Embed Size (px)
Citation preview

A Mathematical Model for Carbothermic Reduction
of Dust−−−−Carbon Composite Agglomerates
by
Yuki Kuwauchi
A thesis submitted in conformity with the requirements
for the degree of Master of Applied Science
Department of Materials Science and Engineering
Faculty of Applied Science and Engineering
University of Toronto
© Copyright by Yuki Kuwauchi, 2012

ii
A Mathematical Model for Carbothermic Reduction
of Dust−−−−Carbon Composite Agglomerates
Yuki Kuwauchi
Master of Applied Science
Materials Science and Engineering, University of Toronto
July 2012
Abstract
A mathematical model to simulate the reaction kinetics of dust–carbon composite
agglomerates in an RHF was developed. Major chemical, thermal and physical
phenomena taking place during RHF treatment of such agglomerates were formulated
and the corresponding equations were solved to yield the variations with time of solid
composition, temperature and gas composition of the agglomerates. The model was
validated against experimental results and used to predict the reduction behaviour of
dust pellets with bituminous coal and polyethylene plastic. The results demonstrate that
the pellet reduction is accelerated by the reducing gas from high–volatile reductants if
the gas is released after the pellet temperature is sufficiently high for reduction
reactions. The reduction of zinc oxide can also be represented using the proposed
model by implementing its small particle size caused by the inherent vaporization/re–
oxidization process that zinc comes through in a melter. Through the examination of
effect of various parameters on the reduction behaviour of composite agglomerates, it
was demonstrated that the proposed model can be used as an engineering tool to
determine the optimum operating conditions for the RHF process, including pellet
retention time, furnace temperature and pellet properties, to promote recycling a wide
range of waste materials.

iii
Acknowledgement
First and foremost, I would like to thank my supervisor, Professor Mansoor Barati,
who has supported and encouraged me through the fruitful discussion. Without his kind
support and assistance, I would not have been able to complete my project at this
academic standard.
I am also indebted to all of my colleagues in the Sustainable Materials Processing
Research Group, especially Ms. Shaghayegh Esfahani, Ms. Leili Tafaghodikhajavi and
Ms. Samira Sokhanvaran who helped me spend pleasant and informative time during
my project in many aspects from academic to daily life.
I wish to express my profound gratitude to my wife, Ms. Michiko Kuwauchi, for her
support. Her encouragement served as the driving force to move on the right path in
my life at all times.

iv
Table of Contents
Abstract ........................................................................................................................................... ii
Acknowledgement .......................................................................................................................... iii
Table of Contents ........................................................................................................................... iv
List of Tables .................................................................................................................................. vi
List of Figures ............................................................................................................................... vii
1 Introduction .............................................................................................................................. 1
2 Literature Review ..................................................................................................................... 7
3 Modelling ............................................................................................................................... 10
3.1 Pellet Model .................................................................................................................... 10
3.2 Calculation Procedure..................................................................................................... 11
3.3 Physical and Thermal Properties .................................................................................... 13
3.3.1 Density ........................................................................................................................ 13
3.3.2 Porosity ....................................................................................................................... 14
3.3.3 Specific Heat ............................................................................................................... 15
3.3.4 Effective Thermal Conductivity ................................................................................. 18
3.4 Heat Transfer .................................................................................................................. 21
3.5 Reactions ........................................................................................................................ 22
3.5.1 Reaction Heat .............................................................................................................. 24
3.5.2 Reaction Rate – Volatilization Reactions ................................................................... 26
3.5.3 Reaction Rate – Reduction and Gasification Reactions ............................................. 27
3.5.4 Particle Size Distribution ............................................................................................ 28
3.5.5 Reaction Front Surface Area ....................................................................................... 32
3.5.6 BET Surface Area ....................................................................................................... 33
3.5.7 Surface Area Correction Factor (SACF) ..................................................................... 35
3.6 Gas Transfer ................................................................................................................... 36
3.6.1 Effective Diffusion Coefficient ................................................................................... 37

v
3.6.2 Mass Transfer Coefficient........................................................................................... 40
3.6.3 Modified Hagen–Poiseuille Equation ......................................................................... 40
4 Results and Discussion ........................................................................................................... 42
4.1 Experimental ................................................................................................................... 42
4.1.1 Sample Preparation ..................................................................................................... 42
4.1.2 Pellet Reduction .......................................................................................................... 46
4.2 Model Validation ............................................................................................................ 48
4.2.1 Calculation/Experimental Conditions ......................................................................... 48
4.2.2 Results and Discussion ............................................................................................... 50
4.3 Simulation 1: Use of High Volatile Coal as Reductants ................................................ 53
4.3.1 Calculation/Experimental Conditions ......................................................................... 53
4.3.2 Results and Discussion ............................................................................................... 55
4.4 Simulation 2: Use of Waste Plastic as Reductants ......................................................... 59
4.4.1 Calculation Conditions................................................................................................ 59
4.4.2 Results and Discussion ............................................................................................... 62
4.5 Simulation 3: Zinc Oxide Recovery ............................................................................... 69
4.5.1 Calculation/Experimental Conditions ......................................................................... 69
4.5.2 Results and Discussion ............................................................................................... 71
5 Conclusions and Future Work ................................................................................................ 74
5.1 Summary and Conclusions ............................................................................................. 74
5.2 Future Work .................................................................................................................... 75
6 Nomenclature ......................................................................................................................... 77
7 References .............................................................................................................................. 81
8 Appendix: Publications and Presentations ............................................................................. 87
8.1 Journal Articles ............................................................................................................... 87
8.2 Conference Proceedings ................................................................................................. 87
8.3 Other Presentations ......................................................................................................... 87

vi
List of Tables
Table 1. Typical composition of BF, BOF and EAF dust (wt%) [1–5] .......................................... 1
Table 2. Density of solid (kg·m–3
) [39] ......................................................................................... 13
Table 3. Density of gas (298.15K, 1atm) (kg·m
–3) [39] ................................................................ 13
Table 4. Values of parameters for Equation (2) (solid components) [40]..................................... 15
Table 5. Values of parameters for Equation (2) (solid components) [39]..................................... 16
Table 6. Values of parameters for Equation (2) (gas components) [39, 40] ................................. 17
Table 7. Values of the parameters for Equation (3) (solid components) [40–43] ......................... 19
Table 8. Values of the parameters for Equation (3) (zinc oxide) [44] .......................................... 19
Table 9. Values of the parameters for Equation (3) (gas components) [40, 45] ........................... 20
Table 10. Values of parameters for Equation (27) [39, 40, 52] .................................................... 24
Table 11. Values of parameters for Equation (27) [40] ................................................................ 25
Table 12. Kinetic parameters for volatilization reactions [33, 34]................................................ 26
Table 13. Kinetic parameters for reduction and carbon gasification [33, 53, 54] ......................... 28
Table 14. Apparent minimum diameter after self–agglomeration ................................................ 32
Table 15. BET surface of various types of coal ............................................................................ 34
Table 16. Standard diffusion coefficient Dkl0 (10–4
m2·s
–1) [45, 69–71] ....................................... 38
Table 17. Parameter mkl for calculating diffusion coefficient [45, 69–71] ................................... 38
Table 18. Values of parameters for Equation (55) [72] ................................................................ 41
Table 19. Coal types used in experiments ..................................................................................... 44
Table 20. Parameters for RR distribution function and mass median diameter of the pellet mix
used in the present experiments/simulations ................................................................ 45
Table 21. Parameters for RR distribution function and mass median diameter of zinc oxide used
in the present simulations ............................................................................................. 45
Table 22. Base properties of pellet and furnace ............................................................................ 49
Table 23. Conditions for calculation and experiment ................................................................... 54
Table 24. Calculation conditions ................................................................................................... 60
Table 25. Composition of PE and All–CO imaginary plastic (wt%) [24] .................................... 62
Table 26. Experimental/Calculation conditions ............................................................................ 70

vii
List of Figures
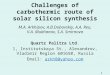
Figure 1. Estimated amount of dust generation in the world .......................................................... 2
Figure 2. Rotary Hearth Furnace (RHF) [5, 17] .............................................................................. 3
Figure 3. RHF process flow sheet ................................................................................................... 4
Figure 4. Schematic representation of the pellet model and the involved phenomena ................. 11
Figure 5. Calculation Procedure .................................................................................................... 12
Figure 6. Effective thermal conductivity of carbon–air system .................................................... 20
Figure 7. Relationship between ln(x) and ln[-ln(1-R(x)/100)] ...................................................... 31
Figure 8. Relationship between ln(x) and ln(R(x)/100) ................................................................ 31
Figure 9. Surface area variations with conversion ratio (Jeddo anthracite coal) [65] ................... 34
Figure 10. Reaction surface area ................................................................................................... 36
Figure 11. Effective diffusion coefficient of CO2 ......................................................................... 39
Figure 12. Particle distribution of the pellet mix used in the present experiments/simulations ... 44
Figure 13. Particle distribution of EAF dust/zinc oxide................................................................ 45
Figure 14. Dust–carbon composite specimen for experiment ....................................................... 46
Figure 15. Stainless steel basket .................................................................................................... 47
Figure 16. Experimental electric furnace ...................................................................................... 47
Figure 17. Calculated pellet temperature at three different positions in pellet (Run 1) ................ 51
Figure 18. Calculated pellet porosity (Run 1) ............................................................................... 51
Figure 19. Calculated effective thermal conductivity (Run 1) ...................................................... 52
Figure 20. Calculated and measured reduction ratio of iron oxides (Run 1) ............................... 52
Figure 21. Calculated and measured pellet compositions (Run 1) ................................................ 53
Figure 22. Calculated and measured reduction ratio against retention time (Runs 1–3) .............. 57
Figure 23. Calculated degree of release of CO from VM against mid–radius pellet temperature
(Runs 1–3) .................................................................................................................... 57
Figure 24. Calculated internal pressure at pellet surface against retention time (Runs 1–3) ........ 58
Figure 25. Calculated reduction ratio against retention time (Runs 1, 4, 5 and 6) ........................ 64
Figure 26. Calculated decomposition ratio of PE against mid–radius pellet temperature
temperature (Run 4–6) ................................................................................................. 65
Figure 27. Calculated pellet porosity against retention time (Runs 1, 4, 5 and 6) ........................ 65

viii
Figure 28. Calculated effective thermal conductivity against retention time (Run 1, 4, 5 and 6) 66
Figure 29. Calculated internal pressure at pellet surface against retention time (Runs 1, 4, 5 and
6)................................................................................................................................... 66
Figure 30. Relationship between maximum internal pressure and PE content in pellet (Run 1, 4, 5
and 6) ............................................................................................................................ 67
Figure 31. Calculated reduction ratio against retention time (Run 1, 4 and 7) ............................. 67
Figure 32. Calculated decomposition ratio of PE against mid–radius pellet temperature (Run 4
and 7) ............................................................................................................................ 68
Figure 33. Calculated internal pressure at pellet surface against reduction time (Run 1, 4 and 7)
...................................................................................................................................... 68
Figure 34. Particle distributions of zinc oxide used for Runs 1, 8 and 9 ...................................... 71
Figure 35. Calculated reduction ratio of iron oxides against retention time (Runs 1, 8 and 9) .... 72
Figure 36. Calculated and measured zinc oxide concentration trend against retention time (Runs
1, 8 and 9) ..................................................................................................................... 73
Figure 37. Relationship between specific surface area and mass median diameter (Runs 1, 8 and
9)................................................................................................................................... 73

1
1 Introduction
Recycling iron–bearing dust from steel works has gained a significant attention from
the steel industry in the past two decades as a method for sustainable steel production.
Dust recycling is expected to be a solution for the mounting pressure on the steel
industry to decrease its environmental impact while reducing raw material
consumption. Dust is an iron oxide–bearing by–product emitted from steelmaking
facilities, such as blast furnaces (BF), basic oxygen furnaces (BOF) and electric arc
furnaces (EAF). The typical composition of dust is shown in Table 1 [1–5].
Considering that 10 to 25 kg of dust is generated for one ton of steel production [6, 7],
it can be estimated from the data published in the references [8, 9] that nearly 25
million tons of dust is estimated to be produced around the world in 2011 (Figure 1).
This dust contains approximately 7.0 million tons of iron and 1.9 million tons of zinc;
hence, it is a promising secondary source for valuable metals. To recover these metals,
a reduction process is used because most of the elements in the dust are in the form of
oxides [10, 11].
Table 1. Typical composition of BF, BOF and EAF dust (wt%) [1–5]
BF dust BOF dust
Sample 1 Sample 2 Sample 1 Sample 2
Total Fe 40.8 31.8 55.4 53.6
Total Zn 0.05 1.2 1.4 2.5
C 20.6 37.6 0.0 0.7
CaO 7.4 3.1 10.6 5.0
SiO2 6.1 4.1 2.3 0.8
EAF dust
Sample 1 Sample 2 Sample 3 Sample 4
Total Fe 17.2 29.8 24.9 49.1
Total Zn 32.2 27.1 23.3 3.5
C 1.7 1.1 – 2.9
CaO 5.2 0.9 4.8 8.4
SiO2 4.0 2.0 1.9 0.9

2
Figure 1. Estimated amount of dust generation in the world
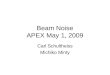
A Rotary Hearth Furnace (RHF) is one of the coal–based reduction processes for dust
recycling (Figure 2) [5, 11–17]. An RHF is a doughnut–shape furnace where its hearth
rotates around at the bottom. The centre–to–centre hearth diameters of the existing
RHFs range from 8 m to 60 m. The typical RHF process flow sheet for dust recycling
is illustrated in Figure 3. Before processing, dust and carbonaceous reductant are
prepared in yards, hoppers or bins. After blending the dust and the reductant, this
mixture is ground into fine particles with desired size distribution. The next step is
agglomeration; the pulverized pellet mix is compacted into a composite agglomerate,
such as a pellet or briquette with the addition of water and organic/inorganic
compounds as binders. The pellet or briquette is then continuously fed onto the rotating
hearth of the furnace and reduced into the final product, direct reduced iron (DRI),
provided with high furnace temperature (1250–1350 °C) and strong reducing
atmosphere. The percent reduction of the DRI can reach up to 90% in 10–15 minutes.
This highly–reduced DRI can be utilized as a feed material for steel production
facilities, including BOFs and EAFs, which decreases the use of scrap in EAFs and the
consumptions of iron ore and coking coal in BF–BOF processes. As will be explained
0
5
10
15
20
25
1981 1991 2001 2011
Es
tim
ate
d D
us
t G
en
era
tio
n (
Mt)
Year
Total
BF & BOF dust
EAF dust

3
later, the process can also recover the zinc contained in the dust. Therefore, the RHF
process decreases the overall consumption of raw materials for both steelmaking and
zinc manufacturing by recovering value of secondary iron and zinc from dust.
Figure 2. Rotary Hearth Furnace (RHF) [5, 17]

4
Figure 3. RHF process flow sheet
The utilisation of low–grade carbonaceous reductants in the RHF process has gained
steelmakers’ attention to further enhance waste recycling, taking into account the
depletion of high–rank coal reserves and the escalation of natural resource prices [18–
24]. High–volatile matter (VM) bituminous and lignite coals can be listed as examples
for the low–rank coals, which have not been fully utilized in steelmaking. Another
prospective reductant is waste plastic because substantial part of the plastic garbage is
currently disposed of without recovering any material or energy from it. The waste
plastic includes polyethylene (PE), polystyrene (PS) and polyethylene terephthalate
(PET) [25, 26]. The utilization of these low–grade carbonaceous reductants would
enable the RHF process to produce metallic iron only from secondary source materials
and enhance the sustainability of steel and chemical industries. Also, several
experimental studies suggested the possibility that the plastic addition to iron oxide
pellet can accelerate the reduction reactions under certain conditions [18, 20, 24]. On
the other hand, the application of the low–grade carbonaceous material as the reductant
for dust has been proved to be a demanding task due to its high volatile content [18, 19,
mixing andgrinding
pelletizing orbriquetting
DRI(direct reduced iron)
RHFdust
dust
reductantaddition
coal
iron ore
coking coal
coking
sintering
BF
scrap
BOF
EAFzinc oxide

5
24–28]. The weight percentage of the volatile matter in bituminous coal, lignite coal
and waste PE can reach up to 30%, 40% and 100%, respectively [18, 29–31]. Hence,
the significant volume of gas is released inside the pellet at relatively low temperature.
The evolved gas may react with iron oxides and play a certain role in the overall
reduction reactions; however, the correlation between the rapid release of volatiles and
its contribution to the reactions is not fully investigated. In addition, the rapid evolution
of gas increases the internal pressure that may lead to the decrepitation of the pellet,
which should be avoided to keep high lump ratio of the product DRI. Therefore, it is of
critical importance to predict the reaction kinetics and the internal gas transfer as well
as the interaction between them to utilize the low–grade carbonaceous material as a
reductant while avoiding the mechanical collapse of pellet.
Another application of the RHF is the utilization of EAF dust as a feed material [5, 17].
EAF dust involves considerable amount of zinc originating from feed scrap as well as
iron. This zinc can be recovered in the RHF process. In the furnace, zinc oxide
contained in dust pellet is reduced into metallic zinc. Then, the zinc metal is
immediately transferred to the gas phase due to its high vapor pressure and re–oxidized
into zinc oxide fume in the furnace atmosphere. After liberated from the pellet, the zinc
oxide fine particles are entrained in the flue gas and collected in a bag house. However,
iron contamination of the collected crude zinc oxide may cause operational issue at the
zinc smelter where the RHF–recovered zinc oxide is refined to metallic zinc. In
addition, the residual zinc in DRI requires additional heat to remove in the steelmaking
facility where the DRI is used. The contaminated DRI may also provoke zinc build–up
on the furnace wall especially if the DRI is fed into BF. Therefore, the detailed kinetic
control over the simultaneous reduction reactions of iron and zinc oxides in pellet is
necessary to recover both of the two metals from EAF dust using the RHF process.
Various applications are considered for the RHF dust recycling process: the utilization
of low–rank coal and waste plastic as reductants and the recovery of zinc from EAF
dust. Since the kinetic interaction between these materials and dust is not well
investigated and the dust pellet itself behaves as a micro reactor where the reducing gas

6
is generated in–situ, it is of critical importance to predict the kinetic and mechanical
behaviour of the pellet to enhance recovering valuable materials from expanded range
of waste materials using the RHF process. Therefore, the present study was undertaken
aiming at creating a mathematical model that describes the reaction behaviour of a
dust–carbon composite agglomerate in an RHF taking into consideration the internal
volatile release and gas transfer as well as the reduction of iron and zinc oxides and
other relevant reactions to promote further recycling using RHFs.

7
2 Literature Review
Several researchers have established models for the reduction of iron ore–carbon or
dust–carbon composite agglomerates and zinc oxide pellets. Ueda et al. [32] developed
a model that describes the reduction of an iron ore–carbon composite in a BF. Their
model was validated against experimental results and predicts the reaction behaviour of
the composite pellet. The outcome of their model has some interesting suggestions for
acceleration of the pellet reduction. They estimated that the gasification of carbon was
the rate controlling step of the overall reduction reaction and found that the reaction
rate is significantly improved by using well–ground coke particles or carbon with low
activation energy. Their simulation, however, is based on the premise that the reduction
reactions take place in a blast furnace, where the governing mechanism is different
from an RHF due to the lower furnace temperature. Thus, their model cannot be
applied directly to the dust recycling using an RHF process. Sun et al. [5, 33–36]
proposed a model for the reduction reaction of iron ore–carbon composite pellets in an
RHF. Considering the high furnace temperature in the RHF, they presumed that heat
transfer plays a governing role in the overall process. Hence, temperature gradients
within the pellet were taken into account in their model. Their model was validated
against experimentally measured reduction degree for various reaction periods. The
model, however, does not include the reactions of hematite (Fe2O3). Hematite is often
contained in dust as well as magnetite (Fe3O4) and wustite (FeO); hence, the hematite–
related reactions should be included in a more comprehensive model. Also, the
parameters for the carbon gasification reactions in the simulation were determined by
fitting the model outputs with the experimental results. Thus, their model may not be
able to provide appropriate predictions when different kinds of reductants are used
because the kinetic parameters for gasification strongly depend on the type of
carbonaceous reductant.
The use of plastic for dust reduction has also been studied through experiments, and it
has been clarified that blending plastic with dust can accelerate the reduction reactions
under certain conditions. Ueki et al. [24] reduced hematite reagent pellets with
polyethylene (PE) and refuse derived fuel (RDF) at 1200 °C. The obtained degree of

8
reduction of the samples with PE and RDF were 63% and 100%, respectively.
Although their experiment confirmed that hematite pellets can be reduced only by PE
without any coal or carbon addition, the reduction ratio of the samples with PE was
much lower compared with that of the RDF–mixed pellets. The weak performance of
PE was attributed to the smaller amounts of solid char generated by decomposition of
PE, whereas RDF contains as much as 15 wt% fixed carbon as well as volatile
reducing gases. Their analysis concluded that plastic containing larger amount of fixed
carbon is more suitable as a reducing agent for iron oxides.
Zhang et al. [20] carried out an experimental study of the reduction of iron oxide–based
mill scale at 1100 °C. After mixing the mill scale and coke powder, they added 1 to 4
wt% of two types of plastic: polycarbonate (PC) and PET. Their results indicated that
the reduction rate was increased by the plastic addition and they discussed that the
acceleration was caused by the enhanced gas transfer due to the tiny pores produced by
the volatilisation of plastic. However, the decrease of reduction ratio was also observed
when 4 wt% PET was added to the sample. In addition, the relatively low ambient
temperature, 1100 °C, seemed to help the plastic behave as an effective reductant in the
mill scale pellet at moderate temperature. The volatile gas contained in the PC and PET
was slowly liberated so that the gas stayed in the pellet for a time long enough for the
reduction of iron oxides. This low temperature reduction, however, cannot be realized
in the RHF as it decreases the productivity of DRI.
Murakami et al. [18, 19] performed the reduction experiment of the pellet made of iron
ore and PE at 1150 °C, and found that the contribution of PE to the reduction is limited
due to the rapid escape of PE–origin gas. Then, they suggested a double–layer pellet,
where the PE concentration is higher in the inner part, to enable the volatile generated
from PE to react with iron oxides in the outer layer. However, it is practically
demanding to produce such complex pellets in commercial scale. Additionally, they
used very fine hematite ore particles (average diameter: 2.6 µm), which is considerably
more reactive than typical larger ground ore/dust particles that also contain wustite and

9
magnetite. Therefore, the plastic–blended dust pellet would demonstrate a different
kinetic behaviour from their results.
Many studies have been performed with respect to the zinc recovery from EAF dust. A
series of research work were carried out by Itoh et al. [37, 38] that included kinetic
analysis of zinc oxide (ZnO) reduction and zinc ferrite (ZnFe2O4) decomposition as
well as the establishment of a simulation model for the simultaneous reductions of
Fe2O3 and ZnO. Their analysis took into account the reductions of zinc oxide and
hematite at the same time; however, they assumed the whole pellet is isothermal. Also,
their model is based on CO–CO2 gas reduction and the carbon gasification inside the
pellet was not taken into account. Thus, their model cannot be applied to an RHF
process, where temperature gradient and gas generation inside the pellet plays a
substantial role in the reduction kinetics.

10
3 Modelling
3.1 Pellet Model
Several simplifying assumptions are made to express the behaviour of a pellet in the
proposed mathematical model. The composite pellet is considered to be a perfect
sphere and the pellet volume and diameter remain constant throughout the reaction.
Then, the pellet is divided into N imaginary concentric layers and a polar coordinate
system is applied. The outermost layer next to the surface is identified by index I=1
and the centre as I=N. Each layer consists of solid and gas phases, with identical
temperatures. When a pellet is placed in an RHF, the outermost layer is heated by
radiation from the hot furnace atmosphere. Then, the temperature of internal layers
gradually increases by heat conduction through the pellet. When a layer reaches
sufficiently high temperature, corresponding reactions are initiated locally in each
layer. At relatively lower temperature, volatile matter in coal or other carbonaceous
reductants starts to be released into the porous space of the pellet. The reducing agents
in the released volatiles initiate the reduction of oxides and the gasification of carbon.
The gas species produced by these reactions are transferred through the pores of pellet,
reacted with other solids in the adjacent layers, and finally exhausted into the furnace
atmosphere. As the reduction reactions proceed, the porosity of pellet increases by the
removal of oxygen from iron oxides and the gasification of carbon, which results in the
decline of the heat conduction rate due to the small thermal conductivity of gas.

11
Figure 4. Schematic representation of the pellet model and the involved phenomena
3.2 Calculation Procedure
Typical calculation procedure in the proposed model is shown in Figure 5. Before
starting the simulation, initial conditions should be set, including retention time and
time step for iteration; pellet composition, weight and diameter; particle size
distribution of each component in pellet; coal type and its reaction front area; and
furnace atmosphere and temperature. The simulation proceeds by performing
calculations in predetermined time steps. First, all physical and chemical temperature–
dependent parameters are determined with the temperature at each layer of the pellet.
Second, the pellet temperature is revised by calculating heat transfer. Then, after
reaction rates are calculated, the solid and gas components of the pellet are updated
with the amounts generated or consumed by the reactions. Consequent temperature
change is derived considering the enthalpy of the reactions. These calculations should
be performed N times from the surface layer to the centre in each iteration. The final
step is gas transfer, which consists of concentration–triggered diffusive flow and
pressure–driven laminar flow. Before calculating flow rates, diffusion coefficients
should be determined as a function of temperature, porosity and composition of gas
Spherical Pellet
Heat radiation
Furnace atmosphere
Exhaust gas
Gas transfer
Heat conduction
Pellet
Rotating hearth
Radiation
RHF
Release of vola tiles
Reaction
Tlayer1
Tlayer2
Tcentre (K)
Furnace temperature, Tfurnace
Imaginary layers

12
phase. The total flow rate is derived from the combined effects of the diffusion and the
laminar flow. At the end of the iteration, the time is incremented by the predetermined
time step. If the retention time is reached, the simulation is terminated. Otherwise, the
simulation proceeds to the next iteration step.
Figure 5. Calculation Procedure
Gas Transfer
- Calculate diffusion coefficients
- Calculate diffusive gas flow
- Determine pressure–triggered gas flow
- Recalculate gas components in each pore
Initialization
- Set simulation conditions
Parameters Setting
- Calculate temperature-dependent
physical and chemical properties
Heat Transfer
- Calculate radiation heat from the furnace
- Calculate heat conduction rate at each layer
- Calculate temperature at each layer
Reaction
- Calculate reaction rates and reaction heats
- Determine solid components of each layer
- Determine gaseous components at each layer
- Recalculate temperature at each layer
considering heat of reaction
Retention time is reached?
- No → Increment time step and continue
- Yes → Finish the calculation

13
3.3 Physical and Thermal Properties
3.3.1 Density
Density of solid constituents remains constant assuming that the influence of
temperature and pressure is negligible. The temperature and pressure dependence of
gas density, however, is taken into account. The values of density of solids and gases
are shown in Tables 2 and 3 (at the standard state for gases).
Table 2. Density of solid (kg·m–3
) [39]
Component Density ρ
(kg·m–3
)
Fe2O3 5242
Fe3O4 5170
FeO 5700
Fe 7874
C 2267
ZnO 5606
CaO 3340
SiO2 2600
MgO 3580
Al2O3 3965
Table 3. Density of gas (298.15K, 1atm) (kg·m
–3) [39]
Component Density ρ
(kg·m–3
)
O2 1.43
N2 1.25
CO 1.23
CO2 1.93
H2 0.09
H2O 0.80
CH4 0.72
C3H8 1.97
C6H6 3.49

14
3.3.2 Porosity
Porosity of pellet is defined as the gas fraction in the pellet, i.e. the fractional volume
which is not occupied with solid components. The volume of each solid component is
calculated by dividing the weight by its density. The porosity, φ, is obtained from
Equation (1). It is worth noting that volatile components in the pellet are not considered
to be solid in the porosity calculation; i.e., the volume of the solid–state volatile matter
is neglected. Once the volatile is released, it occupies large volume as a gas; then, it is
considered as a component of the gas phase.
∑
−=
j j
jC
V
W
ρϕ 1
(1)

15
3.3.3 Specific Heat
The temperature dependence of specific heat is computed by Equation (2) [39, 40]. The
values of parameters, A1 through A5, are listed in Tables 4–6. In Equation (2), M
indicates the molecular weight, which is multiplied to modify the weight basis Cp for
converting the unit from J·mol–1
·°C–1
to J·kg–1
·°C–1
.
MT
ATATATAACp
×+×+×+×+= −−−
2
6
539
4
26
3
3
21
10101010
(2)
Table 4. Values of parameters for Equation (2) (solid components) [40]
Component Temperature
(K)
A1 A2 A3 A4 A5
Fe2O3 T ≤ 960 100.88 75.17 0 0 –1.73
960 < T ≤ 1000 3525.5 –6353.0 2978.29 0 0
1000 < T ≤ 1100 1930.4 –3307.81 1528.20 0 0
T > 1100 132.75 7.30 0 0 0
Fe3O4 T ≤ 850 –72.61 1289.43 –2250.2 1463.48 0
T > 850 609.74 –797.92 494.71 –97.61 0
FeO – 48.79 8.37 0 0 0.28
Fe T ≤ 800 14.38 49.01 –57.47 41.24 0
800 < T ≤ 1000 213.76 –460.60 301.14 0 0
1000 < T ≤ 1040 8.76×103 –1.75×10
4 8.77×10
3 0 0
1040 < T ≤ 1042 –6415.8 6237.5 0 0 0
1042 < T ≤ 1060 1.24×105 –2.34×10
5 1.11×10
5 0 0
1060 < T ≤ 1184 542.91 –816.00 331.48 0 0
T > 1184 24.04 8.30 0.022 0 0
C T ≤ 800 –5.09 55.53 –34.74 5.33 0
T > 800 4.13 31.07 –16.90 3.27 0

16
Table 5. Values of parameters for Equation (2) (solid components) [39]
Component Temperature
(K)
A1 A2 A3 A4 A5
ZnO T ≤ 2250 47.58 3.90 1.28 0 –0.75
T > 2250 5.45 0 0 0 0
CaO T ≤ 298 17.35 122.76 –117.09 0 –0.14
298 < T ≤ 1400 57.75 –10.78 5.33 0 –1.15
1400 < T ≤ 2900 20.39 22.26 –3.12 0 13.84
2900 < T ≤ 3172 –41.56 54.65 –7.86 0 80.32
T > 3172 84.00 0 0 0 0
SiO2 T ≤ 847 58.08 –0.033 28.22 0 –1.43
847 < T ≤ 1079 58.87 10.07 0 0 0.012
1079 < T ≤ 1996 72.74 1.33 –0.013 0 –4.13
T > 1996 85.77 0 0 0 0
MgO T ≤ 1700 47.49 4.65 –0.27 0 –1.03
1700 < T ≤ 3100 78.30 –19.43 5.16 0 –17.10
T > 3100 84.00 0 0 0 0
Al2O3 T ≤ 800 9.78 294.73 –198.17 0 –0.25
800 < T ≤ 2327 115.98 15.65 –2.36 0 –4.43
T > 2327 192.46 0 0 0 0

17
Table 6. Values of parameters for Equation (2) (gas components) [39, 40]
Component Temperature
(K)
A1 A2 A3 A4 A5
O2 T ≤ 1100 49.18 45.83 –18.30 0 –0.75
T > 1100 81.94 0.42 –0.042 0 –6.64
N2 T ≤ 350 29.30 –1.57 3.42 0 –0.001
350 < T ≤ 700 27.75 0.61 4.96 0 0.073
700 < T ≤ 1500 23.53 12.12 –3.08 0 0.12
T > 1500 35.37 1.04 –0.11 0 –4.15
CO T ≤ 800 25.89 6.42 1.11 0 0.11
T > 800 24.72 11.28 –2.84 0 0
CO2 – 22.08 61.42 –37.40 8.35 0
H2 T ≤ 700 32.34 –8.20 6.40 0 –0.15
T > 700 31.30 –7.78 8.81 –2.11 0
H2O – 32.17 1.55 11.29 –3.77 0
CH4 T ≤ 298 33.97 –15.57 70.19 0 0
T ≤ 1000 2.23 96.94 –26.04 0 0.61
T ≤ 2000 47.08 42.36 –7.11 0 –8.60
T > 2000 101.11 5.38 0.14 0 –44.78
C3H8 T ≤ 298 27.84 122.68 101.14 0 0
T > 298 29.93 203.43 –57.58 0 –1.09
C6H6 T ≤ 298 33.46 –49.10 722.54 0 0
T ≤ 1500 55.40 229.65 –70.14 0 –3.19
T > 1500 118.27 116.31 –22.48 0 –6.72

18
3.3.4 Effective Thermal Conductivity
The temperature dependence of the thermal conductivity of each solid or gas element is
calculated by Equation (3) with parameters A1 through A9 which are tabulated in
Tables 7–9 [40–45]. The thermal conductivities of the solid phase and gas phase of
pellet are derived from Equations (4) and (5), respectively [41, 46, 47]. It should be
noted that neither λsolid nor λgas follow a linear dependence on the thermal conductions
of the phase’s constituents. The overall effective thermal conductivity of the pellet is
determined by Equation (6) as a function of the conductivities of the two phases and
the porosity, which consists of three different formulas depending on the value of
porosity [48]. The parameters, α and β, used in the equation are obtained by Equations
(7). Typical examples of the porosity dependence of thermal conductivity are shown in
Figure 6. The conductivity drops quickly at relatively low porosity and continues to
decrease with increasing porosity.
( ) ( )( )TATAA
AT
ATATATAA
loglog
9
5
63
4
2
3218
2710
+⋅++
++++=λ
(3)
∏=j
V
jsolidjλλ
(4)
∑
∑=
k
kk
k
kkk
gasMWP
MWP
31
31
λλ
(5)
( )
( ) ( )( ) ( )( )
( )
( )( )
( )
<−−−+
×
≤<−−
−+−−+−+×
≤−
+×
=
ϕϕϕ
ϕϕ
ϕϕϕ
ϕϕϕ
9011
121
901011
105011.02121
101
21
gas
54323
gas
solid
.β
βλ
..β
e.βββλ
.α
αλ
λβ.
eff
(6)
gassolid
gassolid
solidgas
solidgas
2,
2 λλ
λλ β
λλ
λλ
+
−=
+
−=α
(7)

19
Table 7. Values of the parameters for Equation (3) (solid components) [40–43]
Component Temperature
(K)
A1 A2 A3 A5 A6
Fe2O3 T ≤ 912 0 0 0 0 5.42×103
T > 912 0 0 0 1.11×103 1.20×10
4
Fe3O4 T ≤ 906 0 0 0 0 5.91×103
T > 906 0 0 0 5.08×104 3.37×10
5
FeO T ≤ 825 0 0 0 4.87×102 4.28×10
3
T > 825 0 0 0 –3.75×103 –9.55×10
3
Fe T ≤ 800 62.6 –3.20×10–2
0 0 0
800 < T ≤ 1043 86.4 –6.17×10–2
0 0 0
T > 1043 13.2 8.40×10–3
0 0 0
C – 4.05 2.55×10–3
–1.58×10–6
0 –5.54×102
CaO T ≤ 1173 –0.256 3.47×10–3
–1.38×10–6
0 2.17×102
T > 1173 1.97 1.07×10–4
0 0 0
SiO2 T ≤ 818 2.24 0 0 0 –3.01×102
T > 818 8.95 0 0 0 –5.79×103
MgO T ≤ 1303 –4.88 0 0 0 1.56×104
T > 1303 0 0 0 –1.25×102 7.88×10
3
Al2O3 T ≤ 667 –8.44 0 0 0 1.46×104
T > 667 –1.90 0 0 0 1.02×104
Table 8. Values of the parameters for Equation (3) (zinc oxide) [44]
Component Temperature
(K)
A7 A8 A9
ZnO – –1.05 4.50 4.81×10–4

20
Table 9. Values of the parameters for Equation (3) (gas components) [40, 45]
Component Temperature
(K)
A1 A2 A3 A4 A6
O2 – 1.99×10–2
5.69×10–5
–2.25×10–9
0 –3.05
N2 – 3.55×10–2
2.60×10–5
6.33×10–9
0 –5.43
CO – 1.73×10–2
5.05×10–5
0 0 –2.01
CO2 – –8.58×10–3
9.08×10–5
–1.51×10–8
0 0
H2 – 0.138 2.79×10–4
2.21×10–8
0 –13.0
H2O – –6.12×10–2
1.44×10–4
5.76×10–9
0 10.8
CH4 – –1.72×10–2
1.38×10–4
4.62×10–8
0 1.74
C3H8 – 1.86×10–3
–4.70×10–6
2.18×10–7
–8.41×10–11
0
C6H6 – –8.46×10–3
3.62×10–5
9.80×10–8
–4.06×10–11
0
Figure 6. Effective thermal conductivity of carbon–air system
0.0
0.5
1.0
1.5
2.0
0.1 0.3 0.5 0.7 0.9
Th
erm
al c
on
du
cti
vit
y (
Wm
-1K
-1)
Porosity
25°C
200°C
400°C
Carbon-air system

21
3.4 Heat Transfer
The major heat transfer mechanism within the pellet is conduction while the external
surface is subjected to radiation from the gas phase. Equations (8) – (10) show the heat
conduction equation in a polar coordinate system and two boundary conditions
introduced to the system. Equation (9) describes the radiation heat conveyed from the
furnace onto the pellet surface. Equation (10) corresponds to the energy conservation at
the pellet centre where no heat is exchanged. There may exist substantial temperature
gradient in a dust pellet during reduction in an RHF due to the rapid heating scheme
and the small thermal conductivity of the pellet. In fact, several researchers have
reported that heat transfer is likely to be a rate limiting step in the reduction of iron
oxide–carbon composite at high temperature [33, 49–51]. This temperature gradient is
expressed by Equation (8) using proper effective thermal conductivity depending on
the pellet composition and temperature. ∆Q in Equation (8) is the total heat of
reactions, which is the summation of all endothermic and exothermic heats of the
reactions taking place in the pellet. The calculation of ∆Q is discussed later in Section
3.5.1. ε in Equation (9) is the emissivity at the pellet surface, which may depend on the
composition of pellet (i.e. the colour of pellet surface). However, ε is presumed to be
constant in this model taking into account Sun et al.’s analysis that changing the value
of emissivity does not have significant impact on the overall heat transfer and reactions
of their pellet model due to much slower internal heat conduction [33]. In the present
model, ε=0.85 is used according to their analysis.
Qr
Tr
rrt
TC effp ∆−
∂∂
∂∂
=∂∂
λρ 2
2
1
(8)
( )4
surface
4
furnace
surface
TTr
T
r
eff −=∂∂
=
εσλ
(9)
0centre
=∂∂
=rr
T
(10)

22
3.5 Reactions
The major reactions taking place in a dust–carbon composite pellet are the
volatilization of gaseous compounds contained in coal or other carbonaceous
reductants, the reduction of iron oxides and zinc oxide, and the gasification of carbon.
The chemical formulas representing these reactions are shown in Reactions (11) – (26).
It should be noted that wustite is described as “FetO” in these equations, where
t=0.947. At the initial stage of the RHF reduction, the reactions (16) – (24) are initiated
by CO and H2 gases released from the volatile contents by Reactions (11) and (13).
The carbon gasification reactions (25) and (26) may also take place by CO2 and H2O
from Reactions (12) and (14). Then, the reduction reactions proceed while the reducing
gases are supplied by the volatiles as well as Boudouard reaction (25) and carbon–
steam reaction (26). Since these carbon gasification reactions are strongly endothermic,
sufficient heat must be continuously supplied to the pellet from the furnace
atmosphere. While the required heat is supplied, these reduction reactions keep
proceeding with the reductant gases, CO and H2, provided by the endothermic volatile
evaporation and carbon gasification reactions. Then, the CO2 and H2O generated by the
reduction reactions are recycled to continue to gasify carbon and generate CO and H2.
This cycle is the major driving force for the reduction of dust–carbon composite pellet.
In addition to the reactions listed above, the reduction by solid carbon might occur in a
real pellet. However, it is difficult to estimate the extent of this reaction and the share
of the solid state reduction is minimal considering much larger contact area between
gas–solid and faster diffusion. Therefore, no solid–solid reaction is taken into account
in the present model. Gas–gas interactions are also neglected for the sake of model
simplicity. The metallic zinc produced by Reaction (24) is evaporated immediately into
gas due to its high vapor pressure. However, the vapor zinc metal is quickly re–
oxidized in the environment and removed from the pellet system. Therefore, the
interactive reactions between gas–phase metallic zinc and other components are also
neglected.

23
CO in coal or reductant � CO (11)
CO2 in coal or reductant � CO2 (12)
H2 in coal or reductant � H2 (13)
H2O in coal or reductant � H2O (14)
CmHn in coal or reductant � CmHn (15)
3Fe2O3 + CO � 2Fe3O4 + CO2 (16)
3Fe2O3 + H2 � 2Fe3O4 + H2O (17)
1.202Fe3O4 + CO � 3.807FetO + CO2 (18)
1.202Fe3O4 + H2 � 3.807FetO + H2O (19)
0.25Fe3O4 + CO � 0.75Fe + CO2 (20)
0.25Fe3O4 + H2 � 0.75Fe + H2O (21)
FetO + CO � 0.947Fe + CO2 (22)
FetO + H2 � 0.947Fe + H2O (23)
ZnO + CO � Zn(g) + CO2 (24)
C + CO2 � 2CO (25)
C + H2O � CO + H2 (26)

24
3.5.1 Reaction Heat
The reaction heat can be calculated with Equation (27), where the values of A1 through
A5 used in the equation are shown in Tables 10 and 11. The total heat generated or
absorbed is the summation of all these reaction heats considering the amount reacted.
The pellet temperature is updated according to the net heat generated/consumed by all
relevant reactions.
T
ATATATAAH
3
539
4
26
3
3
21
10101010
×+×+×+×+=∆ −−−
(27)
Table 10. Values of parameters for Equation (27) [39, 40, 52]
Reaction Temperature
(K)
A1 A2 A3 A4
C + CO2 = 2CO T ≤ 900 165.39 37.05 –50.73 19.02
T > 900 175.56 1.13 –7.63 1.51
C + H2O = CO + H2 T ≤ 900 124.57 29.83 –27.13 8.61
T > 900 128.29 16.31 –10.54 1.78
ZnO + CO = Zn(g) + CO2 – 201.66 –13.72 3.95 –1.48
Loosely bound CO in volatile = CO – 22.72 0 0 0
Tightly bound CO in volatile = CO – 22.72 0 0 0
CO2 in volatile = CO2 – 35.69 0 0 0
H2 in volatile = H2 – 1.64 0 0 0
H2O in volatile = H2O – 14.61 0 0 0
CH4 in volatile = CH4 – 13.01 0 0 0
C3H8 in volatile = C3H8 – 35.76 0 0 0
C6H6 in volatile = C6H6 – 63.35 0 0 0

25
Table 11. Values of parameters for Equation (27) [40]
Reaction Temperature
(K)
A1 A2 A3 A4 A5
3Fe2O3 + CO T ≤ 600 –47.17 0 0 7.25 0
= 2Fe3O4 + CO2 600 < T ≤ 850 –213.54 793.08 –1265.5 683.49 0
850 < T ≤ 970 –202.97 408.89 –247.10 0 0
970 < T ≤ 1050 0 243.20 –584.77 301.85 0
1050 < T ≤ 1300 –104.75 116.97 –52.62 0 0
T > 1300 –21.22 0 –21.99 7.68 0
3 Fe2O3 + H2 T ≤ 600 –5.47 0 –4.82 2.11 0
= 2Fe3O4 + H2O 600 < T ≤ 850 –165.01 767.91 –1244.6 673.84 0
850 < T ≤ 975 436.00 –265.30 0 0 –176.91
975 < T ≤ 1045 0 299.54 –586.12 281.63 0
1045 < T ≤ 1300 144.47 –72.87 0 0 –77.32
T > 1300 18.43 0 –29.13 9.62 0
1.202Fe3O4 + CO T ≤ 850 53.43 –46.41 127.21 –127.94 0
= 3.807FetO + CO2 T > 850 165.11 –324.13 236.20 –54.00 0
1.202Fe3O4 + H2 T ≤ 850 94.17 –38.05 101.31 –116.08 0
= 3.807FetO + H2O T > 850 212.02 –338.36 238.31 –54.06 0
0.25Fe3O4 + CO T ≤ 850 2.80 –30.01 39.51 –26.61 0
= 0.75Fe + CO2 850 < T ≤ 900 26.02 –87.77 62.18 –11.23 0
900 < T ≤ 1045 34.34 –76.05 6.48 24.80 0
1045 < T ≤ 1184 34.34 –168.37 191.00 –67.23 0
T > 1184 26.53 –72.69 49.95 –11.23 0
0.25Fe3O4 + H2 T ≤ 850 43.59 –22.71 15.71 –16.05 0
= 0.75Fe + H2O 850 < T ≤ 900 68.12 –85.17 44.20 –3.15 0
900 < T ≤ 1045 44.10 23.90 –108.16 64.45 0
1045 < T ≤ 1184 44.10 –83.07 104.40 –40.98 0
T > 1184 72.97 –86.19 51.27 –11.24 0
FetO + CO T ≤ 900 –10.51 –25.71 16.49 0 0
= 0.947Fe + CO2 900 < T ≤ 1045 0 –10.91 –53.86 45.50 0
1045 < T ≤ 1184 0 –127.50 179.18 –70.72 0
T > 1184 –9.87 –6.67 1.04 0 0
FetO + H2 T ≤ 900 30.34 –18.69 –6.77 10.22 0
= 0.947Fe + H2O 900 < T ≤ 1045 0 119.07 –199.19 95.60 0
1045 < T ≤ 1184 0 –16.04 69.25 –37.55 0
T > 1184 36.47 –19.97 2.71 0 0

26
3.5.2 Reaction Rate – Volatilization Reactions
The gas release from volatile matter is presumed to be a self–degradation reaction.
Hence, the rate of volatilization reaction is considered to be proportional to the
remaining amount of each volatile component shown in Equation (28). The rate
constant can be derived from Equation (29) as its temperature dependence is assumed
to follow the Arrhenius equation. The parameters in Equation (29) solely depend on the
gas species; the source material of volatile (i.e. coal, plastic or other carbonaceous
waste) does not affect the gas behaviour. The frequency factors and activation energies
required for these volatilization reactions are summarized in Table 12. The parameters
for the release of CO are taken from Sun et al.’s data [33]. They classified CO in
volatile into “loosely bound CO” and “tightly bound CO” without providing details in
the standard of classification. Thus, in the present model, the first half of the volatile
CO is presumed to be loosely bound CO and the remaining to be tightly bound CO.
VMi
VMiVV
M
Wkn =
(28)
−=RT
Ekk a
VV exp0
(29)
Table 12. Kinetic parameters for volatilization reactions [33, 34]
Reactions component
of VM
kV0
(s–1
)
Ea
(10–3
J·mol–1
)
(11) loosely bound CO 583 86.2
(11) tightly bound CO 742 100.4
(12) CO2 0.5 33.5
(13) H2 450 106.3
(14) H2O 1.5 41.4
(15) CH4 383 81.2
(15) C2H4 383 81.2
(15) C3H8 383 81.2
(15) C6H6 125 66.9

27
3.5.3 Reaction Rate – Reduction and Gasification Reactions
As the reduction reactions of iron and zinc oxides are also assumed to be Arrhenius–
type first–order reactions with respect to the relevant gas concentration, the reaction
rates are obtained by Equations (30) and (31). The equations for the rates of carbon
gasification by CO2 and H2O are described in the same manner as shown in Equations
(32) and (33). The values of parameters used in Equations (30) – (33) are listed in
Table 13. For the surface area, indicated by Sreactant, Sproduct or Scarbon in Equations (30)
and (32), the total area of reaction front of each solid component is used. The reaction
front of the oxides is the total surface area of their particles; thus, the area has strong
dependence on the particle size distribution. On the other hand, a carbon particle itself
involves very porous structure which has much larger area than its apparent external
surface area. Therefore, the BET surface area measured by liquid N2 adsorption is used
as the reaction front area for the carbon gasification reactions. The parameters fS and
fSC in Equations (31) and (33) are defined as the surface area correction factors
(SACF), which are introduced to adjust the surface area based on the difference
between the assumptions made in the present model and the experimental conditions
where the published frequency factors were measured.
⋅−⋅⋅=
E
OHCO
HCOK
CSCSkn 22
2
orproduct
orreactant
(30)
−⋅=RT
Ekfk a
S exp0
(31)
OHCOCC CSkn22 orcarbon ⋅⋅=
(32)
−⋅=RT
Ekfk a
CSCC exp0
(33)

28
Table 13. Kinetic parameters for reduction and carbon gasification [33, 53, 54]
Reactions k0
(m·s–1)
Ea
(10–3
J·mol–1
)
KE
fS, fSC
(16) 2700 113.8 exp(4.91 + 6235/T) 2.3
(17) 160 92.0 exp(8.384 + 2547/T) for T<848 (K)
exp(8.102 + 2065/T) for T ≥848 (K)
2.3
(18) 25 73.6 exp(1.52 – 623/T) 2.3
(19) 23 71.1 exp(5.19 – 4685/T) 2.3
(20) 16 73.6 exp(–0.84 + 949/T) 2.3
(21) 6.5 68.6 exp(3.95 – 3931/T) 2.3
(22) 17 69.4 exp(–2.82 + 2376/T) 2.3
(23) 30 63.6 exp(1.01 – 1858/T) 2.3
(24) 18 86.2 exp(14.310 – 22871/T) 4.0
(25) 1.87×108 221.8 exp(32.80 – 20766/T)/(RT) 116.5
(26) 6.05×105 172.7 exp(28.61 – 16142/T)/(RT) 116.5
3.5.4 Particle Size Distribution
The particle size distribution plays a critical role in determining the reaction front area
of oxide particles. Two major distribution functions have been proposed by Rosin and
Rammlar, and Gates, Gaudin and Schumann to represent the particle diameter
distribution of ore, dust and coal [55–58]. Equations (34) and (35) show Rosin–
Rammlar (RR) distribution and Gates–Gaudin–Schumann (GGS) distribution,
respectively; R(x) is the weight percentage of particles with diameter under x, and the
parameters, mR, kR, mG and kG, determine the shape and width of the distribution.
Rearranging Equations (34) and (35), the relationships between R(x) and x of RR and
GGS functions can be obtained as shown in Equations (36) and (37). Figures 7 and 8
show ln[-ln(1-R(x)/100)] and ln(R(x)/100) plotted against ln(x) for the mixture of dust
and anthracite coal used in the present experiment. Straight lines are obtained in Figure
7, which demonstrates RR equation is suitable to express the particle size distribution
of dust and coal. Two characteristic parameters, mR and kR, in Equation (34) can be
determined when the information for two sets of diameter x and weight percentage
R(x) is available. Equations (38) and (39) show the formulas to calculate kR and mR

29
from these data. Once the RR distribution function is obtained, mass median diameter,
d50, can be derived from Equation (40) as an indicator of the fineness of particles.
A different distribution scheme is applied for zinc oxide particles in dust. The zinc
oxide particle is formed through the oxidation of zinc fume which is evaporated from
molten iron bath in a melter such as BOF or EAF. The particle formation mechanism
of zinc oxide is different from the other particles (i.e. iron oxides and carbon), most
part of which is originated from physical entrapment of the feed materials and bubble
bursting of the iron bath. Thus, the zinc oxide particles are much smaller than the
others; applying uniform size distribution to all elements in dust would lead to
unrealistic kinetic behaviour of the pellet reduction. For zinc oxide, two separate RR
equations, Equation (41), are applied to better express the particle diameter
distribution, considering that the shape of size distribution of zinc oxide changes at a
threshold particle size (e.g. 10 µm in Figure 13). Determining these two RR equations
requires the measured sets of data on diameter, x, and percent passing, R(x), at the
threshold point in addition to other two points.
( ) [ ]passing-%100exp1RR ×
−−=
Rm
Rk
xxR
(34)
( ) [ ]passing-%100GGS ×
=
Gm
Gk
xxR
(35)
( )
( )x
xR
kmxmxR
RR
RRRRR
ln100
1lnln
lnln100
1lnln
∝
−−
−=
−−
(36)

30
( )
( )x
xR
kmxmxR
GGGGGS
ln100
ln
lnln100
ln
GGS ∝
−=
(37)
( ) ( )
( ) ( )
−−
−
×
−−×
−=
1001
1lnln
1001
1lnln
ln1001
1lnlnln
1001
1lnln
exp
21
1
2
2
1
xRxR
xxR
xxR
k
RRRR
RRRR
R (38)
( ) ( )21
21
lnln
1001
1lnln
1001
1lnln
xx
xRxRm
RRRR
R −
−−
−=
(39)
( )
= Rm
Rkd1
50 2ln
(40)
( ) ( )
( ) ( )a
m
R
a
m
R
xxk
xxR
xxk
xxR
R
R
≥×
−−=
<×
−−=
100exp1
100exp1
2
1
2
RR2
1
RR1
(41)

31
Figure 7. Relationship between ln(x) and ln[-ln(1-R(x)/100)]
Figure 8. Relationship between ln(x) and ln(R(x)/100)
-3
-2
-1
0
1
2
-4 -3 -2 -1 0 1
ln[-
ln(1
-R(x
)/1
00
)]
ln(x)
-3
-2
-1
0
1
2
-4 -3 -2 -1 0 1
ln(R
(x)/
10
0)
ln(x)

32
3.5.5 Reaction Front Surface Area
The total surface area of all particles is of interest to determine the reduction rate of the
oxides. The area is obtained by Equation (42), summing up the surface area of the
particles having different diameters between two threshold sizes, xmin and xmax. The
existence of fine particles dramatically increases the total area due to their large
specific area. However, the fine particles in ore or dust are often spontaneously
agglomerated to one another and behave as one particle, and the surface of smaller
particles under the threshold minimum diameter does not contribute to the reaction
front area. Several researchers suggested through the experimental observations that it
is reasonable to consider that the particles having less than 0.5 µm diameters are likely
to clump together and act as larger agglomerates (Table 14) [6, 59, 60]. Accordingly, in
the present model, the apparent minimum diameter after the self–agglomeration of the
fine particles, xmin in Equation (42), is set as 0.5 µm. On the other hand, xmax = 10 mm
is used considering the typical size distribution of ore or dust.
( ) ( )∑
−+=
max
min
6jtotal,
x
x j
j
x
xRdxxRWS
ρ
(42)
Table 14. Apparent minimum diameter after self–agglomeration
Researcher Minimum
diameter
(µm)
Notes
Guezennec et al. [6] 5 Fine EAF dust particles (< 2~3 µm) are often found
agglomerated into 5~20 µm large particles.
0.3 Size of film drops, which are generated when a gas
bubble emerging from inside iron bath of an EAF
ruptures at the surface, ranges from 0.3 to 500 µm.
0.2 EAF dust particles consist of two categories:
- Large part: 20 ~ few hundred µm
- Fine part: 0.2 ~ 20 µm
Sekula et al. [59] 1 5%–passing diameter of an EAF dust measured by dry
dispersion is 1 µm.
0.5 Fine EAF dust particles (< 0.05~0.5 µm) are often
found in bigger agglomerates.

33
3.5.6 BET Surface Area
BET method is used here to determine the total surface area of the carbonaceous phase.
Two major experimental options have been proposed using two different adsorption
conditions: liquid nitrogen at 77K and carbon dioxide gas at room temperature, which
hereafter are referred as SBET (N2) and SBET (CO2), respectively [31, 61]. The examples
of the two SBET values for several types of coal are shown in Table 15. Although SBET
(CO2) seems to be appropriate for dust reaction model, several researchers have
concluded that SBET (N2) better represents the active surface area for carbon
gasification reactions [62, 63]. The possible reason for this, according to Hurt et al., is
that the surface of micropores (<2.0 nm) in a carbon particle, which is counted only by
CO2 method, may not contribute to the gasification reactions because it is chemically
less active [64]. They also suggested that the catalytic elements required for the
gasification reactions mainly exist on larger pores. Liu et al. experimentally discovered
the direct correlation between gasification rate and SBET (CO2) surface area only at
1200–1300 °C, and concluded that the micropores do not play an important role in
reaction at lower temperature [63]. Therefore, SBET (N2) is used for the reaction front
area of carbon particles in the proposed model. Furthermore, Zondlo et al.’s
experimental results indicate that the surface area of coal changes with increasing its
conversion ratio [65]. According to their analysis, the surface area increases with
increasing conversion at the beginning due to the pore formation. Then, it decreases
when approximately 40% of coal is gasified because of the widening and collapse of
the pore walls. The typical behaviour is shown in Figure 9. This relationship between
surface area and coal conversion is introduced in the present dust reaction model to
precisely express the reactivity of coal mixed in pellet.

34
Table 15. BET surface of various types of coal
Coal type Origin Brand %C %VM SBET (N2) SBET (CO2) Reference
(daf) (dry) (m2·g–1
) (m2·g–1
)
Lignite Australia Yallourn 69.8 45.4 411.8 488.6 Adschiri et al. [66]
Canada Onakawara 70.2 39.6 134.0 279.0 Ng et al. [29]
Canada Bienfait 70.5 44.1 38.2 246.0 Ng et al. [29]
Bituminous Indonesia Baiduri 71.3 42.8 228.2 356.5 Adschiri et al. [66]
Australia Blair Athol 81.9 27.8 91.0 104.0 Haga et al. [67]
Canada Tulameen 75.7 32.4 41.1 212 Ng et al. [29]
Anthracite Canada Mt. Klappan 88.5 9.1 6.7 121.0 Ng et al. [29]
Viet Nam Hongei 92.7 6.6 4.6 92.7 Adschiri et al. [66]
Figure 9. Surface area variations with conversion ratio (Jeddo anthracite coal) [65]
0
5
10
15
20
25
0.0 0.2 0.4 0.6 0.8 1.0
Su
rafc
e a
rea
/ I
nit
ial s
urf
ac
e a
rea
Conversion ratio
900
950
975
Temperature (°C)
Anthracite, Jeddo (WV, USA)

35
3.5.7 Surface Area Correction Factor (SACF)
The frequency factors measured in the references [33, 34, 53, 54] were determined
based on a shrinking core model where the cross–sectional area of the reactant particles
was considered to be the reaction front. In the present model, however, the total area of
the particles at the reaction front is used in the rate equations (Figure 10). Therefore,
the SACF is introduced to obtain an appropriate pre–exponential factor for the present
pellet model from the published data. Equation (43) and (44) show the reaction rate
equations derived from both the shrinking core model and the present model,
respectively. Sf is a variable called a surface factor, which is defined in the shrinking
core model. Rearranging Equation (43) and (44), the SACF, fS = k0SCM/k0, can be
obtained by Equation (45). For a coal gasification reaction, the frequency factor is an
apparent factor including the effect of reaction surface and usually measured in terms
of the conversion ratio of coal. Thus, the SACF for coal gasification, fSC, can be
defined as the surface area itself of the coal sample used in the experiment measuring
its gasification rate.
model) core shrinking(crossSCM0 exp SRT
EkSn a
f
−=
(43)
model)(present total0 exp SRT
Ekn a
−=
(44)
ff
SCMS
SSS
S
k
kf
4
cross
total
0
0 =⋅
==
(45)

36
Figure 10. Reaction surface area
3.6 Gas Transfer
The internal gas transfer is triggered by two factors: concentration difference and
pressure gradient between adjacent layers in pellet. The concentration–driven gas
diffusion is described with Fick’s law using the effective diffusion coefficient
(Equation (46)). Equation (47) and (48) show two boundary conditions; Equation (47)
describes the gas exchange at the pellet surface whereas Equation (48) indicates the
pellet centre where no gas is exchanged. The effective diffusion coefficient, Deff, is the
overall diffusivity of gas in pellet taking its porosity into account. The calculation
method for the coefficient is explained later.
The pressure–triggered gas flow plays a more important role than the diffusive gas
movement in RHF reduction of dust [12]. Noting that the reaction rates are not uniform
throughout the dust pellet due to the substantial temperature gradient and that the
release of volatiles takes place at low temperature, there may exist a significant internal
pressure gradient within the pellet. This internal pressure curve creates the intense gas
flow in the porous pellet. A modified Hagen–Poiseuille equation (49) is applied to
determine this flow rate [68].
shrinking core model proposed model
particle particle
cross–sectional surface total particle surface

37
∂
∂∂∂
=∂
∂r
CDr
rrt
C kkeff
k,
2
2
1
(46)
( )1,,
surface
, kfkg
r
kkeff CCk
r
CD −=
∂∂
=
(47)
0centre
=∂
∂
=r
k
r
C
(48)
r
PPd
RT
dNG k
k
kcchk ∆
∆=
µπ
264
3
(49)
3.6.1 Effective Diffusion Coefficient
The effective diffusion coefficient inside the pellet depends on the gas composition in
pores, temperature, pressure and porosity. The diffusion coefficient of a gas element is
usually measured in a two–phase system. The coefficient of gas k in gas ℓ follows
Equation (50) when the surrounding temperature and pressure are changed. The values
of Dkℓ0 and mkℓ are summarized in Tables 16 and 17 [45, 69–71]. The diffusion
coefficient of gas component k in multi–phase atmosphere is derived by Equation (51)
[45]. The porosity dependence of the diffusion coefficient is expressed in Equation
(52), where the overall effective diffusion coefficient is determined [68]. As an
example, Figure 11 shows the diffusion coefficient of CO2 in pellet at 298.15 K and 1
atm as a function of its porosity. The coefficient almost linearly decreases with
decreasing porosity towards 0 at φ=0.
×
⋅=t
m
klklP
TDD
kl 5
0
1001325.1
273
(50)

38
∑=
l kl
l
tk
D
P
PD
(51)
kkeff DDϕ
ϕ−
=3
2, (52)
Table 16. Standard diffusion coefficient Dkl0 (10–4
m2·s
–1) [45, 69–71]
Gas species l
O2 N2 CO CO2 H2 H2O CH4 C6H6
k O2 0.186 0.181 0.188 0.138 0.661 0.240 0.185 0.078
N2 0.181 0.178 0.192 0.144 0.689 0.251 0.185 0.082
CO 0.188 0.192 0.175 0.137 0.651 0.251 0.185 0.081
CO2 0.138 0.144 0.137 0.097 0.575 0.146 0.153 0.053
H2 0.661 0.689 0.651 0.575 1.285 0.734 0.625 0.321
H2O 0.240 0.251 0.251 0.146 0.734 0.277 0.216 0.185
CH4 0.185 0.185 0.185 0.153 0.625 0.216 0.200 0.185
C6H6 0.078 0.082 0.081 0.053 0.321 0.185 0.185 0.185
Table 17. Parameter mkl for calculating diffusion coefficient [45, 69–71]
Gas species l
O2 N2 CO CO2 H2 H2O CH4 C6H6
k O2 1.92 1.75 1.68 1.80 1.89 1.73 1.75 2.00
N2 1.75 1.90 1.75 1.73 1.72 1.75 1.75 2.00
CO 1.68 1.75 1.75 1.75 1.75 1.75 1.75 1.75
CO2 1.80 1.73 1.75 1.90 1.76 1.84 1.75 2.00
H2 1.89 1.72 1.75 1.76 1.75 1.82 1.75 1.75
H2O 1.73 1.75 1.75 1.84 1.82 1.75 1.75 1.75
CH4 1.75 1.75 1.75 1.75 1.75 1.75 1.69 1.75
C6H6 2.00 2.00 1.75 2.00 1.75 1.75 1.75 1.75

39
Figure 11. Effective diffusion coefficient of CO2
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
0.1 0.3 0.5 0.7 0.9
Eff
ec
tive
Dif
fus
ion
Co
eff
icie
nt
of
CO
2(1
0–4
m2�s
–1)
Porosity
25 °C
400 °C
800 °C

40
3.6.2 Mass Transfer Coefficient
The mass transfer coefficient, kg, determines the rate of gas transfer between furnace
atmosphere and pellet surface. The coefficient can be derived from Frössling equation
(Equations (53) and (54)). It should be noted that Df, Scf and Ref indicate the diffusion
coefficient, Schmidt number and Reynolds number with respect to the furnace gaseous
atmosphere. vC in Equation (54) is the gas velocity surrounding the pellet. For an
experimental furnace, vC can be determined by the flow rate of purging inert gas and
the internal cross–sectional area of the furnace tube. For an RHF simulation, vC can be
estimated from the volume of furnace exhaust gas.
( )21
31
ReSc6.00.2Sh ff
f
f
f
gd
D
d
Dk +==
(53)
f
fC
f
ff
f
f
dv
D µ
ρ
ρ
µ== Re,Sc
(54)
3.6.3 Modified Hagen–Poiseuille Equation
The modified Hagen–Poiseuille equation (49) is introduced to determine the internal
gas flow caused by pressure gradient with several assumptions. The pore part in each
pellet layer is divided into Nh imaginary straight cylinders with length of ∆r (thickness
of the layer) and uniform diameter dc. Then, the pressure–triggered gas transfer taking
place in the tube is presumed to be a laminar flow. Based on these premises, Equation
(49) can be derived from the well–known Hagen–Poiseuille equation for straight
cylinders to represent the gas flow in the pellet’s porous part. The viscosity of gas in
the equation can be obtained by Sutherland’s equation (55) with the parameters listed
in Table 18 [72]. The calculation of the number and diameter of the imaginary
cylinders, Nh and dc, requires additional assumptions. Presuming that all solid particles
are distributed randomly and uniformly in each layer of pellet, it is reasonable to
consider the same number of the tubes and particles is present from the axial direction

41
onto the surface of the layer. This assumption leads to Equations (56) and (57)
determining the number of cylinders, Nh, and the diameter dc.
5.1
0
00
++
=T
T
ST
ST
u
ukk µµ
(55)
∑ ∆=
j
jp
j
h Nr
dN ,
,50
(56)
rN
Vd
h
c ∆=
πϕ4
(57)
Table 18. Values of parameters for Equation (55) [72]
Component µk0
(µPa·s)
T0
(K)
Su
(K)
O2 18.7 273 127
N2 16.6 273 109
CO 16.2 273 100
CO2 13.8 273 277
H2 8.6 273 79
H2O 32.0 866 1100
CH4 10.4 273 215
C6H6 9.2 273 272

42
4 Results and Discussion
4.1 Experimental
4.1.1 Sample Preparation
The dust–carbon composite pellet was made of BOF dust and reductant coal. The BOF
dust was obtained from the feedstock yard of an RHF dust recycling process in Japan.
For the reductant, one type of coal was chosen for each experiment depending on its
composition. The two coal types used in the present experiments are listed in Table 19.
The volatile content and its composition were determined by gasifying the two types of
coal, anthracite A and bituminous B. The coal samples were heated up to 900 °C in
nitrogen atmosphere with an electric furnace. They are kept until all volatile content in
the coal are released and no concentration change was observed in the exhaust gas.
After cooling the specimen in inert atmosphere, the sample weight was measured and
the weight decrease was attributed to the volatile matter. The chemical composition of
the released gas was also measured, and then, the constituents of volatile were
determined. On the other hand, the BET surface of the coal was determined based on
the published literature since the measured data was not available. For the anthracite
coal A, 4.6 (m2·g
–1) was used according to the measured surface area of the anthracite
from the same mine in the same country, Viet Nam. SBET (N2) of the bituminous coal B
was presumed to be 228.2 (m2·g
–1) based on the measured value of the Indonesian
bituminous coal with similar volatile content [66].
The dust and coal were first dried in air for more than eight hours to remove the
moisture contained in them. The temperature of the dryer was controlled to be 105 ± 5
°C. After the desiccation process, the pellet mix was prepared by blending the two. The
mixture ratio was determined so that the weight percent of total carbon in the pellet
becomes approximately 14–17 wt%. Then, the pellet mix was crushed with laboratory–
scale muddler and mortar. The crushing time was controlled so that 80%–passing
diameter of the pulverized mixture exists in the range of 200–250 µm. After crushing,
the particle size distribution of the blended composite was measured by sieving.

43
Figure 12 shows the measured particle size distribution of the pellet mix and the
corresponding RR distribution function determined by two measured points. The two
parameters for the RR function and the mass median diameter, d50, for the pellet mix
are summarized in Table 20. For zinc oxide particles in the pellet mix, they are
assumed to follow the size distribution of EAF dust, taking into consideration the fact
that major component of EAF dust is zinc oxide and that particle size of the zinc oxide
contained in dust is not easily measurable. The published particle diameter distribution
of typical EAF dust is shown in Figure 13. In the present model, the zinc oxide
particles in dust are presumed to follow the size distribution of this EAF dust with
d50=5.9 µm. The parameters for RR distribution functions for zinc oxide were
determined with three known sets of diameter and percent passing, which are listed in
Table 21. The two RR curves are also graphically indicated in Figure 13.
For agglomeration of the mix into pellets, 8.7 wt% of water and 1.8 wt% of organic
and inorganic binder were added. The blend was agglomerated into a cylindrical shape
pellet using hydraulic pressure. For producing one pellet specimen, 32.6 g of the dust–
carbon mixture was compacted into a cylindrical die with internal diameter of 30 mm
under a pressure of 3.8 MPa. The height of the agglomerated pellet sample became
approximately 12–18 mm depending on its constituents. The desiccation of the pellet
then followed; the remained moisture in the pellet specimen was removed in air. The
temperature of this pellet dryer was set to be 105 ± 5 °C. The chemical composition
and weight of the sample were measured after it was kept in the dryer for more than
eight hours. The desiccated sample weight showed in the range between 29.8 and 30.2
g. An image of the pellet sample is shown in Figure 14.

44
Table 19. Coal types used in experiments
Code Type Origin SBET (N2)
(m2·g
–1)
VM
(wt%)
Composition of VM
(wt%)
A anthracite Viet Nam 4.6 8.2 CO 10.0
H2 12.7
CO2 12.2
CH4 65.1
B bituminous Indonesia 228.2 39.8 CO 17.6
H2 3.0
CO2 11.7
CH4 67.7
Figure 12. Particle distribution of the pellet mix used in the present experiments/simulations
0
20
40
60
80
100
0 200 400 600 800 1000
% P
as
sin
g (
wt%
)
Particle diameter (µm)
Pellet mix (measured)
Pellet mix (RR distribution)

45
Table 20. Parameters for RR distribution function and mass median diameter of the pellet mix
used in the present experiments/simulations
Parameter Value
mR – 1.083
kR (µm) 131.1
d50 (µm) 93.5
Figure 13. Particle distribution of EAF dust/zinc oxide
Table 21. Parameters for RR distribution function and mass median diameter of zinc oxide used
in the present simulations
Parameter Value
xa (µm) 10.0
mR1 – 0.639
kR1 (µm) 10.5
mR2 – 0.290
kR2 (µm) 11.2
d50 (µm) 5.9
0
20
40
60
80
100
0 20 40 60 80 100
% P
as
sin
g (
wt%
)
Particle diameter (µm)
EAF dust (measured)
RR distributions (calculated)

46
Figure 14. Dust–carbon composite specimen for experiment
4.1.2 Pellet Reduction
The reduction was carried out using a laboratory–scale vertical electric furnace with a
graphite tube heater. After the furnace interior reached the predetermined temperature,
the sample was inserted into the furnace core from the top. The sample was placed at
the bottom of a basket container, and then the container was suspended at the furnace
centre. The wall and bottom parts of the basket were made of stainless steel mesh to
facilitate heat and gas transfer between the pellet sample and the furnace atmosphere
(Figure 15). During the reduction, an inert atmosphere was maintained inside the
furnace by purging nitrogen gas. After the prescribed retention time, the reactions were
arrested by quenching the pellet to ambient temperature in a nitrogen atmosphere while
preventing it from re–oxidation. After cooling, its chemical composition was
determined. The experimental electric furnace is shown in Figure 16.

47
Figure 15. Stainless steel basket
Figure 16. Experimental electric furnace

48
4.2 Model Validation
4.2.1 Calculation/Experimental Conditions
The reduction of a BOF dust pellet was simulated using the proposed model and
compared with experimental results. The pellet was made of BOF dust and the
anthracite coal and the reduction experiment was performed according to the procedure
described in Section 4.1. The simulation was executed with the same condition as the
experiment. The properties of the pellet specimen and the calculation/experimental
conditions are summarized in Table 22. Because the shape of pellet used in the
experiment (a cylinder) is different from that in the simulation (a sphere), the pellet
diameter for the simulation was determined assuming the spherical pellet has the same
weight and density as those of the experimental cylinder–shape sample.

49
Table 22. Base properties of pellet and furnace
Parameter Unit Run 1
Pellet temperature* (°C) 25
Pellet weight* (g) 30.0
Pellet composition*
Total Fe (wt%) 52.5
Metallic Fe (wt%) 1.0
FeO (wt%) 37.9
Fe2O3 (wt%) 31.4
Total C (wt%) 14.3
ZnO (wt%) 2.4
VM (wt%) 0.8
Composition of VM*
CO (wt%) 10.0
H2 (wt%) 12.7
CO2 (wt%) 12.2
CH4 (wt%) 65.1
Added Coal**
Type – A (anthracite)
BET surface area (N2)* (m2·g
–1) 4.6
Emissivity of pellet surface – 0.85
Mass median diameter***
Zinc oxide (µm) 5.9
Others (µm) 93.5
Furnace condition
Atmosphere – N2 100%
Flow rate of N2 (m·s–1
) 0.1
Temperature (°C) 1250
Retention time (sec) 900
* Initial value (before reduction)
** See Table 19
*** See Figures 12 and 13

50
4.2.2 Results and Discussion
Figure 17 shows the calculated temperature with time at different positions of the
pellet. The temperature at the surface reaches over 1100 °C in 100 seconds while the
core temperature remains around 500 °C until the end of the simulation, 15 minutes.
Figure 17 clearly shows that the large temperature gradient continues to exist in a pellet
throughout the reduction period. Figures 18 and 19 show the calculated pellet porosity
and effective thermal conductivity, respectively. As the reactions proceed, the porosity
increases due to the gas release from volatile matter and the oxygen removal from iron
and zinc oxides. Then, decline of the thermal conductivity is resulted. In Figure 20, the
calculated percent reduction with respect to iron oxides is presented with the
corresponding experimental results. The definition of the reduction ratio is described in
Equation (58). The reduction reached 82% in 900 seconds, indicating that the present
experiment/simulation well represents the pellet reduction process in an RHF, where a
similar degree of reduction is achieved within comparable time and ambient
temperature. Figure 21 shows the calculated and measured values for total Fe, metallic
Fe, FeO, Fe2O3 and residual carbon in the pellet. Iron oxides are reduced into metallic
iron consuming carbon as a reductant. Although some discrepancies are recognized,
reasonable agreement is seen between the model outputs and the experimental
measurements for the composition trends shown in Figures 20 and 21. In fact, the
difference between calculated and measured reduction ratios is less than 2.0%.
Therefore, the simulated information of pellet composition, temperature and other
properties by the proposed model is useful to design the RHF dust recycling process
and optimize its operating conditions especially in the case where a new raw material
or reductant is used.
( ) 100
2
3
34
1%
.
red32
32
43
43
×
++
−=
Fe
OFeT
OFe
OOFe
OFe
OOFe
OFe
OOFe
M
MW
M
MW
M
MW
M
MW
wtR t
t
(58)

51
Figure 17. Calculated pellet temperature at three different positions in pellet (Run 1)
Figure 18. Calculated pellet porosity (Run 1)
0
200
400
600
800
1000
1200
1400
0 200 400 600 800 1000
Pell
et
tem
pera
ture
(°C
)
Retention time (sec)
Surface
Mid–radius
Centre
0.4
0.5
0.6
0.7
0.8
0.9
0 200 400 600 800 1000
Po
ros
ity
Retention time (sec)

52
Figure 19. Calculated effective thermal conductivity (Run 1)
Figure 20. Calculated and measured reduction ratio of iron oxides (Run 1)
0
50
100
150
200
250
0 200 400 600 800 1000
Eff
ec
tive
th
erm
al c
on
du
cti
vit
y
(10
–3
J�m
–1s
–1°C
–1)
Retention time (sec)
0
20
40
60
80
100
0 200 400 600 800 1000
Re
du
cti
on
ra
tio
(w
t%)
Retention time (sec)
measured
calculated

53
Figure 21. Calculated and measured pellet compositions (Run 1)
4.3 Simulation 1: Use of High Volatile Coal as Reductants
4.3.1 Calculation/Experimental Conditions
Three sets of calculations and experiments were carried out to examine the impact of
volatile matter contained in coal on the reduction behaviour of dust pellet. The
conditions and parameters of the three runs are listed in Table 23. The conditions of
Run 1 were discussed in the previous section. In Runs 2 and 3, the high–VM
bituminous coal B (as described in Table 19) was added as the reductant instead of the
anthracite coal A. The volatile content is increased from 0.8 wt% to 4.1 wt% and 6.1
wt% in Runs 2 and 3, respectively. In addition, it should be remembered that increased
BET surface, 228.2 (m2·g
–1), is used for the bituminous coal whereas the surface of the
anthracite is 4.6 (m2·g
–1). Other conditions including pellet weight, emissivity, particle
size and furnace conditions remain same as described in Table 22 in the previous
section.
0
20
40
60
80
0 200 400 600 800 1000
Co
nc
en
tra
tio
n i
n p
ell
et
(wt%
)
Retention time (sec)
Total Fe (calculated)
Metallic Fe (calculated)
FeO (calculated)
Fe2O3 (calculated)
C (calculated)
Total Fe (measured)
Metallic Fe (measured)
FeO (measured)
Fe2O3 (measured)
C (measured)
Fe2O3 (measured)
Fe2O3 (calculated)

54
Table 23. Conditions for calculation and experiment
Parameter Unit Run 1 Run 2 Run 3
Pellet temperature* (°C) 25 25 25
Pellet weight* (g) 30.0 30.0 30.0
Pellet composition*
Total Fe (wt%) 52.5 52.0 48.5
Metallic Fe (wt%) 1.0 1.0 0.9
FeO (wt%) 37.9 40.3 37.9
Fe2O3 (wt%) 31.4 28.1 25.9
Total C (wt%) 14.3 14.2 17.0
ZnO (wt%) 2.4 2.4 2.2
VM (wt%) 0.8 4.1 6.1
Composition of VM*
CO (wt%) 10.0 17.6 17.6
H2 (wt%) 12.7 3.0 3.0
CO2 (wt%) 12.2 11.7 11.7
CH4 (wt%) 65.1 67.7 67.7
Added coal**
Type – A (anthracite) B (bituminous) B (bituminous)
BET surface area (N2)* (m2·g
–1) 4.6 228.2 228.2
Emissivity of pellet surface – 0.85 0.85 0.85
Mass median diameter***
Zinc oxide (µm) 5.9 5.9 5.9
Others (µm) 93.5 93.5 93.5
Furnace condition
Atmosphere – N2 100% N2 100% N2 100%
Flow rate of N2 (m·s–1
) 0.1 0.1 0.1
Temperature (°C) 1250 1250 1250
Retention time (sec) 900 900 900
* Initial value (before reduction)
** See Table 19
*** See Figures 12 and 13

55
4.3.2 Results and Discussion
Figure 22 shows the calculated reduction ratio of the pellet samples with the
corresponding experimental measurements for Runs 1–3. The calculated and measured
results indicate that the reduction rate is increased with increasing content of volatile
component in the pellet. The average difference between calculated and measured
reduction degree is 4.0%, which is within acceptable level, noting that all kinetics
constants used in the present simulations are taken from published literatures. Thus, it
can be concluded that the proposed model is also applicable to the reduction of dust
pellet containing high volatile matter.
The acceleration of reduction reactions is attributed to the following two factors: the
reducing gases generated from the volatile matter during heating process, and the larger
BET surface area of the bituminous coal. Figure 23 illustrates the released amount of
CO from VM plotted against the pellet temperature at the mid–radius. It should be
remembered that the weighted average temperature of pellet is much higher than the
mid–radius temperature considering that only one–fourth of the pellet volume exists
between this point and the centre. As seen in Figure 23, substantial part of the CO gas
is liberated after the pellet temperature becomes high enough for the reduction
reactions of iron oxides. This results in the early initiation of the reactions and the
higher reduction ratio at the end of retention time.
A rapid gas release at the initial stage of simulation is also recognized in Figure 23.
This volatile release is mainly triggered by the fast temperature increase at pellet
surface by the radiation heating, which leads to the sharp increase of the internal
pressure as depicted in Figure 24. This figure shows that the internal pressure at the
surface can reach 2.5 atm when the volatile content is 6.1 wt%. This pressure rise may
cause the decrepitation of the pellet, which should be avoided to keep the lump ratio of
product DRI because the fragmented piece of DRI is easily re–oxidized. Therefore,
increasing volatile content in dust pellet by using high–volatile coal has two effects on
the dust reduction. The positive effect is to accelerate the reduction reaction and carbon
gasification by providing the reducing gases. The downside is that when the excessive

56
amounts are used, it can cause fracture of the pellet by raising the internal pressure.
Consequently, there is an optimum volatile concentration which gives the maximum
reduction ratio of the pellet while avoiding its decrepitation. The exact value of this
concentration cannot be determined using a mathematical model because it depends on
various operation–specific properties, most importantly being the physical properties of
the pellet such as porosity, raw strength, and pore size. However, the maximum value
and the trend of internal pressure obtained with the proposed simulation model provide
decisive information to determine the optimum volatile content.
In addition to the volatile matter, the larger BET surface of the bituminous coal used in
Runs 2 and 3 may also play a considerable role in the acceleration of the reduction
reactions by promoting the gasification reactions of carbon. As several researchers
have suggested, the two carbon gasification reactions, the Boudouard reaction (25) and
the carbon–steam reaction (26), are likely to be the rate–controlling step for the
reduction of dust–carbon composites due to their strong endothermic nature (∆H=
172.43 and 131.28 kJ·mol–1
at room temperature for Equations (25) and (26),
respectively). Thus, it is reasonable to consider that using the coal with larger reaction
front area is beneficial to increasing the overall reaction rate of the dust pellet. On the
other hand, since the two reactions have significantly large activation energies (Ea =
221.8 kJ·mol–1
for Equation (25) and 172.7 kJ·mol–1
for Equation (26)), pellet
temperature plays a more critical role than the surface area to increase the rate of
gasification. For example, the exponential terms of Equation (33) for the Boudouard
reaction (25) becomes 1011
times larger when the temperature increases from 200 °C to
600 °C, although the BET surface of bituminous coal is only 50 times larger than that
of anthracite. Therefore, between the mechanisms, the release of volatiles will have a
stronger effect on the reduction reactions than the larger surface area. Consequently,
using high–volatile coals is more effective than using reactive coal with large BET
surface to accelerate the overall rate of dust reduction reactions.

57
Figure 22. Calculated and measured reduction ratio against retention time (Runs 1–3)
Figure 23. Calculated degree of release of CO from VM against mid–radius pellet temperature
(Runs 1–3)
0
20
40
60
80
100
0 200 400 600 800 1000
Red
uc
tio
n r
ati
o (
wt%
)
Retention time (sec)
Run 1 VM0.8% (measured)
Run 2 VM4.1% (measured)
Run 3 VM6.1% (measured)
Run 1 VM0.8%
Run 2 VM4.1%
Run 3 VM6.1%
0
20
40
60
80
100
0 200 400 600 800
% o
f C
O R
ele
as
ed
fro
m V
M
Mid–radius temperature (°C)
Run 1: VM0.8%
Run 2: VM4.1%
Run 3: VM6.1%

58
Figure 24. Calculated internal pressure at pellet surface against retention time (Runs 1–3)
0.0
0.5
1.0
1.5
2.0
2.5
3.0
0 200 400 600 800 1000
Inte
rna
l p
res
su
re a
t I=
2 (
atm
)
Retention time (sec)
Run 1: VM0.8%
Run 2: VM4.1%
Run 3: VM6.1%

59
4.4 Simulation 2: Use of Waste Plastic as Reductants
4.4.1 Calculation Conditions
Polyethylene (PE) was used as a waste plastic reductant considering its vast
availability. Table 24 shows the five simulation conditions to evaluate the use of PE as
a reductant. The pellet compositions in Runs 4–6 were calculated based on a blend of
2.5, 5.0 and 10 wt% of PE and the pellet mix in Run 1. Table 25 shows the estimated
constituents of volatiles which will be released from the PE when heated. The increase
of volatile content and the change of its composition can be seen as more PE is blended
to the pellet. It should be noted that only reducing gas generated from PE is hydrogen,
and that the physical and chemical properties of C2H2 and C2H4 are presumed to be the
same as those of CH4 since no reaction involving these heavier hydrocarbons is
considered in the present model. In addition, Run 7 was carried out to investigate the
effect of volatiles with different constituents on the reactions. The pellet composition
of Run 7 was created based on a blend of 2.5 wt% of an “imaginary plastic” that
consists of 100% volatile CO. The composition of VM resulting from the mix of coal
and this imaginary plastic is also shown in Table 25. In Runs 4–7, the fractional weight
of the base anthracite coal in the pellet remains unchanged; consequently, the total
carbon percent increases with increasing PE addition.

60
Tab
le 2
4. C
alcu
lati
on c
ondit
ions
Par
amet
er
Unit
R
un 1
R
un 4
R
un 5
R
un 6
R
un 7
Pel
let
tem
per
ature
*
(°C
) 25
25
25
25
25
Pel
let
wei
ght*
(g
) 30.0
30.0
30.0
30.0
30.0
Pel
let
com
posi
tion
*
T
ota
l F
e (w
t%)
52.5
51.1
49.8
47.4
51.1
M
etal
lic
Fe
(wt%
) 1.0
1.0
1.0
0.9
1.0
F
eO
(wt%
) 37.9
37.0
36.0
34.3
37.0
F
e 2O
3
(wt%
) 31.4
30.6
29.8
28.4
30.6
T
ota
l C
(w
t%)
14.3
15.6
16.9
19.2
14.9
Z
nO
(w
t%)
2.4
2.4
2.3
2.2
2.4
V
M
(wt%
) 0.8
3.2
5.5
9.8
3.2
Com
posi
tion o
f V
M*
C
O
(wt%
) 10.0
2.5
1.4
0.8
77.8
H
2
(wt%
) 12.7
8.3
7.6
7.2
3.1
C
O2
(wt%
) 12.2
3.0
1.7
0.9
3.0
C
H4
(wt%
) 65.1
86.3
89.3
91.1
16.1
Added
coal
**
T
ype
–
A (
anth
raci
te)
A (
anth
raci
te)
A (
anth
raci
te)
A (
anth
raci
te)
A (
anth
raci
te)
B
ET
surf
ace
area
(N
2)*
(m
2·g
–1)
4.6
4.6
4.6
4.6
4.6
PE
addit
ion
(wt%
) 0
2.5
5.0
10.0
2.5
****

61
Tab
le 2
4. C
alcu
lati
on c
ondit
ions
(conti
nued
)
Par
amet
er
Unit
R
un 1
R
un 4
R
un 5
R
un 6
R
un 7
Em
issi
vit
y o
f pel
let
surf
ace
–
0.8
5
0.8
5
0.8
5
0.8
5
0.8
5
Mas
s m
edia
n d
iam
eter
***
Z
inc
oxid
e (µ
m)
5.9
5.9
5.9
5.9
5.9
O
ther
s (µ
m)
93.5
93.5
93.5
93.5
93.5
Fu
rnac
e co
ndit
ion
A
tmosp
her
e –
N2 1
00%
N
2 1
00%
N
2 1
00%
N
2 1
00%
N
2 1
00%
F
low
rat
e of
N2
(m·s
–1)
0.1
0.1
0.1
0.1
0.1
T
emper
ature
(°
C)
1250
1250
1250
1250
1250
R
eten
tion t
ime
(sec
) 900
900
900
900
900
* I
nit
ial
val
ue
(bef
ore
red
uct
ion)
** S
ee T
able
19
*** S
ee F
igure
s 12 a
nd 1
3
**** I
mag
inar
y p
last
ic (
all
CO
)

62
Table 25. Composition of PE and All–CO imaginary plastic (wt%) [24]
Composition PE
(wt%)
Imaginary plastic
(wt%)
H2 6.8 –
CH4 42.3 –
C2H2 9.0 –
C2H4 41.9 –
CO – 100.0
4.4.2 Results and Discussion
The calculated reduction ratios for Runs 1, 4, 5 and 6 are compared in Figure 25. In
contrast to the simulation using high–volatile bituminous coal (Figure 22), the overall
reduction rate is not improved with the PE addition. On the contrary, slowing down of
reduction is observed in the pellet with 10 wt% PE, Run 6. These simulation results
demonstrate that the dust reduction cannot be accelerated by PE addition under the
given conditions. This may be related to the low temperature release of PE volatiles, as
depicted in Figure 26. In this figure, the decomposition ratio of PE is plotted against
mid–radius temperature of the pellet. Unlike the CO release from high–VM coal
illustrated in Figure 23, significant portion of PE is volatilized when the pellet
temperature is not sufficient for reduction of iron oxide. This results in early escape of
the released volatiles without their effective contribution in reduction. Although the
energy content of the PE may be partially utilized by combustion in the furnace
freeboard, this would only improve the energy balance and not the reduction kinetics.
In fact, as seen in Figure 25, large amounts of PE may even hinder the later stage
reduction of pellet. This is attributed to the substantial increase in the pellet porosity,
leading to reduced thermal conductivity, which in turn slows down the thermally
activated reactions. Figures 27 and 28 show the trends of porosity and effective thermal
conductivity of pellet, respectively. The porosity rises with the evaporation of volatiles
from PE, and a corresponding decline in thermal conductivity is resulted. Figures 29
and 30 show the sharp increase of internal pressure at the early stages and the linear
relationship between the maximum pressure and the percentage of PE, respectively.

63
These pressure trends also indicate that almost all volatiles contained in PE are released
during a short period and that the generated hydrogen gas, which is the only reducing
agent contained in the PE, is exhausted immediately from the pellet. In addition, Figure
31 compares the reduction ratio trends for Runs 1, 4 and 7. As seen, Run 7 gives a
faster reduction rate than Run 4. The difference between these simulations is the
composition of the plastics blended to the pellets: PE in Run 4 and all–CO imaginary
plastic in Run 7. Figure 32 illustrates that the decomposition of the plastic in Run 7
takes place more slowly and, in turn, the CO gas is released at higher pellet
temperature. As a result, the initial pressure increase is mitigated in Run 7 as depicted
in Figure 33.
It can be concluded from the obtained simulation results that the dust reduction rate
cannot be enhanced by the simple PE addition to the pellet. The major factor
preventing the plastic from acting as a reductant is that its only reducing volatile is
hydrogen, which is rapidly released at low temperatures and transferred outside the
pellet very quickly. It should be noted, however, that the findings here pertain to a
specific type of waste plastic, with low–temperature volatiles. Clearly, the composition
of the plastic and the temperature dependence behaviour of the volatiles release will
play key roles in how the addition to pellet affects reduction kinetics, pellet physical
properties and furnace energy balance.
It is thus essential that for each type of waste plastic, characterisation be carried out
with respect to constituents and the kinetic parameters, to predict its effects. A proper
mix of waste plastics and coal may be engineered that the volatiles are released at the
time and position that serve the reduction process best. One solution would be the use
of waste materials containing less hydrogen and more CO. The waste plastics whose
carbon to hydrogen ratio is larger than PE, such as polystyrene and polyethylene
terephthalate, may be more suitable candidates as reductants, although their availability
is limited compared to PE. Another option suggested by Ueki et al. is refuse–derived
fuel (RDF), which is produced from regular solid waste through shredding and
desiccating [24]. The RDF used in their experiments contains 11.5 wt% of fixed carbon

64
as well as 75.2 wt% of volatile elements. They performed iron oxide pellet reduction
using RDF as a reductant, and concluded that RDF is more effective than PE due to
RDF’s high fixed carbon content. The better performance of RDF is also attributed to
its slower volatilization rate. However, because the production process of RDF itself
requires considerable amounts of energy, the total energy balance of the whole process
including the dust reduction and the RDF manufacture should be examined when its
use for this purpose is considered.
Figure 25. Calculated reduction ratio against retention time (Runs 1, 4, 5 and 6)
0
20
40
60
80
100
0 200 400 600 800 1000
Red
uc
tio
n r
ati
o (
wt%
)
Retention time (sec)
Run 1 PE 0%
Run 4 PE 2.5%
Run 5 PE 5.0%
Run 6 PE 10.0%

65
Figure 26. Calculated decomposition ratio of PE against mid–radius pellet temperature
temperature (Run 4–6)
Figure 27. Calculated pellet porosity against retention time (Runs 1, 4, 5 and 6)
0
20
40
60
80
100
0 200 400 600 800
De
co
mp
osit
ion
ra
tio
of
PE
(w
t%)
Mid–radius temperature (°C)
Run 4 PE 2.5%
Run 5 PE 5.0%
Run 6 PE 10.0%
0.4
0.5
0.6
0.7
0.8
0 200 400 600 800 1000
Po
ros
ity
Retention time (sec)
Run 1 PE 0%
Run 4 PE 2.5%
Run 5 PE 5.0%
Run 6 PE 10.0%

66
Figure 28. Calculated effective thermal conductivity against retention time (Run 1, 4, 5 and 6)
Figure 29. Calculated internal pressure at pellet surface against retention time (Runs 1, 4, 5 and
6)
10
20
30
40
50
60
0 200 400 600 800 1000
Eff
ec
tive
th
erm
al c
on
du
cti
vit
y
×1
0–3
(c
al�
m–
1s
–1°C
–1)
Retention time (sec)
Run 1 PE 0%
Run 4 PE 2.5%
Run 5 PE 5.0%
Run 6 PE 10.0%
0
1
2
3
4
0 200 400 600 800 1000
Inte
rnal p
res
su
re a
t I=
2 (
atm
)
Retention time (sec)
Run 1 PE 0%
Run 4 PE 2.5%
Run 5 PE 5.0%
Run 6 PE 10.0%

67
Figure 30. Relationship between maximum internal pressure and PE content in pellet (Run 1, 4, 5
and 6)
Figure 31. Calculated reduction ratio against retention time (Run 1, 4 and 7)
0
1
2
3
4
0 2 4 6 8 10 12
Ma
xim
um
in
tern
al p
ress
ure
(a
tm)
PE addition (wt%)
0
20
40
60
80
100
0 200 400 600 800 1000
Red
uc
tio
n r
ati
o (
wt%
)
Retention time (sec)
Run 1 PE 0%
Run 4 PE 2.5%
Run 7 All-CO 2.5%

68
Figure 32. Calculated decomposition ratio of PE against mid–radius pellet temperature (Run 4
and 7)
Figure 33. Calculated internal pressure at pellet surface against reduction time (Run 1, 4 and 7)
0
20
40
60
80
100
0 200 400 600 800
De
co
mp
os
itio
n r
ati
o o
f P
E (
wt%
)
Mid–radius temperature (°C)
Run 4 PE 2.5%
Run 7 All-CO 2.5%
0
1
2
3
4
0 200 400 600 800 1000
Inte
rna
l p
ress
ure
at
I=2
(a
tm)
Retention time (sec)
Run 1 PE 0%
Run 4 PE 2.5%
Run 7 All-CO 2.5%

69
4.5 Simulation 3: Zinc Oxide Recovery
4.5.1 Calculation/Experimental Conditions
Three simulations of dust pellet reductions, Run 1, 8 and 9, as well as the experimental
results corresponding to Run 1 were compared to investigate the kinetic behaviour of
zinc oxide reduction in dust. The pellet composition is same for the three simulations,
containing 2.4 wt% of zinc oxide. Zinc is considered to be entirely in the form of zinc
oxide (ZnO), assuming the rapid decomposition rate for zinc–ferrite (ZnFe2O4), which
is the other major compound of zinc in dust [37]. The calculation conditions for the
three simulations are summarized in Table 26. The difference among these conditions
lies in the particle size of zinc oxide while the other components follow the identical
particle distribution where the mass median diameter (d50) is 93.5 µm. As mentioned
before, a smaller distribution is used for zinc oxide in Run 1, taking into consideration
the generation mechanism of zinc oxide in steelmaking furnaces. In the other two
simulations, Runs 8 and 9, larger ZnO particle size was presumed. In Run 8, the
particle diameter of the zinc oxide is assumed to follow the same distribution of the
other elements. In Run 9, the ZnO particle size is set in the middle between Runs 1 and
8. The particle distributions of zinc oxide used for Runs 1, 8 and 9 are illustrated in
Figure 34.

70
Table 26. Experimental/Calculation conditions
Parameter Unit Run 1 Run 8 Run 9
Pellet temperature* (°C) 25 25 25
Pellet weight* (g) 30.0 30.0 30.0
Pellet composition*
Total Fe (wt%) 52.5 52.5 52.5
Metallic Fe (wt%) 1.0 1.0 1.0
FeO (wt%) 37.9 37.9 37.9
Fe2O3 (wt%) 31.4 31.4 31.4
Total C (wt%) 14.3 14.3 14.3
ZnO (wt%) 2.4 2.4 2.4
VM (wt%) 0.8 0.8 0.8
Composition of VM*
CO (wt%) 10.0 10.0 10.0
H2 (wt%) 12.7 12.7 12.7
CO2 (wt%) 12.2 12.2 12.2
CH4 (wt%) 65.1 65.1 65.1
Added coal**
Type – A (anthracite) A (anthracite) A (anthracite)
BET surface area (N2)* (m2·g
–1) 4.6 4.6 4.6
Emissivity of pellet surface – 0.85 0.85 0.85
Mass median diameter***
Zinc Oxide (µm) 5.9 93.5 21.6
Others (µm) 93.5 93.5 93.5
Furnace condition
Atmosphere – N2 100% N2 100% N2 100%
Flow rate of N2 (m·s–1
) 0.1 0.1 0.1
Temperature (°C) 1250 1250 1250
Retention time (sec) 900 900 900
* Initial value (before reduction)
** See Table 19
*** See Figures 12, 13 and 34

71
Figure 34. Particle distributions of zinc oxide used for Runs 1, 8 and 9
4.5.2 Results and Discussion
Figures 35 and 36 compare the calculated trends of reduction ratio (with respect to iron
oxides as defined in Equation (58)) and zinc oxide concentration in pellet, respectively.
Figure 35 indicates that the kinetic behaviour of the iron oxide reduction is not affected
by the particle size of zinc oxide for these simulations. In contrast, Figure 36 clearly
illustrates that the calculated ZnO concentration using smaller particle size agrees with
the experimental result better than the output assuming that ZnO and the other
constituents follow the same particle size distribution. These results confirm that the
specific surface area of zinc oxide is 7.5 times larger than that of other oxides and
carbon due to the fine particle size of zinc oxide (Figure 37).
This is attributed to the inherent generation mechanism of zinc oxides in dust. The
major regimes of dust generation are bubble bursting and entrainment of particles,
where relatively large metal droplets ejected from the melting iron bath of a BOF or an
EAF by oxygen blowing or arc discharging are entrained into the exhaust gas. On the
0
20
40
60
80
100
0 200 400 600 800
% P
as
sin
g (
wt%
)
Particle diameter (µm)
Run 1: d50=5.9µm
Run 8: d50=93.5µm
Run 9: d50=21.6µm
d50
d50
d50

72
other hand, metallic zinc, which originates mainly from galvanized steel scrap,
vaporizes in the melter due to its high vapour pressure, and then re–oxidizes in the
furnace atmosphere [6, 73]. Therefore, it is reasonable to consider that the zinc oxide
particle has smaller diameter. Determining the diameter distribution of ZnO particles
and applying it to the model would improve the reliability and viability of the proposed
model for EAF dust recycling. It would be also beneficial for the further enhancement
of the model accuracy to obtain the different particle distribution data pertaining to
each component taking its generation mechanism into account.
Figure 35. Calculated reduction ratio of iron oxides against retention time (Runs 1, 8 and 9)
0
20
40
60
80
100
0 200 400 600 800 1000
Red
ucti
on
rati
o (
wt%
)
Retention time (sec)
Run 1:
Run 8:
Run 9:
d50 = 5.9µm
d50 = 93.5µm
d50 = 21.6µm

73
Figure 36. Calculated and measured zinc oxide concentration trend against retention time (Runs
1, 8 and 9)
Figure 37. Relationship between specific surface area and mass median diameter (Runs 1, 8 and
9)
0
1
2
3
4
0 200 400 600 800 1000
Zn
O i
n p
ell
et
(wt%
)
Retention time (sec)
Run1 (measured)
Run 1:
Run 8:
Run 9:
d50 = 5.9µm
d50 = 93.5µm
d50 = 21.6µm
0.0
0.1
0.2
0.3
0.4
0.5
0 20 40 60 80 100 120
Sp
ec
ific
su
rfa
ce
are
a (
m2�g
–1)
Mass median diameter (µm)

74
5 Conclusions and Future Work
5.1 Summary and Conclusions
A mathematical model to predict the reaction behaviour of the dust–carbon composite
agglomerate in an RHF was developed. The proposed comprehensive model simulates
heat transfer, gas transfer and reactions in the dust pellet at the same time. The
reactions taken into account include volatile release from coal or other carbonaceous
reductants and zinc oxide reduction as well as iron oxide reduction and carbon
gasification. Reduction experiments were carried out in a laboratory–scale electric
furnace to validate the model under several conditions. The calculated results showed
good agreement with the experimental measurement with respect to the degree of pellet
reduction and the concentration of major components. The following important
conclusions were drawn.
• The simulation of the pellet reduction with anthracite and bituminous coals
demonstrated that the reduction reaction is accelerated when high–volatile coal is
used as a reductant. The liberated reducing gases from the coal initiate the iron
oxide reductions at moderate temperature before the strong endothermic carbon
gasification reactions start providing CO and H2 gases, although the calculation
results also indicate that the released gas increases the internal pressure which
could lead to the decrepitation of the pellet.
• Hindering of reduction reactions was observed in the simulation of polyethylene
(PE)–blended dust pellets. In this case, volatile matter is released from the plastic
at much lower temperature compared with the bituminous coal–added pellet. Thus,
the evaporated reducing gas, mainly H2, escapes out of the pellet without
contributing to the reduction as the pellet temperature is not sufficiently high for
the reactions.
• The comparison of the calculated reduction trend of zinc oxide with the
experimental result revealed that zinc oxide particles in dust follow smaller size
distribution and have larger reaction front area than other major constituents. This
finer particle size of zinc oxide is attributed to its inherent generation pathway to
the dust from iron bath or feed scrap at a melter. Metallic zinc fed into a melting

75
furnace is vaporized due to its high vapor pressure and re–oxidized in the furnace
atmosphere. Thus, the produced zinc oxide particles are much smaller than other
elements in dust which are generated through bubble bursting or physical
entrapment.
Through these three series of simulations, the proposed model was confirmed to be a
powerful tool to design the process and determine the optimum operating conditions
for recycling an expanded range of dust and waste materials using the RHF process.
5.2 Future Work
• The simulation results with high–volatile coal and PE show the increase of internal
pressure of pellet during reduction; however, the exact pressure at which a pellet
breaks into small parts cannot be determined only by the model outputs since it
depends much on the physical and mechanical properties of the pellet. This
threshold pressure could be predicted through the careful comparison of the
model–derived maximum internal pressure and the experimentally observed pellet
behaviour as a function of pellet properties including porosity, composition,
apparent density and compressive strength. This information on the pressure limit
would be very useful to utilize high–volatile carbonaceous reductants to accelerate
the reduction reactions while avoiding the pellet decrepitation.
• Although calculation outputs discovered that PE cannot behave as a reductant for
dust pellet due to its low decomposition temperature, the released gas from PE
would combust outside the agglomerate. This combustion heat can contribute to
keeping the furnace temperature and, in turn, saving the fuel gas consumption
injected into the RHF. An overall materials and energy balance on the furnace
should be carried out for the cases where plastic is mixed into a dust pellet to
demonstrate the benefit of partially substituting the furnace fuel gas. Essentially, if
waste plastic replaces the furnace fuel, then the furnace acts as an effective
incinerator or gasifier. The gas generation rate from a plastic–mixed pellet

76
determined by the proposed pellet model can be used in the heat balance
examination.
• In addition to PE, there are several alternatives for non–coal reductants including
other plastic (PS, PET, polycarbonate, polyvinyl chloride, acrylonitrile butadiene
styrene), RDF, used tire, waste rubber and biomass. These may provide a more
important role in reduction than the studied PE because of their higher volatile
release temperature. The proposed model would be a beneficial tool to evaluate
how effectively a newly proposed waste plastic or reductant contributes to the dust
reduction reactions prior to the laboratory experiment or pilot–scale test. For that,
one needs to obtain the kinetic parameters of such materials and feed the data into
the model to investigate their effectiveness in reduction.
• The present model is able to simulate the reduction behaviour of zinc oxide in dust
by providing its proper particle size distribution. There are several constituents that
also come through different paths than the process of iron oxide particles when
they are entrained into dust in a melter. Such constituents include lead, potassium,
sodium, chlorine and fluorine, which play important roles in the dust recycling
process. Lead can be recovered in RHF in the same manner as zinc. On the
contrary, alkali metals and halogens have negative impacts on the process. They
will also be evaporated from a dust pellet into the furnace freeboard during
reduction. The released alkali metals would be absorbed into the furnace refractory
and could affect its stability. On the other hand, halogens could contaminate and
degrade the crude zinc oxide recovered from the exhaust gas of RHF. Including
relevant reactions in the model enables its use in investigating the behavior of these
constituents during RHF treatment.

77
6 Nomenclature
Ai coefficient for time–dependence equation of physical property
Cj fractional weight of solid component j
Ck concentration of gaseous component k (mol·m–3
)
Ck,f concentration of gas component k in furnace atmosphere (mol·m–3
)
Ck,1 concentration of gas component k in the first layer of pellet (mol·m–3
)
Cp specific heat (J·kg–1
·K–1
)
d diameter of pellet (m)
dc average diameter of imaginary tubes (m)
d50, j mass median diameter of solid component j (m)
Dk diffusion coefficient of gas component k (m2·s
–1)
Dkl diffusion coefficient of gas in two–phase system (m2·s
–1)
Dkl0 standard–state diffusion coefficient of gas in two–phase system (m2·s
–1)
Deff, k effective diffusion coefficient of gas component k in porous media (m2·s
–1)
Df diffusion coefficient of furnace atmosphere (m2·s
–1)
Ea activation energy (J·mol–1
)
fS surface adjustment factor
fSC surface adjustment factor for carbon gasification
Gk internal flow rate of gas component k (mol·s–1
)
∆H reaction heat (enthalpy) (kJ·mol–1
)
k reaction rate constant (m·s–1
)
k0 frequency factor (m·s–1
)
kC reaction rate constant for carbon gasification (m·s–1
)
kC0 frequency factor for carbon gasification (m·s–1
)
kV reaction rate constant for volatilization (s–1
)
kV0 frequency factor for volatilization (s–1
)
k0SCM frequency factor determined in a shrinking core model (m·s–1
)
kg mass transfer coefficient between furnace and pellet surface (m·s–1
)
kG coefficient in RGGS(x) equation (m)
kR coefficient in RRR(x) equation (m)
KE equilibrium constant

78
mkl coefficient in the equation for gas diffusion coefficient
mG coefficient in RGGS(x) equation
mR coefficient in RRR(x) equation
M molecular weight (kg·mol–1
)
MFe molecular weight of Fe, 55.845×10–3
(kg·mol–1
)
MFetO molecular weight of FetO, 68.885×10–3
(kg·mol–1
)
MFe3O4 molecular weight of Fe3O4, 231.535×10–3
(kg·mol–1
)
MFe2O3 molecular weight of Fe2O3, 159.690×10–3
(kg·mol–1
)
MO molecular weight of O, 16.000×10–3
(kg·mol–1
)
MVMi molecular weight of volatile matter i (kg·mol–1
)
n reaction rate (mol·s–1
·m–3
)
nC reaction rate of carbon gasification (mol·s–1
·m–3
)
nV reaction rate of volatilization (mol·s–1
·m–3
)
N the number of concentric layers
Nh the number of imaginary tubes
Np, j the number of solid particles of solid component j
Pt total pressure (Pa)
Pk internal partial pressure of gas component k (Pa)
∆Q rate of heat generated by reactions (J·s–1
·m–3
)
r pellet radius (m)
∆r thickness of each concentric layer (m)
R gas constant, 8.314 (J·K–1
·mol–1
)
RGGS percent passing calculated from Gates–Gaudin–Schumann equation (wt%)
RRR percent passing calculated from Rosin–Rammlar equation (wt%)
Rred reduction ratio of pellet with respect to iron oxides (wt%)
SBET BET surface area (m2·g
–1)
Sf surface factor used in a shrinking core model
Scross cross–sectional area of a partcile (m2)
Stotal total surface area of a partcile (m2)
Stotal, j total surface area of solid component j (m2)
Sreactant reaction front area of solid reactant (m2·m
–3)

79
Sproduct reaction front area of solid product (m2·m
–3)
Scarbon reaction front area of carbon (m2·m
–3)
Su Sutherland coefficient (K)
t retention time (s)
T temperature (K)
Tcentre temperature of pellet centre (K)
Tfurnace temperature of furnace (K)
Tsurface temperature of pellet surface (K)
T0 standard temperature for Sutherland equation (K)
vC velocity of gas in furnace atmosphere (m·s–1
)
V pellet volume (m3)
Vj volumetric fraction of solid component j in the solid portion of pellet
W pellet weight (kg)
Wj weight of solid component j in pellet (kg)
WVMi weight of remaining volatile matter i in pellet (kg)
x particle size (m)
xa threshold particle size for two RR equations (m)
xmin minimum particle size to calculate the total surface area (m)
xmax maximum particle size to calculate the total surface area (m)
Scf Schmidt number with respect to furnace atmosphere
Shf Sherwood number with respect to furnace atmosphere
Ref Reynolds number with respect to furnace atmosphere
α, β coefficients in the equation for effective thermal conductivity
ε emissivity of pellet surface
λ thermal conductivity (J·s–1
·m–1
·K–1
)
λj thermal conductivity of solid component j (J·s–1
·m–1
·K–1
)
λk thermal conductivity of gas component k (J·s–1
·m–1
·K–1
)
λsolid thermal conductivity of solid part of pellet (J·s–1
·m–1
·K–1
)
λgas thermal conductivity of gas part of pellet (J·s–1
·m–1
·K–1
)

80
λeff effective thermal conductivity (J·s–1
·m–1
·K–1
)
µf viscosity of gas in furnace atmosphere (kg·m-1
·s-1
)
µk viscosity of gas component k (kg·m-1
·s-1
)
µk0 standard viscosity of gas component k at temperature T0 (kg·m-1
·s-1
)
ρ density of solid (kg·m–3
)
ρf density of gas in furnace atmosphere (kg·m–3
)
ρj density of solid component j (kg·m–3
)
σ Stefan–Boltzmann constant, 5.670×10–8
(J·s–1
·m–2
·K–4
)
φ porosity

81
7 References
1. S.M. Hay and W.J. Rankin, “Recovery of Iron and Zinc from Blast Furnace and Basic
Oxygen Furnace Dusts: A Thermodynamic Evaluation,” Miner. Eng., Vol. 7, No. 8, 1994,
pp. 985–1001.
2. United States Environmental Protection Agency, Assessing the Management of Lead in
Scrap Metal and Electric Arc Furnace Dust, 2009, p. 52.
3. M. C. Mantovani, C. Takano and P.M. Buchler, “Electric arc furnace dust-coal composite
pellet: effects of pellet size, dust composition, and additives on swelling and zinc
removal,” Ironmaking Steelmaking, Vol. 29, No. 4, 2002, pp. 257–265.
4. N. Menad, J.N. Ayala, F.G. Carcedo, E.R. Ayucar and A. Hernandez, “Study of the
Presence of Fluorine in the Recycled Fractions during Carbothermal Treatment of EAF
Dust,” Waste Manage., Vol. 23, No. 6, 2003, pp. 483–491.
5. Midrex Technologies, “Development of EAF Dust Recycling and Melting Technology
Using the Coal–based FASTMELT®
Process,” Direct From Midrex Special Report
Winter 2008/2009, Midrex Technologies, Charlotte, NC, USA, 2008, pp. 9–15.
6. A.G. Guezennec, J.C. Huber, F. Patisson, P. Sessiecq, J.P. Birat and D. Ablitzer, “Dust
Formation in Electric Arc Furnace Birth of the Particles,” Powder Technol., Vol. 157,
2005, pp. 2–11.
7. C.A. Pickles, “Thermodynamic Modelling of the Multiphase Pyrometallurgical
Processing of Electric Arc Furnace Dust,” Miner. Eng., Vol. 22, No. 11, 2009, pp. 977–
985.
8. World Steel Association, “Total Production of Crude Steel,” Steel Statistical Year Book
2011, World Steel Association, Brussels, Belgium, 2011, pp. 3–5.
9. World Steel Association, http://worldsteel.org/, Accessed on June 1, 2012.
10. J. Kopfle and R. Hunter, “Direct Reduction's Role in the World Steel Industry,”
Ironmaking Steelmaking, Vol. 35, No. 4, 2008, pp. 254–259.
11. J.M. McClelland and G.E. Metius, “Recycling ferrous and nonferrous waste streams with
FASTMET,” JOM, Vol. 55, No. 8, 2003, pp. 30–34.
12. W.K. Lu and D.F. Huang, “Mechanisms of Reduction of Iron Ore/Coal Agglomerates
and Scientific Issues in RHF Operations,” Miner. Proc. Extr. Metall. Rev., Vol. 24, No. 3,
2003, pp. 293–324.

82
13. S.D. Rutheford and J.T. Kopfle, “Mesabi Nugget: The World’s First Commercial
ITmk3® Plant,” Iron Steel Tech., Vol. 7, No. 3, 2010, pp. 38–43.
14. Mesabi Nugget, LLC, http://www.mesabinuggetmn.com/, Accessed on June 1, 2012.
15. H. Oda, T. Ibaraki and Y. Abe, “Dust Recycling System by the Rotary Hearth Furnace,”
Nippon Steel Technical Report, Vol. 94, 2006, pp. 147–152.
16. T. Harada, O. Tsuge, I. Kobayashi, H. Tanaka and H. Uemura, “The Development of
New Iron Making Processes,” Kobelco Technology Review, Vol. 26, 2005, pp. 92–97.
17. T. Nakayama and H. Taniishi, “Dust recycling technology for electric arc furnace using
RHF,” Nippon Steel Engineering Co., Ltd. Technical Review, Vol. 2, 2011, pp. 25–29.
18. T. Murakami, T. Akiyama and E. Kasai, “Reduction Bahavior of Hematite Composite
Containing Polyethylene and Graphite with Different Structures with Increasing
Temperature,” ISIJ, Vol. 49, No. 6, 2009, pp. 809–814.
19. T. Murakami and E, Kasai, “Reduction Mechanism of Iron Oxide–Carbon Composite
with Polyethylene at Lower Temperature,” ISIJ, Vol. 51, No. 1, 2011, pp. 9–13.
20. C. Zhang, S. Chen, X. Miao and H. Yuan, “Reduction Experiment of Iron Scale by
Adding Waste Plastics,” J. Environ. Sci. Suppl., Vol. 21, No. 1, 2009, pp. S48–S51.
21. M.C. Bagatini, V. Zymila, E.Osorio and A.C.F. Vilela, “Characterization and Reduction
Behavior of Mill Scale,” ISIJ, Vol. 51, No. 7, 2011, pp. 1072–1079.
22. M. Kawanari, A. Matsumoto, R. Ashida and K. Miura, “Enhancement of Reduction Rate
of Iron Ore by Utilizing Iron Ore/Carbon Composite Consisting of Fine Iron Ore
Particles and Highly Thermoplastic Carbon Material,” ISIJ, Vol. 51, No. 8, 2011, pp.
1227–1233.
23. K. Miura, K. Miyabayashi, M. Kawanari and R. Ashida, “Enhancement of Reduction
Rate of Iron Ore by Utilizing Low Grade Iron Ore and Brown Coal Derived
Carbonaceous Materials,” ISIJ, Vol. 51, No. 8, 2011, pp. 1234–1239.
24. Y. Ueki, R. Mii, K. Ohno, T. Maeda, K. Nishioka and M. Shimizu, “Reaction Behavior
during Heating Waste Plastic Materials and Iron Oxide Composites,” ISIJ, Vol. 48, No.
12, 2008, pp. 1670–1675.
25. United States Environmental Protection Agency, Municipal Solid Waste Generation,
Recycling, and Disposal in the United States: Facts and Figures for 2010, 2011, p. 3.

83
26. Plastics Europe, An analysis of European plastics production, demand and recovery for
2008, 2009, p. 10.
27. I. Sohn and R.J. Fruehan, “The reduction of Iron Oxides by Volatiles in a Rotary Hearth
Furnace Process Process: Part II. The Reduction of Iron Oxide/Carbon Composites,”
Metall. Mater. Trans. B, Vol. 37B, No. 2, 2006, pp. 223–229.
28. I. Sohn and R.J. Fruehan, “The Reduction of Iron Oxides by Volatiles in a Rotary Hearth
Furnace Process: Part III. The Simulation of Volatile Reduction in a Multi-Layer Rotary
Hearth Furnace Process,” Metall. Mater. Trans. B, Vol. 37B, No. 2, 2006, pp. 231–238.
29. S.H. Ng, D.P.C. Fung and S.D. Kim, “Study of the Pore Structure and Reactivity of
Canadian Coal-derived Chars,” Fuel, Vol. 67, No. 5, 1988, pp. 700–706.
30. J. Ochoa, P.R. Bonelli, M.C. Cassanello and A.L. Cukierman, “Effect of Thermal and
Acid Treatments on Properties of Argentinean Low Rank Coals,” Energy Source, Vol. 23,
2001, pp. 383–392.
31. D.A. Bell, B.F. Towler and M. Fan, Coal Gasification and its Applications, Elsevier,
Burlington, MA, USA, 2011.
32. S. Ueda, K. Yanagiya, K. Watanabe, T. Murakami, R. Inoue and T.Ariyama, “Reaction
Model and Reduction Bahavior of Carbon Iron Ore Composite in Blast Furnace,” ISIJ,
Vol. 49, No. 6, 2009, pp. 827–836.
33. K. Sun and W.K. Lu, “Mathematical Modeling of the Kinetics of Carbothermic
Reduction of Iron Oxides in Ore/Coal Composite Pellets,” Metall. Mater. Trans. B, Vol.
40B, No. 2, 2009, pp. 91–103.
34. S.S. Sun, “A Study of Kinetics and Mechanisms of Iron Ore Reduction in Ore/Coal
Composites,” Doctoral Thesis (Open Dissertations and Theses), McMaster University,
Hamilton, ON, Canada, 1997.
35. S. Sun and W.K. Lu, “Mathematical Modelling of Reactions in lron Ore/Coal
Composites,” ISIJ, Vol. 33, No. 10, 1993, pp. 1062–1069.
36. S. Sun and W.K. Lu, “Building of a Mathematical Model for the Reduction of Iron Ore in
Ore/Coal Composites,” ISIJ, Vol. 39, No. 2, 1999, pp. 130–138.
37. S. Itoh, M. Ohta, S. Nakazawa and T Azakami, “Reduction Rates for the Mixture of Iron
Oxide and Zinc Oxide, and ZnFe2O4 with CO–CO2 Gas Mixtures,” Shigen–to–Sozai
(Journal of MMIJ), Vol. 105, No. 13, 1989, pp. 1005–1010.

84
38. S. Itoh, M. Ohta, S. Nakazawa and T Azakami, “Reduction Rates of Hematite, Zinc
Oxide Pellets with CO–CO2 Gas Mixtures,” Shigen–to–Sozai (Journal of MMIJ), Vol.
105, No. 12, 1989, pp. 951–957.
39. A. Roine, Chemical Reaction and Equilibrium Software with Thermochemical Database
and Simulation Module, HSC Chemistry® 6.1, Outotec Research Oy, Pori, Finland, 2007.
40. E. Donskoi and D.L.S. McElwain, “Estimation and Modeling of Parameters for Direct
Reduction in Iron Ore/Coal Composites: Part I. Physical Parameters,” Metall. Mater.
Trans. B, Vol. 34B, No. 1, 2003, pp. 93–102.
41. T. Akiyama, H. Ohta, R. Takahashi, Y. Waseda and J. Yagi, “Measurement and
Modeling of Thermal Conductivity for Dense Iron Oxide and Porous Iron Ore
Agglomerates in Stepwise Reduction,” ISIJ, Vol. 32, No. 7, 1992, pp. 829–837.
42. W.D. Kingery, “Thermal Conductivity: XII, Temperature Dependence of Conductivity
for Single–Phase Ceramics,” J. Am. Ceram. Soc., Vol. 38, No. 7, 1955, pp. 251–255.
43. J.D. McClelland and E.H. Zehms, “Thermal Conductivity of Magnesia from 1030° to
1880°C,” J. Am. Ceram. Soc., Vol. 43, No. 1, 1960, p. 54.
44. G.A. Slack, “Thermal Conductivity of II–VI Compounds and Phonon Scattering by Fe2+
Impurities,” Phys. Rev. B, Vol. 6, No. 10, 1972, pp. 3791–3799.
45. B.E. Poling, J.M. Prausnitz and J.P. O'Connell, The properties of Gases and Liquids (5th
edition), McGraw–Hill, New York, NY, USA, 2001.
46. W. Woodsideand and J.H. Messmer, “Thermal Conductivity of Porous Media. I.
Unconsolidated Sands,” J. Appl. Phys., Vol. 32, No. 9, 1961, pp. 1688–1699.
47. D.E. Rosner, Transport Processes in Chemically Reacting Flow Systems, Butterworths,
Boston, MA, USA, 1986.
48. E.E. Gonzo, “Estimating Correlations for the Effective Thermal Conductivity of Granular
Materials,” Chem. Eng. J, Vol. 90, 2002, pp. 299–322.
49. R. Nascimento, M. Mourao and J. Capocchi, “Kinetics and Catastrophic Swelling during
Reduction of Iron Ore in Carbon Bearing Pellets,” Ironmaking Steelmaking, Vol. 26, No.
3, 1999, pp. 182–186.
50. Q. Wang, Z. Yang, J. Tian, W. Li and J. Sun, “Mechanisms of Reduction in Iron Ore–
Coal Composite Pellet,” Ironmaking Steelmaking, Vol. 24, No. 6, 1998, pp. 443–447.

85
51. Q.T. Tsay, W.H. Ray and J. Szekely, “The Modeling of Hematite Reduction with
Hydrogen Plus Carbon Monoxide Mixtures: Part I. The Behavior of Single Pellets,”
AIChE. J., Vol. 22, No. 6, 1976, pp. 1064–1071.
52. B.A. Adesanya and H.N. Pham, “Mathematical Modelling of Devolatilization of Large
Coal Particles in a Convective Environment,” Fuel, Vol. 74, No. 6, 1995, pp. 896–902.
53. E. Donskoi, D.L.S. McElwain and L.J. Wibberley, “Estimation and Modeling of
Parameters for Direct Reduction in Iron Ore/Coal Composites, Part II Kinetic Parameters,”
Metall. Mater. Trans. B, Vol. 34B, No. 4, 2003, pp. 255–266.
54. C.E. Guger and F.S. Manning, “Kinetics of Zinc Oxide Reduction with Carbon
Monoxide,” Metall. Trans. B, Vol. 2, No. 11, 1971, pp. 3083–3090.
55. P. Rosin and E. Rammler, “The Laws Governing the Fineness of Powdered Coal,” J. Inst.
Fuel, Vol. 7, 1933, pp. 29–36.
56. A.O. Gates, "Kick vs. Rittinger: An Experimental Investigation in Rock Crushing
Performed at Purdue University," Trans. AIME, Vol. 52, 1915, pp. 875–909.
57. A.M. Gaudin, “An Investigation of Crushing Phenomena,” Trans. AIME Vol. 73, 1926,
pp. 253–316.
58. R. Schumann, “Principles of Comminution I: Size Distribution and Surface Calculations,”
AIME Technical Publ., No. 1189, 1940, pp. 1–11.
59. R. Sekula, M. Wnek, A. Selinger and M. Wrobel, “Electric arc furnace dust treatment:
investigation on mechanical and magnetic separation methods,” Waste Manage. Res., Vol.
19, 2001, pp. 271–275.
60. M. Cruells, A. Roca and C. Nunez, “Electric arc furnace flue dusts: characterization and
leaching with sulphuric acid,” Hydrometallurgy, Vol. 31, No. 3, 1992, pp. 213–231.
61. S. Brunauer, P.H. Emmett and E. Teller, “Adsorption of Gases in Multimolecular Layers,”
J. Am. Chem. Soc., Vol. 60, No. 2, 1938, pp. 309–319.
62. E.T. Turkdogan, R.G. Olsson and J.V. Vinters, “Pore Characteristics of Carbons,”
Carbon, Vol. 8, No. 4, 1970, pp. 545–564.
63. T.F. Liu, Y.T. Fang and Y. Wang, “An Experimental Investigation into the Gasification
Reactivity of Chars Prepared at High Temperatures,” Fuel, Vol. 87, No. 4–5, 2008, pp.
460–466.

86
64. R.H. Hurt, A.F. Sarofim and J.P. Longwell, “The Role of Microporous Surface Area in
the Gasification of Chars from a Sub-bituminous Coal,” Fuel, Vol. 70, No. 9, 1991, pp.
1079–1082.
65. J.W. Zondlo and M.R. Velez, “Development of surface area and pore structure for
activation of anthracite coal,” Fuel Processing Tech., Vol. 88, No. 4, 2007, pp. 369–374.
66. T. Adschiri, T. Nozaki, T. Furusawa and Z. Zibin, “Characterization of Coal Char
Gasification Rate,” AIChE J., Vol. 37, No. 6, 1991, pp. 897–904.
67. T. Haga, Y. Nishiyama, P.K. Agarwal and J.B. Agnew, “Surface structural changes of
coal upon heat treatment at 200-900°C,” Energy Fuels, Vol. 5, No. 2, 1991, pp. 312–316.
68. F.A.L. Dullien, Porous Media: Fluid Transport and Pore Structure, Academic Press, San
Diego, CA, USA, 1992.
69. N.B. Vargaftik, Y.K. Vinogradov and V.S. Yargin, Handbook of Physical Properties of
Liquids and Gases: Pure Substances and Mixtures, Begell House, New York, NY, USA,
1996.
70. E.W. Washburn, International Critical Tables of Numerical Data, Physics, Chemistry
and Technology (1st Electronic Edition), Knovel, Norwich, New York, NY, USA, 2003.
71. T.R. Marrero and E.A. Mason, “Gaseous Diffusion Coefficients,” J. Phys. Chem. Ref.
Data, Vol. 1, No. 1, 1972, pp. 3–118.
72. W. Sutherland, “LII. The viscosity of gases and molecular force,” Philos. Mag. 5, Vol. 36,
1893, pp. 507–531.
73. R.J. Fruehan, The Making, Shaping and Treating of Steel; Steelmaking and Refining
Volume, Pittsburgh, PA, USA, The AISE Steel Foundation, 1998, p. 590.

87
8 Appendix: Publications and Presentations
8.1 Journal Articles
• Y. Kuwauchi and M. Barati, “A Mathematical Model for Carbothermic Reduction
of Dust–Carbon Composite Agglomerates,” submitted to ISIJ Int., 2012.
8.2 Conference Proceedings
• Y. Kuwauchi and M. Barati, “A Mathematical Model for Carbothermic Reduction
of Dust–Carbon Composite Agglomerates,” Proceedings of the 50th
Conference of
Metallurgists of the Metallurgy and Materials Society of the Canadian Institute of
Mining, Metallurgy and Petroleum, Montreal, Canada, October 2–5, 2011.
• Y. Kuwauchi and M. Barati, “A Mathematical Model for Carbothermic Reduction
of Dust–Carbon Composite Agglomerates,” Proceedings of the AISTech 2012,
Atlanta, USA, May 7–10, 2012.
• Y. Kuwauchi and M. Barati, “A Mathematical Model for Reduction Kinetics of
Zinc and Iron Oxides in Dust–Carbon Composite Agglomerates,” Proceedings of
the 4th
International Conference on Process Development in Iron and Steelmaking
(Scanmet IV), Luleå, Sweden, June 10–13, 2012.
8.3 Other Presentations
• Y. Kuwauchi and M. Barati, “A Mathematical Model for Carbothermic Reduction
of Dust-Carbon Composite Agglomerates,” presented at the 23rd
Canadian
Materials Science Conference, Kelowna, Canada, June 22–24, 2011.
• Y. Kuwauchi and M. Barati, “A Mathematical Model for Carbothermic Reduction
of the Dust–Carbon Composite Agglomerates,” presented at GMSI–COSM–UT2
Graduate Student Workshop, Toronto, Canada, June 9–10, 2011.
• Y. Kuwauchi and M. Barati, “A Mathematical Model for Carbothermic Reduction
of Dust–Carbon Composite Agglomerates,” presented at Graduate Research
Seminar, Department of Materials Science and Engineering, University of
Toronto, Toronto, Canada, October 20, 2011.
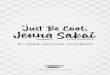







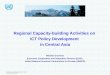

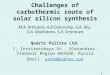
![FICHA TÉCNICA Autora: Michiko Kakutani Copyright © Michiko ... filedo Tesouro dos Estados Unidos], de um dia surgir «um homem sem princípios na vida privada» e de «temperamento](https://img.pdfslide.net/doc/110x75/5e1c51acf511bf56e835c9b0/ficha-tcnica-autora-michiko-kakutani-copyright-michiko-tesouro-dos-estados.jpg)