Embed Size (px)
Citation preview

OAK RIDGE,NATIONALLABORATORY
ALOCKHEED MARTIN/
ORNUHTSPC-10
‘-lEcE!vEf=J
~~~f 21999
osT/
ORNL Superconducting‘Technology Program forElectric Power Systems
Annual Report for FY 1998
MANAGED ANDOPERATEDBYLOCKHEEDhiARTINENERGYRESEARCHCORPORATIONFORTHEUNJTEDSTATESi)APARTMENTOFENERGY
‘ +..,
,+.~.,A, ‘ - ,.. ,. . .. . .ORNL-27(3-W ,

This report has been reproduced from the best available copy.
Reports are available to the public from the followingsource.National Technical Information Service5285 Port Royal RoadSpringfield, VA22161Telephone 703-605-6000 (1-800-553-6847)TDD 703-487-4639Fax 703-605-6900E-mail orders@ ntis.fedworld.govWeb site http://www.ntis.gov/ordefing.htm
Repotis are available to U.S. Department of Energy (DOE) employees, DOE contractors, EnergyTechnology Data Exchange (ETDE) representatives, and International Nuclear Information System(INIS) representatives from the followingsource.
Office of Scientific and Technical InformationP.O. BOX62Oak Ridge, TN 37831Telephone 423-576-8401Fax 423-576-5728E-mail reports @adonis.osti.govWeb site http:llwww.osti.govlproductslsources. html
Reports produced after January 1,1996, are generally available via the DOE Information Bridge.Web site http:llwww.doe.govlbtidge
This report was prepared as an account of work sponsored by anagency of the United States government. Neither the United Statesgovernment nor any agency thereof, nor any of their employees,makes any warranty, express or implied, or assumes any legalliabilityor responsibility for the accuracy, completeness, orusefulness of any information, apparatus, product, or processdisclosed, or represents that its use would not infringe privatelyowned rights. Reference herein to any specific commercial product,process, or service by trade name, trademark, manufacturer, orotherwise, does not necessarily constitute or imply its endorsement,recommendation, or favoring by the United States government orany agency thereof. The views and opinions of authors expressedherein do not necessarily state or reflect those of the United Statesgovernment or any agency thereof.

DISCLAIMER
Portionsof this document may be illegiblein electronic image products. Images are
produced from the best available originaldocument.

OR.NIJHTSPC-10
ORNL SUPERCONDUCTING TECHNOLOGY PROGILiMFOR ELECTRIC POWER SYSTEMS
ANNUAL REPORT FOR N 1998
Compiled byR. A. HawseyA. W. Murphy
Edited byL. M. O’Hara
W. S. Koncinski
Manuscript Completed: December 1998Date Published: April 1999
Prepared for theOffIce of Power Technologies
OffIce of Energy Efficiency and Renewable EnergyU.S. DEPARTMENT OF ENERGY
(EB5001 00 O)
Prepared byOAK RIDGE NATIONAL LABOIUITORY
P.O. BOX 2008Oak Ridge, TN 37831-6285
Managed byLOCKHEED MARTIN ENERGY RESEARCH CORP.
for theU.S. DEPARTMENT OF ENERGY
under contract DE-AC05-960R22464


Contributors
D. B. BeachJ. D. BudaiT. G. ChirayillD. K. ChristenX. CuilJ. A. DemkoA. EllisR. FeenstraM. J. GougeA. GoyalR. A. HawseyH. Hsuz
l). lZ. JamesH. R. KerchnerD, M. KroegerD. F. LeeF. A. List III
J. W. LueP.M. MartinJ. E. MathisI. Matsubora3B. W. McConnellD. P. NortonM. ParanthamanC. ParklV. PataniaI. SauersS. W. SchwenterlyV. K. SikkaE. D. Specht
J. P. StovallD. T. Verebelyi]R. K. Williams
10RISEpostdoctoralresearchfellow21mtechCorporation30sakaNational ResearchInstitutevisiting scientist
. ..111
.—-.

.

Contents
CO~~UTOM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . iii
LIST OF FIGURES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . vii
LIST OFTABLES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ‘-.XIII
ACRONYMS ANDINITIALISMS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xv
EXECUTIVE SUMMARY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xvii
HIGHLIGHTSFORFISCALYEAR 1998 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xix
TECHNICALPROGRESS~WN DEVELOPMENT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1
APRECURSORAPPROACH YIELDSHIGHCRITICAL CURR.ENTDENSITYONRABiTSm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-1
AREEL-TO-REEL VAPORDEPOSITION SYSTEMFORFABRICATING BUFFERSAND LONG LENGTHS OFSUPERCONDUCTORS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...14
REEL-TO-REELCONTINUOUSDEPOSITIONOF EPITAXIALCe02 BUFFERLAYERS ON BIAXIALLY TEXTURED Ni TAPES BY ELECTRON BEAMEVAPOlL4TION . . . . . . . . . ---- . . . . . . . . . . . . . . . . . . . . . . . . . . ..- - -...--..---.--..-....1-5
NONM.AGNETIC, STRENGTHENED SUBSTRATES FORRABiTSm . . . . . . . . . . . . . . . . ...1-9
MIDWEST SUPERCONDUCTWITY CRADA SUMMARYREPORT . . . . . . . . . . . . . . ...-.1-11
ANALTERNATIVE APPROACH: Bi-2223<OATED CONDUCTORDEVELOPMENT . ...1-15
ALTERNATIVEBUFFER ARCHITECTURES FORHIGH-JCYBCOSUPERCONDUCTINGDEPOSITS ON RABiTSTM . . . . . . . . ..--... . - - . - . . - . . . . . . . . . ...1-17
PREPARATIONOF TEXTUR.EDYBCO FILMSONSrTiOj (1OO)SINGLE-CRYSTALSUBSTRATESUSINGALL-IOD~E PRECURSORS . . . . . . . . . . . . . . . . . . . . . . . . . ..- . . ...1-22
DEMONSTIL4TION OFTHEGROWTH OFHIGH-CURRENT YBCOONSOL-GELLwU03BUFFERLAYER . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..- . . . . . .. - . . . . . . . . -.- ...-.1-23
SOLUTION PROCESSINGOFyBa@@,.x T~F~MS . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-23
GROWTHOFTEXTURED BUFFERLAYERS AND SUPERCONDUCTORS ONROLLED-Ni SUBSTRATES USING SOL-GEL ALKOXIDE PRECURSORS . . . . . . . . . . . ...1-27
v

OPTIMIZATION OF BUFFER LAYERS ON ROLLED-Ni SUBSTRATES FORHIGH-CURRENT YBCO AND Tl,Bi-1223-COATED CONDUCTORS USING EX SITUPRECURSOR APPROACHES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-32
LOW-COST COMBUSTION CHEMICAL VAPOR DEPOSITION OF EPITAXIALBUFFER LAYERS AND SUPERCONDUCTORS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-36
MELTING BEHAVIOR OF Bi-2212/Ag CONDUCTORS . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-40 .
THERMAL CONDUCTIVITY OF PARTIALLY SUBSTITUTED YBqCu~07.6 . . . . . . . . . . . . 1-41
PLUME-INDUCED STRESS IN PULSED-LASER DEPOSITED Ce02 FILMS . . . . . . . . . . ...1-44
TECHNICAL PROGRESS IN APPLICATIONS DEVELOPMENT . . . . . . . . . . . . . . . . . . . . . ..2-1
HIGH-TEMPEFL4TURE SUPERCONDUCTING CABLE . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...2-1
SUPERCONDUCTING TIL4NSFORMER PROJECT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...2-16
INSULATION STUDIES AT ORNL IN SUPPORT OF SUPERCONDUCTINGPOWER APPLICATIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..2.2O
SUMMARY OF TECHNOLOGY PARTNERSHIP ACTMTIES . . . . . . . . . . . . . . . . . . . . . . ...3-1
BACKGROUND . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...3-1
RELATIONSHIP TO THE DOE MISSION. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...3-1
FUNDING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...3-1
TECHNOLOGY PARTNERSHIP APPROACH . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..3-2
PROGRAM MEASURES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...3-6
FY1998PRESENTATIONS AND PUBLICATIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1

List of Figures
Figure Page
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
1.10
1.11
1.12
1.13
1,14
1.15
1.16
1.17
1.18
Field dependence of the critical current density (Q in ex situ processedYBCOfilms onnickel RABiTSTMat77K . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-1
Histogram showing the critical current densi~ (JC)(at 77 K in self-field) ofex situ processed YBCO films on nickel RABiTSTMwith evaporatedlsputteredCe02/YSZ/Ce02 buffer layer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-3
Reel-to-reel vapor deposition system. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-4
Phiscan of14-cm Ce02-buffered nickel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-5
Relative intensity of Ce02 (200) as a fi-mctionof forming gas pressure 4% Hzand96°/OAr . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . -- ----1-6
XRDO-20scanof20-nm Ce02depositedbye-beam evaporation . . . . . . . . . . . . . . . . . . . ...1-7
In-plane @scans and out-of-plane uscansofNi and 20-rim-thick Ce02deposited onthemovingNi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...-..-....--..-.....1-7
FWHMof(lll)@ scan asafunction ofthe length over a30-nm-thick,14-cm-longCe02 bufferlayer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...-.-.....1-8
SEMimage ofa30-nm-thickCe02 buffer layer onrolledNitape . . . . . . . . . . . . . . . . . . . . . . 1-8
Magnetic hysteresis data for cube-textured samples of identical geometry and withcompositionsofNi,Ni-7°/oCr, andNi-13°/OCr . . . . . . . . . . . . . . . . . . . . . . . . ...-....-.---1-9
Stress-strain curves for cube-textured, dog-bone-shaped samples of Ni, Ni-7% Cr,andNi-13°A Cr,withtheload applied alongthe [100] direction. . . . . . . . . . . . . . . . . . . . . . . . 1-10
Rockingcurves and @-scan sshowingthe progressionof out-of-plane and in-planetexture fromthe substratetothe YBCO layer . . . . . . . . . . . . . . . . . . . . . . . . . . . . - . . . .--..1-10
Scanning electron micrograph oftheYBCO layer showingadensefilm morphologywithoutcracks. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . - . - . . . . ...-1-10
XRD$scansofY123,YS2, Ce02,andNi layers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-12
YBCO(112) polefigure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . - . . - - - . - . . . . . . . ..-.-1-12
JCversus applied magneticfield . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . - . . . . . . . . . ...1-13
Temperature dependenceofJC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . - . . - . . . - . . -..-.1-13
Vision ofBi-2223-coated conductor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . - . - . . ...1-15
vii

1.19 Schematic of the Bi-2223-coated-conductor fabrication procedure . . . . . . . . . . . . . . . . . . . . 1-16
1.20 Longitudinal cross-section SEM image of Bi-2223-coated conductor fabricatedaflerprocess refinement and15-h sinteringat825°C . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-16
1.21 Formation kinetics of Bi-2223-coated conductors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-16
1.22 Plan view of a Bi-2223-coated conductor fabricated through process refinementand sintered under typical thermomechanical treatment schedule . . . . . . . . . . . . . . . . . . . . . . 1-17
1.23 Various alternative buffer architectures for high-JCYBCO deposits on RABiTSTM. . . . . ...1-18
1.24 Microstructure of YSZ deposited by e-beam evaporation . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-19
1.25 Micros~c~re of YSZdeposited by Wsputiering . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..l-l9
1.26 Out-of-plane and in-plane textures of various layers in theYBCO/YbzO~~SZ/CeO@iR ABiTSTNis ample . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 1-19
1.27 Temperature dependencies of Jc of YBCO deposited on variousR4BiTSm architectures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-20
1.28 Magnetic field dependencies of normalized Jc of YBCO deposited on variousRABiTSm architectures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-20
1.29 Out-of-plane and in-plane textures of various layers in the YBCO/Yb203/CeOJNiRABiTSm sampie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-21
1.30 Microstructure of Ybz03 buffer after YBCO has been chemically etched fromYBCO/Ybz03/YSZ/Ce02/Ni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-21
1.31 Microstructure of YbzOj buffer after YBCO has been chemically etched fromYBCO/YbzOJCe02/Ni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-21
1.32 Out-of-plane and in-plane textures of various layers in the YBCO/Yb20JYzOJNiRABiTSm sample . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-21
I .33 The typical 6-20 scan for a 2000-~-thick YBCO film onSrTiO~(100) substrates indicating thepresence ofac-axis aligned film . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-22
1.34 LaA103 (111) pole figure for -0.2-pm-thick LaA103 film deposited on SrTiO~(100) single-crystal substrates . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-23
1.35 The temperature-dependence resistance for 0.2-pm-thick YBCO film onLaA103-buffered SrTi03(100) substrates . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-23
1.36 The temperature-dependence Jc values (a) and 1=values (b) for 0.2-pm-thickYBCOfilm on LaAIO~(lOO) substrates . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-24
. . .Vlll

1.37 Thermal gravimetric analysis (TGA) plots of barium, copper, andyttrium precursor materials inap(O,) of2.0XIO-4atm . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-25
1.38 The room temperature powder X-ray difli-action pattern of YBCO films on(OOl)SrTiOj substrates . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-25
1.39 A typical@ scan featuring the epitaxial nature of c-axis oriented YBCO filmson SrTi03 substrates . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-26
1.40 SEMphotomicrographoffilmA.... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..- . ...1-26
1.41 The dc-resistancemeasurementson filmA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-26
1.42 The X-ray powder dif3iactionpattem forthesol-gel YBCOfilm grownon aSrTiO~ singlecrystal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-27
1.43 Correlation of the texture (FWHM values of o and @scans) of sol-gel grownREA103 films on SrTiOg (100) substrates with the lattice mismatch betweenthe film andthe substrate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . - - ...-.1-30
1.44 The typica10-26 scan fora1000-~-thickNdAIOj film onNi(lOO) substrates . . . . . . . . . . . 1-30
1.45 Correlationofthe texture (FWHMvalues ofomegaandphi scans)ofsol-gelgrownREAIO~ films ofSrTiO~ substrates with the latticemismatch betweenthe film andthe substrate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...-.1-30
1.46 Theroom-temperature powderpattemfor -0.3-pm-thickYBCOfilm on sol-gel LaAIOs-buffered Nisubstrates . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-31
1.47 The field dependence ofJCfor 0.25-pm-thick YBCOfilmonsol-gelNdGa03-buffered SrTiO~(100)single-crystal substratesat77K . . . . . . . . . . . . . . . . . . . ...1-31
1.48 SEMmicrograph fora2000-~-thick Ce02-bufferedNi substrate . . . . . . . . . . . . . . . . . . . . . . 1-33
1.49 SEMmicro~aph fora5000-~-tiick e-bem YSZ-buffered CeOz~isubstiate . . . . . . . . ...1-33
1.50 Rutherford backscattering spectra of all e-beam buffers with the architecture ofCeO.+YSZCeOzmi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..-..1-34
1.51 Rutherford backscattering spectra of e-beam Ce02 and sputtered YSZ buffers with thearchitecture of Ce02HSZCe02~i . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-34
1.52 Comparisonsof the measured transportJcs for YBCOand Tl,Bi-1223films on RABiTSTMwith that of films on single-cwstal substrate wit.Mwithout a CeQ cap layer . . . ----------- 1-35
1.53 The photograph of the 5-cm-long YBCO film on e-beandsputteredCe02/YSZ/Ce02Ni substrate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-35
I.54 Schematic representation of the system to deposit CCVD coatings. . . . . . . . . . . . . . . . . . . . . 1-37
ix

1.55
1.56
1.57
1.58
1.59
1.60
1.61
1.62
1.63
1.64
1.65
1.66
1.67
2.1
2.2
2.3
2.4
2.5
2.6
2.7
2.8
x
SEMmicrograph of CeOzon MgO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-38
(llO)Polefigure ofLaAIO, onCCVD SrTi030nMg0 . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-38
(222) Polef@reof Yb2030n CCVDY20,0n LA0 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-38
SEMmicrograph ofepitaxialYBCO(5 wt%Ag)onLaA103 . . . . . . . . . . . . . . . . . . . . . ...1-39
SEMmicrographofepitaxialYbBCO on LaAIOj . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-39
Resistancevstemperaturecurvefor a0.3-pm-thickYbBC0 filmonLaAIO~ . . . . . . . . . ...1-40
E1ectricalresistivitydataforY123and YYb123 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-42
Ambient temperature thermal conductivity data for five partially substitutedY123samp1es . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Thermal conductivity data forpolycrystal line Y123and Y0,~Yb0,~Ba2Cuj07.~
Estimated phonon thermal resistivity curves forY123 and Y0,~Yb0,~BazCu307_~
. . . . . . . . . . . . 1-42
. . . . . . . . . . . . 1-43
5 . . . . . . . . . . . 1-43
Surface profile scanof Ce02film deposited onthin Si(1ll) . . . . . . . . . . . . . . . . . . . . . . . . . 1-46
Plot of(a) out-of-plane lattice parameter and (b) XRD 1(200)/1(111) intensity ratioas a function of total background pressure for Ce02 films deposited using PLD . . . . . . . . . . 1-46
Cross-section transmission electron microscope image of CeOz film deposited on(100) Nishowing thepresence ofnanoparticles. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-47
AClossofcable#3 measured bytwo different techniques . . . . . . . . . . . . . . . . . . . . . . . . . ...2-5
AC1Ossofcable #9measured bytwo different techniques . . . . . . . . . . . . . . . . . . . . . . . . . ...2-5
AClossdata of the fivedifferent cables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...2-6
Normalized aclosses vsl~lCofthe five different cables . . . . . . . . . . . . . . . . . . . . . . . . . . ...2-6
SouthwireCompanyHTS cable #7 V-I curvesfor the four-, three-, two-, andone-layer cables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...2-8
Temperature rise during a thermal runaway of Southwire Company four-layerHTScable #7at 1=925 Am, . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...2-9
Southwire Company HTS cable #7 ac loss measurements for four-, three-, two-,andone-layer configurations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2-10
Southwire Company HTS proto~e cable #7 normalized ac loss comparisonfor four-, three-, two-, andone-layer confi~rations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-10

2.9 Comparisons of four-layer and one-layer cable configuration ac loss measurementswith monoblock theo~and Dresnertheory . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...2-11
2.10 Facili~ layout . . . . . . . . . . . ..-. . . . . . . . . . . . . . . . . . . . . . . . . . . . . -...............--.2-12
2.11 Photographoftestfacility . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...2-13
2.12 Cable cross section . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...2-14
2.13 Typical cooldown transient . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...2-14
2.14 DC voltage-currentscanat74.5K.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...2-15
2.15 Cable critical current as afunction oftemperature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...2-15
2.16 Cable aclosses asafunctionrms current . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...2-15
2.17 Schematicofthe l-WAtransformer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ., . . . . . . ...2-16
2.18
2.19
2.20
2.21
2.22
2.23
2.24
2.25
Completed l-MVAtransformermsembly beforetanking . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-17
Overall view ofcompleted transformerontest atWaukesha . . . . . . . . . . . . . . . . . . . . . . . ...2-17
Winding cooldown temperatures andvoltagesvstime . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..2-18
Short-circuitwindingtemperatures and currents . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...2-20
Resonant circuit forloadtests . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...2-20
High-bay high-volt.age Iaboratoryandcontrol roomatORNL . . . . . . . . . . . . . . . . . . . . . . ...2-21
Laboratory at ORNLfor in-house construction ofmodelcables . - . . . .. -- . . - - . - . . . .-...2-21
Ratio ofimpulse breakdownto AC as afimction ofLN2pressureforcrYoflex insulation . ..2-22
—. -———.. -—.
xi
. . .-


List of Tables “
Table
1.1.
1.2.
1.3.
1.4.
1.5.
2.1.
2.2.
2.3.
2.4.
3.1.
3.2
3.3
3.4
3.5
Page
Phiandomega scmresulfi ofepitaial buffer layers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-38
Phi and omega scan results of epitaxial superconductors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-39
Characteristics of cut-bar thermal conductivity samples . . . . . . . . . . . . . . . . . . . . . . . . . . ...1-41
Characteristics of samples used for low temperature measurements . . . . . . . . . . . . . . . . . . . . 1-42
Lattice spacing andstrain forvarious CeOzfihns . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..1-47
Prototype cable parameters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...2-3
Southwire Company HTS cable #7 construction details . . . . . . . . . . . . . . . . . . . . . . . . . . . ...2-7
Southwire Company HTS cable#7 dc characteristicsfor different numbers oflayers inthe cable . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...2-8
Summary ofelectrical tests . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...2-19
Superconducting Technology Program funding: authorization and outlay by fiscaI year . . ...3-2
Superconductivity Program Summary of Cooperative Agreements active in FY 1998 . . . . ...3-3
Superconducting Technology Program (FY 1998) invention disclosures . . . . . . . . . . . . . . ...3-7
Superconducting Technology Program (FY 1998) patent license agreements. . . . . . . . . . . ...3-8
Superconductkg Technology Program patents issued . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...3-9
. . .Xlll
.—

.

.- —-
Acronvms and Initialisms
TEMASCBKDCCVDCRADAdcDOEDOE-HQDTA
DTA/TGAe-beamEDSFEGFWHMGBHTS
IBAD1.IEcIGC1PInnsJ=JeKcKULANLLNZLTSMOCVD
MODMSIORNLPITPLDRABiTSTMRBsrfRG8cErmsRTASADSEMSEM-EDAXS.f.
alternating currentanalytical electron microscopyAmerican Superconductor Corporationbackscatter Kikuchi diffractioncombustion chemical vapor depositioncooperative research and development agreementdirect currentU.S. Department of EnergyDOE Headquartersdifferential thermal analysis
differential thermal analysis/thermogravimetric analysiselectron beamenergy-dispersive spectroscopyfield emission gunfull width at half maximumgrain boundaryhigh-temperature superconductivity/superconductor/superconductinghigh vacuumion-beam-assisted depositioncritical currentInternational Electric CommissionIntermagnetics General Corporationpeak currentroot mean square cable currentcritical current densityengineering critical current densitycritical current per unit width of conductor (@v)University of KansasLos Alamos National Laboratory.liquid nitrogenlow-temperature superconductormetal-organic chemical vapor deposition
metal organic decompositionMidwest Superconductivity, Inc.Oak Ridge National Laboratorypower-in-tubepulsed-laser depositionrolling-assisted biaxially textured substratesRutherford Backscattering Spectroscopyradio frequencyRochester Gas and Electric Companyroot mean squarerapid thermal annealerselected area diffractionscanning electron microscopyscanning electron microscopy-enerbg-dispersive X-ray microanalysisself field
xv
———

SFOSMESSPISTEMSUNYTcTEM
TGAthdULPAWDGWEcWEsXRDYBCOYszZ-STEM
surface flashoverSuperconducting Magnetic Energy StorageSuperconductivity Partnership Initiativescanning transmission electron microscopyState University of New Yorkcritical temperaturehransition temperaturetransmission electron microscopy
thermogravimetric analysistetra-methyl-heptane-dionateultra-low penetrating airWire Development GroupWestinghouse Electric CompanyWaukesha Electric SystemsX-ray diffractionyttrium barium copper oxideYttria-stabilized zirconiaZ-contrast scanning transmission electron microscopy
xvi

Executive Surnmarv
The Oak Ridge National Laboratory (OWL) Superconducting Technology Program is conducted aspart of a national effort by the U.S. Department of Energy’s OffIce of Energy Efficiency and RenewableEnergy to develop the science and technology base needed by U.S. industry for commercial developmentof electric power applications of high temperature superconductivity. The two major elements of thisprogram are wire development and applications development. This document describes the majorresearch and development activities for this program together with related accomplishments. Thetechnical progress reported was summarized from recent open literature publications, presentations, andinformation prepared for the FY 1998 Annual Program Review held July 20-22, 1998. Aspects ofORNL’S work that were presented at the Applied Superconductivity Conference (September 1998) areincluded in this report, as well. This OIINL program is highly leveraged by the staff and other resourcesof U.S. industry and universities. In fact, nearly three-fourths of the ORNL effort is devoted tocooperative projects with private companies. Interlaboratory teams are also in place on a number ofindustry-driven projects. Patent disclosures, working group meetings, staff exchanges, and jointpublications and presentations ensure that there is technology transfer with U.S. industry. Workingtogether, the collaborative teams are making rapid progress in solving the scientific and technical issuesnecessary for the commercialization of long lengths of practical high temperature superconductor wireand wire-using systems.
xvii


Highlights for Fiscal Year 1998
Wire Development
● First high critical current density (JC)results are reported for ex situ deposited YBCO precursor onrolling-assisted, biaxially textured substrates (lUU3iTS~). By decoupling the deposition and epitaxialgrowth processing steps using the “barium fluoride” approach, the robustness of the overall process isenhanced, which may facilitate scale-up to long tape lengths. Films exceeding 1 MA/cm2 have beendemonstrated on buffered, 2-mil (50-pm) nickel. In addition, a first demonstration by CRADA partner3M has yielded a J=-300,000 A/cmz on 3M nickel and ORNL buffers.
● The continuous deposition of multilayer oxide films on moving long-length metallic substrates usingpulsed laser deposition (PLD), and using noncontact heating for the first time, was achieved. EpitaxialYBCO/CeOz/yttria-stabilized zirconia (YSZ)/Ce02 layers were grown on 1 cm x 10 cm rolled-Ni tapesubstrates. The Ni tape was heated radiantly and translated while oxide layers were continuouslydeposited. The biaxial texture of the 10-cm Ni tape was transferred through the buffer layers to thetopmost YBCO during the continuous deposition. The in-plane and out-of-plane texturing of YBCOand buffer layers were uniform along the scanning direction with variations less than *10’% and +5Y0,
respectively. The average transport zero field Jc (77 K) for numerous 10-cmsampleswas about200,000 A/cm2, with the highest Jc and critical current (1=)values at 77 K, OT of 270,000 Ncm2 and16.7 A, respectively. This study demonstrates the feasibility of continuous multilayer,multicomponent oxide film deposition on rolled-textured metal with uniform thickness, composition,and crystallographic orientation using PLD..
G Conductors coated with YBa@@T.Y (YBCO) have emerged = the second generation Ofsuperconducting wires for high-temperature and high-field applications. In continuation of our effortto develop a non-vacuum process to produce coated conductors, we are presently using a metal-organic precursor route. The buffer layers chosen in this study are WA103 (RE=L4 Nd, Gd, and Y)(rare earth aluminates) and NdGaO, (neodymium gallate). All the rare earth aluminates and NdGaO,were grown epitaxially on SrTiO~(100) (strontium titanate) single-crystal substrates using sol-gelalkoxide precursors. The texture of the REAIO~ films was correlated with the lattice mismatchbetween the SrTi03 substrates and the REAIO~ films. Films of LaAIOj and NdAIO~ were also grownepitaxially on roll-textured Ni (100) substrates with two in-plane orientations. The YBCO films werethen grown on the Lr@103 and NdAIO~ buffer layers by PLD. A transport Jc of -1 x 10s A/cm* at77 K was obtained for 0.25-pm-thick YBCO films on NdGa03 buffer layers.
● Bi-2223 tapes have been fabricated using an alternative coated-conductor approach. This techniqueallows the examination of critical issues, such as c-axis alignment of Bi-2223 grains, influence of theimpurity channel, filament uniformity, fill factor, and Ag sheath, which are not easily accessiblethrough the powder-in-tube approach. Basic developmental issues in coated-conductor fabricationhave been addressed. The initial formation kinetics of these coated conductors is rapid, resulting in aneed to re-evaluate the thermomechanical treatment schedule. A self-field JCof 41,000 A/cm* at 77 Khas been achieved in a crack-containing coated-conductor sample sintered under nonideal conditions.
● The JCof filly processed Bi-2223conductor is influenced by a large number of processing parameters.Among these are the thermomechanical processing schedule and the extent of Bi-2223 phaseconversion, which are, in turn, affected by the precursor stoichiometry. Powder precursors with
xix
—

varying Cu content were prepared using an aerosol pyrolysis technique, and powder-in-tubeconductors were fabricated using these precursors. Both fast and slow cooling rates were employedduring thermomechanical processing, and different treatment schedules are correlated to the JC.
“ A high J=of 2.2 x 106A/cmz at 77 K (extrapolated from 0.5 x 10sA/cmz at 86 K) was obtained for0.2-pm-thick YBCO film on sol-gel LaA103-buffered SrTi03 (100) substrates. This work was done aspart of the effort to develop non-vacuum processes for deposition of YBCO on RABiTS~. TheYBCO was deposited using an all-iodide precursor approach, which permits YBCO formation withoutwater vapor.
● ANi-13’% Cr alloy tape has been developed for coated-conductor applications that requirenonmagnetic superconducting wire. The alloy is nonmaa~etic at 77 K. Furthermore, the alloy hasincreased yield and ultimate tensile stress properties compared to rolled, pure nickel tape. YBCOfilms deposited on buffered Ni-13% Cr alloy have yielded a crack-free high-temperaturesuperconducting (HTS) layer with Jc = 200,000 A/cm2 (77 K, H = O).
● In-plane aligned, epitaxial CeOz has been deposited on moving nickel tape up to 0.7-m long using anew reel-to-reel vapor deposition system. The system provides for in situ annealing of the moving,as-rolled nickel tape, buffer layers, and, in a separate chamber, deposition of BaF2, Y, and Cu.
● High-current YBa2Cu30T.Y(YBCO) and T10,7*BiozzSrl.cB~.lC+Cu~Og.Y(Tl,Bi-1 223) coated conductorswere fabricated on IL4BiTSm with a layer sequence of Ce02/YSZ/CeO#Ni. The Tl,Bi- 1223 filmswere grown on all electon-beam (e-beam) buffers using pulsed laser ablation of precursor filmsfollowed by post-annealing. A transport Jc of 4.3 x 105A/cm2 at 77 K and zero field was measured.The YBCO films were grown on e-bearrhputtered buffers using e-beam co-evaporated Y-BaFz-Cuprecursors followed by post-annealing. A transport J=of 1.6 x 10bA/cm2 at 77 K was obtained on a-0.3-pm-thick YBCO film in zero field.
● Residual compressive stress due to plume-induced energetic particle bombardment in CeOz filmsdeposited by PLD is reported. For laser ablation film growth in low pressures, stresses as high as2 GPa were observed as determined by substrate curvature and four-circle X-ray diffraction. Theamount of stress in the films could be manipulated by controlling the kinetic energies of the ablatedspecies in the plume through gas-phase collisions with an inert background gas. The film stressdecreased to near zero for argon background pressures greater than 50 mTorr. However, at thesehigher background pressures, the formation of nanoparticles in the deposited film was observed.
● Measurements of JCin large magnetic fields ofthin-film YBCO grain boundaries (GBs) show atransition from grain-Iike to weak-link we behavior with increasing disorientation angle. Low-angleGBs and RABiTSTMsamples retain power law V-I characteristics that are indicative of single-cxystalsamples. This behavior is the result of a distribution of dislocation cores along the GB that allows
grain-like channels to exist. The best YBCO/RABiTSTM tapes will have limits to .lClimited by GBs ofa few degrees (the nearest neighbor misorientation), not the typical 8 to 10° full width at halfmaximum measured by X-ray diffraction analysis over an ensemble of grains.
● A new low-cost, open-atmosphere deposition technique, Combustion Chemical Vapor Deposition(CCVD), was used to deposit epitaxial buffer layers and high-temperature superconductors on oxidesingle-c~stal substrates. The CCVD process has the potential for manufacturing buffer layers andsuperconductors onto textured-metal substrates in a continuous reel-to-reel production. CCVD doesnot use vacuum equipment or a reaction chamber required by conventional techniques, but its coatingquality rivals and even exceeds that of conventional methods. Compounds being studied with the
xx

CCVD process include the buffer layers cerium oxide (Ce02), yttria stabilized zirconia (YSZ),strontium titanate (SrTi03), lanthanum aluminate (1A4103), yttria (Y20~), and ytterbium oxide(Yb,O,) and two rare earth superconductors, YB~Cu,07.X (YBCO) and YbBa,Cu,O,.X (YbBCO).
● Partially substitutedYBqCuJ074, Y123, samples are produced by replacingpart of the Y withappropriate rare earth elements and/or part of the Ba with Sr. Partial substitution has little effect onthe normal state resistivity or”superconducting transition temperature, but should reduce the phononpart of the thermal conductivity, &. Ambient temperature measurements on several polycrystallinesamples show a thermal conductivity, k, reduction relative to Y123. The effect persists to lowertemperatures, and data for Y123 and Y0,5Yb05B~Cu30Tashow that the L peak at Tj2 is also affected.
Systems Development
“ The United States’ first HTS complete cable system is operational in a joint ORNL/Southwire facilitylocated at Oak Ridge.
● The dc current measurement of Southwire Company’s 1-m cable #8 resulted in a 70’%increase incritical current over previous cables, demonstrating a very substantial improvement in tapeperformance. The ac loss data lie be~een the values predicted by Norris and Dresner. For this cable,losses are about 0.4 W/m at the design current of 1250 A.
● Significant progress has been made in constructing the 5-m HTS cable test facilily. Cable endterminations for the 5-m cable tests arrived at ORNL in December 1997. The terminations werejointly designed with Southwire and fabricated by Southwire and their subcontractors. Initial partialdischarge testing of the cable terminations was completed. Southwire completed the construction ofthe first fully insulated, 5-m HTS cable in their manufacturing facility in Carrollton, Georgia, andinstalled the cable in the cable test facility at ORNL in March 1998. Testing of cable #7, a l-mprototype HTS cable, was completed. Dielectric testing of Cryoflex and liquid nitrogen continues, and
significant progress has been made in the construction of the model cable (pressurized cryogenicdielectric) test facility. The critical current of the first Southwire 5-m HTS cable has been measured ata variety of temperatures. At the lowest temperature achieved to date, the critical current was around1200 A (at 74 K). The cable and all subsystems (dielectrics, vacuum, cryogenics, terminations, andinstrumentation) are being tested to provide design data for Southwire’s 30-m SuperconductivityPartnership Initiative (SPI) cable.
● The nominal 1-MVA, single-phase Waukeshtintermagnetics General Corporation transformer andtest bed were constructed with windings and core cross sections comparable to those expected for areference commercial 138-kV, 3O-MVA transformer but operating at one-tenth the voltage and powerper phase. Scale-up would thus be minimized in the subsequent construction of 5/1O-MVAalpha and3O-MVA beta prototypes planned for Phases II and III. The windings were made with a 1OW-COSLsurface-coated BSCCO-2212 conductor, cryocooled closed cycle to 25 K. Despite higher-than-designed-for ac losses and an indication of excess partial discharge, short-duration tests under loadachieved 150 A at 4.5 kV for a delivered power of 0.68 MVA. The separately achieved maximumopen-circuit primary voltage and the maximum primary amperes indicate a basic transformercapability of (11 kV) x (150 A) = 1.65 MVA. The vacuum, structure, and cryogenic cooling systemsperformed well, indicating the technical feasibility of the HTS transformer concept and allowing aconfident scale-up to the 5/1O-MVA class transformer in Phase II.
xxi

Programmatic
● Three new U.S. patent license agreements were executed during the fiscal year MicroCoatingTechnologies, EURUS Technologies, and 3M Company. There are now a total of five companies thathave licensed ORNL’S RABiTSTMtechnolo~.
● The first two U.S. patents on ORNL’S RABiTSTMfor HTS wire technology were issued in FY 1998:Patent number 5,739,086 issued on April 14 and number 5,741,377 issued on April 21. The patentsdescribe a biaxially textured article that includes a rolled and annealed, biaxially textured substrate ofa metal with a face-centered cubic, body-centered cubic, or hexagonal close-packed crystallinestructure and an epitaxial superconductor or other device epitaxially deposited thereon. R4BiTSTMprovides the template upon which YBCO and other superconductors, or precursors tosuperconductors, may be deposited. The R4BiTSTM structure presently being used by Ol?NL andsome of its partners consists of rolled-and-annealed nickel, followed by one or more buffer layers.ORNL has demonstrated critical current densities of up to 3 MA/cm2 for YBCO films deposited byPLD on short samples (measured in self field, at 77 K). Recently, in collaboration with 3M Company,Southwire Company, and Los Alamos National Laboratory, ORNL demonstrated ex situ growth ofYBCO films by the “barium fluoride” electron beam evaporation process on FL4BiTSTMwith criticalcurrent densities around 1.5 million A/cm*. The work was done with finding provided by the U.S.Department of Energy’s OffIce of EnerbWEfficiency and Renewable Energy, Office of PowerTechnologies, and OffIce of Science, Division of Materials Science.
xxii

Technical Progressin Wire Development
A PRECURSOR APPROACH YIELDSHIGH CRITICAL CURRENT DENSITYON RABiTSTM
In search of scalable methods for coated-conductor technology, the BaFz ex situprecursor process has been successfully tested
and developed as a promising alternativeapproach for making high-critical current-
density (J.) yttrium barium copper oxide(YBCO) films on rolling-assisted biaxiallytextured substrates (RABiTSTM).The ex situprecursor approach differs from the more
commonly used in situ techniques in that it
features a two-step approach whereby theYBCO layer is first deposited as an insulatingprecursor film on essentially unheated substrates
and then annealed in a furnace to form thesuperconductor structure. By contrast, single-step in situ processes involve YBCO epitaxialgrowth immediately as the film is beingdeposited, depending sensitively on details ofthe deposition process. By decoupling thedeposition and epitaxial growth processingsteps, the robustness of the overall process isenhanced, which may facilitate scale-up to longtape lengths. For example, high-rate and/or non-vacuum precursor deposition techniques andbatch processing for the ex situ anneal maybeused. Possible implications of these advantagesare currently being evaluated as part of the 3M-Southwire-Los Alamos National Laboratory(LANL)-Oak Ridge National Laboratory(ORNL) cooperative research and development
agreement ( CRADA).Using the BaF2 precursor method, epitaxial
YBCO films were grown on RABiTSTMwithbasically a single orientation as determined byX-ray diffraction (XRD) pole-figure analysis.For the best films, JCSat 77 K are well in excess
of 1 MA/cmz, indicating strong supercurrent
transport. The results are equivalent to the bestfilms produced by in situ pulsed-laser deposition(PLD), previously the only available technique
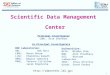
for high-JCfilms on RABiTST~i.Thiscomparison is highlighted in Fig. 1.1, where wehave plotted the dependence of JC on the appliedmagnetic field oriented parallel to the c-axis(i.e., perpendicular to the film surface). Resultsare presented for ex situ YBCO films on twotypes of Ni metal tape, having a thickness of 125
or 50 mm. As indicated in Fig. 1.1, reducing themetal tape thickness had a negligible effect onthe supercurrent transport performance withJC>1 MA/Cm2 for t]le best films on either tape.
The technological implication of the thicknessreduction is that less Ni needs to be used in the
coated conductor, raising significantly the
engineering critical current density (J,). Forexample, the ex situ YBCO fi Ims featured inFig. ] .1 had a standard thickness of ().3 mm,
from which a Je @ 11,000 A/cmz maybe
calculated for the film on 50-mm Ni. It seemslikely that by increasing the YBCO filmthickness, conductors with J,s in the practicalrange >30,000 A/cmz will be realized in the nearfuture with the BaFz precursor method.
Ii::./-==+ ---:- -“ ~“125um-Nil “‘v..
Ih1~,%...i %-F
0.1-.-.-----:----’-- -;-- .... ..
%~ >~~um~l5 . . I
>“
10.01-----’ :-------- --------:--- %---- --
wq ~ “-’”’”’““”””“’”’””” ““”
0.0014 !: 1:1: I0123456 7
Magnetic field H (Tesla)
Fig. 1.1. Field dependence of the criticalcurrent density (JC) in ex situ processed
YBCO films on nickel RABiTSTM at 77 K.Also included are results for a YBCO filmmade by in situ PLD and a high-JC film onSrTiO~ (100) single-crystal substrate.
—. ---- .——

1-2 Technical Progress in Wire Development
It is interesting that for both techniques(in situ PLD and ex situ BaF2 precursor)transport properties for films on RAB iTST&’,infact, closely approach the best results for filmson lattice-matched SrTi05 single-crystalsubstrates. At low fields, the Jc for high-qualityfilms on RABiTSTNi typically is 2 to 3 timeslower, but the Jc curves across at the highmagnetic field, indicating that for greater fjelds
the films on RABiTSTNi carry a higher Jc. Thiscrossover probably indicates the influence of
greater densities of favorable flux-pinningdefects in the fi Ims on RABiTSThf; however. thenature of the defects has not yet been identified,nor has a consistent relationship with thepresence of low-angle grain boundaries. A mapof grain orientations was obtained by electron-beam (e-beam) backscattering diffraction for thehigh-~=film on 125-mm Ni shown in Fig. 1.1.From this map, a percolation threshold forcurrent transport of on Iy 2 to 3° was determined,
mean ing that current can pass from one end ofthe sample to the other via adjacent grainboundaries that are tilted by 2 to 3° or less.Considering the intrinsic relationship between JC
and grain boundary misorientation, this lowthreshold clearly underpins the observed strongsupercurrent transport, while providingunequivocal evidence of the high degree ofbiaxial texturing in the YBCO film achieved viathe ex situ process.
The buffer layer architecture used for the
films depicted in Fig. 1.1 consists of three oxidesub layers, grown outside of the vacuumchamber used for the BaFz-Y-Cu precursor layerdeposition. The architecture was derived from
the Yttrium-stablized zirconia (YSZ)/CeOJNi
architecture. previously developed for the in situPLD process, by adding a thin CeOz cap layer toenhance compatibi Iity with the precursorapproach. Thus. starting from the biaxiallytextured, rolled Ni tape, the first layer is thinCeOz (20 to 40 nm) grown by reactive e-beamevaporation. then YSZ grown by radiofrequency (rfi magnetron sputtering, and finallya thin CeO, cap layer with a thickness similar tothat of the bottom layer. Either the evaporation
or sputtering technique was used for this caplayer. To reduce bending of the Ni tape upondecreasing the metal thickness, the YSZthickness was reduced from an original value of1 mm to 0.25 mm. The BaFz-Y-Cu precursorlayer was grown by e-beam co-evaporation fromthree sources, using Y and Cu metals andcompound BaFz. In the absence of a CeOz caplayer, film properties are strongly impaired
because of a debilitating chemical reaction
between the BaF2-Y-Cu precursor and YSZ.
Apparently, a thin Ce02 cap layer of 20 to40 nm eliminates this reaction: however, it wasfound that, likewise, Ce02 may react with theprecursor layer during the ex situ anneal.Depending on the degree of interdiffusion, this
reaction may completely perturb the YBCOepitaxial growth process, leading to severelyimpaired supercurrent transport or eveninsulating behavior. However, unlike theexperience with YSZ, it was found that the
adverse reaction may be strongly suppressed byoptimizing the structural properties of thedeposited CeOz cap layer and adjusting theYBCO processing conditions. This wasdetermined via a series of systematic tests usingbuffered single-crystal substrates to eliminatethe influence of alternative process variablespotentially responsible for deteriorating theYBCO properties. Once optimized, high-JCYBCO films were obtained consistently using
the same buffer layer architecture, providing at
once evidence for robustness of the BaF,precursor approach, consistency in buff~r layerpreparation, and consistent quality of the rolledNi. Indeed, the interconnected nature of the
multiple processes involved provided the
greatest challenge to arriving at the presentresults. Conversely, these results signal progressnot only with respect to the development of analternative YBCO preparation technique, butalso a greater understanding of issues involvedin all intermediate steps underlying thepreparation of consistent and reproducibleRABiTSTN~.
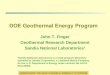
A summary of the progress made in thecourse of this research is presented in Fig. 1.2.

Technical Progress in Wire Development 1-3
c-.
F-97/597/1o 93/3 improved ex situ processing
;-
: !F-=1 . 12 -.-.: -.!.-. .+-.,,
superconducting films on RABiTS
Fig. 1.2. Histogram showing the critical
current density (JJ (at 77 K in self-field) ofex situ processed YBCO films on nickelRABiTSTM with evaporatedlsputteredCeOJYSZ /CeOz buffer layer. Open barsindicate 125-pm-thick Ni tape; shaded barsindicate 50-pm-thick Ni.
Only superconducting films made with the BaFzprocess on the described buffer layer are
included because this architecture provedclearly superior to others that were tried.Because of the many interdependent parameters,however, it cannot be concluded that some ofthe attempted architectures (featuring
permutations of sublayer deposition techniquesand alternative buffer-layer materials) mayeventually prove equally applicable as the onepresented here, once further optimization iscompletely carried out. The subtle nature of thisinterdependence for the BaFz precursor methodis illustrated in Fig. 1.2 by the arrow indicating“improved ex situ processing.” Following thefirst achievement of high-JC films on
RABiTSTM, these positive results initially couldnot be reproduced. In all these attempts (films 1to 15), essentially the same ex situ anneal wasused, based on a successful recipe for YBCOfilms on SrTiO~ single-crystal substrates. High-
JCfilms continued to be obtained on SrTiO~using this anneal for samples processed inparallel with the RABiTSTM,indicating that thepoor results on the metal substrates resulted
from a subtle variability in buffer-layer quality.Significantly, with the improved ex situ
annealing recipe, high-JCfilms were consistentlyobtained on RABiTSThl as well, withoutchanging the buffer-layer preparation. Clearly,the later formulated annealing recipe is morerobust and better suited for application toRABiTSTM. Research is ongoing to further
improve the ex situ annealing process, withan emphasis on further increasing therobustness.
Intermediate highlights showing thedirection of our research are also indicated inFig. 1.2. For example, starting with the samplelabeled 25, a transition was made from Ni tapewith a thickness of 125 pm to tape with athickness of 50 pm, accompanied by areduction of the YSZ buffer-layer thickness. The
thinner tape is softer and more difficult tohandle than the thicker tape; however, as theresults indicate, the transition was made withoutcompromising the film quality. Recently, thetechnology for rolling (100) cube-textured Ni
was transferred to 3M as part of our ongoing
CRADA. Long lengths of properly textured Niwere produced and a high-JC film was grownreadily on this Ni using the BaFz precursormethod and ORNL buffer-layer technology.This result clearly demonstrates the successful
transfer of Ni texturing procedures. Inpreparation of a continuous process, a first high-Jc film was grown on RABiTSTNi whereby theNi was annealed and the first CeOz sublayerdeposited while the tape was moving throughthe vacuum chamber, using noncontact heating.Eventually, the moving tape technology will beapplied to all layers, greatly helped by therelatively large buffer and precursor deposition
areas. For the precursor film, the homogeneousarea in the available vacuum chamber isapproximately 5 x 5 cm2, and using the fullrange of this deposition zone a first high-JC filmof 5-cm length was formed. The Jc wasmeasured over two sections of this tape, bothexhibiting a Jc >1 MA/cmz at 77 K, differing byless than 10%. Although obtained for a

1-4 Technical Progress in Wire Development
stationary substrate, this result bodes wel1for
future scale-up attempts.Finally. a beginning of the transfer of the
BaFz precursor process to 3M was made. Aspart of this transfer, a precursor film wasdeposited at 3M on RABiTSTM consisting of 3Mnickel tape coated with ORNL buffer. The film(approximately 5 times thicker than thestandardized 0.3-mm ORNL YBCO films) wassubsequent Iy transported to ORN L for ex situ
processing, yielding an encouraging result of aJc @330 kA/cmz at 77 K. Joint research effortsare currently under way to maintain andimprove the 3M precursor quality whileenhancing the deposition rate and to optimizethe ex situ anneal for thicker YBCO deposits.
In summary. it has been demonstrated thatthe BaFz ex situ precursor process represents aviable alternative approach for making high-JCYBCO films on RABiTSTNimetal tapes,
providing a simpler method that is potentiallyfaster. more reliable. and more flexible thancurrent in situ techniques. Highly texturedYBCO films exhibiting strong supercurrenttransport properties were formed on a variety of
substrates, enabled by the identification of arobust combination of buffer-layer architectureand ex situ processing conditions. In
III situanneabr
collaboration with our industrial partner (3M),efforts are currently under way to identi~critical issues associated with scale-up of theBaFz-based coated conductor process.
A REEL-TO-REEL VAPORDEPOSITION SYSTEM FORFABRICATING BUFFERS AND LONGLENGTHS OF SUPERCONDUCTORS
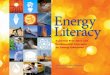
A reel-to-reel vapor deposition system(Fig. 1.3) has been designed and constructed tofabricate lengths of RABiTSTM from rolled
metal tapes. The all-metal sealed systemconsists of a series of interconnected chambers.A pair of motor-driven reels transports a tapealong the center line of these chambers. In thein situ annealing chamber, the moving as-rol led
tape is heated to a temperature of 800°C in a ‘controlled pressure of 4°/0 H2/Ar to developbiaxial texture. In the buffer-layer depositionchamber, single-component epitaxial bufferlayers (up to four) are sequentially deposited by
e-beam evaporation on the moving tape.
Simultaneous deposition of BaFz, Y, and Cu canbe accomplished on the moving RABiTSTM tape
Thrae E-barn,3-pocket, 4CW ea,
YEFIXIco-deposition chamkr
Singk E-&am,4-p3cket, tic eat
buffer layerPay-out reel deposition chamkr Take-up reel
Fig. 1.3. Reel-to-reel vapor deposition system.

Technical Progress in Wire Development 1-5
in the co-deposition chamber. The presentsystem has a capacity to deposit 1-pm-thickBaFz precursor and 0.5-pm-thick buffer on 2-mlengths of 1-cm-wide metal tape. Because thesystem’s design is both linear and modular,additional deposition modules (e.g., sputtering)can be easily added.
Good epitaxial CeOz has been deposited inthis system on lengths of moving nickel tape upto 70 cm. Results of an X-ray phi ($)-scan for a14-cm length of CeOz-buffered nickel are shownin Fig. 1.4. The in-plane texture of the CeOz isconsistently good throughout the length:CeOz[l 11] full width at half maximum(FWHM) 8.5+ 0.2°. Currently, efforts are underway to improve the surface morphology of the
YSZ that is deposited by e-beam evaporation onlengths of CeOz-buffered nickel.
13121110
r--9:8
37‘6
54
3
1 Ce02(ll1) +-scanwhith8.5* 0.2”
I
1----’--1.0 2 4 6 8 10 12 14
Position (cm)
Fig. 1.4. Phi scan of 14-cm Ce02-buffered nickel.
REEL-TO-REEL CONTINUOUSDEPOSITION OF EPITAXIAL Ce02BUFFER LAYERS ON BIAXIALLYTEXTURED Ni TAPES BY ELECTRON
BEAM EVAPORATION
Introduction
High JCSgreater than 10’ A/cmz have beenobtained in short samples of deposited YBCOconductors made by the RABiTSTM approach. ‘.Z
Although hundreds of meters of rolled Ni tapeshave been made by our industrial partners, meter
lengths of YBCO conductors with high JConRABiTSTNi have not yet been fabricated.Starting with as-rolled Ni tapes, four additionalsteps must be performed in a continuousfashion: annealing the Ni to obtain the cubetexture, depositing suitable epitaxial bufferlayers, depositing YBCO films, and post-processing YBCO films.
A successful RABiTSTN’architecture forshort samples is CeOz/YSZ/CeO@ i.z~ Areel-to-reel e-beam evaporation system has been
developed in our laboratory to continuouslyanneal Ni tape and deposit the initial CeOzand/or other oxide buffer layers. A difficultyinvolved in the deposition of epitaxial oxides on
Ni is the tendency for the formation ofunfavorably oriented NiO during rolling andannealing processes. Nickel oxide formation canbe prevented, and existing oxide removed, bycontrolling the partial pressures of Hz, HZO,andOz during the annealing and deposition steps.On this tape, high-quality buffer layers must bedeposited that are epitaxial, uniform, scratch-free, and reproducible. Using e-beamevaporation, we have successfully deposited 20-to 3 O-rim-thick epitaxial CeOz buffer layers on70-cm-long, 1-cm-wide cube-textured Ni tapes.
In this report, we present an in situ approachto continuously anneal moving Ni tapes anddeposit on such tapes an initial CeOz bufferlayer by e-beam evaporation. Examinations ofthe buffer-layer structure by XRD and scanningelectron microscopy (SEM) and results forYBCO films deposited on short segments ofthese buffered Ni are presented.
Experimental
The reel-to-reel e-beam evaporation system
includes three interconnected high-vacuum(HV) chambers: one for annealing the as-rolledNi tape, one for depositing buffer layers bye-beam evaporation, and one for depositing
YBCO films. A l-cm-wide, 50-pm-thick Ni
tape is mounted on two reels and is driven

1-6 Technical Progress in Wire Development
continuously along the centerline of thesechambers by a stepper motor and a variable-torque motor. The travel speed of the tape canbe varied from 5 cm/h to 2500 cm/h. To avoidsignificant plastic deformation during moving,the tension on the tape can be varied via thetorque motor from 0.5 to 2.0 N. The integralreel-to-reel system has the capabi 1ity ofprocessing up to 2 m of buffered tape without
breaking vacuum to refill the crucibles. Thebase pressure of the system is 1 x 10-8 Torr.
Noncontacted heater assembl ies are used in the
system for Ni annealing and oxide buffer-layerdeposition to temperatures up to 800*C. Thepartial pressures of HZO and Ar-Hz arecontrolled by precision leak valves, and thepartial pressures of HZO, Ar. Hz and Oz are
monitored by mass spectrometry. Tapes are
cleaned with methanol and acetone solutionbefore being loaded onto the reels. The bufferlayers are deposited using a four-pocket 6-cm5rotary electron-evaporation source.
Results and Discussion
In Situ Annealing
Annealing at elevated temperatures isrequired to develop a sharp cube texture inas-rolled Ni tape.f During annealing. the FJisurface is exposed to oxygen, which can leadthe formation of NiO. Typical conditions for
annealing Ni in this evaporation system are700”C and oxygen partial pressure (POZ) of5 x ] 0- ‘0 Torr. However, at 7000C, Nit) can
form and is thermodynamically stable for
oxygen partial pressures greater than
to
] x ] @13Torr.6 The Nit) that forms on the cube
surface of nickel at elevated temperatures hasbeen shown to exhibit a variety of complex
crystal Io.graphic structures and not simplyNiO ( 100).7 These complex NiO structures mayinterfere with the abi Iity of the oxide bufferlayers to grow epitaxially with respect to theunderlying cube-textured-nickel tape. In order tosuppress or retard the formation of NiO near theN i surface. we have introduced forming gas
(4% Hz in Ar) in the vacuum chamber duringanneal ing.s Hydrogen in the forming gas canreact with oxygen at the Ni surface to formwater. As long as the ratio of HJHzO is greaterthan 10z at 700”C, NiO is not stable and can bereduced.
To examine the effect of hydrogen on CeOzepitaxy during annealing, several as-rolled Nitapes were annealed at 700”C for 60 min and
under different forming gas pressures. The CeOzbuffer layer was then deposited onto each tape
at 700°C and a rate of 0.1 rim/s to a thickness of
20 to 30 nm in a 1 x 10-6Torr forming gas.XRD measurements using a 0-2(3 diffractiongeometry were used to characterize the epitaxyof the Ce02 buffer layers. Figure 1.5 shows theintensity ratio of (200) to (200) + ( 111) for the
CeOz buffer layer as a function of the forminggas pressure during N i annealing. The forminggas pressure was varied from 2 x 10-6 to8 x 10-3 T’orr. As seen from this figure, the
quality of epitaxy of the CeOz is reduced for
both low and high forming gas pressures. At thelowest forming gas pressure (2 x 10-6 Torr). thehydrogen partial pressure is apparentlyinsufficient to completely reduce the surface
oxides. At the highest forming gas pressure(8 x 10“; Torr), the partial pressure of oxygenarising from forming gas impurities maysuppress the reduction of NiO. Good CeOz
5 ‘“~o
.:_u 70
“/
Annealing,-0 lemperature:700°C0.-
60 “cl Annealing time: I hr.zM
50,.6 ,.5
104 103 102
Forming gas pressure(Torr)
Fig. 1.5. Relative intensity of CeOz(200) as a function of forming gaspressure 4% H2 and 96% Ar.

Technical Progress in Wire Development 1-7
epitaxy is obtained only for Ni tapes annealed in
the pressure range of 5 x 10-5to 1 x 10-3 Torrwhere an insignificant amount of Ce02 (1 11) isobserved. From this result, long-length as-rolledNi tapes to be used for continuous CeOz
deposition were annealed at 7 x 10-J Torr offlowing forming gas. It is worth mentioning thatthe appropriate forming gas pressure to annealNi maybe vacuum-system dependent and varywith the characteristic background partialpressure of oxygen.
Uniformity of Ce02 Buffer Layerover the Length
The CeOz buffer layers were continuouslydeposited onto moving in situ annealed Ni tapesby e-beam evaporation using Ce metal at 450°Cand a rate of 0.1 rim/s under an HZO partialpressure of 1 to 2 x 10-6 Torr. XRDmeasurements were used to examine the epitaxy
of Ce02 buffer layers. Figure 1.6 shows atypical XRD 0-20 measurement of CeOz buffer
layers deposited under these conditions. The
strong CeOz (200) peak as well as the less than1‘A intensity ratio of (1 11) to (200) componentsindicate the presence of a good out-of-planetexture. Figure 1.7 shows the in-plane ($ scans)and out-of-plane (Q scans) texture
measurements of the Ce02 buffer layer on
moving Ni tape. The FWHM of the $ scans forNi (1 11) andCeOz(111) are 8.9° and 10.6°,respectively, whereas the FWHM of the o scansfor Ni (200) and CeOz (200) are 7.8° and 9.0°.These XRD results show that Ce02 can begrown epitaxially on moving cube-textured Nitapes. Although the FWHMS of the in-plane and
out-of-plane textures of the CeOz bufferdeposited on a moving tape are slightly higherthan those of N i, they are similar to the valuesmeasured from CeOz deposited on the same N iunder stationary condition.
Rutherford Backscattering Spectrometry(RBS) measurements performed on both moving
and stationary tapes showed that the buffer layerthickness is more homogeneous over the lengthin samples deposited under the moving tapecondition. XRD $-scan measurements havebeen performed in order to examine theuniformity of the CeOz buffer layer texture overthe length. We have examined a 14-cm-long.1-cm-wide, and 30-nm-thick CeOz buffer layer
deposited on rolled Ni tape, the length of which
is limited by the dimensions of the XRD sample
holder. Figure 1.8 shows the FWHM of thein-plane (11 1) $-scan of the CeOz buffer layeras a function of position along the length. Asseen from this figure, the CeOz buffer layerexhibits excellent in-plane texture with a
deviation in the FWHM of less than 0.6° and
1200 so~
;:@ ‘ ,,)1
so~
67 o“ .-& 800 8
z
>.=co
g 400 -z—
6
#l{Ffl w4@l’ww@
%5 30 35 40 45 50 55
0-20 Diffraction angle (degree)
Fig. 1.6. XRD 6-2EI scan of20-nm CeOz deposited by e-beam
evaporation.
Fig. 1.7. In-plane @scans andout-of-plane ttI scans of Ni and20-nm-thick CeOz deposited on the
moving Ni.

1-8 Technical Progress in Wire Development
- 100)~ , : ~-cmv
:6 -
% Average FWHM(8.5~0.3)”=4 -
$ ,~o 20 40 60 80 100 120 140
Along the length (mm)
Fig. 1.8. FWHM of (1 11) @scan asa function of the length over a 30-nm-thick, 14-cm-long CeOz buffer layer.
demonstrates the excellent uniformity of theepitaxial buffer layer.
Scanning electron microscopy (SEM)measurements have been employed to examinethe surface morphology of the CeOz bufferlayers. Figure 1.9 shows an SEM image of the
CeOz buffer layer deposited by e-beamevaporation under the moving tape condition.No cracks have been observed on the CeO,buffer layer grown under the present conditions.However. cracks in the CeOz buffer layers havebeen observed if the deposition temperatures are700*C and higher. In addition, if the bufferthickness is more than 40 nm. cracks can also befound.~
Results on Short Segment ofMoving Tape
To ultimately veri~ the quality of theseCeOz buffer layers grown under the moving tapecondition. high Jc YBCO superconductors haveto be obtained. We have deposited intermediateYSZ buffers and CeOz cap-layers on shortsegments of these buffered tapes using rf
magnetron sputtering. YBCO films were grown
by two methods: either via an in situ pulsed-Iaser deposition or via an ex situ method usingBaFz-Y-Cu precursor layers.’ The Jc of YBCO
Fig. 1.9. SEM image of a 30-nm-thick CeOz buffer layer on rolled Nitape. The lines shown in the image arethe grain boundary of rolled Ni.
films at 77K in a self-field was 0.35 MA/cmz for
the film made by pulsed-laser ablation and0.7 MA/cmz for the ex situ processed fi Im(unpublished data. R. Feenstra, September1998). These results demonstrate that in situ
annealing of as-rolled Ni tape and e-beamevaporation of the CeOz buffer under a movingtape condition result in textured substrates withthe excellent cube epitaxy required for high JC.Efforts are under way to fabricate dense,smooth, and scratch-free YSZ buffers under themoving tape condition on these initial CeOzbuffer layers. In addition, improvements inYBCO deposition techniques are being studiedin order to fabricate uniform, high-qualityYBCO superconductors on these long-lengthRABiTSTM.
Conclusion
We have developed reel-to-reel vacuumsystems to continuously deposit epitaxial bufferlayers on rolled Ni substrates. Biaxially textured
Ce02 buffer layers have been successfully
deposited by e-beam evaporation on in situannealed Ni tapes under a moving tapecondition. The texture and surface quality ofthese initial CeOz buffer layers are excellent and

Technical Progress in Wire Development 1-9
have resulted in high J, YBCO superconductingfilms.
References
1.A. Goyal, D. P. Norton, J. D. Budai,M. Parantharnan, E. D. Specht, D. M. Kroeger,D. K. Christen, Qing He, B. Saffian, F. A. List,D. F. Lee, P. M. Martin, C. E. Klabunde,E. Hatfield, and V. K. Sikka, “High criticalcurrent density superconducting tapes byepitaxial deposition of YBazCu~OX thick filmson biaxially textured metals,” AppI. Phys. Lett.69( 12): 1795-97 (September 1996).
2. D. P. Norton, A. Goyal, J. D. Budai,D. K. Christen, D. M. Kreger, E. D. Specht,Q. He, B. Saffian, M. Parantharnan, C. E.Klabunde, D. F. Lee, B. C. Sales, and F. A. List,“Epitaxia] YBazCu~07 on biaxially texturednickel (00 1): An approach to superconductingtapes with high critical current density,”Science, 274:755-57 (November 1996).
3. M. Parantharnan, A. Goyal, F. A. List,E. D. Specht, D. F. Lee, P. M. Martin, Qing He,K. K. Christen, D. P. Norton, J. D. Budai, andD. M. Kroeger, “Growth of biaxially texturedbuffer layers on rolled-Ni substrates by electron
beam evaporation,” Physka C, 275:266-72
(1 997).4. Qing He, D. K. Christen, J. D. Budai,
E. D. Specht, D. F. Lee, A. Goyal, D. P. Norton,M. Paranthaman, F. A. List, and D. M. Kroeger,“Deposition of biaxially-oriented metal andoxide buffer-layer films on textured Ni tapes:New substrates for high-current, high-temperature superconductors,” Physics C, 275:155-61 (1997).
5. E. D. Specht, A. Goyal, D. F. Lee, F. A.List, D. M. Kroeger, M. Paranthaman, R. K.Williams, and D. K. Christen, “Cube-TexturedNickel Substrates for High-TemperatureSuperconductors,” Superconductor Science andTechnology 11(1 O): 945-49 (October 1998).
6. F. D. Richardson and J. H. E. Jeffes, “Thethermodynamics of substances of interest in ironand steel making from O°C to 2400°C” J. IronSteel Insz. 160:26 1–70 (November 1948).
7. W. D. Wang, N. J. Wu, and P. A. Thiel,“Structural steps to oxidation of Ni(100).” J.C’hem.Phys., 92(3): 2025–35 (Februa~ 1990).
8. T. J. Jackson, B.A. Glowacki, and J. E.
Evetts, “Oxidation thermodynamics of metalsubstrates during the deposition of buffer layeroxides,” Physics C, 296:2 15–24 (1998).
9. R. Feenstra. T. B. Lindemer, J. D. Budai,and M. D. Galloway, “Effect of oxygen pressureon the synthesis of YBazCu~07-x thin films by
post-deposition annealing,’. J Appl. Phys. 69:6569-74 (1991).
NONMAGNETIC, STRENGTHENEDSUBSTRATES FOR RABiTSTM
For many conductor applications, anonmagnetic substrate or a substrate withreduced magnetism is desired for minimization
of alternating current (at) losses. For other
applications, substrates with increased
mechanical strength are desired. In an effort to
address both these concerns, a variety ofsubstrates have been developed at ORNL. Twoexamples are reported here. Figure 1.10 shows
magnetic hysteresis loops taken at 77 K for
samples of pure Ni, Ni-7°/0 Cr. and Ni-13°% Cr.
300, , , 0 # , 0 , 1+Nickel
(area = 5892 Oe emulcc) T=77K
~ 200 ‘_ Alternative substrste
s(area = 595 Oe em ulcc)
E loo -a
G.: 0CeN“: -1oo-cMm-200-z Ni -7% Cr
-3001 # 1 , t 1 , , I-30 -20 -lo 0 10 20 30
Magnetic field (Oe)
Fig. 1.10. Magnetic hysteresis data forcube-textured samples of identicalgeometry and with compositions of Ni,Ni-7% Cr, and Ni-1 3’%. Cr.
- —.——- — . ,-, . .... —-. ,,,.,—-----—-- --- ----. .. . .,. -

1-10 Technical Progress in Wire Development
Each of these substrates was fabricated byprogressive rolling followed by annealing toform a sharp cube texture. The size andgeometry of al 1three samples were identical,enabling a direct comparison of the substrates. Itcan be seen that the magnetism is greatlyreduced in the N i-70/0Cr substrate and that theNi- 13% Cr is nonmagnetic at 77 K.
Figure I .11 shows tensi Ie data for the three
substrates: Ni. N i-70/0Cr, and Ni- 13°/0 Cr. Dog-bone-shaped tensile samples were laser-machined from as-rolled strips of the threecompositions such that the rolling direction wasparallel to the gauge length. The samples werethen annealed to form the cube texture with the[100] direction aligned along the gauge length.The samples were then tested using standard
procedures. Several Ioading-un loading cycleswere employed to get an accurate measure of theslope of the loading curve to extract a yieldstress. It can be seen clearly that both the yieldstress and the ultimate tensi Ie stress increaseconsiderably with alloy additions.
cm— ml
cm.. .,,00 , “’ I
sic, .
W1I
=3,
$UO; .;: / Ni-13°.Cr [100],.Si n:,’ “!~
‘ILu-1,01 0? m M msm,.
Fig. 1.11. Stress-strain curves for cube-textured, dog-bone-shaped samples of Ni,Ni-7% Cr, and Ni-13% Cr, with the loadapplied along the [100] direction.
Epitaxial buffer layers have been depositedon Ni-7°/0 Cr and Ni-1 3°/0 Cr substrates usinglaser ablation as well as e-beam evaporation.YBCO films deposited on these buffer layershave yielded JCSof 223.000 A/cmz and200.000 A/cmz on Ni-7°/0 Cr and Ni-1 3°/0 Cr,respectively. As an example, Fig. 1.12 shows
X-ray rocking curves and $-scans for the
various layers of the multi layer structure,indicating a good transference of epitaxy to theYBCO layer.
:=CJ5:VI-505 153045607593
;Im:omo 1530450)7593
;i~~mI-1> -lo .5 0 5 10 15°”35 .30 .15 0 15 30 45
w (deg.) $ (eleg.)
Fig. 1.12. Rocking curves and @-scansshowing the progression of out-of-planeand in-plane texture from the substrate tothe YBCO layer.
Figure 1.] ~ shows a Scanning e]ectron
micrograph of the YBCO film. The film is dense
and crack free. Efforts are under way tooptimize the deposition conditions to obtainhigher Jcs on both substrates.
Fig. 1.13. Scanning electron micrographof the YBCO layer showing a dense filmmorphology without cracks.

Technical Progress in Wire Development 1-11
MIDWEST SUPERCONDUCTIVITY CRADA
SUMMARY REPORT
The objective of the CRADA betweenORNL, Midwest Superconductivity, Inc., (MS1),and Westinghouse Electric Company (WEC) wasto demonstrate a commercially viable process tomake long lengths of YBCO tapes for
superconductivity applications. The YBCO
deposition method chosen by MSI was metalorganic chemical vapor deposition (MOCVD),and the substrate technology selected by MSI
was RABiTSTM.
MSIhad the primaty responsibilityforestablishing the technology base for continuous
deposition of YBCO on RABiTSTM usingMOCVD. Particular attention was to be paid tothe definition of handling, qualification, andpurification of the metal tetra-rnethyl-heptane-dionate (thd) complexes typically used asprecursors for YBCO deposition by MOCVD. Inaddition to establishing process variables forhigh-quality film deposition, various powder-feedmechanisms, substrate heating methods, andoverall reactor design were to be considered.
WEC had the primaty responsibility forestablishing the process variables for producinglong lengths of nickel tape that were suitable notonly for annealing to produce a high degree oftexture but also for directly feeding into thebuffer layer and superconductor depositionprocesses without further surface preparation.Through a series of rolling and annealing trials,WEC was successful in identifying the
appropriate degree of reduction per pass, total
reduction, back tension, and lubrication toachieve these goals while eliminating surfacedefects from the finished tape. WEC alsoprovided guidance on the impact of coatedconductor on the commercialization of
Superconducting Magnetic Energy Storage(SMES) systems in the form of a report.
ORNL was responsible for transfer oftechnology dealing with fabrication of all aspectsof the RABiTSTM substrate and technicalguidance by means ofjoint development fordeposition of YBCO by MOCVD. ORNL was
also tasked with providing buffered RABiTSThlto MSI for YBCO deposition; with performingdetailed microstructural, structural. andsuperconducting property measurements of thematerials fabricated by MS1 and WEC; and withassisting MSI in duplicating buffer layers andtextured nickel at MSI’S subcontractor,American Thin Films, Inc.
Evaluation of the MOCVD Process
MSI began the CRADA effort using a
MOCVD reactor based upon a design developed
by ProfessorJudy Wu at the UniversityofKansas (KU) under contract to MSI. Theprecursors typically used for MOCVD of YBCOare metal-ligand complexes with thd as theligand. While the copper thd was known to bethermally stable, the barium and, to a muchlesser degree, yttrium precursors were suspect interms of thermal stability and resistance tomoisture. The sensitivity to extended exposureto elevated temperature precluded the use ofstandard bubblers for delivery of the individualprecursors in the vapor phase. Therefore, specialhandling and processing steps needed to bedeveloped to ensure consistent YBCO filmquality. To that end, the reactor designed at KUused an earlier development at Hewlett-Packardin which the three metal-organic precursors arepre-mixed in a quartz tube and fed through atemperature gradient. In this way, the precursorsare kept well below their sublimation anddecomposition temperatures until immediately
prior to vaporization. Although it was
recognized that such a system was notappropriate for continuous deposition on longlengths of tape, it was decided to demonstratethe feasibility of using MOCVD in conjunctionwith RABiTSTM using this approach while
exploring other precursor feed options forcontinuous deposition.
Early in the CRADA it was realized that thecommercial precursor supply, particularly ofbarium thd, was erratic in quality. As a result ofa cooperative effort, MSI established in-housecapabilities for the long-term storage and

1-12 Technical Progress in Wire Development
handling of the environmentally sensitive thdprecursors. Product quality as determined bythermogravimetric analysis (TGA) was added asa routine qualification procedure, and aspecification for the thd precursors wasdeveloped. A rigorous qualification procedure
was established with two vendors of the barium
precursor to ensure a long-term supply of aquality product. The specification also resulted insufficient process optimization at one of thevendors to result in a significant cost reduction in
the precursor product. Any increase in volume
purchasing should bring the cost of all precursorsin the range of $ I/g. Although this may appearexcessive. the quantities required per meter oftape are very small. Finally, Sch]enk lines werebuilt at MSI to allow for routine in-house
purification of the yttrium and copper precursorsprior to use in the reactor. All of these efforts hada significant effect on film quality andreproducibility.
Film development using the powder-feed
method progressed with the demonstration ofYBCO films with JCSin excess of 1.5 MA/cmz onlanthanum aluminate substrates. The parametersand process steps used to achieve those resultswere then applied to short segments of
RABiTSTh~.The best result with RABiTSTMwas
a Jc of 640 kA/cm~ on a substrate where the CeOzand YSZ layers had both been applied by PLD.This particular RABiTSTM had a configuration ofNi ( 125 pm)/CeOz (0.9 pm)/ YSZ (0.2 pm). TheYBCO film was 0.5-mm thick. Figure 1.14 showsXRD @ scans of the various layers, indicatinggood transfer of epitaxy from the Ni to theYBCO film. Figure 1.15 shows a (1 12) polefigure for the YBCO film. Only -80% of theYBCO film is c-axis-perpendicular and cube-textured (aligned with Ni). Almost -2O’%Owasa-axis-perpendicular and rotated +11 0 in-plane,as indicated in the pole figure. A smallcomponent consists of large crystals withapparently random orientations.
Figure 1.16 shows JCversus applied magnetic
field for this YBCO film. The data are comparedwith a typical YBCO film on RABiTSTM grown
using PLD. The field dependence for the
. . .......- . . .........!.,
I0000. Y123(113) ~ ;. 8.(YF\vHM,
% I5 30 ‘ 4~()8000 - .. .. ... ... . . . . .,
.)$Vsz Q(p) {:3, 9.7”FU’HM
=; ‘.;’ ,,2 ‘-——... % I5——————“f “-”” “-—-%--ml30 45 60
: 10000 ““, :;+”-””” - -L1 C’CO.(202) :~j~$;1.3”FWHM
;,‘, *
o L.—.._—._._..._..-&”. .0 Is 3(I 45 60 75 90
---- -------------- ----- . .. .
Z()(J()() Ni{lll) j \ 8.1”FWllhl~f;
& J!?x.‘o— I5 30 is 60 75 90
Q(deg.)
Fig. 1.14. XRD $ scans of Y123, YS2,CeOz, and Ni layers.
/- —----------
0cube ❑
Contour levels:1.2.5.10,20
.*u
Fig. 1.15. YBCO (112) pole figure.
MOCVD film appears quite similar to that ofthe PLD-grown YBCO film, perhaps with aslightly greater component of weak 1inks.Figure 1.17 shows the temperature dependence
of JCfor this YBCO film grown by MOCVD anda typical YBCO film grown using PLD onRABiTSTM. The difference in slopes is

Technical Progress in Wire Development 1-13
~ l=====!~“ 0.6
JFor MOCVDFilmJC(77.3K, OT)= 0.64 Mti/cn?:
s-—. _ ● -0 ‘.,’,,,’,,,’,,,’’’’’’””’’’’’””
—-u:
0 0.20.40.60.8 1 1.21 .41.6
Field ~
Fig. 1.16. JCversus applied magnetic field.
43.5
32.5
21.5
15
Temperature [K]
Fig. 1.17. Temperature dependence of Jc.
attributed to different types of defect structures inthe films grown using the two different
techniques and resulting in different pinningstructures.
Since this result was achieved, other filmshave been grown on buffered substrates where
the buffer layers were deposited by various
combinations of e-beam and sputter deposition.While films with excellent transition temperatureand epitaxy with the YSZ layer have been grown,the early result with PLD buffer layers remains
the highest recorded to date.Once the feasibility of using MOCVD to
deposit YBCO on buffered RABiTSTM had beenestablished, the effort at MSI shifted to considerthe issue of deposition on continuous lengths ofbuffered tape. Various forms of precursor feedsystems were examined in order to allow forcontinuous deposition. In the first method, a
load-lock chamber was added to the bottom ofthe reactor to allow for exchange of precursorfeed tubes without breaking the vacuum of theprocess chamber.
A pull-through tape-feed system wasdesigned and built to replace the substrateholder on the reactor. The system was capable
of handling tapes up to 1 m in length. Thesystem was tested out in static runs onlanthanum aluminate substrates to establish the
appropriate processing window for the newconfiguration. Because no buffered RABiTSTMwas available in 1-m lengths, it was decided totest the system using tape that was buffered witheither ceria or yttria deposited by MOCVD.There was no expectation that high-quality,aligned superconductor would be deposited onthe tape during subsequent deposition trials, butthese trials would allow for testing of the systemconfiguration. As described, the resultingdeposition trials showed a banded structure,indicating that either the powder-feed methodresulted in a pulsed flow of vapor to thesubstrate or that the pull-through mechanismwas not smooth enough. The width of the bands
was more consistent with the former possibility.At that point, it was decided to proceed on
the basis that continuous deposition, whilebased on the results achieved with staticdepositions, really required a complete changein reactor design to be properly tested. Acommercial liquid-feed system that relied on theprecision metering of a solution of precursorthrough a vaporizer attached to the reactor by afeed tube was procured. In addition, a
production prototype reactor was consigned thatwould be capable of processing lengths ofbuffered tape in excess of 50 meters in length. Asubstrate heating system more appropriate for
uniform heating of a tape over large distanceswas also designed and ordered. The fact thatMOCVD is not a line-of-sight depositionmethod was used to combine the best aspects ofradiant heating and the ability to pipe warmprocess gases around obstacles to establish auniform hot zone with smooth delivery ofprecursor to the substrate.

1-14 Technical Progress in Wire Development
The liquid-based delivery system was set upand tested on the development reactor while theproduction prototype reactor and substrateheating assembly were being fabricated. Anappropriate solvent was identified for carryingthe precursors that did not degrade subsequentfilm performance. A load-lock system for rapid
introduction and retrieval of substrates withoutbreaking vacuum was also incorporated into thereactor. Using a single solution containing theappropriate ratio of all three precursors, the
liquid delivery system was optimized for filmquality. Near the end of the CRADA. it waspossible to make extended series of runs withresulting films of high quality and consistency.As an example, a series of six runs at identicalconditions using lanthanum aluminate substratesyielded JCSin excess of 1 MA/cmz.
Final ly. the production prototype reactor wascommissioned at MS] in early 1998. The reel-to-reel system. vacuum system, and substrateheating assembly were all imstatled and tested.The liquid delivery system was not installed inthe production prototype reactor by the end of the
program because of the lack of availability oflon~ lengths of buffered substrate. It was decidedthat optimization trials in the developmentreactor at static conditions were more important
than mere demonstration of the continuousdeposition on inferior substrates at that point.
Commercial Process for TexturedMetal Tape
WEC performed an extensive set ofrolling/annealing experiments in order todetermine the appropriate conditions for rollingand annealing long lengths of nickel tape with theappropriate texture and surface finish forsubsequent use as a substrate for epitaxial bufferlayer and YBCO deposition. Thethermomechan ical schedules transferred fromORNL were successful Iy used to produce tapesup to 30 m in length with thicknesses down to37.5 pm which showed. on subsequent heattreatment. textures as strong as 8 to 10° FWHMin a ($)scan. Subsequent depositions of buffer
layers on WEC-rolled material were successfulin generating epitaxial growth of the buffer layers.
Impact of High-TemperatureSuperconducting Coated Conductoron SMES Applications
WEC conducted a preliminary investigationto determine the impact of high-temperaturesuperconducting (HTS) wire based on coatedconductor on SMES applications. The main
conclusions were that the intrinsic stability ofthe coated conductor will probably not requiremicron-size filamentary structures, that thickfilms (up to 100 ~m in thickness) are necessaryfor usable conductors. that current densities inthe conductor should be greater than100 kA/cmz to be of interest, and that newtechniques in both conductor fabrication andfield shaping are necessary for the rapidramping needed for power-quality SMESmagnets. In addition, these superconductorsmust be available at less than $70/kA m to be
considered at all and can result in 30°/0
reductions in net present value cost if they areavailable at the present-day low-temperaturesuperconductor (LTS) cost of less than
$ 10/kA m. Finally, the benefit of an HTS coatedconductor diminishes rapidly as the storedenergy increases and refrigeration becomes asmaller element of the total system cost.
At the end of the CRADA, MSI decided toterminate development of its MOCVD-basedHTS wire in order to concentrate on a differentbusiness area (infrared sensors) with potentialfor very near-term commercial sales.
Summary and Conclusions
.
●
●
MOCVD is a viable candidate formanufacturing long lengths of high-qualitycoated conductor.
Rigorous control of precursor quality is
required for consistent film properties.
Long-term, continuous tape processing may
require splitting the feed system into two

Technical Progress in Wire Development 1-15
liquid feed sources (one for barium and onefor a mixed solution of yttrium and copper)
to allow for tuning the vaporizer temperature
more closely to the vaporizationtemperaturesof the individual precursors and provide theopportunity for longer operation timesbetween system shutdowns.
● Precursors that are liquids at roomtemperature would maximize the deliveryrate of a liquid feed system by eliminatingthe need to dilute solutions of precursorpowder in solvents.
‘ Rolling and annealing of nickel tape to longlengths and thin sections while maintaininghigh texture and good surface finish appearsto be a very robust process.
● An HTS coated conductor could have a costadvantage in smaller SMES systems wherethe superconductor cost dominates the
system if cost levels similar to those forpresent-day LTS wire are achieved.
AN ALTERNATIVE APPROACH:Bi-2223-COATED CONDUCTORDEVELOPMENT
Since the discovery of HTS, tremendous
progress has been achieved in the fabrication of
the materials into conductor forms. Among thedifferent types of HTS, Bi-based materials arethe only ones that have been successfullyprocessed in long lengths. Powder-in-tube (PIT)
(f3i,Pb)2Sr2Ca2Cu~0,0(Bi-2223) superconductingtapes have been reported to possess a JCin excessof 70,000 A/cmz at 77 K and self field (s. f.) and
SIncfle Filament
have been used in various applications. Evenwith this level of performance, higher Jc and Jevalues are necessary for the HTS to be widely
accepted as a practicalconductor.The WireDevelopment Group (WDG) has identifiedseveral critical issues where enhancements maylead to significant improvement in conductorperformance. These issues include the c-axisalignment of the Bi-2223 grains, the existence ofan impurity channel in the center of thefilaments, filament uniformity, fill factor of the
HTS, and the high cost of the weak silversheath. Because of the occurrence of instabilityduring the deformation processing, these issuescannot easily be probed by the standard PITfabrication approach. Consequently, a coated-conductor approach was initiated at ORNL toinvestigate these issues and as a potentialalternative technique to fabricate better,cheaper, and stronger superconductingconductors.
The Bi-2223-coated conductor envisioned
in this initiative is shown schematically inFig. 1.18. A thin Bi-2223 layer is deposited ontoa low-cost high-strength flexible metallicsubstrate, with the inclusion of a silver (Ag)
cap-layer to prevent lead loss. In this coated-
conductorapproach,a variety of substratematerials, from polycrystalline Ag foil tobiaxial [y textured RABiTSTM substrates, may beemployed. The Bi-2223 precursor can bedeposited by various techniques, such as spray
pyrolysis and dip coating, whereas the Ag cap-layer can be deposited by thermal evaporationand sputtering, etc. Eventually, multilayeredBi-2223-coated conductors can be fabricated toincrease the fill factor and therefore the Je.
We have investigated the basic issuesinvolved in the fabrication of Bi-2223-coated
MuIti-Filament
Fig. 1.18. Vision of Bi-2223-ooated conductor.

1-16 Technical Progress in Wire Development
conductors. A schematic of the processingprocedure is shown in Fig. 1.19. Unpolished off-the-shetf Ag foi I was cut and attached to a
heating block within a spray pyrolysis system.
A Bi-2223 precursor layer was then spraypyrolyzed onto the Ag foil using a cation-containing nitric acid solution. Once the desiredthickness of precursor had been obtained. thesample was pre-treated in a furnace to
decompose the nitrates. A Ag cap-layer was thendeposited onto the precursor layer by rfmagnetron sputtering at room temperature. This\vas followed by thermomechanical treatment to
convert the precursor into the B i-Z223 HTSphase.
Fig. 1.20. Longitudinal cross-sectionSEM image of Bi-2223-coated conductorfabricated after process refinement and15-h sintering at 825”C.
these coated conductors were investigated by
quenching studies. As seen in Fig. 1.21, initial
Spray Pyrolysis Pre-TreatrnentI
-—-. ____ _____f
~iI -- __ - ____---_}
ThermomechanicalTreatment
(2 infermedjate pressings)
Ag Cap-Layer Deposition,----- ----- ------- - I
t /
‘01
ti
Sputtering 1
1 Gun ~.—____ _______ _____:
Fig. 1.19. Schematic of the Bi-2223-coated-conductorfabrication procedure.
A number of issues were encountered duringthe basic capability developmental phase of thisapproach. Among them are the initial precursorphase assemblage. the attack of the Ag substrateby acidic precursor solution. and the precipitationof Ag during pyrolysis. as well as the nonuniformthickness of the sprayed precursor layer. These
issues have al 1.to a large degree, been addressedthrough process refinement. For example, a thinand uniform precursor/HTS layer can be obtained
on a coated conductor as shown in Fig. 1.20. Infact. the roughest precursor/HTS–Ag interfacewas found at the unpolished Ag foil, which led usto believe that further improvement in
smoothness of the precursor/HTS–Ag interfacecan be achieved. Bi-2223–fornlation kinetics of
phase formation of the coatedconductor fabricated through processrefinement was considerably fasterthan that of the conductor obtainedwithout refinement. In addition, the
Bi-2223 phase initially formed more
rapidly for both coated conductors
when compared with a high-JC(-60,000 A/cm’) PIT tape. After 10 to15 hours of sintering, formationkinetics of these coated conductorsslowed and eventually converged withthat of the high-,lC PIT tape. Theseresults indicate that the typicalthermornechanical treatment schedule,which was developed for PIT tapes,
7.0, I
..-1 10 Im Iwo 1000O
Slntering nme (mIn)
Fig. 1.21. Formation kinetics ofBi-2223-coated conductors. Alsoincluded is the behavior of a high-JC PITtape for comparison.

Technical Progress in Wire Development 1-17
is not suitable for coated conductors. SelectedBi-2223-coated conductor samples were fullyprocessed under the typical thermomechanica]treatment scheduling for J=characterization.
Figure 1.22 shows the plan view of a coated
conductor sintered for 100 hours at 825°C withthe Ag cap-layer chemically etched away.Numerous cracks can be seen within theBi-2223 grains, reflecting the nonideal nature ofthe thermomechanica] treatment schedule. Evenwith the presence of these cracks, this samplepossessed a self-field Jc of 41,000 A/cmz at
77 K. The attainment of this good JCvalue in a
nonideal sample from a small sample set of 14indicates the potential of the coated-conductor
approach. Work is under way to determine theappropriate thermornechanical treatmentschedule as well as further development ofBi-2223-coated conductors.
f-
1
. ~.yfl-{v,r~:.q
‘D ~
?)~ ‘,; ~ ,,, >.,: ‘[Y:’”> ‘,<”~‘<”f,,:
f
J
i$”:’’:y~”’ ‘:’ ~ .’ * ‘;? ‘f$ ‘! :;
@ ‘ j24 t ~,;f ;.,,,<$,:{@:? :“’i:,;.::’! Pi+ “.f “ ‘ “’g;,%? ?”,+:;,;:)-:fi:[
; “ /., , ‘:. ?*’<{:’ ‘ “’’?’:’;:
t;. i’ ‘“**%’‘-~ .;’ -, ‘~ ,,:~j$?i
,,:.~x;: ‘ *.,:: .:j@ ;;.,::
I .:2,: :f:,,, ;~i%y: .@?;:. ~:$? >, ‘;& ‘ ‘ : “\g,,,: ,,’<-:” B;
y
. m,. ]~.’ f -‘:;$:$?F 2$%; ~ .,~~< ,,{..,~+ / d-
Fig. 1.22. Plan view of a Bi-2223-coated conductor fabricated throughprocess refinement and sintered undertypical thermomechanical treatmentschedule. The Ag cap-layer has beenchemically etched away, and cracks areindicated by arrows.
ALTERNATIVE BUFFER
ARCHITECTURES FOR HIGH-J,YBCO SUPERCONDUCTINGDEPOSITS ON RABiTSTM
Since the initial discovery of HTS, a largeeffort has been expended toward the fabricationof long, flexible conductors with high JCS.Progress, however, has been hindered by avariety of problems, the most important beingthe strong dependence of JCon grain-boundarydisorientation angle. An effective way tocircumvent this problem is by depositing theHTS on single-crystalline or biaxially texturedpolycrystalline substrates. Recently, we have
demonstrated a new method termed RABiTSTh~that employs therrnomechanical processing ofbase metals to obtain a very sharp, well-developed cube texture. The annealed metal tapepossesses the {100} <001> orientation andresembles a single crystal with slightlydisoriented grains. Epitaxial ceramic buffers,
which act as diffusion barriers as well aspromote subsequent YBCO epitaxy, are thendeposited onto the textured metal by a variety oftechniques, including PLD, e-beam evaporation,and rf magnetron sputtering. Values of Jc ashigh as 3 x 10G A/cmz have been demonstratedat 77 K and s.f. in thin PLD YBCO depositedonto RABiTSTM with a YSZ/CeOz/Niarchitecture.
Even though high Jc can be obtained on thisRABiTSTM architecture with or without a CeOzcap-layer, reproducibility of these high values ispoor. Two main factors are likely to be respon-sible. The first factor is cracking of the CeOzbuffer, which can occur on thermal cycling orwhen a critical thickness is exceeded. When thishappens, NiO particles ofien form along thecracks and lead to disruption of the buffer andYBCO layers as well as possible contaminationof the YBCO. The second factor is theoccurrence of a two-component epitaxy (45° in-plane rotation between components) of YBCOon YSZ. While the inclusion of cap-layers, suchas CeOz, can provide single-component YBCOepitaxy, cracking, in the case of the CeOz, and

1-18 Technical Progress in Wire Development
added complexity for cap-layers in general makeit less desirable. These limitations point towardthe need for alternative buffer materials andarch itectures. In this report, we present, for thefirst time. the utilization of YbzO: and YZ05 asalternative buffer materials to obtain high .JCinYBCO deposits. Three alternative RABiTSTMarchitectures were considered. In the first, aYbz03 cap-layer is added to the standardYSZ/CeO@Ji to demonstrate excellent YBCOepitaxy on Ybz05. Next. YSZ is replaced byYbzO;, thereby simpli~ing the architecture.Finally. we describe a YbzO~/YzO:/Ni substratethat we believe wi II provide increasedreliability.
In the fabrication of RABiTST~i, 125-pm-thick Ni tapes were prepared by cold-rolling aNi rod to over 90% reduction. Then 1.5-cm-longas-rolled N i substrates were recrystallized to thedesired {100}<001> cube texture by annealingat 800”C for 2 hours in a vacuum of 10-6 Torr.In order to demonstrate the single-component
epitaxial relationship between YbzO: and
YBCO, a 50-nm-thick YbqO: cap-layer was
deposited onto tile standard YSZ/CeO@Jiarchitecture as shown schematically inFig. 1.23(a). First, a thin CeOz buffer wase-beam deposited onto cube-textured Ni withoutany substrate polishing. Briefly, a biaxiallytextured N i substrate was mounted onto a heaterand the chamber was evacuated to 1 x 10-6 Torr.A gas mixture of 4% Hz and 96’% Ar was thenintroduced, and the textured N i substrate wasannealed at 625°C for I hour at 1 Torr. Aflerannealing, the pressure was reduced to 10-5 Torrand a 20-nm-thick CeOz buffer was grown onto
the Ni substrate at 600”C and a deposition rateof 0.1 to 0.5 rim/s using cerium metal as thesource. E-beam was used to deposit this firstbuffer immediately adjacent to the Ni because ametallic source can be used with HZO acting asthe reactive gas. This process serves to e] im inateor reduce the formation of unfavorablyorientated NiO on the substrate surface whichtypically leads to a deviation from the desiredcube texture.
Oxide buffers deposited by e-beamevaporation typically exhibit a porous columnarmicrostructure, which is less than ideal forYBCO deposition (Fig. 1.24). Therefore,buffer(s) other than that immediately adjacent toNi were deposited using rf magnetronsputtering, which provides a consistently denseand smooth surface as shown in Fig. 1.25.Following the initial buffer deposition, YSZ andYbz03 layers were deposited using a single-gunrf magnetron sputtering system. A biaxiallytextured CeO@Ji substrate was mounted onto a
heater and was evacuated to a pressure ofI x 10-GTorr. The system was then back-filled
with a 4°/0 Ho and 96°/0 Ar mixture to5 x 10-2 Tori, and the substrate was heated to
780”C. After a holding period of 15 rein, thepressure was reduced to 1 x 10-z Torr andsputtering commenced using an on-axis YSZ orYbzO~ target. The plasma power was 75 W at13.56 MHz, and the resulting YSZ and Ybz05buffers were roughly 770 nm and 50 nm thick,respectively. During deposition of themultilayered buffers, the substrate was cooled toroom temperature and the vacuum brokenbetween sputtering in order to change the target.
BYb205 (500A~
YSZ (7700A)
Ce02 (200A)
Ni (125pm) BYb203 (4000A)
CeO~(200A)
Ni (125ym) BYb203(4000/i)
Y203(200A)
Ni (125pm)
(a) (b) (c)
Fig. 1.23. Various alternative buffer architectures forhigh-JcYBCO depositson RABiTSTM.

Technical Progress in Wire Development 1-19
Fig. 1.24. Microstructure of YSZdeposited by e-beam evaporation.
.,..,.- ..... ...- . . ,X—-e, , .- ,. ..-. — . ..-.
,,
,., , .
,, ,
.;
. .:
,,
?
II1 -,’
,,‘., /
.;., ‘l
l.-L-.L,;;,,,.
J-k&J100nm j.’.:..r’__o__ ,
Fig. 1.25. Microstructure of Y’S;
deposited by RF sputtering.
This further demonstrates the robustness of theRABiTSTM technique.
A superconducting YBCO film 350-nmthick was deposited onto the YbzO~/YSZ/
CeO@Ji RABiTSTMby PLD at 780”C andoxygen pressure of 200 mTorr. After the YBCOwas deposited, the sharpness of the biaxialtexture of individual layers was measured usingX-ray m-scans (out-of-plane texture) and
$-scans (in-plane texture). A Cu X-ray sourcewas used, with a graphite crystal selecting K.radiation and a four-circle diffractometerorienting the sample. Figure 1.26 shows both theout-of-plane and in-plane textures of the various
Oul of-plane Iexfure, co(degree) in plane fexlure, p (degree)
Fig. 1.26. Out-of-plane and in-planetextures of various layers in the YBCO/YbzO#YSZ/CeOJNi RABiTSTM sample.
layers involved in this RABiTST&l architecture.It can be seen from the co-scans that the out-of-
plane textures are sharp, with an FWHM of the(O06)YBC0, (400)Yb,03, (200)YSZ,(200)Ce02, and (200)Ni peaks of6.5, 9.4,8.8,7.8, and 10.4°, respectively. Unlike the out-of-plane epitaxy exhibited by YBCO on CeOz,there is a noticeable reduction in the FWHM ofYBCO on Ybz03 as previously found in YBCO
on YSZ. This is likely to be a consequence ofthe anisotropic growth of YBCO films resultingin the preferred c-axis texturing. In the case ofin-plane texture, the FWHM of the (103 )YBCO,
(222)Ybz03,(11 I)YSZ,(11 l)Ce02, and(111 )Ni
peaks are found to be 8.9, 11.0,9.3,7.9, and9.6°, respectively. The consistency of theseFWHM values indicates the existence ofexcellent epitaxy throughout all the layers.
Unlike the out-of-plane texture, no systematicimprovement in the in-plane texture ontransition from YbzO~ to YBCO has been found.Most important, however, is the single-component epitaxy exhibited by every one of
the YBCO films deposited on YbzO~ surfaces in
this work (a total of 6).An SEM examination of the HTS shows a
smooth, dense, and flat microstructure with asmall number of pin holes, which is typical of
high-quality YBCO films. The film possesses azero resistance at -90 K with a superconductingtransition width of roughly 1 K. Transport Jc(77 K, s. f.) of the YBCO film was found to be1.2 x 106 A/crnz, which compares favorably with

1-20 Technical Progress in Wire Development
the best fi hns on the YSZ/CeOz/Ni architecture.In addition. temperature as well as magneticfield dependencies of.lc were measured and areshown in Fig. 1.27 and Fig. 1.28, respectively.
Also included for comparison are the
characteristics ofa high-quality single-component epitaxial YBCO deposited onto thestandard YSZ/CeO,/N i architecture. As seenfrom these figures, _&etemperature and fieldbehavior of YBCO on YbzO~/YSZ/CeO@Ji aresim iIar to those on standard architecture. Thesecharacteristics as well as the high J=valueindicate that Ybz03 is an excellent buffermaterial for YBCO.
Once the appropriateness of Ybz05 as abuffer material was demonstrated, theRABiTST” architecture was simplified byeliminating the YSZ layer as shown in
Fig. 1.23(b). All the deposition conditions areidentical to those previously described, except
that the YbzO: buffer layer thickness was
increased to 400 nmto providesufficientdiffusion protection. A YBCO film of350-nmthickness was deposited onto thisYbtO~/CeOz/Ni alternative buffer architecture.Excellent out-of-plane and in-plane textures arefound in all the layers. Figure 1.29 shows boththe out-of-plane and in-plane textures of thevarious layers involved in this RABiTSThlarchitecture. The FWHM of (O06)YBC0.(400)Ybz03, (200) CeOz, and (200)Ni peaks are7.7.10.7.8.2, and 12.2°. whereas the FWHM of
107’ ”-’’ ””’ -”-T’ “’ .7
“05-EEEEa+ YBCOlYb20sN20s/Nr
,114 -..,..- , -...1.,.. J.‘“60 65 70
Tempe;a~ure (t/f
,.. ..J
85 90
Fig. 1.27. Temperature dependenciesof JC of YBCO deposited on variousRABiTSTM architectures.
( 103)YBC0,(222)Yb203,(111 )CeO,, and(11 l)Ni peaks are 9.5,8.7, 8.7, and 10.3°,respectively. Thus, for the first time, anexcellent single-component YBCO epitaxy wasobtained on RABiTSTMthat does not possess aYSZ buffer layer.
An SEM examination of the YBCO filmrevealed a microstructure that is identical to that
deposited onto the more complicated
YblO~/YSZ/CeO@Ji architecture. In addition,the zero-resistance temperature and transitionwidth of this film are also 90 K and 1 K,respectively. Moreover, Figs. 1.27 and 1.28show that the temperature and fielddependencies of Jc of YBCO/Ybz03/CeOz/Nibehave in the same manner as other high-qualityYBCO. However, the JC(77 K, s.f.) of this filmis found to be only 0.6 x 10c A/cmz,considerably less than that of
YBCO/YbzO;/YSZ/CeOz/Ni.
Portions of the YBCO films were
chemicallyetchedto exposethe interfaceinorder to examine whether any adverse reactionhas occurred between HTS and the buffer.Under SEM observation, the YbzOj surface ofthe YBCO/YbzOj/YSZ/CeO@Ji sampleremained smooth and uniform as shown inFig. 1.30. On the other hand, the exposed YbzO:
buffer of the YBCO/YbzO;/CeO#Ji sampleexhibited orthogonal line features reminiscent inboth the spacing and appearance of the
1.0
~+
---.- .,<.:., - ., ... ...-. -7.- = 77K
y 0.8- .A”+: \.\ H II c-axis -
0
\
‘.. ,
z ‘Q “::0.6 .
+ ‘.1.o \ +.
‘. \ ...+’O.4 -
\
...‘.
+Y8COIYSZI CeO#NB‘. “’+.
z ‘0.; -%
y 0.2 -> YBCOI Yb203NSZ/ CeO #N1
-a [email protected]/ YbzO3/CeO#N!
+- Y8COIYD2031Y20 jNI ‘“’”- ‘
o.o L -.. .A.-L. . . . . . ...1 . . . . . . . . . . .
0.001 0.01 0.1 1Magnetic Field (T)
Fig. 1.28. Magnetic field dependencies ofnormalized JCof YBCO deposited on variousRABiTSTM architectures.

Technical Progress in Wire Development 1-21
= ~ ~ L Jt IL 1! )N,(200)
.IO -505100 90 180 270 360Out-o r-pbnc tcxwre. m (degree) In-plane texture. 4 (desrec)
Fig. 1.29. Out-of-plane and in-planetextures of various layers in theYBCO/Yb,OJCeOJNi RABiTSTm sample.
Fig. 1.30. Microstructure ofYbzO~ buffer after YBCO has beenchemically etched fromYBCO/YbzO@Z/CeO.JNi. Y20~ andBa-Cu-O particles are found to remainon the buffer.
orthogonal cracks frequently found in the CeOZbuffer (Fig. 1.31). Spot energy-dispersivespectroscopy (EDS) analyses at these linearfeatures indicated a consistently higher level ofNi signal in the spectrum, and Ni-rich oxideparticles were frequently found to straddle theselinear features. It is possible that cracks wereinitiated in the CeOz buffer and propagated intothe Ybz05 layer, leading to local contaminationor disruption of texture in the YBCO film.These results further point to the advantage ineliminating the weak and fragile CeOz layer inRABiTSTM.
Fig. 1.31. Microstructure ofYb20~ buffer after YBCO has beenchemically etched fromYBCO/Yb20JCe0.JNi. Ni-richparticles are found to straddle thelinear features.
For replacement of the CeOz layer, 20-nm-thick epitaxial YZ03 buffers were deposited onto
textured Ni substrates using e-beam at 650”C.Yittrium oxide is an excellent alternative bufferbecause it can consistently be depositedepitaxially onto a Ni surface, and no crack hasever been observed in any of the samples (morethan 10) prepared at our laboratory. Subsequent400-nm-thick layers of Ybz03 were depositedonto the YzO@i substrates by rf magnetronsputtering, resulting in the alternativearchitecture shown in Fig. 1.23(c). YBCO films
of 200-nm to 300-nm thickness were depositedonto these substrates by PLD. Figure 1.32 showsboth the out-of-plane and in-plane textures of
\YBCO — 77- IYBC0 , . . 9 5*
Out-of-plane texture, a (degree) In-plane texture. # (de9ree)
Fig. 1.32. Out-of-plane and in-planetextures of various layers in theYBCO/Yb20JYzOJNi RABiTSTM sample.
. -...—— _ _,_. .-—

1-22 Technical Progress in Wire Development
the various layers involved in this RABiTST~iarchitecture. The FWHM of(O06)YBC0.(400)Yb10;. (200)YZ03, and (200)Ni peaks are6.7.10.2.9.5, and 9.2°, whereas the FWHM of( 103)YBC0.(222)Ybz0,,(111 ) Y20,, and(1 I l)Ni peaks are 9.6, 10.3, 10.7, and 9.5°,respectively. The superconducting tramitioncharacteristics of these films are similar to thecharacteristics of the other fihns reported in thiswork, and transport JC(77 K, s. f.) as high as1.8 x 106 A/cm2 has been obtain~d. Fi~Ur~S 1.27
and 1.28 show the temperature and fielddependencies of a typical YBCO/Yb103/YzO:/Ni with a J=(77 K. s. f.) of 1,3 x 106A/cm2. Both temperature and field dependenciesare typical of excellent YBCO films. Inaddition. SEM examination of the buffer–HTSinterface after the YBCO had been chemical Iyetched revealed a smooth and uniform buffersurface. These results show that theYbzO~/YzO@ i alternative RABiTSTNl
architecture can provide high-quality sin.gle-component epitaxial YBCO with no cracks inthe RABiTST~i. Work is currently under way todevelop a single rare earth oxide (REzO~) buffer
architecture to further simplifi the RABiTSTM
process.In summary. YbzO: has been shown to be an
excel lent buffer material to obtain single-component YBCO epitaxy. By replacing CeOzwith Y, O:. the cracking problem that oflen
pla.gue~ the RABiTSTM process was eliminated.A value of JC(77 K, s.f.) has been obtained ashigh as 1.8 x 10b A/cmz on this alternativeYbzO~/YIOj/Ni architecture. Work is under wayto establish the reproducibility of high-JC YBCOon this new RABiTSTM architecture, as well asfurther simplification of the RABiTSTM process.
PREPARATION OF TEXTURED YBCOFILMS ON SrTi03 (100) SINGLE-CRYSTAL SUBSTRATES USINGALL-IODIDE PRECURSORS
In continuation of our effort to develop anon-vacuum process to deposit YBCO using
solution precursors, we developed an all-iodideprecursor approach to grow epitaxial YBCOfilms. The iodide system offers the advantage of
avoiding the formation of BaCO~ during thepost-annealing process and also the YBCOformation in the absence of water. Therespective metal iodides were used as thestarting materials. Initially, yttrium iodide andbarium iodides were dissolved in 2-methoxy-ethanol, whereas copper iodide was dissolved inan ammonium iodide/dimethylformamidesolution. The solutions were mixed together andconcentrated to give a 2. O-M total cationprecursor solution. The precursor solutions werespin-coated on SrTi05 ( 100) substrates and heat-treated at 780–830”C in 200–500 ppm oxygenatmospheres. In XRD results from the 0-20 scan(as shown in Fig. 1.33), omega and phi scans forthe films revealed a (100) cube texture. TheFWHM values for YBCO films are 1.30 (in-plane epitaxy) and 0.420 (out-of-plane epitaxy).The YBCO films had a zero-resistancetemperature of-90 K (as shown in the Fig, 1.33insert). The YBCO films had a porousmicrostructure and efforts are being made to
(<
_-&-30
2-Theta
Fig. 1.33. The typical (3-2e scan for a2000-~-thick YBCO film onSrTiO~(100)substrates indicating the presence of a&axis aligned film. The insert shows theresistance plot for the same YBCO film onSrTiOq (100) substrates indicating a criticaltemperature of -90 K.

Technical Progress in Wire Development 1-23
improve the microstructure and hence achievebetter properties.
DEMONSTRATION OF THE GROWTHOF HIGH-CURRENT YBCO ON SOL-GEL LaA103 BUFFER LAYER
We have presently used a sol-gel precursorroute to grow LaAIOj (lanthanum aluminumoxide) buffer layers on SrTiO~ (100) (strontiumtitanate) single-crystal substrates. The LaA103precursor solutions were spin-coated on SrTiOjand post-annealed in air at 800 “C for 20 min.The LaAIOj films had a smooth surface
morphology. The detailed XRD studies indicatethe presence of a single-cube texture for -0.2-pm-thick LaAIO~ films. The typical LaAIOj
(111 ) pole figure for LaAlO,-buffered SrTiO,substrate is shown in Fig. 1.34.
The deposition, post-annealing, andcharacterization of sol-gel LaAIOj films were
done at the American SuperconductorCorporation (ASC). The YBCO films were thengrown on the sol-gel LaAIOJ buffer layers byPLD at ORNL. The XRD results indicate the
presence of a textured YBCO film. Thethickness of the YBCO film was determined to
be 0.2 pm from a profilometer scan. The sample
..+ -“ -------~ .- --- \
,. / \\,, . .
/ -..,,, .,
.,/” ...
@/’ \
\i
f$ {,,,,
‘\<, B ,/’./
‘.,, ,/.~.. ,/’
“... >“”“’\.. 0-
,#,--‘-- ..- ..-
Fig. 1.34. LaAIO~(111) polefigurefor -0.2-pm-thick LaAIO~filmdeposited onSrTiO~(100) single-crystal substrates.
dimension was 1 cm x 1 cm. The temperature-
dependence resistance for 0.2-pm-thick YBCO
film on LaA103-buffered SrTi03 (100)
substrates is reported in Fig. 135. The criticaltemperature (TC)was measured to be 90.5 K.The temperature-dependant J, values[Fig. 1.36(a)] and critical current (Q values[Fig. 1.36(b)] for 0.2-pm-thick YBCO film on
LaAlO;-buffered SrTiO~ (100) substrates arereported in Fig. 1.36. At 86 K transport J=ofos x 106 A/cmz was obtained. The extrapolated
Jc at 77 K was found to be 2.2 x 10b A/cmz.Thus, we have demonstrated that high-JC YBCO
films can be grown on sol-gel LaA103 bufferlayers on STO.
0.2..
0.15
o —.—- —90.5 91 91.5 92 92.5
Temperature (K)
Fig. 1.35. The temperature-dependence resistance for 0.2-pm-thick YBCO film on LaAIO~-bufferedSrTiO~ (1 00) substrates.
SOLUTION PROCESSING OFYBa2Cu307-x THIN FILMS
It has been observed that randomly orientedpolycrystalline HTS materials have poor JCS<500 A/cmz. On the other hand, oriented
YBazCu307_X (YBCO) films grown epitaxially
on single-crystal oxide substrates, such asSrTiO~ ( 100), or on strongly biaxially textured
metal substrates, exhibit Jc values> 1 MA/cmz at77 K. The aim of this work was to develop anonvacuum chemical-deposition technique for

1-24 Technical Progress in Wire Development
ICMI1OI72.5 10s JEM150
,, ,
i77K, 2.2106 AJun=
.?
1J
2.0106:- . .. .. .. .
1
0.010° ‘ \
78808284 ~88wj
Temperature (K)
(a)
ict411017
50–- --- ‘EM’50 ---–—.
77K. 45.8A
40
30
10
078 80 82 84 86 88’ 90
Temperature (K)
(b)
Fig. 1.36. The temperature-dependence JCvalues (a) and /Cvalues (b) for 0.2-pm-thick YBCOfilm on LaAIO~ (1 00) substrates.
YBCO-coated conductors on RABiTS’”. TheRABiTST” approach developed at ORNL gives anew approach for the fabrication of losng-length
conductors for high-temperature, high-field
applications.We are presently using a metal-organic
precursor route. The most commonly usedsolution techniques may be grouped into threecategories: ( I) sol-gel process that hasZ-methoxyetilanoi as a reactant and solvent;
(2) hybrid processes that use chelating agents,
such as acetylacetonate or diethanolarnine, toreduce alkoxide reactivity; and (3) metal-organic decomposition (MOD) technique thatuses high-molecular-weight precursors andwater-insensitive carboxylates, 2-ethyl-hexonates, etc.
Recently several groups of workers preparedhigh-JC YBCO films on single-crystal substratesusing solution-processing routes. McIntyre etal. 1used a trifluoracetate method to prepareYBCO superconducting films with TC(R = O)>92 K and JC(T= 77 K, H,PP= ()) >1 (f’A/cmz in
films of 70-to 80-nm nominal thickness. In thepresent study, we focus on developing YBCOthin films on SrTiO; single-crystal substrates
using the MOD and sol-gel precursor routes.The chemistry used in both precursor routes isdifferent from that used in the literature work.
Experimental Procedure
The MOD precursor solution was preparedby mixing yttrium 2-ethylhexonate (STREMChemicals, 98.5%), barium neodecanoate(STREM Chemicals, 95%), and copperZ-ethylhexonate (STREM Chemicals, 98.20/o) in
a molar ratio of 1 :2:3, respectively. Solutionswere heated on a hot plate (<100 “C) to preparea homogeneous solution, but on cooling the
solution became very viscous. A solutionsuitable for spin-coating was prepared by addinga small amount of2-ethylhexonaic acid into thisviscous precursor solution. The total cationconcentration was 0.32 M. MOD solutions werespin-coated on SrTi03 single crystals at4000 rpm for 40 s and heated in air for an hourat 275 or 195°C at a rate of2°C/min. Thisprocedure was repeated several times to adjustthe thickness of the prefired films on the
substrate. It has been found that the low-
temperature heating is an important step toachieve a continuous film. For example, filmspyrolyzed rapidly at 500”C becamediscontinuous. These prefired films were heat-treated at two different p(Oz): 2 x 10-z and3.5 x 10-A atm. Film A prepared at a p(Oz) of

Technical Progress in Wire Development 1-25
2 x ]()-~atln was heated at 4500Cat a rate of
5OC/min. whereas film B synthesized at3.5 x ]@ atm was heated at 4500C at a rate of
15OC/min to burn off the carbon. Finally bothfilms, A and B, were annealed at 870 and800°C, respectively, in different partialpressures of oxygen. Films were furnace cooled
in 100°/0 oxygen to 500 ‘C and were oxygenatedat this temperature for 1 h and subsequentlycooled down at a rate of 10C/min to roomtemperature. Films were then post-annealed at500 or 525 “C for 2 h after application of silvercontacts and were subsequently cooled down at
a rate of 1“C/rein to room temperature.
Results and Discussion
MOD Solution
The differential thermal analysis (DTA) andTGA data were obtained on yttrium, barium,and copper precursor powders in a p(Oz) equalto 2 x 1o-~atm. The TGA scans are shown inFig. 1.37. All three precursors have sharpthermal decomposition events. The copperprecursor has two thermal events at 262.5 and275 “C while yttrium and barium precursorshave only single thermal events at 475 and487.5 *C, respectively. The differences inthermal decomposition temperatures can causeinhomogenities in films.
<-.-.......-,...”. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
0.2-‘L -------I -1---
200 400 600 800
Teqe~ti i C)
Fig. 1.37. Thermal gravimetric analysis(TGA) plots of barium, copper, and yttriumprecursor materials inap(OJof 2.0x10-4atm.
Figure 1.38shows the XRDpatterrtforthefilm A (t =4000 ~) formed on the SrTi03 (100)substrate by heating at 870”C for 4 h. Thispattern exhibits YBCO as the predominant
phase with small amounts of CUO and ‘
YzBaCu05 impurities and also a small
unidentified peak at a 26 of 40.50. The XRDpattern of film A shows both (001) and (hOO)peaks of YBCO, indicating the presence of bothc- and a-axis perpendicular orientations to thesubstrate and also some amount of randomphase. The XRD results from the coand $ scansfor films grown on the SrTiOj substrate revealeda (100) cube texture. The FWHM values forYBCO films on SrTi05 substrates in case ofc-axis orientation were 0.450 (out-of-planeepitaxy) and 0.50 (in-plane epitaxy). A typical @scan for the (102) planes are shown in Fig. 1.39.The FWHM value for in-plane crystallographic
alignment of a-axis orientated material was20.
10 20 30 40 50 6020
Fig. 1.38. The room temperaturepowder X-ray diffraction pattern ofYBCO films on (001) SrTiO~ substrates.
As shown in Fig. 1.40, an SEM photo-micrograph of the film A surface indicates thepresence of a smooth microstructure. Themicrostructure is composed of YBCO plateletswith both c- and a-axis orientations. Thismicrostructure also contains secondary particles,which are presumed to be primarily YzBaCuO~and CUO. Figure 1.41 shows the de-resistancemeasurements on film A. The Tc..nwtis 88 K
.— - --, ., ., ..T>XT . . . ... ?<. < L .,- - ,. ,, .= ,. .m -- . . . . .
,,., .,> -.! . ,.,%.

1-26 Technical Progress in Wire Development
500 I I I I I
YBCO (102)
v) 400t
A@= 0.5”?4 -i
!
.40 -20 0 20 40$ (deg.)
Fig. 1.39. A typical @scan featuringthe epitaxial nature of c-axis orientedYBCO films on SrTiO~ substrates.
Fig. 1.40. SEM photomicrograph of film A.
whi Ie fi Im became ful Iy superconducting at63 K. The XRD pattern (Fig. 1.38) on film B(t = 1 pm) shows that this film has more YBCOin tbe c-axis orientation compared with fi Im A.The T&,,=,of film B is 89 K while the TCz~,Ooccurs at 63 K as shown in Fig. 1.41. Toimprove the surface finish of YBCO filmsprocessed at a p(Oz) of 3.5 x 10-J atm, it wasdecided that it might be better if films wereheated to 525 “C to complete the decomposition
of precursor materials (Fig. 1.37) before
1.0
0.8
0.6
(1.4
0.2
040 60 $0 1O(I 120
TeInp exature [K)
Fig. 1.41. The de-resistancemeasurements on film A.
annealing to high temperatures. Therefore, afilm was heated to 525°C at a rate of 15°C/minand kept at that temperature for 20 min afterevery coat. To avoid carbon contamination inthe film, films were heat-treated in a 100%oxygen atmosphere at 525°C for 8 h. One filmwas heated to 780”C at a rate of20–25°C/minin a p(Oz) of 3.5 x 10-J atm and held for 3 h atthat temperature. The film surface was shiny
and smooth. The XRD pattern of this film
showed the YBCO phase present predominately
in the a-axis orientation. The TCof this film wasonly 46 K. Another film was heated rapidly to780 “C, but the YBCO phase still existedpredominately in the a-axis orientation. Fromthese data, it appears that low-temperaturetreatment (s525 “C) to the film is important forthe crystal structure of YBCO films preparedfrom MOD precursors.
Sol-Gel Route
YBCO films were also prepared by alkoxideprecursors. Copper methoxide (Alfa), bariummetal (Alfa, 99.99°/0) , triethanolamine, and2-methoxyethanol (Alfa, spectrophotometricgrade) were used without further purification.The yttrium iso-propoxide was synthesized inour laboratory. The final YBCO precursorsolution was ‘prepared by mixing-the yttrium and

Technical Progress in Wire Development 1-27
barium methoxyethanolate/2- rnethoxyethanolsolution with the copper methoxide/triethanol-amine solution at room temperature. A similarprocedure has been used to prepareTlBazCazCu30q.Y superconducting films. Theprecursor solution was partially hydrolyzed forspin-coating by adding approximately 1
equivalentof waterper cation equivalent. The
film was dried on the hot plate before the high-temperature annealing. The film was first heat-treated at 450”C for 1.5 h and subsequentlyheated at 860”C for 20 h in a P(W of
2 X 10-2 atmo
The XRD pattern of this film is shown in
Fig. 1.42. The film is completely c-axis orientedand epitaxial. The typical @ scan for the (1 02)planes is shown in the Fig. 1.42 inset. TheFWHM values for sol-gel YBCO films onSrTiO~ substrates were 0.450 (in-plane epitaxy)and 0.690 (out-of-plane epitaxy).
In summary, we have developed MOD andsol-gel solutions for preparing YBCO films.Films prepared on SrTiO~ single crystals fromMOD solutions have c- and a-axis-orientedYBCO phase. These films also contain someamount of a random phase. On processing thefilm at a IOW-P(OZ)and a lower low-temperaturetreatment process; the amount of c-axis
orientation increases. The TC.OnW~of films is 89 Kwhereas the best superconducting transitiontemperature is 63 K. The sol-gel YBCO fi Ims onSrTi05 single crystals were epitaxial and c-axisoriented.
References
1.P.C.McIntyre,M.J. Cima,J. A. Smith,Jr., R. B. Hallock, M. P. Siegal, and J. M.Phillips, “Effect of growth conditions on theproperties and morphology of chemicallyderived epitaxial thin films of BaZYCu@T.. on
(001 )LaAIO,,” J. Appl. Phys. 71:1868-77(1992).
GROWTH OF TEXTURED BUFFERLAYERS AND SUPERCONDUCTORSON ROLLED-Ni SUBSTRATES USINGSOL-GEL ALKOXIDE PRECURSORS
Solution processing techniques have
emerged as potential low-cost, non-vacuum
methods to produce long-length conductors.
Buffer layers, such as REA103 (Rare EarthAluminates) and NdGa03, are of interestbecause JCSexceeding 1 x 10b A/cmz at 77 K at
❑Y123(102)
s:g
0s0 1= 270 33Phi ld.g )
10 20 30 40 50 60
2-Theta
Fig. 1.42. The X-ray powder diffraction pattern forthe sol-gel YBCO film grown on a SrTiO~ singlecrystal. The @Iscan (inset) shows the epitaxial nature ofc-axis-oriented YBCO films on SrTi03 substrates.
zero field have been repeatedly observedfrom YBCO and T1-1223 superconductors
grownon these layers. The demonstration
of the growth of epitaxial buffer layers onbiaxially textured metal substrates usingsol-gel precursors is necessary forproducing good superconducting films.The biaxially textured metal substrates
can be obtained by cold-rolling followedby recrystallization. Using textured-Nisubstrates, we have demonstrated thathigh-current YBCO films can be grownwith a layer sequence ofYBCO/YSZ/CeO@Ji through ourRABiTSTM process. In this process, all thebuffer layers were grown in vacuum. Therare earth aluminates and gallate bufferlayers chosen for this study are chemicallyinert and promise the possibility of using asingle buffer layer. This work was carried

1-28 Technical Progress in Wire Development
out in three steps. In the first step, we developed
the sol-gel chemistry of the starting precursors.
In the second step, we demonstrated the growthof epitaxial films on SrTiO~ (1 00) single-crystalsubstrates. In the third step, we developed aprocess to produce epitaxial films on textured-metal substrates.
The sol-gel process involves synthesis of apolymerizable solution (often referred to as sol)by mixing or reacting metal alkoxides andmetal-organic salts in a common solvent.Alkoxides are referred to as M(OR)n where Mis a metal, n is the valency of the metal, and R isan alkyl group. The most common solvent usedin this process is 2-methoxyethanol. Thecomplete hydrolysis of the sol forms a rigid gelthat can be heat-treated to form powders. Partialhydrolysis of the sol will produce a polymericviscous liquid. The polymeric precursor solutioncan be spin-coated, dip-coated, painted, or
sprayed on practically any substrates andprocessed to obtain dense crystalline films. The
primaryadvantageof sol-gelprocessingoverconventional solid-state reaction is that the
polymeric network formation of the metal-
organic complexes leads to atomic-scale mixing,
thus allowing a dramatic reduction in reactiontemperatures and time. Our preliminary studieson the growth of epitaxial LaA103 films onSrTi03 ( 100) substrates using sol-gel alkoxideprecursors were published earl ier.’ In thepresent study, we report our demonstration ofthe growth of epitaxial REA103 (RE=La, Nd,Gd, Y) and NdGa03 on SrTi03 (1 00) substrates.We also report our successful development ofthe growth of textured LaA103 and NdA103films on rolled-Ni substrates. We alsodemonstrate for the first time that a high-JCYBCO film can be grown on a sol-gel bufferlayer.
Experimental Procedure
The starting reagents were weighed in anargon-fj 1led glove box, and t]le so]ution
preparation was carried out under argon, with aSchlenk-type apparatus. Lanthanum
isopropoxide (Alfa), and 2-methoxyethanol
(Alfa, spectroscopic grade) were used as
received. Aluminum isopropoxide (Alfa,99.99VO) was sublimed before use. Neodymiumisopropoxide, gadolinium isopropoxide, andyttrium isopropoxide were prepared in-house bythe direct reaction of the respective metal with
isopropanol in the presence of a mercurycatalyst. Gallium isopropoxide was prepared bythe reaction of gallium chloride with sodiumisopropoxide. The details of the synthesis ofrare earth isopropoxide and gal iiumisopropoxide have been submitted for publica-tion elsewhere. Here, we describe thepreparation of an all-akoxide LaA103 precursorsolution. All the other aluminates and gallateswere prepared with a similar procedure.
The LaA103 precursor solution wasprepared by mixing 3.15 g ( 10 mmole) oflanthanum isopropoxide with 2.04 g (1 O mmole)
of aluminum isopropoxide in a 100-mL round-bottomed flask followed by the addition of
50mLof2-methoxyethanol.Themixturewasrefluxed for 1 h, and approximately 30 mL of
the solvent mixture of isopropanol and~-methoxyethanoi were distilled off. TO theresulting viscous yellow liquid, an additional50 mL of 2-methoxyethanol was added. Thereflux and the distillation process were repeatedto ensure complete ligand exchange. Followingthe second distillation, the solution volume wasadjusted to 25 mL with 2-methoxythanol to givea 0.4-M LaA103 precursor solution. A partiallyhydrolyzed solution suitable for spin-coatingwas prepared by adding approximately 1
equivalent of water (1-M HZO in 2-methoxy-ethanol) per cation equivalent. The precursorsolution was allowed to age overnight at roomtemperature prior to the coating process. Part ofthe starting solutions was ful Iy hydrolyzed, andthe resulting gels were dried on a hot plate. The
powders obtained were used for differential
thermal analysis (DTA) and TGA. For detailedLaA103 precursor aging studies, higherequivalents of water per cation were added,
The substrates used for spin-coating in thisstudy were SrTiOj (100) single-crystal

Technical Progress in Wire Development 1-29
substrates and textured-Ni substrates. The ( 100)
cube-textured-Nisubstrateswere prepared byannealing the cold-rolled Ni substrates torecrystallize at 800°C for 2 h in a high-vacuum
furnace. After the SrTi03 substrates werecleaned ultrasonically in ethanol for a few
minutes, the substrates were pre-annealed in1-atm Oz at -900”C for 1 h and slowly cooled toroom temperature in flowing Oz. Typically threecoatings of the partially hydrolyzed precursorsolution were applied with a spin-coater
operated at 2000 rpm for 45 s. Between eachcoating, the substrate was pyrolyzed in Oz in arapid thermal annealer (AG Associates model610) at 800-850 “C for 2–5 min. The totalthickness of the resulting film wasapproximately 3000 ~. On textured-Ni
substrates, only one coating of the precursorsolution was applied. After the N i substrateswere coated, they were annealed in a mixture of4% Hz and 96’?40Ar (forming gas) at 1160”C for
1 h and quenched to room temperature.The films were analyzed by detailed XRD
studies. A Philips Model XRG3 100diffractometer with Cu K. radiation was used torecord powder diffraction patterns. For textureanalysis, a Rigaku rotating anode X-raygenerator was used, with a graphitemonochromator selecting Cu K. radiation andslits defining a 2 x 2 mmz incident beam. Afour-circle diffractometer was used to collectpole figures, o scans, and @scans. SEMmicrographs were taken using a Hitachi S-4100Field Emission SEM. The beam voltage usedwas 15 kV. The thickness of the films wasdetermined by Alpha-Step 500 (TencorInstruments) Profilometer scans. The resistivityand transport J=was measured using a standardfour-probe technique. The values of JCwerecalculated using a 1-pV/cm criterion. The Agcontacts were made by sputtering. The YBCOfilms with Ag contacts were annealed in 1-atmOz at 500”C for 30 min and slow cooled to roomtemperature in pure Oz.
Results and Discussion
The characteristics of the sol-gel bufferlayer and the growth of epitaxial YBCO films
on sol-gel buffers are discussed in the following
sections.
Growth of Epitaxial REA103 Films onSrTi03 (100) Substrates
The DTA and TGA data on REA103
powders in Oz indicated a main exothermicevent between 800 and 850°C. Hence, theREA1O; films were post-annealed attemperatures 800–850”C. The XRD results fromthe 6-20 scan, and also from m and @ scans for-3000-~-thick REAIO~ (RE=La, Nd, Gd, Y)
films on SrTiO~ ( 100) single-crystal substrates,revealed a single cube-on-cube ( 100)[0 10]texture. The FWHM values for LaA103 (003),NdAIOj (003), GdA103 (003), and YA103 (003)
were 0.8, 1.5, 1.6, and 2.8°, and that of LaAIOf(202), NdAIO, (202), GdA103(202), and YA103(202) were 1.1, 1.4,2.1, and 4.0°, respectively.The (220) pole figures of REAIO~ films on
SrTiO: ( 100) substrates also indicated thepresence of a single cube-on-cube texture. The
sharp texture of LaAIO~ films can be explainedin terms of reduced lattice mismatch. The latticeparameters of rare earth aluminates, assuming apseudo-cubic structure (LaA103 = 3.79 ~,NdAIO; = 3.76 ~, GdAIO~ = 3.71 & YA103 =3.68 ~), lie closer to that of SrTiO, (3.91 ~).The correlation between the texture (FWHMvalues of co and (f)scans) of sol-gel–grownREA103 films on SrTiOj ( 100) substrates withthe lattice mismatch is shown in Fig,. 1.43.Because of the similarities between thestructures (cubic-perovskite) of REAIO; andSrTi03, the epitaxy phenomenon may simplyinvolve the growth of epitaxial grains duringpyrolysis at the film/substrate interface.

1-30 Technical Progress in Wire Development
‘ The presence of the two in-plane ( 100)[0 10]and (100)[0 11] textures for NdAIO~ films onNi (100) compared with a single texture forNdA103 films on SrTiO; (100) maybe theresult of the relatively high lattice mismatch
\ between the Ni substrate and the film. Ai smal Ier lattice mismatch suggests that YAIO~~
should have a better texture on textured-Ni!substrates. The aging of the LaAIOj precursor1
2.Them
Fig. 1.43. Correlation of the texture (FWHMvalues of w and @scans) of sol-gel grown REAIO~films on SrTiO~ (1 00) substrates with the latticemismatch between the film and the substrate.
Growth of Textured REA/03 (RE = La, Ntl)Films on Ni (100) Substrates
The crystallization behaviors of the
pyrolyzed LaAIO; and NdA105 precursor gels in
oxygen and hydrogen atmospheres were
reported earl ier.zThe crystallization of LaA103and NdAIO~ take place at much highertemperatures (> 1050 “C) in the presence of
hydrogen. Post-annealing of LaAIO~ andNdA103 films on textured-Ni (100) substrates ina hydrogen atmosphere is necessary to avoidoxidation of the Ni substrate. It was provenearlier that the NiO present at the substrate/filminterface wil I grow with a ( 111) texture.Detailed XRD results for 1000-~-thick LaAIO~and NdAIO~ films on textured-Ni (100)substrates indicated the presence of a mixture oftwo in-plane textures. The 0-2(3 scans and @scans for 1000-~-thick NdAIO~ films ontextured-Ni ( 100) substrates are shown inFigs. 1.44 and 1.45, respectively. Figure 1.44
indicates the presence of a c-axis–aligned film.In Fig. 1.45. the @ scan data on NdAIO; films onSrTi03 ( 100) are compared with the NdAi03film on Ni (100) substrates. The FWHM valuesfor LaAIO; (002) and NdAIO: (002) were 7.2
and 5.8°. and that of LaA103 (101 ) and
NdAIOJ101 ) were 13.4 and 5.8°, respectively.
107
—..-... .,-.— . . .-.. ...... . .- , ...— ..
104:
1. .
103 “’”;’’’’’””’’’’’’’’””’”o 1 2345
H (T)
Fig. 1.44. The typical E1-2Elscan for a1000-A-thick NdAIOa film on Ni (100)substrates.
5 I I I
O Omega scan YA1034 + Phi scan +
GdA103 0
NdA103 ●
LaA103 $ 0+o
0 1 !,, , 1
-2 -3 -4 -6 -7% lattice n$rnatch
Fig. 1.45. Correlation of the texture(FWHM values of omega and phi scans) ofsol-gel grown REAIO~ films on SrTiO~ (1 00)
substrates with the lattice mismatch
betweenthe film and the substrate.

Technical Progress in Wire Development 1-31
solution and the high degree of hydrolysisproduces predominantly aligned LaAIO~ films
on textured-Ni substrates. The details of theseexperiments wil I be reported later. The PLDYBCO films grown on LaA105-buffered Ni
substrates were mostly c-axis aligned. A 6-26scan for YBCO on LaA103/Ni is shown inFig. 1.46. The TCfor the YBCO film grown onLaAIO~-buffered Ni substrate was 75 K. Thisreduced TCcould be the result of the diffusion ofNi from the substrate (as evident from thepresence of NiO impurities in Fig. 1.46) into theYBCO film. An SEM micrograph also indicated
poor coverage of the LaAIOj film on Nisubstrates.
(a)80 -
60 I
40
20 -t
mot
Io(K)
500IA(—)~
o 90 180 270 360
@(deg.)—..
Fig. 1.46. The room-temperature powderpattern for -0.3-pm-thick YBCO film on sol-gel LaAIO~-buffered Ni substrates.
Growth of High-Current YBCO Films onSol-Gei NdGa03 Buffer Layers
The XRD results for -3000-~-thickNdGaO~ on SrTiOj (100) substrates indicated
the presence of a single cube-on-cube texture.The YBCO films grown on sol-gel NdGa05-
buffered SrTiO; ( 100) substrates were high]y
aligned and had good superconductingproperties. A TCof 90.3 K was observed for thisfilm. The field-dependence Jc for 0.25-pm-thickYBCO films on NdGaOJSrTiO~ substrates isshown in Fig. 1.47. A maximum JCof-1 x ] 06 A/cm2 at 77 K and zero field was
obtained, and also the YBCO film was stronglylinked.
*I‘BcO&LD)h’i’0(3)s0’-gdmiI
I
*. +dw m
Z-lhem
Fig. 1.47. The field dependence of JC for0.25-pm-thick YBCO film on sol-gel NdGaO~-buffered SrTiO~ (100) single-crystalsubstrates at 77 K.
Conclusions
Epitaxial REA105 (RE=La, Nd, Gd, Y)films were grown on SrTiO~ ( 100) single-crystal
substrates using sol-gel alkoxide precursors. Thetexture of the REA1O; films was correlated withthe lattice mismatch between the SrTiO~substrates and the REA103 films. The sharptexture of the LaA103 films on SrTi05 ( 100)
substrates can be explained in terms of areduced lattice mismatch. Highly texturedREAIO; (RE=La, Nd) films were also grown ontextured-Ni substrates with two in-planeorientations. Efforts are being made to growREAIO~ on textured-Ni substrates with singletexture. The YBCO films grown on LaA103-buffered Ni substrates were c-axis aligned. We

1-32 Technical Progress in Wire Development
also demonstrated that high-current YBCO filmscan be grown on sol-gel NdGaO: buffer layers.
References
1. S. S. Shoup, M. Paranthaman, D. B.Beach, E. D. Specht, and R. K. Williams, “Sol-gel synthesis of LaA103: Epitaxial growth ofLaAIO~ thin films of SrTiO: (100),” J. Mater.
Res. 12:1017-21 (1997).
2. S. S. Shoup, M. Parantharnan, A. Goyal,E. D. Specht. D. F. Lee. D. M. Kroeger, andD. B. Beach, “Epitaxial thin film growth oflanthanum and neodymium aluminate films onroll-textured nickel using a sol-gel method,”
J. Am. Ceram. Sec. 81:3019-21 (1 998).
OPTIMIZATION OF BUFFER LAYERSON ROLLED-Ni SUBSTRATES FORHIGH-CURRENT YBCO AND
Tl,Bi-1223-COATED CONDUCTORSUSING EX SITU PRECURSORAPPROACHES
The growth of high-current YBCO andT1.Bi-l Z23 superconducting films on
RABiTST&l with the architecture ofCe02/YSZ/CeOJNi using the ex situ precursorapproach was previously demonstrated. Here,we report our successful optimization of the
buffer layer architectures on rolled-Nisubstrates.
The biaxially textured Ni (100) substrateswere obtained by the mechanical deformation ofNi rods followed by recrystallization to thedesired (100) cube texture by annealing at800”C for 2 h in a high-vacuum furnace. TheCeOz films were deposited on textured-Nisubstrates at -500 ‘C by reactive evaporation of
Ce metal in the presence of a mixture of 4% H,
and 96°/0Ar (forming gas). The details of theexperimental conditions were publishedearlier. ‘z As per the standard free-energy changefor the formation of metal oxides, the HZOintroduced into the chamber during fi Im growthpreferential ly oxidizes Ce metal to form
stoichiometricCeOzoverNi substrates.The capCeO, layers were also deposited using the samecond-itions. The e-beam evaporation techniquewas also used to deposit YSZ at -500”C on
CeOz-buffered Ni substrates. Yttria-stabilized
zircon ia was used as the source. The YSZ fi hnthickness was varied from 500 to 5000 & YSZfilms were also grown on e-beam CeOz-bufferedN i substrates at -700°C by rf magnetron
sputtering. The sputtered YSZ films were
smooth and dense. The YSZ thickness wastypically 9000 ~. The CeOz-bufferedYSZ/CeOz/Ni substrates were pre-annealed attemperatures ranging from 650 to 780”C andlow-oxygen partial pressures prior to the
superconductor deposition.Precursor YBCO films were grown on
e-beam/sputtered buffers (CeOz/YSZ/CeO@Ji)by e-beam co-evaporation of Y, BaFz, and Cu.
Details of the experimental conditions were
reported earl ier.; With this method, high-~,
YBCO films were grown using humid gasmixtures with low-oxygen partial pressures. Thehigh-temperature anneal under wet conditionsresulted in conversion of Y, BaFz, and Cu toYBazCu~07_,,. Tl,Bi-1 223 precursor films weredeposited at _--90°Con all e-beam buffers(CeOz/YSZ/CeO@Ji) by PLD. After deposition,the amorphous precursor films were wrapped in40-pm-thick Ag foil along with an unfired freshpellet of composition T109~Bi0~Jrl ,Ba0,CazCu309.The films were post-annealed in a tube furnaceat 780–8 10°C for 40–60 min under flowingargon. After annealing, films were usually shinyand smooth. Details of the experimentalconditions were reported earl ier.i
The films were analyzed by XRD. A PhilipsModel XRG3 100 diffractometer with Cu K.radiation was used to record power diffraction
patterns. A four-circle diffractometer was used
to collect pole figures, m scans, and $ scans.
SEM micrographs were taken using a HitachiS-4 100 Field Emission SEM. The thicknesses ofthe films were determined by both RBS andAlpha-Step 500 (Tencor Instruments)profilometer scans. The resistivity and transportJCwas measured using a standard four-probe

Technical Progress in Wire Development 1-33
technique, The values of~, were calculated
using a 1-pV/cm criterion. The Ag contactswere made by sputtering. The YBCO films withAg contacts were annealed in 1-atm oxygen at
500”C for 30 min and slow cooled to roomtemperature in pure oxygen.
The buffer layer architecture used in thisstudy was CeOz/YSZ/CeO@J i. The e-beam andsputtered buffer layer characteristics and thesuperconducting properties of textured YBCOand Tl,Bi- 1223 films deposited on these buffersare discussed in the following sections.
Stability of All E-Beam Buffer Layers
In this study, both the CeOz and YSZ bufferlayers were grown by e-beam evaporation. Thethickness of the top and bottom CeOz layers was
200-400 ~. SEM micrographs indicated that theCeOz layers were smooth, crack-free, dense, and
columnar. As the CeO, thickness increases,crack formation seems-to occur. The SEMpicture of a 2000-~-thick cracked CeOz bufferlayer is shown in Fig. 1.48. Crack formationmay be associated with stress in the CeOzlayers. This is possibly the result of the latticemismatch between CeOz and Ni substrates,thermal expansion mismatch, or the formationof oxide from the Ce metal during the film
Fig. 1.48. SEM micrograph for a2000-~-thick CeOz-buffered Nisubstrate.
growth. On the other hand, the e-beam YSZ
layers were porous and columnar but crack-free.The SEM picture of a 5000-~-thick e-beamporous YSZ-buffered CeO@ i substrate is
shown in Fig. 1.49.
Fig. 1.49. SEM micrograph for a 5000---thick e-beam YSZ-buffered CeO.JNisubstrate.
Detailed microstructure work was reportedearlier.5 Detailed X-ray studies indicated thepresence of highly aligned CeOz and YSZlayers. For study of the effect of compatibility ofthese buffer layers with the superconductors, theas-grown buffers were annealed in 200-mTorroxygen and temperatures ranging from 650 to780 ‘C. The RBS spectra for both as-grown andannealed e-beam buffers are shown in Fig. 1.50.The thickness estimated from the RBS spectrawas -5000 ~ for YSZ and 200-400 ~ for bothtop and bottom CeOz layers. For as-grown
buffers, the position of the Ce (top and bottom),Zr, and Ni front edges was sharp. This indicatesthat the interfaces are sharp. But for theannealed buffers, there was a significant changein the top of the Ni signal. The suppression of

1-34 Technical Progress in Wire Development
I—0s grown
2500 0 650°C annealA 700°C anneal {
i. 7800c anneol
~ 2000 I
500
0
Ii Ce02 bottom
k layer 1
.6 0.8 1.0 1.2 1.4 1.6 1.8 20 2.2
ENERGY (MeV)
Fig. 1.50. Rutherford backscatteringspectra of all e-beam buffers with thearchitecture of CeOJYSZ/CeOJNi. Thespectra were measured with 2. O-MeV He+ ionsat near-normal incidence, detected at a 160°scattering angle.
the Ni yield below the interface indicates that
the density of Ni per unit volume is reduced.
This provides evidence for the difftlsion ofoxygen into the Ni substrate. The diffusion wasmuch more pronounced for the film annealed at780°C. This diffusion can be the result of thepresence of a porous microstructure for e-beamYSZ layers. The presence of a NiO impuritypeak was also observed in the powder XRDpattern.
Stability of E-Beam Ce02 and SputteredYSZ Layers
In this study, the top and bottom CeOzlayers were deposited by e-beam evaporationand the YSZ layer was deposited by rfmagnetron sputtering. The thickness of the topand bottom CeOz layers was 200-400 ~. Thethickness of the YSZ layers was typical 1y9000 ~. The microstructure of the sputteredYSZ layers was dense, crack-free, and wellaligned. The presence of a dense microstructurefor the sputtered YSZ layers could be the result
of both a high deposition temperature and highlyenergetic deposition. These buffer layers were
annealed in 200-mTorr oxygen and varioustemperatures, and the corresponding RBSspectra are shown in Fig. 1.51. The thickness ofthe sputtered YSZ layer was estimated to be-9000 ~. As can be seen from the RBS spectra,the Ce (both top and bottom), Zr, and Ni signalsremain unchanged for both as-grown andannealed buffer layers. This suggests that thereis no considerable oxygen diffusion into the Nisubstrate. Hence, the use of e-beam CeOz andsputtered YSZ buffers is more suitable forfurther growth of superconductors. We havereproducibly made several high-JC YBCOsamples on e-beam/sputtered buffers.
2500
500
0
t
— as grown
. 650°C anneal
.$ 7COOConneal● 7800C anneal
CCOZbottom layerI
lay
-N
0.6 0.8 1 0 1.2 14 16 1.8 2.0 22
ENERGY (MeV)
Fig. 1.51. Rutherford backscatteringspectra of e-beam CeOz and sputtered YSZbuffers with the architecture ofCeOJYSZ/CeOJNi.
Ex Situ Precursor Approach forSuperconducting Films
The ex situ precursor approach has anumber of potential advantages over the in situprocess. The precursors can be depositedpractically at room temperature followed by apost-anneal process in a furnace to crystallizethe superconducting phase. We have used theprecursor approach for growing both Tl,Bi- 1223
and YBCO films. Tl,Bi-1 223 films were grown
on all e-beam buffers. The room-temperature

Technical Progress in Wire Development 1-35
powder XRD pattern for a 1.8-~m-thick
Tl,Bi-1223 film on all e-beam CeOz-bufferedYSZ/CeOJNi substrates indicated the presenceof a highly c-axis–aligned Tl,Bi-1 223 phase. Inaddition to the Tl,Bi-1 223 phase, a significantamount of e-axis–aligned Tl,Bi-1212 phase wasalso present. The XRD results from the o and @scans revealed good epitaxial texturing. Detailed
transport property measurements were carriedout on 1.8-pm-thick textured Tl,Bi- 1223 filmson all e-beam buffers. The typical TCS(zeroresistance) observed for these films are in the
range of 105–1 10 K. A maximum transport Jc of4.2 x 105A/cm~at 77 K and s.f. was measured.
The field-dependent properties for this film are
also good up to 3 T. The JCSobserved forTl,Bi-1223 films on both YSZ ( 100) and CeOz-buffered YSZ ( 100) crystals are compared withthat of Tl,Bi-1 223 films on RABiTSTM inFig. 1.52. A high Jc of over 1 MA/cmz at 77 Kwas reported earlier-b for Tl,Bi- 1223 films growndirectly on YSZ substrates. This approachpromises that even higher Jc Tl,Bi-1 223 filmscan be grown on RABiTSTM. Efforts are beingmade to grow Tl,Bi- 1223 films on e-beam/
sputtered buffers witldwithout a CeOz cap layer.
Because we observe a significant amount ofTl,Bi-1212 phase in our films, optimization ofthe starting precursor is also necessary.
0 1234567
SampleNo.
Fig. 1.52. Comparisons of themeasured transport JCS for YBCOand Tl,Bi-1223 films on RABiTSTMwith that of films on single-crystalsubstrate with/without a CeOz caplayer.
YBCO films were grown on e-beam/
sputtered buffers. The room-temperature powderXRD pattern for -0.3 -~m-thick YBCO films one-beam CeOz-buffered YSZ (sputtered)/CeOJN isubstrates indicated the presence of a highlyc-axis–aligned YBCO film. A small amount ofNiO impurity was observed in the film. XRD
results from the u and @ scans for YBCO films
on e-beam/sputtered buffers revealed goodepitaxial texturing. Detailed pole figure analysisindicated the presence of a single cube texturefor YBCO, CeOz, and YSZ layers. The YBCOfilms on RABiTSTM had a Tcof about 90 K.A maximum Jc measured for-0.3-pm-thickYBCO film on e-beam/sputtered buffers was] .6 x ] (f’ A/cmz at 77 K and s.f. The measured
Jc for the YBCO film on RABiTSTNl iscompared with that for the YBCO film onSrTiOj (1 00) and CeOz-buffered YSZ ( 100)crystals in Fig. 1.51. We have reproduciblymeasured high Jcs of over 1 MA/cmz for severalYBCO films on e-beam/sputtered buffers. We
have also recently measured an average ICof8.0 A with a variation of less than 4’%0betweeneach 1-cm segment of a 2-cm-long YBCO film
on RABiTSThl.This translates to a J, of about8.0 x 105 A/cmz at 77 K and s.f. The photographof the YBCO film on 5-cm-long RABiTSThl isshown in Fig. 1.53.
In summary, we have optimized the bufferlayer architecture (CeOz/YSZ/CeOz/Ni) for
growing high-current YBCO and Tl,Bi-1223
conductors on RABiTSTh[ using ex situprecursor approaches. We have also
Fig. 1.53. The photograph of the 5-cm-Iong YBCO film on e-beamhputteredCeOJYSZ/CeOJNi substrate. This film carriedan /=of 8 A over 2 cm of the middle section.The voltage taps are clearly seen in the picture.

1-36 Technical Progress in Wire Development
demonstrated that the e-beam/sputtered bufferlayer combination is more suitable forreproducibly fabricating high-~, YBCO films.
RBS studies indicate that the YSZ sputteredfilms were quite stable up to 780”C and200-mTorr oxygen. The microstructure of thethin e-beam Ce02 fi hns and sputtered YSZ filmswas dense. crack-free, and columnar.
References
1. M. Paranthaman, F. A. List, D. F. Lee,A. Goyal. R. Feenstra, D. P. Norton, C. Park,D. T. Verebelyi, D. K. Christen. P. M. Martin,E. D. Specht, and D. M. Kroeger, “Fabricationof high-current YBazCu;07 coated conductorsusing rolling-assisted biaxially texturedsubstrates.” in Proceedings of the 9th CIMTECfii70rldCemmics Congress and Forum on NewA4ateria/s.P. Vicenzini (cd.), Florence, Italy,
June 14-19, 1998.
2. M. Parantharnan, A. Goyal, F. A. List,E. D. Specht, D. F. Lee, P. M. Martin, Q. He, D.K. Christen, D. P. Norton, J. D. Budai, and D.M. Kroe.ger, “Growth of biaxially texturedbuffer layers on rolled-Ni substrates by electronbeam evaporation,” Physicu C 275: 266–72(I 997).
3. R. Feenstra. T. B. Lindemer. J. D. Budai,and M. D. Galloway, “Effect of oxygen pressureon the synthesis of YBazCu~07_, thin films bypost-deposition annealing,” J. Appl Phys. 69:6569-85 (1991 ).
4. Z. F. Ren, W. Li, D. Z. Wang. J. Y. Lao,J. H. Wang, M. Paranthaman, D. T. Verebelyi,D. K. Christen, D. F. Lee, A. Goyal, and D. M.Kroeger, “In-plane aligned superconductingTIO,8Bi0~zSr1bBaOJCazCu50~ films on rollingassisted biaxially textured substrates (RABiTS),P}gxica C, in press.
5. Cl~au-Yun Yang, S. E. Babcock,
A. Goyal, M. Parantharnan, F. A. List, D. P.Norton. D. M. Kroeger, and A. Ichinose,“Microstructure of electron-beam evaporatedepitaxial Yttria-stabilized zirconia/CeOz bilayers
on biaxial Iy textured N i tape,’. Physics C’307:87-98 (1998).
6. Z. F. Ren, W. Li, D. Z. Wang, J. H.Wang, M. Paranthaman, D. T. Verebelyi, andD. K. Christen, .’Growtl~ and characterization of
superconducting films TIO.,$hlGBaOJCazCu~Ogon CeOz-buffered single crystal YSZ,” Physicc/C 306:149-53 (1998).
LOW-COST COMBUSTIONCHEMICAL VAPOR DEPOSITION OFEPITAXIAL BUFFER LAYERS ANDSUPERCONDUCTORS
Introduction
A key issue for the fabrication of high-current coated conductors is the ability toproduce long lengths of wire inexpensively. TheIon-Beam-Assisted-Deposition (IBAD) and
RABiTSTM techniques have yielded high-quality
films with JCSof over I MA/cmzat 77 K onshort research coupons. Both techniques arecurrently being scaled to accommodate a meterlength of wire. LANL has produced a YBCOtape with an lCof 29 A at 75.4 K over a 1-mlength. ORNL has developed a reel-to-reel,e-beam evaporation system to deposit epitaxialoxide buffer layers and Y-BaFz-Cu precursorson 0.5- to 2-m lengths of textured substrates.However, because IBAD and RABiTSTMinvolve vacuum processes, such as PLD ande-beam evaporation, scale-up is expensive anddifficult in the manufacture of kilometer lengthsof wire. Drawbacks include expensive laser andvacuum equipment, limited-size reactionchambers, and slow deposition rates.
The combustion chemical vapor deposition(CCVD) process is an inexpensive, open-atmosphere deposition process that is notlimited by the size of the deposition chamber
and could be easily scaled and multiplexed to
continuously fabricate buffer-layer/superconductor and even passivation-layercoating structures on kilometer lengths oftextured substrate moving on a reel-to-reelsystem. Figure 1.54 gives the schematicrepresentation for a CCVD system. In CCVD,

Technical Progress in Wire Development 1-37
-,
II—...;FIo$\
,, Mua
$.
0
i
i
PrecursorSokmon
—Flame
WpOrmr
~.. ‘
hhncFIhm
[
, .,..Y
,:<,, .
>,
Sub$tram
Fig. 1.54 Schematic representation of the system
to deposit CCVD coatings.
the film precursors are general Iy dissolved in asolvent that also acts as the combustible fuel.
This solution is atomized to form subrnicrondroplets, which are then convected to andcombusted in the flame. The heat from the flameprovides the energy required to evaporate the
droplets and to dissociate the precursors; the
latter then react and vapor deposit onto thesubstrate to form the coating. Substratetemperatures may be as low as 100”C, thusenabling depositions onto a wide variety ofmaterials, including plastics. Because CCVDprocessing occurs at ambient temperature andpressure, depositions within clean hoodsequipped with ultra-low penetrating air (ULPA)filters are possible, thus minimizing the airbornecontaminants that can be entrained in thedeposited film. This ability is required for thehigh quality necessary in electronic coatingssuch as high-.lC superconductors.
Experimental Aspects
Thin films of the buffer layers CeOz, YSZ,SrTiO~, LaAIO~, YzO~, and Ybz05 weredeposited using the CCVD technique.Appropriate amounts of low-cost precursors,such as acetylacetonates and 2-ethylhexanoates.were combined in organic solvents to yieldstoichiornetric films. These coatings weredeposited onto oxide single-crystal substrates of(100) MgO or ( 100) LaAIO~. The deposition
time was typically 10 min at gas temperatures
of 700–1 000 “C. Substrates wereultrasonically cleaned in toluene and rinsedwith isopropanol prior to use. Two rare earthsuperconductors, YBCO and YbBCO, wereprepared by dissolving low-cost inorganicprecursors, such as acetates or nitrates, indistilled water. Deposition of the super-conducting films occurred over 40–1 20 minat gas temperatures of 900–950 ‘C. Thesefilms were then annealed in oxygen for 1–5 hfollowing deposition, Silver doping wasadded into the YBCO precursor solution.Single-crystal LaAIOj and MgO were used assubstrates for the superconductor depositions
and were cleaned as described. The XRDpatterns and pole figures were collected using a
Siemens Hi-STAR area detector. A four-circlediffractometer was used to collect m scans,@ scans, and additional pole figures.Micrographs were taken using a Hitachi S-800
Field Emission SEM. The resistivity andtransport JCSwere measured at ORNL using a
standard four-probe technique. The values of theJCSwere calculated using a 1-pV/cm criterion.The Ag contacts were made by sputtering.
Results and Discussion
Buffer layers
The buffer layers CeOz, YSZ, SrTi03,LaAIOj, YZ05, and YbzO~ have been depositedepitaxially onto oxide single-c~stal substratesusing CCVD. CeOz was deposited onto aLaAIOj single-crystal substrate with a single-cube texture and good in- and out-of-planealignment (Table 1.1). YSZ was then depositedby CCVD on top of this CeOz layer. The
majority of the YSZ was deposited as one cubetexture, but there was a minor 45° rotation(<1 % intensity) present. YSZ also displayedgood in- and out-of-plane alignment as listed inTable 1.1. The coatings are very dense, smooth,and continuous as can be seen in an SEMmicrograph of CeOz on MgO (Fig. 1.55).

1-38 Technical Progress in Wire Development
Table 1.1. Phi and omega scan results ofepitaxial buffer layers
In-plane Out-of-plane(FWHM) (FWHM)
CeO, on LaAIO, 2.45° + 0.05 1.688” * 0.006
YSZ on CCVD Ce02 3.37° * 0.01 2.37’ * 0.01
on LaAIO:
(110) (~()())
SrTiO, on MgO ~.()~()” * ().()()4 1.67” + 0.01
Fig. 1.55. SEM micro-graph of CeOz on MgO.
SrTiO: was deposited by CCVD onto aMgO single-crystal substrate as previouslydescribed. A single cube-on-cube texture wasdisplayed with excellent in- and out-of-planealignment (Table 1.1). This coating is fairlysmooth and dense as well.
Recently, three more buffer layers werestudied using the CCVD technique. An epitaxiallayer of LaAIO; was deposited onto a layer ofepitaxial SrTi05 deposited onto a (100) MgOsingle-crystal by CCVD. A ( 1IO) pole figure isshown in Fig. 1.56. Buffer layers of YzO~ andYbzO~ were originally suggested by ORNL as ameans to simplify the buffer-layer architecture
and to provide greater compatibility, bothchemically and mechanically, with a wider
range of substrates including reduced magneticsubstrates. Both layers were depositedepitaxially onto a single-crystal LaAIO~substrate with YZ05 as the bottom and Ybz05 asthe top layer. Fig. 1.57 shows a (222) polefigure of the YbzO; top layer.
..”’--- —-= -----,./ ‘-. ,,/,”.,
,/
/’ “’”\/ \% \,;
‘.\ w‘“\
““%.,--------
i i,
i%
/,,’
/
/’,//
/’.-....
Fig. 1.56. (110)Pole figure ofLaA103 on CCVD SrTi03 on MgO.
Fig. 1.57. (222) Pole figure ofYb20~ on CCVD Y20~ on LAO.
Superconductors
Typically CCVD employs organic
precursors and solvents to deposit the desired

,..
Technical Progress in Wire Development 1-39
coating. Initial YBCO depositions onto single-crystal LaAIO~were made using a typicalCCVD solution; however, these depositionsresulted in BaCO~, CUO, and YBCO phases;
also, XRD characterization revealed that theYBCO coating had a random orientation.Furthermore, neither variation of thesubstrate/post-annealing temperature nor
adjustment of the solute concentrations had any
effect in eliminating the carbonate phase or
producingorientedYBCOcoatings.Hence,awater-based solution was used. This resulted ine] imination of BaC03 formation. With the
introduction of the non-carbon-containing
CCVD system, the production of epitaxialYBCO coatings on (100) LaAIO~with minortraces of CUO was made possible in the openatmosphere. Epitaxial YBCO coatings were also
deposited on a CCVD-coated SrTiO~ layer onMgO. Transition temperatures, Tc,measured onthese early samples were well below thattypically seen for YBCO. In general, the YBCO
coatings grown on MgO exhibited two in-plane
orientations while those grown on LaAIO~ or theCCVD-coated SrTiOj layer on MgO had asingle epitaxial orientation. In- and out-of-planealignment of the coatings was excellent, and thevalues are listed in Table 1.2. The YBCOcoatings are very dense and continuous butcontain too many hillocks (Fig. 1.58).
Table 1.2. Phi and omega scan results of
epitaxial superconductors
In-plane Out-of-plane
. (FWHM) (FWHM)
(103) (006)
YBCO(5 wt ‘%0Ag) 0.9° 0.5”on LaAIOj
(103) (005)
YbBCO on LaA103 1.36° ().5~”
Epitaxial coatings of YbBazCu~07-x(YbBCO) were deposited onto single-crystalLaAIO~ using the procedure described for
YBCO. These depositions were conductedinside a Class 100 clean room. Excellent in- andout-of-plane alignment was achieved as can beseen in Table 1.2. The films are very dense and
continuous as shown in Fig. 1.59 but once again
contain too many hillocks. A 0.3-pm-thickYbBCO coating was electrically characterizedand exhibited a TCZ””-86 K and
J_C-l50,000 A/cmz at zero field (77 K). The
resistance vs temperature plot is shown in
Fig.1.60.
Fig. 1.58. SEM micrographof epitaxial YBCO (5 wt Y.
Ag) on LaAIO~.
Fig. 1.59. SEM micrographof epitaxial YbBCO onLaAIO~.

1-40 Technical Progress in Wire Development
0ucc
Fig. 1.60. Resistance vs temperaturecurve for a 0.3-pm-thick YbBCO film onLaAIOa.
Conclusions
The buffer layers CeOz, YSZ, SrTiO;,LaA103, YZO;, and YbzO~ were deposited
epitaxially onto single-crystal substrates using
the CCVD technique. These films are smooth,dense. and continuous. Efforts will now focuson growing these buffer layers with a single in-plane orientation on textured Ni. The feasibilityof using the CCVD process to deposit epitaxialsuperconducting materials, such as YBCO andYbBCO. on single-crystal substrates was also
demonstrated. A YbBCO film exhibiting a TCzerOof-86 K and a JC-150,000 A/cmz at zero field(77K) was made. Experiments to increase thesevalues will be performed.
MELTING BEHAVIOR OF Bi-2212/AgCONDUCTORS
The processing ofBi-2212/Ag includes acritical partial melting step that involves
temperatures between 885 and 890“C. We have
used DTA measurements to study the effects of
lot-to-lot variation/Ag content and maximumprocessing temperatures on melting behavior.
Five lots of commercial Bi-2212 from two
vendors were studied. All of the powder had thesame nominal composition Bi-22 12-0.1 Ag, andmeasurements were made in flowing oxygen.Most of the samples were contained in MgOcrucibles and heated to 885–900”C at a rate of
5 OC/min.They were then held at the maximumtemperature for 7 min and cooled to 800”C at5°C/min. Increasing the holding time to 30 minand decreasing the cooling rate to 2 OC/min hadno effect on the results.
The melting endotherrns were diffuse andnot nearly as well defined as curves forcongruently melting materials. Average onsetvalues for four lots of powder from one vendorvaried from 865 to 867”C, and the value for thesecond vendor’s powder was 871 “C. Themaximum temperature had a large effect on thesubsequent solidification process. For maximum
temperatures below about 895 ‘C, there was nonucleation barrier to solid phase formation, andsamples from all five lots began to release heatas soon as cooling was initiated. Heating to-900°c introduced a nucleation barrier and
these samples supercooled to 858-864°C.Adding 20 wt Y. Ag eliminated the effect of
maximum processing temperature on thesolidification process. Samples heated totemperatures between 885 and 900”C allshowed some supercool ing and no evidence ofsol id formation at temperatures above the onsetof the melting reaction. This was also the casefor Ag-clad tapes fabricated from two lo~s ofpowder. For these tapes, the melting onset wasat about 861 “C and the solidification exothermbegan at 855 “C. The solidification exothermswere much better defined than the diffusemelting endotherm.
These studies show that Ag participates inthe melting process. Data for various lots ofpowder may have some value as an indicator ofbatch quality, but the actual melting behavior in
a silver sheath can be significantly different.
The data also suggest that the Ag sheathes areprobably attacked during the melting process

Technical Progress in Wire Development 141
and that the effect of the Ag content of thepowders should be investigated further.
THERMAL CONDUCTIVITY OFPARTIALLY SUBSTITUTEDYBazCu307_6
Several studies’z; have shown that thethermal conductivity, l., of YBazCu~07.6,Y123,does not undergo a sudden change at thesuperconducting transition temperature, Tc,andreaches a maximum at roughly T)2. The twoexplanations that have been proposed for thisbehavior are (a) enhancement of the phonon
conductivity as a result of the disappearance ofphonon scattering by the unpaired electrons and(b) electronic energy transport at temperatureswel I below Tc.At present the electronictransport mechanism that is based on d-wavesuperconductivity~-s appears to be moregenerally accepted.
In a recently published study9 of the thermalconductivity of YBazCuJOg (Y 124), we
suggested that both electrons and phonons make
significant contributions to the k of
superconducting Y 124 and Y] 23. For Y 123, itseemed that the relative roles of phonons andelectrons might be experimentally identified by
making L measurements on partially substituted
Y 123. This article reports k measurements onseveral Y 123 materials in which Sr replacessome of the Ba and Dy or Yb replaces some of
the Y. In particular the measurements onYO,~YbO,~BazCu;07.5 show that interesting low-
temperature effects can be produced by partial
substitution.
Sample Preparation and Properties
The polycrystalline Y 123 and partiallysubstituted Y 123 samples were prepared bymixing and grinding the oxides, firing in oxygenat 950”C, and regrinding to form a sinterablepowder that was then pressed into pellets andsintered at 950 “C. Phase purity, as determinedby XRD, was generally greater than 99Y0, andcarbon contents as low as 80 ppm were
obtained. Examination by SEM-ener=W-dispersive X-ray (EDAX) microanalysis showed
that, at least to the scale of 1 pm, the sampleswere solid solutions. Density and roomtemperature resistivity values for the samplesare shown in Tables 1.3 and 1.4.
Resistivity data obtained before and afler
the k measurements were obtained show that the
samples degraded in the vacuum environment.Resistivity-temperature data obtained after the
low-temperature L measurements are shown in
Fig. 1.61. These results showed zero resistanceT, values of 89 and 87.2 K for Y123 andY0,5Yb0,5B~Cuq07_6.Descriptions of the twothermal conductivity measurement devices thatwere employed have been presentedpreviously .g’lo
Table 1.3. Characteristics of cut-bar thermalconductivity samples
Room temperatureDensity resistivit#
Nominal composition (% theoretical) (10-’f2m)
Yo,~Ybo,~Bal.Jro,cCuq07_5 89.8 1077
Yo,~Ybo,~BalqSrobCu~OT_~ 90.1 1101
yo,2DYo,8Bal.4sro.6cu307-s 87.9 638
DYBal.QSro,.@@T-s 85.7 695
Yo.~Ybo,~B~CuJ37_6 97.5 883
“Corrected for porosity.

1-42 Technical Progress in Wire Development
Table 1.4. Characteristics of samples used for low temperature measurements
Room temperature Room-temperatureSample TC” electrical resistivity Density absolute seebeck cocfficientd
composition (K) (10-’ Qm) (% theoretical) pVK- ‘
Initialc Finalc
YB~Cuq07_i 88.8 871 3407 95.9 2.38
YO~Yb0,~Cu~07_& 87.2 1082 1792 96.0 -0.20
“ Measured resistively after the ?Ldata had been generated.bCorrected to theoretical density.cValues measured before and after the thermal conductivity data were taken.dMeasured after the 1 data had been generated.
mms *m. ol,wc7%,37m.
3200-0 YIM2CU307*
~ 2KJ0- ● YO~YbO~Ba#M307+c.0 2400-: Zm2m‘,$lE03ccii.2 Iaxl->“:303
4wt # i01 A ! I50 100 1s0 200 250 330
Temperature (K)
Fig. 1.61. Electrical resistivity data forY123 and YYb123. Four-probe dcmeasurements were obtained after the thermal
conductivity data had been obtained.
Experimental Results
Ambient temperature 2. data for fivepartially substituted Y 123 samples are shown inFig. 1.62. Data for three Y123 samplesl 1areincluded for comparison. Lower temperature
data for Y123 and Yo,~Ybo,~B~CuJOT_fiare
shown in Fig. 1.63. Data from the cut-barkapparatus are included in Fig. 1.63. The results
for two measurements on samples from
different batches of partially substituted Y123differ by 49o.
Temperature [K)
Fig. 1.62. Ambient temperature thermalconductivity data for five partiallysubstituted Y123 samples. [Source: D. W.Yarbrough, R. K. Williams, and D. R. Schockley,p. 554 in Thermal Conductivity 22, ed. T. W.Tong, Technomic, Lancaster, Pa. (1994)].
Discussion
The data presented in Fig. 1.62 show thatpartial substitution reduces both the magnitude
and temperature dependence of the k. Theresistivities of these samples varied from 638 to
1100 x 10-8 Qm, but the L data do not showmuch correlation with resistivity. This indicatesthat the phonon L component, 1P, dominates.Using the Sommerfeld Lorenz number, LO,tomake a correction for the electronic componentk., yields estimates of 1Pfor Y123 and thepartially substituted samples.
At 295 K, the average kPvalue for Y123 is2.73 Wm- ‘K-*(*3Yo)and the values for the

Technical Progress in Wire Development 1+3
@21 I
50 100 150 200 250 300 350Temperature(K)
Fig. 1.63. Thermal conductivity data forpolycrystalline Y123 and Yo.~Ybo.~Ba2Cu307.a.The lower temperature measurements weremade in a guarded longitudinal heat-flowapparatus [Source: R. K. Williams, J. O.Scarborough, J. M. Schmintz, and J. R.Thompson, F%ys. Rev. B 57, 10923 (1998)] anddata obtained in an ambient temperature cut-bar apparatus are included to demonstrateaccuracy and batch-to-batch variability.
partially substituted samples are 10 to 30%lower. Presumably this reduction is associatedwith phonon-point-defect scattering, but itshould be noted that the reduction does notcorrelate very well with composition. The
largest LPreduction was observed forDyBal.~Sro,6Cu~OT_a.
The lower temperature A data are shown in
Fig. 1.63. The L values for Y123 reach amaximum at 0.3 TCand the maximum hasusually been observed2’3at about 0.5 TC.Thelowered 1 maximum maybe associated withsample degradation as discussed previously.
The Yb for Y partial substitution reduces
the maximum A by -50%, and the maximumvalue occurs at -0.5 TC.One explanation for thisreduction is that point-defect scattering persiststo low temperatures, which requires a lowcharacteristic temperature. An analysis9 of the Adata for Y123 suggests that this maybe the case.The 1Pestimates shown in Fig. 1.64 also suggesta low characteristic temperature and strongpoint-defect scattering. These 1Pestimates wereobtained by correcting for electronic transport
‘:~100 150 200 250 300
Temperature(K)
Fig. 1.64. Estimated phonon thermalresistivity curves forY123 andYo.~Ybo.~Ba2Cu~07-&The Sommerfield Lorenznumber and the data shown in Fig. 1.61 wereused to correct for electronic transport.
by using the resistivity data shown in Fig. 1.61
with LO.For Y0,5Yb0,5B~Cu30T_3the result isthat & is reduced relative to Y1 23, and thetemperature dependence becomes weaker.Callaway’s mode112predicts this kind ofbehavior. Extrapolating this two-componentdescription of the normal state data down to-50K yields 1 values that agree with theexperimental data. The & estimates fall slowlyas the temperature is lowered, and they weregraphically extrapolated to -50 K. The LPextrapolations were based on Fig. 1.64.
At lower temperatures, the Adata for bothsamples vary as Tnwhere n -0.4. This has alsobeen reported by Cohn et al: and is similar tothe T dependence found for YB~CudO~. This
behavior may be the result of the presence ofunpaired charge carriers that can transportenergy and scatter phonons.9
The results that have been presented suggest
that the Y123 1 peak has a phonon component.Further tests require additional data on otherY-Yb composition, and also data for partiallysubstituted Y123 containing a lighter rare earth,such as Nd. Phonon-point-defect scattering

1-44 Technical Progress in Wire Development
theory predicts the composition and mass-difference dependence of the 1Pand, assumingthat & remains unaffected, would allow an
experimental separation of 2.Cand & Another
approach might be to change kc without
changing lP. Unsubstituted Nd 123 is not aline compound13 and Nd+3 ions on the Ba+2 sitesconstitute charge perturbations that shouldscatter unpaired electrons.
References
1. A. Jezowski, K. Rogacki, R. Horyn, and
J. Klamut, Physics C 153-155, 1347 (1988).2. S. J. Hagen, Z. Z. Wang, and N. P. Ong,
Phys. Rev. B 40,9389 (1989).3. J. L. Cohn, S. A. Wolf, T. A. Vanderah,
V. Selvamanickam, and K. Salama, Physics C192,435 (1992).
4. Y. Pogorelov, M. A. Arranz, R. Villar,
and S. Vieira, Phys. Rev. B 51, 15474(1995).
5. K. Krishana,J. M. Harris, and N. P. Ong,Phys. Rev. Lett. 75, 3529(1995).
6. T. Wolkhausen, Physics C 234,57(1994).
7. M. Houssa and M. Ausloos, Physics C257,321 (1996).
8. L. Tewordt and T. Wolkhausen, SolidState Commun. 70,839 (1989).
9. R. K. Williams, J. O. Scarborough, J. M.Schmitz, and J. R. Thompson,Phys. Rev. B 57, 10923 (1998).
10. R. K. Williams, R. K. Nanstad, R. S.
Graves and R. G. Berggren, J. Nuc1. Mater. 115,211 (1983).
11. D. W. Yarbrough, R. K. Williams, andD. R. Shockley, in Thermal Conductivity 22,ed. T. W. Tong (Technomic, Lancaster, Pa.),p. 554 (1994).
12. J. Callaway, Phys. Rev. 122,787 (1961).
13. T. B. Lirtdemer, E. D. Specht, P. M.Martin, and M. L. Flitcroft, Physics C 255,65(1995).
PLUME-INDUCED STRESS INPULSED-LASER DEPOSITEDCeOz FILMS
Understanding and controlling stresses inthin films is an important issue for anydeposition processes. Stress can lead to filmcracking and delamination, as well as tovariations in film properties. Stresses that resultfrom thermal expansion coefficient mismatch orlattice mismatch between the film and substrateare generally independent of the depositionprocess. However, specific defect structuresinherent to the deposition process can introduceadditional compressive or tensi Ie stresscomponents. Metal films, such as Cu, are oftencharacterized by tensile strain when depositedby evaporation. The origin of this tensile strainis generally believed to be an attractiveinteraction across voids within the film. Incontrast, the simultaneous bombardment with
energeticionicor neutralspeciesduringfilmdeposition can result in compressive stress for
many systems. For example, intrinsiccompressive stress has been observed in YZ03films deposited by reactive sputtering becauseof the bombardment of energetic Ar ions duringdeposition. The origin of compressive stress as aresult of energetic bombardment is associatedwith subsurface damage from the impingingenergetic species leading to interstitial defects.The kinetic energy necessary for the onset ofrecoil implantation of surface atoms into thefilm interior through bombardment is materialdependent, but is often observed for ionbombarding energies of a few eV or greater.
For many thin-film systems, the tailoring ofstress in the film becomes possible through thebombardment of the depositing film withenergetic species during film growth. In pulsed-
Iaserdeposition (PLD),the kinetic energies ofions and neutral species in the ablation plumecan range from a few tenths to as high as severalhundred eV. These energies should be sufficientto modi~ the stress state of films through defectformation as has been documented for ion-beam–assisted approaches. Unfortunately, few

Technical Progress in Wire Development 1-45
studies have addressed this issue for PLD. Onestudy on the homoepitaxial growth of SrTi03
using PLD showed the presence of compressive
stress in the films as indicated by latticedistortion. Further work is needed to betterunderstand the role of ablation energies indetermining film stress, in particular to delineatethe effects of plume kinetic energies from otherpossible sources of lattice distortion, including
deviations in oxygen content in the films.We have examined the intrinsic stress
induced by energetic species in the laser
ablation plume for CeOz films deposited usingPLD. Cerium oxide is an interesting oxidebuffer layer because of a favorable lattice matchwith si Iicon and the HTS materials and is animportant material for optical coatings becauseof its relatively high refractive index. Inaddition, CeOz is an attractive binary oxidemodel system, because it has been the subject of
previous studies on ion bombardment effects
during film growth. In this study, we haveattempted to delineate the specific effects ofplume energetic in determining thecompressive stress by manipulation of the ion
and neutral kinetic energies using inert Ar as thebackground gas. Previous work indicates thatthe ablation of CeOz results in a significant fluxof ejected Ce+ ions with kinetic energies rangingfrom 10 to 50 eV for laser energy densities on
the order of 1.7 to 6.7 J/cmz in a backgroundpressure of 10-b Torr or less. At higherbackground pressures, gas-phase collisionsbetween the ablated species and background gasmolecules reduce the kinetic energies, allowingone to tune the energy distribution. The specificenergies depend on the ablation process at thetarget and the collision cross-section of theablated species with the background gases. Theoxidation kinetics are kept relatively unchangedby maintaining a fixed oxygen partial pressurefor different Ar background pressures.
A KrF (248 nm) excimer laser was used asthe laser ablation source. The laser enerb~density was maintained at -3 J/cmz with arepetition rate of 5 Hz. Deposition wasperformed at 100 and 700*C in order to
delineate the effects of thermal expansion
mismatchand in situ annealingat the depositiontemperature. The substrates used were (100)YSZ and thin (1 11) Si. The (1 11) Si substrates
were useful for determining stress by measuringthe degree of bowing induced in the substrate asa result of the stress in the (11 1) texturedpolycrystalline CeOz films. The films on the(100) YSZ were generally epitaxial for both the100 and 700°C deposition temperatures. These
films were used to measure the stress-inducedlattice parameter distortion. The thermalexpansion coefficient of YSZ is nearly identicalto that for CeOz. Base pressure for the vacuum
system was -5 x 10-6 Torr. The totalbackground pressure was varied from 5 x 10-6 to2 x 10-s Torr using argon and oxygen as the
background gases. For total pressure greaterthan or equal to 4 x 10-J Torr, the oxygen partialpressure was maintained near 4 x 10-J Torr.
For CeOz films deposited at 100”C using
PLD, we observe significant compressive stress
for films deposited at lower total backgroundpressures as a result of energetic ions andneutral species in the ablation plume.Figure 1.65 shows a surface profile scan of a
660-nm-thick CeOz film deposited at 5-mTorrbackground pressure and 4 x 10-J Torr oxygenpartial pressure on 11O-pm-thick Si showingsignificant bowing as a result of the compressivestress in the film. On the basis of the mechanicalproperties of the Si substrate, one can calculatethe stress in the film evident in the substratebowing using the expression:
U, = E,d~[6(l - vJtR]”l ,
where v, is Poisson-s ratio of the substrate, E, is
the Young’s modulus of the substrate, t is the
film thickness, d is the substrate thickness, andR is the radius of curvature for the Si substrate.Using this, a compressive stress of 2 GPa iscalculated for this sample.
The presence of compressive strain was alsomanifested by a tetragonal distortion of theCeOz crystal lattice for epitaxial films on (1 00)YSZ. Figure 1.66(a) shows the c-axis latticeparameter of epitaxial CeOz films deposited on

1-46 Technical Progress in Wire Development
:/\
z 300c growth temp. = IOO”C
N-,00 [ / w2)=o.4mTom
j:
)
:/
P(Ar) = 4.5 mTorr‘i
film thickness = 660 nm
100 -j ‘\ ::} substrate thickness = 110 pm
J \{radius of curvature = 278 mm
o.0 200 400 600 800 1000
scan distance (pm)
Fig. 1.65. Surface profile scan ofCe02 film deposited on thinSi(111).
5.6
5.55
5.5
(a) o
El
~ lGO”C■ 700”C
P(02) -0.4 mTorl
,.:&k+&d0.1 10 100
P,Ota,(;Torr)
F
~ 800
: 600m
= 400
200
(001) ceo2 .epitaxy
mixed “paticle”
orientation coating
o0.01 0.1 100 1000
P ~~!AL(m;~rr)
Fig. 1.66. Plot of (a) out-of-plane latticeparameter and (b) XRD 1(200)/i(l 11) intensityratio as a function of total backgroundpressure for Ce02 films deposited usingPLD.
(100) YSZ substrates for various backgroundpressures ranging from 10-5 to 200 mTorr. Theoxygen partial pressure is maintained at4 x 1o-~ Torr for al 1cases except for the 10WeSt
pressure in which no background gas wasintentionally introduced. The large latticedistortion is a manifestation of both the stressesin the film as well as defects in the film, such asoxygen vacancies, that expand the CeOz unitcel 1volume independent of stress. In order todelineate these effects, we must determine the“unstrained’” lattice spacing that the fi Im wouldassume given a release of the stress. Frommeasurements of both the in-plane and out-of-plane lattice spacing of the film, the nominallycubic lattice parameter of the film in the absenceof stress can be determined by the equation:
a,, = [(1 - ~)al + 2v,a][I - v,]-’ ,
where v, is the Poisson’s ratio of CeOz, al is theout-of-plane lattice parameter, and a,, is the in-plane lattice parameter of the fi Im. From this,one can determine the film stress, o., using:
u, = [Ej (a -a,)][(l - q)a,~”,
where Ef is the Young’s modulus, a,, is the filmin-plane lattice parameter, and a,, k theb-unstrained” lattice parameter of the CeOz film.Table 1.5 shows the compressive stress as afunction of total background pressure for severalfilms. For films deposited at constant oxygenpressure, the compressive stress decreases as thebackground gas pressure is increased, reflectinga reduction in the kinetic energy of ablatedspecies through collisions. The relatively lowstress in films deposited in vacuum probablyreflects the poor crystallinity as a result of
oxygen deficiency. Also shown in the table isthe “unstrained” lattice spacing, aO,as a functionof total background pressure. For fi Ims
deposited at 5 mTorr or less, the unstrained
lattice parameter is significantly expandedrelative to the bulk CeOz value. This suggeststhat the energetic Ce- ions preferential Iy sputteroxygen atoms, leaving an oxygen-depleted CeOzlattice. This is consistent with Monte Carlo

Technical Progress in Wire Development 147
Table 1.5. Lattice spacing and strain for various CeOz films
Temp. P(OJ P(total) al) OXRD OBO\VING
(“C) (mTorr) (mTom) i) (A) (1) (GPa) (GPa)
100 0 0.05 =5,5 5.5 5.5 - 0.8100 0.4 0.4 5.477 5.403 5.443 1.7 -100 0.4 0.4 5.487 5.40 5.45 ~.() 2.9
100 0.4 5 5.482 5.41 5.454 1.5 2.0100 0.4 50 5.4 - - - -700 0.4 0.4 5.417 5.41 5.414 0.17 -
simulations by others that show a lower energythreshold for the removal of oxygen from theCeOz surface compared with Ce. A volume
expansion is typical for oxygen deficiency inbulk CeOz_,. The largest unstrained latticeexpansion is observed for the film deposited invacuum. A preliminary measurement of thekinetic energy distribution for the ablationplume in vacuum was performed using an ionprobe. Energies of several hundred eV were
observed. These energies are relatively high forlaser ablation plumes and account for thesignificant lattice distortions in the films.
For films deposited at 700”C, the stress andvolume expansion in the films were significantlyless than that observed at 100 ‘C, although itwas not zero. The reduction in stress and lattice
distortion is presumably the result of the in situ
annealing of plume-induced defects. Theobservation of some stress and lattice distortionreiterates the general need to consider plume-induced stress, even in high-temperature filmgrowth using PLD.
In addition to the stress, it is instructive toalso consider the crystal linity of the films asmonitored by XRD peak intensity.Figure 1.66(b) shows the (200)/(1 11) peak
intensity ratio for the epitaxial CeOz films on(100) YSZ. Superior epitaxial crystallinity isachieved for the intermediate pressure range0.5 to 5 mTorr. At the higher pressures, thedegree of epitaxy diminishes drastically. In fact,the films deposited in 50 and 200 mTorr at100”C resemble a particulate film with noadhesion to the substrate. It is unclear whetherthese particles nucleate in the gas or on thesubstrate surface. Figure 1.67 shows a cross-
,@~~*
ceo~-2&9mT0r,wH1
---------—
3omn:NIO ~ .—
- .-,.-.,- - ‘,
Ni
Fig. 1.67. Cross-section transmissionelectron microscope image of Ce02 filmdeposited on (100) Ni showing the presenceof nanoparticles.
section transmission electron microscopy imageof a CeOz film grown epitaxially on a (001) Nisurface at a deposition temperature of710 “C.The initial 30 nm was nucleated in the presence
of 200 mTorr Ar/2°/0 Hz mixture. This wasfollowed by deposition in vacuum (10-s Torrbase pressure) and 4 x 10-J Torr oxygenbackground. A transition in film microstructureis observed for the different background
pressures. The film deposited at 200 mTorrAr/2% Hz exhibits a uniaxial structure whereasthe microstructure of the film grown at 10-5 Torrvacuum is reminiscent of a columnar structure.
These changes in microstructure are similar tothat observed for films deposited in the presenceof an energetic ion beam. Note also that theinitial layer deposited at high background
pressure is decorated with nanocrystals. Thesize of these nanoparticles ranges from 5 to10 nm in diameter. The layers deposited at
lower pressures have no nanoparticles. This isconsistent with the particulate-like coatings forthe CeOz films deposited at 100”C in high

1-48 Technical Progress in Wire Development
background pressure and reiterates the fact thatthe formation of nanoparticles by laser ablationmust be considered in film growth atbackground pressures greater than 50 mTorr.This will be particularly true for binary oxidefilms where the formation of stable nanoparticle
phases involves only two atomic constituents.In conclusion, we have shown that energetic
ions and/or neutral species in a laser ablation
plume can induce significant compressive stress
in deposited fi Ims. To some extent, thebackground pressure during, ablation can beused to manipulate the ion energies and controlthe resulting compressive stresses. However, asufficient increase in the background pressuresmay lead to the formation of nanoparticles in thedeposited films.

Technical Progressin Applications Development
HIGH-TEMPERATURESUPERCONDUCTING CABLE
This project report covers only the
nonproprietary Oak Ridge National Laboratory(ORNL) contributions to the High TemperatureSuperconducting (HTS) Cable Project withSouthwire Company for FY 1998. During thefiscal year, the project made a major transitionwith the award to Southwire of aSuperconductivity Partnership Initiativeagreement that was formally signed on June 29,1998. For this multiyear joint developmentproject, Southwire will construct a 30.5-m-long,three-phase HTS cable complete with electricaland thermal insulation, outer enclosures, andcable terminations to demonstrate the feasibilityof this promising electric utility application. Thecable will be installed between two overheadutility towers and wi11supply 1.25 kA of currentat 12.5 kV to the utility and building wiremanufacturing plants located at SouthwireCompany Headquarters in Carrollton, Georgia.The cable will be tested during FY 2000 underreal-use situations and will demonstrateSouthwire’s expertise in HTS cables andconfidence that this technoloa~ can be suppliedto the electric utility industry. To reach thisgoal, a 5-m-long single-phase HTS cable withall accessories rated at 12.5 kV and 1.25 kA hasbeen designed and was tested at ORNL duringFY 1998 in a laboratory environment as aproof-of-design concept.
This annual progress report covers:
5-m cable manufacture,ac losses of prototype HTS transmissioncables,
testing of the dependence of the number of
layerson the performanceof an HTS cableprototype,HTS cable test facility design and initialresults,electrical dielectric testing,
● superconducting transformer project, and● insulation studies at ORNL in support of
superconducting power applications.
5-m Cable Manufacture
A 5-m HTS cable was machine wrapped inSouthwire’s new HTS cable manufacturingfacility. The cable uses coaxial conductorswrapped from bismuth-strontium-calcium-copper oxide (BSCCO-2223) superconductingtapes provided by Interrnagnetics GeneralCorporation (IGC). A cryogenic dielectric isused as the inner and outer HTS coaxialconductors, which are insulated with an
electrical dielectric that is impregnated in liquid
nitrogen. The electrical dielectric is made fromtapes that were also machine wrapped on thecable. The cable is flexible because both the
superconducting tapes and electrical dielectrictapes are wrapped with butt gaps on a flexiblecable former. The cable former also serves aspart of the liquid nitrogen flow path providingcable cooling. A dedicated 6,000-square-footcable manufacturing facility was built to wrapthis 5-m single-phase cable and the three-phase30.5-m cable to be wrapped next year. The areahas been allocated in one of the Southwiremanufacturing plants, and cables are wrapped ina clean room environment. A wrapping machinewas obtained in October 1996 and refurbishedfor the project. Based upon the successfulwrapping of the 5-m cable, new motor driveshave been installed to further improve theprecision of the wrapping lay angle and buttgap.
AC Losses of Prototype HTS
Transmission Cables
Over the past three years, Southwire andORNL have jointly designed, built, and testednine, 1-m long, prototype HTS transmission

2-2 Technical Progress in Applications Development
cables. Complete test results of cables #1, #2,and #5 were reported earlier. “z Cable #7 wasused to study the dependence of the number oflayers on the performance of the cable bystripping the outermost layer after each testsequence. The results of that test are reported inthe next article on p. 2-7. A theory of calculatinghysteresis loss of cables made ofmultilayerhelically wound HTS tapes has been developedby Dresner.3 This theory differs from others inthat it accounts for the broad resistive transitionof the HTS tapes and thus can calculate the acloss both below and above the critical current(1,) of a cable. The latter is interesting because
the HTS cables can be operated stably above
their critical currents because of the broadresistive transition. This paper summarizes theac loss measurements of five of the prototypesand compares the losses with each other and
with Dresner-s theory.
Differences in the Cables
Table 2.1 lists the parameters of the
prototype cables. All cables were wound ofBi-2223/Ag HTS tapes made by IGC about3.5-mm wide by 0.2-mm thick. The tapes werehelically wound on a stainless steel former withlay angles of about 150 or 30° as shown inTable 2.1. The lay angles were about the samefor the different layers of each cable. Mostcables were wound with an alternating patternof lefl and right senses, except cable #9, whichwas wound with left-lefl and right-right senses.
Kapton insulating tapes were used betweenneighboring layers of the cables, except in
cables #8 and #9 where the insulating tapes
were used only between layer #2 and layer #3.
Cable #3 had 10 layers of tapes, and the resthad 4 layers. Cable #3 was wound on a2.54-cm-diameter former, and the rest werewound on 38. I-cm-diameter formers. Cable #5i
designates the remaining 2-layer cable after theouter two layers were stripped off the originalcable #5.
Measuring Techniques for ac Loss
Two different techniques were used inmeasuring the ac loss of the cables. Theprototype cables were cooled in a liquidnitrogen bath at 77 K. They were powered by acurrent transformer. Line frequency 60-Hz accurrents of up to 2 kA rms were used to chargethe cables.
Calorimetric Measurement
Initially, all ac losses of the cables were
measured with a calorimetric technique.~ In this
approach.the cable was thermally insulatedfrom the bath with a Micarta or G-1 Otube filledwith wax. A radial temperature gradient wasdeveloped by the at-loss–induced temperaturerise of the conductor. The temperature rise, AT,
on the surface of the cable relative to the liquidnitrogen bath was measured by thermocouples.The calibration of temperature rise versus lossrate was done with dc currents through the cableitself at values higher than the lCof the cable.1The product of the voltage drop and the currentgave the power for the measured temperaturerise. This technique is straightforward but time-consuming. At the low-loss range, it is alsolimited by the sensitivity of the thermocouplesused (about 10 mK in our setup). Depending onhow well the cable was insulated, each testresulted in a different AT-VS-1OSSrate curve anda maximum AT before which the cable wouldoverheat. Overall, ac loss rates on the order of0.01 W/m to 10 W/m were measured.
Electrical Measurement
More recently, an electrical technique wasalso used to measure the ac loss of most of theprototype cables. The voltage across the cableand the phase-angle between the voltage and thecurrent signals were measured by a digitallock-in amplifier. The product of the current and
the voltage component in phase with the currentgave the ac loss ( P = I*V Cos 0). Thismeasurement can be done much more quickly,

Technical Progress in Applications Development 2-3
Table 2.1. Prototype cable parameters
Cablenumber #3 #4 #5i #8 #9
No. of layers 10 4 ~ 4 4
No. of tapes 200” 112 48 104 100
Cable ID (mm) 25.7 38.4 38.2 38.4 38.2
Cable OD (mm) 35.1 41.7 40.4 41.4 40.1
Lay angle (0) 15 15 30 28 28
Lay pattern +-+-+-+-+- +-+- +- +-+- +-E--
Cable lC*(A) 1630 975 “ 895 1605 1267
1050 600 864 1465 1128
n-value 3.5 1.5 5 3.5 7
*The two sets of ICS(critical currents) were the results measured at two test sequences.
and the range of measurement can be very wide.However, when the loss voltage is small
compared with the inductive voltage of thecable, the phase angle is near900. A slight errorin the phase-angle measurement can lead to abig error (because of the cosine) in the lossresult. Thus, it is important to correct any phase
error that may be introduced from the reference
signal relative to the true current phase. Thelocation of the voltage tap and how the leadwires are routed can also give false results. Forexample, in one test setup, routing the voltagelead through the interior of the cable formerresulted in a peaking out of the ac loss andlower loss at higher currents, a result that didnot make sense.
The electrical measurements of the ac losseswere performed months after all the cables weremeasured calorimetrically. The G-10 tube andthe wax were removed from the cable for theelectrical measurement. Different voltage taplocations were used in the two measurements.Different dc critical currents, lC, were measured.Both sets of 1, are listed in Table 2.1.
The lower 1, values from the latermeasurements could be the result of damage in
removing the tube and wax, thermal
degradation, or different voltage tap locations.
The more than 30’%decrease for cables+0 and#4 can be explained. The current leadconnections for Cable #3 were made byclamping on the solder joints themselves,whereas they were on Cu-plugs for the rest of
the cables. Thus, more damage in the lead
sections was conceivable for cable #3. For cable#4, tape damages were visible on the cable. Thiswas also reflected in the particularly low n-value
of this cable. On the other hand. the resistivetransition n-values were not changed much inthe two measurements for most of the cables.Hence, average n-values are listed in Table 2.1.
Summary of Dresner’s Loss Theory ofHTS Cables
Hysteresis Losses in Power LawCryoconductors
The HTS tapes have a broad resistivetransition (i.e., their resistivities increase
gradually from unmeasurable small values at
low currents to high values at high currents).

2-4 Technical Progress in Applications Development
Therefore. the critical-state theory (whichassumes a sharp transition at critical current) ofhysteresis loss developed for low-temperaturesuperconductors needs to be modified. Themeasured curves of resistivity, p of HTS vscurrent density. ,J, can be reasonably well fittedby a power law: p = K - J,. Using this powerlaw. DresneP calculated hysteresis losses in slabsuperconductors. [The slab assumption wasbased on the fact that HTS tapes generally havelarge aspect ratios (-20).] By a combination ofdimensional and numerical technique, Dresnerderived formulas for the time- and space-averaged hysteresis power density, Q (W/mF),for losses driven by either a sinusoidal transportcurrent or an external field. For a peak transportcurrent density of JP, Dresner found:
(1)
where ~= Jp/J=,K= (3n + 4)/(n + 2), b k thetape thickness, II is the frequency, PO is themagnetic permittivity of free space(4n x 10-7 Henry/m), Ec is the criteria for thecritical current. Ec can be 1 pV/cm or any otherreasonable value as long as the correspondingcritical current density, Jc, is used. Twoasymptotic curves were found in that study.
In the limit of incomplete penetration, ~ <
G(Il,~) = 1/6 f 0.17 . )1 ‘0”42- . (2]
Note that in this limit, Q is proportional to JP to
the (3n+4)/(n+2)-power. In the case of verylarge n-value, this power equals the critical-state
model value of 3. Even for the lowest n-value( 1.5) of our cables, this power is calculated to be2.4—not too much smaller.
In the limit of extreme full penetration,p>>l
G(n,p) = D(J1) . @“ - ‘)‘n - ‘)(3)
. (EC.@,u,)JCb~])(n - 1)‘n - 2) ,
where D(n) + E-”-’ F[(n+ 3)/2] I I_[(n + 4)/2],and 17is the gamma function. In this limit, Q isproportional to Jp to the (n+2)-power. This isunderstandable from the Jzp resistive powerloss where p k proportional to J”.
Current Distribution in MultilayerHelical Cables
Most HTS transmission cables consist ofseveral layers of tapes wound helical Iy on a
hollow cylindrical former. Because the layers
are in paralIel, the question arises as to how thecurrent distributes within and among them.Dresner considered the case where there are aneven number of layers with adjacent layershaving the same number of tapes, the samewinding angle, but opposite sense of winding.
In the limiting case of incompletepenetration in a two-layer cable, the cablecurrent is distributed in thin sheaths near the
surfaces of each layer. In the outer layer, acurrent of 1.cos2Cl is flowing in an outer sheathand of 1.(sin2@ – cos2@) / 2 is flowing in aninner sheath (0 is the lay angle). In the innerlayer, there is a current of 1/2 flowing in theouter sheath and no current is flowing in theinner sheath. An important consequence of thisresult is that under the above assumptions thereis no magnetic field at all within the inner layeror in the bore of the former. Thus, in the limit ofincomplete penetration (of the outer two layers),
only the outer two layers carry current, evenwhen there are more than two layers. Tocompare the helical cable with the case whereall the tapes are isolated from one another andshare the current equally, one needs to multiplythe above current distribution factor to the 10SSfor the cable. In terms of hysteresis power lossper unit length of a cable, PC~~lcwas found in thelimit of incomplete penetration to be

Technical Progress in Applications Development 2-5
P- ~~Db . +t’-][cOS2’@cuhle —
(4)+(/sin20 -cos2Q/Z?)” +2 ‘K] “ Q ,
where D is the diameter of the cable.
In the limiting case of full penetration, thecurrent is equal Iy shared among the tapes so thatthere is no difference from the situation inwhich all the tapes of the cable are isolated fromone another. In this 1imit, the power loss per unitlength was found to be
Pc(ibk =LzDb, Q , (5)
where L is the number of layers. Note also that
when converting the rms or peak current density
to cable current, one needs to use the surfacearea of the tapes of the outer two layers (2Nab)in the limit of incomplete penetration, and thetotal surface area of the cable (LNab) in thelimit of full penetration, where N is the numberof tapes per layer and a is the width of a tape.
Comparison of Different MeasurementResults
The calorimetrically and electricallymeasured ac losses of cable #3 as a function ofrms currents are shown in Fig. 2.1 together with
~oo, . . . . . . . . . . . . . . . . . . . . . ---- . . . . . . .-
,00 ,000,.,‘.. .
Fig. 2.1. AC loss of cable #3
measured by two different
Dresner’s theoretical calculations. It is seen thatthe two sets of data agree with each otherreasonably well over the range where the dataoverlap. As was noted earlier, the electricalmeasuring technique was more sensitive anddata were extended to a far lower loss range.The agreement of the data with Dresner’sincomplete penetration asymptote is surprisinglygood. Note that Dresner’s theory predicted that(for the situation considered) only the outer twolayers carry currents in this limit. The data fullyconfirmed this prediction. Note that the twoincomplete penetration asymptotes based on thetwo different measured lCswere drawn tocurrents where lP equaled about 90% of the lCofthe outer two layers. It is interesting to note thatthe data seemed to follow the same trend beyondthese currents.
Figure 2.2 shows similar comparison curvesfor cable #9. This cable was built to simulate a2-layer winding of a 4-layer cable. Namely, thelayers were wound with a left-left-right-rightpattern. The theoretical curves in Fig. 2.2 werecalculated based on a 2-layer cable withdouble-tape thickness, 2b. The agreementbetween the two sets of data is even better. Theyalso agree with the theoretical curves quite well.The two-layer simulation seemed to work. Thedata also showed an increase in slope of the losscurve toward the complete penetrationasymptotes.
001
0001100 1000
,,-, ,A ,
Fig. 2.2. AC loss of cable #9
measured by two different
techniques.techniques.

2-6 Technical Progress in Applications Development
Comparison of ac Losses ofDifferent Cables
40’ . , i
Figure 23 ~umlnariz~~ the ~c ]o~~ d~t~ of
the five cables listed in Table 2.1 as a functionof the rms currents. It is seen that cables #3 and#4 had higher losses than the other three cablesat all currents. This might be the result mostly ofthe damage of these two cables as discussedearlier in the section on current distribution. Thedata of cables #5i and #9 seem to follow parallelcurves. The ac loss rates of 1–3 W/m weremeasured at I kA rms.
!0 .— .~
A d.
., 1
. : .), ./ *1:0:!;’
:/
I\,-U* 1.=,.:.,‘ ●
~ =,. :
/
i< . . ... & .0>:- j
-. *-“$
.
+4 @+%%”’ I
001 ~ $ #. f~L #H.
.*. +* u 1
..* .=“M
0 L30t — -+—— _—-d
100 1000
1,-, (A)
Fig. 2.3. AC loss data of the five differentcables. For clarity, electrical data are shown forall cables, and calorimetric data are shown fortwo cables only.
Equations 1 and 2 show that the dependenceof PC,,~,c.on ll/lC takes the form:
Pc,,hk,Krc: - (l/’Ic)~ , (6)
in the incomplete penetration limit, where a =(217+3)/(11+2). Because these prototype cableshad different ICs, in Fig. 2.4 we plot thenormal ized ac 10SS,PCOJICversus Ip/Icfor the
cables. Note that a ranged from 1.71 to 1.89 for
the present cables—not too far from the critical
state model value of 2. The proportionalconstant of Eq. 6 depends mainly on thegeometric factor of the cable. For clarity, onlythe theoretical curves for cables #3 and #9 wereincluded in the figure for comparison.
—.n.
10’
10”
10.
10”
%-
/-,* ●mmn ;:
------ %4 -.,. $r,
—-.-.- ..-.,=.,,
10” . —<
01 1
1 II.(
Fig. 2.4 Normalized ac losses vs 1$ JCofthe five different cables. For clarity, only thetheoretical curves of cables #3 and #9 are
shown.
Cable #4 had the highest normalized ac loss.This may mostly be the result of its particularlylow n-value. The two 2-layer cables #5i and #9
had the lowest losses. In Fig. 2.3, cable #8showed a lower ac loss than cable #5 i. But whenits higher lCwas discounted, it showed a highernormalized loss in Fig. 2.4. Thus, two layerswould result in lower ac loss than four layers.The lower normalized ac loss of cable #9 thancable #5 i probably came from the tighterwinding (as is evidenced from Table 2.1 on the
smaller build in cable diameter) of this cable.
Conclusions
The ac losses of prototype HTStransmission cables were measured with both acalorimetric and an electrical technique. Theresults of these two measurements comparedquite well despite the time lapse and handling ofthe cables between the two measurements.
Comparison of the loss data with the
calculations of Dresner’s theory also fared
surprisingly well. Dresner’s prediction that
current flows only in the outer two layers at lowcurrents bears out well. Thus, a cable with just afew layers is desirable. Cables with more layerswill not reduce the ac loss at low currents but

_. .. ..>..-,. - ..--.. . .. . . .. ..- —.—-——..-
Technical Progress in Applications Development 2-7
wi1I carry more current. Tight winding of theHTS tapes will also reduce ac loss of the cable.
Table 2.2. Southwire Company HTS cable #7construction details
ReferencesLayer Number of tapes Lay angle Insulated
in the layer (degrees)
1. J. W. Lue et al., “Test of two prototypehigh-temperature superconducting transmissioncables,” IEEE Trans.Applied Superconductivity7 (2): 303-05 (1997).
2. J. A. Demko et al., “Test results fordifferent high temperature superconductingtransmission cable prototypes,” Advances inCryogenic Engineering 43, in press.
3. L. Dresner, “AC losses in transmissionline cables,” paper MM2 presented atInternational Cryogenic Materials Conference(1CMC98), University of Twente, Enschede,Netherlands, May 10–13, 1998, proceedings tobe published in Physics C.
4. C. Schmidt, “Calorimetric ac lossmeasurement in the microwatt range: A newsimplified measuring technique,” Cryogenics34: 3(1 994).
5. L. Dresner, “Hysteresis losses inpower-law cryoconductors, 11,”AppliedSuperconductivity 4 (7/8): 337-341 (1996).
Testing of the Dependence of theNumber of Layers on the Performance ofan HTS Transmission Cable Prototype
Testing of Southwire’s HTS prototypetransmission cable #7 was conducted todetermine the dc voltage-current (V-I)characteristics and ac loss with differentnumbers of layers of HTS tapes. The 1-m-longprototype transmission cable was originallyfabricated with four layers of HTS tape. Thelayer descriptions are provided in Table 2.2.There was insulation between the first layer andthe former, and between the second and thirdlayers as indicated by the last column of thetable. The four layers of HTS tape weresoldered to a copper end plug to which thepower supply cables were connected.
I 15 +29.8 Yes
~ 26 -27.7 No
3 28 +28.2 Yes
4 29 -~9.~ No
Measurements were made of the dc V-Icharacteristics and ac loss of the cable as
received and after sequential Iy stripping the
outermost layer so that a series of measurementsfor four-, three-, two-, and one-layer cableconfigurations were completed. The differencesin the cable performance are compared.
DC Measurements
A set of dc measurements that consist of theV-I curves and the necessa~ calibration data forcalorimetric measurements of the ac loss wereperformed on each cable configuration using a
3000-A dc power supply. The calibration data
consisted of measuring the temperature rise fordc currents greater than the critical current (l=).The cable current was measured using a shunt inseries with the cable. The cable 1=was definedusing the criterion EC= 1 mV/cm. The dc V-Icharacteristics are shown in Fig. 2.5 for cable #7with different numbers of layers. As expected,there is a shift to higher voltages at lowercurrents simply because there is lesssuperconductor in the cable. The lCalso
decreases as each layer is removed.For the one-layer cable, data are plotted for
two thermal cycles in order to determinewhether there was any thermal degradation ofthe HTS during the set of experiments. Athermal cycle consisted of a cooldown of thecable from room temperature to a steady-statetemperature of liquid nitrogen at atmosphericpressure. The first cycle is actually the fourththermal cycle undergone by the cable. It is not

2-8 Technical Progress in Applications Development
(1 50(1 I(MIO I 5{)() ?(I1K1
Cable Current[Al
Fig. 2.5. Southwire Company HTS cable#7 V-1 curves for the four-, three-, two-, andone-layer cables.
tmown whether there was any degradation in theperformance of these tapes from the first threecycles. It is evident that no degradation as aresult of thermal cycling is indicated duringthese last four cycles.
As shown in the V-I curves in Fig. 2.5, the
cable in all four configurations exhibited the
classical power law behavior. hi this paper, theresistivity power-law exponent n, or n-value, is
defined for I>lC by the expressions explained inDresner. ‘z These are
v = C,I”” ’ , (7)
(8)
The ICfor each cable configuration and thecable n-values are summarized in Table 2.3.From the table it can be seen that there is asignificant drop in the ]Cof the cable as the outerlayers are removed. In addition, the n-valuedrops by 34V0 from the four-layer cable to thethree-layer cable. Since the n-value is muchlower, the resistive transition is much broader.The n-value for the two-layer cable is slightlyhigher than that for the three-layer cable but is
still lower than that for the four-layer cable. Theconfigurations with the odd number of layershad the lowest n-values because they shouldhave the least cancellation of the axial magneticfields produced by the current flowing in thelayers.
Table 2.3. Southwire Company HTScable #7 dc characteristics for
different numbers of layers in thecable
Layers in [Jtape
cable ($ (A/tape) n
4 1540 14.3 8.3
3 881 1].2 5.5
~ 539 10.6 6.5
I ~14 8.6 4.2
The lCper tape consistently decreases withdecreasing number of layers in the cable from 4to 1. There are several factors that have beenshown to contribute to the degradation of l,, in atransmission cable. These are thermal cycling,;mechanical strain from bending around slightly
smal Ier diameters,;.~ and magnetic field effectsfrom the neighboring layers.s In addition,damage to the HTS tapes may have occurredduring the removal of the G-10 tube, wax, and
outer layer of tapes from the sample betweeneach set of measurements.
AC Loss Theories
Two theoretical approaches to determiningthe ac loss of a power transmission cable areapplied in this work. The monoblock modelG isvalid for IP<lC.The monoblock model wasformulated assuming that the superconductingtapes that comprise a cable behave like asuperconducting monoblock tube. According tothe monoblock theory, the ac loss can becalculated using:

.. . .
Technical Progress in Applications Development 2-9
where
D2- D;h=
D2 ‘
and
F=+.c
(lo)
(11)
Also~is the frequency of the applied ac current,/0 is the magnetic permittivity of free space, ]Pis the peak current in a cycle, D is the outerdiameter of the superconductor, Do is the innerdiameter of the superconductor. The monoblockmodel is based on the critical state model, whichcorresponds to n equal to infinity.
The second theory applied in this work is byDresner.l”z The Dresner theory provides for thecalculation of the ac loss for IP<IC(incompletepenetration regime) and also where &lC(extreme full penetration regime). The Dresnertheory applies for finite n-values such asobserved in empirical V-1 curves. In addition,the Dresner theory makes provision for thewinding angle of the tapes in each layer.’Further details of this theory are beyond thescope of this report.
AC Loss Measurements
The ac loss measurements were performedusing the calorimetric approach for all of thecable configurations. For the one-layer cable,however, electrical ac loss measurements werealso conducted. In the calorimetric method, theprototype HTS transmission cable is placedinside a G-10 tube. The annular space betweenthe tube and the HTS cable is filled with wax.The ends of the tube are sealed with Stycast2850 epoxy. Only the copper bus, used to attachthe power supply cables, is left outside of thetube. The sample is instrumented with voltagetaps and two type-E thermocouples at themiddle of the cable. Calibration data consisting
of the temperaturerisefor a knownpowerdissipated in the cable is obtained with dccurrent for 1>1,. The power is determined fromthe dc voltage and current measurements.
As mentioned previously in this article, thecalorimetric measurements are limited for low
ac loss measurements at low ac currents by anunresolvable temperature rise and by a thermalrunaway situation for high ac losses at highcurrents. An example of a thermal runaway ispresented in Fig. 2.6 for the four-layer cablecarrying an ac current of 925 An,,,.
u25----,
.; ~J:~z ,,l,, ,.,;
1)(N1O 51”3 I(HH, 1sol, 2(””, :.,,, W,”,
1,,,1. ,*’ ,
Fig. 2.6. Temperature rise duringa thermal runaway of SouthwireCompany four-layer HTS cable #7 atI = 925 Am=.
Thermal runaway occurs if the cable isoperated with inadequate cooling. When acalorimetric method is used for determining theac loss, a thermally insulating barrier isconstructed around the cable in order to providea measurable temperature rise. For the typical acloss data presented previously, there is enoughheat transfer to the surrounding liquid nitrogenbath to balance the heat generation (ac loss) ofthe cable so that it reaches a stable temperature.When the cable heat generation (ac loss) is toolarge, the cable temperature will continue to riseas shown in Fig. 2.6.
The measurements show that it took almost600 seconds to increase the cable temperatureby 0.2 K. This indicates that the HTS cableshould respond slowly for smal I increments ofcurrent above some stable operating limit. It isnot yet known what the response of the cablewould be to a short-duration, high-current pulse.

2-10 Technical Progress in Applications Development
The electrical ac loss measurements areconducted using a lock-in amplifier to measure
the total voltage across the sample, the current.
and the angle q between these two vectors. Asuitable reference signal for the lock-in isobtained from a Rogowski coi 1.The ac loss isthen given by the following:
P=ncose . (12)
In Fig. 2.7. the ac loss measurements areplotted against the root mean square cable
current. I“,,.. As would be expected. the ac loss
at a particular current is higher for the cableswith fewer layers largely because there arefewer tapes in the cable.
I E-02
!
■ J. La\ w. Cal
A 3. L?\ W, Cal
!1 E-01 ● 2-Lm er, Cal
1 0 I -Lm a. Cd=. 0 1.LiI\ .,, Hec<
\
II
~0- !Ii1 I?-02
111’1Iw Im
Cable Current IA,,,J
Fig. 2.7. Southwire Company HTScable #7 ac loss measurements for four-,three-, two-, and one-layer configurations.
For the one-layer cable, both calorimetricand electrical ac loss data are shown in thefigure. Tile agreement between tile two
techniques is fair. The electrical method hasbetter resolution of lower ac losses and does nothave as much scatter in the data as thecalorimetric method.
In Fig. 2.8, the ac loss data, scaled by thecritical current squared, are plotted against theratio of the peak current in the cycle lP, to the
cable critical current. lC. The scaled current
indicates how far the peak current in a cycle isinto the resistive part of the V-I curve. When thedata fall below lP/lC= 1. the cable is super-
01 10 100
Nmnmlwed Current (~lt)
Fig. 2.8. Southwire Company HTSprototype cable #7 normalized ac losscomparison for four-, three-, two-, andone-layer configurations.
conducting throughout the whole ac cycle. All
of the data for the four-layer cable fall below
1~1,= 1. All of the calorimetric data for theone-layer cable are above this point. Theone-layer electrical data and two-, andthree-layer calorimetric data points fal I on bothsides of this line. According to the Dresner
theory there should be a change in the slope ofthe ac loss curve from the incompletepenetration (lP/lC<1 ) to the fully completepenetration regime (lP/lC>> 1). There issufficient scatter in these data that this trend isnot clearly observed in this figure. With thesescaling parameters, the data fal 1within a narrow
band on the graph. Thus, the scaled ac losses aresimilar for all four cable configurations.
The ac loss measurements for the one-layerand four-layer configuration are compared withthe previously discussed theories in Fig. 2.9.The four-layer cable is typical of many powertransmission cable prototypes. The one-layerresults provide an important special case fortheoretical development and comparisons.
The agreement between the calorimetricdata and both monoblock and Dresner theories
for the four-layer cable is acceptable. The
monoblock model results in slightly higherlosses than the Dresner theory for theincomplete regime. As displayed in Fig. 2.8, all

. .... .. . . .... . . . .. . .. . ..- ,-— —
Technical Progress in Applications Development 2-11
I E+l)l
I E+(N1
I E-():
I
I E-03 / I I II 11111
IIM) 10(HICable Currenl (&,.)
Fig. 2.9. Comparisons of four-layer andone-layer cable configuration ac lossmeasurements with monoblock theory andDresner theory.
the data for the four-layer cable fall belowIP/IC= 1 so the HTS cable is superconducting forthe entire ac cycle. For these data, both themonoblock and Dresner incomplete regimetheories provide slopes in the ac loss curves thatare in agreement with the measured data.
For the one-layer cable, all of thecalorimetric data fal Is above Ip/Ic= 1 and someof the electrical measurements were below thiscondition. It is seen that the Dresner theoryresults in higher ac loss predictions and agreeswith the measured data better than the
monoblock model for the one-layer
configuration. Also the slope predicted by theDresner complete penetration regime theoryagrees with the slope of the calorimetric data.For the low current data (lP/lC<1 ) both the
Dresner theory and monoblock theory predict
slopes that are parallel to the data butunderpredict the magnitude of the ac losses.
Summary
Measurements of the dc V-I characteristicsand the ac loss have been made on SouthwireCompany cable #7 in the original four-layerconfiguration and by sequentially stripping theouter layer to make a three-, two-, and one-layercable. The results indicate that the four-layercable carried the highest current (as expected).The calorimetric and electrical ac loss
measurements were in agreement for the
one-layer cable. The electrical method provideshigher sensitivity at lower currents and the
sample preparation is much simpler than with
the calorimetric method.
The measured ac loss data were scaled using
the critical current squared. The scaled ac lossof the HTS prototype transmission cables were
similar in the four-, three-, two-, and one-layerconfigurations.
The measured data for the four-layer andone-layer cable were compared againstcalculations using both the monoblock modeland the Dresner model. Both models predictedthe ac loss well for the four-layer cable whereIp/Ic<1. For the one-layer case, both themonoblock model and the Dresner model give
lower than measured ac losses. The Dresnermodel comes closer to the data and is able topredict losses in both regimes where lp/Ic<1 aswell as for Ip/IC>1.
The HTS cable had a long response time for
small current increases over some stableoperating limit. Additional work is required to
understand the response of a HTS cable to short-duration high-current pulses.
References
1. L. Dresner, “Hysteresis losses in powerlaw cryoconductors,” Applied Superconductivity4(4): 167–72 (1996).
2. L. Dresner, “Hysteresis losses in power
law cryoconductors, part H,” AppliedSuperconductivity 4(7/8): 337-41 (1996).
3. J. W. Lue, M. S. LubeIl. E. C. Jones, J. A.Demko, D. M. Kroger, P. M. Martin, U. Sinha,and R. L. Hughey, “Test of two prototypehigh-temperature superconducting transmission
cables,” IEEE Transactions on AppliedSuperconductivity 7(2): 302-05 (June 1997).
4. J. W. Lue, J. A. Demko, M. S. Lubell,M. Tomsic, and U. Sinha, “Development of
strengthened bundle high temperaturesuperconductors,” Advances in C~ogenicEngineering 43 (in press).

2-12 Technical Progress in Applications Development
5. J. A. Demko. J. W. Lue, M, S. Lubell,
U. Sinha, J. Tolbert, and L. I)resner, “Testresults for different high temperaturesuperconducting transmission cable prototypes,”Advances in Cryogenic Engineering 43 (inpress).
6. G. Vellego and P. Metra, “An analysis ofthe transport losses on HTSC single-phaseconductor prototypes,” Supercond Sci. Technol.8:476-83 (1995).
7. L. Dresner, “AC losses in transmissionline cables,” paper MM2, InternationalCryogenic Materials Conference (ICMC’98),University of Twente. Enschede, Netherlands.May 10–1 3, 1998, proceedings to be publishedin Pllwiea C.
HTS Cable Test Facility Design AndInitial Results
A versatile. HTS cable test facil ity has beendesigned and built at ORNL in a joint program
between ORNL and Southwire Company under
a U.S. Department of Energy Superconducting
Partnership Initiative. The facility mission is toevaluate the performance of prototype HTSpower transmission cables at lengths in the 1 to5+ meter range including cable joints. Data from
the facility will be used to design a three-phase,30-m HTS power transmission line. Powersupplies are avai Iable for steady-state currentsof 3000 A (de) and 2000 A (at) and for currentsup to 25.000 A (de) for pulsed loading (all atlow voltage). Cryogenic cooling is provided byan Air Products liquid nitrogen supply systemwith the design capability of providing about akilowatt of cooling at nitrogen pressures up to10 bar over a temperature range of about 67 to77 K (via a subcooler pumped by an adjacentstandard mechanical vacuum pump).
Electrical and cryogenic data are taken bydedicated sensors scanned by three 10-channelmultimeters connected via cable (for low-voltage signals) and fiberoptic (for signals with
the potential to be at high voltage) to aPC-based. data-acquisition system using the
LabView program. These diagnostics allow
measurement of the dc V-I characteristics andthe ac losses of the cable, dielectric integri~ viaa partial discharge measurement, and cryogenicperformance at rated voltage (7.2 kV ac rms)
and current (1250 A). A high-voltage power
supply is available (rated at 100 mA at 100 kV)to test the cable at a peak voltage level of 2.5times the operating voltage.
Facility Description
The facility (a sketch is provided asFig. 2. 10) is located in an enclosed room in thehigh bay area on the second floor of Building920 I-2 in the Y-12 Plant at ORNL. The 5-m
HTS cable is between two terminations, one onthe east end of the faci Iity, the other on the westend. The 5-m HTS cable is housed in a stainlesssteel pipe that contains the nitrogen used forcool ing (pressure of I– 10 bar, temperature67–77 K). Each termination has two mainfeedthroughs, one making the transition from
ambient (295 K) to vacuum (295 K) and the
Norlh
Mezzanine
Control Area. . -,
----- —----- —-—-—. ----- -----
Vacuum pump I
Safely fence \
/
Tr
,., ;,,,
, 7,L-L”
; 100 kV power, supplyI
1
n
./,I
.,,’I ,,.7
\-,., + ~ ~,,
I . .
I
1
12,. ,
[ L“ .. . :.”:;’I
1 ---- .---— ----------,
Fig. 2.10. Facility layout.

.- ..— ..— — .-—.. -- ... . . . . . . .... .
Technical Progress in Applications Development 2-13
second making the transition from vacuum tosubcooled (67–77 K) liquid nitrogen at1–1Obar. These feedthroughs will be rated for
fullcablecurrentandvoltage.There are alsosimi Iar but slightly smaller feedthroughs in eachtermination for the HTS outer (shield) cablewhich is rated for full cable current. The twoterminations are pumped through a common6-in. vacuum header by a mechanical/turbomolecular pumping station shown in
Fig. 2.10; typical vacuum is in the 10-5 to 10-’Torr range which is sufficient for thermalinsulation when combined with multiple layersof superinsulation. t
The power supplies shown in Fig. 2.10 aredriven by the 480-V welding outlet on the northwal I of the facility and provide steady-statecurrents of 3000 A (de) and 2000 A rms (at).Because they are driven by the same outlet, onlyone supply will be used for a given operation orexperiment. The dc supply is connected to each
termination by insulated copper cables rated for
the supplied current. The ac supply consists of a
variac (driven by the 480-V outlet) that connectsto a transformer. The secondary of thetransformer is a long, insulated copper cablerunning from the east to west termination andthreading through the transformer shown in
Fig. 2.10.
The liquid nitrogen skid provides cooling(nominally 1 kW at 67–77 K) for the HTS cableand the two terminations. Figure 2.11, which isa photograph of the test facility, shows the skidin the background with the insulated piping.There are two nitrogen dewars (the 180-Lpressure dewar and a 240-L auxiliary dewarrated for 16-bar internal pressure) that operate atup to 10-bar pressure to maintain overall systempressure in the skid and cable. There is another160-L dewar containing a heat exchanger coilused as a subcooler. The shell side is pumped bythe skid vacuum pump (rated at 200 m3/h) tomaintain the nitrogen bath temperature in therange 67–77 K. The process cooling fluid(nitrogen at 1-10 bar) flows through the tube
side of the subcooler and is cooled below 77 Kprior to entering the cable supply manifold.
Fig. 2.11. Photograph of test facility.
Nitrogen leaving the cableherminations flows to
the inlet of the circulation pump which providesthe pressure head for the closed loop flow of the1–] Obar nitrogen. There isa41,600-L liquidnitrogen tank outside the building (that ismaintained at about 4-5 bar) to supply nitrogen
for initial fill of the pressure and auxiliary
dewars; to replenish gaseous nitrogen pumpedfrom the subcooler bath by the skid vacuumpump; and to make up small, intrinsic masslosses, such as nitrogen gas, through therecirculation pump labyrinth seal. The controlarea on the mezzanine contains two of the threeten-channel multimeters used for low-voltagedata acquisition, a PC with LabView, a videomonitor that views the skid control panel, the
interlocked (with the fence gates) control unitfor the high-voltage power supply, and thepartial discharge unit.
Initial 5-m Cable Data
The single-phase, 5-m cable (see Fig. 2.12)
is a prototype of the longer 30-m, three-phase,
cable to be tested in late 1999 attheSouthwire

2-14 Technical Progress in Applications Development
-..,>=,=.“ s-~- Shieldmawnal
Fig. 2.12. Cable cross section.
Company cable manufacturing complex inCarrollton. Ga. The inner cable conductorconsists of four layers of helically wound,
Bi-2223/Ag tapes supplied by IntermagneticsGeneral. Four layers were chosen to provideenough capability for the design current of1250 A. The tapes were machine-wound at a3O-degree angle (to optimize ac losses) on astainless steel former with an outer diameter of
38 mm. The layer winding sequence is ++---Cryoflex dielectric tape is wrapped in 16 layersbetween the inner and outer HTS conductors.The outer HTS cable conductor is similar to theinner conductor and provides shielding of thecurrents flowing on the inner conductor and thuseliminates magnetic fields or eddy currents inthe external structure. The outer HTS cableconductor is at ground potential.
The faci Iity was cooled down to the range74–84 K. Figure 2.13 shows a typical cooldowninterval. The higher end of this range wasachieved simply by using liquid nitrogen fromthe large external tank; the lower end wasachieved using the liquid nitrogen skid. In thisconfiguration, the 160-L subcooler dewar was
pumped by a mechanical vacuum pump toprovide a bath of subcooled nitrogen. Thepressurized nitrogen on the tube side of thesubcooler heat exchanger is used to cool the twoterminations and cable. This pressurized,subcooled nitrogen is circulated in a closed loopby a 2.3-kW recirculation pump. In the testingreported in the next discussion, the total heatload of the system was determined by measuring
the boil-off of subcooled nitrogen in thesubcooler dewar with no make-up flow. Boil-offrates of 0.5–0.6 volume O/O/reincorresponded to
a total heat load of2.5 to 3 kW. The incrementalheat load of the cable and two terminations issmall; based on a simple measurement of changein the subcooler nitrogen boil-off rate, it is lessthan
3s0
300
x..250
al
5
~ 200a!
:150
i-
100
50
500 w. -
, Outlei Tern perattwe
\
/Inlet Temperature
\
0 60 120 ~80
Time, minutes
Fig. 2.13. Typical cooldown transient.
A series of dc voltage-current scans wasperformed to characterize the critical current for
this 5-m cable (defined as the point where the
cable voltage drop is 1pV/cm). A typical curveis shown in Fig. 2.14 for an average cabletemperature of 74.5 K. The measured curves ofresistivity (proportional to voltage drop), p ofHTS tapes versus current density, J, can bereasonably well fitted by a power law:p= k x Jn.Using this power law dependence,Dresnep calculated hysteresis losses in slabsuperconductors. The curve in Fig. 2.14 was

Technical Progress in Applications Development 2-15
30{), I I I I 1 I I ‘Y
0 $.(, r
I() w
() 200 4(10 6(10 X()() low 120(1 14[)0 1600
Current (A)
Fig. 2.14. DC voltage-current scan at 74.5 K.
fitted to a power law dependence of the voltagedrop (cable resistance) to the cable current withan exponent n = 2.9 over a current range of
500-1200 A.Several of these curves were generated over
cable temperatures in the range 74-83 K by
varying the vacuum level in the subcooler. Asshown in Fig. 2.15, the critical current increasesnearly linearly as the cable temperature is
decreased. For cable temperatures below about73 K, the experimental curve extrapolates tocritical currents above the design current of1250 A. There is a tradeoff between loweringcable critical currents and ac losses astemperature decreases by subcooling thenitrogen coolant and the complexi~ andparasitic power losses of the high throughputpumping system used to achieve the vacuumlevels required for subcooled operation.
141118
1 30(,
I 24)0
1 100K ..1(,00 . .
-
9(IU .
%4)() } I70 7? 74 71> 7X X4) s? X4
Temp. ratur. (L I
Fig. 2.15. Cable critical current as a
function of temperature.
The voltage drop along the cable and thephase angle f between the current and voltagewas measured as a function of ac rms current
with a calibrated Rogowski coil with an
integrator as the reference signal to a lock-inamplifier. The resistive power losses were thencalculated, normalized to the cable length andplotted as a function of rms current in Fig. 2.16.The exponent of ac loss dependence on current
calculated from the Dresner modelz in the limitof incomplete current penetration is
<3n+4)/(n+2) and is n+2 for completepenetration.
u I 000[1
~
gofJolo(l-
2
,0000 I 0
A I
/l
(JUOool -110 I00 lwo 10[)()()
Ciblc Current 1A)
Fig. 2.16. Cable ac losses as a functionrms current.
Using a value of n = 2.9 from Fig. 2.14 data,the expected power dependence is about 2.6 inthe low-penetration region and 4.9 in the high-
penetration region. The actual fit to the data inFig. 2.16 is with an exponent 2.99 in the low-
penetration region; this agrees fairly well with
the Dresner model and is almost exactly thevalue of 3 predicted by simple critical statemodels. The exponent of 3.9 at higher currentlevels in Fig. 2.14 cannot be compared directlywith theory because these currents are in atransition region before full penetration. Thecable temperature was about 76 K. As can beseen from a slight extrapolation to the designcurrent of 1250 A, the ac losses are still lessthan 1 W/m-phase, which was the one of thedesign goals of the cable project. These resultsare consistent with earlier measurements on
1-m, hand-wound, prototype HTS cables.j” Note
that unoptimized thermal losses from a 77 K
cable are expected to be several W/m-phase.The low-voltage part of the test program has
been completed and the 5-m cable has met orexceeded all performance parameters providing
confidence in the basic design approach. The

2-16 Technical Proaress in Amlications Develo~ment
next 5-m cable testing phase will beginfollowing a brief opening to replace the existingfeedthroughs with new designs rated for 20 kV.
References
1. J. A. Demko, “Cryogenic multi-layerinsulation.” Co/d Facts, newsletter of theCryogenic Society of America, 14(2)(1998).
2. L. Dresner, “AC losses in transmissionline cables.’- paper MM2 presented at theInternational Cryogenic materials Conference(ICMC.98), University of Twente, Enschede,
Netherlands. May 10-13, 1998, proceedings tobe published in Physicu C.
3. J. W. Lue, J. A. Demko, L. Dresner,U. Sinha, and J. C. Tolbert, ..AC losses ofprototype HTS transmission cables.’. to bepublished in IEEE Trans.on AppliedStpercolldllcti\~i(~~(1999).
4. J. A. Demko. J. W. Lue, U. Sinha, R. L.Hughey. L. Dresner. and S. K. Olsen, “’Testingof the dependence of the number of layers on
the performance of a HTS transmission cableprototype.” to be published in IEEE Trans. onApplied Sliperco]ldz(cti~lih~ ( 1999).
Electrical Dielectric Testing
Southwire has developed a proprietary tapedielectric, CryoflexTM.as a cryogenic dielectric.During the year. a series of ac sheet samplebreakdown tests have been completed on
CryoflexThl to identifi its electrical strength, and
modifications have been made to improve thetesting procedures. The breakdowns have been
completed on sheet samples at cryogenictemperatures and pressures above atmospheric.A model cable test faci Iity and testing apparatus,also capable of testing model cables atcryogenic temperatures and pressures aboveatmospheric, has been under construction duringthe year. Further information on electricaldielectric testing can be found in “InsulationStudies at ORNL in Support of SuperconductingPower Applications” on p. 2-20.
SUPERCONDUCTINGTRANSFORMER PROJECT
Final Assembly of 1-MVA Transformer atWaukesha Electric Systems
Final assembly of the 1-MVAdemonstration transformer was completed at theWaukesha Electric Systems (WES) main plantduring the first part of FY 1998. ORNL and lGCpersonnel worked closely with the WESengineers and crafts during this period.
Figure 2.17 is a schematic of the 1-MVA design.
The responsibilities of the various teammembers for the major subassemblies are alsoindicated. The coils are wound with about1400 m of IGC’S low-cost coated Bi-2212conductor on fiberglass mandrels and cooled to
25 K with a closed-cycle cryocooler. Thewindings incorporate several innovations toreduce ac losses. The high-voltage winding israted at 72.5 A and 15.8 kV rms and contains288 turns. The low-voltage winding is rated at
145 A and 6.9 kV rms, and contains 144 turns.A liquid-nitrogen-cooled heat shield surroundsthe windings. The shield is built in fourelectrically insulated quadrants so that it will notact as a shorted turn around the core. Asuperinsulated, horizontal LN supply tank issupported above the shield by struts attached to
Bushiugs & -Vacuum Tank I I
(IVES)
Fig. 2.17. Schematic of the 1-MVAtransformer.
,“”.””l

Technical Progress in Applications Development 2-17
the upper-core clamp structure. Four verticalducts extend from the vessel body to the top ofthe vacuum tank. The high-voltage bushings andwinding electrical leads enter the vessel throughthese ducts. The LN bath thus serves to heat-sink the leads to 77 K. The leads exit the tankthrough a feedthrough at the bottom and
continue to the winding. The laminated steelcore is enclosed in the vacuum tank with thecryogenic components and has its own coolingsystem. Figure 2.18 is a photo of the completedassembly, ready for installation in the vacuum
tank.
LN
Tank \
Core =
Shield-
Support.—
Leg { “--
Fig. 2.18. Completed 1-MVA transformer
assembly before tanking.
The major assembly activities included:
1. Leak check of all subassemblies2. Electropolishing the LN shield segments toreduce radiation heat loads
3, Installation and insulation of winding currentleads4. Mounting the assembled winding and shieldon the core5. Assembly of the upper core limb and clamps
6. Mounting the LN tank on the upper coreclamps7. Mounting the cryocooler on the vacuum tank
8. Interconnection of the LN shield and LN tankpiping9. Completion of winding cooling connections10. Installation of the completed winding/core
assembly into the vacuum tank11. Interconnection of all piping andinstrumentation wiring with vacuum tankinterfaces12. Final leak checks on the completed
transformer13. Assembly and checkout of the data-
acquisition system
Testing
Evacuation and Cooldown
Test runs on the 1-MVA transformer werecarried out at WES during Februaty and Marchof 1998. Figure 2.19 shows the completedtransformer during the tests. Evacuation of thetank to the 10-3 Torr range took 4 days. Leakchecks showed only a small leak in the nitrogenin the 10“s-atm-cm3/s range, which was notconsidered significant enough to repair. Aftercooldown and fill of the LN tank and shield,precooking of the winding was started with LN.After 4 days, the windings reached 125 K. Theprecooking rate was limited by a maximumwinding temperature differential of 75 K, whichwas imposed to reduce the chance of damage.At this point, the nitrogen was shut off and the
cryocooler was started. Over the next four days,the cryocooler reduced the 1200-lb cold mass
Fig. 2.19. Overall view of completedtransformer on test at Waukesha.

2-18 Technical Progress in Applications Development
temperature to the 20-K range, and the tank
vacuum improved to 2.2 x 10“6 Torr. Aftercooldown was complete, the LN consumptionrate was about 160 L per day. Figure 2.20 showsa plot of the winding temperatures and voltageswith a smal I dc current vs time. Although the
transition temperature of the Bi-2212 material isabout 80 K. the voltage began to drop rapidly at100 K because much of the winding was colderthan the sensors plotted here.
,,,-.,..-’+\
>,,‘. \g ,“ \\ ‘<>-’*m’*’’’”’”ml:
: .,, \ k.x,:- ..8, . ‘“\ - ==..
01234 789,01,32T:m. (D%
Fig. 2.20. Winding cooldown temperaturesand voltages vs time.
Electrical Tests
The transformer was subjected to short-circuit, open-circuit, and load tests withsimultaneous current and voltage. Table 2.4summarizes the results. Preliminary tests inSection a, including ratio, capacitance,dissipation factor, and sensor operationindicated that the winding insulation andinstrumentation were good.
Short-Circuit Tests
To determine the transformer faultimpedance, short-circuit tests were performed inHV-winding current increments of 10 A,starting at 10 A. Each increment of current washeld for several minutes. Typical voltages atthree values of current are shown in Section b ofTable 2.4. As expected, the dependence of
voltage on current was 1inear within 0.3°/0. Thepercent fault impedance is defined as
%1, = 100X( ~,,O.)/( ‘rated) =
100 x (232 19/(13800 v)= 1.68% ,
where V~hOmis measured at full rated current.This is slightly smaller than the design value of2%.
Figure 2.21 shows temperatures at several
points in the winding as well as the high-voltagewinding current during the short-circuit tests.When the current exceeded about half ratedvalue, strong ac loss heating began to appear atseveral points in the winding. After reaching therated current of 72.5 A, with al I temperaturesrising, the current was reduced to halfthis value.Temperatures in all winding sections thendropped or slowed their rise toward equilibrium
levels. All temperatures dropped when the
current was reduced to zero. The local ac lossesat each thermometer location were estimated bycomparing the observed temperature rises withthose produced by currents in stainless steel
heater tapes that were co-wound with the HTS
conductor. An estimate of the total losses at halfrated current, obtained by integrating crudelyover the estimated local losses, correspondsapproximately to the 20 to 30 W of coolingavailable from the cryocooler at the temperatureof the test.
Open-Circuit and Load Tests
A tuned resonant circuit shown in Fig. 2.22was used for load tests. This circuit allowed
tests with full reactive power without supplyingheavy real power. A 1200-kVAR capacitive loadwas connected across the low-voltage winding,and a tunable tapped air-core inductor wasplaced in parallel with the high-voltage winding.Open-circuit voltages were stepped up in 1-kVincrements, with a 5-rein hold at each level.Section c of Table 2.4 shows the open-circuitexciting currents and the correspondingpercentages of operating current. Core loss as

. . . . . . . .. .
Technical Progress in Applications Development 2-19
Table 2.4. Summary of electrical tests
a. Preliminary tests
Capacitance DissipationRatio (pF) Factor
(%)
HV to LV 2.000 1297 0.16
HV to ground -- 610 o.~()
LV to mound -- 708 0.11
b. Short-circuit test
Voltage V Current(rrns) (A mlS)
64.7 Zo.z
(Impedance=l .68%) 160.5 50.0
c. Open-circuit test
Voltage Current 0/0Rated Loss(kV llllS) (A mlS) current (w)
7.0 ().29 0.40 856
(Losses from in-phase 8.0 0.34 0.47 1085component)
9.0 0.40 0.55 1378
10.0 0.48 0.66 1645
d. Loadtest
Voltage Current(kV mlS) (A llllS) MVA
6.4 39 0.25
8.0 49 0.39
measured by a wattmeter is also shown. Note the loss curve to the rated 13.8 kV gives 2800W,that the loss is not equal to the product of or 0.28°/0of the rated power.exciting current and voltage because it includes After each three or four 1-kV steps, a load
only the in-phase voltage component. As test was performed at a voltage 1 kV below the
expected from classical transformer circuit highest previous open-circuit voltage. This was
models, the loss is closely proportional to the done to minimize the chance of a voltage
square of the exciting voltage. Extrapolation of breakdown in a power test, where the stored
—. —.

2-20 Technical Progress in Applications Development
T,i
,00
I~Temperalure ,’7
r, L ,- 1 1.
7*.
Fig. 2.21. Short-circuit windingtemperatures and currents.
4S2W1251’V ,,..,. ,.,,,/../////., Load Capacitors: HI xl $
.3FLm’ ~f~
Inpti ~,
~ J
4# };~a~
S7>.,‘-l
~. ,g;::z
i ‘ml i_~~;2.,,,,,,.,,,,,,,,,,,,Tapped 69 4% m
W-VA InductorTtans!omw
I-MVA HTS WAR WA? KV+W
Z 192 L’2Tmmformei 72uk 72W
Fig. 2.22. Resonant circuit for load tests.
energy of the inductor and capacitors couldcause greater damage. The highest voltagereached in power tests was 8 kV. During thenext series of open-circuit tests. a power-supplytripoffoccurred at 11 kV after 1 min. Highpartial discharge was seen above about 6 kVwhen the voltage was reapplied. Because ful 1voltage could not be reached. it was decided tolower the load impedance and retune the circuitfor higher currents at lower voltages. Section d
of Table 2.4 shows the load test results. In thefinal test at 4.5 kV with the lower load
impedance, a current of 150 A rms, over twicerating. and power of 0.68 MVA were reachedfor a short time. Augmented cooling was neededfor this test because of high ac losses, but thetest demonstrates the mechanical integrity of thetramsforrner at high overloads.
After the electrical tests were completed, thetank was closed off from the vacuum pumps for
about 5 h. The tank vacuum was completelystable at 2.4 x 10-6 Torr during this time,indicating that active pumping was notnecessary.
The product of the highest voltage and the
highest short-term current obtained separatelyduring the tests is 1I kV x 150A= 1.65 MVA.The unit is now being inspected to determine thesource of the voltage breakdown. This is notthought to be a fundamental design problem and
probably results from the large number of sensorleads coming from the winding. These leadswould not be present in a commercialtransformer. After the breakdown is repaired,further tests will be carried out to investigateboth long-term and transient fault currentoperation.
INSULATION STUDIES AT ORNL INSUPPORT OF SUPERCONDUCTINGPOWER APPLICATIONS
ORNL is conducting research into aspectsof multicomponent insulation systems for use inpower apparatus. During the past year, effortshave concentrated on the development of basic
techniques for use in the measurement andcharacterization of cryogenic insulation,enlargement and upgrade of laboratory facilities,and application-specific testing of proprietarysystems.
Insulation systems studies require a carefulblending of basic, small-scale, scientificmeasurements and theory of dielectrics withlarger more elaborate sub-scale engineeringstudies. The small-scale studies provide
guidance and understanding of the breakdownmechanisms and also the initial informationneeded to design the sub-scale experiments.These latter sub-scale experiments are generally
proprietary in nature, expensive, and crucial tothe overal 1success of larger scale applications.
Because bulk breakdown of small-scalesystems is well characterized in the literature,

Technical Progress in Applications Development 2-21
program efforts are concentrating on thedielectric performance at the interface between
two different insulating materials and large-scale studies of bulk performance. The systemsunder study include vacuum/solid, gas/solid,
liquid/solid, and solid/solid interfaces. Thefacility upgrades include a new high-bay, high-voltage laboratory and control room for impulsetesting cryogenic model cable (Fig. 2.23) and alaboratory where model cables can be
constructed in-house (Fig. 2.24). Modificationswere made to the ac power supply to allow for
termination of the supply output voltage forvarious external triggers, such as partialdischarge, pressure, breakdown, etc. Thesetriggers have adjustable sensitivities.
High-voltage testing of the insulation forHTS high-voltage power cables were performed
in two experimental apparatuses, one for testingthe insulation in sheet form with simulated butt-gaps and one for testing model cables. In thelatter, a mandrel is wrapped with tape insulation
Fig. 2.23. High-bay high-voltage
laboratory and control room at ORNL.
Fig. 2.24. Laboratory at ORNL for in-house construction of model cables.
to simulate actual cables with butt-gaps that areidentical to those in an actual cable.
For the sheet tests, electrodes had to bedeveloped in order to provide a known uniformelectric field strength and to suppress partialdischarge and surface flashover (SFO) near the
electrode edge. This was accomplished by
embeddingRogowski-profiledelectrodesinepoxy and covering the electrode surface withdielectric grease. With sufficient electrodepreparation, clean punctures were obtained forboth ac and impulse testing. Experiments wereconducted for 1-, 3-, and 5-layer samples ofseveral candidate tape materials both with andwithout simulated butt gaps in a liquid nitrogenbath over a pressure range from 1 to 8 bar.
For the model cable tests, a facility for
constructing a model cable was developed andput into service that allowed the wrapping oftape insulation and the construction of stresscones to relieve the electrical stress at the cableends. A high-pressure dewar for high-voltagetesting of the 4-ft model cables was also placedin service. The dewar can be pressurized up to15 atm and incorporates instrumentation forliquid nitrogen level and temperature. The liquidnitrogen temperature can also be controlled byan outer liquid nitrogen bath that can besubcooled. This facility will allow ORNL toproduce design parameters, such as insulation
thickness, lay angle, butt gap spacing, and stress

2-22 Technical Progress in Applications Development
cone design, for optimizing the insulationdesign.
Design of another high-pressure, high-voltage dewar for performing partial discharge
and aging studies was completed and is beingfabricated by a commercial vendor. Agingstudies are expected to begin in the next fiscalyear.
The SFO of fiberglass-reinforced plastics(G-1 O) and film materials in liquid nitrogen are
being conducted as necessary. Specifically,ORNL is presently investigating the genericSFO of G- 10 and other composites withinterfaces to both vacuum and cryogenic gases.To calibrate and confirm the experimentaltechniques. ac breakdown measurements weremade on both room temperature and 77 Kvacuum gaps to assess breakdown statistics and
the effect of electrode conditioning (Fig. 2.25).
Bulk breakdown experiments are also plannedfor other cryogenic gases. These results willultimately be compared with G-10 SFO in the
presence of the same gas or vacuum conditions.As expected. breakdown strengths in
vacuum increase considerably with conditioning(i.e.. as ac voltage is increased. conditioning
sparks improve the ultimate standoff voltage).This would imply that any system containing avacuum/solid interface might require some formof conditioning to improve performance
statistics. Cooling the electrodes to LNZtemperature increased the standoff voltage of asimple vacuum gap by about 15°/0. Both
improved vacuum and reduced surface gases at
the electrode surfaces account for this effect.Results also indicate a decrease in breakdownstrength with increasing gap. The breakdownstrength obeys a classic power law dependenceof the following form: & x E = constant, wherec1is the gap and E is the electric field in V/m,with n = 0.41.
Problems were observed with commerciallyavailable flexible tubes carrying LNZ coolant tothe test apparatus. Partial discharge in the tube
produces aging/deterioration of the insulation
that eventually leads to puncture of theinsulation. Deterioration starts at the tube end(where the electrode joins the tube) and
propagates through the tube before eventuallyleading to puncture. This failure indicates aneed to examine the LNZ interface problem morecompletely.
1.51 5
REssLm(bajI
Fig. 2.25. Ratio of impulse breakdown toAC as a function of LN, pressure for cryofiexinsulation.

Summary of TechnologyPartnership Activities
BACKGROUND
Oak Ridge National Laboratory (ORNL) is a
key participant in DOE’s national effort onelectric power applications of high temperaturesuperconductivity (HTS). ORNL has formedeffective teams that combine the resources ofthe Laboratory with the entrepreneurial drive ofprivate companies. New technology partnershipmechanisms, a feature of the ORNLSuperconducting Technology Program forElectric Power Systems since its inception in1988, have resulted in 40 superconductivity“pilot center” cooperative agreements and6 cooperative research and developmentagreements (CRADAs). Ten agreements were
active during FY 1998. In addition, licensingagreements, joint inventions, and jointpublications with the private industry partnershave ensured that there is technology transferthroughout the program.
Technology partnering on Laboratory–
industry teams can occur in several ways.Spinoff technology partnering involves thelicensing of patentable Laboratory inventions toindustry, continued product or process
development to the point of demonstration of
precommercial viability, or both. In the ORNLprogram the cooperative development level oftechnology partnering is emphasized: jointLaboratory-industry teams work on a problemthat (1) requires combined resources and
expertise and (2) has a clear objective ofprecompetitive research and technologydevelopment. For the project to succeed, eachpartner depends on the success of the other.
Most of the cooperative projects withprivate industry and the Laborato~precompetitive research and developmentprojects are developing key technology in whichcommercial ization of the results is expected tooccur after a minimum of 3 to 5 years. Someactivities are also of a higher-risk, longer-termnature for which new markets, or a shift of
markets, to embrace HTS are expected if theproject succeeds. For example, the ORNLroll ing-assisted biaxial Iy textured substrates
(RABiTSTM) process represents a new way toproduce strongly linked YBCO wires using anindustry-scalable process. This wire may still be
the only option for practical performance levelsin high magnetic fields at liquid nitrogentemperatures (65–77 K).
RELATIONSHIP TO THE DOEMISSION
The ORNL program mission is that of itsprogram sponsor, DOE’s Office of PowerTechnologies, Superconductivity Program: todevelop the technology base necessary forindustry to proceed to commercialization ofelectric ener=g applications of HTS. HTS wil Ienable new energy-efficient motors,
transformers, and transmission lines and will
also provide electric power equipment
manufacturers with strategic technology forglobal competitiveness. Electric utilities candefer acquisition of new transmission rights-of-way with successful introduction of
superconducting cables. System stability andprotection will be enhanced with theintroduction of fault current limiters. Distributedutility systems in the future, which will includedistributed generation systems, will benefit fromthe small size and weight of the next generationof electric power equipment. Finally, oil-freepower transformers and cables will provide acost-effective, more environmentally friendlyoption for the utility sector.
FUNDING
DOE funding for the program,subcontracting activities in 1998, and a
. ...—— .-. .. .. .-.— — —- —.-’ -,. —

3-2 Summary of Technology Partnership Activities
Table 3.1. Superconducting Technology Program funding: authorization and outlay by fiscal year
New budget authorization/outlay($x I000)
1994 1995 1996 I 997 1998
Direct scientific and technicap 3,334 3,434 2,995 3,046 5,356
Management and outreach ?98 ~- ~ ~ g
Subtotal—ORNL 3,632 3,734 3,305 3,356 5,756
Subcontracts” 496 198 ] ,290 I ,02] 2,437
Funds-out cooperative agreements ~ @_l ?86 ~- ~
Total program 4,949 4,543 4,881 5,166 8,782
“Details are provided in separate table. Funds-out cooperative agreements provide partial financial support toU.S. industry for cost-shared cooperative research and development.
summary of funds-out cooperative agreementsare shown in Tables 3.1 and 3.2.
TECHNOLOGY PARTNERSHIPAPPROACH
Our interdisciplinary approach uses allresources available at ORNL to meet the
program goals for joint Laborato~–industry
development of HTS technology for electric
power applications. Our superconductivityagreement mechanism interlinks research and
development projects with industry anduniversities that optimize utilization of facilities,expertise. ‘and program resources for the benefitof all participants. This program alsocoordinates the ORNL activities with the othernational laboratories, government agencies,university centers, and industry groups.
Cooperative agreements ensure thattechnology development is industry-driven. TheOffice of Science and Technology Partnershipsand patent counsel work together to place these
agreements. Where appropriate, these efforts arecoordinated with projects within ORNL that arefunded by the DOE Office of Energy Research,as wel I as Work for Others and ORNL
Director’s Research and Development Fundprojects.
Effective funds-out to industry is used tosupplement industry cost share. In FY 1998,
$2.8 million in funds-out to industry anduniversities was provided through cooperativeagreements and subcontracts. To keep industryinvolved from the start of the program and toensure commercial ization potential, al 1of thesetechnology partnering mechanisms are
augmented by CRADAS, user agreements, and
licensing activities.
Responsiveness to American industry hashigh priority in this program. An ORNL ad hoctechnical review committee, consisting of aproject manager, a scientific coordinator, amanager for conductor development, and amanager for applications development, reviewsall inquiries from industry and recommends aproject for possible funding. This reviewensures that (1) the proposed work fits theprogram mission, (2) the work is COIIaborative,(3) there is legitimate commercial interest, and(4) the work is feasible. Substantial private-sector cost share is required on cooperativeagreements.
ORNL provides support to the DOEHeadquarters (DOE-HQ) Superconductivity

Table 3.2 Superconductivity ProgramSummary of Cooperative AgreementsActive in FY 1998
Totalqyw.mwntcostshare ($ x I 000)
Participant Approved term Type”By DOE
By Technology area
To To IndustryORNL Industry
American Superconductor
Intermagnetics General Corporation
MicroCoating Technologies
Miciwest Superconductivity/Westingilouse Electric
Miciwest Superconciuctivity
Oxford Instruments
Plastronic. inc.
Soutbwire Company
3M-Soutbwire-i.ANL-ORNL3M
Soutbwirei.ANi.ORNL
Waukesila Electric Systems
imtccil
Massachusetts institute ofTecimoiogy
8/1 5/96-8/1 4/99
61i5197-6130/98
9/15/97-313I/2000
6125/96-6124/98
4/1 /98-9/30/1 998
1194-i/3 i199
5/ i/97-714199
21i197-i13i199
4/3/97-4199
6/i 5197-i 2/3 i199
i 0/3/94-9/30/98
4129/96-3/3 i19841 i /98-313 1199
500
117
50
300
I00
275
25
2726
600
234
0
] 25
0
0
I 50
0
0
500
960’
250
FY 1998 active subcontracts
248
215i Z()
li65
125
i 000
1035J@li95
62
475
220
2i73
i375J2Jl
i 699
398
BSCCO-2223 Wire Dcveiopment Group and S1311/project
I-ITS transformer
Deveiop coatc(i-conductor te.cilnoiogy
Deveiop coated-conductor kcilnoiog>’
[Xvcioi) coil technology usi ng MOCVD/ilA13iTSwire
Develop tccilnoiogy for dip-coated BSCCO-22 i 2wire and RA13iTS
i-iigb-streogtil. iow-ac-loss higil-temperature
superconductor
i)evelop iiTS cable technology
Dcveiopment of i-lTS wire using coated-conductor
tccimologies
iHTS transformer
Superconducting pmvdw syntilesis/scale-up.
strengtilened substrates
Stability of I iTS conductors and coiis

. .
Table 3.2 (continued)
Total agrccnlcnt
cost Sllarv ($ “ I 000)
Participant Approvc(l ((X111 ‘fypc”13y DOE
By Tccllnology alwl
‘1’0 To Industry
ORNI, lnciuslrv
Oak Ridge Instiluk for Science andIjducation
State University of New York trtBuffalo
University of I-Iouston.Texas Center for Superconductivity
University of Tennessee
National Institute ol’Stmkrrds d‘fcchnology (Gaitkrsburg)
National institute of Stmkrrds antiTechnology (130ulcier)
Ihx@ics. Inc.
130b Lmwence & Associa[cs
University of South Carolina
University of Wisconsin
Stanford University
University of Wisconsin
(hgoing
I 1/1/95-10/31/98
5/1 5/95-1 2/3 I /97
Ongoing
9/22/93-1 1/30/98
3/1 /98-2/28/200 I
4/96-7/968/96-71978/97-7/98
~/i 7/97-2/ 16/98
2/1 7/98-2/1 6/99
4/I /98-3/3 1/99
511/97-7/98
10/ I /98-9/30/200 I
10/ 1/98-9/30/200 1
360
253050
98
80
515
180
70450350
10
50
513
Posldoctord research kllowships (4.5)
Supply epiKrxial Iilms oflllz]llilltll-l>ase(i lligb-
tcmperalurc superconducting materials
Processing YBC() ancl BSCCO superconductors for
high-current leads and conductors (two students)
Students (3) - Deposited-conductor devdopment
13SCC0 and T13CC0 pbme diagram support
Elcctrotnccllatl iczll properties of superconductors for
applications
‘1’ccbnical and analytical support 10 ORNL
‘1’ccllnical trn(l economic benefits msesstwnt and
Illdet Skdy
I-ligh-twnpemt ure conductor development andcharactcrimlion
TEM and magneto-optic imaging studies on RA13iTS
Ion-beam assisted deposition of buffer layers andin situ deposition of YBCO by ekctron bcwnevaporation
13SCC0 crilical currcn(s and microslructures. Y 13C’Ocoated conductor microstructure. md pulse lubecryocooler research

Table 3.2 (continued)
Total agreemcnl
cost share ($ X 1000)
Pmlicipant Approved term Type’JBy DOE
By Technology area
TO ‘rO IIlchlstryORNL Industry
University of Houston 10/ I /98-9/30/200 I 165 Rcsewcb into high-mte photon-assisted MOCV D for
Mm.lmll O. Pace I 1/17/97-1
Horatio Rodrigo I I /97-3/98
YBCO onto buffered. textured metal Iic substrates.
16/98 24 I-[igb-voltage breakdown studies on cryogenic
insulation
35 Set up impulse high-voltage generator and conductvacuum and cryogenic breakdown measurements
“Fl = funds-in; FO = funds-out: rrnd C = CRADA.‘DOE (0 LANL.

3-6 Summary of Technology Partnership Activities
Program for Electric Power Systems byidenti@ing. guiding, and monitoring researchand development at ORNL and ORNLsubcontractor sites and by performingcoordination, analysis. and planning of activitiesrelated to the national program.
Some of the various activities performed aspart of this task include the following:
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
technical. project, and budget guidance;project identification and development;exploratory research and development:support of consultants and subcontractsproviding technical, program, or technologypartnering support:identification, placement, and technicalmonitoring of subcontractors, reviewcommittee members, and workshop guests;guidance and support on technologypartnering:publication of reports and proceedings fromworkshops:identification and initiation of cooperativeagreements, interagency agreements (i.e.,National Institute of Standards and
Technology), and memoranda of
understanding:
distribution of reports to program managers;coordination of the Laboratory’s IndustrialOverview Committee:preparation of assessments to addresstechnical. economic, regulatory, andinstitutional issues in the DOE program;coordination of interlaboratory technicalteam meet ing,s:assistance to the DOE-HQ program managerin preparation of the SuperconductingTechnology Program Annual OperatingPlan:collection and dissemination ofprogrammatic information and program-wide assessments:assistance in organizing the HTS WireDevelopment Workshop (in partnershipwith ANL and LANL); and
● review of industrial collaborationopportunities through multilaboratorymeetings and conference cat Is.
ORNL works with the other programlaboratories to address such issues ascommunication among program participants,workshop and meeting implementation, plannedcompetitive solicitations and superconductivityagreements, and coordination of technical and
economic assessments.An Industrial Overview Committee is
charged with reviewing program activities andadvising Laboratory management as to programprogress, policy, and direction. The committeeconsists of representatives of electric uti Iities,original equipment manufacturers, and HTSwire manufacturers. This committee meets oncea year at ORNL, Argonne National Laboratory(ANL), or Los Alamos National Laborato~(LANL).
PROGRAM MEASURES
One new cooperative agreement wasexecuted during FY 1998: MidwestSuperconductivity, Inc. New statements of workwere negotiated with American SuperconductorCorporation (ASC), Waukesha Electric Systems,Southwire Company, MicroCoatingTechnologies, Oxford SuperconductingTechnology, and EURUS Technologies, Inc.Three new invention disclosures were submittedby ORNL. These are listed in Table 3.3. Also,three new patent license agreements wereexecuted in FY 1998: MicroCoatingTechnologies (Chamblee, Ga.); 3M Company(St. Paul, Minn.); and EURUS Technologies,Inc. (Tallahassee, Fla.). The license agreementsare for ORNL’S patented RABiTSTMsuperconducting coated conductor wiretechnology. All licenses and issued patents areshown in Tables 3.4 and 3.5.

Summary of Technology Partnership Activities 3-7
Table 3.3. SuperconductingTechnologyProgram (FY 1998) inventiondisclosures
ERID No. Subject Submitted by
458 Method of making high-critical-current R. Feenstra, D. K. Christen, anddensity YBCO superconducting layers on M. Paranthamanmetallic substrates (CRADA ORNL97-MULT-0460)*
467 Formation of biaxially textured buffer layers M. Paranthaman, D. F. Lee, D. M. Kroeger,by e-beam evaporation and magnetron and A. Goyalsputtering
534 Biaxiallytexturedbufferlayerfortextured D,F.Lee,D.M.Kroeger,andA.Goyalmetallic substrates (HTSPC-023)*
*Numbersin parentheses are cooperative agreement numbers under which the work was conducted.

3-8 Summary of Technology Partnership Activities
Table 3.4. Superconducting Technology Program
ESID No. Company
1039-X SuperconductiveComponents,Inc.
1640-X(RABiTST~i) MidwestSuperconductivity,Inc.(two licenses)
1640-X (RABiTST”) Oxford SuperconductingTechnology
1640-X (RABiTSTM) CCVD, Inc., dba MicroCoatingTechnologies
1640-X (RABiTSTM) EURUS Technologies
1640-X (RABiTSTN1) 3M

Summary of Technology Partnership Activities 3-9
Table 3.5. Superconducting Technology Program patents issued
No. Subject Date issued
No. 5,357,756(ESID 1185-X)
No. 5,395,821(ESID 1039-X)
No. 5,525,583(ESID 1471-X)
No. 5,546,261
No. 5,646,097
No. 5,739,086
No. 5,741,377
No. 5.830.828
Bipolar pulse field for magnetic refrigeration
Method of producing PB-stabilized superconductor precursorsand method of producing superconductor articles therefrom
To American Superconductor for Superconducting Magnetic Coil
Hermetically sealed superconducting magnet motor
Method of fabricating a ( 1223) T1-Ba-Ca-Cu-O superconductor
Structures having enhanced biaxial texture and method offabricating same
Structures having enhanced biaxial texture and method offabricating same
Process for fabricatirw continuous Iemzthsof su~erconductors
October 25, 1994
March 7, 1995
June 11, 1996
August 13, 1996
hdy 8, 1997
April 14, 1998
April 21, 1998
November 3.1998

FY 1998 Presentations and Publications
BhattacharYa, R. N., R. D. Blaugher, A. Natarajan, C. M. Carlson, P. A. Parilla, D. S. Ginley,M. Paranthaman, A. Goyal, and D. M. Kroeger, “Thick-Film Processing for T1-Oxide Wire andTape,” Journal of Superconductivi& 11 (1)(1998).
Bhattacharya, R. N., and R. D. Blaugher (NREL); Z. F. Ren, W. Li, and J. H. Wang (SUNY-Buffalo);and M. Parantharnan, D. T. Verebelyi, and D. K. Christen (ORNL), “Superconducting Epitaxial
Thallium Oxide Films by the Electrodeposition Method,” Physics C 304,55-65 (1998).
Bhattacharya, R. N., and R. D. Blaugher (NREL); Z. F. Ren, W. Li, and J. H. Wang (SUNY-Buffalo);and M. Paranthaman, D. T. Verebelyi, and D. K. Christen (ORNL), “Superconducting Epitaxial(TIBi)o~Srl,bBaOACazCujA~,zO, Film from an Electrodeposited Precursor,” E/ectrochemica/andSolid State Letters 1 (4), 165-67(1 998).
Bhattacharya, R., P. A. Parilla, and R. D. Blaugher (NREL); Z. F. Ren, W. Li, and J. H. Wang (SUNY-Buffalo); Y. T. Wang and A. M. Hermann (Univ. of Colorado); and M. Paranthaman, A. Goyal,
D. T. Verebelyi, and D. K. Christen (ORNL), “Superconducting Thallium Oxide Films fromElectrodeposited Precursors,” paper presented at the 1998 Applied SuperconductivityConference, Palm Desert, California, September 13–1 8, 1998, and submitted for publication inIEEE Transactions on Applied $uperconductiviy.
Cantoni, C., D. P. Norton, D. M. Kroeger, M. Paranthaman, D. K. Christen, D. Verebelyi, R. Feenstra,D. F. Lee, E. D. Specht, V. Boffa, and S. Pace, “Phase Stability for the In Situ Growth of
Ndl+xBaz.XCujOYFilms Using Pulsed-Laser Deposition,” accepted for publication in AppliedPhysics Le(ters.
Carlson, C. M., and J. C. Price (Univ. Colorado); D. S. Ginley, D. Niles, and R. Blaugher (NREL);A. Goyal, M. Paranthaman, D. M. Kroeger, and D. K. Christen (ORNL), “Laser-AblatedEpitaxial LaA105 Buffer Layers on Biaxially Textured Ni Substrates for Superconducting
Tapes,” Physics C’304,82-88 (1998).
Christen, D. K., “Current Limits to Wire Technology,” Nature 392 (April 30, 1998).
Christen, D. K., D. T. Verebelyi, R. Feenstra, D. P. Norton, C. Park, Q. He, C. S. Prouteau, M. F.Chisholm, J. D. Budai, E. D. Specht, A. Goyal, M. Paranthaman, D. F. Lee, and D. M. Kroeger,“Superconducting Transport in Coated Conductors and Related Model Systems,” abstractsubmitted to Materials Research Society 1998 Fall Meeting, Boston, Mass., November30–December 4, 1998.
Cui, X., F. A. List, D. M. Kroeger, A. Goyal, D. F. Lee, J. Mathis, E. D. Specht, P. M. Martin,R. Feenstra, D. T. Verebelyi, D. K. Christen, and M. Paranthaman. “Reel-to-Reel ContinuousDeposition of Epitaxial CeOz Buffer Layers on Biaxially Textured Ni Tapes by Electron Beam
Evaporation,” paper presented at the 1998 Applied Superconductivity Conference, Palm Desert,California, September 13–18, 1998, and submitted for publication in IEEE Transactions onApplied Superconductivity.

4-2 FY1998Presentations and Publications
Demko. J. A., et al., “Testing of the Dependence of the Number of Layers on the Performance of a HTSTransmission Cable Prototype,” paper presented at the 1998 Applied Superconductivity
Conference, Palm Desert, California. September 13–18, 1998, and submitted for publication inIEEE Transactions on Applied Superconductivity.
Glavee, G. N. (Lawrence University), R. D. Hunt, and M. Parantharnan (ORNL), “Low-Temperaturepreparation of BaCe03 and CeO,fZrO.z~OzThin Fi Ims Using Sol-Gel processing Techniques!”paper accepted for publication in Materials Research Bulletin.
Gouge. M. J., J. A. Demko. J. W. Lue, J. P. Stovall (oRNL), and R. L. Hugl~ey, R. Martin, and
Goyal.
Goyal.
Goyal.
He. Q..
U. Sinha (Southwire), “HTS Cable Test Facility: Design and Initial Results,” paper presented atthe 1998 Applied Superconductivity Conference, Palm Desert. Cal ifornia, September 13–18,1998. and submitted for publication in IEEE Transactions on Applied Superconductivity.
A., J. Mathis. C. Park. M. Paranthaman, X. Cui, D. K. Christen, E. D. Specht, D. M. Kroeger,J. D. Budai, Q. He, H. R. Kerchner, E. Hatfield, and P. M. Martin (ORNL), “High JC,High J.Conductors Fabricated by Epitaxial Deposition of YBCO on RABiTS,” paper presented to the1998 Applied Superconductivity Conference, Palm Desert, Calif., September 13-18, 1998.
A.. D. P. Norton, D. K. Christen, E. D. Specht, M. Paranthaman, D. M. Kroeger, J. D. Budai,Q. He, F. A. List, R. Feenstra, H. R. Kerchner, D. F. Lee, E. Hatfield, P. M. Martin, J. Mathis,
and C. Park. “Epitaxial Superconductors on Roll ing-Assisted Biaxially Textured Substrates(RABiTS): A Route Towards High Critical Current Density Wire,” Applied Superconductivity 4(10/1I) (October/November 1996).
A.. E. D. Specht, Z. L. Wang, and D. M. Kroeger, “Grain 130undary Studies of High-Temperature
Superconducting Materials Using Electron Backscatter Kikuchi Diffraction,” Ulframieroscopy67.35-57 (June 1, 1997).
D. K. Christen, R. Feenstra, D. P. Norton, M. Paranthaman, E. D. Specht, D. F. Lee, A. Goyal,and D. M. Kroeger (ORNL), “Growth of Biaxially Oriented Conductive LaN i03 Buffer Layerson Textured Ni Tapes for High-TC Coated Conductors,” paper submitted to Physics C.
Kerchner. H. R., and E. H. Brandt, “Alternating Current Power Loss in Superconductive Films,”submitted to Physical Review Letters.
Kerchner. H. R., D. P. Norton, J. D. Budai, D. K. Christen, D. M. Kroeger, E. D. Specht, Q. He,
M. Paranthaman,D. F. Lee, B. C. Sales, F. A. List, and R. Feenstra,“AlternatingCurrentLossesin Biaxial Iy Textured YBazCu;07.8 Films Deposited on Ni Tapes,” Appl. phys. Leff. 71 (14),2029–3 1 (October 1997).
Kunchur. M. N. (Univ. SC), D. K. Christen (ORNL), and B. I. Ivlev (Landau Institute of TheoreticalPhysics), “Decomposition of the Hall Angle in the Mixed State of Superconductors,” Physics C307,241-44 ( 1998).

FY1998Presentations and Publications 4-3
Lawrence, L. R., Jr., C. Cox, and D. Broman, “High Temperature Superconductivity: The Products andTheir Benefits,” Oak Ridge National Laboratory Report No. 0RNL/Sub/97-SX339 V2, July1998.
Lee, D. F., “Review of Fabrication Techniques of Second-Generation HTS Wires,” paper presented tothe Materials Engineering Laboratory at Texas Center for Superconductivity, University of
Houston, December 23, 1997.
Li, Z., “Prospects for the Medium- and Long-Term Development of China’s Electric Power Industry andAnalysis of the Potential Market for Superconductivity Technology,” Oak Ridge National
Laboratory Report No. 0RNL/Sub-97-SX339 V/l, May 1998.
List, F. A., A. Goyal, M. Parantharnan, D. P. Norton, E. D. Specht, D. F. Lee, and D. M. Kroeger(ORNL), “High J, YBCO Films on Biaxially Textured Ni with Oxide Buffer Layers DepositedUsing Electron Beam Evaporation and Sputtering,” Physics C 302, 87–92 (1998).
Lue, J. W., and J. A. Demko, L. Dresner (consultant), R. L. Hughey, U. Sinha, and J. C. Tolbert(Southwire),and S. K. Olsen. (Technical Universityof Denmark),“AC Lossesof PrototypeHTSTransmission Cables,” paper presented at the 1998Applied Superconductivity Conference,Palm Desert, California, September 13–1 8, 1998, and submitted for publication in lEEETransactions on Applied Superconductive@.
Lue, J. W., and M. S. Lubell (ORNL), and M. J. Tomsic (Plastronic), “AC Losses of HTS Tapes andBundles with De-Coupling Barriers,” paper presented at the 1998 Applied SuperconductivityConference, Palm Desert, California, September 13–1 8, 1998, and submitted for publication inIEEE Transactions on Applied Superconductivity.
Mathis, J. E., A. Goyal, F. A. List, M. Paranthaman, D. K. Christen, E. D. Specht. D. M. Kroeger, D. F.Lee, and P. M. Martin, “Biaxially Textured YBazCu307.a Conductors on Rolling AssistedBiaxially Textured Substrates with Critical Current Densities of 2-3 MA/cmz,” Jpn. J. AppI.
phys. 37, ] ]B (1998).
Norton, D. P., C. Park, J. D. Budai, S. J. Pennycook, and C. Prouteau, “Plume-Induced Stress in Pulsed-
Laser Deposited CeOz Films,’’submitted to Applied Physics Letters.
Norton, D. P., C. Park, C. Prouteau, D. K. Christen, M. F. Chisholm, J. D. Budai, A. Goyal, E. Y. Sun,D. F. Lee, D. M. Kroeger, E. Specht, and M. Paranthaman, “Epitaxial YBazCuj07 Films onRolled Textured Metals for High-Temperature Superconducting Applications,” submitted to the
4th International Workshop on Oxide Electronics (Bethesda, Maryland,Dec.9-12, 1997)and tobe published in Journal of Metls. Science and Engineering B.
Paranthaman, M., D. B. Beach, J. S. Morrell, A. Goyal, E. D. Specht, J. E. Mathis, D. T. Verebelyi, andD. K. Christen (ORNL) and S. S. Shoup (MicroCoating Technologies), “Growth of TexturedBuffer Layers and Superconductors on Rolled Ni Substrates Using Sol-Gel AlkoxidePrecursors,” paper submitted to proceedings of CIMTEC World Ceramics Congress and Forumon New Materials, Florence, Italy, June 14-19, 1998.
—-. ... ..———..- . .. . . . .—. ——— —

4-4 FY1998Presentations and Publications
Paranthaman. M., and B. C. Chakoumakos (ORNL), “Synthesis and Characterization of BulkHgBazCan-lCu,,oznYz+b(n=l ,2,3,4) Superconductors,” pp. 133-152. In A. Narlikar (cd.), Studies ofHigh Temperature Superconductors. Vol. 26. Nova Science Publishers. Commack, N.Y.
Paranthaman. M., A. Goyal, D. P. Norton, D. F. Lee, E. D. Specht, P. M. Martin, D. M. Kroeger, D. K.Christen, C. Park, and J. E. Mathis, “Fabrication of High Current YBazCu307., CoatedConductors Using Biaxially Textured Buffer Layers on Rolled-Ni Substrates,;> abstract submittedto the 9’1’International Conference on Modern Materials and Technologies Topical SymposiumVI, Florence, Italy, June 14-19, 1998.
Parantharnan.M.. D. F. Lee, R. Feen.stra,A. Goyal, D. T. Verebelyi, D. K. Christen, E. D. Specht, F. A.List. P. M. Martin, and D. M. Kroeger (ORNL), D. F. Ren, W. Li, D. Z. Wang, J. Y. Lao, andJ. H. Wang (SUNY-Buffalo), “Optimization of Buffer Layers on Rolled-Ni Substrates for High-Current YBCO and Tl,Bi- 1223 Coated Conductors using Ex Situ Precursor Approaches,” paperpresented at the 1998 Applied Superconductivity Conference, Palm Desert, California,September 13-18, 1998, and submitted for publication in IEEE Transactions on AppliedSIIpercolldllcti\]i~.
Parantharnan. M., D. F. Lee, A. Goyal, F. A. List, J. E. Mathis, D. M. Kroeger. R. Feenstra, and D. K.Christen, “Growth of High Current YBCO Coated Conductors on Biaxially Textured Nickel
Substrates,.. paper presented to the 1998 Applied Superconductivity Conference, Palm Desert,Cal if., September 13–18. 1998.
Paranthaman, M., S. S. Shoup, D. B. Beach, A. Singhal, J. S. Morrell, A. Goyal, E. D. Specht, and D. M.Kroeger, .’Growth of Biaxially Textured Buffer Layers and Superconductors on Rolled-Ni
Substrates Using Sol-Gel Alkoxide Precursors,” abstract submitted to the 9’hInternationalConference on Modern Materials and Technologies Topical Symposium VI, Florence, Italy, June14–19, 1998.
Paranthaman, M., S. S. Shoup, D. B. Beach, R. K. Williams, and E. D. Specht, “Epitaxial Growth ofBaCr03 Films on Single Crystal Oxide Substrates using Sol-Gel Alkoxide Precursors” MaterialsResearch Bulletin 32( 12), 1697-1704 (1997).
Parilla. P. A., C. M. Carlson, Y. T. Wang, R. N. Bhattacharya, R. D. Blaugher, and D. S. Ginley (NREL);and M. Paranthaman, A. Goyal, D. K. Christen, and D. M. Kroeger (ORNL), “Buffer Layers andThallination of T1-based Superconductors on Flexible Metal Substrates,” paper presented at the1998 Applied Superconductivity Conference, Pahn Desert, California, September 13–18, 1998,and submitted for publ ication in IEEE Transactions on Applied Superconductivity.
Park. C., D. P. Norton, J. D. Budai, D. K. Christen, D. Verebelyi, R. Feenstra, D. F. Lee, A. Goyal, D. M.Kroeger, and M. Parantharnan, “Bend Strain Tolerance of Critical Currents for YBazCu~07 Films
Deposited on Rolled-Textured (001) Ni,” Appl. Phys. Left. 73(13) (September 28, 1998).
Park, C., D. P. Norton, D. K. Christen, D. T. Verebelyi, R. Feenstra, J. D. Budai, D. F. Lee, A. Goyal,E. D. Specht, D. M. Kroeger, and M. Parantharnan, “Long-Length Fabrication of YBCO onRolling Assisted Biaxially Textured Substrates (RABiTS) Using Pulsed Laser Deposition,” paperpresented at the 1998 Applied Superconductivity Conference, Palm Desert, California,

FY1998Presentations and Publications 4-5
September 13–1 8, 1998, and submitted for publication in IEEE Transactions on Applied
Superconductivity.
Prouteau, C., G. Duscher, D. K. Christen, N. D. Browning, S. J. Pennycook, M. F. Chisholm, D. P.
Norton, A. Goyal, and C. Park,’’Correlation of Transport Properties with Grain Boundary AtomicStructure in High TCSuperconducting Films and Tapes,” p. 1015 in Proceedings oJ the IOth
International Symposium on Superconductive@ (ISS ‘97), K. Osamura and 1. Hirabayashi (eds.),
Gifu, Japan, 1998.
Ren, Z. F., W. Li, D. Z. Wang, J. Y. Lao, and J. H. Wang (SUNY-Buffalo); and M. Paranthaman, D. T.Verebelyi, and D. K. Christen (ORNL), “Growth and Characterization of Superconducting FilmsTIO,~BiOzzSrlbBaO~CazCu~Ogon CeOz-Buffered Single Crystal YSZ,” Physics C 306, 149–53(1998).
Rupich, M. W., W. Palm, W. Zhang, E. Siegal, S. Annavarapu, L. Fritzemeier, M. D. Teplitsky, and
C. Thieme (American Superconductor), and M. Parantharnan (ORNL), “Growth andCharacterization of Oxide Buffer Layers for YBCO Coated Conductors,” paper presented at the1998 Applied Superconductivity Conference, Palm Desert, California, September 13–1 8, 1998,and submitted for publication in IEEE Transactions on Applied Superconductivi&.
Schwenterly, S. W., “High-Voltage Testing of Superconducting Power Apparatus,” paper accepted for
publication in Cryogenics.
Schwenterly, S.W., B.W. McConnell, et al., “ Performance of a 1-MVA HTS DemonstrationTransformer,” paper presented at the 1998 Applied Superconductivity Conference, Palm Desert,California, September 13–1 8, 1998, and submitted for publication in IEEE Transactions onApplied Superconductivity.
Sheth, A., V. Lasrado, and M. White (UTSI) and M. Paranthaman (ORNL), “Bench-Scale Evaluation ofBatch Mode Dip-Coating of Sol-Gel LaAIO~ Buffer Material,” paper presented at the 1998
Applied Superconductivity Conference, Palm Desert, California, September 13–1 8, 1998, and
submitted for publication in IEEE Transactions on Applied Superconductivity.
Shoup, S. S., M. Paranthaman, A. Goyal, E. D. Specht, D. F. Lee, D. M. Kroeger, and D. B. Beach,“Epitaxial Thin Film Growth of Lanthanum and Neodymium Aluminate Films on Roll-Textured
Nickel Using a Sol-Gel Method,” J Amer. Ceram. Sot. 81 (11), 3019–21 (1998).
Shoup, S. S., S. Shanmugham, D. Cousins, and A. T. Hunt (MicroCoating Technologies), andM. Paranthaman, A. Goyal, P. M. Martin, and D. M. Kroeger (ORNL), “Low-Cost CombustionChemical Vapor Deposition of Epitaxial Buffer Layers and Superconductors,” paper presented atthe 1998 Applied Superconductivity Conference, Palm Desert, California, September 13–1 8,1998, and submitted for publication in IEEE Transactions on Applied Superconductivity.
Singhal, A.., M. Paranthaman, E. D. Specht, R. D. Hunt, D. B. Beach, P. M. Martin, and D. F. Lee,“Solution Processing of YBazCu~O,., Thin Films,” Mat. Res. Sot. Symp. Proc. 495 (1998).

4-6 FY1998Presentations and Publications
Solovyov. V. F., H. J. Wiesmann, and M. Suenaga (BNL), and R. Feenstra (ORNL), “Thick YBazCu;07Films by Post Annealing of the Precursor by High Rate E-Beam Deposition on SrTiOjSubstrates,’. paper submitted to P@sicu C.
Specht, E. D., A. Goyal, D. F. Lee, F. A. List, D. M. Kroeger, M. Paranthaman, R. K. Williams, andD. K. Christen, .’Cube-Textured Nickel Substrates for High-Temperature Superconductors,”
Superconductor Science and Technology 11 (10), 945-49 (October 1998).
Sun. E. Y.. A. Goyal. D. P. Norton, C. Park, D. M. Kroeger, M. Paranthaman, and D. K. Christen(ORNL). “High-Resolution TEM/AEM Characterization of Epitaxial Oxide Multi layersFabricated by Laser Ablation on Biaxially Textured Ni,” submitted to the Journal of MaterialsResearch.
Tirumala. S. P.. D. F. Lee. D. M. Kroeger, and K. Salama, “Effects of Stoichiometric Variation andCooling Rate on the Phase Formation and Critical Current Density of Bi-2223 Powder-in-TubeTapes Made from Aerosol Precursor,” Supercond. Sci. Teclmol. 11, 496-504(1998).
Verebelyi. D. T.. D. K. Christen, C. Prouteau, G. Duscher, N. D. Browning, S. J. Pennycook, M. F.
Chisholm, D. P. Norton, C. Park, and E. D. Specht, “Correlations Between SuperconductingTransport Properties and Atomic Structure of YBCO Single Grain Boundaries in Large Magnetic
Fields,’. paper presented at the 1998 Applied Superconductivity Conference, Palm Desert,
California, September 13–I 8, 1998, and submitted for publication in IEEE Transactions onApplied Superconductivi~~.
Walker. M. S.. et al., “Preliminary Test of a Cryocooled 1-MVA HTS Transformer;’ invited presentationat the 1998 International Workshop on Superconductivity, Okinawa, Japan, July 13–1 5, 1998.
Walker. M. S.. (IGC) et al.. “I -MVA HTS Demonstration Transformer and Other Power Applications,’.abstract submitted to the International Workshop on Superconductivity to be held, July 13– 15,1998. in Okinawa, Japan.
Williams. R. K.. P. M. Martin, and J. O. Scarborough(ORNL), “Thermal Conductivity of PartiallySubstituted YBazCu~07..b,“ submitted to Physical Review B.
Williams. R. K., J. O. Scarborough, J. M. Schrnitz, and J. R. Thompson, “Thermal Conductivity of
Polycrystalline YBazCu,O, from 10 to 300 K,” Physical Review B 57 ( 17) (May 1, 1998).
Yang. Chau-Yun, and S. E. Babcock (Univ. of Wisconsin); A. Goyal, M. Paranthaman, F. A. List, D. P.
Norton, and D. M. Kroeger(ORNL); and A, lchinose (Central Research Inst. of Electric PowerIndustry, Japan), “Microstructure of Electron-Beam-Evaporated Epitaxial Yttria-Stabilized
Zirconia/CeOz Bilayers on Biaxially Textured Ni Tape,” Physics C 307, 87–98 (1998).

ORNL/HTSPC-10
INTERNAL DISTRIBUTION
1.2.3.4.5.6.7.8.9.
10.11.
12.13.14.
15.
16.17.
18–27.28.29.30.31.32.
D. B. BeachE. E. BloomM. A. BrownJ. D. BudaiT. G. Chirayil
D. K. ChristenD. F. CraigX. CuiF. V. DamianoJ. A. DemkoL. M. Dickens
L. B. DunlapR. FeenstraR. G. Gilliland
M. J. Gouge
G. R. GruzalskiA. GoyalR. A. HawseyD. R. JamesH. R. KerchnerD. M. KroegerL. A. LangleyD. F. Lee
33. F. A. List 11134. J. V/. Lue35. P. M. Martin36. J. E. Mathis37. B. W. McConnell
38. D. P. Norton39. M. Paranthaman40. C. Park41. J. B. Roberto42. 1. Sauers
43. A. C. Schaffiauser
44. S. W. Schwenterly45. J. Sheffield46. V. K. Sikka
47. E. D. Specht
48. J. P. Stovall49. D. T. Verebelyi
50–54. W. Koncinski55. J. VanCoevering56. R. K. Williams
57–58. Laboratory Records Dept.59. Laboratory Records—RC60. Central Research Library
EXTERNAL DISTRIBUTION
61. L. Adams, EURUS Technologies, 2031 East Paul Dirac Dr., Innovation Park,Tallahassee FL 32310
62. D. M. Adamson, U.S. DOE, Office of Power Technologies, EE-1 O, U.S. Department ofEnergy, 1000 Independence Ave. SW, Washington, D.C. 20585-0121
63. N. Aversa, Consultant, Waukesha Electric Systems, 400 S. Prairie Ave., Waukesha, WI53186-5937
64. U. Balachandran, Argonne National Laboratory, ET/212, 9700 South Cass Avenue,Argonne, IL 60439-4838
65. R. D. Blaugher, National Renewable Energy Laborato~, 1617 Cole Boulevard, Golden,CO 80401
66. S. Bray, National Institute of Standards and Technology, 325 Broadway, Boulder, CO
8030367. J. G. Daley, EE- 12, U.S. Department of Energy, Office of Power Technologies,
5H-078/FORS, 1000 Independence Avenue, S.W., Washington, DC 20585-012168. D. Driscoll, Rockwell Automation, 24800 Tungsten Road, Cleveland,OH4411769. K. Efferson, American Magnetics, Inc., P.O. Box 2509, Oak Ridge, TN 37831-2509

70. J. Ekin, National Institute of Standards and Technology, 325 Broadway, Boulder, CO80303
71. G. H. Epstein. Intermagnetics General Corporation, P.O. Box 461, Latham, NY 12110-0461
72. L. B. Fritzemeier, American Superconductor Corporation, Two Technology Drive,Westborough MA 01581
73. A. Funkenbusch, 3M Corporate Research Tech. Dev. Laboratory, 3M Center Bldg. 218-1-05, St. Paul, MN 55144-1000
74. J. R. Gaines, Superconductive Components, Inc., 1145 Chesapeake Ave., Columbus, OH43~12
75. P. M. Grant, Electric Power Research Institute, P.O. Box 10412, Palo Alto, CA 9430376. P. Haldar. lntermagnetics General Corporation, P.O. Box 461, Latham, NY 12110-046177. Z. Haq, Energetic. Inc.,501 School St. S.W., Suite 500, Washington DC 2002478. R. L. Hughey, Jr., Southwire Company, One Southwire Drive, Carrollton,GA3011 979. A. T. Hunt, MicroCoating Technologies, 3901 Green Industrial Way, Chamblee, GA
30341
80. H. S. Hsu, Irntech,12417ButternutCircle, Knoxville,TN 3792281. A. J. Jelacic. EE- 12, U.S. Department of Energy, Office of Power Technologies,
5H-078/FORS, 1000 Independence Avenue, S.W., Washington, DC 20585-012182. R. H. Jones, Rochester Gas and Electric, 89 East Avenue, Rochester, NY 14649-000 I
83. A. Lamanna,Energetic, Inc.,501 School St. S.W., Suite 500, Washington DC 2002484. D. C. Larbalestier, University of Wisconsin-Madison, Applied Superconductivity
Center, 1500 Engineering Drive, Madison, WI 53706-168785. W. C. Lin, U.S. Department of Energy, Office of Assistant Manager for Energy Research
and Development, Oak Ridge Field Office, P.O. Box 2008. Oak Ridge, TN 37831-626986. K. R. Marken. Jr.. Oxford Superconducting Technology, P.O. Box 429, Carteret, NJ
07008-0429
87. S. P. Mehta, Waukesha Electric Systems, 400 S. Prairie Ave., Waukesha, W]53186-5937
88. J. W. Muehlhauser, University of Tennessee Space Institute, B. H. Goethert Parkway,MS 8, Tullahoma, TN 37388-8897
89. C. E. Oberly. WL/POOX-2, Aerospace Power Div., Wright Laboratory, 2645 Fifth St.,WPAFB OH 45433-6563
90. D. E. Peterson, Los Alamos National Laboratory, Superconductivity Technology Center,P.O. Box 1663, MS K763, Los Alamos, NM 87545
91. W. C. Pittman, Hqtrs, U.S. Army Aviation and Missile Command, Attn: AMSAM-RD-MG. Redstone Arsenal, AL 35898-5000
92. G. B. Riley, American Superconductor Corporation, Two Technology Drive,
Westborough, MA 0158 I93. J. Remans, EURUS Technologies, 203 I East Paul Dirac Dr., Innovation Park,
Tallahassee FL 3231094. M. W. Rupich, American Superconductor Corporation, Two Technology Dr.,
Westborough, MA 0158195. S. Shanmugham, MicroCoating Technologies, 3901 Green Industrial Way, Charnblee,
GA 3034196. S. S. Shoup, MicroCoating Technologies, 390 I Green Industrial Way, Chamblee. GA
3034197. U. K. Sinha, Southwire Company, One Southwire Drive, Carrollton, GA301 1998. J. Storer. 3M Industrial and Consumer Sector, 3M Center, Bldg. 60-l N-O 1, St. Paul, MN
55144-1000

99.
100,101.
102.
103.
104.
105.
106.
107.
108.
M. Suenaga, Brookhaven National Laboratory, Bldg. 480, P. O. Box 5000, Upton, LongIsland, NY 11973-5000M. J, Tomsic, Plastronic,Inc., 11641N. Dixie Dr., Tipp City, OH 45371
T. Vanderah,National Instituteof Standardsand Technology, Ceramics Division,Building 223, A-256, Gaithersburg, MD 20899
J. Voight, Sandia National Laboratories, MS 1405, P.O. Box 5800, Albuquerque, NM87185-1405J. E. Wagner, Waukesha Electric Systems, 400 S. Prairie Ave., Waukesha, WI53186-5937M. S. Walker, Intermagnetics General Corporation, P.O. Box 461, Latham, NY 12110-0461D. O. Welch, Brookhaven National Laboratory, Materials Science Division, Upton, LongIsland, NY 11973J. W. Wilson, Midwest Superconductivity, Inc., 1315 Wakarusa Dr., Lawrence, KS
66049J. V. Worth, Oxford Superconducting Technology, P.O. Box 429, Carteret, NJ 07008-0429G. J. Yurek, American Superconductor Corporation, Two Technology Drive,Westborough,MA01581
---- — . . . .. ... ..-— --—. ,. .-— —--- —