Embed Size (px)
Citation preview

Decision Support Systems 12 (1994) 127-149North-Holland
A computer-aided system for linearproduction designs
Yong ShiUniuersin' of Nebraska at Omaha, Omaha, NE 68182, USA
PO L, YuUniversity of Kansas, Lawrence, KS 66045, USA
Changging ZhangUniversity of Kansas, Lawrence, KS 66045, USA
and
Dazhi Zhanglona College, New Rochelle, NY 10801, USA
Given a design problem of production systems with multi-ple criteria and multiple levels of resource availability, wewant to select the best subset from a set of possible productsas the optimal production system for production and to con-struct the corresponding optimal contingency plans for copingwith the changes of decision parameters. In this paper, byusing the multi-criteria and multi-constraint-level (MC'') sim-plex method, we develop a computer-aided system for identi-fying the optimal production systems and their correspondingoptimal contingency plans for production .
Keywords: MC 2-Simplex method ; Optimal linear productionsystems ; Optimal contingency plans ; Augmentedmodel; Solution procedure; Computer-aided sys-tem
Correspondence to: Yong Shi, College of Business Administra-tion, University of Nebraska at Omaha, Omaha, NE 68182,USA .
This research has been partially supported by the NationalScience Foundation under grant number ISI'-8418863 . Theauthors want to thank the anonymous referee for a carefulreading of the paper and several suggestions for improve-ments .
0167-9236/94/$07 .0p x 1994 - Elsevier Science B .V . All rights reservedSSDI 0167-9236(93)00093-W
1 . Introduction
Yo select (design) an optimal linear productionsystem means to select the best subset of productsfrom a set of possible products for commitmentwhich may include building the facility and distri-bution channels, production, marketing, and mak-ing profit . If a given problem of linear productionsystems has a single criterion and a single re-source availability level, then it can be solved byusing linear programming (sec Koopmans [11],Charnes and Cooper [2], and Churchman [4]) . If a
127
Yong Shi is Assistant Professor ofISQA at the College of Business Ad-ministration, the University of Ne-braska at Omaha . He received hisB.S . in mathematics from the South-western Petroleum Institute, China in1982 and a Ph .D, in management sci-ence from the University of Kansas in1991 . His Ph .D. dissertation title is"Optimal Linear Production Systems :Models, Algorithms, and ComputerSupport Systems ." In 1983 he studiedat the Chinese National Center for
Industrial Science & Technology Management Developmentcosponsored by China and the United States. Dr. Shi's cur-rent research interests are optimal production system designs,multiple criteria decision making, multiple criteria decisionsupport systems . He has published in various journals includ-ing Management Science, Operation Research Letters, Corn-puter and Operations Research, Mathematical and ComputerModelling, and Decision Support Systems . lie s a member ofDSI, ORSA, and TIMS .
Po L. Yu has been the Carl A . scupinDistinguished Professor in the Schoolof Business at the University ofKansas, since 1977. He graduatedfrom the National Taiwan Universityin 1963 and received his Ph .D . inoperations research and industrial en-gineering from the Johns HopkinsUniversity in 1969 . Before taking uphis position in Kansas, he taught atthe University of Rochester and theUniversity of Texas at Austin . In ad-dition to optimal design problems, his
research interests have included optimal control, differentialgames, multiple criteria decision making and system science inareas related to human behavior such as psychology andphilosophy. He has published six books and over seventyprofessional articles .

128
Y. Shi et al. / A computer-aided system
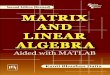
Selecting AGood Subset ofProducts forProduction
UncertaintyUnfolding
Fig . 1 . A general procedure of selecting optimal linear production systems .
interference.
Combination 1
given problem of linear production systems hasmultiple criteria and a single resource availabilitylevel, then it can be solved by using De Novoprogramming (see Zeleny [20,211) . However, manyproblems of selecting optimal linear productionsystems involve multiple criteria and multiple lev-els of resource availability . The selected produc-tion system, for instance, must maximize the totalprofit, cash flow, and market share, etc . subject to
Changging Zhang is a Ph .D. candi-date in the Department of Economicsat the University of Kansas . He re-ceived his M.S. in Mathematics fromBeijing Normal University, China . Hecurrently works on his dissertationwhich uses fuzzy linear binary regres-sion to deal with censored data . Hisresearch interests are preferenceframework, subjective inference, op-erations research, game theory, fuzzysets, artificial intelligence and theprocess of censored data with human
Dazhi Zhang is Assistant Professor ofManagement Science and Systems atthe Hagan School of Business, IonaCollege. He received his M.S. inMathematics from Beijing NormalUniversity, China and Ph .D. in Busi-ness from the University of Kansas .His current interests in research in-clude optimal production system de-sign, competence set analysis andforming winning strategies, expertsystems and artificial intelligence,multiple criteria decision making, and
fuzzy sets and possibility theory. Dr. Zhang has publishedmore than thirty research articles .
PreparingContingency Plans
fluctuation of resource availability over situationsdue to supply, demand, or incomplete informa-tion. Given an optimal production system, as thedecision parameters (criterion coefficients and re-source availability levels) can vary with situations,the corresponding optimal contingency plans mustbe prepared to cope with the various decisionsituations .
According to Lee, Shi and Yu [12], Shi [14],Shi and Yu [15], and Shi and Yu [16], the prob-lems of the production systems with multiplecriteria and multiple resource availability levelscan be solved by using the multi-criteria andmulti-constraint-level (MCZ) simplex method, de-rived by Sciford and Yu [13] and Yu [18] (thedifference between the MC 2 method and themulti-criteria (MC) method of Yu and Zeleny [19]and Yu [18] is that in the right hand side the MCZmethod has a matrix, while the MC method has avector). A general procedure of solving the prob-lem of the production systems (see Figure 1) issketched as follows :
(i) With certain criteria, we first select somegood subsets of the possible product set as candi-dates for optimal production systems .
(ii) We then prepare the corresponding con-tingency plans for each candidate . Contingencyplans may have flexibility to use all possible slackresources, purchase additional resources, orchange production mixes to cope with uncertaintyor variations of decision parameters .
(iii) We finally select the optimal productionsystems from the set of candidates and theircorresponding contingency plans by considering

the expected payoff of these systems and/or us-ing other known techniques of decision makingunder uncertainty .
Note that preparing contingency plans for aproduction system differs from postoptimal analy-sis or sensitivity analysis for vectorparametricprogramming (see Gal [8]). The purpose ofpreparing contingency plans is to ensure the fea-sibility and optimality over decision situations foran undertaken production system, while thepostoptimal analysis identifies the new optimalsolution of the given system as estimates of somesystem data become available .
In Lee, Shi, and Yu [121, the MC 2-simplexmethod as a primary tool is used to derive a basicprocedure for selecting optimal production sys-tems and their corresponding contingency plans .In this procedure, the subsets of a given possibleproduct set that can optimize the model of pro-duction systems under certain changes of decisionparameters are first selected as Potentially GoodSystems (or simply PGS's) for optimal productionsystems. Then for each PGS, its related contin-gency plans are prepared . Finally, by consideringthe expected payoff and/or using other knowntechniques of decision making under uncertaintythe optimal production systems are selected fromthe set of all PGS's (candidates) and their corre-sponding contingency plans. However, the basicprocedure uses the only product and slack vari-ables involved in a given PGS for constructing itsrelated contingency plans . It ignores the flexibil-ity to use other slack variables . Also the basicprocedure restricts the set of possible candidatesfor optimal production systems to the set of allPGS's. In Shi [14], the MC2-simplex method isextensively used to develop several proceduresfor selecting optimal production systems and theircorresponding contingency plans . In these proce-dures, one can not only use the product variablesinvolved in a given PGS and all possible slackvariables to flexibly construct the optimal contin-gency plans for the PGS, but also generate a newlinear system that contains products involved insome of the possible unions of subsets of the setof all PGS's as the candidate for optimal produc-tion systems . Such a new linear system is calledthe Generalized Good System (GGS in short),because it generalizes the previous concept ofPGS's .The MC2-simplex method involves five subrou-
Y Shier at. / A computeraided system
129
tines in each iteration : pivoting, determining pri-mal feasibility and dual feasibility, and determin-ing the effective constraints for the primal param-eter set and the dual parameter set [Chapter8,17]. Developing a data structure for efficientcomputation of locating all PGS's and GCS's,and their corresponding contingency plans is achallenge . For small problems of selecting opti-mal production systems, we can use computersoftware of Chien, Shi and Yu [31- But for themedium- and large-size problems, the computa-tion and bookkeeping can be enormous. Withoutan efficient data structure and programs . locatingthe entire set of PGS's and GGS's and construct-ing the corresponding contingency plans can beprohibitive . In this paper, we propose a frame-work to develop a Computer-Aided System (CAS)for solving the problem of selecting optimal pro-duction systems . We will address relevant com-puter programs as well as the related data struc-ture. Note that our focus is on the computerprograms and the data structure, not on the ge-ometry of a product design as shown by Dilworth[7] and Heizer and Render [9] using Computer-Aided Design (CAD) .
In order to facilitate our discussion . i n the nextsection, we sketch the known results of how touse the MC`-simplex methods to formulate andsolve the problem of selecting optimal productionsystems . Specifically, in section 2 .1, we demon-strate how to identify the set of all PGS's for thegiven production system problem by using theMC2-simplex method . In section 2 .2. we outlinedifferent mathematical models for constructingthe optimal contingency plans for all PGS's andGCS's. In section 3, we study an augmentedmodel for building a theoretical framework forthe CAS_ The theoretical results arc derived tofacilitate computation of selecting optimal pro-duction systems . In section 4, by integrating theresults of sections 2 and 3, we first propose aprocedure for solving the problem of selectingoptimal production systems (section 4.1). An il-lustrative example is given in the Appendix . Thenwe describe the CAS for selecting optimal pro-duction systems, in which the flowcharts of thealgorithm (section 4.2), a top-down design ofthe CAS (section 4.3) . and a pseudo-languageprogram (section 4 .4) are provided . Conclusionsand remaining research problems are given insection 5 .

1 30
Y Shi et at / A computer-aided system
2 . Optimal linear production systems : A preview
zero) to Model (Ml), we obtain the followingsimplex tableau :
2.1. Potentially good systems (PGS)
A known mathematical model of selecting op-timal linear production systems can be sketchedas follows. (For the details, the reader can referto [12,14,15,161) .
Given a planning horizon, let N={1, . . .,n} ben products or opportunities under consideration .The model of selecting optimal production sys-tems can be formulated by
max A`Cvs .t . Ax <_ Dy
(Ml)x>0,
where C C= Rq"" is the contribution matrix whoseq rows are the coefficients of q criteria ; A E R'"is the unit consumption matrix of resources ; andD E R'"xp is the matrix of resource availabilitylevels whose p columns are p resource availabil-ity levels ; x e R" is the product variables ; andboth y, called the resource parameter, and A,called the contribution parameter, are normal-ized ; that is,
py e R' with Yk >_ 0 and L Yk = 1
k=1
qand A ER " with A k >= 0 and E Ak = 1 .
k=1
Observe that with the above model, if parame-ters (y, A) are known ahead of decision time, wecan select the best k products from possible nproducts as the optimal system for production byemploying linear programming techniques (sec [2]and Dantzig [6]) . However, when the parameters(y, A) cannot be known ahead of time, the linearprogramming approach would not be effectivebecause there are infinitely many possible combi-nations of (y, A) . In addition, the change of ymay make the original choice infeasible, and thechange of A can render the choice not optimal .Thus, contingency plans need to be prepared toovercome the difficult decision situations . In thefollowing, assuming that (y, A) are unknown wedescribe how to use the MCZ-simplex method tosolve the problem of the production systems .
By adding slack variables s (note that we letthe contribution coefficients associated with s be
(1)(2)
Note that the first and second block of columnsarc the coefficients associated respectively withthe original and slack variables . Equation (1) rep-resents constraints while equation (2) is the ob-jective function .
Let J be the index set of the basic variables(without confusion, J is also called a basis) . Givena J with the basic variables denoted by x(J), wedefine the associated basis matrix B, as the sub-matrix of A with column index in J (i .e ., columnj of A is in B, iff j (=- J), and the associatedobjective function coefficient C, as the submatrixof C with column index in J. Equations (1)-(2)can be rewritten as :
(3)(4)
Note that (3)-(4) is a typical simplex tableauwith B, as a basis, and
(3) =Bi 1 (1) (i .e ., premultiply (1) by B;'),and
(4) = A' C, (3) + (2) .(3) and (4) imply that x(J, y)=By'Dy is a
basic solution associated with (J, y) and its objec-tive value is given by A'CJBJ 'Dy when A isspecified .
By dropping (y, A) from (3)-(4), we obtain atypical MC Z-simplex tableau with basis B, asfollows :
define its corresponding(i) primal parameter set by
r(J) = {y >= 01 B-'Dy >- 0} ; and
x
s RHSBJ'A
Bi 1A'C,BJ'A-A'C A'CJBJ'
Bi'DyA'CJ BJ'Dy
x s RHSBI A B; ' B, 'D (5)C,BJ'A-C CJBJ' C,BJ'D (6)
Definition 2.1 . Given a basis J for Model (Ml),
x s RHSA-A'C
I0
Dy0

(ii) dual parameter set byA(J) = (A > 0 I A`[CJB, lA - C, C JBy ']
>- 0) .
The following is well known (see [Pages 243-248 of Chapter 8, 181 for details) .
Statement 2.1 .(i) The resulting solution x(J, y) =Bj- ' Dy
> 0 and J is a feasible basis iff y E_ 1'(J) .
(ii) The solution x(J, y) is optimal iff y F -
FM and A E AM.(iii) J is a primal potential basis iff r(j) * 0 .(iv) J is a dual potential basis iff A(J) * 0 .
(v) J is a potential basis iff T(J) X A(J) * 0 .
Note that the condition 1(J) x A(J) * 0 in (v)of Statement 2.1 is similar to the critical region ofvectorparametric programming (see [Pages 220-231 . Chapter 7,81) .
Definition 2.2. The optimal situation set for agiven potential basis J is defined by
S(J) =(( y , A) Iy eF(J), A EA(J)} .
By Definition 2 .2, whenever (y, A) e S(J), J isthe optimal basis for Model (MI) . When there isno confusion, S(J) may simply be denoted by S .
In order to use the MC 2-simplex method tosearch for all PGS's associated with certain rangesof (y, A), the following assumptions are imposedin [12] (The assumption will be removed shortly) :
Assumption 2.7 .(i) The number of products, k, in each PGS
for Model (Ml) should not exceed the number ofresources under consideration, m .
(ii) The selected k products should be able to"optimize" Model (M1) under some possiblerange of (y, A) .
Remark 2.1 . From (i)-(v) of Statement 2 .1, wesee that, if a PGS is a potential basis, then itsatisfies both (i) and (ii) of Assumption 2 .1 ; con-versely, a PGS which satisfies both (i) and (ii) ofAssumption 2 .1 with some specific (y, A) can berepresented by a potential basis . Thus, the methodto search for all potential bases by the MC 2-sim-plex method can be readily used to search for allPGS's. For this reason, we call a potential basis
Y Shi of at / A computer-aided system
1 .31
associated with Model (Ml) a potentially goodsystem (PGS) for Model (Ml) . The products asso-ciated with the PGS are those that can be poten-tially selected for production .
For the ease of presentation, in this paper weassume that for any (y . A), Model (Ml) either hasno feasible solution or has a bounded optimalsolution . The following example illustrates how tolocate all PGS's for a given problem of selectingoptimal production systems .
Example 2.1 .
matx(A„ A 2 ) (0 1 2 3 3
)
1 0 2 1 0s .t 0
I
1
2
21
1
0
0
I
x i >0, j=1,2,3,4,5 .
Let s„ s 2 , and s 3 be slack variables for con-straints 1, 2, and 3 respectively . Then, by using asoftware of the MC 2-simplex method [3], we findthe set of all potential bases (or PGS's), denotedby 7= (J„ J,, J3 , J„ J S ) as listed in Table 1 .
In table 1, J, has (x t, x 2 , s,) as the basicvariables. If Jl is chosen, then products {x 1 , x }are the ones that we are going to produce whiles 3 is a slack variable . When y, and A, are given,y, and A2 are uniquely specified due to y, +y,= 1 and A, + A, = 1 (For y E R° and A E R"with p, q > 2 . when yk , k = 1, . . . , p - I, and A,,t = 1, . . . . q - 1, are given, y,, and A" can beuniquely specified). From Table 1, we see that J,is optimal whenever 0 < y , < 2/3 and 115 < A, <
Table 1Potentially good systems
2
.x 4
, -r s
t0 20' Y_<
40 20130 40 (Y2)
Potentiallygood system
Basicvariables
F(J,) -11J;)
J, (x„x„ s,) 0<y,<2/1 1/5~A,51J, (x„x2,x4) Osy,<_2/3 1/4<A,<1J3 (x„x„x,) 0-<y,<2/3 1/5<A,<<-1/4J4 (x b x,, .e3 ) 0<y,<2/3 1/11<A,<1/5J, (XI,x 5 ,s 3 ) 0<y,<2/3 0<A,<I/11

1 3 2
1 . However, if 2/3 < y , 51, then J, becomesinfeasible and if 0 _<A 1 < 1/5, then J, is notoptimal . We need to prepare the correspondingcontingency plans for J, when 2/3 < y, 5 1and/or 0 <A , < 115. Similarly, J2 , J3 , J4 , and J5can be explained .
By Definition 2.2, we obtain the following opti-mal situation sets (where S(J) is denoted by S efor simplicity) :
S,= ((Y1 , A,)I05y 1 <-2/3, 1/5<-A 1 51),S2 = {(y 1 , A,) 10 < y l <-2/3, 1/4 -< A 1 < 1},S,= {(y,A 1 )I0sy,<2/3,1/5<A 1 51/4),S,, = ((y 1 , A 1 ) 1 0 -< y1 < 2/3, 1/11 < A 1 <
1/5), and
S5 = {(yl, A,) 10 < y , 5 2/3, 0 -< A, <_ 1/11),where (y, A) defined in S of Definition 2 .2 re-duce to (y„ A,) .
Note that in table 1, PGS J 1 overlaps J2 andJ3 since S 1 = S2 U S3 . ( .JJ is said to overlap J„i # j, if int(S) fl int(S) * 0, where int(S) is theinterior of St.) This means when 0 < Yi 5 2/3and 1/5 _< A, < 1/4, both J, and J3 are optimal ;and when 0 <_ y, 5 2/3 and 1 /4 _< A, < 1, both J,and J2 are optimal . From table 1, we also seethat when 2/3 < ,y, 51, Model (M1) has no feasi-ble solution since the value of the first resourcelevel for the first constraint is negative (which is-10) .
Remark 2.2. (i) Given a problem of selectingoptimal production systems, let ~' =(JJg)be the set of all PGS's identified by the MC 2-sim-plex method . Recall that each PGS of , satisfiesboth (i) and (ii) of Assumption 2 .1. In order toremove or relax this assumption, we can generategeneralized good systems (GCS's) by takingunions of subset of given 7 (see [14]) . An algo-rithm developed by Shi, Yu, Zhang and Zhang[17] can be applied to efficiently search for allGCS's based on ,.
(ii) Once a PGS J is determined for the pro-duction system, then all other products j C J arerejected or not produced. Given a PGS J withbasic variables x(J), recall that when y CT(J), Jis not feasible, and when A C A(J) 7 J is notoptimal. Thus, we need to prepare the corre-sponding contingency plans for each J to copewith the difficulties (i .e ., to make the productionfeasible and optimal in some sense) by buildingthe related submodels of Model (Ml). We shalloutline the methods of constructing the optimal
Y. She et at. / A computer-aided system
contingency plans for a given PGS (or GGS) inthe next subsection .
(iii) Given all PGS's and GGS's together withtheir corresponding optimal contingency plans,since (y, A) are unknown at the design time, theproblem of selecting the final optimal productionsystems is reduced to a decision problem underuncertainty with a finite number of choices ; thatis, PGS's and GCS's. Solving this problem in-volves the assessment of the likelihood of (y, A)to occur at the various points of its range . Withproper assumptions, the uncertainty may be rep-resented by random variables with some knownprobability distribution . A number of known cri-teria of decision making under uncertainty can beused to solve the problem (see [12], [18], Ziembaand Vickson [22], and Keeney and Raiffa [10]) .This is illustrated in the example provided in theAppendix. An analysis of using various criteria tochoose the final optimal production systems isreferred to [Chapter 4,14] .
In the following subsection, we shall sketch thesubmodels of Model (Ml) that can be used inconstructing the optimal contingency plans for allPGS's and GCS's for developing the CAS .
2.2. Submodels and augmented model
Given the set of all PGS's and GCS's, we mayconstruct two kinds of corresponding optimalcontingency plans for each of the PGS's andGCS's. One kind is called the rigid contingencyplans and the other kind the flexible contingencyplans . By a rigid contingency plan for a candidate(PGS or GGS), we mean that one which containsonly those basic variables and slack variable ofthe candidate and which "optimizes" the sub-model related to the candidate under certainranges of (y, A) . Note that the rigid contingencyplan has no flexibility to use other possible slackvariables which are not in the candidate . In con-trast, a flexible contingency plan for the candi-date can contain not only the selected basic vari-ables, but also some possible slack variables ofModel (Ml) .
Now let us outline all mathematical modelsinvolved with constructing the two kinds of opti-mal contingency plans for each PGS and GGS .We then use an augmented model to integratethem. For the details of building these models,the reader can refer to [14,15,16] .

To construct the rigid contingency plans for agiven PGS J, we can solve the following sub-model :
where C j and B, are the submatrices derivedrespectively from [C, 0] and [A, I] of Model (MI)be deleting those j (4 J, D is known in Model(Ml), and (y, A) are presumed.
By using the MC'-simplex method, we canidentify the set of potential solutions for Model(M2) which is called the set of rigid contingencyplans selected by (M2) for the given PGS J . If forany (y, A), there is such a contingency plan which"optimizes" Model (M2), then we say the set ofpotential solution for Model (M2) is the set of alloptimal rigid contingency plans for PGS J . If forsome y, Model (M2) has no feasible solution,then the rigid contingency plans that satisfy feasi-bility and maximize the net payoff for PGS J canbe formulated as :
where y = (y„ . . . , y,,,)' are the additional re-sources needed to convert infeasibility of Model(M2) into feasibility and a' =(a,, a,) is thegiven unit price of purchasing y .
For a given PGS J, let X(J)={K,(J), . . .,Kh(J)) be the set of all potential solutions ob-tained from Model (M3) by using the MC z-sim-plex method. We call {K,(J), . . ., Kh(J)} the rigidcontingency plans selected by (M3) for PGS J.Note that by increasing y if necessary, Model(M3) always has feasible solutions. Thus, be usingModel (M3) we can always have feasible rigidcontingency plans for all possible situations of(y,A) .
If the given candidate is GGS .0 , then thecorresponding rigid contingency plans can beconstructed by solving the following submodel :
Y Shi et at / A computer-aided system
1 33
respectively from [C, 0] and [A, I ] of Model (M1)by deleting those j (4 fl, D is known in Model(MI), and (y, A) are presumed .
Given GGS 12, let {G,( .R),_ . .,G,,(17)} he theset of all potential solutions obtained from Model(M4) by using the MC 2-simplex method . Then,the set {G,(f2), . . .,Gd(f2)) is called the set ofrigid contingency plans selected by (M4) for a givenGGS 12 . If for any (y, A), there is a rigid contin-gency plan which "optimizes" Model (M4). then{G1(12), . . .,Gd(fl)} is the set of all optimal rigidcontingency plans for GGS 12 . If for some y,Model (M4) has no feasible solution, then therigid contingency plans that satisfy feasibility andmaximize the net payoff for GGS fl can heidentified by solving the following model:
where a'=(a,, . . .,am) is the given unit price ofpurchasing additional resources y = (yy,„ )' .
Given GGS f2, we call the set of all potentialsolutions obtained from Model (M5) the rigidcontingency plans selected by (M5) for Q. Notethat Model (M5) always has feasible solutions byincreasing y if necessary . This means that therigid contingency plans selected by (M5) can al-ways be feasible for all possible situations of(y, A). Furthermore, when a proper level of avalue is given, the rigid contingency plans se-lected by Model (M5) for GGS 12 are the set ofall optimal rigid contingency plans for GGS D .
To construct the flexible contingency plans fora given PGS .1 with basic variables x(J) whichmay contain some slack variables, we denote thecorresponding nonbasic variables by x(J'). De-compose x(J') into x'(J') and x 2(J'), wherex'(J') is the set of nonbasic slack variables con-sisting of those slack variables that are not in-volved in J, and x c(J') is the set of nonbasicproduct variables consisting of those product vari-ables of N which are not involved in J . Then, wecan construct the flexible contingency plans forPGS J by solving the following submodel :
maxs .t
A'Ca x(f2)
A 11x(fl) =Dy
(M4)
x(12) >= 0,
maxs .t .
A'C1x(J)
B,x(J)+R'x'(J')=Dy (M6)
where Cn and A,, are the submatrices derived x(J), x'(J') > 0 .
maxs .t
A'Crx(J)-a'y
BJx(J)-y=Dy (M3)
x(J), y >>=0,
maxs .t .
A'C,x(J)
B,x(J) = Dy (M2)x(J) <0,
maxS . t .
A'Cnx((2)-a'y
A„x( f2)-y=Dy (M5)x(f2), y? 0,

1 34
where C, and B, are the submatrices of [C, 0]and [A, I] of Model (Ml) corresponding to x(J),R' is the submatrix of [A, I] corresponding tox'(J'), D is known in Model (Ml), and (y, A) arepresumed .
For a given PGS J, let {U,(J), . . ., U,(J)) be theset of all potential solutions obtained from Model(M6) by using the MCZ-simplex method . We call{U,(J), . . .,U,(J)} the flexible contingency plansselected by (M6) for PGS J. If for any (y, A),there is a contingency plan that "optimizes"Model (M6), then we say (U,(J), . . .. Ur(J)} is theset of all optimal flexible contingency plans forPGS J. If for some y, Model (M6) has no feasiblesolution, then the flexible contingency plans thatsatisfy feasibility and maximize the net payoff forPGS J can be formulated as :
where y = (yym)' are the needed additionalresources that can be purchased by paying a' _(a,, . . ., am ) for each unit .
Given a PGS J, we call the set of all potentialsolutions obtained from Model (M7) by using theMC2-simplex method the flexible contingencyplans selected by (M7) for PGS J. Note that byincreasing y if necessary, Model (M7) always hasfeasible solutions . Thus, by using Model (M7) wecan always have feasible flexible contingency plansfor all possible situations of (y, A) .
If a GGS f2 with basic variables x(fl) is givenas a candidate, then we denote the correspondingnon-selected product variables and slack vari-ables by x(fl') . We decompose x(fl') into x'(fl')and x 2(12'), where x'(fl') is the set of non-selected slack variables and x z(f2') is the set ofnon-selected product variables with respect to fl .The flexible contingency plans for given GGS 12can be identified by solving the following sub-model :
max A'Co x(fl)s .t . A ux(f2) +Aci.x'(f2') =Dy
(M8)
x(1-2), X' (fl') >>-0,
where C 72 and A n are respectively the submatri-ces of [C, 0] and [A, 1] of Model (Ml) corre-sponding to x(12), A'a , is the submatrix of [A, I]
Y Shi et al. / A computer-aided system
corresponding to x'(tl'), D is known in Model(M1), and (y, A) are presumed .
Given GGS f2, let (E,(0), . . ., Er (fl)) be theset of all potential solutions obtained from Model(M8) by using the MCc-simplex method. Then,we call {E,(fi), . . ., Er (t2)} the flexible contin-gency plans selected by (M8) for GGS 1l . If forany (y, A), there is a flexible contingency planthat "optimizes" Model (M8), then{E,(f2), . . ., E,(f2)} is the set of all optimal flexi-ble contingency plans for GGS f2. If for some y,(M8) has no feasible solution, then the flexiblecontingency plans which maintain feasibility andmaximize the net payoff for GGS fi can beconstructed by solving the following model :
where y= (y,, . . ., ym)' are the needed additionalresources and a' = (a,, . . ., a m) is the given unitprice of purchasing y .
Given GGS f2, we call the set of all potentialsolutions obtained from Model (M9) the flexiblecontingency plans selected by (M9) for fl . Notethat by increasing y if necessary, the submodel(M9) always has feasible solutions ; that is, theflexible contingency plans selected by (M9) canalways be feasible for all possible situations of(y, A). Furthermore, these contingency plans canensure both the feasibility and optimality if aproper value of the price a is chosen.
Because of the close relationship among Mod-els (M2)-(M9) and the initial model (Ml), theaugmented model developed in [11] can be usedto facilitate effective computation of locating allPGS's and GCS's and their corresponding con-tingency plans .
In the augmented model we try to identify thepotential bases from both product variables of xand the additional resource variables of y . Themodel is given as follows :
We observe that all Models (Ml)-(M9) aresubmodels of Model (AM) .
First let us add slack variables s to Model(AM) ; then we observe :
max
s .t .
A'Cx-a'y
Ax -y_<Dy (AM)
x, y >- 0 .
max
s.t .
A'C,x(J) -a'yB,x(J)+R'x'(J')-y=Dy (M7)
x(J), x'(J'), Y >=0,
max
s .t .
A'C„x(12) -a'y
A nx(f2)+A~,x'(fl')-y=Dy (M9)
x(fl), x'(f7'), y > 0 .

(i) We can obtain Model (Ml) by deleting thecolumns of y from Model (AM) . Thus Model(Ml) is a submodel of Model (AM) .
(ii) From Model (AM), we can obtain Model(M2) by deleting the columns of both x(J') andy, Model (M3) by deleting the columns of x(J'),Model (M4) by deleting the columns of bothAD') and y, and Model (M5) by deleting thecolumns of x(fl') . Thus, Models (M2)-(M5) aresubmodels of Model (AM).
(iii) From (AM), we can obtain Model (M6) bydeleting the columns of both x 2(J') and y, Model(M7) by deleting the columns of x 2 (J'), Model(M8) by deleting the columns of both x 2(fl') andy, and Model (M9) by deleting the columns ofx 2(fl') . Thus, Models (M6)-(M9) are also sub-models of Model (AM) .
The above discussion indicates that developingan effective procedure to solve the augmentedmodel (AM) is the key to developing a CAS forselecting optimal production systems . We shallstudy properties of Model (AM) in the next sec-tion .
3. Some theoretical results for the augmentedmodel
For convenience, we rewrite Model (AM) asfollows :
Let C(a)=I
a`],A=[A,-I],
and X=(y) .
Then, Model (AM) becomes
max A'C(a)Xs .t . AX <_ D A
X>0 .After adding slack variables w to Model (7),
we obtain the initial tableau:
Y Shi et al. / A computer-aided system
(7)
Note that the first and second block columnsare the coefficients associated respectively withvariables X and slack variables w . Equation (8)represents the constraints while equation (9) isfor the objective function .
Let J be a basis for Model (7) with the basicvariables denoted by X(A . We define its associ-ated basis matrix 11, as the submatrix of A withcolumn index in 1, and its associated objectivefunction coefficient C O (a) as the submatrix ofC(a) with column index in ,1 . Equation (8)-(9)can be rewritten as :
Note that (10)-(11) is a simpler tableau withB D as basis, and
(10)= 10. n' (8), and(11)=A, CJa) (10) + (9) .By dropping (y, A) from (10)-(11), we obtain a
MC2-simplex tableau with parameter a and basisH, as follows :
where V-[B,'A, i d 1 1,W-H I 'D .
Z(a) =[C2,(a)IC-1'A-C(a), C,,(a)Band V(a)= C Z(a)II y'D .
The following discussion is similar to that of[Pages 243-255 of Chapter 8,18] . We shall notprovide the proofs for the corresponding theo-rems, as they can be readily derived with slightmodifications, from Theorem 8 .18, Remark 8 .21,Remark 8.22, Theorem 8.19, Remark 8.23, Theo-rem 8.23, and Remark 8 .28 of [18] .
Let WO) and 1(1, a) be the submatrices of thetableau associated with the basis .1 .
-A'('(a)
135
X m RHSq I Dy
A'C(a) 0 0
max A'[C . -llg a' ] (y)
s .t . [A,-I](y)__,Dy
X W
RHSB , 1A
B)'
B T 'DC,(0181 '1
,'A C j(a)f`B J ' C,(a)03a'D- C(a)
We rewrite (12)-(13) as
V W1(a)
YGO
X w RI ISB,'A B)i B7'Dy - (10)y'C,,(a) A'C,,(a) A'C,(a) (11)
III 14A il i h -il)y

1 36
Definition 3.1 . Given a basis ,0 of Model (7),(i) 3 is a primal potential basis iff
FU _ { y > 01WU)y > 0) is not empty ;(ii) 3 is a dual potential basis iff
A(U) ={A > 0, a >- 01 A'7L(L, a) >_ 0} isnot empty ;
(iii) P(L) and A(D) are known as primal anddual parameter sets respectively .
From Definition 3 .1, we have:
Theorem 3.1 . 3 is a potential solution iff P(3) XA(0) * ¢ .
Definition 3 .1 and Theorem 3 .1 correspond toTheorem 8.18 of [18] . Theorem 3.1 is a general-ization of (v) of Statement 2.1, which is alsosimilar to the critical region of vectorparametricprogramming ([Pages 220-231, Chapter 7,8]) .
Furthermore, we have :
Remark 3 .1 . Comparing (10)-(11) with (12)-(13), we see that
(i) the resulting solution X (J , y) = W(L)y z 0and ,U is a feasible basis iff y E P(G);
(ii) the solution X(l, y) is optimal iff y E P(L)and (A, a) e A(D) ; and
(iii) the objective value corresponding to ,D isA'V(a)y, which is involved with three pa-rameters a, y, and A .
Theorem 3 .2. For a given basis LI,(i) if O% (D) > 0, then ,D is a primal potential
basis, where j is the j ilt column of W(L); and(ii) if Z'(L, a) > 0, for some a >_ 0, then ,D is a
dual potential basis with respect to a, where i is thei" row of ELI, a) .
Theorem 3.3 . (i) Basis d is not a primal potentialbasis if W'(0) S 0, for some i, where i is the i"' rowof W(ll) .
(ii) Basis 3 is not a dual potential basis withrespect to a >= 0 if 7L t (L, a) < 0, for some j, wherej is the j'h column of 72(3, a).
Remark 3.2 Both Theorems 3.2 and 3.3 areuseful in developing the CAS . Theorem 3.2 helpsus to efficiently check whether the primal and/ordual parameter sets exist for a basis. WithoutTheorem 3.2, we have to solve W(u)y >_ 0 for P(U)and solve A'7L(D, a) >_ 0 for A(JJ) . If the condition
Y Slu et at / A computer-aided system
(i) of Theorem 3.3 holds, we use the "dual pivot"to find another primal potential basis . If thecondition (i) of Theorem 3 .3 holds, we use the"primal pivot" to find a dual potential basis . (See[Remark 8.22, 18] for the definitions of the dualpivot and primal pivot .) In either case, we do notneed to find P(L) by solving W(D)y >: 0 or A(0) bysolving A'ZL(D, a) >- 0 .
The subroutines to determine the primal feasi-bility regarding the parameter set P(3) and thedual feasibility regarding the parameter set t'(0)are based on the following theorem .
Theorem 3.4 .(i) P(,0) * 0 iff w,,,. = 0 for
y'>_0,e'?0,
where y'eRa, Ilq=(1, . . .,1)',e'eR9 .
Remark 3.3 From Theorem 3 .4, the related sim-plex tableau to verify the primal feasibility is
Y e RHS
W(D)'
1 0
J1 W(L)' 0 0
where the last row of (18) is used to check theoptimality condition for (16).
The related simplex tableau to verify the dualfeasibility is
Y' e' RHS
7L(J, a)
I 0
RV U, a) 0 0
where the last row of (19) is used to check theoptimality condition for (17).
max
s.t .
w =llp e
y"W(L) + e = 0 (16)
y _ 0,e>0,
where yeRm, llp=(1, . . .,11$,eER" .(ii) AU) * 0 for some a iff wm, x = 0 for
(17)
max
s.t .
w' = ll4 e'
7L(L, a)y'+e'=0

For the purpose of pivoting, we define effec-tive and null constraints of the primal and dualparameter sets, respectively, as follows .
Definition 3.2 . Let J be a primal potential basis .For i e {1, . . ., ml, W'(J) is said to be an effectiveconstraint of 1'(J) if W'(U) * 0 and there existsy ° e L'U) such that W'(J)y ° = 0; and W'(J) is saidto be a null constraint of P(i) if W'(J)=0 .
Definition 3.3. Let J be a dual potential basiswith respect to a ° and 3' the set of correspond-ing nonbasic vectors, For j e J', 77 1 (D, a ° ) is saidto he an effective constraint of A(3) at a° if7L (D, a ° ) = 0 and there exists A ° E= A(J) such thatAdz (J, a ° ) = 0; and 7/ (J, a° ) is said to be a nullconstraint of AU at a ° if 7LP, a °)=0.
The following theorem allows us to find theeffective or null constraints .
Theorem 3.5-0) W'(D) is an effective constraint of P(U) iff thereexists (1;, w) z 0 such that WOu + %,'( J) 2P = wwith w, = 0, where v, I t, e R°, and w E R' .(ii) Li ( .U, a ° ) is an effective constraint of AU) ata° iff there exists (u', w') z 0 such that s''/L(Ji, a° )+ 1 1 ,,77(,U, a°) = w' with w,'= 0, where u', 1, c R°,and w' e R" .
Remark 3.4. From Theorem 3 .5, to verify thecondition of effective constraints of 1"(J), we usethe initial tableau :
I
w RHS- atVO / WW2„
(20)
If W(J)Re has negative entries, we could use dualpivot to find a feasible tableau and then verify therelevant condition .
To verify the condition of effective constraintsof A(J) at a ° , we use the initial tableau :
w' RHS-7L(J, a ° )' I LLU, a")'1.
(21)
If L(J, a ° )' R q has negative entries, we could usedual pivot to find a feasible tableau and thenverify the condition .
Y Shier at. / A computer-aided system
13 7,
Remark 3.5 . There are five basic subroutines forsolving Model (7) . The first one is to computeTableau (12)-(13) . The second and third are totest the primal and dual parameter sets by usingTableaus (18) and (19), respectively (see Theorem3 .4) . The fourth and fifth are to check the primaland dual effective constraint by using Tableaus(20) and (21), respectively (see Theorem 3.5) .These subroutines can be designed as computerprocedures in the CAS .
4. A computer-aided system
In this section, by integrating sections 2 and 3,we first propose a procedure to solve a problemof selecting optimal production systems (section4.1) . Then we describe a design of a CAS forselecting optimal production systems . Instead ofstudying how to write and implement the pro-gram of the CAS by using some particular com-puter language, we shall focus on exploring therelated flowcharts of the algorithms for the CAS(section 4.2), a top-down design of the CAS (sec-tion 4.3), and the pseudo-language programs (sec-tion 4.4) .
4.1. A solution procedure
From our discussion in previous sections, aprocedure for solving problems of selecting opti-mal production systems can be described as fol-lows :Procedure 4.1 .
Step L Find all primal potential solutions forthe augmented model (AM) by applying (i) ofDefinition 2.1 . Denote the set of such solutionsby e = {E,, . . ., E, .). Without confusion, E willgenerically denote such a basis, and its corre-sponding basic variables in x and y will be de-noted by x(E) and y(E) respectively . Note thatx(E) can contain slack variables s .
Step 2. Find all potential solutions or PGS'sfor Model (Ml) by Definition 2 .1 . Denote the setof such solutions by, = {JJK} . Note that wecan obtain the primal potential solutions by drop-ping those E e e which contain some y,, i =I, . . . , m . "Then from the primal potential solu-tions, we use (ii) of Definition 2 .1 to identify thedual potential solutions and use Statement 2 .1 toobtain the entire f. Without confusion . .1 will

139
generically denote such bases, and the corre-sponding basic variables will be denoted by x(J).Note the x(J) can contain slack variables s .
Step 3 . Applying the algorithm of [17], findall GCS's for Model (Ml) . Denote the set of suchGCS's by (f2,, . . .,S2k) . Note that a GGS .2 cancontain slack variables s .
Step 4. If we want to prepare the rigid con-tingency plans for each candidate (J or 0), thendo the following :
(a) For each J, identify all potential solutionsfor Model (M2) by applying Definition 2.1 fromits corresponding tableaus. The primal potentialsolutions can be found by dropping those E E ewhich contain some s; of x(P) and/or some y iof y . Then we apply (ii) of Definition 2 .1 to checkthe optimality condition for the primal potentialsolutions . Denote the resulting subset of e bye 2(J). For each E2 of e 2(J), x(E 2(J), y) is therigid contingency plan selected by Model (M2)for PGS J. If for any (y, A), there is E2 in e2(J)that "optimizes" Model (M2), then e 2(J) is theset of all rigid contingency plans for PGS J andwe go to Step 6. Otherwise, for each PGS J ofStep 2, identify those E E e of Step 1 for whichx(E) cx(J) (i .e ., the set of basic variables x(E)is contained in x(J)) . Denote the resulting subsetof e by e'(J) . This step can be accomplished bydropping those E E e which contain some s, ofx(J') . Note that for each of such E' of e'(J),x(J), (x(E'(J), y), y(E', y)) offers a primal po-tential solution of Model (M3) for J . With a givenlevel of a value, applying (ii) of Definition 2 .1,we can find the set of optimal rigid contingencyplan selected by Model (M3) for PGS J .
(b) For each fl, identify all potential solutionsfor Model (M4) by applying Definition 2.1 fromits corresponding tableaus . The primal potentialsolutions ca be found by dropping those E E ewhich contain some s; of x(fl') and/or some y ;of y. Then applying (ii) of Definition 2 .1 wecheck the optimality condition for the primalpotential solutions . Denote the resulting subsetof c by e 4(I2) . For each E4 of e 4 (f2), x(E 4(1l), y)is the rigid contingency plan selected by Model(M4) for GGS 12 . If for any (y, A), there is E 4 ine4(fl) that "optimizes" Model (M4), then e 4(2)is the set of all rigid contingency plans for GGSJ2 and we go to Step 6 . Otherwise, for each GGSf2 of Step 3, identify those E E F of Step I forwhich x(E) cx(f2) (i.e ., the set of basic variables
V Shi et at / A computer-aided system
x(E) is contained in the set of variables x(f2)) .Denote the resulting subset of e by e 5(fl) . Thisstep can be done by dropping those E E e whichcontain some s i of x(fl') . Note that for each ofsuch E5 of s 5(f), x(E 5(f2), y), y(E 5 , y)) is aprimal potential solution of Model (M5) for 12 .With a given level of a value, we then apply (ii)of Definition 2 .1 to find the set of optimal rigidcontingency plan selected by Model (M5) forGGS D.
Step 5. If we want to prepare the flexiblecontingency plans for each candidate (J or ,2),then do the following :
(a) For each J, identify all potential solutionsfor Model (M6) by applying Definition 2.1 fromits corresponding tableaus . The primal potentialsolutions can be found by dropping E E e whichcontain some s1 of x 2(J') and/or some y i of y .Then by applying (ii) of Definition 2 .1 we checkthe optimality condition for the primal potentialsolutions. Denote the resulting subset of e bye 60). For each E 6 of e 6(J), (x(E 6(J), y),x'(E 6(J'), y)) is the flexible contingency planselected by Model (M6) for PGS J . If for any(y, A), there is E 6 in (F 6(j) which "optimizes"Model (M6), then e 6(J) is the set of all flexiblecontingency plans for PGS J and we go to Step 6 .Otherwise, for each PGS J of Step 2, identifythose E E e of Step 1 for which x(E) c(x(J), x'(J')) (i .e ., the set of basic variables x(E)is contained in the set of variables (x(J), x'(J'))) .Denote the resulting subset of e by e'(J) . Thisstep can he accomplished by dropping those E e ewhich contain some s, of x 2(J') . Note that foreach of such E' of e'(J), (x(E 7(J), y), x'(E 7(J'),y), y(E 7, y)) is a primal potential solution ofModel (M7) for J. With a given level of a value,applying (ii) of Definition 2 .1, we can find the setof optimal flexible contingency plan selected byModel (M7) for PGS J.
(b) For each .2, identify all potential solutionsfor Model (M8) by applying Definition 2.1 fromits corresponding tableaus . The primal potentialsolutions can be found by dropping those E E ewhich contain some s i of x2(,(2') and/or some yiof y . Then applying (ii) of Definition 2 .1 wecheck the optimality condition for the primalpotential solutions . Denote the resulting subsetof c by es(f2) . For each Es of es(I2),(x(E8(12), y), x'(012'), y)) is the flexible con-tingency plan selected by Model (M8) for GGS

12. If for any (y, A), there is E"(12) that "opti-mizes" Model (M8), then € 8(12) is the set of allflexible contingency plans for GGS 12 and we goto Step 6. Otherwise, for each GGS S2 of Step 3,identify those E E c of Step 1 for which x(E) c(x(12), x'(12')) (i .e., the set of basic variablesx(E) is contained in the set of variables(x(12), x'(f'))) . Denote the resulting subset of eby This step can be done by droppingthose F C e which contain some s, of x 2 (Q')_For each of such E" of e°(12), (x(E°(12), y),x'(E"(12'), y), y(E ° , y)) is a primal potential so-lution of Model (M9) for 12 . With a given level ofa value, applying (ii) of Definition 2 .1 we find theset of optimal flexible contingency plan selectedby Model (M9) for GGS 12 .
Step 6. Evaluate each PGS J and GGS 12and their corresponding contingency plans fromeither Step 4 or Step 5 in terms of a criterionpreferred by the decision makers (recall (iii) ofRemark 2.2) . The final optimal production sys-
(1)
Locale all PGS's and GGS's with theirrigid contingency plans
Y. Shi et a! . / A computer-aided system
Input the data about A, C, D, a,probability distributions relatedto (V . z), etc., of the given problem
Arethe decision makers
atisfied with the optimsystems"
(4)
yes
Stop )
Fig . 2. Main flowchart of CAD for selecting optimal production systems .
139
tems are selected based on these results of evalu-ation .
An illustrative example of applying Procedure4.1 is given in the Appendix .
4.2 Flowcharts of the algorithm
Based on Procedure 4 .1, a heuristic algorithmof the CAS for selecting optimal production sys-tems is presented in Figures 2-4 . Figure 2 is themain flowchart of the algorithm. Figure 3 is asubflowchart that explains box (2) of Figure 2 indetail . Furthermore, the details of box (5) inFigure 3 are shown by Figure 4. By modifyingFigure 4 . the flowchart for box (6) in Figure 3 canbe similarly drawn (see Remark 4 .1). Note thatFigures 3-4 explain the process of locating allPGS's and GCS's with their rigid contingencyplans. The process of locating all PGS's andGCS's with their flexible contingency plans (i .e .,box (3) of Figure 2) can be similarly explained .
Locate all PGS's and GGS's with theflexible contingency plans
no
(5)Rev se

140
Y Skier W. / A computer-aided system
However, to save the space, we shall not do so .
to emphasize connections between the CAS andAlthough the CAS is self-explanatory, in the fol-
Procedure 4.1 .lowing we provide a description of the algorithm
In Figure 2, given a production system prob-
(1)
(4)
(6)
(2)
Find all rigid contingency plans for eachGGS in {U 1 , .
R k )
by Model (M4) or Model (M5)
Solve the augmented model (AM)to find all primal potential solutions
Find all GGS If)
. , G1 .
k}
Solve the original model (Ml) tofind all PGS { J t ' ' ' ' ' J g )
Does Model (MI)have an unbounded
solution ''
n
Find all rigid con ingency plans for each
PGS in { J 1
. . , J g )by Model (M2) or Model (M3)
VEvaluate all PGS's and GGS's with their corresponding
rigid contingency plans by using the criteria forselecting optimal production systems
(8)
Box (4) of Fig. 2 J
Fig . 3 . Flowchart corresponding to box (2) of Figure 2 1
.
(Box (1) of Fig . 2A

lem, box (1) deals with all possible input data resource levels, the number of constraints, matri-including the number of possible product vari- ces C, A, D, the price of additional resources a,ables, the number of criteria, the number of
the probability distributions related to (y, A), etc .
(a)
(b)
All rigid contingency plansfor PGS J .
Jhave been found
(h)
DoesModel (M2) for J)have an unbound
solution
Are
all rigid contingency plansfound?yes
(e)
Solve Model (M2) tofind rigid contingency plans for given
PGS J)
no
Solve Model (M3) tofind rigid contingency plans for given
PGS J )
DoesModel (M3) for J1
have an unboundedsolution 7
(f)
(i)
Y Shi et al. / A computer-aided system
141
Set j =1, select J1
yes
Box (7) of Fig . 3 1no
yes
Fig . 4. Finding all rigid contingency plans for each PGS corresponding to box (5) of Figure 3 .
[Box (1) of Fig . 2 '
LBox (5) of Fig . 2

1 4 2
Y Shi el at / A computer-aided system
According to the information of box (1), wecan either locate the set of all PGS's and GGS'swith the corresponding rigid contingency plans(box (2)), or locate the set of all PGS's and GGS'swith the corresponding flexible contingency plans(box (3)). The detailed discussion for box (2) isprovided to Figure 3 .
After optimal production systems have beenselected from both boxes (2) and (3), the decisionmakers will judge them in box (4). If the decisionmakers are not satisfied with the result, box (5)revises the data for box (1) . The process is notterminated at box (6) until the decision makersare satisfied with the selected optimal productionsystems.
Figure 3 integrates the process of locating theset of all PGS's and GGS's with the correspond-ing rigid contingency plans described in Proce-dure 4 .1 . Box (1) of Figure 3, corresponding to
5
26
2
ReadData
PrimalPivoting
In ul
6
Primal Poll .Solution
ReviseData
SolveModel (AM)
23
l24
25PrimalTesting
27IPrimal E11 . &Null Constraint
Fig . 5. Top-down design of CAS .
SolveModel (Ml
22
DualPivoting
ISalve Models
M2 M3 M6,M7
Dual Poll .Solution
23
26
Top-Down Design of CAS
Dual Poll .Solution
Production System Problem
SolveSubmodels
PrimalPivoting
1
1
SolveModel M1
SolveModel (AM)
f21
Primal Poll .Solution
Computation
Step 1 in Procedure 4 .1, solves Model (AM) andobtains the set of all primal potential solutionsfor Model (AM). Box (2) of Figure 3, correspond-ing to Step 2 in Procedure 4 .1, identifies the setof all PGS's, A for Model (Ml) based on thetableaus of Model (AM). Then, box (3) of Figure3 will check whether Model (Ml) has an un-bounded solution. If yes, box (5) of Figure 2revises the data for box (1) of Figure 2 . Other-wise, box (4) of Figure 3, which corresponds toStep 3 of Procedure 4.1, executes the efficientalgorithm of [16] for locating all GCS's . Then,box (6) of Figure 3 uses (b) of Step 4 in Proce-dure 4.1 to identify all corresponding rigid contin-gency plans for each GGS 0 (see Remark 4.1) .Similarly, box (5) of Figure 3 uses (a) of Step 4 inProcedure 4.1 to locate the corresponding rigidcontingency plans for each PGS J (see Figure 4for details) . The results from both box (5) and box
Solve ModelsM4 M5 M6 M9
FindAll GGS's
22
PrimalTesting
27
Evaluation
2C
Dual Poll .Solution
I 2'
Dual PotSolution
DualPivoting
Primal Eff . &Null Constraint
fI
Tableau
IOutput
0 ExpectedPayoff
I
t
15
~-16
BasicVariable r( .)
A(.)
V( .)

(6) of Figure 3 are evaluated in box (7) of Figure3. In the box (7), which corresponds to Step 6 inProcedure 4.1, the criterion preferred by the de-cision makers and the information about theprobability distributions related to (y, A) (see (iii)of Remark 2 .2) are used for selecting optimalproduction systems . The final result is printed outby box (8) of Figure 3 for box (4) of Figure 2 .
Figure 4, which is related to (a) of Step 4 inProcedure 4 .1, describes the detailed execution ofbox (5) of Figure 3 . In Figure 4, Boxes (a). (b), (c),(d), (g), (h), and (i) identify the set of rigid contin-gency plans selected by Model (M2) for each PGSJ and check if all rigid contingency plans for PGSJ are found. If for some y, Model (M2) has nofeasible solution, then Boxes (d), (e), (f), (g), and(i) in Figure 4 find the set of all rigid contingencyplans selected by Model (M3) for PGS .1 suchthat for any (y, A), there is a rigid contingencyplan that "optimizes" Model (M3) .
Remark 4.7 . To obtain the flowchart of using (b)of Step 4 in Procedure 4.1 to identify the set ofrigid contingency plans for each GGS fl, we cansimply replace Model (M2) by Model (M4) andModel (M3) by Model (M5) in Figure 4. Then theresulting flowchart can explain the detailed exe-cution of box (6) of Figure 3 .
4 .3. A fop-down design
The top-down design is a well-known tech-nique to develop a large and complex computerprogram. It divides all tasks of solving a targetproblem by levels in terms of a "tree structure ."The target problem is put on the top level . Then,each suhproblem is put on a lower level. Thetasks on a higher level arc broader, while thetasks on a lower level are more specific. Once thetasks on the lower level are accomplished or thesubproblems are solved, we can solve the sub-problems on the higher level and eventually solvethe target problem . Thus, the date structures of acomputer program for solving the target problemcan be developed from the lower levels to thehigher levels (see Dale and Orshalick [51) .
A top-down design of the CAS for selectingthe optimal production systems is proposed inFigure 5 . The first level of Figure 5 is the TargetProduction System Problem (box 1) . The secondlevel has three tasks : Input (box 2), Computation
Y Shi et aL / A computer-aided .wstern
143
(box 3), and Output (box 4) . On the third level,Read Data (box 5) and Revise Data (box 6) aresubtasks of Input ; Solve Submodels (box 7) andEvaluation (box 8) are subtasks of Computation ;and Tableau (box 9) and Expected Payoff (box10) are subtasks of Output. Continuing in thismanner we get a picture containing every de-tailed subtask needed to develop the CAS as inFigure 5 . Note that box (11) of Figure 5 containsfour parallel tasks : Solve Model (M2), Solve (M3),Solve (M6), and Solve (M7) . Since they havesimilar subtasks, we put them together withoutconfusion . Similarly, box (12) means the followingfour tasks: Solve (M4), Solve (M5), Solve (M8) .and Solve (M9) . Thus, Solve Submodels (box 7)has eight subtasks on the fourth level .
According to Figure 5, we can develop a seriesof computer procedures for developing the entireCAS for selecting the optimal production sys-tems. The following are some of the computerprocedures needed in the CAS .
(i) Procedures that have an error-check capa-bility to read the given data of a target produc-tion system problem (box 5) and to revise orupdate the data (box 6) .
(ii) Procedures to test the primal potential so-lution (box 26) and the primal effective and nullconstraints (box 27) .
(iii) Procedures to process the primal pivoting(box 23) and the dual pivoting (box 25) .
(iv) Procedures to identify dual potential solu-tions for Model (Ml), and Models (M2)-(M9) .respectively (boxes 18, 20, and 22) .
(v) Procedures to search for a set of all GGS's(box 19). (Note that the algorithm of [17] can heapplied here) .
(vi) Procedures to evaluate (he set of all PGS`sand GCS's with their corresponding contingencyplans for choosing optimal production systems asthe final decision (box 8) .
(vii) Procedures to print out the basic vari-ables, the primal and dual parameter sets, thepayoff matrix, and the expected payoff value foreach of optimal production systems (boxes 13, 14 .15, 16, and 10) .
4.4. A pseudo-language program
Based on the discussion in section 3, 4 .1 . 4 .2,and 4.3, the whole program of the CAS for select-ing the optimal production systems can be carried

1 44
Y Shi et at / A computer-aided system
out by using a pseudo-language . The pseudo-lan-guage program can be converted into any particu-lar computer language for implementationthrough a series of stepwise refinements. (Forreference, see [1]) . For illustrative purposes, inthe following, we write a sub pseudo-languageprogram for selecting optimal production systemswith optimal rigid contingency plans (refer toboxes (1), (2), (4), (5), and (6) of Figure 2, Figure3, and Figure 4) .
Program of Selecting Optimal Production Sys-tems with Optimal Rigid Contingency Plans ;Begin
Date -Change: = True ;While Date-Change doBegin
Read Data;Print Simplex Tableau ;Augment: = True ;While Augment do
BeginIf Primal Pivoting needed then
RepeatPrimal Pivoting ;Print Result
Until done ;If Primal Potential Testing neededthen
RepeatPrimal Potential Testing;Print Result
Until done ;If Finding Primal Effective and NullConstraint needed then
RepeatPrimal Effective and Null Con-straint Testing ;Print Result
Until done ;If all Primal Solutions of Model (AM)found then
Augment: = Falseend ;
RepeatIdentify Simplex Tableau of Model (M1) ;Print Tableau
Until all Tableaus of Model (Ml) found ;If Model (M1) has unbounded solutions thengo to Read Data ;
For each PGS J doBeginRepeat
Identify Simplex Tableau of Model (M2) ;Print Tableau
Until all Tableaus of Model (M2) found ;If Model (M2) has unbounded solutions thengo to Read Data ;If some y, (M2) has no feasible solution forPGS Jthen
BeginRepeat
Identify Simplex Tableau of Model(M3);Print Result
Until all Tableaus of Model (M3)found ;If Model (M3) has unbounded solu-tions thengo to Read Data
endend ;
Evaluate the contingency plans for all PGS's ;Print Expected Payoff;Find all GGS's;For each GGS 12 do
BeginRepeat
Identify Simplex Tableau of Model(M4);Print Tableau
Until all Tableaus of Model (M4) found ;If Model (M4) has unbounded solutionsthengo to Read Data ;If some y, (M4) has no feasible solutionfor GGS 0thenBegin
RepeatIdentify Simplex Tableau of Model(M5);Print Tableau
Until all Tableaus of Model (M5)found ;If Model (M5) has unbounded solu-tions thengo to Read Data
endend ;

Evaluate the contingency plans for all GGS's ;Print Expected Payoff;end ;
If Data does not need to be revised thenData-, Change : = False
end ;
Note that if we want to select optimal produc-tion systems with optimal flexible contingencyplans, the corresponding sub pseudo-languageprogram can be obtained by changing Model (M2)to Model (M6), Model (M3) to Model (M7),Model (M4) to Model (M8), and Model (M5) toModel (M9), respectively in the above pseudo-language program. Also, from the main flowchartin Figure 2, we can write the entire pseudo-lan-guage program of the CAS for selecting optimalproduction systems by merging these two subpseudo-language programs .
Based on the above discussion about theflowcharts of the algorithm (section 4.2), the top-down design (section 4.3), and the pseudo-lan-guage program (section 4 .4), professional pro-grammers should be able to implement the CAS .
5. Conclusions
Given a problem of selecting optimal linearproduction systems with multiple criteria andmultiple resource availability levels, it is challeng-ing to develop a computer-aided decision supportsystem for efficiently and systematically solvingthe problem. Using the MC 2-simplex method,this paper has provided a computer-aided systemfor selecting the optimal production systems .
There are a number of research problems re-maining to be explored . For instance, we may callthe optimal contingency plans constructed byProcedure 4.1 for a given potentially good system(or generalized good system) the primal optimalcontingency plans, since these contingency planscan overcome the difficult situation where themodel of selecting optimal production systemshas no feasible solutions for some value of theresource parameter y. However, for some valuesof the contribution parameter A, the basic solu-tion corresponding to the potentially good system(or generalized good system) may not satisfy theoptimality condition . By market promotion or per-
Y Shi et aL / A computer-aided systern
1 45
suasion, for instance, the A value may change . Asthe parameters (A, y) can vary from period toperiod, how can we prepare the dual optimalcontingency plans for a given potentially goodsystems (or generalized good system) to ensureoptimality?
Instead of using the known criteria of decisionmaking under uncertainty mentioned in (iii) ofRemark 2.2, one could use computer simulationto simulate the distribution of the parameters(y, A) for finding the final optimal productionsystems .
These problems are important and deserve acareful study. We shall report significant resultsin the near future .
Appendix. An illustrative example of selectingoptimal production systems
Based on the model of production systems inExample 2.1, let y„ y 2 , and y 3 by the additionalresource variables with the corresponding unitprice a„ a 2 , a 3 , respectively. We use Procedure4.1, step by step, to select optimal productionsystems with optimal flexible contingency plans asfollows .
Step 1 . By using the program of [3], we solvethe corresponding augmented problem :
X] >_ 0,1= 1,2,3,4,5 ; and y; z0,i=l,2,3 .
max(A„ A,),01 2 3 3)
X,
x,
(a„ a2 , a;Yi'
)Y2
~53)
I
1 0 2 1
01Ix,`x2
s .t .I`0 1 1 2 2 X3
1 1 0 0
1 x4
1 0 0' Yi
xc
0 1 01~ Y20 0 1 Y3,
111 20' y< 40 20
30 40 y2

146
Y She et at / A computer-aided system
Table A .1Primal potential solutions for Augmented Model (AM)
We obtain the set of all primal potential solu-tions, denoted by e = {E,, . . ., E44 ) as listed inTable A.1, where E40 = J1 , E4, = J2 , E42 = J3, E43=J4 , and E44 = J"
Step 2. By dropping those E in e which con-tain some y,, i = 1, 2, 3, in Table A .1, we identifyall potential solutions (or PGS's) for Model (M1) .Denote the set of such solutions by 7_{J1 , J2 , J3, J4, JS}, which are listed in Table 1 ofExample 2.1 .
Step 3. Given / _ {Jl , . . . , J5 }, we take unionsof subsets of K. There are 2 5 - 1-5(= 26) possi-ble unions of subsets of - that need to be
Table A .3Contingency plans for J2
3 6 (J2)
x(J,_)=(x„ x2 , x 4 )
x(J,)=(x t , X2, S)
x(E 3)=(x 1 , X 4 , s 3 )
x(E20) - (xz, X4, s 3)
Table A.2Generalized good systems
Generalized
Basicgood system
variables
d,
(XI, x2 , x 4 , s 3 )122
(x,, x2, x4, Xy s3 )D '
(x,. X2, x3, x4 Xy S3)0,
(x,, X2, X5, S3)125
(x,, X21 X3, X5, d3)
126
(x„ x2, x4, x 5)0,
(x3 , x 3 , X 5 , s 3 )
checked in order to generate all GGS's . By apply-ing the efficient algorithm of [17], we obtain allGCS's which are the distinct unions as in TableA.2 .
Step 5. For each Ji , 5 of Step 2, weidentify all flexible contingency plans for Model(M6). For illustrative purposes, we denote the setof all flexible contingency plans for Ja by e 6(J2 )
_ {J2, J l , E3, E20} . Let P6(E (J2 )) be the primalparameter set of E,(J 2 ) and A 6(E,(J2)) be thedual parameter set of E,(J2 ) . Then, the flexiblecontingency plans selected by Model (M6) for J2arc listed in Table A .3 .
Table A.3 can be explained as follows :If PGS J, is chosen, (i) whenever 0 5 y, < 2/3
and 1/7 < A, -< 1, J 2 and J, overlap. Thus we caneither use J 2 to produce products {x l, x 2 , x 3 }and no slack resource is left over, or use J, toproduce (x„ x2) (note that s, is the amount ofthe slack resource left over from constraint 3) ;whenever 0 5 y , < 1/4 and 0 < A l -< 1/7, we canuse E, to produce (x,, x 4 } ; and whenever 1/4 =<y t <2/3 and 0<A,:5 1/7, we can use E 20 toproduce {x 2, x4}. Therefore, we have two alter-ative contingency plan sets for J2 : {J2 , E3, EY0 }and {J1 , E 3, E 20 } .
PrimalPotentialBases
BasicVariables
PrimalPotentialBases
BasicVariables
E, (x,, 5 3 , 53 ) E23 (X21 S11 SOE2 (XL X3, Y1) E24 (X 3, s2, s3)E3 (X t , X4 •5 3 ) E25 (x3, Yb S3 )E4 (X1, X4 y,) E26 (x3, X5, Y2)E5 (x,, x 2 , Y) E27 (x3, x 4 , S3 )E,, (x,, x2, Y2) E2s (x4, x5, s 3)E, (x 1 x 2 , Y') E29 (YI, s2, 53)ES (x t , x„ s,) E30 (x 4 , y„ S3)E, (x 1 , x 2 . s2) E31 (x 4 , x5, Y2)E to (XI' X2, X3) E32 (X4, Y2 N3)E l t (X2, X31 Yt) E33 (X4, SD 53 )E 12 (x 2 , x3, Y2) E34 (x 4 , s2, S3)E1 ; (x„ x 3,53) E35 (x5, S1, s3)E,4 (X1, X" Y') E36 (x5 : Y2, s1)
E15 (x„ x5, Y1) £37 (X5, YI, Y2)E16 (XV Y11 5 2 ) E33 (x 5 , y,, S3)
E,7 (x2, Y2, s,) E39 (x2, x4 y,)E,sE,,,
(x 2 , x 5, Yt)(x2, x4, 73)
E4u=J,E41 - J2
(x„ x2, s 3 )(x,, x 2 , x 4 )
E,,, (x2, X4, s3) E42 - J3 (XI, X2, X5)E 2 , (x2, Yt, s2) E43 = J4 (xo xs, 53 )E22 (x2, Y1, Y3) E44 = J5 (X3, X5, 5 3)
E6(E,(J2 )) A6(E,(J2)) Payoff V(s IJ,)
0 _< y , < 2/3 1/7<A,<1 (50 100)(Yt1(At, A2)(40
20
Y /z
0 -< y, 5 2/3 1/75A,51 (A 1 , A,)/ 50 100
Yt`40
20 Y2/ 700 < y , 51/4 0 _< A, 51/7 (A
40)(Y1)60 30 J Y2
1/4 < y, < 2/3 0<A,<1/7 (A, A2)1 110 -20, (Y' )(Y230
40)
)

Using MC 2-simplex tableaus of Model (AM),we can read out F7(E,(J) )) and A 7(E,(JJ , a)) forall E; and J) , as functions of a ;, i = 1, 2, 3 . Forillustration, let a! ) =4, i=1,2,3 for all Ei andJ) . That is, a°= (4, 4, 4). Then, we obtain allflexible contingency plans selected by Model (M7),as functions of (y 1 , A), for PGS's J1, J2, J3, J4 ,Js .
As an illustration, the flexible contingencyplans selected by Model (M7) for J2 is listed in
Table A.4Contingency plans for J, with a ° =(4, 4, 4)
Alternatively, if (i i, E3 , E,O , E21 ) is imple-mented, (i) when 0 < yl < 2/3 and 1/7 < A 1 < Ioccur, we use J1 to produce products {x l , x,},which yields the payoff V(J l 1 J2 ) ; (ii) when 0 <_ y l<_ 1 /4 and 0 _< A, < 1/7 occur. we use E, toproduce (x„ r 4 }, which yields the payoffV(E3 I J2 ) ; (iii) when 1/4 < yl < 2/3 and 0 < A 1_< 1/7 occur, we use E20 to produce {x 2 , x 4 ),which yields the payoff V(E,o I J,) ; and (iv) when2/3 < y 1 < 1 and 0 < A, < 1 occur, we use E,„
e°(J 2 )
E,(E,(J2 ))
A 7 (E;(j2 ))
Payoff V(* I J 2 )
X(j2)=(X 1,x2, .r 4 )
x(J1)=(x„x,,53)
x(E3)=(x1,x4,s,)
x(E.)=(x X IIn
z, 4, 3
x(E21)=(x 2,y 1 .5 3 )
Y Shi et A / A computer-aided system
147
The flexible contingency plans selected by
Table A.4. Note that the payoff, as a function ofModel (M6) for PGS's J ) , j = 1, 3, 4, 5, can be
(y 1 , A,) and the contingency plan E ;, denoted bysimilarly listed .
Similarly, for each d2 ;, i=1, . . .,7 of StepV(E ; 1 J2 ), is given in the 4th column of Table
3,
A.4. From Table A.4, we also see that there arewe can identify all flexible contingency plans for
two alterative contingency plan sets ; (J2 , E, E21 ,,
Model (M8) .Since for any 2/3 y, < 1, Model (M6)_<_
E,1 } and (J 1 , E3 , Em , E 21 }, since J, and J, over-for
lap.PGS's J,, j = I, . . . , 5, has no feasible solution, we
We explain Table A .4 as follows :identify those E e e of Step 1 for which x(E) c
If PGS J2 is chosen and {J,, E3 , E20 , E21 ) is(x(J) ), x'(J )) . These subsets of e is defined as
implemented, (i) when 0 < y, < 2/3 and 1/7 _< A,e (J1 ), j= I__ 5. We have : < 1 occur, we use J2 to produce products
{x„ x2 , x 4 }, which yields the payoff VU2 I .1 2 ),
En,
and no slack resource is left over ; (ii) when 0 < y,e7(J l )= (J1, En E, E6. E7 , E6, E9, E16,E21, E22 , E23 , E29) ; <_ 1/4 and 0 <A 1 < 1/7 occur, we use E, to
e7(J2 )= {J2 , E„ E3, E4, E5, E6, E7, Es, E9,
produce {x„ x4}, which yields the payoffE L6 , En, E19, E20 , E21, E22 , E23 , E29,
V(E3 1 J2 ) (note that s 3 is the amount of the slackE30 , E32 , E33 , F34 , E39) ; resource left over from constraint 3) ; (iii) when
E7(J 3 ) = {J 3 , E1, Es, E6, E7, Es , E, E14, E15,
1/4 < y, < 2/3 and 0 <A, 5 1/7 occur, we useE 16, E17, E1s, E21 , E22, E23 , E29 , E35,
E,1) to produce (x 2 , x4), which yields the payoffE36 , E37, E39) ; V(E20 1 J 2 ) ; (iv) when 2/3 < y1 _< I and 0 < A, < I
e 7 ( ./ 4)= (J4 , E 1 , E14, E15, E16, E29, E35 , E36,
occur, we use E21 , which means that we use theE37, E3s) ; additional resource y, as well as the original
e7(J5) _ ( J5, E24, E25 . E26, E29, E35 , E36, E37,
resources to produce x2 , which yields the payoffE35) . V(E21 I J2 ) (note that s, is the amount of the
slack resource left over from constraint 2) .
OSy,<2/3 1/7<<A,51 A2) 50 100)(Y1)l40 20 Y 2
05 y 1=<<2/3 1/75 A 1 <I (A„A 2)(40 20) (y=)
0_<y 1 <_1/4 0<A 1 <<1/7 (A1,A,)I
70 4o)(Yi)60 30 Y_
1/4 5 <2/3 0_<A, <1 7/ (A A,) 110~-20 f̀ Y1401 y2)y1= 1 '
-
30402/3<y 1 <1 0<A,5I 120
1Y1 )
10 80 y2

148
Y. Shi et at. / A computer-aided system
which means that we use the additional resourcey, as well as the original resources to produce x 2 ,which yields the payoff V(E21 I J2 ) .
Since for any (y 1 , A l), there is a contingencyplan in (J2, J1, E3 , E20 , E21 ) which "optimizes"Model (M3), {J2, Jl , E3 , E20 , E21 ) is the set of allflexible contingency plans for J2 .
We also know that for each 12 1 , i = I_ ., 7 ofStep 3, Model (M8) has no feasible solution when2/3 < yt _< 1. Similarly, we can use Model (M9)to identify all flexible contingency plans for each12, .
Step 6. For illustrative purposes, let us usethe maximizing expected payoff as the criterion todetermine the optimality .
We assume that y l is independent of A 1 , and(y i , A l ) have the joint and uniform probabilitydistribution F(y l , A I) .
Given the option {J 2 , E„ E20 , E21 ) for PGSJ2 , to find the expected payoff EV(J2) we have :
EV(J2) = f V(J2 1 J2 ) dF( y, A)R,
+f V(E3 1 J2 ) dF(y, A)Rz
+ f V(E20 1 J2 ) dF(y, A)R 3
+ f V(E21 1 J2 ) dF(y, A),R4
(whereW. Jz) = (All A2) 50 40 20 )(y
l )100 yz
where F(y l , A 1 ) is the cumulative uniform proba-bility distribution function of (y 1, A) as assumed ;and
R, = {(y l , A 1 ) ~0_< y 1 <_2/3 and 1/7<A, _<_ 11 .
R2 = ((y l , A l ) 10 _< y l _< 1/4 and 0 _< A l < 1/7),
R3 = {(yl, Al) 11/4 :5 y l < 2/3
and 0 <_ A 1 <_ 1/7}, and
R4 = {(y l , A l) 12/3 < y l _< 1 and 0 <<= A1 _< 1)
(see Definition 2.2) .
Then, the direct computation offers thatEV(J2) = 59.83. If we use the other options forJ2 , we get the same result .
Similarly, we have that EV(J 1 )=59.45 ; EV(J3 )= 55 .44 ; EV(J4) = 48.05; and EV(J5) = 21 .66,EV(12 1 ) = 78.04 ; EV(.f2 2 ) = 55.64; EV(12 3) =58.21 ; EV(f24) = 55.64; EV((2 5 ) = 58.21 ; EV(.f2 6 )= 55.64; and EV(12 7) = 35.74 .
Thus, in view of maximizing expected payoff,
(1 is the best candidate and can be recom-mended. If the decision makers agree, then 12 1 isthe final optimal production system for produc-tion. Otherwise, we need to revise the data aboutA, C, D, a, and the probability distribution of (y,A) and go back to Step 1 of Procedure 4.1 (seebox (9) in Figure 2) .
Note that if we use Procedure 4.1 to selectoptimal production systems with optimal rigidcontingency plans, the analysis can be similardone .
References
[1] A.V. Aho, J.E. Hopcroft and J .D. Ullman, Data Struc-tures and Algorithms (Addison-Wesley, Massachusetts,1987).
[2] A . Charnes and W.W. Cooper, Management Models andIndustrial Applications of Linear Programming Vol . 1& 2 (Wiley, New York, 1961) .
[3] I .S . Chien, Y . Shi and P .L. Yu, MCz Program: A PascalProgram run on PC (revised version), School of Business,University of Kansas, Lawrence KS 66045 (Aug . 1989).
[4] C.W. Churchman, The Systems Approach (DelacortePress, New York 1968) .
[5] N . Dale and D. Orshalick, Introduction to Pascal andStructured Design (D.C. Heath and Company, Mas-sachusetts, 1983) .
[61 G-B . Dantzig, Linear Programming and Extensions(Princeton University Press, Princeton, New Jersey, 1963) .
[7] J .B. Dilworth, Production and Operations Management(Random House, New York, 1989) .
[8] T . Gal, Postoptimal Analyses, Parametric Programming,and Related Topics (McGraw-Hill, New York, 1979) .
[9] J . Heizer and B . Render, Production and OperationsManagement (Allyn and Bacon, Massachusetts, 1991) .
[10] R.L. Keeney and H. Raiffa, Decisions with MultipleObjectives : Preferences and Value Tradeoffs (Wiley, NewYork, 1976).
[11] T .C. Koopmans, Analysis of Production as An EfficientCombination of Activities, in : T .C. Koopmans, Ed ., Ac-tivity Analysis of Production and Allocation (Wiley, NewYork, 1951).
[12] Y.R. Lee, Y. Shi and P .L . Yu, Linear Optimal Designsand Optimal Contingency Plans, Management Science36, No . 9 (Sept . 1990) .
70V(E31J2)=(A,,A2)( 60
4030)(Y') '
V(EmIJ2)=(A1, A2)110
(30-2040 )(
y72
,)'and
V(Ezl 1 Jz)=(il>Az) 40(10120120) ) (y,
),80 y2

[13] L . Seiford and P .L. Yu, Potential Solutions of LinearSystems : The Multi-criteria Multiple Constraint LevelProgram, Journal of Mathematical Analysis and Applica-tions 69, No . 2 (1979) .
[141 Y. Shi, Optimal Linear Production Systems : Models,Algorithms, and Computer Support Systems . Ph.D . Dis-sertation, School of Business, University of Kansas (Aug .1991) .
[15] Y. Shi and P .L . Yu, An Introduction to Selecting LinearOptimal Systems and Their Contingency Plans, in : G .Fandel and H. Gehring, Eds ., Operations Research(Springer-Verlag, Berlin, 1991) .
[161 Y . Shi and P.L. Yu, Selecting Optimal Linear ProductionSystems in Multiple Criteria Environments, Computerand Operations Research 19, No . 7 (1992) .
[171 Y . Shi, P .L. Yu, C. Zhang and D . Zhang, GeneratingNew Ideas Using Union Operations over Primitives,Working Paper No . 92-4 .. College of Business Adminis-
Y Shi er al. / A computer-aided system 149
tration, University of Nebraska at Omaha, Omaha, NE68182 (1992) .
[18] P .L. Yu, Multiple Criteria Decision Making: Concepts,Techniques and Extensions (Plenum, New York, 1985) .
[19] P.L. Yu and M . Zeleny, The Set of All Nondominatedsolutions in Linear Cases and A Multi-Criteria SimplexMethod, Journal of Mathematical Analysis and Applica-tions 49, No . 2 (1975) .
[20] M . Zeleny, An External Reconstruction Approach (ERA)to linear Programming, Computer and Operations Re-search 13, No . 1 (1986) .
[211 M . Zeleny . Optimizing Given Systems vs . Designing Op-timal Systems: The De Novo Programming Approach,International Journal of General Systems 17, (1990) .
[22] W .T. Ziemba and R.G. Vickson, Eds., Stochastic Opti-mization Models in Finance (Academic Press, New York,1975).