Embed Size (px)
Citation preview
1 a \
OE/BC/ 10008-9, i HAZARDOUS WASTE & HAZARDOUS MATERIALS Volume 8, Number I. 1991 Mary Ann Lieben, Inc., Publishers
Proc. Fourth .ssociation of
(1989).
requests to:
L Laboratory Avenue 1439
A Process-Based Method for Substitution of Hazardous Chemicals and its Application
to Metal Degreasing FRODE SQIRENSEN and H.J. STYHR PETERSEN
Department of Chemical Engineering Technical University of Denmark
D K-2800 Lyngby
ABSTRACT
To reduce risk due to dangerous chemicals a process-based method has been develop ed. The method includes: listing chemical products; obtaining information on composition; developing data sheets; describing the processes; assessing the risk; and providing possibilities for substitution. In a substitution, the chemicals in the final situation should be potentially less dangerous than in the initial situation. A substitution may consist of the introduction of new chemicals, new process design or even a new processs. It is especially important to avoid chemicals with long-term effects.
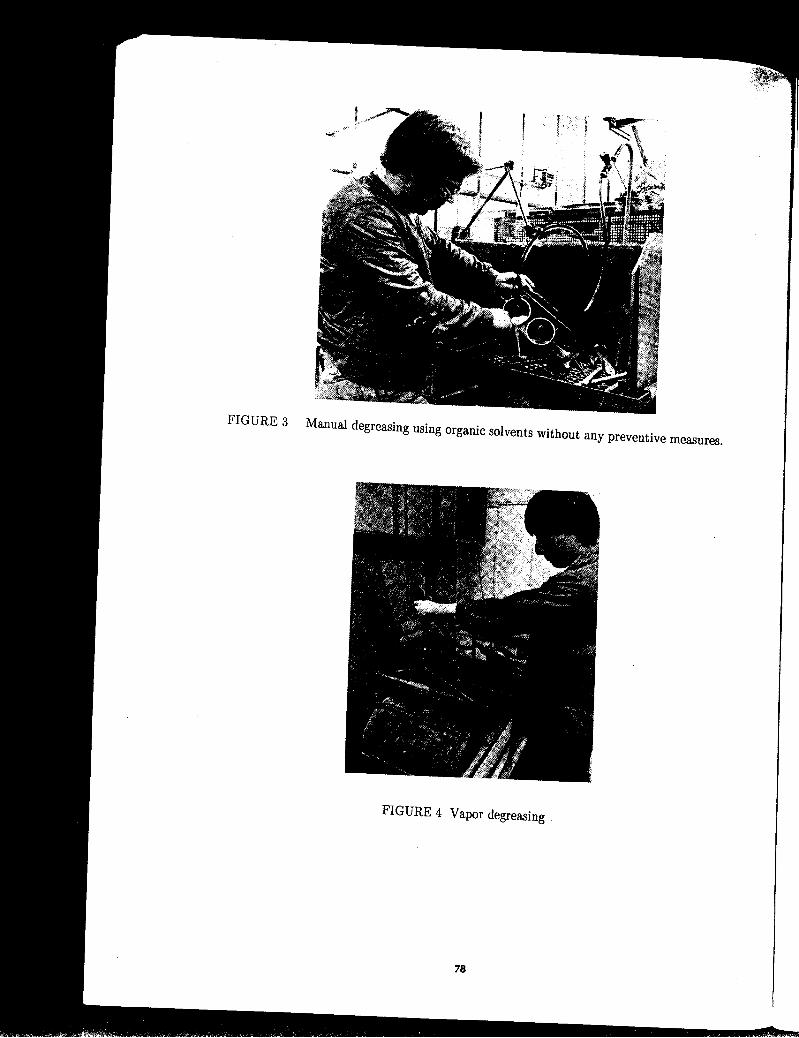
The method has been applied to metal degreasin , manually and by vapor degreasing,
substitute from the use of or anic solvents to aqueous alkaline solutions. Another substitu-
recirculated, e.g. through an ultrafiltration unit, reducing environmental problems.
dipping, lye-boiling, high pressure hosing and electro fi egreasing. The main strategy is to
tion is from cyanide to phosp a ate solutions in electrodegreasing. Degreasing solutions can be
INTRODUCTION
The traditional way to deal with occupational health problems due to chemicals is to measure the air pollution and compare it with the threshold limit value (TLV). This TLV has been set mainly on the basis of the acute effects of a chemical on, for example, mucous membranes, and on technical and economic considerations. If the exposure level is too high, use of preventive measures such as encapsulation, industrial ventilation or personal protective devices and clothing may be proposed. This means that something is added to the process, for example an exhaust system. Normally, nothing is changed in the process proper or in the use of chemicals .
In a number of projects (1-5) a chemical engineering approach was used and an in- vestigation made to determine if the purpose of a process could be realized with other chemi- cals or other processes less dangerous to health. In this way, a method was developed based on process considerations, which also considered the long-term effects of chemicals and which aimed at substitution of hazardous chemicals and processes.
Processes
One starts with the process, the natural starting point for a chemical engineer used to description and analysis of processes, because the production processes, the design and the layout are decisive for both occupational health and the environment. Any effort to improve conditions should therefore start with the production processes which should be changed by
69
process considerations based on all available information including toxicological and medical data. Of course one should work in the same way in the design of new processes and produc- tion lines. That is to say that process considerations have the same importance as measure ments of exposure in the traditional handling of chemical factors in connection with occupa- tional health.
If problems in connection with occupational health and environment are to be solved in a basic way, higher priority must be given to the combination of process knowledge, occupa- tional health and environment factors. Considerable systematic effort is expended in many countries to increase the knowledge of chemicals dangerous to health, but unfortunately little is done to use this knowledge systematically in the development and selection of new technolo- gy *
Process considerations are used for choice of the most rational and economic design. They should be coupled also with occupational health and the environment.
Effects of long-term exDosure
Until the 1970s, the major concern was the effect of short-term exposure to chemicals. Even today, the main basis for classification and labelling systems, TLVs and data sheets are the acute effects; but the effects of long-term exposure must be considered as well! This is especially true for long-term effects such as cancer, genetic changes, reproductive damage, allergic dermatitis, allergic asthma, and neurotoxicity. In many cases traditional methods of protection are, in practice, not sufficient.
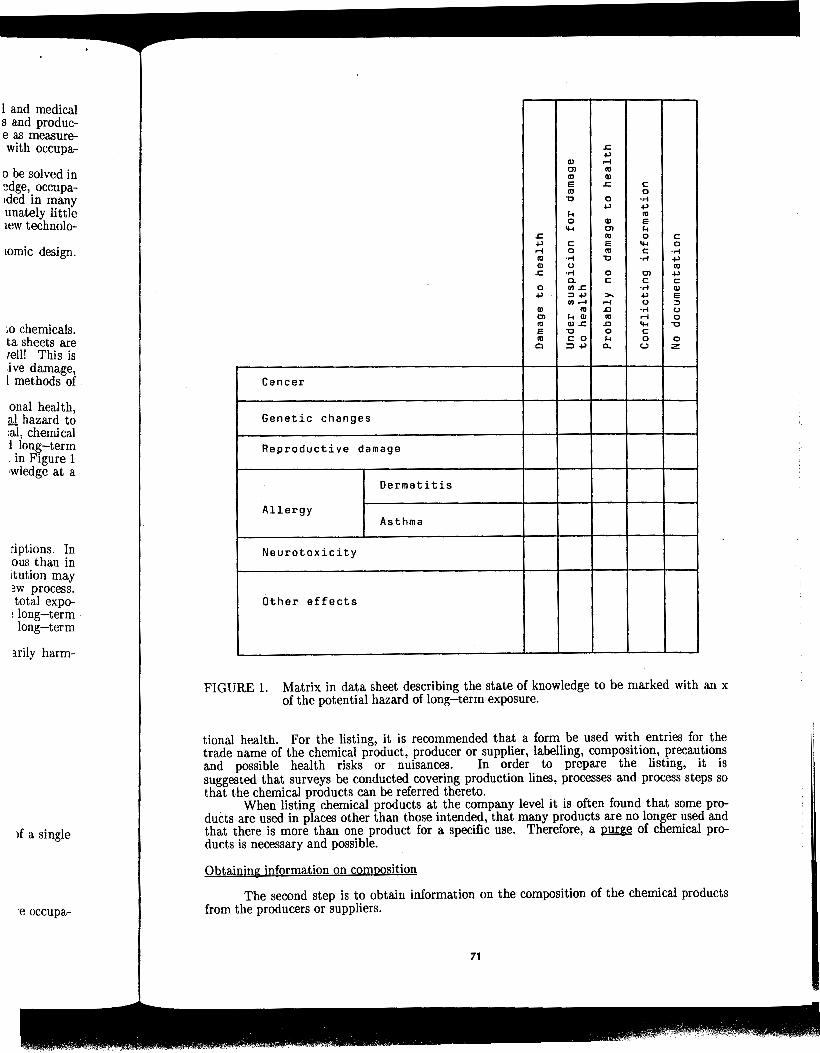
In the traditional handling of chemical problems with respect to occupational health, TLVs are used. In this study, at data sheet is employed to describe the potential hazard to health of a chemical or a chemical product. The data sheet carries certain physical, chemical and physicochemical information as well as information on both short-term and long-term effects. To describe the state of knowledge of long-term effects the matrix shown in Figure 1 is used. This matrix, when completed, provides a summary of the available knowledge at a glance.
Substitution
There will often be information on possible alternatives in the process descriptions. In a substitution, the chemicals in the final situation must be potentially less hazardous than in the initial situation, and the difference should be as great as possible. The substitution may consist of the introduction of new chemicals, new process design, or even a new process. Substitution should be envisioned in connection with the whole production line - total expo- sure must be reduced. The first chemicals to be replaced are those which can cause long-term effects. Therefore, it is necessary to have detailed information on the effects of long-term exposure as shown in the matrix (Figure 1).
It is important to remember that less dangerous chemicals are not necessarily harm- less. Therefore, traditional safety measures must still be used in many cases.
PROCESS-BASED METHOD FOR SUBSTITUTION
The method includes: * listing the chemical products; * obtaining information on composition; * developing data sheets; * describing the processes; * assessing the risk; and * providing possibilities for substitution.
The method can be used on both an industry-wide basis and on the basis of a single company.
Listine: the chemical Droducts
Listing of chemical products is the first step in a systematic effort to improve occupa-
70
1 and medical s and produc- e as measure- with occupa-
D be solved in edge, occupa- ided in many unately little iew technolo-
iomic design.
io chemicals. ta sheets are rell! This is ive damage, I methods of
onal health, id hazard to al, chemical 1 long-term in Figure 1
lwledge at a
riptions. In ous than in itution may ?w process. total expo- ! long-term long-term
arily harm-
)f a single
.e occupa-
C a n c e r
G e n e t i c changes
R e p r o d u c t i v e damage
D e r m a t i t i s
A l l e r g y Asthma
N e u r o t o x i c i t y
O t h e r e f f e c t s
FIGURE 1. Matrix in data sheet describing the state of knowledge to be marked with an x of the potential hazard of long-term exposure.
tional health. For the listing, it is recommended that a form be used with entries for the trade name of the chemical product, producer or supplier, labelling, composition, precautions and possible health risks or nuisances. In order to prepare the listing, it is suggested that surveys be conducted covering production lines, processes and process steps so that the chemical products can be referred thereto.
When listin chemical products at the company level it is often found that some pro-
that there is more than one product for a specific use. Therefore, a ~ ~ r g e of chemical pro- ducts is necessary and possible.
Obtainine: information on comwsition
from the producers or suppliers.
ducts are used in p f aces other than those intended, that many products are no longer used and
The second step is to obtain information on the composition of the chemical products
71
DeveloDine data sheets
Data sheets are developed by the use of reference literature and data bases on toxicolo- gy, first for pure substances and then for products. The data sheets should contain enough information so that they can be used for considerations of substitution. The same systematic knowledge should be secured for the final situation as for the initial. It is therefore important to decide what information is necessary to determine an adequate description of a chemical compound or a product. Essential information must include chemical, physical and physico- chemical data as well as information on short- and long-term effects. The matrix shown in Figure 1 provides a picture of present knowledge of long-term effects. This corresponds to the potential risk without consideration of time and method of exposure. risk depends also on the actual exposure, which in turn depends on process design, layout, techni- cal level, industrial ventilation etc. This cannot be included in a general data sheet. It is recommended that data sheets be developed for an entire industry. This would assure uniform assessment, and individual companies would avoid the burden of securing relevant information and making toxicological assessments. The best way to help work for better occupational health within a company is to make certain that it receives data sheets of substi- tution-level quality.
The
Describine: the Drocesses
A description of the processes is realized by visiting a number of plants in order to study the processes in question. This is supplemented by a study of the relevant literature, visits to exhibitions etc. The process description comprises: the use of the process; limitations and quality specifications; alternative processes or process designs; the place of the process in a production line and the subdivision into process steps; the level of technology; description of the equipment; the chemistry involved; safety precautions; and possible exposure of workers to hazards.
There may be many different chemical products and equipment - perhaps from dif- ferent countries - so that one benefits from international awareness. By working out these process descriptions, some of the possibilities for substitution may be discovered.
Assessine the risk
Ideally, the following documentation should be availably for assessment of the risk of a process: data sheets; workplace measurements of exposure; and epidemiological surveys of occupational diseases. These together inform about the exposure. The risk to humans is then assessed as "small" i f * * *
it is probable that the chemicals involved do not have long-term effects; the exposure is essentially lower than the TLV; and there are no indications of illnesses, symptoms or nuisances.
Providing Dossibilities for substitution
If the risk to humans is not "small", the possibilities for substitution should be looked into. Technical limitations of the alternative processes, as given in the process descriptions, should be considered. A substitution can be made at three different levels:
* The process and the equipment are retained, but the chemicals are substituted for. For example -
In paint: from solvent-based to water-based. In solder: from tin/lead to tin/silver or tin/bismuth. In brazer: from cadmium-containing to cadmium-free. In electroplating for zinc: from cyanide solution to alkaline cyanide free solution. In picklin of copper and brass: from chromic or nitric acid to sulfuric acid and hydrogen peroxi B e. In printing industry: vegetable oils, such as soy oil, is an alternative to organic solvents by washing color rollers and other equipment.
72
. -
%ses on toxicolo- contain enough
same systematic .efore important n of a chemical :a1 and physico- natrix shown in corresponds to The risk
layout, techni- ta sheet. It is 9 would assure :wing relevant vork for better heets of substi-
ts in order to ant literature, ~ s ; limitations the process in description of ire of workers
laps from dif- ing out these
* the risk of a tl surveys of to humans is
Id be looked iescriptions,
rtituted for.
Aution. In d hydrogen
iic solvents
* The process is kept but the equipment and the chemicals are substituted for. example -
For
In the electronics industry by solderin of surface-mounted devices (SMD): from vapor phase condensation using CFC 113 an 5 perfluorotriamylamine to the use of an infrared belt oven.
In brazing: from fluxes containing boron and fluorine compounds to the use of a fur- nace with reducing atmosphere.
* The process is replaced with another process. For example -
In removal of old paint: from the use of chemicals such as dichloromethane and metha- nol to mechanical removal by blowing with hot air and scraping off.
In the printing industry. from weakening and strengthening of film and correction of off-set plates with chemicals such as mercuric chloride, hydrofluoric acid, dimethylfor- mamide to making a new film or plate.
In bookbinding: from using antistatics containing organic solvents to grounding machines and surface coating with Teflon.
In certain equipment: from electroplating with nickel to the use of stainless steel as the material of construction.
In certain equipment: avoidance of electroplating with nickel only applied for cosmetic reasons.
In pest control: from chemical to biological pesticides.
Examining the Dossibilities for substitution
Ideal documentation is not always available, especially in the case of new processes. It is important to mention this! For years to come, knowledge especially of long-term effects will remain unsatisfactory. Often, only obvious substitutions with a great difference between the potential risk in the initial and the final situaiton can be made. Substitutions which make little difference should be avoided.
Proposed substitutions may be directly applicable, or they may call for varying efforts in research and development. There will be:
* Substitutions directly applicable because sufficient experience is available. * Substitutions for which some development must be done, and some practical experien-
ce gained. * Substitutions for which only ideas and guidelines for research and development can be
given.
If it is not possible to reduce exposure sufficiently by substitution it will still be necessary to use traditional methods of protection. For example, with mixed organic solvents, the expo- sure should be below one tenth of the TLV if neurotoxic effects are to avoided (6-8). This may call for traditional methods.
METAL DEGREASING
The authors have applied the process-based method in the printin industry 1) and in the manufacture of fabricated metal products, machiner and equipment f2-4). In t e follow- ing the application of the method to metal degreasing (3$, (5) is described.
6
73

Definition
ings, and grinding and polishing materials from metal surfaces. Metal degreasing is a process for removal of oil, fat and particles, such as metal shav-
Occurrence
Metal degreasing takes place almost everywhere in the manufacture of fabricated products, machinery and equipment, as well as in many other trades and industries, where metal equipment must be cleaned.
Some examples from the manufacture of fabricated products, machinery and equip- ment:
Sheets of steel and other metals often arrive at the plants with a coating of oil or fat to protect against corrosion. This layer has to be removed before manufacturing can start.
In a production line degreasing is often necessary between metal working, such as plastic working or shaving, honing or turning, and surface treatment processes, such as phos- phatizing, chromating and metal deposition. Joining processes, such as welding, brazing and gluing, can require degreasing both as a preceding and a succeeding process.
With respect to different designs of the degreasing process and their use, reference is made to Schema 1.
Some of the processes are also used for degreasing of other materials. Problems and solutions are often very simular. An example:
In the printing industry the glass in lenses and light tables can be cleaned with ethanol, possibly denatured with isopropyl alcohol, or better, a water-based degreasing solution such as one percent sodium carbonate instead of an organic solvent such as l,l,l-tri- chloroethane.
Historical develoDment
The oldest degreasing processes were water-based, e.g. manual degreasing with. Vienna lime (fired CaC03) or lye-boiling.
Then organic solvents came into use for manual degreasing and dipping. At the b e ginning of the 20th century the nonflammable chlorinated organic solvents were developed and used for manual degreasing and especially vapor degreasing. To some extent also, water-based degreasing agents containing soap were used. In the middle of the century surfactants were sometimes added to the organic solvents. Recently important developments of water-based degreasing agents have taken place.
At the same time there has been a rapid development of degreasing equipment, such as machines for high pressure hosing in which the hot degreasing agent is jetted against the metal surface.
APPLICATION OF THE METHOD TO METAL DEGREASING
The method has been applied on an industry-wide basis.
Listinn the chemical Droducts
The listing of chemical products has taken place in 20 shops in connection with the working out of process descriptions. The listin yielded knowledge about the different types of degreasing agents and their producers or suppyiers.
It WM estimated that about 35 of the latter were of interest for the project. These included actual producers or suppliers of degreasing agents, oil companies and subsuppliers of chemicals.
74
uch as metal shav-
:ture of fabricated 1 industries, where
:hinery and equip-
king of oil or fat to ig can start. working, such as
rses, such as phos- Iding, brazing and
r use, reference is
Is. Problems and
be cleaned with -based degreasing such as l,l,l-tri-
sing with Vienna
ling. At the be- % were developed )me extent also, 3 of the century .nt developments
iipment, such as ited against the
'G
xtion with the different types
project. These subsuppliers of
Obtaining information of comDosition
27 of the 35 producers or suppliers gave the necessary information on composition (down to 0.1%) for a total of 153 cleaning agents. The authors concluded that this was a reasonable coverage.
DeveloDing data sheets
The 153 degreasing agents contained approximately 100 different chemical substances. The most important were:
organic solvents, such as isopropanol butyl glycol dichloromet hane extraction gasoline 100/140 hexane kerosene mineral turpentine tetrachloroethylene toluene 1 , 1,l-trichloroet hane trichloroethylene CFC 113 xylene
strong alkalis, such as sodium hydroxide
alkali salts, such as cyanides, phosphates, borates and metasilicates
complexing agents, such as sodium gluconate, sodium tripolyphosphate, EDTA, NTA
surfactants, such as nonylphenyl polyglycol ether, sodium lauryl sulfate
corrosion inhibitors, such as sodium benzoate, sodium nitrite
coloring agents
perfumes
For all substances a toxicological assessment and a data sheet were worked out. A few comments are given below.
It is increasin ly accepted that organic solvents can be irreversibly toxic for the central nervous system (91, ho).
Cyanides are not only acute poisons, but are also under suspicion of having neurotoxic effects down to concentrations of 1/10 of the TLV for HCN (4), (11-13).
In the data sheets in this project, some chemicals used in water-based degreasing agents, such as triethanolamine, borates, NTA, EDTA and nitrites, were indicated as having certain long-term effects. For example NTA was found to be carcinogenic in animals (14).
There is a constant development of toxicological knowledge. It is therefore important
The data sheets for products were worked out on the basis of the data sheets for the to keep the matrix (Figure 1) on the data sheet up-to-date.
substances.
75
M A N U A L M E C H A N I Z E D
m-. 3 )
0 r : i a n i c solvent
0 a q u e o u s solution H I G H P R E S S U R E - 5 )
H O S I N G 0
E L E C T R 0 DE G R E A S I N G
0-0 10)
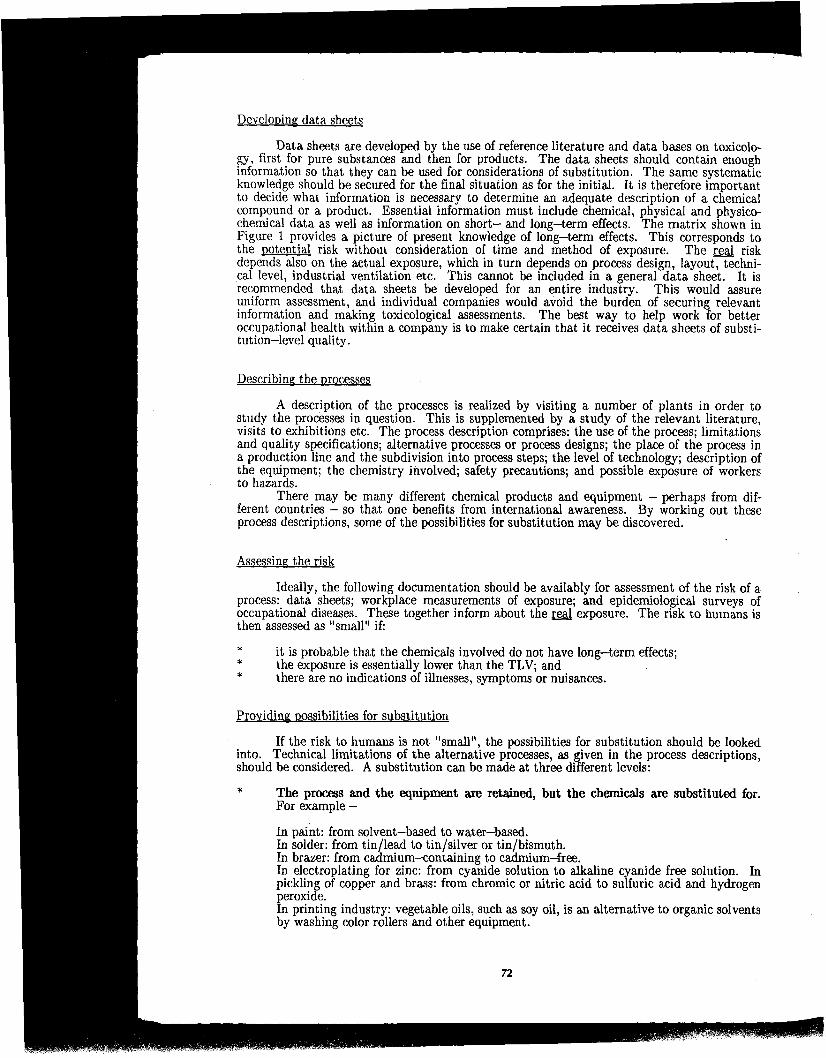
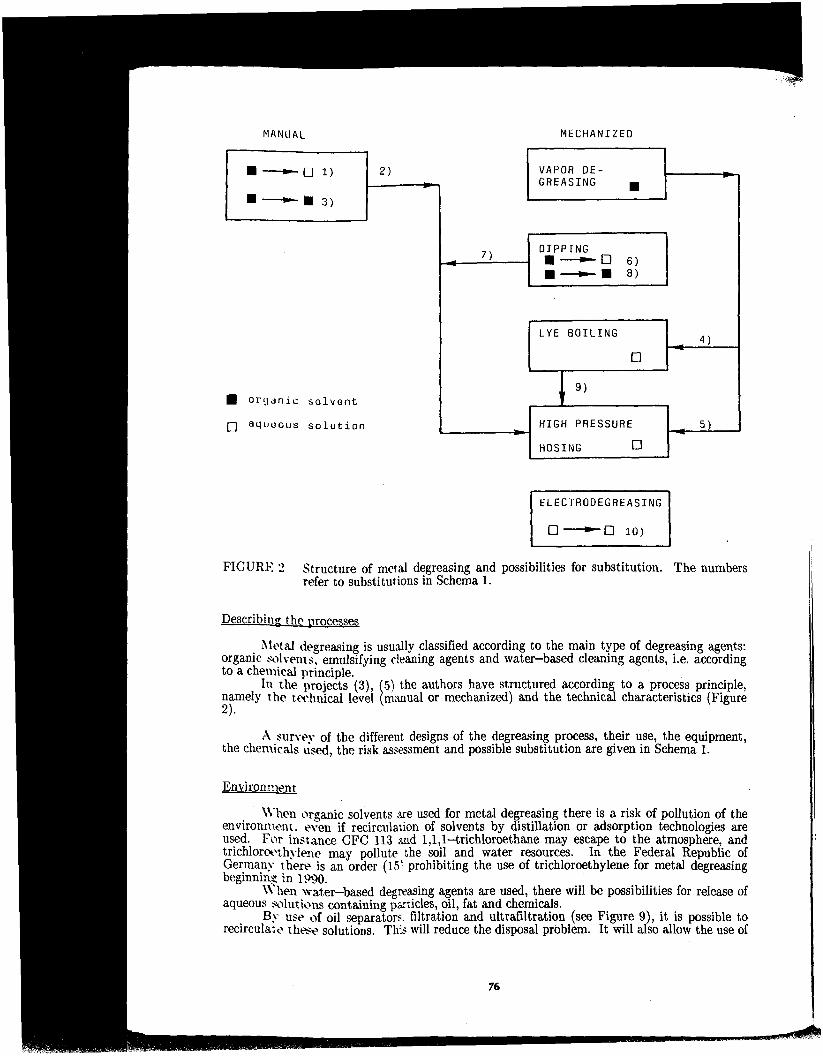
FIGURIC 2 Structure of metal degreasing and possibilities for substitution. The numbers refer to substitutions in Schema 1.
Describina the nrocesses
hlctal dt.greasing is usudly classified according to the main type of degreasing agents: organic solvents, emulsifying cleaning agents and water-based cleaning agents, Le. according to a chemical principle.
In the projects (3), 5 ) the authors have structured according to a process principle, namely the toc.tlical level Immual or mechanized) and the technical characteristics (Figure 2).
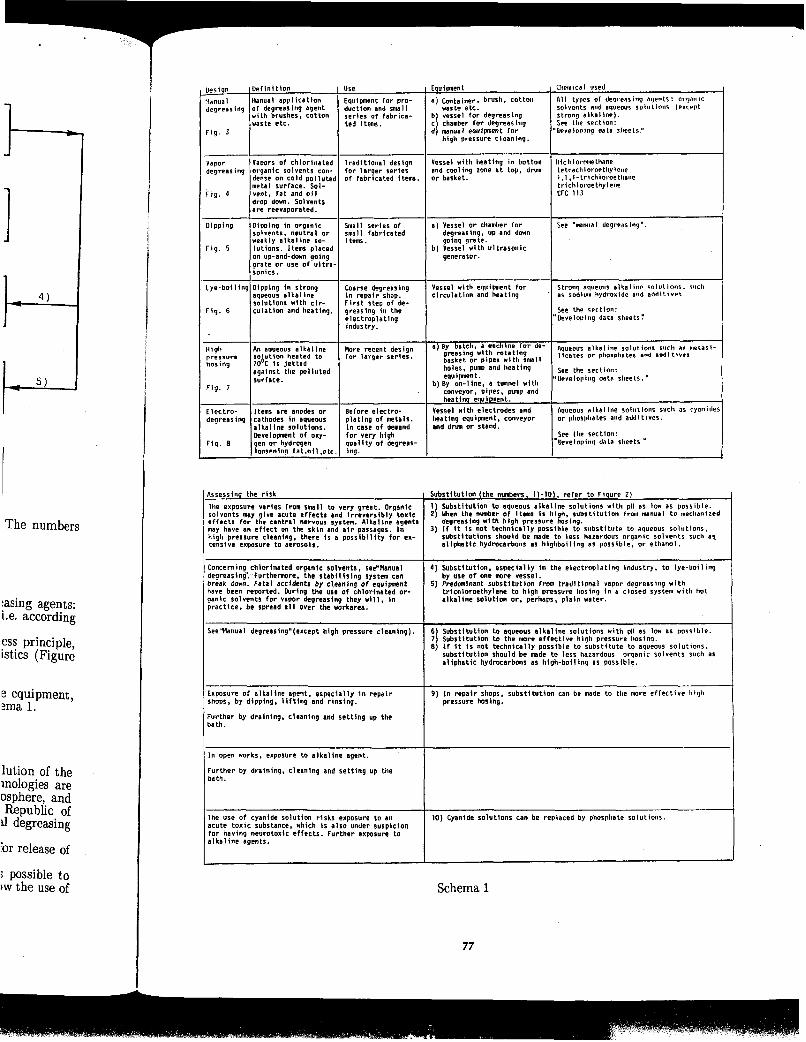
A survey of the different designs of the degreasing process, their use, the equipment, the cheniicals used, the risk assessment and possible substitution are given in Schema 1.
Environnwnt
1Yhen orsanic solvents ;>re used for metal degreasing there is a risk of pollution of the environment. e\-en if recircu1a:ion of solvents by distillation or adsorption technologies are used. For inst,mce CFC 113 And l,l,l-trichloroethane may escape to the atmosphere, and trichlorwthylrne may pollute the soil and water resources. In the Federal Republic of Germany thew is an order (15: prohibiting the use of trichloroethylene for metal degreasing beginnins in IWO.
hen water-based degrrasing agents are used, there will be possibilities for release of aqueous wlut ioiis containing pxticles, oil, fat and chemicals.
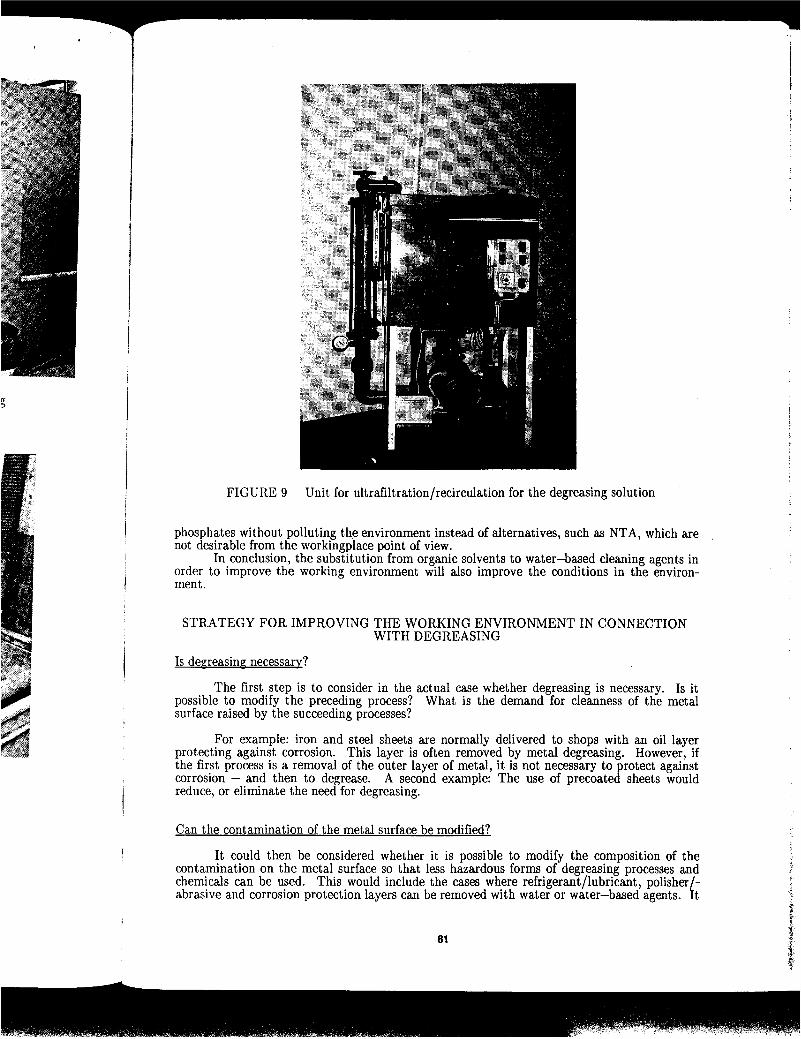
B?- use of oil separators filtration and ultrafiltration (see Figure 9), it is possible to recirculacr. these solutions. TICS will reduce the disposal problem. It will also allow the use of
76
n
The numbers
l rad i t ional design for larger serles o f fabrlcated items.
:asing agents: i.e. according
ess principle, istics (Figure
Vessel with lleatinq i n bottan and cooling zone a t top, drun
t r i c h I o w e thvl eiie o r basket.
e equipment, 3ma 1.
Vapor degreasing
F ig. 4
Dipping
r i g . 5
lution of the inologies are osphere, and Republic of 11 degreasing
'or release of
9 possible to )w the use of
Vapors of chlorinated orqanic solvents con- dense on cold pollutel: metal suriace. Sol- vent, f a t and oil drop down. Solvents are reevaporated.
Uipplng i n organic solvents. neutral o r weakly a lka l lne so- lut ions. Items placed on up-and-down going grate o r use of u l t r a . sonics.
waste etc.
- '
Fig. I
Strong aqlieolis alka l i i i r sn lu l ionr . s l l c l l a5 sodiuiii hydroxide and addit ive%.
Lye-boi l ing
F ig. 6
Uippinq i n strong aqueous a lka l ine solutions wi th c i r - cu la t ion and heating.
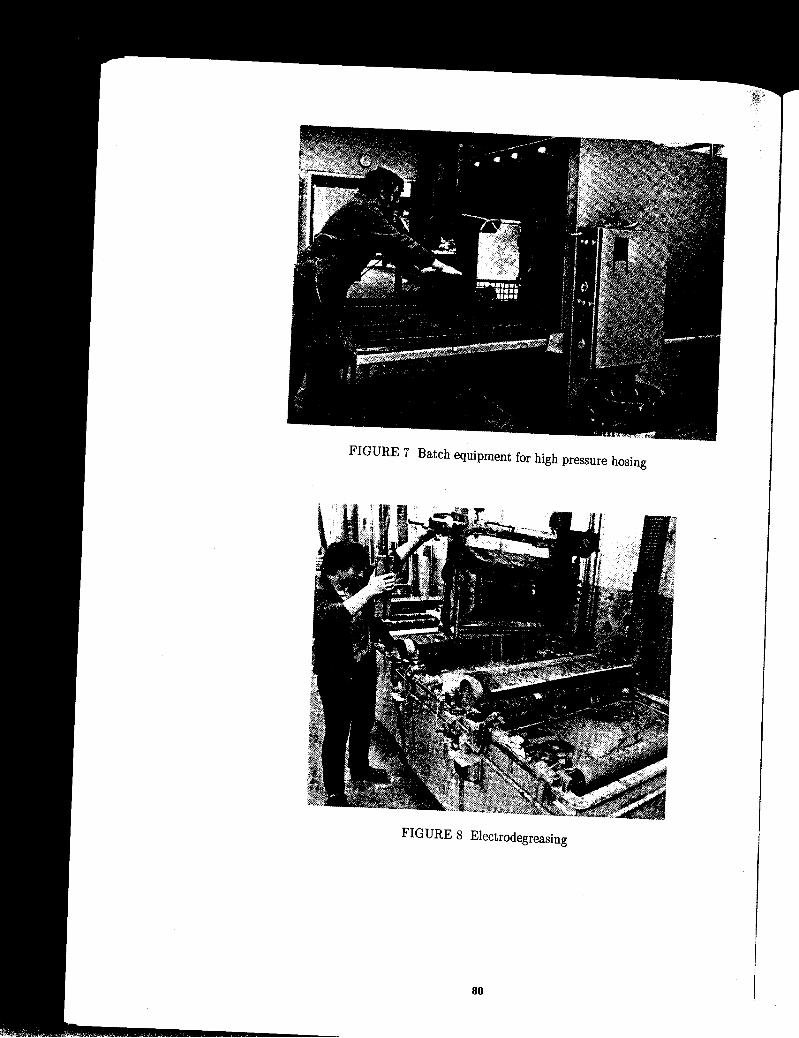
High p ressu re hosing
Fig. 7
An aqueous a lka l ine sobution heated t o 70 C i s j e t t e d against tlie po l lu ted surface.
Use Equipment f o r pro- duction and small series of fabrica- ted items.
-
Beiore electro- p la t ing of metals. I n case o f demand f o r very l i igl i qual i ty o f degreas- inn.
Equipnen t a) Container. brush. cottol l
b) vessel for degreasing c) chamber f o r degreasinq d) manual equlpnerit l o r
waste etc.
high pressure cleaning.
. - conveyor, pipes, pmp and heatinq equimient.
Vessel with electrodes and heating e q u i p " , conveyor and d r m o r stand.
Avueous alkal ine soliitious SIICII as ryaiiides or phospliates and addlt lves.
See the section: "Ueveioiilnq data sheets"
Cliemical used
A I i tyiies or deureas i l ly a#jeivts : 01 i jat i IC solvents aiid aqueoiis solut ions ( e x w i t s tronq a I kai ine) . See t i le section:
" k v e loll irlg data sbee 1s ."
Eiect ro- degreasing
F ig. B
Items are anodes o r cathodes i n aqueous a lka l ine solutions. Ueveiopnent of oxy- gen o r hydrogen loowning f a t , o l l ,etc
~~ ~~
S m a l l series of small fabricated items .
Concerning chlorinated organic solvents, see"Manua1 degreasind: f u r t h e m r e . the s t a b i l i s i n g system can break down. Fatal accidcnts by cleaning of equipnent have been reported. (ktring the use o f chlorinated or- qanic solvents f o r vapor degreasing they w i l l . i n practice. be spread a11 over the workarea.
Coarse degreasing i n repair shop. F i r s t step of de- greasing i n the e I ec trap l a t ing industry.
4 ) Substitution, especial ly i n the e lect rop lat inq industry, t o lye-bol l lng by use of one m r e vessel.
5) Predominant subst i tu t ion from t rad i t ional vapor degreasing wi t11 tr ichloroethylene to hlgh pressure hosing i n a closed system wi th hot a lka l ine solut ion or, perhaps, p l a i n water.
a) Vessel o r cllalilber for
b) Vessel with u I trasonic
degreasing. up and darn going grate.
genera tor.
Vessel wi th equipiient for c i rcu la t ion and heating
I n open works. exposure t o a lka l ine aqent.
Further by draining, cleaning and set t ing up the bath.
CTC 113
I
~
The use of cyanide solut ion r isks exposure t o an acute t o x i c substance. which i s also under suspicion for having neurotoxic effects. Further exposure t o a lka l ine agents.
See the spction: Developing da t a sliee I s !'
I O ) Cyanide solut ions can be replaced by pliosphate solut ions.
Assessing the r i s k
The exposure varies from small t o very great. Organic solvents may give acute effects and i r revers ib ly tox ic effects f o r the central nervous system. Alkal ine agents may have an ef fect on the sk in and a i r passages. I n high pressure cleaning. there i s a p o s s i b i l i t y f o r ex- tensive exposure to aerosols.
Substi tut ion (the numbers. l ) - l O ) , re fer to Fiqure 2 ) 1 '21 When the rider of items i s high. subst i tu t ion frm manual t o nieclianized
3) if i t i s not technica l ly possible t o substi tute t o aqueous solut ions.
Substi tut ion to aqueous a lka l ine solut ions wi th pll as low as possible.
depressing wl th h igh pressure hosing.
substi tut ions should be mde to l e s s hazardour organic solvents sucli a x al iphat ic hydrocarbons as h ighboi l inq as posslble, 01' ethanol.
~ ~~
See'#anuaI degreasing"(exccpt high pressure cleaning). 6 Substi tut ion t o aqueous a lka l ine solut ions wi th pll as low as poss ib le . 71 Substi tut ion t o the nmre effect ive high pressure Iiosinq 8) If i t i s not technica l ly possible t o substi tute t o aqueous soiut ions.
subst i tu t ion should be made t o l e s s hazardous a l iphat ic hydrocarbons as high-boi l ing as possible.
organlc solvents such as r Exposure of alkal ine aqent. especial ly i n repai r shops, by dipping, l i f t i n g and r insing.
Further by draining, cleaning and set t ing up the bath .
9) I n repai r shops, subst i tu t ion can be made to the more ef fect ive higl l pressure hosing.
77
%
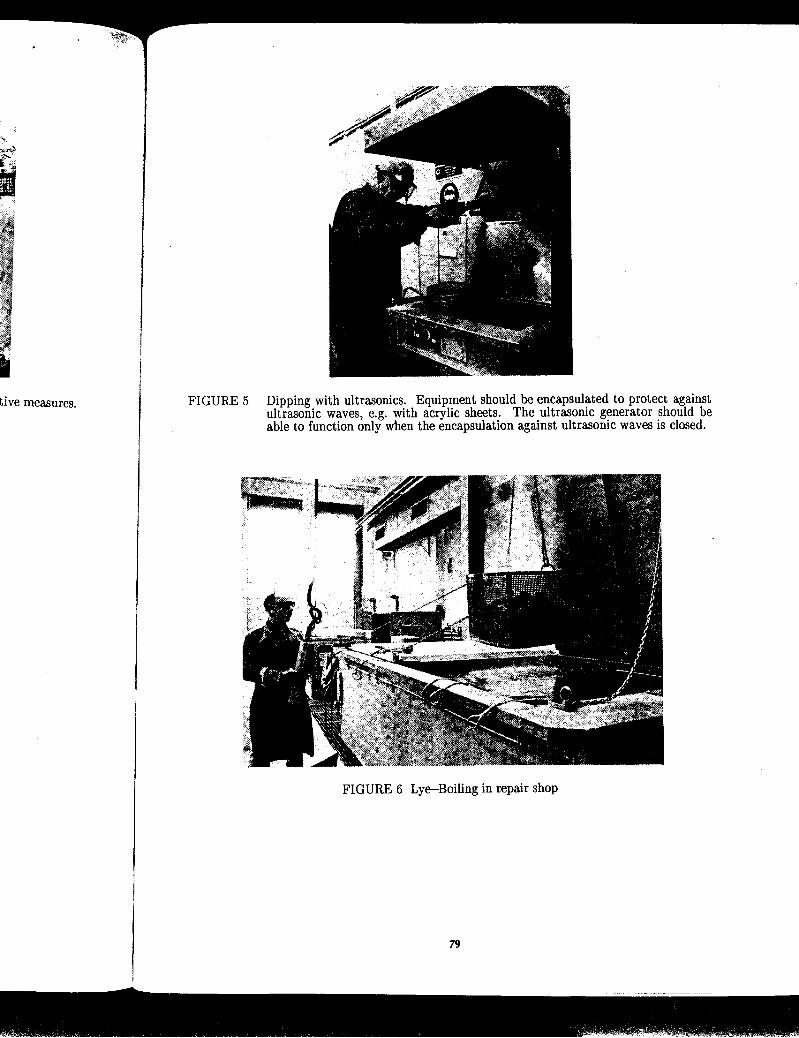
tive measures. FIGURE 5 Dipping with ultrasonics. Equipment should be encapsulated to protect against ultrasonic waves, e.g. with acrylic sheets. The ultrasonic generator should be able to function only when the encapsulation against ultrasonic waves is closed.
FIGURE 6 Lye-Boiling in repair shop
79
80
I
!
FIGURE 9 Unit for ultrafiltration/recirculation for the degreasing solution
phosphates without polluting the environment instead of alternatives, such as NTA, which are not desirable from the workingplace point of view.
In conclusion, the substitution from organic solvents to water-based cleaning agents in order to improve the working environment will also improve the conditions in the environ- ment.
STRATEGY FOR IMPROVING THE WORKING ENVIRONMENT IN CONNECTION WITH DEGREASING
Is deweasine: necessarv?
The first step is to consider in the actual case whether degreasing is necessary. Is it possible to modify the preceding process? What is the demand for cleanness of the metal surface raised by the succeeding processes?
For example: iron and steel sheets are normally delivered to shops with an oil layer protecting against corrosion. This layer is often removed by metal degreasing. However, if the first process is a removal of the outer layer of metal, it is not necessary to protect against corrosion - and then to degrease. A second example: The use of precoated sheets would reduce, or eliminate the need for degreasing.
Can the contamination of the metal surface be modified?
It could then be considered whether it is possible to modify the composition of the contamination on the metal surface so that less hazardous forms of degreasing processes and chemicals can be used. This would include the cases where refrigerant/lubricant , polisher/- abrasive and corrosion protection layers can be removed with water or water-based agents. It
81
is here recommended that producers or suppliers of these products be asked about this possi- bili t y .
Can organic solvents be avoided?
Now the possibilities of avoiding organic solvents should be considered. This involves both technology and psychology.
The technical side of the problem is to verify the efficiency of the proposed alternative, that the items to be degreased can tolerate water or that there will not be corrosion problems.
The psychological side concerns mental inertia. I t is very difficult to change old ideas which may be that the items to be degreased cannot be cleaned well enough with water, and that they cannot stand water. This has been the case with electrical equipment. However, in a number of cases, it has been proved that it is feasible to de rease electrical equipment with
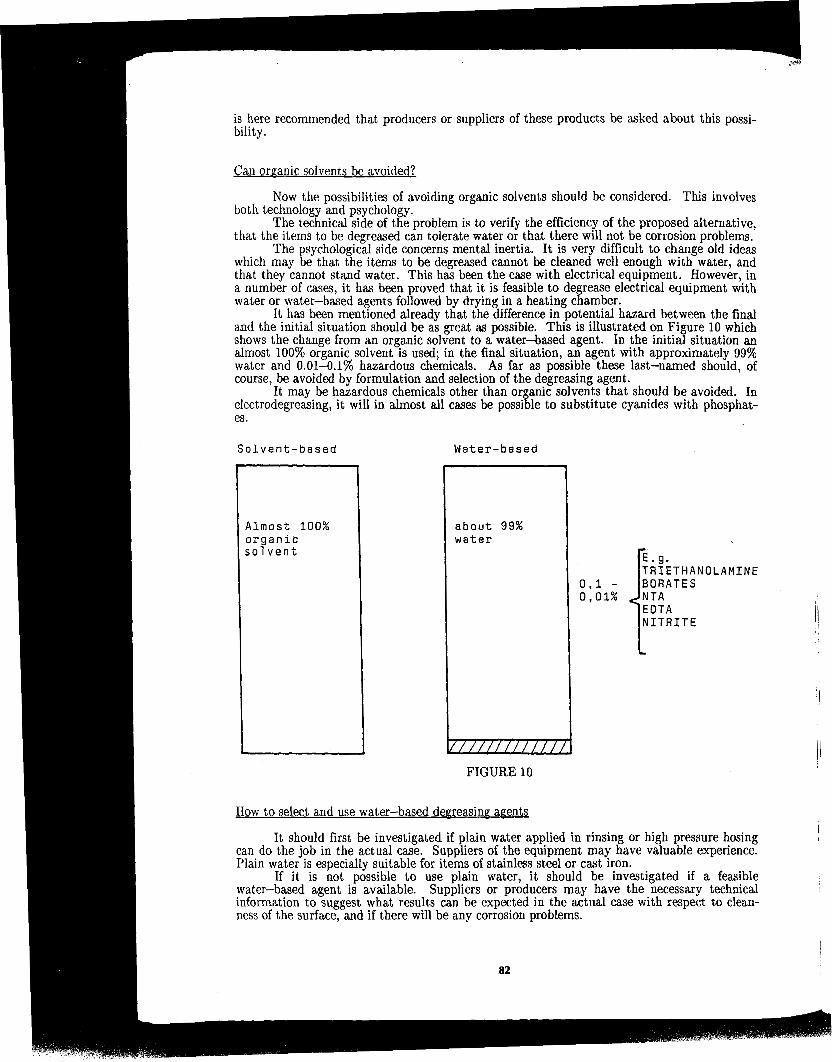
It has been mentioned already that the difference in potential hazard between the final and the initial situation should be as great as possible. This is illustrated on Fi ure 10 which shows the change from an organic solvent to a water-based agent. In the ini t iJ situation an almost 100% organic solvent is used; in the final situation, an agent with approximately 99% water and O.Ol-O.l% hazardous chemicals. As far as possible these last-named should, of course, be avoided by formulation and selection of the degreasing agent.
It may be hazardous chemicals other than organic solvents that should be avoided. In electrodegreasing, it will in almost all cases be possible to substitute cyanides with phosphat-
water or water-based agents followed by drying in a heating c i amber.
es.
S o l v e n t - b a s e d W a t e r - b a s e d ~~
l l m o s t 100% i r g a n i c .olveni
a b o u t 99% wa te r
zzz" FIGURE 10
How to select and use water-based degreasine agents
0 , l - O , O l %
It should first be investigated if plain water applied in rinsing or high pressure hosing I
can do the job in the actual case. Suppliers of the equipment may have valuable experience. Plain water is especially suitable for items of stainless steel or cast iron.
If it is not possible to use plain water, it should be investigated if a feasible water-based agent is available. Suppliers or producers may have the necessary technical information to suggest what results can be exDected in the actual case with respect to clean- ness of the surfac<-and if there will be any corrosion problems.
82
about this possi-
. This involves
)sed alternative, osion problems. :hange old ideas with water, and it. However,. in equipment w~th
!tween the final ?igure 10 which ial situation aa 'oximately 99% med should, of
be avoided. In with phosphat-
H A N O L A M I N E E S
I r E
Among the suitable degreasing agents the least hazardous to health should, of course, be chosen. Especially, degreasing agents containing chemicals with long-term effects should be avoided.
It is therefore necessary that data sheets with sufficient information, as in Figure 1, be available.
Coloring agents and perfumes are not technically necessary in degreasing agents and should be avoided.
An endeavour should also be made in the use of alkaline agents to use those with a pH as low as possible.
In the use of alkaline water-based degreasing agents one should be assured that expo- sure due to alkalis, such as NaOH, is materially below the TLV of 2 mg/m3, since it is a ceilin value which must not be exceeded. This can be done, e.g. by usin closed system. The
The data sheet should be placed at the location of the degreasing unit. In order to protect the environment, the degreasing agent should be treated for recir-
B risk o f exceeding the limit is especially high during dipping, removing an rinsing the items.
culation.
DISCUSSION OF THE METHOD
A process-based method for substitution of hazardous chemicals has been explained,
The method is especially suitable in the following cases:
Processes with little knowledge of chemical factors for occupational health, because these will be elucidated systematically and dealt with Processes with many chemical products, because this opens up several possibilities for substitution Processes with many types of designs Processes that can be substituted with other processes Selection and development of new technology, because potential hazards due to chemi- cals are systematically treated.
In the work of the authors only the chemical factors for occupational health have been dealt with. A process-based method would, however, be very operational for dealin with a ' number of other factors such as noise, vibrations, heavy lifts etc. These factors shoul % also be considered in an overall study of a workplace.
This study has suggested different ways of producing a given product, compared the alternatives and proposed certain substitutions, of chemicals, designs and processes.
A further step is to question the product itself. Could a rather different product be used for the same purpose? What would be the implications for occupational health and the environment? One example has been the widespread substitution of cardboard milk contain- ers for glass milk bottles.
and results from the application of the method to metal degreasing have been described.
* * * * *
Further regarding the method the authors would like to point out that: * * *
Substitution will be difficult for a long time to come, due to lack of information or uncertainty with respect to long-term effects. It is an advantage of the process-based method that it normally generates a number of alternatives which can be considered. Further development of the method, improved toxicolo ical knowledge and use of the
stage also, can contribute to the solution of chemical occupational health problems in a basic way.
method in a broad range of processes and branches o B industry, at the development
ACKNOWLEDGMENT I sure hosing
experience.
' a feasible y technical REFERENCES ct to clean-
The work has been supported by grants from the Danish Technical Research Council (STVF) and the Danish Working Environmental Fund (AMF).
1. Styhr Petersen, H. J., Swensen, F., "A process-based evaluation of chemical factors
83
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
with respect to occupational health in the printing industry". Institute for Chemical Industries, Technical University of Denmark, Copenhagen 1981 (in Danish).
Styhr Petersen, H. J., Pomowska, A., S~rensen, F., "Chemical factors with respect to occupational health in the manufacture of fabricated metal products, machinery and equipment. A preliminary investigation". Institute for Chemical Industries, Technical University of Denmark, Copenhagen 1981 (in Danish).
Splrensen, F., Styhr Petersen, H.J., "Chemical factors with respect to occupational health in connection with soldering, brazing, degreasing, blasting and high pressure cleaning in the manufacture of fabricated metal products, machinery and equipment". Danish Working Environment Fund, Copenhagen 1985 (in Danish).
Smensen, F., Styhr Petersen, H.J., Kamp, A., "Chemical factors with respect to oc- cupational health in connection with pickling, non-metallic inorganic coating and metallic coating in the manufacture of fabricated metal products, machinery and equipment". Danish Working Environment Fund, Copenhagen 1988 (in Danish).
Splrensen, F., Styhr Petersen, H.J., "Proceedings for XIth World Congress on Prevention of Occupational Accidents and Diseases", Stockholm, Sweden, 24-29 May 1987, p. 656. 1988.
Mikkelsen, S. et al., "Mixed solvent exposure and organic brain damage". Neurol. Scand., 78, Suppl. No. 118, 1988.
Acta
Hanninen, H. et al.: Scand. Work, Environ. Health 4, 240 (1976).
Elofsson, S-H. et al.: Scand. Work, Environ. Health 6, 239 (1980).
Chronic Effects of Organic Solvents on the Central Nervous System and Diagnostic Criteria: Report on a Joint World Health Organization/Nordic Council of Ministers Working Group. Copenhagen 1985.
NIOSH: Organic Solvent Neurotoxicity. Current Intelligence Bulletin 48, March 32, 1987.
Chandra, H. et al.: J. Anal. Tox., 4, 161 (1980).
El Ghawabi, S.H. et al.: Br. J. Indus. Med., 32, 215 (1975).
Gupta, B.N. et al.: Indian J. Occ. Health, 103 (1980).
Goyer, R.A. et al.: J. Natl. Cancer Inst., 66, 869 (1981).
FRG Ministry of Environment: Order on Limitation of Emission of Volatile Chloro- hydrocarbons, April 21, 1986.
Address reprint requests to:
H.J. Styhr Petersen Department of Chemical Engineering Technical University of Denmark DK-2800 Lyngby.
a4





























