Embed Size (px)
Citation preview

8/19/2019 99 1988
http://slidepdf.com/reader/full/99-1988 1/6
09/01/16 15:12DOF - Diario Oficial de la Federación
Página 1 de 6http://www.dof.gob.mx/nota_detalle.php?codigo=4747903&fecha=05/07/1988&print=true
DOF: 05/07/1988
NORMA Oficial Mexicana NOM-CH-99-1988.- Instrumentos de medición, - Calibradores micrométricos paramedición de exteriores.
Al margen un sello con el Escudo Nacional, que dice: Estados Unidos Mexicanos.- Secretaría de Comercio y Fomento Industrial.
La Dirección General de Normas de la Secretaría de Comercio y Fomento Industrial, con fundamento en los artículos 1o., 11, 43
fracción IV, 61 fracción I y demás relativos de la Ley Federal sobre Metrología y Normalización, 9o. y 21 fracciones I y XII delReglamento Interior de la Secretaría de Comercio y Fomento Industrial, 4o. fracción X inciso a) del Acuerdo que adscribeunidades administrativas y delega facultades en los Subsecretarios, Oficial Mayor, Directores Generales y otros Subalternos dela Secretaría de Comercio y Fomento Industrial publicados estos dos últimos ordenamientos en el Diario Oficial de la Federaciónde 20 de agosto y 12 de septiembre de 1985 respectivamente, se expide la siguiente:
NORMA OFICIAL MEXICANA: NOM-CH-99-1988
INSTRUMENTOS DE MEDICION - CALIBRADORES
MICROMETRICOS PARA MEDICION DE EXTERIORES.
1. OBJETIVO Y CAMPO DE APLICAClON
Esta Norma Oficial Mexicana establece las dimensiones más importantes funcionamiento, especificaciones y métodos de pruebaque deben cumplir los calibradores micrométricos para mediciones de exteriores. Información respecto de valores para el error de medición en cualquier punto en el intervalo de medición, recomendaciones en el uso de los instrumentos, las cuales seestablecen en los apéndices A y B.
Esta Norma Oficial Mexicana es aplicable para micrómetros que contienen una lectura mínima en su escala principal de 0.5 o 1mm, teniendo un alcance máximo de medición de 25 mm, cubriendo capacidades de hasta 500 mm y consta de un tope fijo(yunque) y uno deslizable (vástago) con caras planas de medición.
Esta Norma Oficial Mexicana no es aplicable a micrómetros de lectura digital, pero podrá ser usada para indicaciones derequerimiento deseables para tales micrómetros en los cuales sean apropiados.
2 REFERENCIAS
Esta Norma se complementa con las siguientes Normas Oficiales Mexicanas vigentes:
NOM-Z-12 Muestreo para la inspección por atributos
NOM-B-119 Determinación de la dureza Rockwell y Rockwell
superficial en materiales metálicos.3 DEFINICIONES Y NOMENCLATURA
3.1 Nomenclatura para calibradores micrométricos. Ver figura 1.
/D/ 05078801
FIGURA 1: Nomenclatura para un calibrador micrométrico para medición de exteriores.
NOTA: La ilustración es esquemática únicamente y ésta no intenta presentar detalles de diseño.
3.2 Errores de medición
El error de medición se define como la diferencia algebraica entre el valor indicado y el valor real de la cantidad medida.
3.3 Desviación por el desplazamiento del tornillo micrométrico.
Esta se define como la diferencia máxima entre las desviaciones ordenadas de la curva por la desviación de la lectura obtenida a
lo largo del desplazamiento completo del tornillo.4 ESPECIFICACIONES
4.1 Marco
El marco será de tal forma que permita la medición de piezas de forma cilíndrica, de diámetro igual que la capacidad máxima delcalibrador micrométrico. La rigidez del marco soportará una fuerza igual a la fuerza del trinquete aplicada entre las caras demedición, no alterando la distancia entre ellas por más de la cantidad dada en la tabla 1.
El marco debe ser de un material adecuado; es usado comúnmente acero o fierro colado maleable. Es recomendable usar placas aislantes del calor que sean adecuadas para el marco, especialmente en micrómetros grandes.
4.1.2 Vástago y yunque
El tornillo debe tener un avance de 0.5 o 1 mm y la rosca del tornillo tendrá un buen ajuste en la tuerca.
La tuerca debe estar completamente roscada hasta el final de su longitud de desplazamiento. La parte frontal que corresponde al
vástago debe tener un viraje libre y ajustado en el cojinete o forro sin que sea perceptible el movimiento.El vástago y el yunque serán de acero inoxidable, con un número de dureza mayor que 51 Rc o de acero para herramienta conalto grado de endurecimiento con un número de dureza mayor que 58 Rc. Estos pueden ser emboquillados con carburo de

8/19/2019 99 1988
http://slidepdf.com/reader/full/99-1988 2/6
09/01/16 15:12DOF - Diario Oficial de la Federación
Página 2 de 6http://www.dof.gob.mx/nota_detalle.php?codigo=4747903&fecha=05/07/1988&print=true
. . .
4.1.3 Abrazadera del vástago
Si la abrazadera del vástago es apropiada, el diseño será tal que asegurará efectivamente al vástago sin que altere la distanciaentre las caras de medición por más de 2 um.
4.1.4 Trinquete o matraca
El vástago puede ser adaptado con un trinquete o matraca. Cuando el manejo es apropiado la fuerza ejercida por el manejoentre las caras de medición debe ser 10 N
NOTA: Cualquier fuerza empleada, permanecerá sustancialmente igual en el recorrido del instrumento.
4.1.5 Tambor graduado
El tambor debe estar graduado con 50 o 100 divisiones, según si el paso del tornillo micrométrico es 0.5 o 1 mm, cada unarepresentará 0.01 mm. Las líneas de graduación deben ser claramente trazadas.
El centro de la distancia entre las líneas de graduación no debe ser menor a 0.8 mm.
El espesor de la línea de graduación estará normalmente entre 0.08 y 0.2 mm, sin que el espesor máximo esté arriba de 0.25mm cuando el centro de la distancia entre las líneas es mayor que 1 mm. Una variación en el espesor de la línea de 0.03 mm espermisible.
Si el tambor es biselado el ángulo del bisel debe estar entre 10° y 20°
La distancia del barril a la cara graduada del tambor no debe exceder de 0.4 mm (ver figura 2)
/D/ 05078802
FIGURA 2: Distancia del barril a la cara graduada del tambor.
4.1.6 Barril graduado
El espesor de la línea principal sobre el barril será el mismo que el de las líneas de graduación sobre el tambor graduado ypuede estar sujeto a la misma variación permisible en espesores de 0.03 mm
4 1.7 Ajustes
4.1.7.1 Cada calibrador micrométrico estará provisto con medios para ajustarse a cero.
4.1.7.2 Cada calibrador micrométrico estará provisto con medios para compensar el desgaste por el uso entre el tornillo y latuerca.
5 EXACTITUD
5.1 Generalidades
Las desviaciones y tolerancias especificadas en las tablas 1 y 2 se aplicarán a mediciones hechas con una referencia estándar de temperatura de 20°C
5.2 Desviaciones y tolerancias
La desviación de desplazamiento sobre un intervalo de 25 mm del vástago del micrómetro no excederá de 3 mm
Las tolerancias f en el punto cero serán como se dan en la tabla 1; están basadas en la siguiente fórmula
(2 + A)
f= + ---
50
Donde:
A es el límite inferior (punto cero) del intervalo de medición y está dado en mm
5.3 Error de mediciónLa medición respecto al error máximo de medición para instrumentos de precisión expuestos en esta Norma está dada en elapéndice A
5.4 Caras de medición
Las caras de medición deben estar cubiertas y cada una de las caras deberá ser plana dentro de 1 mm
Cuando las caras de medición de los micrómetros están sujetas a una fuerza de 10 N con un manejo no adecuado en eltrinquete deberán ser paralelas dentro de los valores dados en la tabla 1, cuando el manejo del trinquete sea el adecuado, lafuerza de medición ejercida deberá ser 10 N (ver 4.1.1)
Las tolerancias estarán basadas en la fórmula siguiente:
2 + A
--
50
Donde:

8/19/2019 99 1988
http://slidepdf.com/reader/full/99-1988 3/6

8/19/2019 99 1988
http://slidepdf.com/reader/full/99-1988 4/6
09/01/16 15:12DOF - Diario Oficial de la Federación
Página 4 de 6http://www.dof.gob.mx/nota_detalle.php?codigo=4747903&fecha=05/07/1988&print=true
.
7.2.1 Desviación del recorrido del tornillo micrométrico
La desviación del recorrido de un tornillo micrométrico es verificado usualmente por toma de lecturas sobre una serie de galgas.
7.2.1.1 Aparatos y equipo
- Bloques patrón
7.2.1.2 Procedimiento
Las longitudes de las galgas serán seleccionadas para probar el tornillo micrométrico en vueltas completas del vástago y
también por posiciones inmediatas.Como un ejemplo para un calibrador micrométrico con grado de lectura mínima de 0.5 mm. Se debe usar una serie convenientede bloques patrón de: 2.5 - 5.1 - 7.7 - 10.3 12.9 - 15.0 - 17.6 - 20.2 - 22.8 y 25 mm. Estas series pueden ser usadas para dar indicaciones, pero no adyacentes, para dos revoluciones completas del vástago.
7.3 Trinquete o matraca
La eficiencia del trinquete puede ser probada con auxilio de un dinamómetro.
7.4 Prueba de dureza del vástago y yunque
Debe efectuarse de acuerdo a lo indicado en la Norma NOM-B-119, vigente.
7.5 Resultado
Debe ser lo indicado en 4.1.2
8 MARCADO
8.1 En el producto
Cada calibrador micrométrico debe tener legible y permanentemente sobre él, como mínimo los siguientes datos:
- Nombre o símbolo del fabricante
- Modelo
- Unidad de medida
- Valor de la división mínima
- Capacidad de medición
- La leyenda "HECHO EN MEXICO"
8.2 En el envase y embalaje
Todo calibrador micrométrico debe estar contenido en embalajes construidos de tal forma que garanticen la seguridad delinstrumento en su transportación, manejo y almacenamiento y debe llevar los siguientes datos:
- Nombre o símbolo del fabricante
- Modelo
- La leyenda "HECHO EN MEXICO"
- El Sello Oficial de Garantía, cuando la Secretaría de Comercio y Fomento Industrial así lo autorice.
APENDICE A
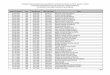
Error de medición para cualquier punto en el intervalo de medición.
Cualquier instrumento de medición tendrá errores inherentes independientemente de las partes para ser medidas y por otra partea condiciones externas de medición. Permita el uso para seleccionar el tipo de instrumento más adecuado para sus propósitos ysus límites de inspección estables para asegurar que los límites designados sean respetados así como fuera posible
sobrepasarse demasiado las tolerancias de fabricación, se recomienda que en la fabricación de instrumentos de medición seespecifique la probable medida de incertidumbre de estos instrumentos. Estos son valores estadísticos en el sentido en que sedescriben y representan el error de medición F en cualquier punto en el intervalo de medición de micrómetros conformados paraesta Norma Oficial Mexicana cuando se verifica una fuerza de medición de 10 N y están basados en la fórmula siguiente:
Fmáx = 4 + A
--
50
Donde:
F es el error de medición en cualquier punto para el intervalo de medición.
A es el límite inferior (punto cero) del intervalo de medición en milímetros.
Esta notación Fmáx puede ser positiva o negativa.Tabla 2. Valores de Fmáx-
Tabla 2. Valores de Fmax.

8/19/2019 99 1988
http://slidepdf.com/reader/full/99-1988 5/6
09/01/16 15:12DOF - Diario Oficial de la Federación
Página 5 de 6http://www.dof.gob.mx/nota_detalle.php?codigo=4747903&fecha=05/07/1988&print=true
+------------------------------+----------------------+
| INTERVALO DE MEDICION | Fmáx |
| DEL MICROMETRO | |
| mm | um |
+------------------------------+----------------------|
| 0 - 25 | 4 |
| 25 - 50 | 4 |
| 50 - 75 | 5 |
| 75 - 100 | 5 |
| 100 - 125 | 6 |
| 125 - 150 | 6 |
| 150 - 175 | 7 |
| 175 - 200 | 7 |
| 200 - 225 | 8 |
| 225 - 250 | 8 |
| 250 - 275 | 9 |
| 275 - 300 | 9 |
| 300 - 325 | 10 |
| 325 - 350 | 10 |
| 350 - 375 | 11 |
| 375 - 400 | 11 |
| 400 - 425 | 12 |
| 425 - 450 | 12 |
| 450 - 475 | 13 |
| 475 - 500 | 13 |
+------------------------------+----------------------+
/D/ 05078804
B.1 Recomendaciones prácticas para usar un calibrador micrométrico.
B.1.1 Las caras de medición deberán mantenerse limpias usando para ello trapo o paño limpio.
B.1.2 El tornillo micrométrico deberá correr libremente hasta el final de su desplazamiento, generalmente los movimientosbruscos indican la presencia de suciedad en el tornillo. Para una buena lubricación se recomienda el uso de aceite de altacalidad para aumentar la suavidad de desplazamiento del tornillo, bastará para ello una pequeña y ligera lubricación.
El tornillo micrométrico deberá moverse sin que esté flojo o apretado; alternando apriete y ajuste indicará un giro en el vástago.
B.1.3 Es generalmente práctico para medir con un calibrador micrométrico si el peso del marco es soportado
independientemente de la acción del vástago.B.1.4 El vástago del micrómetro será suavemente impulsado por la acción del trinquete o el tambor.
B.1.5 Las lecturas del calibrador micrométrico será checada con una galga de ajuste de tamaño conocido y así como lasmedidas necesarias para el ajuste, estas galgas preferiblemente deberán tener la misma forma geométrica de las caras de
medición, así como la parte para ser medida por el calibrador micrométrico.
NOTA: Las galgas de ajuste sustituidas con calibradores micrométricos son generalmente hechos a la capacidad mínima delinstrumento dentro de ciertas tolerancias por tamaño de fabricación.
9 BIBLIOGRAFIA
NORMA ISO - 3611 - 1978 MICROMETER CALLIPERS FOR EXTERNAL MEASUREMENT
10 CONCORDANCIA CON NORMAS INTERNACIONALES
Esta Norma Oficial Mexicana concuerda con la Norma Internacional ISO - 3611 - 1978 (ver 9)11 OBSERVANCIA OBLIGATORIA DE ESTA NORMA
De conformidad con el artículo 61 fracción I de la Ley Federal sobre Metrología y Normalización, la presente Norma es de

8/19/2019 99 1988
http://slidepdf.com/reader/full/99-1988 6/6
09/01/16 15:12DOF - Diario Oficial de la Federación
Página 6 de 6http://www.dof.gob.mx/nota_detalle.php?codigo=4747903&fecha=05/07/1988&print=true
carácter obligatorio y empezará a regir a partir de su publicación en el Diario Oficial de la Federación. En consecuencia losfabricantes de los instrumentos a que se refiere esta Norma deberán producirlos en forma tal que cumplan con lasespecificaciones y demás requisitos previstos en la misma.
México, D. F., a 15 de junio de 1988.- La Directora General de Normas, Consuelo Sáez Pueyo.- Rúbrica.