Embed Size (px)
Citation preview

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
455
8 Mischen 456
8.1 Mischen von Partikelsystemen ................................................... 457
8.1.1 Kennzeichnung des Mischungszustandes der Partikelsysteme457
8.1.1.1 Kennzeichnung der Güte einer realen Mischung .......... 458
8.1.1.2 Stochastische Homogenität und Modell der idealen Zufallsmischung ............................................................ 460
8.1.1.3 Kennzeichnung der Mischgüte ...................................... 464
8.1.2 Kinetik des Mischens von Partikelsystemen ........................ 464
8.1.3 Auslegung der Mischkinetik ................................................. 467
8.2 Mischer für Partikelsysteme ....................................................... 468
8.2.1 Rotierende Mischbehälter ..................................................... 468
8.2.1.1 Prozessbedingungen ...................................................... 468
8.2.1.2 Auslegung ...................................................................... 469
8.2.2 Zwangsmischer mit Agitationsorganen ................................ 470
8.2.3 Homogenisiersilos (mit festen Einbauten) ........................... 470
8.2.4 Pneumatische Mischer .......................................................... 471
8.3 Durchströmungsverhalten von Partikelschichten ....................... 471
8.3.1 Kontinuumsmechanisches Durchströmungsmodell ............. 473
8.3.1.1 Rohrdurchströmung ....................................................... 473
8.3.1.2 Druckverlust bei der Durchströmung einer Schüttung .. 475
8.3.2 Durchströmung von Wirbelschichten ................................... 479
8.3.2.1 Fluidisationsverhalten und Lockerungspunkt ............... 479
8.3.2.2 Partikelmechanischer Modellansatz .............................. 483
8.3.2.3 Auslegung von Wirbelschichtmischern......................... 486
8.3.2.4 Strahlmischer ................................................................. 488
8.4 Schwerpunkte und Kompetenzen ............................................... 488

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
456
8 Mischen Das Mischen stellt die Umkehrung des Trennens dar. Unterschiedlich zu-sammengesetzte Eingangsstoffe (Komponenten) werden in einen Prozess-raum eingebracht und mit dem Ziel verarbeitet, eine möglichst gleichmäßige Verteilung der kleinstmöglichen Mischungsbestandteile (Elemente) über das Mischungsvolumen hinweg zu erreichen, d.h. jede Probe des Mischgutes soll möglichst die Zusammensetzung aufweisen, die dem gesamten Mischgut entspricht. In Abhängigkeit vom Prozessziel lassen sich somit folgende Mischprozesse abgrenzen: a) Die Erzeugung stochastisch homogener, grobdisperser Stoffsysteme.
Hierzu zählen Mischungen körniger Stoffe sowie auch Suspensionen und Emulsionen.
b) Das Mischen von vollständig ineinander löslichen Flüssigkeiten oder von Gasen. Das Grobvermischen ist hierbei der geschwindigkeitsbestimmen-de Schritt, so dass auch diese Mischprozesse der mechanischen Verfah-renstechnik zuzuordnen sind.
c) Die Erzeugung eines Mehrphasensystems im Prozessraum als Voraus-setzung für den Ablauf überlagerter Mikroprozesse, z. B. beim
* Flotieren, * bei der Flockung und
* beim Stoffübergang zwischen der dispersen und der kontinuierli-chen Phase.
Ist die disperse Phase ein Fluid oder besteht sie aus Agglomeraten, so kann die Hydrodynamik im Prozessraum - insbesondere die Turbulenz (s. Ab-schn. 4.2 MVT_e_4.doc) - die Partikelgrößen bestimmen. Mischprozesse erfordern die Erzeugung von Relativbewegungen im Mischgut, die ein breites Größenspektrum von Stoffballen bis zum Einzel-teilchen umfassen. Wichtig ist weiterhin, dass das gesamte Gut davon er-fasst wird. Durch die Umwälzung im Prozessraum und den Austausch von Stoffballen zwischen den einzelnen Strombahnen erfolgt ein grober Kon-zentrationsausgleich. Bestimmend für diese Ausgleichsprozesse ist der Dif-fusionskoeffizient Dt,i (s. Abschn. 4.2.2.1 MVT_e_4.doc - Diffusionskoeffi-zient_turb). Diesem als Grobvermischen oder Konvektionsmischen bezeichneten Vorgang muss das Feinvermischen überlagert sein. Durch die Feinstruktur der Bewegungen entsteht bei grobdispersen Systemen ein Platzwechsel be-nachbarter Partikeln; in fluiden Einphasensystemen erfolgt eine ballen- bzw. schlierenförmige Verteilung der Komponenten ineinander. Der Konzentrati-onsausgleich zwischen diesen Ballen bzw. Schlieren geschieht durch mole-

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
457
kulare Austauschvorgänge (siehe 6.4 MVT_e_6.doc - Kolmogoroff_DGl), die jedoch nicht für den Mischvorgang geschwindigkeitsbestimmend sind.
(Folie 8.1)
8.1 Mischen von Partikelsystemen Das Mischen körniger Stoffe besitzt eine große Anwendungsbreite in der - Grundstoff-, - der Baustoff-, - der Lebensmittel-, - der chemischen sowie - der pharmazeutischen Industrie. Die zu mischenden körnigen Stoffe können sich in der stofflichen Zusam-mensetzung und in ihren physikalischen Eigenschaften voneinander unter-scheiden. Beim Aufgeben der Ausgangsstoffe in den Prozessraum liegt eine mehr oder weniger vollständige Entmischung vor. Prozessziel ist der Abbau von Inhomogenitäten und eine möglichst weitgehende Annäherung an den Zustand der vollständigen oder idealen Zufallsmischung. 8.1.1 Kennzeichnung des Mischungszustandes der Partikelsysteme Die Mischgüte im Sinne einer Prozessgüte wird zweckmäßigerweise durch die mittlere quadratische Abweichung (Varianz) der betrachteten Kompo-nentenkonzentration (-anteile) in Proben der Zusammensetzung der Ge-samtmischung beurteilt. Die durch zufälligen Platzwechsel der Elemente des Mischgutes im Prozessraum beste erreichbare Mischgüte ist die stochasti-sche Homogenität bzw. die Mischgüte der vollständigen oder idealen Zu-fallsmischung. Stochastische Homogenität liegt dann vor, wenn die Wahrscheinlichkeit, ein Partikel der unabhängig voneinander zu betrachtenden Mischungsbe-standteile in einem beliebigen Volumenelement des gesamten Prozess-raumes anzutreffen, für alle gleichgroßen Volumenelemente gleich ist. Diese Definition gilt streng nur für die räumliche Verteilung von Punkten; bei räumlich ausgedehnten Partikeln gilt sie angenähert, wenn deren Volumen-anteil sehr klein ist. Bei größeren Anteilen nehmen sich nämlich die Partikel gegenseitig Raum weg. Die Zufallsmischung baut sich dann sukzessiv von Partikel zu Partikel auf /8.1/. Sind die Partikeln der zu mischenden Komponenten sehr klein, wie z. B. bei den Molekülen von Gasen bzw. ineinander löslicher Flüssigkeiten, dann wird die beste messbare Mischgüte nicht durch die zufällige Verteilung der Partikeln, sondern durch die Genauigkeit der benutzten Konzentrations-messmethode begrenzt. Demgegenüber sind in dispersen Systemen die Ein-

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
458
zelteilchen gegenüber dem Probenumfang nicht mehr vernachlässigbar. Damit wird die zufällige Verteilung der Partikeln für die bestmögliche Mischgüte bestimmend. Die Varianz von Zufallsmischungen kann mit verschiedenartigen Metho-den untersucht werden (siehe z. B. /8.2, 8.3, 8.4/). Gewöhnlich werden Pro-ben konstanter Masse zugrunde gelegt und die Massenanteile einer ausge-wählten, gut messbaren Komponente k µk = mk/m als Bewertungsgrößen benutzt. Es ist aber auch denkbar, Proben gleicher Partikelanzahl zu ziehen und die Anzahlanteile ak = Nk/N zu wählen. Neben der Art der Messgröße und der Probengröße beeinflussen die Anteile der Gemischkomponenten sowie deren Partikelgrößenverteilung die Varianz
2zσ der vollständigen Zufallsmischung:
Mischungen körniger Stoffe entstehen durch ungerichtete (zufällige) Rela-tivbewegungen von Stoffballen und Einzelpartikeln (siehe auch Diffusion im Kapitel 4.2 MVT_e_4neu.pdf). Deshalb kann man als Ergebnis nur eine Zufallsanordnung und keine regelmäßige Anordnung erwarten. Die Folie 8.2 verdeutlicht dies am Beispiel eines binären Gemisches. Für eine schematische Kennzeichnung der Mischungszuständen eines körni-gen Produktes unterscheidet man die: a) vollständige Entmischung b) regelmäßige Verteilung (ideale Mischung) c) Zufallsmischung Mischprozesse streben Gleichgewichtszuständen zu, die man als vollständi-ge bzw. ideale Zufallsmischungen oder stochastische Homogenität be-zeichnet. Davon ab weichende Zustände haben als unvollständige Mischun-gen oder als Entmischungen zu gelten. Anhand von c) erkennt man, dass bei der Entnahme von Proben gleichen Umfangs aus dem Gemisch deren Zusammensetzung um einen Mittelwert streuen wird. Die Streuung hängt in entscheidendem Maße von der Proben-größe ab (Vergleich: Einzelkorn - "Probe" des gesamten Kollektivs). 8.1.1.1 Kennzeichnung der Güte einer realen Mischung Nachfolgende Bemerkungen sind auf ein Zweikomponentengemisch zu-geschnitten (binäres System). Jedes Mehrkomponenten-Gemisch lässt sich auf ein binäres System zurückführen: Komponenten (1) und (2) Massen m1 und m2 mit m1 + m2 = m und den Masseanteile:
mm1
1=µ und mm2
2 =µ , sowie 121 =µ+µ . (8.1)

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
459
µ1 und µ2 entsprechen damit den Erwartungswerten der Zusammensetzung von n Proben, die aus der Mischung gezogen werden. Da es sich jedoch um eine Zufallsmischung handelt, wird die tatsächliche Probenzusammenset-zung um die Erwartungswerte schwanken. Zerlegt man zunächst die Gesamtmasse m vollständig in n gleich große Teilmassen mj (j = 1, 2, ... n), so wird selbstverständlich auch die Zusam-mensetzung dieser Teilmassen um die Erwartungswerte schwanken. Für die Zusammensetzung jeder Teilmasse mj gilt dann: mj = m1,j + m2,j bzw. für die Masseanteile µ1,j und µ2,j:
mm j,1
j,1 =µ und m
m j,2j,2 =µ , sowie 1j,2j,1 =µ+µ . (8.2)
Da die n Teilmassen insgesamt der Masse der Gesamtmischung entsprechen, gilt die Gleichheit mit den Erwartungswerten:
∑=
µ⋅=µn
1jj,11 n
1 und ∑=
µ⋅=µn
1jj,22 n
1 . (8.3)
Zur Kennzeichnung der Gleichförmigkeit der Mischung kann man die auf die bekannten Erwartungswerte µ1 und µ2 bezogenen Varianzen der Mas-senanteile µP,j und µQ,j in den Teilmassen benutzen ( Folie 8.3.2a):
( )∑=
µ−µ⋅=σn
1j
21j,1
21 n
1 und ( )∑=
µ−µ⋅=σn
1j
22j,1
22 n
1 . (8.4)
Da für jede Teilmasse die Komponentenbilanz gilt:
1j,2j,1 =µ+µ und ( ) ( ) ( ) 01 212j,21j,1 =µ+µ−=µ−µ+µ−µ (8.5)
ist auch
( ) ( )22j,22
1j,1 µ−µ=µ−µ bzw. σ=σ=σ 21 . (8.6)
Zu beachten ist jedoch, dass σ2 von der Größe der Teilmassen mj, dem Ver-hältnis µ1/µ2 und von den Partikelgrößenverteilungen der Komponenten abhängt. Folglich sind für die Varianz auch deren Parameter mit anzugeben. Verfolgt man den zeitlichen Ablauf eines Mischvorganges, so strebt die Va-rianz einem Grenzwert zu 22
tlim ∞
∞→σ=σ .
Im nachfolgenden Abschnitt wird dieser Grenzwert auf Grundlage des Mo-dells der vollständigen oder idealen Zufallsmischung bestimmt. Praktisch ist es jedoch nicht sinnvoll, die Mischung in sämtliche n Teilmas-sen zu zerlegen und diese hinsichtlich ihrer Zusammensetzung zu untersu-chen. Deshalb muss die Untersuchung auf eine bestimmte Zahl von nP Pro-ben, d.h. Stichprobe, beschränkt bleiben. Mit Hilfe dieser Proben (nP < n) wird eine Schätzung von σ2 für die insgesamt n Teilmassen umfassende

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
460
Grundgesamtheit vorgenommen. Dabei existieren bekanntlich zwei Mög-lichkeiten: a) Der Erwartungswert µ1 der Gemischzusammensetzung ist bekannt.
Dies ist bei satzweise arbeitenden Mischern der Fall, denen bekannte Masse der Komponenten aufgegeben werden. Dann lautet die Schätzung
2~s für die Varianz (Folie 8.3.2a):
( )∑=
µ−µ⋅=Pn
1j
21j,1
P
2
n1s~ . (8.7)
b) Der Erwartungswert µ1 für die Gemischzusammensetzung ist nicht be-kannt und muss selbst geschätzt werden, und zwar (Folie 8.3.2b):
∑=
µ⋅=µPn
1jj,1
P1 n
1 . (8.8)
Dann lautet die Schätzung für die Varianz:
( )∑=
µ−µ⋅−
=Pn
1j
21j,1
P
2
1n1s~ . (8.9)
Ein einwandfrei arbeitender Mischer sollte im Stande sein, den Zustand der idealen Unordnung herzustellen, der in einer idealen Zufallsmischung mit
2Zσ verwirklicht ist. Wenn keine störenden Einflüsse vorliegen, gilt:
2Z
22min σ=σ=σ ∞ . (8.10)
Andererseits liegt der Maximalwert der Varianz bei vollständiger Ent-mischung vor. Bei einer Zweikomponenten-Mischung kann dann eine Probe entweder die Komponente (1) µ1,j = 1 , µ2,j = 0 oder die Komponente (2) µ2,j = 1 enthalten
( ) 21112max 1 µ⋅µ=µ−⋅µ=σ . (8.11)
8.1.1.2 Stochastische Homogenität und Modell der idealen Zufallsmischung Nun ist die Frage zu beantworten, wie ein Gemisch bei Vorliegen idealer Zufallsordnung (Unordnung) aufgebaut ist, d.h. wie groß 2
Zσ ist.
Die Beantwortung läuft darauf hinaus, bei Kenntnis der Partikelgrößenverteilungen und der Masseanteile der Komponenten sowie bei vorgeschriebener Probenmasse eine Aussage über den im günstigsten Fall erreichbaren Mischungszustand zu machen. Die Beantwortung geschieht mit Hilfe einer von STANGE1 [8.4] für ein Zweikomponenten-System entwickelten Modellvorstellung:
Dr.- Ing.habil. J. Tomas 1992 1 Stange, K., Die Mischgüte einer Zufallsmischung als Grundlage zur Beurteilung von Mischversuchen, Chem.-Ing.-Techn. 26 (1954) 331-337

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
461
Die Partikelgrößenverteilung beider Komponenten werden dabei mit Hilfe der mittleren Partikelmassen 1m und 2m sowie der Varianzen 2
1σ und 22σ der Partikelmassen aus den Anzahlverteilungen Q0(d) beschrieben. Für
die beiden mittleren Partikelmassen wird das 3. Moment entweder der q3(d)-Verteilungen der Mengenart Masse (s. MVT_e_1neu.doc#kte_Anfangsmo-ment)
∑∫=
−−µ
⋅π
ρ≈
⋅
⋅π
ρ=⋅π
ρ= N
1i3
i,m
3,is
3
d
d
3s
3,3s
d
16
)d(d)d(qd
16)d(M
16
mo
u
(8.12)
oder der jeweiligen Anzahlverteilungen herangezogen )d(M6
m 0,3s ⋅π
ρ= :
∑∫=
µ⋅⋅π
ρ≈⋅⋅π
ρ=⋅π
ρ=N
1i0,i
3i,m11,s10
d
d
311,s10,31,s1 d
6)d(d)d(qd
6)d(M
6m
o,1
u,1
(8.13)
∑∫=
µ⋅⋅π
ρ≈⋅⋅π
ρ=⋅π
ρ=N
1i0,i
3i,m22,s20
d
d
321,s20,32,s2 d
6)d(d)d(qd
6)d(M
6m
o,2
u,2
(8.14)
Die Varianzen 21σ und 2
2σ werden mit Hilfe des zweiten zentralen Momen-
tes der Partikelvolumen )d(M 30,2d 0,m
und -massen )d(M36
30,2d
22s
20,m
⋅π
ρ=σ
berechnet (siehe MVT_e_1neu.doc#zweite_Moment_Varianz):
( ) ( )∑∫=
µ⋅−π
ρ≈⋅−π
ρ=σN
1i0,i
230,m1
3i,m1
22
1,s10
d
d
230,m1
31
22
1,s21 dd
36)d(d)d(qdd
36
o,1
u,1
(8.15)
( ) ( )∑∫=
µ⋅−π
ρ≈⋅−π
ρ=σN
1i0,i
230,m2
3i,m2
22
2,s20
d
d
230,m2
32
22
2,s22 dd
36)d(d)d(qdd
36
o,2
u,2
(8.16)
Im Falle von Normalverteilungen der Partikelgrößen (-massen) können die Standardabweichungen auch wie folgt ermittelt werden (siehe MVT_e_-1neu.doc#Standardabweichung_NVT):
( )30,16,1
30,84,11,s1 dd
12−⋅
πρ=σ (8.17)
( )30,16,2
30,84,22,s2 dd
12−⋅
πρ=σ (8.18)
Somit erhält man die dimensionslosen Variationskoeffizienten:
111 m/v σ= und 222 m/v σ= . (8.19)
Das binäre Gemisch bestehe aus N = N1 + N2 Partikeln, und zwar N1 der Komponente (1) und N2 der Komponente (2). Somit ergeben sich die Partikelanzahlanteile zu:
N/Na 11 = und N/Na 22 = mit 1aa 21 =+ . (8.20)

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
462 Für die mittlere Partikelmasse sm der Mischung erhält man nunmehr:
221122
11
s mamamNNm
NNm ⋅+⋅=⋅+⋅= . (8.21)
Weiterhin bestehen folgende Beziehungen für die Gesamtmassen der Kom-ponenten (1) und (2):
111 mNm ⋅= und 222 mNm ⋅= (8.22)
und für die Gesamtmasse der Mischung m = m1 + m2:
smNm ⋅= . (8.23)
Mit Hilfe der letzten Gleichungen lassen sich m/m11 =µ und m/m22 =µ umformen
1s
1
s
111 a
mm
NmNm
⋅=⋅⋅
=µ und 2s
2
s
222 a
mm
NmNm
⋅=⋅⋅
=µ (8.24)
und es ergibt sich weiterhin aus der Anzahlbilanz a1 + a2 = 1:
s2
2
1
1
m1
mm=
µ+
µ . (8.25)
Mit Hilfe dieser Gl.(8.25) ist nun die mittlere Partikelmasse sm der Mi-
schung aus den Masseanteilen der Komponenten und den mittleren Partikelmassen beider Komponenten berechenbar. Ähnliche Beziehungen kann man auf eine Probe mit der Masse mp anwen-den. Damit erhält man die Grundlagen für die Berechnung der Varianz 2
Zσ
der vollständigen Zufallsmischung ⇒ Modell von STANGE!. Die Berechnung geschieht mit Hilfe der Fehlerfortpflanzungsgesetze (siehe entsprechende Literatur).
Von den zur Bestimmung von 2Zσ vorgeschlagenen Modellen soll hier auf
das von STANGE1 /8.4/ entwickelte zurückgegriffen werden (Folie 8.3.3). Es geht zunächst von konstanter (bzw. angenähert konstanter) Probemasse, aber zugleich auch von angenähert konstanter Partikelzahl in den Proben aus. Es berücksichtigt die Partikelgrößenverteilungen der Komponenten in Form der Anzahlverteilungen Q0(mj) der Partikelmassen, und zwar durch die mittleren Partikelmassen 1m bzw. 2m der Komponenten 1 und 2 sowie der Varianzen 2
1σ bzw. 22σ der Partikelmasseverteilungen. Nach STANGE
gilt für die Varianz der vollständigen Zufallsmischung (mp Probemasse):
( ) ( )[ ]2112
2221
p
212Z v1mv1m
m+⋅⋅µ++⋅⋅µ⋅
µ⋅µ=σ und (8.26)
111 m/v σ= bzw. 222 m/v σ= (8.19)
die Variationskoeffizienten der Partikelmasseverteilungen bedeuten.

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
463
Damit liegt eine praktisch handhabbare Formel zur Bestimmung der Varianz der Probenzusammensetzung vor. Man erkennt daraus deutlich den Einfluss der Gemischanteile µ, der Feinheit )d(m und der Gleichmäßigkeit v(d) ihrer Partikelgrößenverteilungen sowie der Probemasse mP auf 2
Zσ .
Es liegt nahe, die Aussagemöglichkeiten von Gl.(8.26) für folgende Sonder-fälle der Produkt- und Gemischeigenschaften zu prüfen: a) Beide Komponenten weisen enge Partikelgrößenverteilungen auf, d.h.
021 →v und 02
2 →v :
[ ] [ ]
µ+
µµµ=µ+µ⋅
µµ=µ+µ
µµ≈σ
1
2
1
121
p
211221
21
21
p
211221
p
212Z mm
mmm
mmmmmm
mmm
m
s
21
p
212Z m
mmm
⋅⋅
µ⋅µ≈σ (8.27)
da gemäß Anzahlbilanz
s2211 m/1m/m/ =µ+µ (8.25)
gilt, wenn sm die mittlere Partikelmasse der Mischung ist.
Für Gleichkorn mit m1 = m2 = ms erhält man, da mp/ms = N die Partikelanzahl in der Probe ist
N212
Zµ⋅µ
≈σ . (8.28)
b) Die Partikelmasseverteilungen der Komponenten sind einander weitge-hend ähnlich, d.h. s21 mmm ≈≈ und :vv 2
221 ≈
( )2s
p
212Z v1m
m+⋅⋅
µ⋅µ≈σ . (8.29)
Anhand von Gl.(8.29) wird besonders deutlich, dass 2Zσ mit zunehmen-
der Feinheit und der Gleichmäßigkeit der Komponenten fällt. c) Der Anteil einer Komponente überwiegt beträchtlich den der anderen (µ1
≥ 0,9), sowie 1m und 2m bzw. 21v und 2
2v liegen jeweils in der glei-
chen Größenordnung:
( )222
p
212Z v1m
m+⋅⋅
µ⋅µ≈σ . (8.30)
2Zσ wird dann in erster Linie von der Feinheit und dem Variationskoeffi-
zienten der Komponente bestimmt, die mit geringem Anteil enthalten ist. d) Die Masseanteile der beiden Komponenten sind etwa gleich µ1≈ µ2, aber
eine ist wesentlich gröber als die andere d1/d2 ≈10 → :10m/m 321 ≈
( )211
p
212Z v1m
m+⋅⋅
µ⋅µ≈σ . (8.31)
In diesem Fall wird 2Zσ vor allem von der Partikelgrößenverteilung der
gröberen Komponente bestimmt.

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
464
Es verbleibt noch hinzuzufügen, dass sich dieses Modell auch auf Mehr-komponenten-Mischungen anwenden lässt, weil sich diese immer auf binäre Systeme zurückführen lassen, indem man außer der jeweils zu betrachtenden Komponente alle anderen zu einer gemeinsamen Ersatzkomponenten zu-sammenfasst, siehe Fall c) und Gl.(8.30). 8.1.1.3 Kennzeichnung der Mischgüte Zur Beurteilung der Mischgüte ist daher nur Nachweis der örtlichen Vertei-lung einer charakteristischen Komponente (z.B. farblich markierter Partikel oder Verwendung einer feineren Größenfraktion) mit - verhältnismäßig geringer Konzentration, - guter Analysierbarkeit (Farbe oder Siebung) notwendig! Ein Maß zur Beurteilung der Mischgüte lässt sich mit den Standardabwei-chungen Gln.(8.7), (8.11) und (8.26) wie folgt definieren:
s~/MG Z1 σ= ⇒ ( ) 1...0...s~/ ZmaxZ =σσ=σ , (8.32)
Mit Hilfe der Varianzen schlägt LACEY2 vor:
2Z
2max
22max
2s~MGσ−σ
−σ= ⇒
( ) 1...0...s~2Z
2max
2Z
2max
22max =
σ−σσσ=−σ (8.33)
Unter Verzicht der Berechnung von σZ wesentlich einfacher:
max3 /s~1MG σ−= ⇒ ( ) 1...0/...s~1 maxZmax =σσσ=− . (8.34)
Komplementär folgt ein Entmischungs- oder Segregationsindex2:
MG1SI −= ⇒ 0...1SI = (8.35)
Das Modell der idealen Zufallsmischung lässt sich nicht auf alle Mischvor-gänge anwenden. Es setzt nämlich voraus, dass die Erwartungswerte für die Anteile der Komponenten über das Volumen hinweg konstant sind. 8.1.2 Kinetik des Mischens von Partikelsystemen Als Wirkprinzipien des Mischens von Partikelsystemen werden der Eintrag mechanischer Energie durch a) rotierende Prozessräume, b) Agitationsorgane, c) Durchströmung mittels Fluide angewandt ( Folie 8.4). Für die Beurteilung eines Mischprozesses ist die zeitliche Veränderung der Varianz )t(s2 des Mischgutes von Interesse, die
mit der Varianz
Dr.- Ing.habil. J. Tomas 1992 2 Lacey, P.M.C. Developments in the theory of mixing, J. Appl. Chem. (1954) 257-268

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
465
212max
20s µ⋅µ=σ= (8.36)
des Anfangszustandes beginnt und die die Varianz 2Zσ der vollständigen
Zufallsmischung erreichen sollte, aber meist nicht erreichen kann. Werden in einem stillstehenden Mischer, z. B. in einen Trommelmischer (Folie 8.5), nacheinander zwei verschiedene Feststoffe aufgegeben, so liegt im Anfangszustand das System noch völlig entmischt vor (Folie 8.6.5). Pro-ben, die im unteren Teil des Mischers entnommen werden, enthalten nur Partikeln der betrachteten Komponente (schwarze Kugeln), d.h. µ1,j = 1, Bereich 0 < z < H1 für Kurve für t = 0. Entsprechend gilt für Proben, die dem oberen Volumenteil entnommen werden: µ1,j = 0, Bereich H1 < z < HG. Die für diesen Zustand der vollständigen Entmischung ermittelte Varianz der Proben berechnet sich nach der obigen Gl.(8.36). Beim Einschalten der Drehbewegung beginnt der Mischvorgang, durch den die systematischen, d.h. ortsabhängigen, Abweichungen der Zusammenset-zung der Einzelproben abgebaut werden. Entsprechend dem Zufallscharak-ter der Probenzusammensetzung streuen die Messwerte der Einzelproben um Ausgleichskurven (Folie 8.6). Aus den zu verschiedenen Zeiten nach Mischbeginn jeweils gleichzeitig entnommenen Proben können nach Gl.(8.7) oder (8.9) die experimentell ermittelten Varianzen des jeweiligen Mischungszustandes berechnet werden (Folie 8.6.6). Für den zeitlichen Verlauf der Gesamtvarianz gilt entsprechend:
)t()t()t(s 2Syst
2Mu
2Z
2 σ+σ+σ= . (8.37)
Hierbei stellt )t(2Zσ die Varianz der Zufallsschwankungen dar, die nach
genügend langer Mischzeit in die Varianz 2Zσ der vollständigen Zufalls-
mischung übergeht. 2Muσ ist die Varianz der Messungenauigkeit und
hängt nicht von der Zeit ab. )t(2Systσ ist die Varianz der systematischen
Konzentrationsverteilung. Letztere ist das eigentliche Kriterium für die Beurteilung eines Prozesses in einer gegebenen Ausrüstung. Treten im Prozessraum keine Entmischungserscheinungen auf, so gilt der Mischvorgang als abgeschlossen, wenn die systematischen Abweichungen Null geworden sind:
0)tt( 1Kurve,Misch2Syst =≥σ . (Folie 8.6.6, Kurve 1).
Die bei der Probenahme experimentell bestimmten Varianzen streuen bei t > tM Mischzeit innerhalb des Toleranzbereiches um 2
Zσ , falls 2
Z2Mu σ<<σ gilt.
Da der Zustand der vollständigen Zufallsmischung erreicht ist, tritt auch durch eine beliebige Verlängerung des Mischprozesses keine Veränderung des Mischungszustandes mehr auf. Die Zeitdifferenz vom Einschalten bis

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
466
zum Erreichen der stochastischen Homogenität wird als Mischzeit tM be-zeichnet. Unterscheiden sich die Mischungskomponenten wesentlich bezüglich - Dichte und/oder - Partikelgröße, so treten im Prozessraum neben den mischenden Vorgängen auch ent-mischende auf. Systematische Abweichungen der Probenzusammensetzung sind die Folge. Diese streben einem Grenzwert )t(2
Syst ∞→σ zu. Die experi-
mentell ermittelten Varianzen s2 streuen für t → ∞ um den Betrag 2Z
2,Syst σ+σ ∞ , falls 2
Muσ vernachlässigbar ist. 2,Syst ∞σ hängt dabei von den
Merkmalen des Mischprozesses - Mischerbauart, - Betriebsweise und den - genannten Eigenschaftsunterschieden der Komponenten ab. Die Annäherung an den Endzustand geschieht je nach Aufgabeart unter-schiedlich: - Gibt man z. B. die Partikeln mit der höheren Dichte über denen mit der
niedrigeren Dichte auf, so durchläuft der Mischprozess einen Zustand, bei dem ein Minimum der experimentell ermittelten Varianz 2
mins erreicht
wird, weil die entmischenden Vorgänge anfänglich die mischenden un-terstützen, bevor das Gleichgewicht zwischen beiden erreicht ist (Folie 8.6.6, Kurve 2). Letzteres ist durch eine gewisse Anreicherung der spezi-fisch schwereren Komponente im unteren Teil des Gemisches gekenn-zeichnet. Wird der Mischprozess beim Erreichen von 2
mins abgebrochen,
so ist ein Mischungszustand realisiert, der zwar schlechter als der der vollständigen Zufallsmischung, aber besser als der des Endzustandes ist:
2Z
2Syst
2min
2Z )t(s σ+∞→σ<<σ .
- Wird demgegenüber die spezifisch leichtere Komponente auf die spezi-fisch schwerere aufgegeben, so wird dieses Minimum nicht durchlaufen (Folie 8.6.6, Kurve 3).
Zur Beschreibung der Kinetik eines Mischprozesses liegt es zunächst nahe, von einer entsprechend angepassten Form der allgemeinen Prozessgleichung auszugehen und den Zusammenhang zur Zeitabhängigkeit der Varianz s2(t) herzustellen. Der Diffusionskoeffizient Dj beschreibt dann die Intensität der Mischbewegung und mit Hilfe der Transportgeschwindigkeit vj lassen sich entmischende Vorgänge berücksichtigen. Unabhängig davon ist eine Reihe von empirischen Modellen entwickelt worden (s. z. B. /8.11 bis 8.13/). Eine Reihe von Lösungen dieses Problems ist unter Berücksichtigung vereinfachender Annahmen inzwischen unter-breitet worden (s. z. B. /8.8, 8.9, 8.10/).

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
467
8.1.3 Auslegung der Mischkinetik Für den spezifischen Leistungsbedarf gilt bei Maßstabsübertragung für diskontinuierlicher Betriebsweise:
P/m = const. (8.38)
m Mischgutmasse bzw. für kontinuierlichem Betrieb der spezifische Arbeitsbedarf:
.constm/P = (8.39)
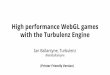
m Mischgutdurchsatz Siehe auch das Modell eines idealen Mischers, Bild 8.1:
t
µ1,0
t
µ1,A
A
E1µ1
µ1
E2=0
Bild 8.1: Modell eines idealen Mischers (Rührkessel, stirred tank) Gesamtbilanz im stationären Betrieb, wenn 0m 2E = :
A1E mm0dtdm
−== . (8.40)
Komponentenbilanz für Komp. 1:
1A1E1 mm
dtdm
−= 1AA
1EE1
mm
mm
dtmdm
µ⋅−µ⋅=⋅
(8.41)
und für µ1 = µA1, für t = 0 → µA1 = 0 als Anfangsbedingung, der obigen Ge-samtbilanz sowie mit der mittleren Verweilzeit m/mt AV = :
( )11EV
1
t1
dtd
µ−µ⋅=µ ∫∫ ⋅=
µ−µµµ t
0V0 11E
1 dtt1d1
V1E
11E
ttln −=
µµ−µ
−⋅µ=µ
V1E1 t
texp1 . (8.42)
163V Ttt == Zeitkonstante für T1 – Übergangsverhalten, wenn 63% des
Anfangswertes µ1E erreicht werden Siehe auch Verweilzeitverteilungsproblematik Abschnitt 6.4 MVT_e_6.doc.

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
468
8.2 Mischer für Partikelsysteme
In Partikelsysteme geschieht das Grobvermischen durch eine laufende Um-lagerung des Mischgutes im Prozessraum. Hierzu werden die in Folie 8.4 dargestellten Wirkprinzipien - rotierende Prozessräume, - Agitations- oder Rührorgane, - Durchströmung von Schüttungen verwendet. Das Feinvermischen, bei dem ein Platzwechsel benachbarter Partikel erfolgt, erfordert eine zumindest örtliche Auflockerung der Schüt-tung, um einerseits die Beweglichkeit der Partikeln gegeneinander zu erhö-hen und um andererseits durch Stöße zwischen den Partikeln vorhandene Haftkräfte zu überwinden. Unterscheiden sich in gut fließfähigen Schüttgü-tern einzelne Komponenten der Mischung erheblich in ihrer - Dichte und/oder in ihrer - Partikelgröße, so können durch die Bewegungsvorgänge im Prozessraum Entmischungs-erscheinungen auftreten. Entscheidend für die Auswahl des Wirkprinzips und damit des Typs des Mischers sind - die Fließfähigkeit des Mischgutes (s. Abschn. 6.2.4) und davon abhängig - die Neigung zur Entmischung sowie - die Neigung zur Agglomeratbildung. Gut fließfähige Schüttungen können durch alle drei Wirkprinzipien homo-genisiert werden. Für feuchte körnige Systeme mit geringer Fließfähigkeit (kohäsiv bis klebrig) sind Mischer mit Agitationsorganen einzusetzen. Für fluidisierbare Pulver eignen sich auch pneumatische Mischer. Neigt das zu mischende Gut zur Triboaufladung (s. Abschn. 5.3.3 LB MVT) und einer damit verbundenen Agglomeration, so kann dem durch geeignete Zusatzstoffe entgegengewirkt werden. Ansonsten ist die Zerstörung der Ag-glomerate durch Scherwerkzeuge oder Walzen notwendig. 8.2.1 Rotierende Mischbehälter 8.2.1.1 Prozessbedingungen Mischer dieser Art werden in der Fachliteratur als Trommel-, Schwerkraft- oder Freifallmischer bezeichnet. Charakteristisch für diese Mischer ist der rotierende Prozessraum, in dem das Mischgut umgewälzt wird. Der Rotation kann eine Taumelbewegung überlagert sein. Die wichtigste Grundform des Prozessraumes ist die Trom-mel (zylindrisch, zylindrisch-konisch, konisch). Für satzweises Mischen sind auch andere Behälterformen eingeführt (Folie 8.5.1).

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
469
Trommelmischer können unter - Kaskaden- oder - Kateraktbedingungen (s. auch Abschn. 2.6.6 MVT_e_2.doc - nkrit) betrieben werden (Folie 8.5.2). Die für den Mischerfolg entscheidenden Vorgänge finden in den Schichten genügender Auflockerung durch Partikelkollision statt, und zwar unter Kaskadenbedingungen insbesondere in der Böschung (Kaskadenzone) und in der Umlenkzone am Fußende der Böschung. Im Übergangsgebiet von der Kaskade zum Katarakt sind die Böschungswin-kel und infolge dessen auch die Gleitgeschwindigkeit der Partikeln relativ groß. Damit sind die Möglichkeiten zum Feinvermischen eingeschränkt. Dieses Übergangsgebiet ist deshalb beim Mischerbetrieb zu vermeiden. In Trommelmischern können Entmischungserscheinungen auftreten und zwar insbesondere bei der Kataraktwirkung, gröbere Partikeln und solche mit höherer Dichte reichern sich in den unteren Zonen der Mischer an. Durch Einbau von mitbewegten Wurfschaufeln oder Leitblechen (Mörtel-mischer!) sowie durch besondere Formgebung der Behälter können das Grobmischen verbessert und das Entmischen verringert werden. Dies gilt insbesondere für V-Mischer und für Tetraedermischer (Folie 8.5.1). Trom-melmischer eignen sich für das Mischen fließfähiger - trockener oder - nasser Schüttgüter. 8.2.1.2 Auslegung Wie Folie 8.5.2 zeigt, erreicht die Kaskadenzone bei etwa 50 % Füllung des Behälters ihre maximale Ausdehnung = maximale Böschungslänge. Wird berücksichtigt, dass eine Auflockerung der Partikelschüttung eintritt und dass die Mischzeit vom Verhältnis des Volumens der Kaskadenzone zum gesamten Füllvolumen bestimmt wird, ergibt sich die Empfehlung, Trom-melmischer mit einem Füllungsgrad von 25 bis 35 % zu betreiben. Günstige Drehzahlen können im Modellversuch bestimmt werden. Als Maß-stabsgesetz gilt die Bedingung:
1.constg
Dn2g
rgr
vFr2222
u <=⋅⋅π⋅
=⋅ω
=⋅
= . (8.43)
D Trommelinnendurchmesser Da Trommelmühlen meist bei
( ) kritn9,0...6,0n ⋅= mit ( )1FrDg
21nkrit =⋅⋅π⋅
= (8.44)
betrieben werden (meist Kataraktwirkung!), sollte hier als Anhaltswert etwa gelten:

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
470
n < 0,6 nkrit bzw. Fr < 0,36, wenn man den Katarakt bei empfindlichem Mischgut vermeiden möchte. 8.2.2 Zwangsmischer mit Agitationsorganen Hierzu gehören die Trogmischer und die Bunkermischer. Trogmischer, auch Zwangsmischer genannt, bestehen aus einem festste-henden Behälter, in dem ein oder mehrere rotierende Mischwerkzeuge an-geordnet sind. Insbesondere für feuchte Schüttgüter mit geringer Fließfähig-keit sind Zweiwellentrogmischer geeignet (Folie 8.5.3), in denen durch die gegenläufige Bewegung von Mischwerkzeugen eine intensive Zwangs-durchmischung der gesamten Füllung erreicht wird. Bei genügendem Schlankheitsgrad des Troges ist eine kontinuierliche Fahrweise möglich. Schnelllaufende Schaufelmischer (Folie 8.5.3) werden mit Umfangsge-schwindigkeiten des Mischwerkzeuges von 10 bis 40 m/s betrieben. Sie eig-nen sich zum Mischen trockener bis feuchter klebriger körniger Stoffe, wenn der Trog ebenfalls rotieren kann (Intensivmischer der Fa. Eirich). Durch den mit der großen Umfangsgeschwindigkeit verbundenen Leistungs-eintrag erfolgt eine Aufheizung des Schüttgutes. Eine Kühlung des Fest- stoffes ist durch die Einleitung eines Kühlmittels in den Außenmantel mög-lich. Im Interesse der Verminderung der Reibungswärme werden dann Um-fangsgeschwindigkeiten kleiner 10 m/s gewählt. Eine Zumischung flüssiger Bestandteile ist möglich. Der Füllungsgrad beträgt wegen der starken Auflo-ckerung der Schüttung etwa 50 bis 60 %. Als Maßstabsgesetz gilt für gut fließfähige Schüttgüter in Schaufelmischern ebenfalls Gl.(8.43), wobei Durchmesser und Drehzahl des Mischwerkzeuges einzusetzen sind. Für das Durchmischen größerer Mengen feinkörniger, fließfähiger Schüttgü-ter haben in neuerer Zeit Bunkermischer verschiedener Bauart Bedeutung erlangt /6.5, 6.6/. Das Mischen geschieht durch mehrfaches Umwälzen des Bunkerinhalts mit mechanischen Senkrechtförderern (z. B. mittels Schnecke). 8.2.3 Homogenisiersilos (mit festen Einbauten) Siloentleerung nach dem Schwerkraftprinzip unter Ausnutzung - verschiedener Verweilzeiten - und Fließgeschwindigkeiten im Behälter mit Einbauten wie z.B.: - senkrechte Entleerungsrohre mit Öffnungen, - Einbautrichter (Binsert), - Einbaubleche u.ä.

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
471
Geeignet nur für rieselfähige bis leichtfließende Schüttgüter wie z.B. Kunst-stoffpulver und -granulate. 8.2.4 Pneumatische Mischer Zu diesen Mischausrüstungen zählen - Wirbelschicht-, - Luftstrahl- und - pneumatische Bunkermischer. Wirbelschichtmischer sind Stahl- oder Betonbehälter, die mit einem fla-chen oder leicht geneigten perforierten Boden (semipermeable Membranen wie - Textil- bzw. Filtergewebe, - Keramikböden, - Sintermetallplatten oder - gesinterte Plastplatten) versehen sind, der als Luftverteiler dient (Folie 8.6.4). Der Boden ist in ein-zelne Segmente aufgeteilt. Während des Mischvorganges wird abwechselnd jeweils ein Bodensegment stark belüftet, während den übrigen nur soviel Luft zugeführt wird, dass gerade der Lockerungspunkt (s. Abschn. 4.1.2. MVT_e_4.doc - Sinkgeschwindigkeit) überschritten wird. Hierdurch wird in rieselfähigen bis kohäsiven, aber fluidisierbaren Schüttgütern (keine C-Gruppe nach Geldart!) eine sich periodisch verändernde, großräumige Um-wälzung und eine für die Feinvermischung ausreichende Auflockerung er-reicht. Wirbelschichtmischer sind einsetzbar, wenn sich die einzelnen Komponenten nicht allzu stark in der Sinkgeschwindigkeit (s. Abschn. 4.1.2. MVT_e_4.doc - Sinkgeschwindigkeit) unterscheiden, da sonst erheb-liche Entmischungserscheinungen auftreten /6.7/.
8.3 Durchströmungsverhalten von Partikelschichten Die Strömung eines Fluids durch eine Partikelschicht spielt bei vielen Pro-zessen eine wichtige Rolle. Beispiele dafür sind: - Wirbelschichtprozesse, - die mechanische Flüssigkeitsabtrennung durch Filtrieren, - die Sedimentation im Bereich der Zonensedimentation, - das pneumatische Mischen, Homogenisieren, - die pneumatische Förderung und - Reaktionsprozesse in Schacht-, Hoch- und Drehrohröfen. Dabei sind die Partikelschichten sowohl hinsichtlich ihrer Auflockerung als auch ihres Bewegungszustandes voneinander abzugrenzen.

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
472
Man spricht von einer ruhenden Schüttschicht (Festbett), wenn die ein-zelnen Partikeln mehr oder weniger in Form einer Zufallsanordnung aufei-nander liegen und die Schicht sich nicht bewegt. Die äußere Porosität ε einer solchen Schicht hängt vor allem von der Anordnung der Partikeln zueinander in der Packung, dem Mischungszustand, den Partikelkontaktdeformationen, den Wechselwirkungskräften zwischen den Partikeln sowie auch von der Partikelgrößen- und Partikelformverteilung ab. Sie liegt bei vielen Schüttgütern um den Wert ε = 0,4 ... 0,5 (MVT_e_-1.doc - Schüttgutporositäten). In einer bewegten Schüttschicht befinden sich die Partikeln im Wesentli-chen noch im Kontakt, aber die Schicht bewegt sich als Ganzes durch den Prozessraum. Derartige Verhältnisse liegen z.B. in Schacht- und Hochöfen vor. Lässt man durch eine auf einem fluiddurchlässigen Boden lagernde Partikel-schicht ein Gas oder eine Flüssigkeit aufströmen, so wird die Schicht beim Überschreiten einer unteren Grenzgeschwindigkeit fluidisiert (Lockerungs-punkt), d.h. die Partikeln werden durch den Fluidstrom in Schwebe gehal-ten (∆p Druckverlust der Partikelschicht, FG,B Bett- oder Schichtgewicht, siehe auch Gl.(8.82)):
1hg
pA/F
p
BbB,G
≈⋅⋅ρ
∆≈
∆ . ( 8.45)
Sie werden infolge Zunahme der Partikelabstände - damit der Porosität (sie-he Abschnitt 1.3 MVT_e_1.doc - a_phis) - relativ zueinander beweglich und führen insbesondere in Gas-Feststoffsystemen zunehmend durchmischende Bewegungen aus. Derartige Partikelschichten werden als Wirbelschichten (fluidized bed, Fließbett) bezeichnet. Der Schichtcharakter ist im Wirbel-schichtbereich noch gewährleistet. Die Porosität der Wirbelschichten körni-ger Stoffe umfasst theoretisch den Bereich zwischen der Porosität am Lo-ckerungspunkt εL und ε = 1, d.h. der Einzelpartikelschwebegeschwindigkeit. Übersteigt schließlich die Aufstromgeschwindigkeit die Schwebegeschwin-digkeit der Partikeln, so werden diese von der Strömung transportiert – siehe Anwendung beim vertikalen pneumatischen Transport. Es ist dann eine instationäre Wirbelschicht entstanden. Ein weiterer für die Verfahrenstechnik charakteristischer Zustand, der in diesem Zusammenhang zu nennen ist, sind die Rieselschichten. Hierbei bewegen sich die Partikeln aufgelockert unter Schwerkrafteinfluss durch ein ruhendes oder mit geringer Geschwindigkeit entgegenströmendes Gas.

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
473
Beim Durchströmen einer Partikelschicht ist ein Fluid einem Widerstand ausgesetzt, und somit tritt ein Druckverlust ∆p ein (Folie 8.7). Da der Strömungsraum ein vielgestaltiges Porensystem darstellt, dessen innere Geometrie – svw. Porengrößen- und Porenformverteilung - durch - die Partikelgrößen- und - Partikelformverteilung sowie - den Packungszustand (Porosität, Art der Packung) bestimmt ist, handelt es sich um ein sehr kompliziert zu beschreibendes Strömungsphänomen. Für dessen Modellierung sind erhebliche Vereinfa-chungen unerlässlich. Die dafür existierenden Modelle lassen sich vom phy-sikalischen Grundansatz in zwei Hauptgruppen gliedern: 1. Entweder man geht davon aus, dass es sich um eine Strömung durch ein
Kontinuum („festes Dispersionsmittel“) mit inneren Kanälen („disperse Phase“) handelt, für deren Gestalt entsprechende Annahmen zu treffen sind (im einfachsten Fall parallele zylindrische Kanäle Gl.(8.64)), oder
2. man geht so vor, dass sich der Gesamtwiderstand einer Partikelschicht als Summe der Einzelpartikel-Umströmungswiderstände darstellen lässt (siehe hierzu z.B. /3.36.//3.37./).
8.3.1 Kontinuumsmechanisches Durchströmungsmodell 8.3.1.1 Rohrdurchströmung
Um wesentliche Zusammenhänge zu verdeutlichen, soll im Folgenden ein kontinuumsmechanischer (makroskopischer) Modellansatz vorgestellt wer-den, der zur ersten oben genannten Hauptgruppe der Porendurchströmung zu zählen ist. Die Partikelschicht soll eine vollständige Zufallspackung dar-stellen, deren Querschnitt sich über die durchströmte Länge l oder Höhe hb nicht ändert. Das Fluid wird unter den vorliegenden Druckabfällen als in-kompressibel und weiterhin mit NEWTONschen Fließeigenschaften voraus-gesetzt. In Folie 8.7.1 ist das zugrunde gelegte Modell dargestellt. Bezüglich des Anströmprofils und somit auch der Strömungsverhältnisse im Inneren können vor allem bei gröberen Körnungen in Randnähe Geschwindigkeits-maxima auftreten (Randgängigkeit), die eine Folge dort vorhandener größe-rer Porositäten ε → 1 und Porengrößen sind.
Für den Druckverlust bei der Durchströmung eines Rohres gilt
2u
A4LU
AFp
2f
Rohr
RohrRohr
Rohr
WRohr
⋅ρ⋅
⋅⋅
⋅λ==∆ (8.46)
D = 2⋅R Rohrdurchmesser L Rohrlänge

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
474 2/uu max= mittlere Geschwindigkeit, wenn umax Maximalge-
schwindigkeit im quadratischem Strömungsprofil:
−⋅== 2
2
maxr Rr1u)r(uu (8.47)
2u
DLp
2f
RohrRohr⋅ρ
⋅⋅λ=∆ (8.48)
und mit dem Druckverlustbeiwert (= cW Widerstandsbeiwert) einer - laminare (reibungsbehafteten) Rohrströmung Re < 2320 (HAGEN-
POISEUILLE):
Re64(Re)fRohr ==λ und (8.49)
- turbulente Rohrströmung # hydraulisch glatt 2320 < Re < 105, laminare Grenzschicht der Dicke δG
(BLASIUS)
4/1Re3164,0
=Rohrλ (8.50)
# hydraulisch glatt 105< Re< 3⋅106, turbulente Grenzschicht (PRANDTL)
( ) 8,0Relg0,21Rohr
Rohr
−λ⋅⋅=λ
(8.51)
# Übergangsgebiet rauh, dr ≈ δG (COLEBROOK)
8,0Re
51,2D715,3
dlg0,21
Rohr
r
Rohr
−
λ⋅+
⋅⋅−=
λ (8.52)
dr mittlere Rauhigkeitsabmessung der Rohrwand
# vollkommen rauh, dr >> δG,
⋅⋅⋅>
rr dD715,3lg
dD400Re
2
dD715,3lg
25,0
r
Rohr
⋅
=λ (8.53)
Mit Gl.(8.49) gilt für den Druckverlust der reibungsbehafteten Rohr-strömung nach HAGEN-POISEUILLE
uDL32p 2Rohr ⋅η⋅⋅=∆ (8.54)
bzw. umgestellt ergibt sich der Volumenstrom der laminaren Rohrströmung:
Rohr
4
pL128
DuAV ∆⋅⋅η⋅
⋅π=⋅= (8.55)

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
475
Die radiale Schubspannungsverteilung ist in diesem Falle übrigens linear, d.h. in der Mittelachse r = 0 sind u = umax und τ = 0 sowie an der Rohrwand sind r = R = D/2, u = 0 und τ = τmax:
rD
u8drdu)r( 2
max ⋅⋅η⋅=⋅η−=τ . (8.56)
8.3.1.2 Druckverlust bei der Durchströmung einer Schüttung Analog zu diesem Durchströmungsprozess soll für den Druckgradienten dp/dhb bzw. bezogenen Druckabfall ∆p/hb einer Schüttung gelten:
( )fbb
,,,d,ufLp
hp
dhdpgradp ρηε=
∆=
∆≈= εε (8.57)
εu mittlere Strömungsgeschwindigkeit innerhalb der Poren dε ≡ dh charakteristische Abmessung des durchströmten Porensys-
tems ≡ mittlerer hydraulischer Durchmesser des Porensys-tems
Dazu ist zunächst zu bemerken, dass das Konzept des hydraulischen Durchmessers aus dem Bereich der Rohrdurchströmung entlehnt ist, weitge-hende Voraussetzungen enthält, d.h. - gerade Kanäle, - Konstanz der Wandschubspannungen an jedem Punkt der Wandoberfläche, - Gleichgewicht zwischen Druckabfall und Wandschubspannung und schon deshalb eine sehr weit reichende Vereinfachung darstellt /3.35./. Hierzu kommt noch, dass durch einen (gegebenenfalls auch anders definier-ten) mittleren Porendurchmesser und die Porosität ε die innere Geometrie des Porensystems in Bezug auf das komplizierte Strömungsphänomen nicht ausreichend widergespiegelt wird, da eine Porengrößenverteilung vorliegt. Allerdings liegen zur Berücksichtigung dieser Problematik bisher nur erste, für begrenzte Bereiche zutreffende Modellansätze vor (siehe hierzu z.B. /3.36.//3.39.//3.42./). Zwischen der mittleren Strömungsgeschwindigkeit εu innerhalb der Poren und der Anströmgeschwindigkeit u der Partikelschicht (Leerrohrgeschwin-digkeit) besteht der Zusammenhang
ε=ε /uu , (8.58)
da sowohl die Volumenstrombilanz
AuAu Lücke ⋅=⋅ε (8.59)
als auch für ideale Zufallspackungen (stochastische Homogenität) die Gleichheit von Flächen- und Volumenporosität gelten:

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
476 A/AV/V LückeLücke ==ε . (8.60)
Der hydraulische Durchmesser dh der idealisierten Strömungskanäle der Schüttung lässt sich wie folgt definieren (s. MVT_e_1.doc – hydraulischer-Durchmesser):
S
f
benetzt
tdurchström2
benetzt
tdurchströmh A
V4lU
lA4d4d4
UA4d ⋅
=⋅⋅⋅
≡ππ
=⋅
= (8.61)
und unter Berücksichtigung des Hohlraumvolumens bei gegebener Porosität Vε = Vf Fluidvolumen
)VV(VlAV fPgesf +⋅ε=⋅ε=⋅= Pf V)1(V ⋅ε=ε−⋅
ε−ε
⋅=1
VV Pf (8.62)
und Oberfläche AS = U⋅l der Kapillaren der Länge l folgt eine einfache Pro-portionalität zwischen dem hydraulischen Durchmesser dh und dem SAU-TER-Durchmesser dST eines Partikelkollektivs:
V,SS
Ph A)1(
4A)1(
V4d⋅ε−ε⋅
=⋅ε−⋅ε⋅
= (8.63)
und da V,SST A/6d = ist auch der Zusammenhang zwischen einer
Partikelgrößen- und Porengrößenverteilung herstellbar dh ≡ dε.
)1(3d2dd ST
h ε−⋅⋅ε⋅
== ε (8.64)
So lässt sich für Gl.(8.57) schreiben:
( )fSTb
,,,d,ufh
pρηε=
∆ . (8.65)
Wenn man von den bei der Partikelumströmung kurz erörterten Sachverhal-ten ausgeht (s. Abschn. 4.1.1 MVT_e_4.doc - Widerstandsbeiwert_kaskas), so darf angenommen werden, dass sich der Strömungswiderstand zumindest aus zwei Anteilen zusammensetzt: a) einem Zähigkeitsanteil (∆p ∼ η⋅u), der sich auch mit Hilfe des Durch-
strömungsgesetzes von Darcy (ggf. mit -Zeichen für Abnahme, Folie 8.7)
ukh
pgradpb
⋅η⋅=∆
= (8.66)
k Durchströmungswiderstand oder in einer verfahrenstechnisch üblichen Schreibweise ⇒ man denke an das OHMsches Gesetz: l/U/AUR/1I R ∆∆⋅ρ=⋅=
Stofffluss = Durchgangskoeffizient⋅Durchgangsquerschnitt⋅treibendes Potential (oder = Triebkraft)

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
477
pgradkAVu b⋅==
(8.67)
kb Permeabilität beschreiben lässt, und
b) einem Trägheitsanteil (∆p ∼ ρf ⋅u2) infolge des Staudruckes der Strö-mung (kinetische Energie), oder in einer verfahrenstechnisch üblichen Schreibweise mit der EULER-Zahl (= Druckkraft/Trägheitskraft):
),,,d,u,h(fupEu fSTb2
f
ρηε=⋅ρ∆
= . (8.68)
Im Vergleich zur Partikelumströmung werden wegen der häufigen und star-ken Umlenkungen des Fluidstromes im Inneren einer in ihrer Beweglichkeit eingeschränkten Partikelschicht (Festbett) Trägheitswirkungen schon weit vor dem Einsetzen der eigentlichen Turbulenz dominieren. Aus dem Vorstehenden folgt der Ansatz /3.40./:
2f
**turb
**lam
b
ukukh
p⋅ρ⋅+⋅η⋅=
∆ . (8.69)
Mit der EULER-Zahl nach Gl.(8.68) ist auch:
b**
turbbf
**lam2
f
hkhu
kupEu ⋅+⋅
⋅ρη
⋅=⋅ρ∆
= . (8.70)
Die Abhängigkeit von der letzten noch dimensionsbehafteten Größe dST lässt sich auch mit Hilfe einer einfachen Dimensionsanalyse gewinnen, wenn man die Grundeinheiten L Länge, M Masse und T Zeit einsetzt:
[ ]L1L
L1
LMLTL
LTTLM
LMTL
LTLMEu 2
3
222
23
22 ⋅+⋅
⋅⋅⋅
⋅
⋅⋅⋅
=
⋅⋅
⋅
⋅⋅
= (8.71)
ST
b*turb2
STf
b*lam2
f dhk
duhk
upEu ⋅+
⋅⋅ρ⋅η
⋅=⋅ρ∆
= . (8.72)
Somit verbleibt noch die Quantifizierung der Abhängigkeit von ε, die Ge-genstand vieler Untersuchungen war, die vor allem eine Abhängigkeit von Re der Durchströmung ergaben (s. z.B. /3.36/ bis /3.44/). Aufgrund des komplexen Strömungsphänomens existiert auch dafür noch keine allgemein anerkannte Formulierung. Im Bereich überwiegender - Zähigkeitswirkung geht man vorwiegend davon aus, dass der Durchströ-
mungswiderstand proportional (1-ε)2/ε3 ist, - im Bereich vorherrschender Trägheitswirkung dagegen proportional
(1 - ε)/ε3. Somit folgt aus Gl.(8.72):
( ) ( )ST
b3turb2
STf
b3
2
lam dh1k
duh1kEu ⋅
εε−
⋅+⋅⋅ρ
⋅η⋅
εε−
⋅= . (8.73)

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
478
Der erste Term dieser Gleichung ist offensichtlich bei vorwiegender Zähig-keitswirkung wesentlich, der zweite dagegen bei dominierenden Trägheits-kräften. Gl.(8.73) lässt sich durch Einführen einer modifizierten Poren-EULER-Zahl Euε(Re) - manchmal auch analog der Rohrdurchströmung Wi-derstandszahl λ(Re) genannt - wie folgt umstellen:
ε−ε
⋅⋅⋅ρ∆
=ε−
ε⋅⋅=ε 1h
dup
1hdEuEu
3
b
ST2
f
3
b
ST , (8.74)
mit der REYNOLDS-Zahl ( A/Vu = mittlere Anströmgeschwindigkeit)
ηρ⋅⋅= /duRe fST (8.75)
( )turblam
3
b
ST2
f
kRe
1k1h
dupEu +
ε−⋅=
ε−ε
⋅⋅⋅ρ∆
=ε . (8.76)
Die Quantifizierung ergab für Brechgut mit enger Partikelgrößenverteilung nach ERGUN /3.40./:
( ) 75,1Re
11501h
dupEu
3
b
ST2
f
+ε−
⋅=ε−
ε⋅⋅
⋅ρ∆
=ε . (8.77)
Diese Form des Widerstandsgesetzes wird verbreitet für die Durchströmung eines Festbettes aus gröberen Gut (etwa d > 1 mm) genutzt, obwohl dabei die der Herleitung zugrunde liegenden weit reichenden Vereinfachungen nicht übersehen werden dürfen, die die quantitativen Modellaussagen erheb-lich einschränken können. Diese sog. ERGUN-Gleichung(8.77) läßt sich nicht bis zur Einzelpartikelumströmung extrapolieren. Sie liefert für ε → 1 physikalisch unsinnige Widerstandswerte ∆p = FW = 0. Mit der EULER-Zahl des Festbettes Gl.(8.94) kann man diese ERGUN-Gleichung auch mit dem im Abschnitt 8.3.2.2 erläuterten, physikalisch plau-siblen Modell Gl.(8.104) vergleichen:
ε⋅ε⋅
=ε−
ε⋅⋅
⋅ρ∆
⋅= Eu34
1hd
up
34Eu
2
b
ST2rf
B (8.78)
( ) ( )ε⋅
+⋅εε−
⋅=⋅ε
+ε−
⋅⋅ε
=37
Re1200
47
34
Re1150
34EuB (8.79)
Für feinere Schüttgüter mit einer gewissen Partikelbeweglichkeit werden mit der Gl.(8.79) unter Umständen zu hohe Druckverluste berechnet3. Deshalb findet sich in der Fachliteratur eine Reihe mehr oder weniger davon abweichender Formulierungen des Widerstandsgesetzes der Durchströmung, die vorwiegend für eingeschränkte Re-Bereiche gelten:
Dr.- Ing.habil. J. Tomas 1992 3 MOLERUS, O., Principles of Flow in Disperse Systems, Fig. 2.17, p. 38, Chapman & Hall 1993

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
479
(Folie 8.8, Folie 8.9, Folie 8.10)
Da sich dreitermige Ausdrücke für die Erfassung des Partikel-Wider-standes im gesamten verfahrenstechnisch interessierenden Re-Bereich als sehr leistungsfähig erwiesen haben, s. auch Gl.(8.97), so sind in neuerer Zeit auch entsprechende dreitermige Modellansätze für die Durchströmung be-kannt geworden, die für ε → 1 in die Gleichungen der Umströmung von Einzelpartikeln übergehen (s. z.B. /3.35.//3.37./). 8.3.2 Durchströmung von Wirbelschichten 8.3.2.1 Fluidisationsverhalten und Lockerungspunkt Bei der Durchströmung einer feinkörnigen Schüttung, die auf einem fluid-durchlässigen Boden (Anströmboden) in einem schachtartig ausgebildeten Apparat lagert, setzen unmittelbar vor dem Übergang in den fluidisierten Zustand zunächst gewisse beschränkte Umordnungen ein, d.h. einzelne Par-tikeln verändern ihre Lage, andere können vibrieren oder bewegen sich in-nerhalb lokal begrenzter Gebiete. Schließlich vollzieht sich mit weiterer Geschwindigkeitssteigerung der Übergang in das Gebiet, in dem die von der Strömung auf die Schicht ausgeübten Kräfte den statischen Druck der Schüt-tung auf das gesamte Volumen hinweg überwinden. Die Porosität ist dann so groß geworden, dass die einzelnen Partikeln gegenseitig vollständig be-weglich werden, Wirbelschicht, Fließbett (Folie 8.11). Dieser für den Übergang charakteristische Punkt wird als Lockerungspunkt (Wirbel-punkt) und die entsprechende Fluidgeschwindigkeit als Lockerungsge-schwindigkeit uL bezeichnet. Allerdings ergibt sich nur für enge Partikel-klassen ein scharf definierter Lockerungspunkt, bei Vorliegen breiterer Partikelgrößenverteilungen ein Lockerungsbereich. Mit einer Flüssigkeit als Fluid entsteht nach Überschreiten des Lockerungs-punktes immer eine entsprechend der Fluidgeschwindigkeit sich weiter aus-dehnende homogene Wirbelschicht, in der Gleichgewicht zwischen den auf sie wirkenden Strömungskräften und dem um den Auftrieb verminderten Gewicht der Schicht besteht (Folie 8.11.2/3.45.//3.46./)
1A/)FF(
p
Ab,G
≈−∆ . (8.80)
Dieser Zustand ist dadurch gekennzeichnet, dass die Partikeln über das ge-samte Schichtvolumen weitgehend statistisch homogen verteilt ist. Gas-Feststoff-Systeme verhalten sich im Allgemeinen anders. Oberhalb des Lockerungspunktes treten gutabhängig in geringerem oder größerem Ab-stand von diesem Instabilitäten auf. So bilden sich meist sog. Blasen, d.h. mehr oder weniger feststoffarme Gebiete, die nach oben aufsteigen und sich

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
480
durch Koaleszenz vergrößern. Die Mindest-Fluidgeschwindigkeit, bei der Blasenbildung eintritt, liegt für nicht bzw. schwach kohäsives Schüttgut (d.h. geringe Haftkräfte zwischen den Partikeln, s. auch Abschn. 6.1 MVT_e_6.doc) umso näher bei der Lockerungsgeschwindigkeit, je gröber die Partikel sind /3.47.//3.48/. Mit wachsender Fluidgeschwindigkeit wird die Durchströmung in der Wir-belschicht immer heftiger. Allerdings expandiert diese im Vergleich zu Flüssigkeits-Feststoff-Systemen nicht viel über das Ausmaß hinaus, das be-reits am Wirbelpunkt erreicht ist. Im instabilen Übergangsbereich zur instationären Wirbelschicht können bei genügend schlanken und hohen Wirbelschichtapparaten und nicht fein-körnigem Gut Blasen auftreten, die sich über den gesamten Schichtquer-schnitt erstrecken. Dann ergeben sich stoßartige Auf- und Abbewegungen (stoßende Wirbelschicht, slugging). Weitere Inhomogenitäten können dadurch bedingt sein, dass das eintretende Gas vom Anströmboden ungenügend verteilt wird, so dass dieses die Schicht nur in begrenzten Bereichen durchbricht (durchbrochene Wirbel-schicht, channeling). (Folie 8.11.2)
Besondere Schwierigkeiten hinsichtlich des Fluidisierens bereitet kohäsives, d.h. feinstkörniges Schüttgut (sog. Gruppe C) ⇒ GELDART-Klassifi-zierung (Folie 8.12).
Wirbelschichten, der zuletzt geschilderten Art werden als inhomogene Wirbelschichten bezeichnet. In ihnen ist der Feststoff ungleichmäßig ver-teilt, und die Porosität unterliegt starken örtlichen und zeitlichen Schwan-kungen. Sämtliche bisher behandelten Wirbelschichtzustände kann man, wenn von den Instabilitäten abgesehen wird, als stationäre Wirbelschichten bezeich-nen. Hierbei ist die obere Schichtbegrenzung gegenüber dem darüber be-findlichen Fluidraum noch deutlich ausgeprägt. Allerdings werden dabei einzelne Partikel schon nach oben ausgeschleudert und gegebenenfalls auch mit der Fluidströmung abgeführt. Ob letztere vom Fluidstrom abtransportiert werden oder nicht, hängt letztlich vom Verhältnis der Schwebegeschwindig-keit der einzelnen Partikeln zur Fluidgeschwindigkeit ab. Solange die erstere größer als die letztere ist, werden die ausgestoßenen Einzelkörner wieder zurückfallen. Bei breiterer Partikelgrößenverteilung kann dieser Umstand für Klassierprozesse ausgenutzt werden, wenn der abzutrennende Feinkorn-anteil gering ist (klassierende Wirbelschicht).

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
481
Wird die Schwebegeschwindigkeit aller Partikeln überschritten, so ver-schwindet die obere Schichtgrenze und das gesamte Gut wandert stark auf-gelockert mit dem Fluidstrom (instationäre Wirbelschicht, Folie 8.11.2). Führt man bei sehr hohen Apparategrößen den ausgetragenen Feststoff wie-der über eine Bypass-Leitung in die Wirbelschicht zurück, so erhält man eine sog. zirkulierende Wirbelschicht. Für weitere Betrachtungen über die Bildung von Wirbelschichten eignen sich Diagramme, in denen der Druckabfall als Funktion der Fluidgeschwin-digkeit dargestellt ist. Dies ist in Folie 8.11.3 in Form der Abhängigkeit
log ∆p = f(log u) (8.81)
geschehen. Zwischen A und C liegt eine ruhende Schüttschicht mit der Po-rosität εB vor. Zwischen B und C treten die bereits erörterten Umordnungen auf. Bei C schließlich wird der maximale Druckabfall erreicht, der etwas größer als der von der Schüttung ausgeübte statische Druck ist, siehe Gln.( 8.45) und (8.80) da die Haftkräfte FH zwischen den Partikeln und eine Wandreibungskraft FWR überwunden werden müssen:
( ) ( ) ( ) ( ) A/FFhg1A/FFFFp HWRbfsHWRAG ++⋅⋅ρ−ρ⋅ε−=++−=∆ .
(8.82)
Eine weitere Steigerung der Fluidgeschwindigkeit führt dazu, dass sich die Porosität relativ plötzlich auf den Wert εL verändert, die Partikeln in der durchströmten Partikelschicht schweben und relativ zueinander beweglich werden. An diesem Punkt, dem Lockerungspunkt bzw. Wirbelpunkt, ist die Wirbelschicht entstanden. Die zugehörige Fluidgeschwindigkeit wird Lockerungsgeschwindigkeit uL genannt. Unmittelbar im Anschluss an C fällt der Druck auf den Wert ab, der durch den statischen Druck der Partikel-schicht bestimmt ist. Von jetzt ab befinden sich die von der Strömung auf die Partikelschicht ausgeübten Kräfte mit dem um den Auftrieb verminder-ten Gewicht im Gleichgewicht. Der Kurvenverlauf ABCD ist bei Vermin-derung der Fluidgeschwindigkeit nicht reproduzierbar, sondern die Abhän-gigkeit verläuft dann gemäß der gestrichelt gezeichneten Kurve (Hysterese). Dies bedeutet, dass die Wirbelschicht in eine ruhende Schüttschicht mit der Porosität εL (εL > εB) übergeht. Die für den Übergang in den Wirbelschicht-zustand kennzeichnende Porosität εL lässt sich für viele Partikelsysteme an-genähert durch nachfolgende Beziehungen bestimmen /3.50/:
1413LA
≈ε⋅ψ
oder 1113L
2A
L ≈ε⋅ψε− . (8.83)
Der Übergang in den fluidisierten Zustand am Wirbel- oder Lockerungs-punkt ist durch das folgende Kräftegleichgewicht bestimmt:

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
482 ( ) ( ) ( ) ( ) LfsLAG3
LST
LL2Lf hg1A/FF
d1huEup ⋅⋅ρ−ρ⋅ε−=−=
ε⋅ε−⋅⋅⋅ρ⋅
=∆ .
hL Schichthöhe am Wirbelpunkt (8.84) εL Porosität am Wirbelpunkt (Folie 8.11.3) Zusätzliche Widerstände infolge von Haft- und/oder Wandreibungskräften werden hier vernachlässigt, was für die physikalisch plausible Beschreibung des Wirbelverhaltens feiner kohäsiver Pulver jedoch nicht mehr zulässig ist. Daraus erhält man unter Berücksichtigung der ERGUN-Gl.(8.77) für die Lockerungsgeschwindigkeit uL:
( )( )
−
η⋅⋅ρ⋅ρ−ρ
⋅ε−ε
⋅⋅+⋅ρη
⋅ε−
⋅= − 1gd1
101,31d
19,42u 2
3STffs
2L
3L4
fST
LL
(8.85) oder für den laminaren Bereich, in dem die Zähigkeitskräfte den Durch-strömungswiderstand dominieren, für ReL < 20,
( )St,s
L
3L
2STfs
L
3L
St,L v125
3gd1150
1u ⋅ε−
ε⋅=
η⋅⋅ρ−ρ
⋅ε−
ε⋅= , (8.86)
mit der Partikel-REYNOLDS-Zahl ReL am Wirbelpunkt, siehe Gl.(8.103),
ηρ⋅⋅ε
= fSTLLL
d)/u(Re (8.103)
oder für den Bereich, in dem die Trägheitskräfte vorherrschen, ReL > 1000,
( )N,s
2/3L
f
STfs3LN,L v434,0gd
75,11u ⋅ε⋅=
ρ⋅⋅ρ−ρ
⋅ε⋅= (8.87)
Theoretisch erstreckt sich der Wirbelschichtbereich von der Lockerungs-geschwindigkeit uL bis zur Schwebegeschwindigkeit der Einzelpartikel, die dem Betrage nach mit der stationären Sinkgeschwindigkeit vs entwe-der im STOKES-Bereich der laminaren Partikelumströmung Re < 1 Gl.(4.56) MVT_e_4neu.doc#Sinkgeschwindigkeit_STOKES:
( )η⋅
⋅⋅ρ−ρ=≈
18gd
vu....u2
fsSt,smaxSt,L (8.88)
oder im NEWTON-Bereich 103 < Re < Rec = 2⋅105 der turbulenten Partikel-umströmung Gl.(4.57) MVT_e_4neu.doc#Sinkgeschwindigkeit_NEWTON:
( )f
fsN,smaxN,L
gd3vu....uρ
⋅⋅ρ−ρ⋅=≈ (8.89)
weitestgehend übereinstimmt, vorausgesetzt es bilden sich infolge uner-wünschter Partikelhaftung keine größeren Agglomerate.

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
483
Bei Punkt E in Folie 8.11.3 trifft die Druckverlustkurve der Schicht theore-tisch auf die des leeren Rohres bzw. Schachtes ⇒ s. Druckverlust in pneu-matischen Senkrecht-Fördereinrichtungen. 8.3.2.2 Partikelmechanischer Modellansatz Davon ausgehend soll nun das Durchströmungsproblem einer Partikelschüttung gemäß der 2. Modellvorstellung Abschnitt 8.3 als Umströmung aller Partikeln in einem Wirbel- oder Festbett behandelt werden4. NP gleichgroße kugelförmige Partikeln haben daher einen Druck-verlust ∆p, der sich aus des Widerstandskraft der Einzelpartikeln FW,P, siehe Gl.(4.10) MVT_e_4.doc - cW wie folgt zusammensetzt:
P,WP FNAp ⋅=⋅∆ . (8.90)
Die Partikelanzahl im Festbett der Höhe hb ist mit dem Feststoffvolumenan-teil (1-ε)
( ) ( ) 3b
PP d6/
hA1VV1N
⋅π⋅
⋅ε−=⋅ε−= . ( 8.91)
Der Durchströmungswiderstand der Partikelschicht Eu = f(Re(ur, d), ε) wird nun nach folgendem methodischen Grundprinzip quantifiziert, siehe auch MVT_e_4neu.doc#Widerstand_Um_Durchströmung:
Makroskopischer Durchströmungswiderstand des Kontinuums = mikro-skopischer Umströmungswiderstand des Partikels + charakteristischer Widerstand der Partikelpackung (8.92)
Deshalb wird eine Festbett-EULER-Zahl EuB abweichend von Gl.(8.74) als dimensionslose Druckverlust-Kennzahl mit dem Partikelumströmungs-widerstand FW,P und der relativen Anströmgeschwindigkeit ur,ε innerhalb der Poren (wegen einer gewissen Beweglichkeit feiner Partikel) nach Gl.(8.58) definiert:
2,rf
PP,WBW u2/
A/FEuc
ε⋅ρ=≡ . (8.93)
Mit den Gln.(8.90) und ( 8.91) folgt
( ) ( )2rfb2
3
2,rfPP
P,WB /uh1d4/
d6/p2uNA
F2Eu
ε⋅ρ⋅⋅ε−⋅⋅π⋅π⋅∆⋅
=⋅ρ⋅⋅
⋅=
ε
ε−ε
⋅⋅⋅ρ∆
⋅=1h
dup
34Eu
2
b2rf
B . (8.94)
Dr.- Ing.habil. J. Tomas 1992
4 MOLERUS, O., Principles of Flow in Disperse Systems, Chapman & Hall 1993, p. 10

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
484
Mit dem Druckverlust am Lockerungspunkt Gl.(8.84) ergibt sich die EULER-Zahl für die Wirbelschicht
22rf
fsW u
gd34Eu ε⋅
⋅⋅
ρρ−ρ
⋅= , (8.95)
wobei als charakteristische Partikelgröße d entsprechend der obigen Modell-annahmen der SAUTER-Durchmesser dST der oberflächengleichen Kugeln eingesetzt wird. Man beachte die Plausibilität dieser Wirbelschicht-EULER-Zahl, d.h., der Grenzwert für ε→1 muss WW1
cEulim =→ε
und auch
W22f
P,W2
b32
f
P,WbB1
cd4/u
F21h
dd6/u
Fh)1(34Eulim =
⋅π⋅⋅ρ⋅
=ε−
ε⋅⋅
⋅π⋅⋅ρ⋅⋅ε−
⋅=→ε
ergeben. Gl.(8.95) umgestellt liefert die Anströmgeschwindigkeit u
( )Wf
ST2
fs
Eu3gd4u
⋅ρ⋅⋅⋅ε⋅ρ−ρ⋅
= . (8.96)
Für die allgemeine Durchströmungsbedingung der Wirbelschicht Re < 104 wurde von MOLERUS5 für kugelförmige Partikel (experimentell) gefunden
1,0
5,12
W Re907,0
ad4,0
ad07,01
Re4
ad
21
ad341,01
Re24Eu ⋅++
⋅+⋅+
⋅+⋅+⋅=
mit dem (8.97) ⇒ { }...Re
24 ⋅ ersten laminaren Widerstandsterm,
⇒ Re
4 Übergangsterm und dem
⇒ 0,4 + ... Widerstandsterm für turbulente Durchströmung, die der Partikelumströmung (siehe Gl.(4.14) MVT_e_4neu.doc#Wider-standsbeiwert_kaskas) entsprechen. Der laminare Umströmungswiderstand von glatten Kugeln setzt sich übrigens aus 2/3 viskosem Reibungswider-stand und 1/3 Druckwiderstand zusammen. Der Durchströmungswider-stand erhöht sich demgegenüber um ein Vielfaches:
⋅+⋅⋅+⋅=⋅
2
lamexp, ad
31
ad
32k124ReEu für Re < 1 (8.98)
kexp,lam experimentell zu bestimmender Packungsbeiwert Mit einem einfachen Würfelzellenmodell erhält man entsprechend Abschnitt 1.3 Gl.(1.102) MVT_e_1.doc - a_phis für das Partikelgrößen-Oberflächen-abstandsverhältnis d/a im allgemeinen Fall:
Dr.- Ing.habil. J. Tomas 1992
5 MOLERUS, O., Principles of Flow in Disperse Systems, Chapman & Hall 1993, p. 27

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
485
( ) 33max
31
3
s
max,s
a 1111
k1
ad
ε−−ε−ε−
=
−
ϕϕ
==
−
. (8.99)
Für die Wirbelschichtdurchströmung hat MOLERUS6
( ) 9,013max
3max,s =ε−=ϕ d.h. (1-ε)max = 0,729 (8.100)
gewählt, so dass in Gl. (8.97) einzusetzen ist:
3
3
9,0 19,01
ad
ε−−ε−
=
. (8.101)
Diese Beziehung (8.97) lässt sich auch für den Druckverlust konzentrierter wässriger Suspensionen verwenden. Die EULER-Zahl hängt von der Partikel-REYNOLDS-Zahl7 Re = f(ur(t), dST) und damit auch vom mittleren Porendurchmesser dε ab, Gl.(8.64). We-gen der Partikelbeweglichkeit in einer Wirbelschicht wird sie mit der cha-rakteristischen Relativgeschwindigkeit
ε−=ε /vu/ur . (8.102)
zwischen Fluid und Partikel innerhalb der Poren gebildet:
η⋅ε⋅ε−⋅ρ⋅⋅⋅
=η
ρ⋅⋅ε= ε
2frfSTr
2)1(du3d)/u(Re (8.103)
η dynamische Fluidviskosität Außerdem sollen hier auch die Gleichungen für die Durchströmung eines Festbettes angegeben werden:
1,095,0
5,1
95,095,0
2
B Re891,0
ad4,0
ad12,01
Re4
ad
21
ad692,01
Re24Eu ⋅
++
⋅+⋅+
⋅+⋅+⋅=
(8.104) Die maximale Packungsdichte wird angenommen mit
( ) 95,013max
3max,s =ε−=ϕ d.h. (1-ε)max = 0,8574 (8.105)
3
3
95,0 195,01
ad
ε−−ε−
=
. (8.106)
Für stärkere Abweichungen von der Kugelform erhöht sich der Wider-stand8:
Dr.- Ing.habil. J. Tomas 1992 6 MOLERUS, O., Principles of Flow in Disperse Systems, Chapman & Hall 1993, p. 13 7 MOLERUS, O., p. 17 8 MOLERUS, O., p. 17

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
486
⋅+⋅+
+
⋅+⋅
⋅+
⋅+⋅+⋅
⋅=
ψ
ψψ
95,0
5,1
95,05,1
95,0
2
2B
ad514,04,0
k1
ad289,01
Rek4
ad
21
ad685,01
Rek24Eu
(8.107)
kψ Partikelformfaktor nach Gl.(4.47) MVT_e_4.doc - Formkorrektur Vor allem Wirbelschichten mit Gasen als Fluid werden wegen ihrer mannig-faltigen Vorteile heute in der Verfahrenstechnik verbreitet angewendet: - Bei mechanischen Prozessen nutzt man ihre intensive Mischwirkung
und zum Teil auch ihre Klassierwirkung aus, - bei thermischen Prozessen vor allem den intensiven Wärme- und
Stoffübergang beim Wärmeübertragen, beim Trocknen, bei der Adsorp-tion,
- Schließlich haben sie umfangreiche Bedeutung für die Reaktionstechnik (katalytische Gas-Feststoff-Reaktionen) wobei die intensive Durchmi-schung gleichmäßige Temperaturen über das Volumen hinweg gewähr-leistet.
- Der fluidisierte Zustand kann auch hinsichtlich der Prozesssteuerung vor-teilhaft sein (leichterer Feststofftransport durch den Prozessraum, gleichmäßigere Förderung und gute Automatisierbarkeit).
8.3.2.3 Auslegung von Wirbelschichtmischern Der notwendige Überdruck der Verdichter berechnet sich nach Gl.(8.108) bei zusätzlicher Berücksichtigung des Druckverlustes des Bodens und der diversen Luftleitungen:
RohrBodenbges pppp ∆+∆+∆=∆ (8.108)
mit dem relativen, gewichtsbezogenem Druckverlust fp der Schüttung der Höhe ∆hb ist unter Vernachlässigung der Partikelhaftkräfte und -wandrei-bung, siehe Gl.(8.80):
( ) ( ) ( ) 1hg
phg1
pf
bfsL,b
sgem,b
bfsL
gem,bp ≈
⋅⋅ρ−ρ⋅ρ
ρ⋅∆=
⋅⋅ρ−ρ⋅ε−
∆= . (8.109)
Da bei Gaswirbelschichten ρs >> ρf ist, folgt daraus näherungsweise, siehe Gl.( 8.45):
bL,bb hgp ⋅⋅ρ=∆ . (8.110)
ρb,L Schüttgutdichte am Lockerungspunkt Es ist neuerdings zweckmäßig, den gewichtsbezogenen Druckverlust bei Messungen ∆pb,gem anstelle Gl.(8.81) und Folie 8.11.2 grafisch aufzutragen:

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
487 )u(logffp = . (8.111)
Während die Druckverlustcharakteristik des Durchströmungsbodens ∆pb,Boden gewöhnlich bekannt ist, oder sich analog Gl.(8.54) ermitteln lässt. kann der Druckverlust der Rohrströmung ∆pRohr mit Hilfe Gl.(8.48) berech-net werden. Der notwendige Luftvolumenstrom ist mit der Luftgeschwindigkeit des freien Querschnittes (Leerrohrgeschwindigkeit) u
AuV ⋅= . (8.112)
A freie Querschnittsfläche des Prozessraumes Da die Fluidgeschwindigkeit u mit der EULER-Zahl Gl.(8.97) über die REYNOLDS-Zahl verknüpft ist, muss sie mittels Iterationen errechnet wer-den. Danach folgt der Luftvolumenstrom nach Gl.(8.112). Wesentlich einfacher geht das bei näherungsweise laminarer Durchströ-mung von Pulverschichten, hier Re < 10, (CARMAN und KOZENY)
b
bb h
pAkuAV ∆⋅⋅=⋅= , (8.113)
wenn für die CARMAN und KOZENY-Konstante gilt
( )22ST
3
b 1180dk
ε−⋅η⋅⋅ε
= . (8.114)
kb Permeabilität der Schüttung (180 ⇒ für monodisperse Kugeln) Diese CARMAN-KOZENY-Gleichung (8.114) lässt sich übrigens auch un-ter Mithilfe der Poren-EULER-Zahl Euε als laminarer Spezialfall der ERGUN-Gleichung Gl.(8.77) aufschreiben:
( )Re
1)150...180(1h
dupEu
3
b
ST2
f
ε−⋅=
ε−ε
⋅⋅⋅ρ∆
=ε . (8.115)
Der Leistungsbedarf pneumatischer Mischer ist verhältnismäßig hoch und beträgt
∫ ∫+= Vd)V(pdp)p(VP (8.116)
oder vereinfacht, bges pp ∆≈∆ da man den Wirbelbettdruckverlust als maß-
gebend ansehen kann:
bpVP ∆⋅≈ . (8.117)
Deshalb werden Wirbelschichtmischer auch vorwiegend diskontinuierlich betrieben. Überschläglich gilt für den massebezogenen Leistungsbedarf mit Gl. (8.112) und (8.110):

MVT_e_8neu Mechanische Verfahrenstechnik Mischen Prof. Dr. J. Tomas, 15.07.2015
488
guhA
hguAmP
bb
bb
b
⋅=⋅⋅ρ
⋅⋅ρ⋅⋅= (8.118)
und ist damit nach den Gln.(8.113) und (8.114) proportional der Permeabili-tät des Schüttgutes bzw. Feinheit 2
STd .
8.3.2.4 Strahlmischer Luftstrahlmischer (Folie 8.6.4) bestehen aus zylindrischen Stahlbehältern mit Kegelboden /6.7/. In diesem sind schräg nach oben gerichtete Düsen eingebaut, durch die das Gas pulsierend mit Überschallgeschwindigkeit in das Mischgut eingeblasen wird. Die Düsenanordnung bewirkt eine drallbehaftete intensive Umwälzströmung, so dass sich Mischzeiten von weniger als einer Minute erreichen lassen. Luftstrahlmischer sind für schnel-les Mischen rieselfähiger Partikelschüttungen vorteilhaft, wobei Unterschie-de in der Partikelgröße und in der Dichte infolge der hohen Umwälzge-schwindigkeit nicht zu Entmischungserscheinungen führen /6.7/. Pneumatische Umwälzmischer unterscheiden sich von Bunkermischern (s. Abschn. 8.2.3) dadurch, dass sie über eine pneumatische Umwälzeinrich-tung in Form eines mittigen Rohres verfügen.
8.4 Schwerpunkte und Kompetenzen Anhand dieser Schwerpunkte können Sie Ihr Wissen und Ihre verfahrens-technischen Kompetenzen überprüfen:
• Prozessziele: Prozessziele und Wirkprinzipien des Mischens;
• Prozess- und Produktbewertung: Mischungszustände, stochastische Homogenität, Prozessbewertung mittels Mischgüte, Mischkinetik, Wirkprinzipien des Feststoffmi-schens, Makro- und Mikromischen, Durchströmung von Partikel-schichten, Permeabilität und Wirbelverhalten der Partikelpackungen;
• Prozessauslegung: Aufbau, Wirkprinzipien, Prozessauslegung, Maschinenparameter sowie Einsatzgebiete ausgewählter Mischer (Trommelmischer, Zwangsmischer, Wirbelschichtmischer).