Embed Size (px)
Citation preview
1
Pharmaceutical sciences
Product Development 1
Suspension Part II
Paper Coordinator
Content Reviewer
Dr. Vijaya Khader
Dr. MC Varadaraj
Principal Investigator
Dr. Vijaya KhaderFormer Dean, Acharya N G Ranga Agricultural University
Content Writer
Prof. Farhan J Ahmad Jamia Hamdard, New Delhi
Paper No: 05 Product Development 1
Module No: 32 Suspension Part II
Development Team
Dr. Gaurav Kumar Jain Jamia Hamdard, New Delhi
Prof Roop K. Khar BSAIP, Faridabad
Prof. Dharmendra.C.Saxena
SLIET, Longowal
Dr. Gaurav Kumar Jain Jamia Hamdard, New Delhi

2
Pharmaceutical sciences
Product Development 1
Suspension Part II
Introduction
Suspension Formation
The processes involved in the suspension formation are shown in Fig. 1. The flocculated state
(C) may be reached either directly by wetting and dispersing hydrophobic particles with a suitable
flocculating agent, or else by first wetting and dispersing to produce a disperse or deflocculated state (B)
with a suitable surfactant and then flocculating with a suitable agent such as a hydrophilic colloid or
polyelectrolyte. In contrast to deflocculated or peptized particles, flocculated suspensions (C), which are
considered pharmaceutically stable (although colloidally unstable), can always be redispersed with
gentle agitation. Addition of too much flocculating agent results in over flocculation and tends to produce
agglomerated or coagulated irreversible systems (E). The term plaque (platelike) is used to describe
essentially flat agglomerates, whereas the term coagula (clumplike) are reserved for thicker, three-
dimensional particle masses. In the absence of a protective colloid, the process of crystal growth is
indicated by the arrow connecting (A) to (D).
FIG. 1. Processes involved in the suspensions formation

3
Pharmaceutical sciences
Product Development 1
Suspension Part II
Precipitation Methods
Three precipitation methods are discussed in this section: organic solvent precipitation,
precipitation effected by changing the pH of the medium, and double decomposition.
Organic solvent precipitation.
Water-insoluble drugs can be precipitated by dissolving them in water-miscible organic solvents
and then adding the organic phase to distilled water under standard conditions. Examples of organic
solvents used include ethanol, methanol, propylene glycol, and polyethylene glycol. Several important
considerations are involved when this method is used. Perhaps the most important factor next to particle
size control is that the “correct” polymorphic form or hydrate of the crystal be obtained. For example,
different forms are obtained when prednisolone is precipitated from aqueous methanol as opposed to
aqueous acetone. Besides the influence of the solvent on crystal characteristics, the following additional
factors may need to be considered: possible preparation under sterile conditions, inherent solvent
entrapment and subsequent toxicity, the volume ratios of the organic to the aqueous phase, rate and
method of addition of one phase to the other, temperature control (cooling rate and drying conditions),
method of drying the precipitate (forced air, vacuum, or freeze drying), and finally, the washing of the
precipitate. Where pertinent, sterilant residues should not be overlooked (e.g., ethylene glycol from
ethylene oxide gas sterilization procedures).
Precipitation by pH.
The method of changing the pH of the medium is perhaps more readily accomplished and does
not present the same difficulties associated with organic solvent precipitation. The technique, however,
is only applicable to those drugs in which solubility is dependent on the pH value. For example, estradiol
suspensions can be prepared by changing the pH of its aqueous solution; estradiol is readily soluble in
such alkali as potassium or sodium hydroxide solutions. If a concentrated solution of estradiol is thus
prepared and added to a weakly acidic solution of hydrochloric, citric, or acetic acids, under proper
conditions of agitation, the estradiol is precipitated in a fine state of subdivision. The type of crystal or
polymorphic form depends on such factors as the concentrations of acid and base and the degree and
type of fluid shear imparted to the system.

4
Pharmaceutical sciences
Product Development 1
Suspension Part II
Insulin suspensions also may be prepared by a pH change method. Insulin has an isoelectric point
of approximately pH 5. When it is mixed with a basic protein, such as protamine, it is readily precipitated
when the pH is between the isoelectric points of the two components, i.e., pH 6.9 to 7.3. Protamine zinc
insulin (PZI) contains an excessive quantity of zinc to retard absorption. According to the British
Pharmacopoeia of 1958, a phosphate buffer is added to each individual vial containing the acidified
solution of insulin, protamine, and zinc, so that the pH is between 6.9 and 7.3; the preparation is
compounded in the final container by mixing the PZI and the buffer in the filling operation.
Adrenocorticotropin (ACTH) zinc suspensions are prepared in a similar manner. The precipitate formed
in the process is zinc hydroxide or zinc phosphate, on which the ACTH is adsorbed; this combination
results in a long acting preparation when administered. The addition of phosphate salts and organic
phosphate to prepare an even longer acting ACTH preparation is also possible.
When either the change in pH or the organic solvent precipitation method is used to prepare a
suspension, a degree of supersaturation is brought about suddenly in the batch process to give rise to
crystal nucleation and growth, after which the initial supersaturation subsides. Thus, the degree of
supersaturation changes throughout the process, and neither the rate of nucleation nor the rate of crystal
growth is constant; therefore, the particle size distribution is variable. The degree of supersaturation and
the rate of nucleation are greatest at the beginning of the process, so that crystals formed initially become
the largest because they are exposed to the supersaturated solution for the longest period of time. It
appears, therefore, that when less concentrated solutions are used, the particle size distribution is broader
than when more concentrated solutions are used.
Double decomposition.
Making suspensions by double decomposition involves only simple chemistry, although some of
the aforementioned physical factors also come into play. The reader is referred to standard pharmacy
texts to review the preparation of White Lotion (NF XIII), that is, forming zinc “polysulfide” by mixing
zinc sulfate and sulfurated potash solutions.
Dispersion Methods
When the dispersion method is utilized for suspension preparation, the vehicle must be
formulated so that the solid phase is easily wetted and dispersed. The use of surfactants is desirable to

5
Pharmaceutical sciences
Product Development 1
Suspension Part II
ensure uniform wetting of hydrophobic solids. The use of suspending agents, such as the synthetic
polymeric polyelectrolytes, natural gums, or clay, may be indicated, depending on the specific
application. The actual method of dispersing the solid is one of the more important considerations
because particle size, reduction may or may not result from the dispersion process. If particle-size
reduction occurs, the particles obtained may have different solubilities if a metastable state is involved,
and this may lead to transient supersaturation of the system. A number of dispersion methods are used
to prepare suspension products. For present purposes, there is no need to describe and discuss the
comminuting and shearing equipment commercially available because information on such equipment
is easily obtained. The reader need only recall that much of what has been and will be discussed with
respect to basic suspension technology applies regardless of how the suspension is made.
Preparative Techniques
The actual preparation of suspensions involves choosing the ingredients (utilizing principles
already discussed) and determining the type of manufacturing equipment to be used. Needless to say,
each suspension is a separate case and absolute generalization is not possible. If the suspension is made
by a dispersion process, it is best to achieve pulverization of the solid by a micronization technique. This
involves subjecting the particles to a turbulent air chamber in which they collide with each other and
fracture. Particles under 5 microns are readily obtained. Although it is not widely used for this purpose,
spray-drying also can be considered a method of comminution to produce a finely divided solid phase.
If the suspension is made by controlled crystallization, a supersaturated solution should be formed and
then quickly cooled with rapid stirring. This causes the formation of many nuclei and hence many
crystals; it is just the opposite of letting crystals grow large.
At some time during suspension formation, it is likely that shearing will be desired. This
homogenization can be accomplished by the conventional stator-rotor colloid mills. Ultrasonic
equipment also can be used to effect high intensity mixing, but usually, this technique is not applied
commercially. Of interest, however, is the work of Sheikh, Price, and Gerraughty, who studied the effect
of ultrasound on polyethylene spheres in aqueous suspension.13 The ultrasound reduced the sphere size
only when surfactants were added, especially those having high HLBs. When such agents were used as
additives, the particles were readily dispersed and hence completely surrounded by liquid. Since

6
Pharmaceutical sciences
Product Development 1
Suspension Part II
ultrasound waves and cavitation shock waves are transmitted to the particles through the liquid medium,
a poor suspension would not be as susceptible to size reduction as a better dispersed one. Excessive
shearing (or high temperatures) may irreversibly damage polymeric materials such as gums, so that
viscosity loss is suffered. Instead of trying to hydrate gums and clays by massive shearing, it is often
better, when possible, to give the material the necessary time to hydrate under conditions of mild
shearing. An alternate procedure is to mix with, or preferably spray the gum with, a chlorinated
hydrocarbon, acetone, or alcohol solution of a wetting agent (e.g., sodium dioctyl sulfosuccinate). About
0.4% (based on the gum weight) of the wetting agent should be added to the gum. This technique can
produce a marked beneficial effect, as wetting of the gum and hence hydration is greatly accelerated.
A final comment is that processing studies in a pilot plant are needed because it is axiomatic that
the scale-up operation from laboratory batches to production lots brings with it many troubles and
unexpected results.
Controlled Flocculation
The aim in the formulation of suspensions is to achieve partial or controlled flocculation. The
main advantages of the stable floc are as follows. The aggregates tend to break up easily under the
agitation of a bottle or vial, or by the flow through a small orifice (hypodermic needle and/or syringe)
and reform an extended network of particles after the force is removed. Flocculation, therefore, imparts
a structure to the suspension with virtually no increase in viscosity. The following examples illustrate
how suspensions may be prepared by controlled flocculation procedures:
1. The wetting agent, (not more than 0.1–0.2% w/v of the final concentration), is dissolved in
approximately half the final volume of aqueous vehicle.
2. Microfine particles of the drug at the desired concentration are uniformily spread over the surface of
the vehicle and drug is allowed to be wetted undisturbed for as long as 16 h.
3. The wetted slurry is passed through a fine wire sieve (100 mesh size) or wetted slurry is passed
through a colloid mill to remove poorly wetted powder.
4. The slurry concentrate of the drug is agitated gently with an impeller-type mixer.
5. To slurry, flocculating agent is added till flocculation end point is reached.
7
Pharmaceutical sciences
Product Development 1
Suspension Part II
6. To determine the endpoint, small samples are transferred to a graduated cylinder, an equal amount
of vehicle is added and the cylinders are gently shaken and permitted to stand undisturbed. The
sample with the highest ratio of sediment to total suspension volume, exhibiting a clear supernate
and good drainage characteristics is considered to be at the appropriate endpoint.
7. After the flocculation endpoint has been established and verified, the other formulation adjuvants
(preservative, colorant, flavor, buffer, etc.) are added, and the slurry is brought to final volume with
liquid vehicle.
Structured Vehicle
Another technique for the preparation of a stable suspension is based on the concept of the
‘‘structured vehicle,’’ in which the viscosity of the preparation, under static conditions of very low shear,
on storage approaches infinity. The vehicle is said to behave like a ‘‘false body’’ that is able to maintain
the suspended particles in a state of more or less permanent suspension. Structured vehicles are avoided
for the preparation of parenteral suspensions, owing to their high viscosity.
Bingham-Type Plastic Flow.
Vehicles with Bingham type plastic rheological flow are characterized by the need to overcome
a finite yield stress before flow is initiated. Permanent suspension of most pharmaceutical systems
requires yield-stress values of at least 2–5 Pa (20–50 dyn/cm2). Bingham plastic flow is produced by
carbomers. carbomers exhibit a sufficiently high yield value at low solution concentration and low
viscosity to produce permanent suspensions.
Thixotropic Flow.
Thixotropic flow is defined as a reversible, time-dependent, isothermal gel–sol transition.
Thixotropic systems exhibit easy flow at high shear rates and on removing the stress the system is slowly
reformed into a structured vehicle. The usual property of thixotropy results from the breakdown and
buildup of floccules under stress. The primary advantage of thixotropic flow is that it confers pourability
under shear stress and viscosity and sufficiently high yield stress when the shear stress is removed at
rest. Pseudoplastic materials (such as hydroxyethylcellulose, hydroxypropyl methyl cellulose or sodium
carboxymethylcellulose) in combination with a clay (hydrated colloidal magnesium aluminum silicate)

8
Pharmaceutical sciences
Product Development 1
Suspension Part II
or blends and coprecipitates of sodium carboxymethylcellulose and microcrystalline cellulose exhibit
thixotropic flow.
Emulsion Base.
A waxy-type self-emulsifier develop structure or ‘‘false body’’ in suspension systems. A dilute
emulsion system is not often considered for suspension purposes because of the potential complexities
involved in mixing emulsion and suspension systems. The drug particles are dispersed in the primary
emulsion component prior to dilution with other vehicle components.
Product Development
A generalized consideration of the selection of ingredients and equipments for manufacturing of
suspensions is not possible. If the suspension is to be prepared by dispersion technique, it is better to
pulverize the solids first. The particles are subjected to a stream of turbulent air, which makes them to
colloid with each other and fracture. Particles below 5m sizes are easily obtained. In case of controlled
crystallization technique, the supersaturated solution is quickly cooled with rapid stirring. The later
action ensures the formation of large number of crystals and avoids crystal growth. Homogenization, if
required at any stage, can be accomplished by colloid mills. Although ultrasonic techniques can be used
yet they are of less commercial value.
A few general guidelines are stated below:
Wetting of the particles is better achieved by keeping them in contact with a small portion of
vehicle containing an appropriate quantity of wetting agents without agitation. Suspending agent should
be dissolved or dispersed in main portion of the vehicle and sufficient time and dispersion equipment
should be employed. This helps in attainment of proper viscosity. The slurry of wetted particles should
be added at low shear to main portion of suspending agent, and not the other way round. Electrolyte
addition should be properly controlled to prevent variations in the particle charge. All the finished
suspensions must be carefully preserved against bacterial growth.
Aggregated (open network system)
The controlled aggregate system can be made by using an electrolyte. Schulze – Hardy rule can
be used to determine the amount of electrolyte needed. Electrolytes promote aggregation by reducing

9
Pharmaceutical sciences
Product Development 1
Suspension Part II
zeta potential, which acts as an electrical barrier between the particles. In some cases in which
incompatibility factors are absent, very small amount of aluminium chloride or potassium bisphosphate
may act as aggregating agent. Surfactants, both ionic and nonionic, can also be used for the purpose. One
must be careful in case of non-ionic surfactants because above critical micelle concentration they tend
to get adsorbed on the particle surface, forming a continuous film, leading to coagule formation. Long
chain high molecular weight polymers act as aggregating agents because part of their chain gets adsorbed
on the particle surface, with the remaining part projecting out into dispersion medium. Bridging between
these latter portions leads to the formation of flocs.
Oral suspensions, due to high solid contents, exhibit poor drainage from bottles. This may be
improved by the use of protective colloids. Protective colloids differ from surfactants in that they do not
reduce interfacial tension. They not only increase the zeta potential but also form mechanical barrier
around the particles. Example of this approach is the use of silica gel, aluminium hydroxide gel etc.
Dispersed System
Individual particles in disperse system are generally dispersed with the aid of an agent that lowers
the interfacial tension. To maintain this state however, a viscosity imparting suspending agent is usually
required as an adjunct [Wen-Yen & Trong-Ming, 1989]. These agents retard settling and agglomeration
of particles by functioning as an energy barrier, which minimizes interparticle interaction and ultimate
aggregation. The general choice of suspending agents includes protective colloids, viscosity inducing
agents, surfactants and dispersing agents. Combination of different types of suspending agent may also
be used to achieve desired rheologic properties.
Stability Considerations
Aggregation
The aggregation of particles in suspension can be termed aggregation or coagulation. The term
‘coagulation’ should be used when the forces involved are primarily physical owing to reduction in the
repulsive forces at double layer. The term ‘flocculation’ can be applied to those cases in which weak
‘bridging’ occurs among the particles. However, since in many pharmaceutical systems the exact nature

10
Pharmaceutical sciences
Product Development 1
Suspension Part II
of the sources is somewhat obscure, we shall restrict ourselves here to term ‘aggregation’. By using
simple diffusion theory, Von Smoluchowski derived equation for both rapid aggregation (when all
particle – particle collisions results in aggregation) and slow aggregation (in which only a fraction of all
particle-particle collisions results in aggregation) [Kruyt, 1953]. The pharmaceutical scientists are
concerned with slow aggregation, since the aggregation in suspension of drugs is mainly slow. The t1/2
time for the initial number of single particles (singlets) in a suspension to decrease by 50% because of
aggregation is given by
DRNo
t /
4
121
where, D is diffusion coefficient of the singlets, R is gas constant, No is initial number of singlets
and is the collision efficiency.
Types of aggregates
The aggregates in a suspension system can be classified according to their morphology.
Floccule is an open aggregate system. The structure is rigid and settles quickly to form a high
sediment height and is easily redispersible because the particles constituting individual aggregates
are sufficiently far apart from one another to preclude caking. A coagule is a closed aggregate formed
by surface film bonding. The affinity of surface films for each other is responsible for tenacity of the
aggregate not within an individual aggregate, but also surrounding aggregates. Upon sedimentation
the aggregates tend to form a single large film bound aggregate, which is difficult, if not impossible
to redisperse. The surface films that lead to coagule formation are often surfactants, gases,
immiscible liquids and in case of non-aqueous suspensions, water. The third form is disaggregated
or dispersed form wherein the particles settle as discrete entities. Sedimentation is much slower than
the aggregated systems, attains lowest possible sediment height and possesses a high potential for
caking.

11
Pharmaceutical sciences
Product Development 1
Suspension Part II
Sedimentation
The pharmaceutical suspension is destined to settle even though one can slow the processes
well within shelf-life times for pharmaceutical products. The rate of settling can be calculated by
Stoke’s law
9
g r 2 =
2 ..
where, v = (terminal) velocity, r = radius of the particle, = the difference in density of the solid
dispersed phase and the density of the liquid dispersion medium, g = a constant due to gravity, and
= viscosity of the liquid.
According to Stoke’s law the rate of sedimentation can be retarded most effectively by
controlling the particle diameter (radius) and viscosity of the medium. However, Stoke’s law is
applicable only to dilute systems (solid content <2%). To take into consideration the concentrated
systems, Higuchi [1958] developed an equation with fewer limitations. He considered settling
phenomenon to be equivalent to movement of liquid medium through the bed of dispersed phase.
Particle Growth
The surface free energy for the small particles is greater than for larger particles. In some
systems, therefore, small particles will be appreciably more stable than the larger ones. For such
systems small fluctuation in the temperature will result in crystal growth as the small particles
dissolve with the rise in temperature; and then crystallize at the surface of the existing particles, with
a temperature drop. Thus the larger particles will grow in size at the expense of the smaller particles.
The suspension will become coarser as the mean particle size spectrum shift to higher values. Many
gums adsorb onto the crystal surfaces and thus can be used to inhibit crystal growth. Freeze – thaw
as well as more elevated temperature cycling tests can provide a useful technique for evaluating
crystal growth and crystal growth inhibitors.
The size distribution of dispersed systems may increase during aging, owing to four principal
mechanisms: Ostwald ripening; polymorphic transformation; crystal habit; and temperature cycling.

12
Pharmaceutical sciences
Product Development 1
Suspension Part II
Ostwald ripening
Since suspensions are saturated solutions of the particulate substance, small changes in
temperature that occur during shelf storage lead to unexpectedly rapid caking via crystal bridging, much
in the same way that crystal growth yields can be optimized by alternately warming and cooling a mother
crystallization liquor. This process, known as Ostwald ripening, is unavoidable in pharmaceutical
suspensions of the dispersed type. Suspensions of the dispersed type tend to cake easily, owing to the
compact sedimentation that occurs when these suspensions settle.
The basis for Ostwald ripening is found in equation (7) and it applies to the equilibrium solubility
of small particles:
ln𝑆
𝑆0=
2𝛾𝑉
𝑟𝑅𝑇 (7)
where, S0 is the solubility of infinitely large particles, S is the solubility of a small particle of radius r,
is the surface tension, and V is the molar volume of the solid.
Polymorphic transformation
Polymorphism as applied to crystals specifically refers to the different crystal structures the same
chemical compound may have. The difference in the equilibrium solubility of polymorphs provides a
driving force for crystal growth in suspension as the particles of the more soluble polymorph go into
solution and reprecipitate as the less soluble, i.e., more stable, form. This process is accelerated if the
drug powder used to prepare the suspension contains a mixture of polymorphs, or if a seed of the more
stable form is introduced. The rate of conversion of a metastable to a stable polymorph may be rapid or
slow. When this rate of conversion is very slow, it may be feasible to use the metastable form
commercially.
Crystal Habit
Crystal habit may be denned as the outward appearance of an agglomeration of crystals. Although
seemingly trivial, crystal habit can be of great importance in suspension redispersibility, sedimentation,
physical stability, and appearance. For example, sulfisoxazole can be produced in a single geometric
crystal form having relatively similar sizes, but an agglomerate of the crystals can have physical
properties vastly different from those of single crystals. Small clumps of sulfisoxazole crystals may
exhibit little tendency to disperse because of the tenacity of the clump. These clumps may exhibit
13
Pharmaceutical sciences
Product Development 1
Suspension Part II
retarded dissolution and thus retarded bioavailability rates due to the inability of a dissolution fluid to
penetrate to the interior crystal components of the clump.
Traditionally, crystal habit was classified on the basis of the geometry of the agglomerate (needle,
prism, plate, etc.), but in reality, most crystal habit morphology is of a nondescript form. The relatively
strong, rigid crystalline structure that exists within a crystal is not responsible for the agglomeration of
crystals. Rather, weak van der Waals interactions occurring at crystal surfaces hold the agglomerate of
crystals in form. Mostly, this occurs as non-geometrically classifiable clumps.
The factors controlling crystal characteristics involve basically either the production of a change
in crystal habit (physical shape such as needle, plate, prism) or the production of no change in crystal
habit. When there is no change in the crystal habit, the following factors may still be considered: drug
decomposition leading to salting in or out, pH changes with changes in the particle size distribution, and
the effect of change in temperature. When there is a change in crystal habit, solvation and polymorphism
(presence of one or more crystalline and/or amorphous forms) are of importance. It is also notable that
the rate of physiologic absorption can be greatly altered, depending on which crystalline or amorphous
forms are administered.
Temperature cycling
Temperature cycling may lead to crystal growth, as solubility depends on temperature. In most
cases, solubility is directly related to temperature, so that a slight rise in temperature leads to an increased
equilibrium solubility. A drop in temperature, however slight, results in a supersaturated solution
surrounding each particle. Precipitation occurs to relieve the supersaturation, and crystal growth occurs.
The temperature effects depend on the magnitude of the change in temperature over a given period of
time, the time interval, the effect of temperature on the solubility of the suspended drug, and on
recrystallization phenomena.
Evaluation of Suspension Stability
Since stability testing is discussed elsewhere in the pharmaceutical literature, the only emphasis
here is on the most pertinent aspects of suspension stability. Techniques for the evaluation of
heterogeneous systems generally are complex and are far from being completely satisfactory. Some test
methods are so drastic that the stability information is obtained during an evaluation that destroys the

14
Pharmaceutical sciences
Product Development 1
Suspension Part II
system being evaluated. Some methods are somewhat empiric in nature, i.e., the exact basis on which
they operate cannot be explicitly defined mathematically. All test procedures suffer some limitations,
and the results, therefore, must be cautiously evaluated and interpreted. As the methodology involved in
the pertinent stability studies is often somewhat complicated, this section of the chapter is more fully
referenced so that further details can be obtained if desired. The purpose here is to point out explicitly
one method, and then indicate only the general nature of some of the other approaches taken. Use of
evaluation techniques permits the formulator to screen the initial preparations made and also to compare
the improved formulations to competitive commercial products. The latter point should not be treated
lightly even though it does not deal with absolute standards.
Sedimentation Volume
Sedimentation volume is the ratio of the ultimate height (Hu) of the sediment to the initial height
(Ho) of the total suspension as it settles in a cylinder under standard conditions. The larger this ratio
better is the suspendibility. For better formulations a plot of sedimentation volume versus time yields
more horizontal, less steep line. In case of highly concentrated suspensions, supernatant available is very
little to determine the Hu and hence a modified experimental method is used. The concentrated
suspensions are diluted with additional vehicle; Hu values for diluted suspensions are determined, Ho
value equals to the original volume of sample before dilution. Sedimentation volumes thus obtained are
plotted against the time and compared for different formulations.
Since redispersibility is one of the major considerations in assessing the acceptability of a
suspension, and since the sediment formed should be easily dispersed by moderate shaking to yield a
homogeneous system, measurement of the sedimentation volume and its ease of redispersion form two
of the most common basic evaluative procedures.
The concept of sedimentation volume is simple. In short, it considers the ratio of the ultimate height (Hu)
of the sediment to the initial height (Ho) of the total suspension as the suspension settles in a cylinder
under standard conditions.
Sedimentation Volume = Hu / Ho
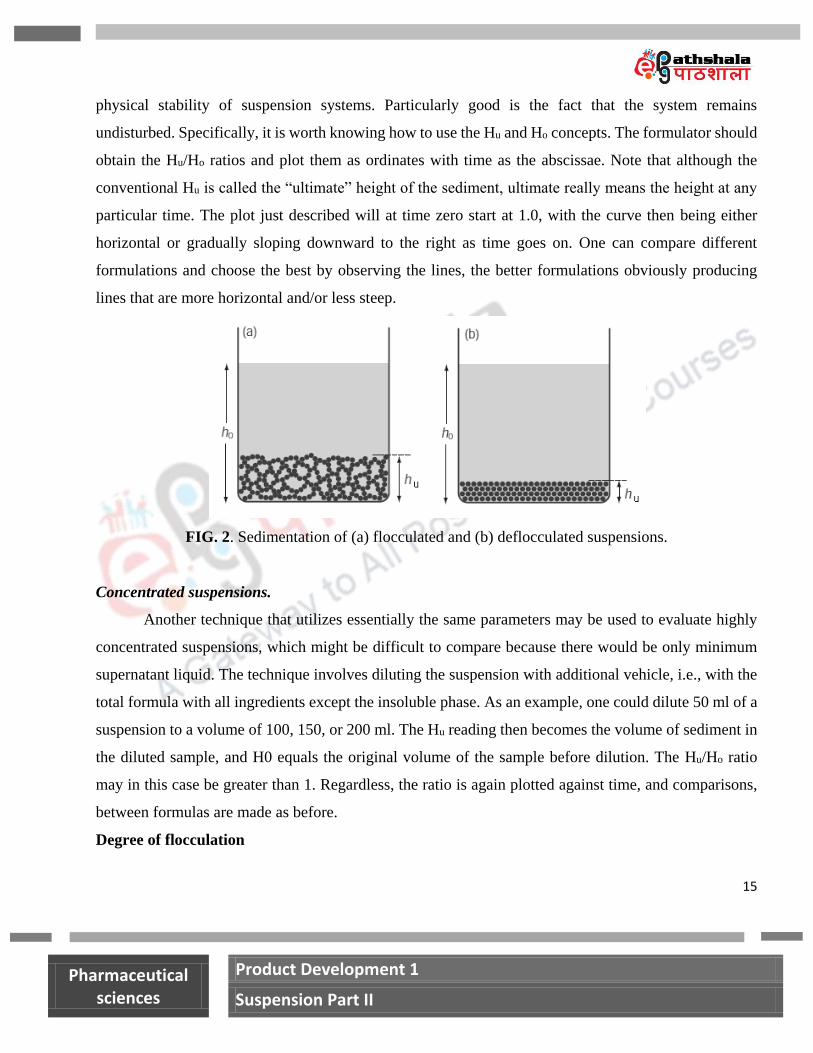
The larger this fraction, the better is the suspendability (Fig. 2). Methods utilizing the
sedimentation volume obtained in a cylinder offer a practical approach to the determination of the
15
Pharmaceutical sciences
Product Development 1
Suspension Part II
physical stability of suspension systems. Particularly good is the fact that the system remains
undisturbed. Specifically, it is worth knowing how to use the Hu and Ho concepts. The formulator should
obtain the Hu/Ho ratios and plot them as ordinates with time as the abscissae. Note that although the
conventional Hu is called the “ultimate” height of the sediment, ultimate really means the height at any
particular time. The plot just described will at time zero start at 1.0, with the curve then being either
horizontal or gradually sloping downward to the right as time goes on. One can compare different
formulations and choose the best by observing the lines, the better formulations obviously producing
lines that are more horizontal and/or less steep.
FIG. 2. Sedimentation of (a) flocculated and (b) deflocculated suspensions.
Concentrated suspensions.
Another technique that utilizes essentially the same parameters may be used to evaluate highly
concentrated suspensions, which might be difficult to compare because there would be only minimum
supernatant liquid. The technique involves diluting the suspension with additional vehicle, i.e., with the
total formula with all ingredients except the insoluble phase. As an example, one could dilute 50 ml of a
suspension to a volume of 100, 150, or 200 ml. The Hu reading then becomes the volume of sediment in
the diluted sample, and H0 equals the original volume of the sample before dilution. The Hu/Ho ratio
may in this case be greater than 1. Regardless, the ratio is again plotted against time, and comparisons,
between formulas are made as before.
Degree of flocculation

16
Pharmaceutical sciences
Product Development 1
Suspension Part II
One additional concept should also he considered by the formulator. In all the comparisons just
mentioned, the screening technique results only in a relative ranking; this indicates which preparations
are the better ones. It is also useful, however, to consider the possibility of making an absolute evaluation;
this may be done as follows.
The degree of flocculation is the ratio of sedimentation volume of the flocculated suspension (F) to the
sedimentation volume that would be produced in the ultimate dispersed state (F∞).
Degree of flocculation = F / F∞
To obtain the completely dispersed suspension form, which represents the least void space for
the solid phase and hence the smallest sedimentation volume, electrolytes that promote settling may be
added or the preparation may be centrifuged. The Hu/Ho ratio observed is then the lowest figure
obtainable. This figure serves as a base line and gives some idea of the degree of aggregation obtained
because ratios higher than this minimum represent the existence of the desired aggregated state. In
reference to the plots discussed, it is clear that data that produce a line that quickly drops toward this
reference point do not represent a good suspension, as any aggregation if there is any at all, is too
temporary and infirm.
Another use for Hu/Ho data is possible, and particularly pertinent are the various relationships of
Ward and Kammermeyer.14 In essence, these workers attempted to quantitate settling further using Hu
and Ho values. It is known that the ultimate height of the solid phase after settling depends on the
concentration of solids and the particle size. These workers found that if Ho and Hu readings (taken on a
series of different concentrations of the same solids having a particular average particle size range) are
measured in a certain vehicle, the resulting data form a straight line plot if the logarithm of the weight
percentage of solids is plotted against the ratio Hu/Ho. One can then predict Hu for any given solids
concentration by multiplying Ho by the “relative concentration factor,” i.e., by Hu/Ho.
Redispersibility
As noted, the evaluation of redispersibility is also important. To help quantitate this parameter to
some extent, a mechanical shaking device may be used. It simulates human arm motion during the
shaking process and can give reproducible results when used under controlled conditions. It should be
remembered, however, that the test conditions are not the same as those encountered under actual use,

17
Pharmaceutical sciences
Product Development 1
Suspension Part II
and further testing should be considered. Nevertheless, the test results are useful and provide guidance
during screening procedures.
Rheologic Methods
A practical rheologic method utilizes a Brookfield viscometer mounted on a helipath stand. The
T-bar spindle is made to descend slowly into suspension, the resistance that spindle meets at various
levels in sediment is measured. This resistance is direct measure of structure formation due to
agglomeration at different levels. Data can be obtained for variously aged and stored samples. A plot of
resistance versus the number of turns a spindle takes may also be useful. Better suspensions show a lesser
rate of increase of resistance with spindle turns, that is, curve is horizontal for a longer period.
In addition to techniques involving sedimentation and redispersibility factors, rheologic methods
can also be used to help determine the settling behavior and the arrangement of the vehicle and particle
structural features for purposes of comparison.
The majority of rheologic investigations of suspension systems have been done at high shear
rates and on systems that must be made uniform before evaluation. For present purposes, the importance
of using low shear rates and undisturbed samples cannot be overemphasized. The prime reason for this
is the fact that die structure achieved on storage is what should be evaluated. A practical rheologic
method involves the use of the Brookfield viscometer mounted on a helipath stand. The T-bar spindle is
made to descend slowly into the suspension, and the dial reading on the viscometer is then a measure of
the resistance the spindle meets at various levels in a sediment. In this technique, the T-bar is continually
changing position and measures undisturbed samples as it advances down into the suspension. This
technique also indicates in which level of the suspension the structure is greater, owing to particle
agglomeration, because the T-bar descends as it rotates, and the bar is continually entering new and
essentially undisturbed material. Data obtained on samples variously aged and stored indicate whether
undesired changes are taking place. Thus, using the T-bar spindle and the helipath, the dial reading can
be plotted against the number of turns of the spindle. This measurement is made on undisturbed samples
of different ages. The results indicate how the particles are settling with time. In a screening study, the
better suspensions show a lesser rate of increase of dial reading with spindle turns, i.e., the curve is
horizontal for a longer period.

18
Pharmaceutical sciences
Product Development 1
Suspension Part II
A method combining the use of both rheologic and sedimentation parameters is illustrated by the
work of Foernzler, Martin, and Banker15, who studied the effect of thixotropy on stability. Although this
method does not observe the system under equilibrium conditions and is subject to some challenge, the
authors attempted to predict physical stability by a rheologic evaluation of thixotropy. Incidentally,
Wood used these workers’ data to develop additional correlations.16 It is important to note that the use
of most viscometers and centrifuges in stability studies is not ideal for aggregated systems because their
use destroys the structure formed.
Electrokinetic Techniques
Microelectrophoresis apparatus permits the measurement of the migration velocity of the
particles with respect to the surface electric charge or the familiar zeta potential; the latter has units of
viscosity times electrophoretic mobility, or more familiarly, volts. Stanko and DeKay also evaluated
suspensions by electrokinetic methods and showed that the zeta potential changes upon the addition of
additives and is related to stability. Haines and Martin studied some of the formulation factors that
influence the stability of suspensions. They correlated the zeta potential to visually observed caking; zeta
potential was again determined by microscopic electrophoresis. It was found that certain zeta potentials
produced more stable suspensions because aggregation was controlled and optimized.
Particle Size Changes
The suspensions under evaluation study are subjected to freeze–thaw cycle, which causes particle
growth and may indicate the probable future particle behavior on long storage at room temperature. The
changes in particle size, particle size distribution, and crystal habit are noted. Particle size can be
determined by microscopic means and photomicrographs can serve as permanent records.
Certain adjuvants have a profound effect on physical performance of the suspension under
freeze–thaw conditions. When a low solid content steroid injectable preparation containing sodium
CMC and benzoyl alcohol and other containing CMC, methyl paraben, and propyl paraben were
subjected to freezing and thawing, the former suspension caked badly while the later remained
unaffected. Protective colloids thus may be adversely affected by freezing thawing or elevated
temperatures i.e. gelatin is sensitive to low temperatures whereas methylcellulose is adversely
19
Pharmaceutical sciences
Product Development 1
Suspension Part II
affected by higher temperatures. Although freeze thaw cycle studies are useful guides, the best
stability information is still obtained from studies conducted at room temperature.
The freeze-thaw cycling technique is particularly applicable to stressing suspensions for stability
testing purposes. This treatment promotes particle growth and may indicate the probable future state of
affairs after long storage at room temperature. Thus, it is of prime importance to be alert for changes in
absolute particle size, particle size distribution, and crystal habit. With respect to the latter point, Carless
et al. investigated the various crystal forms of cortisone acetate and also noted the acceleration of
sulfathiazole crystal growth in suspensions that underwent temperature cycling. Obviously, the
physiologic availability and thus the therapeutic effect of the active ingredients may be influenced by
such changes. Particle size distributions are sometimes determined by microscopic means. This method
of necessity requires dilute suspensions that are counted with the aid of an ocular grid. In some instances,
photomicrographs may be taken for permanent records. This method is quite tedious, especially when
large numbers of samples are to be evaluated. It is worth noting that certain suspension components, e.g.,
the preservative or the protective colloid, may have a profound effect on the physical performance of the
suspension under freeze-thaw conditions. When a low solids content steroid injectable preparation
containing sodium carboxymethylcellulose (CMC) and benzyl alcohol, and one containing CMC,
methylparaben, and propylparaben, were subjected to freezing and thawing, the former suspension caked
badly, while the latter was unaffected. Protective colloids may thus be adversely affected by freezing,
thawing, or elevated temperatures; for example, gelatin is sensitive to low temperatures whereas
methylcellulose is adversely affected by higher temperatures. Although freeze-thaw cycle studies are
useful guides, the best stability information is still obtained from studies conducted at room temperature.
Electrokinetic Techniques:
Zeta potential has a considerable influence on the physical stability of the suspension. Zeta
potential can be measured by microelectrophoresis, in which a sample of suspension is mounted on a
special microscopic slide across which a known potential is applied. The speed of movement of the
particles across the field is a function of zeta potential and is determined visually. The apparatus is
standardized by use of particles of known zeta potential. Rabbit erythrocytes are commonly used for this
20
Pharmaceutical sciences
Product Development 1
Suspension Part II
purpose. Alternatively, more elaborate semi-automated and fully-automated equipments are available.
The zeta potential then can be correlated to stability.
Preservation Stability:
The various ingredients present in the formulation may interact with the preservatives and thus
may lead to either certain chemical incompatibilities or loss of preservative efficacy. Hence to retain
preservation capacity of formulation certain analytical procedures should be developed. One such assay
developed by Schieffer et al. [1984] describes the rationale for using methyl, ethyl, propyl, and butyl
esters of 4-hydroxybenzoic acid in combination with antacids and other pharmaceutical products. The
antacids have high pH values, and hence hydrolysis of the esters occurs, but the decomposition of the
parent compound can be prevented by properly controlling the concentration.
Packaging
Perhaps the final “adjuvant” one should consider is the package. Usually, initial laboratory
screening employs conventional graduates or readily available botdes. When final packaging is
considered, it should be noted that various types of glass are available. The types vary with respect to
their ability to resist water attack, the degree of attack being related to the amount of alkali released from
the glass. The USP should be consulted for further details, as it describes both the tests and standards
that should be met by containers to be used for packaging parenteral and non-parenteral (oral or topical)
products. One point of terminology may be noted: “flint” refers to clear, colorless, brilliant glass.
Originally, it contained lead and was also called “lead” or “crystal” glass; today in commerce, non-lead,
highly color-free, soda-lime-silica glasses, the most common general-purpose transparent glasses, are
also called flint. Parenteral multiple-dose vials may be “flint” (colorless) or amber, and may be silicone-
coated to improve drainage of the suspensions. (Silicone coating also minimizes the leaching of alkali
from the glass.) This technique of silicone coating is used widely for suspensions of steroids and
combinations of penicillin and dihydrostreptomycin. It is also used in preparations with high solids
content, in which formulation modifications cannot measurably improve the drainage of the preparation.
There has been a trend to package suspension systems for oral and topical administration in
polyethylene or other plastic containers. Many factors must be considered when a suspension is evaluated
in such a container. These factors include loss of flavor and perfume, preservative adsorption, and
21
Pharmaceutical sciences
Product Development 1
Suspension Part II
leaching into the product of substances from the container. Before evaluative procedures are discussed
per se, it must be stressed that after the initial stability observations are completed, the determination of
the stability of the suspension in the final package is an important step of the product development
procedure.
Stabilizing Suspensions
Various pharmaceutical excipients with different functions can be used for stabilizing
suspensions. The following groups of products can be offered for stabilizing oral and topical suspensions.
Soluble Kollidon products can be used at low concentrations; for example Kollidon 90 F (2-5%) suffices
to stabilize aqueous suspensions. A combination consisting of Kollidon 90 F (2%) and Kollidon CL-M
(5 to 9%) has proved to be an effective system for stabilizing suspensions. Kollidon 30 is also used for
this purpose. It can be combined with all conventional suspension stabilizers (thickeners, surfactants
etc.). The use of Kollidon CL-M as a suspension stabilizer has nothing whatever to do with the principle
of increasing the viscosity. The addition of 5 to 9% Kollidon CL-M has practically no effect in changing
the viscosity, but it strongly reduces the rate of sedimentation and facilitates the redispersibility, in
particular - an effect that is consistent with the low viscosity. One of the reasons for this Kollidon CL-M
effect is its low (bulk) density, which is only half of that of conventional crospovidone (e.g., Kollidon
CL).
The poloxamers, Lutrol F-68 and Lutrol F-127, in concentrations of 2 to 5% of final weight of
suspension, offer a further opportunity of stabilizing suspensions. They also do not increase viscosity
when used in these amounts and can be combined with all other conventional suspension stabilizers.
Nanosuspensions
Nowadays, suspensions with dispersed particles in the range 0.1 to 0.2 microns called as
“nanosuspensions” are widely used as drug delivery systems. Although theoretical and formulation
considerations involved in development of nanosuspensions are similar to those of conventional
suspensions but the nano size range of particle imparts some unique properties to these delivery systems.
At nano dimensions surface properties of the material dominate in lieu of the bulk properties. Particles
at nanosize range undergoes continuous brownian motion and does not follow stokes law. Thus unlike

22
Pharmaceutical sciences
Product Development 1
Suspension Part II
conventional suspensions, nanosuspensions do not tend to settle down and are thermodynamically more
stable. The major advantage of pharmaceutical nanosuspensions is their ability to increase the solubility
and in vivo bioavailability of highly water-insoluble drugs.





























