud
El crud es una forma de emulsión estable, constituida por tres fases que debido al
mezclamiento adquieren la condición estable, bajo la forma de un lodo que se
ubica preferentemente en la interfase orgánico/acuoso. Para mantener controlada
la cantidad de crud en las etapas, se remueve o extrae de acuerdo a una
periocidad que queda definida por las condiciones específicas de la planta y de
acuerdo al volumen de crud que se coseche, se fija también la frecuencia de
tratamiento del crud para recuperar el orgánico que contiene, el que deberá
retornarse posteriormente al proceso de SX.
La cantidad de borra generada depende de muchos factores a saber: sólidos en la
fase acuosa, la turbiedad de la fase acuosa, reactivos provenientes de otros
procesos y contaminantes que pueden entrar al sistema, tales como aceites
lubricantes.
Una pequeña cantidad de borra no será perjudicial, incluso tiene un efecto
beneficioso en la separación de fases, porque actúa como un coalescedor. Una
gran cantidad de borra aumentará el consumo de reactivo y si se mueve de un
agitador a otro producirá emulsiones más estables que pueden resultar en una
operación incontrolada y una emulsificación total de la planta.
Figura 8 Borra o Crud
Figura 7 Arrastre de solución

Fundación Educacional Escondida @ 2008 Área Procesos 19
5.- EQUIPOS QUE TRABAJAN EN UN PATIO DE ESTANQUE
Estanque Coalescedores
Estanque pulmón solución orgánica
Estanque pulmón solución refino
Estanque pulmón solución electrolito rico
Estanque pulmón solución electrolito pobre
Estanque colector de borras
Estanque de agua de lavado de filtros
Celdas columnares
Filtros de electrolito
Filtros para tratamiento de orgánico con arcilla
Intercambiadores de calor electrolito / agua caliente
Centrifuga para tratamiento de borra
Estanque de almacenamiento de orgánico contaminado
Estanque para tratamiento de borras Estanque pulmón solución orgánica: Estanque receptor de la solución orgánica
cargada ubicada al final del circuito, sirve de pulmón para el bombeo de vuelta hacia el proceso. Requiere tener dimensiones que permitan un tiempo de residencia para coalescer el máximo del acuoso arrastrado por atrapamiento. Estanque pulmón solución refino: Receptoras de todo el refino efluente del
proceso de SX, pulmón para el bombeo de la solución que retorna a la lixiviación. Se requiere que tenga dimensiones adecuadas para asegurar la operación sin interrupciones de las pilas y para coalescer el orgánico arrastrado. Se debe considerar bomba flotante auxiliar u otro equipo para captar y recuperar el orgánico acumulado en la superficie. Estanque pulmón solución electrolito rico: Recepciona, almacena y sirve de pulmón para el bombeo del electrolito rico producido, hacia los circuitos de limpieza; en su superficie puede eventualmente producirse acumulación de solución orgánica, cuya recuperación debe considerarse. Estanque pulmón solución electrolito pobre: Receptor de las soluciones que
retornan del proceso de electrólisis y que en parte se mezclan con electrolito rico para constituir la mezcla que alimenta las celdas, la otra parte se bombea de regreso al proceso de SX. Estanque colector de borras: Recepciona y acumula las borras retiradas desde los decantadores para su envío hacia los equipos de tratamiento, para la recuperación de la solución orgánica. Estanque de agua de lavado de filtros: Es un pulmón de agua de buena calidad para realizar el retrolavado de los lechos filtrantes, con el fin de remover los sólidos y el orgánico retenido.

Fundación Educacional Escondida @ 2008 Área Procesos 20
Celdas columnares: Celdas para flotar con aire el orgánico arrastrado en la
solución de electrolito rico, generalmente se usa como complemento preliminar para mejorar la eficiencia de equipos de filtración. Filtros de electrolito: Filtros duales con lechos granate y antracita, que tienen la
finalidad de retener las partículas de orgánico y sólido en suspensión, para disponer de un electrolito tan limpio como sea posible para eliminar las celdas de electrodepositación. Filtros para tratamiento de orgánico con arcilla: Filtro que opera con un queque de arcilla y que restituye las propiedades de separación de fases de la solución orgánica, que se ha contaminado con productos de degradación o con sustancias tenso activas. Intercambiadores de calor electrolito / agua caliente: Equipo destinado a
transferir calor desde agua caliente que va a electrodepositación para condicionarlo térmicamente para el proceso de electrólisis. Centrifuga para tratamiento de borra: Reactor donde se realiza la ruptura del
crud mediante acción centrífuga, para recuperar la solución orgánica contenida. Estanque de almacenamiento de orgánico contaminado: Receptor de orgánico que requiere acondicionamiento antes de retornar al proceso. 6 CARACTERISTICAS DE LAS OPERACIONES DE LOS EQUIPOS DEL TANK
FARM
6.1 FILTRACIÓN DEL ELECTROLITO
Antes de que el electrolito se procese en la batería de estanques de
electroobtención, se filtra para eliminar el orgánico que queda y los sólidos
arrastrados. El uso de electrolito limpio y sin orgánico es importante para producir
cobre electro obtenido de alta calidad en la batería de estanques.
El electrolito rico final de las etapas de reextracción se pasa a través de un post
decantador para remover la mayor parte de cualquier arrastre de orgánico. En este
equipo se inyectan micro burbujas de aire para aumentar la coalescencia.
Periódicamente se remueve el orgánico restringiendo la salida y permitiendo que el
nivel de acuoso suba y desplace el arrastre de orgánico hacia un vertedero
recolector, desde donde se colectará en un estanque de 2 m3 para posteriormente
ser bombeado hacia la planta de tratamiento de borras. El electrolito sale del post
decantador mediante un vertedero de flujo inferior hacia un pozo de bombas, el
cual tiene un volumen suficiente para proveer 5 minutos de tiempo de residencia.

Fundación Educacional Escondida @ 2008 Área Procesos 21
Desde este estanque el electrolito es transferido a la electroobtención vía una
instalación de filtros para remover cualquier orgánico restante.
Durante la operación normal del filtro de electrolito, el electrolito filtrado es
entregado al estanque de electrolito rico. La sección de filtros está compuesta de
filtros de medio dual de sílice y antracita-arena. Periódicamente estos se lavan y
durante el retrolavado se mantiene constante el flujo en los filtros mediante una
instalación 4+1 (cuatro en operación, uno stand-by). El retrolavado de los filtros se
realiza con agua o electrolito.
Figura 9 Filtro Spintek

Fundación Educacional Escondida @ 2008 Área Procesos 22
6.1.1 Principio de operación filtro Spintek
El electrolito rico ingresa por la parte superior del filtro de acero inoxidable 316-L a
través de un distribuidor ubicado sobre la capa de materiales del filtro.
Dentro del filtro, dos capas de materiales realizan el filtrado y coalescencia reales.
Estas capas de filtrado descansan sobre una capa inferior de arena que llena el
volumen vacío en el fondo del filtro. La capa superior del filtro es carbón con formas
irregulares (antracita), que es un coalescedor para el orgánico. La capa de
antracita tiene 600 mm de grosor y protege la siguiente capa, que es granate, para
que el orgánico no la cubra.
La capa de granate tiene 600 mm de grosor y filtra los sólidos finos en la corriente
de electrolito. Con el tiempo, los materiales del filtro se enriquecen con orgánico o
se obstruyen con sólidos y se deben retrolavar. El retrolavado consiste en limpiar
con aire para soltar el material filtrado, seguido por un enjuague ascendente de la
capa de materiales para eliminar las partículas filtradas y el orgánico. El retrolavado
elimina y lava las partículas filtradas.
Los filtros de presión están diseñados para operación automática, con inicio de
retrolavado basándose en la disminución de presión en la capa de materiales o
según el tiempo transcurrido. Además, el retrolavado puede iniciarse manualmente
desde el DCS o PLC local (terreno).
6.1.2 Procedimiento operación filtro electrolito Equipos y Materiales
Filtro de electrolito Válvulas manuales y de control, Flujometros Sopladores Estanque de Retrolavado de filtros Bombas de Ep de Retrolavado
Bombas de Alimentación de filtros Descripción de la actividad
1.- Puesta en operación de filtros de electrolito
1.1 El operador de área estanque debe revisar el estado de los filtros,
válvulas, líneas y bombas de alimentación de filtros. 1.2 El operador de área estanque debe revisar el estado de todas las
válvulas on/off de los filtros y solo deben estar abiertas las válvulas 1, 2 y 10.

Fundación Educacional Escondida @ 2008 Área Procesos 23
1.3 El operador de área estanque debe abrir todas las válvulas manuales
de los filtros. 1.4 El operador de sala de control debe fijar un set-point de flujo de
alimentación de electrolito a los filtros. 1.5 El operador de área estanque debe abrir la válvula de alimentación y
descarga de la bomba de alimentación a filtros y comunicar al operador de sala de control la condición de estas.
1.6 El operador de sala de control pone en servicio la bomba de
alimentación de filtros, entrando en funcionamiento los filtros de electrolito.
2 Retrolavado de filtros de electrolito 2.1 El operador de sala de control deberá contar con capacidad en el
estanque de retrolavado, sopladores energizados y bombas de electrolito pobre de retrolavado energizadas.
2.2 El operador de área estanque deberá verificar que las válvulas de los
sopladores a los filtros, las válvulas de alimentación y descarga de las bomba de electrolito pobre de retrolavado estén abiertas.
2.3 Cumplido el ciclo de 24 horas de operación el filtro debe ser
retrolavado. Si la condición de funcionamiento está en modo automático, la secuencia de retrolavado se inicia automáticamente una vez cumplido el ciclo de operación o por alarma de diferencial de presión del filtro. Cuando está en modo manual, la secuencia de retrolavado deberá ser iniciada por el operador del área de estanques por medio del botón de inicio manual, previa coordinación con el operador de sala de control.
2.4 El operador de sala de control y área estanque deben estar atentos a
cada paso de el retrolavado de los filtros de electrolito y cualquier anomalía debe comunicarse de inmediato al Líder de Equipo Sx - Ew.
2.5 Secuencia de retrolavado de los filtros.
2.5.1 Purga de orgánico 2 minutos. Abiertas las válvulas 1, 2, 8 y 10. 2.5.2 Reposo 30 segundos. Abierta válvula 10. 2.5.3 Recuperación de electrolito 13 minutos. Abiertas las válvulas
6, 9, 11 y 12. Soplador 1 ó 2 en servicio. 2.5.4 Reposo 30 segundos. Abierta válvula 10 y 12. Soplador
detenido. 2.5.5 Limpieza por aire 10 minutos. Abiertas las válvulas 7, 8, 11.
Soplador 1 ó 2 en servicio. 2.5.6 Reposo 30 segundos. Abierta válvula 10 y 12. Soplador
detenido 2.5.7 Llenado de electrolito 13 minutos. Abiertas las válvulas 3, 8, 10
y 12. Bomba de el retrolavado en funcionamiento. 2.5.8 Reposo 30 segundos. Abierta válvula 10 y 12. Bomba de
retrolavado detenida. 2.5.9 Retrolavado 8 minutos. Abiertas las válvulas 3, 4, 8, 10 y 12. 2.5.10 Purga de líneas de aire 30 segundos. Abiertas las válvulas 1,
2, 10, 12 y 13. 2.5.11 Llenado y regreso del filtro a operación. Abiertas las válvulas
1, 2, 8, 10 y 12

Fundación Educacional Escondida @ 2008 Área Procesos 24
6.2 OPERACIÓN DE LOS COALESCEDORES
Una vez que el orgánico se ha cargado en el cobre disuelto, proveniente contenido
en el PLS, es circulado a un tratamiento intermedio entre la etapa de extracción y la
re-extracción. Esta operación se denomina Coalescencia.
Con el fin de disminuir los arrastres de solución acuosa (A/O), el orgánico cargado
se hace circular a través de un estanque cilíndrico de acero inoxidable, relleno con
viruta de HDPE llamado Coalescedor. El nombre es a causa del proceso físico-
químico que tiene lugar en su interior. Todas las sustancias tienen energía interna y
externa. Una de las energías externas es la energía de superficie. Como se ha
demostrado, todo en el universo tiende al estado de menor energía. Luego, para
disminuir su energía superficial, el agua (y las soluciones líquidas) tenderán a
formar gotas esféricas y a unirse (fenómeno conocido como Coalescencia). Dos
gotas tienen mayor superficie específica que la unión de ambas formando una sola.
Por lo tanto, al disminuir el área expuesta al ambiente disminuye la energía
superficial. Por otra parte, cuando un líquido moja un material, se dice que el
material es hidrofílico. Al contrario, si el líquido no lo moja (por ejemplo, un traje de
PVC), el material es hidrófobo.
En el caso del Coalescedor industrial, su lecho está compuesto por viruta de
HDPE, de baja densidad aparente, alta porosidad y superficie específica que
induce a la coalescencia de las microgotas de agua. El HDPE es un material
hidrófobo que permite ser mojado por el orgánico, no así el agua.
Por lo tanto, al pasar la fase orgánica por el lecho del coalescedor, las microgotas
de acuoso arrastradas serán desplazadas. A su vez, cada una de estas microgotas
se reunirá por el fenómeno de coalescencia (disminución de su energía superficial)
y formarán gotas más grandes. Después de un tiempo se formarán gotas grandes
que decantarán hacia el fondo del coalescedor. El coalescedor es despichado a
través de una válvula ubicada a nivel de piso y el orgánico abandona el estanque
por rebalse, libre de microgotas de acuoso o, también llamados, arrastres A/O. El
orgánico cargado limpio es recirculado hacia la etapa de re-extracción para la
transferencia del cobre a la solución electrolítica proveniente de
electrodepositación.

Fundación Educacional Escondida @ 2008 Área Procesos 25
Las características principales del lecho del coalescedor son:
Material: HDPE
Forma: Cinta enroscada resultante del torneado mecánico de tuberías de
HDPE en desuso. Densidad aparente: 0.005 – 0.008 ton/m3
Tamaños típicos: ancho 12 mm, espesor 1 mm,
Largo: variable.
Superficie específica: + 38 cm2/g Flujo específico aceptable: 30 m3/h m2
Figura 10 Coalescedores
Figuras 11 y 12 Virutas y laminado de un coalescedor

Fundación Educacional Escondida @ 2008 Área Procesos 26
Esquema de un Coalescedor Industrial. Sus características de diseño son:
Diámetro : 6 m
Altura : 6 m Volumen útil : 153 m3
Flujo total de orgánico : 3743 m3/h Flujo específico máximo : 30 m3/h/m2
Tiempo de residencia mínimo : 10 min
Contenido A/O entrada : 1000 - 5000 ppm
Contenido A/O salida : 80 - 150 ppm
Frecuencia de retrolavado, veces/mes : 1 - 2
Duración proceso retrolavado : 8 hrs
Flujo de aire en retrolavado : 1415 m3/N/h
Presión del aire entrada del distribuidor : 10 - 30 psi Tiempo de llenado estanque con agua : 15 min
Las fortalezas del coalescedor, pueden resumirse en:
Operan por gravedad.
Mínimos requerimientos de limpieza y mantención.
No existen unidades en movimiento o agitación.
Prácticamente no consumen energía eléctrica.
Operación muy simple y eficiente.
Mínima necesidad de instrumentación y sistemas de control. Las debilidades del coalescedor, pueden resumirse en:
Alto inventario de orgánico en proceso.
Pierden eficiencia por colmatación con sólidos, especialmente el operar la etapa de extracción E-1, en continuidad acuosa.
Figura 13 Esquema del interior de un coalescedor

Fundación Educacional Escondida @ 2008 Área Procesos 27
Para asegurar un buen desempeño, el coalescedor debe ser retrolavado con agua
una o dos veces al mes o en otra frecuencia, de acuerdo con las condiciones
operacionales. En términos generales, el retrolavado consiste de las siguientes
etapas:
Aislar el Coalescedor
Evacuar el orgánico: puede ser por arriba o un drenaje por abajo. El orgánico limpio se retorna al circuito, el sucio a la planta de Crud.
Se llena el estanque con agua industrial y se agita con aire (30′)
Se vacía por el fondo al sumidero o Pozo de Refino
Se repite 3 y 4 veces, o hasta que salgan aguas claras
Se drena el agua hacia el Pozo de Refino
Ultimo lavado con agua tratada para no incorporar impurezas al electrolito. El no controlar los arrastres de microgotas de acuoso hacia las etapas de
reextracción y desde allí hacia el proceso de electrodepositación, puede provocar
serios problemas. Por ejemplo:
Contaminación del electrolito con cloruro, manganeso, nitrato, aluminio, sílice, fierro, yoduro, sólidos y otros.
Mayor corrosión anódica.
Mayor contaminación catódica.
Mayor contaminación ambiental en la nave.
Mayores pérdidas de electrolito por arrastres en reextracción, mayor requerimiento de purgas.
Pérdidas de cobre, ácido sulfúrico, cobalto y aditivos contenidos en el electrolito.
Requerimientos adicionales en reposición de agua declorizada.
Potenciales pitting en placas de acero inoxidable.
Problemas de despegue de cátodos que afectan la producción.
Deterioro de la calidad física del producto.
Envenenamiento de orgánico.
Problemas críticos en invierno en plantas que operan con altos niveles de cloruro y nitratos en la solución PLS.
Sin embargo, existen acciones que pueden prevenir estos arrastres A/O. Entre ellos están:
Operacionales:
Incorporar en la alimentación a SX reactivos compatibles con la fase orgánica (ej. Magnafloc 333), en dosis menores a 1 ppm, con el fin de bajar la generación de crud y, como consecuencia, el riesgo de traspaso de fase acuosa al orgánico cargado, entre la etapa de extracción y de reextracción.

Fundación Educacional Escondida @ 2008 Área Procesos 28
Operar las etapas E - 1 y S - 2 en continuidad acuosa.
Incorporación al PLS de coagulantes y/o floculantes compatibles con la fase orgánica, en niveles controlados.
Restauración de las propiedades de separación de fases.
Minimizar las pérdidas de calor. Especial cuidado en la operación de la planta SX en días fríos, periodos en que el orgánico se hace más viscoso y los arrastres A/O son más elevados.
Minimizar la formación de crud.
Optimizar el grado de agitación sin alterar eficiencias.
Incrementar hasta donde sea operativamente posible las capas de orgánico de las etapas E - 1 y S – 2
En casos críticos de altas bandas de dispersión incorporar crud, bentonita, zeolitas o kieselguhr en dosis controladas.
Incorporar agua de lluvia en sector de vertederos hacia el interior del decantador.
Utilizar mallas y/o lechos empacados en decantadores.
Utilizar fase orgánica óptima, definida de acuerdo a las propiedades de las oximas.
Alternativos: • Convencionales. Empleo etapa de lavado del orgánico cargado. Empleo de coalescedores. Decantación adicional en estanque de orgánico. Concepto estanque orgánico - coalescedor. Combinación de las anteriores.
• No convencionales Centrifugación. Empleo hidrociclones. Filtración Coalescedores electrostáticos.

Fundación Educacional Escondida @ 2008 Área Procesos 29
7 TRATAMIENTO DE BORRAS Y RECUPERACIÓN DE ORGÁNICO.
En todas las operaciones de SX, independiente de la modalidad del proceso de
lixiviación utilizado, sea en botaderos, bateas y/o pilas; se generan en mayor o
menor grado borras interfaciales conocidas como crud, gunk, grumos o borras.
Este emulsificador (el crud) generalmente se forma en la internase orgánico
acuoso, en los decantadores.
En general, las borras se componen de solución orgánica, productos de reacción
del orgánico, emulsión de solución acuosa/orgánico extremadamente fina y
estable, material inorgánico coloidal y posiblemente formaciones de hongos o
bacterias. Las borras tienden a juntarse en el extremo de descarga de los
decantadores, aunque pueden extenderse por toda el área del decantador.
Básicamente la borra está constituida volumétricamente por:
Orgánico: 50 – 65%
Acuoso: 27 – 37%
Sólidos: 3 – 17%.
Aire
Las borras pueden contaminar el electrolito, produciendo una calidad catódica
insatisfactoria. Además, las borras se pueden transportar a la solución refino, que
fluye a la piscina de solución pobre, lo que genera una considerable pérdida de
orgánico.
Ponga atención a la siguiente importante afirmación:
Si cantidades apreciables de borras se mueven desde los decantadores hacia los
mezcladores adyacentes, se formará una emulsión estable de solución
acuosa/orgánico. Esta emulsión evita la separación de solución acuosa/orgánico y
puede forzar la parada del tren de extracción por solventes.
En una continuidad acuosa, el crud tiende a flotar. Para evitar que se acumulen
borras en los mezcladores/decantadores, estas se extraen periódicamente con
bombas portátiles con diafragma doble y operado por aire.

Fundación Educacional Escondida @ 2008 Área Procesos 30
Los sólidos en suspensión provenientes de la solución PLS (20 ppm, como
máximo) que alimenta el circuito de SX, ayudan a estabilizar la emulsión. También
sólidos coloidales pueden ayudar a esta estabilización.
Entre los sólidos arcillosos que contribuyen a la estabilización de la emulsión, se
encuentran la kaolinita, montmorrillonita, cloritas y yeso, cuyos elementos son
sílice, aluminio, cobre y fierro.
En las plantas de SX, tasas normales de formación de crud se encuentran entre los
0.15 a 0.30 l / m3 PLS. En condiciones críticas las tasas de formación pueden llegar
hasta 0.7 l / m3 PLS.
Cada planta tiene borras con características propias, dependiendo del tipo de
material tratado y de los componentes indeseables que lo acompañan
(especialmente arcillas).
Por esta razón no es posible dar una solución que sirva en todas las plantas y
deberá experimentarse hasta encontrar el proceso más eficiente.
Entre los factores determinantes en la generación de crud, pueden citarse:
La naturaleza y contenido de sólidos en suspensión en la alimentación de
solución a SX.
Características del extractante y diluyente.
Presencia de compuestos tensoactivos.
Grado de agitación, atrapamiento de aire en mezclado.
Continuidad de fases, etc.
La presencia de crud puede provocar severos problemas operacionales, tales
como:
Incrementos de arrastres de acuoso en fase orgánica (A/O), y de orgánico
en fase acuosa (O/A).
Aumento de impurezas en el electrolito (Fe, NO3, Cl, Mn, etc.) a
electrodepositación.

Fundación Educacional Escondida @ 2008 Área Procesos 31
Cl-: sobre 20 ppm produce un grano de cobre muy fino, aumenta la
corrosión por pitting (corrosión en la interfase electrolito – aire),
aumento de la corrosión anódica.
Mn: Generación de MnO4 - (permanganato) que es un oxidante
enérgico y daña la estructura del extractante orgánico. Aumentos del
potencial.
Generación de cloro gaseoso. Normalmente se espera una
concentración menor a 40 ppm.
Fe: Afecta negativamente la eficiencia de corriente. Se estima una
concentración máxima permitida de 3 gpl.
Al: Aumenta la viscosidad del electrolito, afectando la transferencia
iónica.
NO3: Favorece la corrosión anódica.
SiO2: Genera crud en SX.
Orgánico inactivo atrapado en el crud.
Puede producir viraje de la continuidad de fases.
Sin embargo, existen acciones que permiten controlar y tratar el crud y borras
residuales. Algunas de estas son:
Control de sólidos en la solución de alimentación a SX, a través de la
determinación de turbidez en soluciones afluentes y posterior adición de un
reactivo coagulante.
Operación de todas las etapas de SX en continuidad orgánica.
Control permanente del diluyente previa incorporación al proceso.

Fundación Educacional Escondida @ 2008 Área Procesos 32
7.1 TRATAMIENTO DEL CRUD Y DE BORRAS RESIDUALES
La generación de Crud no sólo provoca serios problemas en la operación de las
plantas de SX, sino la pérdida operacional y económica de la fase orgánica
atrapada. Es por ello que se han desarrollado métodos para recuperar el orgánico
atrapado.
Los equipos esenciales para las borras en una planta de SX son los siguientes:
unidad extractora de borras (bomba portátil)
estanque acumulador de borras.
unidad de ruptura (centrífuga o agitador).
unidad tratamiento con arcilla (agitador y filtro de placas).
Para la ruptura o segregación de las fases contenidas en la barra se puede
emplear ya sea la técnica de centrifugación o la ruptura mecánica
7.2 PROCEDIMIENTO DE RUPTURA MECÁNICA.
Este procedimiento cumple la doble función de recuperar y de cuantificar los
niveles de generación de crud en planta. La Figura se muestra la secuencia de
tratamiento.
Figura 14 Operación de ruptura mecánica de Crud

Fundación Educacional Escondida @ 2008 Área Procesos 33
El tratamiento de ruptura mecánica, consiste en romper la emulsión estable,
mediante una agitación vigorosa de un volumen predeterminado de crud,
mezclando con 1.2 a 1.5 volúmenes de solución orgánica o de kerosén puro, para
recuperar el orgánico, dada la relevancia que el reactivo tiene en el costo
operacional del área de extracción por solventes.
La ruptura mecánica es un proceso tipo batch. Se agrega una corriente lateral de
orgánico en un tanque asignado (hasta un 50% de su capacidad), para asegurarse
que la agitación de las borras se produzca en la fase orgánica continua.
Luego se agrega la borra hasta completar un 80 o 90% de la capacidad del
estanque (criterio operacional).
Se agita la mezcla en continuidad orgánica durante un lapso que puede variar entre
media y dos horas; luego se deja decantando en reposo, durante lapsos que son
variables según el tipo de crud tratado, entre dos y doce horas, con la decantación
se separan los componentes originales del crud, formando capas que se
distribuyen de acuerdo a sus diferentes pesos específicos
Después del periodo de agitación y decantación, se descarga primero desde el
fondo la solución acuosa, luego una mezcla de sólidos y borra con impregnación de
orgánico, que se denomina crud secundario y finalmente la solución orgánica.
También puede haber una capa de borras secundarias, que requieren mayor
tratamiento con el próximo batch.
Obtenida la separación, el crud el orgánico recuperado del batch realizado, se filtra
en el filtro de tratamiento con arcilla, para eliminar los sólidos residuales que no se
separaron en el momento de la decantación. En tanto el crud secundario se envía a
un estanque para someterlo a un nuevo tratamiento de recuperación del orgánico
remanente. El orgánico recuperado es lavado con una lluvia de agua para quitarle
los sólidos en suspensión que le quedan y después se retorna al circuito, previo
paso por el la etapa de filtrado.
A pesar de su alta eficiencia en la recuperación del orgánico, produce borras
remanentes con importantes contenidos de fase orgánica. Estos remanentes son
recuperados a través de los procedimientos esquematizados en las que se
mostraran mas adelante.
La Figura representa el procedimiento de tratamiento de orgánico de borras
residuales antiguas.

Fundación Educacional Escondida @ 2008 Área Procesos 34
7.3 PRINCIPIO DE LA CENTRIFUGACIÓN
Consiste en tratar la borra en una centrífuga horizontal aproximadamente de 1.0
m3/h de capacidad. Las fases orgánica y acuosa se recuperan bastante limpias y
los sólidos acumulados se envían al botadero industrial. En el interior de la
centrífuga trabajan dos fuerzas producto de la alta velocidad con que se opera este
equipo (3.000 rpm); la fuerza centrífuga que expulsa los sólidos hacia las paredes
del equipo (hacia fuera), y la fuerza centrípeta, que atrae las fases de orgánico y
acuoso hacia el centro. De esto se desprende, que se forma un anillo múltiple y
está formado desde el centro hacia fuera por el orgánico, la fase acuosa y los
sólidos. El anillo (el tamaño) formado por el orgánico y el acuoso, se puede variar
en su tamaño (agrandar o achicar), dependiendo de la cantidad de humedad que
se requiera en los sólidos residuales, mediante una palanca de regulación del
diámetro de la turbina centrípeta.
Este equipo puede trabajar en forma continua, con la precaución de que
transcurrida cierta cantidad de horas de operación, se debe lavar y lubricar. El
lavado se debe realizar a baja velocidad, para permitir que el agua provoque
turbulencias en el interior y pueda quedar limpia de sólidos. También es importante
mencionar que no se debe lavar con agua dura (sin tratar) porque produce daños
(corrosión) en los componentes o partes de acero inoxidable.
La eficiencia de los equipos centrífugos generalmente fluctúa entre 85 y 90% de
recuperación del orgánico contenido en el crud.
Figura 15 Procedimiento de Ruptura Mecánica de la Borras

Fundación Educacional Escondida @ 2008 Área Procesos 35
Por último es necesario mencionar tres recomendaciones que son importantes de
tener en cuenta para una operación eficiente y segura de este equipo:
1. La borra a tratar debe mantenerse siempre con agitación (que no decante).
2. Tener una bomba de alimentación de borra a la centrífuga de
desplazamiento positivo o de velocidad variable (con variador de frecuencia).
3. Nunca se debe poner en servicio la bomba de alimentación, si la centrífuga
no está en operación y/o ha alcanzado la velocidad normal de trabajo (3.000 rpm).
El decantador es alimentado por el producto a separar, el cual entra a través del
hueco del eje central (1). Los cuerpos de mayor peso específico se depositan en
las paredes del tambor por la fuerza centrífuga (2).
Figura 16 CENTRIFUGA DE BORRAS

Fundación Educacional Escondida @ 2008 Área Procesos 36
Los dos componentes líquidos (3, 4), de distintas densidades, forman un cilindro
hueco de líquido: la fase líquida ligera en el interior y la fase pesada en el exterior.
El espesor de los dos anillos líquidos se regula mediante la graduación del anillo de
rebosamiento (5) y de la turbina regulable (6).
Los sólidos depositados en la pared del rotor (7) son transportados por el sinfín
cónico-cilíndrico (8), pasando por la parte cónica del rotor (9) a los orificios de
salida (10) y expulsados a las cámaras de los sólidos.
Descripción del funcionamiento:
El contenido de humedad de los sólidos y la pureza de los líquidos pueden ser regulados:
a) Cambiando la línea de separación entre los dos líquidos mediante la turbina centrípeta y una amplia elección de discos: Un menor contenido de humedad en los sólidos se consigue con un disco de
mayor diámetro y así una zona de secado más larga. La separación exacta de la fase pesada se consigue mediante una
diferencia lo más pequeña posible entre el diámetro de la turbina centrípeta y el disco.
La separación exacta de la fase ligera se consigue mediante una diferencia, lo más grande posible entre el diámetro de la turbina centrípeta y el disco.
b) Cambiando las revoluciones del decantador: Mientras más finos sean los sólidos, mayor debe ser la revolución del
decantador para una separación suficiente.
c) Cambiando las revoluciones diferenciales del sinfín:
Mientras menos restos de humedad se desean en los sólidos expulsados, más bajo han de ser el número de rpm.
Mientras mayor sea la proporción de sólidos en alimentación, mayor habrá de ser el número de rpm.
Atención: Una optimización máxima del decantador solamente se podrá conseguir mediante ensayos exactos.

Fundación Educacional Escondida @ 2008 Área Procesos 37
7.4 TRATAMIENTO Y RECUPERACIÓN DE LAS PROPIEDADES DEL
EXTRACTANTE ORGANICO
La fase orgánica es una combinación de un extractante (por ejemplo, Acorta M-
5774) disuelto en un solvente (por ejemplo, Escaid 100). A su vez, el extractante
puede ser una oxima del tipo aldoxima (C9, C12) o del tipo cetoxima (C9).
Con el tiempo el orgánico puede degradarse, perdiendo la capacidad de extracción
o mostrando características insuficientes de separación de fases.
Esta insuficiencia se debe a que las oximas sufren degradación hidrolítica
generando aldehídos o cetonas, respectivamente, perdiendo su capacidad de
extraer el cobre disuelto desde la solución acuosa (PLS o soluciones acuosas
intermedias) o de lograr una adecuada separación de fases en los decantadores.
Lo anterior se traduce en pérdidas del tipo químico, las que están en el orden del
10 al 30% de las pérdidas totales de extractantes.
La degradación del orgánico puede deberse a:
Presencia de elementos de carácter oxidantes (nitratos, permanganato de
potasio, ion férrico, etc.).
contaminación del orgánico con sustancias extrañas (por ejemplo, aceite de
motor)
levado potencial de oxidación de soluciones electrolíticas. Un potencial por
sobre los 800 mV/ECS puede degradar tanto las aldoximas como las
cetoximas.
Exposición prolongada a los rayos solares (como puede ocurrir en la piscina
de refino).
Aumento de la temperatura por sobre los 45 grados. En general, entre los 40
y 45 grados la tasa de degradación es baja.
Efecto de la alta acidez de las soluciones electrolíticas provenientes de la
electrodepositación. Es por esta razón que en planta conviene disponer de
un estanque de orgánico cargado, cuyo contacto previo es con soluciones
de lixiviación de baja acidez, en lugar de un estanque de orgánico
descargado, cuyo último contacto es con electrolito de alta acidez.

Fundación Educacional Escondida @ 2008 Área Procesos 38
Mayor estabilidad del compuesto órgano-metálico en comparación con el de
la oxima libre.
Uso de alcoholes (tensoactivos) como agentes modificadores de fases.
Para recuperar las propiedades, el orgánico puede tratarse con arcillas activadas
térmicamente, como zeolita o bentonita tipo montmorrillonita.
Estas arcillas actúan como aditivo purificador de fases orgánicas, al atrapar sobre
sus superficies ionizadas (superficie con cargas eléctricas) los sólidos, algunas
impurezas disueltas y los residuos propios de la degradación del mismo orgánico,
con lo que restauran sus propiedades metalúrgicas iniciales.
Normalmente son del tipo alumino silicato seco, con superficies activadas,
destinadas a la purificación del orgánico en los circuitos de extracción por
solventes. Las arcillas son activadas a través de un proceso térmico en ambiente
ácido, fabricado específicamente para la purificación del orgánico cargado o
descargado contaminado por materias extrañas o por los productos de su propia
degradación, como partículas finas en suspensión, propias del proceso de
producción, restituyéndole sus propiedades de separación de fases y sin efecto
sobre su desempeño metalúrgico.
A través del curso normal de un proceso de extracción por solventes continuo, se
produce una acumulación de productos de degradación en la solución orgánica, la
cual se caracteriza por una reducción de la tensión interfacial que produce
negativos efectos en la perfomance de extracción por solventes.
Se produce un aumento en los tiempos de separación de fases que origina a
su vez mayores atrapamientos en las corrientes de refino y de electrolito
rico.
También se ocasiona una reducción en la cinética de transferencia de cobre
que puede reducir la capacidad de transferencia neta del sistema de SX.
Esto a su vez causará una reducción en la eficiencia de extracción de cobre,
que para compensarse necesita mayores concentraciones de reactivo para
mantener los niveles de producción.

Fundación Educacional Escondida @ 2008 Área Procesos 39
Otros contaminantes presentes en el sistema también podrían concentrarse en el
sistema si son solubles en la fase orgánica y los resultados serán similares a los
indicados para los productos de degradación del orgánico.
Para asegurarse de que ningún efecto deteriorador esté asociado a la recuperación
con el retorno al circuito de SX de las soluciones orgánicas, se recomienda un
proceso regenerativo o de descontaminación de los orgánicos recuperados y mejor
aún, de los orgánicos del circuito de operación. Tal proceso fue desarrollado por
Cognis Corporation y actualmente se usa en la mayoría de las plantas de SX/EW.
7.5 DESARROLLO DEL TRATAMIENTO DE RECUPERACIÓN
El proceso consiste en contactar la solución orgánica con una arcilla o
montmorrillonita activada, en polvo, en un depósito con agitación. La arcilla
absorbe los contaminantes sin afectar el extractante orgánico.
El contacto con la arcilla generalmente se realiza en el estanque existente para el
tratamiento de las borras que la mayoría de las plantas cuenta en su equipamiento.
Debe tenerse cuidado de desaguar previamente la solución orgánica antes de
introducir la arcilla en polvo. Generalmente son suficientes 1 a 3 gramos de arcilla
por litro de solución orgánica (kg x m3), pero la dosificación apropiada debe
determinarse de acuerdo al grado de deterioro que tiene la solución orgánica a
tratar, para lo cual se recomienda practicarle previamente un test de diagnóstico y
regeneración en el que se determina la dosificación necesaria.
La pulpa orgánico/arcilla generalmente se descarga hacia algún sumidero desde
donde se puede volver a recuperar orgánico, cuando se separa y aflora en la
superficie.
Otro método es separar la arcilla de la solución orgánica es por decantación en el
propio estanque donde se hizo el tratamiento, es importante para la buena
separación de fases que la carga de sólidos remanentes en el orgánico tratado sea
mínima (<100 ppm).
Posteriormente, la fase orgánica es circulada hasta un filtro de placas, para la
separación de los sólidos. El sistema es alimentado mediante bombeo de tal forma
que el orgánico entra por un extremo del filtro hacia el interior de las placas
cubiertas por una lona filtrante antiácida. Por acción de compresión de las placas,
el orgánico filtra desde el interior de las placas a través de la lona. La solución es

Fundación Educacional Escondida @ 2008 Área Procesos 40
bombeada al estanque de orgánico para su recirculación a proceso. El residuo
sólido generado es tratado como sólido inocuo y es circulado vía isocontenedores
hacia los botaderos de residuos
Figura 19 Filtro de placa
Figura 17 Zeolita en saco de 20
Kg.
Figura 18 Estanque de tratamiento de orgánico. Adición de montmorrillonita

Fundación Educacional Escondida @ 2008 Área Procesos 41
Figura 20 Secuencia del filtro de placa
Figura 21 Partes del filtro de placa

Fundación Educacional Escondida @ 2008 Área Procesos 42
Figura 24 Placa con tela filtrante
Figura 22 Disposición de tuberías en
filtro de placa
Figura 23 Placas del filtro

Fundación Educacional Escondida @ 2008 Área Procesos 43
Comparación de los métodos para recuperar orgánico desde el crud

Fundación Educacional Escondida @ 2008 Área Procesos 44
8 OPERACIÓN ELECTROOBTENCIÓN
El objetivo de esta etapa es mediante el proceso de electro obtención se recupera
el cobre de una solución electrolito concentrado para producir cátodos de alta
pureza de cobre (99,99 %), de acuerdo a los requerimientos del mercado
internacional.
El proceso de electro-obtención de cobre consiste básicamente en la
transformación electroquímica del cobre contenido en un electrolito a cobre
metálico depositado en un cátodo, mediante la utilización de energía eléctrica
proveniente de una fuente externa.
El método de electro recuperación de cobre mediante el empleo de energía
eléctrica, es la etapa terminal del proceso hidrometalúrgico (L/SX/EW) y por lo
tanto entrega el producto final de cobre como son los cátodos de cobre
El proceso de electro obtención es de naturaleza electro-química, se caracteriza
por presentar la realización simultánea de dos reacciones denominadas anódicas y
catódicas. En la primera sucede una transformación química de oxidación y se
liberan electrones, la reacción catódica involucra un proceso químico de reducción
con participación de los electrones liberados en el ánodo y que viajan por
conductores electrónicos que unen el cátodo con el ánodo. Dado que hay un flujo
de electrones o carga, por lo tanto, un circuito eléctrico cerrado debe establecerse
por el cual circula corriente eléctrica. Si el paso de corriente es interrumpido alguna
reacción cesa, el proceso global o celda se paraliza.
Para que ocurran las reacciones anteriores, en la etapa de lixiviación se pueden
producir dos tipos de soluciones:
Soluciones fuertes: Con contenidos de cobre en soluciones entre los rangos
de 30-50 g/lt.
Soluciones débiles: Con contenido de cobre < 10g/lt
Las soluciones fuertes son aptas para entrar directamente al proceso de electro-
obtención, en cambios las soluciones débiles, deben pasar por una etapa de
concentración vía extracción por solvente-electro-obtención o simplemente ser
tratados por cementación.
Las soluciones fuertes a menudo poseen importantes niveles de contaminantes,

Fundación Educacional Escondida @ 2008 Área Procesos 45
por lo que se hace necesario a veces someterlas a procesos de purificación.
Una celda electrolítica para electro recuperar cobre cuenta con cuatro elementos
básicos:
1. Ánodo insoluble de plomo aleado (polo positivo).
2. Cátodo de acero inoxidable (polo negativo).
3. Electrolito en circulación.
4. Conductores.
ÁNODO: Material sólido conductor en cuya superficie se realiza un
proceso de oxidación con liberación de electrones. Ejemplo: Zn Zn+2 + 2 e
CÁTODO: Electrodo sólido conductor en cuya superficie se realiza un
Proceso de reducción con los electrones provenientes del ánodo. Ejemplo: Cu+2 + 2 e Cu0
ELECTROLITO: Un medio acuoso, con iones que migran permitiendo el
paso de corriente entre los electrodos.
CONDUCTORES: Un medio sólido conductor de electrones, que permite el
flujo de ellos entre los electrodos.
8.1 OPERACIONES EFECTUADAS EN EL AREA DE ELECTROOBTENCIÓN
8.1.1.- DESBORRE DE LAS CELDAS
La corrosión del ánodo, producto de las reacciones electroquímicas típica de este
proceso, genera óxido de plomo, este se desprende en pequeñas partículas hacia
el fondo de la celda, que son removidas por el flujo de alimentación contaminando
el depósito catódico.
La contaminación del cátodo con plomo u otros elementos, tales como los arrastres
de orgánico en el electrolito producen una disminución en la calidad química y
física del producto final. Para evitar o disminuir los efectos de tales
contaminaciones se realiza la operación de desborre con una frecuencia
predeterminada. Con esta operación se aprovechar también de limpiar los
contactos de los ánodos.

Fundación Educacional Escondida @ 2008 Área Procesos 46
Cuando se retiran los ánodos para efectuar las limpiezas de las celdas, no debe
retirarse de ellos la capa protectora de óxido de plomo, salvo el caso cuando los
pesos de borra depositada en la celda superen valores de 50 kg, lo que indica un
problema mayor de deterioro de los ánodos.
Para tales efectos es necesario aislar hidráulicamente y eléctricamente las celdas a
desborrar, utilizando una estructura que permita hacer puente entre dos celdas
paralelas, denominado Marco cortocircuitador.
Descripción de la actividad:
Trasladar marco circuitador en porta marco a las celdas a desborrar.
Instalar sobre las barras de contacto de las celdas adyacente, dos o tres
corridas de lainas de cobre superpuesta y alineadas en forma inmediata a la
barra de contacto del marco cortocircuitador.
Una vez alcanzado el amperaje según procedimiento (1000 A) en el
rectificador se baja el marco cortocircuitador de tal manera de realizar un
total contacto entre las barras y las lainas.
Durante el contacto del marco cortocircuitador con las celdas se debe
agregar agua fría a la zona de contacto.
Una vez montado el marco cortocircuitador sobre las celdas a desborrar,
proceder a subir corriente hasta la corriente de operación.
Verificar el aislamiento de las celdas a desborrar, midiendo voltaje entre
barras.
Proceder a cerrar alimentación.
La grúa puente deberá retirar los cátodos y posteriormente los ánodos, para
lo cual se tendrá que quitar las cascarillas de óxido de plomo que puedan
haber.
Luego se tendrá que retirar las bolas de polipropileno que existen en cada
celda para recuperar electrolito hacia el sistema y luego el drenaje inferior.
A continuación se abrirá el drenaje lateral de la celda para recuperar
electrolito y luego el drenaje inferior hacia el sistema.
Una vez drenado el electrolito, la celda será limpiada haciendo uso del agua
de lavado y herramientas para retiro del lodo de plomo.

Fundación Educacional Escondida @ 2008 Área Procesos 47
Luego que la celda este limpia, se colocará el tapón de drenaje lateral e
inferior de la celda y se permitirá el ingreso de electrolito; posteriormente se
añadirán las bolas de polipropileno retiradas y con la grúa puente se
colocarán los ánodos y los cátodos. Antes de retirar el marco
cortocircuitador se bajará la corriente de las celdas y una vez retirado se
restablecerá la corriente.
Figura 25 Marco Cortocircuitador

Fundación Educacional Escondida @ 2008 Área Procesos 48
8.1.2 Procedimiento Desborre de celda electrolitica
1 Desborre de celdas electrolítica 1.1 Evaluar todas las condiciones existentes en las celdas a desborrar.
1.2 Preparación del trabajo trasladando todas las herramientas y equipos al sector.
1.3 Comunicación con el operador del banco e informarle de la tarea a realizar.
1.4 Instalar marco cortocircuitador de acuerdo a procedimiento GPRpo466
1.5 Retiros de electrodos (ánodos, cátodos) desde celda a desborrar hacia cabezal del banco por
Puente grúa. Para ello proceder de la siguiente manera:
Al retirar cátodos y/o ánodos desde la celda a desborrar, el operador del puente grúa debe cerciorarse que los electrodos hayan sido enganchados en su totalidad por el puente. Para ello, una vez enganchados los electrodos, levantar el puente unos 10 cm., para verificar que los electrodos están bien enganchados. De no ser así bajar el marco gancho y reposicionar los electrodos en los capping y volver a tomarlos con el puente, verificando que hayan sido tomados correctamente. Si persiste el problema comunicar a su Jefe de Turno y solicitar asistencia mecánica/eléctrica para solucionar el problema.
En la eventualidad que se enganchen los electrodos de mala forma y se produzca un desenganche de algunos de ellos por un lado, llevar el puente a la cuba de lavado de ánodos y bajar los electrodos en la cuba. Si hay problemas para desenganchar en la cuba, utilizar la herramienta adecuada para ello, que es una lanza de de 1.8 m. por 25 milímetros de diámetro, terminado en forma de U en una punta para poder afianzar el electrodo. La idea es no exponerse a la caída del electrodo o que resbale la herramienta. Ubicarse fuera de la línea de fuego.
Para llevar los electrodos desde las cubas ó rack´s hacia las celdas, utilizar el mismo procedimiento, en el caso que se produzca dificultad para enganchar.
Esta manera de operar es aplicable 100% en la eventualidad que en la cosecha catódica se produzca problemas en el enganche de cátodos y/o reposición. Para corregir llevar a las cubas de lavado.
En la eventualidad que al levantar la lingada de cosecha vaya un ánodo adherido al cátodo (pegado), bajar el marco gancho en la celda en cosecha, retirar el puente del sector y tratar de despegar el ánodo usando lanza de 1.8 metro de largo. Si no se logra despegar el ánodo pegado al cátodo, usar el huinche auxiliar del puente grúa para retirar los electrodos,
Figura 26 Desborre de celda

Fundación Educacional Escondida @ 2008 Área Procesos 49
amarrando el cátodo y el ánodo con eslinga, levantarlo con huinche auxiliar y depositar los electrodos en el pasillo entre máquinas, para su posterior retiro por grúa horquilla.
Los cátodos se lavan muy bien para eliminar todo el sulfato de su superficie y se llevan a rack´s para dejarlos allí mientras dure el desborre. Los ánodos se retiran y se llevan a la cuba de lavado de ánodos, donde se lavan muy bien para eliminar todo el PbO2 adherido al cuerpo del ánodo. Tanto los cátodos como los ánodos, una vez terminado el desborre, deben volver a la misma celda desde se retiraron.
1.6 Retiro de esferas desde superficie de celdas a desborrar con “chinguillo”. Las esferas se depositan en un contenedor plástico para ser lavadas con diluyente y agua caliente a presión.
1.7 Vaciado de electrolito de celda a línea de retorno que va a los TK-413 y TK-414, abriendo
válvula lateral de 2”, recuperando los 2/3 del volumen de la celda.
1.8 El tercio de electrolito restante, es drenado por línea de drenaje ubicada en el fondo de la celda hacia la canaleta a través de manguerote instalado en el drenaje.
1.9 Ingreso del operador al interior de la celda a desborrar, instalando la escalera de FRP para acceder a ella, con seguridad. 1.10 El operador que queda sobre la celda, le hace llegar al operador que bajó al interior de la
Celda las herramientas y materiales a usar, como escobillón plástico, balde plástico, pala plástica.
1.11 El operador que ingresó al interior de la celda procede a juntar en un extremo, opuesto al
drenaje de la celda, la borra de plomo que cubre el piso con el escobillón plástico, para ser retirada a través del balde plástico. Para ello el operador al interior de la celda llena el balde hasta la mitad del volumen del balde, debido a su peso, para posteriormente retirarlo.
1.12 El operador que se encuentra en la parte superior de la celda recibe el balde con borra de
plomo para pesarlo en la balanza electrónica dispuesta para ello. Una vez pesada la borra de plomo en el balde, es vaciada a la carretilla de acero inoxidable para transportarla a la cuba de limpieza de las borras de plomo, ubicadas en el sector de cabezal de los bancos. Esta operación se realiza las veces que sea necesario, hasta retirar la totalidad de la borra.
1.13 El operador traslada en la carretilla la borra de plomo hacia cabezal del banco, por pasillo
central, hasta el harnero de la cuba de limpieza de borras para retirar los aisladores, esferas u otros elementos, dejándola estilar.
1.14 El operador espera un tiempo prudente y procede a remover la borra en el harnero,
pasando ésta a través de la malla con trama de ½”, quedando en la superficie todos los elementos ajenos a la borra, cayendo la borra de plomo por el chute que desemboca a un tambor plástico de 200 litros con tapa atornillada. Se llena este tambor con borra de plomo, se tapa, rotula y se almacena en un lugar seguro en el cabezal del banco correspondiente, juntándolos hasta que sean retirados por la Empresa RESITER de acuerdo a su programa de retiro de desechos peligrosos, transportándolos al vertedero de plomo ubicado en el botadero industrial. Los elementos que quedan sobre la malla del harnero, se vacían al chute ubicado al costado del harnero y se llevan a un recipiente plástico para juntarlos, lavarlos y llevarlos al botadero industrial.
1.15 El operador debe lavar todos los implementos que se usaron para el retiro de borra
Inmediatamente en la cuba de lavado de ánodos para evitar la contaminación del entorno de la nave.
1.16 Luego el operador al interior de la celda procede a lavar el piso y paredes de la celda,
llevando el agua de lavado hacia el drenaje de la celda y derivándola hacia la canaleta a través del manguerote.

Fundación Educacional Escondida @ 2008 Área Procesos 50
1.17 El operador al interior de la celda debe limpiar el manifold distribuidor de soluciones. Para ello abre las uniones americanas insertas en el manifold para limpiar las esferas que normalmente tapan este manifold y los orificios distribuidores.
1.18 Una vez limpiado el manifold se cierran las uniones americanas y se abre la válvula de alimentación de electrolito a la celda para verificar las condiciones en que quedó el manifold.
1.19 Operador limpia las paredes de la celda con un paño humedecido con diluyente para retirar
los vestigios de orgánico y/o FC-1100 que está adherido a las paredes de la celda. También se Procede a limpiar contacto de barra equipotencial usando para ello lijadora neumática, raspador Metálico o papel lija para fierro.
1.20 El operador procede a normalizar la celda, cerrando el manifold, colocando el tapón en la
línea de drenaje y cerrar la válvula de drenaje lateral y del fondo de la celda.
1.21 Los operadores trasladan el contenedor con esferas para ser lavadas con diluyente y agua caliente a presión, moviendo las esferas al interior del box con escobillón. Luego se retiran las esferas del contenedor y se depositan en tambores plásticos para ser enjuagadas con agua caliente.
1.22 Los operadores depositan las esferas en la celda vacía, antes de llenarla con electrolito y se
abre la válvula de alimentación de electrolito hasta ser llenada y empiece el rebalse por el
Vertedero.
1.23 Una vez llena la celda con electrolito y sus esferas, se procede a devolver los electrodos a la Celda, comenzando por los ánodos y luego los cátodos. Antes de ingresar los ánodos a la celda se les debe limpiar sus contactos con lijadora neumática ó papel lija.
1.24 Una vez normalizada la celda con sus electrodos, esferas y flujo, se avisa al operador del Banco respectivo. Se continúa con el desborre en las otras celdas aisladas, hasta completar el desborre en las 3 celdas aisladas por el marco cortocircuitador, repitiendo los pasos anteriores.
2 Vaciado de celda pasiva que es un apoyo del marco cortocircuitador (PATA)
2.1 Al ingreso a turno, en la planificación de las actividades a realizar durante el turno el Jefe
de Turno de Operaciones EW en conjunto con el Monitor Senior de EW ó quien lo reemplace analizarán las actividades a realizar durante el turno, para la distribución del personal.
2.2 Dentro de estas actividades el Jefe Turno Abra debe informar al Monitor EW, las celdas a desborrar en los bancos correspondientes y las celdas pasivas (pata) a vaciar.
2.3 El Monitor EW instruirá a los operadores de desborre de estas tareas y a los operadores de Puente grúas de la celda pasiva a vaciar en los bancos correspondientes.

Fundación Educacional Escondida @ 2008 Área Procesos 51
2.4 Antes de proceder al vaciado de la “celda pata” , el Monitor de Operaciones EW ó quien lo reemplace debe chequear que se vaciará la celda correcta, de acuerdo a instrucciones impartidas por el Jefe de Turno Abra.
2.5 El Monitor Abra chequeará mediante medición con Amperímetro ó Tester la condición eléctrica de la Celda “pata” a vaciar, para asegurarse que se está en lo correcto.
2.6 Una vez que ha quedado muy claro cual es la celda pata a vaciar, un operador baja al subterráneo dirigiéndose al sector de la celda a vaciar para accionar la válvula lateral para la recuperación de electrolito, mientras el Monitor de Operaciones Abra permanece en la superficie del banco para indicar exactamente la celda a vaciar al operador que se encuentra en el subterráneo.
2.7 Operador abre válvula lateral de drenaje derivando el electrolito a la línea matriz que va a
Los estanques 413 y 414, para recuperarlo. Se mantiene esta condición hasta terminar el desborre de las celdas.
2.8 Antes de retirar el marco cortocircuitador de las celdas en desborre el Monitor de Operaciones EW debe verificar que la celda “pata” vaciada, ha sido llenada con electrolito, observando el vertedero de rebalse de la celda.
3 Retiro de Marco cortocircuitador desde celdas al término del desborre:
3.1 Monitor Operaciones Abra, debe verificar que las celdas están llenas con: sus electrodos
(ánodos y cátodos) y con electrolito, rebalsando por su vertedero.
3.2 Monitor Operaciones Abra se comunica con operador de puente grúa correspondiente, para
proceder a efectuar el cambio de marco cortocircuitador.
3.3 Monitor Operaciones Abra, debe instalar amperímetro ó tester, para verificar corriente de
acuerdo a movimiento de rectificador.
3.4 Operador puente grúa solicita a Sala de Control bajar corriente a 4 KAmp ó 0 KAmp, cuando corresponda, para proceder a retirar el marco.
3.5 Operador Sala de Control informa a Operador Puente Grúa que el rectificador se encuentra
en 4 ó 0 KAmp. , de acuerdo a lo solicitado, valor que es monitoreado por Monitor Opera –
ciones EW con el amperímetro ó tester. Este monitoreo debe durar hasta que el marco
haya sido retirado de las celdas.
3.6 Una vez retirado el marco desde las celdas se comunica a Operador Sala de Control para
que comience a normalizar la corriente en el rectificador a los valores de operación que había al momento de iniciar el desborre.
3.7 Operador Sala de Control informa a Operador Puente Grúa cuando el rectificador haya
alcanzado los 18 KAmp., para que se reinicie la cosecha.
3.8 Monitor Operaciones EW informa a Operador Sala de Control que la operación de

Fundación Educacional Escondida @ 2008 Área Procesos 52
Desborre y cambio de marco ha terminado.
3.9 Se retira Amperímetro ó Tester. Se ordena lainas de contacto. Se retira desechos que se hayan generado durante la operación y se llevan a los contenedores pertinentes, de acuerdo al procedimiento de Manejo de Residuos.
4 Retiro y pesaje de borras de plomo
4.1 Las borras de plomo que fueron confinadas en un extremo al interior de la celda deben ser retiradas de acuerdo a:
El operador debe ingresar al interior de la celda a través de la escalera de FRP soportada en el piso y sobresaliendo 60 centímetros del borde superior de la celda, para entrar y salir en forma segura.
La borra se encuentra junta en el piso de la celda en el extremo opuesto al drenaje de la celda.
Esta tarea debe ser efectuada por 2 operadores
La borra debe ser retirada en parcialidades en un balde 20 litros aforado para un peso de 20 kilos, lo que implica que el balde se llena solo hasta la mitad con una pala plástica para no romper la barrera química del piso de la celda. Esto permite que la tarea se haga con seguridad sin exceder la capacidad física de los operadores generando sobre esfuerzos
Todos los incrementos se suman para obtener el peso total de las borras retiradas de la celda. Este peso aproximado de borras se registra en la planilla correspondiente
El operador que se encuentra en la superficie de la celda recibe el balde y lo deposita en la carretilla de acero inoxidable para ser transportada a la cuba harnero para su limpieza, retirándole los aisladores, esferas, plásticos y otros elementos ajenos a la borra propiamente tal.
La borra depositada en la cuba-harnero es limpiada y se trasvasija a tambores plásticos de 200 litros, con tapa rosca y sello metálico y se transporta a la zona transitoria de almacenaje. Estos tambores son rotulados con los adhesivos correspondientes a Residuos Peligrosos, para su posterior registro en las planillas y retiro por parte de la Empresa Resiter para llevarlos al vertedero de plomo ubicado en el botadero industrial, previamente pesados en romana de patio.
Terminada la operación de retiro de borras de plomo, antes de abandonar la celda se lavan todos los implementos utilizados en el interior de la celda, para evitar contaminación del entorno.
El abandono de la celda se hace accediendo por la escalera de FRP, instalada para el desplazamiento de los operadores, previo retiro de toda la implementación usada, para continuar con el desarrollo del trabajo en otra celda.

Fundación Educacional Escondida @ 2008 Área Procesos 53
8.1.2- CORTOCIRCUITOS
Un cortocircuito es una condición física que hace que la corriente pase entre los
electrodos sin participar en las reacciones electrolíticas.
Las características de los cortocircuitos son:
Voltajes bajos en las celdas.
Menor producción de cobre, por una menor eficiencia de la corriente.
Calentamiento de las barras soporte de los electrodos por la alta corriente
que fluye por la vía de menor resistencia del corte. Las barras soporte calientes
producen una mayor corrosión de las barras y, en casos extremos, al
derretimiento de la barra soporte.
Calentamiento de la placa ánodo, lo que lleva a una mayor producción de
óxido de plomo y a posible descascaramiento. El calentamiento localizado del
electrolito por transferencia de calor desde las placas, también puede aumentar
el riesgo de descascaramiento.
Figura 27 Calentamiento de placa debido a un cortocircuito

Fundación Educacional Escondida @ 2008 Área Procesos 54
La presentación de cortocircuitos entre ánodos y cátodos en las celdas es una
situación indeseable para el proceso debido a que causa diversos efectos adversos
como son los siguientes:
Disminuye la producción de la celda.
Disminuye la eficiencia de corriente.
Favorece la corrosión, degradación y deformación de los ánodos.
Promueve la formación de depósitos delgados, que causan problemas en la
operación de despegue en la máquina.
Incrementa la contaminación por plomo de los cátodos.
Promueve la degradación de materiales plásticos en contacto con los
electrodos cortocircuitados.
Cuando se manifiesta un cortocircuito en un celda, ese par de electrodos está
transportando un alto amperaje y debido a la baja sección de los electrodos, estos
se calientan provocando efectos térmicos adversos, otra consecuencia es que el
voltaje de la celda disminuye de su valor normal.
Causas
Los principales tipos de cortes en la electrodepositación son:
Cortes por proximidad.
Cortes por deposición.
Figura 28 CORTES POR PROXIMIDAD

Fundación Educacional Escondida @ 2008 Área Procesos 55
Los cortes por proximidad se producen cuando la placa cátodo entra en contacto
directo con el ánodo o cuando queda extremadamente cercana al ánodo.
Los cortes por proximidad los producen las placas cátodo dobladas, las placas
madres que cuelgan “fuera de la vertical”, grave desalineación de los electrodos y
ánodos de plomo doblados. Las placas deben pasar “una prueba de posición
colgada”, para que queden “verticales”.
En el peor caso de corte de proximidad hay un contacto directo entre los
electrodos. En otros casos, puede que los electrodos no se alcancen a tocar,
siendo la distancia entre ellos tan pequeña, que corrientes localizadas de muy alta
densidad producen deposiciones nodulares que entran en cortocircuito. En este
caso, el mecanismo final para el cortocircuito es un cortocircuito por deposición que
a su vez es el resultado de la proximidad.
Los cortocircuitos por deposición los causa la inclusión de una partícula conductora
en el depósito catódico. La partícula atrae carga y por esto crece más rápido que el
resto del cátodo a su alrededor. Al continuar el crecimiento se acelera porque atrae
continuamente más corriente, creciendo así más rápido. Finalmente, esta
deposición o crecimiento “nodular” o “dendrítico” entra en contacto con el ánodo y
se forma un cortocircuito “muerto”.
La técnica correctiva tradicional consiste en romper físicamente el cortocircuito por
deposición, usando una varilla de acero inoxidable.
Figura 29 CORTOCIRCUITO POR DEPOSICION

Fundación Educacional Escondida @ 2008 Área Procesos 56
8.1.2.1.- Detección de cortocircuito a) Detección visual
Los electrodos que llevan mucha corriente se calientan y posiblemente derritan el
aislador plástico. Esto puede provocar un incendio. Las barras soporte pueden
quedar al rojo vivo, con un nivel significativo de corriente. Si bien este es un
método de detección muy sencillo, generalmente se percibe después que se ha
producido el daño.
Figura 30 Cortocircuito por nodulación
Figura 31 nódulo

Fundación Educacional Escondida @ 2008 Área Procesos 57
Fig. 23 Detección visual
b) Detección con gaussimetro Este es un sencillo instrumento que es la herramienta predominante para detectar
cortocircuitos en las refinerías electrolíticas. Indica una alta corriente en un cátodo
por la gran fuerza magnética asociada que induce un movimiento en la armadura
de hierro accionada por un resorte que tiene este instrumento. Aunque sencillo,
este instrumento Gauss es en gran medida inefectiva cuando los cortocircuitos
están cerca uno de otro y cuando los cortocircuitos se producen en celdas que
están en el extremo de la sección, debido al traslapo de las fuerzas magnéticas.
Fig. 23 Detección con gaussimetro

Fundación Educacional Escondida @ 2008 Área Procesos 58
Spot 1
56,5
Spot 2
46,6
*>81,2°C
*<40,0°C
40,0
45,0
50,0
55,0
60,0
65,0
70,0
75,0
80,0
c) Detección con Tester/multi-meter Se pueden medir las corrientes de los electrodos y los voltajes de contacto. Los
cortocircuitos producen mayor corriente y mayor corriente de traspaso. A gran
escala, este es un método muy tedioso y que ocupa mucha mano de obra y por lo
general, solo se usa cuando hay que investigar en mayor profundidad una celda o
un par de electrodos.
d) Detección por Métodos infrarojos En las salas electrolíticas existen una serie de técnicas infrarrojos para detectar
cortocircuitos.
Cámaras, manuales o montadas en las grúas, pueden detectar el calor generado
por materiales conductores en los cuales hay cortocircuitos con alta corriente que
indican alta temperatura. Este método es preciso, pero caro.
Los detectores de temperatura infrarrojos manuales son una alternativa más
barata.
La principal ventaja de la detección de cortocircuitos mediante dispositivos
infrarrojos, es la precisión.
El personal a cargo de las celdas no tiene que caminar sobre las celdas para
detectar los cortocircuitos.
Fig. 24 Detección con cámara infrarrojo y su imagen

Fundación Educacional Escondida @ 2008 Área Procesos 59
8.1.2.2.- Sistema de monitoreo del voltaje de las celdas
Algunas plantas a gran escala, utilizan técnicas computarizadas para monitorear el voltaje en las celdas, que miden el voltaje en cada celda. Esto implica un importante costo de capital y de mantención.
Corrección de cortocircuito Los métodos de corrección incluyen:
Quebrar los nódulos con una barra de acero inoxidable.
Enderezar o cambiar los electrodos doblados.
Volver a alinear los electrodos mal puestos.
Aislar los electrodos en corte.
Fig. 25 Cambio de electrodos doblados

Fundación Educacional Escondida @ 2008 Área Procesos 60
8.1.2.3 PROCEDIMIENTO DETECCION Y ELIMINACION DE CORTO CIRCUITOS EN NAVE
EW, DEFINICIONES
MAQUINA TERMOGRAFICA: La termografía es un procedimiento de imágenes que hace visible la radiación de calor (luz infrarroja) de un objeto ó un cuerpo que es invisible al ojo humano. La termografía es un procedimiento de medición sin contacto, lo que permite registrar procedimientos extremadamente rápidos (cortocircuitos, explosiones, incendios, etc.). Con la ayuda de la termografía se pueden registrar y esquematizar mediciones de temperatura sobre áreas. Con la termografía se describe la percepción de la emisión de calor de objetos, máquinas, edificios, etc. Gracias a la termografía se puede hacer una idea exacta sobre posibles pérdidas térmicas o determinar fuentes de calor. Un factor esencial para el termo grama es el grado de emisión del objeto a investigar.
CINTA MARCADORAS: elemento de plástico no adhesivo que sirve para marcar cátodos en la operación de corto circuitos. Se usan de diferentes colores.
Herramientas a utilizar:
Lanzas tipo espada de 1.0 m. Receptáculo para nódulo Tecle neumático ó mecánico Carro ó Atril Manguera Pistola para agua Cámara termográfica, pistola láser o gaussmeter Amperímetro
Verificar y evaluar condiciones de la detección de cortocircuitos de acuerdo a programa diario
de detección de cortocircuitos ya sea antes ó después de la cosecha, según turno que corresponda: A ó B y el uso de la planilla generada por el Programa Voltaje Celdas que indica los cortocircuitos y los circuitos abiertos (sin contacto).
Retirar siempre la planilla que entrega el programa de voltaje a celda general banco, a primera hora por la mañana, para verificar cortocircuitos significativos y aislaciones de cátodos ó ánodos.
Establecer una buena comunicación entre operadores para la realización de la tarea.
Ver anexo de este procedimiento para el retiro de cortocircuitos.
No se debe eliminar cortocircuitos en el lado de la ruta del puente grúa.

Fundación Educacional Escondida @ 2008 Área Procesos 61
Controlar los riesgos asociados a la tarea encomendada verificando el análisis de riesgo operacional (Aro’s) de este procedimiento.
1 ELIMINACION DE CORTOCIRCUITOS 1.1 Una vez efectuada la evaluación de acuerdo a punto anterior, los dos operadores que
realicen la Tarea de eliminación de cortocircuitos le avisarán al operador del banco (operador puente grúa) de la tarea a realizar.
1.2 Los operadores identificarán el grupo que dejó marcado el contra turno y procederán a
trasladar el carro ó atril con tecle al lugar exacto de la celda donde se encuentren los cátodos marcados.
1.3 Una vez puesto el carro ó atril en el lugar uno de los operadores colocará el lazo de
seguridad a la manguera y conectará a la matriz de aire planta, mientras el otro operador colocará el lazo de seguridad en el extremo opuesto y conectara a línea de alimentación del tecle neumático.
1.4 El operador-A abrirá la válvula de la línea de aire. 1.5 El operador-B accionará la botonera del tecle bajando el porta cátodo. El operador-A
instalará el porta cátodo en las ventana de la placa madre. 1.6 El operador-B presionará la botonera subir y una vez arriba el cátodo, el operador A
colocará las trabas de sujeción para el cátodo ubicadas en ambos costados del carro ó atril. 1.7 El operador-B colocará en la parte inferior del cátodo el receptáculo de nódulos. El
operador-A, con la lanza golpeará el nódulo para su retiro del cuerpo de la placa. Este nódulo caerá en el receptáculo de plástico.
1.8 Después retirar receptáculo, limpiar contacto de la barra de la placa madre y barra
equipotencial. 1.9 Levantar sujeciones de la placa madre, girar la placa madre en 180°. 1.10 Volver a colocar placa madre en la celda en el lugar desde donde se retiró y retirar porta
cátodo. 1.11 Luego se procede a inspeccionar el ánodo contiguo a la placa, levantándolo para verificar el
estado de sus aisladores, los que serán reemplazados en el caso que estén deteriorados ó no estén. Si el ánodo se encuentra pandeado, se debe cambiar
1.12 Alinear cátodo y verificar con el amperímetro la circulación de corriente en el cátodo,
asegurándose que esté haciendo contacto. Lo mismo para el ánodo. 1.13 Retire cinta con la cual estaba marcado el cátodo. 1.14 El operador-A cerrará la válvula de la línea de aire y el operador-B accionará el tecle para
eliminar presión residual en la manguera. 1.15 Repita estos pasos para los siguientes cátodos marcados. 1.16 Terminada la operación de eliminación de cortocircuitos, normalizar la celda con la
instalación de tela nomad del grupo, dejando todo ordenado y limpio. 1.17 Fin de la tarea.

Fundación Educacional Escondida @ 2008 Área Procesos 62
2 DETECCION DE CORTOCIRCUITOS
2.1 Dirigirse con el programa diario de cortocircuitos y planilla de Voltaje Celda, al banco que
corresponda para dar inicio a la tarea.
2.2 Una vez identificado el grupo para la detección según programa, los operadores A y B enrollarán las Telas Nomad del grupo, para retirarlas y despejar la celda.
2.3 El operador-A debe instalar manguera con pistola de agua de lavado a la línea de agua
caliente para lavar el grupo a detectar. 2.4 Con la cámara termográfica, pistola láser ó gaussmeter, se procede a detectar los
cortocircuitos celda por celda, para el grupo. O las celdas específicas de acuerdo al programa Voltaje Celdas, marcando los cortocircuitos con cinta, para su posterior eliminación.
2.5 Anotar la cantidad de cortocircuitos detectados en la celda y su grupo, para el registro.
No olvidar que esta información pertenece al SGA por ser un Aspecto Ambiental Significativo (consumo de energía)
2.6 Todo los cortes detectado quedan para que sean eliminados por el contra turno. Si se
genera tiempo después de haber eliminado los cortocircuitos marcados por el contra turno, se comienza su eliminación en el mismo turno.
2.7 Fin de la tarea.