Embed Size (px)
Citation preview

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A MINŐSÉGMENEDZSMENT ALAPJAI
1
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
BACCALAUREUS SCIENTIÆ TANKÖNYVEK
A SOROZAT KÖTETEI:
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM
GAZDASÁG- ÉS TÁRSADALOMTUDOMÁNYI KAR
Alkalmazott Pedagógia és Pszichológia IntézetErgonómia és Pszichológia Tanszék
JUHÁSZ MÁRTA – TAKÁCS ILDIKÓ (szerk.): PszichológiaMűszaki Pedagógia Tanszék
BENEDEK ANDRÁS (szerk.): Szakképzés-pedagógia
Közgazdaságtudományok IntézetKörnyezetgazdaságtan Tanszék
KÓSI KÁLMÁN – VALKÓ LÁSZLÓ – HERCZEG MÁRTON: Környezetmenedzsment
Társadalomismeret IntézetKognitív Tudományi Tanszék
KOVÁCS ILONA – SZAMARASZ VERA ZOÉ (szerk.): Látás, nyelv, emlékezetSzociológia és Kommunikáció Tanszék
S. NAGY KATALIN (szerk.): SzociológiaHAMP GÁBOR – HORÁNYI ÖZSÉB (szerk.): Társadalmi kommunikáció mérnököknek
Üzleti Tudományok IntézetMenedzsment és Vállalatgazdaságtan Tanszék
TOPÁR JÓZSEF – KÖVESI JÁNOS – ERDEI JÁNOS – TÓTH ZSUZSANNA ESZTER:A minőségmenedzsment alapjai
KOLTAI TAMÁS: TermelésmenedzsmentPénzügy és Számvitel TanszékLAÁB ÁGNES: Számviteli alapok
KARAI ÉVA: Könyvelésmódszertan felsőfokonPÁLINKÓ ÉVA – SZABÓ MÁRTA: Vállalati pénzügyek
Üzleti Jog TanszékSÁRKÖZY TAMÁS (szerk.): Üzleti jog
2
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A MINŐSÉG-MENEDZSMENT
ALAPJAI
Szerkesztette
KÖVESI JÁNOS és TOPÁR JÓZSEF
Írta
ERDEI JÁNOS, KÖVESI JÁNOS,
TOPÁR JÓZSEF és TÓTH ZSUZSANNA ESZTER
T Y P O T E XBudapest, 2006
3
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Budapesti Műszaki és Gazdaságtudományi EgyetemGazdaság- és Társadalomtudományi Kar
Üzleti Tudományok Intézet – Menedzsment és Vállalatgazdaságtan Tanszék
Copyright © Topár József, Kövesi János, Erdei János,Tóth Zsuzsanna Eszter – BME GTK – Typotex, 2006
ISBN 963 9664 11 1ISSN 1787-9655
Témakör: minőségmenedzsment
Kedves Olvasó!Önre gondoltunk, amikor a könyv előkészítésén munkálkodtunk.
Kapcsolatunkat szorosabbra fűzhetjük, ha belép a Typoklubba,ahonnan értesülhet új kiadványainkról, akcióinkról, programjainkról,
és amelyet a www.typotex.hu címen érhet el.Honlapunkon megtalálhatja az egyes könyvekhez tartozó hibajegyzéket is,
mert sajnos hibák olykor előfordulnak.
Kiadja a Budapesti Műszaki és Gazdaságtudományi Egyetem Gazdaság- ésTársadalomtudományi Kar, valamint a Typotex Kiadó, az 1795-ben alapított
Magyar Könyvkiadók és Könyvterjesztők Egyesülésének tagjaFelelős kiadó: Veress József – Votisky Zsuzsa
Felelős szerkesztő: Leiszter AttilaA borítót Tóth Norbert tervezte
Tördelte: Kiss TiborTerjedelem: 15,75 (A/5) ív
Készült a pécsi Bornus NyomdábanFelelős vezető: Borbély Tamás
4
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
TARTALOM
ELŐSZÓ 9
1. FEJEZET. A MINŐSÉGMENEDZSMENT FEJLŐDÉSÉNEK FŐBB SZAKASZAI 131.1 BEVEZETÉS 13
1.2 A MINŐSÉGMENEDZSMENT FEJLŐDÉSÉNEK SZAKASZAI 14
1.2.1 Minőségellenőrzés 14
1.2.2 Minőségszabályozás 15
1.2.3 Minőségügyi (minőségbiztosítási) rendszerek 15
1.2.4 TQM – Total Quality Management 16
1.2.5 Teljes körű minőségszabályozás 18
1.2.6 Minőségbiztosítás 19
1.3 A MINŐSÉGRENDSZEREK FEJLŐDÉSÉBEN KIEMELKEDŐ SZEREPET JÁTSZÓ SZAKEMBEREK 19
1.4 A MINŐSÉG FOGALMA 20
2. FEJEZET. MINŐSÉGMENEDZSMENT-RENDSZEREK 23
3. FEJEZET. AZ ISO 9000-ES SZABVÁNYRENDSZER SZERINTIMINŐSÉGMENEDZSMENT-RENDSZER 29
3.1 AZ ISO 9000-ES SZABVÁNYRENDSZER FONTOSABB JELLEMZŐI 30
3.2 MINŐSÉGHUROK 31
3.3 AZ ISO 9000:2000 SZABVÁNYRENDSZER 32
3.4 AZ ISO 9001:2000 MINŐSÉGMENEDZSMENT-RENDSZER KÖVETELMÉNYEI 35
3.4.1 Általános követelmények 35
3.4.2 A vezetőség felelőssége 37
3.4.3 Erőforrás-gazdálkodás 41
3.4.4 A termék és/vagy szolgáltatás előállítása (létrehozása) 44
3.4.5 Mérés, elemzés és fejlesztés 49
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 554.1 A TQM-MODELL 57
4.1.1 Alapelvek 58
4.1.2 Kiegészítő elemek 59
4.2 MINŐSÉGMENEDZSMENT KONCEPCIÓK ALKALMAZÁSA SZOLGÁLTATÓ SZERVEZETEKNÉL 60
4.2.1 A folyamatszemlélet a minőségjavítási módszerek alkalmazásában 61
4.2.2 A termelő- és nem termelő (szolgáltató-) folyamatok összehasonlítása 62
4.2.3 Mérés három szinten 64
4.3 VEVŐKÖZPONTÚSÁG 65
4.3.1 A vevő azonosítása 65
4.3.2 A vevők elvárásainak megértése 67
4.3.3 A vevők elégedettségét elemző módszerek alkalmazása 73
MM-000.qxd 2006.07.16. 21:58 Page 5
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
6 A MINŐSÉGMENEDZSMENT ALAPJAI
4.4 FOLYAMATOK FOLYAMATOS JAVÍTÁSA 79
4.4.1 Kulcsfontosságú folyamatok menedzselése 79
4.4.2 Hat lépéses folyamatjavítási modell 84
4.4.3 A teljesítmény mérése 96
4.4.4 Az alkalmazás példái 101
4.5 TELJES ELKÖTELEZETTSÉG 102
4.5.1 A vezető szerepe 102
4.5.2 Nagyobb hatáskörrel felruházott alkalmazottak 109
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 1135.1 A MINŐSÉGMENEDZSMENT LEGGYAKRABBAN ALKALMAZOTT PUHA MÓDSZEREI 113
5.1.1 A problémamegoldó módszerek 114
5.1.2 Affinitás-diagram (KJ-diagram) 123
5.1.3 A munkahelyi rend folyamatos fenntartása (5S) 124
5.1.4 Hibafa 124
5.1.5 Folyamatábra 128
5.1.6 Az ok-okozati diagram 132
5.1.7 Pareto-analízis 138
5.1.8 Esettanulmány 142
5.2 A FOLYAMATSZABÁLYOZÁS MÓDSZEREI 147
5.2.1 A statisztikai folyamatszabályozás alapjai 148
5.2.2 Minőségképesség-elemzés 151
5.3 MÉRŐESZKÖZKÉPESSÉG-ELEMZÉS 159
5.3.1 A mérési rendszerek jellemzői 160
5.3.2 Az R&R-vizsgálat 160
5.4 A FOLYAMATOK SZABÁLYOZÁSA 162
5.4.1 A szabályozókártyák fajtái 165
5.4.2 A kártyák tervezése 165
6. FEJEZET. MINŐSÉG ÉS MEGBÍZHATÓSÁG 1736.1 MEGBÍZHATÓSÁG-ELMÉLETI ALAPOK 173
6.2 HIBAMENTESSÉG, JAVÍTHATÓSÁG 176
6.2.1 Nem helyreállítható elemek és rendszerek 176
6.2.2 Megbízhatósági eloszlások 181
6.2.3 Helyreállítható elemek és rendszerek 185
6.3 MEGBÍZHATÓSÁG-ALAPÚ KARBANTARTÁS 190
6.3.1 A karbantartás fejlődési szakaszai 190
6.3.2 A TPM célkitűzése és eszközrendszere 191
6.3.3 Alapvető karbantartási stratégiák 194
6.3.4 Megbízhatóság-alapú kapacitás- és költségtervezés 195
6.3.5 Esetpélda 199
MM-000.qxd 2006.07.16. 21:58 Page 6
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
7. A MINŐSÉGMENEDZSMENT-RENDSZEREK FEJLESZTÉSE 2097.1 A MINŐSÉGMENEDZSMENT-RENDSZEREK KIALAKÍTÁSA ÉS FEJLESZTÉSE, ISO-TQM 209
7.1.1 Az ISO 9000-es szabványrendszer bevezetésével kapcsolatos tapasztalatok 209
7.1.2 A TQM hazai alkalmazásával kapcsolatos tapasztalatok 211
7.2 MINŐSÉGKÖLTSÉGEK 212
7.3 MINŐSÉGDÍJ-MODELLEK 216
7.3.1 Európai Kiválóság Modell (a korábbi Európai Üzleti Kiválóság Modell) 217
7.3.2 EFQM Kiválóság Modell – RADAR 218
7.3.3 AZ EFQM Kiválóság Modell legfontosabb jellemzői és a Nemzeti Minőség Díj 219
7.4 NEMZETI MINŐSÉGI DÍJ A SZERVEZETI KIVÁLÓSÁGÉRT MODELLJÉNEK
KRITÉRIUMRENDSZERE 222
7.4.1 Vezetés (irányítás) 222
7.4.2 Politika és stratégia 222
7.4.3 Emberi erőforrások 223
7.4.4 Partnerkapcsolatok és erőforrások 224
7.4.5 Folyamatok 224
7.4.6 A vevőkkel kapcsolatban elért eredmények 225
7.4.7 A munkatársakkal kapcsolatban elért eredmények 225
7.4.8 A társadalmi megítélés eredményei 226
7.4.9 Kulcsfontosságú eredmények 227
7.5 A VÁLLALATI TELJESÍTMÉNY VIZSGÁLATA A BALANCED SCORECARD MÓDSZERÉVEL 228
8. FEJEZET. MELLÉKLETEK 231
9. FEJEZET. FELHASZNÁLT IRODALOM 241
10. FEJEZET. NÉV- ÉS TÁRGYMUTATÓ 245
TARTALOMJEGYZÉK 7
MM-000.qxd 2006.07.16. 21:58 Page 7
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
MM-000.qxd 2006.07.16. 21:58 Page 8
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Előszó
A felsőoktatási intézmények tanterveiben az utóbbi 10–15 évben jelent meg a mi-nőségmenedzsment önálló tárgyként. A gazdaság és a társadalom részéről meg-fogalmazódott az igény arra, hogy a termelésben már az 1980-as évek végétőlextenzív fejlődést mutató minőségmenedzsment-rendszerek alapjait és legfonto-sabb módszereit ismerő, alapvető kérdéseiben tisztán látó szakembereket képez-zenek a felsőoktatási intézmények.
A termelő szektorokban ma már a minőségmenedzsment-rendszerek alkal-mazása technikai minimumnak tekinthető. A szolgáltató szektorok a ’90-es évekmásodik felétől alkalmazzák széles körben a termelésben kialakult és onnan – szerencsés esetben a szektor sajátosságainak megfelelően – adaptált minőség-menedzsment-rendszereket és az ezek működtetéséhez szükséges módszereket.
A felsőoktatási intézményekben a lineáris képzési rendszerre való áttérés aképzési programok felülvizsgálatát és új szakok alapítását eredményezte. A gaz-dálkodási és a műszaki terület új BA/BSc szakjainak majd’ mindegyike prog-ramjába illesztette a minőségmenedzsment diszciplínáját.
Tanszékünk a Budapesti Műszaki és Gazdaságtudományi Egyetem Üzleti Tu-dományok Intézetének Menedzsment és Vállalatgazdaságtan Tanszéke, amelynekoktatási és kutatási munkájában az elmúlt 30 évben folyamatosan jelen voltak aminőségmenedzsment-rendszerek és -módszerek. Az e területen elért eredménye-ket az is igazolja, hogy amikor az 1990-es évek elején a New York Állami Egyetema korszerű minőségmenedzsment-rendszerek és -módszerek magyarországi al-kalmazására együttműködő partnert keresett, tanszékünkkel alakított ki együtt-működést. 1993-ban alakult meg tanszékünkön e két egyetem együttműködésé-vel, valamint jelentős USA kormánytámogatással a Total Quality ManagementCenter of Excellence. E központ jelentős szerepet vállalt a hazai minőségkultúrafejlesztésében és a hazai TQM Center hálózat megteremtésében.
A jelen könyv anyagának összeállításával a szerzők az e tárgyat tanuló hallga-tók munkáját kívánják támogatni, segíteni. Az elmúlt évek felsőoktatásban szer-zett tapasztalatai azt mutatták, hogy a felsőoktatási intézmények e tárgy oktatá-sára nem rendelkeznek megfelelően kialakított, széles körben elfogadott tan-anyaggal. Ugyanakkor azt tapasztaltuk, hogy a tanszékünk felsőoktatási, vállala-ti és intézményi minőségmenedzsment-rendszerekkel kapcsolatos tapasztalataialapján összeállított, belső használatra készített tananyagokat több intézményben
MM-000.qxd 2006.07.16. 21:58 Page 9
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
is sikerrel használták e témakör oktatásakor. Ezért is vállaltuk, hogy a műszaki ésgazdasági alapképzésben – meggyőződésünk szerint széles körben – használha-tó tananyagot könyv formában megjelentetjük. Ehhez támogatást nyújtott a BMEGazdaság és Társadalomtudományi Kar vezetése is.
A könyv anyagát – hitünk szerint – a felsőoktatási intézmények hallgatóimellett hasznosan forgathatják a gazdaság különböző területein dolgozó, a mi-nőségmenedzsment alapjaival megismerkedni kívánó vezetők és beosztottmunkatársak is. Nem a minőségmenedzsment területén dolgozó szakértőknek,szakembereknek szánjuk a könyvet. Nekik, akik e szakterület aktív művelői,legfeljebb a tárgyalásmód, az egyes kérdések megközelítési módja adhat pluszinformációt.
A könyv első részében a minőségmenedzsment fejlődésének főbb szakaszaités e szakaszok fontosabb jellemzőit tekintjük át annak érdekében, hogy napjainkés a jövő minőségmenedzsment-törekvéseit el tudjuk helyezni a rendszerek kö-zött. A következő fejezet áttekinti a formalizált minőségmenedzsment (minőség-biztosítási) rendszerek fontosabb formáit, szektorspecifikus megoldásait. Eztazért is tartjuk fontosnak, hogy meggyőzzük az olvasót, hogy az ISO 9000-esszabványrendszer mellett még számtalan, egyes szektorokban jobban alkalmaz-ható minőségmenedzsment-rendszerek is rendelkezésre állnak.
A könyv harmadik fejezete a formalizált minőségmenedzsment-rendszerekáltalános követelményeit tekinti át az ISO 9000-es szabványrendszer struktúrá-jának megfelelően. Ezek ismerete nélkülözhetetlen az ilyen rendszerek kialakí-tásához, illetve e rendszerek fejlesztéséhez.
A TQM vezetési filozófia alapjainak és alapvető módszereinek összefoglalá-sával az a célunk, hogy elősegítsük ennek a sikeresen alkalmazható szemlélet-módnak a széleskörű elterjedését. A minőségmenedzsment-rendszerek napja-inkban tapasztalható fejlődése a TQM irányába mutat. Ezt bizonyította az ISO9000-es szabványrendszer 2000-ben kiadott változata is.
A tankönyv 5. fejezete a leggyakrabban alkalmazott minőségmenedzsment-módszereket foglalja össze úgy, hogy a módszereket alkalmazni kívánó olvasótpéldákon keresztül megtanítja az alapvető módszerek alkalmazására a minőség-fejlesztési folyamatokban. A „puha” módszertől eljutunk a „kemény” módsze-rek áttekintéséig. A „kemény” módszerek esetében elsősorban a módszerekhasznára kívánjuk felhívni a figyelmet. Ezek átfogó és megfelelő színvonalú al-kalmazása már szakértői feladat. De fontos, hogy átfogó ismereteink legyenekarról, hogy mikor és miben kérjük az e területen elmélyültebb ismeretekkel ren-delkező szakemberek támogatását.
A minőség és a megbízhatóság kérdése mind a termelő, mind a nem termelőterületeken egymásra épülő kérdés. Ennek alapjait foglalja össze a könyv hato-dik fejezete. A megbízhatósági alapok áttekintését követően a hibamentesség, ajavíthatóság kérdéseinek tárgyalása során a fejezet összefoglalja a megbízható-ság vizsgálatához nélkülözhetetlen legfontosabb eloszlásokat és azok jellemző-it. Emellett részletesen foglalkozunk a TQM-hez szorosan kapcsolódó megbíz-
10 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-000.qxd 2006.07.16. 21:58 Page 10
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
hatóság-alapú karbantartás és a Total Productive Maintenace (TPM) célkitűzésé-vel és eszközrendszerével. A megbízhatóság-alapú kapacitás- és költségtervezésmódszereit konkrét esetpéldán keresztül is bemutatjuk.
Végül a könyv utolsó fejezetében a minőségmenedzsment-rendszerek fej-lesztésének néhány igen fontos kérdését tekintjük át. Összefoglaljuk a rendsze-rek működésének hazai tapasztalatait, bemutatva az ISO 9000 és a TQM alkal-mazásának előnyeit és legfőbb akadályait. Összefoglaljuk a minőségköltséggyűjtésének és elemzésének fontosabb kérdéseit. Végül bemutatjuk a minőség-díj-modellek szerepét a vállalati és intézményi minőségmenedzsment- – és szé-lesebb körben a vezetési – kultúra fejlesztésében, a szervezetek folyamatainakállandó fejlesztésében.
Tudjuk, hogy a könyv szakmai tartalmára is igaz a minőségmenedzsmentegyik fontos alapelve: a folyamatos fejlesztés. Ezért szívesen veszünk mindenolyan észrevételt, javaslatot, amely hozzájárul a könyv tartalmának fejlesztéséhez.
Bízunk abban, hogy a tananyag összeállításával hozzájárulhatunk ahhoz,hogy a felsőoktatási intézmények hallgatói és a gazdaságban dolgozó, a minő-ség iránt érdeklődő szakemberek áttekintő képet kapjanak a minőségmenedzs-ment alapjairól. Így segítve a hallgatók tanulmányait és a minőségkultúra mindszélesebb körben való elterjesztését.
Budapest, 2005. május
A szerzők
ELŐSZÓ 11
MM-000.qxd 2006.07.16. 21:58 Page 11
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
MM-000.qxd 2006.07.16. 21:58 Page 12
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
1. FEJEZET
A minőségmenedzsmentfejlődésének főbb szakaszai
Topár József
1.1 BEVEZETÉS
A minőség, az alkalmasság, a megbízhatóság és tartósság igénye és ezek igazolá-sának gondolata (garancia) egyidős az emberiséggel. Az észak-jemeni (maribi)duzzasztógát építményei, az Egyiptomban fennmaradt piramisok méretei és azépítkezéshez használt márványtömbök csiszolásának méretpontossága, a haszná-latra ma is alkalmas hadiutak bizonyítják, hogy az emberiség már régóta foglalko-zik a termékek minőségével. Az ősi kínai, egyiptomi orvoslásban, az ókori görögés római medicinában is megtalálhatók a minőség biztosítását célzó összehangoltkövetelményrendszerek (szabványok, törvények). Hamurabi (i. e. 1792–1750) tör-vényei már az időszámítás előtti 1700-as években utalnak arra, hogy a termékgyártója miként kényszeríthető az általa elkészített termék minőségének bizonyí-tására (például az építőmester életével és vagyonával felel az általa kivitelezettépület minőségéért). Ismeretesek a Hamurabi-kódexekből a sebészi és orvosi be-avatkozások nem megfelelősége esetére megfogalmazott szankciók is.
A késő középkortól kezdve vált általánossá és fontossá, hogy az eladott ter-mékeket államilag kirendelt alkuszok ellenőrizték, elsősorban a textíliáknál. Ere-detileg a megtermelt mennyiségek ellenőrzése volt a feladatuk, a hasznuk pedigaz, hogy az eladásból származó bevételből részesültek. Dél-Franciaországban azellenőrzést átvették a városi hatóságok, és a megvizsgált darabokat (pl. gyapjú-kendőket) ólomplombával látták el.
A termékek tulajdonságainak ellenőrzése az egyedi, kissorozatú gyártás ide-jén főleg a késztermék mindennapos vizsgálatának formájában valósult meg.
Láthatóan a minőség iránti igény nagyon régi keletű, a minőségmenedzsmentmint tudományág kezdetei a 19–20. század fordulójának környékére nyúlnak visz-sza. Kialakulása a termelési folyamatokhoz kötődik. Ezekben az időkben a minőségbiztosítása inkább csak informális volt, de a nagy gyárakban már minőségügyi szer-vezeteket is találunk. A 20. század első éveiben a vállalatok felépítésében általábanmég nem találunk kizárólag a minőséggel foglalkozó külön szervezeti egységet.
MM-001.qxd 2006.07.16. 22:01 Page 13
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A vállalati és intézményi menedzsmentrendszerek között ma már jelentősszerepet tölt be a minőségmenedzsment. A következőkben a minőségmenedzs-ment-rendszerek kialakulását és fejlődését tekintjük át. Annak bemutatásához,hogy a minőségmenedzsment és az alkalmazott módszerek miként jutottak el ahagyományos ellenőrzéstől odáig, hogy ma már a legmagasabb szintű minőség-kultúrákban a „minőség nem kérdés”, érdemes felvázolni az elmúlt száz évbena minőségkultúrában megtett fejlődési folyamatot.
Ahhoz, hogy a végbement fejlődés jellemző folyamatait áttekintsük, érdemesa minőségmenedzselés fejlődését a fontosabb sajátos jegyek alapján szakaszok-ra bontani. E szakaszokra bontás természetesen mesterséges, a valóságban a sza-kaszok határai nem különíthetők el élesen, de az áttekintést, a fejlődés folyama-tainak megértését segítik. A minőségmenedzsment-rendszerek fejlődése a ter-melőszervezeteknél négy szakaszra bontható.
1.2 A MINŐSÉGMENEDZSMENT FEJLŐDÉSÉNEK SZAKASZAI
1.2.1 Minőségellenőrzés
A F. W. Taylor által kezdeményezett, „tudományos menedzsment” néven ismertmozgalom hatására a tervezés különvált a végrehajtástól. Ekkor kezdtek előszörmenedzselési módszereket használni a hatékonyság növelésére. E folyamat ré-szeként az ipari termelőfolyamatokban a munkavezetők kezéből kivették a vég-termék-ellenőrzési feladatot, és önálló, kiképzett, független minőségellenőröketbíztak meg ezzel a feladattal. A minőségellenőrzés önálló diszciplínává, szakmá-vá vált, amely most először a végtermék ellenőrzésével, minősítésével szabályo-zó elemként a gyártási folyamat elengedhetetlen része lett.
A minőségellenőrzés alapelve, hogy állandóan érvényesüljenek az előre rög-zített minőségi követelmények. Az elsődleges cél a hiba megállapítása; az alkal-mazott módszerek közé tartozik a szabványosítás, mérés. Jellemzője, hogy a mi-nőségellenőrzési részleg (vagy osztály) felelős a minőségért. A minőségellenőr-zés nagy hátránya, hogy egyáltalán nem biztosítja a továbbfejlődést. A termelő-és a minőséggel foglalkozó részlegek között folyamatosan érdekellentétek kelet-keznek. Módszerei elsősorban a hiba megállapítására vonatkoznak a folyamatvégén, így nem nyílik lehetőség a folyamat közbeni visszacsatolásra. Olyan ez,mintha a diákot csak az iskola végén tett vizsgáján ellenőriznénk és minősíte-nénk. További negatívum, hogy a felsőbb vezetők teljesen elszakadnak a minő-ségügyi funkciótól, ezáltal egyre kevesebb információ jut el hozzájuk – krízis-helyzetben így nem rendelkeznek megfelelő ismeretekkel.
14 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-001.qxd 2006.07.16. 22:01 Page 14
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
1.2.2 Minőségszabályozás
Az iparágak többsége a tömegszerű termelés (sorozatgyártás) megindulását kö-vetően került a minőségszabályozás szakaszába.
Fejlődött a technológia, a munkaszervezés, a minőségellenőrzés tudománya.Az ipari termelés tömegszerűségének növekedésével egyre inkább áthelyező-dött a hangsúly a matematikai statisztikai elveken alapuló minőségellenőrzésre.Már a gyártási folyamat közben végeztek a minőségre vonatkozó méréseket, ésa folyamatok szabályozásával biztosították, hogy a termékjellemzők megfelelje-nek az elvárásoknak. Valószínűségelméleti számítások segítségével jutottak elarra a felismerésre, hogy a gyártott mennyiségből kivett minta kiszámítható mó-don reprezentálja a sokaság jellemző tulajdonságait. Nem kellett már mindenegyes gyártott darabot funkcionális vizsgálatnak alávetni annak érdekében,hogy a végellenőrzés rátegye a minősítő bélyegzőt a végtermékre.
A minőségszabályozás fő célja az ellenőrzés és a szabályozás lett. Jellemzőmódon a termelő- és műszaki részlegek felelnek a minőségért. A statisztikaimintavétellel történő minőségszabályozás esetén a minőséget már nemcsak el-lenőrzik, hanem igyekeznek kézben tartani a folyamatot, és szerepet kap a he-lyesbítő tevékenység is.
1.2.3 Minőségügyi (minőségbiztosítási) rendszerek
A minőségbiztosítás vállalaton belüli alrendszerré fejlesztésével az európai válla-latok a minőségügyi rendszerek irányába léptek tovább. A minőségügyi alrend-szerek létrejöttével már nemcsak a termelőrészlegek és -folyamatok foglalkoztaka minőség kérdésével, hanem lényegében vállalati szinten minden folyamat be-vonásra és szabályzásra került, ami kapcsolatba hozható a külső és a belső vevőiigények kielégítésével. A modell középpontjában a működő rendszer szabályo-zottságának megteremtése és működési optimumának elérése áll. Ehhez szüksé-ges a megfelelő minőséginformatikai háttér megteremtése is.
A minőségügyi rendszerek felépítésének sokféle lehetősége ismert, leggyak-rabban az ISO 9000 szabványsorozat alapján szerveződnek. Ezen szabványoktulajdonképpen bizonyos fajta támpontokat, előírásokat adnak a minőségügyirendszerek kialakításához. A rendszer bevezetésével tudatosulnak a minőséggelkapcsolatos tevékenységek. Az ISO 9000 segít abban, hogy az összehangolatla-nul működő – de már jórészt meglévő – rendszerelemek egységes logikai rendszerint kezdjenek el működni, kiküszöbölve ezzel a minőség ingadozását.
Az ISO 9000 szabványrendszernek megfelelő minőségügyi rendszerekkel akésőbbiekben foglalkozunk.
1. FEJEZET. A MINŐSÉGMENEDZSMENT FEJLŐDÉSÉNEK FŐBB SZAKASZAI 15
MM-001.qxd 2006.07.16. 22:01 Page 15
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
1.2.4 TQM – Total Quality Management
A TQM olyan vezetési filozófia és vállalati gyakorlat, amely a szervezet céljai-nak érdekében a leghatékonyabb módon használja fel a szervezet rendelkezésé-re álló emberi és anyagi erőforrásokat. Az Amerikai Egyesült Államokban az1980-as évek közepén fogalmazták meg e vezetési filozófia alapelveit, sok pon-ton a Japánban kialakult minőségmenedzselési módszerekre és szemléletre ala-pozva. A TQM felülről, vezetői szintről kiindulva építkezik. Átfogja az egészszervezet működését; nemcsak a folyamatokra terjed ki, hanem az irányításra ésaz erőforrásokra is. A hangsúlyt a vevői elégedettségre és a szervezeti működésfolyamatos fejlesztésére helyezi.
Gyakran felmerül az a kérdés, hogy mi a különbség az ISO 9000 és a TQM kö-zött. Az ISO 9000 egy vállalati alrendszer, amely a szervezeti egységek munká-jának összehangolásával garantálja a stabil minőséget, a TQM pedig egy irányí-tási, vezetési filozófia, amely támogatja és elősegíti a folyamatos fejlődést.
A TQM vezetési filozófia részletesebb ismertetésére a későbbiekben még visz-szatérünk.
A TQM nem végcél, nem utolsó állomás. Nyilvánvaló, hogy a fejlődés nem állmeg, s további – még fejlettebb – irányzatok fognak kialakulni és teret hódítani. Jóllátható az a trend, amelyben a vállalatok, vállalkozások vezetőitől egyre szélesebblátókörű gondolkodást és mind bonyolultabb vezetői-irányítói eszköztárat kívánmeg az eredményes piaci helytállás. E kiélezett versenyhelyzet közepette a válla-latok maguk is rákényszerülnek arra, hogy meglévő és alkalmazott módszereikettovábbfejlesszék.
A termelővállalatoknál kialakult minőségmenedzsment-rendszerek fonto-sabb jellemzőit az 1.1 táblázatban foglaljuk össze.
16 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-001.qxd 2006.07.16. 22:01 Page 16
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
11..11
ttáábbll
áázzaatt
Am
inős
égm
ened
zsm
ent-
rend
szer
ek f
onto
sabb
jell
emző
i1. FEJEZET. A MINŐSÉGMENEDZSMENT FEJLŐDÉSÉNEK FŐBB SZAKASZAI 17
Els
őd
leg
es c
él
Jell
emző
Am
inő
ség
elé
résé
-n
ek ú
tja
Ate
vék
eny
ség
han
gsú
lya
Mó
dsz
erek
Am
inő
ség
üg
yi
szak
emb
erek
és
asz
erv
ezet
fel
adat
a
Fel
elő
sség
a
min
ősé
gér
t
Am
inő
ség
meg
kö
-ze
líté
se,
ori
entá
ció
Ah
iba
meg
álla
pít
ása
Am
inő
ség
pro
blé
mák
meg
old
ása
Ho
mo
gén
ter
mék
„Sza
bv
ány
osí
tás”
és
mér
és
Ell
enő
rzés
, v
álo
gat
ás,
szám
ítá-
sok
elv
égzé
se,
min
ősí
tés
Am
inő
ség
-ell
enő
rzés
i ré
szle
g
Am
inő
ség
„el
len
őrz
ése”
Ell
enő
rzés
és
szab
ály
ozá
s
Ho
mo
gén
ter
mék
, k
eve-
seb
b e
llen
őrz
és m
elle
tt
Sta
tisz
tik
ai e
szk
özö
k é
ste
chn
ikák
Hib
aelh
árít
ás é
s a
stat
iszt
ikai
mó
dsz
erek
al
kal
maz
ása
Ter
mel
ő-
és e
gy
éb
mű
szak
i ré
szle
gek
Am
inő
ség
„s
zab
ály
ozá
sa”
Öss
zeh
ang
olá
s
Atá
gab
b t
erm
elés
ilá
nc,
hib
ameg
elő
zésr
efó
ku
szál
va
Min
ősé
gp
roje
kte
k
és -
ren
dsz
erek
Min
ősé
gte
rvez
és,
min
ősé
gi
pro
gra
mo
k,
a m
inő
ség
i re
nd
szer
érté
kel
ése
Min
den
rés
zleg
Am
inő
ség
i re
nd
szer
„fel
épít
ése”
és
mű
kö
dte
tése
Str
atég
iai
bef
oly
áso
lás
Min
ősé
g-e
llen
őrz
és
Min
őség
men
edzs
men
t-m
odel
l
Min
ősé
gsz
abál
yo
zás
Min
ősé
gb
izto
sítá
si (
mi-
nő
ség
üg
yi)
ren
dsz
erek
To
tal
Qu
alit
yM
anag
emen
t
Áll
and
ó v
erse
ny
kép
esh
ely
zet
biz
tosí
tása
Ap
iaci
és
fog
yas
ztó
iig
ény
ek
Str
atég
iai
terv
ezés
, a
célo
k r
end
szer
be
fog
-la
lása
, a
telj
es r
end
szer
mo
bil
izál
ása
Am
inő
ség
i cé
lok
ren
dsz
erb
e fo
gla
lása
,o
kta
tás,
tré
nin
gek
,m
ás r
észl
egek
tám
og
a-tá
sa,
min
ősé
gi
pro
gra
-m
ok
ter
vez
ése
Val
amen
ny
i al
kal
ma-
zott
, a
vez
etés
elk
öte
-le
zett
irá
ny
ítás
ával
és
kö
zrem
űk
öd
ésév
el
„Min
ősé
gi”
vez
etés
ire
nd
szer
MM-mellekletek.qxd 2006.07.16. 22:43 Page 1
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A következő, 1.1 ábra a minőségmenedzsment fejlődésének szakaszait mutat-ja be, figyelembe véve az egyes országokban, kontinenseken mutatkozó eltérősajátosságokat is:
Az előző, a négy szakaszt tartalmazó modellel szemben ez a modell hat sza-kaszt különböztet meg. A gyártásközi ellenőrzésből két irányban fejlődött to-vább a minőségügy: megjelent a japán teljes körű minőségszabályozás (TQC)- ésaz európai-amerikai minőségbiztosítás (QA)-irányzat.
1.2.5 Teljes körű minőségszabályozás
A japán modell alapvetően társadalmi hagyományokon alapul. Az általuk meg-valósított teljes körű minőségszabályozás (TQC) során az ötlet, a fejlesztés, agyártás és az értékesítés saját rendszerben valósul meg. A japán minőségfilozófiaegyik alaptétele a tömeges alulról építkezés. Lényege, hogy erősen társadalmialapokon, igen intenzív, életkoronként és rétegenként célzott tömeges képzéssel,oktatással, szemléletformálással teremtik meg a minőségi munka alapjait. A ja-pán modell másik alaptétele a teljes körűség. Ez volt az első tudatos minőség-rendszer, amely túllépett a statisztikai minőségszabályozáson. A fogyasztói igé-nyek kutatását, a gyártástechnológia fejlesztését, a gyártási feltételeket egységbeintegrálta, megteremtve ezzel egy „piactól piacig” terjedő minőségszabályozásirendszert.
18 A MINŐSÉGMENEDZSMENT ALAPJAI
11..11 áábbrraa
MM-001.qxd 2006.07.16. 22:01 Page 18
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
1.2.6 Minőségbiztosítás
Mialatt Japánban a TQC került előtérbe, Európa és az USA más úton indult el. Ahibamegelőző tevékenység szerepének erősödésével már minőségbiztosításról(QA) beszélhetünk. A minőségbiztosítás magasabb szintet jelent, mint az ellen-őrzésre koncentráló minőségellenőrzés és minőségszabályozás, de önmagábanmég nem tekinthető sem minőségügyi rendszernek, sem teljes körű minőségme-nedzsment-rendszernek. Az ellenőrzés a fejlesztési és gyártási folyamat alatt tör-ténik, a súlypont a műszaki területen van. Az alkalmazás területén és nem az al-kalmazott módszerekben tér el lényegesen az 1980-as évek közepétől-végétől al-kalmazott minőségbiztosítási, minőségügyi vagy formalizált minőségmenedzs-ment-rendszerektől.
1.3 A MINŐSÉGRENDSZEREK FEJLŐDÉSÉBEN KIEMELKEDŐ
SZEREPET JÁTSZÓ SZAKEMBEREK
ShewhartWalter A. Shewhart statisztikusként dolgozott. A statisztikai elveken nyugvóminőségellenőrzési rendszerek kialakítása fűződik a nevéhez. A minőségme-nedzsment-módszerek területén az ellenőrzőkártyák elméletének és gyakorlatá-nak alapjai is az ő munkásságához köthetők. Jelentős eredményeket ért el a min-tavételes minőségszabályozási eljárások kidolgozásában. Nevéhez kötődik a fo-lyamatok javítására szolgáló PDCA-ciklus alapjainak megfogalmazása is.
DemingDr. W. Edwards Deming amerikai statisztikus volt. Az 1950-es években japánmérnököket képzett, és a japánok véleménye szerint kiemelkedő szerepe volt ab-ban, hogy országuk a második világháború után ugrásszerű fejlődésnek indult.Deming szerint a minőség elsősorban a felsőbb szintű menedzsment tetteinek ésdöntéseinek, nem pedig a munkások cselekedeteinek a következménye. A me-nedzsment feladata a rendszer szervezése és az általános problémák kezelése, amunkások pedig azokért a speciális hibaokokért felelnek, amelyeket közvetlenülaz ő ténykedésük okoz. A minőség javításának feladatát tehát meg kell osztani akülönböző szintek között. Deming a statisztikai minőségszabályozás (SQC, SPC)megalapozója.
JuranDr. Joseph M. Juran a mai Románia területén született, majd az Egyesült Álla-mokban telepedett le. Deminghez hasonlóan ő is segédkezett a japán ipar szer-kezeti átalakításában. Juran három alapvető folyamatot dokumentált, és ezt al-kalmazta a minőség menedzselésére. A „Juran-trilógia” elemei: minőségtervezés,minőségellenőrzés, minőségfejlesztés. A minőség foganatosításának azt a megköze-
1. FEJEZET. A MINŐSÉGMENEDZSMENT FEJLŐDÉSÉNEK FŐBB SZAKASZAI 19
MM-001.qxd 2006.07.16. 22:01 Page 19
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
lítésmódját javasolta, hogy olyan projekt-teameket kell kijelölni, amelyek felada-ta a minőség javításának elősegítése. Véleménye szerint azért kell a fentieket aközéppontba állítani, hogy a figyelem a minőség javítására összpontosuljon.
CrosbyPhilip B. Crosby pályáját a gyártás területén kezdte. Az ő nevéhez fűződik a„nulla-hiba” program útjára indítása, amely később a kormánypolitika részévévált az USA-ban. Crosbynak a minőséggel kapcsolatos elmélete négy alaptételköré épül: minőségdefiníció, minőségügyi rendszer, nulla-hiba, minőségköltségek. Anégy tétel közül kettőt, a nulla-hibát és a minőségköltségeket különösen nehézvolt a gyakorlatba átültetni. Ezt a két koncepciót nem fogadták el általánosság-ban és sok szervezetben sikertelenül kísérleteztek alkalmazásukkal. – Ennek okagyakran a felső vezetés nem megfelelő elkötelezettsége volt.
FeigenbaumDr. Armand V. Feigenbaum jelentősen hozzájárult a minőségi mozgalom világmé-retű elterjesztéséhez azzal, hogy leszögezte: a minőségért való felelősség túlmutata termelésben érintett osztályokon és részlegeken. Feigenbaum koncepciója sze-rint nem születhet jó minőség, ha a terméket rosszul tervezték, nem a megfelelőmódon és piacokon hozták forgalomba, és nem volt megfelelő a vevővel való bá-násmód. Ezért a szervezet összes területe felelős a minőségért – ez később a teljeskörű minőségszabályozás (TQC) néven vált ismertté. Eredetileg Feigenbaum dol-gozta ki a „minőségköltség”-koncepciót is, amellyel a teljes körű minőségme-nedzsment-rendszer hatékonysága mérhető.
1.4 A MINŐSÉG FOGALMA
A minőséget mint fogalmat számos kiváló elme definiálta. A különböző megha-tározások a hagyományostól egészen a stratégiai jellegűekig terjednek. A hagyo-mányos definíciók többnyire időtállónak, jól konstruáltnak és tartósnak írják kö-rül a jó minőségű árucikket. Napjainkban a stratégiai definíció került az előtérbe:
„A minőség egy alapvető üzleti stratégia, hogy az őt követve készített termé-kek és szolgáltatások teljességgel kielégítsék mind a belső, mind a külső vevő-ket azáltal, hogy megfelelnek a kimondott és kimondatlan elvárásaiknak.”
Azaz röviden:
Minőség = a vevők igényeinek való megfelelés.
Érdemes néhány klasszikusnak számító meghatározással is megismerkedni.
20 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-001.qxd 2006.07.16. 22:01 Page 20
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Feigenbaum szerint a termék és a szolgáltatás minőségét a következők szerinthatározhatjuk meg: a termék és szolgáltatás mindazon értékesítési, tervezési,gyártási és karbantartási jellemzőinek az összessége, amely által a termék ésszolgáltatás a használat során kielégíti a vevő elvárásait.
Crosby szerint a minőség „az igényeknek való megfelelést és nem az elegan-ciát jelenti”.
Ezek a definíciók is mind tartalmazzák a minőség rövid megfogalmazását,mely szerint a minőség a vevő elégedettsége vagy más meghatározás szerint ahasználatra való megfelelés, alkalmasság. Ezek azért stratégiai jellegű meghatá-rozások, mert arra összpontosítanak, hogy megpróbálják megérteni a vevői el-várások teljes körét, miközben a cég a saját szervezetét úgy alakítja, vezeti, hogymindezen elvárásoknak megfeleljen.
Taguchi a minőséget a társadalomnak okozott veszteségként határozza meg.Sokak szerint e definíció negatív köntösben tünteti fel a minőséget. Taguchi sza-vaival élve, minél kisebb a termék társadalomnak okozott vesztesége, annál jobba termék minősége (a társadalom itt vevőt, gyártót jelent).
Garvin a minőség öt jelentősebb megközelítésmódját adja meg, melyek kü-lönböző területeket vizsgálva átfogó képet próbálnak adni a minőség fogalmihátteréről:
Transzcendens: a minőséget csak azután érthetjük meg, miután jó né-hány olyan hatás érte, amelyek nyomán kialakulnak a jellegzetessé-gei. Például egy képzőművész alkotásainak minősége csak akkor vá-lik láthatóvá, amikor már több munkáját is közszemlére tette. Tehát eszerint a minőséget nem lehet definiálni, azt az ember csak akkor is-meri fel, ha látja.Termékalapú: a minőség meghatározott tulajdonság jelenlétén vagy hi-ányán alapszik. Ha valamely tulajdonság kívánatos, akkor az illető tu-lajdonság nagyobb mennyiségű jelenléte esetén a termék vagy szol-gáltatás jó minőségű.Termelésalapú: e szerint a minőség egy adott termék vagy szolgáltatásmegfelelése előre meghatározott kívánalmaknak vagy specifikációk-nak. Ha nem sikerül a kívánalmaknak megfelelni, ez eleve eltérést je-lent, és mint ilyen a minőség hiányát. A megközelítésmód azt jelenti,hogy ha a vevő igényeinek megfelelünk, akkor a vevő elégedett lesz.Felhasználóalapú: a minőség a „néző tekintetében rejlik”. A minőségmeghatározásának egyetlen feltétele az, hogy képesek vagyunk-e avevők igényeit, elvárásait, szükségleteit kielégíteni.Értékalapú: a minőség azt jelenti, hogy meghatározott tulajdonságúterméket vagy szolgáltatást ajánlunk a vevőnek elfogadható költség-gel vagy áron.
1. FEJEZET. A MINŐSÉGMENEDZSMENT FEJLŐDÉSÉNEK FŐBB SZAKASZAI 21
MM-001.qxd 2006.07.16. 22:01 Page 21
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A japán minőségiskolák a minőség négy szintjét határozták meg. Az első szint aszabványnak, előírásnak való megfelelés, a második a vevők ismert igényénekvaló megfelelés, a harmadik szinten már a megfelelő ár–költség-viszony jelentia szabályozó erőt, míg a negyedik szinten dolgozó szervezetek a felhasználóklátens, ki nem mondott igényét célozzák meg. A szintek egymásra épülnek, azátjárhatóságot közöttük a folyamatos javítás biztosítja. Nincs a világon olyanszervezet, amely csak a negyedik szintnek megfelelő terméket, szolgáltatást ál-lít elő. Olyan sajnos van, amelyik csak az első szint elérésére képes. De az tekint-hető életképes szervezetnek, amelyik rendelkezik a negyedik szint elérésének aképességével.
A Juran által megfogalmazott minőség mintegy eszenciája a fenti gondolko-dásnak: „a minőség megfelelés a felhasználó igényeinek”. Ez lényegében azonosaz ISO 9000:2000 szabvány szerinti megfogalmazással: „a minőség annak mérté-ke, hogy mennyire teljesíti a saját jellemzők egy csoportja a követelményeket”.
22 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-001.qxd 2006.07.16. 22:01 Page 22
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
2. FEJEZET
Minőségmenedzsment-rendszerek
Topár József
A következőkben a minőségmenedzsment-rendszerek közül a formalizált rend-szereket tekintjük át röviden – ezeket gyakran minőségügyi vagy, más szóhaszná-lattal, minőségbiztosítási rendszereknek nevezik. Az utóbbi években, elsősorbanaz új ISO 9000:2000 szabványrendszer kiadása kapcsán, e rendszereket – vélemé-nyünk szerint helytelenül – minőségirányítási rendszereknek is hívják. Sajnálatos,hogy az új ISO 9000 szabványrendszer magyar nyelvű kiadása is ezt használja an-nak ellenére, hogy a szabvány eredeti idegen nyelvű változatai a minőségme-nedzsment-rendszer kifejezést használják. A formalizált minőségmenedzsment-rendszerek gyakorlatában az ISO 9000-es rendszerektől független vagy egyes ese-tekben az e rendszerek alapjaira épülő minőségi rendszerek is léteznek. A követ-kező ábrán (2.1 ábra) a minőségi rendszerek kialakulását, fejlődését mutatjuk be.Áttekintjük a különböző szabványok, előírások és kritériumok egyes jellemzőit a„nem létező” és a „világszínvonalú” minőségmenedzsment-rendszerek között:
2.1 ábra
MM-002.qxd 2006.07.16. 22:03 Page 23
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Az ábrán látható rendszerek mindegyikének rövid ismertetését és jellemzőit akövetkezőkben nem tárgyaljuk, csupán néhány rendszer rövid meghatározásá-ra és a fejlődés trendjének elemzésére kívánunk kitérni.
Az előírásoknak való megfelelésTöbb olyan iparág létezik, ahol nem elég csak az állandóan változó vevői igé-nyeknek megfelelni, hanem számos egyéb paramétert is figyelembe kell venni atermék/szolgáltatás előállítása során. Ilyenek lehetnek az adott iparágra vonat-kozó törvényi, jogszabályi előírások, szabványok vagy egyéb külső előírások.De ide sorolható az is, amikor a terméket/szolgáltatást előállító felet egy aláírtszerződés köti, amely előírásszerűen tartalmazza az elvárt minőségi, mennyiségstb. jellemzőket.
GMP (Good Manufacturing Practice)A GMP (Jó Gyártási Gyakorlat) alkalmazása a gyógyszer- és élelmiszeriparbanterjedt el leginkább. A termékbiztonság és az egyenletes termékminőség érdeké-ben alkalmazható módszerek általános gyűjteménye. Ezek közül az adott ter-mékre, technológiára és körülményekre előre meg kell határozni az összes erő-forrást, amelyeket a megfelelő helyen, megfelelő mennyiségben, minőségben,megfelelő időben és a megfelelő tervek szerint kell biztosítani. A GMP két fő ele-me a hatékony gyártási műveletek és a hatékony ellenőrzés, amelyek kiegészí-tik és hatással vannak egymásra. A GMP-hez szorosan kapcsolódik a GHP – JóHigiéniai Gyakorlat, amely biztosítja a tisztasági követelmények betartását mik-robiológiai, kémiai, fizikai és egyéb szempontokból, valamint a GLP – Jó Labo-ratóriumi Gyakorlat, amely biztosítja a termeléstől független, átfogóan megter-vezett és helyesen kivitelezett ellenőrző eljárásokat. A GMP, GHP és GLP alkal-mazása jó kiindulási alapot biztosítanak a gyógyszerfejlesztés és -gyártás részé-re minőségmenedzsment-rendszer kiépítéséhez.
Katonai szabványok, iparági minőségügyi rendszerekA második világháborút követő hidegháborús években az űr- és a hadiipar gyorsfejlődése miatt a maximális megbízhatóság és biztonság iránti elvárás került elő-térbe. A hadiipar egy anyagátvételi és komplex gyártásirányítási és ellenőrzésirendszert dolgozott ki. Az Egyesült Államok Védelmi Minisztériuma (DoD)MIL–Q–9858 és 9858A jelzésekkel ellátott minőségügyi programokat (rendszere-ket) szabvány formában adott ki már 1959-ben és 1963-ban (amelyeket azóta ha-tályon kívül helyeztek). Ez alapján a NATO az AQAP–1 (Allied Quality AssurancePublication 1) jelzéssel 1968-ban publikálta az ipari minőségszabályozási programkövetelményeit. Ennek folyományaként az egyes nagy beszállítók felismerték,hogy a velük szemben megfogalmazott minőségi elvárásokat csak úgy tudják tel-jesíteni, ha maguk is megfogalmazzák elvárásaikat a saját beszállítóikkal szem-ben. Így jöttek létre például a Ford Motor Company Q1 vagy a General MotorsTFE (Targets for Excellence) előírásai.
24 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-002.qxd 2006.07.16. 22:03 Page 24
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
1970-ben a brit Honvédelmi Minisztérium ezt beépítette a DEF/STAN 05-8-nak elkeresztelt minőségbiztosítási szabványába.
ISO 9000 szabványsorozatA katonai szabványokra erősen támaszkodva Nagy-Britanniában dolgozták ki1979-re a BS5750 szabvány első változatát, melyet a szállító és vevő közötti szer-ződéses kapcsolatokon kívül harmadik fél által regisztráltatni lehetett. 1987-re aNemzetközi Szabványosítási Szervezet (ISO) által a BS5750 szabványt alapul vé-ve és kiegészítve nemzeti információkkal kidolgozásra került az ISO 9000 szab-ványsorozat, amely jelenleg az ISO 9000, 9001, 9004 szabványokat tartalmazza. Aszabványsorozat világszerte elfogadásra került. A szabvány előírásait a Nemzet-közi Szabványosítási Szervezet felülvizsgálta, és 1992-ben és 1994-ben az előíráso-kat kisebb mértékben pontosította, módosította. 2000 decemberében a szabvány-rendszer alapos átdolgozását, koncepcionális és strukturális elemeinek megvál-toztatását követően került sor az ISO 9000 szabványcsalád legújabb kiadására.
ISO 9000 szabványsorozat kiegészítésekkelAz ISO 9000 szabványsorozat népszerűségét és fontosságát igazolja, hogy elké-szültét követően az 1990-es években egyre több iparág szakmai testülete adott kiirányelveket a szabvány alkalmazásához (többek között elkészült az EN ISO9001:2000 szabvány értelmezése az egészségügyi szolgáltató szervezetek számá-ra). Számos kapcsolódó szabvány került kiadásra, amely elősegíti az ISO 9001előírásainak értelmezését, teljesebbé teszi az ISO 9000 szabványsorozatot és meg-könnyíti alkalmazását (például az ISO 9000–3:1991 szabvány irányelveket fogal-maz meg az ISO 9001 szabvány alkalmazásához a szoftverfejlesztés, -szállítás, -karbantartás feladatai témájában).
HACCP-rendszerAz élelmiszeriparban a termékbiztonság az elsődleges követelmény, ennek maxi-malizálására dolgozták ki a HACCP (Hazard Analysis Control Point, magyarul Ve-szélyelemzés, Kritikus Szabályozási Pont) módszert. E módszer hét alapelvreépül. Szisztematikus vezetési módszert ad annak érdekében, hogy az élelmiszerekés/vagy az előállítási technológia biztonságát folyamatosan és megelőző jelleggelbiztosítani lehessen. A HACCP strukturált megelőző rendszer a termékbiztonságérdekében a veszélyek azonosítására, értékelésére és kezelésére. A HACCP-elvekbeépítésével készült el és 2005 őszén kiadásra került az ISO 22000 szabvány. Ez aszabvány az élelmiszerláncban részt vevő szervezetek számára olyan egységesminőségmenedzsment-rendszeri követelményeket fogalmaz meg, amelyek ötvö-zik a HACCP és az ISO 9000 szabványrendszer követelményeit.
QS 9000 előírásrendszerA három nagy amerikai autógyártó – General Motors, Ford, Chrysler – által az ISO9000 szabványsorozat alapján kifejlesztett előírásrendszer, amelyet az első szintű
2. FEJEZET. MINŐSÉGMENEDZSMENT-RENDSZEREK 25
MM-002.qxd 2006.07.16. 22:03 Page 25
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
beszállítóiknak kell kiépíteniük. Az előírásrendszer alapvető célja olyan minőség-ügyi rendszer kiépítése, amelynek alapvető céljai a gyártási folyamatok folyama-tos javítása, kiemelten a selejt és a szórás csökkentése a teljes termelői láncban.
A szabvány három fő részből áll. Az első részben az ISO 9000 szabványra ala-puló követelmények találhatók speciális kiegészítésekkel. E rész sok konkrételőírást tartalmaz az alkalmazó minőségügyi rendszerére nézve. A QS 9000szabvány nagymértékben adatokra és az adatokból levont következtetésekre,döntésekre támaszkodik, melyekhez a statisztikai módszerek széles tárháza ke-rül felhasználásra. A második rész az autóipari szektorra vonatkozó specifikuskiegészítéseket tartalmazza. A szabvány harmadik része a vevő-(vásárló-)speci-fikus rész. Itt vevőnként kell más-más előírásokat figyelembe venni.
VDA 6.1A QS 9000 minőségügyi előírásrendszer német megfelelője. Hasonlóan az autó-ipari beszállítókkal kapcsolatos rendszerhez, jórészt konkrét előírásokat fogal-maz meg. Későbbi kiadásának köszönhetően egyes elemeiben már korszerűbb,mint a QS 9000.
ISO TS 16949A Nemzetközi Szabványosítási Szervezet a QS 9000 és a VDA 6.1 követelménye-it, valamint az ISO 9001 szabvány előírásait figyelembe véve készítette el az autó-ipari beszállítókra vonatkozó műszaki irányelvet. Ez az előírásrendszer egysége-síteni igyekszik a különböző országokban kialakított előírásokat az autóipar ésbeszállítói számára. Ma már az utóipari beszállítók mellett az elektronikai ter-mékalkatrészek beszállítói is széles körben alkalmazzák.
AS 9000 szabvány Néhány iparágnak – köztük a repülőgépiparnak – egyik legfontosabb követel-ménye a biztonság, ezért ennek megfelelő, szigorú minőségbiztosítási rendszertigényel. Az AS 9000-t az Amerikai Légügyi Minőségi Társulás fejlesztette ki. Aszabvány a nemzetközi követelményeket, biztonsági és műszaki előírásokat tar-talmazza a légi működés minden területére. Alapja az ISO 9000 szabványsoro-zat, melyből a repülőgépipar teljes körű és egyedi igényei alapján vettek át elő-írásokat a kereskedelmi célú repüléstől a hadiipari alkalmazásokig.
ISO/IEC 17025A vizsgáló- és kalibráló-laboratóriumok felkészültségének általános követelmé-nyeit rögzítik a szabvány előírásai. Régebben e követelményeket az EN 45001szabvány követelményei rögzítették.
ISO 14000 szabványsorozatHangsúlyozni kívánjuk, hogy itt nem minőségügyi rendszert szabályozó szab-ványról van szó. Az ISO 14000-es szabványsorozat, amely a BS7750 alapján készült,
26 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-002.qxd 2006.07.16. 22:03 Page 26
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
a környezeti menedzsmentrendszerek specifikációit, az alapelvekre, rendszerekreés támogató technikákra vonatkozó útmutatókat, továbbá az audittal, a védjegy-használattal kapcsolatos előírásokat tartalmazza. Azért kívánjuk ebben a sorbanmegemlíteni, mert meggyőződésünk, hogy ha egy szervezet a minőségügyi rend-szere mellé környezetmenedzsment-rendszert is működtet, akkor ezt csak szoro-san egymásra építve, lényegében integrált rendszerként érdemes kialakítani.
COMENIUS 2000A közoktatásra kialakított szektorspecifikus minőségügyi rendszer. A rendszerta hazai közoktatás minőségfejlesztése céljával az oktatási kormányzat kezdemé-nyezésére és támogatásával alakították ki. Figyelembe veszi a minőségügyirendszerek és a TQM vezetési filozófia közoktatásra hatékonyan alkalmazhatóelemeit. Napjainkban Közoktatási Minőségfejlesztési Program néven támogatjaa közoktatási intézmények minőségmenedzsment-szemléletének kialakítását ésfejlesztését.
Kórházi Ellátási Standardok (KES)Az egészségügyi ellátórendszerben a kórházak szakmaspecifikus minőségme-nedzsment-rendszerelőírásait tartalmazzák a Kórházi Ellátási Standardok (KES)a TQM vezetési filozófia értékrendjének figyelembe vételével. A standardrend-szer a fekvőbetegeket ellátó intézményeket támogatja a valódi minőségfejlesz-tésben. Általános követelményeket fogalmaznak meg az ellátás folyamataival,részfolyamataival, vezetési feladataival, erőforrásaival és a minőségmenedzs-ment-rendszerrel kapcsolatosan. Az eredményes és hatékony betegellátás arendszer folyamatos nyomon követésével és fejlesztésével biztosítható. A KEStapasztalatai alapján 2005-ben megfogalmazásra kerültek az egészségügyi ellá-tórendszer más területeire vonatkozó standardok is. Így irányelvként az egész-ségügyben dolgozó szervezetek minőségfejlesztését segítik a Járóbeteg-, a Házi-orvosi és a Védőnői Ellátási Standardok.
Common Assesment Framework (CAF) Egységes értékelési keretrendszer. Az Európai Unió országainak közigazgatásiintézményeire kialakított értékelési rendszer, amely az EFQM-modell (minőség-díj- vagy üzleti kiválósági modell) ezen szektorra adaptált változata, ennekmegfelelően az önértékelési modellek közé sorolhatjuk. A CAF-modell egyolyan eszköz, amely a szervezet működését eredményesebbé tevő fejlesztési cé-lok meghatározására használható. A fejlesztéshez a minőségmenedzsment esz-közeinek, technikáinak szisztematikus alkalmazása szükséges. A modell megfe-lelő alkalmazása esetén biztosítja a közigazgatás területén dolgozó szervezetekminőségmenedzsment-rendszerének kialakítását, működtetését és a folyamataikállandó fejlesztését. A CAF-rendszer alkalmazása, az eredmények összehasonlí-tása segít a benchmarking, az egymástól való tanulás folyamatának elindításá-ban és hatékony megvalósításában is.
2. FEJEZET. MINŐSÉGMENEDZSMENT-RENDSZEREK 27
MM-002.qxd 2006.07.16. 22:03 Page 27
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Six Sigma A Six Sigma az utóbbi évek egyik új minőségfejlesztési megközelítése. Elsősor-ban a high-tech vállalatoknál és azok holdudvarában alkalmazzák. Úttörője aMotorola volt, az egyik legjelentősebb alkalmazója pedig a General Electric. ASix Sigma lényegét tekintve a TQM-alapelveket megvalósító mozgalom, vezeté-si filozófia, amely egyben erőteljesen támaszkodik a matematikai statisztikaimódszerekre. Eredetileg gyártó szervezetek alkalmazták, de mára széles körbenalkalmazzák szolgáltató szervezeteknél is.
A 2.1 ábra alapján a következő trendeket figyelhetjük meg a formalizált minőség-menedzsment-rendszerek (minőségbiztosítási, minőségügyi rendszerek) alkal-mazásában és fejlődésében:
a rendszerek alkalmazása a vállalat-, majd szektorspecifikus rendsze-rekkel indult, majd kialakult a bármely intézményre, vállalkozásra al-kalmazható rendszerelőírás (ISO 9000). Ezt követően a szektor sajá-tosságait figyelembe vevő rendszerelőírások (autóipar, távközlés,gyógyszeripar, élelmiszeripar, vendéglátás…) kapnak szerepet;a fejlődés következő szakaszában a rendszerek szakmaspecifikusirányban fejlődnek úgy, hogy erőteljesen megjelennek a TQM vezeté-si filozófia irányába történő elmozdulás elemei. Ez jellemzi az ISO9000:2000 szabványrendszer előírásait is;a rendszerfejlesztésben az alkalmazó szervezetek munkájának elem-zésére és értékelésére megjelennek a TQM vezetési filozófia értékeittartalmazó minőségdíj-modellek, amelyek az önértékelés módszerta-nát helyezik előtérbe;a kiválasztott, az adott szervezetben, intézményben alkalmazott rend-szerelőírások mellett hasznos lehet más rendszerek megközelítéseit isismerni, és egyes elemeit, módszereit felhasználni a szervezet minő-ségmenedzsment-rendszerének fejlesztéséhez.
28 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-002.qxd 2006.07.16. 22:03 Page 28
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
3. FEJEZET
Az ISO 9000-es szabványrendszer szerintiminőségmenedzsment-rendszer
Topár József
A világ legtöbb fejlett országában működik szabványosítással foglalkozó szerve-zet, és ezek tipikusan nem kormányzati irányítás alatt állnak (Non GovernmentalOrganisation, NGO). Magyarország nemzeti szabványosítási szervezete a MagyarSzabványügyi Testület (MSZT). Ezek a nemzeti szervezetek a második világhá-ború után a nemzetközi együttműködés koordinálására nemzetközi szövetsége-ket hoztak létre. Az ISO (International Organization for Standardization) az egyestagállamok nemzeti szabványosítási szerveinek svájci székhelyű nemzetközi szö-vetsége, amely szintén nem kormányzati szervezetként működik. Az ISO külön-böző szervezeti egységekből, úgynevezett műszaki bizottságokból áll (TechnicalCommittee, TC). Ezek közül a TC 176 nevű bizottság foglalkozik a minőségme-nedzsment- és minőségbiztosítási szabványok harmonizálásával, illetve ez a cso-port dolgozta ki az 1987-ben publikált, majd időről időre bővített és átdolgozott9000-es szabványsorozatot. Az Európai Unió vezető szabványosító szervezete aEuropean Committee for Standardization (CEN). 1991-ben a CEN megállapodott azISO-val (Vienna Agreement), hogy az ISO 9000-es szabványsorozatot változatlanformában és műszaki tartalommal átveszi, EN-ISO 9000 jelöléssel. Ezt később aMagyar Szabványügyi Testület is átvette és hivatalos magyar szabványi rangraemelte MSZ-EN-ISO 9000 megnevezéssel (itt az MSZ arra utal, hogy MagyarSzabvány), szintén változatlan formában.
Az ISO 9000-es szabványrendszer első szabványait tehát 1987-ben adta ki aNemzetközi Szabványügyi Szervezet. A szabványrendszer elemei a vállalati mi-nőségügyi rendszerek kialakításának modelljeit és a kialakítás irányelveit tartal-mazzák. A szabványok alapját az amerikai hadiipari szabványokból születettangol szabvány, a BS 5750 képezte. A szabványrendszer egyes elemei az elmúltévek során folyamatosan fejlődtek, újabb elemekkel bővültek, és előírásai a ta-pasztalatok alapján korszerűsítésre, majd átdolgozásra kerültek. Jelenleg az alapszabványok közül a 2000-ben kiadott változat van hatályban. Az ISO 9000-esszabványokat a nemzeti szabványosítással foglalkozó szervezetek nemzeti szab-
MM-003.qxd 2006.07.16. 22:05 Page 29
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
ványként is kiadták. Így itthon e szabványok MSZ-EN-ISO jelzéssel kerültekmagyar nyelven kiadásra.
E szabványok alkalmazása a vállalati minőségügyi rendszerek kialakításárahazai vállalatainknál az 1990-es évek elején kezdődött meg. A szabvány előírá-sait alkalmazó vállalatok és egyéb szervezetek száma az elmúlt években roha-mosan növekedett, és jelenleg már több mint tízezer hazai szervezet rendelkezikISO 9001 szerinti minőségügyi rendszertanúsítással.
3.1 AZ ISO 9000-ES SZABVÁNYRENDSZER FONTOSABB JELLEMZŐI
Az ISO 9000-es szabványcsalád a termelési és szolgáltatási folyamatra vo-natkozó előírásokat fogalmazza meg. Az előírásai alapján kialakított minő-ségügyi rendszer a tág értelemben vett termelő- vagy szolgáltatórendszerreterjed ki.
Rendszerelőírásokat tartalmaz és nem termékszabvány.A szabvány általános követelményeket fogalmaz meg. Nem ad konk-rét előírásokat, technikákat és módszereket. A rendszert minden al-kalmazó a szervezete sajátosságait figyelembe véve alakíthatja ki azáltalános követelmények alapján.A szabvány alkalmazása olyan minőségügyi rendszer kialakításáteredményezi, amely biztosítja a vevő igényeinek pontos meghatáro-zását és kielégítését. A rendszer elemei az alkalmazó szervezet min-den érintett egységénél biztosítják a szervezet összehangolt működé-sét annak érdekében, hogy a vevő az elvárásainak megfelelő terméketkapja meg. Nem világszínvonalú, hanem stabil, megbízható és repro-dukálható terméket biztosít a vevő igényeinek megfelelően.A minőségügyi rendszer előírásai minden, minőséget befolyásoló üz-leti tevékenységtől elvárják a tervezés, ellenőrzés és dokumentálásmegvalósítását. Az ISO 9000-es szabványrendszer szerint kialakított minőségügyi rend-szert harmadik fél – tanúsítószervezetek – az ISO 90001:2000 szabványkövetelményrendszere alapján átvizsgálja. Amennyiben a minőségme-nedzsment-rendszer működése megfelel a szabvány általános követel-ményei alapján megfogalmazott saját követelményeknek, erről tanúsí-tó okiratot állítanak ki. A tanúsítás ténye regisztrálásra kerül.A tanúsítvány megléte erősíti a szervezet piaci pozícióját. A harmadikfél által kiadott tanúsítvány megléte esetén elmarad(-hat) a minőség-ügyi rendszer vevő által elvégzett felülvizsgálata, amely a vevőnélköltségmegtakarítást eredményez.A tanúsított minőségügyi rendszer megléte egyes esetekben a meg-rendelések elnyerésének alapfeltétele.
30 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-003.qxd 2006.07.16. 22:05 Page 30
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A tanúsítványt háromévi érvényességgel állítják ki az erre a feladatraakkreditált tanúsítószervezetek. A rendszer működését e három évközben évente vagy félévente a tanúsítócég ellenőrzi. A tanúsításmegújítható.Tanúsítani a szervezet minőségügyi rendszerét az ISO 9001:2000 szab-vány követelményei szerint lehet.
3.2 MINŐSÉGHUROK
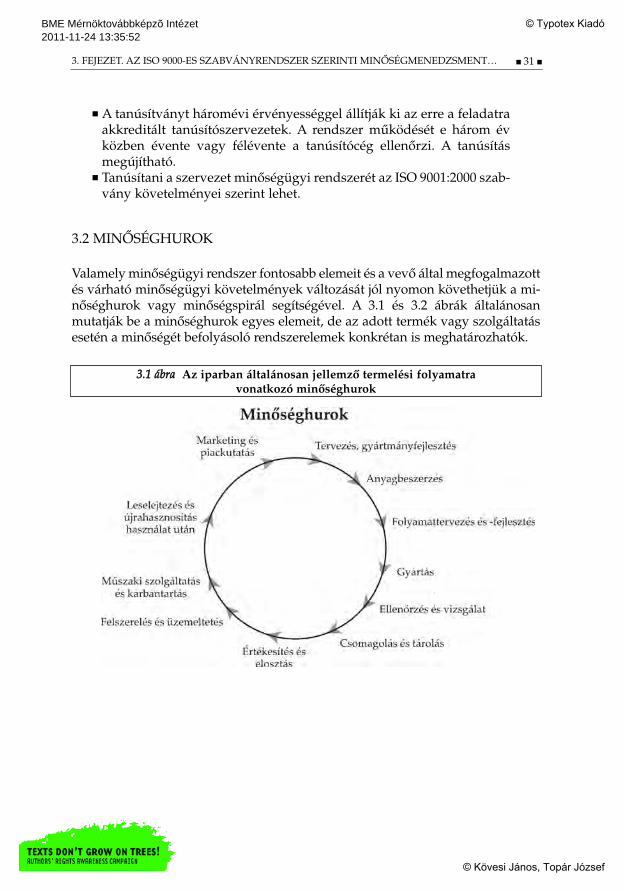
Valamely minőségügyi rendszer fontosabb elemeit és a vevő által megfogalmazottés várható minőségügyi követelmények változását jól nyomon követhetjük a mi-nőséghurok vagy minőségspirál segítségével. A 3.1 és 3.2 ábrák általánosanmutatják be a minőséghurok egyes elemeit, de az adott termék vagy szolgáltatásesetén a minőségét befolyásoló rendszerelemek konkrétan is meghatározhatók.
3. FEJEZET. AZ ISO 9000-ES SZABVÁNYRENDSZER SZERINTI MINŐSÉGMENEDZSMENT… 31
33..11 áábbrraa Az iparban általánosan jellemző termelési folyamatra vonatkozó minőséghurok
MM-003.qxd 2006.07.16. 22:05 Page 31
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
3.3 AZ ISO 9000:2000 SZABVÁNYRENDSZER
Az ISO 9000-es szabványrendszer 2000-ben bevezetésre került új verziója minda tartalmát, mind a szerkezetét tekintve forradalmi változásokat mutat. A szer-kezeti változások között – amelyek nem csupán formai változást jelentenek –említendő, hogy a korábbi 20 fejezet helyett négy érdemi fejezetet tartalmaz:
a vezetés felelőssége;erőforrás-gazdálkodás;a termék és/vagy szolgáltatás előállítása (folyamatmenedzsment);mérés, elemzés és fejlesztés.
A rendszer előírásaiban megfogalmazott szempontok lényegében azokat az ele-meket tartalmazzák, amelyek nélkülözhetetlenek egy jól felépített vállalkozás mű-ködéséhez. A „józan ész” alapján működtetett szervezetek, ha nem is pontosan aszabvány által rögzített struktúrában, de választ keresnek a minőségmenedzs-ment-rendszer követelményeire. Így azt is mondhatjuk, hogy a minőségmenedzs-ment-rendszer követelményei segítenek rendszerbe foglalni mindazt, amit teljesí-tenünk kell abban az esetben, ha sikeres vállalkozást kívánunk működtetni.
32 A MINŐSÉGMENEDZSMENT ALAPJAI
33..22 áábbrraa A szolgáltatási szférára jellemző minőséghurok
MM-003.qxd 2006.07.16. 22:05 Page 32
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A minőségügyi rendszer folyamatábrája a következő (3.3 ábra):
Az új ISO 9001 és ISO 9004 súlypontja a struktúráról a folyamatokra helyeződöttát, és nyolc alapelvre épül. Ezek az alapelvek a következők:
Vevőorientált szervezet: Mivel a szervezet a vevőktől függ, ezért ponto-san tisztában kell lennie a vevők jelenlegi és jövőben várható szükség-leteivel, ki kell elégítenie a vevői követelményeket és elvárásokat.Vezetés: A vezetésnek kell összehangolnia a szervezet céljait egységesegésszé. A vezetésnek kell kialakítania azt a belső munkahelyi kör-nyezetet, amelyben a munkatársak teljes mértékben azonosulni tud-nak a szervezet céljaival, feladataival.A munkatársak részvétele: Ahhoz, hogy a szervezet elérhesse a céljait,működésének minden szintjén legfontosabb részei a munkatársak.Folyamatalapú megközelítés: A kívánt eredmények hatékonyabban elér-hetők, ha a forrásokat és a tevékenységeket folyamatként kezelik.Rendszer-megközelítés és -irányítás: A szervezet hatékonyságát és ered-ményességét javítja az egymással kölcsönhatásban álló folyamatokazonosítása, megértése és irányítása.Folyamatos fejlődés: A szervezet fő célja a folyamatos fejlődés.
3. FEJEZET. AZ ISO 9000-ES SZABVÁNYRENDSZER SZERINTI MINŐSÉGMENEDZSMENT… 33
33..33 áábbrraa
MM-003.qxd 2006.07.16. 22:05 Page 33
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A tényeken alapuló döntéshozatal: A hatékony döntés az adatok és infor-mációk elemzésén alapul.Kölcsönösen előnyös szállítói kapcsolatok: A szervezet és annak szállítóikölcsönösen függnek egymástól, kölcsönösen előnyös együttműködé-sük mindkét fél számára előnyös.
A minőségügyi rendszer követelményeinek elsődleges célja a vevő megelége-dettségének elnyerése azáltal, hogy a rendszer alkalmazása révén kielégítjük avevő követelményeit, a rendszert folyamatosan tökéletesítjük és megelőzzük anem-megfelelőségeket.
A szabvány a szervezetek tevékenységeihez kötődik a vevő követelményei-nek megfogalmazásától kezdve valamennyi minőségügyi rendszerfolyamatonkeresztül a vevő megelégedettségének elnyeréséig.
Az ISO 9001 szabvány általános követelményeket fogalmaz meg, függetlenülaz alkalmazó szervezet szakmai profiljától, nagyságától, hagyományaitól és szer-vezeti kultúrájától. A minőségmenedzsment-rendszer kialakítása azt jelenti, hogya vállalat ezekre az általános követelményekre keresi meg a saját válaszait, alakít-ja ki saját rendszerét.
Az általánosan megfogalmazott cél az, hogy a nemzetközi szabvány vala-mennyi követelményét alkalmazzuk. Ha a vevő követelményei vagy a termékés/vagy szolgáltatás jellege nem kíván meg bizonyos minőségügyi rendszerkö-vetelményeket a szabványban meghatározott folyamatok számára, akkor ezeketa minőségügyi rendszerkövetelményeket ki lehet zárni.
Az ISO 9000:2000-es szabványcsaládot azért dolgozták ki, hogy a különbözőtípusú vagy méretű szervezetnek segítsen eredményes minőségmenedzsment-rendszert bevezetni és működtetni. A szabványrendszer alkalmazásához négyfontos szabvány előírásainak ismerete szükséges.
Az ISO 9000 szabvány az ISO 9000 szabványcsaládnak megfelelőenkialakított minőségmenedzsment-rendszerek alapjait írja le, és defini-álja az e rendszerekben használt terminológiát.Az ISO 9001 szabvány a minőségmenedzsment-rendszerre vonatkozóáltalános követelményeket határozza meg, amelyeket egy szervezetakkor állít fel, ha bizonyítania kell a képességét olyan termékek szol-gáltatására, amelyek kielégítik a vevő és a termékre vonatkozó jogsza-bályok követelményeit, és az a célja, hogy növelje a vevők megelége-dettségét.Az ISO 9004 szabvány a szervezet működésének fejlesztésére, vala-mint a vevők és más érdekelt felek megelégedettségének növeléséread útmutatást.Az ISO 19011 a minőségmenedzsment- és környezetközpontú me-nedzsmentrendszerek auditálásához nyújt alapot.
34 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-003.qxd 2006.07.16. 22:05 Page 34
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Ezek a szabványok együttesen a minőségmenedzsment-rendszerszabványokösszefüggő sorozatát alkotják, amely az alkalmazó szervezeteknek a különbözőüzleti vagy partneri kapcsolatokban megkönnyíti a rendszerek kölcsönös meg-értését és elfogadását.
A következőkben az ISO 9001:2000 és az ISO 9004:2000 szabványok előírásaialapján összefoglaljuk az alkalmazó szervezettel kapcsolatosan megfogalmazottáltalános követelményeket és alapelveket. A követelmények ismertetésénélalapvetően a szabvány struktúráját követjük. Az érdemi fejezetek megfelelnek aszabvány felépítésének, de egyes részletekben eltérünk tőle. A fejezetek számo-zása a tananyag és nem a szabvány fejezeteinek számozását követi.
Hangsúlyozni kívánjuk, hogy bár a leírásban több alkalommal hivatkozunk aszabványra, nem az a célunk, hogy a szabvány előírásait pontosan kövessük, ha-nem az, hogy ezeken keresztül megmutassuk, hogy egy formalizált minőségme-nedzsment-rendszer kialakításakor milyen fontosabb követelményeket szüksé-ges figyelembe venni.
A követelmények megfogalmazásánál felváltva használjuk a vállalat, intéz-mény, szervezet, vállalkozás megnevezéseket, de hangsúlyozni kívánjuk, hogya rendszer követelményei széles körben alkalmazhatók a termelés, a szolgálta-tás és a non profit szervezetek minőségmenedzsment-rendszereinek kialakításá-ra. Természetesen nem minden előírás értelmezhető pontosan az összes szektor-ra, ezekben az esetekben értelemszerűen kell kezelni az előírásokat. Az ISO9001-es szabvány a folyamatok ismeretében lehetőséget ad a rendszer felépíté-sénél egyes előírások kizárására.
3.4 AZ ISO 9001:2000 MINŐSÉGMENEDZSMENT-RENDSZER
KÖVETELMÉNYEI
3.4.1 Általános követelmények
3.4.1.1 A rendszerkialakítás általános követelményeiA minőségmenedzsment-rendszer működtetésének elengedhetetlen feltétele avállalati folyamatok teljes körű feltérképezése, illetve közülük a termék előállí-tására és/vagy a szolgáltatás minőségére bármely módon hatást gyakorlók ki-választása. Az ISO 9001:2000 a folyamatokra összpontosítva határozza meg aminőségügyi rendszer eljárásait, úgy, hogy azok terjedelmét és számát a szerve-zet típusa, mérete, a folyamatok bonyolultsága és kölcsönhatásai, az alkalmazottmódszerek és a munkát végző személyzet szakismerete és képzettsége határoz-zák meg.
A folyamatok és a vevői igények ismeretében a vezetésnek döntenie kell arrólis, hogy hol legyenek a rendszer működésének határai. Lehetősége van arra,hogy a minőségmenedzsment-rendszer előírásait csak a vállalkozás egyes folya-mataira, szervezeti egységeire vagy termékeire/szolgáltatásaira alkalmazza.
3. FEJEZET. AZ ISO 9000-ES SZABVÁNYRENDSZER SZERINTI MINŐSÉGMENEDZSMENT… 35
MM-003.qxd 2006.07.16. 22:05 Page 35
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Követelmény, hogy a minőségre befolyással lévő folyamatok mérését, fel-ügyeletét és elemzését a vállalat vezetése biztosítsa, és az ehhez szükséges erő-és információforrásokat rendelkezésre bocsássa. Célszerű meghatározni mindenfolyamat megfelelő minőségének kritériumát, ám ez önmagában még kevés. A rendszer ugyanis csak akkor fog megfelelően működni, ha azt a módszert ismeghatározzák, amelynek segítségével folyamatosan figyelemmel kísérhető ameghatározott követelmények teljesítése.
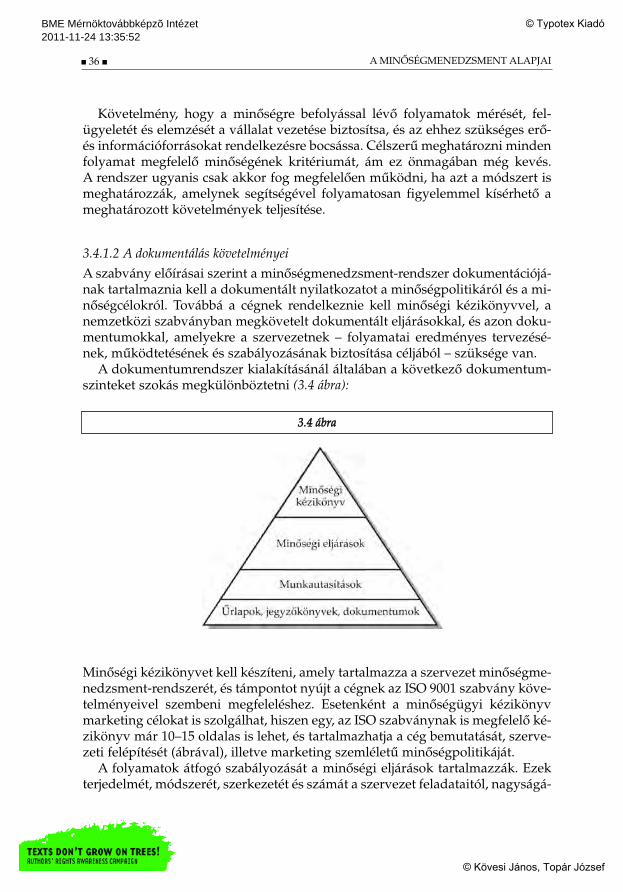
3.4.1.2 A dokumentálás követelményeiA szabvány előírásai szerint a minőségmenedzsment-rendszer dokumentációjá-nak tartalmaznia kell a dokumentált nyilatkozatot a minőségpolitikáról és a mi-nőségcélokról. Továbbá a cégnek rendelkeznie kell minőségi kézikönyvvel, anemzetközi szabványban megkövetelt dokumentált eljárásokkal, és azon doku-mentumokkal, amelyekre a szervezetnek – folyamatai eredményes tervezésé-nek, működtetésének és szabályozásának biztosítása céljából – szüksége van.
A dokumentumrendszer kialakításánál általában a következő dokumentum-szinteket szokás megkülönböztetni (3.4 ábra):
Minőségi kézikönyvet kell készíteni, amely tartalmazza a szervezet minőségme-nedzsment-rendszerét, és támpontot nyújt a cégnek az ISO 9001 szabvány köve-telményeivel szembeni megfeleléshez. Esetenként a minőségügyi kézikönyvmarketing célokat is szolgálhat, hiszen egy, az ISO szabványnak is megfelelő ké-zikönyv már 10–15 oldalas is lehet, és tartalmazhatja a cég bemutatását, szerve-zeti felépítését (ábrával), illetve marketing szemléletű minőségpolitikáját.
A folyamatok átfogó szabályozását a minőségi eljárások tartalmazzák. Ezekterjedelmét, módszerét, szerkezetét és számát a szervezet feladataitól, nagyságá-
36 A MINŐSÉGMENEDZSMENT ALAPJAI
33..44 áábbrraa
MM-003.qxd 2006.07.16. 22:05 Page 36
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
tól és a folyamatokban közreműködő munkatársak szaktudásától függően kellmeghatározni.
Az utasítások (munkautasítások) az adott feladat ellátását szabályozzák(vizsgálati, gyártási, technológiai… utasítások).
Míg az eljárások a folyamatok strukturális szerkezetét írják le, addig a mun-kautasítások a konkrét munkakörök és egyének feladatát rögzítik.
A szabványban megkövetelt módon a minőségügyi feljegyzéseket is meg kellhatározni. Ezek lehetnek űrlapok, jegyzőkönyv-formátumok, feljegyzések és ígytovább. A minőségügyi feljegyzések azonosítási és archiválási rendszerének ki-alakításakor azt kell szem előtt tartani, hogy ezeken keresztül igazolni tudjuk aminőségmenedzsment-rendszer hatékony működését és a termékkel szembentámasztott követelményeknek való megfelelést.
A dokumentumrendszer kialakítása során abból az alapelvből kell kiindulni,hogy a működés biztosítsa a reprodukálható teljesítést, és azt, hogy a folyamat-ban részt vevők mindig azonos és érvényes dokumentumokból dolgozzanak.
A dokumentumrendszert úgy kell kiépíteni, hogy az kezelni tudja a munkaszempontjából fontos „külső” dokumentumokat is (jogszabályok, szabványok,vevő által biztosított dokumentumok stb.).
A rendszer kialakítása során az elektronikus formában létrehozott és tárolt in-formációk is a dokumentumrendszer részét képezik. Az utóbbi években jelentő-sen nőtt azon szervezetek száma, ahol a minőségmenedzsment-rendszer kiala-kításánál és működtetésénél építenek a számítógépes hálózatok adta lehetősé-gek kihasználására is.
Ez a szabványpont meglehetősen sok formális követelményt határoz meg adokumentumok és feljegyzések kezelésével kapcsolatban. Félreértésre adhatokot, hogy a sok előírás miatt többen azt gondolhatják, bonyolult rendszert kellkialakítani a követelmények teljesítésére. Ez nem áll fenn, hiszen kellő odafigye-léssel létrehozható a megfelelő, egyszerű, a szervezet működési módjához és fel-adataihoz illeszkedő dokumentumrendszer és ennek kezelési rendje.
Bármi legyen is a vállalkozás tevékenysége, a jó és hatékony minőségmenedzs-ment-rendszerhez hozzátartozik a megfelelő, naprakész, teljes körű, jóváhagyott,hozzáférhető, visszakereshető, azonosítható és ellenőrzött dokumentáció.
3.4.2 A vezetőség felelőssége
3.4.2.1 A vezetőség elkötelezettségeA szabvány előírásai szerint a felső vezetőségnek ki kell nyilvánítania elkötele-zettségét a rendszer létrehozására és fejlesztésére. Folyamatosan növelnie kellannak eredményességét azáltal, hogy nyilvánvalóvá teszi a szervezet számára avevői, valamint a jogszabályokban és szabályzatokban előírt követelmények tel-jesítésének fontosságát, meghatározza a minőségpolitikát, gondoskodik a minő-ségcélok meghatározásáról, vezetőségi átvizsgálásokat végez és gondoskodik az
3. FEJEZET. AZ ISO 9000-ES SZABVÁNYRENDSZER SZERINTI MINŐSÉGMENEDZSMENT… 37
MM-003.qxd 2006.07.16. 22:05 Page 37
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
erőforrásokról. A felső vezetés elkötelezettsége és aktív részvétele azért is ki-emelten fontos, mert nélküle nem lehet elképzelni a minőségmenedzsment sze-repének át/felértékelődését.
A felső vezetőség aktív részvétele lényeges feltétel, hogy hatékony és eredmé-nyes minőségmenedzsment-rendszerről beszélhessünk, mely minden érdekeltfél számára előnyökkel jár. A felső vezetőség részéről példamutatásra és a szer-vezet oly módon történő kialakítására van szükség, hogy a dolgozók számáramotivációt jelentsen részt venni a döntésekben, fejlesztésekben, illetve magábana rendszer működtetésében. Az elkötelezettséget sokféleképpen lehet bizonyíta-ni, többek között olyan munkahelyi környezet kialakításával, ahol a munkatár-sak ösztönözve érzik magukat a minőségi munkára, az előírásoknak való meg-felelésre.
A vezetői elkötelezettség fokmérője, hogy mennyire értette meg és tette ma-gáévá a vezetőség az ISO 9001:2000-es szabványcsalád alapelveit. Ezeknek azalapelveknek a vállalati folyamatokba történő beépülését kell megvizsgálnunk,ha egy vállalkozás minőségügyi rendszerét elemezzük.
A vezetőség határozza meg a szervezet működésének méréséhez alkalmazan-dó módszereket is azért, hogy ellenőrizni lehessen a tervezett célok elérését.
3.4.2.2 Az érdekelt felek igényei és elvárásaiMinden szervezetnek vannak érdekelt felei, és minden félnek megvannak a ma-ga igényei és elvárásai.
A szervezet érdekelt felei lehetnek többek között: a vevők és végső felhaszná-lók, a szervezet munkatársai, a tulajdonosok/befektetők (például részvényesek,egyének vagy csoportok, köztük az állami szektor is, mindazok, akik a szervezetdolgaiban konkrétan érdekelve vannak), a (be)szállítók és partnerek, valamint atársadalom mint közösség, és a nagyközönség, akiket érintenek a szervezet dolgaivagy termékei.
Igények és elvárásokA szervezet sikere attól függ, hogy megérti- és kielégíti-e a vevők és a végső fel-használók mai és jövőbeni igényeit és elvárásait, valamint megérti- és figyelem-be veszi-e ugyanezeket más érdekelt felek tekintetében. A vezetőség törekedjenminden érdekelt fél elvárásainak megismerésére, teljesítésére.
Jogszabályok és más külső követelményekA vezetőségnek kell gondoskodnia arról, hogy a szervezet ismerje a termékeire,folyamataira és tevékenységeire vonatkozó jogszabályok és más szabályzatokkövetelményeit, és a minőségmenedzsment-rendszerbe annak részeként vegyefel az ilyen követelményeket.
38 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-003.qxd 2006.07.16. 22:05 Page 38
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
3.4.2.3 MinőségpolitikaA vezetőség feladata olyan minőségpolitika kialakítása, mely megfelel a szerve-zet céljainak, miközben a minőségmenedzsment-rendszer eredményességénekfolyamatos növelése iránti elkötelezettséget is biztosítja, és keretül szolgál a mi-nőségcélok kitűzéséhez és átvizsgálásához. Követelmény, hogy a szervezet mi-nőségpolitikája legyen a szervezet általános politikájával és stratégiájával egyen-rangú, azzal annak összehangolt része. A minőségpolitika tehát középtávú stra-tégiát jelöl ki, 3–5 évre vonatkozóan. Ezen alapulnak az éves minőségcélok, ame-lyek segítenek elérni a minőségpolitikában megfogalmazottakat.
A cég összes munkatársának (a beosztott munkatársaknak is) ismerniük kella szervezet minőségpolitikáját, és tudniuk kell, hogy abból mi vonatkozik rájuk.
3.4.2.4 MinőségtervezésMinőségcélokA szervezet vezetőségének gondoskodnia kell arról, hogy a minőségcélokat aszervezet minden érintett területe és szintje számára kitűzzék. A minőségügyi cé-loknak tartalmazniuk kell minden olyan célt, amely szükséges ahhoz, hogy a ter-mékekkel és/vagy szolgáltatásokkal szemben támasztott követelmények telje-süljenek. A minőségcélok legyenek mérhetők és álljanak összhangban a minőség-politikával. A célokat rendszeresen vizsgálják át és szükség szerint módosítsák.
Az ISO 9001:2000-es szabvány minőségcélokat leíró fejezetének alkalmazásaa jól működő minőségmenedzsment-rendszerek esetén is a problematikus terü-letek közé sorolható, annak ellenére, hogy a folyamatos fejlesztés kiindulópont-ját kell(ene) képeznie.
MinőségtervezésA szervezetnek a minőségügyi célok elérése érdekében meg kell határoznia ésmeg kell terveznie a tevékenységeket és a hozzájuk szükséges forrásokat. Enneka tervezésnek összhangban kell lennie a minőségügyi rendszer többi követelmé-nyével, és az eredményeket dokumentálni kell.
A minőségtervezésnek különösen akkor van jelentős szerepe, ha a szervezet-nek olyan feladatokat kell megfelelő minőségben teljesítenie, amelyekhez aszükséges folyamatok a működő minőségmenedzsment-rendszerben nem sza-bályozottak.
3.4.2.5 Felelősség, hatáskör és kommunikációFelelősség és hatáskörA vállalkozásban közreműködőket, résztvevőket és egymás közti kapcsolatai-kat, felelősségüket és hatáskörüket a minőségügyi rendszer hatékony működé-se érdekében meg kell határozni, és ezeket ismertetni kell a szervezet érintettszintjeivel.
3. FEJEZET. AZ ISO 9000-ES SZABVÁNYRENDSZER SZERINTI MINŐSÉGMENEDZSMENT… 39
MM-003.qxd 2006.07.16. 22:05 Page 39
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A szervezet munkatársai kapjanak olyan felelősségi köröket és hatáskört,hogy képesek legyenek hozzájárulni a minőségcélok eléréséhez, és kialakuljon arészvételük, a motiváltságuk és az elkötelezettségük.
A vezetőség megbízottjaA felső vezetésnek ki kell neveznie a vállalatvezetés egy vagy több tagját, akikbeosztásuktól függetlenül meghatározott hatáskörrel kell rendelkezzenek a kö-vetkező kérdésekben:
annak biztosítására, hogy a minőségügyi rendszert bevezessék ésfenntartsák a szabvány követelményeivel összhangban;jelentések, elemzések készítésére a vezetés felé a minőségügyi rendszerműködéséről, javaslatok kidolgozására a rendszer és elemei fejleszté-séhez;a vevők követelményeinek tudatosítására a szervezeten belül.
A vezetőség megbízottjának (minőségügyi vezető, igazgató, megbízott) a felada-ta a minőségügyi rendszert érintő ügyekben a kapcsolattartás a külső felekkel.
KommunikációA szervezet felső vezetősége határozzon meg és vezessen be eredményes és ha-tékony folyamatot a minőségpolitika, a követelmények, a célok és a teljesítésekközzétételéhez. Az ilyen tájékoztatás hozzásegíthet a szervezet működésénekfejlesztéséhez, és közvetlenül bevonja a munkatársakat a minőségcélok elérésé-be. A vezetőség aktívan ösztönözze a szervezet munkatársainak visszajelzéseités közléseit, mert ez is eszköz az ő bevonásukhoz.
3.4.2.6 Vezetőségi átvizsgálásA vezetőségnek gondoskodnia kell arról, hogy meghatározott időközönként aminőségügyi rendszer átvizsgálásra kerüljön, ezzel biztosítva annak alkalmassá-gát, megfelelőségét és hatékonyságát. Az átvizsgálás során ki kell értékelni a ta-pasztalatokat, és dönteni kell a minőségügyi rendszer, a minőségpolitika és a minőségcélok esetleges módosításáról. A szabvány fejezetei pontosan leírják avezetőségi átvizsgálás kötelező bemenő adatait (audit eredmények, vevői vissza-jelzések, a termék- és folyamatjellemzők mérőszámai, a helyesbítő és megelőzőtevékenység tapasztalatai, az előző felülvizsgálat eredményei…). Fontos kiemel-ni viszont, hogy a szabvány előírja az átvizsgálás eredményeinek kiértékelését,azok alapján új célok kitűzését, és ahhoz tervek (stratégiai, beruházási, humán-politikai, intézkedési…) kidolgozását. A vezetőségi átvizsgálás eredményeirőlminőségügyi feljegyzést kell készíteni.
40 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-003.qxd 2006.07.16. 22:05 Page 40
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
3.4.3 Erőforrás-gazdálkodás
3.4.3.1 Általános követelményekA minőségmenedzsment-rendszer működéséhez szükségünk van különbözőerőforrásokra. A vezetésnek gondoskodnia kell arról, hogy a szervezet stratégi-ájának bevezetéséhez és céljainak eléréséhez elengedhetetlenül szükséges erő-forrásokat meghatározzák, és törekedjenek a használatukhoz szükséges feltéte-lek megteremtésére, illetve fenntartására. Az erőforrások alatt az emberi erőfor-rásokat, az infrastruktúrát, a munkakörnyezetet, az információt, a beszállítókatés egyéb partnereket, a természeti és pénzügyi erőforrásokat értjük. Megjegyez-zük, hogy az első hármat (a humán erőforrást, az infrastruktúrát és a munkahe-lyi környezetet) az ISO 9001-es előírás általános követelményként tartalmazza, atöbbit pedig az ISO 9004-es szabvány írja le. Egy jó és hatékony minőségme-nedzsment-rendszer működtetéséhez ez utóbbiakkal is természetesen foglal-kozni kell, hiszen az élet/piac megköveteli őket.
Az erőforrások menedzselésekor igen sokrétű feladattal állunk szemben.Mindamellett, hogy természetesen az erőforrások eredményes, hatékony, kellőidőben és mennyiségben való rendelkezésre bocsátását biztosítani kell, figye-lembe kell venni a lehetőségeket és a korlátokat is. Külön módszereket igényel-nek az olyan nem kézzel fogható erőforrások, mint például a szellemi tulajdon,a vállalati know-how vagy a kapcsolati tőke. Az erőforrások menedzselésébenfontos feladat ezek innovatív jellegének megtartása/erősítése, a folyamatos fej-lesztés erőforrásokkal való segítése, a használatuk következményeivel való szá-molás (például a környezetvédelmi előírások miatt) vagy a velük szemben meg-nyilvánuló jövőbeli igény prognosztizálása.
3.4.3.2 Emberi erőforrásokA személyzet kijelöléseA vezetőség biztosítsa, hogy a szervezet eredményes és hatékony működéséhezrendelkezésre álljanak a kellő felkészültséggel rendelkező munkatársak (alap-képzettség, szakképzettség, szakértelem és szakmai gyakorlat). A vezetés rend-szeresen végezzen elemzéseket a jelenlegi és a várható ismeretekkel, képessé-gekkel és készségekkel kapcsolatosan. Indokolt esetekben hozzon intézkedése-ket a szükséges munkaerő-összetétel biztosítása érdekében.
Ehhez a személyzet illetékessége (kompetenciája), megfelelő oktatása, képzé-se, minősítése és tudatossága szükséges. A megfelelő minőségi termék/szolgál-tatás előállításának/nyújtásának egyik alapfeltétele a feladatokat magas színvo-nalon végző munkatársi csapat kialakítása.
Szakmai illetékesség (kompetencia), oktatás, minősítés és tudatosságAz előző pontban megfogalmazott célok elérése érdekében a vállalkozásnálmegfelelő oktatási, képzési rendszert szükséges működtetni. A képzési rend-
3. FEJEZET. AZ ISO 9000-ES SZABVÁNYRENDSZER SZERINTI MINŐSÉGMENEDZSMENT… 41
MM-003.qxd 2006.07.16. 22:05 Page 41
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
szerben határozzák meg a képzési igényeket és az ezeknek megfelelő képzésekszervezési feladatait. A minőségmenedzsment-rendszer nem csupán a minőségiismeretek oktatásával, hanem a hatékony munkavégzéshez szükséges szakmaiés egyéb (munkavédelmi, tűzvédelmi…) ismeretek biztosításával is foglalkozik. A képzési feladatok szabályozása minimum a következő két területre kiterjed:
a belépő dolgozók a szervezet szakmai és szervezeti rendszerébe va-ló beillesztésével kapcsolatos oktatási rendszer;a meglévő munkatársak ismereteit biztosító képzési, továbbképzésirendszer.
A rendszer értékelje a képzések hatékonyságának meghatározott időközökbentörténő felmérését és kiértékelését is.
A szervezetnek eljárásokat kell készítenie és fenntartania annak érdekében,hogy dolgozóival minden feladatkörben és szinten tudatosítsa:
a minőségpolitika és a minőségügyi rendszer által előírt követelmé-nyek betartásának fontosságát;a munkavégzési tevékenységek jelentős kihatását a tényleges vagy le-hetséges minőségre;a jobb személyes teljesítményből eredő előnyöket;szerepüket és felelősségüket a minőségpolitika, az eljárások és a minő-ségügyi rendszer által előírt követelmények betartásának elérésében;a meghatározott eljárások be nem tartásának lehetséges következmé-nyeit.
3.4.3.3 InfrastruktúraAz ISO-szabvány előírja, hogy létre kell hozni és fenn kell tartani a termék/szol-gáltatás megfelelő voltának eléréséhez szükséges infrastruktúrát. Ez a szükségesmunkaterület, létesítmények, berendezések, hardverek és szoftverek, a karban-tartás és a támogató szolgáltatások meghatározását, megvalósítását és fenntar-tását tartalmazza. Az infrastruktúra minden elemére meg kell fogalmazni ahasználatával elérendő célt, a működtetés módját, a használhatóság kritériuma-it (ez alapján a felújítás, karbantartás módszereit), a költségelemeket, továbbá abiztonsággal, védelemmel kapcsolatos tényezőket és faktorokat.
3.4.3.4 Munkahelyi környezetAmi a munkahelyi környezeti tényezőket illeti, a szabvány előírja, hogy a termék-megfelelőség eléréséhez a munkakörnyezet összes emberi és fizikai tényezőit megkell határozni és figyelemmel kell kísérni. A megfelelő munkahelyi környezet ki-alakítása általában infrastrukturális beruházást igényel, amely nem hoz közvetlen
42 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-003.qxd 2006.07.16. 22:05 Page 42
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
nyereséget, így akár felesleges beruházásnak is tekinthető. Rendkívül fontos azon-ban tudatni a vezetőséggel, hogy a megfelelő munkakörnyezetben a munkatársa-ink is hatékonyabban, motiváltabban dolgoznak. A megfelelő munkakörnyezet ál-talános megelégedettséget eredményez, hozzájárul a minőségi munkavégzéshez,és ilyen módon a munkatársak és ügyfelek a cég jó hírét keltik környezetükben,azaz a szervezet a társadalmi rétegek szemében is kivívja az elismerést.
3.4.3.5 InformációA szervezet a hatékony működéséhez és a folyamatos fejlesztés feltételeihez cél-szerűen határozza meg azokat az információkat, amelyek a folyamatok vezeté-séhez és a termékek és/vagy szolgáltatások megfelelőségének biztosításáhozszükségesek. A szabályozott folyamatoknak biztosítaniuk kell az információhoztörténő hozzáférést és annak védelmét is.
3.4.3.6 Beszállítók és partnerek
A szervezet a beszállítókkal és partnerekkel kialakított, az egyértelmű és nyíltkommunikációt elősegítő és megkönnyítő, valamint az értéktermelő folyamato-kat fejlesztő kapcsolatokat a szervezet előnyeire fordítja.
3.4.3.7 Természeti erőforrásokA minőségügyi rendszer kialakítása és működtetése kapcsán a szervezet mérle-gelje a teljesítményére ható természeti erőforrásokkal kapcsolatos kérdéseket is.Célszerű megfontolni azoknak a természeti erőforrásoknak a „kezelését”, ame-lyek befolyásolhatják a szervezet működését. Bár az ilyen erőforrások gyakrannincsenek a szervezet közvetlen ellenőrzése alatt, jelentős pozitív vagy negatívhatásuk lehet a szervezet eredményeire. A szervezetnek legyenek a rendkívüliesetekre vonatkozó tervei arra nézve, hogy a vállalat működésében hogyan le-het elkerülni vagy a lehető legkisebbre csökkenteni az általuk okozott negatívhatásokat.
3.4.3.8 PénzügyekA vezetésnek célszerű megterveznie, elérhetővé tennie és ellenőriznie a minő-ségmenedzsment-rendszer megvalósításához és fenntartásához, valamint aszervezet céljainak eléréséhez szükséges pénzügyi erőforrásokat. A minőség-ügyi rendszer eredményessége és hatékonysága nagyban befolyásolja a szerve-zet pénzügyi eredményeit.
Az erőforrásokkal való gazdálkodás ölelje fel azokat a tevékenységeket, ame-lyek meghatározzák a pénzügyi erőforrások iránti igényeket és ezek beszerezhe-tőségét. A pénzügyi erőforrások kezelése térjen ki azokra a tevékenységekre,
3. FEJEZET. AZ ISO 9000-ES SZABVÁNYRENDSZER SZERINTI MINŐSÉGMENEDZSMENT… 43
MM-003.qxd 2006.07.16. 22:05 Page 43
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
amelyek összehasonlítják a tényleges felhasználást a tervezettel, valamint aszükséges intézkedések megtételére.
A vezetőség tervezze meg, bocsássa rendelkezésre és tartsa ellenőrzése alattazokat a pénzügyi erőforrásokat, amelyek szükségesek egy eredményes és haté-kony minőségmenedzsment-rendszer bevezetéséhez és fenntartásához, vala-mint a szervezet céljainak eléréséhez. A vezetőség vegye fontolóra a szervezetiműködés fejlesztésének támogatására és ösztönzésére alkalmas innovatív pénz-ügyi módszerek kidolgozását is.
3.4.4 A termék és/vagy szolgáltatás előállítása (létrehozása)
3.4.4.1 Általános követelményekA minőségmenedzsment-rendszer kialakításának egyik legfontosabb alapelve afolyamatszemlélet, azaz a szervezeteknek meg kell tervezniük és ki kell alakíta-niuk mindazon folyamataik rendszerét, amelyek a termék/szolgáltatás előállítá-sához szükségesek. Ezt a rendszert az összes folyamattal összhangban kell meg-tervezni. A rendszer kiépítése során tehát kulcskérdés a folyamatok megfelelőazonosítása. A tapasztalatok azt mutatják, előfordul, hogy egy szervezet ugyanmegérti a folyamatszemléletű működés alapelveit, de a korábban begyökerezett,feladatközpontú szervezeti felépítést és működést ilyen-olyan érdekek miattnem szüntette meg. Ezért aztán a működés, valamint a felelősségek és hatáskö-rök rendszere a kettős szemlélet egyidejű megléte miatt fölöslegesen bonyolult-tá válik. A folyamatok megfelelő kézben tartásához mindenképpen megfelelőcsoportosításra, osztályozásra van szükség.
Mindezeken túlmenően a vállalatoknak érdemes kicsit önállóan is megvizs-gálniuk egyes folyamataikat. Célszerű meghatározni minden folyamat megfele-lő minőségének kritériumait, vagyis azokat a minimális követelményeket, ame-lyektől az adott folyamat megfelelő minőségűnek tekinthető. Ez azonban önma-gában még kevés. A minőségi rendszer akkor fog megfelelően működni, ha az amódszer is meghatározásra kerül, amelynek segítségével állandóan figyelem-mel lehet kísérni a folyamatokra meghatározott követelmények teljesülését.
A fenti célok elérése érdekében a szervezetnek meg kell határoznia, hogy min-den egyes folyamat hogyan befolyásolja azt a képességet, hogy a termékekés/vagy szolgáltatások a velük szemben támasztott követelményeket kielégítsék.
Ehhez:
a folyamatokhoz olyan módszereket és gyakorlatot alkalmazzon,hogy ezek következetes működését elérje;a folyamatszabályozás olyan kritériumait és módszereit határozzameg és alkalmazza, hogy elérje, hogy a termékek és/vagy szolgáltatá-sok kielégítsék a vevői követelményeket;
44 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-003.qxd 2006.07.16. 22:05 Page 44
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
ellenőrizze, hogy a folyamatok képesek-e úgy működni, hogy teljesít-sék a velük szemben támasztott követelményeket;olyan mérési, megfigyelő és nyomon követő intézkedéseket határoz-zon meg és vezessen be, amelyek a folyamatok állandó működéseközben biztosítják azt, hogy elérik a tervezett eredményt; a folyamatok hatékony működésének és megfigyelésének támogatá-sához biztosítsa a szükséges információk és adatok rendelkezésre ál-lását;vezessen minőségügyi nyilvántartást a folyamatszabályozási intézke-dések eredményeiről, hogy ezzel bizonyítékát szolgáltassa a folyama-tok hatékony működésének.
3.4.4.2 A vevővel (érdekelt felekkel) kapcsolatos folyamatok (az értékesítési folyamat)A szervezet határozzon meg kölcsönösen elfogadható folyamatokat a vevőivelés más érdekelt felekkel folytatandó kapcsolatra. E folyamatok biztosítsák, hogyaz érdekelt felek igényeit és elvárásait megfelelően megértsék, és ezeket a szer-vezet számára követelményekké alakítsák át.
Vezessenek be megfelelő módszert arra, hogy meghatározzák és megismerjéka vevők termékkel szemben támasztott követelményeit, majd a megszerzett in-formációkat megfelelően használják fel a rendszer fejlesztéséhez. Nemcsak a ki-mondott igényekről van szó, hanem a vevő által meg nem határozott olyan kö-vetelményekről is, amelyek a használathoz szükségesek, vagy a kiszállítással,rendelkezésre állással, terméktámogatással (például vevőszolgálat, garancia)kapcsolatosak. A teljes rendelési-kézbesítési folyamatra, illetve a későbbi vevőtá-mogatásra, vevőértékelésre is létre kell hozni azon feltételeket, amelyek lehetővéteszik a minél szélesebb körű kapcsolattartást. A legelső telefonbeszélgetéstől avásárlást akár évekkel is követő látogatásokig, elégedettség-elemzésekig min-denre gondolni kell. A cél a vevők kimondott, elvárt és lappangó igényeinek, kö-vetelményeinek eredményes kielégítése ezzel a vevői kapcsolattartási rendszer-rel. Gondolni kell továbbá a jogszabályi előírásokra, illetve a vevővel szembenikötelezettségekre, felelősségvállalásra is. Szabályozni szükséges az ajánlatadás (-készítés) és a szerződéskötés folyamatát és követelményeit.
A felmerült követelményeket értékelni kell. Egyrészt fontos a rendelés doku-mentáltsága, rögzítettsége, az ellentmondások elkerülése, a termékkel szembentámasztott igények pontos leírása, másrészt megvalósíthatósági elemzéseketkell készíteni műszakilag, gazdaságilag, minőségileg. Az esetleges félreértése-ket, nem világos követelményeket át kell vizsgálni, mielőtt a szerződés megkö-tésre kerül.
3. FEJEZET. AZ ISO 9000-ES SZABVÁNYRENDSZER SZERINTI MINŐSÉGMENEDZSMENT… 45
MM-003.qxd 2006.07.16. 22:05 Page 45
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
3.4.4.3 A tervezés és/vagy fejlesztés
A szabvány előírja, hogy a szervezetnek meg kell terveznie és ellenőriznie kell atermék (szolgáltatás) tervezését, fejlesztését. Meg kell határozni a tervezés/fej-lesztés bemenő adatait, a velük szemben támasztott követelményeket, a kimenőadatokat pedig olyan formában kell rögzíteni, amely lehetővé teszi azok egybe-vetését az elvárásokkal. Kiértékelést és egyben igazoló ellenőrzést kell végrehaj-tani, majd mindezt érvényesíteni kell, hogy megerősítsük, a folyamat eredmé-nyeként létrejött termék (szolgáltatás) képes teljesíteni a vevői igényeket/köve-telményeket. A fejlesztésben végrehajtott változtatásokat és módosításokat jóvákell hagyni, és természetesen dokumentálni kell a módosítási lépéseket.
Sok szervezet munkájában a tervezés/fejlesztés nem a tevékenység része,mert például a hazai termelőcég a mások által fejlesztett termékeket „csupán”gyártja, és a fejlesztésben egyáltalán nem vesz részt. Vagy több esetben a vállal-kozás profilja olyan, hogy nem jelenik meg a folyamatai között a tervezés/fej-lesztés. Ilyen esetben a szabvány e pontja kizárásra kerül.
3.4.4.4 A beszerzésA beszerzés szabályozásaA szervezetnek szabályoznia kell beszerzési folyamatait annak érdekében, hogya beszerzett termékek és/vagy szolgáltatások megfeleljenek a szervezet általmeghatározott követelményeknek. A szabályozás jellege (típusa) és terjedelmeattól függ, hogy a beszerzett termék és/vagy szolgáltatás milyen kihatással vana végtermékre és/vagy a szolgáltatásra.
A szállítók értékeléseA szervezet vezessen be olyan eredményes és hatékony folyamatokat, amelyek-kel megállapíthatja a beszerzendő anyagok szóba jöhető forrásait, előmozdíthat-ja meglévő (be)szállítói vagy partnerei fejlődését, és ki tudja értékelni képessé-güket a szükséges termékek szállítására, végül azért, hogy gondoskodni tudjona teljes beszerzési folyamat eredményességéről és hatékonyságáról.
A szervezetnek ki kell értékelnie és ki kell választania beszállítóit azon képes-ségük alapján, hogy mennyiben képesek a szervezet követelményeivel össz-hangban levő terméket és/vagy szolgáltatást szállítani. Ehhez meg kell határoz-ni a beszállítók minősítési, újraminősítési és kiválasztási szempontjait. A minő-sítések eredményeit és az azokra meghozott intézkedéseket jegyzőkönyvbe kellfoglalni.
Beszerzési információkA szervezetben folyamatokat kell kialakítani a beszerzési igények meghatározá-sára és a beszerzési szerződések megkötésére. A beszerzési dokumentumoknaktartalmazniuk kell a megrendelendő termék és/vagy szolgáltatás világos leírá-sát tartalmazó információkat. Lényegüket tekintve ezek a feltételek a beszerzési
46 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-003.qxd 2006.07.16. 22:05 Page 46
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
igények meghatározásával és a szerződések megkötésével kapcsolatos folyama-tok definiálását és szabályozását jelentik.
A beszerzett termék és/vagy szolgáltatás igazoló ellenőrzéseA szervezetnek a beszerzett termékek és/vagy szolgáltatások igazoló ellenőrzé-sére szánt rendelkezéseket kell meghatároznia és életbe léptetnie.
Ahol a szervezet vagy vevője javasolja, hogy az igazoló ellenőrzési tevékeny-ségeket a beszállító telephelyén hajtsák végre, ott a szervezetnek a beszerzésidokumentumokban elő kell írnia az igazoló ellenőrzésre megkívánt rendelkezé-seit, valamint a termék és/vagy szolgáltatás kibocsátásának módszerét.
3.4.4.5 Termelési és szolgáltatási műveletekA működés szabályozásaA szervezetnek meg kell terveznie és szabályoznia kell a termelési és/vagy szol-gáltatási műveleteit. Ennek keretében a következő fontosabb szempontokat ér-demes figyelembe venni:
Álljanak rendelkezésre olyan leírások, amelyek a termékek és/vagyszolgáltatások azon jellemzőit tartalmazzák, amelyeket el kell érni.Álljanak rendelkezésre világosan érthető munkavégzési előírásokvagy utasítások a tevékenységekhez ott, ahol azok szükségesek a ter-mékek és/vagy szolgáltatások megfelelőségének eléréséhez.A termeléshez, a felszereléshez és a szolgáltatáshoz használjanakmegfelelő berendezéseket, és ezeket tartsák jó karban.Biztosítva legyen a megfelelő munkakörnyezet.Álljanak rendelkezésre és használjanak megfelelő ellenőrző-, mérő-,vizsgáló- és figyelőberendezéseket.Vezessenek be alkalmas figyelő és igazoló ellenőrzési tevékenysé-geket.A termék és/vagy szolgáltatás kibocsátásához, kiszállításához és/vagy felszereléséhez megfelelő módszereket alkalmazzanak.
A termelés és a szolgáltatás végrehajtási folyamatainak érvényesítése (validálása)A szervezetnek meg kell határoznia azokat a termelési és/vagy szolgáltatási fo-lyamatokat, amelyeknek eredményét, minőségét nem lehet könnyen vagy gaz-daságosan megállapítani a művelet utáni figyeléssel, szemrevételezésselés/vagy minőségellenőrzéssel. Ez vonatkozik minden olyan termékre és/vagyszolgáltatásra, ahol a gyártási folyamat hiányosságai csak a termék használata-kor vagy a szolgáltatás nyújtása után derülhet ki. Ezeket a folyamatokat érvé-nyesítő ellenőrzéssel kell minősíteni, hogy bizonyítani lehessen eredményessé-güket és elfogadhatóságukat.
3. FEJEZET. AZ ISO 9000-ES SZABVÁNYRENDSZER SZERINTI MINŐSÉGMENEDZSMENT… 47
MM-003.qxd 2006.07.16. 22:05 Page 47
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Az érvényesítő ellenőrzés feltételeit meg kell határozni, és azoknak ki kell ter-jedniük:
a minősítendő folyamatokra azok termelésbe vezetése előtt;a berendezések és/vagy a személyzet minősítésére;specifikus eljárások és/vagy feljegyzések használatára;az újraérvényesítésre.
Azonosítás és nyomon követhetőségA terméket/szolgáltatást a teljes előállítási folyamat során azonosított állapot-ban kell tartani. Ehhez meg kell határozni az elvégzett mérések és igazoló ellen-őrzések rendszerét, illetve ezeket szabályozni, nyilvántartani szükséges a későb-bi teljes nyomon követés érdekében. Ezek kiegészítéseként megfelelő jelölési ésdokumentálási eljárásokat kell alkalmazni.
A vevő tulajdonaA szervezeteknek a vevő tulajdonát képező javakkal szemben nagy gondosság-gal kell eljárnia mindaddig, amíg az ő felügyeletük vagy használatuk alatt van.Biztosítaniuk kell a vevő tulajdonát képező, felhasználásra vagy beépítésreszánt javak azonosítását, igazoló ellenőrzését, tárolását és karbantartását. A ve-vő tulajdonát képező javak elveszését, károsodását vagy a felhasználásra egyébmódon alkalmatlanná válását jegyzőkönyvezni és a vevőnek jelenteni kell.
Gyakran találkozunk a vevő tulajdonának félreértelmezésével. E szerint sokhelyen csak a beszállított nyersanyagot, félkész terméket értik alatta, megfeled-kezve az átvett dokumentációról, munkaterületről, noha az is természetesen avevő tulajdonának része.
A termék állagának megőrzéseA szervezeteknek egyaránt biztosítaniuk kell a termék/szolgáltatás megfelelő-ségét a belső folyamatok, illetve a külső rendeltetési helyre történő kiszállítás so-rán is. Gondolni kell az azonosító jelölésre, a csomagolásra, a tárolásra, árukeze-lésre, szállításra, raktározásra és állagvédelemre is. A szabályozás alapelve,hogy gondoskodjunk arról, hogy amit már megfelelő minőségben előállítottunk,azt a további műveleti lépések során ne tegyük tönkre, ne károsítsuk.
3.4.4.6 A megfigyelő- és mérőeszközök kezeléseKiemelkedően fontos, hogy a szervezet meghatározza, ellenőrizze, kalibrálja éstartsa karban mindazokat a megfigyelő- és mérőeszközöket, amelyeket a ter-mék/szolgáltatás követelményeknek való megfelelősége céljából használ. Az ellen-őrző-, mérő-, vizsgáló- és figyelőeszközöket oly módon kell használni, amely bizto-sítja, hogy a mérési bizonytalanság, beleértve a megbízhatóságot és a pontosságotis, ismert legyen, és összhangban álljon a megkívánt mérési tulajdonságokkal.
48 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-003.qxd 2006.07.16. 22:05 Page 48
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Biztosítani kell a mérőeszköz-képességet rendszeres utánállítással, a kalibráltállapot rögzítésével, az eszközök védelmének és kezelésének biztosításával, akalibrálási eredmények dokumentálásával. A vizsgáló- és mérőeszközöket azo-nosító megjelöléssel kell ellátni. Amennyiben a mérés számítógépes eszközökkeltörténik, akkor természetesen a szoftver képességét is igazolni kell, szintén az el-ső használatbavétel előtt, illetve rendszeres időközönként. A felülvizsgálat soránszámítógépes és manuális eszközöknél is kalibrálatlanság esetén megfelelő in-tézkedések meghozatala szükséges.
3.4.5 Mérés, elemzés és fejlesztés
3.4.5.1 Általános követelményekTényeken alapuló döntéshozatal, folyamatos fejlődés, kölcsönösen előnyös szál-lítói kapcsolatok kialakítása, vevőorientált szervezet: ez csupán négy alapelemaz ISO 9001:2000-es szabvány nyolc alapelve közül, amelyek egyáltalán nem tel-jesülhetnének, ha a vállalat működése során jelen lévő folyamatokat, tevékeny-ségeket nem mérnénk, és az eredményeket nem elemeznénk, hiszen:
Nem tudunk hatékony döntést hozni, ha a döntés alapjául szolgálóadatok hiányoznak, vagy nem pontosak, nem megbízhatóak.Nincs értelme folyamatos fejlődésről beszélni, ha nem tudjuk, hogymely vállalati területek szorulnak fejlesztésre, melyik piaci szegmens-re pozícionáljuk termékünket, vagy mi a vevőink/dolgozóink véle-ménye rólunk.Nem lehet kölcsönösen előnyös kapcsolatokat kiépíteni külső partne-reinkkel, ha nem tudjuk mérni a teljesítményüket, és azokból a helyeskövetkeztetéseket levonni.Nem jöhet szóba a vevőközpontúság, ha a szervezet nincs tisztábanvevői jelenlegi és jövőben várható szükségleteivel, és nem ismeri a ve-vők kimondott vagy kimondatlan követelményeit és elvárásait.
A fentiek nagyon rövid, ám szemléletes példák annak szemléltetésére, hogy avállalat miért mérje a folyamatait, miért elemezze az adatokat és hozzon esetle-ges javító intézkedéseket. A minőségmenedzsment-rendszert működtető szerve-zeteknek meg kell határozniuk és be kell vezetniük mindazon mérési, ellenőrzé-si, vizsgálati, figyelési, elemzési és javítási folyamatokat, amelyekkel biztosítanilehet, hogy a minőségügyi rendszer, a folyamatok és a termékek (szolgáltatások)teljesítsék a követelményeket. Igazolni kell a minőségmenedzsment-rendszermegfelelő voltát és hatékonyságát is. A vállalatoknak/intézményeknek ezek ér-dekében meg kell határozniuk és használniuk kell azokat a statisztikai módsze-reket is, amelyek alkalmasak az előírtak kielégítésére.
3. FEJEZET. AZ ISO 9000-ES SZABVÁNYRENDSZER SZERINTI MINŐSÉGMENEDZSMENT… 49
MM-003.qxd 2006.07.16. 22:05 Page 49
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Az adatelemzési és javítási tevékenységek eredményei képezik a vezetőségiátvizsgálási eljárás bemenő adatait.
3.4.5.2 Mérés és megfigyelésA rendszer teljesítményének mérése és figyeléseA szervezetnek meg kell határoznia és be kell vezetnie a minőségügyi rendszerteljesítményének mérésére alkalmas folyamatokat. A vevők megelégedettségét arendszer kibocsátásának egy fokmérőjeként kell kezelni, továbbá a belső auditotis eszközként kell felhasználni a rendszer folyamatos értékelésére.
Az ügyfél elégedettségének mérése és figyeléseA szervezetnek figyelnie kell a vevők megelégedettségéről és/vagy elégedetlen-ségéről szóló információkat. Meg kell határoznia azokat a módszereket és intéz-kedéseket, ahogy ezeket az információkat és adatokat megszerzi és kiértékeli.
A vevői megelégedettség mérése és figyelemmel kísérése a vevőkkel kapcso-latos információk átvizsgálásán alapul. Az ilyen információk gyűjtése lehet ak-tív vagy passzív. A vezetés ismerje fel, hogy a vevőkkel kapcsolatos informáci-óknak számtalan forrása adódik, és állapítson meg eredményes és hatékony fo-lyamatokat az ilyen információk begyűjtésére, elemzésére és alkalmazására aszervezet működésének fejlesztése céljából. A szervezet keresse meg a vevőkkelés a végső felhasználókkal kapcsolatos mind belső, mind külső forrásokból írás-ban és szóban beszerezhető információkat.
Belső auditA minőségmenedzsment-rendszert a szervezetnek magának is át kell vizsgálnia(auditálnia), nem csak egy erre felkért külső tanúsító szervezetnek. Előre meg-tervezett időszakonként egy belső, de független auditornak meg kell vizsgálnia,hogy a rendszert az előírásoknak megfelelően bevezették-e, fenntartják-e és ki-elégíti-e a szabvány követelményeit. A felülvizsgálatok célja a szabályozásokbanés a rendszer működésében lévő hiányosságok, gyenge pontok időben történőfeltárása, ezek megszüntetésére és ismételt előfordulásuk kiküszöbölésére javítóintézkedések bevezetése, valamint ezen intézkedések eredményeinek figyelem-mel kísérése a szabvány előírásainak való megfelelés és a rendszer működésé-nek javítása érdekében (egyszóval a rendszer „önjavító” képességének megte-remtése). A belső auditot előíró belső utasításnak ki kell térnie az audit tárgyára(szervezeti egység szintű, a minőségrendszer bizonyos elemeihez köthető vagyteljes), az alkalmazott módszerekre, a felelősségekre, és a vezetés részére törté-nő jelentésre.
A belső auditok megfelelő végrehajtásának fontossága abban mérhető, hogy aza rendszer fejlesztésének egyik legfontosabb eszköze. Ezért lényeges, hogy a veze-tőség kellő figyelmet szenteljen a megfelelő felülvizsgálat megtervezésére, a he-lyesbítő intézkedések megállapítására és megvalósítására. Lényeges továbbá,
50 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-003.qxd 2006.07.16. 22:05 Page 50
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
hogy az auditor a vezetőség ilyen jellegű elvárásainak meg tudjon felelni, megál-lapításai tartalmazzanak fejlesztési javaslatokat és fejlesztendő területeket.
A folyamatok és termékek/szolgáltatások mérése és figyeléseA szervezetnek megfelelő módszereket kell alkalmaznia a folyamatok, a termékés/vagy szolgáltatás jellemzőinek mérésére és figyelésére annak érdekében,hogy igazolja, hogy a termék és/vagy szolgáltatás kielégíti a követelményeket.A folyamatok ellenőrzésénél, mérésénél, vizsgálatánál és figyelésénél olyanmódszereket kell alkalmazni, amelyek szükségesek a vevő követelményeinekkielégítéséhez, képesek kimutatni a folyamat folytatólagos képességét a szándé-kolt céljai elérésére. A mérés eredményeit fel kell használni e folyamatok fenn-tartására és/vagy javítására. Ezeket a méréseket építsük be a folyamatokba ésalkalmazzuk a méréseket a folyamatirányításban.
A megkívánt mérés és figyelés bevezetésének és az átvételi feltételek kielégí-tésének bizonyítékairól nyilvántartást kell vezetni.
A folyamatok és a termékek/szolgáltatások jellemzőinek mérése és értékelé-se általában nem különíthető el egymástól. Ezek mind az előállítási folyamatokszerves részét képezik.
A folyamatok és a termékek/szolgáltatások jellemzőinek mérése történhet:
önellenőrzéssel;szúrópróbaszerű ellenőrzéssel;laboratóriumi ellenőrzéssel;végellenőrzéssel (jellemzően terméknél).
Az ellenőrzési rendszer kialakítása a folyamatok, a termékek és a szolgáltatásokjellemzőitől függ, de meg kívánjuk jegyezni, hogy a korszerű minőségmenedzs-ment-rendszerekben az önellenőrzést részesítik előnyben.
3.4.5.3 A nem megfelelő termék kezeléseA vállalat/szervezet tevékenysége során óhatatlanul előfordul, hogy olyan ter-mék kerül legyártásra (vagy olyan szolgáltatást nyújtanak), amely nem felelmeg az előírt követelményeknek, így nem lehet felhasználni, kiszállítani. Termé-szetesen nem csupán a végfelhasználás szempontjából alkalmatlan végterméklehet nem megfelelő (selejt), hanem a gyártásba bevont alap- és segédanyagok,részegységek, alkatrészek, szolgáltatások részeredményei is. A szervezeteknekbiztosítaniuk kell, hogy ezt a nem megfelelő terméket eltávolítsák, elkülönítsékés nyilvántartásba vegyék. Ennél fontosabb, hogy a nem megfelelőség természe-tét és mértékét határozzák meg, és vizsgálják át a nem megfelelő eredményt (se-lejtet) létrehozó folyamatot/folyamatokat.
A nem megfelelő termék többféle lehet. Szerencsés esetben a nem megfelelőtermék javítható. Ekkor intézkedni kell a javítási folyamatról. Lehet, hogy a hibá-
3. FEJEZET. AZ ISO 9000-ES SZABVÁNYRENDSZER SZERINTI MINŐSÉGMENEDZSMENT… 51
MM-003.qxd 2006.07.16. 22:05 Page 51
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
tól függetlenül a termék még értékesíthető, esetleg alacsonyabb áron vagy szer-ződésmódosítással. Lehet, hogy más vevői igényeknek felel meg a termék, így aztmás csatornákon még értékesíteni lehet. Persze az is előfordulhat, hogy a termékhasználhatatlan, ilyenkor újra kell hasznosítani vagy meg kell semmisíteni. Itt ér-demes kitérni azon rendkívül fontos szempontra, miszerint előfordulhat, hogy aselejtes termék a környezet vagy az élővilág számára veszélyes hulladékot tartal-maz, így ilyenkor különleges intézkedéseket kell foganatosítani.
3.4.5.4 Az adatok elemzése
Mindazon adatokat, amelyek alapul szolgálhatnak a minőségmenedzsment-rendszer alkalmasságának, hatékonyságának és megfelelőségének, a folyama-tok működésének, a vevői elégedettség mérésének, a vevői követelmények irán-ti megfelelőségnek, illetve a folyamatok, termékek jellemzőinek elemzéséhez, aszervezetnek meg kell határoznia, be kell gyűjtenie és módszeresen elemezniekell. A „gyenge pontoknak” ki kell derülniük, hogy lehetőség legyen a minőség-menedzsment-rendszert folyamatosan fejleszteni, ami az ISO 9001:2000 szab-vány egyik legfontosabb alapelve.
Kiemelt figyelmet kell tehát fordítani a mérésekre, a vizsgálati jegyzőköny-vekre, hogy az azok alapján történő elemzés és a következtetések levonása való-ban a fejlesztendő folyamatokat mutassa. A rendszerelem hatékony működésé-nek értékelésekor elsősorban azt vizsgálhatjuk, hogy a cégek a vevői megelége-dettség-mérésen kívül a termelési eredmények, a kontrolling adatok, a mérőszá-mok nyomon követését hogyan végzik, használnak-e statisztikai módszereket,és ha igen, azokat milyen szinten alkalmazzák.
3.4.5.5 FejlesztésFolyamatos fejlesztésAz ISO 9001:2000 szerint kialakított minőségmenedzsment-rendszer működteté-sének fontos követelménye az állandó javítás és fejlesztés megvalósítása. Ennekvizsgálatát a tanúsítók mindig kiemelten kezelik. A folyamatos fejlesztés iránt va-ló elkötelezettség bizonyítéka a szervezet azon rendszerszintű eljárásainak leírása,amelyek a kitűzött minőségcélok, a rendszer működéséről szerzett adatok (belsőaudit, vezetőségi átvizsgálás, vevői megelégedettség adatai), a folyamatok és atermékek jellemzői és azok trendjei, továbbá szállítókkal kapcsolatos adatok folya-matos fejlesztést elősegítő felhasználásának módját tartalmazzák. A szervezetnekérdeke, hogy ne csak a felmerülő problémákat orvosolja helyesbítő tevékenysé-gekkel, hanem legyen átfogó stratégiája a rendszer fejlesztésére.
Helyesbítő, megelőző tevékenységA minőségmenedzsment-rendszer folyamatos működtetésének biztosításához el-engedhetetlenül szükség van helyesbítő, megelőző tevékenységekre és ezek do-
52 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-003.qxd 2006.07.16. 22:05 Page 52
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
kumentálására. Fel kell tárni és meg kell szüntetni a nem megfelelőségek okait, ésintézkedéseket kell szervezni és bevezetni, hogy a hibát okozó folyamatok ne is-métlődhessenek meg. Ezen intézkedések eredményeit jegyzőkönyvezni kell, és le-hetővé kell tenni, hogy utólagosan az eredményességet elemezni lehessen.
Helyesbítő tevékenységről beszélünk akkor, ha a bekövetkezett eltérésekkelfoglalkozunk, és megelőző tevékenységről beszélünk abban az esetben, ha a po-tenciális nem megfelelőségekből kiindulva végzünk változtatásokat a rendszerelemein annak érdekében, hogy az eltérések okait megszüntessük.
E rendszerelemek azért is különösen fontosak, mert a tapasztalatok szerint aszervezetek egy jelentős része a helyesbítő és megelőző tevékenységet kizárólagaz auditokon feltárt nem megfelelőségek megszüntetésére korlátozza. Ez pedigkülönösen azoknál a szervezeteknél gond, ahol az auditok évente legfeljebb egyalkalommal zajlanak, hiszen a szervezetek életében számos olyan nap mint napelőforduló esemény lehet, amely azonnali helyesbítő tevékenységet igényel.Ilyen például a vevői reklamáció, vagy a termelési, tervezési, beszerzési folya-matok visszatérő nem megfelelőségei és így tovább.
Ami a megelőző tevékenységeket illeti, a tapasztalatok szerint a szervezetekaz ezekben rejlő lehetőségeket nem igazán használják ki. Kevés az olyan szerve-zet, ahol a szabvány követelményének formális teljesítésén túl példaszerűen, tu-datosan, rendszeresen és dokumentáltan folytatnak megelőző tevékenységet.
3. FEJEZET. AZ ISO 9000-ES SZABVÁNYRENDSZER SZERINTI MINŐSÉGMENEDZSMENT… 53
MM-003.qxd 2006.07.16. 22:05 Page 53
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
MM-003.qxd 2006.07.16. 22:05 Page 54
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
4. FEJEZET
A Total Quality Management vezetési filozófia
Topár József
Az elmúlt évtizedekben nyilvánvalóvá vált – hála Crosbynak, Demingnek,Feigenbaumnak, Jurannak és másoknak –, hogy a minőség nemcsak attól függ,mit művel a munkás a műhelyben, s nemcsak attól, hogyan foglalkozik a vevő-vel a személyzet. A minőség az adott szervezet vezetőitől függ, akik helyzetük-nél fogva felelősek a vevőknek, az alkalmazottaknak, a szállítóknak és a tulajdo-nosoknak az üzleti vállalkozás sikeréért. A felső szintű vezetők osztják szét apénzforrásokat, ők döntik el, hogy a cég mely piacokra akar behatolni, továbbáők választják ki és ültetik át a gyakorlatba azokat a vezetési, menedzselési folya-matokat, amelyek majd lehetővé teszik a cég számára, hogy beteljesítse küldeté-sét, és idővel valóra váltsa a cég jövőképét.
Az ISO 8402 szabvány definíciója szerint:
„A teljes körű minőségmenedzsment (TQM) olyan vállalkozási módszer,amelynek középpontjában a minőség áll, a szervezet valamennyi tagjánakrészvételén alapul, és hosszú távú sikerekre törekszik a fogyasztó elégedettsé-gének, valamint a vállalat összes tagja és a társadalom hasznának figyelem-bevételével.”
A TQM egy olyan vezetési filozófia, amelynek középpontjában a vevőközpon-túság, a munkatársak elkötelezettsége és a folyamatos javítás áll. A TQM alkal-mazásához a minőséget a következőképpen definiálhatjuk:
„A minőség, mint alapvető üzleti stratégia, alkalmazásával született termé-kek és szolgáltatások teljességgel kielégítik mind a belső, mind a külső vevő-ket azáltal, hogy megfelelnek kimondott és kimondatlan elvárásaiknak.”
(Tener és DeToro, 1996)
Látható, hogy ebben a definícióban a minőség mint az alapvető üzleti stratégiakitüntetett helyet kap.
MM-004.qxd 2006.07.16. 22:07 Page 55
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Nézzük meg, hogy a TQM „gurui” közül Deming hogy fogalmazta meg alapel-veit a TQM-ről, részben 14 pontban, részben pedig a „Deming világának” neve-zett négy pontban:
Deming 14 pontja:
1) Fogalmazzunk meg és tegyük nyilvánossá valamennyi munkatársszámára a cég vagy egyéb szervezet céljait és törekvéseit tartalmazónyilatkozatot. A vezetésnek folyamatosan bizonyítania kell az e nyi-latkozat iránti elkötelezettségét.
2) Tanuljuk meg és alkalmazzuk az új vezetési filozófiát a vezetés min-den szintjén.
3) Értsük meg, hogy az ellenőrzés elsődleges célja a folyamat javítása ésa költségek csökkentése. A mérések számának növelése önmagábannem javítja a folyamatainkat.
4) Vessünk véget annak a gyakorlatnak, melyben az üzleti döntések ki-zárólag az „árcédula” alapján születnek.
5) Javítsuk állandóan és szüntelenül a termékek és szolgáltatások rend-szerét.
6) Vezessük be a (készségeket nyújtó) képzést.7) Tanítsuk és intézményesítsük a vezető szerepet.8) Száműzzük a félelmet, teremtsünk bizalmat, teremtsünk újításokra
ösztönző légkört. 9) A cég céljainak és törekvéseinek valóra váltása érdekében törjük át a
különböző funkcionális szervezetek és csoportok közötti korlátokat.10) A munkatársak megítélésénél a feladatok megoldásához való min-
denkori hozzájárulást vegyük figyelembe. Csökkentsük, illetve tö-röljük el a rangok és az elmúlt időszakban nyújtott teljesítményekértkapott elismerések szerepét az adott tevékenység értékelésénél.
11) Küszöböljük ki a termelés számszerű kvótáit. Helyettük tanuljukmeg és intézményesítsük a javítás módszereit. Munkatársaink is-merjék meg a folyamatokban rejlő lehetőségeket, és azt, hogy ho-gyan javítsunk azokon.
12) A színvonalas munka eredményeit elismerő ösztönző rendszer ki-alakításával is teremtsük meg a támogató légkört munkatársainknála munkájuk folyamatos fejlesztéséhez.
13) Bátorítsuk mindenkinél a tanulást és az önfejlesztést.14) Cselekedjünk a változások végrehajtása érdekében. Az előzőekben
megfogalmazott értékrend kialakítása és az eredményekhez szüksé-ges feltételek megteremtése elsősorban a felső vezetés felelőssége.
56 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-004.qxd 2006.07.16. 22:07 Page 56
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Deming világa:
Mindenki munkájának megváltoztatása.Együttműködés megvalósítása a verseny helyett.Az akadályok legyőzése.Stabilitás a rendszer működési feltételeiben.
4.1 A TQM-modell
A minőség guruinak különböző tanításait a gyakorlati tapasztalattal ötvözve ki-fejlődött egy egyszerű, de hatékony modell a TQM alkalmazására. Ez a modella TQM három alapvető elvére, valamint hat kiegészítő elemre épül.
Alapelvek: összpontosítás mind a külső, mind a belső vevőkre; össz-pontosítás a folyamatok javítására abból a célból, hogy megbízható éselfogadható szolgáltatások/termékek jöjjenek létre; végül összponto-sítás arra, hogyan hasznosítsuk a velünk együtt dolgozók tehetségét.Kiegészítő elemek: vezetőszerep, oktatás és képzés, támogató struktú-rák, kommunikáció, jutalmazás és elismerés, mérés.
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 57
4.1 ábra
MM-004.qxd 2006.07.16. 22:07 Page 57
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A következőkben röviden összefoglaljuk az alapelvek és a kiegészítő elemek lé-nyegét. Ezek többségére a későbbiekben még részletesebben visszatérünk.
4.1.1 Alapelvek
Vevőközpontúság. A minőségi szolgáltatás nyújtása azon a koncepciónalapszik, hogy mindenkinek van vevője, és hogy a vevők igényeit,szükségleteit és elvárásait mindenkor és minden alkalommal ki kellelégíteni ahhoz, hogy a szervezet sikeres legyen. Ehhez a koncepció-hoz a vevők igényeinek alapos feltérképezésére és elemzésére vanszükség. Amikor már világos képet kaptunk ezekről az igényekről,akkor olyan működési módot kell biztosítani, hogy maradéktalanul kiis elégítsük azokat.A folyamatok folyamatos javítása. A folyamatos javítás koncepciója sze-rint a munka egymással szorosan összekapcsolódó lépések és tevé-kenységek sorozatának végeredménye; a folyamat végén egy kimenet(szolgáltatás vagy termék) születik. A folyamat valamennyi lépésétszüntelenül figyelemmel kell kísérni és fejleszteni annak érdekében,hogy csökkentsük az eltéréseket és javítsuk a folyamat megbízhatósá-gát. A folyamatos javítás első célja, hogy megbízható folyamatok jöjje-nek létre, abban az értelemben, hogy minden egyes esetben a kívántkimenetet (eredményt/terméket/szolgáltatást) kapjuk, eltérés nélkül.Ha az eltéréseket minimalizáltuk, és az eredmény még mindig elfo-gadhatatlan, a folyamat javításának második lépése a folyamat újjá-tervezése, hogy ily módon olyan kimenet jöjjön létre, amely jobban kitudja elégíteni a vevők igényeit. A folyamatok szüntelen javításávalkapcsolatos szemléletet jól tükrözi a következő, a TQM-es gyakorlat-ban gyakran elhangzó mondat: „Ha folyton azt teszed, amit eddig tet-tél, akkor folyton csak azt kapod, amit eddig is kaptál.” Ugyanakkora TQM vezetési filozófiájának alapvető célkitűzése a folyamatos ver-senyképes pozíció megteremtése és megtartása az alkalmazó szerve-zet számára. Ehhez nélkülözhetetlen a folyamatok folyamatos javítá-sának napi gyakorlatban történő széles körű alkalmazása.Teljes elkötelezettség. Ez a megközelítésmód az intézmény (szervezet)felső szintű vezetőinek aktív irányításával kezdődik, és olyan intézke-déseket foglal magában, amelyek hasznosítják a szervezet valameny-nyi alkalmazottjának a tudását, és a szervezet ennek segítségével teszszert piaci előnyökre. Az alkalmazottak minden szinten széles körűjogosítvánnyal rendelkeznek arra, hogy javítsák termékeiket és folya-mataikat, méghozzá úgy, hogy új és rugalmas munkastruktúrákat ala-kítsanak ki a problémák megoldására, a folyamatok javítására és a ve-vők igényeinek kielégítésére. Mindebbe a szállítókat is bevonják, akik
58 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-004.qxd 2006.07.16. 22:07 Page 58
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
bizonyos idő elteltével partnerekké válnak oly módon, hogy együttdolgoznak a széles körű felhatalmazással rendelkező alkalmazottak-kal az egész szervezet hasznára.
4.1.2 Kiegészítő elemek
Vezetői szerepkör. A vállalati és az intézményi vezetőknek saját példá-jukkal kell elöl járniuk, azáltal, hogy alkalmazzák a TQM eszközeit ésnyelvezetét, megkövetelik a konkrét adatok felhasználását, és elisme-résben részesítik azokat, akik sikeresen alkalmazzák a TQM koncep-cióit. Amikor a TQM-et kulcsfontosságú vezetési, menedzselési folya-matként bevezetjük, az intézményi vezetőknek szószólóként, tanár-ként és „vezérként” játszott szerepét kell hangsúlyozni.
Bármely szervezet vezetőjének tökéletesen tudatában kell lennie,hogy a vevők igényei mit követelnek a szervezettől, és a versenyké-pesség megőrzése érdekében mit kell tenni. E tényekkel való szembe-sülés rá fogja ébreszteni a vállalati, intézményi vezetőket arra, hogy asaját részvételükkel is elő kell segíteniük a szervezet küldetésének, re-ménybeli jövőképének és értékrendjének kialakítását, valamint azokata lépéseket, amelyeket felhasználhatnak e célok eléréséhez. A veze-tőknek meg kell érteniük, hogy a TQM egy olyan folyamat, amelyazokból az alapelvekből és kiegészítő elemekből áll, amelyeket nekikkézben kell tartaniuk ahhoz, hogy sikerüljön megvalósítani a minőségfolyamatos javítását és a szervezet folyamatos sikeres működését.Oktatás és képzés. A minőség az alkalmazottak mindegyikének ráter-mettségén, képességein alapszik, és azon, hogy értsék: mit kívánnaktőlük. A minden alkalmazottra kiterjedő oktatás és képzés biztosítjaazokat az információkat, amelyekre szükségük van a szervezet külde-tésével, jövőképével, haladási irányával és stratégiájával kapcsolat-ban, továbbá itt szerezhetik meg azokat a készségeket, amelyekre aminőség javításához, a hatékonyság és a teljesítmény növeléséhez és aproblémák megoldásához szükségük van. A képzés biztosítja, hogy azegész cégen belül közös nyelvet és közös eszköztárat használjanak, ésrendelkezzenek a folyamatos fejlesztéshez és javításhoz szükséges is-meretekkel és készségekkel. Támogató struktúrák. A TQM folyamatának megvalósításában a veze-tői támogatásra is szükség van az olyan változtatások bevezetéséhez,amelyek nélkülözhetetlenek a minőségi stratégia megvalósításában.Ilyen támogatást nyújthatnak például a külső szakértők. Nyilvánvaló-an sokkal jobb helyzetben van egy szervezet, ha egyedül megáll a ma-ga lábán. Ennek az önállóságnak az elnyerését mozdítja elő, ha egy tá-mogató szakértői kör segíthet a vezetőknek abban, hogy megértsék a
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 59
MM-004.qxd 2006.07.16. 22:07 Page 59
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
TQM lényegét, és segédkezik a szervezet más részeiben tevékenyke-dő, minőséggel foglalkozó szakemberekből kialakítandó hálózat létre-hozásában is.Kommunikáció. A kommunikációt minden minőségi célokat követőkörnyezetben más- és másféleképpen kell megfogalmazni ahhoz,hogy az összes munkatárssal megértessük a változás iránti őszinte el-kötelezettség fontosságát. Ideális esetben a vezetőknek személyesenkell találkozniuk a munkatársaikkal annak érdekében, hogy terjesz-szék az információkat, irányt mutassanak, és válaszoljanak a legkü-lönbözőbb helyről jövő kérdésekre.
Egyének és csapatok sikertörténetei, a minőségmenedzsment esz-közeinek sikeres alkalmazási példái és a vevők elégedettségének javu-lása – mind a minőségi kommunikáció anyagát képezik.Jutalmazás és elismerés. A teameket és egyéneket, akik sikeresen alkal-mazzák a minőségmenedzsment eszközeit és sikeresen fejlesztik a fo-lyamatokat, elismerésben kell részesíteni, lehetőleg megjutalmazni,hogy ily módon a szervezet többi tagja is tudja, mik az elvárások. Haelmulasztjuk egy olyan személy kitüntető elismerését, aki sikeresenhasználja a fennen hirdetett vezetési filozófiát vagy annak egyes ele-meit, az olyan üzenetet fog közvetíteni, hogy nem ez a megfelelő út amunkahelyi sikerhez, a lehető előléptetéshez és általában a személyessikerhez. Bármiféle alapvető változásnak, különösen egy új vezetésifolyamatnak a korai stádiumaiban az alkalmazottak szoros figyelem-mel kísérik a vezetés igazi szándékait, igazi motivációit közvetítő fi-nom jelzéseket. A munkában elért eredmények elismerése példaképetállít a szervezet többi tagja elé. Mérés. Az adatok felhasználása különösen fontos a TQM-folyamat be-vezetésében és alkalmazásában. Nyilvánvaló, hogy a szubjektív véle-mények helyébe az adatoknak kell lépniük, és mindenkinek meg kellértenie: nem az a fontos, hogy mit gondol, hanem az, hogy mit tud!Az adatok felhasználásának előkészítéséhez mérni kell a külső vevőkelégedettségének fokát, hogy meghatározhassuk: milyen mértékbenelégítjük ki szükségleteiket. A vevőkre vonatkozó adatok gyűjtése ateljesítmény objektív, valósághű felmérését teszi lehetővé, és minden-kit arra sarkall, hogy a valódi problémákkal foglalkozzék.
4.2 MINŐSÉGMENEDZSMENT KONCEPCIÓK ALKALMAZÁSASZOLGÁLTATÓ SZERVEZETEKNÉL
A munkafolyamatok szüntelen javítása a TQM egyik kulcsfontosságú elve. Ezena területen az újabb és újabb módszerek és technikák elsősorban a termelőfolya-matoknál alakultak, illetve alakulnak ki. A szolgáltató vagy non-profit területe-
60 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-004.qxd 2006.07.16. 22:07 Page 60
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
ken a minőségmenedzsment gyakorlati meghonosítói közül sokaknak nagy erő-feszítésébe került, hogy ezeket az alapelveket és módszereket azokon a termelé-si műveleteken kívül is alkalmazzák, amelyekre azt eredetileg kifejlesztették.
Amikor különféle munkafolyamatokat hasonlítunk össze, a termelés fontosjellemzője, hogy
1) vevői el vannak szigetelve a termelési folyamattól, 2) termékei kézzelfoghatók, 3) a benne előforduló műveletek igen gyakorta ismétlődnek.
Ezzel szemben a nem termelő folyamatok e három kulcsfontosságú terület kö-zül egyben vagy akár többen is eltérést mutatnak.
A partnerek/vevők többnyire nincsenek elszigetelve, hanem közvetlenül be-kapcsolódnak a szolgáltatások láncolatába, a nem termelő folyamatok által hoz-záadott értéktöbblet is gyakorta olyan jellegű, hogy nem kézzelfogható. Továb-bá, egyes nem termelő folyamatokat csak igen ritkán ismételnek meg pontosanugyanúgy, és ezek terméke többnyire minden alkalommal más és más.
Ahhoz, hogy a minőségmenedzsment koncepcióit és eszközeit azokon a ter-melési folyamatokon túlmenően is alkalmazhassuk, amelyekre eredetileg ter-vezték őket, le kell győzni a fentebb fölsorolt három kulcsfontosságú különbség-ből származó akadályokat. Egyes esetekben ez azt igényli, hogy hozzuk napvi-lágra a háttérben zajló folyamatokat. Más esetekben arra van szükség, hogy azo-nosítsuk az objektív mérhetőséget. S megint csak más esetekben mindkét lépésmegtétele szükséges.
4.2.1 A folyamatszemlélet a minőségjavítási módszerek alkalmazásában
A minőségnek a folyamatokon keresztül történő javítása a vevőtől a szállítóigtartó láncolat egységes megközelítésmódján nyugszik. A folyamat javítása szé-lesebb körű fogalom, mint a puszta minőségbiztosítás vagy minőségszabályo-zás. Szélesebb körű annál is, mint az önmagukban vett műveletek, termelésvagy szolgáltatás. Sőt mi több, a folyamatjavítást a nem termelő funkciókra épp-úgy lehet alkalmazni, mint a termelőkre.
A folyamatmenedzselés lényeges elemét azok a folyamatok képezik, ame-lyekre a minőség megjavítását célzó erőfeszítések hagyományosan koncentrá-lódtak. A folyamatmenedzselés elismeri a csoportban dolgozók értékét, akik ter-mékeket termelnek és szolgáltatásokat nyújtanak, és ezeket is integrálja a javítá-si folyamatokba. A folyamatmenedzselés a vevők és a szállítók fontos szerepétis felismeri, és összegzi azokat a rendszerelemeket is, amelyek ez utóbbi két sze-replővel és a velük való kapcsolatokkal foglalkoznak.
A minőségfolyamat menedzselése önmagában előnyös versenyhelyzetet kí-nál más gyakorlatokkal szemben, mert úgy teszi lehetővé a minőség javítását,
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 61
MM-004.qxd 2006.07.16. 22:07 Page 61
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
hogy egyidejűleg csökkentjük a felesleges műveleteket és a költségeket. Ez azelőny minden szervezet számára elérhető, legyen bár a termékük ipari termék,marketingadatok, oktatási, pénzügyi szolgáltatások, információs szolgáltatások,egészségügy, tanácsadói-szakértői tevékenység, műszaki tervezés vagy admi-nisztratív szolgáltatások. Mivel a minőségjavítás technikáit és módszereit agyártási folyamatokra fejlesztették ki, az egyéb területekre, funkciókra történősikeres alkalmazásukhoz meg kell állapítani a különböző folyamatokban meglé-vő egyezőségeket és különbségeket, és a technikát ezután a kívánt funkcióra kelladaptálni.
4.2.2 A termelő- és nem termelő (szolgáltató-) folyamatok összehasonlítása
A termelést úgy definiálhatjuk, mint a javak és termékek előállítását, többnyiregépek segítségével, nagy mennyiségben. De mit mondjunk az ettől eltérő típusúmunkáról: a szolgáltatások nyújtásáról vagy a sorozatban gyártott termékek he-lyett egyedileg előállított tárgyakról? Az utóbbi típusú műveletek halmazát ne-vezhetjük „nem termelő” ágazatoknak.
A nem termelő folyamatok az előzőekben tárgyalt három jellemzőből kiindul-va, illetve ezen jellemzők mellett még több jellemzőjükben is különböznek a ter-melőktől. A következő, 4.1-es táblázat egy sor fontos tulajdonságukat veti össze:
62 A MINŐSÉGMENEDZSMENT ALAPJAI
Jellemző Termelés Nem termelés
Az eredmény tulajdonságai KézzelfoghatóNem kézzelfogható vagy
kézzelfogható
Termelés és szállítás Külön-külön Integráltan
Visszacsatolás A folyamaton keresztül A vevőkön keresztül
A szervezet fókuszában A folyamat hatékonysága Vevőkapcsolatok
A folyamat tulajdonjoga Világosan definiált Többszörös
A folyamat határai Definiáltak Nem világosak
A folyamat definíciója Dokumentált Nem világos
Javítást célzó akciók Megelőzők Reagáló jellegűek
VevőkapcsolatokKözéppontban az eladás és
a marketingMegoszlik az
alkalmazottak között
Minőségmérések DefiniáltakNincsenek vagy nehezen
határozhatók meg
EllenőrzőpontokBevett szabályok szerinti
és objektívSzubjektív
44..11 ttáábblláázzaatt
MM-004.qxd 2006.07.16. 22:07 Page 62
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A minőségmenedzsment-technikákat olyan típusú alkalmazásokra fejlesztet-ték ki, amelyeket inkább a termelésre, mintsem a nem termelő folyamatokra vo-natkozó tulajdonságok jellemeznek. Így tehát a következőket szögezhetjük leazokról az alkalmazási tulajdonságokról, amelyek a legmegfelelőbbek a klasszi-kus minőségjavítás technikájához:
1. A munkafolyamatok produktumai kézzelfogható termékek, ame-lyek közvetlen fizikai mérést tesznek lehetővé, valamint az objektívvevői igények meghatározását és ezek lefordítását meghatározó mű-szaki specifikációkká. Nem mondható el ugyanez a szolgáltatási fo-lyamatokról, amelyek többségében az objektív módszerek nehezen,néha egyáltalán nem használhatók. Ugyanakkor a szubjektív mérésimódszerek nagyszámú mintája lehetőséget nyújt arra, hogy a szub-jektív elemeket „kvázi objektív” módszerként alkalmazzuk.
2. Világosan dokumentálhatók a folyamatok, beleértve a nyersanyagraés a felszerelésre vonatkozó specifikációkat, a termékek mozgatását,a működtetési eljárásokat és a teljesítményszinteket.
3. A termelés, az eladás és a szállítás funkcionálisan szétválaszthatók,ami egyértelművé teszi a szervezeti határokat, az adott folyamat tu-lajdonjogát és a logikai ellenőrzőpontokat. Az 1. és 2. pontokkalkombinálva, a minőség mértéke a folyamatlánc minden lépésén be-lül megállapítható és ellenőrizhető. A szolgáltatási folyamatoknálezzel szemben a folyamat határai gyakran összemosódnak.
Ha az üzleti folyamatok jellemzői eltérnek az eszményi alkalmazás jellemzőitől,akkor a klasszikus minőségmenedzsment-technikák sikeres alkalmazása szük-ségessé teszi ezek megfelelő adaptációját. Sőt mi több, az adaptáció fontosságaegyre növekszik abban a mértékben, ahogyan egyre több tulajdonság mutat el-térést azoktól, amelyeket a táblázat középső oszlopában definiáltunk.
A nem termelő (szolgáltató-) folyamatok javításaA termelő- és nem termelő folyamatok tulajdonságaiban mutatkozó, föntebb fel-sorolt különbségeket – mint említettük – le lehet egyszerűsíteni három kulcsfon-tosságú jellemzőre. Ezek: együttműködés, kézzelfoghatóság és ismétlés. Ez a le-egyszerűsítés lehetővé teszi a klasszikus minőségmenedzsment-technikák kiter-jesztését a szolgáltatófolyamatokra is.
Együttműködés: a vevő részvétele a munkánkbanA vevő részvétele a szolgáltatás létrehozásában (a folyamat „kimenetének” lét-rejöttében) az első kulcsfontosságú jellemvonás, amely megkülönbözteti a nemtermelő folyamatokat a termelőktől. Ezt a jellemvonást, amelyet „együttműkö-désként” emlegetünk, megtalálhatjuk szinte minden szolgáltatófunkciót végzőszervezet munkájában.
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 63
MM-004.qxd 2006.07.16. 22:07 Page 63
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Kézzelfoghatóság és ismétlésA kézzelfoghatóság és az ismétlés a másik két kulcsfontosságú jellemvonás,amely megkülönbözteti a nem termelő funkciókat a termelőktől. A műszaki kö-vetelmények definiálása és a kézzelfogható termékek megfelelőségének méréseviszonylag egyszerű eljárás, amely olyan fizikai jellemzőkön nyugszik, mint améret, súly, alak, volumen, vastagság és anyagi összetétel. Az ismétlődő folya-matok viszonylag rövid idő alatt nagy mennyiségű adatot eredményeznek. Akézzelfogható termékek ismétlődő folyamatokkal való kombinálása megköny-nyíti a műveletek mérését, összehasonlítását, elemzését és szisztematikus javítá-sát, csakúgy, mint a termékek ellenőrzését, osztályba sorolását és válogatását.Ezzel ellentétben a szolgáltatási folyamatokban – például az oktatásban – az is-métlődő folyamatok is rendszeresen más és más eredményt adnak. A példánálmaradva: pontosan ugyanazon óra megtartása több osztályban az egyénekre ésaz osztályokra is egészen más hatású lehet.
4.2.3 Mérés három szinten
A teljesítmény mérése annál nehezebbé válik, minél inkább különböznek azadott terület jellegzetességei az eszményi alkalmazástól. A minőségjavításnakezt az akadályát úgy győzhetjük le, ha saját előnyünkre fordítjuk a mérés háromszinten történő elvégzésének lehetőségét. A méréseket a következő szinteken vé-gezhetjük el: a folyamat, a termék és a végeredmény szintjén.
1. A folyamatmérések definiálják a tevékenységeket, a változó jellem-zőket, valamint magának a munkafolyamatnak a műveleteit. A fo-lyamat szintjén történő mérések ezenfelül magukban foglalják azok-nak a termékeknek és szolgáltatásoknak a mérését is, amelyeket aszállítók „hoznak be” a munkafolyamatba. A méréseknek a folyamatszintjén való alkalmazása segít meghatározni a termékek jellemzőit,még mielőtt azokat leszállítanák a vevőknek.
2. A termékmérések (kimenet-/output-mérések) a különböző termékekvagy szolgáltatások konkrét vonásait, értékeit, jellegzetességeit és tu-lajdonságait határozzák meg. A termékméréseket két oldalról is vizs-gálhatjuk. Az egyik oldal képviseli azokat a jellegzetességeket, ame-lyeket a vevők megkívánnak, a másik oldal pedig a terméknek azokata jellegzetességeit, amelyeket a folyamat valójában nyújt. Az előbbitnevezzük igényeknek, elvárásoknak vagy „a vevők hangjának”. Azutóbbit nevezzük kapacitásnak vagy „a folyamat hangjának”.
3. A végeredménymérések definiálják a folyamat végső hatását a vevő-re, és attól függenek, hogy mit kezd a vevő a termékkel vagy a szol-gáltatással. Noha ez a legfontosabb szint, a végeredményméréseketa legnehezebb definiálni és elemezni, mert az eredményeket a vevők
64 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-004.qxd 2006.07.16. 22:07 Page 64
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
folyamatai is befolyásolják. A végeredmény szintjén történő méréseka szolgáltatások hatását tükrözik a vevők folyamataira, mivel csakaz után lehet a méréseket elvégezni, miután a terméket leszállították,avagy a szolgáltatást elvégezték.
4.3 VEVŐKÖZPONTÚSÁG
Ki a vevő?
„A vevő volt és marad a legfontosabb személy ebben az irodában (…) akárszemélyesen, akár levélben jelentkezik.
A vevő nem függ tőlünk (…), mi függünk tőle.A vevő nem zavaró tényezője a munkánknak, (…) hanem éppenséggel an-
nak célja és értelme. Nem teszünk neki szívességet, amikor kiszolgáljuk, (…)ő tesz szívességet azzal, hogy nekünk lehetőséget nyújt erre.
A vevő nem azért van, hogy vitatkozzunk vagy szellemi párbajt vívjunk vele.A vevő ellenében még soha senkinek nem lett igaza.A mi dolgunk nem egyéb, mint úgy bánni a vevővel, hogy az hasznos le-
gyen mind neki, mind pedig saját magunknak.”L. L. Bean, Freeport, Maine állam
Ha a vállalkozásunkban hosszú távon sikeresek kívánunk lenni, akkor kulcskér-dés, hogy folyamatosan megfeleljünk a vevők elvárásainak, méghozzá oly mó-don, hogy a vevő megállapíthassa: számára értéktöbblet keletkezett. Ennekmegteremtéséhez tudnunk kell: kik a vevőink, mik az elvárásaik és hogy a vevőszempontjából milyen teljesítmény nyújtunk (és milyet a konkurenseink). Így te-hát a vevőközpontúság az első a TQM három alapelve közül.
A vevőközpontúság keretében az alábbiakban három kérdéssel kívánunk fog-lalkozni:
1. A vevő azonosítása.2. A vevő elvárásainak megértése és meghatározása.3. A vevők elégedettségét elemző módszerek alkalmazása.
4.3.1 A vevő azonosítása
Ki a vevő?Valamennyien azt feltételezzük, hogy könnyedén azonosítani tudjuk a vevőin-ket. Ha viszont következetesen meg akarjuk ezt tenni, rájövünk, hogy nem isolyan egyszerű erre a kérdésre pontos választ adni.
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 65
MM-004.qxd 2006.07.16. 22:07 Page 65
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Ki a vevőnk és mire?Tudnunk kell, hogy kivel tárgyaljunk, ha fel akarjuk becsülni a vevőknek nyújtotttermékeink vagy szolgáltatásaink szintjét, és fel kell ismernünk azt is, hogy mi ateendőnk a jövőben, hogy ezt a szintet folyamatosan még magasabb és magasabbszintre emelhessük. Nyilvánvalóan mindehhez meg kell határoznunk azoknak akonkrét személyeknek a körét, akikkel együtt dolgozunk valamennyi partnerszer-vezetünkön belül. A megrendelő, a termék vagy szolgáltatás ellenértékét kiegyen-lítő, illetve a felhasználó személye és igényei rendkívül különbözők lehetnek.Ezen igények pontos ismerete nélkülözhetetlen. Csak így állapíthatjuk meg pon-tosan: mit kell tennünk ahhoz, hogy még jobban kielégíthessük a szükségleteiket.
A TQM gondolatköre kiterjeszti a vevők azonosítását és a vevőkkel kapcsola-tos megközelítéseket úgy, hogy az egyformán vonatkozzon a belső, valamint akülső vevőkre.
Ha a külső vevők azonosítása nehéz dolog, akkor a vállalaton belüli munka-társaink potenciális vevőként történő azonosítása még bonyolultabb lehet.
A belső vevő koncepciója igen jelentős, mert drámai módon bizonyítja, hogyegyetlen szervezet sem lehet képes sikeresen kielégíteni külső vevőinek igénye-it, ha a vállalat alkalmazottai által egymásnak átadott produktumok hibásak.Matematikailag is szemléletesen bizonyítható, hogy lehetetlen a külső vevőkigényeit minden esetben száz százalékig kielégíteni, ha a belső alkalmazottakegymástól eleve nem száz százalékig tökéletes terméket vesznek át.
Például egy három belső szállítóból álló lánc esetében, ha azok mindegyikecsak 90 százalékig elégíti ki a belső vevők igényeit, akkor ennek végeredménye-képpen a vállalattól a külső vevőhöz kiszállított termék valójában csak 73 száza-lékos lesz (90% x 90% x 90% = 73%). De ha feltételezzük, hogy egy öt elemből ál-ló folyamat esetén mindenki 99%-san teljesít, a kimenet akkor is csak 95%-os lesz.
Ha sikerül azonosítanunk azt a személyt, akinek munkánk termékét átadjuk,akkor tőle információkat kaphatunk azokról az igényekről, szükségletekről, el-várásokról és követelményekről, amelyeket nekünk mint szállítóknak ki kell elé-gítenünk.
Mit tekintünk terméknek?Azokat a konkrét termékeket vagy szolgáltatásokat nevezzük terméknek, ame-lyeket a termelési vagy szolgáltatási folyamatban résztvevő egyén a maga mun-kafolyamatának részeként létrehoz, és amelyet továbbad másoknak, akik vi-szont megint csak felhasználják ezeket az ő munkafolyamataikban.
Akkor végül is ki a vevő?A vevő az a személy, akinek az egyén továbbadja a termékét.
Mit kívánnak a vevők?Mihelyt megállapítottuk, hogy kik a vevőink arra a termékre, amit előállítunk, aztis meg kell tudnunk a vevőtől, hogy ő mit vár, igényel, és mire van szüksége tőlünk,
66 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-004.qxd 2006.07.16. 22:07 Page 66
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
a szállítótól. El kell fogadnunk azt, hogy a minőséget a vevő határozza meg, és eza vevő szükségleteinek és elvárásainak való megfelelés a TQM stratégiai célja.
Néha a vevők maguk sem ismerik egész pontosan saját szükségleteiket, és el-várják, hogy a szállító segítsen igényeik tisztázásában. Az efféle helyzetet akárelőnyünkre is fordíthatjuk, hiszen alkalmat kínál olyan „partneri viszony” kifej-lesztésére vevő és szállító között, amely mindkettejüknek hasznos. Sok TQM-rendszerben a vevő az új termék kifejlesztési ciklusának korai szakaszában be-vonja a szállítóit, hogy a korai együttműködés során kialakított munkakapcso-latokat és információkat mindkét fél kölcsönösen a saját előnyére fordíthassa.
4.3.2 A vevők elvárásainak megértése
Mit akarnak a vevők?Lényegében nem mást, mint hogy elvárásaikat következetesen és teljes egészé-ben kielégítsék. A fogyasztók egy termék vagy szolgáltatás minőségét többnyireoly módon észlelik, hogy az adott terméket vagy szolgáltatást összehasonlítjákazzal az elvárással, amit ők hozzá kapcsoltak (nem biztos, hogy pontosan meg-határozták!), mielőtt még megvásárolták volna. A terméket vagy szolgáltatást kinem elégítőnek ítélik olyankor, ha az elvárásaikat nem teljesíti, kielégítőnek, haazoknak megfelel, és több mint kielégítőnek, ha azokon is túltesz.
A sikeres szervezetek minden alkalommal képesek a vevői elvárások teljesskálájának diagnosztizálására és maradéktalan kielégítésére. A piacon sikeresszervezeteknek megvan az a képessége, hogy a kimondatlan, sőt, a lappangóigényeket is megértsék. Ezek a lappangó igények olyan sajátosságok, amelyeketa vevők kívánnak, de nem tudnak róla, hogy hozzáférhetők lennének, és ezértnem is képesek őket a szállítóval folytatott tárgyalásaik során megfogalmazni.
Amint sikerült a megcélzott piaci szegmensen belül azonosítani egy bizonyostermék vagy szolgáltatás vevőit, akkor már az elvárásaikat is meghatározhatjuka következő négy kérdés megválaszolásával:
1. Milyen termékkel/szolgáltatással kapcsolatos jellemzőket óhajtanaka vevők?
2. Milyen teljesítményszint szükséges elvárásaik kielégítéséhez?3. Milyen a különböző jellemzők viszonylagos fontossága?4. Mennyire elégedettek a vevők a teljesítmény jelenlegi szintjével?
Melyek a minőségi szolgáltatás jellemzői?A vevők elvárják, hogy értéket kapjanak a megvásárolt vagy használt termékbenvagy szolgáltatásban. Modellek tucatjait fejlesztették ki, hogy ezek segítsenek tisz-tázni: hogyan definiálja a vevő a minőséget vagy az értéket. A következőkben há-rom modellt ismertetünk, amelyek alkalmasak arra, hogy definiálják azokat a ter-mék- és szolgáltatási jellegzetességeket, amelyeket vevőink megkívánnak.
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 67
MM-004.qxd 2006.07.16. 22:07 Page 67
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Gyorsabb, jobb, olcsóbbAz értéket egész egyszerűen úgy is tekinthetjük, hogy olyan dolgokra teszünkszert, amelyek gyorsabbak, jobbak és olcsóbbak, mint ahogy másutt elérhetők. A 4.2 ábra ezeket az elvárásokat három dimenzióként ábrázolja, melyekkel kap-csolatban kompromisszumokat köthetünk.
A minőség nyolc dimenziójaDavid Garvin nyolc dimenziót definiált, amelyek stratégiai szinten használha-tók a minőségi jellemzők elemzésére. E dimenziók közül egyesek kölcsönösenerősítik egymást, mások viszont nem – az egyik terén végzett javítás a másik ká-rára is történhet. Ha megértjük, hogy vevőink milyen kompromisszumokat kí-vánnak e dimenziók között, akkor előnyös versenyhelyzetbe hozhatjuk magun-kat. Garvin nyolc dimenzióját a következőképpen összegezhetjük:
1. Teljesítmény: a termék elsődleges működési jellegzetessége.2. Különleges tulajdonságok: a teljesítmény másodlagos vonásai. Ezek
azok a „cicomák”, amelyek kiegészítik az alapvető funkciókat.3. Megbízhatóság: annak a valószínűsége, hogy egy meghatározott
funkciót meghatározott időtartam alatt, meghatározott körülményekközött sikeresen alkalmazhatunk.
4. Egyezés: az a mérték, amennyire egy terméknek a tervezett jellem-zői, valamint működési jellemzői megfelelnek az elfogadott színvo-nalnak.
5. Tartósság: a termék élettartamának mérése. A tartósságot úgy is defi-niálhatjuk, mint azt az időtartamot, amennyi ideig a termék használ-ható, mielőtt úgy tönkremenne, hogy újjal történő pótlása kívánato-sabb a javításnál.
6. Szervízelhetőség: A javítás gyorsasága és könnyűsége, a javítási folya-mat során tapasztalt udvariasság és hozzáértés.
7. Esztétika: hogyan fest külsőleg, hogyan hangzik a termék neve, mi-lyen a tapintása, az íze vagy illata. Az esztétikai tényező nagyrésztszemélyes megítélés, valamint az egyéni ízlés tükröződésének ered-
68 A MINŐSÉGMENEDZSMENT ALAPJAI
4.2 ábra
MM-004.qxd 2006.07.16. 22:07 Page 68
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
ménye; ez nagymértékben szubjektív dimenzió.8. A márkanév: itt a hírnév a döntő. A fogyasztók nem mindig rendel-
keznek kimerítő információkkal egy termék vagy szolgáltatás tulaj-donságaira nézve; közvetett mérésmódok vagy a minőség felszínentörténő észlelése talán az egyetlen kiindulási alapjuk az egyes már-kák összevetéséhez.
A szolgáltatások minőségének tíz meghatározójaAz üzleti élet vezetőivel, valamint fogyasztóvédelmi csoportokkal folytatott be-szélgetéseik nyomán Berry és kollégái a szolgáltatások minőségének tíz megha-tározóját fogalmazták meg. Az ő kategóriáik – amelyek hasznosan egészítik ki aGarvin-féle nyolc dimenziót – az alábbiak:
1. Megbízhatóság: a teljesítmény állandó és az ügyfél bizalmát biztosítószintje; mindjárt első alkalommal a megfelelő szolgáltatás nyújtása;az ígéretek betartása; pontosság.
2. Alkalmazkodóképesség: az alkalmazott hajlandósága vagy készsége aszolgáltatás nyújtására; időben történő érkezés és munkavégzés.
3. Hozzáértés: a szolgáltatás nyújtásához szükséges jártasságok és tudásbirtoklása.
4. Hozzáférhetőség: megközelíthetőség és könnyű hozzáférhetőség; vá-rakozási idő; működési időtartam.
5. Udvariasság: a vevővel kapcsolatba kerülő személyzet illedelmes éstisztelettudó viselkedése, figyelmessége és barátságossága.
6. Kommunikáció: a vevők folyamatos informálása olyan nyelven, ame-lyet megértenek; figyelés a vevő szavára; a használt nyelvezet hoz-záigazítása a különböző vevők különböző szükségleteihez.
7. Hitelesség: becsületesség, szavahihetőség, tisztesség; a cég hírneve; aszemélyzet személyes tulajdonságai.
8. Biztonság: minden veszélytől, kockázattól és kételytől való mentes-ség; fizikai biztonság; pénzügyi biztonság; diszkréció.
9. A vevő megértése: teljes erővel történő igyekezet a vevő szükségletei-nek megértésére; a vevő különleges igényeinek kipuhatolása; sze-mélyre szóló figyelmesség; a különleges vevők felismerése.
10. Kézzelfogható tényezők: a szolgáltatás fizikai megjelenésmódja; a szol-gáltatási helyiségek külső képe; a személyzet tagjainak megjelenése;a szolgáltatás nyújtásához használt szerszámok és berendezések; aszolgáltatást képviselő fizikai segédeszközök, más vevők jelenléte aszolgáltatási helyiségben.
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 69
MM-004.qxd 2006.07.16. 22:07 Page 69
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A minőségi jellemzők gyűjteményeA föntebb leírt modellek szintézisének segítségével ki tudjuk építeni a minőségijellemzők egyetlen átfogó rendszerét. Amint ezt a 4.2 táblázat mutatja, a jelzettgyűjtemény összekapcsolja Garvin nyolc dimenzióját, valamint Berry és társaitíz minőséget meghatározó dimenzióját egyetlen makrolistába, melynek célja:gyorsabb, jobb, olcsóbb.
Leszállítható dolgok Kölcsönhatások
Gyorsabb Hozzáférhetőség Reagáló készség
Kényelem Megközelíthetőség
Jobb Teljesítmény Megbízhatóság
Extra tulajdonságok Biztonság
Megbízhatóság Hozzáértés
Szabványszerűség Hitelesség
Szervízelhetőség Empátia
Esztétikai megjelenés Kommunikáció
Észlelt minőség Stílus
Olcsóbb Ár
Ez az új rendszer ahelyett, hogy különbséget tenne a termék és a szolgáltatás mi-nősége között, átcsoportosítja a minőség elemeit két komponens köré: szállítha-tó dolgok és kölcsönhatások. A szállítható dolgok azokat a tulajdonságokat tar-talmazzák, amiket a vevőknek nyújtunk. A kölcsönhatások pedig azt jellemzik,hogy a viselkedésmódok és -stílusok hogyan hatnak a vevőkre, miközben azokrészesei a szolgáltatási folyamatnak.
A szállítható dolgok és a kölcsönhatások körvonalazása olyan könnyen átte-kinthető keretet kínál, amelyen belül azonosíthatjuk a javítás lehetőségeit.
Milyen teljesítményszínt szükséges az elvárások kielégítéséhez?Sokan úgy érvelnek, hogy a termék minősége mérhető, de a szolgáltatásé nem.Noha a két dolog jellegzetességeinek listája eltérhet egymástól, és az egyik ne-hezebben mérhető, de azért mindkettővel kapcsolatban lehet adatokat gyűjteniés azokat elemezni. A szolgáltatás minőségének összetevőit gyakran szubjektív,kvalitatív mércékkel mérik, amelyek megfigyeléseken és összehasonlításokonalapulnak. A termék minőségét általában abszolút, kvantitatív mércékkel mérik,fizikai vagy vegyi tulajdonságok alapján. Természetesen ez alól az általánosításalól számos kivétel akad, ám a különbségek átfogó összehasonlítása megtalálha-tó a fenti táblázatban.
70 A MINŐSÉGMENEDZSMENT ALAPJAI
44..22 ttáábblláázzaatt
MM-004.qxd 2006.07.16. 22:07 Page 70
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Kimondatlan, kimondott és lappangó igényekAhhoz, hogy mérhessük a minőséget, először is meg kell határoznunk azokat ajellemvonásokat, amelyek fontosak a vevők számára. A következő lépés annakmegállapítása, hogyan szerezhetünk be érdemleges adatokat. Ez a megközelí-tésmód nem változik, függetlenül attól, hogy az adott tulajdonság a termék vagya szolgáltatás minőségének eleme.
A vevők által elvárt termék- és szolgáltatási jellemzőket három egymásra épülőszínt progresszív hierarchiájaként is felfoghatjuk: alapvető elvárások, specifiká-ciók/igények és az elragadtatás (lásd a 4.3 ábrát). Ezt a három szintet gyakranhívják kimondatlan, kimondott és lappangó igényeknek. Az ilyen módon törté-nő besorolás segít a vevők elvárásainak kielégítéséhez szükséges teljesítmény-szint megértésében és meghatározásában.
A vevők alapvető elvárásai képezik a legalsó szintet. Ezekről a jellemvonások-ról (vagy teljesítményszintekről) feltételezzük, hogy mindig jelen vannak, és hamégis hiányoznak, a vevők mindenkor elégedetlenek lesznek.
A következő szintet azok a specifikációk és igények képviselik, amelyek láthatóka vevő számára és szerepet kapnak választási folyamatuában. Ez az a szint, amelyennyíltan kimondott kompromisszumot kötnek és megtárgyalják a feltételeket.
A teljesítmény legmagasabb szintjét azok az értéktöbbletet jelentő extrák kép-viselik, amelyekről a vevő nem is tudott, de amelyet nagy örömmel fogad. Az eszinten nyújtott teljesítményt oly módon is leírhatjuk, hogy ez valamennyi ki-mondott igény kielégítése a lappangókkal együtt. A lappangó igények valóságo-sak, de nem láthatók és nem is nyilvánvalók a vevő számára.
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 71
4.3 ábra
MM-004.qxd 2006.07.16. 22:07 Page 71
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Jegyezzük meg azonban, hogy az elragadtatás szintjén nyújtott teljesítménynem egyszerűen annyit jelent, hogy többet szállítunk a kitűzött mennyiségnél!
Az elvárások három szintjének alkalmazásaHa felismerjük bármely konkrét termék/szolgáltatás teljesítményszintjének jel-lemzőit, ez három előnyt is kínál.
Rávilágít arra, hogy mely jellemzőket kell részletesen megtárgyalni ajelenlegi vagy jövendőbeli vevőkkel.Segít megjósolni, hogyan fog reagálni a vevő elégedettségi szintje ajellemző tulajdonságokban bekövetkező változásokra.Jelzi az elvárások terén a jövőben várható tendenciákat.
A vevőkkel folytatott beszélgetéseket összpontosítsuk azokra a jellemzőkre,amelyek a szembetűnő specifikációkat és igényeket képviselik (2. szint)! A ve-vők az alapvető elvárásokat (1. szint) biztosra veszik, és feltételezik, hogy a hoz-záértő szállító ezt nagyon jól tudja. Hasonlóképpen, a vevőtől nem várható,hogy értékelje a 3. szint által nyújtott különleges tulajdonságokat, amíg azokatmeg nem tapasztalta.
A panaszok megválaszolása: a rejtett szintLétezik még egy teljesítményszint – egy olyan, amely rejtve marad, és csak ak-kor fedezik fel, amikor a csalódott vevők visszatérnek problémáikkal a szállító-hoz. A Technical Assistance Research Program tanulmánya kimutatta, hogy apanaszokra adott pozitív válasz egyenesen előnyt tud kovácsolni a hibából.Ahelyett, hogy végig kellene néznünk, amint a csalódott vevő átpártol a konku-renciához, az a képességünk, hogy „magunkhoz térünk” és hatékonyan kezel-jük a panaszokat, valójában hűségessé teszi a vevőt.
Milyen a különböző jellemzők viszonylagos fontossága?A szakirodalom tele van olyan tanulmányokkal és tanácsokkal, amelyek mind-egyike megpróbálja definiálni: melyek a legfontosabb minőségi jellemzők. Kiter-jedt tapasztalatok szerint nem létezik általánosan elfogadható recept. Az összesminőségi jellemző viszonylagos fontossága változik a vevő adott időpontban je-lentkező konkrét elvárásainak függvényében.
Ahelyett, hogy általános alapokon kísérelnénk meg fontossági sorrendbe ren-dezni a vevők szükségleteit, inkább azt javasoljuk, hogy egy teljesítmény jellem-ző relatív fontosságát minden egyes termék és szolgáltatás esetében határozzukmeg a vevőkkel együtt, majd ezt az adatgyűjteményt tegyük újra meg újra nap-rakésszé. A fontosság relatív besorolását vezérelvként is használhatjuk a minő-ség javítására irányuló eszközök, erőforrások elosztásához.
72 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-004.qxd 2006.07.16. 22:07 Page 72
© Kövesi János, Topár József
© Typotex Kiadó
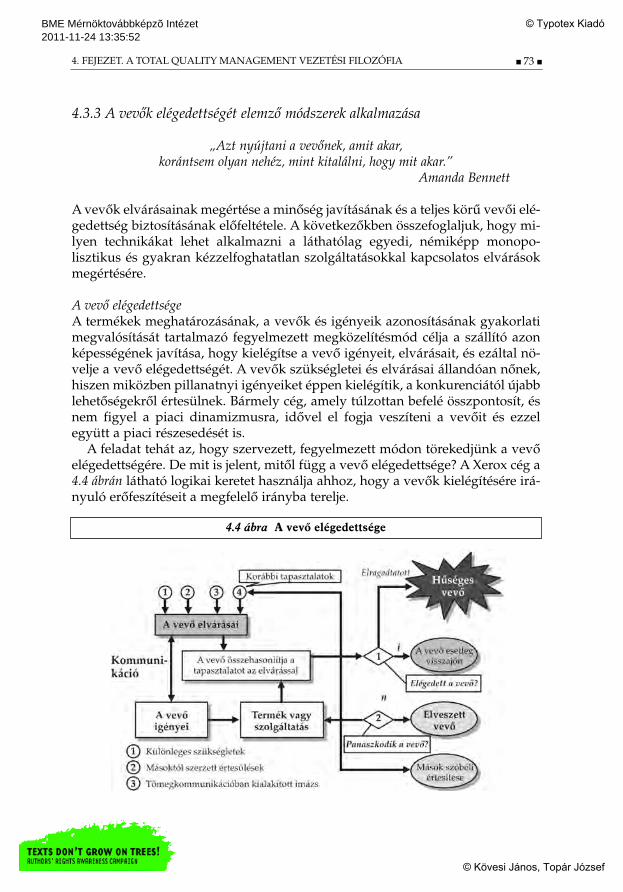
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
4.3.3 A vevők elégedettségét elemző módszerek alkalmazása
„Azt nyújtani a vevőnek, amit akar,korántsem olyan nehéz, mint kitalálni, hogy mit akar.”
Amanda Bennett
A vevők elvárásainak megértése a minőség javításának és a teljes körű vevői elé-gedettség biztosításának előfeltétele. A következőkben összefoglaljuk, hogy mi-lyen technikákat lehet alkalmazni a láthatólag egyedi, némiképp monopo-lisztikus és gyakran kézzelfoghatatlan szolgáltatásokkal kapcsolatos elvárásokmegértésére.
A vevő elégedettségeA termékek meghatározásának, a vevők és igényeik azonosításának gyakorlatimegvalósítását tartalmazó fegyelmezett megközelítésmód célja a szállító azonképességének javítása, hogy kielégítse a vevő igényeit, elvárásait, és ezáltal nö-velje a vevő elégedettségét. A vevők szükségletei és elvárásai állandóan nőnek,hiszen miközben pillanatnyi igényeiket éppen kielégítik, a konkurenciától újabblehetőségekről értesülnek. Bármely cég, amely túlzottan befelé összpontosít, ésnem figyel a piaci dinamizmusra, idővel el fogja veszíteni a vevőit és ezzelegyütt a piaci részesedését is.
A feladat tehát az, hogy szervezett, fegyelmezett módon törekedjünk a vevőelégedettségére. De mit is jelent, mitől függ a vevő elégedettsége? A Xerox cég a4.4 ábrán látható logikai keretet használja ahhoz, hogy a vevők kielégítésére irá-nyuló erőfeszítéseit a megfelelő irányba terelje.
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 73
4.4 ábra A vevõ elégedettsége
MM-004.qxd 2006.07.16. 22:08 Page 73
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Miközben a belső szállítók a közvetlen vevőjük szükségleteinek kielégítésérekoncentrálnak (arra a sorban utánuk következő személyre összpontosítanak,akinek a terméket vagy a szolgáltatást átadják), aközben a végső felhasználórais gondolniuk kell, arra a külső vevőre, aki majd idővel fogyasztója lesz a ter-méknek vagy szolgáltatásoknak. Ő az, aki végeredményben a számlát kifizeti.Ennek a szemléletnek az elterjesztése – vagyis az, hogy a szervezetben dolgozóvalamennyi egyénnek tudnia kell, hogyan fogadják termékeiket és szolgáltatá-saikat a piacon – vezet el a teljes vevőközpontúság megteremtéséhez.
Amikor azonosítottuk a vevőinket, és ők is egyetértenek abban, hogy ők a mivevőink, akkor be kell gyűjtenünk és egyértelműen meg kell határoznunk azigényeiket, majd pedig ily módon alaposan fel kell tárnunk, hogy ők mit kíván-nak és várnak el tőlünk, mire van szükségük. Ha szállítóként még tovább lé-pünk, és azonosítjuk a lappangó igényeiket is (olyan sajátosságokat, amelyekrőlvevőink talán nem is tudtak, de tulajdonképpen akarják őket), akkor még na-gyobbra becsült szállítók leszünk.
A minőség elérésének lényege a vevők igényeinek azonosítása, és ezeknekminden alkalommal, az esetek száz százalékában történő kielégítése.
A kulcsfontosságú feladat az, hogy megértsük vevőink szükségleteit és elvá-rásait. Melyek azok a termékekre és szolgáltatásokra vonatkozó megkülönböz-tető jegyek, amelyek fontosak a vevőinknek? Mennyire elégedettek a vevőink azáltalunk nyújtott termékek és szolgáltatások jellemzőivel? És mennyire elége-dettek a vetélytársainkkal?
A munkafolyamat-modell megmutatja, hogy a vevőktől a szállítók felé az in-formációnak két különféle csoportja áramlik:
1) követelmények – a vevő által elvárt termék és szolgáltatás, mielőttazt még megtermelték vagy leszállították volna;
2) elégedettség – visszacsatolás arról, hogy a vevőnek mi tetszett és minem tetszett a számára elvégzett munkából.
A 4.5 ábra bemutatja azt a kétdimenziós keretet, amelyet azért fejlesztettek ki,hogy kategóriákba sorolják a vevőktől származó információk begyűjtését szol-gáló mechanizmusokat. A vízszintes tengely jelzi a szállító aktivitásának fokát.A függőleges tengelyen ábrázolták az elérhető megértés szintjét. Noha az egyesmódszerek határai nem olyan élesek, mint azt ábrázoltuk, de a három egymás-tól világosan elkülönülő szint feltételezése segít a módszerek szerepének megvi-lágításában.
74 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-004.qxd 2006.07.16. 22:08 Page 74
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
1. szintAz 1. szint a reaktív módozat, amely a vevők elvárásának csak minimális meg-értését mutatja. A megközelítésmódok itt elsődlegesen a panaszok begyűjtéséreszorítkoznak.
A vevők elvárásainak és elégedettségi szintjének hatékony megismerését ez-zel a reaktív megközelítésmóddal 4 tényező is hátráltatja.
Először: az adatok egy elfogult, nem tipikus vevői rétegtől származ-nak, akik kellően dühösek ahhoz, hogy panaszkodjanak, gyakortamindjárt valamiféle megoldás formájában.Másodszor: e dühös vevők közül is csak korlátozott számban akad-nak olyanok, akik önként szolgáltatnak információt a szállítóknakezeken a mechanizmusokon keresztül.Harmadszor: többnyire nem állnak rendelkezésre az efféle adatokösszegzésére és elemzésére szolgáló rendszerek.Negyedszer: az alkalmazottaknak, akik ezeken a csatornákon keresz-tül információkat kapnak, minden figyelmét leköti az, hogy orvosol-ják a vevők problémáit vagy maguk védekezzenek a vádaskodások-kal szemben.
Mégis lehet olyan lépéseket tenni, amelyek minimalizálják ezt a négy gátló té-nyezőt és maximalizálják az 1. szint mechanizmusainak értékét.
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 75
4.5 ábra
MM-004.qxd 2006.07.16. 22:08 Page 75
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A vevők gyakran azért nem panaszkodnak, mert nem tudják, hogy azt ho-gyan kell, vagy hogy kinek címezzék a panaszukat, vagy mert úgy érzik, hogya panasztétel egyszerűen nem éri meg a fáradságot. A szervezetek ezeket a kor-látokat különböző megközelítésmódok segítségével csökkenthetik. Világossá te-hetik a vevők számára a panasztevés módozatait, amelyek között szerepelhet-nek a díjtalanul hívható telefonszámok is. Ezenkívül gondoskodhatnak róla,hogy vevőiknek érdemes legyen panaszkodniuk, mégpedig azzal, hogy vála-szolnak a problémáikra és megpróbálnak a bajból előnyt kovácsolni.
Mindamellett a panaszokat fogadó alkalmazottakat támogatni kell, sőt meg-jutalmazni ezért a szerepükért, hogy kárpótolják őket a feladatkörükben ereden-dően benne rejlő kellemetlenségért. A támogató rendszerek jó példái a képzésiprogramok, valamint a felhasználóbarát rendszerek.
2. szintA megértés magasabb szintjére juthatunk el, ha aktív megközelítésmódok segít-ségével hallgatunk a vevőkre. A 2. szintű mechanizmusok definíció szerint azoka módszerek, amelyek kommunikálnak a vevőkkel, de a vevők elvárásaira valóodafigyelés csak másodlagos céljuk. Elsődleges céljaik között gyakran ott van avevők kérdéseinek megválaszolása vagy több/új termék eladása. Noha mind-ezek hatásosabbak, mint a fentebb tárgyalt reaktív megközelítések, a 2. szintűmechanizmusoknak a vevő nézeteinek megismerésére irányuló képessége semteljes, hiszen ezeket a mechanizmusokat főként a saját szervezeti céljaik kielégí-tésére tervezik. A 2. szint példái közé tartoznak az információs pultok vagy for-ró drótok, a forgalmi adatok elemzése, a vevők képviselőitől származó visszajel-zések és a strukturálatlan felmérések.
3. szintA vevők elvárásait teljes mértékben csak akkor érthetjük meg, ha olyan módsze-reket használunk, amelyeket konkrétan ezeknek az információknak a begyűjtésé-re dolgoztak ki. Itt a harmadik szintű megközelítésmódok között szerepelnek aszemélyes beszélgetések, a csoportos beszélgetések és a megtervezett felmérések.Ennek a legfelsőbb szintnek másik mechanizmusa a „rejtélyes vásárló”, amely le-hetővé teszi a szállítóknak, hogy megismerjék vevőik nézőpontját oly módon,hogy beépített embereket alkalmaznak a saját szolgáltatásaik használására.
A célcsoportok olyan bepillantásokat tesznek lehetővé, amelyekre sem a fel-mérésekkel, de még az egyéni vevőkkel folytatott beszélgetésekkel sem lehetszert tenni.
A korábbi vevők körében folytatott beszélgetések és felmérések gyakorta elha-nyagolt 3. szintű mechanizmust képeznek. A jövendőbeli vagy jelenlegi vevőkkeltörténő kommunikációkkal ellentétben a korábbi vevőkkel folytatott kommuni-káció konkrét objektív adatokat nyújthat a termékeinkről és szolgáltatásainkról.
76 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-004.qxd 2006.07.16. 22:08 Page 76
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Összemérés az elvárások megértése céljábólAz összemérést is a 3. szintű megközelítések közé sorolhatjuk. Miként azt BobCamp Összemérés című könyvében elmagyarázza, ez a folyamat az új eszmék ésmódszerek, gyakorlatok és eljárások szüntelen kutatásából áll, és abból, hogyvagy egészében magunkévá tesszük a bevált gyakorlatokat, vagy a kiváló voná-saikat alkalmazzuk, és úgy alkalmazzuk őket, hogy „a jónak is a legjavát” kap-juk. Az összemérés képessé teszi a szervezetünket arra, hogy olyan teljesítmény-célokat tűzzön ki, amelyek a lehető legjobb gyakorlatokon alapulnak, és a sajátterületén folyamatos javításokat végezzen e cél felé haladva.
Az összemérés – vagy a hazai gyakorlatban is elterjedt eredeti angol elneve-zés szerint: benchmarking – a legjobb gyakorlatok keresése. Olyan keresés,amely a legjobb dolgok megtalálására irányul, és annak megértése, hogy mikéntjuthatunk el ehhez a legjobbhoz.
Camp a benchmarkingnak négy különböző típusát definiálta (4.6 ábra):
1) Belső: a saját szervezetünkön belüli funkciók műveleteinek összeha-sonlítása. Az ilyen típusú vizsgálat a sok részlegből álló, avagy nem-zetközi cégeknél alkalmazható. Az adatok könnyen hozzáférhetők,és elvárható, hogy pontos adatokhoz jussunk.
2) Versenyszerű: az összemérés a termékek vagy szolgáltatások terén lé-vő közvetlen vetélytársainkkal a legkézenfekvőbb. Noha az idevágóinformáció beszerzése nehéznek bizonyulhat, annak értéke magas.
3) Funkcionális: nem szükséges az összehasonlításokat a közvetlen ve-télytársainkra korlátozni. Sőt, egy szűk látószög a lehetséges áttöré-sek elmulasztásának kockázatával jár. A funkcionális összemérés azegymástól különböző iparágak területén működő vezető pozícióbanlévő vállalatokat, vállalkozásokat vizsgálja. Az összehasonlítás létjo-gosultságát az adja, hogy definiáljuk azokat a teljesítményjellemző-ket, amelyek hasonlók a mi saját funkcióinkhoz.
4) Általános: egyes üzleti funkciók és folyamatok hasonlók, tekintet nél-kül az iparágak közötti különbségekre. Az általános összemérés azösszemérés legtisztább formája, hiszen olyan módszereket hozhat
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 77
4.6 ábra
MM-004.qxd 2006.07.16. 22:08 Page 77
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
napvilágra, amelyeket nem foganatosítanak a vizsgálódást végző sa-ját iparágában. Az általános összemérés kiterjeszti a funkcionálisösszemérést azzal, hogy eltávolítja a megszorításokat, amelyek avizsgálatot a hasonló jellegzetességeket mutató gyakorlatokra korlá-tozzák. Az általános összemérésben ott rejlik a lehetőség, hogy fel-mutassuk „a jónak is a legjavát”.
A „vevőablak” modellje mint strukturált módszer a vevők felmérésére, valamintaz eredmények értelmezésére a következő, 4.7 ábrán látható. A megközelítésmódkiindulópontja az, hogy tisztázzák és szegmensekre osztják fel a vevői bázist, ésolyan kérdéseket terveznek meg, amelyekből megállapítható a viszonylagos elé-gedettség, és a fontosság, amelyet a vevők tulajdonítanak minden egyes konkrétterméknek, szolgáltatásnak vagy teljesítmény-jellemzőnek.
Az eredményeket ezután rendszerezik. Az ábra négy negyedbe sorolja be atermékek és szolgáltatások jellemző jegyeit:
A technikák egész skálája áll rendelkezésre ahhoz, hogy kommunikáljunk a ve-vőkkel és megtudjuk elvárásaikat, valamint a már létező termékekre és szolgál-tatásokra vonatkozó elégedettségi szintjüket. Használjunk többféle megközelí-tésmódot! A panaszok puszta meghallgatását célzó módszereket egészítsük kiolyan mechanizmusokkal, amelyeket konkrétan a vevők szükségleteinek felmé-résére terveztek.
78 A MINŐSÉGMENEDZSMENT ALAPJAI
4.7 ábra
MM-004.qxd 2006.07.16. 22:08 Page 78
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Nagyon fontos hangsúlyozni, hogy az előzőekben ismertetett módszereket ésmegfontolásokat nem csupán a külső, hanem a belső vevő azonosításához, igé-nyeinek megismeréséhez és maradéktalan kielégítéséhez szükséges hasznosíta-ni akkor, ha a TQM vezetési filozófia alkalmazásával el kívánjuk érni szerveze-tünk hosszú távú sikeres működését.
4.4 A FOLYAMATOK FOLYAMATOS JAVÍTÁSA
4.4.1 A kulcsfontosságú folyamatok menedzselése
„A terméket megreparálni már túl késő,e helyett javítsuk a folyamatot.”
Gerald Shea
Az üzleti élet vezetőit gyakran vádolják azzal, hogy rövidlátóak és többnyirecsak a rövidtávra összpontosítanak. Ennek a szindrómának egyik megnyilvánu-lása a „tűzoltásra”, valamint az azonnali eredmények elérésére fordított kitünte-tő figyelem. Az ebből a körből való kitörésnek és a hosszabb távú perspektívakiépítésének egyik kulcsa az, hogy a háttérben lejátszódó üzleti folyamatokaterősítsük, ahelyett, hogy minden konkrét termékkel, megrendeléssel és mindeneltéréssel külön-külön foglalkoznánk. A folyamatjavítás képviseli a TQM máso-dik kulcsfontosságú alapelvét.
A következőkben a folyamatok szisztematikus és folyamatos javítása kereté-ben a következő főbb pontokkal foglalkozunk:
a kulcsfontosságú folyamatok azonosításának és menedzselésénekmódszerével;a folyamat teljesítményének javítására alkalmazható alapvető mód-szerekkel;a folyamatok teljesítménymérésének elveivel és módszereivel.
Hogy definiáljuk a munkafolyamatot?Minden terméket és szolgáltatást munka- vagy üzleti folyamatok során hoznaklétre vagy szállítanak le. A következőkben tekintsük át, hogy miként definiálhat-juk a munkafolyamatokat és azok résztvevőit!
A munkafolyamat az embereknek, anyagoknak, módszereknek és gépeknekidőbeni egymásutániságot feltételező integrációja egy adott környezetben, annakérdekében, hogy értéktöbbletet tartalmazó termékeket állítsunk elő a vevők szá-mára. A folyamat mérhető bemeneteket (inputokat) változtat szervezetten egy-másra épülő lépcsőfokok segítségével mérhető termékekké (outputokká). A fo-lyamatok működtetéséhez és javításához az emberek négy csoportja szükséges:
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 79
MM-004.qxd 2006.07.16. 22:08 Page 79
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Vevők: Az az ember (vagy emberek), akiknek a terméket vagy szolgál-tatást előállítják. A vevők azok az emberek, akik a terméket vagy szol-gáltatást közvetlenül felhasználják, avagy azt inputképpen saját mun-kafolyamatukba beillesztik. Munkacsoport: Az az ember (vagy emberek), akik a folyamatban dol-goznak, hogy megtermeljék vagy leszállítsák a kívánt terméket.Szállítók: Az az ember (vagy emberek), akik az inputot szolgáltatják amunkafolyamathoz. A folyamatban szereplő emberek tulajdonkép-pen a szállító vevői. Gazda: Az a személy (vagy személyek), aki felelős a folyamat műkö-déséért és annak javításáért.
A folyamatok általában sok lépésből (részfolyamatokból) épülnek fel (4.8 ábra):
Amint azt az előzőekben ismertettük, a vevők határozzák meg a folyamattólmegkívánt terméket. Mindezt az információ két szélesen értelmezett kategóriá-ján át teszik, melyek a vevőktől a folyamatot vagy folyamatelemet megvalósítócsoport felé áramlanak. Az első kategória igényeket tartalmaz: annak leírását,amit a vevők akarnak, elvárnak és amire szükségük van. Az igények szabjákmeg, hogy mit kell a folyamatnak létrehoznia. A kommunikáció második alap-vető eleme a visszacsatolás: azon információk halmaza, hogy a vevő elvárásai-
80 A MINŐSÉGMENEDZSMENT ALAPJAI
4.8 ábra
MM-004.qxd 2006.07.16. 22:08 Page 80
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
hoz képest a terméket/szolgáltatást milyen jól (vagy milyen rosszul) szállítottákle. Ez a visszacsatolás létfontosságú a folyamat javításához.
Az információk, valamint a termékek áramlása a szállító-, munkát végző cso-port- és a vevői láncban folyamatosan ismétlődik. A belső és külső vevői kapcso-latrendszerben egy folyamatláncot, folyamatstruktúrát hoz létre. De mindenösszetett folyamat felbontható egyszerű folyamatelemekre, amely a szállító–megvalósító–vevő kapcsolatokból áll.
A folyamatok meghatározása, csoportosításaA folyamataink azonosítása és csoportosítása a folyamatmenedzselés fontos lé-pése. Tisztában kell lennünk azzal, hogy a szervezetünkben milyen folyamatokléteznek és melyek ezen folyamatok lépései, részfolyamatai. Ehhez célszerű fo-lyamatleltárt vagy folyamattérképet készítenünk.
A folyamatleltár vagy -térkép készítésének lépései:
A bemenetek és kimenetek meghatározása.A folyamatok leltára.Minden bemenethez és kimenethez tartozik-e folyamat?A folyamatleltár kiegészítése.A feltárt be- és kimenetekhez nincs meg a folyamat.
Folyamatainkat különböző szempontok szerint csoportosíthatjuk. Általában akövetkező főbb csoportokat szokás képezni a folyamat jellemzőinek és a szerve-zetben betöltött szerepének figyelembe vételével:
főfolyamatok;támogató folyamatok;kiegészítő (mellék-) folyamatok;vezetési folyamatok;kulcs(fontosságú) folyamatok.
A főfolyamatok a szervezet alaptevékenységéhez, a vevői/partneri igények ki-elégítéséhez kapcsolódó folyamatok.
Jellemzői:
Jelentősen hozzájárulnak a szervezet céljainak megvalósításához.A folyamat elején és végén a külső vevők állnak.Közvetlen hatást gyakorolnak a vevőkre.
A támogató folyamatok a főfolyamatokat kísérik, adatokat, információkat szol-gáltatnak. A kiegészítő folyamatok a szervezet alaptevékenységéhez lazán kap-csolódó, de az esetek többségében nélkülözhetetlen folyamatok. E folyamatoknélkül az alapvető funkciók hatékony elvégzése nem lehetséges.
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 81
MM-004.qxd 2006.07.16. 22:08 Page 81
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A szervezet irányításával, stratégiájának meghatározásával és megvalósításá-val kapcsolatos folyamatokat vezetési folyamatoknak nevezzük.
Kulcs(fontosságú) folyamatokA szervezet sikerét alapvetően befolyásoló folyamatok (nem csak a főfolyama-tok közül kerülhetnek ki).
A következőkben a minőségmenedzsment-rendszerek fejlesztése szempontjá-ból alapvető kulcsfolyamatok menedzselésével foglalkozunk.
A folyamatmenedzselés hat összetevőjeGabriel Pall Minőségi folyamatmenedzselés című könyvében hat olyan összetevőtazonosít, amelyek feltétlenül szükségesek a folyamatmenedzseléshez.
1. A gazda kijelölése: nevezzük ki azt a személyt vagy csoportot, akivagy amely felelős a folyamat megtervezéséért, működtetéséért ésjavításáért.
2. Tervezés: olyan strukturált és fegyelmezett megközelítésmód kialakí-tása, amely segít megérteni, definiálni és dokumentálni a folyamatvalamennyi alkotóelemét és azok egymásra gyakorolt kölcsönhatá-sait.
3. Ellenőrzés: biztosítsuk a folyamatok hatékony működését annak ér-dekében, hogy valamennyi termék kiszámítható módon, a vevők el-várásainak megfelelően kerüljön előállításra.
4. Mérés: határozzuk meg a vevői igényeket kielégítő teljesítménytulaj-donságokat, és állítsunk fel a mérési és ellenőrzési adatok beszerzé-sére, pontosságára és gyakoriságára vonatkozó kritériumokat.
5. Javítás: növeljük a folyamat hatékonyságát azzal, hogy véglegesenbeépítjük az azonosított javításokat.
6. Optimalizálás: növeljük a hatékonyságot és a termelékenységet azzal,hogy véglegesen beépítjük az azonosított javításokat. – Ez a hat ösz-szetevő alapvető bármely típusú folyamat sikeres menedzseléséhez.
A kulcsfontosságú folyamatok definiálásaMinden szervezet képes azonosítani azokat a kulcsfontosságú folyamatokat,amelyeken a sikere nyugszik.
A mód, amellyel az üzleti élet szereplői általában definiálják saját szervezetistruktúrájukat, önmagában véve felkínálja azt a lehetőséget, hogy a gazda kije-lölése, valamint a folyamatok eltervezése pontosan egybe fog vágni a szervezetformális határaival. Ez az általánosítás jót és rosszat egyaránt hordoz magában.Jó az, hogy az olyan folyamatokat, amelyeket a szervezeti struktúra kiegészít,többnyire sikeresen ellenőriznek, mérnek, javítanak és optimalizálnak. Rossz az,hogy a szervezeti határokat átlépő folyamatok többnyire rosszul funkcionálnak.
82 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-004.qxd 2006.07.16. 22:08 Page 82
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
S ami még ennél is nagyobb baj: a szervezeti határokat átlépő és így rosszulfunkcionáló folyamatok néha fontosabbak a vevő számára, mint esetleg olyanfolyamatok teljesítménye, amelyek takarosan meghúzódnak az adminisztratívhatárokon belül. Előny viszont, hogy a rövid távú javítás lehetőségei valószínű-leg ezek között a határokat átlépő folyamatok között lelhetőek fel.
A nem megfelelően működő, határokat átlépő folyamatok ellen csak úgy vé-dekezhetünk, ha módszeresen kutatjuk a kulcsfontosságú üzleti folyamatokat, aszervezeti határokra való tekintet nélkül.
A következő hat kérdés segítségével azonosíthatjuk a vevőkre legnagyobb ha-tást gyakorló kulcsfontosságú folyamatokat:
1. Mely termékek és szolgáltatások a legfontosabbak a vevők számára?2. Mely folyamatok állítják elő e termékeket és szolgáltatásokat?3. Melyek azok a kulcsfontosságú tényezők, amelyek cselekvésre ösz-
tönöznek a szervezeten belül, és melyek azok a folyamatok, amelyeka vevőtől származó bemeneteket termékekké változtatják?
4. Mely folyamatok vannak leginkább szem előtt?5. Mely folyamatoknak van a legnagyobb hatása a vevők által megkö-
vetelt teljesítményszintekre?6. Az adatok, valamint a józan ész sugalmazása szerint mely folyama-
tokban rejlenek a legerőteljesebb javítási lehetőségek?
A fenti kérdésekre adott válaszok a különböző típusú szervezeteknél más-másfélék lesznek. Eddig még senki sem talált egyetemlegesen érvényes megoldástvagy módszert. Egy kórházban, egy iskolában a kulcsfontosságú folyamatokmások lesznek, mint azok, amelyeket egy országos gyorsétterem-hálózatnál,egy családi szolgáltatással foglalkozó magánvállalkozásnál, vagy amelyeket egyrepülőgépgyártónál találunk. Ugyanakkor valamennyinél fellelhetők lesznek bi-zonyos közös elemek.
Mihelyst azonosítottuk a kulcsfontosságú folyamatokat, megkezdődhet azok-nak rendszeres és folyamatos javítása. Először is jelöljük ki a gazdát – a sze-mélyt, aki felelős az egész rendszer megtervezéséért, működtetéséért és javítá-sáért. Ezek után tervezzünk egy strukturált és fegyelmezett megközelítésmódotahhoz, hogy megértsük, definiáljuk és dokumentáljuk valamennyi fontos alko-tóelemet és azoknak egymásra gyakorolt kölcsönhatását. Ezután alkalmazzuk afolyamatjavítás bármely hatékony módszerét.
Még egyszer hangsúlyozzuk, hogy fontos szerepe van a folyamat gazdájának,különösen az olyan folyamatok gazdáinak, amelyek átlépik a funkcionális hatá-rokat. A folyamat gazdája két jellemző dologról ismerhető fel: a hatáskörről és afelelősségtudatról.
Sok szervezet a saját menedzsereinek figyelmét hagyományos módon funkcio-nális célokra összpontosította, és arra, hogy eligazítsa, fenntartsa és irányítsa a felügyelete alá tartozó műveleteket. E helyett a folyamat gazdáinak az egész, átfo-
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 83
MM-004.qxd 2006.07.16. 22:08 Page 83
© Kövesi János, Topár József
© Typotex Kiadó
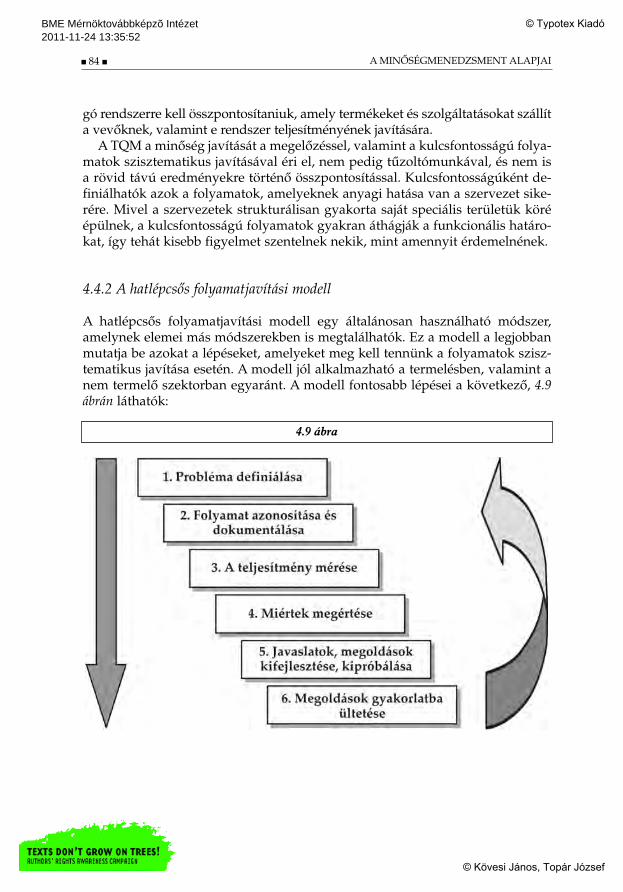
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
gó rendszerre kell összpontosítaniuk, amely termékeket és szolgáltatásokat szállíta vevőknek, valamint e rendszer teljesítményének javítására.
A TQM a minőség javítását a megelőzéssel, valamint a kulcsfontosságú folya-matok szisztematikus javításával éri el, nem pedig tűzoltómunkával, és nem isa rövid távú eredményekre történő összpontosítással. Kulcsfontosságúként de-finiálhatók azok a folyamatok, amelyeknek anyagi hatása van a szervezet sike-rére. Mivel a szervezetek strukturálisan gyakorta saját speciális területük köréépülnek, a kulcsfontosságú folyamatok gyakran áthágják a funkcionális határo-kat, így tehát kisebb figyelmet szentelnek nekik, mint amennyit érdemelnének.
4.4.2 A hatlépcsős folyamatjavítási modell
A hatlépcsős folyamatjavítási modell egy általánosan használható módszer,amelynek elemei más módszerekben is megtalálhatók. Ez a modell a legjobbanmutatja be azokat a lépéseket, amelyeket meg kell tennünk a folyamatok szisz-tematikus javítása esetén. A modell jól alkalmazható a termelésben, valamint anem termelő szektorban egyaránt. A modell fontosabb lépései a következő, 4.9ábrán láthatók:
84 A MINŐSÉGMENEDZSMENT ALAPJAI
4.9 ábra
MM-004.qxd 2006.07.16. 22:08 Page 84
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Kezdetként azonosítjuk a termékeket, a vevőket és azokat a munkafolyamato-kat, amelyek ezeket a termékeket előállítják. A módszer ezután a vevői igényekalapos vizsgálatával folytatódik, és definiálja ez utóbbiak, illetve a hozzájukkapcsolódó munkafolyamat teljesítőképessége közötti eltérést, esetenként sza-kadékot. A továbbiakban el kell végezni e folyamatok feltárását és elemzésétazért, hogy érthetővé váljanak az eltérések keletkezésének rejtett okai. A mód-szer új termékek és folyamatok kifejlesztésére is ösztönöz, és megkívánja, hogyezeket az új ötleteket adatokkal támasszuk alá. A megfelelő változásokat ekkora gyakorlatban is alkalmazzák, hatásaikat értékelik, majd az egész ciklus ismét-lődik, hogy biztosítsa a szüntelen javítást.
Miért hangzik mindez ennyire bonyolultnak?
W. Edwards Deming többször is leszögezte:„Sült galamb márpedig nem létezik.”
Nem indokolt, hogy a kulcsfontosságú üzleti folyamatok szüntelen javítása ezalól kivételt képezzen. A jelen fejezetben leírt hatlépcsős folyamatot sok éves,balsikerekkel és csalódásokkal teli munkával fejlesztették ki, s így alkalmazásais önfegyelmet kíván. Próbálkoztak egyesek egyszerűbb megközelítésmódokkalis, és bizonyos alkalmazások terén sikerrel jártak, de mindannyiszor nehézsége-ik támadtak, amikor általánosítani próbálták azokat más típusú problémák meg-oldása céljából. A hatlépcsős folyamatjavítási modellt egyetemes érvényű meg-közelítésmódként alakították ki és alkalmazzák.
A hatlépcsős folyamatjavítási modell szisztematikus megközelítésmódot ve-zet be, amely a folyamatok minőségének fejlesztését bármilyen típusú folyamat-nál lehetségessé teszi. Alkalmazható bármilyen műveletnél: informatikai rend-szereknél, marketingnél, pénzügyi és adminisztrációs tranzakcióknál, kutató- ésfejlesztőmunkánál, műszaki munkálatoknál, szolgáltatásnál vagy termelésnél.Alkalmazható bármely rendszernél: azoknál, amelyek információcserét folytat-nak a vevővel, azoknál, amelyeket termékek és szolgáltatások előállítására és le-szállítására használnak, és azoknál is, amelyek létrehozzák a munkához alkal-mas környezetet.
Az egyetemleges alkalmazás azért lehetséges, mert ez a megközelítésmód se-gít az alkalmazónak, hogy az üzleti folyamatokat alapvetően megértse, még mi-előtt megkísérelné megjavítani azokat. A szüntelen javításhoz tudni kell, melyekezek a folyamatok, mérni kell, hogy milyen jól teljesítenek, és meg kell érteni,hogy miért olyan ez a teljesítmény, amilyen. Erre az átfogó ismeretre az első négylépés alkalmazása során tehetünk szert.
Egyes alkalmazásoknál ebből az első négy lépésből egyet-kettőt vagy akármindet ki is hagyhatjuk, mert azok végrehajtása a normális üzletmenet soránmár megtörtént. Ez nem azt jelenti, hogy ezeket a lépéseket átugrottuk, csupánazt, hogy az idevágó igényeket a létező rendszerek kielégítik.
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 85
MM-004.qxd 2006.07.16. 22:08 Page 85
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A következőkben e hat lépés mindegyikét áttekintjük. Egyszerű lineáris mó-don tárgyaljuk őket a világos érthetőség kedvéért. Ám a tényleges alkalmazástgyakran bonyolítani fogja az, hogy esetenként vissza kell térnünk a korábbi lé-pésekhez, mert új információkat gyűjtöttünk be és a korábbi hipotéziseink hiá-nyosnak vagy helytelennek bizonyultak.
Nézzük akkor a módszer alapvető lépéseit:
1. lépés: definiáljuk a problémát a folyamat összefüggésébenA folyamatjavítási modell annak tisztázásával kezdődik, hogy mely rendszerekérintettek, s így a figyelmünket a folyamatokra és nem a termékekre szükségesösszpontosítani. Az első lépésen belül végrehajtandó konkrét ténykedések a kö-vetkezők:
1.1. Azonosítsuk a terméket, termékeket.1.2. Azonosítsuk a vevőket.1.3. Definiáljuk a vevők igényeit.1.4. Azonosítsuk a fent említett termékeket előállító folyamatokat. 1.5. Azonosítsuk a folyamatok gazdáját (gazdáit).
Amikor nem kielégítően értik a vevők szükségleteit és elvárásait, akkor különerőfeszítéseket kell tenni ezeknek világos és objektív definiálására. (Az előző fe-jezetben tárgyaltuk ezeket a módszereket.) A megértésnek e hiánya gyakranolyankor mutatkozik, amikor a termék tulajdonságait nehéz mérni, márpedigtöbbnyire ez a helyzet akkor, amikor a termékek nem kézzelfoghatók.
A folyamatok gazdáit szintén az első lépés során kell azonosítani. A gazdákszemélyének megállapítása lényeges lépés annak biztosításához, hogy a megfe-lelő erőforrások rendelkezésre álljanak, és hogy a kidolgozott változtatások ki-próbálásra és bevezetésre kerüljenek.
2. lépés: a folyamat azonosítása és dokumentálásaA világosan definiált munkafolyamatok hiányában neki kell látni és megterem-teni ezt a nélkülözhetetlen alapot. A folyamatjavítás e második lépése megköve-teli, hogy a folyamatot érthető, áttekinthető módon írjuk le. Ez általában egy áb-ra vagy modell segítségével is történik, nem csupán írott vagy szavakba öntöttformában.
A folyamatábra a folyamatok leírásának általánosan használt eszköze: a fo-lyamatok leegyszerűsített változatát mutatja. Megrajzolása és használata jelen-tősen segíti alkalmazóját a további négy javítási lépés végrehajtására:
2.1. Azonosítsuk a folyamat résztvevőit akár név szerint, akár a betöltöttposzt vagy szervezet szerint.
2.2. A folyamat valamennyi résztvevőjénél biztosítsuk, hogy értse minda folyamat valamennyi lépését, mind az egyéni szerepköröket.
86 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-004.qxd 2006.07.16. 22:08 Page 86
© Kövesi János, Topár József
© Typotex Kiadó
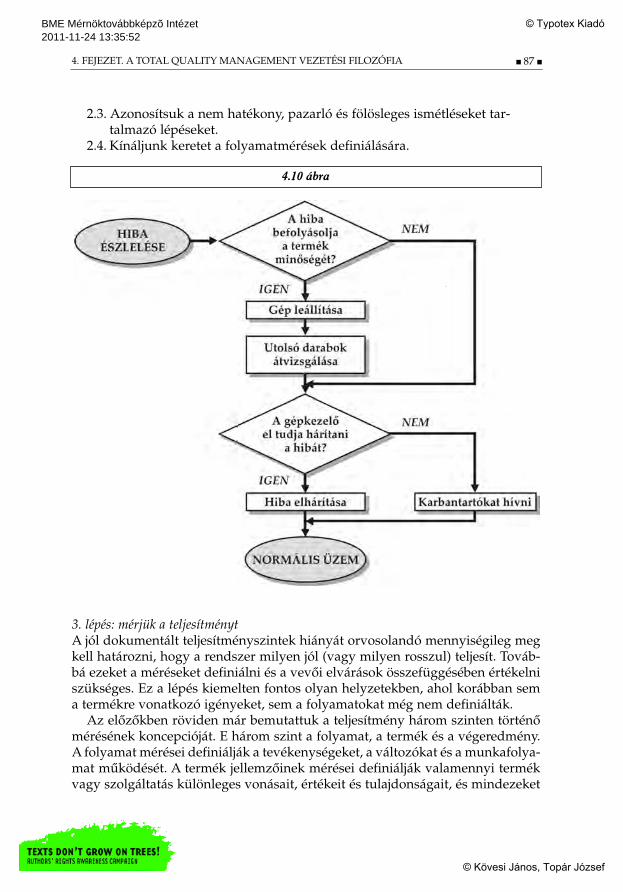
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
2.3. Azonosítsuk a nem hatékony, pazarló és fölösleges ismétléseket tar-talmazó lépéseket.
2.4. Kínáljunk keretet a folyamatmérések definiálására.
3. lépés: mérjük a teljesítménytA jól dokumentált teljesítményszintek hiányát orvosolandó mennyiségileg megkell határozni, hogy a rendszer milyen jól (vagy milyen rosszul) teljesít. Továb-bá ezeket a méréseket definiálni és a vevői elvárások összefüggésében értékelniszükséges. Ez a lépés kiemelten fontos olyan helyzetekben, ahol korábban sema termékre vonatkozó igényeket, sem a folyamatokat még nem definiálták.
Az előzőkben röviden már bemutattuk a teljesítmény három szinten történőmérésének koncepcióját. E három szint a folyamat, a termék és a végeredmény.A folyamat mérései definiálják a tevékenységeket, a változókat és a munkafolya-mat működését. A termék jellemzőinek mérései definiálják valamennyi termékvagy szolgáltatás különleges vonásait, értékeit és tulajdonságait, és mindezeket
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 87
4.10 ábra
MM-004.qxd 2006.07.16. 22:08 Page 87
© Kövesi János, Topár József
© Typotex Kiadó
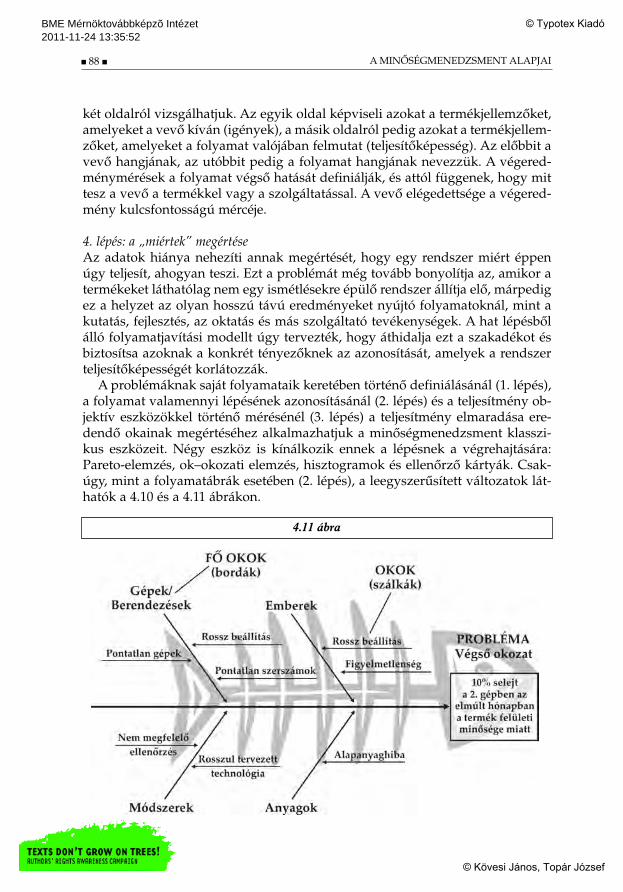
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
két oldalról vizsgálhatjuk. Az egyik oldal képviseli azokat a termékjellemzőket,amelyeket a vevő kíván (igények), a másik oldalról pedig azokat a termékjellem-zőket, amelyeket a folyamat valójában felmutat (teljesítőképesség). Az előbbit avevő hangjának, az utóbbit pedig a folyamat hangjának nevezzük. A végered-ménymérések a folyamat végső hatását definiálják, és attól függenek, hogy mittesz a vevő a termékkel vagy a szolgáltatással. A vevő elégedettsége a végered-mény kulcsfontosságú mércéje.
4. lépés: a „miértek” megértéseAz adatok hiánya nehezíti annak megértését, hogy egy rendszer miért éppenúgy teljesít, ahogyan teszi. Ezt a problémát még tovább bonyolítja az, amikor atermékeket láthatólag nem egy ismétlésekre épülő rendszer állítja elő, márpedigez a helyzet az olyan hosszú távú eredményeket nyújtó folyamatoknál, mint akutatás, fejlesztés, az oktatás és más szolgáltató tevékenységek. A hat lépésbőlálló folyamatjavítási modellt úgy tervezték, hogy áthidalja ezt a szakadékot ésbiztosítsa azoknak a konkrét tényezőknek az azonosítását, amelyek a rendszerteljesítőképességét korlátozzák.
A problémáknak saját folyamataik keretében történő definiálásánál (1. lépés),a folyamat valamennyi lépésének azonosításánál (2. lépés) és a teljesítmény ob-jektív eszközökkel történő mérésénél (3. lépés) a teljesítmény elmaradása ere-dendő okainak megértéséhez alkalmazhatjuk a minőségmenedzsment klasszi-kus eszközeit. Négy eszköz is kínálkozik ennek a lépésnek a végrehajtására:Pareto-elemzés, ok–okozati elemzés, hisztogramok és ellenőrző kártyák. Csak-úgy, mint a folyamatábrák esetében (2. lépés), a leegyszerűsített változatok lát-hatók a 4.10 és a 4.11 ábrákon.
88 A MINŐSÉGMENEDZSMENT ALAPJAI
4.11 ábra
MM-004.qxd 2006.07.16. 22:08 Page 88
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Dr. Deming mutatott rá arra, hogy a tapasztalat önmagában nem tanít meg sem-mire. Az alapvető elvek tudásának birtokában kell alkalmazni, mert csak így jönlétre a tanulási folyamat. A folyamatjavítási modell 2. és 3. lépését úgy tervezték,hogy bázist kínáljon az alapvető elveknek. Ezt végezhetjük el a folyamatábráksegítségével, a modellezéssel és a méréssel. A 4. lépés a tudás következő szintjé-nek megszerzéséhez kínál módszereket, valamint ahhoz, hogy teljes mélységé-ben megértsük a folyamatot.
Soha még ennyien nem dolgoztak ily állhatatosan,hogy alig jussanak valamire.
Miért van az, hogy jó szándékú emberek gyakran eredménytelenül küszködnek,és láthatóan kevés olyat sikerül véghezvinniük, ami hosszútávon hasznosnakbizonyul? Miért térnek vissza a problémák minden látható ok nélkül? Miért for-dulnak a dolgok egyre rosszabbra?
E három alapvető kérdés megválaszolása a folyamatok alapos megértéséteredményezheti, és ez segít abban, hogy hathatós és hatékony lépéseket tegyünkaz állandó javítás terén.
Elkülönítettük-e a létfontosságú keveset az érdektelen soktól?
Joseph M. Juran úgy véli: a természet alapvető törvénye úgy diktálja, hogy aproblémák 80 százaléka az okoknak 20 százalékából ered. A javítás érdekébentett kulcsfontosságú lépés, hogy azonosítsuk azt a kritikus 20 százalékot és arraösszpontosítsuk figyelmünket. Juran ezt a koncepciót, amely a minőségi veszte-ségek rossz elosztását képviseli, a tizenkilencedik századi olasz közgazdászról,Vilfredo Paretóról nevezte el. (Pareto állapította meg, hogy a javak nagy töme-gét viszonylag kevés ember birtokolja – ez a javak rossz elosztása.) A Pareto-elemzés olyan módszer, amellyel kategorizálhatjuk, majd újrakategorizálhatjukaz okokat egészen addig, amíg meg nem találjuk ama bizonyos létfontosságúkeveset.
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 89
MM-004.qxd 2006.07.16. 22:08 Page 89
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Diagnosztizáltuk-e az eredendő okokat?
Kaoru Ishikawa azt állítja, hogy egy probléma első jelei annak tünetei és nem azokai. A tünetek elleni fellépés nem lehet tartósan hatékony. A mélyben rejlő ere-dendő okokat kell megérteni és ennek megfelelően cselekedni. Az ok- és okoza-ti diagramok, az oszlopos grafikonok és az Ishikawa-diagramok azonos jelenté-sű, de különböző elnevezései annak az alapvető eszköznek, amelynek segítségé-vel különbséget tehetünk a tünetek, az okok és az eredendő okok között.
Értjük-e az eltérések forrásait?
Dr. Deming másik fontos hozzájárulása a dolgok tisztázásához az, hogy leegy-szerűsítette az eltérések értékelését a javítás érdekében. Elmagyarázza, hogyminden eltérésnek oka van, és ezeket az okokat osztályozni lehet. Az általánosokok a rendszer elidegeníthetetlen részei, és előrelátható határok között mozgóvéletlenszerű eltéréseket eredményeznek. A konkrét okok konkrét kiváltó okokvagy események következményei, és olyan véletlenszerű eltéréseket eredmé-nyeznek, amelyeket nem lehet előre látni.
Ahhoz, hogy megfelelő cselekedetekkel ellenőrizzük az eltéréseket, ismer-nünk kell azok típusát, hiszen a megfelelő cselekvés az eltérés típusától függő-en más és más. Az általános okokat csak úgy oldhatjuk meg, ha a mögöttük rej-lő egész rendszert célozzuk meg. A különleges okok esetében viszont azokkonkrét azonosítható forrásának kiküszöbölése szükséges. Az ellenőrző kártyáksegítenek megkülönböztetni az eltérések általános és konkrét okait.
90 A MINŐSÉGMENEDZSMENT ALAPJAI
4.12 ábra
MM-004.qxd 2006.07.16. 22:08 Page 90
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Miután a konkrét okokat azonosítottuk, a fennmaradó elidegeníthetetlenül je-lenlévő eltérés általános okoknak tulajdonítható. A folyamat teljesítőképességétúgy definiáljuk, hogy az eltéréseknek ezt a skáláját összehasonlítjuk a specifiká-ciókkal, avagy vevői igényekkel.
5. lépés: Javaslatok és megoldások kifejlesztése és kipróbálásaAz első négy lépés megépítette az alapokat ahhoz, hogy megértsük a folyamatkritikus dimenzióit. Biztosították, hogy tudjuk, melyek a folyamatok, hogy mér-hessük, milyen jól teljesítenek, és megértsük, miért teljesítenek úgy, ahogy teszik.Ezek a lépések elvezettek a fő probléma mögöttes okainak megértéséhez. A javí-tást szolgáló eszmék kifejlesztése az 5. lépéssel kezdődik.
A javítás célját szolgáló javaslatoknak a problémák eredendő okait kell meg-célozniuk. Az 5. lépés az a pont, amikor javaslatokat és lehetséges megoldásokatkell kidolgoznunk. Milyen módon tervezhetjük meg és működtethetjük az ere-dendő okok kiküszöbölésének folyamatát?
A javítások kifejlesztésére irányuló megközelítésmód a kísérletezések soroza-ta. Tervezzünk meg és végezzünk kísérleteket a 4. lépésben megállapított ok-okozati kapcsolatok megerősítésére! Továbbá tervezzünk kísérleteket az 5. lé-pésben kifejlesztett javaslatok és megoldások kipróbálására is, mielőtt azokat át-ültetnénk a gyakorlatba!
Ha a kipróbálás során nem jutunk el a kívánt eredményhez, állapítsuk meg azokot! Vajon a tesztelési módszer érvényes volt? A javítást célzó ötlet hatékony?Lehet, hogy tévedtünk a probléma eredendő okát illetően? Lehet, hogy a méré-sek voltak pontatlanok, avagy esetleg nem a megfelelő paramétereket mértük éselemeztük? Teljességgel azonosítottuk a folyamatot? Lehet, hogy talán félreértet-tük a vevők igényeit? Térjünk vissza a válasznak megfelelő lépéshez a folyamat-javítás lépései közül.
6. lépés: a megoldások gyakorlati alkalmazása és értékeléseA 6. lépés az 5. lépés során azonosított és megerősített megoldások eltervezésé-vel és gyakorlati alkalmazásával kezdődik. Ezután azzal folytatódik, hogy mér-jük és értékeljük a megjavított folyamat hatékonyságát. Ám ezek a ténykedésekennek a lépésnek csak egyik oldalát képviselik.
A másik oldal tartalmazza magának a hat lépésből álló folyamatnak az érté-kelését, valamint mindazok hozzájárulásainak elismerését, sőt ünneplését, akikrészt vettek a folyamatjavításban. Nem számít, hogy mindez csupán egyetlenegyén munkája volt, vagy, ami sokkal valószínűbb, egy egész csapat erőfeszíté-se. Jutalmazzunk meg minden érintettet az elért eredményekért, de legalábbennyire a hat lépésből álló modell fegyelmezett alkalmazásáért! A hat lépés al-kalmazását részletező tesztlap látható a 4.13 ábrán.
Végül térjünk vissza az 1. lépéshez, hogy elkezdjük a következő növekedésiszakaszt a szüntelen javítás továbbgördülő folyamatában.
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 91
MM-004.qxd 2006.07.16. 22:08 Page 91
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Az alábbi ellenőrző lap alkalmassá tehet rá, hogy hatékonyan végrehajtsuk ahat lépéses folyamatjavítási modellünket:
Vajon ez a folyamatjavítás egyetlen megközelítésmódja?A hat lépésből álló folyamat a folyamatjavítás egyetemes érvényű módszere.
Szisztematikus megközelítésmódot nyújt ahhoz, hogy az alapokig hatóan meg-értsük a vevők igényeit, a folyamat teljesítőképességét és a kettő között tátongószakadék okait. A módszer hasonló, mint egy térkép, és nem ugyanaz, mint egyrecept. Azok az emberek, akik nem ismerősek egy adott környéken, a térképetútmutatóként használják ahhoz, hogy eljussanak A pontból B pontba. A receptviszont olyan követelményeket ír elő, amelyeket minden esetben követni kell.
92 A MINŐSÉGMENEDZSMENT ALAPJAI
4.13 ábra
Probléma definiálásaazonosítsuk a végterméket azonosítsuk a folyamatokatazonosítsuk a vevõket azonosítsuk a folyamat gazdájátdefiniáljuk az igényeket
Folyamat azonosítása és dokumentálásafolyamatábra azonosítsuk a résztvevõketmodell
Teljesítmény mérésea vevõ elégedettsége a folyamat paramétereia vevõ igényei a minõség költségea leszállított végtermék
Miértek megértésekülönböztessük meg a fõbb területeket közös okokdiagnosztizáljuk az eredendõ okokat konkrét okokértsük meg az eltéréseket teljesítõképesség
Új eszmék kifejlesztése és vizsgálatafejlesszünk ki új eszméket vizsgáljuk az eszméket az eredendõkísérletezzünk okok megcélzása érdekében
Megoldások gyakorlatba ültetése és értékelésetervezzük meg a javításokat értékeljük a hat lépéstültessük át a gyakorlatba a rendszer jutalmazzuk meg a résztvevõketváltozásait kezdjük újra az 1. lépéstõldokumentáljuk a redszer változásaitértékeljük a rendszer teljesítményét
1
2
3
4
5
6
MM-004.qxd 2006.07.16. 22:08 Page 92
© Kövesi János, Topár József
© Typotex Kiadó
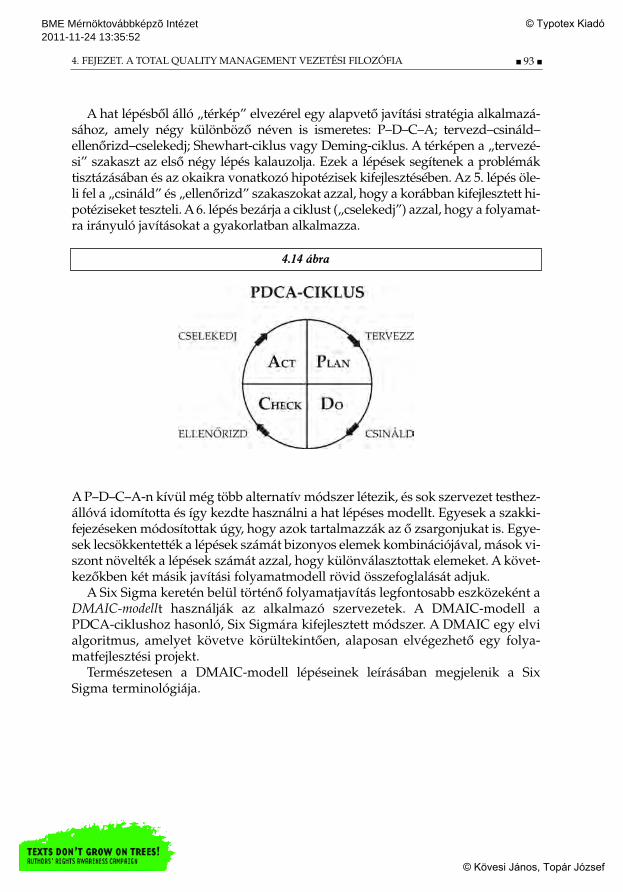
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A hat lépésből álló „térkép” elvezérel egy alapvető javítási stratégia alkalmazá-sához, amely négy különböző néven is ismeretes: P–D–C–A; tervezd–csináld–ellenőrizd–cselekedj; Shewhart-ciklus vagy Deming-ciklus. A térképen a „tervezé-si” szakaszt az első négy lépés kalauzolja. Ezek a lépések segítenek a problémáktisztázásában és az okaikra vonatkozó hipotézisek kifejlesztésében. Az 5. lépés öle-li fel a „csináld” és „ellenőrizd” szakaszokat azzal, hogy a korábban kifejlesztett hi-potéziseket teszteli. A 6. lépés bezárja a ciklust („cselekedj”) azzal, hogy a folyamat-ra irányuló javításokat a gyakorlatban alkalmazza.
A P–D–C–A-n kívül még több alternatív módszer létezik, és sok szervezet testhez-állóvá idomította és így kezdte használni a hat lépéses modellt. Egyesek a szakki-fejezéseken módosítottak úgy, hogy azok tartalmazzák az ő zsargonjukat is. Egye-sek lecsökkentették a lépések számát bizonyos elemek kombinációjával, mások vi-szont növelték a lépések számát azzal, hogy különválasztottak elemeket. A követ-kezőkben két másik javítási folyamatmodell rövid összefoglalását adjuk.
A Six Sigma keretén belül történő folyamatjavítás legfontosabb eszközeként aDMAIC-modellt használják az alkalmazó szervezetek. A DMAIC-modell aPDCA-ciklushoz hasonló, Six Sigmára kifejlesztett módszer. A DMAIC egy elvialgoritmus, amelyet követve körültekintően, alaposan elvégezhető egy folya-matfejlesztési projekt.
Természetesen a DMAIC-modell lépéseinek leírásában megjelenik a SixSigma terminológiája.
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 93
4.14 ábra
MM-004.qxd 2006.07.16. 22:08 Page 93
© Kövesi János, Topár József
© Typotex Kiadó
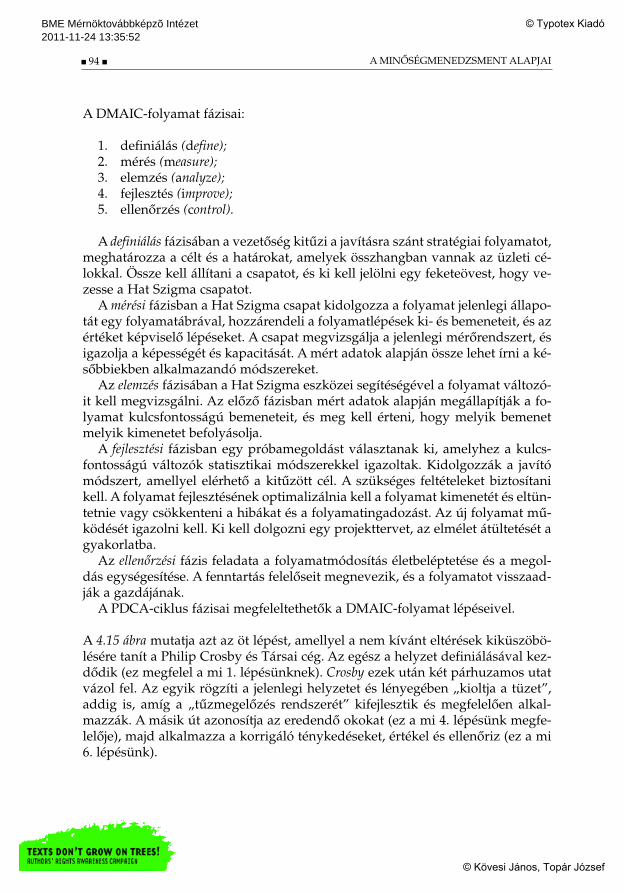
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A DMAIC-folyamat fázisai:
1. definiálás (define);2. mérés (measure);3. elemzés (analyze);4. fejlesztés (improve);5. ellenőrzés (control).
A definiálás fázisában a vezetőség kitűzi a javításra szánt stratégiai folyamatot,meghatározza a célt és a határokat, amelyek összhangban vannak az üzleti cé-lokkal. Össze kell állítani a csapatot, és ki kell jelölni egy feketeövest, hogy ve-zesse a Hat Szigma csapatot.
A mérési fázisban a Hat Szigma csapat kidolgozza a folyamat jelenlegi állapo-tát egy folyamatábrával, hozzárendeli a folyamatlépések ki- és bemeneteit, és azértéket képviselő lépéseket. A csapat megvizsgálja a jelenlegi mérőrendszert, ésigazolja a képességét és kapacitását. A mért adatok alapján össze lehet írni a ké-sőbbiekben alkalmazandó módszereket.
Az elemzés fázisában a Hat Szigma eszközei segítéségével a folyamat változó-it kell megvizsgálni. Az előző fázisban mért adatok alapján megállapítják a fo-lyamat kulcsfontosságú bemeneteit, és meg kell érteni, hogy melyik bemenetmelyik kimenetet befolyásolja.
A fejlesztési fázisban egy próbamegoldást választanak ki, amelyhez a kulcs-fontosságú változók statisztikai módszerekkel igazoltak. Kidolgozzák a javítómódszert, amellyel elérhető a kitűzött cél. A szükséges feltételeket biztosítanikell. A folyamat fejlesztésének optimalizálnia kell a folyamat kimenetét és eltün-tetnie vagy csökkenteni a hibákat és a folyamatingadozást. Az új folyamat mű-ködését igazolni kell. Ki kell dolgozni egy projekttervet, az elmélet átültetését agyakorlatba.
Az ellenőrzési fázis feladata a folyamatmódosítás életbeléptetése és a megol-dás egységesítése. A fenntartás felelőseit megnevezik, és a folyamatot visszaad-ják a gazdájának.
A PDCA-ciklus fázisai megfeleltethetők a DMAIC-folyamat lépéseivel.
A 4.15 ábra mutatja azt az öt lépést, amellyel a nem kívánt eltérések kiküszöbö-lésére tanít a Philip Crosby és Társai cég. Az egész a helyzet definiálásával kez-dődik (ez megfelel a mi 1. lépésünknek). Crosby ezek után két párhuzamos utatvázol fel. Az egyik rögzíti a jelenlegi helyzetet és lényegében „kioltja a tüzet”,addig is, amíg a „tűzmegelőzés rendszerét” kifejlesztik és megfelelően alkal-mazzák. A másik út azonosítja az eredendő okokat (ez a mi 4. lépésünk megfe-lelője), majd alkalmazza a korrigáló ténykedéseket, értékel és ellenőriz (ez a mi6. lépésünk).
94 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-004.qxd 2006.07.16. 22:08 Page 94
© Kövesi János, Topár József
© Typotex Kiadó
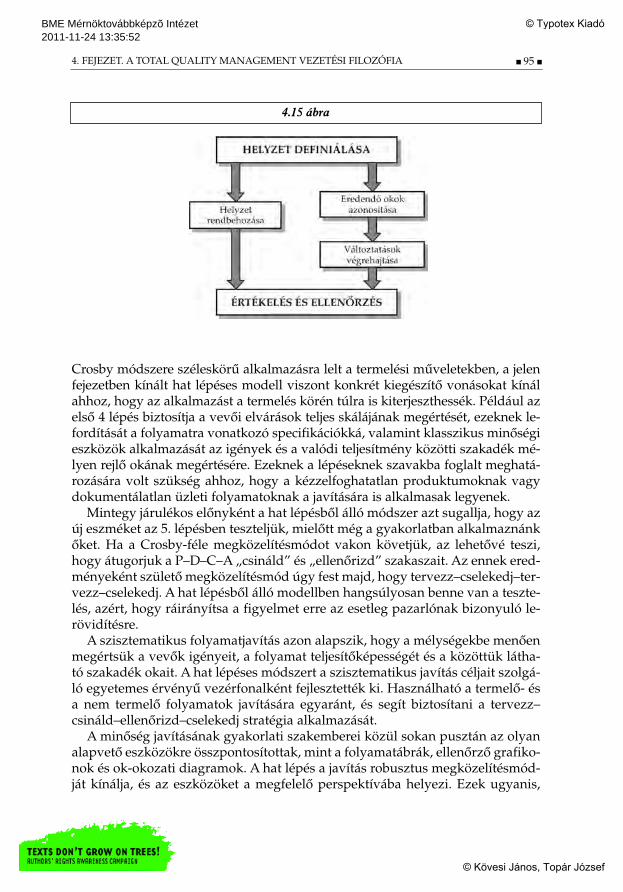
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Crosby módszere széleskörű alkalmazásra lelt a termelési műveletekben, a jelenfejezetben kínált hat lépéses modell viszont konkrét kiegészítő vonásokat kínálahhoz, hogy az alkalmazást a termelés körén túlra is kiterjeszthessék. Például azelső 4 lépés biztosítja a vevői elvárások teljes skálájának megértését, ezeknek le-fordítását a folyamatra vonatkozó specifikációkká, valamint klasszikus minőségieszközök alkalmazását az igények és a valódi teljesítmény közötti szakadék mé-lyen rejlő okának megértésére. Ezeknek a lépéseknek szavakba foglalt meghatá-rozására volt szükség ahhoz, hogy a kézzelfoghatatlan produktumoknak vagydokumentálatlan üzleti folyamatoknak a javítására is alkalmasak legyenek.
Mintegy járulékos előnyként a hat lépésből álló módszer azt sugallja, hogy azúj eszméket az 5. lépésben teszteljük, mielőtt még a gyakorlatban alkalmaznánkőket. Ha a Crosby-féle megközelítésmódot vakon követjük, az lehetővé teszi,hogy átugorjuk a P–D–C–A „csináld” és „ellenőrizd” szakaszait. Az ennek ered-ményeként születő megközelítésmód úgy fest majd, hogy tervezz–cselekedj–ter-vezz–cselekedj. A hat lépésből álló modellben hangsúlyosan benne van a teszte-lés, azért, hogy ráirányítsa a figyelmet erre az esetleg pazarlónak bizonyuló le-rövidítésre.
A szisztematikus folyamatjavítás azon alapszik, hogy a mélységekbe menőenmegértsük a vevők igényeit, a folyamat teljesítőképességét és a közöttük látha-tó szakadék okait. A hat lépéses módszert a szisztematikus javítás céljait szolgá-ló egyetemes érvényű vezérfonalként fejlesztették ki. Használható a termelő- ésa nem termelő folyamatok javítására egyaránt, és segít biztosítani a tervezz–csináld–ellenőrizd–cselekedj stratégia alkalmazását.
A minőség javításának gyakorlati szakemberei közül sokan pusztán az olyanalapvető eszközökre összpontosítottak, mint a folyamatábrák, ellenőrző grafiko-nok és ok-okozati diagramok. A hat lépés a javítás robusztus megközelítésmód-ját kínálja, és az eszközöket a megfelelő perspektívába helyezi. Ezek ugyanis,
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 95
4.15 ábra
MM-004.qxd 2006.07.16. 22:08 Page 95
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
bármily értékesek, csupán technikák, melyek segítenek a munkafolyamatok tel-jesítményét láthatóvá tenni, de önmagukban véve a hasznuk viszonylag csekély.
4.4.3 A teljesítmény mérése
Istenben bízunk. A többieknek adatokat kell szolgáltatniuk.
A TQM hatékony alkalmazásának egyik fontos eleme az, hogy a döntéseket ada-tokra és ne véleményre alapozzuk, ezért fontos, hogy definiáljuk a teljesítményméréséhez szükséges paramétereket. Annak tisztázása, hogy mely paramétere-ket lehet és kell is mérni, segíteni fog valamennyi termék, szolgáltatás és folya-mat szisztematikus és folyamatos javításában. Sokan úgy nyilatkoznak: „Hiszeka TQM koncepcióiban, de én a magam részéről nem tudom alkalmazni őket,mert a munkám nem mérhető.”
Dr. W. Edwards Deming hét olyan halálos betegséget említ, amelyek sok országiparát sújtják, és ezek közül az egyik: „A csak szemmel látható számok segítségé-vel történő menedzselés, amely elenyésző vagy semennyi figyelmet nem fordítazokra a számokra, amelyek ismeretlenek vagy éppen megismerhetetlenek.”
Ennek a halálos betegségnek egyik gyógymódja az, hogy láthatóvá tesszükazokat a kulcsfontosságú mérési eredményeket, amelyek korábban rejtve voltak.
A következőkben az eredmények mérését két szempontból foglaljuk össze:
A mérés három szintje: az első a folyamaton belüli műveletek ellenőrzé-sére szolgál, a második a leszállított outputokra, a harmadik a vég-eredmény mennyiségi meghatározására.Az eredmény négy dimenziója: a felhasználóknak és vevőknek szállítotttermékek és szolgáltatások, a tulajdonosok (részvényesek) pénzügyihaszna, az alkalmazottaknak munkájukkal kapcsolatos elégedettségér-zete, valamint a tágabb közösségre gyakorolt társadalmi hatás.
4.4.3.1 Mérés három szintenA mérés alkalmazása széles körben elterjedt a szisztematikus folyamatjavítás-ban. Noha a mérés eszméjét a folyamatjavítási modell harmadik lépésében márbevezettük, valamennyi lépésben más-más mérési módokat alkalmazunk. Ed-dig négy típusú mérést vezettünk be, és ezek három egymástól elkülönülő szin-tet képeznek: folyamat, output és végeredmény. A négyféle típusú mérés, vala-mint a három szint közötti kapcsolatot a 4.16 ábra mutatja.
96 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-004.qxd 2006.07.16. 22:08 Page 96
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Folyamat
1) Teljesítményparaméterek: Mérjük a folyamat minden egyes lépését és abenne előforduló tevékenységeket, továbbá a szállítóktól érkező inpu-toknak azokat a jellemzőit, amelyek irányítják a kívánt outputjellem-zőket. Azonosítsuk azokat a hatásokat, amelyek az egyes részfolya-matokat befolyásolják, és használjuk fel ezeket a méréseket a művele-tek irányítására, valamint arra, hogy megjósoljuk az outputok milyen-ségét, mielőtt még azokat elkészítették vagy leszállították volna.
Végtermék (output)
2) Igények: Definiáljuk azokat a konkrét vonásokat, értékeket, jellemző-ket és sajátosságokat, amelyeket a vevők minden egyes terméktől és
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 97
4.16 ábra
MM-004.qxd 2006.07.16. 22:08 Page 97
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
szolgáltatástól elvárnak. Ezek a mérések képviselik a vevő hangját,és a hat lépésből álló modell 1. lépésében használják fel őket. Az igé-nyeket és elvárásokat ezek után le kell fordítani termék/szolgál-tatás-specifikációkká.
3) Teljesítőképesség: A vevők által megkívánt valamennyi konkrét vonás-nak, értéknek, jellemzőnek és sajátosságnak megfelelően mérjük an-nak szintjét, értékét vagy jelenlétét valamennyi termékben és szol-gáltatásban, amelyet a folyamat valójában nyújt. Ezek a mérésekképviselik a folyamat hangját, és definiálják azt, hogy a folyamatmennyit nyújtott. A folyamat teljesítőképességét a 3. lépésben mérikés az 5. lépésben tesztelik.
Végeredmény
4) A vevő elégedettsége: Ez a mérés legmagasabb szintje, és a legmesz-szebbmenően kívánatos eredményt képviseli. Mérjük meg, hogy mi-lyen mértékben felel meg minden egyes termék és szolgáltatás a ve-vő szükségleteinek és elvárásainak, és ismerjük fel, hogy ezek a mé-rések bizonytalan, egyéni szeszélyektől függő észleléseken alapul-nak. A végeredmény túlmegy a szállító közvetlen ellenőrzésének ha-tárán, és a vevő elvárásaitól és cselekedeteitől függ. Ezek a mérésekgyakran szolgálnak kiindulópontként folyamatjavítási kezdeménye-zésekhez (1. lépés), továbbá az elért eredmények értékeléséhez is fel-használhatók.
4.4.3.2 A szervezet eredményességének mérése négy dimenzióban
A végső felhasználónak leszállított tulajdonképpeni output és az ebből eredővégeredmény mellett mindegyik folyamat előállít melléktermékeket és végered-ményeket egyéb „vevők” számára is. Az egyik a tulajdonosok anyagi haszna, amásik az alkalmazottaknak saját munkájukkal való elégedettsége. A harmadikmelléktermék a közösségre gyakorolt társadalmi hatás.
Amint azt a 4.3 táblázat mutatja, a teljesítmény paramétereit négy dimenzió-ban lehet definiálni. Mindegyik dimenzió megfelel annak az outputnak vagyvégeredménynek, amit az éppen érintett vevő: a végső felhasználó, tulajdonos,az alkalmazott vagy a tágabb közösség kíván.
98 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-004.qxd 2006.07.16. 22:08 Page 98
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A négy dimenzióban történő teljesítménymérés, amelyet azután három szintenalkalmaznak, ellenszerként használható arra a halálos betegségre, hogy egy vál-lalatot csak a látható számok alapján igazgatnak. Deming Kilábalás a válságból cí-mű művében elmagyarázza: ez a betegség annak a következménye, hogy a me-nedzsment mániákusan számlálja a pénzt. A nyugati cégek lényegében saját ma-gukra összpontosítanak, valamint a pénzügyi piacokra, és nem a vevőikre, az al-kalmazottaikra vagy a tágabb közösségre.
Azok a szervezetek, amelyek elindultak a vevőre való összpontosítás útján,megkönnyíthetik saját átalakulásukat azzal, hogy definiálják és használják a ve-
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 99
1. Termék vagy
szolgáltatás
Végső felhasználó
vagy vevő
2. Pénzügyi
eredményTulajdonosok
A vevő által definiált konkrét
vonások/jellemzők Vevői elégedettség
Dimenzió Fókusz Példamérések
Költségek Profit Árak Napi teljesítmény A forgalom volumene Hulladék Termelékenység Hatékonyság A minőség költsége Tőkehasznosítás A beruházások hozadéka
4. Társadalmi hatás A tágabb közösség
Megfelelés a törvényeknek Levegőszennyezés Folyékony szennyezőanyagok
kibocsátása A hulladék eltakarítása
és újrahasznosítása Ösztöndíjak és jótékonysági
hozzájárulások Bemutatók és publikációk Adók és bírságok
3. Munkahelyi
elégedettségMunkatársak
Az alkalmazottak által definiált
konkrét szükségletek és értékek Az alkalmazottak elégedettsége
44..33 ttáábblláázzaatt
MM-004.qxd 2006.07.16. 22:08 Page 99
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
vők elégedettségét jelző méréseket. Hasonlóképpen: azoknak a szervezeteknek,amelyek munkásállományuk minden tagjának elkötelezettségére igényt tarta-nak, figyelmet kell fordítaniuk azokra a paraméterekre, amelyek közvetlenülkapcsolódnak az alkalmazottaknak a saját munkájukkal való elégedettségéhez.
Nyilvánvaló, hogy túlzásoktól mentes megközelítésre van szükség. Egyik di-menziót sem lehet elhanyagolni. Minél jobban átfedik egymást a részvényesekcélkitűzései, a vevők igényei, az alkalmazottak szükségletei és a tágabb közös-ség elvárásai, annál könnyebbé válik a feladat. Hosszú távú siker csak úgy biz-tosítható, ha valamennyi dimenzióban szisztematikus javulást érünk el.
Tippek a mérésreA mérési rendszerek gyakorlati megvalósításának négy eszközét és a hatékonymérési rendszerek fontosabb tényezőit össze lehet kombinálni a jelen fejezetbentalálható koncepciókkal. Ebből születtek a következő irányelvek a teljesítmény-nek bármely szinten történő méréséhez:
Folyamat: Ezeket a paramétereket az alkalmazottak fogják definiálniazért, hogy ellenőrizzék, javítsák és optimalizálják saját munkafolya-mataik teljesítményét, összhangban valamennyi kívánt outputjellem-zővel. Ezeket a méréseket nem arra fogják használni, hogy az alkal-mazottak teljesítményét felbecsüljék, és nem kell róluk jelentést tennia menedzsereknek, részvényeseknek, vevőknek vagy a tágabb közös-ségnek. Output: Ezeket a paramétereket az érintett vevők (végső felhasználók,tulajdonosok, alkalmazottak vagy a közösség) definiálják, és ők jellem-zik azt a terméket/szolgáltatást, amelyet igényelnek és elvárnak. Egyadott szervezet figyelmének fókuszát aszerint változtathatja, hogy mi-lyen mértékű előtérbe állítás, jutalom és figyelem jut valamennyi di-menzióban az outputméréseknek. Az outputméréseket szüntelenülössze kell vetni a végeredménnyel annak biztosítása végett, hogy ezekállandóan egybevágjanak a vevők örökké változó elvárásaival. Végeredmény: Ezek a paraméterek döntik el végső soron a szervezet si-kerét vagy balsikerét. Mindenkinek meg kell értenie, hogy az ő folya-mat- és outputmérései hogyan viszonyulnak a végeredményhez, ésegyes kiemelt kulcsfontosságú méréseket feltűnő módon közszemlérekell tenni. Miután a végeredmény meghaladja az egyes alkalmazottakhatókörét, méltánytalan lenne az egyéneknek adott béreket és jutal-makat ezekre a mérésekre alapozni. Ezeket a méréseket helyénvalóbbegész teamekhez vagy szervezetekhez kötni. A vevők elégedettségegyakran nem más, mint a kulcsfontosságú végeredmény mérése.
A mérendő paraméterek megfelelő kiválasztása mellett az is fontos, hogy létre-hozzunk egy rendszert, amely a megfelelő adatokat összegyűjti.
100 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-004.qxd 2006.07.16. 22:08 Page 100
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Sok szervezet a teljesítmény mérését helyezi előtérbe. A tartalmas célok és méré-sek hiánya hasztalan tévelygésekhez vezethet. S ami talán még ennél is rosszabb, ahelytelen mérések alkalmazása az egész szervezetet rossz irányba tereli. E problé-mák leküzdése céljából a jelen fejezet két részes mérési keretet kínál. Az egyik részfelállítja a mérés három egymástól jól elkülönülő szintjét: az első a folyamaton belüli műveletek ellenőrzésére szolgál, a második a leszállított outputok felbecslé-sére, a harmadik pedig az így elért végeredmény mennyiségi meghatározására. A keret második része definiálja a négy érintett fél lehetőségeit, ezek pedig a követ-kezők: vevők, alkalmazottak, részvényesek és a tágabb közösség.
4.4.4 Az alkalmazás példái
Ha folyton azt csinálod, amit mindig is csináltál,akkor folyton csak azt kapod, amit mindig is kaptál.
A folyamatjavítás módszereinek alkalmazásánál természetesen sok esetben sike-reket érhetünk el, de sok esetben nehézségekbe is ütközünk. Alkalmazása sorántöbb teamnek nem sikerült elérnie a célját, mert fatális (noha elkerülhető) ve-szélyhelyzetekbe botlottak. Bár számos problémával fogunk találkozni a hat lé-pésből álló (vagy más hasonló) modell alkalmazásakor, a következő listán sze-replő hibák gyakran jóvátehetetlen károkat okoznak. Az elkerülendő gyakoricsapdák a következők:
1. Kontárkodás: Lehetséges-e, hogy a projekt egy konkrét meg nem fele-lést vagy incidenst vesz célba, miközben maga a folyamat képtelenelérni a megkívánt eredményeket?
2. A gazda kijelölésének tökéletlensége: Azonosítottuk-e és bevontuk-e afolyamatba valamennyi érintettet, ahogyan azt kell, vagy kihagy-tunk valakit: a folyamat gazdáját, a résztvevő alkalmazottakat, a ve-vőket, a szállítókat?
3. A tapasztalat hiánya: Lehetséges-e, hogy egy újoncokból álló csapatotküldenek ki egy olyan probléma orvoslására, amely általában az el-ismert szakértők, specialisták vagy konzultánsok feladatkörébe tar-tozik?
4. Ráerőltetett megoldás: Vajon a „minőségi akciócsapatot” álcakénthasználják ahhoz, hogy foganatosítsanak egy olyan megoldást, ame-lyet a menedzsment már előre eldöntött anélkül, hogy megértettevolna az alapvető, mélyben rejlő okokat?
5. Kényszerhelyzetek: Lehetséges-e, hogy a projektet mesterséges módonkorlátok közé szorítják olyan elvárások, amelyeket előbb tűztek ki,mint hogy a mélyben rejlő okokat (például technikai szakértelem,adatok, költség, beütemezés) azonosították volna?
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 101
MM-004.qxd 2006.07.16. 22:08 Page 101
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
6. Túl széles körű célkitűzés: Vajon a célkitűzés annyira széles körű-e, ahelyzet oly mélyen bevésődött az Ön kulturális hagyományaiba,vagy a gazda szerepe annyira szétszórt, hogy a minőségjavítás hoz-záértési szintje feltehetően nem garantálja a sikert?
Tapasztalataink szerint három olyan mulasztás van, amely a legtöbb esetbenmeggátolja a szervezeteket az üzleti folyamatok szisztematikus javításában:
1. a kulcsfontosságú folyamatok azonosításának, valamint a folyamat-gazda kinevezésének elmulasztása;
2. annak az erőteljes javítási megközelítésmódnak a nem alkalmazása,amelynek segítségével érthetővé válnának a problémák alapvető,eredendő okai; s végül
3. a megfelelő dolgok mérésének elmulasztása.
4.5 TELJES ELKÖTELEZETTSÉG
A teljes elkötelezettség alkotja a TQM harmadik és egyben utolsó alapelemét.Ezen keresztül a lojális vevők megnyerésének eszméjét visszatükröztetjük aszervezet felé, és így lojális alkalmazottakra és lojális szállítókra, partnerekre te-szünk szert. A teljes elkötelezettség felsorakoztatja és összegzi minden csoporterőfeszítését: a vezetőkét, a munkásokét és a szállítókét.
A következőkben azt tekintjük át, hogy
mi a szerepe a vezetőknek a TQM-folyamatban, hogyan válnak a me-nedzserek vezetőkké, és hogyan töltik be a TQM élenjáróinak, bajno-kainak szerepét;milyen lépéseket kell tennünk annak érdekében, hogy nagyobb hatás-kört nyújthassunk az alkalmazottak teamjeinek.
4.5.1 A vezető szerepe
„…tudomásunk szerint minden sikeres minőségi forradaloma felső menedzsment részvételével történt.EGYETLEN KIVÉTELT sem ismerünk.”
Dr. J. M. Juran
A vezetői szerepkör elemeit és jellemzőit sokszor és sokféleképpen definiáltákmár. Szándékunk az, hogy a vezetői szerepkört a TQM megértésének és alkal-mazásának szempontjából ismertessük.
102 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-004.qxd 2006.07.16. 22:08 Page 102
© Kövesi János, Topár József
© Typotex Kiadó
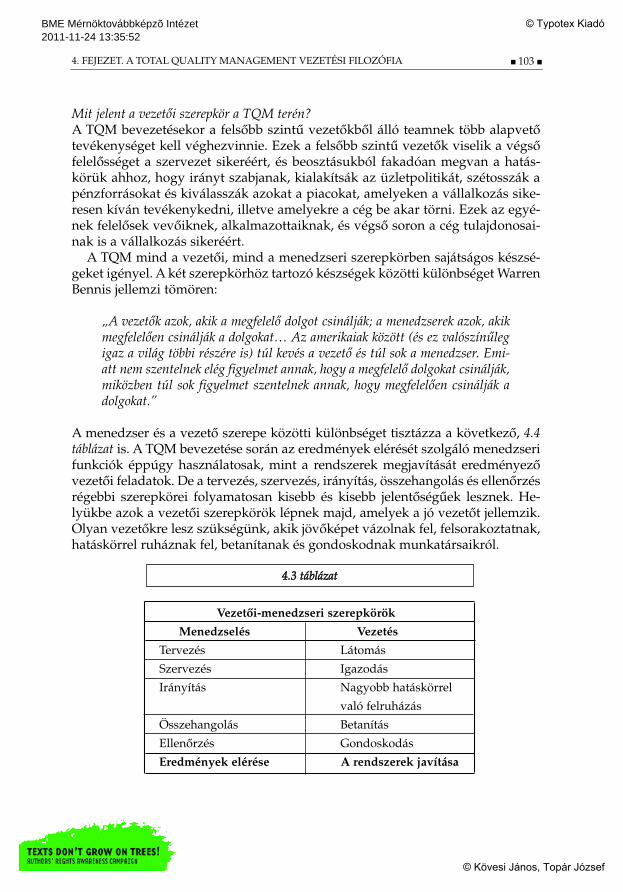
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Mit jelent a vezetői szerepkör a TQM terén?A TQM bevezetésekor a felsőbb szintű vezetőkből álló teamnek több alapvetőtevékenységet kell véghezvinnie. Ezek a felsőbb szintű vezetők viselik a végsőfelelősséget a szervezet sikeréért, és beosztásukból fakadóan megvan a hatás-körük ahhoz, hogy irányt szabjanak, kialakítsák az üzletpolitikát, szétosszák apénzforrásokat és kiválasszák azokat a piacokat, amelyeken a vállalkozás sike-resen kíván tevékenykedni, illetve amelyekre a cég be akar törni. Ezek az egyé-nek felelősek vevőiknek, alkalmazottaiknak, és végső soron a cég tulajdonosai-nak is a vállalkozás sikeréért.
A TQM mind a vezetői, mind a menedzseri szerepkörben sajátságos készsé-geket igényel. A két szerepkörhöz tartozó készségek közötti különbséget WarrenBennis jellemzi tömören:
„A vezetők azok, akik a megfelelő dolgot csinálják; a menedzserek azok, akikmegfelelően csinálják a dolgokat… Az amerikaiak között (és ez valószínűlegigaz a világ többi részére is) túl kevés a vezető és túl sok a menedzser. Emi-att nem szentelnek elég figyelmet annak, hogy a megfelelő dolgokat csinálják,miközben túl sok figyelmet szentelnek annak, hogy megfelelően csinálják adolgokat.”
A menedzser és a vezető szerepe közötti különbséget tisztázza a következő, 4.4táblázat is. A TQM bevezetése során az eredmények elérését szolgáló menedzserifunkciók éppúgy használatosak, mint a rendszerek megjavítását eredményezővezetői feladatok. De a tervezés, szervezés, irányítás, összehangolás és ellenőrzésrégebbi szerepkörei folyamatosan kisebb és kisebb jelentőségűek lesznek. He-lyükbe azok a vezetői szerepkörök lépnek majd, amelyek a jó vezetőt jellemzik.Olyan vezetőkre lesz szükségünk, akik jövőképet vázolnak fel, felsorakoztatnak,hatáskörrel ruháznak fel, betanítanak és gondoskodnak munkatársaikról.
Vezetői-menedzseri szerepkörökMenedzselés Vezetés
Tervezés Látomás
Szervezés Igazodás
Irányítás Nagyobb hatáskörrel
való felruházás
Összehangolás Betanítás
Ellenőrzés Gondoskodás
Eredmények elérése A rendszerek javítása
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 103
44..33 ttáábblláázzaatt
MM-004.qxd 2006.07.16. 22:08 Page 103
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Valamennyi termék, szolgáltatás és folyamat folyamatos javítása felgyorsul, hamindenki mindennap megkérdőjelezi a status quót. A vezetők teremthetik mega körülményeket ehhez a kihíváshoz azzal, hogy kialakítják a választ az alábbihat alapvető kérdésre:
1. Miért létezünk; mi a célunk? (küldetés)2. Milyenek leszünk a jövőben? Mivé akarunk válni? (látomás)3. Miben hiszünk, és mi az, aminek a betartását mindenkitől elvárjuk?
(értékek)4. Milyen irányelveket tudunk nyújtani a szervezetünkben dolgozó
sok-sok egyénnek abban, hogy milyen módon nyújtsák a termékeketés szolgáltatásokat a vevőinknek? (üzletpolitika)
5. Melyek azok a hosszú és rövid távú eredmények, amelyek képessétesznek majd minket arra, hogy beteljesítsük a küldetésünket és va-lóra váltsuk a látomásunkat? (célok és célkitűzések)
6. Hogyan fogunk haladni látomásunk felé és beteljesíteni céljainkat éscélkitűzéseinket? (módszertan)
Az első három kérdésre adott válaszok képezik a vezetői szerepkör talpköveit.A küldetés definiálja, hogy miért létezik a szervezet. A látomás megmutatja,hogy mit akar alkotni a szervezet, az alapvető értékek pedig megmagyarázzák,hogy hogyan akarunk cselekedni. A fennmaradó három kérdésre adott válaszokszolgáltatják a részleteket, és az előbbi talpkövekre épülnek rá.
Ezek a kérdések látszólag ugyan egyszerűek és kézenfekvőek, valójában vi-szont rendkívül bonyolultak, és nehéz őket megválaszolni, különösen akkor,amikor egy szervezet hagyományos termékeit és szolgáltatásait kikezdik az újtechnológiák, a hozzáértő és agresszív vetélytársak, vagy a vevők elvárásaibanbekövetkezett változások. Mindezzel együtt, ha e kérdések bármelyikére elma-rad a válasz, az képtelenné teszi az adott szervezetet a vevői követelményeinekmegértésére és kielégítésére, képtelenné teszi arra, hogy hatásosan és hatéko-nyan ossza szét pénzforrásait, s végül képtelenné arra, hogy tőkét kovácsoljondolgozóinak a tehetségéből.
104 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-004.qxd 2006.07.16. 22:08 Page 104
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Miért létezünk?Azt a kérdést, hogy miért létezünk, az adott szervezet küldetési nyilatkozata vála-szolja meg. Ez a nyilatkozat átfogó, könnyen érthető, többnyire mindössze egybekezdésnyi hosszúságú, és leírja, hogy miért teremtették meg a szervezetet ésmelyek az elsődleges funkciói. A küldetés valamennyi alkalmazott számára vi-lágossá teszi a célt, amelyet a napi feladataik színvonalas elvégzésével elő tud-nak mozdítani.
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 105
4.17 ábra
MM-004.qxd 2006.07.16. 22:08 Page 105
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Milyen típusú szervezetté akarunk válni?A látomás azt ecseteli, hogy mivé lesz a vállalat a jövőben, és csakúgy, mint a kül-detési nyilatkozat, állandó fogódzót kínál az alkalmazottaknak minden szintenahhoz, hogy hogyan végezzék napi munkájukat. A látomást többnyire megfo-galmazzák, amint a küldetési nyilatkozatot befejezték, és az utóbbihoz hasonlóegyüttműködési folyamat segítségével alakítják ki.
A látomást nem szükséges pontos pénzügyi vagy piaci szakkifejezésekkelmeghatározni. A cél inkább az, hogy általános leírását nyújtsa annak, mivé vál-hat a szervezet, ha minden egyes tagjának erőfeszítései sikeresen összpontosul-nak. A látomás nem annyira álomkép, nem annyira a kívánatos dolgok elvárá-sa, hanem a lehetőségek realisztikus képe. A látomás leszögezi, mivé akar válnia szervezet, és merre akar tartani. Ez az irányvonal feltehetőleg olyan valós ala-pokon nyugszik, hogy mit értek el mások és mi az, ami lehetséges az adott szer-vezet számára.
Mi a fontos a számunkra?Minden szervezet úgy működik, hogy bizonyos viselkedésmódokat magától érte-tődőnek tekint anélkül, hogy azokat valaha is szavakban megfogalmazta volna.De hát miért hagynánk ezeket a dolgokat kimondatlanul, ha fontosak cégünk irá-nyításában? Miért ne adnánk közre e fontos dolgok egyértelmű definícióit azért,hogy mindenki világosan érzékelje a szervezet által képviselt értékeket?
Ám legyünk óvatosak! Nyilatkozatainkban igazi értékeinket jelöljük meg, ésne olyan eszményeket, amelyek jól festenek a plakátokon. Ha a kinyilatkoztatottértékek nem felelnek meg a valóságnak, akkor közszemlére tételük csak akadálylesz, és le fogja leplezni a vezetőkből álló team álszentségét. Az értékeket nemlehet pusztán kinyilatkoztatni; saját példánkkal kell alátámasztani azokat.
Milyen munkát kívánunk alkalmazottainktól?A szervezetek sok, különféle emberből állnak, s ez sok különféle véleményt je-lent. Nem hagyhatjuk, hogy a javak és szolgáltatások termelésére és szállításáravonatkozó „minőségi szintet” az egyén döntse el. Ehelyett nyújtsunk számukraegy írásban rögzített üzletpolitikát.
Mit kell tennünk?A vezetőknek a küldetés, a látomás, az értékek és az üzletpolitika tágabb irány-mutatása után azt is ki kell jelölniük, hogy konkrétan mit kell elérni. Ha ezeketa nyilatkozatokat nem fordítják le mérhető teljesítménycélokká, akkor azok csakszép szavak maradnak. A célok a szervezet szélesebb értelemben vett szándékátjelentik, definiálják azt, hogy mit kell a hosszú távon át szüntelenül megvalósí-tott erőfeszítésekkel elérni. Ezzel szemben a célkitűzések azt definiálják, hogy mitkell elérni egy meghatározott időtartam alatt.
106 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-004.qxd 2006.07.16. 22:08 Page 106
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Az egyértelmű, mérhető célkitűzések segítenek mindenkit a megfelelő iránybaterelni, s ezenfelül mérföldkövekként szolgálnak, amelyek segítségével a hala-dás lemérhető. A következőkben felsorolt öt kritérium segít megfogalmazni ahatásos célokat:
1. A célkitűzéseknek határozottaknak és konkrétaknak kell lenniük.2. A célkitűzéseknek vívmányokat vagy eredményeket kell körülírni-
uk, nem tevékenységeket vagy viselkedésmódokat.3. A célkitűzéseknek mérhetőknek (mennyiségileg meghatározhatók-
nak) kell lenniük.4. A célkitűzéseknek ki kell jelölniük egy bizonyos időtartamot vagy
határidőt.5. A célkitűzéseknek olyannak kell lenniük, hogy kihívást jelentsenek,
de azért elérhetők maradjanak.
Hogyan érhetjük el ezeket a célkitűzéseket?Miután leszögeztük, hogy mit kell egy meghatározott időtartam alatt lankadat-lan erőfeszítéssel elérnünk, a következő lépés annak eldöntése, hogy hogyan ér-jük el ezeket a célkitűzéseket. Ezt a stratégiák kifejlesztésével, valamint a konk-rét cselekedetek eltervezésével érhetjük el: ki, mit és mikor csináljon.
A stratégia egyik eleme a TQM-nek mint átfogó vezetési rendszernek az elfo-gadása felé tett lépés, mert az a célok elérése érdekében biztosítja, hogy mindenmunkát szisztematikus, integrált és következetes módon végezzenek. A TQMbevezetése a felsőbb szintű vezetés feladata, és az ő vezetői szerepük egyik leg-kiválóbb példája az, hogy a TQM megvalósításán fáradoznak.
Hogyan fogalmazzuk meg ezeket a nyilatkozatokat?Azok a küldetést, látomást, értékeket, üzletpolitikát és célkitűzéseket tartalmazónyilatkozatok, amelyeket zárt ajtók mögött egyetlen vezető vagy csak néhány fel-ső szintű menedzser a többiektől elszigetelve fogalmaz meg, szolgálhatnak bizo-nyos célokat, de hatásuk korlátozott lesz. Ebben az esetben a nyilatkozat kialakí-tásából származó előny gyorsan semmissé válik, mihelyst a feladatot befejezték.
Annak az előnye, ha biztosítjuk mindenki számára a tulajdonosi érzetet, az el-kötelezettséget és a hovatartozást, végső soron a szervezeté lesz, amely együtt-működésen alapuló folyamat segítségével létrehozza ezeket a kulcsfontosságúnyilatkozatokat. Sőt, ez a haszon hosszabb időszakon át is érvényesülni fog. Aza felsőbb szintű vezető, aki akár új látomást teremt, akár megerősít egy már lé-tező küldetést azzal, hogy részvételre buzdítja a többieket, tulajdonosi érzetet éselkötelezettséget fog kapni cserében mindazoktól, akiket bevont a folyamatba.
Három dologtól viszont óvakodjunk: Először is, a vezetők figyelmét többnyire jobban leköti maga a feladat, hogy
megfogalmazzák ezeket a nyilatkozatokat, majd újabb teendőkre térjenek át,mint az, hogy a megfogalmazásnak mint gyakorlatnak a segítségével megnyer-
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 107
MM-004.qxd 2006.07.16. 22:08 Page 107
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
jék a kulcspozícióban lévő vezetők, az alkalmazottak, valamint az érintett terü-letek, osztályok támogatását. Óvakodjunk e „feladat”-orientált mentalitástól, ésismerjük fel magának a „folyamatnak” az értékét!
Másodszor: az, hogy az alapvető dokumentumok megfogalmazásánál részvé-telen alapuló döntéshozói folyamatot alkalmazunk, nem jelenti azt, hogy de-mokráciára vagy teljes konszenzusra lenne szükség. Olyankor, amikor döntőváltozások következnek be egy szervezet kultúrájában, elkerülhetetlen, hogyakadjanak egyének, akik nem értenek egyet az új irányzattal. Döntsük el, hogymelyek azok a nézetek, amelyek további értékeket képviselnek, és melyek azok,amelyek horgonyként láncolják oda a szervezetet a múlt gyakorlatához és ilymódon nem egyeztethetők össze az új látomással.
Harmadszor: noha leszögeztük, hogy a részvétel fontos, óvakodjunk átlépni azelválasztó vonalat a részvétel, valamint a hatalom teljes feladása között. A szerve-zet irányításáért, valamint az ezt szolgáló stratégiák kifejlesztéséért a felsőbb szin-tű vezetés a felelős. A részvétel az egyik módja e feladat végrehajtásának, de amegfelelő útirány kiválasztásának végső felelősségét nem lehet átruházni.
A vezető szerepkörének egyéb elemeiA vezető szerepkörének utolsó két eleme a menedzsmentnek a mindennapimunkája során adódó cselekedeteihez kapcsolódik. Az elkötelezettség elénk tár-ja, hogy mit csinálnak maguk a vezetők és hogyan osztják szét a pénzforrásokat. A stílus azt mutatja meg, hogy hogyan teszik a dolgukat.
ElkötelezettségNoha sok különféle példa illusztrálja a vezető szerepét a TQM bevezetésében,van egyvalami, ami épp olyan jelentős, mint a kulcsfontosságú dokumentumokmegfogalmazásának folyamata, és ez az, hogy a felsőbb szintű vezetők de-monstrálják elkötelezettségüket. Az elkötelezettség demonstrálása sok különféleformát ölthet, és a kívülállók ezt észlelhetik abból is, amit a vezetők tesznek,csakúgy, mint abból, amit mondanak.
Az elkötelezettség demonstrálására szolgáló (vagy annak hiányát eláruló) el-ső alkalom a pénzforrások újraelosztásakor adódik, illetve olyankor, amikor fe-dezni kell a járulékos személyzet költségeit, akik majd végrehajtják azt a kiter-jedt oktatási programot, amely minden alkalmazottat felfegyverez a TQM meg-valósításához szükséges tudásanyaggal és készségekkel. Vajon rendelkezésreállnak majd a pénzforrások? Lesznek-e pénzalapok, amelyeket a hagyományosképzési programok terhére irányítanak át ide? Hasonlóan fontos, hogy a felsőbbszintű vezetők elkötelezettségüket azzal is demonstrálják, hogy részt vesznekugyanabban a képzési programban, amelyben mindenki más.
Vajon a felső szintű vezetők használni fogják-e a szüntelen javításhoz szüksé-ges eszközöket, zsargont és egyéb folyamatokat? Vagy csupán beosztottaikatfogják utasítani ennek használatára?
Vajon hajlandóak-e a felsőbb szintű vezetők a TQM támogatásához szükséges
108 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-004.qxd 2006.07.16. 22:08 Page 108
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
olyan struktúrák létrehozására, amilyenek például a tanácsok és irányító bizott-ságok? Hajlandók-e maguk is közreműködni ezekben a struktúrákban? Avagyazt választják, hogy átruházzák, feladják ezt a felelősséget?
Képesek-e a felsőbb szintű vezetők demonstrálni hosszú távú elkötelezettsé-güket a szakadatlan javítás bevezetése iránt, még olyankor is, amikor a javítás ajelek szerint túl magas költségekkel jár? Az elkötelezettség többet jelent újfajtaeljárásoknál, üzletpolitikánál, utasításoknál, leveleknél és szónoklatoknál. Az al-kalmazottak elvárják a felső vezetéstől az elkötelezettséget, és az erre utaló jelekreményében figyelik a vezetés magatartását és stílusát.
Számíthatunk rá, hogy a vezető alkalmazottai megkérdőjelezik és próbára te-szik azt, hogy a vezető pillanatnyilag miben hisz, mennyire elkötelezett.
Munkastílus
„Nem csak az a fontos, hogy mit teszünk,legalább annyira fontos az is, hogy hogyan.
Vezessünk saját példánkkal; szolgáljunk példaképként.”
A TQM alkalmazását vállaló vezetőnek munkájához a következő irányelveketszükséges figyelembe vennie:
A vezetők a döntéseiket adatokra alapozzák. A vélemények érdekesek, de a dön-tésnek azon kell alapulnia, hogy mit tudunk, és nem azon, hogy mit gondolunk.
A vezetők erőforrásként, edzőként és segítőként állnak azon egyének mellett,akikkel együtt dolgoznak.
A vezetők aktívan bekapcsolódnak a folyamatba. Alkalmazottaikkal együttsajátítják el az új fogásokat. A tapasztalt, jártas vezető ily módon tehát segítenitud a többieknek a szüntelen tökéletesítésre irányuló erőfeszítéseikben.
A vezetők elkötelezettségre nevelnek. Gondoskodnak róla, hogy mindenkimegértse a szervezet küldetését, látomását, értékrendjét és céljait. Mindemelletta vezetők arról is gondoskodnak, hogy minden egyes személy ismerje a magaegyéni szerepét, és igyekezzen hozzájárulni a közös erőfeszítéshez.
A vezetők bizalmat keltenek. Mindenkiből a lehető legjobbat hozzák ki, ésszemélyes fejlődésre buzdítanak.
A vezetők tudnak köszönetet mondani. S teszik ezt az anyagi és nem anyagitermészetű ösztönzés minden elképzelhető formájában.
4.5.2 Nagyobb hatáskörrel felruházott alkalmazottak
Mit jelent a nagyobb hatáskörrel való felruházás?A nagyobb hatáskörrel való felruházáshoz a következő három dimenzióbanszükséges megfelelő lépéseket tenni.
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 109
MM-004.qxd 2006.07.16. 22:08 Page 109
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A nagy hatáskörrel való felruházás első dimenziója a felsorakozás. Valamennyi al-kalmazottnak ismernie kell a szervezet küldetését, látomását, értékeit, üzletpo-litikáját, célkitűzéseit és módszertanát. Továbbá hangsúlyosabbá kell tenni aszervezet egészének széleskörű irányítását, mert ily módon az üzenet eljut az al-sóbb szintekre, hogy segítse a munkacsoportok és az egyének szerepének meg-határozását.
A tökéletes rendben felsorakozott alkalmazottak nem csupán tudják a szere-püket, hanem odaadóan fel is vállalják azt. Vezetőik arra lelkesítették őket, hogya szervezet és önmaguk kölcsönös hasznára munkálkodjanak. Ez az odaadásegyet jelent az elkötelezettséggel, márpedig az elkötelezettséget nem lehet semeladni, sem megvásárolni. Azt ki kell érdemelni. A hagyományos hierarchikusszervezet nem igényelte az elkötelezettséget; tekintélyuralmi stílusa beérte azengedelmességgel.
Az igazi felsorakozás elnyeréséhez át kell hidalni azt a kicsiny rést, amely azengedelmesség és az elkötelezettség között van. Az engedelmesség és az elköte-lezettség közötti legfőbb különbség lényege, hogy azok az emberek, akik elköte-lezettek egy szervezet irányításának, ezt őszintén akarják. Noha a nagy hatás-körrel való felruházáshoz elkötelezettség kell, rövidtávon a vezetőknek esetlegbe kell érniük az engedelmességgel, és azon kell fáradozniuk, hogy az emberei-ket felfelé léptessék az engedelmesség létráján. Az elkötelezettséget nem lehetsenkire ráerőltetni; az erre irányuló erőfeszítések a legjobb esetben is csak enge-delmességet fognak eredményezni. Semmi mást nem lehet tenni, mint hogyolyan környezetet teremtünk, amely kedvez az elkötelezettség erősödésének.
A második dimenzió a teljesítőképesség. Az alkalmazottaknak rendelkezniükkell a munkájuk végzéséhez szükséges képességekkel, készségekkel és tudással.
110 A MINŐSÉGMENEDZSMENT ALAPJAI
4.18 ábra
MM-004.qxd 2006.07.16. 22:08 Page 110
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Ezenfelül rendelkezniük kell a szervezettől kapott forrásokkal is: anyagokkal,módszerekkel és gépekkel. Tapasztalataink szerint sok szervezet ezt a dimen-ziót túlteljesíti. A kiválasztási kritériumok nyomán olyan újonnan szerződtetettalkalmazottak kerülnek be, akik „túlkvalifikáltak”, a létesítményekre, berende-zésekre és képzésre fordított beruházások pedig messze túlmentek a másik kétdimenzióban – a bizalomban és a felsorakozásban – mutatkozó növekedésen.
A kölcsönös bizalom a nagy hatáskörrel való felruházás harmadik dimenziója.Miután kifejlesztettük a felsorakozást, valamint a teljesítőképességet, olyanhelyzetbe kerülünk, hogy szabadjára ereszthetjük munkásállományunk erejét,kreativitását és találékonyságát. Ez azonban nem fog bekövetkezni, csak akkor,ha az előbb említett harmadik dimenziót is nyújtani tudjuk számukra. Az alkal-mazottaknak szükségük van rá, hogy bízhassanak a menedzsmentben, és érez-zék, hogy a menedzsment bízik bennük. Ez a kölcsönös bizalom tehát kiegészí-ti azt a képet, amely mintegy előfeltétele a nagy hatáskörrel felruházott munkás-állomány kiépítésének.
A nagy hatáskörrel való felruházásról tehát láthatjuk, hogy az a vezető hatha-tós munkájának a következménye.
A következő kérdések megválaszolásával megvilágíthatjuk, hogy menedzs-mentrendszerünk miképpen szimbolizálja az alkalmazottak iránti bizalomnakazt a szintjét, amelyet mi képviselünk. Vajon az Ön üzletpolitikája korlátozza-eaz alkalmazottak hozzáférését pénzhez vagy fizikai javakhoz? Vajon az informá-cióáramlást megtagadjuk-e bárkitől? Ha a nagy hatáskörrel való felruházás a fel-sorakozáson, a teljesítőképességen és a bizalmon nyugszik, akkor logikátlan do-log az alkalmazottaktól elvárni, hogy érezzék e nagy hatáskört anélkül, hogyéreznék a feléjük áramló bizalmat. A dolog igen egyszerű: tanúsítsunk az embe-rek iránt ugyanolyan tiszteletteljes bánásmódot, mint amilyent önmagunk irántelvárnánk!
Mindezzel nem azt akarjuk sugallni, hogy egy vállalatvezetőnek el kell távo-lítania valamennyi biztonsági rendszerét. Ezekre nagyon is szükség lehet, hiszenaz adott vezető nem bízhat minden egyes alkalmazottjában. A bizalom hiányalehet a kiválasztási folyamat eredménye, de az is lehet, hogy egyesek megosztópraktikájának a következménye.
4. FEJEZET. A TOTAL QUALITY MANAGEMENT VEZETÉSI FILOZÓFIA 111
MM-004.qxd 2006.07.16. 22:08 Page 111
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
MM-004.qxd 2006.07.16. 22:08 Page 112
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
5. FEJEZET
A minőségfejlesztés módszerei
Erdei János–Tóth Zsuzsana Eszter
5.1 A MINŐSÉGMENEDZSMENT LEGGYAKRABBAN ALKALMAZOTT
PUHA MÓDSZEREI
A legtöbb iparágban tapasztalható kiélezett piaci helyzetben a vállalatok és avállalati rendszerek – így a minőségmenedzsment rendszerek – versenyképessé-ge megköveteli azok folyamatos elemzését, és – az elemzés eredményei alapján– javítását, fejlesztését. Ennek a folyamatos elemzési és fejlesztési tevékenység-nek az alapvető célja, hogy a rendszer hatékonyságát folyamatosan nyomon kö-vesse, és feltérképezze azokat a gyenge pontokat, kritikus területeket, ahol fel-tétlenül szükséges vagy lehetséges különböző javítási, fejlesztési intézkedésekkivitelezése.
A különböző minőségmenedzsment-rendszerek alkalmazásának elsődlegescélja, hogy a rendszeren belül működtetett tevékenységeknek olyan feltételeketszabjon és keretrendszert adjon, hogy a minőségpolitikában, illetve a minőség-tervekben kitűzött célokat el lehessen érni. Ehhez hozzátartozik az, hogy a fellé-pő hibákat, a potenciális hibaforrásokat meg kell szüntetni és lehetőség szerintmeg is kell előzni, a rendszeren belüli folyamatok működését hatékonyabbá kelltenni, illetve ha például a vevői elvárások változnak, vagy ha a törvényi, jogsza-bályi követelmények módosulnak, vagy új célok jelennek meg, akkor esetenkéntegészen új működési módokat kell kialakítani.
A minőségmenedzsment-rendszer keretein belül a rendszer működését sza-bályozó előírások és minőségügyi tevékenységek alapvető célja, hogy egy folya-mat zavartalan működése vagy egy-egy minőségi paraméter adott értékének el-érése és szinten tartása érdekében minden fellépő problémát elhárítsanak. Azt,hogy e problémák leküzdéséhez milyen módszerek alkalmazása a legcélsze-rűbb, sok minden befolyásolja: a termelő- vagy szolgáltató tevékenység jellege, e tevékenységek feltételei, a szereplők szakmai felkészültsége, a szervezet kul-turális sajátosságai, vagy például az, hogy a rendszerben fellépő zavarok meny-nyire előrejelezhetők, mennyire összetettek, mennyire egyértelmű a zavarraadandó reakció.
MM-005--------.qxd 2006.07.17. 10:17 Page 113
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Vannak olyan zavarok, problémák, amelyek a technológiai és műveleti utasí-tások megadásával vagy fejlesztésével egyszerűen kiküszöbölhetők, illetve van-nak olyan zavarok, ahol az automatizáció fokozása vagy egyszerűen a gyako-ribb ellenőrzés jelent megoldást. Ezek az egyszerűbb beavatkozások akkor hasz-nálhatók jól, ha a fellépő nem megfelelőségekre adandó válasz előre látható, amegszüntetés módja viszonylag egyszerűen megadható.
Előfordulhatnak azonban olyan események, amelyekre a minőségmenedzs-menti rendszer keretein belül az adott feltételek és keretek alapján nem lehet egy-értelmű választ adni megoldásként, ilyenkor csak a jelenségek, következményekegyüttes elemzése alapján lehet különböző megoldási lehetőségeket javasolni.
A problémamegoldási technikák többnyire belátható időn belül eredményrevezetnek, egyénileg vagy csoporttechnikaként. Eredményességüket elsősorbanaz alkalmazók elkötelezettsége, rátermettsége, képzettsége és az alkalmazás he-lyénvalósága biztosítja.
5.1.1 A problémamegoldó módszerek
Az utóbbi időkben egyre gyorsabb fejlődést mutató és egyre bonyolultabbá vá-ló világunkban maga a problémaelemzés folyamata, a lehetséges alternatívákmegtalálása sem egyszerű feladat. Legtöbbször nincs idő megvárni, hogy egy-valaki fokozatosan rájöjjön, kidolgozza a helyes megoldást, hiszen sok esetbentúl sok a változó, sokszor nem ismerjük az összes peremfeltételt, változnak a fel-tételek, egy ember már nem képes átlátni, megismerni egy probléma kapcsánérintett összes területet. E feltételek figyelembevételével – a csoportmunka, aszellemi alkotómunka hatékonyságának növelése érdekében – új problémameg-oldó eljárások kidolgozása vált szükségessé. Az első ilyen módszer az AlexOsborn által kifejlesztett brainstorming volt az 1950-es években. Azóta ezt az el-járást továbbfejlesztve, többé-kevésbé átalakítva újabb módszereket dolgoztakki. Az ’50-es évek óta nagy számban kifejlesztett rengeteg egyéb eljárás ellenérenapjainkban is a brainstorming a legnépszerűbb, leggyakrabban alkalmazotttechnika új ötletek, megoldási javaslatok kitalálására.
5.1.1.1 Brainstorming technikákA brainstorming olyan csoportos alkotó technika, amelynek elsődleges célja arésztvevő egyénektől származó ötletek minél teljesebb és gyorsabb összegyűjté-se és ezek alapján új ötletek generálása. A probléma-megoldási folyamat több lé-pésénél is használható, más, a későbbiekben ismertetésre kerülő módszerekkelkombinálva. A brainstorming technika eredménye lehet a felvázolt problémátbefolyásoló tényezők feltárása, de egyúttal lehetővé teszi a probléma különbözőszempontú megközelítését, és alkalmazható a felvetett probléma megoldási al-ternatíváinak meghatározására is. A brainstorming – elsősorban a fentebb emlí-
114 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-005--------.qxd 2006.07.17. 10:17 Page 114
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
tett célja miatt – nem helyettesíti az elmélyült problémaanalízist, azt azonban le-hetővé teszi, hogy több szempontú, gyors megközelítést adjon a felvetett prob-lémával kapcsolatban: az ötletek mennyisége fontosabb azok minőségénél.
A brainstorming „kiötlője”, Alex Osborn arra a felismerésre épített, hogy ta-pasztalatai alapján sok esetben a lehetséges megoldási alternatívák keresése so-rán akadályt jelentett az egyoldalú szemléletmód, az egysíkú megközelítés és aszakmai elfogultság. A különböző brainstorming technikák lehetőséget teremte-nek a kreatív munka megalapozására és kiteljesedésére, az ötletgyűjtés korlá-tainak lebontására, a több szempontú megközelítésre, és, több szakma szemléle-tének bevonására.
5.1.1.2 A klasszikus brainstorming (Osborn-féle brainstorming módszer)A klasszikus brainstorming az összes többi ötletgeneráló módszer alapja. Mód-szerét Alex Osborn dolgozta ki az 1950-es években azon tapasztalatai alapján,hogy a szakmai viták szereplőinek az egymás véleményével szemben kimon-dott, kimutatott túlságosan éles kritikája visszafogja a további hozzászólásokat,illetve a kevésbé bátor hozzászólókat. Ezért Osborn olyan módszert alakított ki,ahol a fenti cél az ötletek kritikátlan gyűjtése révén valósul meg.
Az általa javasolt, ma klasszikus ötletrohamnak nevezett technika időben kor-látozott (15–20 perc), moderátor által egy témakör, adott probléma feldolgozásá-ra vezetett csoportmunka-módszer. A csoport tagjainak feladata egymás ötletei-hez, véleményéhez asszociatív módon kapcsolódó, minél több, minél kreatívabbötlet összegyűjtése.
A klasszikus brainstorming szakaszai és menete:
1. Előkészítés: a moderátor feladata e szakaszban a 10–15 fős, lehetőlegheterogén szakmai összetételű csoport tagjainak kijelölése, a felvá-zolt problémával kapcsolatban a csoporttagok tájékoztatása, és abrainstorming levezetéséhez szükséges technikai eszközök beszer-zése, előkészítése.
2. Brainstorming: ebben a fázisban a moderátor ismerteti a „játékszabá-lyokat”, feladata még a probléma egyértelmű szóbeli közlése, illetveannak mindenki számára jól látható, vizuális megjelenítése. A prob-léma megértését egy-két kérdés feltevésével ellenőrizheti. Ha a prob-léma megfogalmazása nem egyértelmű, akkor olyan definícióra kelltörekedni, amelyet minden résztvevő ért és elfogad. A brainstormingfázisában a moderátor feladata, hogy az ötleteket mozgásban tartsa,a résztvevőket aktivizálja további kérdésekkel, saját ötleteivel, újszempontok felvetésével stb. Ebben a fázisban a technikát a követke-ző szabályok tartják a célnak megfelelő mederben:
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 115
MM-005--------.qxd 2006.07.17. 10:17 Page 115
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
a. A felvetett probléma kapcsán születő gondolatok, majd hangosan el-hangzó ötletek nem kritizálhatók, nem bírálhatók. Sokszor az első látásra legkevésbé hasznosnak tűnő gondolatok a kiindulópont-jai lehetnek más, értékesebb ötleteknek.
b. Cél: minél több ötlet összegyűjtése, így a mennyiség itt fontosabb a mi-nőségnél. Az ötletek összegyűjtésénél a határ a csillagos ég, hi-szen semmilyen ötlet vagy javaslat nem lehet elrugaszkodottegy problémamegoldó ülésen. A probléma megoldásához kap-csolódó ötlet jó ötlet, de lehet, hogy egy-egy jó ötlet megszületé-sét több rossz vagy kevésbé jó gondolat előzi meg, így nem sza-bad idegenkedni a szokatlan, utópisztikusnak tűnő ötletektőlsem. Nem szabad abbahagyni 3 vagy 4 ötlet után, hiszen minéltöbb jó ötlet van, annál jobb és elmélyültebb lesz az elemzés.
c. Egy-egy új ötlet ugródeszka lehet más ötletekhez. Egy jó brainstor-ming részét képezi a megbeszélés, a kombinálás, az ötletek el-rendezése. Itt a moderátor feladata, hogy példákat mutasson,kombinációkat keressen, és ösztönözze a résztvevőket az ötletekkombinálására kérdésekkel, illetve a generikus fázisban szüle-tett ötletek listájának a bemutatásával.
d. Minden ötletet rögzíteni kell – lehetőleg minél pontosabban az öt-letgazda szavaival. Minden ötletet szó szerint kell felírni, akkoris, ha bolondság, akkor is, ha úgy hangzik, mint az előző, csakmásként mondták el.
3. Értékelés: az értékelés során a moderátor felveszi a listába a pótlólag,a csoportmunka befejezése után érkezett ötleteket. Feladatai közétartozik az ötletek osztályozása, gondoskodnia kell az egyes ötletekmegvitatásáról, bírálatáról, minősítéséről. A moderátor összefoglaljaaz eredményeket, és definiálja a nyitva maradt problémákat. A sze-replők részt vesznek az ötletek megvitatásában, minősítésében. Itt akövetkező szempontokat kell mérlegelniük:
a. Az adott ötlet megfelel-e a feltételeknek, kielégíti-e az elvárásokat?b. Megvalósítható vagy esetleg nem kivitelezhető?c. Azonnal, rövid vagy hosszú távon valósítható meg?d. Szükség van-e további vizsgálatokra a megvalósításhoz?e. Ha a megfogalmazott célnak nem felel meg, akkor valamilyen más célt
szolgál-e?
4. Megoldás: a résztvevők közösen meghatározzák a megoldásban valórészvételnek és az eredmények láthatóvá tételének a módját. A veze-tés feladata, hogy döntsön az eredmények felhasználásáról és azérintettek jutalmazásáról.
116 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-005--------.qxd 2006.07.17. 10:17 Page 116
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Tehát a brainstorming ülések két részből: egy generikus és egy analitikus fázis-ból tevődnek össze. Az ötlettermő, generikus fázis során minél több gondolatot,elképzelést gyűjtenek össze. A moderátor a csoportot a gondolatok szabadáramlására motiválja, ügyelve arra, hogy a munkát az egyes résztvevők érdekeine befolyásolják. E fázisban a felmerülő gondolatokkal szemben minden kritikátki kell kapcsolni.
A kiértékelő, analitikus szakaszban az ötleteket csoportosítják, értékelik, ésmegvizsgálják, hogy mely elképzelések további feldolgozása lehet a megoldá-sok szempontjából előrevivő.
Az ötletroham előnyei:
Egyszerű az alkalmazása, rövid idő alatt viszonylag kevés eszközzelsok ötletet generálhatunk és gyűjthetünk össze. Több módszerrel kombinálható, több módszerbe beépíthető. A körül-ményektől függően több formában (kiscsoportban együtt, beszéd nél-kül írásban, rövid idő alatt, időben elhúzva) alkalmazhatjuk. Fejleszti a csapat tagjainak nyitott gondolkodását, a toleranciát, azasszociációs készséget, a kreativitást, az ötletek egymáshoz való kap-csolódását a közös cél szem előtt tartásával. A problémamegoldásbanrésztvevőket fegyelmezett együttműködésre sarkallja.
Az ötletroham lehetséges hátrányai, buktatói:
Nincs mód a legjobb szakemberek összehívására.A résztvevőket zavarhatja a munka időkorlátja, a másik ember presz-tízse, státusa, viselkedése.
5.1.1.3 Különleges brainstorming technikákCéljuk: az ötletek korlátlan „rohamának” valamilyen módon történő „mederbeterelése”, illetve az ötletek feldolgozásának megkönnyítése.
A strukturált brainstorming során a résztvevők meghatározott sorrendben ad-ják elő elképzeléseiket. Míg a többiek az elhangzottak alapján fölmerülő vagyelőkészített ötleteiket mutatják be, az elhangzottakat a moderátor flip-chartonvagy táblán írott formába önti.
Az elgondolások bemutatása addig folyik, amíg a résztvevők ki nem fogynakaz ötleteikből. Az analitikus fázisban az írásban rögzített megoldásokat vitatjákmeg és dolgozzák ki.
A nem strukturált brainstorming szintén a fenti módszer szerint működik, denem rögzített sorrendben történik az ötletek generálása.
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 117
MM-005--------.qxd 2006.07.17. 10:17 Page 117
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
BrainwritingA brainwriting módszerek célja, hogy a generikus fázisban felmerülő ötletek vagyazok elhangzása, felolvasása ne befolyásolja a problémamegoldó team továbbitagjainak saját elképzeléseit, véleményét a felvázolt probléma megoldásávalkapcsolatban. A brainwriting technikák lebonyolítása során egy közös asztal kö-rül helyet foglaló résztvevők ötleteiket külön papírlapokra rögzítik, majd a márírásban rögzített ötleteket az asztal közepére helyezik. Amikor a csoport egy tag-ja kifogy az ötletekből, az asztal közepére tett lapokat végignézve próbál a töb-biek elképzeléseire alapozva továbblépni, és új ötleteket generálni.
KártyatechnikákA kártyatechnikák során a problémamegoldásban résztvevők az ötleteiket tömö-ren, vezérszavakba foglalva írják fel kis kártyákra, és egy-egy gondolat, ötletrögzítése után a kártyáit minden egyes résztvevő a bal keze mellett rendezi ösz-sze. Ha kifogy valaki az ötletekből, a jobbra mellette ülő szereplő kártyacsomag-jából húz egy lapot, és próbál az alapján továbblépni, új ötletet generálni. A meg-nézett kártyát és új ötletét maga mellé, balra teszi le. Ezt a generikus fázist köve-tő analitikus fázisban az ötletekkel teli kártyákat egy közös asztal közepére kite-rítve közös szempontok szerint (fogalmak, javaslatok, főbb irányvonalak körécsoportosítva) rendezik össze és értékelik ki. A kártyák különböző szemléletűvagy eltérő célok szerinti rendezése más és más minőségügyi technika alapjátképezik (Pareto-elemzés, Ishikawa-diagram, affinity-diagram).
635-ös módszerA Rohrbach-féle 635-ös módszer szintén a brainwriting technikák közé sorolha-tó. A résztvevő csoportban azonban az információcsere egy adott irányban tör-ténik, és írásban rögzített. A módszer nagy előnye, hogy megoldást ad az egyesötletek közötti asszociációk orientációjának fokozására azzal, hogy az első for-dulóban megfogalmazott javaslatokat mélyíti el lépésről lépésre, és így az egyirányban gerjesztett ötletek egyre konkrétabbak lesznek. A módszer elsődlegescélja szintén az ötletgyűjtés, és az ötletek összegyűjtését írásban oldja meg.
A módszer előkészítésekor a témát előzőleg nyilvánosságra hozzák a csoporttagjai részére. Általában 1–3 napos felkészülési időt biztosítanak, illetve ebben afázisban biztosítják a szükséges segédeszközöket, erőforrásokat.
A módszer elnevezése onnan ered, hogy a 635-ös módszer keretében a team 6résztvevőjének 3–3 ötletet kell ötször továbbfejlesztenie. Az asztalt körbeülő cso-port minden tagja kap egy lapot, amelyen első lépésben 3 eredeti megoldást ad-nak a felmerült problémára. Az egymás után következő résztvevők az előttükülők ötleteit finomítják, fejlesztik tovább. Ezután a papírok újra eggyel arrébbkerülnek, és mindig az előző ötletek, megoldások továbbfejlesztése történik ad-dig, amíg a papír körbe nem ér.
Ezzel a módszerrel 18 eredeti és 90 továbbfejlesztett megoldási javaslat gyűjt-hető össze. A technikához feszesen megállapított ütemezési idők ajánlottak, pél-
118 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-005--------.qxd 2006.07.17. 10:17 Page 118
© Kövesi János, Topár József
© Typotex Kiadó
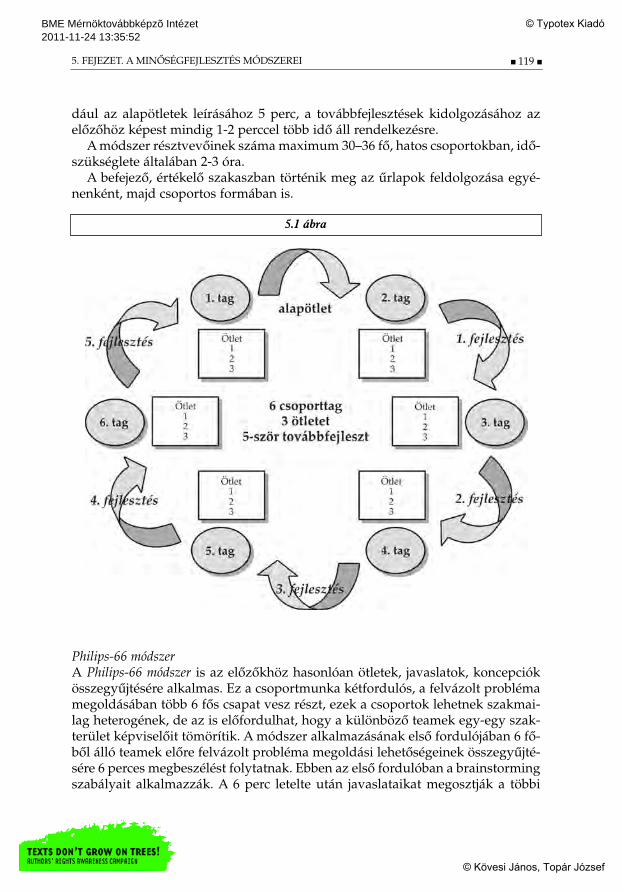
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
dául az alapötletek leírásához 5 perc, a továbbfejlesztések kidolgozásához azelőzőhöz képest mindig 1-2 perccel több idő áll rendelkezésre.
A módszer résztvevőinek száma maximum 30–36 fő, hatos csoportokban, idő-szükséglete általában 2-3 óra.
A befejező, értékelő szakaszban történik meg az űrlapok feldolgozása egyé-nenként, majd csoportos formában is.
Philips-66 módszerA Philips-66 módszer is az előzőkhöz hasonlóan ötletek, javaslatok, koncepciókösszegyűjtésére alkalmas. Ez a csoportmunka kétfordulós, a felvázolt problémamegoldásában több 6 fős csapat vesz részt, ezek a csoportok lehetnek szakmai-lag heterogének, de az is előfordulhat, hogy a különböző teamek egy-egy szak-terület képviselőit tömörítik. A módszer alkalmazásának első fordulójában 6 fő-ből álló teamek előre felvázolt probléma megoldási lehetőségeinek összegyűjté-sére 6 perces megbeszélést folytatnak. Ebben az első fordulóban a brainstormingszabályait alkalmazzák. A 6 perc letelte után javaslataikat megosztják a többi
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 119
5.1 ábra
MM-005--------.qxd 2006.07.17. 10:17 Page 119
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
résztvevővel. A javaslatokat mindenki számára látható módon (táblán, flip-char-ton, nagyobb papíron) elhelyezik a teremben. Ezután egy rövid szünet követke-zik, és az ezt követő második fordulóban a csoportok azonos vagy szabadonmegválasztott összetételben – ismét 6 perc alatt – továbbfejlesztik az első fordu-ló egyes, nekik tetsző javaslatait, vagy az előzőek alapján új gondolatokat vetnekfel, illetve vitatnak meg. Több forduló is lebonyolítható ilyen módon. A cél a kö-zös megegyezésen alapuló javaslat kidolgozása, általában akkor ér véget, ha acsapatok az összes megoldási lehetőséget felszínre hozták vagy pedig már ki-fogytak az újabb ötletekből. A módszer résztvevőinek száma 30–36 fő, 6 fősmunkacsoportokban, időszükséglete általában fél–egy nap.
NCMA nominális csoportmódszer vagy más néven névleges csoporttechnika abbansegít a résztvevőknek, hogy közös megegyezésre jussanak egy-egy ötlet vi-szonylagos fontosságát illetően úgy, hogy ennek bázisát és prioritásait az aztmegelőző egyéni elképzelések adják.
Az NCM megkísérli a brainstorming és a Delphi-módszer előnyeit ötvözni, ille-tőleg azok hátrányait jelentős mértékben kiküszöbölni. Egyrészről ugyanis a cso-port tagjai ötletroham jellegűen az NCM több fázisában is együtt dolgoznak, azon-ban bizonyos fázisokban az elmélyült egyéni javaslatkészítésre is lehetőség adódik.
A csoport valamennyi tagja a vizsgálandó problémával kapcsolatos vala-mennyi elgondolását, véleményét leírja, majd ezeket adott sorrendben ismertetik.A moderátor – a klasszikus brainstorminghoz hasonlóan – mindenki számára jóllátható módon rögzíti az elhangzó véleményeket, javaslatokat. Ezután következikitt is egy analitikus fázis, amikor az elhangzott és leírt ötleteket a tagok megbeszé-lik, megvitatják. Majd az ötlethalmazból előre meghatározott számban kiválaszta-nak néhányat, és ezeket rangsorolják vagy pontozással súlyozzák, és e rangsoro-kat, illetve pontokat összesítve alakítják ki a tényezők végső sorrendjét.
Az NCM igényli, hogy a team egy időben, egy helyen dolgozzék, azonbanszemben az ötletroham maximálisan 1-2 órás időigényével, ez általában 3–6órás, indokoltabb esetben egy-két napos időtartamú. A legtöbb esetben azonbana Delphi-módszer egy vagy két fordulójának kicsinyített alkalmazásával lénye-gesen elmélyültebb. Az NCM során javaslat szintű megoldásokat kapunk, szem-ben az ötletroham kidolgozatlan ötletcsokraival.
Menete:
Javaslat felírása egy táblára.Két-három 12–15 fős csoport egy-egy moderátor vezetésével dolgo-zik.A résztvevők egyénileg leírják a javaslataikat.A moderátor a javaslatokat felírja a táblára a brainstorming szabályaiszerint.
120 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-005--------.qxd 2006.07.17. 10:17 Page 120
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A javaslatokat megvitatják és közösen átfogalmazzák. Minden kér-déshez (javaslathoz) az ábécé egy-egy betűjét írják.A végleges rangsorolást egyéni kártyán végzik, melyen a fontosságisorrend száma szerepel, ahol a legnagyobb szám a javaslatok számá-val egyezik meg (12 javaslat esetén a legfontosabbat 12-vel, a többitsorra csökkenő számmal jelölik).Az összeszedett kártyákon található számok összegzése révén kiala-kul a prioritási sorrend.
Delphi-módszerA Delphi-módszer az ötletrohammal szemben az elmélyült egyéni, a közösségzavaróhatásától mentes problémamegoldásra épül. A Delphi-módszernél a cso-port tagjai elkülönülten, egyénileg dolgoznak, oly módon, hogy a megfelelőenelőkészített és leírt problémát egy meghatározott idő alatt megoldhassák. Emódszer javára szól, hogy nem igényli a csoport együttlétét, és ennek ellenérekihasználja a csoportos munkavégzés előnyeit. Továbbá a számunkra legfonto-sabb szakembereket kérhetjük fel a megoldásra egyidejűleg, miután a munkátformálisan nem közösen, egy meghatározott időben kell elvégezni. Előny még,hogy titoktartást igénylő problémák megoldásánál a lazább technikák nem al-kalmazhatók. Miután a módszer azon alapul, hogy a röviden leírt problémátmegoldásra kiküldjük a team tagjainak egy reális határidőt szabva a válaszadás-ra, a résztvevők személyében sem beosztásbeli, sem távolságbeli problémáknem korlátoznak.
Lépései:
Az elérni kívánt cél meghatározása az előzmények ismeretében. A résztvevők kiválasztása, kizárólag a szaktudás és fontosság figye-lembevételével. A szakértőtől részletes írásbeli válasz kérése megadott határidőn belül. Az értékelőcsoport tagjainak kijelölése, ennek munkája alapján újabbforduló a szakértők körében. Újabb válaszok kiértékelése az értékelőcsoportban.
A fordulók addig folytatódnak, amíg ellentmondásmentes megoldást nem talál-nak a szakértők teljes egyetértésével. A módszer korlátja a hosszú átfutási idő. ADelphi-módszer bonyolult, több szakterületet érintő problémakör szakértői véle-ményezésére, koncepcióalkotására, részletes terv kidolgozására alkalmas.
A cél egy közös megoldási javaslat elérése. Ehhez 4–10 forduló is szükségeslehet. A listák összegyűjtését és köröztetését a csoport koordinátora végzi. A lis-tákat összesíti és újrakörözteti a nem szükségképpen egy időben és helyiségbenösszeülő csoporttagok között. A résztvevők száma tetszés szerinti, maximum20–25 fő, időszükséglete általában több hónap.
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 121
MM-005--------.qxd 2006.07.17. 10:17 Page 121
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
5.1.1.4 Összefoglalás
A fentiekben említett technikák legfőbb eredményei:
Nyitottabb gondolkodásmódra sarkall és ösztönző jelleggel bír, ami-kor egy csapat megrekedt a „mindig is így volt” típusú álláspontnál.A különböző brainstorming technikák lehetőséget adnak arra, hogy acsapat összes tagját megmozgassák, így a megfelelő brainstormingtechnika alkalmazása nem engedi, hogy néhány ember az egész cso-portot eluralja. Egyenlő esélyeket biztosít a csendesebb és kevésbé do-mináns csapattagok számára is a véleményük kifejtésére. Biztosítja a csapattagok számára, hogy mások kreativitására építsenekanélkül, hogy szem elől veszítenék a célt.
Általános játékszabályok:1. Megfogalmazni, elfogadni és mindenki számára láthatóan felírni a
brainstorming kérdést. Fontos, hogy mindenki megértse a kérdést, atémát, a problémát. A moderátor ezt úgy ellenőrizheti, hogy egyvagy két tagot felkér, írja körül a kérdést, mielőtt azt a táblára írja.
2. A csapattagok feldiktálják az ötleteiket – strukturált brainstormingesetében sorban, nem strukturált esetében bármilyen sorrendben.
Strukturált esetben mindegyik körben mindenki passzolhat.A moderátornak mindegyik ötletet nagy, olvasható, lehetőlegnyomtatott betűkkel egy flip-chartra vagy bármilyen más, na-gyobb írófelületre kell rögzítenie.Fontos, hogy minden ötlet a szerző szavaival kerüljön fel a táb-lára. Nem kell elemezni és rövidíteni. A moderátornak visszakell kérdeznie, ha bizonytalan az elhangzottakkal kapcsolatban. A rövid, tömör, címszavas megfogalmazások jobban kezelhetők,könnyebben áttekinthetők.
3. A tagok sorban adják az ötleteket, míg végül mindenki csendbenmarad. Ez jelzi, hogy elfogytak az ötletek. A moderátornak mozgás-ban kell tartania a folyamatot, de ügyelnie kell arra is, hogy ne hú-zódjon el túlságosan. A probléma nehézségétől, összetettségétől füg-gően 5–10 perc a megfelelő időtartam.
4. El kell távolítani az egymáshoz hasonló megfogalmazásokat. Csak amajdnem szoros ötleteket kell kihúzni. Sokszor megéri a csak kicsiteltérő megfogalmazások mögött rejtőző különbségeket megőrizni.
122 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-005--------.qxd 2006.07.17. 10:17 Page 122
© Kövesi János, Topár József
© Typotex Kiadó
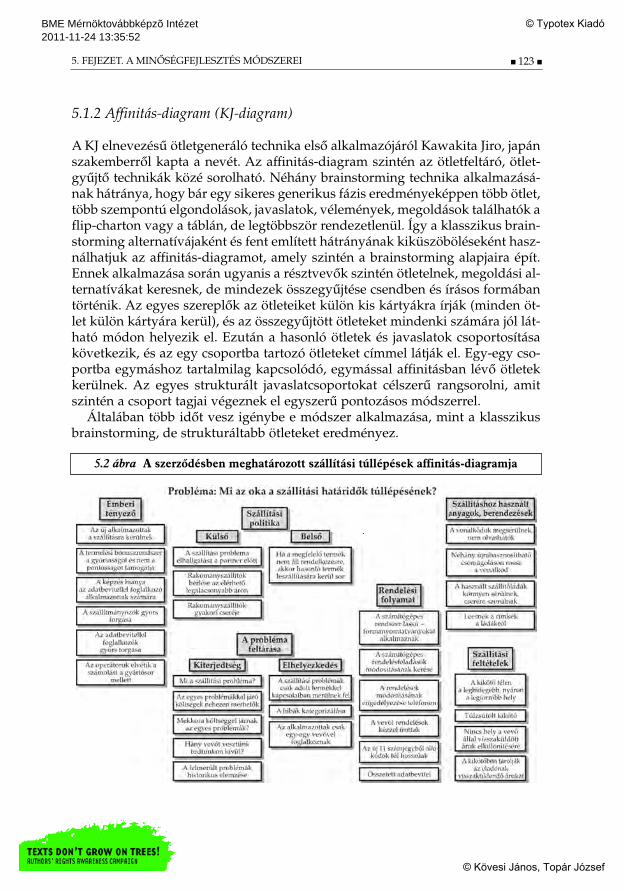
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
5.1.2 Affinitás-diagram (KJ-diagram)
A KJ elnevezésű ötletgeneráló technika első alkalmazójáról Kawakita Jiro, japánszakemberről kapta a nevét. Az affinitás-diagram szintén az ötletfeltáró, ötlet-gyűjtő technikák közé sorolható. Néhány brainstorming technika alkalmazásá-nak hátránya, hogy bár egy sikeres generikus fázis eredményeképpen több ötlet,több szempontú elgondolások, javaslatok, vélemények, megoldások találhatók aflip-charton vagy a táblán, de legtöbbször rendezetlenül. Így a klasszikus brain-storming alternatívájaként és fent említett hátrányának kiküszöböléseként hasz-nálhatjuk az affinitás-diagramot, amely szintén a brainstorming alapjaira épít.Ennek alkalmazása során ugyanis a résztvevők szintén ötletelnek, megoldási al-ternatívákat keresnek, de mindezek összegyűjtése csendben és írásos formábantörténik. Az egyes szereplők az ötleteiket külön kis kártyákra írják (minden öt-let külön kártyára kerül), és az összegyűjtött ötleteket mindenki számára jól lát-ható módon helyezik el. Ezután a hasonló ötletek és javaslatok csoportosításakövetkezik, és az egy csoportba tartozó ötleteket címmel látják el. Egy-egy cso-portba egymáshoz tartalmilag kapcsolódó, egymással affinitásban lévő ötletekkerülnek. Az egyes strukturált javaslatcsoportokat célszerű rangsorolni, amitszintén a csoport tagjai végeznek el egyszerű pontozásos módszerrel.
Általában több időt vesz igénybe e módszer alkalmazása, mint a klasszikusbrainstorming, de strukturáltabb ötleteket eredményez.
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 123
5.2 ábra A szerzõdésben meghatározott szállítási túllépések affinitás-diagramja
MM-005--------.qxd 2006.07.17. 10:17 Page 123
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
5.1.3 A munkahelyi rend folyamatos fenntartása (5S)
A minőség szisztematikus és hatékony javításához a munkakultúra minőségé-nek javítása is hozzátartozik, hiszen alapvetően befolyásolja a termék vagy szol-gáltatás és az azt előállító folyamat minőségét. Az 5S módszer a munkakultúrajavításának Japánból származó módszere.
Az 5S öt japán szó, amelyek jelentése a következő:
Seiri a munkához szükséges tárgyak és tárgyi feltételek kiválasztása,illetve meghatározása; Seiton a kiválasztott tárgyak helyes elrendezése, a tárgyi feltételek biz-tosítása; Seiso a munkahely és a környezet tisztántartása; Seiketsu az előző három alkotó alkalmazása és felügyelete; Shitsuke a szervezeti értékek becsülése és az elvárt viselkedési mintákkövetése.
A módszer felügyeletét az együtt dolgozó csoportok önellenőrzési feladatává ér-demes kijelölni, melyhez vezetői szúrópróba-ellenőrzés és munkavédelmi–kör-nyezetvédelmi szemlék csatlakoznak.
Az ellenőrzéshez munkakörnyezet-kiértékelő űrlap szerkeszthető, amely se-gíti az alkalmazást és az elvárások tisztázását. Az űrlapon az elvárt helyzet meg-határozásakor kialakított szempontok szerepelnek.
5.1.4 Hibafa
A kockázat- és megbízhatóság-elemzés során sokszor az a célunk, hogy megtud-juk, hogy mekkora egy bizonyos esemény bekövetkezési valószínűsége, és sze-retnénk azt is megtudni, hogy az esemény bekövetkezését milyen körülményekbefolyásolják, valamint arra is kíváncsiak vagyunk, hogy a bekövetkezés való-színűségére tudunk-e valamilyen módon hatást gyakorolni.
Ahhoz, hogy ezekre a kérdésekre választ tudjunk adni, az egyik alkalmazha-tó eszköz a hibafa-elemzés módszere. Az elemzés célja a hibaokok strukturáltfeltárása. A hibafa-elemzés egy olyan módszerként jellemezhető, amelynek se-gítségével egy nemkívánatos állapotot (főesemény) meghatározunk, majd arendszert annak környezete és működése szempontjából elemezzük annak érde-kében, hogy a nemkívánatos eseményhez vezető összes előfordulható utat (ösz-szetett részesemények, elemi események) megtaláljuk. A hibafa-elemzés egymeghatározott nemkívánatos állapotra koncentrál, és e nemkívánatos eseményokainak meghatározásához nyújt segítséget, de úgy, hogy közben a részesemé-nyek és elemi események közötti logikai összefüggéseket is feltárja. A nemkívá-natos esemény a hibafa-diagram csúcseseménye, gondos kidolgozásának fontosszerepe van az elemzés sikerében.
124 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-005--------.qxd 2006.07.17. 10:17 Page 124
© Kövesi János, Topár József
© Typotex Kiadó
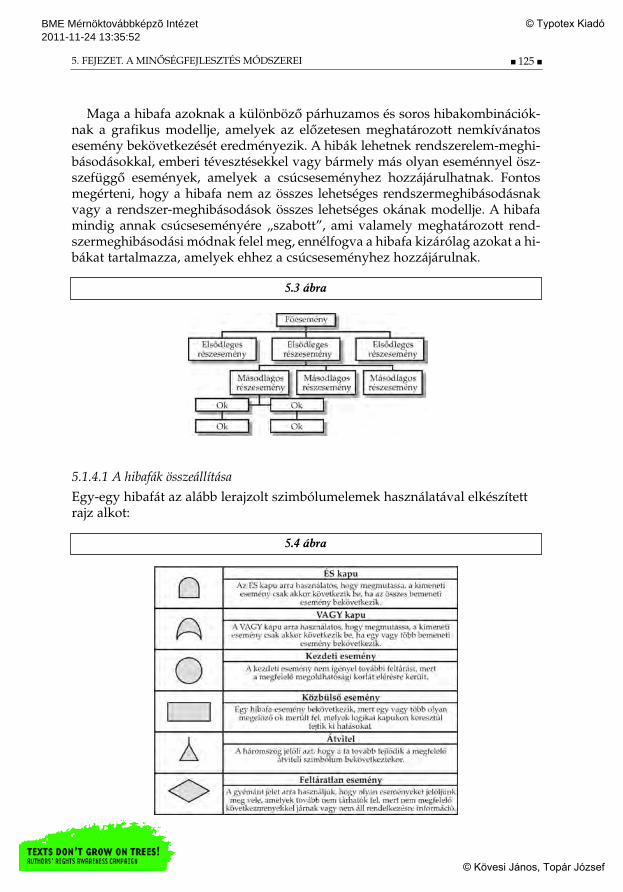
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Maga a hibafa azoknak a különböző párhuzamos és soros hibakombinációk-nak a grafikus modellje, amelyek az előzetesen meghatározott nemkívánatosesemény bekövetkezését eredményezik. A hibák lehetnek rendszerelem-meghi-básodásokkal, emberi tévesztésekkel vagy bármely más olyan eseménnyel ösz-szefüggő események, amelyek a csúcseseményhez hozzájárulhatnak. Fontosmegérteni, hogy a hibafa nem az összes lehetséges rendszermeghibásodásnakvagy a rendszer-meghibásodások összes lehetséges okának modellje. A hibafamindig annak csúcseseményére „szabott”, ami valamely meghatározott rend-szermeghibásodási módnak felel meg, ennélfogva a hibafa kizárólag azokat a hi-bákat tartalmazza, amelyek ehhez a csúcseseményhez hozzájárulnak.
5.1.4.1 A hibafák összeállításaEgy-egy hibafát az alább lerajzolt szimbólumelemek használatával elkészítettrajz alkot:
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 125
5.3 ábra
5.4 ábra
MM-005--------.qxd 2006.07.17. 10:17 Page 125
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Példa:
5.1.5 Folyamatábra
A folyamatábra készítése kiváló eszköz egy folyamat eseményeinek, tevékeny-ségeinek, lépéseinek vizuális szemléltetésére és megértésére. A folyamatábragrafikusan szemlélteti a teljes folyamatot, tulajdonképpen olyan, mint egy tér-kép, amely ugyanúgy képet ad magáról a vizsgált folyamatról, mint ahogy egyföldrajzi térkép navigálja a használóját. Áttekinthetővé teszi a folyamatlépésekkapcsolódását, elősegítve a hibamentes működés megvalósítását, és segítségé-vel összehasonlítható a tényleges folyamat az ideálissal.
A folyamatábrában az egyes lépéseket különféle szimbólumokkal jelöljük, ésa folyamatnak az irányát, lépésről lépésre történő haladását nyilakkal jelezzük,amelyek az egyes szimbólumokat összekötik. A programozók a folyamatábrákataz 1960-as években kezdték el népszerűsíteni azáltal, hogy egyes programok lo-gikai felépítésének vizuális bemutatására használták őket. A minőségfejlesztésitevékenység során a folyamatábrák különösen jól használhatók annak szemlél-tetésére, hogy pillanatnyilag hogyan működik a folyamat, vagy arra, hogy ideá-lis esetben hogyan kellene működnie.
A folyamatábrákat arra is használhatjuk, hogy feltárjuk, hogy a folyamatlépé-sek egymást követő láncolata logikus-e, segít-e a kommunikációs zavarok fel-színre hozásában, a folyamat határainak azonosításában, és kiváló eszköz-e ah-hoz, hogy a folyamat által érintett szervezeti tagok és szervezeti egységek egy-öntetű képet alkossanak a folyamatról és annak működéséről.
Mutatja a folyamat összetettségét, feltárja a problémás területeket, a fölösle-ges lépéseket vagy csatlakozásokat, és azokat a helyeket, ahol lehetőség van az
126 A MINŐSÉGMENEDZSMENT ALAPJAI
5.5 ábra
MM-005--------.qxd 2006.07.17. 10:17 Page 126
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
egyszerűsítésre. Egy folyamatábra elkészítése során felszínre kerülhetnek a rej-tett redundanciák, késések, a zsákutcák, és olyan indirekt útvonalak, amelyekkülönben felderítetlenek, észrevétlenek maradtak volna. Azt fontos megjegyez-ni, hogy a folyamatábrák csak akkor nyújtják a fenti előnyöket, ha pontosan tük-rözik a folyamat valóságos menetét. Ha a folyamatábrák nem precízek, ha a fo-lyamatban résztvevők tartanak annak feltárásától, hogy valójában mi történik afolyamatban, vagy ha a team túlságosan elrugaszkodott a folyamat aktuális mű-ködését illetően, akkor alkalmazásának előnyei nem érvényesíthetők.
A folyamatábráknak többféle változata létezik, és az alkalmazható szimbólu-mok is sokfélék. Speciális jeleket használnak a folyamatban zajló sokféle tevé-kenység és lépés vizuális szemléltetésére. Vonalak és nyilak jelölik a folyamatmenetét és az egyes lépések közötti kapcsolatokat. Az 5.9 ábra (a 129. oldalon) aleggyakrabban használt szimbólumokat mutatja.
A tapasztalatok azt mutatják, hogy a folyamatábrák készítésének három fő tí-pusa létezik, amelyek gyakorlatilag bármilyen szituációban használhatók.
A magas szintű vagy makro folyamatábrák: éppen annyi információttartalmaznak, amennyi a folyamat általános megértéséhez, áttekinté-séhez szükséges, és így nincsenek benne döntési pontok (5.6 ábra).
A részletezett folyamatábrák minden tevékenységet és döntési pontottartalmaznak (5.7 ábra).
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 127
5.6 ábra
5.7 ábra
MM-005--------.qxd 2006.07.17. 10:17 Page 127
© Kövesi János, Topár József
© Typotex Kiadó
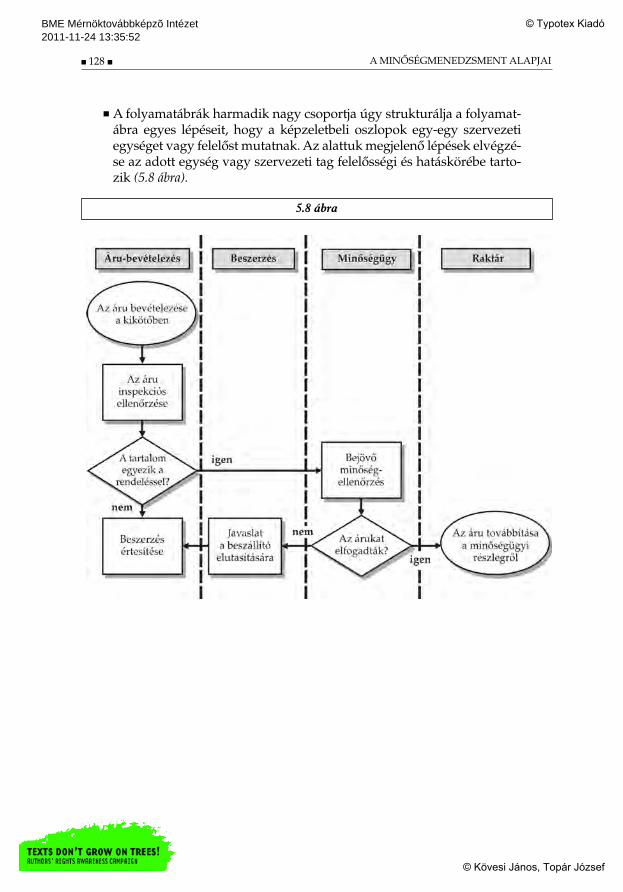
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A folyamatábrák harmadik nagy csoportja úgy strukturálja a folyamat-ábra egyes lépéseit, hogy a képzeletbeli oszlopok egy-egy szervezetiegységet vagy felelőst mutatnak. Az alattuk megjelenő lépések elvégzé-se az adott egység vagy szervezeti tag felelősségi és hatáskörébe tarto-zik (5.8 ábra).
128 A MINŐSÉGMENEDZSMENT ALAPJAI
5.8 ábra
MM-005--------.qxd 2006.07.17. 10:17 Page 128
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A folyamatábra elkészítésének általános menete:
1. A folyamat keretének vagy határainak megállapítása.2. A folyamat lépéseinek azonosítása.3. A folyamatábra elkészítése a megfelelő rajzjelek, szimbólumok segít-
ségével.
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 129
5.9 ábra
MM-005--------.qxd 2006.07.17. 10:17 Page 129
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
4. A diagram teljességének vizsgálata. a. Helyesek-e a rajzjelek?b. Be van-e zárva minden csatlakozás?c. Van-e minden folytatási pontnak megfelelő csatlakozópontja az
ábrán?5. A folyamatábra értékelése. Célszerű rajzolni egy ideális folyamatáb-
rát és összehasonlítani a már elkészülttel.
Egy jól használható folyamatábra elkészítésekor az alábbiakra kell tekintettellenni:
1. A folyamat határainak meghatározása, a kezdő- és végpont definiá-lása.
2. Először nagy vonalakban érdemes elkészíteni, majd fokozatosan fi-nomítani.
3. Minden egyes lépés részletes definiálása. Fontos a precízség és azőszinteség.
4. A késések és az értéket nem teremtő lépések azonosítása.5. Az elkészült folyamatábra köröztetése a folyamat által érintett szer-
vezeti tagok körében, hogy mindenki hozzáfűzhesse a véleményét.
Az elkészült és a folyamatot hitelesen és precízen tükröző folyamatábra kiválókiindulási alapot biztosít a következő tevékenységekhez:
a késések és az értéket nem teremtő lépések azonosítása;az egyes lépésekhez kapcsolódóan felelősségi és döntési körök meg-határozása;a folyamattal kapcsolatos ötletroham levezetése;kritikus területek feltárása, és annak meghatározása, hogy mely tevé-kenységek befolyásolják a folyamat teljesítményét.
130 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-005--------.qxd 2006.07.17. 10:17 Page 130
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 131
5.10 ábra A minõség menedzselésének folyamatábrája
MM-005--------.qxd 2006.07.17. 10:18 Page 131
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
5.1.6 Az ok-okozati diagram
Az elemzés alapelve az, hogy egy hiba mindaddig előfordulhat, amíg az összesokát meg nem ismerjük. A különböző jelenségek és események összefüggenekegymással, és a minőségfejlesztés gyakorlatában a helyes beavatkozások érdeké-ben sokszor az ok-okozati viszony elemzése szükséges. Mint az 5.11 ábrán jól lát-szik, egy helyesen és megfelelő részletezettséggel elkészített ok-okozati diagramnemcsak az okozathoz közvetlenül kapcsolható okokat rendezi logikai rend-szerbe, hanem az okokat kiváltó okokat is összegyűjthetővé teszi.
0. Az előre csomagolt pörkölt kávé minősége1. Csomagoló töltőgép
1.1 Adagoló (1. típus, 2. pontosság, 3. beállítás, 4. karbantartás, állapot)1.2 Csomagolóeszköz gyártása (1. beállítás, 2. karbantartás)1.3 Töltőrész1.4 Csomagolóeszköz zárása (1. beállítás, 2. karbantartás)1.5 Címkéző 1.6 Szállítópálya (1. beállítás, 2. karbantartás)
2. Töltőanyag2.1 Nyerskávé minősége (1. fajta, 2. időjárási viszonyok)2.2 Térfogatsúly (1. fajta, 2. nedvességtartalom, 3. feldolgozás foka)
3. Mikro- és makrokörnyezet3.1 Klimatikus viszonyok3.2 Kereskedelem-politika3.3 Piac
132 A MINŐSÉGMENEDZSMENT ALAPJAI
5.11 ábra
MM-005--------.qxd 2006.07.17. 10:18 Page 132
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
3.4 Előírások3.5 Ellenőrzés
4. Csomagoló- és segédanyagok4.1 Szelet (1. méret, 2. minőség, 3. tárolás, szállítás)4.2 Bélés (1. méret, 2. minőség, 3. nedvesség, 4. tárolás)4.3 Lapka4.4 Ragasztó4.5 Etikett
5. Emberi tényezők5.1 Szakképzettség5.2 Gyakorlat5.3 Munkakörnyezet
6. Ösztönzés6.1 Bérezési, premizálási rendszer6.2 Erkölcsi ösztönzés
7. Szervezés, vezetési tényezők7.1 Szervezet7.2 Döntési és információs rendszer7.3 Szervezettség, szabályozottság
A felmerülő problémákhoz okokat kell rendelnünk, és ahhoz, hogy helyes be-avatkozások szülessenek a probléma megszüntetésével kapcsolatban, az szük-séges, hogy az okok elemzése alapján tervezzük meg azokat. Ezért célszerű azok-okozati viszonyok ábrázolására a fentiekben látható vizuális megjelenítésselis kiegészített technikát alkalmazni.
Mindezek segítséget nyújtanak ahhoz, hogy az okokat a problémával és egy-mással való kapcsolatuk, összefüggéseik és jelentőségük alapján hierarchikusrendszerbe soroljuk. Ennek megfelelően az okok két nagy csoportba sorolhatók:egyes okok elsődleges vagy közvetlen okként, mások pedig a közvetlen okokatkiváltó okokként értelmezhetők. Így az okokat hierarchikus, többszintes elren-dezésbe foglalhatjuk, és ez a megközelítés könnyebben eljuttathatja az elemzőta hiba gyökeréig. Az ábrának tükröznie kell az okszerkezetet és annak hierarchi-kus szintjeit.
A közvetlen okok és a közvetlen okokat kiváltó indirekt okok felderítése soránmeg kell kísérelni, hogy egyetlen olyan lényeges ok se maradjon figyelmen kívül,amely okként szerepelhet a vizsgált probléma kialakulásában. Éppen ezért gyak-ran készítenek úgy ok-okozati diagramot, hogy előzetesen kialakított besoroláso-kat használnak az okok megállapításához. Az angol elnevezésekből kiindulvaezeket a besorolásokat 4M-nek, 5M-nek vagy 9M-nek szokták nevezni. A 4M tar-talma: gépek, berendezések (machine); alapanyagok, segédanyagok (material);módszer, technológia (method); emberi tényező (man), az 5M-ben ez kiegészül amenedzsmenttel (management). A 9M ezen felül tartalmazza a karbantartásra(maintenance), az anyagi feltételekre (money), a környezetre (millieu) és a motivá-cióra (motivation) vonatkozó besorolásokat. Célszerű ezeket az előzetes besorolá-sokat úgy kialakítani, hogy minél inkább függetlenek legyenek egymástól.
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 133
MM-005--------.qxd 2006.07.17. 10:18 Page 133
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Az ok-okozati diagram elkészítésének első lépése a vizsgálandó problémaprecíz megfogalmazása. Amennyiben lehetséges, célszerű kvantitatív módonmeghatározni az okozatot annak érdekében, hogy a probléma-megoldási folya-mat végén az eredmények objektívan mérhetők legyenek. Magukat az okkéntazonosított jelenségeket, eseményeket is célszerű kvantitatív úton alkalmassátenni az objektív feldolgozásra.
Az ok-okozati diagram elkészítése teammunka keretében történik. A kreatív öt-letek összegyűjtésére alkalmazott sikeres brainstorming technika eredményekép-pen a flip-charton vagy az asztalon nagy számú ötlet, gondolat, elképzelés olvas-ható, amelyek teljesen összekeveredve, a felmerülés, illetve a brainstormingbanrésztvevők felszólalása alapján össze-vissza, rendezetlenül szerepelnek. Az affini-tás-diagram eredménye nem ennyire rendezetlen, hiszen abban a technikában azötletek rendszerezése, csoportosítása már bizonyos irányelvek, közös ismérvek,szempontok alapján megtörténik az elemző fázisban.
Az okok rendezésére használható az ok-okozati diagram, más néven Ishi-kawa- vagy halszálka-diagram. Így a diagram grafikus formában megmutatja akapcsolatokat a brainstorming ötletek között. Használatának előnyei:
Segít a diagramot elkészítő teamnek abban, hogy a problémára kon-centráljon.Az ötleteket hierarchikus rendszerbe foglalja, megmutatja a közöttüklévő kapcsolatokat, segíti az ötletek rendszerezését.Az ötletek főbb csoportokba való besorolása segít észrevenni a kima-radt, hiányzó területeket, segít teljessé tenni a brainstormingot.A tünetek kezelése helyett a valódi okokra irányítja a figyelmet.Segít a teamnek nyomon követni, hogy hol tart a problémamegoldófolyamat, az ötletroham eredményének egy könnyen áttekinthető do-kumentuma.Pillanatképet ad a közös tudásról a probléma okainak feltárásakor.
5.1.6.1 Az ok-okozati diagram elkészítésének menete
Eszközök összegyűjtése, a csoport összehívása, a probléma jellemzőinek tisztázása, össze-foglalása. A team moderátorának meg kell győződnie arról, hogy a résztvevőkmindegyike érti a vizsgálandó problémát. A következő lépés annak eldöntése,hogy a probléma mely jellemzőjét akarjuk vizsgálni, és a vizsgálat tárgyát/címétegy nagyobb méretű papírra vagy táblára felírjuk. Az adatokat megvizsgálva, haaz a jellemzők nem megfelelőségét mutatja, akkor a diagram segítségünkre lehetabban, hogy a probléma által érintett faktorokat, tényezőket feltárjuk. Ez egy fej-lesztés után is elvégezhető, hogy láthatóvá váljon, hogy a folyamatunkon meny-nyit sikerült javítani, és az implementált fejlesztési intézkedés elérte-e a célját, éssikerült-e a kulcsproblémára valóban hathatós megoldást találni.
134 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-005--------.qxd 2006.07.17. 10:18 Page 134
© Kövesi János, Topár József
© Typotex Kiadó
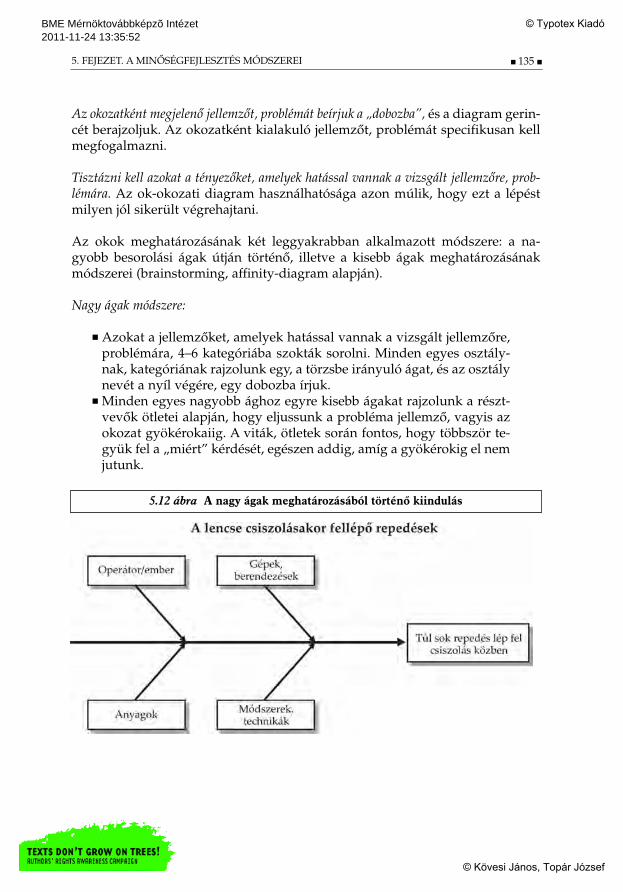
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Az okozatként megjelenő jellemzőt, problémát beírjuk a „dobozba”, és a diagram gerin-cét berajzoljuk. Az okozatként kialakuló jellemzőt, problémát specifikusan kellmegfogalmazni.
Tisztázni kell azokat a tényezőket, amelyek hatással vannak a vizsgált jellemzőre, prob-lémára. Az ok-okozati diagram használhatósága azon múlik, hogy ezt a lépéstmilyen jól sikerült végrehajtani.
Az okok meghatározásának két leggyakrabban alkalmazott módszere: a na-gyobb besorolási ágak útján történő, illetve a kisebb ágak meghatározásánakmódszerei (brainstorming, affinity-diagram alapján).
Nagy ágak módszere:
Azokat a jellemzőket, amelyek hatással vannak a vizsgált jellemzőre,problémára, 4–6 kategóriába szokták sorolni. Minden egyes osztály-nak, kategóriának rajzolunk egy, a törzsbe irányuló ágat, és az osztálynevét a nyíl végére, egy dobozba írjuk. Minden egyes nagyobb ághoz egyre kisebb ágakat rajzolunk a részt-vevők ötletei alapján, hogy eljussunk a probléma jellemző, vagyis azokozat gyökérokaiig. A viták, ötletek során fontos, hogy többször te-gyük fel a „miért” kérdését, egészen addig, amíg a gyökérokig el nemjutunk.
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 135
5.12 ábra A nagy ágak meghatározásából történõ kiindulás
MM-005--------.qxd 2006.07.17. 10:18 Page 135
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Kis ágak meghatározásának módszere:Brainstorming:
Mindenki elmondja, hogy szerinte milyen tényezők, faktorok befolyá-solják a vizsgált jellemzőt, problémát. A csoport tagjai ötletroham ke-retében szintetizálják az ötleteket. Ezeket felírják egy táblára vagy egynagy papírra.Ahogyan a résztvevők megvitatják az ezek közötti kapcsolatok létezé-sét és irányát, a résztvevők javaslatai alapján ezek a faktorok, ténye-zők kategóriákba, osztályokba sorolhatók. Ezek a kisebb kategóriákközepes, majd nagyobb szempontok szerint csoportosíthatók. A kategóriákat a diagramnak megfelelően rendezik el, tehát a na-gyobb kategóriák lesznek a főágak.
Affinity-diagram:
A csoport tagjai között szétosztanak 50 kártyát.Megkérik őket, hogy írják le azokat a tényezőket, amelyek vélemé-nyük szerint hatással vannak a vizsgált jellemzőre.A kártyákat tegyük az asztalra, és a csoporttagok együttes véleményealapján az egymáshoz kapcsolódó észrevételeket tartalmazó kártyákatcsoportosítsuk egybe! Ezek lesznek a kisebb ágak. A kisebb ágak közöt-ti kapcsolatokat foglaljuk nagyobb ágakba, azokat pedig főágakba! Az összecsoportosított kártyákat rendezzük el a diagramnak megfele-lő formában, és egy nagy papírra rakjuk őket!
136 A MINŐSÉGMENEDZSMENT ALAPJAI
5.13 ábra Az egyes oktényezõk, -faktorok osztályokba, kategóriákba foglalása
MM-005--------.qxd 2006.07.17. 10:18 Page 136
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Miután kialakították az ok-okozati diagram formáját, minden résztvevőnek megkell győződnie arról, hogy egy tényező sem maradt ki, amely hatással van azadott okozatra. Ha egy tényező kimaradt, illesszük a diagramba!
Azoknak a tényezőknek a meghatározása, amelyek a legnagyobb hatássalvannak a jellemzőre.
5.1.6.2 Alkalmazási területei
1. Az ok-okozati diagram használható arra, hogy a problémamegoldófolyamat tárgya ne térjen le a kijelölt útvonalról, a résztvevők ne ka-landozzanak el a témától. Néha a csoportokban zajló megbeszélésekeltérnek az eredetileg kitűzött témától, de egy ok-okozati kapcsola-tok feltárására alapozott megbeszélés mindenki figyelmét a meg-adott témára fókuszálja.
2. Az ok-okozati diagram tanulást segítő módszerként, technikaként istekinthető: egy ok-okozati diagram létrehozásában való részvétel ésaz ötletek másokkal, vagyis a csoport tagjaival való megvitatása se-gítséget nyújt abban, hogy a résztvevők új dolgokra, összefüggések-
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 137
5.14 ábra
MM-005--------.qxd 2006.07.17. 10:18 Page 137
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
re figyeljenek fel, tanulhatnak a csoport más tagjaitól, és érthetővéválik mindenki számára a probléma mögött meghúzódó sokszor na-gyon bonyolult ok-okozati kapcsolatrendszer.
3. Használható a diagram a pillanatnyi helyzet megértésére is. Az ok-okozati diagram használata, a létrehozásában való részvétel arrakészteti az abban szereplőket, hogy figyelmesebben tanulmányoz-zák a munkájukat, munkakörnyezetüket, és elgondolkozzanak azokokkal kapcsolatban.
4. A diagram oktényezők, -faktorok menedzsmentjének napi, rutinsze-rű tevékenységgé válásához használható. Ha már készítettek egyilyen diagramot, akkor a különböző tényezők napi irányításához, ke-zeléséhez, ellenőrzéséhez felhasználható. Ha egy minőséget befolyá-soló jellemző értéke nem megfelelő, vagy véletlen meghibásodás tör-ténik, az okokat kell keresni. Minden egyes alkalommal, amikor ez atényező mint ok megjelenik, strigulát húznak mellé a diagramon.Ezzel a gyakorlattal a tényezők napi, rutinszerű kezelése, menedzse-lése a fontosságuknak megfelelően fog történni.
5. A gyártási előírások létrehozásához és felülvizsgálatához tulajdon-képpen kiindulópontként használhatók a diagramok. Aki képes egyjó ok-okozati diagram elkészítésére, az a probléma, a feladat tartal-mát, lényegét jól érti. A részletes diagramok eszközként használha-tók a technikai, műszaki irányelvek kidolgozásához, átvizsgálásá-hoz, standardok kialakításához.
5.1.7 Pareto-analízis
5.1.7.1 A Pareto-elv lényege, alkalmazásának célja, előnyeiA Pareto-elv Vilfredo Pareto olasz közgazdászról kapta nevét, és azon megfigye-léséből származik, hogy az ő korában Itália gazdaságának döntő többségét egykisebbségben levő csoport birtokolta: a vagyon 80%-át egy 20%-nyi kisebbséguralta. Innen ered a 80/20-szabály elnevezés.
A Pareto-elv alapja az a felismerés, hogy a gyakorlatban a tételek viszonylag kis há-nyada meghatározó jelentőségű az összességében túlsúlyban levő sok kis tétellel szem-ben. Alkalmazásával a „jelentős kevés”, azaz a „szignifikáns néhány” jól elkülöníthető a„jelentéktelen soktól”. A Pareto-elemzés olyan módszer, amellyel kategorizálhatókaz okok, majd a kritikus okok további csoportosításával, illetve a Pareto-elemzésmás módszerekkel történő összekapcsolása révén újrakategorizálhatók, egészenaddig, amíg a „létfontosságú kevésig” el nem jutunk.
E megfigyelést kiterjesztették a menedzsment más részterületeire is, és máraa Pareto-elv a vállalati gazdálkodás és döntéshozatal számos területén eredmé-nyesen használható elemzési módszer alapja lett. Így például a döntéshozatalsorán a problémák főbb okainak feltárására, a minőségmenedzsmentben a hibák
138 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-005--------.qxd 2006.07.17. 10:18 Page 138
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
okainak elemzésére, a készletgazdálkodásban az egyes tételek relatív fontossá-gának meghatározására használható a megközelítés. A minőségmenedzsmentgyakorlatában a hibaelemzés elsődleges feladata, hogy az összes lehetséges hi-bafajta, hibacsoport, hibahely, hibaok, -tényező közül azonosítsa ezt a kritikus1/3-ot. Ezek lesznek azok, amelyekre célszerű korlátozott mértékben rendelke-zésre álló erőforrásainkat összpontosítani, ezekre érdemes koncentrálni a későb-bi mélyebb analíziseket, majd a konkrét javítási, fejlesztési intézkedéseket.
A konkrét és mélyebb hibaelemzéseket a kritikus, a legjelentősebb hibaaránytokozó tényezők analízisével folytatjuk. Így például a vállalati gazdálkodásbanmegállapítható, hogy mely termékek képviselik az értékesítésen, illetve a be-szerzésen belül a legnagyobb részarányt; a minőségi problémák vizsgálatánálpedig a kisszámú, de fontos, így a legnagyobb veszteséget okozó hibatípusokazonosítását segíti.
Ezek a tényezők a legtöbb esetben 3 jellegzetes csoportra bonthatóak: A, B és Ccsoportokra. Az „A” vagy kritikus hibák képezik azokat a „létfontosságú” kevésokokat, amelyek a vizsgált okozatot jelentős arányban eredményezik. Ezzel szem-ben a „C” kategóriát azok az okok alkotják, amelyek az adott okozat kialakulásá-ban alig játszanak szerepet, hatásuk nem jelentős. Az elemzésnek az a célja, hogymegtaláljuk azt a kevés okot, amely az okozat előfordulását a legnagyobb arány-ban eredményezi. Az erőforrások szűkössége, valamint az időalapú verseny miattcsak ezekkel az okokkal célszerű a továbbiakban foglalkozni, illetve ezekre vonat-kozóan kell további elemzési, majd fejlesztési tevékenységet végezni.
5.1.7.2 Készítési menete
A vizsgálandó probléma és az összegyűjtendő információ meghatáro-zásaA vizsgálandó időszak meghatározásaInformációgyűjtés, adatvételezésArányszámításOszlopdiagramos ábrázolásA kumulatív görbe berajzolásaElemzés
A diagram készítésének menete gyakran kiegészül a kumulatív görbének – azösszegzett gyakoriságok értékének – a berajzolásával. Ennek meredeksége, illet-ve a 80% értéknél képzeletben berajzolt vízszintes vonal metszéspontja a kumu-latív görbével kijelöli az alaposabban vizsgálandó problémák körét.
Miután meghatároztuk a probléma súlyponti okait, lehetőség van rá, hogy azokok előidézőinek prioritásait újabb Pareto-diagrammal meghatározzuk.
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 139
MM-005--------.qxd 2006.07.17. 10:18 Page 139
© Kövesi János, Topár József
© Typotex Kiadó
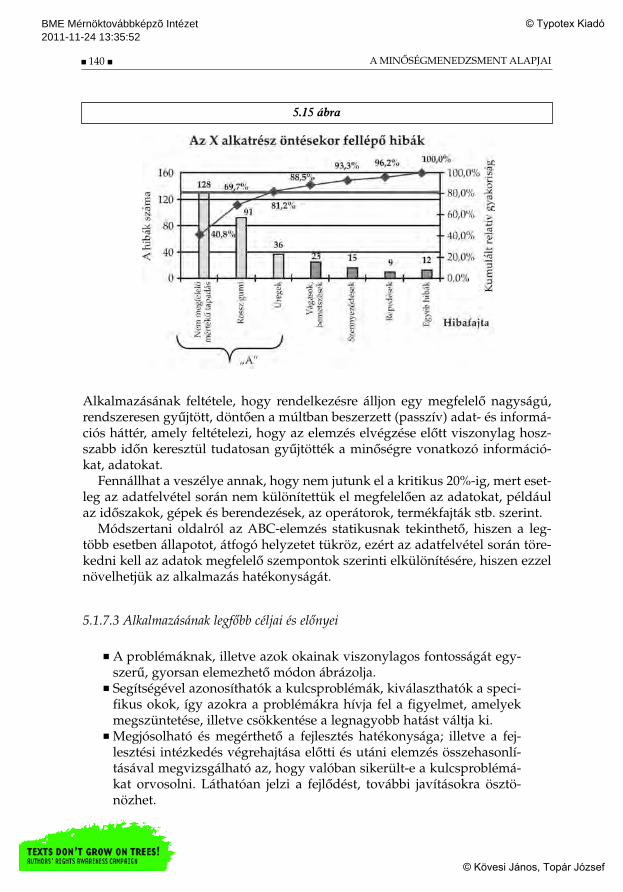
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Alkalmazásának feltétele, hogy rendelkezésre álljon egy megfelelő nagyságú,rendszeresen gyűjtött, döntően a múltban beszerzett (passzív) adat- és informá-ciós háttér, amely feltételezi, hogy az elemzés elvégzése előtt viszonylag hosz-szabb időn keresztül tudatosan gyűjtötték a minőségre vonatkozó információ-kat, adatokat.
Fennállhat a veszélye annak, hogy nem jutunk el a kritikus 20%-ig, mert eset-leg az adatfelvétel során nem különítettük el megfelelően az adatokat, példáulaz időszakok, gépek és berendezések, az operátorok, termékfajták stb. szerint.
Módszertani oldalról az ABC-elemzés statikusnak tekinthető, hiszen a leg-több esetben állapotot, átfogó helyzetet tükröz, ezért az adatfelvétel során töre-kedni kell az adatok megfelelő szempontok szerinti elkülönítésére, hiszen ezzelnövelhetjük az alkalmazás hatékonyságát.
5.1.7.3 Alkalmazásának legfőbb céljai és előnyei
A problémáknak, illetve azok okainak viszonylagos fontosságát egy-szerű, gyorsan elemezhető módon ábrázolja.Segítségével azonosíthatók a kulcsproblémák, kiválaszthatók a speci-fikus okok, így azokra a problémákra hívja fel a figyelmet, amelyekmegszüntetése, illetve csökkentése a legnagyobb hatást váltja ki.Megjósolható és megérthető a fejlesztés hatékonysága; illetve a fej-lesztési intézkedés végrehajtása előtti és utáni elemzés összehasonlí-tásával megvizsgálható az, hogy valóban sikerült-e a kulcsproblémá-kat orvosolni. Láthatóan jelzi a fejlődést, további javításokra ösztö-nözhet.
140 A MINŐSÉGMENEDZSMENT ALAPJAI
5.15 ábra
MM-005--------.qxd 2006.07.17. 10:18 Page 140
© Kövesi János, Topár József
© Typotex Kiadó
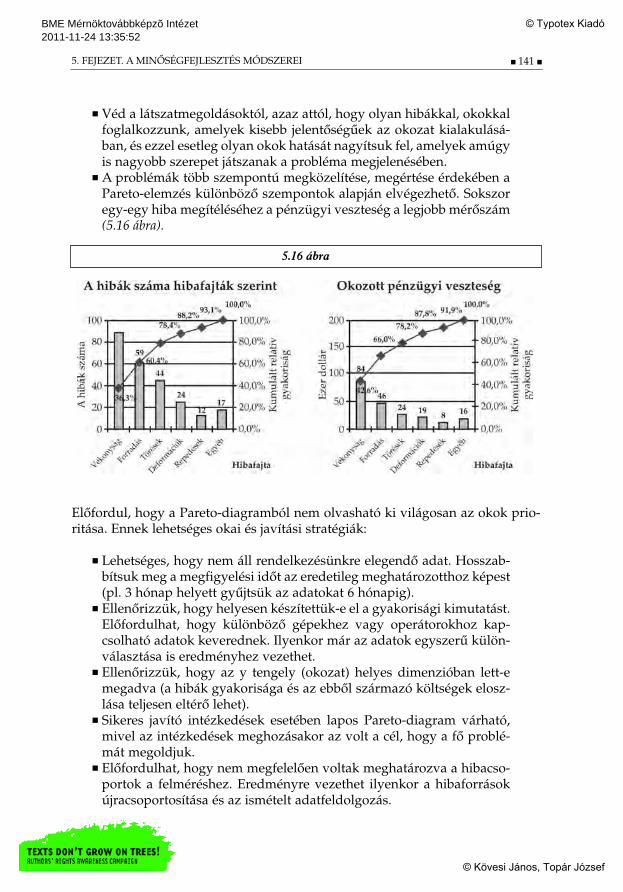
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Véd a látszatmegoldásoktól, azaz attól, hogy olyan hibákkal, okokkalfoglalkozzunk, amelyek kisebb jelentőségűek az okozat kialakulásá-ban, és ezzel esetleg olyan okok hatását nagyítsuk fel, amelyek amúgyis nagyobb szerepet játszanak a probléma megjelenésében.A problémák több szempontú megközelítése, megértése érdekében aPareto-elemzés különböző szempontok alapján elvégezhető. Sokszoregy-egy hiba megítéléséhez a pénzügyi veszteség a legjobb mérőszám(5.16 ábra).
Előfordul, hogy a Pareto-diagramból nem olvasható ki világosan az okok prio-ritása. Ennek lehetséges okai és javítási stratégiák:
Lehetséges, hogy nem áll rendelkezésünkre elegendő adat. Hosszab-bítsuk meg a megfigyelési időt az eredetileg meghatározotthoz képest(pl. 3 hónap helyett gyűjtsük az adatokat 6 hónapig).Ellenőrizzük, hogy helyesen készítettük-e el a gyakorisági kimutatást.Előfordulhat, hogy különböző gépekhez vagy operátorokhoz kap-csolható adatok keverednek. Ilyenkor már az adatok egyszerű külön-választása is eredményhez vezethet.Ellenőrizzük, hogy az y tengely (okozat) helyes dimenzióban lett-emegadva (a hibák gyakorisága és az ebből származó költségek elosz-lása teljesen eltérő lehet).Sikeres javító intézkedések esetében lapos Pareto-diagram várható,mivel az intézkedések meghozásakor az volt a cél, hogy a fő problé-mát megoldjuk.Előfordulhat, hogy nem megfelelően voltak meghatározva a hibacso-portok a felméréshez. Eredményre vezethet ilyenkor a hibaforrásokújracsoportosítása és az ismételt adatfeldolgozás.
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 141
5.16 ábra
MM-005--------.qxd 2006.07.17. 10:18 Page 141
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
5.1.8 Esettanulmány
Minden szabályozott gyártási folyamatban számos hibaforrás létezik, hatásukazonban csak ritkán éri el a legyártott termék minőségére „veszélyes” szintet.Egyes hibák a gyártási folyamatból gazdaságosan ki sem küszöbölhetők, sőt ha-tásuk fel sem ismerhető, míg más hibák tetemes selejt forrásai lehetnek.
A hibaforrások hatása már káros, ha közülük egy vagy néhány befolyása, mi-nőséget rontó volta meghaladja a megengedhető szintet; vagy az összes hibaokegyüttes hatásaként ezen szint fölé emelkedik a hibás áruk aránya.
A következő ipari példa adatainak elemzésével bemutatjuk, hogy könnyen realizálható eljárások segítségével, a termék minőségére vonatkozó meglevőadatok megfelelő rendezésével és csoportosításával viszonylag egyszerű, külö-nösebb matematikai ismereteket és előképzettséget nem igénylő elemzésekkelhasznos eredményekre juthatunk, és kellően megalapozott szervezési javaslato-kat tudunk tenni.
Az üzem havonta kb. 60 000 darab terméket gyárt, két fő termékcsoportban. A kisebb méretűek (a továbbiakban „A” csoport) a termelés mintegy 1/3-át teszikki, és ezen belül 21 féle különböző típus, specifikáció található. A nagyobb mére-tűek (a továbbiakban „B” csoport) 32 különböző típus között oszlanak meg. Mind-két csoportban találhatók visszatérő, állandóan gyártott, illetve időszakosan előál-lított (a táblázatban *-gal jelölt) termékek. Az üzem termelési értéke mintegy 140millió forint havonta.
A gyártástechnológia általában gépesített, azonban a nagyszámú felhasználtalkatrész, azok beépítési sorrendje, az egyes berendezések technológiai állapotamiatt a dolgozók szakképzettsége, fegyelmezettsége, hozzáállása stb. döntőenbefolyásolja a gyártott termékek minőségét. A technológiai folyamatban – azegymást gyorsan követő műveletek miatt – rendszeres gyártásközi minőségbiz-tosítás nincs. Csak esetenként hajtanak végre célirányos minőségellenőrzési ak-cióprogramokat a jellemzőbb minőséghiányosságok ismeretében, illetve a veze-tés által megjelölt területeken – intenzív megfigyelés formájában.
A vizsgálat során 7 hibacsoport elkülönítésére került sor, ezen belül 32 hibatí-pus van. Az esettanulmányunkban csak az 1., 2. és 4. hibacsoportot nézzük, ésaz egyes hibák %-os arányát nem az összes termékre, hanem az összes hibáravonatkoztatjuk.
1. Ha csak a következő táblázatot nézzük, akkor mi derül ki?
A MEO-elemzések általában összevont adatsorokból tájékozódnak,ezek alapján konkrét intézkedések nem hozhatók.
142 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-005--------.qxd 2006.07.17. 10:18 Page 142
© Kövesi János, Topár József
© Typotex Kiadó
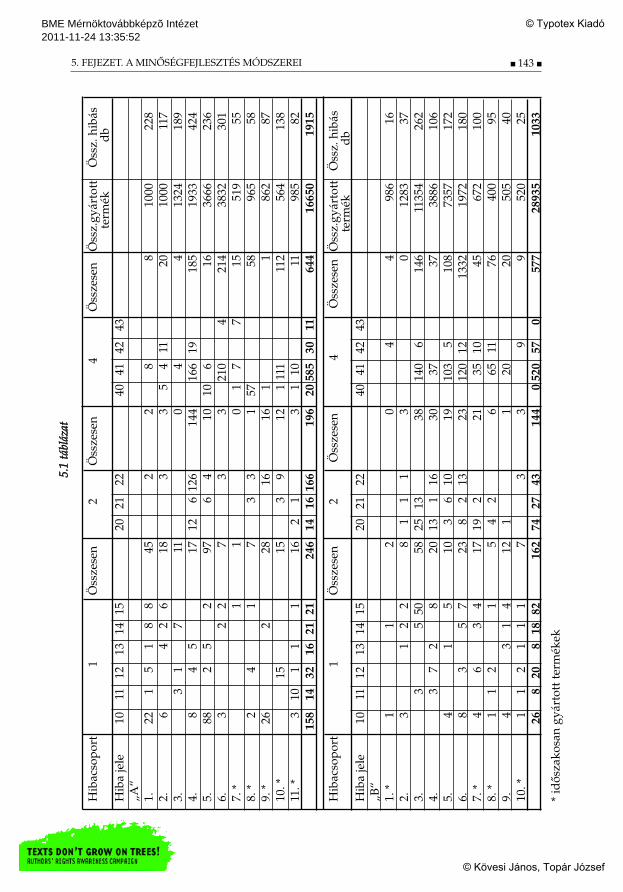
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
55..11
ttáábbll
áázzaatt
Hib
acso
po
rt
1
Öss
zese
n2
Öss
zese
n
4
Öss
zese
n
Öss
z.g
yár
tott
Öss
z. h
ibás
term
ék
db
Hib
a je
le10
1112
1314
1520
2122
4041
4243
„A“
1.22
15
18
845
22
88
1000
228
2.6
42
618
33
54
1120
1000
117
3.3
17
110
44
1324
189
4.8
45
1712
612
614
416
619
185
1933
424
5.88
25
297
64
1010
616
3666
236
6.3
22
73
321
04
214
3832
301
7. *
11
01
77
1551
955
8. *
24
17
33
157
5896
558
9. *
262
2816
161
186
287
10.
*15
153
912
111
111
256
413
811
. *
310
11
116
21
31
1011
985
8215
814
3216
2121
246
1416
166
196
2058
530
1164
416
650
1915
Hib
acso
po
rt
1
Öss
zese
n2
Ö
ssze
sen
4
Ö
ssze
sen
Ö
ssz.
gy
árto
tt
Öss
z. h
ibás
term
ék
db
Hib
a je
le10
1112
1314
1520
2122
4041
4243
„B“
1. *
11
20
44
986
162.
31
22
81
11
30
1283
373.
35
5058
2513
3814
06
146
1135
426
24.
37
28
2013
116
3037
3738
8610
65.
41
510
36
1019
103
510
873
5717
26.
83
57
238
213
2312
012
1332
1972
180
7. *
46
34
1719
221
3510
4567
210
08.
*1
12
15
42
665
1176
400
959.
43
14
121
120
2050
540
10.
*1
12
11
17
33
99
520
2526
820
818
8216
274
2743
144
052
057
057
728
935
1033
* id
ősz
ako
san
gy
árto
tt t
erm
ékek
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 143
MM-mellekletek.qxd 2006.07.16. 22:43 Page 2
© Kövesi János, Topár József
© Typotex Kiadó
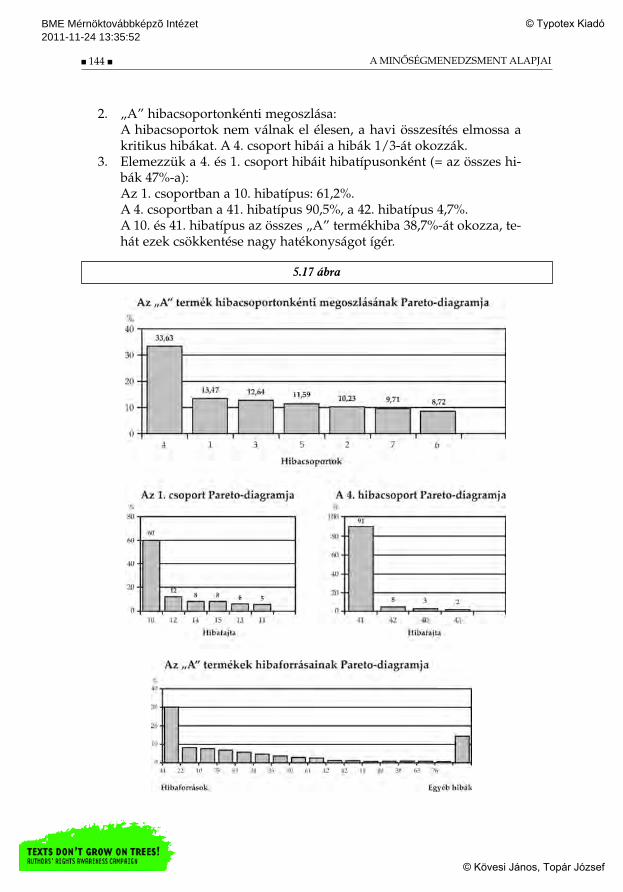
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
2. „A” hibacsoportonkénti megoszlása:A hibacsoportok nem válnak el élesen, a havi összesítés elmossa akritikus hibákat. A 4. csoport hibái a hibák 1/3-át okozzák.
3. Elemezzük a 4. és 1. csoport hibáit hibatípusonként (= az összes hi-bák 47%-a):Az 1. csoportban a 10. hibatípus: 61,2%.A 4. csoportban a 41. hibatípus 90,5%, a 42. hibatípus 4,7%. A 10. és 41. hibatípus az összes „A” termékhiba 38,7%-át okozza, te-hát ezek csökkentése nagy hatékonyságot ígér.
144 A MINŐSÉGMENEDZSMENT ALAPJAI
5.17 ábra
MM-005--------.qxd 2006.07.17. 10:18 Page 144
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A fennmaradó 14,88% hibát további itt nem szereplő 16 hibaforrás okozza,
valamennyi 1% alatti értékkel. Az ábrán látható, hogy az összes hibaforrás
kb. 13%-a okozza az összes hiba 50%-át.
Az „A” hibatípusok összevont megoszlása: az első négy hibatípus (~13%) okoz-za az összes hiba 55%-át.
4. Termékre koncentráló elemzés (A-4 termék).5. B termékeinek hibaforrás szerinti és hibacsoport szerinti megoszlása:
Az A-hoz képest nagyobb eltérések figyelhetők meg. Legjelentősebba 41. (56%), de a 22. hiba csak 4,2% (–8,7%).
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 145
5.18 ábra
MM-005--------.qxd 2006.07.17. 10:18 Page 145
© Kövesi János, Topár József
© Typotex Kiadó
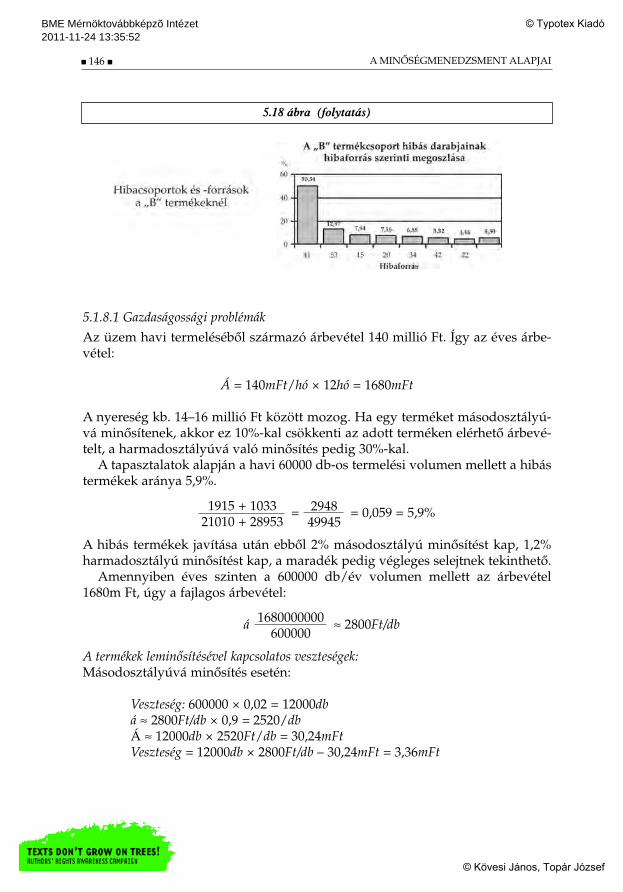
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
5.1.8.1 Gazdaságossági problémákAz üzem havi termeléséből származó árbevétel 140 millió Ft. Így az éves árbe-vétel:
Á = 140mFt/hó × 12hó = 1680mFt
A nyereség kb. 14–16 millió Ft között mozog. Ha egy terméket másodosztályú-vá minősítenek, akkor ez 10%-kal csökkenti az adott terméken elérhető árbevé-telt, a harmadosztályúvá való minősítés pedig 30%-kal.
A tapasztalatok alapján a havi 60000 db-os termelési volumen mellett a hibástermékek aránya 5,9%.
= = 0,059 = 5,9%
A hibás termékek javítása után ebből 2% másodosztályú minősítést kap, 1,2%harmadosztályú minősítést kap, a maradék pedig végleges selejtnek tekinthető.
Amennyiben éves szinten a 600000 db/év volumen mellett az árbevétel1680m Ft, úgy a fajlagos árbevétel:
á ≈ 2800Ft/db
A termékek leminősítésével kapcsolatos veszteségek:Másodosztályúvá minősítés esetén:
Veszteség: 600000 × 0,02 = 12000dbá ≈ 2800Ft/db × 0,9 = 2520/dbÁ ≈ 12000db × 2520Ft/db = 30,24mFtVeszteség = 12000db × 2800Ft/db – 30,24mFt = 3,36mFt
146 A MINŐSÉGMENEDZSMENT ALAPJAI
5.18 ábra (folytatás)
1915 + 103321010 + 28953
294849945
1680000000600000
MM-005--------.qxd 2006.07.17. 10:18 Page 146
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Harmadosztályúvá minősítés esetén:
Veszteség: 600000 × 0,012 = 7200dbá ≈ 2800Ft/db × 0,7 = 1960/dbÁ ≈ 7200db × 1960Ft/db = 14,112mFtVeszteség = 7200db × 2800Ft/db – 14,112mFt = 6,048mFt
Véglegesen selejtnek minősített:
Veszteség: 600000 × 0,027 = 16200dbá = 0Veszteség = 16200db × 2800Ft/db = 45,36mFt
Mindösszesen:
Veszteség = 3,36mFt + 6,048mFt + 45,36mFt
Nyereség = 12 × 16mFt = 192mFt/év
nyereségnövelési lehetőség = × 100 = 28,525%
5.2 A FOLYAMATSZABÁLYOZÁS MÓDSZEREI
A világpiaci versenyben csak úgy válhat igazán sikeressé, hosszabb távon is apiac stabil szereplőjévé egy vállalat, ha alacsony költségekkel képes jó minősé-gű termékek gyártására. A hatékonyság mellett a termék, valamint a termékhezkapcsolódó szolgáltatások minősége alapvetően befolyásolja egy vállalat ver-senyképességét. Mint azt a korábbi fejezetekben részletesen tárgyaltuk, a magasminőségi elvárásokat korszerű minőségmenedzsment, de legalábbis egy jól mű-ködő minőségügyi rendszer nélkül nem lehet hosszabb távon versenyképesenteljesíteni. Persze fordítva is igaz, pusztán egy jól működő minőségügyi rend-szer önmagában nem elég a gazdasági sikerhez. A termék minősége tehát lénye-ges kérdéssé vált a vállalat életében. Kifejezetten a termékminőséggel azonban akorszerű minőségbiztosítási rendszerek csak rendkívül keveset, illetve közvetettmódon foglalkoznak. Nem ez a fő céljuk. A termékminőség a minőségügyi rend-szerek korábbi szakaszainak, a minőségellenőrzésnek és a -szabályozásnak aközponti eleme. A II. világháborút követően a statisztikai módszerek széleskörűalkalmazásának elterjedésével az ellenőrzés helyett a minőségszabályozás ke-rült előtérbe. Ezen módszerek alkalmazásával Japánban szinte robbanásszerűminőségfejlődés indult meg, s a japán ipartermékek világpiaci megjelenésénekés térhódításának következtében az egész világon megváltozott az üzleti szem-
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 147
54,768mFt192mFt
MM-005--------.qxd 2006.07.17. 10:18 Page 147
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
lélet. Minőségi verseny alakult ki, ezért a vállalatok számára létfontosságúvávált, hogy jó minőségű termékeket tudjanak előállítani.
Jó minőségű terméket csak szabályozott, stabil termelési/szolgáltatási folya-matokkal lehet előállítani. Nem új a gondolat, W. A. Shewhart már a 1920-asévek közepén kidolgozta az első szabályozókártyát, amely – a minőségellenőr-zésen túlmutatva – lehetővé tette a gyártási folyamatok folyamatos vizsgálatát,felügyeletét, később szabályozását. Szemben a hibás termékek kiszűrésével, sok-kal hatékonyabb elkerülni a selejtet, megelőzni a selejtes termékek keletkezését.A megelőzés stratégiája ésszerűnek – talán nyilvánvalónak is – tűnik a legtöbbember számára, könnyen megragadható néhány hangzatos jelmondatban, de atényleges megvalósításhoz a statisztikai folyamatszabályozó rendszer elemei-nek megértése, alkalmazása szükséges (QS 9000, 1992), és ez, úgy tűnik, gyak-ran komoly korlát átfogóbb alkalmazásukkal szemben. Könnyebben megvaló-sítható és egyszerűbb eljárás a minőségellenőrzés, még ha hosszútávon bizonyo-san drágább is. Tapasztalataink szerint a magyar vállalatok esetében jóval na-gyobb szerep jut a minőségellenőrzési osztályoknak, mint az egy korszerű mi-nőségügyi rendszerben feltétlenül szükséges lenne.
5.2.1 A statisztikai folyamatszabályozás alapjai
Mind a termelési, mind a szolgáltatási folyamatokban alapvető fontosságú,hogy rendszeresen – korszerű számítástechnikai és diagnosztikai eszközök al-kalmazásával, folyamatosan – meggyőződjünk arról, hogy a termék/szolgálta-tás megfelel az előírásoknak, a tervezési specifikációknak. Természetesen pusz-tán az előírásoknak való megfelelés önmagában még nem elég a vevő igényei-nek minél teljesebb kielégítésére, azaz jó minőségű termék/szolgáltatás nyújtá-sához, de alapvető feltétele annak.
Miért szükséges a folyamatok statisztikai szabályozása? Mindenki számáranyilvánvaló, hogy nincs két teljesen egyforma termék. Még az ugyanabból a folya-matból rögtön egymásután kikerülő termékek minőségi jellemzői (mint példáulaz átmérő, érdesség, egy palackba betöltött folyadék térfogata, a hőmérséklet, azösszetevők koncentrációja, szakítószilárdság, érdeklődő ügyfelek száma, sorbanállás időtartama stb.) sem tökéletesen egyformák, kisebb-nagyobb eltérések ta-pasztalhatók, azaz a termékjellemzők ingadozása (változékonysága) elkerülhetet-len. Ez az ingadozás azon tényezők eltéréséből fakad, amelyek a folyamat részei,beletartoznak magába a folyamatba, mint például az emberek, a gépek, az anya-gok, a külső környezet stb. Mindezek a folyamat-/termékjellemzőkben egyenkéntrelatíve csak kis eltéréseket okoznak. A viszonylag állandó, nagyszámú befolyáso-ló tényező következménye a folyamatjellemzők időben állandó, véletlenszerű in-gadozása. Ezeket hívjuk véletlen hibáknak, zavaroknak.
Az eltérések másik oka a ritkábban, de rendszeresen fellépő, elszórtan jelent-kező tényezők hatása, melyeket aránylag könnyebb azonosítani, esetleg meg-
148 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-005--------.qxd 2006.07.17. 10:18 Page 148
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
akadályozni a fellépésüket. Ezek hatása a folyamatra jóval nagyobb, mint a vé-letlen hibáké, jelentősen elállítják a vizsgált jellemzőt. A hibáknak, zavaroknakezt a fajtáját veszélyes vagy rendszeres hibáknak nevezzük. A veszélyes hibákmiatt a folyamat-/termékjellemző eloszlása időben változik, nem tudjuk előrejelezni a folyamat állapotát.
A veszélyes (rendszeres) hibák forrásai az olyan változások, amelyek néha be-folyásolják a folyamatot. Mivel ezek a hibaforrások nem mindig vannak jelen,ezért egy vizsgálat segítségével meghatározható az eredetük, és a folyamat alap-vető megváltoztatása nélkül csökkenthetjük (vagy megszüntethetjük) őket. A ti-pikus ipari folyamatok veszélyes hibáit a berendezés helytelen beállítása, a gép,berendezés meghibásodása, a hibás megmunkálás, a helytelen hőmérséklet-be-állítás, a beadagolási hibák, az irányítási hibák, a nem megfelelő gyártási eljárás,a gépkezelők, műszakok közötti különbség stb. okozzák, okozhatják. A berende-zés javításával, a gyártási eljárás fejlesztésével, a hibák okainak kiküszöbölésé-vel ezek a hibák megszüntethetők.
A folyamatokra ható zavarok alábbi csoportjait különböztetjük tehát meg (ki-egészítve az előzőeket egy a gyakorlatban időnként előforduló hibával):
véletlen: állandóan jelenlévő, nagyszámú, a folyamatot csak kissé be-folyásoló zavarok;veszélyes, rendszeres: időszakosan jelentkező, kis számban előforduló, afolyamatra nagy hatással lévő zavarok;egyedi, „kiugró” érték: nagyszámú mérési adat között egyszer előfordu-ló, a többi értéktől jelentősen különböző adat; többnyire egyszeri je-lentős külső hatás, mérési hiba okozza, általában nem a folyamat jel-lemzője.
Hosszú távon a megfelelő minőségű termék előállításához elengedhetetlen a fo-lyamatokra ható veszélyes zavarok felismerése, a rendszerben meglévő szto-chasztikus (véletlen) ingadozástól való elkülönítése, és fellépésük esetén az idő-ben, megfelelő hatékonysággal történő beavatkozás. Ezt a célt szolgálja a statisz-tikai folyamatszabályozási rendszer (Statistical Process Control, SPC), amely a fo-lyamatok jellemzőinek meghatározott határok közt tartásával, a zavarhatásokrendszeres figyelésével, elemzésével, kiküszöbölésével, illetve hatásuk csökken-tésével igyekszik a termék minőségének egyenletességét elérni.
Ha a folyamatban csak a véletlen hibák hatnak, akkor azt mondjuk, hogy a fo-lyamat szabályozott, stabil állapotban van. Ekkor a termékjellemző a véletlen hi-bák által meghatározott mértékben ingadozik, de a változékonyság időben ál-landó, adott (többnyire Gauss-) eloszlással leírható. Ha a folyamatban rendsze-res hibák is hatnak, akkor a folyamat szabályozatlan, a termékjellemzők elméle-ti eloszlása nem állandó. A folyamat szabályozott állapota nem jelenti azt, hogya termékjellemzők megfelelnek az elvárásoknak, a folyamat az előírt határokonbelül mozog. Annak megítélése, hogy a folyamat stabil állapotban képes-e meg-
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 149
MM-005--------.qxd 2006.07.17. 10:18 Page 149
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
felelni a vevő és/vagy mérnöki specifikációnak, a minőségképesség-elemzés fel-adata. Az SPC-rendszert tehát két fő területre oszthatjuk: a folyamatok szabályo-zottságának és minőségképességének elemezésére. A szabályozottság és a ké-pesség fogalmát szemlélteti a következő, 5.19 ábra.
150 A MINŐSÉGMENEDZSMENT ALAPJAI
5.19 ábra Szabályozottság, képesség fogalma
MM-005--------.qxd 2006.07.17. 10:18 Page 150
© Kövesi János, Topár József
© Typotex Kiadó
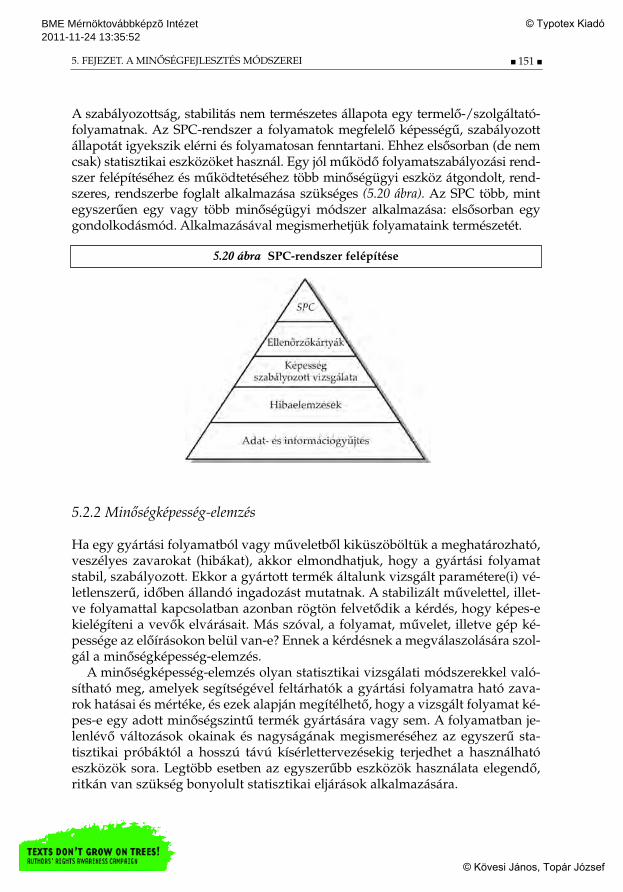
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A szabályozottság, stabilitás nem természetes állapota egy termelő-/szolgáltató-folyamatnak. Az SPC-rendszer a folyamatok megfelelő képességű, szabályozottállapotát igyekszik elérni és folyamatosan fenntartani. Ehhez elsősorban (de nemcsak) statisztikai eszközöket használ. Egy jól működő folyamatszabályozási rend-szer felépítéséhez és működtetéséhez több minőségügyi eszköz átgondolt, rend-szeres, rendszerbe foglalt alkalmazása szükséges (5.20 ábra). Az SPC több, mintegyszerűen egy vagy több minőségügyi módszer alkalmazása: elsősorban egygondolkodásmód. Alkalmazásával megismerhetjük folyamataink természetét.
5.2.2 Minőségképesség-elemzés
Ha egy gyártási folyamatból vagy műveletből kiküszöböltük a meghatározható,veszélyes zavarokat (hibákat), akkor elmondhatjuk, hogy a gyártási folyamatstabil, szabályozott. Ekkor a gyártott termék általunk vizsgált paramétere(i) vé-letlenszerű, időben állandó ingadozást mutatnak. A stabilizált művelettel, illet-ve folyamattal kapcsolatban azonban rögtön felvetődik a kérdés, hogy képes-ekielégíteni a vevők elvárásait. Más szóval, a folyamat, művelet, illetve gép ké-pessége az előírásokon belül van-e? Ennek a kérdésnek a megválaszolására szol-gál a minőségképesség-elemzés.
A minőségképesség-elemzés olyan statisztikai vizsgálati módszerekkel való-sítható meg, amelyek segítségével feltárhatók a gyártási folyamatra ható zava-rok hatásai és mértéke, és ezek alapján megítélhető, hogy a vizsgált folyamat ké-pes-e egy adott minőségszintű termék gyártására vagy sem. A folyamatban je-lenlévő változások okainak és nagyságának megismeréséhez az egyszerű sta-tisztikai próbáktól a hosszú távú kísérlettervezésekig terjedhet a használhatóeszközök sora. Legtöbb esetben az egyszerűbb eszközök használata elegendő,ritkán van szükség bonyolult statisztikai eljárások alkalmazására.
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 151
5.20 ábra SPC-rendszer felépítése
MM-005--------.qxd 2006.07.17. 10:18 Page 151
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A minőségképesség-elemzéseknek alapvetően két fajtáját szokták megkülön-böztetni: a gépképesség-, valamint a folyamatképesség-elemzéseket. A gép- ésfolyamatképesség elemzésére használt statisztikai módszerek majdnem meg-egyeznek. A különbség közöttük csak az, hogy miként kapjuk a mérési eredmé-nyeket. Megjegyezzük, hogy mivel a minőségképesség-elemzés során használtadatokat természetesen méréssel kapjuk, ezért az elemzés megkezdése előtt fel-tétlenül meg kell győződnünk arról, hogy a mérő(vizsgáló)eszközök alkalma-sak-e a mérési feladatra, azaz el kell végeznünk a mérőeszközök képességelem-zését. Mivel ez logikáját, alkalmazott módszereit tekintve némileg eltér a gép-,illetve folyamatképesség-elemzésektől, ezért ezt a területet később az előző ket-tőtől elkülönítve tárgyaljuk.
5.2.2.1 Folyamat-(gép-)képesség-elemzések A gépképesség-elemzést egyetlen gépen vagy műveleten végezzük. A mért pa-ramétereknek, amelyekkel a képességet jellemezzük, csak azokat a változásokatkell(ene) mutatniuk, amelyeket a gép, illetve a művelet okozott, és nem azokat,amelyeket a folyamat egy másik része (például a gépkezelők, az eljárások, azanyagok vagy a környezet) idézett elő. A gépképesség vizsgálatánál tehát igyek-szünk ezen faktorok változását csökkenteni, megakadályozni (például: ugyan-azzal a gépkezelővel, ugyanabban a műszakban, ugyanazzal a bejövő anyaggalstb. dolgozunk). A faktorok változásának minimalizálását szolgálja – a homogéngyártási körülmények biztosításán túl – az, hogy az adatgyűjtés viszonylag rö-vid időintervallumon keresztül történik.
A folyamatképesség alapvetően abban különbözik a gépképességtől, hogy avizsgált paraméter változását előidéző okok közül nemcsak egyetlen tényező – a gép, illetve a gyártási művelet – hatását vizsgálja, hanem a termékjellemzőtbefolyásoló összes hatást figyelembe veszi (gépek, anyagok, emberek, eljárások,környezet). A folyamatképesség-elemzésnél a mintavételt úgy kell végezni,hogy a mérési eredményekben tükröződjön a folyamat minden változása, az in-gadozást okozó valamennyi faktor hatása. Ez úgy biztosítható, hogy a mintavé-telt tervezett módon, viszonylag hosszabb időintervallumon keresztül végez-zük, alkalmanként kisebb minták vételével.
A folyamat-, illetve gépképesség-vizsgálatokból tehát következtetni lehet agyártási folyamatot érő zavarhatások jellegére és mértékére. A zavarok két főcsoportját különböztettük meg: a veszélyes (rendszeres) hibákat és a véletlen hi-bákat. Előfordulhat időnként egy-egy „kiugró” érték az adatok között, mely ál-talában egy hirtelen bekövetkező, rövid ideig tartó, egyedi zavarhatásra utal. Haez a hiba nem rendszeres, akkor a statisztikai elemzés előtt az ilyen adatokat cél-szerű – a hibaok feltárása után – kivenni az adatbázisból, mivel ezek általábannem a folyamatra jellemző hibára utalnak (például: helytelen mérőműszer-leol-vasás, elromlott mérőműszer, hirtelen áramingadozás stb.).
152 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-005--------.qxd 2006.07.17. 10:18 Page 152
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Mint korábban láttuk, a véletlen hibaokok miatti eltérések minden esetben je-len vannak, mindegy, hogy mikor, hol vagy hogyan vizsgáljuk a folyamatot. Ezazt jelenti, hogy ezek mindig együtt járnak a folyamattal: a folyamat jellemzője,sajátja; és az egyetlen lehetséges mód, hogy csökkentsük őket, az, ha magát a fo-lyamatot változtatjuk meg. A véletlen hibákat a mindig fellépő – például a gép ál-lapotából adódó – megmunkálási eltérések, a környezetből eredő hatások – úgy-mint a páratartalom-, hőmérsékletváltozás és a velük járó pontatlanságok – okoz-zák. Ezek a hibaforrások a rendszer részei, és csak úgy lehet csökkenteni őket, hajavítjuk a karbantartást, jobb eszközöket és berendezéseket vásárolunk.
A fentiekből következik, hogy a gép, illetve a folyamat elérhető maximális mi-nőségképességét a véletlen zavarok határozzák meg, és ez nem más, mint a fo-lyamatnak az a változása (ingadozása), amely akkor lenne észlelhető, ha a folya-matra csak a véletlen hibaokok hatnának, s az összes veszélyes hiba forrásátmegszüntetnénk.
A minőségképesség-vizsgálatoknál a folyamat ingadozásának mértékét viszo-nyítjuk a termék tűrésmezőjéhez. Ennek legegyszerűbb módja, ha a mérési ered-ményeket vonaldiagramon, illetve hisztogramon ábrázoljuk. Ha a diagramokonfeltüntetjük a tűréshatárokat, ránézésre megállapítható, hogy a pontok a tűrés-határok között ingadoznak-e (ATH = alsó tűréshatár, FTH = felső tűréshatár). A vonal- vagy hisztogramon jól megfigyelhető az ingadozás nagysága, a rend-szeres hibák által okozott zavarok hatása (trendek, ciklikusság, beállási szint), il-
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 153
5.21 ábra Folyamatok képességének megítélése grafikus ábrázolással
MM-005--------.qxd 2006.07.17. 10:18 Page 153
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
letve az ingadozás mértékének változása. A fenti diagramok közül például az el-sőnél látszólag minden rendben van. Nem figyelhető meg a véletlen ingadozás-tól eltérő jelentős változást okozó hatás, a folyamat ingadozásának középpontjaa célérték, nincsen a határokon kívülre eső adat, a hisztogram „belefér” a tűrés-mezőbe. Elegendő ez a pontosság? Később még visszatérünk a kérdés részlete-sebb megválaszolására, de mint azt a második diagram is mutatja, válaszunkegyértelműen nem. Kis eltérés (egy szórásnyi eltolódás) hatására is nagymérték-ben megnő a tűréshatárokon kívülre (esetünkben a felső tűréshatár közelébe)kerülő pontok száma.
5.2.2.2 Minőségképesség-indexekA grafikus megjelenítésen kívül általában számszerű értékekkel is jellemezzük afolyamat (illetve a gép) minőségképességét. A leggyakrabban a minőségképes-ség-indexeket használjuk. Az indexek számolási módját a mellékletben találha-tó 8.1 számú táblázat tartalmazza. Mint látható, a folyamat- és a gépképesség-in-dexek számolása kissé eltér egymástól. A gépképesség-vizsgálatoknál a nevező-ben 6- helyett 8-szoros, illetve a Cmk-index számolásánál 3- helyett 4-szeres szó-rástartományt viszonyítunk a tűrésmezőhöz. Ettől eltekintve a kétfajta vizsgálatközött csak a fent említettekben (mintavétel) van eltérés, de az indexek jelenté-se, értelmezése mindkét esetben azonos.
A minőségképesség-indexekkel szemben minimális követelmény, hogy értéküklegalább 1,0 legyen. Általános elvárásnak napjainkban az 1,33 érték tekinthető, deegyes iparágakban (például autógyártás, elektronikai ipar) ma már az 1,67-es ér-ték számít elfogadhatónak. Természetesen ezek az értékek nem éles határt képvi-selnek. Nincs jelentős különbség a várható selejtarányt tekintve a Cpk = 1,65 és aCpk = 1,68 indexekkel jellemezhető folyamatok között. A megadott értékek inkábbcsak iránymutató számok, elsősorban saját folyamatainknak az adott ágazat álta-lános minőségi színvonalával történő összehasonlítására szolgálnak.
A Cp-, Cpk-indexek használata az ipari gyakorlatban annyira elterjedt, hogy alegtöbb helyen a minőségképesség-elemzés alatt kizárólag ezeket a számokat ér-tik. Ez különösen akkor helytelen, ha a folyamatok nem stabilak, nem szabályo-zottak. Ekkor ugyanis a Cp-, Cpk-indexek értékei értelem nélküli számokat tartal-maznak, mivel a veszélyes hibák „szétzilálják” a folyamatot, és az értékek nagy-mértékben megváltozhatnak csupán azáltal, hogy másik mintát veszünk. Ez mégviszonylag stabil folyamatoknál is előfordulhat, ha a vizsgált minta nem eléggénagy számú. Nem stabil folyamat esetén tehát a Cp-, Cpk-indexek nem az egész fo-lyamatot, azaz nem a minőségképességet jellemzik, hanem csak az adott mintát.
A jól megtervezett minőségképesség-elemzések előnye az ilyen – legtöbbszörcsak rutinszerűen számolt – mutatókkal szemben, hogy jobban feltárják a folya-mat valódi természetére jellemző viselkedéseket.
154 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-005--------.qxd 2006.07.17. 10:18 Page 154
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
5.2.2.3 A Cp, Cpk értelmezése
Bár az indexek számolását bemutató táblázatban a nevezőkben – a gyakorlatbanhasználható egyik becslési módszernek megfelelően – mindenhol a mintából szá-molt tapasztalati szórás látható, ne feledjük, hogy ez valójában nem a folyamat(sokaság) ingadozását méri, hanem csak a sokasági szórás (a σ) becslése. Nekünka képességelemzés során a σ-t, a folyamatot valóban jellemző elméleti szórást kelljól megbecsülnünk. Ezért is fontos a korábban említett mintavételi, eljárásbeli sza-bályok betartása. Ha a képletbe beírt szórás nem a folyamatra jellemző, elveszít-jük az indexek használatának lényegét, nem tudjuk megbecsülni, hogy egy a fo-lyamatból kikerülő termék milyen valószínűséggel lesz selejtes. Az indexek alkal-mazásának fő célja pedig éppen ez. Megalkotásuknál a normális eloszlás ismerttulajdonságát vették alapul, nevezetesen azt, hogy egy normális eloszlású valószí-nűségi változó 99,73% valószínűséggel a várható érték ±3 σ tartományán belülvan. Ekkor tehát az ún. természetes ingadozás határai (a ±3 σ-ás határok) éppenmegegyeznek a tűréshatárokkal, azaz a Cp-index értéke 1,0. Ez azt jelenti, hogyilyenkor 1000000 termékből 2700 lesz kívül a tűrésmezőn (2700 ppm a hibaarány),feltéve, hogy az ingadozás centruma éppen a tűrésmező közepe. Korábban emlí-tettük, hogy a követelmények ennél már magasabbak: 1,33 Cp-index például 63,5 ppm, 1,67-es érték pedig már csak 0,57 ppm hibaarányt jelent. (Továbbra ishangsúlyozva, hogy csak abban az esetben, ha a folyamat középen van.)
A Cp-index nagysága az illető iparág vagy üzem minőségkultúrájának szín-vonalát jellemzi. Bhote szerint az 1980-as évek előtt az USA iparában a jellemzőCp-érték 0,67 volt, vagyis a gyártott termékek mintegy 4,5%-a nem felelt meg azelőírásoknak. A ’80-as évek végére a 0,67 értékkel jellemzett minőségű termelésaránya 30% körülire csökkent. Ugyancsak a ’80-as évek elején Japánban általá-nosan a Cp = 1,33 értéket írták elő, a hightech ágazatokban pedig ennél is maga-sabbat, a Minolta szabványa például Cp = 2,0.
A Cp-mutató saját definíciójából következő tulajdonsága, hogy nem veszi fi-gyelembe az ingadozás centrumának esetleges eltolódását. A folyamat minősé-gi színvonalát valójában a Cpk-index jellemzi, amely figyelembe veszi az elállí-tódást is. Ha a folyamat ingadozásának centruma bármely irányban eltér a kö-zépértéktől, akkor a Cpk két tagja közül – az elállítódás irányától függően – azegyik számlálója csökken, így a Cpk-index értéke kisebb lesz a Cp értékénél. Haa folyamat éppen középen van, a két index megegyezik. A középérték-eltolódáshatását mutatja az 5.22 ábra (a következő oldalon).
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 155
MM-005--------.qxd 2006.07.17. 10:18 Page 155
© Kövesi János, Topár József
© Typotex Kiadó
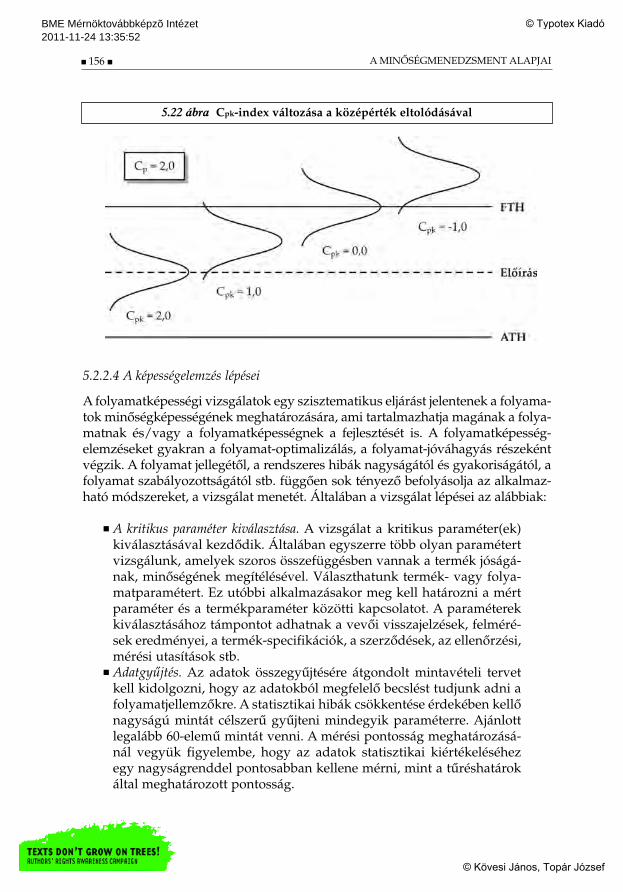
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
5.2.2.4 A képességelemzés lépései
A folyamatképességi vizsgálatok egy szisztematikus eljárást jelentenek a folyama-tok minőségképességének meghatározására, ami tartalmazhatja magának a folya-matnak és/vagy a folyamatképességnek a fejlesztését is. A folyamatképesség-elemzéseket gyakran a folyamat-optimalizálás, a folyamat-jóváhagyás részekéntvégzik. A folyamat jellegétől, a rendszeres hibák nagyságától és gyakoriságától, afolyamat szabályozottságától stb. függően sok tényező befolyásolja az alkalmaz-ható módszereket, a vizsgálat menetét. Általában a vizsgálat lépései az alábbiak:
A kritikus paraméter kiválasztása. A vizsgálat a kritikus paraméter(ek)kiválasztásával kezdődik. Általában egyszerre több olyan paramétertvizsgálunk, amelyek szoros összefüggésben vannak a termék jóságá-nak, minőségének megítélésével. Választhatunk termék- vagy folya-matparamétert. Ez utóbbi alkalmazásakor meg kell határozni a mértparaméter és a termékparaméter közötti kapcsolatot. A paraméterekkiválasztásához támpontot adhatnak a vevői visszajelzések, felméré-sek eredményei, a termék-specifikációk, a szerződések, az ellenőrzési,mérési utasítások stb.Adatgyűjtés. Az adatok összegyűjtésére átgondolt mintavételi tervetkell kidolgozni, hogy az adatokból megfelelő becslést tudjunk adni afolyamatjellemzőkre. A statisztikai hibák csökkentése érdekében kellőnagyságú mintát célszerű gyűjteni mindegyik paraméterre. Ajánlottlegalább 60-elemű mintát venni. A mérési pontosság meghatározásá-nál vegyük figyelembe, hogy az adatok statisztikai kiértékeléséhezegy nagyságrenddel pontosabban kellene mérni, mint a tűréshatárokáltal meghatározott pontosság.
156 A MINŐSÉGMENEDZSMENT ALAPJAI
5.22 ábra Cpk-index változása a középérték eltolódásával
MM-005--------.qxd 2006.07.17. 10:18 Page 156
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A szabályozottság vizsgálata. A valós folyamatképesség megítéléséhezalapvető feltétel, hogy a folyamatban csak a véletlen hibák legyenekjelen. Ha a vizsgálat során a folyamatban rendszeres hibák is fellép-nek, akkor az eredmény időről időre erősen változik, az előre jelezhe-tetlen rendszeres hibák hatásától függően. A folyamat stabilitását sza-bályozókártyák (általában átlagterjedelem-kártyák) segítségével vizs-gálhatjuk.Az adatok elemzése. A képességindexek meghatározásához meg kell be-csülnünk a folyamat középértékét és szórását, a Gauss-hálós ábrázo-láshoz pedig a kumulált relatív gyakoriságokat kell kiszámolnunk.Mindezeket azonban megelőzi annak vizsgálata, hogy az adatok va-lóban normális eloszlást követnek-e.A változások okainak feltárása. A változások okainak elemzése magábanfoglalja annak megállapítását, hogy mely tényezők (faktorok) okoz-zák az ingadozást, illetve a középérték elállítódását, valamint ezen té-nyezők nagyságának megítélését. A faktorok, illetve hatásuk elemzé-se időnként sok nehézséget okoz, de ez az ismeretanyag az alapja a to-vábbi folyamatfejlesztéseknek, a folyamatképesség javításának. A vál-tozások okainak elemzése elképzelhetetlen a gondosan megtervezettés kivitelezett, a szükséges információkat, adatokat összegyűjtő min-tavételi terv nélkül.Folyamatfigyelő rendszer bevezetése. A folyamatképesség-indexeketrendszeresen újra kell számolni, hogy megbizonyosodjunk arról,hogy sem a középérték, sem a szórás nem változott meg szignifikán-san. Ha egyszer már sikerült elérnünk egy folyamatparaméternél,hogy stabil, és a képessége is megfelelő, akkor célszerű folyamatsza-bályozási eszközöket alkalmaznunk ezen állapot fenntartására. Ez el-sősorban az SPC további eszközeinek alkalmazásával oldható meg.
5.2.2.5 Six Sigma programNem beszélhetünk úgy a minőségképesség-elemzésekről, hogy ne említenénkmeg a Motorola minőségképesség-fejlesztő koncepcióját, a Six Sigma progra-mot. Ez lényegében nem más, mint a Motorolának az 1980-as évek elején, a ja-pán gazdasági sikerekre kidolgozott minőségügyi filozófiája, melynek a közép-pontjába a folyamatok minőségképességének fejlesztését helyezték. A Six Sigmaprogrammal jelentős sikereket ért el a vállalat, 1988-ban az elsők között nyerteel például a Malcolm Baldridge National Quality Award minőségdíjat.
A Motorola stratégiája és minőségi ajánlásai számos cégnek mutattak irányt vi-lágszerte, elsősorban az elektronikai szektorban. A Six Sigma program hatása szá-mos cég érdeklődését fölkeltette, amelyek szerették volna ellesni ennek az ügyfél-centrikus rendszernek a titkát. A Six Sigma így csakhamar meghatározó sikerté-nyezővé vált, használhatóságát folyamatosan bizonyította a szervezetek minden
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 157
MM-005--------.qxd 2006.07.17. 10:18 Page 157
© Kövesi János, Topár József
© Typotex Kiadó
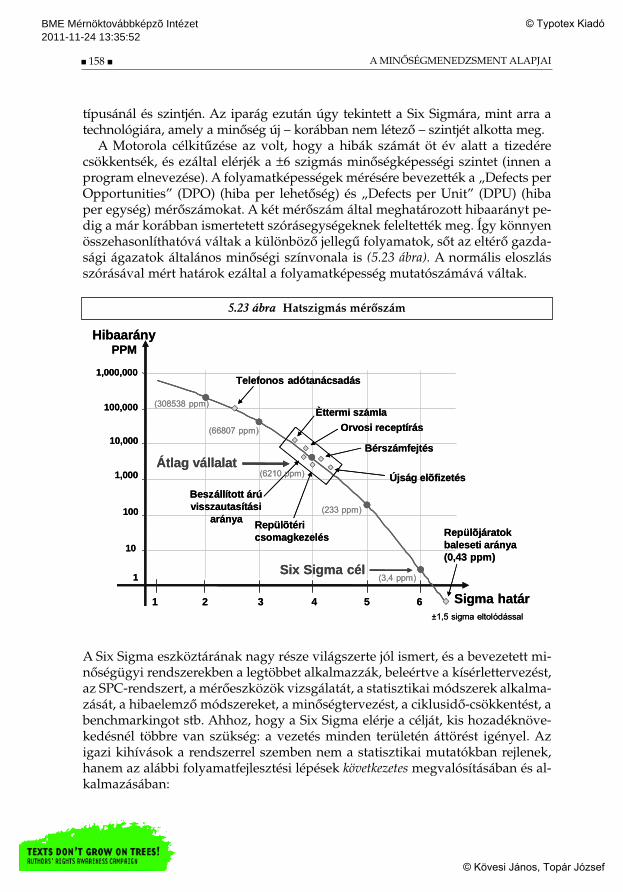
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
típusánál és szintjén. Az iparág ezután úgy tekintett a Six Sigmára, mint arra atechnológiára, amely a minőség új – korábban nem létező – szintjét alkotta meg.
A Motorola célkitűzése az volt, hogy a hibák számát öt év alatt a tizedérecsökkentsék, és ezáltal elérjék a ±6 szigmás minőségképességi szintet (innen aprogram elnevezése). A folyamatképességek mérésére bevezették a „Defects perOpportunities” (DPO) (hiba per lehetőség) és „Defects per Unit” (DPU) (hibaper egység) mérőszámokat. A két mérőszám által meghatározott hibaarányt pe-dig a már korábban ismertetett szórásegységeknek feleltették meg. Így könnyenösszehasonlíthatóvá váltak a különböző jellegű folyamatok, sőt az eltérő gazda-sági ágazatok általános minőségi színvonala is (5.23 ábra). A normális eloszlásszórásával mért határok ezáltal a folyamatképesség mutatószámává váltak.
A Six Sigma eszköztárának nagy része világszerte jól ismert, és a bevezetett mi-nőségügyi rendszerekben a legtöbbet alkalmazzák, beleértve a kísérlettervezést,az SPC-rendszert, a mérőeszközök vizsgálatát, a statisztikai módszerek alkalma-zását, a hibaelemző módszereket, a minőségtervezést, a ciklusidő-csökkentést, abenchmarkingot stb. Ahhoz, hogy a Six Sigma elérje a célját, kis hozadéknöve-kedésnél többre van szükség: a vezetés minden területén áttörést igényel. Azigazi kihívások a rendszerrel szemben nem a statisztikai mutatókban rejlenek,hanem az alábbi folyamatfejlesztési lépések következetes megvalósításában és al-kalmazásában:
158 A MINŐSÉGMENEDZSMENT ALAPJAI
3 4 5 621
Telefonos adótanácsadás1,000,000
100,000
10,000
1,000
100
10
1
HibaarányPPM
Èttermi számlaOrvosi receptírás
Bérszámfejtés
Újság elõfizetés
Repülõtéricsomagkezelés
Beszállított árúvisszautasítási
aránya
Sigma határ±1,5 sigma eltolódással
(66807 ppm)
(308538 ppm)
(233 ppm)
(3,4 ppm)
(6210 ppm)
Repülõjáratok baleseti aránya(0,43 ppm)
Six Sigma cél
Átlag vállalat
3 4 5 621
Telefonos adótanácsadás1,000,000
100,000
10,000
1,000
100
10
1
HibaarányPPM
Èttermi számlaOrvosi receptírás
Bérszámfejtés
Újság elõfizetés
Repülõtéricsomagkezelés
Beszállított árúvisszautasítási
aránya
Sigma határ±1,5 sigma eltolódással
(66807 ppm)
(308538 ppm)
(233 ppm)
(3,4 ppm)
(6210 ppm)
Repülõjáratok baleseti aránya(0,43 ppm)
Six Sigma cél
Átlag vállalat
5.23 ábra Hatszigmás mérőszám
MM-005--------.qxd 2006.07.17. 10:18 Page 158
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Meghatározás JavításMérés EllenőrzésElemzés Végrehajtás
A Six Sigma módszertana maga után vonja a szervezet minden üzleti folyama-tának a mérését és elemzését. Mint oly sok más vezetési rendszernél, itt is a fel-ső vezetés elkötelezettsége a sarokpont. A vezetés elégtelen részvétele a SixSigma folyamatának biztos bukását hozza.
5.3 MÉRŐESZKÖZKÉPESSÉG-ELEMZÉS
A menedzseri döntéseknél, különösen a termelési/szolgáltatási folyamathoz kö-zeli szinteken, gyakran alkalmazunk mérésből származó adatokat. Ha nem bízha-tunk az adatok pontosságában, illetve folyamatosan (önkényesen) megkérdőjelez-zük azt, akkor ez a menedzseri munka – s ezáltal az egész üzem vagy vállalat –hatékonyságát rontja, és könnyen végzetes menedzsmentstílussá válhat. Rontja adolgozók morálját, gyengül a termék minősége, csökken a vállalat versenyképes-sége. Pedig van megoldás. A mérési rendszerek rendszeres karbantartásával,elemzésével fölmérhetjük a mérési rendszerek pontosságát, az adott mérési fel-adatra való alkalmasságát. Ez az ún. R&R, vagyis az ismételhetőség és reprodu-kálhatóság vizsgálata. Ennek a módszernek be kellene épülnie a mérőeszközökkelkapcsolatos eljárásokba, folyamatokba. Minden új mérőeszköz, új mérési feladat,új dolgozó (mérést végző személy) munkába állítása (állása) előtt el kellene végez-ni ezt a vizsgálatot, és szükség szerint rendszeresen megismételni azt.
Az előző pontokban bemutattuk a folyamat- és gépképesség vizsgálatait. Evizsgálatokat a folyamat és/vagy a termék egy vagy több minőségi jellemzőjé-nek elemzésével végezzük. Az adatokat e jellemzők mérésével kapjuk. A méréssorán kapott számértékek így nemcsak a folyamat vagy a gép állapotától, hanema mérési rendszer bizonytalanságától is függenek. Alapvető fontosságú tehát aképességvizsgálatok elvégzése előtt meggyőződnünk arról, hogy az adatokmegbízhatók, valóban a folyamat, a gép működését, pontosságát tükrözik, snem a mérőeszköz, pontosabban a mérési rendszer hibája, ingadozása a megha-tározó. A mérés során leolvasott értékek is valószínűségi változónak tekinthe-tők, amelyet normális (Gauss-) eloszlással jellemezhetünk. Az eloszlás jellemzőiközül a középérték (µ) beállítását – az ISO 9000 minőségbiztosítási rendszer kö-vetelményei miatt is – többnyire elvégzik (kalibrálás), de a szórás (σ) felmérésé-ről, azaz az R&R-vizsgálatról legtöbbször megfeledkeznek a gyakorlatban.(Megjegyezzük, hogy az autóipari szabványok – QS 9000, VDA 6.1, TS 16949 –az R&R-vizsgálat elvégzését is megkövetelik.)
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 159
MM-005--------.qxd 2006.07.17. 10:18 Page 159
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
5.3.1 A mérési rendszerek jellemzői
Mérési rendszerek alatt a mérőeszközök, a környezet, a mérést végző személy(ek),a mérési módszer, eljárás, a mért alkatrészek stb. összességét értjük. A mérésirendszer jóval több, mint pusztán maga a mérőeszköz.
Pontosság: egy mérési rendszerre akkor mondhatjuk, hogy pontos, ha a mértértékek középértéke (elvben a mérést jellemző eloszlás várható értéke, amelyeta gyakorlatban a mért értékek számtani átlagával becslünk) megegyezik a mértjellemző valódi méretével. A pontosságot a kalibrálással ellenőrizhetjük, szabá-lyozhatjuk.
Felbontás: a mérési rendszer felbontása alatt azt a legkisebb különbséget értjük,amelyet konzekvensen képes érzékelni. Ha például a mérési rendszer távolságá-nak mérésénél képes következetesen megkülönböztetni 0,001 mm eltérést két al-katrész hossza között, akkor a felbontása legalább 0,001 mm, vagy még jobb.
A kijelző felbontása: az a legkisebb különbség, amelyet a mérőeszköz képes ki-jelezni.
Stabilitás: egy mérési rendszerre akkor mondhatjuk, hogy stabil, ha a mérése-ket különböző időközönként megismételve azonos eredményt kapunk.
Ismételhetőség alatt azt a mérési eredményekben lévő változékonyságot, ingado-zást értjük, amelyet akkor kapunk, ha ugyanazt az alkatrészt ugyanaz a személyugyanolyan körülmények között többször megmér. Ideális esetben a mérési rend-szer ismételhetősége akkor tökéletes, ha a méréseket többször megismételve min-dig ugyanazt az eredményt kapjuk, azaz az ingadozás mértéke, a szórás nulla.
Reprodukálhatóság alatt azt a mérési eredmények középértékei (átlaga) közöttiváltozékonyságot, ingadozást értjük, amelyet akkor kapunk, ha ugyanazt az al-katrészt ugyanolyan körülmények között különböző személyek mérik meg. Ide-ális esetben az eredmény független a mérést végző személytől, azaz a méréseketkülönböző személyekkel megismételve mindig ugyanazt az eredményt kapjuk,tehát az átlagok közötti eltérés, ingadozás mértéke nulla.
5.3.2 Az R&R-vizsgálat
Az ismételhetőség és reprodukálhatóság (az R&R) vizsgálatánál a mért értékekközötti ingadozást, a szórást befolyásoló hatásokat igyekszünk számszerűsíteni.Azt elemezzük, hogy a mérési rendszer által okozott szórás (a mérés ismételhe-tősége és a különböző személyek általi reprodukálhatóság) hogyan viszonylik amérendő alkatrészek közötti különbséghez. A vizsgálattal az alábbi hatásokat(szórásokat) igyekszünk megbecsülni:
az alkatrészek közötti különbség, remélhetően ez adja az eltérésekdöntő részét (ideális esetben 100%-át);a mérés ismétlésekor a mérőeszköz jellegétől függően minden kezelővéletlen mérési hibákat követ el (például parallaxishibát, a vastagság-
160 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-005--------.qxd 2006.07.17. 10:18 Page 160
© Kövesi János, Topár József
© Typotex Kiadó
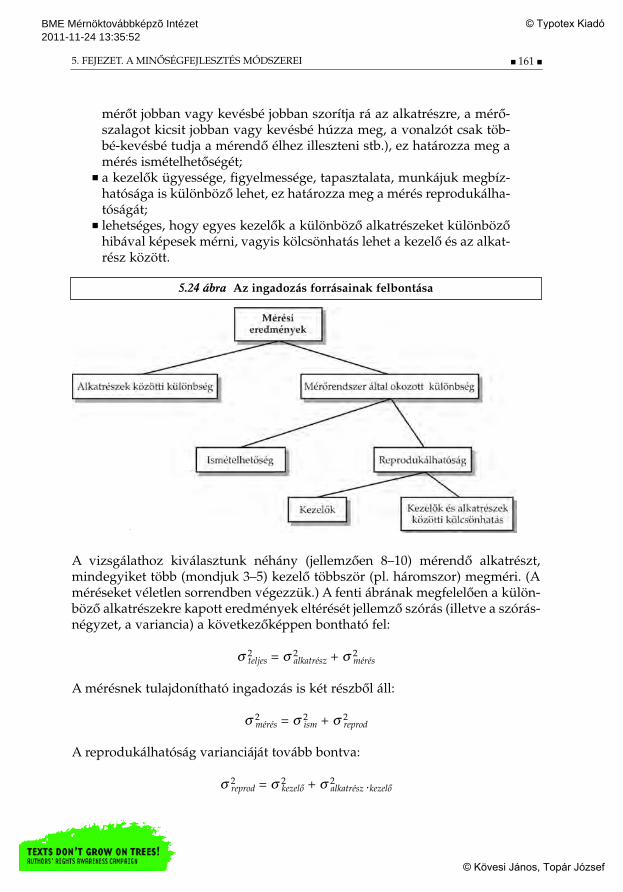
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
mérőt jobban vagy kevésbé jobban szorítja rá az alkatrészre, a mérő-szalagot kicsit jobban vagy kevésbé húzza meg, a vonalzót csak töb-bé-kevésbé tudja a mérendő élhez illeszteni stb.), ez határozza meg amérés ismételhetőségét;a kezelők ügyessége, figyelmessége, tapasztalata, munkájuk megbíz-hatósága is különböző lehet, ez határozza meg a mérés reprodukálha-tóságát;lehetséges, hogy egyes kezelők a különböző alkatrészeket különbözőhibával képesek mérni, vagyis kölcsönhatás lehet a kezelő és az alkat-rész között.
A vizsgálathoz kiválasztunk néhány (jellemzően 8–10) mérendő alkatrészt,mindegyiket több (mondjuk 3–5) kezelő többször (pl. háromszor) megméri. (Améréseket véletlen sorrendben végezzük.) A fenti ábrának megfelelően a külön-böző alkatrészekre kapott eredmények eltérését jellemző szórás (illetve a szórás-négyzet, a variancia) a következőképpen bontható fel:
σ 2teljes = σ 2
alkatrész + σ 2mérés
A mérésnek tulajdonítható ingadozás is két részből áll:
σ 2mérés = σ 2
ism + σ 2reprod
A reprodukálhatóság varianciáját tovább bontva:
σ 2reprod = σ 2
kezelő + σ 2alkatrész .kezelő
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 161
5.24 ábra Az ingadozás forrásainak felbontása
MM-005--------.qxd 2006.07.17. 10:18 Page 161
© Kövesi János, Topár József
© Typotex Kiadó
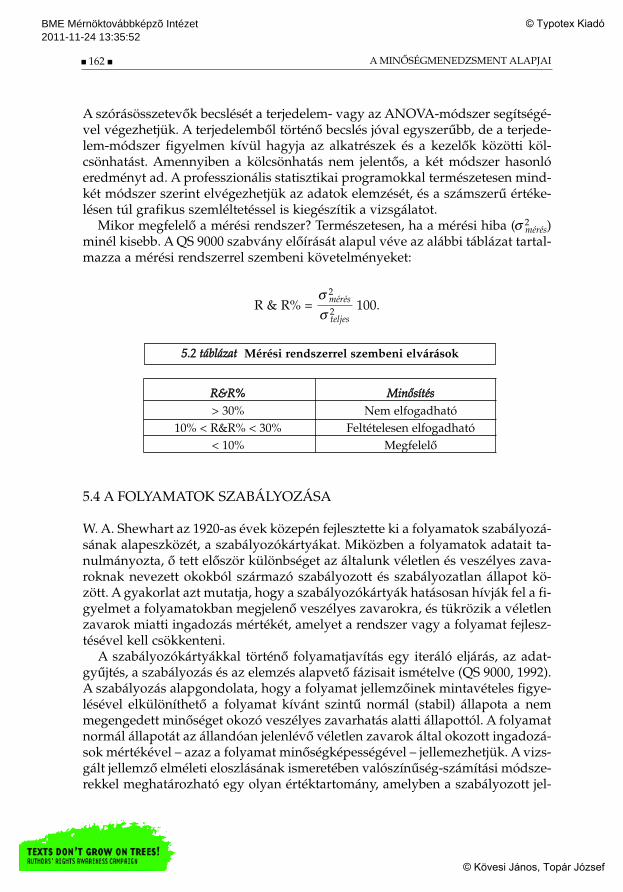
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A szórásösszetevők becslését a terjedelem- vagy az ANOVA-módszer segítségé-vel végezhetjük. A terjedelemből történő becslés jóval egyszerűbb, de a terjede-lem-módszer figyelmen kívül hagyja az alkatrészek és a kezelők közötti köl-csönhatást. Amennyiben a kölcsönhatás nem jelentős, a két módszer hasonlóeredményt ad. A professzionális statisztikai programokkal természetesen mind-két módszer szerint elvégezhetjük az adatok elemzését, és a számszerű értéke-lésen túl grafikus szemléltetéssel is kiegészítik a vizsgálatot.
Mikor megfelelő a mérési rendszer? Természetesen, ha a mérési hiba (σ 2mérés)
minél kisebb. A QS 9000 szabvány előírását alapul véve az alábbi táblázat tartal-mazza a mérési rendszerrel szembeni követelményeket:
R & R% = 100.
RR&&RR%% MMiinnőőssííttééss> 30% Nem elfogadható
10% < R&R% < 30% Feltételesen elfogadható
< 10% Megfelelő
5.4 A FOLYAMATOK SZABÁLYOZÁSA
W. A. Shewhart az 1920-as évek közepén fejlesztette ki a folyamatok szabályozá-sának alapeszközét, a szabályozókártyákat. Miközben a folyamatok adatait ta-nulmányozta, ő tett először különbséget az általunk véletlen és veszélyes zava-roknak nevezett okokból származó szabályozott és szabályozatlan állapot kö-zött. A gyakorlat azt mutatja, hogy a szabályozókártyák hatásosan hívják fel a fi-gyelmet a folyamatokban megjelenő veszélyes zavarokra, és tükrözik a véletlenzavarok miatti ingadozás mértékét, amelyet a rendszer vagy a folyamat fejlesz-tésével kell csökkenteni.
A szabályozókártyákkal történő folyamatjavítás egy iteráló eljárás, az adat-gyűjtés, a szabályozás és az elemzés alapvető fázisait ismételve (QS 9000, 1992).A szabályozás alapgondolata, hogy a folyamat jellemzőinek mintavételes figye-lésével elkülöníthető a folyamat kívánt szintű normál (stabil) állapota a nemmegengedett minőséget okozó veszélyes zavarhatás alatti állapottól. A folyamatnormál állapotát az állandóan jelenlévő véletlen zavarok által okozott ingadozá-sok mértékével – azaz a folyamat minőségképességével – jellemezhetjük. A vizs-gált jellemző elméleti eloszlásának ismeretében valószínűség-számítási módsze-rekkel meghatározható egy olyan értéktartomány, amelyben a szabályozott jel-
162 A MINŐSÉGMENEDZSMENT ALAPJAI
σ 2mérés
σ 2teljes
55..22 ttáábblláázzaatt Mérési rendszerrel szembeni elvárások
MM-005--------.qxd 2006.07.17. 10:18 Page 162
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
lemző értékei adott (nagy) valószínűséggel találhatók a folyamat szabályozottállapotában. Veszélyes zavar jelenlétére abból lehet következtetni, hogy a mértértékek ezeken az ún. beavatkozási határokon kívülre esnek. A szabályozott és aszabályozatlan állapot megkülönböztetésénél az erre vonatkozó következtetésstatisztikai jellegéből adódóan elkerülhetetlenek a döntési hibák (első- és má-sodfajú hiba), viszont mértékük a szabályozási rendszer tervezésénél megvá-lasztható, illetve számítható. A szabályozókártyás szabályozás előnyei közé tar-tozik, hogy a mérési adatokat grafikusan is megjeleníti, és ezzel nagyban segítia folyamat jellegzetességeinek a felismerését, a folyamat kézbentartását. A sza-bályozás logikai felépítését mutatja a következő, 5.25 ábra.
A szabályozottság és a folyamatképesség hathatós fejlesztése érdekében azono-sítanunk kell a véletlen és a veszélyes zavarokat, és a folyamatot ennek megfe-lelően módosítani, majd ezután a kör újra kezdődik: újabb adatokat gyűjtünk,értelmezzük az adatokat, és ez alapján beavatkozunk (QS 9000, 1992):
Adatgyűjtés: a tanulmányozott jellemző (folyamat vagy termék) ada-tait összegyűjtjük, és olyan formában alakítjuk át, hogy az a szabályo-zókártyán ábrázolható legyen. Ilyen adatok lehetnek egy forgácsolt
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 163
5.25 ábra Szabályozókártyás szabályozás logikai modellje
MM-005--------.qxd 2006.07.17. 10:18 Page 163
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
darab méretei, a repedések száma egy műanyag csapszegen, a vasútikocsi áthaladási ideje, a könyvelési hibák száma stb.Szabályozás: az adatok alapján kiszámítjuk a beavatkozási határokat,és berajzoljuk őket a kártyákra. A beavatkozási határok nem tűrésha-tárok vagy korlátok, hanem a folyamat természetes ingadozásán ala-pulnak. Ezután rendszeresen mintát veszünk a folyamatból, az adato-kat összevetjük a beavatkozási határokkal, annak megállapítására,hogy a folyamat állapota stabil-e, az eltérések csak a véletlen zavarok-tól származnak-e. Ha nyilvánvaló, hogy veszélyes zavarok vannak je-len, a folyamatot tovább kell tanulmányozni annak megállapítására,hogy mi okozta az eltérést. Miután a beavatkozást elvégeztük, továb-bi adatokat gyűjtünk, ha szükséges, újraszámoljuk a beavatkozási ha-tárokat, és a további veszélyes zavarokat is megszüntetjük.Elemzés és fejlesztés: Miután az összes veszélyes zavarral foglalkoz-tunk, és a folyamat statisztikailag szabályozottan működik, a szabá-lyozókártyát a továbbiakban a folyamat megfigyelésére használjuk.Az így összegyűlt adatokat felhasználhatjuk a folyamatképesség meg-határozására. Ha a véletlen zavarokból eredő ingadozás túl nagy, ak-kor a folyamat nem képes olyan végterméket előállítani, amely követ-kezetesen megfelel a vevő követelményeinek (túl nagy a selejt kelet-kezésének valószínűsége). Ilyenkor magát a folyamatot kell tanulmá-nyozni, és jellemzően menedzseri beavatkozás szükséges a rendszerfejlesztésének érdekében.
A fenti eljárás helyes és következetes alkalmazásától folyamataink minőségszín-vonalának jelentős javulását remélhetjük. A kártyák kezdeti alkalmazásának ta-pasztalatait is figyelembe véve Montgomery a kártyák használatának alábbieredményeit különbözteti meg:
1. A szabályozókártya növeli a termelékenységet: egy sikeres bevezetésiprogram csökkenti a selejtet és az újrafeldolgozást, s ezáltal növeli atermelékenységet, csökkenti a költségeket.
2. A szabályozókártya hatásos a nem megfelelőség megelőzésében: a kártyáksegítenek a folyamatot szabályozott állapotban tartani.
3. A szabályozókártya megakadályozza a felesleges folyamat- (gép-) állítgatá-sokat: a kártyák segítségével kimutatható a „háttérzaj” (a véletlen hi-bák) és a rendszeres hibák közötti különbség, így a gépkezelők meg-felelő módon képesek beavatkozni a folyamatba.
4. A szabályozókártya információt ad a folyamat (gép) állapotáról: a kártyánlévő pontok mintázata értékes információt nyújt a szakemberek szá-mára a folyamat fejlesztéséhez.
5. A szabályozókártya információt szolgáltat a folyamatképesség-elemzések-hez: a kártyák folyamatosan tájékoztatnak a legfontosabb folyamat-paraméterekről, ezek stabilitásáról.
164 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-005--------.qxd 2006.07.17. 10:18 Page 164
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
5.4.1 A szabályozókártyák fajtái
Említettük, hogy a statisztikai vizsgálaton túl a szabályozókártyák fontos jellem-zője, hogy a vizsgált termék-/folyamatjellemzőt grafikusan is megjelenítik, ígytovábbi információt nyújtanak a folyamatok elemzéséhez. A szabályozókártyáksegítségével végeredményben minden mintavételnél egy statisztikai elemzést(hipotézisvizsgálatot) végzünk. A kártyák gyártásközi (folyamatfigyelés közbe-ni) alkalmazása során végül is azt vizsgáljuk, hogy az előzetes adatfelvételnélmegbecsült elméleti eloszláshoz képest nem változott-e meg a folyamat, ponto-sabban az eloszlás paraméterei. Ezt a döntést egészíti ki a jellemzők grafikus áb-rázolása, illetve az ebből megfigyelhető jellegzetességek. A mért paraméter jelle-ge (elméleti eloszlása), az ábrázoláshoz képzett mutató tulajdonságai így alap-vetően befolyásolják a kártya típusát, valamint a szabályozás hatékonyságát.Aszerint, hogy a folyamatból vett minta milyen mérési skálán értékelhető, a kár-tyákat két fő csoportra osztjuk:
méréses szabályozókártyák (intervallum- vagy arányskálán mérhetőmennyiségek, például méret, tömeg, hatóanyag-tartalom, szakítószi-lárdság stb., illetve az ezekből képzett statisztikai mutatók);minősítéses szabályozókártyák (sorrendi vagy névleges skálán mérhetőmennyiségek, ahol csak minősítjük a vizsgált terméket vagy hibaszá-mot állapítunk meg, például selejtarány, fajlagos hibaszám stb.).
A szabályozókártyák alapvető típusait, az ún. Shewhart-kártyákat, az 5.3 táb-lázatban foglaltuk össze (a következő oldalon). (Az itt használt konstansok érté-kei a melléklet 8.2, „Konstansok a beavatkozási határok számolásához” c. táblá-zatában találhatók meg.) A táblázatba foglalt alapkártyákon kívül bizonyos spe-ciális folyamatokra, illetve egyes zavarok észlelésére speciális kártyákat fejlesz-tettek ki. Ilyen például a névleges értéktől való kicsi, de szisztematikus eltérésgyors jelzésére bevezetett CUSUM-kártya, valamint a mozgó átlag és a geomet-riai mozgó átlag kártyái. A speciális folyamatokra kifejlesztett kártyák közülmegemlítjük például az ún. short run kártyákat, amelyeket szakaszos, illetve vi-szonylag rövid ideig tartó technológiai folyamatok figyelésére dolgoztak ki.
5.4.2 A kártyák tervezése
A kártya tervezése gyakorlatilag azt jelenti, hogy meghatározzuk a mintavétele-zés módját (a mintaszámot, a mintavétel gyakoriságát, helyét stb.), valamint – azelőzetes adatfelvételből becsült – célállapot statisztikai jellemzői és a szakmaiszempontok alapján megállapított első- és másodfajú hiba ismeretében a beavat-kozási határokat. Kezdjük vizsgálatainkat a beavatkozási határok meghúzásá-val, és az ezzel szorosan összefüggő mintaszám nagyságának vizsgálatával.
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 165
MM-005--------.qxd 2006.07.17. 10:18 Page 165
© Kövesi János, Topár József
© Typotex Kiadó
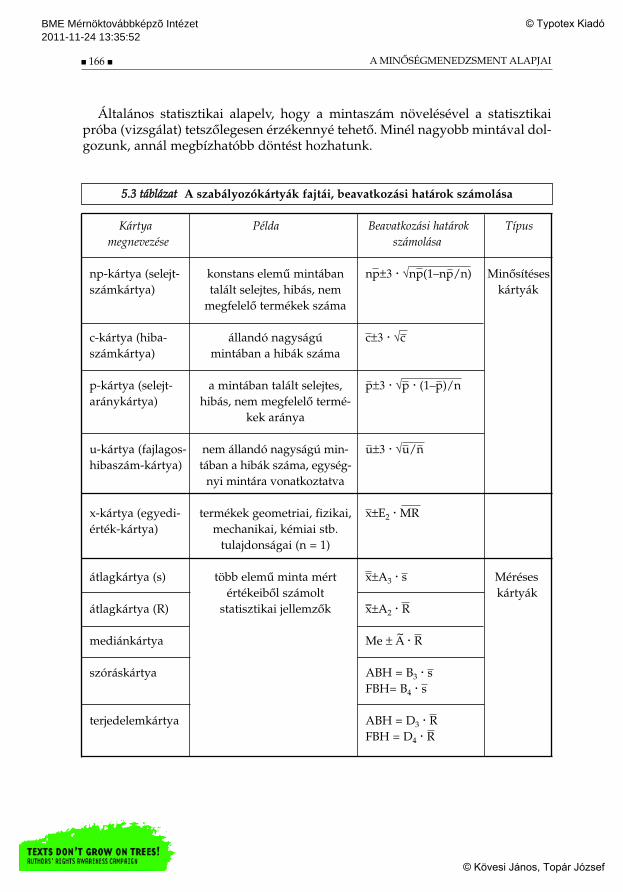
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Általános statisztikai alapelv, hogy a mintaszám növelésével a statisztikaipróba (vizsgálat) tetszőlegesen érzékennyé tehető. Minél nagyobb mintával dol-gozunk, annál megbízhatóbb döntést hozhatunk.
Kártya Példa Beavatkozási határok Típusmegnevezése számolása
Minősítéses
kártyák
Méréses
kártyák
166 A MINŐSÉGMENEDZSMENT ALAPJAI
np-kártya (selejt-
számkártya)
c-kártya (hiba-
számkártya)
p-kártya (selejt-
aránykártya)
u-kártya (fajlagos-
hibaszám-kártya)
x-kártya (egyedi-
érték-kártya)
átlagkártya (s)
átlagkártya (R)
mediánkártya
szóráskártya
terjedelemkártya
konstans elemű mintában
talált selejtes, hibás, nem
megfelelő termékek száma
állandó nagyságú
mintában a hibák száma
a mintában talált selejtes,
hibás, nem megfelelő termé-
kek aránya
nem állandó nagyságú min-
tában a hibák száma, egység-
nyi mintára vonatkoztatva
termékek geometriai, fizikai,
mechanikai, kémiai stb.
tulajdonságai (n = 1)
több elemű minta mért
értékeiből számolt
statisztikai jellemzők
np±3 √np(1–np/n)
c±3 √c
p±3 √p (1–p)/n
u±3 √u/n
x±E2 MR
x±A3 s
x±A2 R
Me ± A R
ABH = B3 s
FBH= B4 s
ABH = D3 R
FBH = D4 R
~
55..33 ttáábblláázzaatt A szabályozókártyák fajtái, beavatkozási határok számolása
MM-005-b.qxd 2006.07.16. 22:20 Page 166
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Jelölések magyarázata:
n mintaszámnp átlagos selejtszámc átlagos hibaszám p az átlagos selejtarányu egységre jutó átlagos hibaszámarányx az alcsoportok átlaga (az összes adat átlaga)R az alcsoportok terjedelmeinek átlagaMR a mozgó terjedelmek átlagas az alcsoportok szórásainak átlaga
A mintaszám tetszőleges növelésének azonban határt szabnak a gyakorlati meg-valósíthatóság, célszerűség korlátai. Egy-egy minta szükséges elemszámát elv-ben az első- és másodfajú hiba alapján határozhatjuk meg. Az elsőfajú hiba eb-ben az esetben a folyamatba történő indokolatlan beavatkozás valószínűsége(α). A gyakorlatban nem a hiba nagysága, sokkal inkább a hiba elkövetésénekkövetkezménye, költsége a döntő. (Például sokba kerül leállítani a gépsort, nagya termeléskiesés anyagi vonzata.) A másodfajú hiba (β) – nem vesszük észre a fo-lyamat elállítódását – következményei (költségvonzata) általában nagyobbak,főleg, ha belekalkuláljuk a hibás termék/szolgáltatás külső és belső minőség-költségeit is (például a vevő elvesztésének hatását). Ez persze folyamatonkéntváltozik, szakmai, menedzseri döntés, hogy melyiket célszerű inkább elkerülni,figyelembe véve a hibák, a mintavételezés költségvonzatait, mekkora első-, má-sodfajú hiba fogadható még el a folyamat szabályozásánál. Az első- és másodfa-jú hiba (és természetesen a cél-, illetve a kimutatandó zavarállapot statisztikaijellemzői) ismeretében elvileg meghatározhatók a beavatkozási határok, vala-mint a szükséges mintaszám. Mivel ezen a módon rendkívül bonyolult számo-lási eljárást kellene alkalmazni, a gyakorlatban a számítás menete logikailagmegváltozik.
Nem a másodfajú hiba konkrét értékéből indulunk ki, hanem a kimutatandóalternatív (zavar-) állapot statisztikai jellemzői mellett a mintaszámot határoz-zuk meg szakmai, vezetői igények alapján. Így a cél- és az alternatív állapot sta-tisztikai jellemzői, az elsőfajú hiba és a mintaszám ismeretében viszonylag köny-nyen meghatározhatjuk a beavatkozási határokat és a másodfajú hiba mértékét.Ha ez a megengedettnél nagyobb, akkor az elsőfajú hiba és/vagy a mintaszámváltoztatásával újra kell számolni a beavatkozási határokat és a másodfajú hibát.Ezt foglalja össze az 5.4 táblázat a következő oldalon.
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 167
MM-005-b.qxd 2006.07.16. 22:20 Page 167
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A számítás gyakorlati menete
A szükséges alapinformációk A meghatározandó jellemzők– a cél- és az alternatív állapot statisztikai jellemzői: – beavatkozási határokeloszlásfügvény, sűrűségfv. – másodfajú hiba mértékev. valószínűségeloszlás-fv.
várhatóérték
elméleti szórás
– az elsőfajú hiba nagysága– mintaszám
Ha a másodfajú hiba a szakmailag megengedettnél nagyobb,akkor az elsőfajú hiba és/vagy a mintaszám változtatásával újra kell számolni a beavatkozási határokat.
Mivel a fenti elméleti eloszláson, statisztikai hibákon alapuló számolási modellis még viszonylag bonyolult, valószínűség-számítási ismereteket igénylő eljárás,ezért a gyakorlatban elterjedt az ún. 3-szigmás modell is. Ennek alapján a be-avatkozási határokat a beállási szint körül a szórás háromszoros értékének meg-felelően határozzák meg. Így, normális eloszlást feltételezve, az elsőfajú hiba ér-téke α = 0,27%. A modell hátránya, hogy nem határozza meg a másodfajú hibát,amely pedig a tág beavatkozási határok miatt még jelentős zavarhatások eseténis viszonylag nagy lehet.
A különböző kártyatípusok beavatkozási határainak számolását (3σ-ás mo-dellel) szintén az 5.3. táblázat tartalmazza.
Egy egyszerű példa segítségével vizsgáljuk meg a két számolási mód közöttikülönbséget!
Példa: Műanyag padló 1 m2-re eső felületi hibáinak átlagos száma 2 db. A folya-matot szabályozni szeretnénk, legfeljebb α = 10%-os elsőfajú hiba mellett.
Tervezzük meg a beavatkozási határokat!Mekkora a másodfajú hiba mértéke, ha a hibaszám 4-re nő?Tervezzük meg a beavatkozási határt 3σ-ás modellel! A fenti zavarha-tás fellépésekor mekkora a másodfajú hiba?
Az 5.3. táblázat segítségével könnyen eldönthető, hogy lényegében egy c-kártyatervezése a feladat. A c-kártya „mögött levő” elméleti eloszlás a Poisson-elosz-lás, azaz a c-kártyán ábrázolt értéket – az ún. véletlen pontelhelyezkedések szá-mát – Poisson-eloszlással írhatjuk le. A P.-eloszlás egy egyparaméteres elméleti
168 A MINŐSÉGMENEDZSMENT ALAPJAI
55..44 ttáábblláázzaatt A beavatkozási határok számolásának gyakorlati menete
MM-005-b.qxd 2006.07.16. 22:20 Page 168
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
eloszlás, az eloszlás paraméterét λ-val jelöljük, s megegyezik az eloszlás várha-tó értékével. Mivel az eddigi megfigyelések alapján az átlagos hibaszám négy-zetméterenként 2, ezért ezt az értéket tekintjük a λ paraméter becslésének. Felté-telezésünk szerint tehát szabályozott, stabil állapotban a folyamatból kikerülőműanyag padlón a felületi hibák száma λ = 2 paraméterű Poisson-eloszlássalmodellezhető. A valószínűség-eloszlás függvényének segítségével kiszámolhat-juk (illetve ezt már megtették helyettünk, egyszerűen csak le kell olvasni egy ún.Poisson-táblázatból) annak a valószínűségét, hogy mikor nem lesz egy hiba semaz adott felületen, mikor lesz egy hiba, kettő stb., k-val jelölve a felületi hibákszámát; a megfelelő táblázatrészletet az 5.5. táblázat mutatja.
k λ = 2,0 λ = 4,00 0,1353 0,01831 0,2707 0,07332 0,2707 0,14653 0,1804 0,19544 0,0902 0,19545 0,0361 0,15636 0,0120 0,10427 0,0034 0,05958 0,0009 0,02989 0,0002 0,0132
Annak valószínűsége tehát, hogy a stabil folyamatból (λ = 2,0) kikerülő termé-ken nem lesz egy hiba sem: 0,1353; hogy éppen 1 hiba van rajta: 0,2707 stb.
A beavatkozási határ tervezése ebben az esetben (illetve általában a minősíté-ses kártyáknál) csak a felső beavatkozási határ meghatározását jelenti, mivel azalsó határ értelemszerűen nulla. A felső beavatkozási határ meghatározásáhozaz elsőfajú hiba nagyságát használhatjuk fel. Korábban említettük, hogy folya-matszabályozásnál az elsőfajú hiba annak a valószínűsége, hogy a stabil folya-matról a mintavétel után úgy gondoljuk, hogy elállítódott. A kártyák logikájaszerint akkor tekintjük a folyamatot szabályozatlannak (például elállítódott a fo-lyamat), ha – esetünkben – a hibaszám nagyobb, mint a beavatkozási határ. Té-telezzük fel egyelőre, hogy a felső beavatkozási határ 5. (Diszkrét kártyáknálnem mindig egyértelmű, hogy mit is tekintünk határnak. Azt a megengedett leg-nagyobb értéket, amelynél még nem kell beavatkozni a folyamatba, vagy ellen-kezőleg, azt a legkisebb értéket, amelynél már beavatkozunk? Mi most ez utób-bi megközelítést használjuk, azaz ha a hibaszám 5, akkor már beavatkozunk afolyamatba, ha 4 vagy az alatt van, még nem.) Ebben az esetben az elsőfajú hi-bát akkor követjük el, ha a folyamat valójában stabil állapotban van, de mi azt
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 169
55..55 ttáábblláázzaatt λλ = 2,0 és λλ = 4,0 Poisson-eloszlás valószínűségeloszlás-függvény értékei
MM-005-b.qxd 2006.07.16. 22:20 Page 169
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
hisszük róla, hogy elállítódott, azaz a mintavétel után a hibaszám 5 vagy annálnagyobb. Annak valószínűsége például, hogy a hibaszám éppen 5: 3,61%. (Az 5.3. táblázatból le tudjuk olvasni.) Megfordítva a fenti gondolatmenetet,meghatározhatjuk azt a határt, ahol teljesül a megadott feltétel, tehát az, hogy azelsőfajú hiba értéke legfeljebb 10%. Ez akkor következik be, amikor a valószínű-ségértékeket összeadva 90%, illetve több mint 90% esik a beavatkozási határ alá,így a határ fölé kevesebb, mint 10% jut. A beavatkozási határ tehát az a „k” (hi-baszám-) érték lesz, ahol a valószínűségértékek összege meghaladja a 90%-ot. 0-tól 3-ig összeadva az értékeket, ez a valószínűség 0,8571, kisebb mint 90%. Haitt húznánk meg a határt, az elsőfajú hiba nagysága még meghaladná a megen-gedett 10%-ot, pontosabban 14,29% lenne. Adjuk hozzá a következő (k = 4-heztartozó) értéket is az eddigiekhez! Ekkor az összeg már 0,9473, meghaladja a90%-ot. Ez már teljesíti a feltételt, ezek szerint a beavatkozási határ 5.
Tegyük fel, hogy a folyamat elállítódik, és az eddigi 2-es átlagos hibaszám 4-re nő! Ez az állapot a λ = 4,0 Poisson-eloszlással írható le. Nekünk ezt a válto-zást a kártya adatai alapján kell észrevennünk. Egészen addig azonban, amíg ahibaszám kisebb, mint 5, azt gondoljuk, hogy a folyamat még stabil, szabályo-zott állapotban működik. Ez a másodfajú hiba. Ennek valószínűségét úgy szá-molhatjuk ki, hogy összeadjuk a beavatkozási határig a λ = 4,0 Poisson-eloszlásértékeit. Az 5.5 táblázat adatait felhasználva, ez a valószínűség: β = 0,6289.
Végül végezzük el a számításokat a 3σ-ás modell segítségével! Az 5.3. táblázatalapján a beavatkozási határok:
ABH = 2 – 3 √2 = –2,24 → 0
FBH = 2 – 3 √2 = –2,24 → 0
Látható, hogy a felső beavatkozási határ 5-ről 7-re változott, így az elsőfajú hibamértéke is jelentősen csökken. Kiszámolva, az elsőfajú hiba ebben az esetbenmindössze α = 0,45%. Ezzel összhangban azonban a másodfajú hiba megnő.Összeadva a valószínűségeket, a másodfajú hiba β = 0,8894-nek adódik. 89% azesélye annak, hogy nem vesszük észre a hibaszám 2-ről 4-re történő növekedését.
5.4.2.1 Alcsoportok képzése A beavatkozási határok számolásán túl a kártyák tervezésének másik fontos kér-dése, hogy mit tekintsünk homogén csoportnak, vagyis mely adatok tartozza-nak egy mintához. Az irányelv az, hogy ha a folyamat jellegét megváltoztatóokok vannak (ezek hatását akarjuk éppen észlelni, hogy kiküszöbölésükre intéz-kedhessünk), akkor ezen okok a különböző minták között hassanak, és a mintá-kon belül csak a folyamat belső ingadozása (véletlen zavarok hatása) miatt le-gyen különbség. Ha gyártási folyamatról van szó, akkor kézenfekvő, hogy azegymáshoz közeli időpontokban gyártott termékpéldányok alkossanak egymintát; ilyenkor azok a külső okok, amelyek az idővel hozhatók összefüggésbe,
170 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-005-b.qxd 2006.07.16. 22:20 Page 170
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
tényleg a minták között hatnak, nem a mintákon belül. Ilyenkor is vigyázni kell,mert esetleg nemcsak az idő folyása során, hanem diszkrét időpontokban beál-ló változások is okozhatnak eltéréseket. Például helytelen lenne egy mintábavonni az egyik műszak végén és a másik műszak elején gyártott termékeket, ígyugyanis nem tudnánk kimutatni a műszakváltás esetleges hatását, az csak a szó-rást növelné meg a mintán belül.
Ha a termékek több gépen készülnek, akkor külön-külön érdemes kezelni azegyes gépek termékeit. Ugyanez érvényes, ha egy gép több gyártófejéről vanszó. Ha nem így járunk el, több eset lehetséges. Amennyiben a különböző gépe-ken vagy fejeken készült példányok más-más mintába kerülnek, ez két gép vagyfej esetén oszcillációt okoz. Ha viszont egy-egy mintán belül több forrásból szár-mazó termékpéldányok vannak, akkor keverékeloszlást kapunk, amelyneknagy a szórása, és az minden esetleges változást elfed.
Mivel ügyelünk arra, hogy a mintákon belül lehetőleg csak véletlen ingado-zás legyen, mindenképpen indokolt, hogy a varianciát a mintákon belüli szóró-dásból becsüljük, ne pedig a teljes ingadozásból, mert ez utóbbit más, nem vé-letlen eltérések is terhelik, a feladatunk pedig éppen az instabilitást okozó, meg-nevezhető okok elválasztása a folyamat szokásos működését tükröző véletlen-szerű ingadozástól. Ugyanakkor adott másodfajú hiba valószínűsége elérhetőkisebb minták gyakoribb vételével és ritkább mintavételezéssel, de nagyobbmintákkal is. A kisebb minták gyakoribb vétele azért lehet jobb, mert rövidebbidő alatt észrevesszük az elállítódást, és a mintavétel közben, a mintákon belülnem játszik szerepet az eltolódás. A gyakorlatban általában 4–6 elemű mintákatszoktak venni, a leggyakoribb az 5-ös mintaszám.
A szabályozókártyák használata során az adatok grafikus ábrázolása lehető-séget ad a folyamat állapotának mélyrehatóbb értékelésére. A folyamat ugyanisakkor is lehet szabályozatlan állapotban, ha a kártyán az összes vizsgált pont abeavatkozási határokon belül van. A Shewhart-kártyákat ún. mintázatok figye-lésével érzékenyebbé tehetjük. Ezek segítségével igyekszünk azonosítani a nemvéletlenszerű ingadozást. A gyakorlatban a Western Electric algoritmikus szabá-lyai terjedtek el. Ezek a következők:
1. Egy pont a beavatkozási határon kívül van: kiugró érték.2. 9 egymás utáni pont a középső vonal egyik oldalán helyezkedik el:
ilyenkor az átlag eltolódott az előírthoz képest. Ez a vizsgálat szigorú-an csak szimmetrikus eloszlású valószínűségi változókra érvényes(például az átlagra igen), aszimmetrikusakra (pl. terjedelem, szórás)nem, de utóbbiaknál is érdemes elgondolkozni, ha ilyet tapasztalunk.
3. 6 egymás utáni pont egyirányú menetet mutat (monoton csökkenvagy nő), ilyenkor elmozdulás van az átlagban, például kopás, fo-lyamatos elállítódás.
4. 14 egymás utáni pont le-föl ingadozik. Ez olyankor fordul elő, ha egyok beállítása váltakozik (pl. két műszak, két gép, két szállító stb.); ál-talában két eloszlás keveredéséről van szó.
5. FEJEZET. A MINŐSÉGFEJLESZTÉS MÓDSZEREI 171
MM-005-b.qxd 2006.07.16. 22:20 Page 171
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
5. 3 egymás utáni pont közül 2 az A zónában vagy azon kívül van. Ezaz átlag eltolódására figyelmeztet.
6. 5 egymás utáni pont közül 4 a B zónába vagy azon kívülre esik. Ezis az átlag eltolódására figyelmeztet.
7. 15 egymást követő pont a C zónában van, a középső vonal mindkét ol-dalán. Ez arra utal, hogy túlságosan kicsi az ingadozás abban a tarto-mányban ahhoz képest, ami az összes vizsgált adatból következnék.
8. 8 egymást követő pont a C zónán kívül, a középső vonal két oldalánhelyezkedik el. Ez kevert eloszlásra utal (2 gép stb.)
A vizsgálatok elvégzéséhez a kártyákat zónákra osztjuk, ezek alapértelmezés-ben a következők:
C zóna a középvonal körüli egyszeres szórás tartománya;B zóna a középvonal körüli egyszeres és kétszeres szórás közötti tartomány;A zóna a középvonal körüli kétszeres és háromszoros szórás közötti tartomány.
172 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-005-b.qxd 2006.07.16. 22:20 Page 172
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
6. FEJEZET
Minőség és megbízhatóság
Kövesi János
Az élet a kockázat kezeléséről,nem pedig a kiküszöböléséről szól.
(Walter Wriston, a Citicorp volt elnöke)
6.1 MEGBÍZHATÓSÁGELMÉLETI ALAPOK
Az ipari termékek, berendezések minőségének és megbízhatóságának gazdasá-gos biztosítása, illetve növelése vállalati szinten általános stratégiai célkitűzés.Ennek megfelelően a megbízhatóság problémaköre a műszaki-gazdasági rend-szerek hatékonyságvizsgálatának fontos összetevője. A megbízhatóság tervezé-séhez, elemzéséhez, optimalizálásához elengedhetetlenül szükségesek a meg-bízhatóságelméleti alapismeretek.
A megbízhatóságelmélet az a komplex tudományág, amely a meghibásodásifolyamatok törvényszerűségeivel, a megbízhatóság számszerű jellemzőinek,mutatóinak a meghatározásával, a megbízhatóság növelésének lehetőségeivelfoglalkozik. A megbízhatóságelmélet szerves része a megbízhatóság, gazdasá-gosság, hatékonyság közötti összefüggések feltárása, a rendszerek gazdaságiszempontból optimális megbízhatóságának meghatározása.
Egy termék (fogyasztási eszköz, termelési eszköz, szolgáltatás) műszaki meg-bízhatóságán azt a képességét értjük, hogy a felhasználás, üzemeltetés meghatá-rozott feltételei mellett megőrzi a minőségét. Így a megbízhatóság a minőségidőbeli alakulásának, dinamikájának is tekinthető.
Kezdetben a műszaki megbízhatóság fogalmát a hibamentes működés való-színűségével azonosították (pl. első meghibásodásig működő elektronikai ter-mékek). A megbízhatósági vizsgálatok fejlődése az 1970-es évek környékén elő-térbe helyezte az ipari alkalmazásokat és a termelési rendszerek megbízhatósá-gának elemzését is. Ennek eredményeként a megbízhatóság fogalmához a hiba-mentesség mellett a javíthatóság, a karbantarthatóság és a tartósság kérdésköreis hozzákapcsolódott.
MM-006.qxd 2006.07.16. 22:37 Page 173
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A megbízhatóságelmélet alapfogalmait az elvek és módszerek egységes alkal-mazása érdekében az MSZ IEC 50(191): 1992 szabvány rögzíti. A megbízhatóságfogalmát a gyakorlatban gyakran a használhatóság fogalmával is helyettesítik.Ebben a felfogásban a használhatóság a terméknek az a képessége, hogy egyadott időpillanatban vagy időintervallumban ellátja előírt funkcióit.
A szabvány szerint a megbízhatóságot a hibamentesség, a karbantarthatóságés a szervezet karbantartás-ellátó képessége határozza meg.
A hibamentesség a terméknek az a képessége, hogy előírt funkcióját adott fel-tételek között, adott időszakban ellátja.
A karbantarthatóság a terméknek az a képessége, hogy meghatározott haszná-lati feltételek között olyan állapotban tartható, illetve olyan állapotba állítható vissza, amelyben előírt funkcióját teljesíteni tudja, ha a karbantartását adott felté-telek között és előírt eljárások, valamint erőforrások felhasználásával végzik el.
A karbantartás-ellátás képessége a szervezetnek azon tulajdonsága, hogyadott körülmények között – igény szerint – rendelkezésre bocsátja azokat az erő-forrásokat és eszközöket, amelyek adott karbantartási politika mellett a termékkarbantartásához szükségesek.
A megbízhatósággal kapcsolatos fogalmakat a 6.1 ábra szemlélteti.
A 6.2 ábrán a termékek megbízhatósági szempontból történő osztályozása látható.
174 A MINŐSÉGMENEDZSMENT ALAPJAI
6.1 ábra Megbízhatósági alapfogalmak
6.2 ábra A termékek osztályozása megbízhatósági szempontból
MM-006.qxd 2006.07.16. 22:37 Page 174
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Az elem és a rendszer is lehet „nem helyreállítható” (az első meghibásodásig mű-ködő) és „helyreállítható”. A helyreállítható elemek és rendszerek között megkü-lönböztetünk „azonnal helyreállítható” (a helyreállítási idő elhanyagolható a mű-ködési időhöz képest) és „számottevő helyreállítási időt igénylő” elemeket, rend-szereket. Helyreállítás alatt mindig olyan beavatkozást értünk, amely az elemvagy rendszer eredeti tulajdonságait állítja helyre. Ebből a szempontból tehát kü-lönbséget kell tennünk a helyreállítható és nem helyreállítható rendszerek, vala-mint a javítható vagy nem javítható rendszerek között. A helyreállítás fogalmanyilván szigorúbb feltételeket rejt magában és csak adott üzemeltetési körülmé-nyek között értelmezhető, mivel lehetséges, hogy ugyanazon rendszer működő-képessége a felhasználás egyik területén helyreállítható, míg egy másik területenmár nem.
A 6.1 táblázat a meghibásodások osztályozási szempontjait és fajtáit foglaljaössze.
Az osztályozás szempontja A meghibásodás fajtája
6. FEJEZET. MINŐSÉG ÉS MEGBÍZHATÓSÁG 175
6.1 táblázat A meghibásodáok osztályozása
Túlterhelés következtében
Elem független meghibásodása
Elem függő meghibásodása
Konstrukciós meghibásodás
Gyártási eredetű meghibásodás
Üzemeltetési meghibásodás
Váratlan meghibásodás
Fokozatos meghibásodás
Teljes meghibásodás
Részleges meghibásodás
Katasztrofális meghibásodás
Degradációs meghibásodás
Korai meghibásodások
Véletlenszerű meghibásodások
Elhasználódási meghibásodások
A meghibásodás bekövetkezésének oka
A meghibásodás bekövetkezésének időtartama
A működőképesség elvesztésének mértéke
A meghibásodás bekövetkezésének szakasza
MM-006.qxd 2006.07.16. 22:37 Page 175
© Kövesi János, Topár József
© Typotex Kiadó
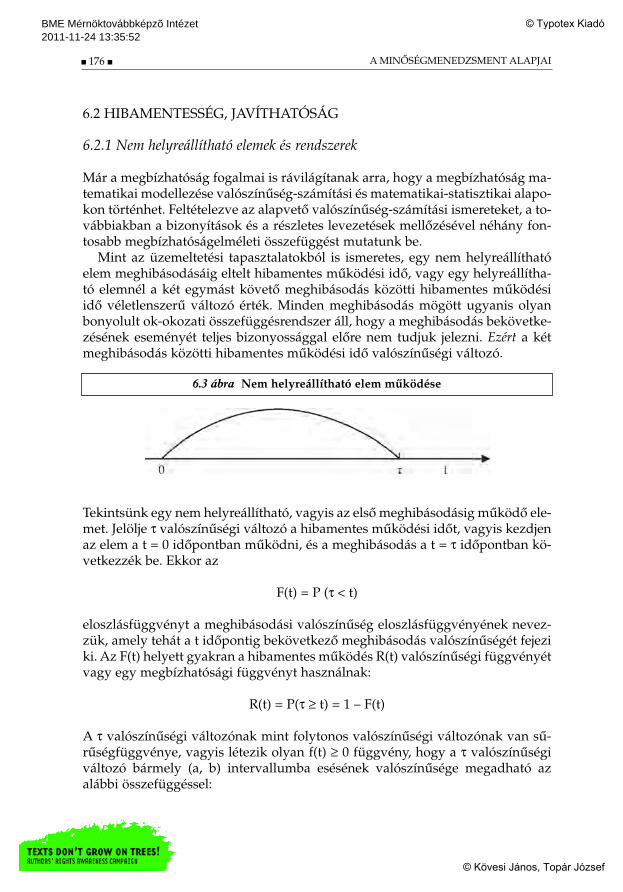
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
6.2 HIBAMENTESSÉG, JAVÍTHATÓSÁG
6.2.1 Nem helyreállítható elemek és rendszerek
Már a megbízhatóság fogalmai is rávilágítanak arra, hogy a megbízhatóság ma-tematikai modellezése valószínűség-számítási és matematikai-statisztikai alapo-kon történhet. Feltételezve az alapvető valószínűség-számítási ismereteket, a to-vábbiakban a bizonyítások és a részletes levezetések mellőzésével néhány fon-tosabb megbízhatóságelméleti összefüggést mutatunk be.
Mint az üzemeltetési tapasztalatokból is ismeretes, egy nem helyreállíthatóelem meghibásodásáig eltelt hibamentes működési idő, vagy egy helyreállítha-tó elemnél a két egymást követő meghibásodás közötti hibamentes működésiidő véletlenszerű változó érték. Minden meghibásodás mögött ugyanis olyanbonyolult ok-okozati összefüggésrendszer áll, hogy a meghibásodás bekövetke-zésének eseményét teljes bizonyossággal előre nem tudjuk jelezni. Ezért a kétmeghibásodás közötti hibamentes működési idő valószínűségi változó.
Tekintsünk egy nem helyreállítható, vagyis az első meghibásodásig működő ele-met. Jelölje τ valószínűségi változó a hibamentes működési időt, vagyis kezdjenaz elem a t = 0 időpontban működni, és a meghibásodás a t = τ időpontban kö-vetkezzék be. Ekkor az
F(t) = P (τ < t)
eloszlásfüggvényt a meghibásodási valószínűség eloszlásfüggvényének nevez-zük, amely tehát a t időpontig bekövetkező meghibásodás valószínűségét fejeziki. Az F(t) helyett gyakran a hibamentes működés R(t) valószínűségi függvényétvagy egy megbízhatósági függvényt használnak:
R(t) = P(τ ≥ t) = 1 – F(t)
A τ valószínűségi változónak mint folytonos valószínűségi változónak van sű-rűségfüggvénye, vagyis létezik olyan f(t) ≥ 0 függvény, hogy a τ valószínűségiváltozó bármely (a, b) intervallumba esésének valószínűsége megadható azalábbi összefüggéssel:
176 A MINŐSÉGMENEDZSMENT ALAPJAI
6.3 ábra Nem helyreállítható elem működése
MM-006.qxd 2006.07.16. 22:37 Page 176
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
P(a ≤ τ < b) = F(b) – F(a) = f(t)dt
Az eloszlásfüggvény lefutásának jellegét a későbbiekben részletesen ismertetés-re kerülő Weibull-eloszlás esetére a 6.4 ábrán mutatjuk be.
A hibamentesség további jellemzésére a hibamentes működés átlagos időtarta-ma, vagyis a két meghibásodás közötti átlagos hibamentes működési idő szol-gál, amely a τ valószínűségi változó várható értéke:
T1 = M (t) = tf (t) dt,
amely figyelembe véve az f(t) és R(t) függvények közötti alábbi összefüggést:
f(t) = F′(t) = [1 – R(t)]′ = R′(t)
parciális integrálás után a következő egyszerűbb formában is felírható:
T1 = R(t)dt.
További fontos és közismert megbízhatósági jellemző a λ(t) meghibásodási rátavagy meghibásodási tényező.
6. FEJEZET. MINŐSÉG ÉS MEGBÍZHATÓSÁG 177
6.5 ábra A meghibásodási ráta értelmezése
6.4 ábra Eloszlásfüggvény, megbízhatósági függvény
∫a
b
∫0
∞
∫0
∞
MM-006.qxd 2006.07.16. 22:37 Page 177
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Ennek értelmezéséhez jelentse A azt az eredményt, hogy az elem hibamentesenműködik a (t, t + ∆t) szakaszban, B pedig azt az eseményt, hogy az elem hiba-mentesen működött a korábbi (0, t) szakaszban. Ekkor a feltételes valószínűségismert definíciója alapján:
P(AB) =
A (t, t + ∆t) szakaszban történő működés valószínűsége, mint a P(A|B) feltételesvalószínűség, az alábbi módon számítható ki:
P(t,t + ∆t) = =
A (t, t + ∆t) szakaszban történő meghibásodás valószínűsége pedig, feltéve, hogyaz elem a (0, t) szakaszban működött:
1 – P(t,t + ∆t) =
Ha ∆t értéke nullához tart, akkor a λ(t) meghibásodási ráta értelmezése a követ-kező összefüggés szerint lehetséges:
lim = = λ (t)
A λ(t) függvény minden t időpontban lényegében annak a valószínűségét adjameg, hogy a t időpontig hibamentesen működő elem a következő időegységalatt meghibásodik.
178 A MINŐSÉGMENEDZSMENT ALAPJAI
P(AB)
P(B)
R(t + ∆t)R(t)
1 – F(t + ∆t)R(t)
F(t + ∆t) – F(t)R(t)
F(t + ∆t)∆tR(t)
F(t)R(t)∆t→0
6.6 ábra A „kádgörbe“
MM-006.qxd 2006.07.16. 22:37 Page 178
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
I.: Korai meghibásodások
nem megfelelő minőségszabályozásnem megfelelő gyártási eljárásgyenge minőségű anyagok, kivitelrossz felszerelésösszeszerelési nehézségeknem megfelelő hibakeresésemberi hibáknem megfelelő kezelési módszerek és rossz csomagolás
II.: Véletlen meghibásodások
megmagyarázhatatlan hibaokokemberi hibákelkerülhetetlen hibákfelismerhetetlen hibamagas terhelés, igénybevétel
III.: Elhasználódás
nem megfelelő karbantartássúrlódás miatti kopásöregedés miatti fáradás, kopásrossz felülvizsgálati, nagyjavítási gyakorlatkorrózió
A λ(t) függvény a 6.6 ábrán látható módon lehet monoton csökkenő, állandó vagymonoton növekvő. Az ábrán látható I-görbe általában olyan elem megbízhatósá-gát jellemzi, amely még a „bejáratási szakaszban” üzemel, így a rejtett hibák gyorsfelszínre kerülése miatt a λ(t) kezdeti nagy értéke rohamosan lecsökken. A II-görbe a kizárólag véletlenszerű meghibásodásokkal jellemezhető üzemeltetési pe-riódusban érvényesül, ahol a meghibásodási ráta közelítőleg állandó mértékenmozog. A III-görbe az öregedési periódust írja le, ahol irreverzibilis fizikai-kémiaifolyamatok következtében az elem megbízhatósága fokozatosan romlik, vagyis aλ(t) függvény monoton nő. A λ(t) függvény jellegének pontos ismerete a meg-bízhatóságalapú karbantartás-szervezésben alapvető jelentőségű, így többek kö-zött meghatározza az alkalmazható karbantartási stratégia típusát is.
Az elem megbízhatósági jellemzőinek a segítségével értelmezhetők a rend-szer megbízhatósági tulajdonságai. megbízhatóságelméleti szempontból rend-szer alatt az egymással kapcsolatban lévő elemek egy, a célnak megfelelően kö-rülhatárolt csoportját értjük. A rendszerek független megbízhatóságú és nemfüggetlen megbízhatóságú elemekből épülhetnek föl. Az előbbiek olyan elemek-
6. FEJEZET. MINŐSÉG ÉS MEGBÍZHATÓSÁG 179
MM-006.qxd 2006.07.16. 22:37 Page 179
© Kövesi János, Topár József
© Typotex Kiadó
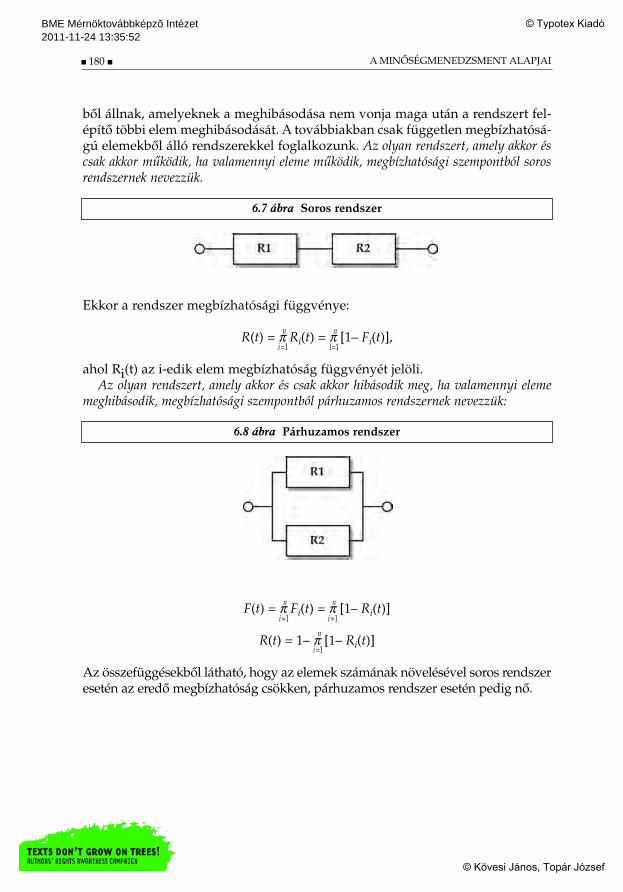
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
ből állnak, amelyeknek a meghibásodása nem vonja maga után a rendszert fel-építő többi elem meghibásodását. A továbbiakban csak független megbízhatósá-gú elemekből álló rendszerekkel foglalkozunk. Az olyan rendszert, amely akkor éscsak akkor működik, ha valamennyi eleme működik, megbízhatósági szempontból sorosrendszernek nevezzük.
Ekkor a rendszer megbízhatósági függvénye:
R(t) = π Ri(t) = π [1– Fi(t)],
ahol Ri(t) az i-edik elem megbízhatóság függvényét jelöli. Az olyan rendszert, amely akkor és csak akkor hibásodik meg, ha valamennyi eleme
meghibásodik, megbízhatósági szempontból párhuzamos rendszernek nevezzük:
F(t) = π Fi(t) = π [1– Ri(t)]
R(t) = 1– π [1– Ri(t)]
Az összefüggésekből látható, hogy az elemek számának növelésével soros rendszeresetén az eredő megbízhatóság csökken, párhuzamos rendszer esetén pedig nő.
180 A MINŐSÉGMENEDZSMENT ALAPJAI
6.7 ábra Soros rendszer
6.8 ábra Párhuzamos rendszer
i=1
n
i=1
n
i=1
n
i=1
n
I=1
n
MM-006.qxd 2006.07.16. 22:37 Page 180
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
6.2.2 Megbízhatósági eloszlások
Az előzőekben megismert megbízhatósági jellemzők konkrét értéke természete-sen az F(t) eloszlásfüggvény típusától függ. A megbízhatósági gyakorlatban leg-gyakrabban alkalmazott eloszlástípusok az exponenciális eloszlás, a Weibull-eloszlás, a normális eloszlás, a lognormális eloszlás és a gamma-eloszlás. A to-vábbiakban részletesen csak az első három eloszlástípus jellemzőit mutatjuk be.
Az exponenciális eloszlásfüggvény a következő összefüggéssel írható le:
F(t) = 1 – e–λt (t > 0; λ > 0),
ahol λ az eloszlás állandó paramétere. A meghibásodási ráta definíciója alapján:
λ(t) = = = λ = állandó
Belátható az is, hogy az elem átlagos működési ideje:
T1 = ,
vagyis a meghibásodási ráta az átlagos működési idő reciprok értéke. A τ való-színűségi változó szórásnégyzete pedig:
D2(t) =
A fentiekből következően exponenciális meghibásodási valószínűség-eloszlásesetén az elemnek a (t, t + ∆t) szakaszban történő meghibásodási valószínűségefüggetlen a (0, t) intervallum hosszától. Ez az értelmezése a váratlan jellegű, te-hát nem öregedő meghibásodásnak.
6. FEJEZET. MINŐSÉG ÉS MEGBÍZHATÓSÁG 181
f (t)R(t)
λe–λt
e–λt
1λ
1λ2
MM-006.qxd 2006.07.16. 22:37 Page 181
© Kövesi János, Topár József
© Typotex Kiadó
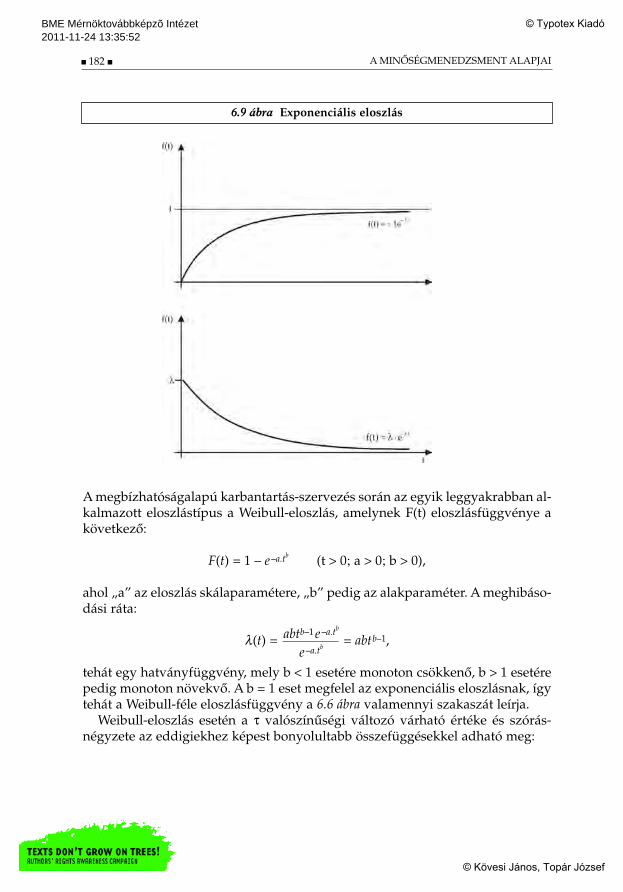
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A megbízhatóságalapú karbantartás-szervezés során az egyik leggyakrabban al-kalmazott eloszlástípus a Weibull-eloszlás, amelynek F(t) eloszlásfüggvénye akövetkező:
F(t) = 1 – e–a.tb(t > 0; a > 0; b > 0),
ahol „a” az eloszlás skálaparamétere, „b” pedig az alakparaméter. A meghibáso-dási ráta:
λ(t) = = abtb–1,
tehát egy hatványfüggvény, mely b < 1 esetére monoton csökkenő, b > 1 esetérepedig monoton növekvő. A b = 1 eset megfelel az exponenciális eloszlásnak, ígytehát a Weibull-féle eloszlásfüggvény a 6.6 ábra valamennyi szakaszát leírja.
Weibull-eloszlás esetén a τ valószínűségi változó várható értéke és szórás-négyzete az eddigiekhez képest bonyolultabb összefüggésekkel adható meg:
182 A MINŐSÉGMENEDZSMENT ALAPJAI
6.9 ábra Exponenciális eloszlás
abtb–1e–a.tb
e–a.tb
MM-006.qxd 2006.07.16. 22:37 Page 182
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
T1 =
és
D2(τ) = ,
ahol „Γ” az Euler-féle gamma-függvényt jelöli, amelynek értékeit a 8.4 táblázattartalmazza (kötetünk függelékében).
6. FEJEZET. MINŐSÉG ÉS MEGBÍZHATÓSÁG 183
6.10 ábra Weibull-eloszlás
1
bΓ(1 + )
a1
b
2
bΓ(1 + ) – Γ2 (1 + )
a
2
b2
b
MM-006.qxd 2006.07.16. 22:37 Page 183
© Kövesi János, Topár József
© Typotex Kiadó
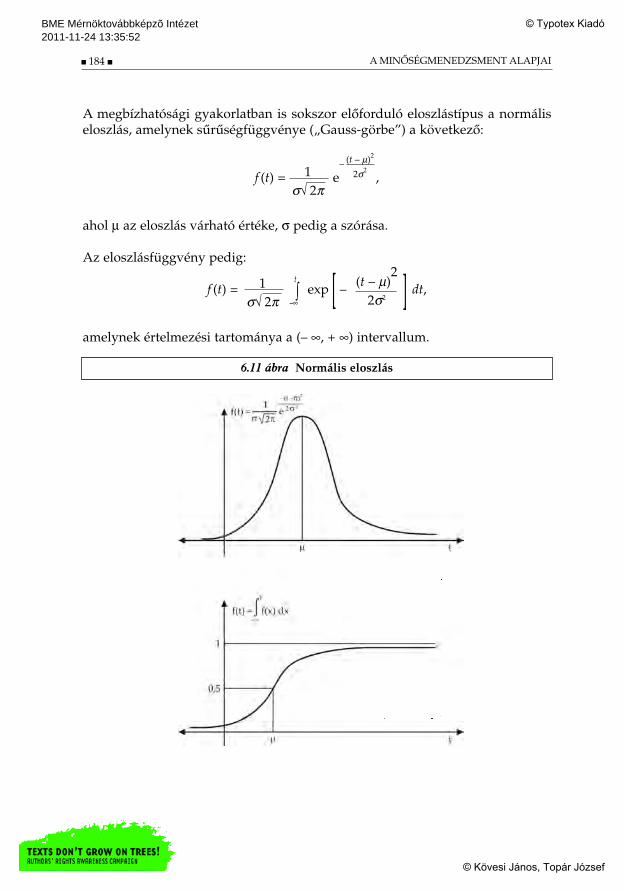
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A megbízhatósági gyakorlatban is sokszor előforduló eloszlástípus a normáliseloszlás, amelynek sűrűségfüggvénye („Gauss-görbe”) a következő:
f (t) = e ,
ahol µ az eloszlás várható értéke, σ pedig a szórása.
Az eloszlásfüggvény pedig:
f (t) = exp – dt,
amelynek értelmezési tartománya a (– ∞, + ∞) intervallum.
184 A MINŐSÉGMENEDZSMENT ALAPJAI
1
σ√ 2π
1
σ√ 2π
(t – µ)2
2σ2–
(t – µ)2
2σ2∫ [ ]–∞
t
6.11 ábra Normális eloszlás
MM-006.qxd 2006.07.16. 22:38 Page 184
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A gyakorlati számítások során az F(t) eloszlásfüggvényt a µ = 0 és σ = 1 paramé-terű standardizált φ(u) normális eloszlásfüggvénnyel szokás meghatározni,amelynek függvényértékei a 8.5 táblázatban találhatók.
Az F(t) és a φ(u) között az alábbi összefüggés áll fent:
F(t) = φ ( )
Mivel a megbízhatósági gyakorlatban a normális eloszlásfüggvény értelmezésitartománya a (0, +∞) szakaszra korlátozódik, az eloszlásfüggvényt ennek meg-felelően át kell alakítani. Az így kapott ún. csonkított normális eloszlásfüggvényaz alábbi:
φ ( ) – φ ( – )Fcs(t) = ,
1 – φ ( – )
ahol µ helyett az eddigi megbízhatósági jelöléseknek megfelelően már T1 szere-pel. Ha T1 > 3σ, akkor a csonkított eloszlásfüggvény helyett kielégítő pontossá-got nyújt az eredeti összefüggés is.
Bebizonyítható, hogy normális eloszlás esetén a λ(t) meghibásodási ráta mo-noton nő, azaz a normális eloszlás az öregedő jellegű meghibásodási szakaszrajellemző.
6.2.3 Helyreállítható elemek és rendszerek
A helyreállítható elemek tulajdonságai lényegében az előzőekhez hasonló mó-don írhatók le. Azonnal helyreállítható elem esetén feltételezzük, hogy az elemeta meghibásodás után azonnal helyreállítják (kicserélik vagy megjavítják). Ha tijelöli az egyes meghibásodások (helyreállítások) időpontjait, és τi az i-edik és (i – 1)-edik meghibásodás közötti hibamentes működési idő, akkor a
t1 = τ1
t2 = τ1 + τ2
………tn = τ1 + τ2 + ……… + τn
időpontok sztochasztikus folyamatok alkotnak, amelyet felújítási folyamatnaknevezünk. Mindennek feltétele, hogy a τi valószínűségi változók függetlenek ésazonos eloszlásúak legyenek.
6. FEJEZET. MINŐSÉG ÉS MEGBÍZHATÓSÁG 185
x – µσ
t – T1σ
T1
σT1
σ
MM-006.qxd 2006.07.16. 22:38 Page 185
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A leírt felújítási folyamatra alapvetően jellemző a tetszőleges t időtartam alattbekövetkező meghibásodások ν(t) száma, illetve annak várható értéke. A ν(t)olyan diszkrét valószínűségi változó, amelynek eloszlása és várható értéke a hiba-mentes működési időt leíró τ folytonos valószínűségi változó F(t) eloszlásfüggvé-nyének ismeretében egyértelműen megadható. A ν(t) várható értéke, azaz a t időalatti meghibásodások számának várható értéke a H(t) felújítási függvény:
H(t) = M [ν(t)] = g [τ, F(t)]
Ha a τ valószínűségi változó exponenciális eloszlást követ, vagyis a meghibáso-dási időközök λ paraméterrel exponenciális eloszlásúak, akkor a felújítási folya-mat ún. Poisson-folyamatot alkot, ahol a felújítási függvény:
H(t) = λ t
Normális eloszlású meghibásodási folyamat esetén, ha σ < T1, akkor a felújításifüggvény a következő összefüggéssel adható meg:
H(t) = φ ( )
Weibull-eloszlás esetén a H(t) felújítási függvény nem fejezhető ki véges alak-ban. Ekkor az öregedő megbízhatóságú szakaszra (b > 1) a következő – öregedőelemekre általánosan érvényes – becslés adható:
– 1 ≤ H(t) ≤ ,
illetve tapasztalati adatokra épülő H(t) = C1 ⋅ x – C2 típusú regressziós közelíté-sek ajánlhatók, ahol:
x =
Az állandókat az eloszlás „b” paraméterének függvényében a 6.4 táblázat tartal-mazza.
186 A MINŐSÉGMENEDZSMENT ALAPJAI
t – nT1
σ√n∑n=1
∞
tΤ1
1a
t
b√
tΤ1
MM-006.qxd 2006.07.16. 22:38 Page 186
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
66..22 ttáábblláázzaatt A H(t) felújítási függvény Weibull-eloszlás esetén
b c1 c21,01–1,30 1,046 0,111,31–1,50 1,088 0,221,51–1,70 1,114 0,291,71–1,90 1,126 0,341,91–2,10 1,135 0,382,11–2,30 1,133 0,392,31–2,50 1,129 0,412,51–2,70 1,123 0,412,71–2,90 1,118 0,412,91–3,10 1,113 0,42
Itt említjük meg, hogy b > 3 esetekre a Weibull-eloszlás, így annak felújítási függ-vénye is jól közelíthető a normális eloszlással.
Karbantartás-szervezési, tartalékalkatrész-ellátási feladatok is indokolhatjáka felújítási folyamat hosszú t időszakra történő vizsgálatát. Tetszőleges F(t) el-oszlásfüggvényre igazolható a következő összefüggés:
lim =
tehát hosszú időszakra a meghibásodások időegységre eső átlagos száma közelegyenlő az átlagos hibamentes működési idő reciprokával. Nagy t értékekre ér-vényes az alábbi közelítés is:
H(t) ≈ + –
Igazolható az is, hogy a ν(t) valószínűségi változó aszimtotikusan normális elosz-lású várható értékkel és szórásnégyzettel. Ez jó lehetőséget biztosít a nagyintervallumban fellépő meghibásodások számának becslésére is.
Az üzemeltetési gyakorlatban a helyreállítási idő az elem hibamentes műkö-déséhez képest nem elhanyagolható. A következőkben helyreállítási idő alatt ameghibásodás és az újraindítás között eltelt teljes időt értjük, vagyis a hiba ész-lelésének, megkeresésének, javításának együttes időszükségletét. Ez az időtar-tam a hibamentes működési időhöz hasonlóan ugyancsak valószínűségi válto-zó. Legyen τ′ a hibamentes működési időre, illetve τ′′ a helyreállítási időre jel-lemző valószínűségi változó, és tegyük fel, hogy az összes τ′ és τ′′valószínűségiváltozó független, továbbá, hogy a valószínűségi változók azonos eloszlásúak:
6. FEJEZET. MINŐSÉG ÉS MEGBÍZHATÓSÁG 187
t→∞
tΤ1
tΤ1
12
D2(τ)2Τ1
tΤ1
σ 2 ⋅ tΤ1
3
H(t)Τ1
MM-006.qxd 2006.07.16. 22:38 Page 187
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
F(t) = P(τ′i ⟨ t)
eloszlásfüggvénnyel, várható értékkel. A τ′′ valószínűségi változók is azonos el-oszlásúak
G(t) = P(τ′′i ⟨ t)
eloszlásfüggvénnyel, várható értékkel. Az így értelmezett folyamatot számottevőhelyreállítási idejű felújítási folyamatnak nevezzük. Ennek a folyamatnak az egyikalapvető jellemzője a készenléti tényező: A(t), amely annak a valószínűsége,hogy az elem vagy rendszer egy tetszőleges t időpontban működik. A gyakor-latban az A(t) stacionárius értékét használják, amelyre levezethető, hogy:
A = lim A(t) = ,
vagyis a készenléti tényező annak a valószínűsége, hogy a termék előre megha-tározott üzemeltetése során tetszőlegesen kiválasztott időpontban működőké-pes állapotban van, feltételezve, hogy ez az időpont kívül van azokon a terve-zett időszakokon, amelyekre a termék rendeltetésszerű felhasználását nem irá-nyozták elő. A használhatóság annak a valószínűsége, hogy a termék adott idő-pontban előírt funkcióját ellátó állapotban van előre meghatározott feltételek kö-zött, feltéve, hogy a szükséges erőforrások rendelkezésre állnak. Bár az utóbbimeghatározás részletesebb, látható, hogy ugyanarról a fogalomról van szó. Mi atovábbiakban a rendelkezésre állás kifejezést használjuk (Availability, Verfüg-barkeit).
Helyreállítható rendszerek megbízhatóságának vizsgálatánál is értelmezhetőa H(t) felújítási függvény és az A(t) rendelkezésre állás fogalma. Ha a rendszerazonnal helyreállítható és olyan n számú elemből áll, amelyek működése, meg-hibásodása és helyreállítása egymástól független, akkor az egyes elemek meghi-básodási időpontjai egymástól független felújítási folyamatot alkotnak. A rend-szer t idő alatti meghibásodásainak ν(t) száma:
ν(t) = ν1(t) + ν2(t) + … νn(t),
ahol ν(t) az i-edik elem meghibásodásainak a számát jelöli. A rendszer felújításifüggvénye pedig a következő:
H (t) = [v (t)] = Σ M [vi(t)] = Σ Hi(t),
ahol Hi(t) az i-edik elem felújítási függvénye.Azonnal helyreállítható (felújítható, javítható) rendszer meghibásodási folya-
matának aszimtotikus tulajdonságait vizsgálva a gyakorlatban is jól használha-tó közelítő összefüggéseket kaphatunk. A rendszer állhat igen sok (több ezer,
188 A MINŐSÉGMENEDZSMENT ALAPJAI
T1
T1 + T2
n
i=1
n
i=1
MM-006.qxd 2006.07.16. 22:38 Page 188
© Kövesi János, Topár József
© Typotex Kiadó
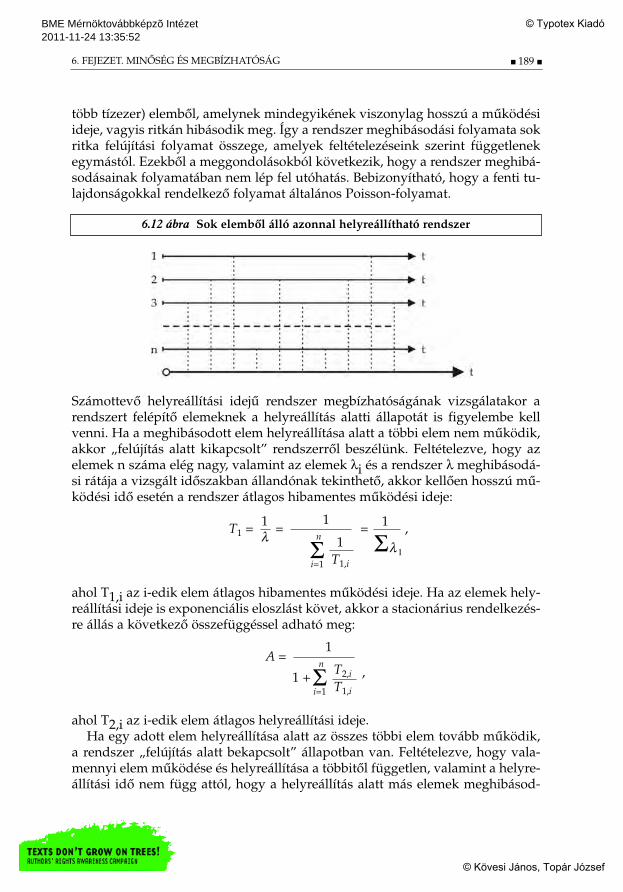
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
több tízezer) elemből, amelynek mindegyikének viszonylag hosszú a működésiideje, vagyis ritkán hibásodik meg. Így a rendszer meghibásodási folyamata sokritka felújítási folyamat összege, amelyek feltételezéseink szerint függetlenekegymástól. Ezekből a meggondolásokból következik, hogy a rendszer meghibá-sodásainak folyamatában nem lép fel utóhatás. Bebizonyítható, hogy a fenti tu-lajdonságokkal rendelkező folyamat általános Poisson-folyamat.
Számottevő helyreállítási idejű rendszer megbízhatóságának vizsgálatakor arendszert felépítő elemeknek a helyreállítás alatti állapotát is figyelembe kellvenni. Ha a meghibásodott elem helyreállítása alatt a többi elem nem működik,akkor „felújítás alatt kikapcsolt” rendszerről beszélünk. Feltételezve, hogy azelemek n száma elég nagy, valamint az elemek λi és a rendszer λ meghibásodá-si rátája a vizsgált időszakban állandónak tekinthető, akkor kellően hosszú mű-ködési idő esetén a rendszer átlagos hibamentes működési ideje:
T1 = = = ,
ahol T1,i az i-edik elem átlagos hibamentes működési ideje. Ha az elemek hely-reállítási ideje is exponenciális eloszlást követ, akkor a stacionárius rendelkezés-re állás a következő összefüggéssel adható meg:
A =,
ahol T2,i az i-edik elem átlagos helyreállítási ideje.Ha egy adott elem helyreállítása alatt az összes többi elem tovább működik,
a rendszer „felújítás alatt bekapcsolt” állapotban van. Feltételezve, hogy vala-mennyi elem működése és helyreállítása a többitől független, valamint a helyre-állítási idő nem függ attól, hogy a helyreállítás alatt más elemek meghibásod-
6. FEJEZET. MINŐSÉG ÉS MEGBÍZHATÓSÁG 189
6.12 ábra Sok elemből álló azonnal helyreállítható rendszer
1
T2,iT1,i
1 +Σn
i=1
1
1
T1,iΣ Σn
i=1
1λ
1
λ1
MM-006.qxd 2006.07.16. 22:38 Page 189
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
nak-e vagy sem, a rendszer felújítási folyamata n-független, számottevő helyre-állítási idejű elem felújítási folyamatának az összegeként értelmezhető. Sorosmegbízhatósági struktúra esetén a rendszer rendelkezésre állása:
A(t) = πAi (t),
amely stacionárius esetben a következőképpen írható fel:
A = πi
6.3 MEGBÍZHATÓSÁGALAPÚ KARBANTARTÁS
6.3.1 A karbantartás fejlődési szakaszai
A karbantartás történelmi fejlődése követte a termelésben bekövetkezett válto-zásokat, a technológiák fejlődését, a termelékenység növekedését. Ez részben akarbantartás fontosságának megítélésében, részben kivitelezésének rendszeré-ben, a karbantartási technológiák korszerűsödésében mutatkozott meg. A tech-nikai fejlődés egyre inkább érezteti hatását a karbantartásban.
190 A MINŐSÉGMENEDZSMENT ALAPJAI
6.13 ábra A karbantartás fejlődése és tendenciája
T1,i
T1,i + T2,i
MM-006.qxd 2006.07.16. 22:38 Page 190
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Az egyes karbantartási rendszerek alkalmazását időben nem lehet merevenlehatárolni. Az egyes országok ipari kultúrája is meghatározza a karbantartásfejlődésének ütemét. Világviszonylatban az 1950–60-as évekig még sok helyenaz üzemzavar-elhárítás volt a jellemző.
Az iparilag fejlett országokban az egyszerű karbantartási rendszerrel részbenpárhuzamosan felismerték a karbantartásnak a termelést meghatározó szerepét,ami a keletkező hibák megelőzésében mutatkozik meg. Ezért az egyszerű kar-bantartást fokozatosan fölváltotta a tervszerű megelőző karbantartás, amely aváratlan meghibásodások elkerülését tekinti fő feladatának.
Nem sokkal a TMK elterjedését követően egy gyorsabb ütemű fejlődés ered-ményeként megjelent az állapottól függő karbantartás, amelyet a diagnosztikaieljárások bevezetése tett lehetővé.
A termelési követelmények növekedése a gépek megbízhatóbb működését isigényelte. A számítástechnika lehetővé tette a meghibásodások nyilvántartását,azok sokoldalú elemzését. A meghibásodás, illetve a megbízhatóság valószínű-sége és az előírt határértékek alapján szintén előre meghatározható a javítás vár-ható igénye és időpontja. Ezt a rendszert megbízhatóságalapú karbantartásnaknevezik.
A korszerű minőségrendszerek kialakítása és működtetése alapvető szemlé-letbeli és módszertani változtatásokat követel meg a termelésirányítás és a kar-bantartás területén dolgozó szakemberektől egyaránt. Az ISO 9000 típusú minő-ségrendszerek vagy a Total Quality Management bevezetése közvetlenül is érin-ti a termelési rendszerek valamennyi területét. Ennek a fejlődési folyamatnakköszönhető a Teljes Körű Hatékony Karbantartás (Total Productive Maintenance)előtérbe kerülése is.
6.3.2 A TPM célkitűzése és eszközrendszere
A TPM Seiichi Nakajima által kifejlesztett menedzsmentkoncepció, amely lénye-gében a TQM szellemiségének és eszközrendszerének alkalmazását jelenti a ter-melésirányítás, a minőségbiztosítás és a megbízhatóságalapú karbantartás egy-máshoz kapcsolódó feladatrendszerében.
A TQM fogalma alatt olyan különböző diszciplínákkal ötvözött vezetési fo-lyamatot értünk, amely biztosítja, hogy a szervezet folyamatosan megfeleljen afogyasztók igényeinek, vagy meghaladja azokat. A TQM alapvető elemei a kö-vetkezők:
vevőközpontúság;az alkalmazottak felhatalmazásán keresztül a szervezet minden szint-jének bevonása a döntési folyamatokba;folyamatos javítás.
6. FEJEZET. MINŐSÉG ÉS MEGBÍZHATÓSÁG 191
MM-006.qxd 2006.07.16. 22:38 Page 191
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Nyilvánvaló, hogy a TQM szellemiségének csak a konkrét gyakorlati, szakterü-leti alkalmazások adhatnak valós tartalmat. Ezt követi a TPM koncepciója is az-zal, hogy a gyártórendszerek hatékonyságának növelését célozza
a gépi állásidők csökkentésével,a termékminőség által okozott veszteségek kiküszöbölésével.
Ennek megfelelően a teljes körű hatékony karbantartási programok alapvetőeszközrendszere az alábbiakat támogatja:
gyártórendszerek rendelkezésre állásának (megbízhatóságának) ma-ximalizálása,autonóm karbantartás és teammunka,folyamatos problémamegoldó és -javító tevékenység.
Nem véletlen, hogy a TPM kialakulása és kezdeti sikeres alkalmazása a világ-színvonalú gyártást (World Class Manufacturing) képviselő vállalatokhoz köthe-tő. A gazdasági verseny az egyes iparágak vezető vállalatai között is általánosanaz alábbi részterületeken folyik:
Ár.Minőség.Rugalmasság.Átfutási idő.
Mindez azt is jelenti, hogy a gyártórendszerek műszaki megbízhatóságának ki-tüntetett szerepe van a gyártás és a forgalmazás költségeinek csökkentésében, atermékek és szolgáltatások minőségének javításában, a rugalmasság növelésé-ben és az átfutási idők leszorításában.
A TPM alapvető célja, hogy a gépi állásidők csökkentésével és a megfelelő ter-mékminőség biztosításával a gyártórendszerek hatékonyságát növelje. Mint ko-rábban említettük, a rendszerhatékonyság jellemzéséhez a műszaki megbízható-ság (rendelkezésre állás) mellett a rugalmasság és az átfutási idő is hozzátarto-zik. Nakajima koncepciója szerint a gyártóberendezéseknek mint rendszerekneka hatékonyságát az ún. „6 nagy veszteségforrás” függvényében kell vizsgálni.Ezek az alábbiak:
Műszaki meghibásodások, üzemzavarok.Beállítási, összeszerelési, átállási veszteségek.Holt idő (üresjárat), kisebb leállások.Csökkentett sebesség.Kezdeti indítási és kitermelési veszteségek.Minőségi hibák és selejt.
192 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-006.qxd 2006.07.16. 22:38 Page 192
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A felsorolt lehetséges veszteségforrásokra épülő megközelítés messze túlmutata szűken értelmezett meghibásodási eseményekre koncentráló megbízhatóság-értelmezésen, hiszen a termelés, a karbantartás és a minőségbiztosítás hatásai-nak együttes figyelembevételét igényli. Természetesen egy adott gyártórendszeresetén a felsoroltaknál kevesebb vagy több veszteségforrást is figyelembe lehetvenni, de minden veszteséget „időveszteségként” kell elszámolni.
Ennek megfelelően a gyártórendszer hatékonysága (OEE = Overall EquipmentEffectiveness) a következőképpen jellemezhető:
OEE = A x P x Q,
ahol:
A – a rendelkezésre állás,P – a teljesítményfaktor,Q – a minőségi faktor.
Látható, hogy „A” az első kettő veszteségforrást, „P” az ezt követő kettő, míg„Q” az utolsó kettő veszteségforrást, a minőségromlást méri.
A TPM Nakajima által megfogalmazott célkitűzése az OEE > 85% hatékony-sági szint elérése.
Az előzőekben vázoltaknak megfelelően a TPM-programok 3 fő kulcselemreépülnek:
hatékony megbízhatóságalapú karbantartási program,autonóm karbantartás és teammunka,a rendszer folyamatos javítása.
A hatékony karbantartási program a megbízhatóságot és a karbantarthatóságotis figyelembe vevő tervezéstől a megbízhatóságalapú karbantartási tevékenysé-geken keresztül a hibák ok-okozati elemzéséig terjed.
A TPM program második kulcseleme – az autonóm karbantartás és a team-munka – kitüntetett szerepet szán a gépkezelőknek, valamint a termelésirányí-tás közvetlen vezetőiből, a gépkezelőkből, a műszerészekből és a minőségbizto-sítás szakembereiből álló teameknek. Itt maradéktalanul érvényesül a TQM szel-lemisége, hiszen a gépkezelők és a teamek jelentős felhatalmazással rendelkez-nek a gyártórendszerek hatékonyságának javítása érdekében. A gépek állapotá-nak ellenőrzése, kisebb karbantartások elvégzése és a termékminőség önellenőr-zése a gépkezelő feladata. A teamek felhatalmazása pedig gyakorlatilag auto-nóm felügyeletet jelent a gyártórendszerek üzemeltetése során.
A folyamatos problémamegoldó és rendszerjavító tevékenység ugyancsak ateamek hatáskörébe tartozik. A jól ismert módszerek alkalmazása (szellemi alko-tó technikák, Ishikawa-diagram, Pareto-elemzés, FMEA) rendszeres munkafel-
6. FEJEZET. MINŐSÉG ÉS MEGBÍZHATÓSÁG 193
MM-006.qxd 2006.07.16. 22:38 Page 193
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
adatként jelenik meg. A 6 veszteségforráshoz tartozó minden hibajelenség az „5W’s and 1H (who, what, when, where, why and how)” alapján kerül elemzésre.
6.3.3 Alapvető karbantartási stratégiák
Egy TPM-program keretében a megbízhatóságalapú karbantartás-szervezés so-rán a berendezés működési célkitűzései, műszaki és gazdasági jellemzői alapjánki kell választani a karbantartási stratégia típusát, majd ezen belül meg kell ha-tározni a karbantartás optimális taktikai módszereit, tevékenységrendszerét. Ezutóbbi magában foglalja a karbantartási műveletek ütemezését, műszaki-fizikaitartalmának meghatározását, az idő-, létszám- és eszközigények tervezését, va-lamint a különböző szintű karbantartási intézkedési tervek kialakítását.
A karbantartási rendszerek, ciklusrendek optimalizálása döntően függ a kar-bantartási stratégia típusától, ezért célszerű az alapvető stratégiák lényeges jel-lemzőit tömören összefoglalni. Egy berendezés megbízhatóságának adott szin-ten történő fenntartása, illetve helyreállítása igen sokféle karbantartási stratégiakeretei között valósulhat meg. Ezt a sokféleséget a berendezés, a részegységek,az elemek megbízhatósági tulajdonságai, a berendezés megbízhatósági struktú-rája, a meghibásodási és elhasználódási folyamatok, valamint a meghibásodás-ok következményeinek változatossága okozza. A karbantartási stratégiák cso-portosítása és leírása csak igen általános szempontok alapján, a stratégia egy-egy tényezőjének függvényében lehetséges.
A karbantartási tevékenység időrendje szerint merev és rugalmas stratégiákatlehet megkülönböztetni. A merev-, vagy merev ciklus szerinti megelőző straté-giánál a karbantartási periódus vagy a két azonos jellegű és mértékű karbantar-tási beavatkozás közötti időintervallum előre rögzített. Ide sorolhatók azok azállapotfüggő karbantartási stratégiák is, amelyeknél a megelőző beavatkozásokegy előre rögzített időpontban megtartott ellenőrzés függvényei. A merev stra-tégia szélső eseteként értelmezhető a kiesési stratégia (végtelen karbantartási pe-riódus), amikor csak a meghibásodás után történik beavatkozás (szükség szerin-ti javítások stratégiája). A rugalmas stratégiánál az időközben jelentkező várat-lan meghibásodások befolyásolják a ciklusszerkezetet. A rugalmas stratégia bi-zonyos esetekben gazdaságosabb lehet, mint a merev stratégia, az utóbbi vi-szont általában jobban megfelel az üzemeltetés feltételeinek. A kiesési stratégiaelőnyei akkor jelentkeznek, ha a berendezés elemeinek meghibásodásai egymás-tól teljesen függetlenek, így valamennyi elem a saját meghibásodási valószínű-ség-eloszlásának megfelelő átlagos élettartammal üzemel. E stratégia lényege-sebb hátrányai közül a folyamatos üzemeltetés széttöredezését, valamint a vá-ratlan meghibásodások gyakoriságának és költségvonzatainak magas értékétkell kiemelni.
A karbantartást kiváltó kritérium alapján időfüggő és paraméterfüggő straté-gia különböztethető meg. Utóbbiaknál a beavatkozást nem egy meghatározott
194 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-006.qxd 2006.07.16. 22:38 Page 194
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
üzemidő vagy élettartam, hanem valamilyen fizikai paraméter adott értéke, ál-lapota váltja ki.
A karbantartási stratégia kiválasztása soktényezős döntési feladat, amelyminden esetben visszavezethető a kiesési stratégia és a megelőző jellegű straté-giák gazdaságosságának elemző összehasonlítására. Ezek a számítások a vizs-gált berendezés megbízhatósági és költségjellemzőinek ismeretét is igénylik.
Egy adott alkatrész, részegység, szerelési egység karbantartásának hatékony-ság-vizsgálata végső soron elvezet az optimális karbantartási ciklusrend kialakí-tásához. Ez a feladat a különböző karbantartási műveletek periódusidejének(tper) a meghatározását igényli.
A karbantartás intenzitásának fokozása csökkenti a különféle kopások, el-használódások sebességét, lassítja a minőségi paraméterek dinamikus romlását,csökkenti a meghibásodásokkal együtt járó állásidőkből származó vesztesége-ket, növeli a hibamentességi mutatók értékét, így a tartósságot is. Ugyanakkor afajlagos üzemben tartási költségek alakulása nagymértékben függ a karbantar-tás költségeitől is.
Egy kiválasztott alkatrész optimális karbantartási periódusideje a TMK és aváratlan meghibásodások várható költségeit egyaránt figyelembe vevő fajlagosüzemfenntartási költség minimalizálásával határozható meg:
kü (tper) = k1 (tper) + k2 (tper) → min,
ahol kü (tper) a karbantartási periódusidőre vonatkoztatott fajlagos üzemfenntar-tási költség, k1 (tper) a váratlan meghibásodás esetén jelentkező fajlagos költség,amely a hiba elhárításának költségein kívül a termeléskiesésből származó elma-radó hasznot is tartalmazza, és k2 (tper) az adott hiba megelőzését célzó tervsze-rű karbantartási művelet fajlagos költsége.
A tper növekedésével a váratlan meghibásodások elhárításának fajlagos költ-ségei növekednek, ugyanakkor a karbantartás fajlagos költségei csökkennek. Azoptimális periódusidőt a fajlagos kumulált üzemeltetési költségek minimumaszolgáltatja. Mivel ennek értékét kizárólag az üzemeltetési adatokra épülő kísér-letezéssel nem lehet meghatározni, a célfüggvényt matematikai úton kell meg-oldani.
6.3.4 megbízhatóságalapú kapacitás- és költségtervezés
A termelő- és szolgáltató-rendszerek megbízhatósági tulajdonságainak, optimá-lis üzemfenntartási, karbantartási jellemzőinek az ismerete nélkülözhetetlen avállalati termelésirányítási programok kialakításához. A termelőkapacitások re-ális tervezése, az eredmények és ráfordítások értékelése feltételezi a különbözőidőalapok, így többek között a karbantartás és a váratlan meghibásodások miattjelentkező várható állásidők számszerű meghatározását is.
6. FEJEZET. MINŐSÉG ÉS MEGBÍZHATÓSÁG 195
MM-006.qxd 2006.07.16. 22:38 Page 195
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Gyakorlati tapasztalat, hogy a megbízhatóság-biztosítás tervezése, előkészíté-se, szervezése, költség-elszámolási és információs rendszerének kialakításamind az alkalmazott módszerekben, mind pedig színvonalában gyakran elma-rad a termelési folyamattól. Így a beruházások, a termelés intenzifikálása, a kor-szerű automatizált gyártórendszerek, berendezések üzembeállítása és a feltétel-folyamatok (pl. karbantartás) elmaradó korszerűsítése közötti ellentmondáskorlátozza az önmagában korszerű termelőrendszerek hatékony működtetését,a kapacitások gazdaságos kihasználását. A termelés hatékonysága, a megbízha-tóság és a karbantartás közötti kölcsönhatások a folyamatok összehangolt, azo-nos színvonalú tervezését, szervezését követelné meg. Az ellentmondások és hi-ányosságok okai elsősorban a folyamatok tervezéséhez rendelkezésre álló infor-mációbázis különbözőségében mutathatók ki.
Ugyanakkor a műszaki megbízhatóság üzemeltetési adatokra épülő vizsgála-ta, valamint a karbantartás megbízhatóságalapú tervezése után lehetséges ésszükséges a termelés, a megbízhatóság és a karbantartás kölcsönhatását szinténfigyelembe vevő sztochasztikus jellegű kapacitás- és költségtervezési eljárásokkidolgozása is. Ez a felfogás a termelő- és szolgáltató-folyamatnak az üzemelte-tési és elhasználódási folyamatoktól is függő sztochasztikus folyamatként törté-nő kezelését feltételezi.
Egy termelő- vagy szolgáltatórendszer tényleges effektív kapacitása a vizsgálttermelési időszak (pl. 1 év) alatt:
Ceff = Celm ⋅ A(t)
ahol:
C – a kapacitás,A(t) – a rendelkezésre állás.
A kü (tper) fajlagos üzemfenntartási költségfüggvény kizárólag a szűken értelme-zett karbantartási folyamat szempontjából jelölheti ki a minimális költséggel já-ró optimális karbantartási intenzitást (például az optimális tper ciklusidőt). De nyilvánvalóan nem biztos, hogy ez az optimum a teljes termelési rendszerszempontjából is optimális stratégiát jelent. A karbantartással összefüggő mini-mális üzemeltetési költségekkel nem lehet biztosítani a rendszer maximálisüzemkészségét, rendelkezésre állását. A kü (tper) és az A(tper) közötti kapcsolato-kat a 6.14 ábra érzékelteti.
196 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-006.qxd 2006.07.16. 22:38 Page 196
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Az ábra is igazolja azt a gyakorlati tapasztalati tényt, hogy egy termelőrendszermaximális rendelkezésre állása a minimális költségek stratégiájánál intenzívebbkarbantartással, magasabb megbízhatósággal biztosítható (pl. gyakoribb kar-bantartás, rövidebb ciklusidők, tartalékolás stb.). Ez a stratégia viszont maga-sabb költséggel jár együtt. A két stratégia közötti választáshoz a költségfedezetiszámítások nyújthatnak segítséget.
Egy termelő- vagy szolgáltatórendszer esetén az elérhető árbevétel adott in-tervallumon belül a kapacitáskihasználással arányosan emelkedik, de az ehheztartozó költségeket két csoportra kell osztanunk. A fix költségek alakulása füg-getlen a kapacitás-kihasználástól, míg a proporcionális költségek a termelés vo-lumenével arányosan változnak. Így a rendszer csak a fedezeti pont elérése utántermel nyereséget.
A konkrét számítások során a fajlagos üzemfenntartási költség és a hozzátar-tozó rendelkezésre állás együttes figyelembevételével kell a kapacitás-kihaszná-lástól függő költségeket (árbevétel, proporcionális költségek, fedezet), valaminta fix költségeket megtervezni. Így dönthető el, hogy a fajlagos üzemeltetési költ-ségek minimalizálása vagy a rendelkezésre állás maximalizálása alapján terve-zett karbantartási stratégia eredményez-e nagyobb hasznot.
6. FEJEZET. MINŐSÉG ÉS MEGBÍZHATÓSÁG 197
6.14 ábra A költségek és a rendelkezésre állás összefüggései
MM-006.qxd 2006.07.16. 22:38 Page 197
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Stratégia-1 Stratégia-2
kül,min (Ft/h) < kü,2 (Ft/hó)
kpl,opt (Ft/h) > kp2,opt (Ft/hó)
A1 (Ft/h) < A2,max (Ft/hó)
Á á ⋅ Celm ⋅ A1 á ⋅ Celm ⋅ A2,max
–K –kp ⋅ Celm ⋅ A1 –kp ⋅ Celm ⋅ A2,max
F – (á – kp) ⋅ Celm ⋅ A1 – (á – kp) ⋅ Celm ⋅ A2,max
– Kfa – Kfa (Ft/év) – Kfa (Ft/év)
– Kfb – kül,min ⋅ Celm – kü,2 ⋅ Celm
N N1 N2
A számítási modell alapgondolata, hogy a fajlagos árbevétel á (Ft/h) és a fajlagosproporcionális költség kp(Ft/h) ismeretében az összes árbevétel: Á (Ft/év), vala-mint az összes proporcionális költség: Kp(Ft/év) meghatározásánál a Ceff kapaci-tással kell tervezni:
Ceff = Celm ⋅ A (h/év)
Az elérhető nyereség (N) az összes fedezet (F) és a fix költségek különbségekéntadódik. A fix költségek két részre bonthatók: egyrészt a karbantartási stratégiá-tól független részre: Kf,a (Ft/év), másrészt a karbantartási politikától függő rész-re: Kf,b (Ft/év). Mindkét fix költséget a Celm kapacitás által meghatározott teljesidőszakra kell vonatkoztatni.
A fenti gondolatmenet alapján nyílik lehetőség annak eldöntésére, hogy me-lyik stratégia eredményez nagyobb nyereséget. Az optimális döntés kritériumaaz alábbi:
⟩ (kü,2 – kü,l,min) → max Af (A2,max – A2)
⟩ (kü,2 – kü,l,min) → min kü
ahol: f = á – kp (Ft/h) a fajlagos fedezet. Tehát megállapítható, hogy a költségmi-nimumra tervezett üzemeltetés (üzemfenntartás) csak akkor kedvezőbb a maxi-mális rendelkezésre állásra tervezett stratégiánál, ha az utóbbival elérhető fede-zetnövekedés kisebb, mint az üzemeltetési költségek növekedése.
Egyértelmű tapasztalat, hogy a termelő- és szolgáltatórendszerek műszakimegbízhatóságának elemzése, megbízhatóságalapú karbantartási stratégiák ki-
198 A MINŐSÉGMENEDZSMENT ALAPJAI
66..33 ttáábblláázzaatt ÁKFN-modell
{
MM-006.qxd 2006.07.16. 22:38 Page 198
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
alakítása csak akkor lehet sikeres vállalkozás, ha a karbantartási részlegek szá-mára nyújtott közvetlen előnyökön túl mérhető módon hozzájárul a termeléstervezésének biztonságához, hatékonyságának növeléséhez is.
Az előzőkben a termeléstervezés és a karbantartás-tervezés szoros kapcsola-tára, egyenrangú szerepére kívántuk felhívni a figyelmet. Tapasztalataink sze-rint a vizsgált problémakör bonyolultabb rendszerek és viszonyok esetén is ha-sonló gondolatmenettel közelíthető meg. Így például komplex berendezésekkarbantartása során a rendszerelemek kölcsönhatása és az alkalmazott karban-tartási stratégiatípusok (merev, rugalmas ciklusszerkezetű, javító, megelőző, ál-lapotfüggő stratégiák) sokszínűsége miatt a vizsgált döntési problémának gya-korlati jelentősége van.
6.3.5 Esetpélda
6.3.5.1 ElőzményekEsetpéldánkban egy sikeres hazai TPM (TQM) bevezetési program általánosít-ható eredményeit mutatjuk be. A vizsgált gyártósor folyamatos üzemben, jelen-tős belföldi és export megrendelésekre termelt. A program kezdetén az effektívkapacitás 5,6 millió db/év volt, ugyanakkor a piaci kereslet magasabb kapacitástis indokolt volna. A rendszerhatékonyság (OEE) vizsgálatára és növelésére lét-rehozott team összetételét, felhatalmazását és erőforrásait tekintve is mindenbenmegfelelt a TPM-programok követelményeinek.
6.3.5.2 A vizsgált rendszerA gyártósor a 6.15 ábrán látható 9 gépből álló soros rendszerként írható le. Azegyes gépek eltérő átbocsátóképessége miatt a szűk keresztmetszetet az 5., 6. és7. számú kulcsgépek képviselik.
6. FEJEZET. MINŐSÉG ÉS MEGBÍZHATÓSÁG 199
6.15 ábra A vizsgált rendszer struktúrája
MM-006.qxd 2006.07.16. 22:38 Page 199
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
6.3.5.3 Hibaanalízis
A team elvégezte a gyártósor megbízhatóság-orientált hibaanalízisét. Az ok-okoza-ti Ishikawa-diagram fő tényezőiként az alábbiak kerültek figyelembevételre:
1. Konstrukció1.1. Típus1.2. Működtető közeg1.3. Alkalmazott szerkezeti anyagok1.4. Alkalmazott szerkezeti egységek1.5. Vezérlések, hajtásszabályozások módja1.6. Névleges terhelések, nyomások1.7. Méretezések1.8. Túlterhelés elleni védelmek1.9. Hűtések típusa1.10. Kenőrendszerek, tervezett kenési módok1.11. Hibadiagnosztikai rendszer1.12. Szerelhetőség
2. Üzembe helyezés3. Műszaki állapot
3.1. Életkor3.1.1. Gyártás éve3.1.2. Tényleges működési idő
3.2. Elhasználódottság4. Üzemeltetési paraméterek
4.1. Teljesítmények4.2. Terhelések
4.2.1. Folyamatos üzemi4.2.2. Kiugró, hirtelen
4.3. Rezgések, lökéshullámok, lengések4.4. Beállítások, utánaállítások
5. Karbantartás színvonala5.1. Információs rendszer
5.1.1. Nyilvántartások5.1.2. Elemzési módszerek5.1.3. Munkaelőírás
5.2. Dokumentumok5.2.1. Gépkönyvek, alkatrészrajzok, karbantartási utasítások5.2.2. Módosítások átvezetése
5.3. Alkatrészellátás5.3.1. Belföldi alkatrészellátás5.3.2. Import alkatrészellátás, helyettesítés
5.4. Technikai felszereltség
200 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-006.qxd 2006.07.16. 22:38 Page 200
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
5.5. Hibakereső sémák5.6. Tervszerűség5.7. Létszám5.8. Korszerűség
6. Műszaki biztonságtechnikai előírások6.1. Szabványok6.2. Gyártóműi paraméterek6.3. Technológiai követelmények, előírások6.4. Baleset- és tűzvédelmi előírások6.5. Üzemeltetési dokumentációk6.6. Gépvizsgálati jegyzőkönyvek
7. Üzemi, vállalati szervezettség7.1. Szervezet7.2. Feladatmegosztás az egyes szervezeti egységek között7.3. Termelési, karbantartási rendszer, szervezettség, stratégia7.4. Technológiai, karbantartási utasítások7.5. Érdekeltségi rendszer7.6. Ügyvitel7.7. Vezetés színvonala
8. Emberi tényezők8.1. Szakértelem
8.1.1. Felkészültség8.1.2. Szakmai gyakorlat8.1.3. Képességek, kreativitás
8.2. Együttműködési készség8.3. Érdekmotívumok8.4. Fluktuáció, munkaerő-ellátottság8.5. Fegyelmi helyzet
9. Egyéb9.1. Környezetvédelmi előírások9.2. Külső energiaellátó rendszerek zavara9.3. Érkező energiahordozó közegek minősége
Természetesen a gyártósor hatékonyságát, megbízhatóságát a fentieknél sokkalmélyebben is vizsgálta a team.
Következő lépésben a Pareto-elemzésre került sor. A számítógépes hibadiag-nosztikai rendszer segítségével egy 3600 órás periódus állásidő-adatait elemez-ték ki.
6. FEJEZET. MINŐSÉG ÉS MEGBÍZHATÓSÁG 201
MM-006.qxd 2006.07.16. 22:38 Page 201
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Állásidő (óra)
Gép 1 145,4
Gép 2 6,8
Gép 3 11,8
Gép 4 52,8
Gép 5 92,8
Gép 6 39,7
Gép 7 36,3
Gép 8 64,5
Gép 9 13,8
Beállítás 11,7
Kisebb leállás 0,7
Csökkentett sebesség 39,6
Minőségi hiba 4,0
Összesen 559,9
Mint a 6.4 táblázatból látható, az 555,9 h állásidőt 5 „veszteségforrás” okozta. (Azegyes gépek esetében a műszaki jellegű meghibásodások miatti állásidőket tün-tettük fel.) A 6.16 ábrán pedig a MINITAB-szoftver segítségével elkészítettPareto-diagram látható.
202 A MINŐSÉGMENEDZSMENT ALAPJAI
6.4 táblázat Állásidők
6.16 ábra ABC-elemzés
MM-006.qxd 2006.07.16. 22:38 Page 202
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Megállapítható, hogy ebben az esetben is maradéktalanul érvényesült a Pareto-elv, és a kritikus veszteségforrásokat az 1., 5., 8. és 4. számú gépek képviselték.
A 6.4 táblázat adataiból a gyártósorra jellemző rendszerhatékonyság az aláb-biak szerint alakult:
OEErégi = A ⋅ P ⋅ Q = 0,66 ⋅ 0,96 ⋅ 0,96 = 0,61
6.3.5.4 A kulcsgépek megbízhatóságaMint korábban említettük, az 5., 6. és 7. számú gépek szűk keresztmetszetet al-kotnak, azaz bármelyik meghibásodása esetén az egész gyártósor leáll. Ezért ateam a kulcsgépek megbízhatóságát külön is megvizsgálta.
A kulcsgépekre vonatkozó működési és javítási időadatok alapján meghatároz-ták a két váratlan meghibásodás közötti átlagos hibamentes működési időket (T1),az átlagos javítási időket (T2) és a rendelkezésre állás stacionárius értékét (A):
T1 [h] T2[h] A [%]
5. gép 80 1,4 98,3
6. gép 132 1,7 98,7
7. gép 92 0,8 99,1
Mivel a három gép megbízhatósági szempontból soros rendszert alkot, a szűkkeresztmetszet, vagyis a kulcsgépek eredő rendelkezésre állása:
Akulcsgépek = Ai = 96,1%
Így nyilvánvalóvá vált, hogy a rendszerhatékonyság növelését első lépésbennem a kulcsgépek megbízhatóságának növelésével lehet elérni.
6.3.5.5 TartalékolásTovábbi megbízhatósági elemzések és az üzemeltetési tapasztalatok alapján fel-merült annak lehetősége, hogy a külföldről származó gyártósor kritikus gépeinekvagy azok közül néhánynak a duplikálásával növeljék a rendszerhatékonyságot.Erre a célra a vállalati vezetés 500.000,– USD beruházási keretet hagyott jóvá, fel-téve, hogy az előzetes gazdaságossági elemzések igazolják az elképzeléseket.
Mivel a beruházási keret az 1. és a 4. számú gép beszerzését biztosította, így ateam ezek duplikálására végzett megbízhatósági és gazdaságossági elemzéseket.
6. FEJEZET. MINŐSÉG ÉS MEGBÍZHATÓSÁG 203
6.4 táblázat A kulcsgépek megbízhatósága
Πi
MM-006.qxd 2006.07.16. 22:38 Page 203
© Kövesi János, Topár József
© Typotex Kiadó
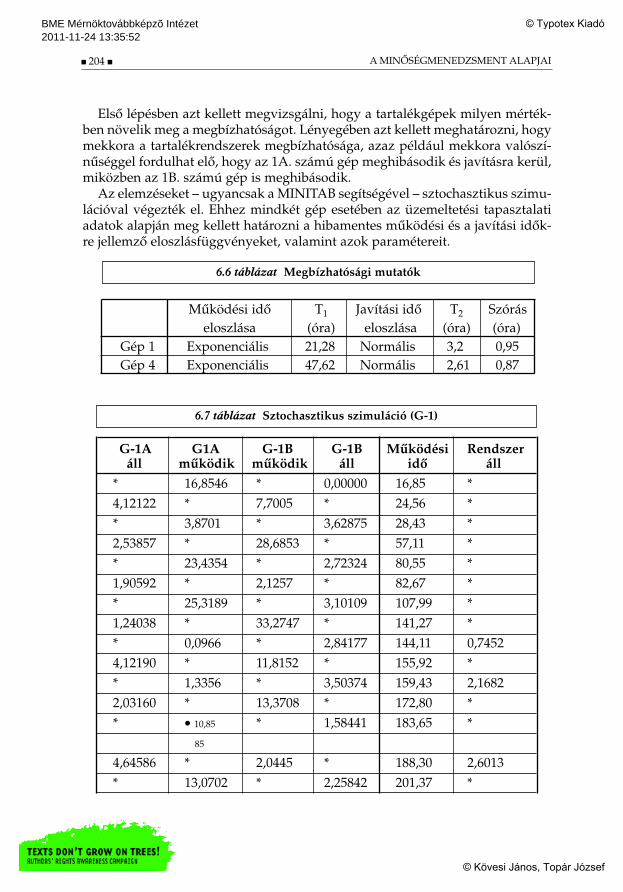
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Első lépésben azt kellett megvizsgálni, hogy a tartalékgépek milyen mérték-ben növelik meg a megbízhatóságot. Lényegében azt kellett meghatározni, hogymekkora a tartalékrendszerek megbízhatósága, azaz például mekkora valószí-nűséggel fordulhat elő, hogy az 1A. számú gép meghibásodik és javításra kerül,miközben az 1B. számú gép is meghibásodik.
Az elemzéseket – ugyancsak a MINITAB segítségével – sztochasztikus szimu-lációval végezték el. Ehhez mindkét gép esetében az üzemeltetési tapasztalatiadatok alapján meg kellett határozni a hibamentes működési és a javítási idők-re jellemző eloszlásfüggvényeket, valamint azok paramétereit.
Működési idő T1 Javítási idő T2 Szórás
eloszlása (óra) eloszlása (óra) (óra)
Gép 1 Exponenciális 21,28 Normális 3,2 0,95
Gép 4 Exponenciális 47,62 Normális 2,61 0,87
G-1A G1A G-1B G-1B Működési Rendszeráll működik működik áll idő áll
* 16,8546 * 0,00000 16,85 *
4,12122 * 7,7005 * 24,56 *
* 3,8701 * 3,62875 28,43 *
2,53857 * 28,6853 * 57,11 *
* 23,4354 * 2,72324 80,55 *
1,90592 * 2,1257 * 82,67 *
* 25,3189 * 3,10109 107,99 *
1,24038 * 33,2747 * 141,27 *
* 0,0966 * 2,84177 144,11 0,7452
4,12190 * 11,8152 * 155,92 *
* 1,3356 * 3,50374 159,43 2,1682
2,03160 * 13,3708 * 172,80 *
* • 10,85 * 1,58441 183,65 *
85
4,64586 * 2,0445 * 188,30 2,6013
* 13,0702 * 2,25842 201,37 *
204 A MINŐSÉGMENEDZSMENT ALAPJAI
6.6 táblázat Megbízhatósági mutatók
6.7 táblázat Sztochasztikus szimuláció (G-1)
MM-006.qxd 2006.07.16. 22:38 Page 204
© Kövesi János, Topár József
© Typotex Kiadó
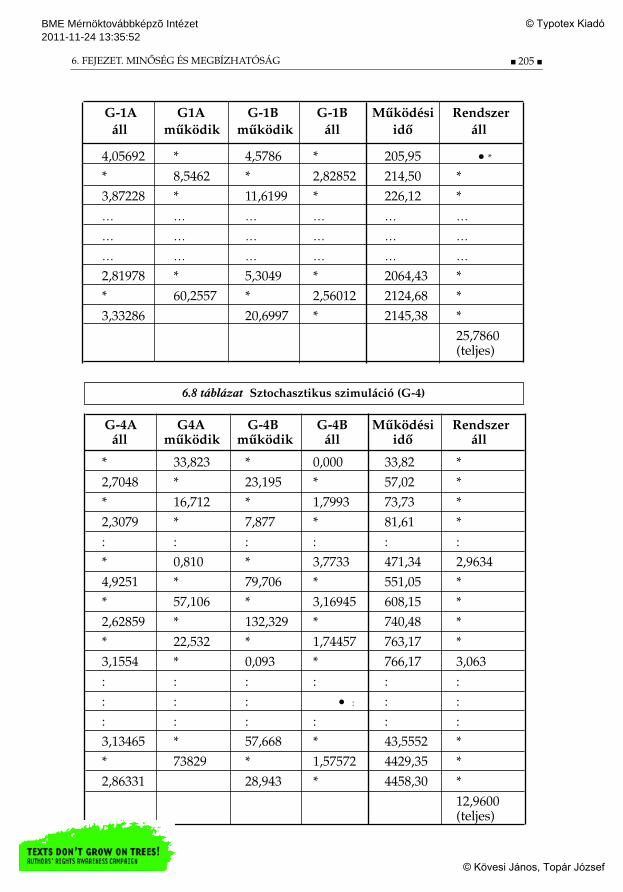
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
G-1A G1A G-1B G-1B Működési Rendszeráll működik működik áll idő áll
4,05692 * 4,5786 * 205,95 • *
* 8,5462 * 2,82852 214,50 *
3,87228 * 11,6199 * 226,12 *
… … … … … …
… … … … … …
… … … … … …
2,81978 * 5,3049 * 2064,43 *
* 60,2557 * 2,56012 2124,68 *
3,33286 20,6997 * 2145,38 *
25,7860(teljes)
G-4A G4A G-4B G-4B Működési Rendszeráll működik működik áll idő áll
* 33,823 * 0,000 33,82 *
2,7048 * 23,195 * 57,02 *
* 16,712 * 1,7993 73,73 *
2,3079 * 7,877 * 81,61 *
: : : : : :
* 0,810 * 3,7733 471,34 2,9634
4,9251 * 79,706 * 551,05 *
* 57,106 * 3,16945 608,15 *
2,62859 * 132,329 * 740,48 *
* 22,532 * 1,74457 763,17 *
3,1554 * 0,093 * 766,17 3,063
: : : : : :
: : : • : : :
: : : : : :
3,13465 * 57,668 * 43,5552 *
* 73829 * 1,57572 4429,35 *
2,86331 28,943 * 4458,30 *
12,9600(teljes)
6. FEJEZET. MINŐSÉG ÉS MEGBÍZHATÓSÁG 205
6.8 táblázat Sztochasztikus szimuláció (G-4)
MM-006.qxd 2006.07.16. 22:38 Page 205
© Kövesi János, Topár József
© Typotex Kiadó
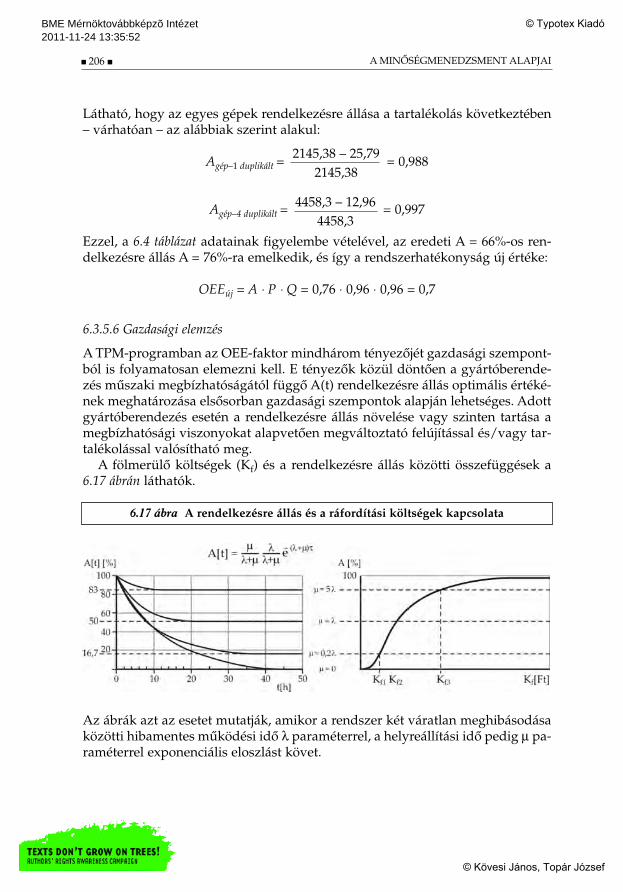
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Látható, hogy az egyes gépek rendelkezésre állása a tartalékolás következtében– várhatóan – az alábbiak szerint alakul:
Agép–1 duplikált = = 0,988
Agép–4 duplikált = = 0,997
Ezzel, a 6.4 táblázat adatainak figyelembe vételével, az eredeti A = 66%-os ren-delkezésre állás A = 76%-ra emelkedik, és így a rendszerhatékonyság új értéke:
OEEúj = A ⋅ P ⋅ Q = 0,76 ⋅ 0,96 ⋅ 0,96 = 0,7
6.3.5.6 Gazdasági elemzés
A TPM-programban az OEE-faktor mindhárom tényezőjét gazdasági szempont-ból is folyamatosan elemezni kell. E tényezők közül döntően a gyártóberende-zés műszaki megbízhatóságától függő A(t) rendelkezésre állás optimális értéké-nek meghatározása elsősorban gazdasági szempontok alapján lehetséges. Adottgyártóberendezés esetén a rendelkezésre állás növelése vagy szinten tartása amegbízhatósági viszonyokat alapvetően megváltoztató felújítással és/vagy tar-talékolással valósítható meg.
A fölmerülő költségek (Kf) és a rendelkezésre állás közötti összefüggések a6.17 ábrán láthatók.
Az ábrák azt az esetet mutatják, amikor a rendszer két váratlan meghibásodásaközötti hibamentes működési idő λ paraméterrel, a helyreállítási idő pedig µ pa-raméterrel exponenciális eloszlást követ.
206 A MINŐSÉGMENEDZSMENT ALAPJAI
6.17 ábra A rendelkezésre állás és a ráfordítási költségek kapcsolata
2145,38 – 25,79
2145,38
4458,3 – 12,96
4458,3
MM-006.qxd 2006.07.16. 22:38 Page 206
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A műszaki megbízhatóság-növelés gazdaságosságának elsődleges kritériumaa költségfedezeti számítások alapján fogalmazható meg:
∆Kf < ∆A (A’ – Kp),
ahol
Á – az árbevétel,Kp – a proporcionális költségek,∆Kf – a rendelkezésre állás növelésének fix költsége,∆A – a rendelkezésre állás növekedése.
Megállapítható, hogy a magasabb rendelkezésre állást biztosító üzemeltetési stratégiacsak abban az esetben lehet gazdaságos, ha az elérhető fedezetnövekedés nagyobb a ráfor-dítási költségeknél.
A gazdaságosság másodlagos kritériuma az alternatívaköltség vizsgálatát isigényli. Ekkor a rendelkezésre állás növelésén keresztüli fedezetnövekedésnekfedeznie kell a rendelkezésre állás növelésének alternatívaköltségeit is. A gazda-ságosság ezen kritériumát nettó jelenérték-elemzésekkel kell vizsgálni:
∆Kf < ∆F (t) e–rtdt,
ahol ∆F a rendelkezésre állás növekedéséből eredő többletfedezet, r az alterna-tív lehetőségek jövedelmezősége és e–rt a diszkontfüggvény.
Mivel az esetpéldához hasonló kockázatú projektek várható hozama r = 12%,és így t = 5 éves időszakra a nettó jelenérték-számítás (NPV) során az alábbi ked-vező eredmény adódott, ezért a team beruházási javaslatát megvalósították:
Crégi = 5 600 000 db/év á = 0,95 USD/dbKB = 500 000 USD/5év kp = 0,51 USD/dbR = 12%
NPV(12%) = – KB + – 1 ⋅ Crégi ⋅ (á – kp) ⋅ (1 – e–rt) =
= – 500000 + – 1 ⋅ 5600000 ⋅ (0,95 – 0,51) ⋅ (1 – e–5⋅0,12) =
= 903 696 USD
6. FEJEZET. MINŐSÉG ÉS MEGBÍZHATÓSÁG 207
∫t
0
Aúj
Arégi
0,76
0,66
1
r
1
0,12)(
MM-006.qxd 2006.07.16. 22:38 Page 207
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
MM-006.qxd 2006.07.16. 22:38 Page 208
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
7. FEJEZET
A minőségmenedzsment-rendszerek fejlesztése
Topár József
7.1 A MINŐSÉGMENEDZSMENT-RENDSZEREK KIALAKÍTÁSA
ÉS FEJLESZTÉSE, ISO-TQM
A következőkben elsősorban a hazai vállalatok minőségfejlesztési tapasztalataialapján összefoglaljuk, hogy az ISO 9000-es szabványrendszernek megfelelő mi-nőségügyi rendszerek kialakításának és a TQM vezetési filozófia alkalmazásá-nak milyen fontosabb jellemzői voltak az elmúlt években. Ez a periódus egybe-esett a politikai és gazdasági átalakulásokkal, amelyek egyes esetekben egészenspeciális környezeti feltételt is teremtettek a minőségmenedzsment-rendszerekkialakítására és fejlesztésére.
7.1.1 Az ISO 9000-es szabványrendszer bevezetésével kapcsolatos tapasztalatok
Mi eredményezte e folyamat elindulását, majd gyors elterjedését? Melyek voltakazok az indítékok, amelyek eredményekképpen a vállalatvezetők olyan döntés-re jutottak, hogy a sikeres működésükhöz kialakítják és működtetik az ISO 900xszabvány előírásainak megfelelő minőségügyi rendszert?
A gazdasági és társadalmi átalakulás egyértelműen magával hozta, hogy fel-erősödött a vállalatok működésében a minőséggel és a minőség vevői szempon-tú megközelítésével szembeni igény. Ez több tényező együttes hatására jött létre:
Ha összehasonlítjuk a nemzetközi adatokat és a magyar vállalatok adatait,akkor azt tapasztaljuk, hogy addig, amíg a nyugat-európai vállalatok esetében avevői elégedettség javítása és a tanúsítás mint a piac megszerzésének eszközerévén összességében a vevőközpontúság motiválta a vállalatokat a tanúsításmegszerzésére, addig a hazai vállalataink esetében a versenyképesség fokozásáttartották a legfontosabb motiváló tényezőnek az 1994–95-ben végzett felmérésadatai szerint. Megismételve ugyanezt a felmérést 1998-ban, a hazai vállalatokkörében azt tapasztalták, hogy ezen a területen is közeledtünk Európához, és
MM-007.qxd 2006.07.16. 22:42 Page 209
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
ma már a vállalatok vezetői a legfontosabb motivációs tényezőnek a tanúsítástmint a piacszerzés eszközét tartják.
A minőségügyi rendszer fejlesztésével kapcsolatos tapasztalatok áttekintéseérdekes információkat szolgáltat abból a szempontból is, hogy a vállalat tulajdo-nosi szerkezete, nagysága és múltja milyen munkamódszereket igényel a rend-szerépítés és -fejlesztés módszereinek kialakításánál.
Természetes, hogy a hagyományos nagyvállalati tapasztalatokkal rendelkezőés nagyobb dolgozói létszámú vállalatok esetén a vezetői szándék megfogalma-zása után a rendszer ISO 9001 szabvány követelményeit figyelembe vevő átvilá-gítását követően lehet eldönteni, hogy a rendszer kialakítása, kiegészítése vagyfejlesztése a feladat. Általános tapasztalatunk, hogy e vállalatok többségénél mi-nimum a minőségszabályozási módszerek hatékonyan működnek. Egyes ese-tekben már hatékonyan működő rendszerelemekkel is találkozhatunk. Ezen vál-lalatok esetében a rendszer kialakításához a projektrendszerű szervezet és mű-ködés hatékony a minőségügyi rendszer fejlesztésére. Kulcskérdés a megfelelőrészvételi forma megtalálása az első számú vezető bevonásához. Erre a legjobbmegoldás, ha a programirányító team vezetését az első számú vezető feladatá-vá tesszük.
Egészen más módszereket igényel a rendszer építése egy kis méretű vállalko-zás esetén. Több olyan szervezettel kapcsolatosan szereztünk általánosítható ta-pasztalatokat, ahol a dolgozók létszáma 10–25 fő között volt. E szervezetek jel-lemzője majd minden esetben, hogy a vállalkozás vezetője egyben a tulajdono-sa vagy résztulajdonosa a vállalkozásnak. A minőségügyi rendszer iránti igénymegfogalmazását követően az esetek többségében az átvilágításnak az értelmeelsősorban az, hogy a szakértő megismerkedjen a vállalkozás működésmódjá-val. A többségében még rövidtávon dolgozó cégek esetében a minőségügyirendszer követelményeinek megfelelő működésmód elég gyakran föllelhető. Eznem meglepő, hiszen a kis méretű, hatékonyan működő vállalkozások nem ma-radnának meg anélkül, hogy ne a józan ész követelményeinek megfelelő haté-kony működési módot alakítanának ki. Ez az esetek többségében jól egybeesika szabvány előírásaival. Ugyanakkor a folyamatok és műveletek dokumentált-sága szinte teljes mértékben hiányzik. Tehát itt a megfelelő működésmód rend-szerelemekkel való kiigazítása és a megfelelő dokumentációs rendszer elkészíté-se és bevezetése a legfontosabb feladat. Ezeknél a vállalkozásoknál a vezetői el-kötelezettség megteremtése nem gond, hiszen igen gyakran az első számú veze-tő és jobb esetben még pár munkatársa az, akire az ISO 900x rendszer építése so-rán számítani lehet. A részleteket szabályzó utasítások készítésénél ilyen szerve-zetek esetén a legegyszerűbb a dolgozók bevonása a folyamatba. Még abban azesetben is igen kedvező tapasztalataink vannak, amikor a szervezetben dolgo-zók többsége csak betanított munkát végez. Ilyen méretű szervezetek eseténnem egyszerű megtalálni a szabvány előírásainak mindegyikére a választ, de ál-talában a rendszer hatékony működése szempontjából lényeges tartalmi kérdé-sek megoldásában a tanácsadó jó partnerre talál mind a cég vezetőiben, mind a
210 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-007.qxd 2006.07.16. 22:42 Page 210
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
cég munkatársaiban. A rendszerépítést és a bevezetést egy jól előkészített, deszükség esetén rugalmasan módosított ütemterv szerint célszerű végezni. A fo-lyamat során fokozottabban figyelemmel kell lenni a szervezet sajátosságaira. A tanácsadó részéről fokozottabban szükséges a szervezet céljaival való azono-sulás, amely akkor igazán sikeres, ha munka közben a cég belső munkatársánaktekintik a tanácsadót.
Érdekes és izgalmas feladatot jelent, ha a minőségügyi rendszer kialakításá-val párhuzamosan a szervezet folyamatosan növekszik, és szervezeti rendje ésvezetési struktúrája is átalakul. Ezen esetekben a folyamatközpontú gondolko-dásmód és a feladatok és a hatáskörök tisztázása jelentős mértékben hozzájárul-hat mindkét projekt sikeres és hatékony megvalósításához. Minden ilyen eset-ben a közös projektirányító team kialakítása és az alapos és körültekintő célokmegfogalmazása látszik célszerűnek. Hasonló a helyzet, ha egy vállalat párhu-zamosan fog neki a minőségi és az információs rendszerének a fejlesztéséhez.Az egyeztetett célok és követelmények alapos előkészítése és közös projektbentörténő megvalósítása rendkívül nagy mértékű hatékonyságnövekedést jelent-het. Az azonos szervezeteket, folyamatokat érintő nem összehangolt projektekviszont egy csomó fölösleges munkát és rosszul működő vállalati alrendszere-ket eredményeznek.
7.1.2 A TQM hazai alkalmazásával kapcsolatos tapasztalatok
Az elmúlt években a Total Quality Management vezetési filozófia alkalmazásais előtérbe került a vállalatok életében. Természetesen nem vált olyan mértékbenáltalánossá, mint az ISO 9000 szabványrendszernek megfelelő minőségügyirendszerek kiépítése, de ma már növekedik azon vállalatok száma, amelyek fog-lalkoznak e kérdéskörrel. Ezen a területen a TQM értelmezésében is igen eltérőnézőpontokkal találkozhatunk. Sok vállalatnál a teammunka és a minőségmód-szerek szisztematikus alkalmazása esetén is már TQM-rendszer kialakításárólbeszélnek. E félreértések egyik jele az a tény, hogy több esetben lehet hallani vál-lalati, de minőségtanácsadói körökben is azt, hogy az ISO 9004-4 elnevezésű, mi-nőségmódszereket bemutató szabványt TQM-szabványként emlegetik. Itt emlí-tem meg, hogy általános tapasztalatunk, hogy az alulról történő kezdeményezé-sek a hazai társadalmi és vállalati kulturális környezetben nem igazán válnakrendszerré és általánossá. Ezt mutatta az a – különben a minőségügyi szemlélet-formálásban igen jelentős eredményeket hozó – nyolcvanas évek végén indítottAMR-program is, amely a japán példák alapján az alulról építkezést tartotta aprogram fókuszában.
A Total Quality Management vezetési filozófia megalkotói a vezetési filozófiaelterjesztésében a vezető szerepét tartják kulcstényezőnek. A vezető elkötelezett-sége és azonosulása nélkül nem lehet a TQM-et alkalmazni az érintett szervezet-ben. A vezető kell, hogy „megfertőzze” munkatársait e vezetési filozófia alapel-
7. FEJEZET. A MINŐSÉGMENEDZSMENT-RENDSZEREK FEJLESZTÉSE 211
MM-007.qxd 2006.07.16. 22:42 Page 211
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
veivel, és edzőként, oktatóként gondoskodnia kell az alkalmazásához szükségeseszközök és módszerek megtanításáról és hatékony használatáról.
A TQM vezetési filozófia bevezetésével kapcsolatos programot projektkéntérdemes kezelni. E projekt vezetője minden esetben az első számú vezető kell,hogy legyen abban az esetben, ha sikeres TQM-programot kívánunk megvalósí-tani. A projekt konkrét megvalósításánál figyelembe kell és lehet venni a TQM-rendszerek kiépítésével kapcsolatos általános tapasztalatokat, de ezeket a szer-vezet sajátosságainak megfelelően kell módosítani.
A TQM-programok tapasztalatai azt mutatják számunkra, hogy a hazai vál-lalkozások döntő többsége az ISO 900x tanúsítás megszerzését követően lép aTQM útjára. Ebben az esetben a TQM módszereinek alkalmazása egyben a tanú-sított minőségügyi rendszer elemeinek fejlesztését és ezek hatékony működésétis támogatja. Természetesen a módszerek alkalmazása mellett a szemléletformá-lás, a TQM-értékrend megteremtése jelent csak tartós sikert ezen a területen.
Más esetekben kipróbáltuk az amerikai vállalatoknál is alkalmazott modellt. A vállalatnál a TQM vezetési filozófia kialakításával kezdtük a munkánkat. Eztermészetesen már igényelte bizonyos szintű minőségkultúra meglétét az adottszervezetben. Az igen intenzív oktatási folyamatot követően – amely a szemlé-letformálást és a módszerek alkalmazásszintű elsajátítását is jelentette – a válla-lat elindult a TQM vezetési rendszer irányába. E szemlélettel élte napjait ésmunkálkodott a folyamatainak azonosításán és javításán a vevőközpontúság fi-gyelembe vételével a dolgozók széles körének bevonásával. E közel két éves fo-lyamat közben jelentkezett a vevői igény az ISO 900x tanúsítás megszerzésére.Egyszerű volt a helyzetünk, mert a kialakított rendszerekhez csak el kellett ké-szíteni a szabvány előírásainak megfelelő dokumentációt, és így igen rövid időalatt könnyedén megszerezte a vállalat a tanúsító okiratot.
Összefoglalva megállapíthatjuk, hogy a hazai vállalkozások életében a minő-ségügyi szemlélet előtérbe került. A stratégiai döntések meghozatalánál elsősor-ban az ISO 9000 szabványrendszernek megfelelő minőségügyi rendszerek fej-lesztése került előtérbe az elmúlt évtizedben. A Total Quality Management ve-zetési filozófia alkalmazása is napi gyakorlattá vált hazánkban. A TQM haté-kony bevezetése nem nélkülözheti a minőségügyi rendszer alapjainak meglététa vállalatnál. A minőségfejlesztési folyamatot projektrendszerben hatékony vé-gezni. A projekt pontos kialakítása és ütemezése jelentős mértékben függ a vál-lalati jellemzőktől. A vezetői elkötelezettség az ISO 9000-es rendszerekben haté-konyan támogatja a rendszer kialakítását és működtetését, a TQM-rendszerek-ben pedig nélkülözhetetlen eleme a bevezetési folyamatnak.
7.2 MINŐSÉGKÖLTSÉGEK
A vállalatok, intézmények működésében a költségek egy jelentős csoportját ké-pezik a minőségköltségek, melyek – egyszerűen fogalmazva – a termék minősé-
212 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-007.qxd 2006.07.16. 22:42 Page 212
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
gének biztosítására fordított összeget jelentik. Sajnos a hagyományos számvite-li rendszerek a minőségköltségekkel nem foglalkoznak – adatait nem gyűjtik kü-lön és nem is mutatják ki –, de a korszerű vállalatvezetési rendszerekben, így azegyre szélesebb körben alkalmazott TQM filozófiánál is nagy jelentősége van aminőségköltségek alakulásának, befolyásolásának. Minőségköltségek képződ-nek a kutatás, fejlesztés, a tervezés, a termelés, a minőségszabályozás, a termékértékesítése és az utóélete követése során is. Minőséggel összefüggő költségek-kel általában gyártó vállalatoknál találkozunk, ahol ezen költségek összefügg-nek a termék hibáinak megelőzésével (és elhárításával), megállapításával és ki-küszöbölésével. Míg az előbbi kettő, tehát a hibamegelőzés és -megállapítás, ál-talában a vállalatnál folyik, a hibák kiküszöbölésének egy része már a vállalatonkívül, a termék eladása után realizálódik. A minőségköltségek között vannak el-kerülhetők és elkerülhetetlenek is.
P. Crosby és követői a minőségköltségek vizsgálatakor olyan következtetésrejutottak, hogy a jobb minőség nem kerül többe (szemben az addig uralkodó el-mélettel), legalábbis egy bizonyos minőségi szintig, amelynek értéke vállalat-specifikus, tehát cégenként eltérő. Ezek alapján az adott vállalatnál kialakult vi-szonyokhoz képest a költségek céltudatosabb felhasználása vagy az elért jobbminőség költségmegtakarítást, illetve jobb minőséget eredményez.
A minőségköltségeknek alapvetően két összetevőjét tudjuk meghatározni: amegfelelés (egyezőség), és a nem megfelelés (eltérés) költségeit.
A továbbiakban a BS 6143:1992 szabvány alapján tekintjük át a minőségkölt-ségek csoportosításának és elemzésének lehetőségeit. A minőségköltségek fel-osztásához az alábbi két tényt kell tudomásul venni:
a hibák, ha előfordultak, csökkentik a hasznot;illetve a megelőzést célzó minőségellenőrzési tevékenységek és a mi-nőségmenedzsment-rendszer működése is pénzt igényel.
Ezeket a költségeket a minőséggel kapcsolatos költségeknek tekintjük, és egy-szerűsítve az alábbi módon osztályozhatjuk őket:
1. Megelőzési költségek: minden olyan intézkedés költsége, amelynekcélja az eltérés vagy hiba vizsgálata, megelőzése vagy kockázatánakcsökkentése.
2. Értékelési költségek: a minőségi követelmények teljesítése kiértékelé-sének költségei, például a „minőséghurok” bármely pontján végre-hajtott verifikálás és ellenőrzés költsége.
3. Belső hibaköltségek: az eltérésekből és hibákból eredően a szervezetenbelül a minőséghurok bármely pontján fölmerülő költségek, mintpéldául a selejt, utánmunkálás, ismételt bevizsgálás, újraellenőrzésvagy újratervezés.
7. FEJEZET. A MINŐSÉGMENEDZSMENT-RENDSZEREK FEJLESZTÉSE 213
MM-007.qxd 2006.07.16. 22:42 Page 213
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
4. Külső hibaköltségek: a nem megfelelésből és hibákból eredően a ve-vő/felhasználó részére a kiszállítást követően fölmerülő költségek,melyek közé tartoznak a garanciális csere, a következmények, károkés a kötbérek miatt keletkezett költségek.
Az előzőekben meghatározott költségtípusok egy hagyományos vállalati műkö-dés esetén a következő összetevőkből állhatnak:
1. Megelőzési költségek: azért merülnek fel, hogy az értékelési és a hiba-költségeket csökkentsék:
a) minőségtervezés;b) a minőségmérési és vizsgálóberendezések tervezése és fejlesz-
tése;c) a tervezés felülvizsgálata és verifikálása a minőség szempont-
jából; d) a minőségellenőrző, -mérő és -tesztelő berendezések kalibrá-
lása és karbantartása;e) a minőség ellenőrzésére használatos termelő berendezések ka-
librálása és karbantartása;f) a beszállítók minősítése és értékelése;g) képzés;h) a minőség auditálása;i) a beszerzések elemzése és jelentéskészítés a minőségadatokról;j) minőségjavítási programok;k) a minőségmenedzsment-rendszer működtetése.
2. Értékelés költségei: ezek azért merülnek fel, hogy eleve megbizonyo-sodjunk arról, hogy a termék megfelel a minőségi követelmények-nek. Az értékelési költségek szokásos kategóriái:
a) gyártás előtti verifikálás;b) átvételi ellenőrzés;c) laboratóriumi átvételi vizsgálatok;d) ellenőrzés és próbák;e) ellenőrző-, mérő- és vizsgálóberendezések;f) anyagok az ellenőrzésekhez, mérésekhez és vizsgálatokhoz;g) az ellenőrzések, mérések és vizsgálatok eredményeinek elem-
zése és jelentése;h) helyszíni mérések, próbák;i) jóváhagyások és hatósági engedélyek;j) a jegyzőkönyvek és dokumentumok megőrzése, archiválása.
214 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-007.qxd 2006.07.16. 22:42 Page 214
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
3. Belső hibaköltségek: akkor merülnek fel, ha felfedezték a nem megfe-lelő minőséget, mielőtt a szállítóról a vevőre átszállt volna a tulaj-donjog. Szokásos kategóriái:
a) selejt;b) csere, utánmunkálás és javítás;c) hibaelhárítás vagy hibaelemzés;d) ismételt minőségvizsgálat és -tesztelés;e) a beszállító hibája;f) módosítási engedélyek és árengedmények;g) a termékek értékcsökkenése;h) az elpocsékolt idő.
4. Külső hibaköltségek: akkor merülnek fel, ha azután fedezték fel a nemmegfelelő minőséget, miután a szállítóról a vevőre átszállt a tulaj-donjog:
a) reklamációk;b) garanciális igények;c) elutasított és visszaküldött termékek;d) árengedmények;e) eladási veszteségek;f) a visszahívás költségei;g) termékfelelősségi perek.
A beruházás mint megelőzés lényegesen csökkentheti mind a belső, mind a kül-ső hibaköltségeket. Ezen túlmenően a külső reklamációk csökkentése nemcsakazért fontos, hogy a költségeket csökkentsük, hanem azért is, hogy a cég fenn-tartsa a jó hírnevét a vásárlók körében, illetve a vállalati erkölcsét. Rendszerinttovábbi forrásokat is a minőséggel kapcsolatos tevékenységek rendelkezésérebocsátanak, ha világosan kimutatható, hogy ezáltal megnő a hatékonyság. A ha-tékony minőségmenedzsment-rendszer jelentősen hozzájárulhat a profithoz, ésszámos bizonyíték igazolja, hogy a hibaköltségek kimutatására, csökkentéséreés megszüntetésére fordított források hasznot hoznak a jobb minőségnek, a ha-tékonyságnak és a versenyképességnek köszönhetően.
Ha a különböző minőségköltség-kategóriákat a szervezet minőségszintjénekfüggvényében ábrázoljuk, akkor az alábbi, 7.1 ábrán látható trendeket tapasztaljuk:
7. FEJEZET. A MINŐSÉGMENEDZSMENT-RENDSZEREK FEJLESZTÉSE 215
MM-007.qxd 2006.07.16. 22:42 Page 215
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A minőségköltségeket értékelve persze minden szervezet (termék, szolgáltatás)esetén létezik egy minőségi szintoptimum.
7.3 MINŐSÉGDÍJ-MODELLEK
A minőségügy területén kiváló eredményeket elérő szervezetek elismerése cél-jából először 1951-ben, Japánban ítéltek oda minőségdíjat, amelyet Deming-díj-nak neveztek el. Ezt követte a Malcolm Baldridge-díj létrehozása az Egyesült Ál-lamokban 1987-ben, amelyet a TQM vezetési filozófia sikeres alkalmazásábaneredményt elért szervezetek elismerésére alapítottak. Az EFQM (EuropeanFoundation for Quality Management) Üzleti Kiválóság Modellen alapuló EurópaiMinőségi Díját 1991-ben hozták létre. Az 1996-ban megalapított magyarországiNemzeti Minőségi Díj (NMD) az Európai Minőségi Díjnál használt EFQM Üzle-ti Kiválóság Modellen alapszik.
Az EFQM Kiválóság Modell – az EFQM Üzleti Kiválóság Modell továbbfej-lesztett változata – 1999-ben került kiadásra, és elődjét 2000-ben váltotta fel. AModell alapfilozófiája nem változott, a két modell közötti eltérés azonban igenjelentős. A Kiválóság Modell elődjénél eredményorientáltabb és könnyebben al-kalmazható a közszolgálat területén. Várhatóan a változás a modellalapú minő-ségi díjak területén is érezteti a hatását.
A felsorolt minőségi díjakról elmondható, hogy a később alapított díjak a mármeglevőket figyelembe véve készültek, csekély az eltérés közöttük. Lényegesvonásuk, hogy nem a termék vagy a szolgáltatások minőségét vizsgálják, illetve
216 A MINŐSÉGMENEDZSMENT ALAPJAI
7.1 ábra
MM-007.qxd 2006.07.16. 22:42 Page 216
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
díjazzák, hanem az egész szervezet tevékenységét. A díjak a TQM vezetési filo-zófiának megfelelő értékrendet közvetítik a szervezetek felé, és hozzásegíteneka formális, időnként a szervezetekben nehezen értelmezhető előírások definiálá-sához, eltervezéséhez és egyre magasabb szinten történő megvalósításához.
A Malcolm Baldridge-díjat (Malcolm Baldridge National Quality Award) aDeming-díj tapasztalatainak felhasználásával 1987-ben hozták létre az EgyesültÁllamokban. Életbelépése után a Malcolm Baldridge-díj nagyon gyorsan fontostényezővé vált az amerikai vállalatok és intézmények eredményeinek mérésé-ben, a megfelelő értékrend kialakításában. A Baldridge-díj a TQM alapelveit ad-ta meg tiszta, érthető formában.
A Malcolm Baldridge-díj kritériumrendszerét a TQM elveinek megfelelőenfolyamatosan továbbfejlesztik. A következő, 7.1 táblázat a Malcolm Baldridge-díjfontosabb kritériumait és ezek változását mutatja be.
1993 1996 1997 2005
A vezető szerepe 100 90 110 120
Információk és elemzés 70 75 80 90
Stratégiai tervezés 60 55 80 85
Emberierőforrás-menedzsment 150 140 100 85
A folyamatok minőségének 140 140 100 85menedzselése
Minőségi és működési eredmények 180 250 450 450
Vevői elégedettség 300 250 80 85
A Baldridge-díjra pályázók munkája – megegyezően a később tárgyalandóEFQM-modellel – a szervezetek önértékelésével kezdődik. Az önértékelés elem-zése a szakértői csoport munkájának kiindulópontja, amelyet később helyszínivizsgálat követ. A díj egyik célja az, hogy a nyertesek, illetve a magas pontszá-mot elérők tapasztalataiból mások is tanulhassanak, a céginformációkat azon-ban szigorúan bizalmasan kezelik.
7.3.1 Európai Kiválóság Modell (a korábbi Európai Üzleti Kiválóság Modell)
Az Európai Üzleti Kiválóság Modell kidolgozásakor a Baldridge-díj tapasztala-tait vették figyelembe. Az amerikai Baldrige-modellhez nagyon hasonló, annakeurópai megfelelőjeként működő Üzleti Kiválóság Modell létrehozója aEuropean Foundation for Quality Management (EFQM). Ezt a szervezetet 1988-
7. FEJEZET. A MINŐSÉGMENEDZSMENT-RENDSZEREK FEJLESZTÉSE 217
7.1 táblázat
MM-007.qxd 2006.07.16. 22:42 Page 217
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
ban vezető európai cégek hozták létre annak érdekében, hogy a TQM elterjesz-tése révén nőjön az európai szervezetek hatékonysága és eredményessége. AzEurópai Minőségmodell (European Quality Award) kialakítása a EuropeanOrganisation for Quality (EOQ) támogatásával történt.
Az EFQM-modell alapkoncepciója röviden a következő alapelvekben foglal-ható össze:
nem kötelezően előírt végrehajtandó lépéseket tartalmaz, a vevő áll a középpontban, igen lényeges a munkatársak szakmai fejlődése és részvétele a minő-ség fejlesztésében,folyamatok és tények vannak a középpontban,a vezetés és a céloknak való megfelelés egységének fontossága,a társadalom iránti felelősség,eredményorientáltság.
7.3.2 EFQM Kiválóság Modell – RADAR
1999-ben az EFQM-modell neve is változott, az új név: Európai Minőségi Díj(The EFQM Excellence Model), amely azt tükrözi, hogy az új modell nem anynyi-ra üzletorientált, hanem sokkal szélesebb körben is használható. Az EFQM-modell két egyenlő fontosságú részre osztható: az „Adottságok” és az „Eredmé-nyek” részterületére, amelyek 9 főkritériumot és 32 alkritériumot tartalmaznak.Az „Adottságok” területén belül 24 alkritérium található, amelyek segítségévelfölmérhető a feladatok/problémák megközelítésének és megoldásának folya-mata, módszere, valamint a konkrét feladatokra lebontott alkalmazás módja aszervezetben. A 8 alkritérium által meghatározott „Eredmény” részterület té-nyeken alapuló objektív felméréshez használható, amely lehetővé teszi az össze-hasonlítást más szervezetekkel. Ez utóbbi részterületen az eredmények kiváló-ságát és az alkalmazás kiterjedését vizsgálják.
A modell központi része a RADAR (a results, approach, deployment, assessmentés review kifejezésekből), amelynek elemei:
Eredmények (results): A szervezetnek meg kell határoznia azokat azeredményeket, amelyeket célul tűz ki a politika- és stratégiakialakítá-si folyamat során. Az eredmények definiálása a működéspolitika és -stratégia kialakításának része. Az eredmények a szervezet pénzügyiés más tevékenységeinek folyamatait, valamint a szervezet partnerei-nek (érdekelt feleinek) az értékelését, véleményét tartalmazzák. Megközelítés, módszer (approaches): Olyan megbízható és integrált mód-szerek tervezése és létrehozása, amelyek biztosítják a jelen és a jövőkövetelményeinek való megfelelést.
218 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-007.qxd 2006.07.16. 22:42 Page 218
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Alkalmazás, feladatok szintjére történő lebontás (deployment): A szervezet-nek a módszereket szisztematikusan kell alkalmaznia a teljes körű be-vezetés biztosítása érdekében. Elemzés és helyzetértékelés (assessment és review): A szervezet az alkalma-zott módszereket elemzi és felülvizsgálja, ami folyamatos tanulási fo-lyamatot feltételez. Ha szükséges, ennek alapján azonosítani lehet afejlesztési igényeket, felállítani a prioritásokat és bevezetni a szüksé-ges tevékenységeket.
A RADAR elemei az „Adottságok” valamennyi alkritériumára vonatkoznak. Az„Eredmények” alkritériumoknál két elemet különböztetünk meg:
a hatás felmérése,folyamatindikátorok.
7.3.3 AZ EFQM Kiválóság Modell legfontosabb jellemzői és a Nemzeti Minőségi Díj
Az EFQM Kiválóság Modell az önértékelés olyan szisztematikus módszere,irányelve, amely figyelembe veszi a szervezetek igen nagyfokú különbözőségét,illetve azzal is számol, hogy a szervezeti minőségi kiválóság számtalan különfé-le módon érhető el. Az EFQM Kiválóság Modell a TQM filozófiáján alapul, leír-ja a minőség összetevőit és súlyozza fontosságukat. Az elmondottaknak megfe-lelően a modell nem tartalmaz univerzálisan használható előírásokat, hanemcsak a kiválóság eléréséhez szükséges kérdésköröket adja meg.
Az EFQM Kiválóság Modell elméleti konstrukcióján alapuló Európai Minősé-gi Díj (és a hazai Nemzeti Minőségi Díj) alapelvei: az önfelmérés során a szerve-zetnek be kell mutatnia, hogy a tevékenységének mekkora részére terjed ki a fel-mérés, az eredmények szempontjából milyen a vizsgált paraméterek relatív fon-tossága és milyen az értékelés/felmérés fontossága, relevanciája a különbözőpartnerek (érdekelt felek) számára. Az EFQM Kiválóság Modell jelentőségeezeknek a szempontoknak az összekapcsolásából származik.
Az EFQM-modell alkalmazása tehát négy, lényegesen különböző lépésbentörténik, ezek pedig az alábbiak:
a TQM vezetési filozófia megvalósítása a szervezet, az intézmény éle-tében;önfelmérés, önértékelés végzése, és az értékelés alapján a szervezetmunkájának fejlesztése;amikor az önfelmérés már megfelelően folyik a szervezetben, ésamennyiben az önfelmérés kedvező képet mutat a szervezetről, követ-kezhet a minőségi díj megpályázása, amelyet értékelés követ; vagyis a
7. FEJEZET. A MINŐSÉGMENEDZSMENT-RENDSZEREK FEJLESZTÉSE 219
MM-007.qxd 2006.07.16. 22:42 Page 219
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
pályázat értékelése: amely egyéni értékelésből, a konszenzusos cso-portos értékelésből és helyszíni szakértői értékelésből tevődik össze.A pályázati anyag, valamint a helyszíni vizsgálat alapján a zsűri dön-tése a díj odaítéléséről.
7.3.3.1 Önfelmérés, önértékelés A modell használatának első lépéseként a szervezetek önfelmérést, önértékeléstvégeznek, amelynek az eredményét eljuttatják az EFQM-hez, illetve nemzeti díjesetén az ezzel foglalkozó intézményhez. Az önfelmérés legfontosabb lépései: a) a vezetés tájékoztatása; b) az önértékelés módszereinek oktatása; c) az adat-gyűjtés tervezése és előkészítése, team létrehozása; d) adatgyűjtők tanfolyama;e) adatgyűjtés; f) adatfeldolgozás, jelentésírás; g) az értékelést végzők tanfolya-ma; h) a jelentés értékelése; i) az erősségek megállapítása és a fejlesztendő terü-letek kijelölése; j) a minőségfejlesztéshez használandó módszerek kiválasztása;stratégiai terv készítése.
7.3.3.2 Külső felmérés Az Európai Minőségi Díj (illetve a nemzeti minőségdíjak) megpályázása – az ön-felmérés mellett – a külső felmérésben rejlő további haszonnal is jár a szervezetszámára. A díj megpályázása után az adott szervezettől független szakértők elő-ször áttekintik és értékelik az önfelmérés dokumentumait, majd következik ahelyszíni vizsgálat. A helyszíni vizsgálat után a szakértők eljuttatják véleményü-ket és javaslataikat a szervezet vezetéséhez. Ez a vélemény pontosabb és sokesetben „élesebb”, mint az önfelmérés, hiszen az összehasonlítás sokkal több in-formáción alapul és objektívabb. A külső szakértők megállapításai jelentik a to-vábbi fejlődés alapját.
7.3.3.3 A Kiválóság Modell kritériumai és alkritériumaiA Kiválóság Modell 9 kritériuma további alkritériumokra osztható és több százkérdéscsoportot tartalmaz.
Az EFQM-modell leírja a minőség összetevőit és súlyozza fontosságukat. Az EFQM-modell – amelyet Üzleti Kiválóság Modell néven is emlegetnek – kri-tériumai a 7.2 ábrán láthatók:
220 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-007.qxd 2006.07.16. 22:42 Page 220
© Kövesi János, Topár József
© Typotex Kiadó
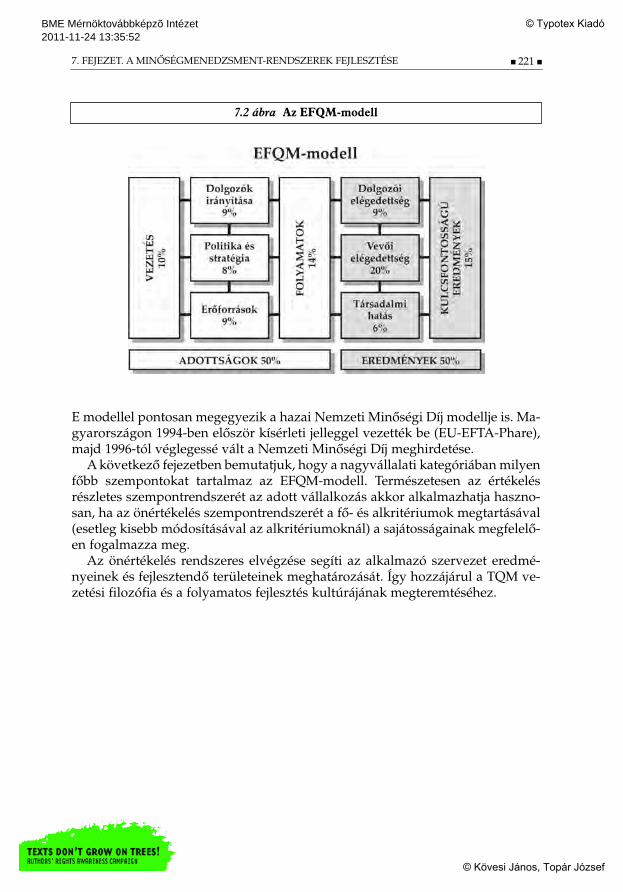
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
E modellel pontosan megegyezik a hazai Nemzeti Minőségi Díj modellje is. Ma-gyarországon 1994-ben először kísérleti jelleggel vezették be (EU-EFTA-Phare),majd 1996-tól véglegessé vált a Nemzeti Minőségi Díj meghirdetése.
A következő fejezetben bemutatjuk, hogy a nagyvállalati kategóriában milyenfőbb szempontokat tartalmaz az EFQM-modell. Természetesen az értékelésrészletes szempontrendszerét az adott vállalkozás akkor alkalmazhatja haszno-san, ha az önértékelés szempontrendszerét a fő- és alkritériumok megtartásával(esetleg kisebb módosításával az alkritériumoknál) a sajátosságainak megfelelő-en fogalmazza meg.
Az önértékelés rendszeres elvégzése segíti az alkalmazó szervezet eredmé-nyeinek és fejlesztendő területeinek meghatározását. Így hozzájárul a TQM ve-zetési filozófia és a folyamatos fejlesztés kultúrájának megteremtéséhez.
7. FEJEZET. A MINŐSÉGMENEDZSMENT-RENDSZEREK FEJLESZTÉSE 221
7.2 ábra Az EFQM-modell
MM-007.qxd 2006.07.16. 22:42 Page 221
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
7.4 A NEMZETI MINŐSÉGI DÍJ A SZERVEZETI KIVÁLÓSÁGÉRT
MODELLJÉNEK KRITÉRIUMRENDSZERE
7.4.1 Vezetés (irányítás)
A kritérium értelmezéseA kiváló(ságra törekvő) vezetők meghatározzák a szervezet küldetését és jövő-képét, valamint elősegítik azok megvalósulását. Kialakítják a fenntartható siker-hez szükséges szervezeti értékrendet és irányítási rendszert, melyek bevezetésétszemélyes cselekedeteikkel és magatartásukkal támogatják. A változások idő-szakában is megőrzik a célok állandóságát, ugyanakkor – amennyiben ez szük-séges – képesek megváltoztatni szervezetük irányvonalát, és képesek másokat ispéldamutatásukkal ösztönözni a változások támogatására, követésére.
AlkritériumokA „Vezetés” kritérium az alábbi öt alkritériumból áll, amelyek mindegyikét megkell vizsgálni az önértékelés során.
A vezetők kialakítják a szervezet küldetését, jövőképét, értékrendjét ésetikai alapelveit, és példát mutatnak a TQM „Kultúra” elterjesztésében.A vezetők személyes részvételükkel biztosítják a szervezet irányításirendszerének kialakítását, bevezetését és folyamatos továbbfejlesztését.A vezetők együttműködése a szervezet vevőivel, a szervezet partne-reivel és a társadalom képviselőivel.A vezetők a munkatársak körében is megerősítik a „Kiválóság” kultú-ráját.A vezetés szerepe a szervezet változásainak menedzselésében.
7.4.2 Politika és stratégia
A kritérium értelmezéseA kiváló(ságra törekvő) szervezet a küldetését és a jövőképét egy világos, azérintettek elvárásaira összpontosító, a piac és az ágazat jellegzetességeit is figye-lembe vevő stratégia segítségével valósítja meg. A stratégia megvalósítása érde-kében szervezeti politikákat (például minőségpolitika, környezeti politika) ala-kít ki, amelyeket különböző szintű tervek és a hozzájuk kapcsolódó célok segít-ségével valósít meg. Kialakítja a stratégia elkészítésének folyamatait és a straté-gia megvalósítását segítő kulcsfolyamatok rendszerét.
AlkritériumokA „Politika” és „Stratégia” kritérium az alábbi négy alkritériumból áll, amelyekmindegyikét meg kell vizsgálni az önértékelés során.
222 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-007.qxd 2006.07.16. 22:42 Page 222
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Az érintettek jelenlegi és jövőbeli igényeinek és elvárásainak értelme-zése és előrejelzése a szervezet politikájának és stratégiájának kialakí-tásához.A szervezet teljesítménymutatóinak, kutatási és belső tanulási folya-mataiból, valamint más külső forrásból származó információinak be-gyűjtése és elemzése a szervezet politikájának és stratégiájának kiala-kításához.A politika és stratégia kialakítása, felülvizsgálata és aktualizálása.
Az alkritérium például az alábbi területek vizsgálatát és bemutatását foglalhatja magában:
A politika és stratégia megismertetése és megvalósítása a kulcsfolya-matok rendszerén keresztül.
7.4.3 Emberi erőforrások
A kritérium értelmezéseA kiváló(ságra törekvő) szervezet a munkatársak szakmai ismereteit és képessé-geit egyéni, csoportos és szervezeti szinten hasznosítja és menedzseli. Támogat-ja az igazságosságot és az egyenlőséget a szervezeten belül és kívül, továbbá tö-rekszik a munkatársak minél magasabb szintű bevonására és felhatalmazására.Oly módon gondoskodik a munkatársakról, kommunikál velük, jutalmazzaőket és ismeri el teljesítményüket, hogy ezzel motiválja és elkötelezze őket sajáttudásuk és képességeik felhasználására a szervezet céljai elérése érdekében.
AlkritériumokAz „Emberi erőforrások” kritérium az alábbi öt alkritériumból áll, amelyekmindegyikét meg kell vizsgálni az önértékelés során.
Az emberi erőforrások tervezése, irányítása és továbbfejlesztése.A munkatársak szakmai tudásának, felkészültségének és kompeten-ciáinak meghatározása, továbbfejlesztése és szinten tartása.A munkatársak bevonása és felhatalmazása.Párbeszéd a munkatársak és a szervezet között.A munkatársak jutalmazása, teljesítményük elismerése és gondosko-dás róluk.
7. FEJEZET. A MINŐSÉGMENEDZSMENT-RENDSZEREK FEJLESZTÉSE 223
MM-007.qxd 2006.07.16. 22:42 Page 223
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
7.4.4 Partnerkapcsolatok és erőforrások
A kritérium értelmezéseA kiváló(ságra törekvő) szervezet megtervezi és tudatosan menedzseli külsőpartnerkapcsolatait – ezen belül beszállítói kapcsolatait – és belső erőforrásait aszervezet politikájának és stratégiájának megvalósítása, a folyamatok hatékonyműködtetése érdekében. A partnerkapcsolatok és az erőforrások menedzselésesorán összehangolja a szervezet belső, illetve a szűkebb értelemben vett közös-ség, valamint a környezet jelenlegi és jövőbeni igényeit.
AlkritériumokA „Partnerkapcsolatok” és „Erőforrások” kritérium az alábbi öt alkritériumbóláll, amelyek mindegyikét meg kell vizsgálni az önértékelés során.
A külső partnerkapcsolatok menedzselése.Pénzügyi erőforrás-menedzsment.Az ingatlanok, berendezések, eszközök, anyagok és készletek mene-dzselése.Technológia-menedzsment.Információ- és tudásmenedzsment.
7.4.5 Folyamatok
A kritérium értelmezéseA kiváló(ságra törekvő) szervezet megtervezi, tudatosan menedzseli és fejlesztifolyamatait a vevők és más érintettek teljes körű elégedettségének elérése, vala-mint a számukra nyújtott értékek növelése érdekében.
AlkritériumokA „Folyamatok” kritérium az alábbi öt alkritériumból áll, amelyek mindegyikétmeg kell vizsgálni az önértékelés során.
A folyamatok módszeres megtervezése és menedzselése.A folyamatok szükség szerinti továbbfejlesztése az innováció alkal-mazásával a vevők és más érintettek elégedettségének növelése érde-kében.A termékek és/vagy szolgáltatások tervezése és fejlesztése a vevőiigények és elvárások alapján.A termékek előállítása, szállítása és szervizelése és/vagy szolgáltatá-sok biztosítása.A vevői kapcsolatok menedzselése és javítása.
224 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-007.qxd 2006.07.16. 22:42 Page 224
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
7.4.6 A vevőkkel kapcsolatban elért eredmények
A kritérium értelmezéseA kiváló(ságra törekvő) szervezet átfogóan méri a vevőivel kapcsolatban elérteredményeit, mely eredmények kiemelkedő teljesítményt mutatnak.
Alkritériumok„A vevői elégedettség terén elért eredmények” kritérium az alábbi két alkritéri-umból áll, amelyek mindegyikét meg kell vizsgálni az önértékelés során.
A vevők véleménye, elégedettsége.
Ezek az adatok azt mutatják be, hogy a vevők milyen véleményt alakítottak ki aszervezetről, illetve mennyire elégedettek a szervezet teljesítményével (ezek azinformációk származhatnak például vevői felmérésekből, célcsoport-vizsgála-tokból, beszállítói értékelésekből, valamint vevők által adott elismerésekből ésreklamációkból).
Belső teljesítménymutatók (a vevői elégedettségben elért továbbieredmények).
Ezeket a belső teljesítménymutatókat a vevői elégedettség háttérösszefüggései-nek megismerésére, megértésére és figyelemmel kísérésére, valamint a vevők-nek a szervezetről és annak teljesítményéről alkotott véleményével kapcsolatoseredmények előrejelzésére használja a szervezet.
7.4.7 A munkatársakkal kapcsolatban elért eredmények
A kritérium értelmezéseA kiváló(ságra törekvő) szervezet átfogóan méri a munkatársakkal és elégedett-ségükkel kapcsolatban elért eredményeit, mely eredmények kiemelkedő teljesít-ményt mutatnak.
Alkritériumok„A munkatársi elégedettség terén elért eredmények” kritérium az alábbi kétalkritériumból áll, amelyek mindegyikét meg kell vizsgálni az önértékelés során.
A munkatársak véleménye, elégedettsége.
Ezek az adatok azt mutatják be, hogy a munkatársak milyen véleményt alakítot-tak ki a szervezetről és tevékenységéről (ezek az információk származhatnak
7. FEJEZET. A MINŐSÉGMENEDZSMENT-RENDSZEREK FEJLESZTÉSE 225
MM-007.qxd 2006.07.16. 22:42 Page 225
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
például munkatársi felmérésekből, célcsoport-vizsgálatokból, interjúkból, másrendszeres munkatársi értékelésekből).
Belső teljesítménymutatók (a munkatársi elégedettségben elért továb-bi eredmények).
Ezeket a belső teljesítménymutatókat a munkatársi elégedettség alakulása mö-gött álló összefüggések megismerésére, megértésére és figyelemmel kísérésére,valamint a munkatársaknak a szervezetről és teljesítményéről alkotott vélemé-nyével kapcsolatos eredmények előrejelzésére használja a szervezet.
7.4.8 A társadalmi megítélés eredményei
A kritérium értelmezéseA kiváló(ságra törekvő) szervezet átfogóan méri a társadalommal, a helyi és tá-gabb értelemben vett (például regionális, nemzeti és nemzetközi) közösséggel ésannak elégedettségével kapcsolatban elért eredményeit, mely eredmények ki-emelkedő teljesítményt mutatnak.
Alkritériumok„A társadalmi hatással kapcsolatos eredmények” kritérium az alábbi kétalkritériumból áll, melyek mindegyikét meg kell vizsgálni az önértékelés során.
A társadalom véleménye, elégedettsége.
Ezek az adatok azt mutatják be, hogy a társadalom hogyan vélekedik a szerve-zetről és tevékenységéről (ezek az információk származhatnak például felméré-sekből, jelentésekből, közösségi találkozókból, társadalmi képviselőktől, kor-mányzati szervektől és jelentéseikből).
Belső teljesítménymutatók (a társadalmi hatással kapcsolatos továbbieredmények).
Ezeket a belső teljesítménymutatókat a társadalomnak a szervezetről kialakítottvéleménye hátterének megismerésére, megértésére és figyelemmel kísérésére,valamint a társadalomnak a szervezetről és annak teljesítményéről alkotott vé-leményének előrejelzésére használja a szervezet.
226 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-007.qxd 2006.07.16. 22:42 Page 226
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
7.4.9 Kulcsfontosságú eredmények
A kritérium értelmezéseA kiváló(ságra törekvő) szervezet átfogóan méri kulcsfontosságú eredményeités a hozzájuk kapcsolódó mutatóit, mely eredmények és mutatók kiemelkedőteljesítményt mutatnak.
AlkritériumokA „Kulcsfontosságú eredmények” kritérium az alábbi két alkritériumból áll, me-lyek mindegyikét meg kell vizsgálni az önértékelés során.
A szervezet kulcsfontosságú eredményei.
Ezek az adatok a szervezet által legfontosabbnak tartott, a szervezet politikájá-ban és stratégiájában megfogalmazott kulcsfontosságú célokhoz rendelt ered-ményeket mutatják be.
A szervezet kulcsfontosságú mutatói.
Ezeket a szervezet működésével kapcsolatos mutatókat a folyamatai hatékony-ságának megismerésére és figyelemmel kísérésére, valamint a kulcsfontosságúeredményeinek előrejelzésére és javítására használja a szervezet.
Többször felmerül az a kérdés, hogy ha egy vállalkozás kiváló színvonalon mű-ködteti az ISO 9000-es szabványrendszernek megfelelő minőségügyi rendszerét,akkor milyen mértékben elégíti ki az EFQM vagy az NMD követelményeit. A7.3 ábra (a következő oldalon) az EFQM felmérései alapján készült, és látható,hogy – egyes elemeknél – az ISO 9001:1994-es változata és a várható ISO9001:2000-es változata is csak kismértékben elég az adott elemhez tartozó pont-számok eléréséhez. Természetszerű, hogy a folyamatok szabályozásával kapcso-latos követelmények esetén fedi le legnagyobb mértékben az ISO 9000-es rend-szer egy ideális TQM-rendszer működését.
7. FEJEZET. A MINŐSÉGMENEDZSMENT-RENDSZEREK FEJLESZTÉSE 227
MM-007.qxd 2006.07.16. 22:42 Page 227
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
7.5 A VÁLLALATI TELJESÍTMÉNY VIZSGÁLATA A BALANCED
SCORECARD MÓDSZERÉVEL
A Balanced Scorecard – magyarul: „a kiegyensúlyozott mutatószám” – a vállala-tok stratégiájának végrehajtásához kínál kidolgozott keretrendszert. A módszereredendően azért jött létre, hogy megpróbálkozzon a csak pénzügyi mutatókközgazdasági szemléletmódját meghaladva egy olyan mutatószámrendszertmegalkotni, amely a pénzügyi mutatók korlátjain túllépve jobban számba veszia vállalati rendszerek információigényét, és a stratégia megvalósításának köve-telményei szerint definiál teljesítménymérési módszereket. A BalancedScorecard ezért a hagyományos pénzügyi szempontok mellé további – mutató-számokban megtestesülő – dimenziókat vesz fel.
A BSC lényege úgy fogalmazható meg, hogy a múlt teljesítményét tükrözőpénzügyi mutatókat kiegészítő, a jövő teljesítményeit legjobban befolyásoló té-nyezőkről pontos információt nyújtó stratégiai menedzsmentrendszer. A mód-szer részletes leírását a Balanced Scorecard megalkotói, Robert Kaplan és DavidNorton 1996-ban megjelent könyvükben ismertetik.
A BSC a szervezet teljesítményét négy szempontból közelíti meg, és alakítjaalrendszerekké, feltárva a szervezet céljai közötti ok-okozati viszonyt (7.4 ábra):
228 A MINŐSÉGMENEDZSMENT ALAPJAI
7.3 ábra
MM-007.qxd 2006.07.16. 22:42 Page 228
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
A BSC a kialakítás mélységétől függően a küldetést és a stratégiát folyamatokra,szervezeti egységekre, sőt egyénekre vonatkozó konkrét célokra és mutatószá-mokra bontja le.
A stratégia elemzése alapján a vállalat üzleti céljai négy nézőpont szerint ha-tározhatók meg. A modell segítségével feltérképezhetők a célok közötti ok-oko-zati kapcsolatok, és ezzel létrehozható a vállalat stratégiai térképe. A nézőpon-tok a következők:
1. Pénzügyi: hogyan értékelik a tulajdonosok a szervezetet, illetve mi-lyen üzleti eredményeket ér el a szervezet.
2. Vevők és partnerek: milyennek látják ők a szervezetet, illetve mikéntteremt új értéket számukra a szervezet.
3. Működési (belső) folyamatok: hogyan segítik elő a belső folyamatok avállalat stratégiai céljainak megvalósulását, azaz milyen területenkell a vállalati folyamatokat átalakítani, fejleszteni.
4. Tanulás és fejlődés: hogyan érhetők el a jövőbeni célok, hogyan tökéle-tesíthető az emberek tudása, milyen beruházásokkal fejleszthetők akülönböző rendszerek és eljárások, hogyan biztosítható a stratégiáhozvaló igazodás.
7. FEJEZET. A MINŐSÉGMENEDZSMENT-RENDSZEREK FEJLESZTÉSE 229
7.4 ábra A Balanced Scorecard (BSC) nézõpontjai
MM-007.qxd 2006.07.16. 22:42 Page 229
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
MM-007.qxd 2006.07.16. 22:42 Page 230
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
8. FEJEZET
Mellékletek
88..11 ttáábblláázzaatt Cp-, Cpk-indexek számolása
Kétoldali előírás és N Kétoldali előírás
Szimmetrikus AsszimetrikusN, ATH, FTH N, ATH, FTH ATH, FTH
Cp,Cm
Cpk,Cmk
Egyoldali előírás
N, FTH N, ATH FTH ATH
Cp,Cm
Cpk,Cmk
Jelölések:
x a minta számtani átlaga
s a mintából számolt tapasztalati szórás
Cp, Cpk folyamatképesség- (Process Capability) indexek (c = 3)
Cm, Cmk gépképesség- (Machine Capability) indexek (c = 4)
FTH – ATH2c ⋅ s
Min ;{ }
FTH – Nc ⋅ s
N – ATHc ⋅ s
FTH – Nc ⋅ s
N – ATHc ⋅ s
Min ;{ }FTH – xc ⋅ s
x – ATHc ⋅ s
Min ;{ }FTH – xc ⋅ s
x – ATHc ⋅ s
Min ;{ }FTH – xc ⋅ s
x – ATHc ⋅ s
FTH – ATH2c ⋅ s
FTH – xc ⋅ s
x – ATHc ⋅ s
FTH – xc ⋅ s
– –– –
x – ATHc ⋅ s
MM-008-010.qxd 2006.07.17. 0:54 Page 231
© Kövesi János, Topár József
© Typotex Kiadó
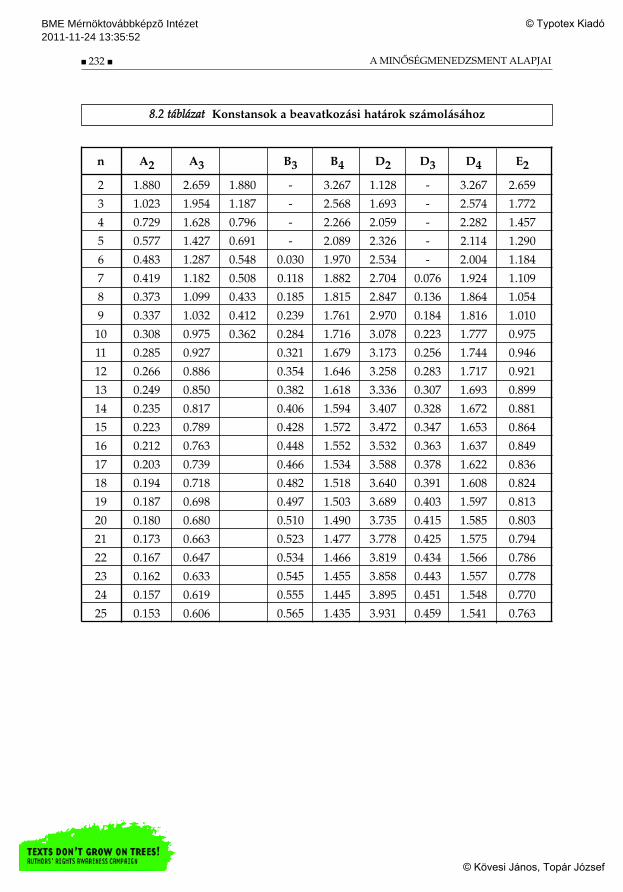
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
n A2 A3 B3 B4 D2 D3 D4 E2
2 1.880 2.659 1.880 - 3.267 1.128 - 3.267 2.659
3 1.023 1.954 1.187 - 2.568 1.693 - 2.574 1.772
4 0.729 1.628 0.796 - 2.266 2.059 - 2.282 1.457
5 0.577 1.427 0.691 - 2.089 2.326 - 2.114 1.290
6 0.483 1.287 0.548 0.030 1.970 2.534 - 2.004 1.184
7 0.419 1.182 0.508 0.118 1.882 2.704 0.076 1.924 1.109
8 0.373 1.099 0.433 0.185 1.815 2.847 0.136 1.864 1.054
9 0.337 1.032 0.412 0.239 1.761 2.970 0.184 1.816 1.010
10 0.308 0.975 0.362 0.284 1.716 3.078 0.223 1.777 0.975
11 0.285 0.927 0.321 1.679 3.173 0.256 1.744 0.946
12 0.266 0.886 0.354 1.646 3.258 0.283 1.717 0.921
13 0.249 0.850 0.382 1.618 3.336 0.307 1.693 0.899
14 0.235 0.817 0.406 1.594 3.407 0.328 1.672 0.881
15 0.223 0.789 0.428 1.572 3.472 0.347 1.653 0.864
16 0.212 0.763 0.448 1.552 3.532 0.363 1.637 0.849
17 0.203 0.739 0.466 1.534 3.588 0.378 1.622 0.836
18 0.194 0.718 0.482 1.518 3.640 0.391 1.608 0.824
19 0.187 0.698 0.497 1.503 3.689 0.403 1.597 0.813
20 0.180 0.680 0.510 1.490 3.735 0.415 1.585 0.803
21 0.173 0.663 0.523 1.477 3.778 0.425 1.575 0.794
22 0.167 0.647 0.534 1.466 3.819 0.434 1.566 0.786
23 0.162 0.633 0.545 1.455 3.858 0.443 1.557 0.778
24 0.157 0.619 0.555 1.445 3.895 0.451 1.548 0.770
25 0.153 0.606 0.565 1.435 3.931 0.459 1.541 0.763
232 A MINŐSÉGMENEDZSMENT ALAPJAI
88..22 ttáábblláázzaatt Konstansok a beavatkozási határok számolásához
MM-008-010.qxd 2006.07.17. 0:54 Page 232
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
k 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,00 0,9048 0,8187 0,7408 0,6703 0,6065 0,5488 0,4966 0,4493 0,4066 0,3679
1 0,0905 0,1637 0,2222 0,2681 0,3033 0,3293 0,3476 0,3595 0,3659 0,3679
2 0,0045 0,0164 0,0333 0,0536 0,0758 0,0988 0,1217 0,1438 0,1647 0,1839
3 0,0002 0,0011 0,0033 0,0072 0,0126 0,0198 0,0284 0,0383 0,0494 0,0613
4 0,0000 0,0001 0,0003 0,0007 0,0016 0,0030 0,0050 0,0077 0,0111 0,0153
5 0,0000 0,0000 0,0000 0,0001 0,0002 0,0004 0,0007 0,0012 0,0020 0,0031
6 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0001 0,0002 0,0003 0,0005
7 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0001
8 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000
k 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 20 0,3329 0,3012 0,2725 0,2466 0,2231 0,2019 0,1827 0,1653 0,1496 0,1353
1 0,3662 0,3614 0,3543 0,3452 0,3347 0,3230 0,3106 0,2975 0,2842 0,2707
2 0,2014 0,2169 0,2303 0,2417 0,2510 0,2584 0,2640 0,2678 0,2700 0,2707
3 0,0738 0,0867 0,0998 0,1128 0,1255 0,1378 0,1496 0,1607 0,1710 0,1804
4 0,0203 0,0260 0,0324 0,0395 0,0471 0,0551 0,0636 0,0723 0,0812 0,0902
5 0,0045 0,0062 0,0084 0,0111 0,0141 0,0176 0,0216 0,0260 0,0309 0,0361
6 0,0008 0,0012 0,0018 0,0026 0,0035 0,0047 0,0061 0,0078 0,0098 0,0120
7 0,0001 0,0002 0,0003 0,0005 0,0008 0,0011 0,0015 0,0020 0,0027 0,0034
8 0,0000 0,0000 0,0001 0,0001 0,0001 0,0002 0,0003 0,0005 0,0006 0,0009
k 2,1 2,2 2,3 2,4 2,50 0,1225 0,1108 0,1003 0,0907 0,0821
1 0,2572 0,2438 0,2306 0,2177 0,2052
2 0,2700 0,2681 0,2652 0,2613 0,2565
3 0,1890 0,1966 0,2033 0,2090 0,2138
4 0,0992 0,1082 0,1169 0,1254 0,1336
5 0,0417 0,0476 0,0538 0,0602 0,0668
6 0,0146 0,0174 0,0206 0,0241 0,0278
7 0,0044 0,0055 0,0068 0,0083 0,0099
8 0,0011 0,0015 0,0019 0,0025 0,0031
8. FEJEZET. MELLÉKLETEK 233
88..33 ttáábblláázzaatt Poisson-eloszlás valószínűségi eloszlása
MM-008-010.qxd 2006.07.17. 0:54 Page 233
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
k 2,6 2,7 2,8 2,9 3,0 3,1 3,2 3,3 3,4 3,50 0,0743 0,0672 0,0608 0,0550 0,0498 0,0450 0,0408 0,0369 0,0334 0,0302
1 0,1931 0,1815 0,1703 0,1596 0,1494 0,1397 0,1304 0,1217 0,1135 0,1057
2 0,2510 0,2450 0,2384 0,2314 0,2240 0,2165 0,2087 0,2008 0,1929 0,1850
3 0,2176 0,2205 0,2225 0,2237 0,2240 0,2237 0,2226 0,2209 0,2186 0,2158
4 0,1414 0,1488 0,1557 0,1622 0,1680 0,1733 0,1781 0,1823 0,1858 0,1888
5 0,0735 0,0804 0,0872 0,0940 0,1008 0,1075 0,1140 0,1203 0,1264 0,1322
6 0,0319 0,0362 0,0407 0,0455 0,0504 0,0555 0,0608 0,0662 0,0716 0,0771
7 0,0118 0,0139 0,0163 0,0188 0,0216 0,0246 0,0278 0,0312 0,0348 0,0385
8 0,0038 0,0047 0,0057 0,0068 0,0081 0,0095 0,0111 0,0129 0,0148 0,0169
9 0,0011 0,0014 0,0018 0,0022 0,0027 0,0033 0,0040 0,0047 0,0056 0,0066
10 0,0003 0,0004 0,0005 0,0006 0,0008 0,0010 0,0013 0,0016 0,0019 0,0023
k 3,6 3,7 3,8 3,9 4,0 4,1 4,2 4,3 4,4 4,50 0,0273 0,0247 0,0224 0,0202 0,0183 0,0166 0,0150 0,0136 0,0123 0,0111
1 0,0984 0,0915 0,0850 0,0789 0,0733 0,0679 0,0630 0,0583 0,0540 0,0500
2 0,1771 0,1692 0,1615 0,1539 0,1465 0,1393 0,1323 0,1254 0,1188 0,1125
3 0,2125 0,2087 0,2046 0,2001 0,1954 0,1904 0,1852 0,1798 0,1743 0,1687
4 0,1912 0,1931 0,1944 0,1951 0,1954 0,1951 0,1944 0,1933 0,1917 0,1898
5 0,1377 0,1429 0,1477 0,1522 0,1563 0,1600 0,1633 0,1662 0,1687 0,1708
6 0,0826 0,0881 0,0936 0,0989 0,1042 0,1093 0,1143 0,1191 0,1237 0,1281
7 0,0425 0,0466 0,0508 0,0551 0,0595 0,0640 0,0686 0,0732 0,0778 0,0824
8 0,0191 0,0215 0,0241 0,0269 0,0298 0,0328 0,0360 0,0393 0,0428 0,0463
9 0,0076 0,0089 0,0102 0,0116 0,0132 0,0150 0,0168 0,0188 0,0209 0,0232
10 0,0028 0,0033 0,0039 0,0045 0,0053 0,0061 0,0071 0,0081 0,0092 0,0104
k 4,6 4,7 4,8 4,9 5,00 0,0101 0,0091 0,0082 0,0074 0,0067
1 0,0462 0,0427 0,0395 0,0365 0,0337
2 0,1063 0,1005 0,0948 0,0894 0,0842
3 0,1631 0,1574 0,1517 0,1460 0,1404
4 0,1875 0,1849 0,1820 0,1789 0,1755
5 0,1725 0,1738 0,1747 0,1753 0,1755
6 0,1323 0,1362 0,1398 0,1432 0,1462
7 0,0869 0,0914 0,0959 0,1002 0,1044
8 0,0500 0,0537 0,0575 0,0614 0,0653
9 0,0255 0,0281 0,0307 0,0334 0,0363
10 0,0118 0,0132 0,0147 0,0164 0,0181
234 A MINŐSÉGMENEDZSMENT ALAPJAI
88..33 ttáábblláázzaatt Poisson-eloszlás valószínűségi eloszlása (folytatás)
MM-008-010.qxd 2006.07.17. 0:54 Page 234
© Kövesi János, Topár József
© Typotex Kiadó
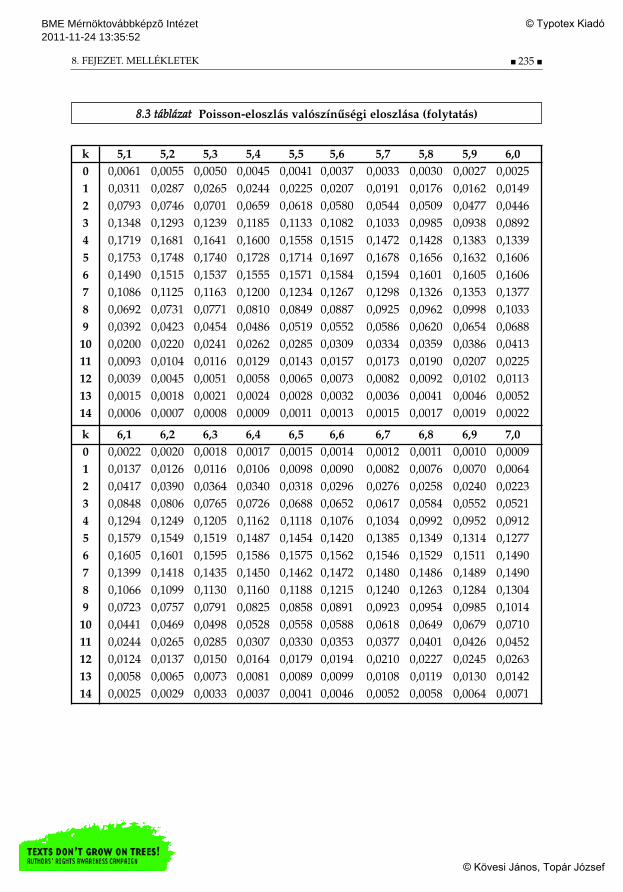
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
k 5,1 5,2 5,3 5,4 5,5 5,6 5,7 5,8 5,9 6,00 0,0061 0,0055 0,0050 0,0045 0,0041 0,0037 0,0033 0,0030 0,0027 0,0025
1 0,0311 0,0287 0,0265 0,0244 0,0225 0,0207 0,0191 0,0176 0,0162 0,0149
2 0,0793 0,0746 0,0701 0,0659 0,0618 0,0580 0,0544 0,0509 0,0477 0,0446
3 0,1348 0,1293 0,1239 0,1185 0,1133 0,1082 0,1033 0,0985 0,0938 0,0892
4 0,1719 0,1681 0,1641 0,1600 0,1558 0,1515 0,1472 0,1428 0,1383 0,1339
5 0,1753 0,1748 0,1740 0,1728 0,1714 0,1697 0,1678 0,1656 0,1632 0,1606
6 0,1490 0,1515 0,1537 0,1555 0,1571 0,1584 0,1594 0,1601 0,1605 0,1606
7 0,1086 0,1125 0,1163 0,1200 0,1234 0,1267 0,1298 0,1326 0,1353 0,1377
8 0,0692 0,0731 0,0771 0,0810 0,0849 0,0887 0,0925 0,0962 0,0998 0,1033
9 0,0392 0,0423 0,0454 0,0486 0,0519 0,0552 0,0586 0,0620 0,0654 0,0688
10 0,0200 0,0220 0,0241 0,0262 0,0285 0,0309 0,0334 0,0359 0,0386 0,0413
11 0,0093 0,0104 0,0116 0,0129 0,0143 0,0157 0,0173 0,0190 0,0207 0,0225
12 0,0039 0,0045 0,0051 0,0058 0,0065 0,0073 0,0082 0,0092 0,0102 0,0113
13 0,0015 0,0018 0,0021 0,0024 0,0028 0,0032 0,0036 0,0041 0,0046 0,0052
14 0,0006 0,0007 0,0008 0,0009 0,0011 0,0013 0,0015 0,0017 0,0019 0,0022
k 6,1 6,2 6,3 6,4 6,5 6,6 6,7 6,8 6,9 7,00 0,0022 0,0020 0,0018 0,0017 0,0015 0,0014 0,0012 0,0011 0,0010 0,0009
1 0,0137 0,0126 0,0116 0,0106 0,0098 0,0090 0,0082 0,0076 0,0070 0,0064
2 0,0417 0,0390 0,0364 0,0340 0,0318 0,0296 0,0276 0,0258 0,0240 0,0223
3 0,0848 0,0806 0,0765 0,0726 0,0688 0,0652 0,0617 0,0584 0,0552 0,0521
4 0,1294 0,1249 0,1205 0,1162 0,1118 0,1076 0,1034 0,0992 0,0952 0,0912
5 0,1579 0,1549 0,1519 0,1487 0,1454 0,1420 0,1385 0,1349 0,1314 0,1277
6 0,1605 0,1601 0,1595 0,1586 0,1575 0,1562 0,1546 0,1529 0,1511 0,1490
7 0,1399 0,1418 0,1435 0,1450 0,1462 0,1472 0,1480 0,1486 0,1489 0,1490
8 0,1066 0,1099 0,1130 0,1160 0,1188 0,1215 0,1240 0,1263 0,1284 0,1304
9 0,0723 0,0757 0,0791 0,0825 0,0858 0,0891 0,0923 0,0954 0,0985 0,1014
10 0,0441 0,0469 0,0498 0,0528 0,0558 0,0588 0,0618 0,0649 0,0679 0,0710
11 0,0244 0,0265 0,0285 0,0307 0,0330 0,0353 0,0377 0,0401 0,0426 0,0452
12 0,0124 0,0137 0,0150 0,0164 0,0179 0,0194 0,0210 0,0227 0,0245 0,0263
13 0,0058 0,0065 0,0073 0,0081 0,0089 0,0099 0,0108 0,0119 0,0130 0,0142
14 0,0025 0,0029 0,0033 0,0037 0,0041 0,0046 0,0052 0,0058 0,0064 0,0071
8. FEJEZET. MELLÉKLETEK 235
88..33 ttáábblláázzaatt Poisson-eloszlás valószínűségi eloszlása (folytatás)
MM-008-010.qxd 2006.07.17. 0:54 Page 235
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
k 7,1 7,2 7,3 7,4 7,50 0,0008 0,0007 0,0007 0,0006 0,0006
1 0,0059 0,0054 0,0049 0,0045 0,0041
2 0,0208 0,0194 0,0180 0,0167 0,0156
3 0,0492 0,0464 0,0438 0,0413 0,0389
4 0,0874 0,0836 0,0799 0,0764 0,0729
5 0,1241 0,1204 0,1167 0,1130 0,1094
6 0,1468 0,1445 0,1420 0,1394 0,1367
7 0,1489 0,1486 0,1481 0,1474 0,1465
8 0,1321 0,1337 0,1351 0,1363 0,1373
9 0,1042 0,1070 0,1096 0,1121 0,1144
10 0,0740 0,0770 0,0800 0,0829 0,0858
11 0,0478 0,0504 0,0531 0,0558 0,0585
12 0,0283 0,0303 0,0323 0,0344 0,0366
13 0,0154 0,0168 0,0181 0,0196 0,0211
14 0,0078 0,0086 0,0095 0,0104 0,0113
236 A MINŐSÉGMENEDZSMENT ALAPJAI
88..33 ttáábblláázzaatt Poisson-eloszlás valószínűségi eloszlása (folytatás)
MM-008-010.qxd 2006.07.17. 0:54 Page 236
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
x ΓΓ(x) x ΓΓ(x) x ΓΓ(x) x ΓΓ(x)
1,00 1,00000 1,25 0,90640 1,50 0,88623 1,75 0,91906
01 0,99433 26 0,90440 51 0,88659 76 0,92137
02 0,98884 27 0,90250 52 0,88704 77 0,92376
03 0,98355 28 0,90072 53 0,88757 78 0,92623
04 0,97844 29 0,89904 54 0,88818 79 0,92877
1,05 0,97350 1,30 0,89747 1,55 0,88887 1,80 0,93138
06 0,96874 31 0,89600 56 0,88964 81 0,93408
07 0,96415 32 0,89464 57 0,89049 82 0,93685
08 0,95973 33 0,89338 58 0,89142 83 0,93969
09 0,95546 34 0,89222 59 0,89243 84 0,94261
1,10 0,95135 1,35 0,89115 1,60 0,89352 1,85 0,94561
11 0,94740 36 0,89018 61 0,89468 86 0,94869
12 0,94359 37 0,88931 62 0,89592 87 0,95184
13 0,93993 38 0,88854 63 0,89724 88 0,95507
14 0,93642 39 0,88785 64 0,89864 89 0,95838
1,15 0,93304 1,40 0,88726 1,65 0,90012 1,90 0,96177
16 0,92980 41 0,88676 66 0,90167 91 0,96523
17 0,92670 42 0,88636 67 0,90330 92 0,96877
18 0,92373 43 0,88604 68 0,90500 93 0,97240
19 0,92089 44 0,88581 69 0,90678 94 0,97610
1,20 0,91817 1,45 0,88566 1,70 0,90864 1,95 0,97988
21 0,91558 46 0,88560 71 0,91057 96 0,98374
22 0,91311 47 0,88563 72 0,91258 97 0,98768
23 0,91075 48 0,88575 73 0,91467 98 0,99171
24 0,90852 49 0,88595 74 0,91683 99 0,99581
1,25 0,90640 1,50 0,88623 1,75 0,91906 2,00 1,00000
Megjegyzés:
x < 1-re és x > 2-re a gamma-függvény értékei az alábbi formulák segítségével kaphatók meg:
Γ(x) = , Γ(x) = (x–1) Γ(x–1)
8. FEJEZET. MELLÉKLETEK 237
88..44 ttáábblláázzaatt A gamma-függvény értékei
Γ (x+1)x
MM-008-010.qxd 2006.07.17. 0:54 Page 237
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
φ(–u) = 1 – φ(u)
u φ(u) u φ(u) u φ(u) u φ(u) u φ(u)
0.00 0.500000 0.52 0.698468 1.04 0.850830 1.56 0.940620 2.14 0.983823
0.01 0.503989 0.53 0.701944 1.05 0.853141 1.57 0.941792 2.16 0.984614
0.02 0.507978 0.54 0.705401 1.06 0.855428 1.58 0.942947 2.18 0.985371
0.03 0.511966 0.55 0.708840 1.07 0.857690 1.59 0.944083 2.20 0.986097
0.04 0.515953 0.56 0.712260 1.08 0.859929 1.60 0.945201 2.22 0.986791
0.05 0.519939 0.57 0.715661 1.09 0.862143 1.61 0.946301 2.24 0.987455
0.06 0.523922 0.58 0.719043 1.10 0.864334 1.62 0.947384 2.26 0.988089
0.07 0.527903 0.59 0.722405 1.11 0.866500 1.63 0.948449 2.28 0.988696
0.08 0.531881 0.60 0.725747 1.12 0.868643 1.64 0.949497 2.30 0.989276
0.09 0.535856 0.61 0.729069 1.13 0.870762 1.65 0.950529 2.32 0.989830
0.10 0.539828 0.62 0.732371 1.14 0.872857 1.66 0.951543 2.34 0.990358
0.11 0.543795 0.63 0.735653 1.15 0.874928 1.67 0.952540 2.36 0.990863
0.12 0.547758 0.64 0.738914 1.16 0.876976 1.68 0.953521 2.38 0.991344
0.13 0.551717 0.65 0.742154 1.17 0.879000 1.69 0.954486 2.40 0.991802
0.14 0.555670 0.66 0.745373 1.18 0.881000 1.70 0.955435 2.42 0.992240
0.15 0.559618 0.67 0.748571 1.19 0.882977 1.71 0.956367 2.44 0.992656
0.16 0.563559 0.68 0.751748 1.20 0.884930 1.72 0.957284 2.46 0.993053
0.17 0.567495 0.69 0.754903 1.21 0.886861 1.73 0.958185 2.48 0.993431
0.18 0.571424 0.70 0.758036 1.22 0.888768 1.74 0.959070 2.50 0.993790
0.19 0.575345 0.71 0.761148 1.23 0.890651 1.75 0.959941 2.52 0.994132
0.20 0.579260 0.72 0.764237 1.24 0.892512 1.76 0.960796 2.54 0.994457
0.21 0.583166 0.73 0.767305 1.25 0.894350 1.77 0.961636 2.56 0.994766
0.22 0.587064 0.74 0.770350 1.26 0.896165 1.78 0.962462 2.58 0.995060
0.23 0.590954 0.75 0.773373 1.27 0.897958 1.79 0.963273 2.60 0.995339
0.24 0.594835 0.76 0.776373 1.28 0.899727 1.80 0.964070 2.62 0.995604
0.25 0.598706 0.77 0.779350 1.29 0.901475 1.81 0.964852 2.64 0.995855
0.26 0.602568 0.78 0.782305 1.30 0.903200 1.82 0.965620 2.66 0.996093
238 A MINŐSÉGMENEDZSMENT ALAPJAI
88..55 ttáábblláázzaatt Standard normális eloszlású valószínűségi változóeloszlásfüggvényének táblázata
MM-008-010.qxd 2006.07.17. 0:55 Page 238
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
0.27 0.606420 0.79 0.785236 1.31 0.904902 1.83 0.966375 2.68 0.996319
0.28 0.610261 0.80 0.788145 1.32 0.906582 1.84 0.967116 2.70 0.996533
0.29 0.614092 0.81 0.791030 1.33 0.908241 1.85 0.967843 2.72 0.996736
0.30 0.617911 0.82 0.793892 1.34 0.909877 1.86 0.968557 2.74 0.996928
0.31 0.621720 0.83 0.796731 1.35 0.911492 1.87 0.969258 2.76 0.997110
0.32 0.625516 0.84 0.799546 1.36 0.913085 1.88 0.969946 2.78 0.997282
0.33 0.629300 0.85 0.802337 1.37 0.914657 1.89 0.970621 2.80 0.997445
0.34 0.633072 0.86 0.805105 1.38 0.916207 1.90 0.971283 2.82 0.997599
0.35 0.636831 0.87 0.807850 1.39 0.917736 1.91 0.971933 2.84 0.997744
0.36 0.640576 0.88 0.810570 1.40 0.919243 1.92 0.972571 2.86 0.997882
0.37 0.644309 0.89 0.813267 1.41 0.920730 1.93 0.973197 2.88 0.998012
0.38 0.648027 0.90 0.815940 1.42 0.922196 1.94 0.973810 2.90 0.998134
0.39 0.651732 0.91 0.818589 1.43 0.923641 1.95 0.974412 2.92 0.998250
0.40 0.655422 0.92 0.821214 1.44 0.925066 1.96 0.975002 2.94 0.998359
0.41 0.659097 0.93 0.823814 1.45 0.926471 1.97 0.975581 2.96 0.998462
0.42 0.662757 0.94 0.826391 1.46 0.927855 1.98 0.976148 2.98 0.998559
0.43 0.666402 0.95 0.828944 1.47 0.929219 1.99 0.976705 3.00 0.998650
0.44 0.670031 0.96 0.831472 1.48 0.930563 2.00 0.977250 3.20 0.999313
0.45 0.673645 0.97 0.833977 1.49 0.931888 2.00 0.977250 3.40 0.999663
0.46 0.677242 0.98 0.836457 1.50 0.933193 2.02 0.978308 3.60 0.999841
0.47 0.680822 0.99 0.838913 1.51 0.934478 2.04 0.979325 3.80 0.999928
0.48 0.684386 1.00 0.841345 1.52 0.935745 2.06 0.980301 4.00 0.999968
0.49 0.687933 1.01 0.843752 1.53 0.936992 2.08 0.981237
0.50 0.691462 1.02 0.846136 1.54 0.938220 2.10 0.982136
0.51 0.694974 1.03 0.848495 1.55 0.939429 2.12 0.982997
8. FEJEZET. MELLÉKLETEK 239
88..55 ttáábblláázzaatt Standard normális eloszlású valószínűségi változóeloszlásfüggvényének táblázata (folytatás)
MM-008-010.qxd 2006.07.17. 0:55 Page 239
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
MM-008-010.qxd 2006.07.17. 0:55 Page 240
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
9. FEJEZET
Felhasznált irodalom
Al-Radhi, M. – Heuer, J.: TPM. Konzept, Umsetzung, Erfahrung. Wien–München,Carl Hanser Verlag, 1995.
Andor Gy. – Kövesi J.: Implementation of Total Productive Maintenance inEastern-Europe. In Dahiya, S. B. (ed.): Current state of business disciplines.Rohtak, India, Spellbound Publications, 2000. 1561–1579.
Balogh A. – Dukáti F. – Sallay L.: Minőségellenőrzés és megbízhatóság. Budapest,Műszaki Könyvkiadó, 1987.
Banks, J.: Principles of Quality Control. New York, John Wiley & Sons, 1989.Bhote, K. R.: World Class Quality, Design of experiments made easier, more cost effec-
tive than SPC. AMA Membership Publication Division, American Manage-ment Association, 1988.
Brassard, M. – Ritter, D.: The Memory Jogger II. GOAL/QPC, 1994.BS 6143:1992. Vezérfonal a minőségügy gazdaságosságának vizsgálatához. Angol
szabvány.Erdei J.: Minőségképesség-elemzés. In Kövesi J. – Topár J. (szerk.): Műszaki
vezető. Budapest, Verlag Dashöfer, 2001.Erdei J. – Kövesi J.: Az üzemeltetési megbízhatóság elemzése. Vezetéstudomány,
XXIII. évf., 1992/9–10. szám, 131–138.Evans, J. E. – Olson, D. L.: Statistics, Data Analysis, and Decision Modelling. New
Jersey, Upper Saddle River, Prentice Hall, 2000.Gaál Z. – Kovács Z.: Megbízhatóság, karbantartás. Veszprémi Egyetemi Kiadó, 1994.Gnyedenko–Beljajev–Szolovjev: A megbízhatóságelmélet matematikai módszerei.
Budapest, Műszaki Könyvkiadó, 1970.Gulácsi L. – Topár J. – Mikó Gy. – Bohigas L.: Minőségügyi rendszerek összeha-
sonlítása. Egészségügyi Gazdasági Szemle, 2000. 38. 3. 298–306.Gulácsi L. – Bernáth L. – Topár J. – Mikó Gy. – Varga L. – Kiszely P. – Katonai Zs.:
Az ISO 9000 szabványrendszer egészségügyi tapasztalatai és az ISO 9000:2000főbb sajátosságai. Egészségügyi Gazdasági Szemle, 2000. 38. 2. 192–198.
Gulácsi L. – Mikó Gy. – Topár J. – Sugár K.: Az európai Kiválóság Modell (EFQMExcellence Model). Kórház, 2000/2. 4–8.
http://www.menedzsmentforum.hu/cikkek/tanulmany.php?article=402&page=1, 2002. január
ISO 9001:2000 Minőségirányítási Rendszerek – Követelmények
MM-008-010.qxd 2006.07.17. 0:55 Page 241
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
ISO 9004:2000 Minőségirányítási Rendszerek – Útmutató a működési fejlesz-téshez
Kazuo O. – Tetsuichi A.: Handbook of Quality Tools: The Japanese Approach.Cambridge, Productivity Press, 1999.
Kemény S. – Deák A. – Papp L.: Statisztikai minőség- (megfelelőség-) szabályozás.Budapest, Műszaki Könyvkiadó – Magyar Minőség Társaság, 1999.
Kövesi J. (szerk.): Termelőberendezések megbízhatóság-alapú karbantartása.Budapest, BME Mérnöktovábbképző Intézet, 1991.
Kövesi J. – Andor Gy.: Economic and reliability analysis in the frame of total pro-ductive maintenance. In Új utakon a karbantartás, nemzetközi konferencia.Veszprém, 1999. 5–25.
Kövesi J. – Andor Gy.: Reliability analyses is teams in one of the easternEuropean countries. In Joint Korean–Hungarian Symposium on StructuralReliability, Budapest, 1999. 188–204.
Kövesi J.: Megbízhatóság-alapú termelésirányítás. Vezetéstudomány, XXIII. évf.,1992/9–10. 92–95.
Kövesi J.: Megbízhatósági és gazdaságossági elemzések a TPM programokkeretében. In Gaál Z. (szerk.): Tudásbázisú karbantartás. Veszprémi EgyetemiKiadó, 2003. 41–63.
Kövesi J.: Teljes körű hatékony karbantartás (9. fejezet). In Műszaki Vezető.Budapest, Verlag Dashöfer, 2000. 52–97.
Kövesi J.: Total productive manitenance as the application and economic evalu-ation of TQM at small enterprises. In European Organization for QualityConference, Berlin, 1996. 1. k. 151–155.
Nakajima, S.: TPM Development Program. Cambridge, Massachusets,Productivity Press, 1989.
Németh L. – Mosoni T.: Gyártóberendezések és mérőeszközök alkalmasságánakvizsgálata statisztikai módszerekkel II. Minőség és Megbízhatóság, 1994/2.
Nemzeti Minőség Díj Pályázati útmutató 2004. MIK.Perry L. Johnson: ISO 9000. Hogyan feleljünk meg az új nemzetközi szabványoknak.
Panem – McGraw Hill, 1997.Pyzdek, T.: Pyzdek’s Guide to SPC. Volume One: Fundamentals. Tucson, Quality
Publishing Inc., 1990.QS 9000 Statistical Process Control (SPC) Reference Manual.
Chrysler–Ford–General Motors Corporation, 1992.Robert S. Kaplan – David P. Norton: The Balanced Scorecard: Translating Strategy
into Action. Harvard Business School Press, 1996.Ross, J. E.: Total Quality Management. Delray Beach, St. Lucie Press, 1993.Suzuki, T.: New directions for TPM. Cambridge, Massachusets, Productivity
Press, 1992.Suzuki, T.: TPM in process industries. Portland, Oregon, Productivity Press, 1994.Tenner, A. R. – De Toro, I. J.: Teljes körű minőségmenedzsment TQM. Műszaki
Könyvkiadó, Budapest, 2005. (4. kiadás.)
242 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-008-010.qxd 2006.07.17. 0:55 Page 242
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
Topár J.: Esettanulmány. A TQM vezetési filozófia bevezetésének tapasztalatai aKARSAI Műanyag és Szerszámgyártó Rt.-nél. In A. R.Tenner – I. J. De Toro:BPR Vállalati folyamatok újraszervezése. Budapest, Műszaki Könyvkiadó, 1998.
Topár J.: Esettanulmány. A Total Quality Management vezetési filozófia alka-lmazása a Karsai Műanyagfeldolgozó és Szerszámgyártó cégcsoportnál. In A.R. Tenner – I. J. De Toro: Teljes körű minőségmenedzsment TQM. MűszakiKönyvkiadó, Budapest, 2005. (4. kiadás.)
Topár J.: A vállalati jellemzők és a minőségstratégiai döntések kapcsolata a hazaivállalatoknál. A stratégia, termelés, logisztika és minőség menedzsmentje. InNemzetközi vezetési konferencia. Veszprém, 1999. május 5–7. Veszprémi Egyetem,Veszprém, 1999. 219–225.
Topár J.: Minőségmenedzsment (8. fejezet). In Kövesi János – Topár József(szerk.): Műszaki vezető. Budapest, Verlag Dashöfer, 2000–2004.
Topár, J.: A minőségmenedzsment-rendszerek fejlődésének néhány jellemzője ahazai vállalkozásoknál. Harvard Business Manager, 2001/4. 50–57.
Topár, J.: Minőségfejlesztés az egészségügyben. 3. és 8. fejezet. In Gulácsi László(szerk.): Minőségfejlesztés az egészségügyben. Budapest, Medicina, 2000.
Topár, J.: Minőségmenedzsment a közszolgálatban. In Tudásalapú társadalom.Tudásteremtés–Tudástranszfer. Értékrendváltás. V. Nemzetközi Konferencia.Miskolci Egyetem Gazdaságtudománi Kar, Miskolc–Lillafüred, 2005. május,116–123.
Topár, J.: A minőségmenedzsment-rendszerek szerepe és lehetőségei a közszek-torban. In Minőségfejlesztés a közigazgatásban a brit és a magyar gyakorlat tükrében.London–Budapest, 2002. 51–77.
Topár J. – Gulácsi L.: Minőségfejlesztési-vezetési rendszerek, modellek.Egészségügyi menedzsment, IV. évf., 3. szám, 2002. május–június, 28–31.
Tóth Zs. E.: A minőségmenedzsment leggyakrabban alkalmazott puha módszerei. BMEMVT, 2006.
9. FEJEZET. FELHASZNÁLT IRODALOM 243
MM-008-010.qxd 2006.07.17. 0:55 Page 243
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
MM-008-010.qxd 2006.07.17. 0:55 Page 244
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
5S módszer 124
635-ös módszer 118
A(t) 188, 190, 196, 206
ABC-elemzés lásd Pareto-elemzés
adatok elemzése 52, 76, 157, 162
affinitás-diagram 123
ajánlat 46
ÁKFN-modell 198
állapotfüggő karbantartás 194
AS 9000 szabvány 26
azonosítás és nyomon követhetőség 48
átlagkártya 166
audit 27, 34, 40
Balanced Scorecard 228-229
a BSC nézőpontjai 229
pénzügyi nézőpont 229
vevői nézőpont 229
működési nézőpont 229
tanulás és fejlődés nézőpontja
229
beavatkozási határok 163-169, 170-171
számítása 165-166, 168, 170
belső audit 50-52
belső hibaköltségek 213-215
belső vevő 15, 57, 66, 79
benchmarking 27, 77, 158
Berry 69-70
beszállítók és partnerek 43
beszerzés 46-47, 53, 77, 82, 115, 139, 203, 214
beszerzési igények 46
beszerzés szabályozása 46
beszerzési információk 46
beszerzett termék/szolgáltatás
igazoló ellenőrzése 46-47
brainstorming 114-117, 119-120, 122-123,
134-136
klasszikus 115, 120, 123
nem strukturált 117
strukturált 117, 122
technikák 114-115, 117, 122
brainwriting 118
Camp, Bob 77
célok, célkitűzések 104
c-kártya 166, 168
Cm 154
Cmk 153
COMENIUS 2000 27
Common Assesment Framework (CAF) 27
Cp 154-156
Cpk 154-156
Crosby 20-21, 55, 94-95, 213
Crosby-módszer 95
Delphi-módszer 120-121
Deming, W. Edwards 19, 55-56, 85, 89-90,
93, 96, 99, 216-217
Deming 14 pontja 56
Deming világa 57
DMAIC-modell 93
10. FEJEZET
Név- és tárgymutató
MM-008-010.qxd 2006.07.17. 0:55 Page 245
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
dokumentálás követelményei 36
dokumentumrendszer 36-37
EFQM-modell 27, 217-221
kritériumai 218-219
egyediérték-kártya (x-kártya) 166
együttműködés 34, 57, 63, 67, 106, 107,
117, 201, 222
elkötelezettség 20, 37-40, 52, 55-56, 58, 60,
100, 102, 107-110, 114, 159, 210-212
eloszlások 181
exponenciális 181
Weibull-eloszlás 181
normális 181
elsőfajú hiba 167-171
elismerés 43, 56-57, 59-60, 223
emberi erőforrások 41, 223
érdekelt felek 34, 38, 45, 219
eredmény mérése 100
mérés négy dimenziója 100
termék/szolgáltatás 100
pénzügyi eredmény 100
munkahelyi elégedettség 100
társadalmi hatás 100
erőforrás-gazdálkodás (ISO 9001) 32, 41,
174, 188
erőforrások 41, 43-44, 72, 86, 118, 139
értékek 104, 106-108
értékelési költségek 213-214
értékesítési folyamat 45
érvényesítő ellenőrzés 43-48
Európai (Üzleti) Kiválóság Modell
(EFQM) … lásd még EFQM-modell
Európai Minőségi Díj 216, 218-220
exponenciális eloszlás 181-182, 186, 189,
206
F(t) meghibásodási valószínűségeloszlás-
függvény 176, 194
fajlagos fedezet 198
fajlagos hibaszám-kártya (u-kártya) 166
fajlagos üzemfenntartási költség, kü(tper)
195-197
Feigenbaum 20-21, 55
fejlesztés 24-28, 46, 52
felbontás 160-161
felelősség és hatáskör 39
felsorakozás 110-111
felújítási folyamat 185-190
felújítási függvény186-188
felülvizsgálat 30, 40, 49-50, 138, 179, 214,
223
fix költség 197-198, 207
karbantartási stratégiától füg-
getlen 198
karbantartási stratégiától füg-
gő 198
folyamat
folyamataink azonosítása 81
folyamatok csoportosítása 81
folyamat folyamatos javítása 79-95104
folyamatábra 33, 86, 88-89, 92, 94-95, 126-
131
típusai 126-131
szimbólumai 126
készítésének menete 129-130
folyamatalapú megközelítés (ISO 9001) 33
folyamatjavítási modell 84-86, 88-90, 92,
96
folyamatleltár 81
folyamatképesség 152, 156-158, 163-164
folyamatképesség-indexek (cp,
cpk) 157
folyamatmérés 64, 87
folyamatos fejlesztés 16, 39, 41, 43, 52, 56,
59
folyamatos fejlődés (ISO 9001) 16, 33, 49
folyamatra ható zavarok 151
véletlen zavar 153, 162, 164,
170
veszélyes zavar 149, 151, 162-
164
egyedi (kiugró) zavar 152
246 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-008-010.qxd 2006.07.17. 0:55 Page 246
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
folyamatszabályozás … lásd még statiszti-
kai folyamatszabályozás (SPC)
főfolyamat 81-82
gamma-eloszlás 181
gazda 80, 82-83, 86, 92, 94, 101-102
gépképesség 152, 154, 159
gépképesség-indexek (cm, cmk)
154
GHP 24
GLP 24
GMP 24
gyártórendszer hatékonysága (OEE) 193,
199, 203, 206
H(t) felújítási függvény 186-188
HACCP (Hazard Analysis Control Point)
25
helyesbítő tevékenység 52-53, 15
helyreállítás 175, 188-190, 194, 206
helyreállítási idő 175, 187-190
helyreállítható elem, rendszer 185
azonnal helyreállítható 175,
185, 188-189
számottevő helyreállítási idejű
188-190
hibafa-elemzés 124
hibaköltség 213-215
hibamentesség 173-174, 176-177, 195
hibamentes működési idő 176-
177, 185-187, 203, 206
hibamentes működési valószí-
nűségi függvény R(t) 176
hibamentes működés átlagos
időtartama T1 177
hibaszámkártya (c-kártya) 166
hisztogram 88, 153-154
homogén csoport 170
igazoló ellenőrzés 46-48
információ 46, 50, 59-60, 62, 66-67, 69, 74-
77, 80-81, 85, 127, 139-140, 157, 164-165,
168, 196, 210, 217, 223, 225-226, 228
infrastruktúra 41-42
Ishikawa, Kaoru 90, 177
Ishikawa-diagram 90, 118, 134, 193, 200
ismételhetőség … lásd még R&R vizsgálat
ISO (International Organization for
Standardization) 22-54
ISO 14000 szabványsorozat 26
ISO 19011 34
ISO 9000 szabványsorozat 15-16, 23, 25-26,
30, 34, 35, 159, 191, 209-212, 227
általános követelmények 30-34,
41, 44, 49
dokumentálási követelmények
36
ISO 9001 szabvány 25, 30-33, 34-36, 41
ISO 9001:2000 22-23, 25, 30-32, 34-35, 38-
39, 49, 52
ISO 9004:2000 25, 33-35, 41
ISO/IEC 17025 26
ISO TS 16949 26
japán modell 18
javíthatóság 173, 178
Jiro, Kawakita 123
Juran, Joseph M. 19, 22, 55, 89, 102
jutalmazás 57, 60, 116, 223
kádgörbe 178
kapacitás 64, 94, 195-199
effektív 196, 199
elméleti 196, 198
Kaplan, Robert 228
karbantartás 21, 42, 48, 132-133, 153, 159,
174, 179, 182, 187, 190-201, 214
fejlődése, tendenciája 190-191
tervszerű megelőző karbantar-
tás (TMK) 191-195
10. FEJEZET. NÉV- ÉS TÁRGYMUTATÓ 247
MM-008-010.qxd 2006.07.17. 0:55 Page 247
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
állapotfüggő karbantartás 194
megbízhatóság-alapú karban-
tartás 190-191
teljes körű hatékony karban-
tartás (TPM) 191-192
karbantartás-ellátás képessége 174
karbantarthatóság 173-174, 193
karbantartási stratégiák 194, 198
rugalmas 194
merev 194
késleltetéses 194
állapotfüggő 194
kiesési 194
időfüggő 194
paraméterfüggő 194
kártyatechnikák 118
katonai szabványok 24-25
képességelemzés 152, 155-156
lépései 156-157
képzés 18, 41-42, 56-57, 59, 108, 111, 170,
214
képzési rendszer 41-42
kézzelfoghatóság 63-64
kiegészítő folyamat 81
KJ-diagram lásd affinitás-diagram
kockázat- és megbízhatóság-elemzés 124
kommunikáció 39-40, 43, 57, 60, 69-70, 76,
80, 126
kompetencia 41, 223
Kórházi Ellátási Standardok (KES) 27
kölcsönösen előnyös szállítói kapcsolatok
(ISO 9001) 34, 49
kölcsönös bizalom 111
kulcsfontosságú eredmény 227
kulcsfontosságú folyamat 79, 82-84, 102
kulcsfontosságú mutató 227
küldetés, küldetési nyilatkozat 55, 59, 104-
107, 109-110, 222, 229
„külső” dokumentumok 37
külső hibaköltségek 214-215
külső felmérés 220
laboratóriumi ellenőrzés 51
látomás 103-104, 106-110
lognormális eloszlás 181
Malcolm Baldridge-díj 216-217
másodfajú hiba 163, 165, 167-168, 170-171
medián-kártya 166
megbízhatóság 173-207
megbízhatóság-alapú karban-
tartás 190-207
megbízhatóság-alapú kapaci-
tás- és költségtervezés 199
minimális költségek stratégiája
197
maximális rendelkezésre állás
stratégiája 197
megbízhatósági függvény R(t) 176-177,
180
megelőzési költségek 213-214
megelőző tevékenység 19, 40, 52-53
megfigyelő- és mérőeszközök kezelése 48
meghibásodás 125, 138, 149, 173, 175-181,
185-189, 191-196, 202-203, 206
valószínűsége 176, 178
meghibásodási valószínűség
eloszlásfüggvénye (F(t)) 176
korai 175-179
véletlen 138, 175, 179
öregedési jellegű (elhasználó-
dás) 175, 179, 194-196
meghibásodási ráta 177-179, 181, 182, 185,
189
menedzseri szerepkör 103
mérés
mérés szintjei 64-65
folyamatmérés 64
termékmérés 64
végeredménymérés 64
mérés, elemzés és fejlesztés (ISO 9001) 35,
49-53
méréses szabályozókártya 165
mérési rendszerek 100, 159-160
248 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-008-010.qxd 2006.07.17. 0:55 Page 248
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
mérőeszköz-képesség 49
minőség fogalma 20-22
minőség nyolc dimenziója 68-69
minőségbiztosítás 15, 18-19, 23, 28, 61,
142, 158-159, 191, 193
minőségcélok 36-37, 39-40, 52
minőségdíj 27-28, 157
modellek 216, 220
minőségellenőrzés 14-15, 19, 47, 142, 147-
148, 213
minőséghurok 31-32, 213
minőségi eljárás 36
minőségi kézikönyv 36
minőségképesség-elemzés 150-152, 154,
157
minőségképesség-index 154
minőségköltségek 212-216
megelőzési költségek 213-214
értékelési költségek 213-214
belső hibaköltségek 213, 215
külső hibaköltségek 213, 215
minőségmenedzsment lásd Total Quality
Management (TQM)
minőségpolitika 36-37, 39-40, 42, 113, 222
minőségszabályozás 15, 18-20, 61, 147,
179, 200, 213
minőségtervezés 19, 39, 158, 214
minőségügyi feljegyzések 37
minőségügyi megbízott 40
minőségügyi rendszer 15, 41, 46, 48, 116,
146-147, 162, 165-166, 169, 214
iparági minőségügyi rendszer
24
minőségügyi vezető 40
minősítés 15, 41, 46, 48, 116, 146-147, 162,
165-166, 169, 214
minősítéses szabályozókártya 165
módszertan 28, 104, 110, 140, 159, 191
MSZ-EN-ISO 900029-30
munkacsoport 80, 110, 120
munkafolyamat 60-61, 63-64, 66, 74, 79-80,
85-87, 96, 100
munkahelyi környezet 33, 38, 41-42
munkatársak részvétele (ISO 9001) 33
munkastílus 109
munkautasítás 37
működés szabályozása 47
nagyobb hatáskörrel való felruházás 103,
109-111
nem helyreállítható 175-176
nem megfelelő termék 51, 166
kezelése 51-52
nem termelő folyamatok 61-63
javítása 63, 95
Nemzeti Minőségi Díj 216, 219, 221-222
kritériumrendszere 217, 222-
228
vezetés 222
politika és stratégia 222-223
emberi erőforrások 223
partnerkapcsolatok és erőfor-
rások 224
folyamatok 224
vevőkkel kapcsolatban elért
eredmények 225
munkatársakkal kapcsolatban
elért eredmények 225-226
társadalmi megítélés eredmé-
nyei 226
kulcsfontosságú eredmények
227
nominális csoportmódszer 120-121
normális eloszlás 155, 157-158, 168, 181,
184-187
Norton, David 228
np-kártya 166
OEE (Overall Equipment Efficiency) 193,
199, 203, 206
ok-okozati elemzés 193
ok-okozati diagram 95, 132-138
készítésének menete 134-136
alkalmazási területei 137-138
10. FEJEZET. NÉV- ÉS TÁRGYMUTATÓ 249
MM-008-010.qxd 2006.07.17. 0:55 Page 249
© Kövesi János, Topár József
© Typotex Kiadó
BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
oktatás és képzés 57-59
Osborn, Alex 114-115
output 64, 79, 96-98, 100-101
mérése 64
önellenőrzés 51, 124, 193önértékelés 28, 217, 219-227
ötletroham lásd brainstorming
p-kártya 166
Pall, Gabiel 82
Pareto, Vilfredo 89
Pareto-elemzés 88-89, 118, 138, 193, 201-
203
alkalmazása a minőségme-
nedzsmentben 140
céljai 140-141
előnyei 140-141
menete 139
Pareto-elv 138
partnerkapcsolatok 224
PDCA-ciklus 19, 93-94
pénzügyek 43-44
Philips-66 módszer 119-120
politika 209, 218, 222-224, 227
pontosság 48, 69, 82, 132, 152, 156, 159-160
problémamegoldás 114, 117-118, 121
problémamegoldó módszerek 114
brainstroming 114-117
brainwriting 118
kártyatechnikák 118
635-ös módszer 118-119
Philips-66 módszer119
NCM-módszer 120
Delphi-módszer 121
proporcionális költség 197-198, 207
QS 9000 előírásrendszer 25-26, 42, 148,
159, 162-163
R(t) 176-181
RADAR 218-219
rendelkezésre állás A(t) 45, 188-190, 192-
193, 196-198, 203, 206-207
rendszer-megközelítés és -irányítás (ISO
9001) 33
reprodukálhatóság 159-160
R&R vizsgálat 160-162
Shewhart, Walter A. 19, 148, 162
Shewhart-kártyák 165, 171
átlagkártya 166
egyediérték-kártya (x-kártya)
166
fajlagoshibaszám-kártya (u-
kártya) 166
hibaszámkártya (c-kártya) 166
mediánkártya 166
selejtaránykártya (p-kártya)
166
selejtszámkártya (np-kártya)
166
szóráskártya 166
terjedelemkártya 166
selejtaránykártya 166
selejtszámkártya 166
Six Sigma 28, 93, 157-159
stabilitás 57, 151, 157, 160, 164, 171
statisztikai folyamatszabályozás (SPC)
148-151
statisztikai minőségszabályozás 18-19
stratégia 194-199, 201, 222-224, 227-229
szabályozatlan állapot 162-163, 171
szabályozókártya 162-166, 171
méréses 165
minősítéses 165
szabályozott állapot 149, 151, 163-164, 170
szabványosítás 14, 25-26, 29
szállító 34, 38, 41, 43, 46-47, 49, 52, 55, 58,
61, 64, 66-67, 72-76, 80-81, 97-98, 101-102,
250 A MINŐSÉGMENEDZSMENT ALAPJAI
MM-008-010.qxd 2006.07.17. 0:55 Page 250
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
171, 214-215, 225
szállítók értékelése 46
személyzet kijelölése 41
szerződéskötés 45
szolgáltatások minősége 69-70, 147, 192,
216
szóráskártya 166
szúrópróbaszerű ellenőrzés 51
T1 hibamentes működés átlagos ideje 177,
181, 183, 185-186, 188-190, 203-204
támogató folyamat 81
támogató struktúrák 57, 59-60
tanúsítás, tanúsítvány 30-31
tapasztalati szórás 155
tartalékolás 197, 203-206
teljes elkötelezettség 58-59, 102-111
teljesítménymutatók 225-226
teljesítmény-paraméterek 97
teljesítőképesség 98, 110-111
termék állagának megőrzése 48
termékmérés 64
teljes körű hatékony karbantartás (TPM)
191-194, 199, 206
célkitűzése 191-194
eszközrendszere 191-194
teljes körű minőségszabályozás (TQC) 18-
20
tényeken alapuló döntéshozatal (ISO
9001) 34, 49
terjedelemkártya166
termék és/vagy szolgáltatás előállítása
(ISO 9001) 24, 32, 41, 44
termékminőség 24, 147, 192-193
természeti erőforrások 43
tervezés 46
tervszerű megelőző karbantartás (TMK)
191, 195
Total Quality Management (TQM)
TQM-modell 57-60, 191, 192,
199, 209, 211-213, 216, 218-219,
221-222, 227
TMK lásd tervszerű megelőző karbantar-
tás (TMK)
TPM lásd teljes körű hatékony karbantar-
tás (TPM)
TQC lásd teljes körű minőségszabályozás
(TQC)
TQM lásd Total Quality Management
(TQM)
tűréshatárok 153-156, 164
alsó (ATH) 153
felső (FTH) 153
utasítás 37, 47, 50, 109, 114, 156munkautasítás 37
u-kártya 166
ügyfél-elégedettség 50mérése és figyelése 50
üzleti folyamat 63, 79, 83, 85, 95, 102, 159
üzletpolitika 103-104, 106-107, 109-111
üzemzavar-elhárítás 191
validálás 47
VDA 6.1 26
végellenőrzés 15, 51
végeredménymérés 64, 88
verifikálás 213-214
veszteségforrások 193, 203
vevő 45, 73-79
vevő azonosítása 65-67
vevői elégedettség 50, 73-79
vevői követelmények 33, 44, 52
vevő részvétele munkánkban
62-63
vevő tulajdona 48
vevővel kapcsolatos folyama-
tok 45
„vevőablak”-modell 78
vevői elégedettség elemzése 73-79
vevők elvárásainak megértése 67-72
10. FEJEZET. NÉV- ÉS TÁRGYMUTATÓ 251
MM-008-010.qxd 2006.07.17. 0:55 Page 251
© Kövesi János, Topár József
© Typotex Kiadó

BME Mérnöktovábbképzõ Intézet 2011-11-24 13:35:52
252 A MINŐSÉGMENEDZSMENT ALAPJAI
vevőközpontúság 49, 55, 58, 65, 74, 79,
191, 204, 212
vevőorientált szervezet (ISO 9001) 33, 49
vezetés (ISO 9001) 27-28, 33
vezetési filozófia 16, 27-28, 55-111
vezetési folyamat 56, 81-82, 191, 212
vezetői szerepkör 59, 102-104
vezetőség elkötelezettsége 36-37
vezetőség felelőssége (ISO 9001) 36-40
vezetőségi átvizsgálás 37, 40, 50, 52
vizsgáló- és kalibráló-laboratóriumok 26
Weibull-eloszlás 177, 181-183, 186-187
x-kártya 166
MM-008-010.qxd 2006.07.17. 0:55 Page 252
© Kövesi János, Topár József
© Typotex Kiadó