Embed Size (px)
Citation preview

© 2016 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim 10061wileyonlinelibrary.com
Co
mm
un
iCatio
n
A Novel Approach to Developing Biomimetic (“Nacre-Like”) Metal-Compliant-Phase (Nickel–Alumina) Ceramics through Coextrusion
Ryan P. Wilkerson, Bernd Gludovatz, Jeremy Watts, Antoni P. Tomsia, Gregory E. Hilmas, and Robert O. Ritchie*
R. P. Wilkerson, Prof. R. O. RitchieDepartment of Materials Science and EngineeringUniversity of CaliforniaBerkeley, CA 94720, USAE-mail: [email protected]. P. Wilkerson, Dr. B. Gludovatz, Dr. A. P. Tomsia, Prof. R. O. RitchieMaterials Sciences DivisionLawrence Berkeley National LaboratoryBerkeley, CA 94720, USAJ. Watts, Prof. G. E. HilmasDepartment of Materials Science and EngineeringMissouri University of Science and TechnologyRolla, MO 65409, USA
DOI: 10.1002/adma.201602471
Prominent among this research have been attempts to mimic the shells of certain mollusks, especially the nacre layer[10,11] in red abalone shell, which is comprised of ≈95 vol% aragonite (CaCO3) platelets (≈0.5 μm thick, ≈6 μm wide) bonded with thin layers of bio-proteins in a “brick-and-mortar” arrangement. The nacre structure, which is the “gold standard” for biomi-metics, not only generates strength from the mineral “bricks” but also displays exceptional toughness that can be three orders of magnitude higher (in energy terms) than either the mineral or bio-polymer, achieved through limited inelastic deformation in the bio-polymer mortar acting as a compliant layer. Such behavior has been widely modeled,[10–14] and several synthetic “nacre-like” materials have been developed with promising damage-tolerant properties;[15–26] however, as with most biomi-metic studies, progress has been limited by an inability to make the complex, multiple length-scale structures (in bulk dimen-sions) that are characteristic of natural materials.[1]
Of the processing techniques employed to date, freeze-casting (ice-templating) of aqueous suspensions of ceramic powders to produce unidirectional lamellar scaffolds has shown most success; subsequent cold pressing of the scaffolds to create brick-like structures, followed by infiltration of a polymer or metallic compliant (“mortar”) phase, has generated several nacre-like ceramic hybrid materials with exceptional damage-tolerant properties.[15,18–20,23–25] The advantage of freeze-casting is that it can produce bulk material, whereas most “bottom-up” approaches, e.g., layer-by-layer deposition and self-assembly, are incapable of processing macroscopic samples.[16,21,26,27] However, because of the void space necessary for complete infiltration, ice-templating cannot achieve high ceramic volume fractions (typically >80%), resulting in too much mortar phase for optimum properties. Additionally, most results have involved polymeric mortars, whereas theoretical modeling[11] suggests that metallic mortars can realize better combinations of strength and toughness. However, infiltrating metal into ceramic scaffolds is inherently difficult due to poor wetting between most ceramic–metal combinations. Correspondingly, fine-scale, “nacre-like” brick-and-mortar structures with high ceramic content and a metallic compliant phase, which are pre-dicted[11] to display optimal damage-tolerance, have yet to be made using freeze-casting techniques.
We present here an alternative bulk processing technique, that of coextrusion, to make bioinspired, brick-and-mortar struc-tures comprising high (≈90 vol%) ceramic volume fractions with a metallic compliant phase. To be consistent with many pre-vious studies on nacre-like alumina brick-and-mortar structures
The quest to develop new lightweight structural materials with improved damage tolerance (strength and toughness) has encouraged researchers to seek inspiration from natural materials, such as seashells, fish scales, bone, and teeth.[1–3] Ceramics have been a topic of interest here because of their high specific strength, stiffness, and creep resistance, coupled with low thermal expansion and good chemical resistance, although their structural use is invariably compromised by their low ductility and toughness resulting from strong bonding and a high Peierls stress, which makes them highly flaw-sensi-tive.[3,4] Accordingly, significant research has been focused on the design, processing, and characterization of ceramic-based materials with bioinspired hierarchical structures to develop some degree of ductility to couple with their strength.
Although the properties of strength and toughness in syn-thetic materials are often mutually exclusive,[4] numerous exam-ples exist of naturally occurring materials that comprise a hard brittle constituent for strength yet still achieve excellent fracture toughness.[5–7] Many such materials, e.g., nacre and bone, con-sist of a brittle mineral, e.g., aragonite or hydroxyapatite, with a soft biopolymer, e.g., cellulose, chitin, or collagen, combined into a hierarchical structure, with different properties origi-nating at different length-scales—strength at nanoscales and toughness at multiple scales.[1,4] In contrast to many ceramics where fracture is invariably catastrophic, these natural biocom-posites can sustain the subcritical (stable) extension of cracks, developing toughness during crack growth in the form of rising crack-resistance curve (R-curve) behavior, i.e., they gen-erate fracture resistance via both intrinsic and extrinsic mecha-nisms[8,9] and as such “defeat” the “conflict” between strength and toughness.[4]
Adv. Mater. 2016, 28, 10061–10067
www.advmat.dewww.MaterialsViews.com
10062 wileyonlinelibrary.com © 2016 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
Co
mm
un
iCati
on with a polymeric compliant phase[1] and with the models of
Begley et al.,[11] we chose alumina and nickel as a model system to compare with existed freeze-cast alumina ceramics. Metallic mortars are inherently difficult to infiltrate into porous ceramics and present a far greater challenge for processing a ceramic with low mortar content than with polymeric mortar systems. With coextrusion, we find that the resulting Al2O3/10Ni hybrid ceramics can be more “nacre-like” than those made by freeze-casting, and can display excellent toughness despite being far coarser. We compare the properties of freeze-cast nacre-like hybrid ceramics to our coextruded materials, in particular to those modified in terms of individual layer alignment.
Coextrusion provides a method of forming fibrous mono-liths,[28–31] i.e., ceramic–ceramic or ceramic–metal[31,32] compos-ites with distinct cell and cell boundaries made, respectively, of each material; the cell acts as the fiber while the cell boundary
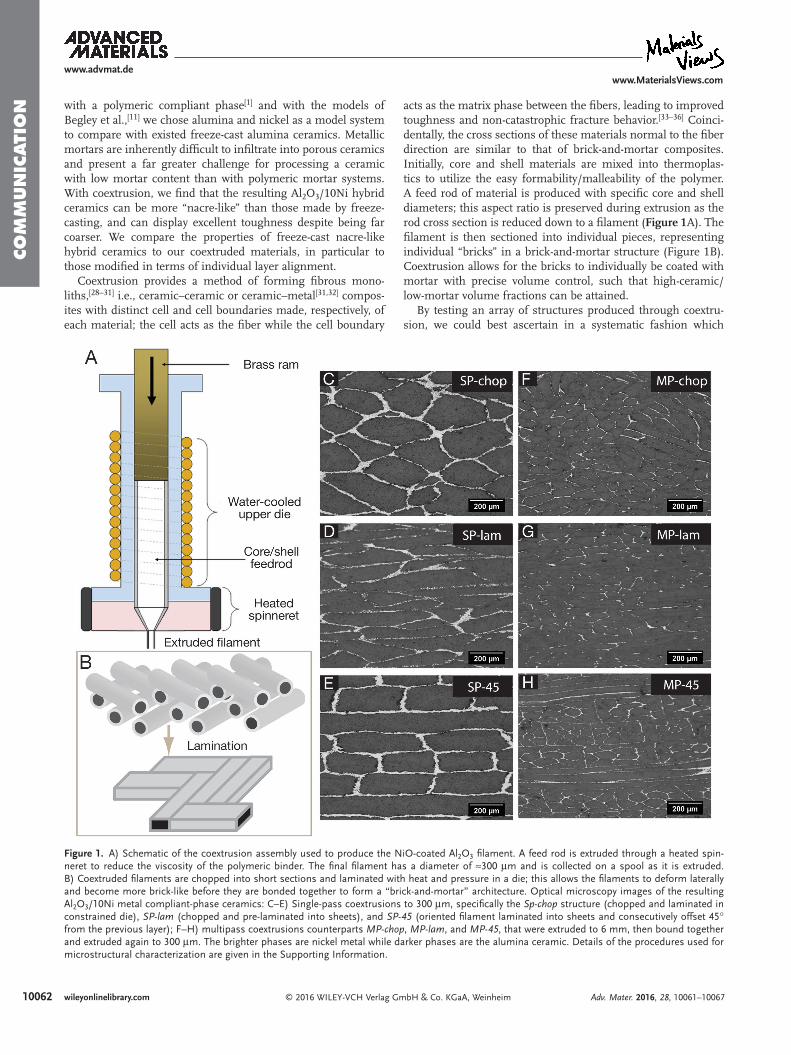
acts as the matrix phase between the fibers, leading to improved toughness and non-catastrophic fracture behavior.[33–36] Coinci-dentally, the cross sections of these materials normal to the fiber direction are similar to that of brick-and-mortar composites. Initially, core and shell materials are mixed into thermoplas-tics to utilize the easy formability/malleability of the polymer. A feed rod of material is produced with specific core and shell diameters; this aspect ratio is preserved during extrusion as the rod cross section is reduced down to a filament (Figure 1A). The filament is then sectioned into individual pieces, representing individual “bricks” in a brick-and-mortar structure (Figure 1B). Coextrusion allows for the bricks to individually be coated with mortar with precise volume control, such that high-ceramic/low-mortar volume fractions can be attained.
By testing an array of structures produced through coextru-sion, we could best ascertain in a systematic fashion which
Adv. Mater. 2016, 28, 10061–10067
www.advmat.dewww.MaterialsViews.com
Figure 1. A) Schematic of the coextrusion assembly used to produce the NiO-coated Al2O3 filament. A feed rod is extruded through a heated spin-neret to reduce the viscosity of the polymeric binder. The final filament has a diameter of ≈300 μm and is collected on a spool as it is extruded. B) Coextruded filaments are chopped into short sections and laminated with heat and pressure in a die; this allows the filaments to deform laterally and become more brick-like before they are bonded together to form a “brick-and-mortar” architecture. Optical microscopy images of the resulting Al2O3/10Ni metal compliant-phase ceramics: C–E) Single-pass coextrusions to 300 μm, specifically the Sp-chop structure (chopped and laminated in constrained die), SP-lam (chopped and pre-laminated into sheets), and SP-45 (oriented filament laminated into sheets and consecutively offset 45° from the previous layer); F–H) multipass coextrusions counterparts MP-chop, MP-lam, and MP-45, that were extruded to 6 mm, then bound together and extruded again to 300 μm. The brighter phases are nickel metal while darker phases are the alumina ceramic. Details of the procedures used for microstructural characterization are given in the Supporting Information.
10063wileyonlinelibrary.com© 2016 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
Co
mm
un
iCatio
n
post-extrusion processing methods achieved the closest “nacre-like” features with the according failure characteristics. In this study, six different alumina structures containing a nickel com-pliant phase were developed by coextrusion and post-extrusion manipulation of a 300 μm filament of alumina coated with nickel oxide. After sintering, this resulted in Al2O3/10Ni bil-lets, comprising 90 vol% ceramic with a ≈10 μm thick metallic coating which displayed consistent cross sections with nacre-like brick and mortar architectures (Figure 1C–H). A series of samples were produced using single-pass coextrusion (termed SP). Chopped filament was poured into a steel die and laminated to form a billet of randomly oriented filament bricks, termed as SP-chop, as the first series of samples. To increase the bricks’ aspect ratio through free lateral deformation, chopped filaments were spread out, compressed into sheets and lami-nated together in a steel die to form a billet to produce the second series, SP-lam. A third sample series, SP-45, was cre-ated by cutting rectangles from the filament ribbon, either per-pendicular, parallel, or 45° to the filament direction, which were then stacked and laminated together so that each layer was 45° clockwise from the layer beneath. In an attempt to reduce the brick size in each of these three structures, a parallel series of samples was produced by multipass coextrusion, termed MP, by laminating 12 filaments from an initial 6 mm extru-sion into a new feed rod that was further extruded to 300 μm, from which the same three sample series were made (termed MP-chop, MP-lam, and MP-45). All samples were hot-pressed to form a dense ceramic microstructure. The Al2O3 used for coex-trusion was similarly hot-pressed to provide a reference mate-rial (grain size ≈5 μm).
These six Al2O3/10Ni microstructures (Figure 1C–H) all had ≈90 vol% ceramic content, controlled by manipulating the shell thickness on the initially fabricated feed rods of Al2O3/NiO thermoplastic suspensions. Differences in solids loading of each thermoplastic and the volume reduction of the NiO after it was reduced to Ni was accounted for in calculations of the cross-sectional area of each material. To quantify these structures, image analysis was performed on cross sections using ImageJ,[37] with results summarized in Table 1; notably, the average Ni-boundary thickness and width/thickness of the bricks were measured. For the SP-chop and SP-45 structures, which were relatively constrained during lamination, the bricks were over twice as wide as they were thick, with an average mortar thickness of ≈12.5 μm. With the SP-lam structures
which were processed with unconstrained lamination, this aspect ratio increased threefold, with brick widths some six times their thickness. Additionally, the average mortar thick-ness was reduced to ≈10 μm, with a significant reduction in the mortar contiguity, which dropped from ≈0.9 to 0.5; this lowers the mortar interconnectivity, i.e., a larger portion of alumina bricks are in direct contact instead of being separated by nickel.
The multipass structures exhibited certain similarities to the SP structures. MP-chop and MP-45 structures had brick aspect ratios (≈2.5) and mortar thicknesses similar to their SP counter-parts, whereas MP-lam structures showed a threefold increase in aspect ratio to 6.3 and a reduced mortar thickness (compared to MP-chop and MP-45), mirroring results for single-pass extru-sions. However, unlike SP structures, the MP series all dis-played much lower Ni-boundary interconnectivity and matrix contiguity, suggesting that additional manipulation of the extruded filament caused the NiO “shell” to deform in a detri-mental manner, through unconstrained lamination of the fila-ment in the SP series or secondary extrusion in the MP series.
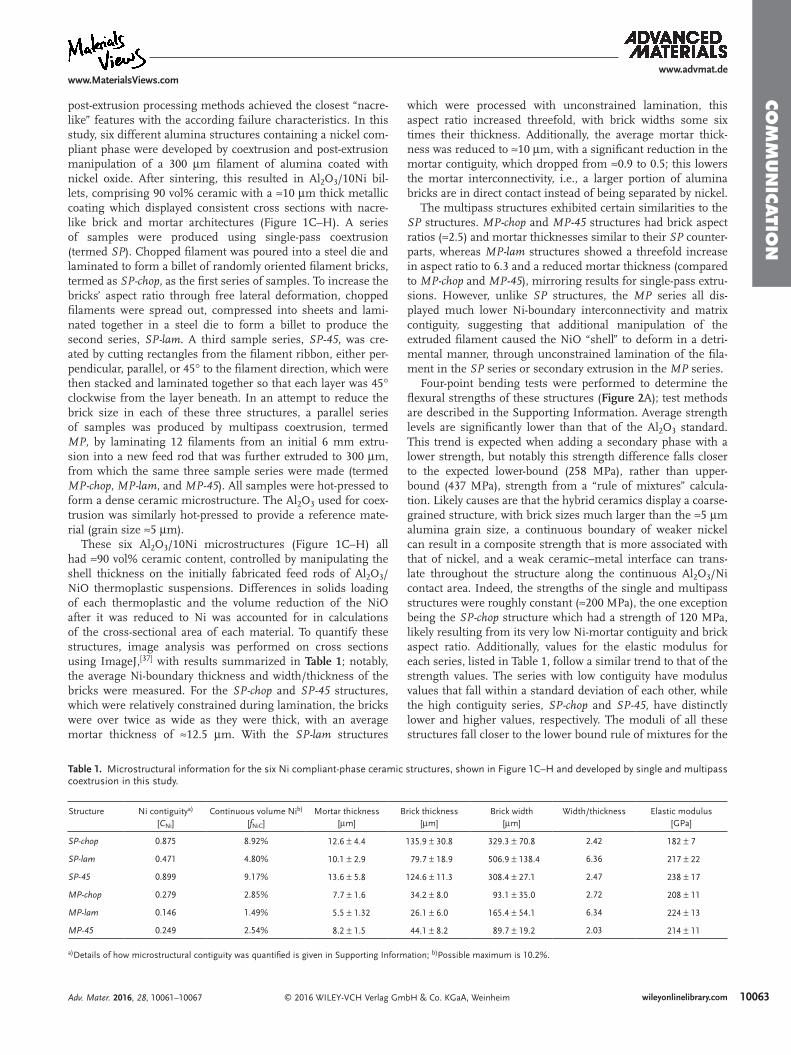
Four-point bending tests were performed to determine the flexural strengths of these structures (Figure 2A); test methods are described in the Supporting Information. Average strength levels are significantly lower than that of the Al2O3 standard. This trend is expected when adding a secondary phase with a lower strength, but notably this strength difference falls closer to the expected lower-bound (258 MPa), rather than upper-bound (437 MPa), strength from a “rule of mixtures” calcula-tion. Likely causes are that the hybrid ceramics display a coarse-grained structure, with brick sizes much larger than the ≈5 μm alumina grain size, a continuous boundary of weaker nickel can result in a composite strength that is more associated with that of nickel, and a weak ceramic–metal interface can trans-late throughout the structure along the continuous Al2O3/Ni contact area. Indeed, the strengths of the single and multipass structures were roughly constant (≈200 MPa), the one exception being the SP-chop structure which had a strength of 120 MPa, likely resulting from its very low Ni-mortar contiguity and brick aspect ratio. Additionally, values for the elastic modulus for each series, listed in Table 1, follow a similar trend to that of the strength values. The series with low contiguity have modulus values that fall within a standard deviation of each other, while the high contiguity series, SP-chop and SP-45, have distinctly lower and higher values, respectively. The moduli of all these structures fall closer to the lower bound rule of mixtures for the
Adv. Mater. 2016, 28, 10061–10067
www.advmat.dewww.MaterialsViews.com
Table 1. Microstructural information for the six Ni compliant-phase ceramic structures, shown in Figure 1C–H and developed by single and multipass coextrusion in this study.
Structure Ni contiguitya) [CNi]
Continuous volume Nib) [fNiC]
Mortar thickness [μm]
Brick thickness [μm]
Brick width [μm]
Width/thickness Elastic modulus [GPa]
SP-chop 0.875 8.92% 12.6 ± 4.4 135.9 ± 30.8 329.3 ± 70.8 2.42 182 ± 7
SP-lam 0.471 4.80% 10.1 ± 2.9 79.7 ± 18.9 506.9 ± 138.4 6.36 217 ± 22
SP-45 0.899 9.17% 13.6 ± 5.8 124.6 ± 11.3 308.4 ± 27.1 2.47 238 ± 17
MP-chop 0.279 2.85% 7.7 ± 1.6 34.2 ± 8.0 93.1 ± 35.0 2.72 208 ± 11
MP-lam 0.146 1.49% 5.5 ± 1.32 26.1 ± 6.0 165.4 ± 54.1 6.34 224 ± 13
MP-45 0.249 2.54% 8.2 ± 1.5 44.1 ± 8.2 89.7 ± 19.2 2.03 214 ± 11
a)Details of how microstructural contiguity was quantified is given in Supporting Information; b)Possible maximum is 10.2%.
10064 wileyonlinelibrary.com © 2016 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
Co
mm
un
iCati
on
elastic modulus (261 GPa) with SP-45 being the highest in part due to its microstructural similarities to the composite models for the upper bound modulus which assume continuous uni-directional fibers; SP-45 has continuous bricks that extend throughout the bulk of the structure, though only unidirec-tional in each respective layer.
To characterize resistance to failure, fracture-toughness tests were first performed on the hybrid ceramics in three-point bending; results are given in Figure 2A with the strength values. All coextruded structures had crack-initiation fracture-toughness values that were relatively close to pure alumina, i.e., ≈3–5 MPa m0.5. The SP-lam and all MP structures exhib-ited catastrophic fracture during loading with no sign of devia-tion from a linear crack path (Figure 3), similar to the Al2O3 standard. For monolithic alumina, this can be associated with its small grain size, since the most significant R-curve behavior is seen in alumina ceramics with larger (≥25 μm) elongated grains where intergranular cracking ensues to pro-mote interlocking grain bridging. Such crack-bridging is also impeded in the SP-lam and MP series, owing to their low
mortar contiguity, allowing fracture to take place unimpeded from brick to brick.
In contrast, the SP-chop and SP-45 structures exhibited non-catastrophic failure, specifically involving stable (subcritical) cracking with significant deflections along the path of the prop-agating crack. This is especially evident in the SP-45 structure (Figure 2C,D) where a crack can be seen to advance primarily around the bricks through the Ni mortar interphase regions to create a more tortuous crack path with evidence of both crack deflection and grain bridging with limited grain pull-out. From the perspective of extrinsic toughening, this represents a desir-able crack path, and accordingly full R-curve analysis was per-formed on both the SP-chop and SP-45 series to further evaluate their toughness. Similar to the SP-lam and all MP structures, no R-curve could be measured for the SP-chop samples as they simply failed catastrophically on crack initiation. However, the load-deflection behavior for the SP-45 series showed extensive subcritical cracking over millimeter-sized crack extensions, resulting in marked rising R-curves (Figure 2B). Of all the coex-truded metal/ceramic hybrids examined, this structure most
Adv. Mater. 2016, 28, 10061–10067
www.advmat.dewww.MaterialsViews.com
Figure 2. A) Four-point bending data of the strength and initiation toughness of the six Al2O3/10Ni compliant-phase ceramic microstructures, as compared to that for the comparable monolithic Al2O3 standard. All the alumina structures containing the Ni compliant phase had a markedly lower strength, but were within 20–30 MPa of each other, the exception being the single-pass coextrusion material that was subjected to constrained lami-nation. B) Fracture-toughness R-curves, in terms of the stress intensity, KJ, back-calculated from nonlinear-elastic J-measurements (details given in the Supporting Information), comparing the SP-45 offset structure with monolithic 25 μm grain-sized alumina[38] and freeze-cast SiC-PMMA brick-and-mortar composites.[23] Results are also compared with a cellular Al2O3/20 vol% Ni composite,[39] tested using double cantilever-beam specimens which allow for pronounced crack extensions due to their larger specimen widths. Our coextruded Al2O3/10Ni SP-45 structure, however, can be seen to display far superior R-curve toughness. SEM images of this structure: C) before loading had begun with a clearly visible razor micronotch and D) after failure had occurred. Multiple crack paths can be seen deflecting around the individual bricks leading to crack bridging and brick pull-out, with failure occurring primarily along Al2O3/Ni boundaries, and brick failure within the inter layers that are oriented normal to the micro-notch.
10065wileyonlinelibrary.com© 2016 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
Co
mm
un
iCatio
n
resembled the brick-and-mortar architecture of natural nacre and clearly was the toughest.
The crack-growth resistance curves provide valuable insight into how these materials generate toughness from their capacity to sustain stable cracking throughout their microstructures. As noted, the crack-initiation toughness of the SP-45 struc-ture was low, characteristic of virtually all hybrid ceramics, i.e., ≈2–4 MPa m0.5, comparable to that of alumina (≈3–4 MPa m0.5). However, the effect of extrinsic toughening with crack growth, over crack extensions of Δa ≈ 1000 μm or more, resulted in the SP-45 hybrid structure displaying a toughness as high as ≈10 MPa m0.5. This is to be compared with that of monolithic (≈25 μm grain-sized) alumina which displays a shallow R-curve rising to ≈4 MPa.m0.5; this material failed intergranularly with subcritical cracking stabilized by crack deflection and lim-ited grain bridging. With the Al2O3/Ni complaint-phase SP-45
ceramic, the comparable “grains” are now the alumina bricks; as these are significantly larger (>200 μm) in the coextruded brick-and-mortar structure, they can more effectively bridge the crack and locally arrest it. R-curve slopes are correspondingly far steeper than in monolithic alumina, with a roughly twofold increase in toughness over ≈1000 μm of crack extension, indic-ative of significant extrinsic toughening. Indeed, despite its much higher ceramic content, the Al2O3/10Ni SP-45 ceramic displays a higher toughness and steeper R-curve than that of a cellular Al2O3/20 vol% Ni composite.[39] The SP-45 ceramic also displays R-curve behavior similar to freeze-cast SiC/PMMA brick-and-mortar composites, which had a finer brick struc-ture (≈10 μm thick) and significantly lower ceramic content (40–60 vol%).[23]
In situ scanning electron microscopy (SEM) of the R-curve samples revealed a suite of extrinsic toughening mechanisms
Adv. Mater. 2016, 28, 10061–10067
www.advmat.dewww.MaterialsViews.com
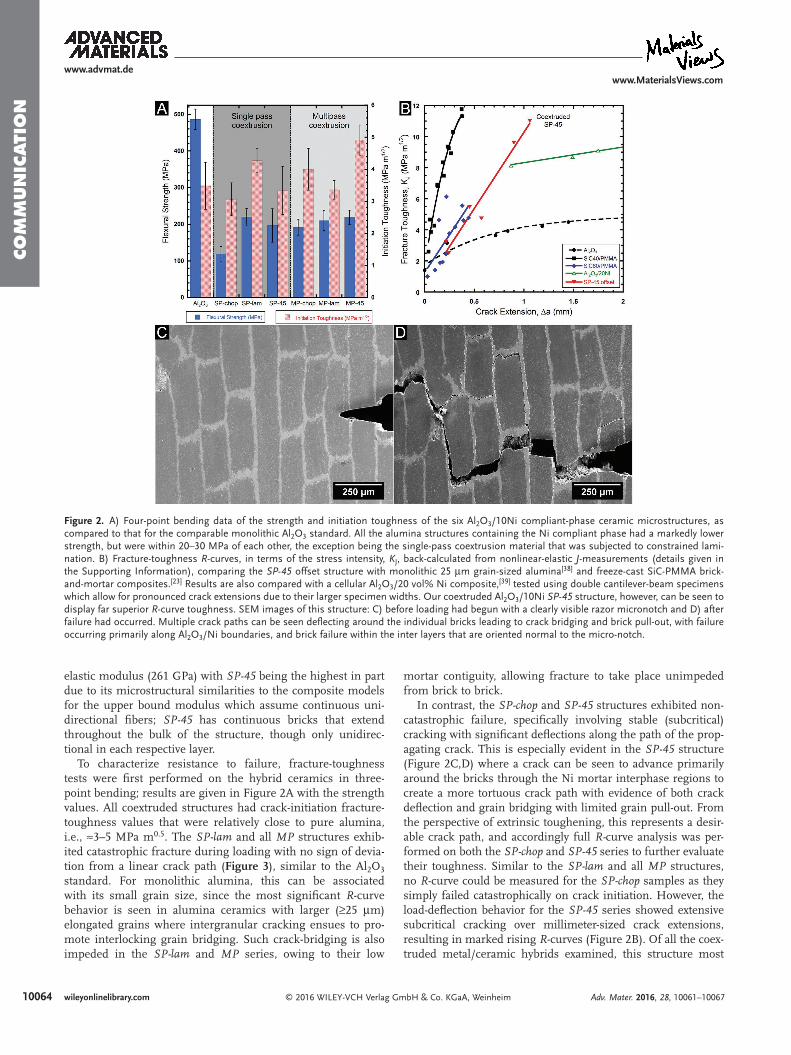
Figure 3. SEM images showing the crack paths for all Al2O3/10Ni compliant-phase ceramic microstructures, post-failure from the notched toughness flexural test. Note that significant crack deflection can be seen in the SP-chop and SP-45 samples (SP-45 shows additional elastic bridging and some grain pull-out). These represent structures from the single-pass coextrusion while all the multipass structures (MP series) have relatively straight-through cracks with little to no evidence that the Ni mortar had any effect on the nature of the composite failure.

10066 wileyonlinelibrary.com © 2016 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
Co
mm
un
iCati
on in the SP-45 structure, with the crack following the “mortar”
regions, giving rise to crack deflection and ceramic “brick” pull-out, both of which contribute to its crack-growth tough-ness (Figure 3). However, the displacements in the Ni mortar appear to involve interface failure at the Al2O3/Ni boundaries, rather than deformation within the mortar itself, meaning that in terms of strength/toughness properties the full potential of these hybrids has yet to be realized as best properties require deformation within the mortar with high tensile/and shear resistance (the mortar strength must not, however, exceed that of the ceramic, otherwise the ceramic “bricks” will simply fracture and ductility and toughness will be lost).[11] However, unlike polymeric mortars, metallic compliant-phase ceramics will possess some high-temperature capacity, particularly as higher temperatures may increase the ductility of the mortar.
Contiguity of the interphase nickel plays a critical role in the toughening of these ceramics, as seen by comparing the contiguity and continuous Ni volume data (Table 1) with the crack-path images (Figure 3). The two structures with high mortar contiguity are SP-chop and SP-45, both of which show the desired brick-and-mortar behavior of elastic bridging and brick pull-out, while the other structures, with relatively low Ni contiguity, have primarily straight-through cracks and low toughness. This presents another challenge to the processing of “nacre-like” ceramics, that of a continuous compliant phase in addition to a high ceramic volume fraction and a metallic mortar.
While models[11–14,40] have predicted the crack deflection, crack bridging, pull-out, and mortar deformation behavior of specific brick/mortar combinations, few “nacre-like” com-pliant-phase ceramics have ever been produced that have a high ceramic volume fraction, approaching that of aragonite in natural nacre, and a continuous metallic mortar, which is predicted to confer improved damage-tolerant properties com-pared to polymer mortars. As such high ceramic volume frac-tion brick-and-mortar structures with a metallic compliant phase are extremely complex to make with freeze-casting, the coextruded structures developed here permit mechanistic observations in these nacre-like ceramics, and in many ways represent an ideal biomimetic architecture, apart from the fact that the structures are coarse and the ceramic/metal interfaces are weak, both factors that limit the strength of these materials. Coextrusion can nevertheless be considered a viable route to synthesizing bioinspired “brick-and-mortar” architectures, as the process can be manipulated to form different microstruc-tures with optimized properties and further can achieve high ceramic contents of ≈90 vol%, akin to nacre, with metallic mor-tars; such structures are essentially impossible to make with freeze-casting. Additionally, the use of coextrusion can further improve upon the content of the hard ceramic phase (>95 vol%) simply by reducing the feed rod shell thickness, with the only limitation being that the particle size remains below the final mortar thickness.
The mechanical properties of our compliant-phase ceramics were either comparable or superior to traditional ceramic–metal composites. Flexural strengths were not high due to the coarse microstructures, consistent with a similar trend seen in traditional coextruded fibrous monoliths.[35] However, our SP-45 brick-and-mortar architecture displayed extensive
R-curve toughening with a threefold toughness increase com-pared to the crack-initiation value due to stable cracking, with the interconnectivity of the Ni mortar playing a critical role in dictating crack paths. Toughening was largely associated with crack deflection along the weak Al2O3Ni interfaces; although negating the beneficial role of the metallic mortar, this never-theless provided for some sliding displacements between the ceramic bricks, resulting in crack bridging and brick pull-out, which is vital to inducing R-curve toughening to stabilize sub-critical crack growth, thereby mirroring behavior in natural nacre.
Improved damage-tolerant properties should be further achieved through the development of finer structures, and by strengthening the ceramic/metal interfaces, so that inter-brick displacements can occur within the metallic mortar phase; both factors have been predicted[11] to enhance both strength and toughness. This can potentially be achieved through extru-sion or drawing smaller diameter filaments to reduce the brick size, or through the inclusion of an intermediate feed rod layer between the Ni and Al2O3 that bonds strongly to both mate-rials, discouraging interface failure. Filament drawing from the extruder allows for further reduction of a single extrusion past the 300 μm limit, but may not be so effective per se in reducing the brick size as the multipass extrusion, which allows for smaller brick size without the detrimental effects of a lack in mortar contiguity. Further interface strengthening can be achieved through reactive hot pressing of a coextruded system of AlNiO, which has been shown to create interpenetrating Al2O3Ni composites with evidence of ductile deformation.[41] The authors are currently attempting several of these methods to improve the damage tolerance of the existing structures. As such, we believe that the use of coextrusion “opens the door” to a new range of possibilities of engineering and design with flexible ceramic manipulation, complex 2D cross sections, and advanced interface architectures.[42]
Experimental SectionFabrication of Coextruded Materials: Brick-and-mortar structures were
synthesized by coextrusion of ceramic and binder mixtures. Polyethylene-ethyl acrylate (EEA; melt index 20, Dow Chemical) binder was softened above the glass-transition temperature in a high-shear rheometer mixer (Plasti-Corder, C.W. Brabender) at 150 °C. Al2O3 (A-16-SG, Almatis) with 4 vol% ZrO2 (3YSZ, Tosoh) was incorporated into the EEA until 55 vol% solids was achieved. Addition of heavy mineral oil (HMO; Sigma Aldrich) was used to control the rheology of the mixture. The powder/binder mixture was pressed into a cylindrical core (20.4 mm) using a heated die and hydraulic ram. This process was then repeated with NiO (−325 mesh, Alfa Aesar) to form a separate powder/binder mixture which was subsequently pressed into two half pipe shells (130 °C, 10 tones, ≈1 mm thick) and then laminated around the core which forms the core/shell extrusion feed rod. Given the known volume change for the NiO to Ni reduction and the known solid loading content of each thermoplastic–ceramic mixture, it was determined that a core/shell ratio of 82.5/17.5 would produce a mortar content of 10.2 vol%. The feed rod was extruded through a heated spinneret (≈115 °C) to form a 300 μm filament with the same core–shell ratio (82.5/17.5) throughout the cross section (Figure 1A). The filament was collected on a spool and wound to form a single-layer thick ribbon of filament. The ribbon was chopped into ≈500 μm segments along its axis to form individual “filament-bricks.” Chopped filaments were either poured into a steel die (25 × 45 mm)
Adv. Mater. 2016, 28, 10061–10067
www.advmat.dewww.MaterialsViews.com
10067wileyonlinelibrary.com© 2016 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
Co
mm
un
iCatio
n
Adv. Mater. 2016, 28, 10061–10067
www.advmat.dewww.MaterialsViews.com
and laminated to form a billet of randomly oriented filament bricks (120 °C, 900 kg), or spread out on Mylar sheets and compressed using a laminating press (model G50, Wabash MPI). Rectangles (25 × 45 mm) were cut from these sheets and laminated together in a steel die to form a billet (120 °C, 900 kg). Filament ribbon was also collected and sliced into 25 × 45 mm sections that were either parallel, perpendicular, or 45° to the filament direction. These were laminated in a steel die to form a billet (120 °C, 900 kg) of oriented filaments. For the MP series, instead of extruding the feed rod immediately to 300 μm, an initial extrusion to 6 mm was performed. 12 filaments of the 6 mm extrusion were bound and laminated to form a new feed rod which was further extruded and reduced to 300 μm; the same three sample series were then made with the double-pass extrusion material. The billets were pyrolyzed in an air furnace (10 °C h−1 to 600 °C, 2 h hold) to remove the binder before sintering, and then transferred to a BN-coated graphite hot-press die (Model HP20-3060, Thermal Technology, Inc.) where they were heated to 1400 °C at a rate of 15 °C min−1 under flowing argon. At temperature, a pressure of 32 MPa was applied to the die and held for 1 h; the pressure was then removed and the die allowed to cool. A final heat treatment was performed in flowing ArH2 (5 °C min−1 to 1000 °C, 10 h hold) to reduce Al2NiO4 spinel along the NiAl2O3 boundary back into nickel and alumina.
Supporting InformationSupporting Information is available from the Wiley Online Library or from the author.
AcknowledgementsThis work was supported by the Mechanical Behavior of Materials Program (KC-13) at the Lawrence Berkeley National Laboratory, funded by the U.S. Department of Energy, Office of Science, Office of Basic Energy Sciences, Materials Sciences and Engineering Division, under Contract No. DE-AC02-05CH11231. Processing facilities were provided by the Missouri University of Science and Technology, Rolla.
Received: May 10, 2016Revised: August 8, 2016
Published online: September 30, 2016
[1] U. G. K. Wegst, H. Bao, E. Saiz, A. P. Tomsia, R. O. Ritchie, Nat. Mater. 2015, 14, 23.
[2] U. G. K. Wegst, M. F. Ashby, Philos. Mag. 2004, 84, 2167.[3] C. Wang, Y. Huang, Q. Zan, H. Guo, S. Cai, Mater. Sci. Eng. C 2009,
11, 9.[4] R. O. Ritchie, Nat. Mater. 2011, 10, 817.[5] A. P. Jackson, J. F. V. Vincent, R. M. Turner, Proc. R. Soc. London, Ser. B
1988, 234, 415.[6] S. F. Gilbert, G. A. Loredo, A. Brukman, A. C. Burke, Evol. Dev. 2001,
3, 47.[7] W. Yang, I. H. Chen, B. Gludovatz, E. A. Zimmermann, R. O. Ritchie,
M. A. Meyers, Adv. Mater. 2013, 25, 31.[8] Intrinsic toughening mechanisms operate ahead of the crack tip to
generate resistance to microstructural damage. The most promi-nent mechanism is that of plastic (or inelastic) deformation which provides a means of blunting the crack tip through the formation of plastic zones. Extrinsic toughening mechanisms, conversely, operate primarily in the wake of the crack tip to inhibit cracking
by “shielding” the crack from the applied driving force. Whereas intrinsic toughening mechanisms are effective in inhibiting both the initiation and growth of cracks, extrinsic mechanisms, e.g., crack bridging and crack deflection, are only effective in providing resist-ance to crack growth.
[9] M. E. Launey, R. O. Ritchie, Adv. Mater. 2009, 21, 2103.[10] F. Barthelat, H. Tang, P. D. Zavattieri, C. M. Li, H. D. Espinosa,
J. Mech. Phys. Solids 2007, 55, 306.[11] M. R. Begley, N. R. Philips, B. G. Compton, D. V. Wilbrink,
R. O. Ritchie, M. Utz, J. Mech. Phys. Solids 2012, 60, 1545.[12] Y. Shao, H. Zhao, X. Feng, J. R. Soc. Interface 2014, 11, 2013.[13] F. Barthelat, J. Mech. Phys. Solids 2014, 73, 22.[14] N. Sakhavand, R. Shahsavari, Nat. Commun. 2015, 6, 6523.[15] E. Munch, M. E. Launey, D. H. Alsem, E. Saiz, A. P. Tomsia,
R. O. Ritchie, Science 2008, 322, 1516.[16] L. J. Bonderer, A. R. Studart, L. J. Gauckler, Science 2008, 319, 1069.[17] M. E. Launey, E. Munch, D. H. Alsem, H. B. Barth, E. Saiz,
A. P. Tomsia, R. O. Ritchie, Acta Mater. 2009, 57, 2919.[18] O. O. Ekiz, A. F. Dericioglu, H. Kakisawa, Mater. Sci. Eng., C 2009,
29, 2050.[19] M. E. Launey, E. Munch, D. H. Alsem, E. Saiz, A. P. Tomsia,
R. O. Ritchie, J. R. Soc. Interface 2010, 7, 741.[20] F. Bouville, E. Maire, S. Meille, B. Van de Moortèle, A. J. Stevenson,
S. Deville, Nat. Mater. 2014, 13, 508.[21] W. Cui, M. Li, J. Liu, B. Wang, C. Zhang, L. Jiang, Q. Cheng, ACS
Nano 2014, 8, 9511.[22] G. Dwivedi, K. Flynn, M. Resnick, S. Sampath, A. Gouldstone, Adv.
Mater. 2015, 27, 3073.[23] V. Naglieri, B. Gludovatz, A. P. Tomsia, R. O. Ritchie, Acta Mater.
2015, 98, 141.[24] H. Bai, F. Walsh, B. Gludovatz, B. Delattre, C. Huang, Y. Chen,
A. P. Tomsia, R. O. Ritchie, Adv. Mater. 2016, 28, 50.[25] H. Zhao, Y. Yue, L. Guo, J. Wu, Y. Zhang, X. Li, S. Mao, X. Han, Adv.
Mater. 2016, 28, 5099.[26] H. Zhao, Y. Yue, Y. Zhang, L. Li, L. Guo, Adv. Mater. 2016, 28, 2037.[27] K. Chen, X. Tang, Y. Yue, H. Zhao, L. Guo, ACS Nano 2016, 10,
4816.[28] S. E. Landwehr, G. E. Hilmas, J. Mater. Sci. 2006, 41, 8367.[29] J. W. Zimmermann, G. E. Hilmas, W. G. Fahrenholtz, J. Am. Ceram.
Soc. 2009, 92, 161.[30] J. Watts, G. E. Hilmas, Int. J. Refract. Met. Hard Met. 2006, 24, 229.[31] S. Baskaran, S. D. Nunn, J. W. Halloran, J. Am. Ceram. Soc. 1994,
77, 1256.[32] G. Hilmas, A. Brady, U. Abdali, G. Zywichi, J. Halloran, Mater. Sci.
Eng., A 1995, 195, 263.[33] S. Baskaran, S. D. Nunn, D. Popovic, J. W. Halloran, J. Am. Ceram.
Soc. 1993, 76, 2209.[34] S. Baskaran, J. W. Halloran, J. Am. Ceram. Soc. 1993, 76, 2217.[35] D. Kovar, B. H. King, R. W. Trice, J. W. Halloran, J. Am. Ceram. Soc.
1997, 80, 2471.[36] J. C. McNulty, M. R. Begley, F. W. Zok, J. Am. Ceram. Soc. 2001, 84,
367.[37] C. A. Schneider, W. S. Rasband, K. W. Eliceiri, Nat. Methods 2012,
9, 671.[38] J. J. Kruzic, R. M. Cannon, R. O. Ritchie, J. Am. Ceram. Soc. 2005,
88, 2236.[39] X. Sun, J. A. Yeomans, J. Mater. Sci. 1996, 31, 875.[40] B. Ji, H. Gao, Mater. Sci. Eng., A 2004, 366, 96.[41] W. G. Fahrenholtz, D. T. Ellerby, R. E. Loehman, J. Am. Ceram. Soc.
2000, 83, 1279.[42] C. V. Hoy, A. Harda, M. Griffith, J. W. Halloran, J. Am. Ceram. Soc.
1998, 81, 152.










![Fracture toughness of dry snow slab avalanches from field ...€¦ · 2005a]. The quasi-brittle character means that the classical Griffith theory of brittle fracture developed during](https://img.pdfslide.net/doc/110x75/5ed24c79000a282453475408/fracture-toughness-of-dry-snow-slab-avalanches-from-field-2005a-the-quasi-brittle.jpg)


















