Embed Size (px)
Citation preview

A Discrete Bacterial ChemotaxisApproach to the Design of Cellular
Manufacturing Layouts
Camilo Mejıa-Moncayo1(B) , Alix E. Rojas1 , and Ivan Mura2
1 Universidad EAN, Bogota, Colombia{cmejiam,aerojash}@universidadean.edu.co2 Universidad de los Andes, Bogota, Colombia
Abstract. The design of cellular manufacturing layouts is a very impor-tant process, because an adequate placement of machines can reducecosts and waiting times, and ultimately improve the yield of the system.The design process includes two main optimization sub-problems. Thefirst one is a clustering problem, the so-called cell formation, consistingin the definition of groups (the cells) of machines that produce sets ofrelated product parts. The second step is a location-allocation problem,which has to be solved to define the relative position of the cells and ofthe machines inside each cell. Both problems offer significant challengesfrom a computational point of view. This paper presents a novel approachfor the design of cellular manufacturing layouts through an optimizationalgorithm based on bacterial chemotaxis. The proposed approach solvessimultaneously the two optimization sub-problems mentioned above byminimizing transport cost and maximizing clustering of cells, taking intoaccount the sequencing of production steps, the volume of productionand the batch sizes. The performance of the proposed algorithm wastested through benchmark problems, and the results were compared witha genetic algorithm and analytical solutions modeled in GAMS. In allcases our proposal achieves better performance than Genetic Algorithmin quality and time, and comparable results with exact analytical solu-tions.
1 Introduction
Facility layout is a crucial element of every manufacturing system. Accordingto the estimates presented by several authors in the literature, the layout ofa plant determines a significant share of the operational costs, close to 25%,see for instance [1]. The continuous changes in technology and market trendspose significant challenges to manufacturing systems. In particular, they haveled manufacturing enterprises to introduce flexible structures in their layouts,with the purpose to damp the demand variability through the high efficiencycontinuous production of small product batches.
c© Springer International Publishing AG, part of Springer Nature 2018O. Gervasi et al. (Eds.): ICCSA 2018, LNCS 10960, pp. 423–437, 2018.https://doi.org/10.1007/978-3-319-95162-1_29

424 C. Mejıa-Moncayo et al.
Cellular manufacturing provide an example of this flexible facility layoutarrangement [2,3]. A cellular manufacturing layout is an application of the grouptechnology philosophy [4], which mixes the job-shop and flow-shop layouts todeploy small mini-plants or cells that produce groups of pieces called family parts.These configurations are appropriate for manufacturing systems with diversityof products and variable productions volumes, because manufacturing cells canadapt to changes with less effort and reduced time than pure job-shop or flow-shop layouts can do.
Designing good cellular manufacturing layouts is a complex optimizationproblem, which requires to form cells and define their inter and intra cells layouts.Typically, the complexity linked with these processes is handled by a step decom-position approach, which sequentially solves each separate sub-problem. How-ever, while such a decomposition grants a relevant simplification of the design,it cannot guarantee the optimality of the proposed solution. Consequently, theperformance of the designed manufacturing system may be suboptimal.
This work presents a novel approach to the design of cellular manufacturinglayouts, through the application of a Discrete Bacterial Chemotaxis Optimiza-tion Algorithm (DBCOA), which solve a model where the Cellular Manufactur-ing layout problem is formulated as a single optimization problem, combiningcell formation and inter and intra cell layout design definition. We tested theperformance of our proposal on five benchmark problems and we compared ourresults with those provided by a Genetic Algorithm (GA) and by an analyticalsolution modeled in GAMS. The outcomes of the evaluation indicate a betterperformance of DBCOA in quality and time than GA and of the analytical solu-tion for three out of five considered benchmark problems. For the other two, theresults are similar for the three methods.
The rest of this paper is structured as follows. First, we present in Sect. 2 adescription of the cellular manufacturing layout problem, followed in the Sect. 3by the mathematical formulation of the problem as an integer non-linear opti-mization problem. In Sect. 4 we describe the logic of the BFOA meta-heuristicalgorithm, which was originally proposed by Passino in [5]. In Sect. 5 we presentour adaptation of the BFOA to the cell layout problem, introducing the DBCOAalgorithm. In Sect. 6 we describe the methodology we used for evaluating themerits and the performance of our proposed approach, while the results of thisevaluation are presented in Sect. 7. Finally, Sect. 8 wraps up the paper by pro-viding conclusions and suggesting directions for future research work.
2 Cellular Manufacturing Layout
A cellular manufacturing layout is designed to optimize a manufacturing system,with the objectives of moving product parts as fast as possible, reducing workin process and material handling, simplifying the flow of similar products to beassembled, and limiting as much as possible waste. Cells are sets of machinesthat produce similar product parts in batch, with the parts flowing throughthe cell like in an assembly line. The modular design of cellular manufacturing

A Discrete Bacterial Chemotaxis Approach 425
layouts have clear advantages in terms of efficiency and flexibility compared tojob shop and flow shop arrangements [6] .
The definition of manufacturing cell layout includes two processes [7]:
– cell formation, which has the objective of clustering the machines into cellsand product parts into families;
– definition of the intra and inter cell layout, whose objective is to establishthe relative position of machines into cells and the relative positions of itsbetween them.
Cell formation can be performed sequentially or simultaneously to obtainmanufacturing cells and parts families. In [8], a classification of the approachesused for cell formation is provided, which includes descriptive, cluster analysis,graph partitioning, mathematical programming and artificial intelligence meth-ods. Later on, [9] added to this classification heuristic algorithms and meta-heuristics methods, in addition, [10] provide a clear description of the cell for-mation methods based on similarity coefficients. Many meta-heuristic techniqueshave been applied to cell formation, including simulated annealing [11], tabusearch [12], genetic algorithms [13]), ant colony optimization [14], particle swarmoptimization [15] and BFOA [16,17]. In [18], the authors proposed a mathemati-cal formulation of the problem of formation of manufacturing cells and comparedthe performance of genetic algorithms, ant colony optimization and simulatedannealing approaches for its solution. The results of their comparative evalua-tion indicate that genetic algorithm approaches are the most effective ones whensolving the cell formation problem.
The intra and inter cell layout definition problem has been formulated as theproblem of minimizing transportation and handling material costs. For instance,in the intra-cell layout design approach described by [19], the cell layout dependson the transport and material handling systems, because they define the flows ofmaterials into the cells and between them. In addition, the inter cell layout prob-lem can be formulated considering the relationships between the cells (which canbe quantitatively or qualitatively characterized), as suggested in [20]. Anotherway to formulate it is by considering the flow of materials between the cells asan assignment problem, as for instance presented in [21].
However, design manufacturing cells with a sequential process that first solvescell formation and then decides for the inter and intra cells layout cannot ensurethat an optimal solution will be obtained, given that the decisions taken at eachstep are indeed affecting the other one. Therefore, in this work we focus ourattention of the simultaneous solution of the cell formation and inter and intracells layout, as described in the following sections.
3 Mathematical Formulation of the OptimizationProblem
In this section we present a formalization of the cellular manufacturing layoutoptimization problem as a non-linear integer (binary) optimization problem,

426 C. Mejıa-Moncayo et al.
with the objective of defining a reference model and a non-ambiguous notationfor the parameters and the decision variables to be set. The model structure alsoallows to understand the elements that add to the complexity of this optimizationproblem.
The model considers simultaneously the formation of manufacturing cellsand the definition of layout intra and inter cells. The first aspect is modeled bymean of the metric called grouping efficacy (Γ ), which was originally proposed in[22]. This metric has a simple structure, which allows guiding the search processto the optimum solution. For modeling the second aspect, we use the cost oftransportation and handling materials (TC) to define a layout with multi-rows,where the machines are arranged in a straight line within each cell, and the cellsare arranged in parallel.
In our work, the cost of transportation and material handling considers opera-tions sequences, production volumes (PVj) batches sizes (Bj) for each movementand movements types. For the sake of modeling, these factors are integrated inthe variable distance (dpp′) and the values of the cost of each movement (Cpp′).
Finally, the proposed model groups together into a single objective functionthe cost of transport and handling of materials (TC) and the grouping efficacy(Γ ). Since the optimal solution will minimize the first and maximize the latter,in the mathematical formulation we set as objective the minimization of theration TC/(Γ +1), where the unitary shift in the denominator is added to avoiddivision by zero.
The model formulation is as follows:
MinimizeTC
Γ + 1(1)
Subject to:mc∑
k=1
mp∑
p=1
Xikp = 1, ∀ i, i = 1, . . . , m (2)
mc∑
k=1
Yjk = 1, ∀ j, j = 1, . . . , n (3)
m∑
i=1
Xikp ≤ 1, ∀ k, p, k = 1, . . . , mc ∧ p = 1, . . . , mp (4)
n∑
j=1
m∑
i=1
aijYjk
mp∑
p=1
Xikp ≥ 1, ∀ k, k = 1, . . . , mc (5)
Xikp, Yik ∈ {0, 1} (6)
Where the terms of the objective function are as follows:
TC =n∑
j=1
m∑
i=1
m∑
i′=1
mc∑
k=1
mp∑
p=1
mc∑
k′=1
mp∑
p′=1
Wii′jXikpXi′kp′Ckpk′p′dkpk′p′PVj
Bj(7)

A Discrete Bacterial Chemotaxis Approach 427
Γ =e
e1 + e2 − e(8)
e =mc∑
k=1
n∑
j=1
m∑
i=1
aijYjk
mp∑
p=1
Xikp (9)
e1 =n∑
j=1
m∑
i=1
aij (10)
e2 =mc∑
k=1
⎡
⎣
⎛
⎝n∑
j=1
Yjk
⎞
⎠(
m∑
i=1
mp∑
p=1
Xikp
)⎤
⎦ (11)
Parameters and indices used in the model are as follows:
m : number of machinesn : number of parts
mc : maximum number of cellsmp : maximum number of positions
i : machine index; i = 1, . . . ,mj : part index; j = 1, . . . , nk : cell index; k = 1, . . . ,mcp : position index; p = 1, . . . , mp
aij = 1 if machine i processes part j, aij = 0 otherwise (aij is the incidencematrix)
Wii′j = 1 if part j needs to be moved from machine i to machine i′ for processingdpp′ : distance from position p to position p′
Cpp′ : cost of moving from position p to position p′
PVj : production volume of part jBj : size of batch for each movement of part j
The decision variables are as follows:
Xikp = 1 if machine i belongs to cell k and is assigned position p, Xikp = 0otherwise;
Yjk = 1 if part j belongs to cell k, Yjk = 0 otherwise.
The model described above minimizes the cost of transportation and materialhandling (Eq. 6), while maximizing the clustering of manufacturing cells throughthe grouping efficacy (Eq. 8). Additionally, it includes uniqueness constraints toensure that each machine and part can only be assigned to a single cell (Eq. 2) orfamily (Eq. 3), that each layout position is assigned only to one machine (Eq. 4)that each cell will belong to one family (Eq. 5) and finally that values assignedto decision variables are binary (Eq. 6).

428 C. Mejıa-Moncayo et al.
4 Bacterial Foraging Optimization Algorithm
The Bacterial Foraging Optimization Algorithm (BFOA), originally proposed in[5], belongs to the field of Bacteria Optimization Algorithms and Swarm Opti-mization, which groups Ant Colony Algorithms, Particle Swarm Optimizationand Bees Algorithms, among others. These meta-heuristic optimization algo-rithms have in common the capacity to avoid local optima through explorationand communication processes among individuals of the swarm.
BFOA models the food-seeking and reproductive behavior of common bacte-ria such as E. coli, in order to solve optimization problems in continuous searchspaces. In the nature bacteria moves in their environment by mean of flagellamovements, which allows them swimming and tumbling to follow food trace, oravoid noxious substances that can kill them. Furthermore, bacteria reproduce byduplication and create new individuals that can disperse to increase the proba-bility of survival of the species. All of these behaviors were captured by Passinoin the optimization process of the BFOA, whose pseudo-code is the followingone:
Algorithm 1. BFOAGeneration of initial bacteria θEvaluation of objective function J(θi) ∀i, i = 1, . . . , Sfor t = 1 to Ned do
for u = 1 to Nre dofor v = 1 to Nc do
for l = 1 to S doChemotaxis(θl)
end forend forReproduction(θ, J)
end forEliminationDispersion(θi) ∀i, i = 1, . . . , S, ∧ pl
ed < Ped
end for
where:
l, v, u, a, t are indexes of population, chemotaxis cycle, reproduction cycle andelimination and dispersion cycle.
Nc : is the maximum number of chemotaxis cycles.Nre : is the maximum number of reproduction cycles.Ned : is the maximum number of elimination and dispersion cycles.
θ : is the bacteria population.S : is the number of individuals of θ or the size of bacteria population.
J(θi) : is the value of objective function for the individual θi.pled : is a random number to realize the elimination and dispersion of θi.Ped : is the probability of elimination and dispersion.

A Discrete Bacterial Chemotaxis Approach 429
The BFOA searches for optimum through the movement in the space of solu-tions by mimicking bacterial chemotaxis and swarming processes that bacteriause to locate and exploit sources of food. It avoids premature convergence tolocal optima by creating in the elimination-dispersion process new individualsthat randomly disperse across the space of possible solutions, and finally uses areproduction scheme that selects the fittest individuals of the population.
Although BFOA has been applied to the solution of many continuous opti-mization problems in different fields, as described in [23], only a few examplesof applications of bacterial algorithms to manufacturing problems are availablefrom the literature [17,24,25]. This clearly indicates the existence of an oppor-tunity to expand bacterial algorithms for more directly addressing problems ofdiscrete nature in manufacturing systems. In the next section we introduce amodified version of BFOA that can effectively deal with the optimization prob-lem of the cell manufacturing layout we formalized in Sect. 3.
5 Discrete Bacterial Chemotaxis Optimization Algorithm
Discrete Bacterial Chemotaxis Optimization Algorithm - DBCOA, is an opti-mization algorithm for the solution of discrete or combinatorial optimizationproblems, like the design of cellular manufacturing layout. It emulates bacte-rial chemotaxis in a discrete search space by mean of a set of hierarchical stepswhere bacteria are randomly modified. The DBCOA exploits the explorationskills of BFOA in discrete optimization problems. Since the BFOA was devel-oped for continuous optimization problems, it is necessary to modify the originalexploration structure of BFOA to achieve an efficient chemotactic process. Thestructure of DBCOA is explained next, together with the details of the solu-tion encoding, chemotaxis and the others processes implemented to optimizethe design of cellular manufacturing layout.
5.1 Structure of DBCOA
The DBCOA shares with BFOA the same structure that is the one shown inthe pseudo-code of Algorithm 1. First, it generates a random initial populationof bacteria, and the objective function or nutrient level of each bacterium isevaluated. Then, chemotactic cycles, reproduction cycles and elimination anddispersion cycles take place. The chemotactic process is the core of algorithmand it is repeated for each artificial bacterium. When chemotactic cycles end,the reproduction processes duplicate the fittest bacteria. Finally, the eliminationand dispersion processes randomly (according to a threshold probability Ped)eliminate individuals and create new ones in the search space. These processeswill repeat until a termination criterion based on the convergence of the objectivefunction value has not been met. Each ones of the processes described before isexplained below.

430 C. Mejıa-Moncayo et al.
5.2 Coding and Initial Population
The codification is the way by which variables that represent individual andpopulations are encoded into data structures suitable to be manipulated com-putationally by the software implementing the DBCOA processes. We selecteda coding based on the approach presented in [26], where, each solution or bac-terium θl is encoded by five vectors θl = (θlmp, θ
lpp, θ
lcn, θlcl, θ
lfl). The first and
second vectors are respectively machines permutation θlmp and parts permuta-tion θlpp, the third vector represents the cells number θlcn , the fourth and fifthvectors are the cells limits θlcl and families limits θlfl. For example, if we considera cellular manufacturing system with five machines and seven parts, one possi-ble solution for the cell manufacturing layout design problem, i.e. a bacteriumθl would be encoded as shown below:
θl = (θlmp, θlpp, θ
lcn, θlcl, θ
lfl)
θl = [(5, 3, 1, 2, 4), (6, 3, 7, 2, 4, 1, 5), (2), (3, 5, 0, 0, 0), (4, 7, 0, 0, 0)]
This bacterium is defining the following cells and families: Cell1 = [5, 3, 1],Cell2 = [2, 4], Family1 = [6, 3, 7, 2] and Family2 = [4, 1, 5]. To get this infor-mation out of θl it is necessary to check the number of cells or families θlcn,which for this example is 2. Next, we look at the first element the vector θlcl ofthe limits of cells, in this case (3). This number defines the number of elementsbelonging the first cell, starting from the first element of vector θlmp, which givesas result Cell1 = [5, 3, 1]. As for Cell2, we use the second element of θlcl, which is(5). This number establishes the position in the vector θlmp, of the last elementto be assigned to Cell2. The first element of Cell2 is the element adjacent to thelast element assigned to Cell1, in this example the fourth element of θlmp. Thisgives the definition of the machines Cell2 = [2, 4]. In a similar way we proceedwith the parts permutation and limits of families vectors to fully define Family1
and Family2.
5.3 Chemotaxis
The Chemotaxis implemented in DBCOA has a hierarchical structure thatimitates the movements carried out by bacteria in their natural environmentthrough swimming and tumbling via flagella. This process has the objectiveof exploring the search space to find optimal solutions and avoid local opti-mal. Given the nature of the cell manufacturing layout, the movements of swimand tumble performed by the bacteria in a continuous search space have to bediscretized. We chose to implement hierarchical changes into the encoded solu-tions, by changing the vector-based representation through swap, insertions andchanges of the number of cells and of their limits. The modified individuals arethen compared with the original ones (in terms of their objective function value)

A Discrete Bacterial Chemotaxis Approach 431
and retained if a fitness improvement occurs. This process, summarized in Algo-rithm 2, is repeated until no more changes are possible. In Algorithm 2, thefollowing shorthand notation is used:
– SPM() is a function that swaps two elements of θlmp to produce θlspm.– SPP () is a function that swaps two elements of θlpp to produce θlspp.– IPM() is a function that inserts one element in θlmp to produce θlipm.– IPP () is a function that inserts one element in θlpp to produce θlipp.– NLM() is a function that modifies the limits of θllm to produce θlnlm.– NLP () is a function that modifies the limits of θllp to produce θlnlp.
Algorithm 2. DBCOA chemotaxisθlspm ← SPM(θl)if J
(θlspm
)< J
(θl
)then
θl ← θlspmelse
θlspp ← SPP (θl)if J
(θlspp
)< J
(θl
)then
θl ← θlsppelse
θlipm ← IPM(θl)if J
(θlipm
)< J
(θl
)then
θil ← θlipmelse
θlipp ← IPP (θl)if J
(θlipp
)< J
(θl
)then
θl ← θlippelse
θlnlm ← NLM(θl)if J
(θlnlm
)< J
(θl
)then
θl ← θinlmelse
θlnlp ← NLP (θl)
if J(θlnlp
)< J
(θl
)then
θl ← θlnlpend if
end ifend if
end ifend if
end if

432 C. Mejıa-Moncayo et al.
5.4 Reproduction
The reproduction is the process by which the fittest bacteria are duplicated andreplace the least healthy bacteria, which eventually disappear from the popula-tion. Reproduction by duplication produces exact copies of fittest bacteria, i.e.individuals located in the same point of the solution space as their mothers bac-teria, just like an asexually reproduction of bacteria in the nature. New bacteriareplace bacteria who dies to keep constant the size of the swarm.
5.5 Elimination and Dispersion
Elimination and dispersion are random processes. Bacteria are selected for elim-ination based on a random sampling: if bacterium θl obtains a random numberpled that less than the threshold probability of elimination Ped, then θl is elim-inated from the population, and a new bacterium is created according to thegeneration process that provides of first bacterial population when the DBCOAinitializes.
6 Performance Evaluation Approach
To evaluate the performance of the DBCOA algorithm presented in this work forthe solution of cellular manufacturing layout optimization problems, we consid-ered two distinct phases. First, we explored the tuning of the algorithms param-eters, whose correct setting is a non trivial problem. Second, we conducted acomparative evaluation of our proposed method performance against a GeneticAlgorithm (GA) and the analytical solution obtained from GAMS (using LINDOsolver), for the following five benchmark problems based on the well known cellformation problems from the literature1.
1. Vitanov et al. (5 machines and 7 parts) [27]2. Seifoddini and Djassemi (7 machines and 11 parts) [28]3. King (14 machines and 24 parts) [29]4. Burbidge (35 machines and 20 parts) [30]5. Chandrasekharan and Rajagopalan (24 machines and 40 parts) [31]
A summary of the parameters that characterize the benchmark problems is pro-vided in Table 1. The algorithms were coded using the programming languageFortran, and executed on a standard machine with an Intel Core i7-6500U, pro-cessor of 2.5 GHz and 8 GB RAM of memory. The response variables consideredwere the minimum value of objective function and the time needed to obtainit. The stopping criteria was set to one million calls to the objective function,a number of 10 replicas were executed for each combination of tuning parame-ters and 100 replicas were run for the sake of the comparison with the GA andwith the exact solution approach. Finally, we included penalizations in GA andDBCOA to the number of cells and number of positions, with the purpose ofguarantee the maximum values of table 1 and in this way to run these algorithmsin the same conditions of the exact solution approach.1 In the following link, are available the five benchmark problems in GAMS format:
https://sites.google.com/view/dbcoa-cml/problems.

A Discrete Bacterial Chemotaxis Approach 433
Table 1. Parameters of problems
Problem No. Machines (m) Parts (n) Max-cells (mc) Max-positions (mp)
1 5 7 3 3
2 7 11 3 4
3 14 24 4 4
4 35 20 4 10
5 24 40 7 5
7 Results and Discussion
In this section, we first explain the parameters tuning process, and then wepresent the results of the comparative performance evaluation.
The process realized for parameters tuning aims at guaranteeing a perfor-mance evaluation under the best possible conditions. To find the best parametersetting for the meta-heuristic approaches we resorted to an experimental designapproach, where each one of the parameters of GA and DBCOA were evaluatedin three different levels, for each one of the five problems described above. Theresponse variable considered in this case was the value of objective function. Thebest results obtained with this process are summarized in the Tables 2 and 3.
Table 2. Parameters of GA
Parameter Value
(Pop) Population size 100
(Pe) Percentage of elite 20%
(Pc) Probability of crossover 0.9
(Pm) Probability of mutation 0.05
Table 3. Parameters of DBCOA
Parameter Value
(S) number of Bacteria 100
(Nc) Number of chemotaxis cycles 100
(Nre) Number of reproduction cycles 50
(Ned) Number of elimination and dispersion cycles 10
(Ped) Probability of elimination and dispersion 0.05
The values of parameters listed in Tables 2 and 3 are those used to instanti-ate the meta-heuristics for the final performance evaluation. The results of the

434 C. Mejıa-Moncayo et al.
performance evaluation are shown in Table 4, and in Figs. 1 and 2, which reportthe comparison among GA and DBCOA provided results with the analyticalsolutions modeled in GAMS and solved with the LINDO solver (provided byNEOS-SERVER2 [32]).
Table 4 provides the comparison among the solutions obtained by analyticalmethod modeled in GAMS, GA and DBCOA. For the meta-heuristic approaches,the value of the best found solution and the average of objective function (acrossthe 100 replicas), as well as the average replica computation time, is reported.By analyzing the best values, which are highlighted in bold for each problem, wenotice that for the first two problems, GA and DBCOA achieve equal results,and coincide with the optimal, exact analytical solution. For the third problem,only DBCOA was able to find the optimal solution. For the others two problems,which have a larger size, DBCOA achieves the best result, clearly outperformingboth GA and analytical solution. In summary, DBCOA gets the best solutionfor the five problems in lower time than GA. We show in Figs. 1 and 2 a bettercharacterization of the quality of the results achieved by GA and DBCOA forthe five considered benchmark problems.
Table 4. Results of performance evaluation
Problem GAMS GA DBCOA
No. Machines×parts Min Average Averagetime (sec)
Min Average Averagetime (sec)
1 5× 7 3087 3087 3092 0.36 3087 3091 0.02
2 7× 11 642 642 697.1 1.37 642 667.6 0.17
3 14× 24 5840 6106 10012 4.42 5840 6349 3.80
4 35× 20 41989 84943 203605 27.97 26982 46117 22.39
5 24× 40 208166 203853 277508 45.58 169821 193238 40.21
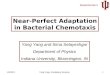
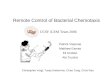
Fig. 1 shows the boxplots of the best values found, while Fig. 2 shows theboxplots of computation time. Is it possible to observe that DBCOA has a lower
Fig. 1. Comparison between GA and DBCOA best found solutions for the five bench-mark problems
2 https://neos-server.org/neos/.

A Discrete Bacterial Chemotaxis Approach 435
dispersion of both the best values found and of the computation time, when com-pared with GA. This behavior of DBCOA allows achieving a consistent qualityof solutions for the cellular manufacturing layout problem.
Fig. 2. Comparison between GA and DBCOA computation times in the solutions offive benchmark problems
8 Conclusions and Future Work
In this work a novel approach for the design of cellular manufacturing layouts wasproposed, called DBCOA. This proposal achieved the best results in the solutionof five benchmark problems found in the literature, and requires a lesser com-putational effort than the others methods evaluated in this work. The DBCOAconsiders the problem as an integer non linear constrained model, blending intoone single objective function the cell formation and the inter and intra cellslayout problems.
The version of DBCOA presented in this work demonstrated a good per-formance in the solution of the five benchmark problems, showing its potentialto solve different optimization problems and in particular those related withmanufacturing systems. Our results are promising and provide leeways for theapplication of bacterial algorithms to other complex discrete optimization prob-lems. Finally, from the vision of authors, the next step in this research will be toinclude into our discrete meta-heuristic approach mechanisms to emulate swarm-ing processes, as well as to explore multi-objective models to provide multipledesign alternatives for a more realistic design.
References
1. Tompkins, J.A.: Facilities Planning. Wiley, Hoboken (2010)2. Pattanaik, L.N., Sharma, B.P.: Implementing lean manufacturing with cellular
layout: a case study. Int. J. Adv. Manufact. Technol. 42(7–8), 772–779 (2008)3. Mejıa-Moncayo, C., Lara-Sepulveda, D.F., Cordoba-Nieto, E.: Technological kin-
ship circles. Ingenierıa e Investigacion 30(1), 163–167 (2010)

436 C. Mejıa-Moncayo et al.
4. Halevi, G.: Expectations and Disappointments of Industrial Innovations. LNMIE,pp. 15–33. Springer, Cham (2017). https://doi.org/10.1007/978-3-319-50702-6
5. Passino, K.M.: Biomimicry of bacterial foraging for distributed optimization andcontrol. IEEE Control Syst. 22(3), 52–67 (2002)
6. Wemmerlov, U., Johnson, D.J.: Cellular manufacturing at 46 user plants: imple-mentation experiences and performance improvements. Int. J. Prod. Res. 35(1),29–49 (1997)
7. Romero, G.A., Mejıa-Moncayo, C., Torres, J.A.: Modelos matematicos para ladefinicion del layout de las celdas de manufactura. Revision de literatura. RevistaTecnura 19(46), 135–148 (2015)
8. Selim, H.M., Askin, R.G., Vakharia, A.J.: Cell formation in group technology:review, evaluation and directions for future research. Comput. Ind. Eng. 34(1),3–20 (1998)
9. Papaioannou, G., Wilson, J.M.: The evolution of cell formation problem method-ologies based on recent studies (1997–2008): review and directions for futureresearch. Eur. J. Oper. Res. 206(3), 509–521 (2010)
10. Yin, Y., Yasuda, K.: Similarity coefficient methods applied to the cell formationproblem: a taxonomy and review. Int. J. Prod. Econ. 101(2), 329–352 (2006)
11. Xambre, A.R., Vilarinho, P.M.: A simulated annealing approach for manufacturingcell formation with multiple identical machines. Eur. J. Oper. Res. 151(2), 434–446(2003)
12. Lei, D., Wu, Z.: Tabu search approach based on a similarity coefficient for cellformation in generalized group technology. Int. J. Prod. Res. 43(19), 4035–4047(2005)
13. Onwubolu, G., Mutingi, M.: A genetic algorithm approach to cellular manufactur-ing systems. Comput. Ind. Eng. 39(1–2), 125–144 (2001)
14. Li, X., Baki, M.F., Aneja, Y.P.: An ant colony optimization metaheuristic formachinepart cell formation problems. Comput. Oper. Res. 37(12), 2071–2081(2010)
15. Duran, O., Rodriguez, N., Consalter, L.A.: Collaborative particle swarm optimiza-tion with a data mining technique for manufacturing cell design. Expert Syst. Appl.37(2), 1563–1567 (2010)
16. Nouri, H., Tang, S.H., Hang Tuah, B.T., Anuar, M.K.: BASE: a bacteria foragingalgorithm for cell formation with sequence data. J. Manufact. Syst. 29(2–3), 102–110 (2010)
17. Mejia-Moncayo, C., Rojas, A.E., Dorado, R.: Manufacturing cell formation with anovel Discrete Bacterial Chemotaxis Optimization Algorithm. In: Figueroa-Garcıa,J.C., Lopez-Santana, E.R., Villa-Ramırez, J.L., Ferro-Escobar, R. (eds.) WEA2017. CCIS, vol. 742, pp. 579–588. Springer, Cham (2017). https://doi.org/10.1007/978-3-319-66963-2 51
18. Saeedi, S.: Heuristic approaches for cell formation in cellular manufacturing. J.Softw. Eng. Appl. 03(07), 674–682 (2010)
19. Hamann, T., Vernadat, F.: The intra-cell layout problem in automated manufac-turing systems. Technical report (1992)
20. Elwany, M., Khairy, A.B., Abou-Ali, M., Harraz, N.: A combined multicriteriaapproach for cellular manufacturing layout. CIRP Ann.- Manuf. Technol. 46(1),369–371 (1997)
21. Solimanpur, M., Vrat, P., Shankar, R.: An ant algorithm for the single row layoutproblem in flexible manufacturing systems. Comput. Oper. Res. 32(3), 583–598(2005)

A Discrete Bacterial Chemotaxis Approach 437
22. Suresh Kumar, C., Chandrasekharan, M.P.: Grouping efficacy: a quantitative cri-terion for goodness of block diagonal forms of binary matrices in group technology.Int. J. Prod. Res. 28(2), 233–243 (1990)
23. Niu, B., Fan, Y., Tan, L., Rao, J., Li, L.: A review of bacterial foraging optimizationpart II : applications and challenges. In: Huang, D.-S., McGinnity, M., Heutte, L.,Zhang, X.-P. (eds.) ICIC 2010. CCIS, vol. 93, pp. 544–550. Springer, Heidelberg(2010). https://doi.org/10.1007/978-3-642-14831-6 71
24. Nouri, H.: Development of a comprehensive model and BFO algorithm for adynamic cellular manufacturing system. Appl. Math. Model. 40(2), 1514–1531(2016)
25. Atasagun, Y., Kara, Y.: Bacterial foraging optimization algorithm for assemblyline balancing. J. Neural Comput. Appl. 25(1), 237–250 (2015)
26. Gen, M., Lin, L., Zhang, H.: Evolutionary techniques for optimization problemsin integrated manufacturing system: State-of-the-art-survey. Comput. Ind. Eng.56(3), 779–808 (2009)
27. Vitanov, V., Tjahjono, B., Marghalany, I.: Heuristic rules-based logic cell formationalgorithm. Int. J. Prod. Res. 46(2), 321–344 (2008)
28. Seifoddini, H., Djassemi, M.: A new grouping measure for evaluation of machine-component matrices. Int. J. Prod. Res. 34(5), 1179–1193 (1996)
29. King, J.R.: Machine-component group formation in group technology. Omega 8(2),193–199 (1980). https://doi.org/10.1016/0305-0483(80)90023-7
30. Burbidge, J.L.: The Introduction of Group Technology. Wiley, Hoboken (1975)31. Chandrasekharan, M.P., Rajagopalan, R.: MODROC: an extension of rank order
clustering for group technology. Int. J. Prod. Res. 24(5), 1221–1233 (1986)32. Czyzyk, J., Mesnier, M., More, J.: The NEOS server. IEEE Comput. Sci. Eng.
5(3), 68–75 (1998)