Embed Size (px)
Citation preview

A POSSIBILITY OF NUCLIDES SEPARATION BY SUPER
HIGH TEMPERATRUE TREATMENT METHOD OF HLLW
H. HORIE and M. YONEYA
PNC, Japan
271
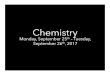
PROCEDURE
CALCINATION ; HLLW IS HEATED, WATER IS VAPORIZED AND FP NITRATES DECOMPOSE
TO OXIDES.
SUBLIMATION ; OXIDES ARE HEATED AT 700°C AND CS IS REMOVED BY VAPORIZATION.
MELTING ; NOBLE METALS ARE REDUCED TO METALS DURING MELTING, SEPARATES
FROM OXIDE PHASE AND MELT DOWN
SOLIDIFICATION ; NOBLE METALS AND OXIDE RESIDUE
CONTAINS ALKALI EARTH ELEMENT,
ACTINIDES.
AT THE CRUCIBLE BOTTOM.
ARE SOLIDIFIED. SOLIDIFIED OXIDE
RARE EARTH ELEMENTS, Zr AND
zww3t-Wmn z0
Tt-W &’”
LL 01-1-
zww
ww11- W
m 11-0
IL0
1-~0n
ulxww
-1nzuwwmLL
—
m
CKn Id(_)zId(YwF-
<-1 IL
LLn n
-
273
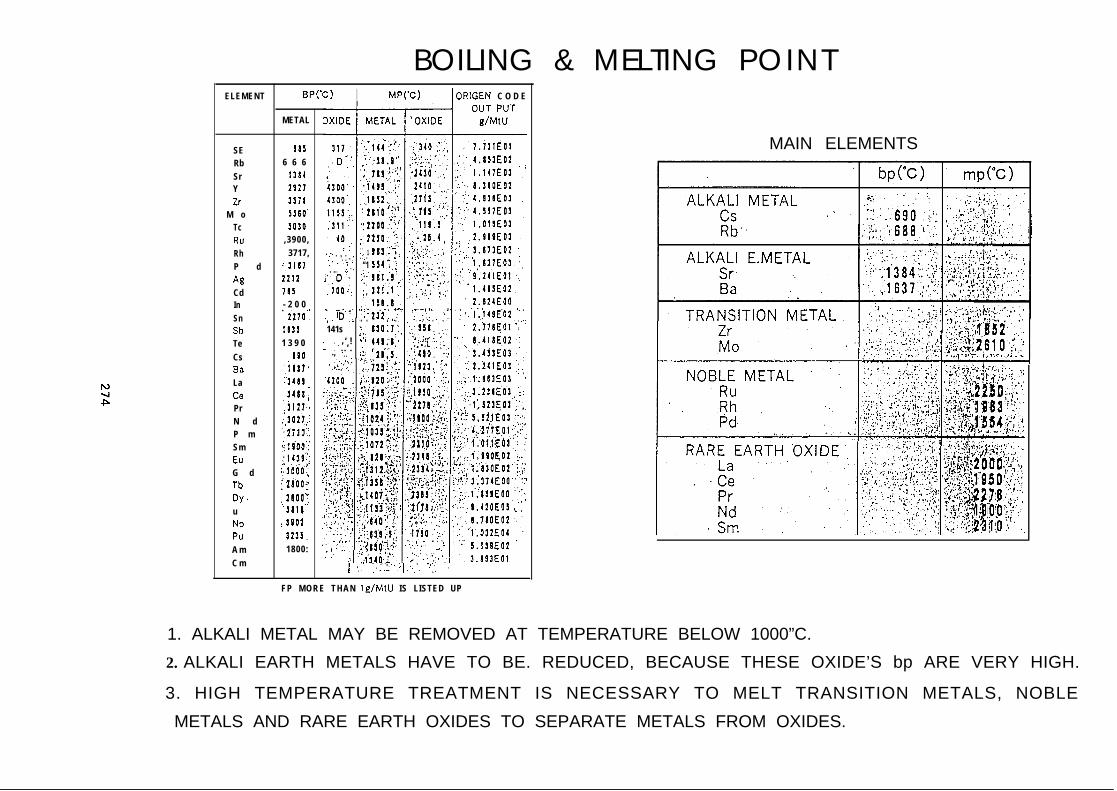
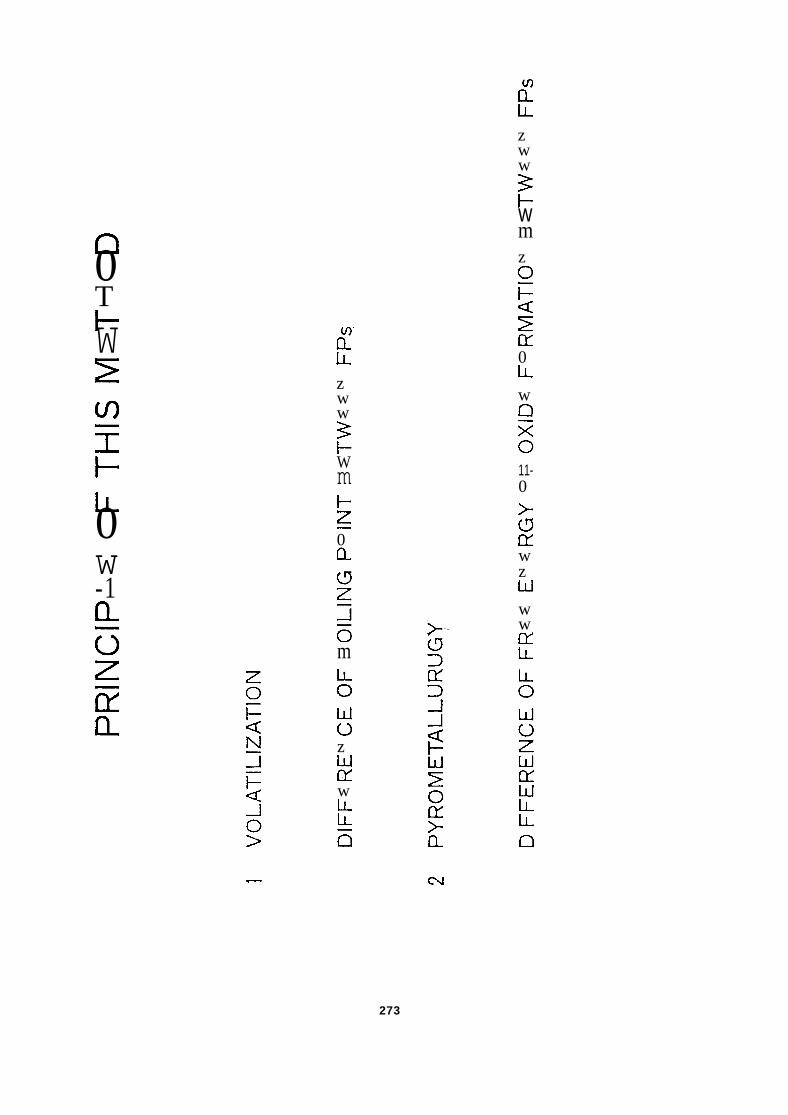
BOILING & MELTING POINTELEMENT
SERbSrYZr
M oTcRuRhP dAgCdInSnSbTeCsBaLaCePrN dP mSmEuG dTb
,DyuNpPuA mC m
BP(”C) I MP~C) I ORIGEN C O D E
METAL
8836 6 6
116419113571S360”solo
,3900,3717,
.,11071211765- 2 0 0.
2270”;!!3s1 3 9 0
890,,itll,:3489.34a8;
jji127,;,102?,:;2710”!;;lioo”:.:!419:,:Jooo;;1100:
,.,1600:!tlt
,3!023136.1800:
,.. ,,..,:’ . .
.,,.. . , . 1. . - ,. :;. .
,. ..:~., “1. .. .
:“D ::/,.,700~: ,; ,
:,. L ,, .. .141s :,,.. , ‘ ! .’l., . . ’ . ;}., ‘ . .
,,:,
, ,’:; -;-..,,,,.., :, ,
MAIN ELEMENTS
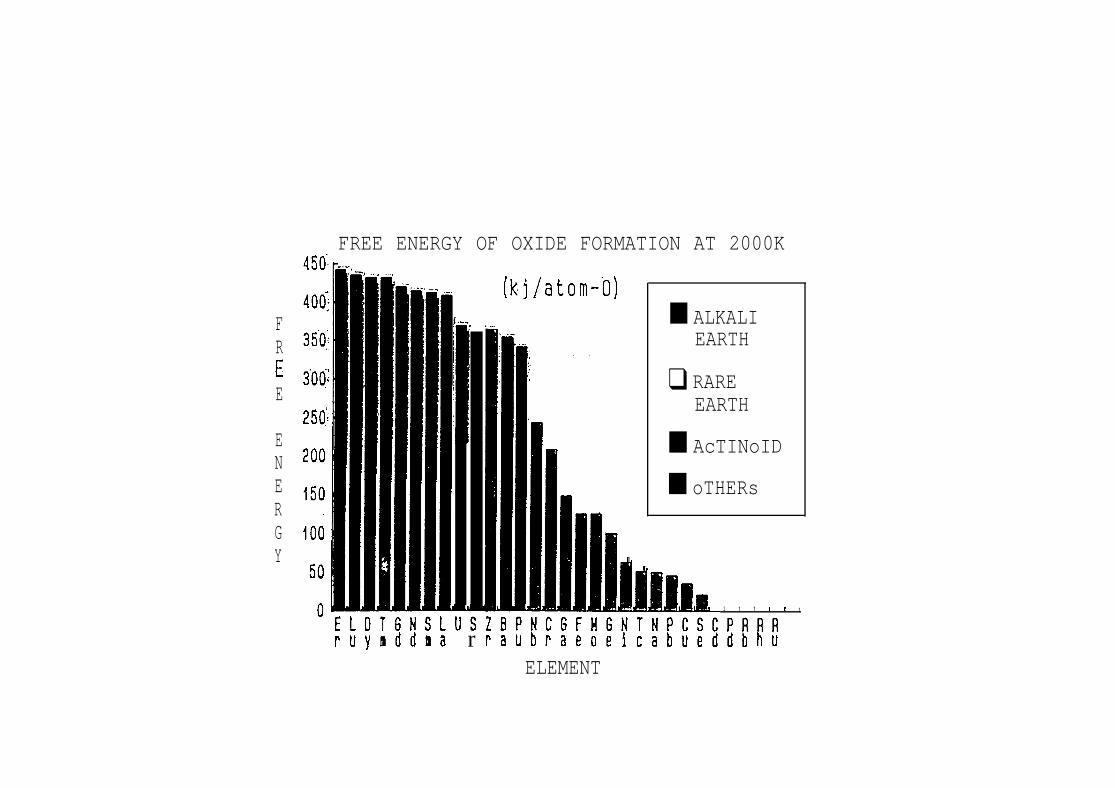
FP MORE THAN lg/MtU IS LISTED UP
1. ALKALI METAL MAY BE REMOVED AT TEMPERATURE BELOW 1000”C.
2. ALKALI EARTH METALS HAVE TO BE. REDUCED, BECAUSE THESE OXIDE’S bp ARE VERY HIGH.
3. HIGH TEMPERATURE TREATMENT IS NECESSARY TO MELT TRANSITION METALS, NOBLE
METALS AND RARE EARTH OXIDES TO SEPARATE METALS FROM OXIDES.
FREE
FREE ENERGY OF OXIDE FORMATION AT 2000K
ENERGY
‘EL DT6NSHJSruyrnddrna r
(kj/atom-0]■ ALKALI
EARTH
❑ RAREEARTH
■ AcTINoID
■ oTHERs
1 t t I t 1
2BPNG6F H6NTNPCSCPRRRraubraeoeicabueddb hu
ELEMENT
THE CONCEPT OF HIGH LEVEL WASTE TREATMENT
1. CONCENTRATION
THIS AIMS TO VITRIFY ALL FP IN HLLW AND TO RELEASE ONLY MINIMUM” VLLW “INTO
ENVIRONMENT. BUT, MLLW SUCH AS BITUMEN OR CEMENT MATERIALS IS PR6DU&D IN
REPROCESSING PLANT. THE EFFORT OF Ml+LW TREATMENT TO SEPARATE INTO HLLW AND
VLLW IS CONTINUED.
2. SEPARATIONN-JU’J
THE SEPARATION OF ALKALI METAL(Cs), ALKALI “EARTH METAL(Sr), NOBLE ‘$?lk~~~(~u, Rh,
P a l ) , .AND TRU IN” HLLW IS IN V E S T I G A T E D F O R L O N G T I M E . THE ADAP~AT:lOti’ ““.~F THIS
PROCESS IS NOT YET SUCCEEDED AT ANY PREPROCESSING PLANT.
3. RATIONALIZATION
THIS IS OUR CONCEPT FOR HLLW TREATMENT.
WE ATTEMPT TO OBTAIN THE MOST COMPACT HIGH LEVEL WASTES AND TO SEPARATE
MANY ELEMENTS IN HLLW AS BY PRODUCTS.
L
ISSUES OF THESE CONCEPT
1. CONCENTRATION – VITRIFICATION
1) LARGE VOLUME ; THIS HAW CAN NOT CONTAIN FP BEYOND
CONCENTRATION IS LIMITED BASED ON FP VOLUBILITY
MATERIAL THERMAL STABILITY.
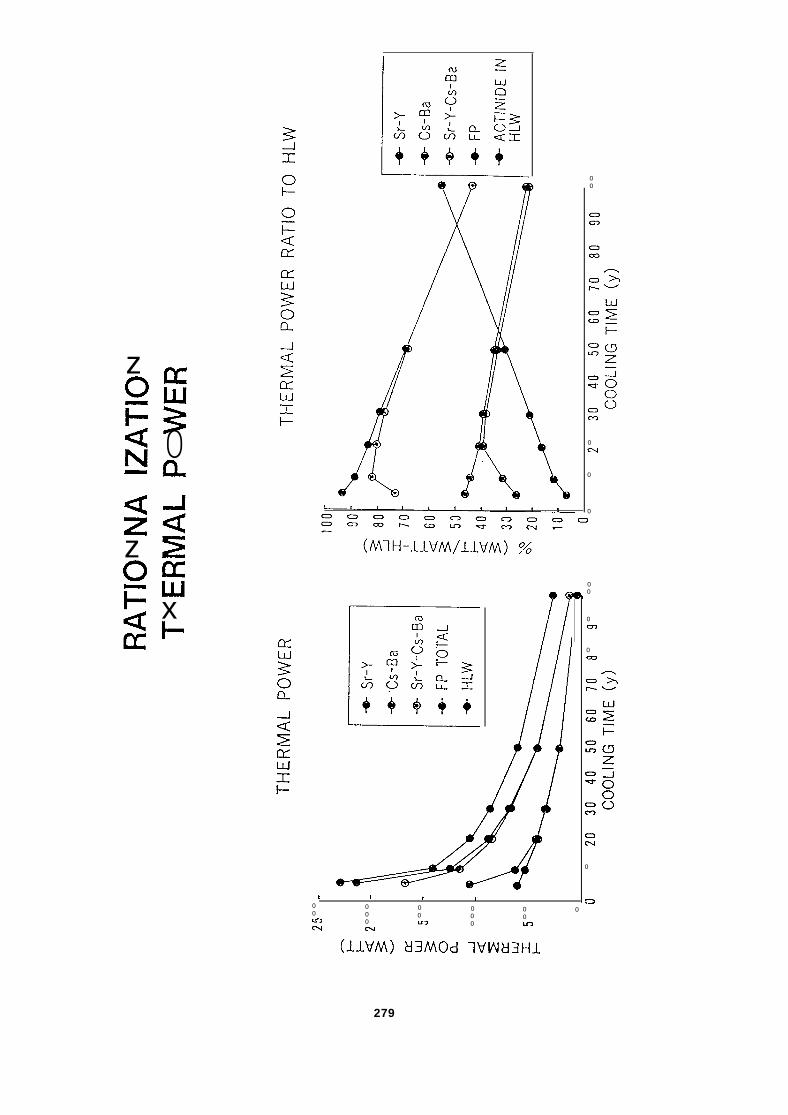
2) THERMAL POWER ; THE THERMAL POWER OF VITRIFIED
COOLING TIME TO DISPOSE INTO THE EARTH.
2. SEPARATION _– UTILIZATION OF cs AND NOBLE METALS
1) HIGH COST ; THE PRICE OF RECOVERED ELEMENTS = PLANT. . . . ,,. \ ,.
ABOUT 10%, BECAUSE OF FP
IN THIS MATRIX AND THIS
HAW REQUIRES 30–50 YEAR
C O N S T RU CTION & oFJERATIoN
COST/RECOVERED E L EM EN T S s T H E S E P R I C E O N T H E M A R K E T. f?].,. . . . . . . . ,’. . :,. . !!.,..... .,, ,,.2) 2nd WASTE GENERATION ; NEW SOLVENT WASTE AND/OR ION EXCHANGE RESIN WASTE IS
GENERATED. THESE ARE NOT PRODUSED IN PUREX REPROCESSING PLANT.
3. RATIONALIZATION – VERY COMPACT SOLIDIFICATION & SEPARATION AS BY PRODUCTS— —. —..—
OUR CONCEPT MUST ANSWER THE ABOVE MENTIONED ISSUES.
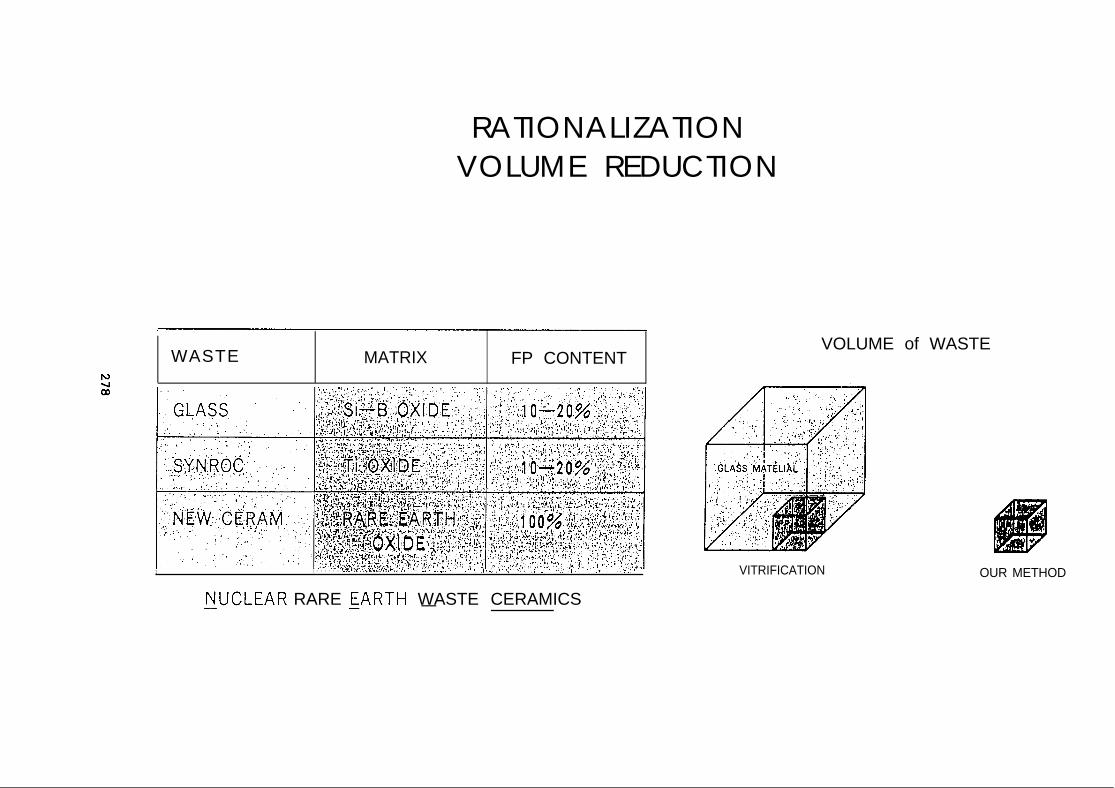
RATIONALIZATIONVOLUME REDUCTION
WASTE MATRIX FP CONTENTVOLUME of WASTE
1 I . . . . . . LZ ,,.. ,. >\,. .,.., .> , . . . . . . !. -, ..., . . . . . ...,.”.,, ,., ,., ,,, , ., !..,- .,, ,,, ,, .’.,
PJJCLEAR RARE EARTH WASTE CERAMICS—
VITRIFICATION OUR METHOD
zo
az
z0
a
0Q
x1- e
J
QlJ-
+++++00
QL
8 t t0
1
00 0
u)0 0
w0w
WY
(llVM) N3MOd
279
0
00
007
0w
0
00
0 0
00m
7VWL13H1
0m
0
COST OF SEPARATION
1.
2.
1.
2.
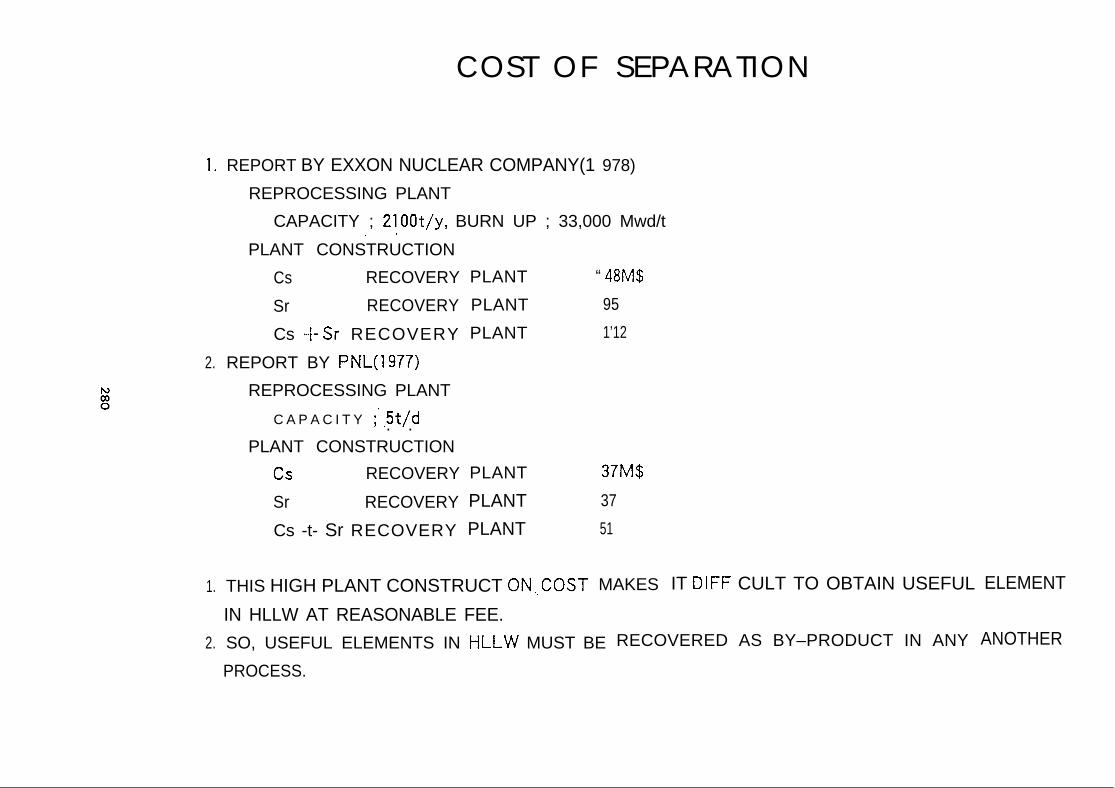
REPORT BY EXXON NUCLEAR COMPANY(1 978)
REPROCESSING PLANT
,.
PLANT CONSTRUCTION
Cs RECOVERY
Sr RECOVERY
Cs + Sr RECOVERY
REPORT BY PNL(1977)
REPROCESSING PLANT
C A P A C I T Y ;’,5t/d. .PLANT CONSTRUCTION
Cs RECOVERY
Sr RECOVERY
Cs -t- Sr RECOVERY
PLANT
PLANT
PLANT
“ 48M$
95
1’12
CAPACITY ; 2100t/y, BURN UP ; 33,000 Mwd/t
IT DIFF CULT TO OBTAIN USEFUL
PLANT
PLANT
PLANT
THIS HIGH PLANT CONSTRUCT ON.,COST
IN HLLW AT REASONABLE FEE.
SO, USEFUL ELEMENTS IN HLLW MUST BE
PROCESS.
37M$
37
51
MAKES
RECOVERED AS BY–PRODUCT IN ANY
ELEMENT
ANOTHER
E X P E R I M E N T
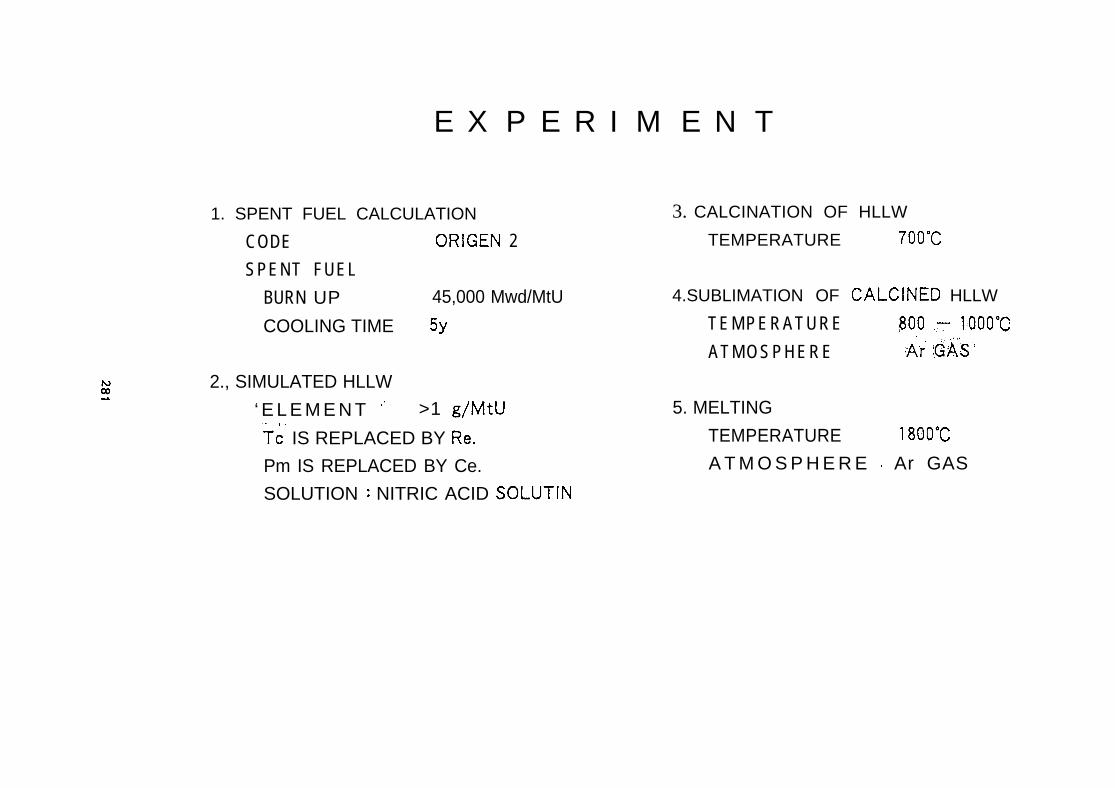
1. SPENT FUEL CALCULATION
CODE ORIGEN 2
SPENT FUEL
BURN UP 45,000 Mwd/MtU
COOLING TIME 5y
2., SIMULATED HLLW
‘ E L E M E N T ‘“ >1 g/MtU
‘Tc’ IS REPLACED BY Re.
Pm IS REPLACED BY Ce.
3. CALCINATION OF HLLW
TEMPERATURE 700”C
4.SUBLIMATION OF CALCINED HLLW
TEMPERATURE ?00 ,,- 1000”C
ATMOSPHERE ,~.r &i&~
5. MELTING
TEMPERATURE 1800°C
A T M O S P H E R E ~ Ar GAS
SOLUTION : NITRIC ACID SOLUTIN
IQcoN
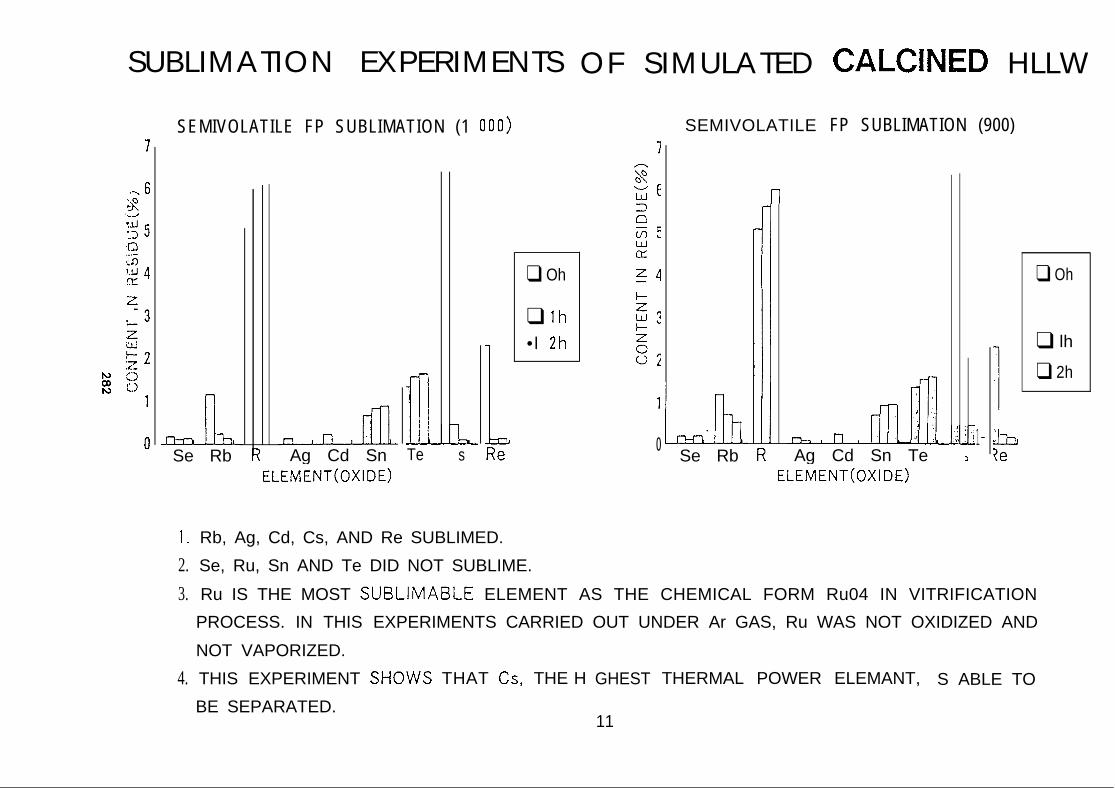
SUBLIMATION EXPERIMENTS
SEMIVOLATILE FP SUBLIMATION (1 OOO)
-IlkSe Rb
1.
2.
3.
4.
JAg Cd Sn
ELEMENT(OXIDE)
1Te
L-s
❑ Oh
❑ lh• l 2h
OF SIMULATED CALCINED HLLW
1
0
SEMIVOLATILE FP SUBLIMATION (900)
I-1
LiIlllSe Rb
_dl_lAg Cd Sn Te
ELEMENT(OXIDE)
1->
khlie
❑ Oh
❑ lh
❑ 2h
Rb, Ag, Cd, Cs, AND Re SUBLIMED.
Se, Ru, Sn AND Te DID NOT SUBLIME.
Ru IS THE MOST SUBLIMABLE ELEMENT AS THE CHEMICAL FORM Ru04 IN VITRIFICATION
EXPERIMENTS CARRIED OUT UNDER Ar GAS, Ru WAS NOT OXIDIZED ANDPROCESS. IN THIS
NOT VAPORIZED.
THIS EXPERIMENT
BE SEPARATED.
THAT Cs, THE H GHEST
11
THERMAL POWER ELEMANT, S ABLE TO
VAPORIZED
[%)
100
90
Elo
70
60
Cs 50
40
30
20
10
0
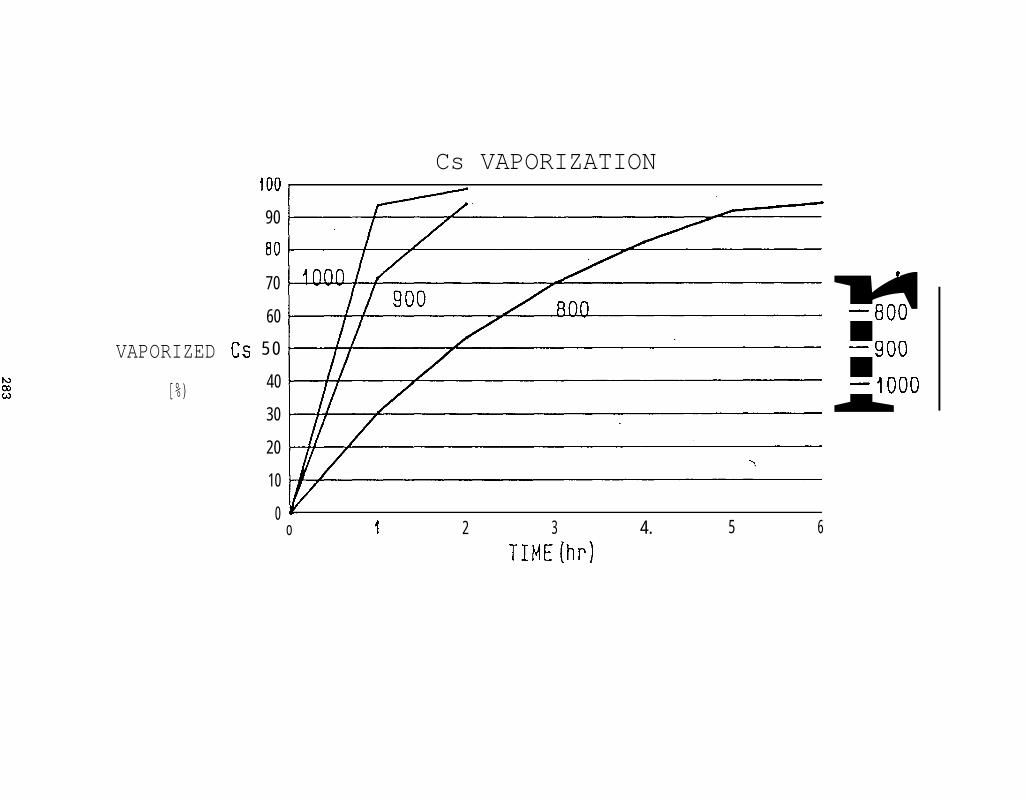
Cs VAPORIZATION
rt–800
–900
–1000
o 1 2 3 4. 5 6
TIME(hr]
THE EFFECT
Cs VAPORIZATIONA
OF Cs SEPARATION
THE RATlO OF THERMAL POWER(HLw OF 50Y COOLING TIME= 100%)
400
$ h
-a-9oo
i=:100 -
nl t
o 1 2 3 4 5 6 ‘O 10 20 30 40 50 60 70 80 90100
1.
2.
3.
TIM E(hr) COOLING TIME(Y)
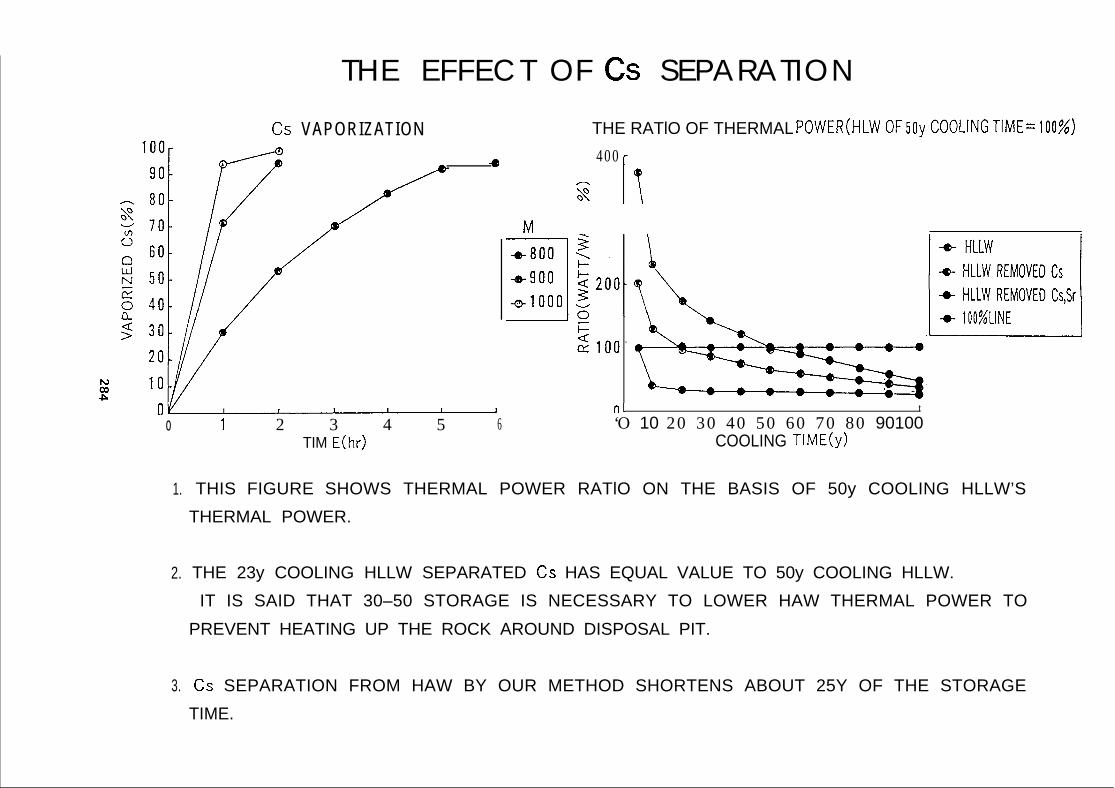
THIS FIGURE SHOWS THERMAL POWER RATlO ON THE BASIS OF 50y COOLING HLLW’S
THERMAL POWER.
THE 23y COOLING HLLW SEPARATED cs HAS EQUAL VALUE TO 50y COOLING HLLW.
IT IS SAID THAT 30–50 STORAGE IS NECESSARY TO LOWER HAW THERMAL POWER TO
PREVENT HEATING UP THE ROCK AROUND DISPOSAL PIT.
cs SEPARATION FROM HAW BY OUR METHOD SHORTENS ABOUT 25Y OF THE STORAGE
TIME.
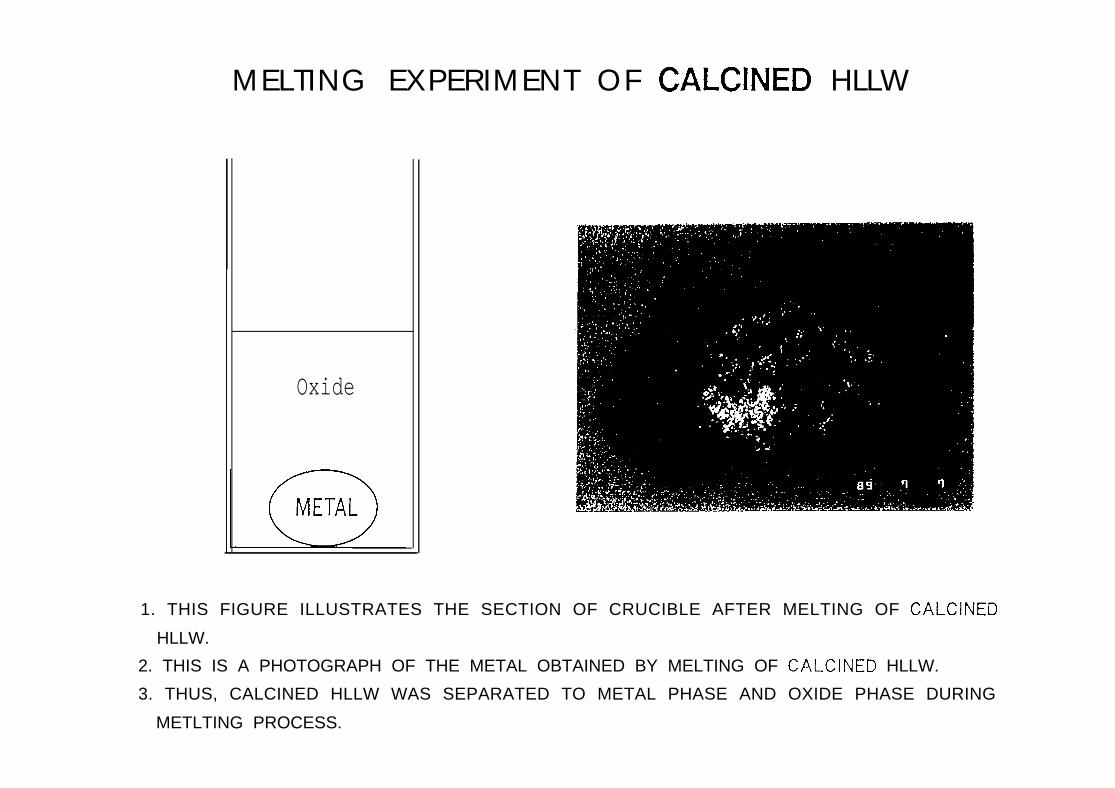
MELTING EXPERIMENT OF CALCINED HLLW
Oxide
1. THIS FIGURE ILLUSTRATES THE SECTION OF CRUCIBLE AFTER MELTING OF CALCINED
HLLW.
2. THIS IS A PHOTOGRAPH OF THE METAL OBTAINED BY MELTING OF CALCINED HLLW.
3. THUS, CALCINED HLLW WAS SEPARATED TO METAL PHASE AND OXIDE PHASE DURING
METLTING PROCESS.
n
Iii
286
Nco%1
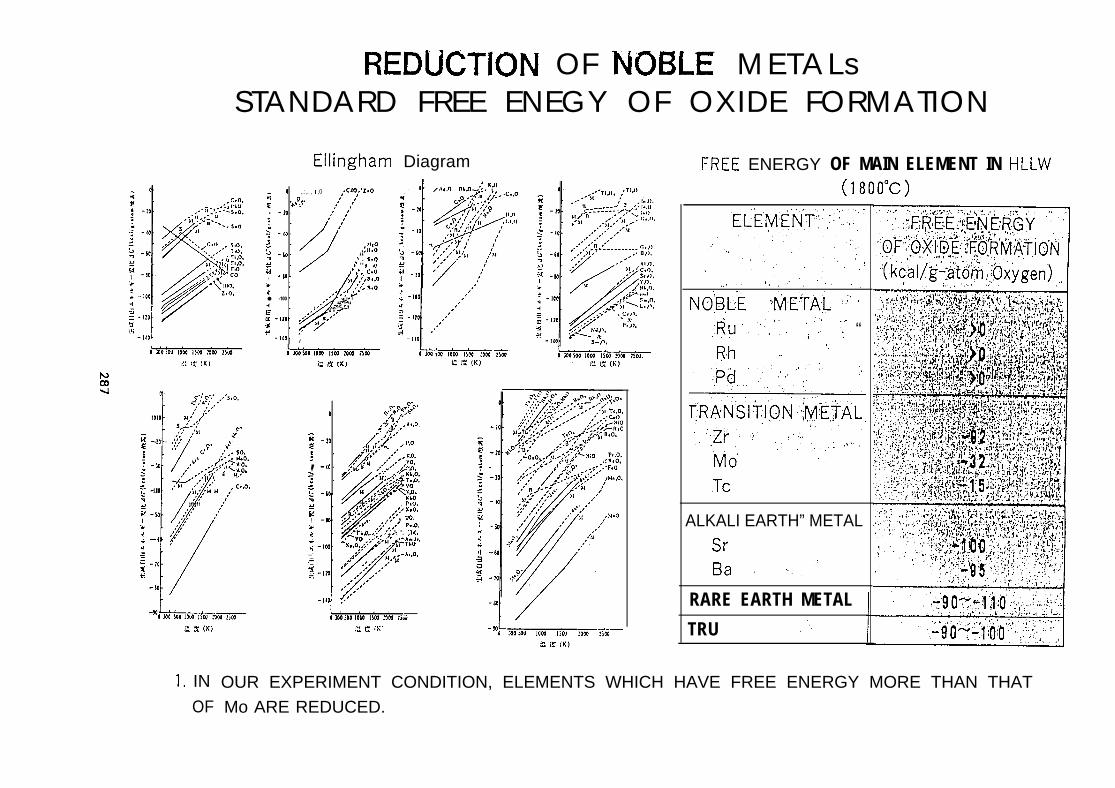
RED~CTION OF NOBLE METALsSTANDARD FREE ENEGY OF OXIDE FORMATION
0
IC’.’ @.,’ ,,,’s.0,~: ,/&. .
,“ ,,; ,,
!0 M,,’ ,)’%->;,,/,, y
K .,. . ;:,, ,zE
/
“~ ,“:,.,.z ,..; -30 /,j&;,,,,,; ,j, . ,!., o> -L,,. ,, ,,,’,. L, C.,o,: -10 ,~,,,. M ,,’
J~
,,,,,, ,,”i., -M ,.’,.’ ,,,,, ,,,*
/
,, ,,,, ,,
: -60 ;’
::
: -,8
i!
- to
- % !40 sm-ihlki-ir-
1. IN
OF
Ellingham
o ,.:,. , t ,0 ,. CIO,.Z.O
.-t P /’: .+. ;!, ,,” ,,: .B . ,,’ ‘
: y
,’: ,’;.,0
:‘J -‘~
,; ::::
. “ S,o,.” ,; ~ ,0y*$
~/
‘ ,*, C.O, -10** ,,,;$$::. -100 ,,, ..>,’,.’
, ,, ,.,.-<,. $; ,, ,,
u -!10, ,,, ~ u,,#4
/
,,
-110
Diagram
,’/’
,/’,/,
.,
.,~ &-c.o .$,+ ,;..’
,. u.,.:% ’.4O.
ii _*~2 ,@’’’,lwlw:, -,, ; ,@’’,,::”;;j:.> -’h, ,,; : .,,,;, .& ,, ,5>,<;2.W& - M“~./
+-.+w,,2!, , M,: ,+ ,
K ,;,, , ,,,,,, .s,0.
! -w. $., ,,,,. ,,,, , Uo,,’ ?.,0,,* ,+ , ~, ,,:2’”,, . .
.! ,: . . . ,Tm..-w ,$;’$.,,, ~’A-J3.
;-IW %,,0,,;,
/
, ,, mu,$,
,, M_. ~z.- A. ,0,“,:,,= ,’ !41‘z ,!, ,’ ,,,.+,-no ,, ,,,
,, .,,/, .’
,,,-!10 ,,’
——
FREE ENERGY OF MAIN ELEMENT IN HLLW(1800”C)
,,,,,. ,\ .’,’ ,,. ,
NO”:B,iE ,>ME~AL “ ~,:RU’ ‘;.”. ‘,’: :; “Rh ~~ ‘:
“MO “Tc
ALKALI EARTH” METAL
SrBa.’
RARE EARTH METAL
TRU ‘
OUR EXPERIMENT CONDITION, ELEMENTS WHICH HAVE FREE ENERGY MORE THAN THAT
Mo ARE REDUCED.
1.
2,
3.
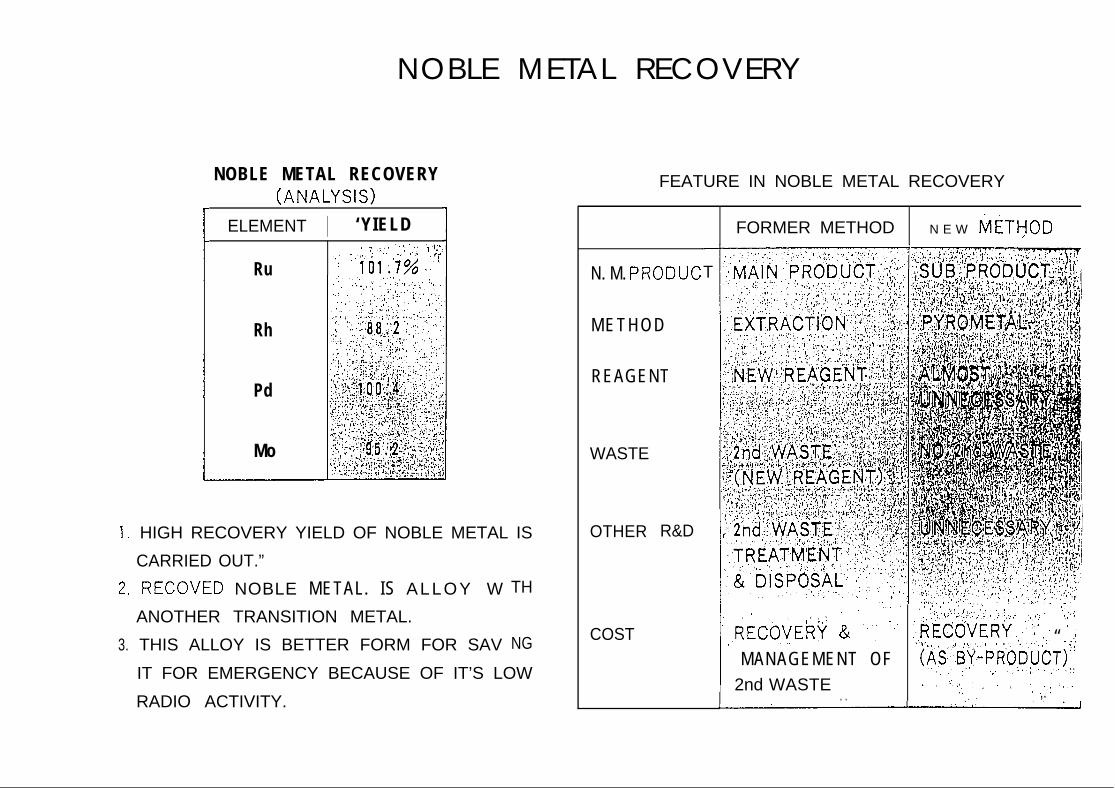
NOBLE METAL RECOVERY
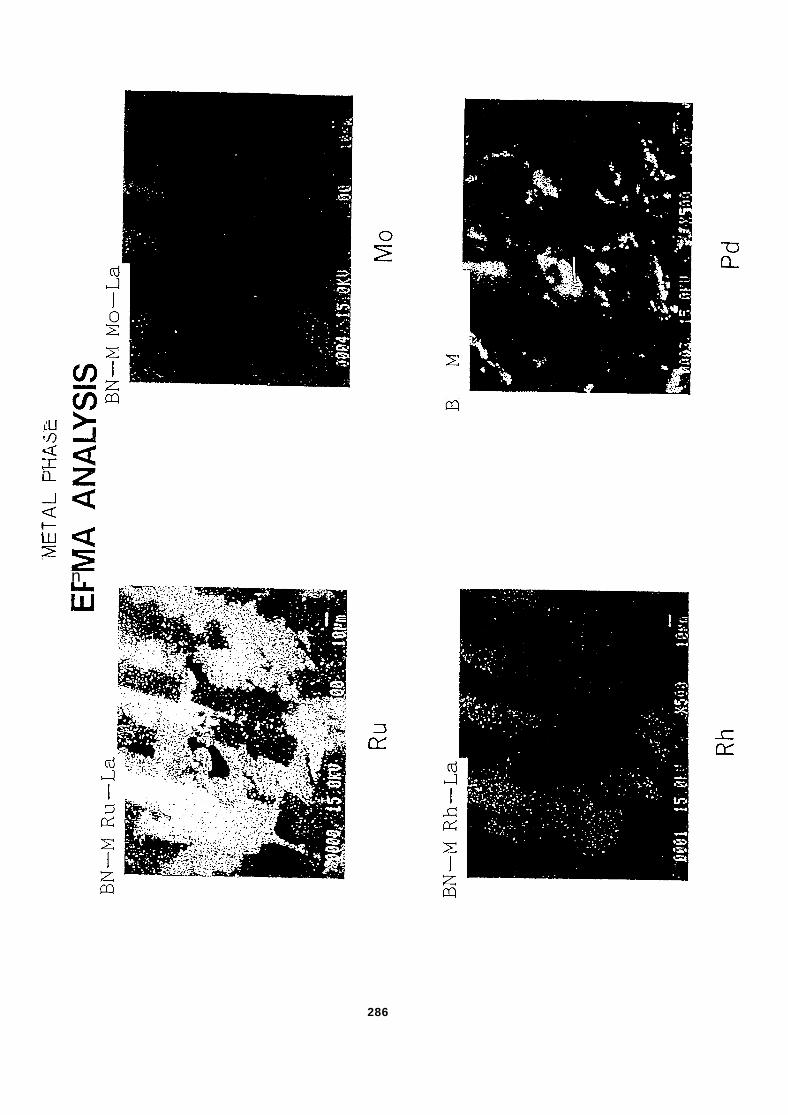
NOBLE METAL RECOVERY(ANALYSIS)
ELEMENT I ‘YIELD
Ru
Rh
Pd
Mo
:::;. .’ .,;’! ... .1;,.,, ...; ., ..,...;
““”:’ ““101 :’7% “’r
HIGH RECOVERY YIELD OF NOBLE METAL IS
CARRIED OUT.”
RECOVED NOBLE METAL. IS ALLOY W
ANOTHER TRANSITION METAL.
THIS ALLOY IS BETTER FORM FOR SAV
TH
NG
IT FOR EMERGENCY BECAUSE OF IT’S LOW
RADIO ACTIVITY.
FEATURE IN NOBLE METAL RECOVERY
FORMER METHOD N E W METtjOD
N. M. PRODUC
METHOD
REAGENT
WASTE
OTHER
COST
R&D
—
T
I i .r!.,(.’~,,~. . . . . !, ..,.,... .,,.,.. ., .,,,.,,., ,( :,,,,, !,,
,,
,’ ,,:,’1.. f’ ..:.,., ,: ’:, ,:, ,.!
.RECOVE’RY & “-, “: i@@y ..”’:! ::” “ .’:::‘ MANAGEMENT OF (AS:’BY:piO.?UCT);’.“:’ ,., ,’ ~’ .“ ‘!:2nd WASTE ., :”,, ,,, ,, ,. .:,,,!: !,’. . ,..,.
15
10
CONTENT (%] O
-5
-lo
-15
:
I ‘-h
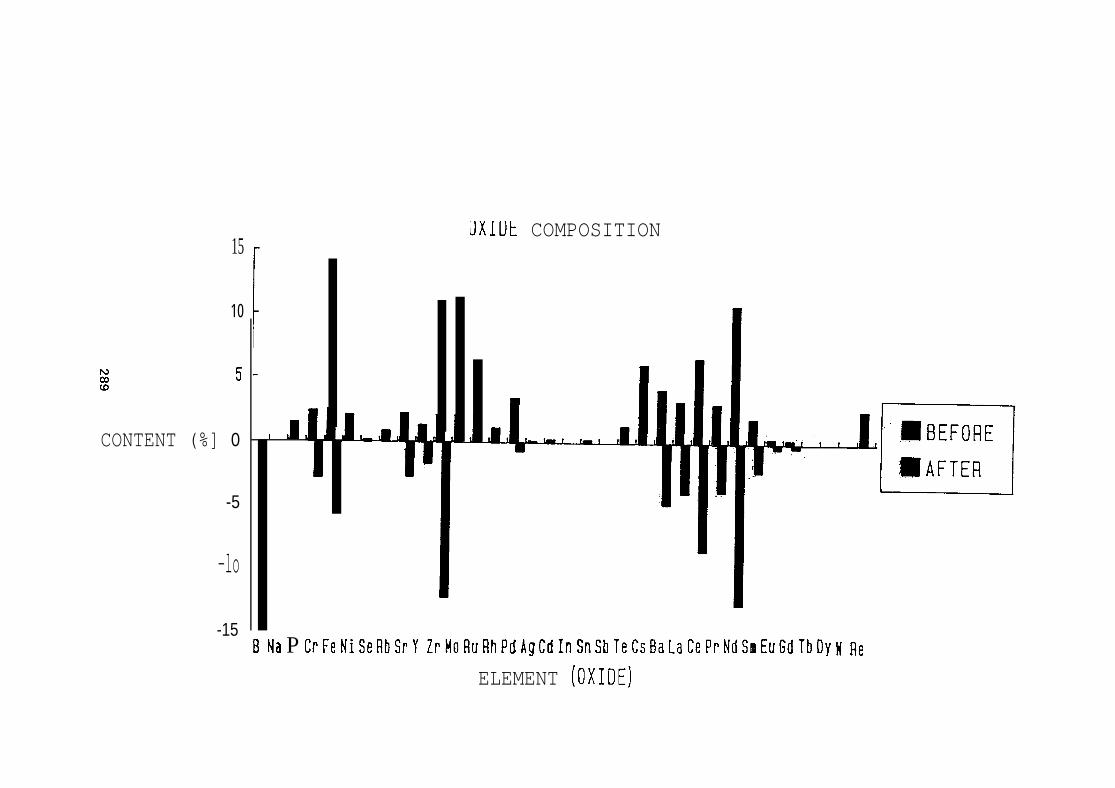
uxlut COMPOSITION
BNa P CrFe NiSe RbSr YZr MoHu HhPd AgCd In SnSb TeCs BaLa CePr NdSrn EuGd TbDy HReELEMENT (oxIOE)
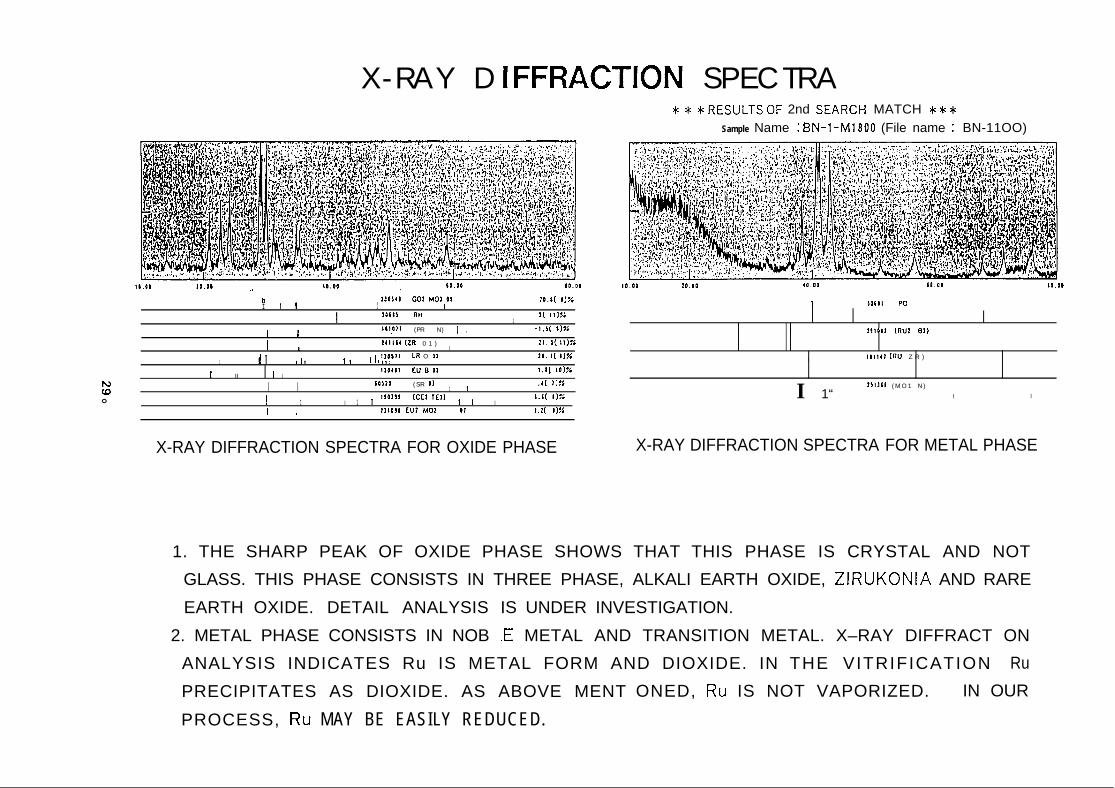
X-RAY D FFRACTION SPECTRA
I 1 I I I
I $868$ RH )[ II]!;1
II ItI.OIJ (PR N) I , -1,$( !)%, ,I 141164 (.?R 0 1 ) 1). !( 11)%
t I
il1>0$11
II 11, ,,, LR O 03 11. !( 11%1 111
1 II 1 I1)0111 EU 8 01 1.1( lo]%
I I 10520 (SR 0)1
.1[ l]%%
I
o I I 1 I1301Y9 (CE1 TEI) $.$[ 1)>6
I I 1 I
1, 111091 Eu1 MOI 01 1.1[ !)$;
** * RESULTS OF 2nd SEARCH MATCH * * *Sample Name J BN-1-M1800 (File name : BN-11OO)
10.00 10.00 10.00 18.00 10.00
t )0611 Po
I 111882 [Rul e!)
I 181141 (llu Z R )
I 1“?Sllcc (MO1 N)
t I
X-RAY DIFFRACTION SPECTRA FOR OXIDE PHASE X-RAY DIFFRACTION SPECTRA FOR METAL PHASE
1. THE SHARP PEAK OF OXIDE PHASE SHOWS THAT THIS PHASE IS CRYSTAL AND NOT
GLASS. THIS PHASE CONSISTS IN THREE PHASE, ALKALI EARTH OXIDE, ZIRUKONIA AND RARE
EARTH OXIDE. DETAIL ANALYSIS
2. METAL PHASE CONSISTS IN NOB
IS UNDER INVESTIGATION.
.E METAL AND TRANSITION METAL. X–RAY DIFFRACT ON
RuANALYSIS INDICATES Ru IS METAL FORM AND DIOXIDE. IN THE VITRIFICATION
PRECIPITATES AS DIOXIDE. AS ABOVE MENT
PROCESS, Ru MAY BE EASILY REDUCED.
ONED, Ru IS NOT VAPORIZED. IN OUR
COMPOSITION OF NEW CERAM
UDSr Y
MAIN ELEMENT
r Ag Sn Sb Ba La Ce Pr
IN NEW CERAM
1I
LId Pm Sm Eu Gd U Np Pu AM Cm
ELEMENT(OXIDE)
COMPOSITION OF NEW CERAM
ELEMENT CONTENT
Zr
RARE EARTH
, TRU
TOTAL
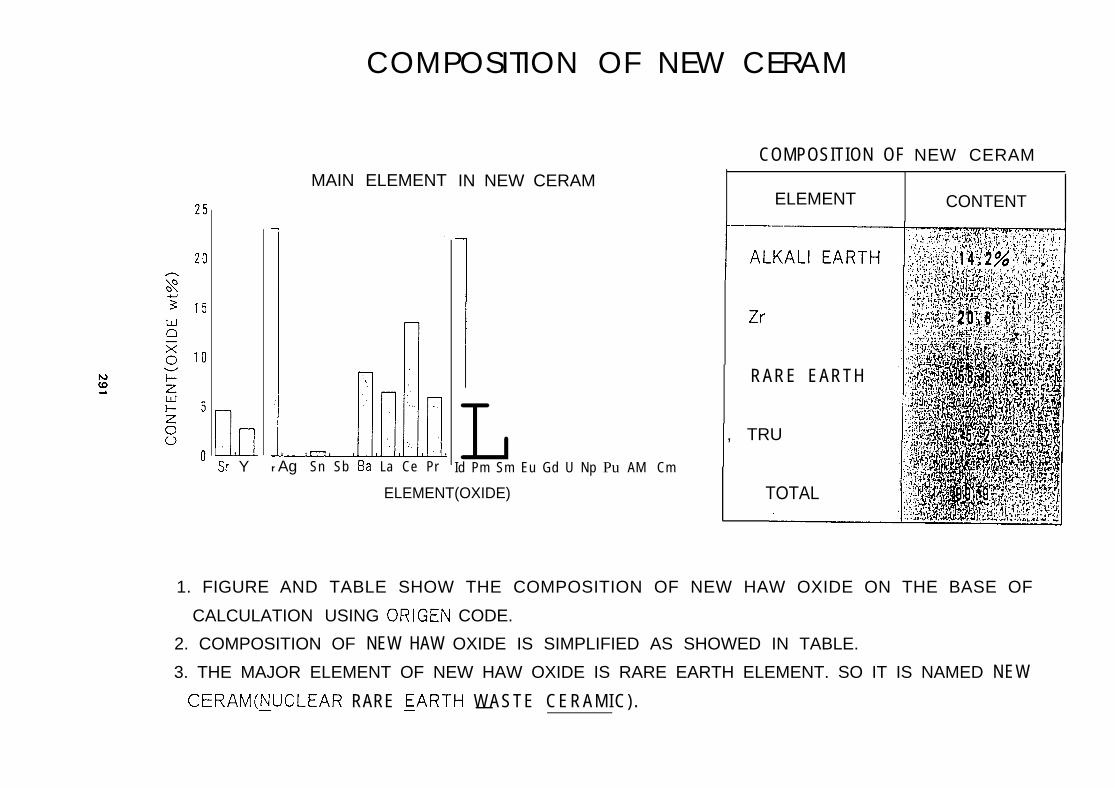
1. FIGURE AND TABLE SHOW THE COMPOSITION OF NEW HAW OXIDE ON THE BASE OF
CALCULATION USING ORIGEN CODE.
2. COMPOSITION OF NEW HAW OXIDE IS SIMPLIFIED AS SHOWED IN TABLE.
3. THE MAJOR ELEMENT OF NEW HAW OXIDE IS RARE EARTH ELEMENT. SO IT IS NAMED NEW
CERAM(tjUCLEAR RARE EARTH WASTE CERAMIC).—
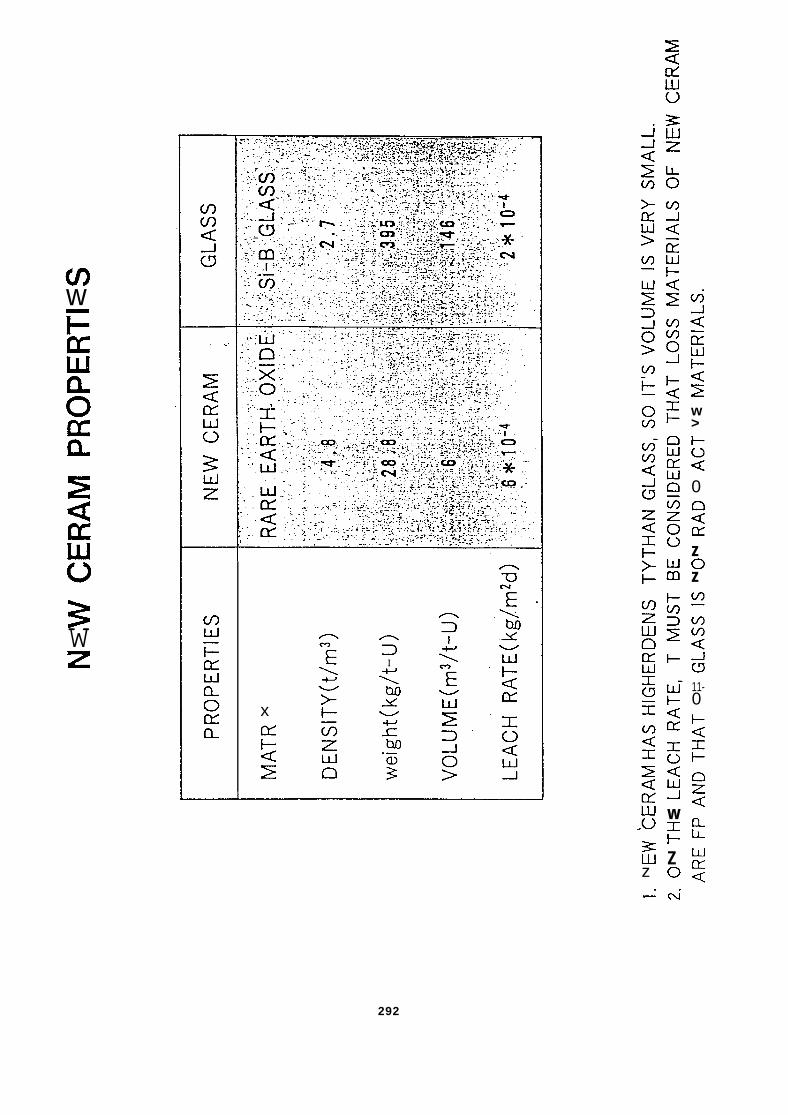
U3w
wz
U-J
i=K
x
I
<tlnx
E
>U)(r-iw<‘zU)IJJ—l-
j-w+m
1-
3=UJz
1-
w1t-
Z0
w>
0
z0z
11-0
9
-“ N“
292
293
I-J
w
E+
l+’zw
D+VI
zH
E+zEl
Cd
294
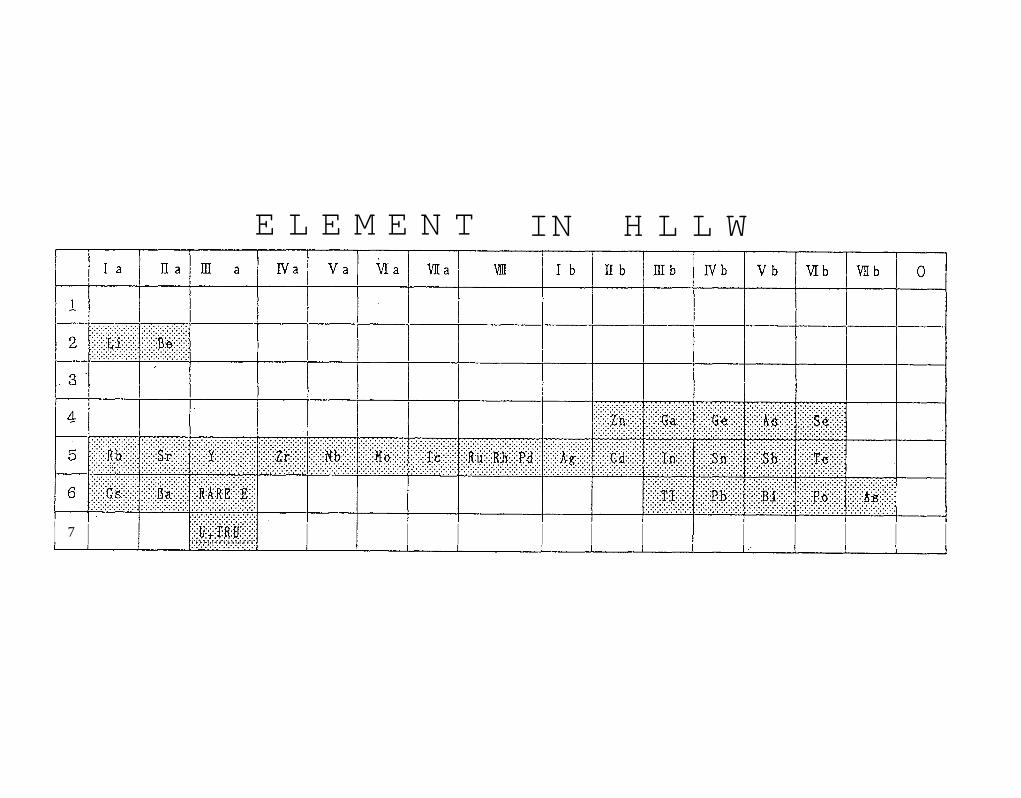
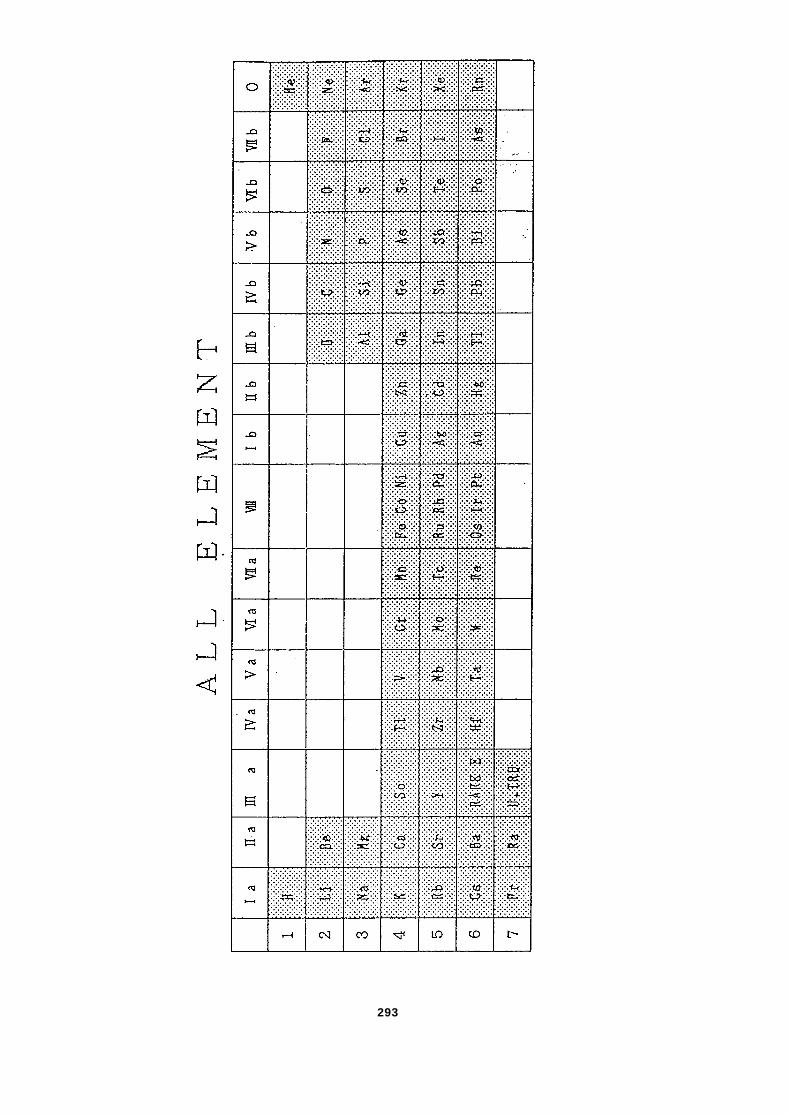
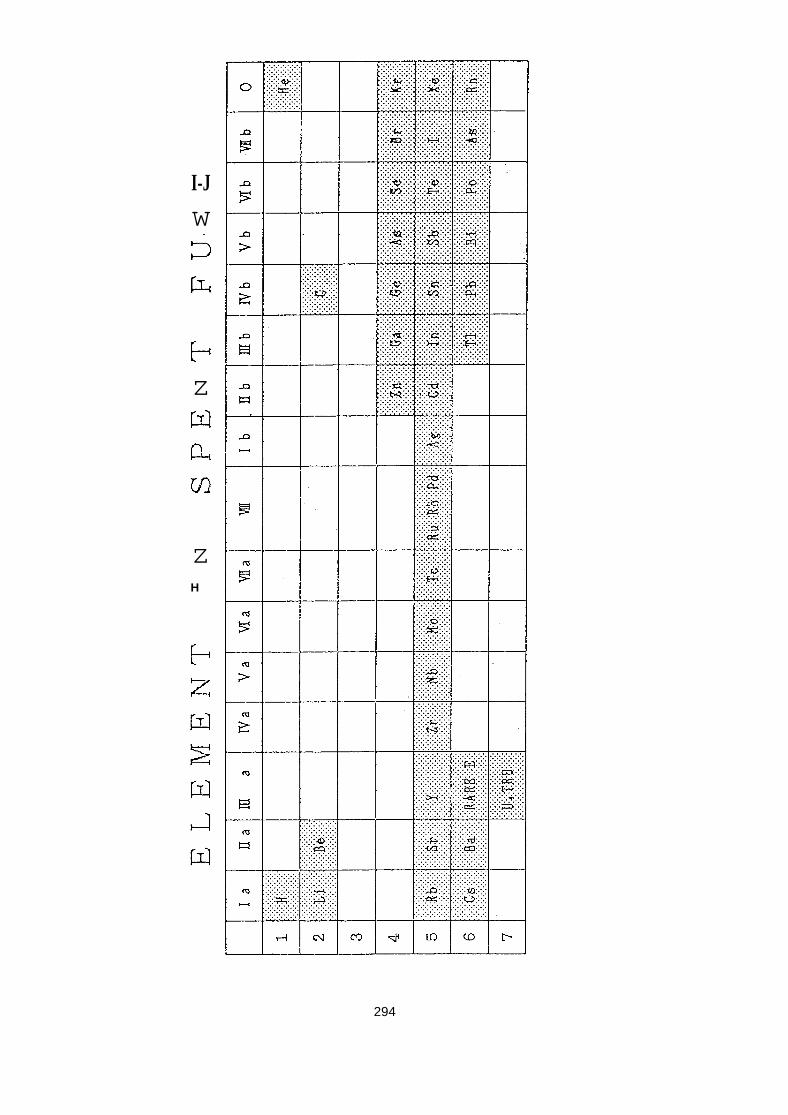
E L E M E N T IN H L L W
1-
1 7 I I lyi4i~~jq. . . . . . . . . . . . . . . . I I I I I I I I I I I I I
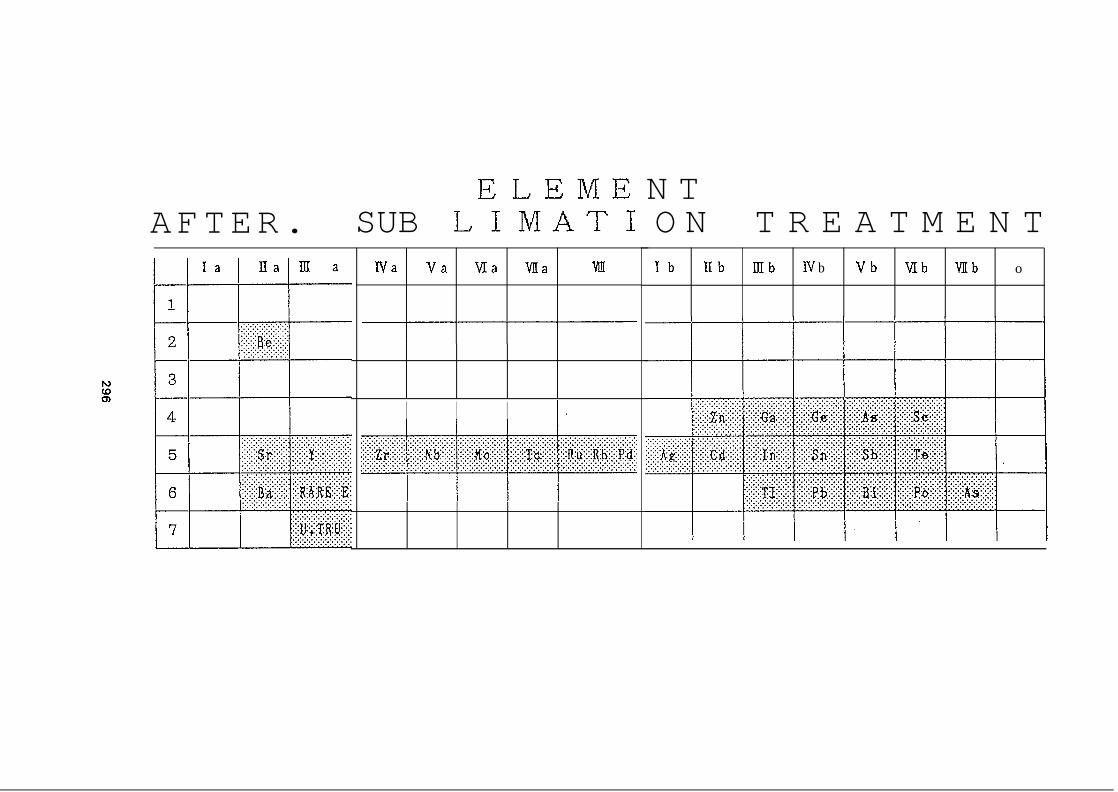
ELEMEAFTER. SUB LII’VIAT1
IVa ~a VIa Ma WI
I I I I
N TO N T R E A T M E N TIb IIb IIIb lV b Vb VXb Wb o
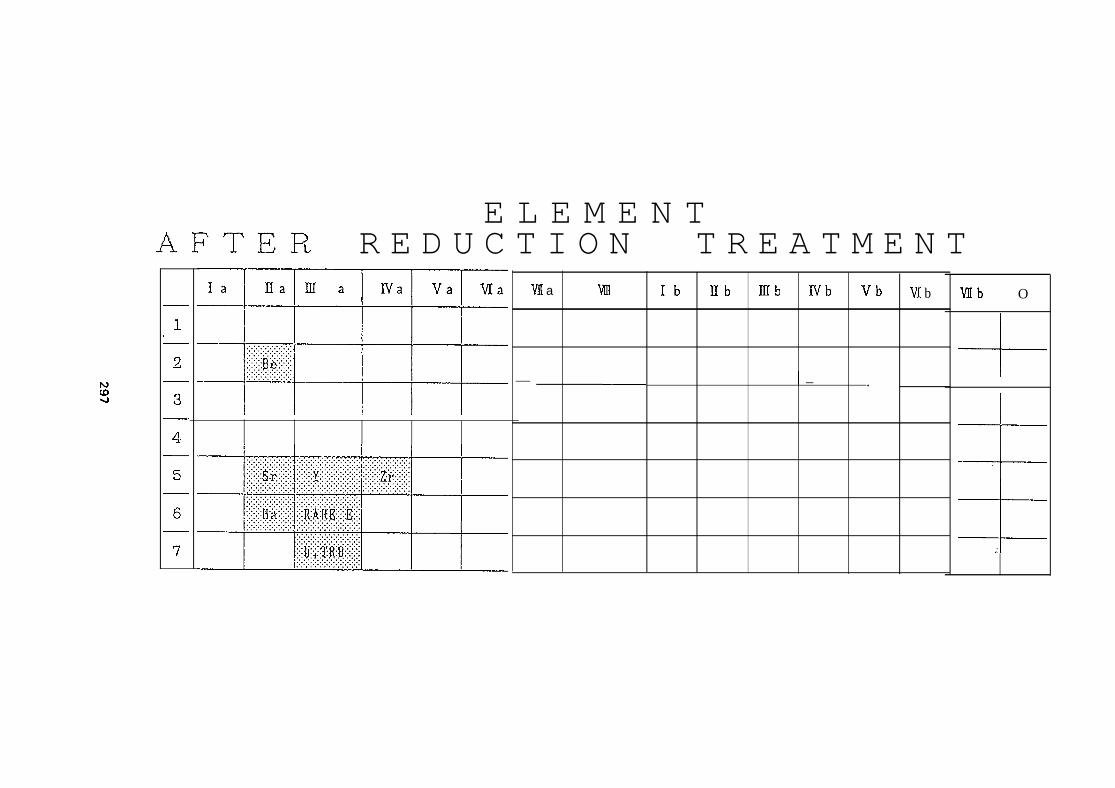
E L E M E N TAFTEP. R E D U C T I O N T R E A T M E N T
N(0-J
W a Mu Ib IIb IUb IVb Vb W b
— .— I – .
VIIb O
+
*
+
CONCLUSION
WE INVESTIGATED NEW HLLW TREATMENT METHOD AND FOUND NEXT.
(1) Cs SUBLIMES ALMOST PERFECTLY AT 1000”C.
(2) NOBLE METAL (AND TRANSITION METAL) IS REDUCED TO METAL AND RECOVERED.
(3) RESIDUAL OXIDE IS THE MOST COMPACT HAW.
(4) ALMOST FPs BEHAVE AS EACH SINGLE OXIDE AND COMPLICATED BEHAVIOR BY
FORMATION OF THESE COMPLEX OXIDES DOES NOT BE OBSERVED IN THIS PROCESS.
(5) IT MAY BE ABLE TO SAY THAT ACTINOID, ALKALI EARTH AND RARE EARTH ACT
IN ACCORDANCE WITH EACH THERMOCHEMICAL DATA AT REDUCTION AND SUBLIMATION.
(0 So, THESE ELEMENT GROUP MAYBE SEPARATED EACH OTHERS.