Embed Size (px)
Citation preview

UC-33
Reporting Data: March 1975Issued: June 1975
A Review of Fuel Element Development
for Nuclear Rocket Engines
L
—
‘~o~ Reference
–Flot to be ~akenfrom this room— ——
(iv~.-kbs : alamos
\ scientific laboratory. d the University of California
LOS ALAMOS, NEW MEXICO87544I
I JiAn Affirmative Action/Equal Opportunity Employer
UNITED sTATES
ENERGY RESEARCH AND DEVELOPMENT ADMINISTRATIONCONTRACT W-7405 -ENG. 36

I
u
Work partialIy supported by the National Aeronauticsand Space Administration.
PrintedintheUnitedStatesof America.AvailablefromNationalTechnicalInformationService
U.S.Departmentof Commerce5285PortRoyal RoadSpringtleld,VA 22151
Price:PrintedCopy$5.45Microfiche$2.25
This reportwasDr. .rd ●. ●n mamt ofworksponsoredby the Umkd States C!LT,ertmmnl. Nelth.r the United SW”nor the United Stat” EwrcY Srsearch ●nd Development Ad-mi.lstr.tion, nor .ny of their ●mployee., nor .ny or their con.tractors, subcontractors, or their emDloY~. m.k” .nysv.rrs.;v, express or implied, or .ssum” .ny I*.1 Ii.btllty ormavo.sibi!ity r.. the scar.w, mmp!ett.e.., or u~r.h,g.of●W M.rmation. .Pwrstu.. Drod.cb. = vmcess dlscl.wd, orrepresents th.t ib usc w.”ld not infringe priv.tely ownedriuhls.
.

I
II
CONTENTS1
I. INTRODUCTION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...1
II. REACTOR DESIGN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...3
r’ III. KIWI-A . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...5
IV. MATERIALS AND FABRICATION PROCEDURES . . . . . . . . . . . . . . . . . . . . . . 5A. KIWI-A Prime . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...5B. Types ofFuel Particles. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...7C. Typical Processing Equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...7D. Raw Materials . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...8
I. Graphite Flour . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...82. Carbon Black . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..I03. Flake Graphite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...104. Uranium Dioxide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105. CoatedUCz Particles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...116. Thermosetting Resin.... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...117. Catalyst . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...11
E. Blending and Extrusion. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...12F. Heat Treatments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
1. KIWI-A through -B4D Oxide-Loaded Elements . . . . . . . . . . . . . . . . . . . . . .152. KIWI-B4E, Phoebus 1 and2, and Pewee-1
Coated-Particle Loaded Elements . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...16
v. MACHINING AND INSPECTION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...17
VI. FUEL ELEMENT COATING.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...18A. KIWI-A and -A Prime.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...18B. JIWI-B Series . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...20C. Phoebus and Pewee Series . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...21D. Nuclear Furnace-l . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .23
VII. NONDESTRUCTIVE TESTING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...23
VIH. NUCLEAR SAFETY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...25
IX. FUEL ELEMENT AND TIPJOINING . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...26A. Gluing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...26B. Brazing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...26
x. FUEL ELEMENT EVALUATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...27A. Hot-Gas Testing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...27B. Thermal Stress Testing. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...29
XI.ADVANCED FUEL ELEMENTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...30A. High-CTE Graphite Elements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...30B. Composite Elements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...31C. Carbide Elements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...37

I
iv
XII. F(JELI?LEM13NT PROPERTIES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...37A. Unf’ueled Graphite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .:]!)B.FueledG raphite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..K)C. Composite Fuels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..{$)
XIII. SUMMARY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...41
REFERENCES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ...42 W
APPENDIX.R OVERANDNERVA TESTS AT NRDS . . . . . . . . . . . . . . . . . . . . . ...45 _
1

A REVIEW OF FUEL ELEMENT DEVELOPMENTFOR NUCLEAR ROCKET ENGINES
by
J. M. Taub
ABSTRACT
The Los Alamos Scientific Laboratory (LASL) entered thenuclear propulsion field in 1955 and began work on all aspects of anuclear propulsion program involving uranium-loaded graphitefuels, hydrogen propellant, and a target exhaust temperature of-2500”C. A very extensive uranium-loaded graphite fuel elementtechnology evolved from the program. Selection and composition ofraw materials for the extrusion mix had to be coupled with heattreatment studies to give optimum element properties. The highlyenriched uranium in the element was incorporated as UO z,pyrocarbon-coated UCZ , or solid solution UC oZrC particles. Anextensive development program resulted in successful NbC or ZrCcoatings on elements to withstand hydrogen corrosion at elevatedtemperatures. Hot gas, thermal shock, thermal stress, and NDTevaluation procedures were developed to monitor progress inpreparation of elements with optimum properties. Final evaluationwas made in reactor tests at NRDS. Aerojet-General,Westinghouse Astronuclear Laboratory, and the Oak Ridge Y-12Plant of Union Carbide Nuclear Company entered the program inthe early 1960’s, and their activities paralleled those of LASL infuel element development.
———.——.._———_ ——
1. INTRODUCTION
Use of nuclear energy for propulsion was understudy as early as 1946 when R. Serber, of DouglasAircraft Company, published some fundamentalconsiderations of the application of fission energy torocket propulsion. Serber concluded that the mostreasonable approach was conventional pile-heatingcoupled with a low-molecular-weight propellant and
~ indicated that the improvement over chemicalrockets would depend “entirely on how well the dif-ficulties of heat transfer and high temperatures
● (material problems) can be solved.” 1 How right hewas ! There were many other studies concerning useof nuclear energy for propulsion of rockets, ramjets,and other aircraft, including the well-known NuclearEngine Propulsion Aircraft (NEPA) activities. 2-7 Acomparison of a chemically powered Atlas missile
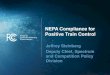
and a two-stage nuclear and chemical rocket systemindicated a weight saving of -50Y0 for the lattersystem with the same payload or, put another way,a doubled payload. Nuclear rocket propulsion, ac-cording to the calculations, could out-performchemical propulsion in long-range, high-payloadapplications, if the nuclear system functioned aspredicted. The best chemical rockets have a specificimpulse of -400s, whereas that of the nuclear rocketwith hydrogen propellant is 900 s or more (see Fig.1). Specific impulse is defined as the exhaust veloci-ty divided by the acceleration of gravity (9.81 m/s2).
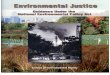
The basic nuclear rocket engine concept is verysimple. It consists of a nuclear reactor (Fig. 2) usedto heat a low-molecular-weight gas (hydrogen) to ashigh a temperature as possible, a nozzle throughwhich the gas expands, and a turbopump to force itthrough the system. The actual engine, of course, is
1

THEORETICAL MASS RATlO’ENERGY PHYSICAL SPECIFIC EARTHSOURCE SYSTEM IMPULSE ESCAPE
UQUID HYDROGEN ~
YmRmm?-OR FLUORINE
b
H. SOLID GOf—-L-
IQUID~~. .------ -..
H +=
T
‘E
B —,.
— -sHTIJKubLN
/-1+1
‘-3E4500”F
F
3LTEN CORE—~
iEOUS CORE
37,000° F~
2600-
y6700
— mc’ = E
* RATIO OF TAKE-OFF TO FINAL MASS
Fig. 1.Energy source vs specific impulse.
much more complicated. The reactors must operateat very high temperatures and power densities tominimize the effect of their weight. This combina-tion of high temperature and high power densitypresented a real challenge to reactor designers andmaterials researchers.
Only a few materials, including the refractorymetals and graphite, are suitable for use in reactorsdesigned to run at very high temperatures. Themetals are all strong neutron absorbers, whereasgraphite is not. In fact, graphite, in addition to hav-ing excellent high-temperature strength, also acts asa neutron moderator and minimizes the amount ofenriched uranium required in the reactor core. Onegreat disadvantage of graphite, however, is that itreacts with hot hy&ogen to form gaseous hydrocar-bons and, unless protected, quickly erodes away.Consequently, one of the greatest challenges in thenuclear rocket program was to develop fuel elementsof adequate lifetime in a high-pressure, hot hydrogenenvironment..
Temperatures above 2773 K (2500”C) were con-sidered for fuel elements and exhaust gases, but lit-tle information on the behavior and compatibility ofmaterials at these very high temperatures wasavailable. Consequently, much work had to be doneto gain a complete understanding of the behavior ofmaterials in a nuclear rocket engine.
The Los Alamos Scientific Laboratory (LASL)and the now Lawrence Livermore Laboratory (LLL)had been evaluating nuclear propulsion possibilities,and in 1955 both started active work on all aspectsof a nuclear propulsion rocket system. 8’9 Uranium-Ioaded graphite was the proposed fuel element ~material, but each laboratory took a different ap-proach to incorporating the uranium into thegraphite. LLL worked extensively on impregnating .commercial graphites with a liquid, uranium-bearing material, uranyl nitrate hexahydrate. It waspossible to drive the liquid into the graphite poresand then bake the impregnated graphite, causinguranium oxide to remain within it. Subsequent
2

—.
:iiUCLEAR:PROPULS:SYSTEM—.= 5*:—--. —~
-.. 3
Fig. 2.Nuclear rocket propulsion system.
heating to high temperatures converted the uraniumoxide to uranium dicarbide. The problem was thegraphite—it was not uniformly porous, so theuranium oxide was not distributed uniformly. Aprogram for developing a well-defined, porousgraphite with interconnecting pores would be re-quired to permit use of impregnation. At this point,LLL turned from rocket propulsion to an aircraftpropulsion system, Pluto, that required an air-breathing rocket and different fuel materials.
LASL worked to incorporate UOZ particles intographite fuel element matrices. This involved actualfabrication of a graphite body rather than purchaseof commercial graphite. Consequently, LASL had todevelop an entirely new (for them) technology toproduce a fuel element material with very uniform
-distribution of micron-size uranium particles andadequate strength, stability, and corrosionresistance to operate at temperatures as high as 2773
2 K (2500”C) in a hydrogen environment. From 1955to 1972, a very extensive uranium-loaded graphitefuel element technology evolved. This report canonly be an overview of its development, because thetotal effort in fuel element technology, including ex-
trusion, coating, evaluation, nondestructive testing(NDT), etc. would, and does, fill many volumes.
At LASL, the nuclear rocket work was known asthe Rover program throughout its history. It beganin 1955 with AEC sponsorship, and, at LASL, wasdirected first by R. E. Schreiber and later by R. W.Spence. In 1960, the Space Nuclear Propulsion Of-fice (SNPO) in Washington, DC, was created tomanage the nuclear propulsion effort. Harold 1?.Finger headed the agency, which reported to boththe AEC and the National Aeronautics and SpaceAdministration (NASA). In 1961, the industrialteam of Aerojet-General and the WestinghouseElectric Company was selected to develop the flightengine, and the nuclear engine for rocket propulsionapplication (NERVA) acronym was introduced.LASL continued to work on materials developmentand reactor design.
In 1962, the engine test site at Jackass Flats inNevada was separated administratively fromnuclear weapons activity and became the NuclearRocket Development Station (NRDS). During theexistence of NRDS, 6 NERVA nuclear engines and13 LASL reactors, ranging from the first 7-MWKIWI-A reactor to the >4000-MW Phoebus 2A reac-tor, were tested. All told, over 6000000 kWh ofpower were produced there. The Appendix sum-marizes the reactor tests performed at NRDS. Figure3 shows the test cell with its large hydrogen Dewars.
II. REACTOR DESIGN
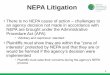
The designers of the NERVA engine had to con-sider many factors, such as neutronics, heat transferrequirements, high mechanical loadings, and thecomplex problems of start-up, control, and shut-down. To permit preliminary evaluation of theneutronic calculations, for each type of reactor, amockup known as Honeycomb (Fig. 4), which itresembled, was. made of graphite slabs, enricheduranium foils, plastics to simulate propellants, andberyllium reflector blocks. Later, during construc-tion of each new type of reactor, a more exactmockup of the final reactor core, known as Zepo(Fig. 5), was built using actual fuel elements todetermine the system neutronics (Fig. 6).Honeycomb, and Zepo in particular, were importantfacets of each reactor design, and a separate set offuel elements had to be fabricated for Zepo in eachinstance. LASL-designed reactors were tested atLASL, and similar facilities were available atWestinghouse Astronuclear Laboratory (WANL).The actual reactor and engine tests were carried outat NRDS.

Fig. 3.Hydrogen Dewars and reactor test cell at NRDS.
Fig. 4.Honeycomb assembly machine.
While the fuel and components for a specific reac-tor were being fabricated, the design engineers work-ed on the next reactor concept so that there was nolag in either design or fabrication. One of the
4
accepted disadvantages of this continuous activitywas that feedback of reactor test results generallywas too late for serious input into the next reactortest. However, changes could be incorporated intosubsequent reactor designs.
The first Rover reactors were the 1OO-MW KIWI-Aa, named for the wingless, flightless bird of NewZealand. They were designed more as experiments todemonstrate proof of principle than as rocketengines, and they provided a significant amount ofinformation. Next were KIWI-BS, 1OOO-MW,50 000-lb-thrust designs, that incorporated some ofthe features of a nuclear engine and provided in-valuable experience in fabrication, coating, andtesting of fuel elements. The Phoebus reactors werenuclear engine prototypes. Pheobus 1, designed for1500 MW and 75 000-lb thrust, had an 889-mm (35-in. ) -diam core, and Phoebus 2, designed for 5000MW and 250 000-lb thrust, had a 1397-mm (55-in.) -diam core. The NERVA engines that WANL fieldedwere designated NRX-A and were comparable insize and thrust to Phoebus 1.
Later, LASL designed and built the Pewee reactorwith a 508-mm (20-in. ) -diam core for fuel elementtesting. It was a small version of Pheobus 1 whichused ZrHz rods as moderators in the core. Pewee

.,.
s
Fig. 5.Zepo assembly.
operated at the same power per fuel element asPhoebus 1 but required only about one-fourth asmany fuel elements.
Finally, LASL designed and built the water-moderated Nuclear Furnace test reactor thatprovided reasonable simulation of full-scale reactorconditions for fuel element evaluation.
[11. KIWI-A
The first Rover reactor designed and built atLASL was called KIWI-A (Fig. 7), designed toproduce -100 MW. The design involved four whimsof uranium-loaded graphite fuel plates and a fifth ofunloaded graphite plates. A whim is a wheel-likestructure with wedge-shaped boxes of fuel datesfitted between its spokes (Figs. 8 and 9). Ther; were12 boxes in each whim, and each box held 20 fuelplates. The uranium loading of each plate differed toprovide a relatively flat radial fission distribution.
The plates were 190.5 mm (7.5 in.) long, 6.35 mm(0.250 in.) thick, and 123.2 -200.7 mm (4.85-7.90 in.)wide, depending on their location in the wedge-shaped box. One face of each plate bore a series oflongitudinal ribs that extended 1.27 mm (0.050 -in.)above the plate surface to provide channels for thepropellant gas.
The KIWI-A fuel plates were molded at roomtemperature in an evacuated die at 48.3 MPa (7000psi). The binder for the filler components was a ther-mosetting resin, and the plates were cured slowly topolymerize the resin, impregnated with the sameresin to increase their carbon density, cured, andthen processed to 2723 K (2450” C). Only the onereactor with plate-type fuel elements was produced,and the technology was not representative of thatdevelopedlo for the nuclear rocket engine fuelelements.
The fuel plates were specified to beradiographically sound and free of cracks,laminations, and voids. Carbon density was ex-tremely important for neutronic reasons and had tobe at least 1.70 Mg/m 3. Compressive strength of atleast 24.1 MPa (3500 psi) was required. The uraniumdistribution had to be uniform to within 59., and theamount of uranium in each plate was specified inMegagrams per cubic meter of plate volume. Thisrelationship tied the uranium loading to the carbondensity, and this type of uranium density specifica-tion was used for all fuel elements in the Rover andNERVA program. The KIWI-A fuel plates were notclad or coated.
KIWI-A was tested in July 1959, ran for 300s at 70MW using gaseous hydrogen at 3.2 kgls as thepropellant, and provided important information onreactor design and materials. The fuel was hotenough to melt the carbide fuel particles. The UC z-carbon eutectic temperature is 2683 K (241 O”C).
IV. MATERIALSPROCEDURES
A. KIWI-A Prime
KIWI-A prime waslater, on July 8, 1960.
AND FABRICATION
tested at NRDS about 1 yrThis reactor was desizned to
produce -100 ~W of power and to test a n;w coreconfiguration. Instead of fuel plates, it had 19-mm(0.75 -in.) -diam fuel cylinders, each containing fouraxial holes for propellant flow. The fuel elementswere contained in *1372-mm (54-in. ) -long, high-density, commercial graphite modules (Fig. 10). Theindividual elements were 216 mm (8.5 in. ~ long, andsix, one on top of another, made up the total fuelelement length of -1321 mm (51 in.). Each moduleheld seven 51-in. elements.
5

‘HONEYCOMB’- INITIAL “ZEPO”-ROUGH
PROPOSED COREDESIGN’ ,--
‘($.
“KIVA’REACTOR
CRITICAL ASSEMBLY CRITICAL ASSEMBLY
/’ ASSEMBLY . . . .PROP(
TO TEST
\ FINAL CRITICALCHECK /
:D CORE MOCKED UP NEUTRONIC CHARACTERISTICSERMINE FEASIBILITY DETERMINED
‘ZEPO”-FINECRITICAL ASSEMBLY J
.- — -.” DETAIL DESIGN FEATURESESTABLISHED
Fig. 6.Evaluation of neutronic design.
The KIWI-A prime fuel element introduced a ma-jor change in the fabrication process—we had tomove from pressing and molding to a completely un-known graphite extrusion process. We invitedMyron T. Cory, President of Graphite SpecialtiesCorporation, Niagara Falls, NY, to serve as a consul-tant, in view of his extensive graphite extrusion ex-perience. Myron helped us avoid many pitfalls overseveral years.
In describing the activities undertaken to producefuel elements for the various designs of Rover andNERVA reactors, I will discuss primarily the LASLactvities, with which I am most familiar, but similardevelopment was *under way at WANL and OakRidge Y-12. Excellent communication among thethree facilities contributed to the progress in allareas of reactor and fuel element development.Where possible, I will attempt to acknowledge theindividuals responsible for each area of work. AtLASL, development of the pressed or extruded
FINAL
DESIGN
uranium-loaded fuel element blank through itsgraphitized state for the entire Rover program isdirectly attributable to the dedicated work ofDonald H. Schell. His competent and detailed workwas the basis for the subsequent fuel element workat WANL and Oak Ridge Y-12. He deserves a largeshare of the credit for the fuel element technologydeveloped in the Rover program. Joseph W. Taylorassisted in fuel element development and wasresponsible for production of all elements producedat LASL. He shares with Schell the credit for ad-vanced fuel element technology. W. W. Martin and 4K. V. Davidson also participated in fuel elementdevelopment and production.
The Oak Ridge Y-12 plant of Union Carbide “Nuclear Corporation was brought into the Roverprogram when the need for large numbers of reactorfuel elements was anticipated and LASL would re-quire help in supplying elements for specific reactorswhile still carrying on its fuel element development
6

Fig. 7,KIWI-A reactor,
Fig. 8.Graphite whim with fuel plates.
L
work. The basic LASL technology for coated fuel ele-ment fabrication was transferred to Y-12 as a star-
“ ting point for their participation. F. M. Tenth head-ed the Y-12 effort, and the extrusion, graphitization,and coating were the direct responsibility of JohnM. Napier.
WANL was responsible for the nuclear com-ponents when NERVA was introduced in 1961, andtheir overall effort paralleled that of LASL. TheWANL development activities were under thegeneral direction of A. Boltax; Ronald Cost andRobert Eichinger were responsible for fuel elementextrusion.
B. Types of Fuel Particles
The major changes made in the basic fuelelements, other than those in geometry, were in thetype of enriched uranium fuel incorporated into thegraphite matrix. The fuel particle in all of the KIWI-A reactors and those through KIWI-B4D in theKIWI-B series was highly enriched U02. KIWI-B4E, Phoebus 1, Phoebus 2, Pewee, and NRX-A,tested from 1964 through 1969, all incorporated“beaded” particles, highly enriched UC 2 corescoated with pyrolytic graphite. Nuclear Furnace(NF-1), operated in 1972, tested two new LASL fuelelement loading concepts. The first was a small,pure carbide (U,Zr)C (no graphite) element capableof withstanding very high temperature, The so-called “composite” fuel element was a 19-hole, hex-agonal design in which the fuel was uncoated(U,Zr)C particles, the total carbide loading was 35vol%, and the uranium content was varied as re-quired. Discussion of fuel element technology,therefore, will focus on the IJOz and coated-particleloaded fuel elements, with some review of the moreadvanced and very promising composite elementtechnology.
C. Typical Processing Equipment
LASL obtained a 150-ton Elmes hydraulic extru-sion press that could maintain constant extrusionspeed even if extrusion pressure varied. Theavailable extrusion cylinders for the press were 457mm (18 in.) long and 63.5-203 mm (2.5-8 in. ) indiameter. We designed the accessories that we con-sidered essential for extrusion of high-quality fuelelements. A vacuum pump with a cold trap wasdesigned so that the cylinder containing the green(uncured) mix could be evacuated before extrusion.Air trapped within extruded fuel elements expandedduring subsequent heat treatments, creating un-acceptable porosity and cracks. The press ram, etc.had to be modified to permit the vacuum outgassing.
Graphite fixtures and a special run-out table tohold them (Fig. 11) were designed and built at LASLso that the weak, green fuel elements were extruded
7

Inner Wall
Slot forClosure Plate~ -
Whim Rib A(12 Places) ~
Piate Supporl_Shoulder ,
OuierWallof Whim ~
\
Plate 7support \
Fig. 9.Fifth whim during assembly.
directly into the fixtures which were then used in thecuring ovens. Ovens and furnaces for the necessary
heating operations were either purchased or design-ed and built at LASL. The electric ovens all hadcam-controlled temperature controllers so that a riseas S1OWas 1 K/h ( I“C/h) could be programmed overcritical ranges. The high-temperature graphitizingfurnaces were induction heated by 175-kW, 960-Hzgenerators, temperatures were read with opticalpyrometers, and the power was controlled manual-ly.
D. Raw Materials
The dry carbon in the early extrusion mixes was77.5 wt’% graphite flour, 7.5 wt% flake graphite, and15 wt% carbon black. Later, the flake graphite waseliminated and the composition became 85 wt?kgraphite flour and 15 wt% carbon black.
“./
1. Graphite Flour. The primary filler in the ex-trusion mix was graphite flour. This material wasselected because it was readily available, relativelycheap, and reasonably pure and, because it had beenat graphitizing temperatures, shrank little, and hadrelatively high particle density. The resulting ex-truded product shrank little during processing andhad high carbon density, good dimensional stability,and relatively high thermal conductivity. Thegraphite flour was made from specially selected andground scrap commercial electrodes (made from softcoke base) that had been im regnated to give a
!minimum density of 1.65 Mg/m . The particles wereisotropic and nonneedle-like in appearance. This ~material, Graphite Flour No. 1008, was obtainedfrom the Great Lakes Carbon Company, NiagaraFalls, NY. A typical particle size analysis of the flour -used for all UO~ -loaded fuel elements showed it tobe 100% -35 mesh, as follows.
8

Fig. 10.Fuel elements in graphite module.
Fig.Fuel element extrusion
L2% – 35 + 100
20% – 100 -t-15020% –150 + 200
15?; –200 +27010!;! – 270 i-32533?; –325 mesh
11.press and fixture table.
When beads (coated UC2 particles) were introducedto replace U02 as the fuel, the particle sizespecification was changed so that -70% of thegraphite flour was – 325 mesh. This type of flour wasalso used for the composite fuel elements developedlater.

The average particle size of the –325 mesh frac-tion as measured on a Fisher Sub-Sieve Sizer was 3-4 ~m. The flour had a helium density of 2.12 Mg/m3and a surface area of 3.9 m 2/g.
The No. 1008 flour was shipped in steel barrels,each containing -136 kg. There was an indicationthat extrusions made from the flour near the bottomof a barrel contained more high-density impurity in-clusions than normal. Possibly, during shipping andhandling, high-density impurities in the flour tend-ed to settle. Therefore, we used only the flour in thetop three-quarters of each barrel.
The flour was passed over a magnetic separator,and that from several barrels was cross-blended togive a large uniform quantity for blending with theother carbon ingredients. The material collected onthe magnets was 41.5$Z0iron and 4% silicon plus car-bon. The flour had -0.3% ash content, the primarymetallic constituent being iron with lesser amountsof silicon and calcium.
The original supply of No. 1008 graphite flour waseventually exhausted, and we bought another 9000-k.g batch. This material was very similar to theoriginal batch, and it had been ground carefully inan attempt to exclude all extraneous impurities, es-pecially nonmetallic. However, the grinding plantwas not set up to provide the quality control that wefelt necessary. A number of problems in thegraphitized elements could be traced back to im-purities in the graphite flour.
In the large batches of graphite flour purchasedlater, the iron content was limited to a maximum of100 ppm, silicon to 150 ppm, and boron to 3 ppm.These flours were designated M 1, M2, etc., as theywere obtained from Great Lakes Carbon Company,Morgantown, PA. The finer powder (70% –325mesh) was also a high-purity material, designatedS97 and obtained from Speer Graphite Company.The availability of high-purity flours and ofgraphite furnace fixtures made from purified (low-iron) graphite stock eliminated some of theproblems that had been caused by low-melting im-purities in the graphite.
2. Carbon Black. The carbon black usedthroughout the LASL program was a high-fired, low-shrinkage material called Thermax, a product of theThermatomic Carbon Company, Sterlington, LA. Itwas screened through a 60-mesh screen to break uplarge agglomerates, but varied from shipment toshipment in its ability to pass through the screen.At times, only 10% would pass through, whereas atother times 50% would pass. The amount ofmaterial passing through the screen could be in-
creased from 20 to 5090 by heating the bagged Ther-max at 363 K(90”C) for 16 h.
Thermax had an average particle size of -0.9 pmas measured on a Fisher Sub-Sieve Sizer, and analmost spherical particle shape as shown by the elec-tron microscope. The ash content was <O. 15%. Ad-ding Thermax to the extrusion mix produced denserextrusions, apparently by filling the voids betweenlarge graphite particles thus increasing the packingdensity of the mix.
3. Flake Graphite. Adding a small amount offine flake graphite to the pressing and extrusionmixes improved the product density. A syntheticgraphite flake called BMG-D, a product of the GrafoColloids Corp., Sharon, PA, was used for all flakeadditions. The flake was passed through a 60-meshscreen to break up any lumps and remove largeflakes. Five per cent of the material was retained onthe screen. BMG-D had an average particle size of1.8 pm as measured on a Fisher Sub-Sieve Sizer, and0.8-1.5% ash content. The primary metallic con-stituent of the ash was iron. The BMG-D heliumdensity was 2.10 Mg/m3, and the surface area was32.0 mzlg.
4. Uranium Dixoide. The uranium loading in theform of highly enriched U02 powder was added tothe extrusion mix for the KIWI-A and -B type fuelelements by admixture. The U02 was prepared
11 The conversion figure forwithin the Laboratory.uranium content of the oxide was 0.8781, indicatingthat 87.81 wt% was uranium. This approximatedthe oxygen content of UC)Z.04.
The U02 product was a relatively free-flowing,dense powder with up to 0.2 wt% +325-mesh, about10 to 20 wt% > 10-~m, and 5 to 10 wt% <2-pm, par-ticles. The average particle size determined with aFisher Sub-Sieve Sizer was -4.5 ~m. Particle densi-ty was shown to be -10.9 Mg/m3 by heliumdisplacement; loose bulk density, -4 Mg/m3. Theprincipal impurity was 200 to 2000 ppm of iron.Chromium content was usually below 50 ppm.
Quality control consisted of the following analyseson each unit of a final cross-blended batch: isotopic,spectrographic uranium assay, gamma activity,loose bulk density, and sieving to determine theamount of +325-mesh powder. Particle size distribu-tion of a sample from the final cross-blended batchwas also measured.
All development work for preparation of theenriched oxide was done with oxide made fromdepleted uranium. WANL and Oak Ridge Y-12 ob-tained the enriched U02 used in their fuel elementsfrom commercial suppliers.
10

5. Coated UC2 Particles. The first work of anymagnitude on coated particles of uranium com-pounds probably was performed by the British indeveloping fuel for their Dragon gas-cooled reactor.In the U. S., the 3M, Carbon Products Division ofUnion Carbide Corp., and General Atomic (GA)companies did extensive work on pyrolytic carbon
d and graphite coating of UCZ particles, whichbecame available on a routine production basis in1964. GA continued their development program
~ because of their interest and participation in thehigh-temperature gas reactor (HTGR) concept. Thebeads (coated particles) used for fuel elementdevelopment and fabrication at LASL, WANL, andY-1 2 were mostly from GA, although KIWI-B4E, thefirst core with bead-loaded fuel elements, used 3Mbeads. GA coated particle develo ment was directedby J. C. Bokros and W. Goeddel.E
During this time, LASL was doing very extensiveresearch and development work on improved(higher temperature capability) coated articles un-
.?der the direction of Richard J. Bard. 13’1 The coatedparticles were used rwt for their fission productretention, the principal requirement in conventionalnuclear power reactors, but to protect the UC zparticles against oxidation and reaction with coatinggases during fuel element fabrication and storage.The early protective coatings had only a low-temperature (for Rover) capability and undoubtedlywere destroyed or damaged during the high-temperature reactor tests.
The size of the coated particles used in 19-hole fuelelements was restricted by the relatively thin (0.76 -mm) web between holes. The 50- to 150-~m-diamUCz core coated with a nominal 25-pm-thickpyrocarbon coat could go through the rigorous fuelelement fabrication process with a relatively smallpercentage of damaged particles. This, therefore wasthe coated particle size used in most fuel elements.
The coated particles received at LASL wereevaluated before being released for fuel elementfabrication. A typical evaluation that met LASLspecification, CMB-8-3819, is shown in Table I.
6. Thermosetting Resin. Varcum 8251 ther-mosetting resin was selected as the most satisfac-tory binder for the graphite flour and fuel particleextrusion mix. Various phenolic resins, some
- available as powder or liquid, also revealed good cok-ing (carbon residue) values. The extrusions made
- with phenolic resins were much more brittle thanthose made using Varcum, so they were eliminatedfrom consideration. Varcum is a partially polymeriz-ed furfuryl alcohol prepared by the VarcumChemical Division of Reichold, Inc., Niagara Falls,NY. Varcum viscosity varied from shipment to ship-
TABLEI
RI?SULTSOF ROUTINELASL QUALITYEVALUATIONOF COATEDPARTICLESFROM GENERALATOMIC
PRODUCTIONLOT GA-E-LY-121
Property Vuiuc
UraniumContent(wt%) (38.22Oxygencontent(ppm) 105-210Nitrogencontent(ppm) 200Spec impurities(ppm)
Iron 24Silicon 2Boron 0.2Other>25 -..
Ur:miumleached(%oftotal) ().WParticlesizedistribution 0.0
(~~+ 208gm) 0.0(147- 208~m) 54.4(88- 147~m)(-88pm)
45.50.1
Particledensity(Mg/m”) 4.85Calculateduraniumdensity(Mg/m3) 3.31Coatingdensity(M~mJ) 1.80Thermalstabilityat2573K (2300”C)for4h
Penetratedcoatings(9i) o2 5pmof unattackcdcoating(%) 100.> 10pmofunattachedcoating(%) 99—
Thecrushingstrengthof typicalcoatedparticleswas-0.4 kg/particle.
ment but averaged 0.3-0,4 Pa”s. One completeprocessing batch of Varcum was prepared for theLASL order, and the vendor cross-blended all thedrums of material from the batch to ensure as muchuniformity as possible. The useful shelf life of theuncatalyzed resin in low-temperature storage wasseveral months, although the viscosity did increasesomewhat with time. The density was -1.20 Mg/m3,and the nominal carbon yield was 45fZ0.The carbonproduced from Varcum was considered a “glassy”carbon and it was difficult to graphitize even at hightemperatures. The Varcum for each day’s use wascatalyzed that day.
7. Catalyst. Varcum was catalyzed with 0.04 kgof maleic anhydride per kilogram of resin. Theanhydride was ground into powder, using a mortarand pestle, and screened through a 20-mesh screen.The powder was added to the resin, and the mixturewas stirred vigorously with a laboratory stirrer for 20min to dissolve the catalyst. This amount of catalystwas slow acting at 313 K (40” C), so processing timeswere not sensitive. The flour and binder mixtureswere usable after several days’ storage at roomtemperature and even after several weeks’ storage at275 K (2”C).

E. Blending and Extrusion
The KIWI-A prime fuel elements were extruded asnominally 25.4-mm (l-in. ) -diam tubes each con-
15 The dry carbon in thetaining four axial holes.extrusion mix was 77.5 wt% graphite flour, 15 wt~ocarbon black, and 7.5 wt% flake graphite. Theuranium loading of highly enriched UO z powderwas added to this mix. The extrusion mix was bond-ed with Varcum amounting to 29% of the combinedweight of the dry carbon ingredients plus 25?Z0of theU02 weight. This total composition evolved fromextensive development which indicated that thisresin content with 15 wt% carbon black gave thedensest fuel elements. Because carbon density wasextremely important to the system neut.ronics, thiscomposition was used for most Rover fuel elements.
The dry carbon ingredients were blended first in50-kg batches. One-kg amounts were taken from thelarge batch and put in glass containers, the U02was added, and the jars were rolled to homogenizethe mixtures. The catalyzed resin was then hand-mixed with the graphite and UOZ blend to prepareit for extrusion. We soon improved upon thisprocedure by using twin-shell P-K blenders with in-tensifier bars (Fig. 12) that mixed the carbon, U02,and resin in one operation. This became standardmixing procedure for all fuel elements.
The blended mix was then fed through a commer-cial meat grinder (Fig. 13) one or more times tohomogenize it further. This product became the feedfor the extrusion press; the 203-mm (8-in.) -diam ex-trusion cylinders would hold -10 kg of mix. The mixwas extruded at 17.2 MPa (2500 psi) at -0.03 m/s,Fig. 14. The extruded product was run through thegrinder again and reextruded two to four times,depending on the fuel particle type, fuel element
Fig. 12.P-K blender with extrusion mix.
12
Fig. 13.Grinder and product.
geometry, and extrusion behavior. Repeating the ex-trusion operation in this way served as a homogeniz-ing and densifying step.
The KIWI-A prime elements were extruded into762-mm (30-in.) -long brass tubes. When the extru-sion reached the end of the tube, the tube was liftedabruptly to break the extrusion at the die exit. Thefilled tube was removed and replaced with an emptyone. The filled tube was placed in a semicylindricalgroove in a graphite curing fixture and was pulledfrom around the extrusion, permitting it to rest inthe graphite groove. This had to be done verycarefully because the green extrusions were veryplastic and required complete support. Serialnumbers were scribed on each element as it lay inthe fixture. The exact fuel element geometry wasmachined from the graphitized stock supplied to themachine shop.
The four-hole fuel element gave way to the 19-mm(0.75 -in.) -diam, seven-hole extrusion for the KIWI-B 1A reactor, and improvements were made as webecame more experienced in extrusion. Develop-ment of extrusion dies to give the desired fuel ele-ment geometry and extrusion quality continued dur-ing the entire program. The major extrusion process
.

Fig. 14.Extrusion of KIWI-A prime four-hole fuel ele-ment.
change occurred when the reactor designers calledfor a hexagonal element containing 37 smallpropellant holes running the length of the element.This required a much better understanding ofmaterial flow patterns through the extrusion die,and we built a 37-hole die based on our best ideasabout material flow at that time. The die workedreasonably well, and we did produce a 37-hole hex-agonal extrusion, indicating that reactor designerscould consider such a fuel element concept seriously.Fortunately, for other reasons, the designers decidedon a 19-hole hexagonal fuel element with a flat-to-flat dimension of -19 mm (0.75 in.). The nominaldiameter of each borehole was -2.54 mm (0.100 in.).Further, KIWI-B4 called for a one-piece fuel ele-ment -1321 mm (52 in. ) long. This became thebasic graphite fuel element design throughout theRover program. The NERVA design in all of the
G WANL NRX-A reactors used the same basic fuelelement (Fig. 15) as the Rover reactors.
The specifications for the 19-hole hexagonal ele->.ment extrusion were not easy to meet. The holeswere 2.36 mm (0.093 in. ) in diameter, and each hadto be within +0.15 mm (0.006 in.) of its true locationto prevent localized overheating. The web thicknessbetween interior holes was -0.76 mm (0.030 in.);
that between the outer row of holes and the outsideof the element was somewhat less. The graphitizedelement could have a maximum twist of only 0.20mm (0.008 in. ) over its full length. Obviously, wewent through many die design iterations to controlhole location and maximize knitting of the extrudedmaterial where it flowed together around the pinsthat produced the holes. There was essentially nochance to correct hole position by latermachining—the holes had to be extruded in theproper location ! This meant that we were trying toproduce a precision fuel element even in the greenstate. The extrusion material flow had to be con-trolled not only to locate the holes but also to provideenough turbulence and pressure to recombine theseparated flows at the exit end of the die. Inade-quate turbulence would create a plane of weaknessbetween holes along the length of the element whichwould open up during subsequent heat treatmentand be detected during NDT. Consequently, wemade many changes in extrusion die design, buteventually evolved designs (Figs. 16 and 17) thatproduced 19-hole fuel elements that met allspecifications. However, many of the day-to-dayproblems in fuel element extrusion were relatedmore to variations in mix behavior than to the tool-ing. Variations in binder behavior, extrusion mixtemperature, and humidity were sometimes so sub-tle that it was difficult to explain why one batchbehaved poorly and other presumably identicalbatches extruded beautifully. A certain amount of“art,” as well as adequate technical know-how, isrequired to produce high-quality fuel elementextrusions.’6
The 19-hole hexagonal elements were extrudeddirectly into a 1625-mm (64-in.) -long machinedgraphite fixture precisely positioned so that thegreen element did not bend on emerging into it fromthe extrusion die, Fig. 18. The fixture was preciselymachined so that each groove was three-sided (halfa hexagon) with dimensions -0.13 mm (0.005 in.)larger than the extrusion. The extra length of the fix-ture provided room for fuel element shrinkage duringthe subsequent heat treatment as well as for trim-ming the element ends to remove short lengths thatmight have been distorted when the green extrusionwas cut and the fixture moved over to the next ele-ment position. A cover plate with matching grooveswas positioned over the fixture filled with green ex-trusions so that the fuel elements were completelycontained.
We encountered one situation that illustrates theunexpected problems that can occur. Thespecifications called for a maximum 0.20-mm(0.008 -in.) twist over the 1320-mm (52-in.) length ofthe element. The elements were extruded into
13

yNbC CLADDING
\hJEL ELEMENT
\Hz PROPELLANT~
H END
A.75 0
T
~od
0°000OO.OO
00 .87
00000
.098 DIA HOLES
TS%LR“EEL CONE SUPPORT
/
\STAINLESS TUBING
PYROLYTIC GRAPHITE
7/\ FUEL ELEMENT7 i /- NbCcOAT~ l\
\
— ~,-...... ..*..:...-1 { / I ,-
/ /-d
LCENTER SUPPORTELEMENT
Nineteen-hole
m
f_pyROLyTlcGRApHITE LcLusTERsuppoRT
SLEEVE BLOCK
Fig. 15.fuel element and a fuel element cluster.
—.–
———-: - . .. -. -.--:--<-d. < .f,---- rc-t:.c.: .<=’. ...” . . . -h” -
Fig. 17.Extrusion die components for hexagonal,hole fuel elements.
19-
Extrusion
14
Fig. 16.die and material flow.
4
.

Fig. 18.Nineteen-hole fuel elements being extrudedinto graphite fixture. Graphite cover plate is atright.
precision-machined fixtures and held in them duringall heat treatments so that they. should have beenvery straight. However, the hexagonal elements wereseriously twisted after the early stages of heat treat-ment. After much effort in reviewing thestraightness of fixtures, tolerances, procedures, etc.,we discovered that the die plenum, which createdthe hexagonal outer shape of the element, wastwisted 0.025-0.05 mm (l-2 roils) over its 50-mm (2-in. ) length. The hexagonal shape had been machin-ed into the steel plenum by electrodischarge machin-ing, and the electrode had twisted while creating thehexagonal hole. The resin-bonded graphite had aplastic memory, and the element, during low-temperature polymerization of the resin, reverted.tothe twist it had been given during extrusion. Reduc-ing the die twist to less than 0.013 mm (0.5 roil)eliminated the element twist. This problem warnedus that the green element could not be distorted evenslightly if we were to produce quality fuel elements.
F. Heat Treatments
1. KIWI-A through -B4D Oxide-LoadedElements. The first heat treatment was a low-temperature curing cycle to polymerize the ther-mosetting resin used as the binder. This was a verycritical operation because of the large volumes of gasevolved and the potential for cracking the weak ele-ment. The total time to reach 523 K (250” C) was-56 h, 12 h being required to go from 313 to 473 K(4O-1OO”C) and another 15 h to go from 473 to 403 K
(1OO-13O”C). After this low-temperature treatment,the fuel elements could be handled without support.The subsequent one or two oven treatments, to ashigh as 1123 K (850°C), were essentially outgassingsteps to remove further gaseous products of the resinbreakdown. Here again, there were certain criticaltemperature ranges through which the heating ratewas extremely slow. The specific areas of criticaltemperature were determined by differential ther-mal analysis and thermogravimetric analysis of theresin binders and by observation of temperatures atwhich large volumes of gases evolved. The Roverfuel element geometry was favorable to use of resinbinder because the webs between holes were thinand it was relatively easy for gases to escape. Wherethicker cross sections of unfueled graphite were re-quired, we added a low-temperature material suchas wood flour to the extrusion mix. The wood flourburned out at relatively low temperatures, creatingporosity that permitted the gases from resin decomp-osition to escape without building up pressure thatwould cause defects. Use of a resin binder for thicksections without holes may not give the same quali-ty product.
We determined the shrinkage of each type (fuelloading) of element during each heat treatment.Each successive graphite fixture was sized to the fuelelement dimension after the preceding heat treat-ment. The total volume shrinkage of the elementswas - 15’%, better than half of which occurred duringthe low-temperature heat treatment. In analyzingthe hole location in thin wafers cut from the extrud-ed element, each hole was inspected for its true loca-tion relative to its design location. We found thatthere were three different shrinkage patterns depen-ding on the location of the hole in the element. Thisinformation had to be fed back into the die designdata so that the pin location in the extrusion diewould accommodate the various shrinkage patterns.The purpose of different fixtures, of course, was tokeep the elements as straight as possible and tominimize excess room that would allow the elementto distort as it shrank. The graphite fixturesthemselves were very stable and did not distort dur-ing the heat treatment.
The final, so-called graphitizing, treatment wasperformed in induction-heated furnaces; the max-imum temperature depended on the type of fuel par-ticle in the element. Maximum temperature waseasily achieved within 8 h, but 36-48 h were requiredto cool the element enough for removal from the fur-nace. The first graphitizing furnaces, Fig. 19, weredesigned to handle a 762-mm (30-in.) -long fuel ele-ment, and no serious attempts were made to controlthe furnace atmosphere. With the advent of the full-length element, new induction-heated furnaces
15

Fig. 19.Earl.v induction-heated graphitizing furnaces.
(Fig. 20) were built, using a Micarta shell for the fur-nace wall. These furnaces could be evacuated andback-filled with dry helium to control their at-mospheres throughout the heating cycle.
The maximum heat treatment temperaturedepended on the nature of the fuel particle incor-porated into the element. The elements for KIWI-Athrough -B4D had UOZ fuel loading. From 1873 to2273 K ( 1600-2000”C), the UOZ reacted with thecarbon surrounding it and was converted to UC zwith evolution of CO and loss of carbon from theelement. 17 Temperatures could go as high as theUC2 -C eutectic temperature, 2683 K (241 O”C), atwhich the fuel melted. The major problem withoxide-loaded fuel elements was the so-called back-reaction. Micron-size UCZ particles are extremelyreactive and revert to oxide in the presence of air,particularly humid air. Thus, oxide-carbide-oxidereactions occurred during each heating and storagecycle, including graphitizing, coating, and reactoroperation, and each cycle caused loss of carbon byCO gas evolution and degraded the element. Dimen-sional changes also were noted in stored elements,and we had to change from plastic storage tubes,which were finitely water permeable, to metal tubes.Oxidation of the UC2 loading material caused theelement to swell as much as 4% so that the finaldimensions could not be controlled. An odor ofacetylene gas accompanied the chemical reactions.
Fig. 20.Induction-heated graph itizing furnaces for fu[l-lcngth 19-hole fuel elements.
2. KIWI-B4E, Phoebus 1 and 2, and Pewee-1Coated-Particle Loaded Elements. The solution tothe back-reaction problem was introduction ofcoated particles. These were 50- to 150-gm-diamU~ particles coated with -25 ~m of pyrolyticgraphite. They were introduced with the KIWI-B4Ereactors and used from 1964 to 1969 in all LASL andWANL fuel elements.
As noted earlier, the maximum final heat treat-ment temperature depended on the type of fuel inthe element. The first coated particles had a low-density pyrocarbon coat that could not withstandhigh temperature. At -2273 K (2000°C), the UC2core began to migrate through the pyrolytic coating,thus destroying the protection against back-reaction. Consequently, the graph itizingtemperatures had to be held to 2173 K ( 1900° C),somewhat below the point at which the coating wasattacked by the uranium core. This temperature
16

gradually increased with improved coated particles,and the coated-particle fuel elements in subsequentreactors were graphitized at 2573 K (2300” C). LASLdeveloped coated particles, Figs. 21 and 22, thatwould withstand 2873 K (2600°C) for 0.5 h. Thecoated particles in the nuclear rocket engine werenot intended as a containment for fission productsand, in all probability, they were damaged duringthe high-temperature reactor operations. Their pur-pose, as stated earlier, was to provide stability dur-ing fuel element processing and storage and toeliminate reaction with humid air and coating gases.
V. MACHINING AND INSPECTION
The fuel elements for all reactor cores were preci-sion elements, and the final dimensions, except asnoted earlier, were obtained during machining. 18The LASL shop operations, under the immediatesupervision of A. M. Zerwas, had to be coordinatedclosely with fuel element design and manufacturingprocedure changes to maintain the necessary outputof inspected, reactor grade elements. The enricheduranium in the elements produced enriched
uranium in the machining dust residues, so all cut-ting and grinding had to be done in well-ventilatedequipment. The exhaust contained enricheduranium particles that had to be filtered andcollected safely to prevent a nuclear excursion.WANL and Oak Ridge Y-12 performed similaroperations, and. their respective health and nuclearsafety organizations monitored all operations close-ly.
Standard shop machine tools were used for mostoperations. Problems included setting up machinesto guide the - 1397-mm (55-in.) -long graphitizedfuel element accurately, design of special tooling tobroach or grind all_flats of the hexagonal outer sur-face at the same time, and evaluation of reamersand machining conditions for reaming the 19 smallbores in each element. Each change in fuel elementdevelopment required changes in the machiningprocess.
Vital parts of the shop operation were inspectionprocedures and technology. Inspectionbegan as
soon as the graphitized elements were received inthe shop and continued through each shop opera-tion. The size and location of the 4, 7, or 19boreholes and the straightness of the long, hexagonal
ICorediameter(~m)Coat thickness(gin)Particlesize (roils)average
maximum
Production ImprovedParticles Particles
50-150 100-15020- 25 40
6 88 9
Averagecrushingstrength( !2b/bead) 0.6- 0.8 1.0Volume% beadsfor500m:U/cm3 16 25
Fig. 21.Sections through typical coated fuel particles. Production particle at left; improved particleat right.
17

Heated2X)O”C - 4 h
Heated2400”C . 3 h
ProductionFarticle6
Heated 2~”C - 4 h, cooled,
and heated 26m”c - ~ mln
A,
6
(92+ u wml)
ImprovedFartlcles
Fig. 22.A4icroradiographs of coated particles.
elements were just part of the information recordedon IBM cards. Elements clad by the niobium tubeprocess were first machined after the boreholes hadbeen machined to the desired diameter, thenmachined to final length after the niobium tubeshad been carbided in their bores. The elementscoated by chemical vapor deposition (CVD) weremachined to size before coating. All coated elementsreturned to the shop inspection area for a hole sizemeasurement, using air impedance gaugescalibrated to master tubes of known diameter andlength.
The machining and inspection of fuel elementswere very important development and productionsteps. The excellent quality of the shop product re-quired innovations and imaginative tool design tocope with the long, small-bore elements. Detaileddescriptions of the tooling and procedures areavailable in the referenced documents.
VI. FUEL ELEMENT COATING
A. KIWI-A and -A Prime
The high operating temperature of graphitic Roverand NERVA fuel elements and the requiredhydrogen propellant made it obvious that thegraphite would have to be protected against corro-sion if the elements were to survive for a reasonabletime. Further, the graphite loss from hydrogen corro-sion during reactor operation would seriously affectthe reactor system neutronics. Hydrogen andgraphite at the anticipated temperatures wouldreact to form methane, acetylene, and otherhydrocarbons. Thin, 0.025- to 0.05-mm (0.001 to0.002-in.) -thick, NbC or ZrC coatings would act asa barrier against hydrogen attack for the length oftime the reactor was to operate, so a fuel element
.
I
I
18

coating effort was undertaken in 1959 for the KIWI-A prime reactor. 19 LASL coating activities involvedmany people under the direction of M. G. Bowmanand T. C. Wallace. John Napier was responsible forfuel element coating at Oak Ridge Y-12, and CharlesHollabaugh supervised similar activities at WANL.
Niobium carbide was selected for the initial work: because it has a higher, 3523 K (3250°C), NbC-C
eutectic temperature than the 3123 K (2850”C) of.. ZrC-C. Both NbC and ZrC were expected to resist
hydrogen attack at high temperature, and both haverelatively low thermal neutron cross sections,although that of Hf-free ZrC would be lower still.
The KIWI-A prime and -A3 fuel elements wererelatively short, 216-mm (8.5 -in.) -long by 19-mm(0.75 -in.) -diam, cylinders containing four axialholes for propellant passage. They were designed tonest into one another to build up the total elementlength. Seven full-length fuel elements were con-tained in a length of unloaded, commercial graphitecalled a module.
Preliminary investigations indicated that NbCcould be deposited reproducibly by CVD techniqueson the bore surfaces of uranium-loaded graphitetubes. NbC was deposited on the fuel element boresat 1273-2273 K (1000 -2000° C) by the reaction of agaseous mixture of NbC15 , HC1, and hydrogen withgraphite, using helium gas as a diluent. The reac-tion
C + ;Hz + NbCIS = NbC + 5HCI
was controlled by the relative reactant c(mcen-trations, and the NbC was permitted to form on thegraphite surface at a rate controlled by the diffusionof carbon from the fuel element through the NbClayer. A variation of this process, in which methanewas introduced into the gas stream, deposited NbCwithout requiring carbon from the fuel element bodyto diffuse to the surface. The required fuel elementtemperature during CVD coating was determined byNDT and sectioning of coated tubes. A compromisehad to be reached between optimum coatingthickness and acceptable coating taper along the ele-ment length. NbC is gradually deposited along thebore length from the gas entrance. The diffusion is
- controlled by the availability of niobium in the gas-eous mixture and by the carbon diffusing to the sur-face through the deposited NbC layer.
As noted earlier, reaction of bare UC2 fuelparticles with water vapor oxidized the fuel. If theoxide were present during the NbC coating opera-tion, CO evolved at the 2273 K (2000” C ) coatingtemperature would blister the coatings, and it did
early in the coating program. Also, uranium wasremoved from the bore surface by the HCI reactionwith UC2 . UCd (g) is more stable than NbCls orNbC~ (g). The following procedure for KIWI-Aprime fuel elements was evolved to minimize theseproblems.
(1) The elements, in batches of 20, were heated to2373 K (21OO”C) in helium to convert the U02 toUG .
(2) The temperature was lowered to 1523 K( 12500C), Cfi was introduced into the system, andthe element bore surfaces were coated with a 0.005 -mm (0.0002 -in.) -thick layer of pyrolytic carbon.
(3) The outside of the element was coated, in aseparate operation, with a similar layer of pyrocar-bon.
(4) The NbC coating was formed on the bores at1973 K (1700”C).
The additional equipment available for KIW1-A3,and increased experience in coating fuel elements,allowed us to modify this procedure as follows.
(1) The elements were individually coated withpyrolytic carbon on their exterior surfaces.
(2) The elements were outgassed at 2373 K(21000C) in a helium stream.
(3) The temperature was lowered to 2023 K( 1750”C), and the pyrographite layer was formed onthe bore surfaces.
(4) The temperature was raised to 2073-2173 K( 1800-1900”C), and the NbC layer was deposited onthe bore surfaces.
The higher coating temperature for KIWI-A3 im-proved the coating adherence and provided thickerNbC coats in the same time. The higherpyrographite bore-coating temperature eliminatedtrapped gas and reduced blistering.
Development of the proper coating procedure ob-viously involved development of both coating con-ditions and coating facilities. Determination of theproper temperature for the NbC15 saturator, apowder that vaporized at 483 K (21O”C), and selec-tion of the proper mixture of HC1 and hydrogenand helium gases to pass through the saturator anddeposit NbC coatings of the required thickness werenot accomplished easily. Also, the usual problems ofcleanliness, surface preparation, equipmentmodifications, etc. had to be solved to achieve op-timum results.
After the KIWI-A prime full-power reactor test,“the general appearance of all fuel elements was ex-cellent. ” “There were several elements showingblistering and corrosion but not sufficient to damagethe modules. ” Similar observations were made onfuel elements after the KIWI-A3 test. The KIWI-A
19

prime fuel element coating thickness averaged 0.025mm (0.001 in.), compared to 0.05 mm (0.002 in.) forthe KIW1-A3 elements.
B. KIWI-B Series
The KIWI-BIA fuel elements were 19-mm (0.75 -in. ) -diam, -660-mm (’.26-in.) -long cylinders con-taining seven holes for the propellant gas. Twocylinders stacked together made up the fuel elementlength for the channel in the graphite module. CVDdeposition of NbC on fuel element bores had notdeveloped to the point where long, relatively smalldiameter holes could be coated successfully andreproducibly. Consequently, a different techniquewas used for KIWI-B 1A and several later reactor cor-es. This technique, very simply stated, was to insertniobium tubes into the fuel element bores and heatthe lined elements to the temperature at which theniobium in contact with carbon was converted toNbC.20
Thin-walled niobium tubes were obtained from ,J.Bishop, Malvern, PA or Superior Tube Co.,Morristown, PA. The wall thickness specificationwas 0.056 + 0.013 mm (0.0022 + 0.0005 in.), and thepermissible diameter variation was 0.013 mm(0.0005 in.). Twelve tube diameters ranging from3.86 to 4.42 mm (0.152 to 0.174 in.) were required.Obviously, these specifications challenged the tub-ing producers, and they probably advanced the artof drawing thin-walled tubing. The claddingprocedure also required development work at LASLbecause the element bores had to be matched withthe niobium tubes properly to ensure that thedelicate tubes could be inserted into the holes andthat the clearances between tube and bore wouldprovide a good, adherent carbide coating. Theniobium tube enlarged as it was converted to NbC,and this change had to be considered in dimen-sioning tubes and boreholes.
All reactors had a large temperature gradient.ranging from a relatively cool 93 K (–180” C) wherethe hydrogen gas entered the fuel elements to themaximum exit gas temperatures. To conserve theexpensive niobium tubing, and for neutronicreasons, the fuel element at which the hydrogen gasentered was clad for only about half or less of itsbore length because the temperature up to the clad-ding point was not high enough to cause hydrogencorrosion of the graphite. The downstream fuel ele-ment that was subjected to high temperatures wasclad throughout its length. The exposed fuel elementends were coated by CVD. This was not a diffusion-
controlled coating as in KIWI-A3, instead the car-bide was formed by adding CH4 to the coating gasesso that NbC, rather than niobium, was deposited onthe fuel element.
A very extensive technology for producing NbC-clad boreholes in 7-hole, 660-mm (26-in. ) -long to19-hole, 1321-mm (52-in.) -long elements evolvedfrom this work. The success of the cladding was bas-ed on adherence of the NbC to the bore duringhydrogen flow at high temperatures. The crackpattern in the NbC coating largely dictated howmuch protection it provided. As indicated earlier,loss of carbon from the fuel element by hydrogencorrosion would change the reactor neutronics andperformance.
The difference in thermal coefficient of expansionbetween NbC (6.6 ~m/m” K) and the graphite fuelelement (3.0 ~m m “K) cracked the NbC coating dur-ing the cooling cycle. Many fine cracks were muchless detrimental in the dynamic hydrogen at-mosphere than fewer large cracks, and we found thatrapid cooling of the carbided element promoted amultitude of fine, circumferential cracks. Therefore,the heat treatment consisted of heating the fuelelements containing the niobium tubes to 2173 K(19000C) “in a helium atmosphere, holding attemperature for 2 h to permit the UO 2 fuel particlesto convert to UCZ, and then gradually raising thetemperature to 2623 K (2350”C) and holding for 2 hto convert the niobium to NbC. Then the furnacepower was turned off and the fixture containing thecarbided fuel elements was pushed into a coolingchamber for rapid cooling in helium. Thetemperature dropped below 973 K (700”C) within 5rein, and the fixture was removed from the chamberwithin 45 min of the time it was pushed out of the2623 K (2350”C) furnace.
While fuel element coating development andproduction was under way, another LASL groupheaded by D. P. MacMillan and L. L. Lyon was set-ting up an electrically-heated hot-gas test tosimulate reactor temperatures and gas flows. Testresults were coordinated with ND.T results and fedback to the coating development workers to permitmodifications in the coating procedures. A set ofspecifications that each coated fuel element mustpass before final acceptance was drawn up.
The above is obviously a very brief, simpledescription of the complex cladding processdeveloped to produce reactor grade fuel elements.This process was used in making elements for KIWI-BIA through -B4E. Extensive NDT certified eachelement. Meanwhile, the group working on the hot-gas evaluation test was improving its capabilities.The test for the first clad fuel elements called for ahydrogen flow of 30 kg/h, a maximum fuel element
.
20

wall temperature of 2748 K (2475” C), and an exit gastemperature of 2273 K (2000”C) over a 5-rein run-
ning time at temperature. Test conditions becamemore severe as coating and testing technology im-proved. Weight change data and radiography afterthe test determined the extent of fuel elementdamage. Representative, acceptable fuel elementsshowed little or no damage after this hot-gas test.
The KIWI-A prime and -A3 tests in which all fuelelements had exterior pyrolytic graphite coatings toprevent reaction with exposed UC2 particles showedthat the thin coating could retain fission productsformed during the reactor run. Thus, radiochemicalanalysis of such elements after testing provided ad-ditional data on the reactor power achieved.Therefore, 42 KIWT-BIA fuel elements clad withNbC also were coated externally with pyrolyticgraphite to provide diagnostic information on powerlevels attained during the reactor run.
C. Phoebus and Pewee Series
The fuel elements for the Rover and NERVA reac-tors from Phoebus 1A through the last one wereCVD coated.21’22 This became a very sophisticated
-.~sALT yAPoR17XR -- .
:-lflOOiTION COILS~- LL— ——
@filGHT PORTS <
— .._
-.. .__— ——— --\
GHT PORT
/SAFFLES
/
- LOADING FIXTURE
/
~ WATER-COOLEDAl SHELL
~ GRAPHITESUSCEpTOR
hTHERMAx INSULATION
rCONDENSING TRAP
.
=-l I I - GLASS WOOL FILTER~
Fig. 23.Schematic of fuel element CVD coating fur-nace.
process in which the 19 full-length, 1321-mm (52-in. )-long, 2.36-mm (0.093 -in.) -diam bores were coatedwith NbC or ZrC tailored in thickness over the fulllength of the element. The early CVD coatings had auseful life of -10 rein, but, by the end of theprogram, as a result of very extensive developmentat the three facilities engaged in this work, coatingshad been tested successfully for as long as 5 h.Figures 23 through 26 show the coating furnace andthe fixtures needed to hold the fuel elements.
The basic coating reaction was the same as that inCVD coating the bores of KIWI-A prime elements.LASL, WANL, and Y-12 evaluated the manyparameters that could influence the deposited car-bide coat and its adherence to the bore. Coatingtemperature, gas flow rate, gas concentration,methane in the coating gas, orientation of the ele-ment in the coating apparatus, and coefficients ofthermal expansion (CTE) of coating and matrix, allinfluenced the quality of the deposited carbide coat.Details of the coating programs cannot be discussedat length here, so the interested reader should con-sult the referenced reports. The hot-gas test(described later), in conjunction with extensiveNDT and posttest destructive testing, evaluated thequality of the deposited coatings.
One basic problem that plagued the coated fuelelements in the hot-gas and reactor tests was exten-sive graphite corrosion 381-508 mm ( 15-20 in. ) fromthe cold end of the element. This so-called midrangeor midband corrosion was caused by mismatched
Fig. 24.Fuel element coating furnace.
21

,.
“-
.“
Fig. 25.Fuel elements in coating fixture.
22
Fig. 26.End view of fuel elements in CVD coating fix-ture.
CTE of the graphite matrix and the carbide coating.On cooling from the coating temperature, the higherCTE carbide coating cracked. The reactor operatingtemperature in this region was below the coatingtemperature, so the cracks formed during coatingnever closed and the graphite matrix was accessibleto the hydrogen gas. Many schemes involving widetemperature ranges for coating deposition, over-coating with metal, etc. were tried to solve thisproblem, but the results were erratic and not verysuccessful or reproducible. The CTE of the fuelelements made of GL 1008 graphite flour was 3.0pm/m oK at 298-1273 K (25-1 OOO”C), whereas that ofNbC was -6.6 ~m/m” K, over twice as great. TheNbC CTE also varied as a function of the C:Nbratio, ranging from 6.6 pm/m “K for a ratio of 0.8 to ahigh of 7.35 pm/m -K for a ratio of 0.97. The high-purity ZrC used on composite fuel elements late inthe Rover program had a CTE of 7.7 pm/m” K at 293-2273 K (20-2000”C) which increased to -9.0~mlm. K if the oxygen and chlorine contents werehigh. The low-purity ZrC also was unstable; uponheating to elevated temperature, the impurity level,as well as the CTE, decreased.
Generally, NbC or ZrC could be deposited in thefuel element bores by either a diffusion or a methaneprocess. Coatings 0.025-0.127 mm (l-5 roils) thickcould be deposited at 1473-1673 K ( 120Q-1400°C),contained few impurities, and were stable to above
.

2273 K (2000” C). When the fuel element matrix TABLE IICTE matched that of the coating, crack-freecoatings could be obtained. The coating CTE varied CONDITIONS FOR DEPOSITION OFwith the carbon: metal ratio as well as the impurity ZrC COATING IN THE COOLANT CHANNELS
content. OF A COMPOSITE FUEL ELEMENT
I ~ D. Nuclear Furnace-1
The fuel elements in NF- 1 were either a new purecarbide (U, Zr)C design or a standard design, 19-holecomposite containing uncoated (U, Zr)C particles ingraphite. The pure carbide fuel elements were irn-pregnated with zirconium metal by the CVD processlate in their processing. The zirconium metal helpedfill the pores in the carbide and reacted with the freecarbon remaining from the extrusion process to formZrC.
The composite fuel element bores were CVDcoated with ZrC instead of the NbC used on mostother fuel elements. Typical CVD coating conditionsand the resulting coating thicknesses are indicated
in Table II.At this point, the evaluation process also had
become very sophisticated and included high-resolution eddy-current examination to detectcracks, mass per unit length (MULE) determinationof deposited coating vs element length, x-ray diffrac-tion analysis to determine lattice parameters,chemical analysis for impurities such as chlorineand oxygen, microstructure determination by op-tical and scanning-electron microscope, CTE deter-mination, and determination of coating effec-tiveness in a hot-gas component test that simulatedreactor operating conditions.
VII. NONDESTRUCTIVE TESTING
NDT of Rover and NERVA fuel elements was ex-tremely important. 23 What began as a relativelysimple, straightforward quality inspection procedureturned into a sophisticated evaluation (Fig. 27) thatwas invaluable in development and production offuel elements. 24 The LASL nondestructive testingwas the responsibility of G. H. Tenney and hisassociates. They undoubtedly advanced the art ofNDT by their capable and imaginative efforts to
. resolve the difficult problems presented to them.Radiography of the KIWI-A fuel plates, used to
determine their soundness, also detected un-.. desirable agglomerates of U02 fuel particles.
Radiography of the coated 4-, 7-, and 19-hole fuelelements, before and after coating, showed voids,cracks, and inclusions in the graphitized stock andblisters, holes, and thick or thin areas in the NbC-
Initial Composition of Coating Gas
Constituents
ZrCLCH4HzArHC1 (first 20 h)HC1 (last 5 h)
Flow/Element a(m 3/s, STP)
1.2 X1 O-60.9
6666
2.60
Deposition Temperature and Coating Thickness
Station from Deposition CoatingInlet End Temp Thickness
(mm) (K) (~m)
127 1525 60254 1540 89508 1580 119762 1615 1321012 1640 1351270 1660 132
——. — ——
a Coating time was 25 h at -0.9 atm. This gas flowcoated the channel surfaces of one element (0.235m 2 of surface area).
coated bores. Radiography of slices from variousareas of fuel elements showed extrusion patternsthat called for modifications of extrusion tooling, aswell as the uranium particle distribution throughoutthe elements.
Fixturing during NDT was important because theorientation of the multihole fuel elements withrespect to specific radiographs had to be known.Fuel elements were moved from one area to anotherin individual aluminum tubes to prevent con-tamination, and were radiographed in the tubes.The plastic caps for the tubes were designed to fitthe fixture so that the tubes could be indexedthrough O, 60, and 120° orientation for radiography.
23

“-
-“
-i )
‘*”*URANIUM ON]/cc:NT
Fig. 27.Nondestructive
The radiographic techniques had to be calibratedas a function of uranium loading to get radiographsof equivalent uranium thicknesses. The elementswith high uranium content required significantlyhigher kilovoltage than those with low uranium con-tent, and the content varied by factors of 2, 3, ormore within a given reactor core. The coated fuelelements also required radiographic processingcalibration because of the NbC on each bore surface.A set of radiographic specifications for reactor gradefuel elements was developed on the basis of the reac-tor design requirements and the results of the hot-gas and subsequent reactor tests.
The MULE system, operating on the gamma ab-‘Co source, was ansorption principle with a
extremely valuable development that measured theincremental mass of the fuel element. MULEsystems were set up for measurements after coatingand hot gas testing and in the NRDS hot cell forreactor-tested fuel elements.
A very important part of the NDT was determina-tion of the uranium content and its distribution
inspection.
‘m’*
within the fuel elements. Obviously, destructivetechniques could not be used during production, anda method for determining the uranium content ofeach element was essential. The answer was tomeasure the gamma radiation from the element.The gamma count around an element is propor-tional to its uranium content. Fuel element stan- ~dards, calibrated for uranium loading by chemicalanalysis* of the samples counted, were used to deter-mine the relationship between observed gammacount rate and actual uranium content. Manygamma-counting instruments were used, includinga counter to check the uranium content of the rawextrusion mix against balance weights, a segment .scanner for detailed analysis of the uranium dis-tribution along the element length, and a continuousscanner that indicated the average uranium content -.—————————
*The LASL Analytical Chemistry Group, under C.F. Metz and G. R. Waterbury, is to be commendedfor its significant contributions to the Roverprogram.
24

of the total element. Along with the actual gamma-counting instrumentation, it was necessary todevelop facilities to feed and guide fuel elementsthrough the counters and their automatic recordingequipment. Every fuel element produced wascounted for uranium content, and its specific posi-tion in the reactor core was assigned on the basis ofuranium loading. The elements were graduated fromhigh uranium content at the core center to low con-
tent at the periphery to give a relatively flat radialfission distribution. In the smaller reactors, therewere 10-12 different uranium contents, in the 5000-MW Phoebus 2, -100 different contents across thecore radius.
One very helpful function of the gamma-countingfacility was its assistance to the fuel fabricators indetermining the uranium mass to load into the greenextrusion mix. As noted earlier, uranium contentwas specified in Megagrams per cubic meter, so den-sity, rather than mass, was really specified. If thefuel element did not shrink properly in processing,its volume would be large and its uranium densitylow. Conversely, high shrinkage would give highuranium density for the same mass in all cases. Astandard cross section, based on the normal dimen-sional specifications for the element, was establishedfor the gamma-counting calibration. In establishingthe amount of uranium to include in the extrusionmix, a so-called loading curve including thecalculated uranium mass for each loading step wasdeveloped before actual fuel element production.After graphitizing and machining, the elements weregamma counted and then chemically analyzed tocompare the uranium mass added to the mix withthe actual uranium density. The curve developedfrom these data determined the mass of uraniumadded to the extrusion mix at each loading step.
The counting rate correction for gamma absorp-tion by niobium in the NbC coating was determinedby using niobium tubes of the proper wall thicknesswhich could be inserted into the bores of 203-mm-long fuel element standards. The ratio of unlined tolined count rate was the correction factor. This fac-tor had to be determined for each type of fuel ele-ment, nominal uranium content, and countingsystem. In production, the average uranium contentof a 1321-mm (52-in. ) -long fuel element could bedetermined in 1 min. A 12’% random sample fromproduction was checked for uranium distributionusing the segment scanner, and these data were ob-tained from each 1321-mm (52-in. ) -long element in4 min.
Other techniques developed to provide informa-tion on coated and uncoated fuel elements includededdy current testing to locate flaws in the uncoatedfuel element matrix and cracks in the NbC bore
25 The beta particle scattering gauge wascoating.highly developed and refined to determine the NbCcoating thickness along the length of each bore, us-ing a quartz light pipe to couple the scintillator to
the photomultiplier. Electron microscopy provedvery valuable in describing coating and matrix in-teraction as well as the coating structure. A numberof new NDT techniques were develo~ed as the Roverprogram continued “and as the dem&d for informa-tion about fabricated and NRDS-tested fuelelements increased .26
VIII. NUCLEAR SAFETY
The use of highly enriched uranium (93%JU-235)in Rover and NERVA fuel elements required thatevery proposed fabrication step be evaluated fornuclear safety. At LASL, we were indebted to H. R.Paxton and D. R. Smith, in particular, for their ef-fort in evaluating the operations. Graphite is an ex-cellent thermal neutron moderator, and the enricheduranium was surrounded by graphite both as matrixmaterial and as fixtures during processing. The resinbinder was an organic material with appreciablehydrogen content. A processing batch of fuelelements with high uranium loadings could containas much as 20 kg of enriched uranium. Consequent-ly, enough material was being processed in new anddifferent ways that it would be possible under cer-tain conditions to achieve criticality.
The size of the batch in the P-K blender and theamount of enriched uranium that could be loadedinto the thick steel extrusion cylinder were limitedas a result of mockup experiments by nuclear safetypersonnel. The number of elements in fixtures in thecuring oven was limited, and groups of fixtures hadto be separated by an air gap, Fig. 28. One restric-tion concerned dispersion of fuel elements duringbaking and graphitizing when the respective fixtureseach held 90 fuel elements containing manykilograms of enriched uranium. The baking furnace
Fig. 28.Fuel elements in curing oven showing separa -t ion of fixtures.
—
25

I was a completely dry system with no water coolingavailable inside it. The prescribed baking fixturewas a solid graphite cylinder containing holes for 90elements. The graphitizing furnace, on the otherhand, was inductively heated and the induction coilswere water-cooled. An undetected water leak insidethe closed furnace could flood it completely. Thefuel element fixture was annular in cross section butcontained the same 90 fuel elements. This distribu-tion of uranium would not go critical in a flood,whereas the solid fixture with the same number ofhighly loaded elements could go critical. Fig. 29shows both types of fixtures.
During fuel element CVD coating, a certainamount of uranium leaching occurred as the coatinggas passed over the fuel particles exposed on thebore surfaces. A safe-geometry trap was developedwhich would collect the uranium and be safe even ina flood.
Any proposed modification to equipment orprocessing details always was submitted for nuclearsafety review before any action was taken. Suchreviews are a necessary part of work with fissilematerials.
I IX. FUEL ELEMENT AND TIP JOINING
the hot end of the element tended to flake, exposingit to hot hydrogen gas and causing corrosion. Also,the NbC coating adhered very strongly to the com-posite carbide and graphite support block, amaterial containing 40 wt’%o NbC-40 wt% TaC-20wt% C (46 VO1’%0carbide-C) prepared by hot press-ing. In fact, it was impossible to remove the NbCcoating from this material except by grinding. It was “.
proposed that a short tip of the composite be bondedto the end of the fuel element to eliminate theserious corrosion at the fuel element and support :block interface.
The 19-hole hexagonal fuel elements introducedwith the KIWI-B4 reactor were bore-coated withNbC by the CVD process. The hot end of the ele-ment which rested on the composite refractorycarbide-graphite support block also was CVD coatedwith NbC. Early coating evaluations showed thatNbC did not adhere to uranium-loaded graphite sowell as to pure graphite. In particular, the coating at
B. Brazing
Fig. 29.~;rophitizing (left) and baking fixtures for 90fuci elements.
A. Gluing
Tip stock of the same composition as the supportblock was prepared by hot pressing and thenmachined into a hexagon with the same 19-hole con-figuration as the fuel element. Techniques weredeveloped for bonding the long composite tip to theend of the element with a graphite cement, P-514, *before the element went through final machining.LASL also successfully used a mixture of Varcumresin with 40 wt% fine graphite powder as a graphitecement. The machined end of the fuel element hadto be leached in HC1 to remove the exposed UC 2particles. After the tip had been applied with thegraphite glue and held in place with wire fixtures,the joint was heated to polymerize the resin in theglue. The glued tips were well bonded to theelements and could proceed through final machin-ing of the 19 holes and the hexagonal outside contourwithout separation. However, several lengthyprocessing steps were necessary.
WANL made an extensive investigation of thepossibility of bonding ad”acent fuel elements with
)7 The Itover and NERVAthe carbonaceous cement.reactor cores were composed of 19-hole hexagonalelements that had to be assembled into the core oneat a time. The WANL experiments were aimed atproducing clusters of 7 or 19 fuel elements and sup-port pieces. The investigation was terminated, butthe strength, thermal shock, and other results ob-tained on cemented clusters were very encouraging.
A tip-brazing procedure was developed whichreduced the processing time and produced a verystrong bond between tip and fuel element. Carbide-forming elements in Groups IV A (zirconium), V A(tantalum), and VI A (molybdenum and tungsten)
*Manufactured by Great Lakes Carbon Company.
-.
26

-“
“.
were evaluated along with the temperature and timerelationship for production of good bonds. A fullydiffused joint, in which the brazing material washeated to its carbide-carbon eutectic temperatureand the joint interface essentially disappeared,produced the strongest bonds and was not
temperature-limited in use. 28 An interface in whichthe bond contained a carbide layer such as TaC,because its carbide-carbon eutectic temperature wastoo high, produced a much weaker, more brittlebond. Molybdenum and tungsten both havecarbide-carbon eutectics at reasonable temperaturesand gave fully diffused joints and strong bonds.Bond strengths were evaluated in room-temperaturefixture tests and high-temperature tensile tests, andthe fully diffused joints were as strong as the parentgraphite.
Foils, as well as powders, of the brazing materialcould be used successfully. Molybdenum, tungsten,and zirconium foils 0.013 mm (0.0005 in.) thick wereblanked to produce a 19-hole, hexagonal configura-tion. Powders could be spread on one surface by wet-ting it first with a small amount of resin to whichthey would adhere. The tip and fuel element jointwas heated locally by an induction coil powered by a450-kHz power unit. Brazing thus replaced cemen-ting in fuel element production. Figure 30 shows thetip-brazing facility,
Development of the composite fuel elementsometimes called for brazing tips onto elements orbrazing together different types of elements. Conse-quently, in development work, we brazed fuelelements to tips, to other fuel elements having
,*.Y --- –~--’ i----*= “i -
different volume per cent uranium loadings, and tobead-loaded elements. The tips were machined fromhot-pressed NbC-TaC-C composite containing 46VO1?ZOcarbide. When brazing tips to fuel elements,we used a transition piece of 30 VO1’%0ZrC-C com-posite material between tip and element. We brazedthe tip to the transition piece and brazed thisassembly to the element, in two separate operations.The transition piece was necessary because of theMo-UCZ low-temperature eutectic that wouldproduce a liquid component at the 2923 K (2650”C)molybdenum brazing temperature. Therefore, webrazed the refractory carbide composite tip materialto the 30 vol’% ZrC transition piece usingmolybdenum at 2923 K (2650” C), and then brazedthis assembly to the fuel element at 2623 K (2350”C)using (U, Zr)Oz powder.
X. FUEL ELEMENT EVALUATION
A. Hot-Gas Testing
Different types of enriched uranium fuel, ex-trusions, heat treatments, and coating parameterswere being investigated while fuel elements forspecific reactor cores were in production. It was ob-vious very early that a test that simulated reactoroperating conditions, without radiation, would beextremely valuable in evaluating progress in thevarious development programs. The test would re-quire electrical heating to achieve the desiredtemperature, and it should provide the same
3-.,. Y!!wE_-.-... ,q-“ “--==:. “.:-”
.__i
E-. -- +;:_-:. ‘ !
.-
Fig. 30.The tip-brazing facility.
27

temperature gradients that a fuel element en-countered in a reactor core. It should also providehydrogen gas at reactor pressure and flow conditionsto flow through the heated fuel element. In a verysignificant achievement, LASL developed a fuel ele-ment test facility under the direction of D. P.MacMillan and L. L. Lyon. A similar facility was in-stalled at WANL, under Morton Blinn.
We built a high-pressure furnace in which the fuelelement under test was the resistive heater element.The hydrogen gas passed through a preheater beforeentering the fuel element bores (Fig. 31). This typeof furnace required a substantial amount of elec-trical power as -1 MW was required to heat eachfuel element. The original power supply was a 10-MW bank of US Navy submarine batteries that hadbeen retired from regular service. Later, motorgenerator rectifier power systems replaced thebatteries.
The furnace (Fig. 32) was installed in a reinforcedconcrete cell, and the operators read fuel elementtemperatures by focusing telescopes through win-dows in the cell and sighting ports built into the fur-nace. Obviously, successful operation of such a fur-nace required much engineering and materials
ALU M INAWATER.IACKFT
DIELEcTRIC---- .-
*
4=
Fig. 3 I.,Schematic drau~ing of hot-gas test furnace forRfww- fuel elements.
development to cope with the extreme temperatures,high current, and hydrogen environment.
The furnace tests provided a reasonable simula-tion of reactor power density, temperature, andthermal stress and of the effects of flowing hydrogen.
..
.“
-.
Fig. 32.The hot-gas test furnace,
28

Of course, they gave no information about radiationdamage, but it was felt that the very hightemperature and very small burnup in reactoroperations would minimize the radiation effect.There was some concern that the volume heatgeneration produced by ohmic heating was a poorsimulation of nuclear heating. Changes in fuel ele-ment composition which affected the electrical con-ductivity of the element created problems. Ingeneral, however, furnace testing was very valuablein development of new fuel element technologiesand also in quality control sampling duringmanufacture of fuel elements for specific reactor cor-es. Unfortunately, no report describing the total hot-gas testing program was ever prepared. Further in-formation can be obtained only from LASL GroupN-1 progress reports.
The fuel elements were extensively NDTevaluated before and after hot-gas testing, to deter-mine what changes occurred. NDT determined themidrange corrosion very accurately. Tested fuelelements also were sectioned along their entirelength to expose the five central holes and show thecondition of the coating and matrix after the hot gastest. This sectioning provided information about theprotective capability of the carbide coating.
B. Thermal Stress Testing
Thermal stress testing of Rover and NERVA fuelelements also required extensive new procedures.The fission energy generated as heat in the fuel wasconducted through the graphite matrix and NbCcoating and removed through convection by thehydrogen propellant. The heat conducted to thecoolant channels created temperature gradientsacross the element which induced thermal stressesin the matrix. Because cracks or fractures would ex-pose the matrix to corrosion by hot hydrogen, fuelelements had to retain structural integritythroughout reactor operations. The extremely faststartup of the nuclear rocket engine and thepossibility of reactor scram with rapid cool-downalso created worry about thermal stress and thebehavior of fuel elements in such situations.29
A test program was developed at LASL under thedirection of J. C. Rowley, and SNPO awarded a con-tract to F. J. Witt at ORNL for thermal shocktesting of Rover and NERVA fuels. Two types oftests evolved. The ZAP test evaluated thin waferscut from the ends and middle of elements. This testof graphite fuel element thermal shockcharacteristics was developed at ORNL and adaptedfor use at LASL. 30’31 The ZAP test, very simply,shocked the thin specimen by arcing it with a
welding electrode powered by a welder power source,thus introducing a high current into it. Theminimum wattage required to fracture the test wafer
was taken as a measure of its thermal shockresistance.
The objective of the LASL thermal stress programwas to determine the power generation and thermalstress limitations of fuel elements over a range oftemperatures. The thermal stress test evaluated 368-mm (14.5 -in.) -long test samples machined fromfull-length elements.32
A sizeable calculational effort accompanied the,experiments to establish the power density and ther-mal stress limitations of the 19-hole hexagonal fuelelements. Computer codes were developed to predictfuel element behavior and to correlate the ex-perimental results.
The experiments involved development of ap-paratus in which the 368-mm (14.5 -in.) -long sam-ple was heated electrically by a 20-MW storagebattery. The current passed through the sampleranged from 5000 to 10 000 A to produce walltemperatures as high as 3073 K (2800” C). Hydrogenflow rates varied, but were several hundredkilograms per hour. The normal procedure was tosubject each specimen to progressive thermalloading until it fractured.
The temperature was controlled by varying thehydrogen flow rate through the specimen. The work-ing length of the specimen was the central 178 mm(7-1/4 in.), and specimen power generation wasdetermined to a precision of + 19’0,from the currentflow and voltage drop across this length. The ex-perimental data were logged simultaneously onanalog records and by a digital data acquisitionsystem.
Many variations were used to produce or delayfracture in thermal stress evaluation. Holes wereplugged, radiation shields were used, holes weremisplaced from true position, etc. to produce ther-mal gradients in the fuel element section. In theNbC-coated samples, some of the current wascarried in the bore coatings and the amount variedwith coating thickness. For example, at an outer sur-face temperature of 2273 K (2000°C), a 0.025-mm (l-mil) -thick NbC coat generated about 8’?10of the totalpower and a 0.05-mm (2-roil) coat generated ap-proximately twice as much. Typical thermal stressfailures started with formation of a longitudinalcrack usually followed by a transverse break. Thethermal stress test results were reported in terms ofpower density (MW/m3 ) in the specimen, and thetest became an important tool for evaluating newfuel element materials. Figure 33 shows how carbidecontent influences the thermal stress resistance ofcomposite fuel elements.
29

I
1.03
!!Z2
0.s0
B
iO.a
!! O.wE
i 0.20
L
o
\
o 00
00
0
L~J——. 0.3 0.5
WXJX= FPACTIO:T OF UC +.RC
Fig. 33.Effect of carbide content on composite fuel ele-m cnt thermal stress resistance.
XI. ADVANCED FUEL ELEMENTS
The KIWI, Phoebus, and Pewee fuel elements hada graphite matrix protected against hydrogen corro-sion by a NbC coating. As fuel element technologyimproved, it became possible to operate reactors atmaximum matrix temperatures of 2373-2573 K(2100 -2300°C) for as long as 1 h. Carbon loss fromthe elements after 1 h of testing was great enough toaffect the reactor core neutronics adversely.Development of new fuel elements that would behighly resistant to hydrogen attack and could beused at high operating temperatures was under-taken. Three approaches were considered.
(1) Changing the graphite flour and binder to newmaterials whose CTE values matched that of thecoating and using only graphitizable constituents.
(2) Retaining the 19-hole hexagonal design, butusing a composite carbide and graphite matrix.
(3) Designing a new, all-carbide, fuel element.Much effort went into fabrication and evaluation
of high-CTE graphite and composite carbide andgraphite elements, and a lesser effort was devoted tothe pure carbide. However, enough progress wasmade so that the last reactor test at NRDS, NuclearFurnace- 1, was fueled with both composite and car-bide elements.33 NF-2 was to include high-CTEgraphite fuel elements, but the program was cancell-ed before the reactor could be run.
A. High-CTE Graphite Elements
The serious midrange corrosion of uranium-loadedgraphite fuel elements was attributed directly to thelarge CTE difference between the graphite matrix(-3 ~m/m” K) and the NbC (6.6 ~m/m”K) or ZrC(7.7 ~m/m oK) coatings applied to the 19-hole ele-ment bore surfaces. The Oak Ridge Y-12 plant work- “-ed hard to obtain or develop graphite or filler flourswith high CTES and binders that would graphitizeduring the high-temperature fuel element -treatment. 34 Another practical reason for the in-vestigation was the nonreproducibilit y of the com-mercial flours and binders. A synthetic material,produced under carefully controlled conditions,could be the answer to long-range, high-volumeproduction of reactor grade fuel elements.
The Y-12 plant evaluated commercial materialsand made an in-depth study of organic carbonprecursors, binders, fillers, and manufacturingprocesses related to the new materials. Theyevaluated small quantities of 11 different commer-cial graphite flours whose CTES were greater thanthat of the standard type 1008 flour. Table 111liststhe flours and their CTES.
The fuel elements produced did have higher CTESthan elements made with the standard flour, andcracking in the NbC coating decreased as the matrixCTE increased. Also, the thermal stress resistance ofthe element tended to decrease with increasing CTE.
Phase II of this study involved larger quantities ofeight commercial graphite flours selected fromPhase I. The binders were the standard Varcum anda graph itizable resin of i.sotruxene (ITX),acenaphthalene (ACN) polymer, and indenedeveloped at Y-12. The resulting fuel elements hadCTES as high as 6.5 #m/m .K at 298-2273 K (25-2000” C). Also, the thermal stress resistance of high-CTE elements was improved if the graphite matrixhad a high flexural strength, low modulus, and highstrain-to-failure value.
The attempt to develop a graphitizable binder toreplace the “glassy” carbon of the Varcum resinyielded four different binders. All were modifiedwith indene, permitting extrusion at roomtemperature, and all produced a graphite phaseafter high-temperature heat treatment. The fourbinders were ITX-ACN-1, cinnamylideneindene- -indene (CAI), Grade 277-15V* pitch indene, andGrade 240* * pitch indene. The indene additionchanged the extrusion mix viscosity successfully; a -.nominal 250 CP was the target value for room-temperature extrusion capability.————.
*A product of Allied Chemical Company.*xA product of Ashland Oil and Refinery ComPany.
30

COEFFICIENTS
Flour Type.
GL 1008ZTA.Graph-i-tite “G”Stackpole 2033GilsoniteSpeer SX5Poco AXZ90POCO AXZPoco AXM90Poco AXF90POCO AXM
TABLE 111
OF THERMAL EXPANSION
CTE(298-2273 K. urn/m oK)
3.313.673.924.564.565.215.285.415.4’75.706.51
The attempt to develop a reproducible syntheticfiller flour to replace the commercial graphite flourintroduced another concept that would improve fuelelement properties and behavior. The commercialgraphite flours had been taken to high temperaturesand were dense, stable particles. It was postulatedthat a matrix with minimal internal stresses couldbe made if the filler particles would shrink while thebinder was shrinking, preferably both at the samerate. Consequently, the development phase includedmatrix filler particles that were only low-fired, notthermally stabilized. The resulting fuel elements,prepared with different flours and binders, yieldedinteresting but widely differing results. Details ofthe experimental work and evaluation data are givenin Ref. 34.
As a result of the above program, Y-12 prepared anumber of fuel elements for the NF-2 reactor testwhich, unfortunately, was cancelled when the Roverand NERVA program was halted. The fuel elementswere made with low-fired, 1173 K (900”C), POCOPCD(-9) Q carbon filler and Ashland 240 pitch-indene binder. These elements, coated with ZrC,had an average CTE of 6.5 pm/m. K at 298-1273 K(25-1 OOO”C), not far from the ZrC value of 6.9pm/m. K. The fueled elements (385 Mg U/m3 ofcoated particles) had an average flexural strength of
- 53.7 MPa (7785 psi), whereas unfueled elementsaveraged 81.6 MPa (11 830 psi). The NF-2 element
.. strain to failure w& 4150 pin./in. compared to thestandard element value of 3000 pin./in. The NF-2thermal shock and thermal stress resistance alsowere higher than those of previous elements madefrom the standard flour and Varcum binder.
The program was halted before any of thematerials or manufacturing processes could be op-timized. The very promising results, however, in-dicate that these materials should be seriously con-sidered in any future graphite fuel element work.
B. Composite Elements
Interest in a composite fuel element was generate.dby the excellent high-temperature performance ofthe refractory carbide-carbon composite tips andsupport components. This material has a high-temperature capability and an extremely adherentNbC coating and, in case of coating failure, losescarbon only immediately around the uncoated areaand retains its integrity as a support member. It con-tains 46 VO1’ZONbC-TaC in carbon and has a carbidematrix.
Because of these properties and the LASL and Y-12 experience in extruding refractory carbide com-posite tip stock, we selected a UC. ZrC-C composi-tion to yield -50 vol’% total carbide with an -500-Mg/m 3 uranium loading and an -3.4-pm carbideparticle like that of the NbC and TaC in the struc-tural composite. The graphite flour used in most ofthe composite development was our standard S97grade, and the binder was Varcum resin. Thermaxalso was used in the mix.
There are several ways to arrive at the solid solu-tion of UC-ZrC. It can be made as UC-ZrC powderwhich is then used as the starting material, or it canbe made in situ; that is, by forming the solid solutionduring the thermal treatment of the composite fuelelement. We had had extensive experience with UC-ZrC powder, although of a higher uranium content,and it tended to oxidize. The relatively low uraniumcontent of the Rover UC-ZrC made this less of aproblem. It would also be necessary to make UC-ZrCpowders with many different uranium contents tosatisfy reactor loading specifications. For these andother reasons, we decided to investigate othertechniques for making the solid solution.
UOZ had been well characterized at LASL, and itwas used as the uranium source in the solid solutioncarbide. Zirconium compounds for the fuel elementshad to be reactor grade (low Hf), and both ZrO z andZrC were investigated. The Zr02 starting materialwas eliminated because the carbon loss from theZroz + C reaction was serious enough to degrade themechanical properties of the fuel element.
When we changed the materials or compositionsfor fuel element extrusions significantly, we normal-ly did not make 19-hole extrusions immediately. Weused a small extrusion press with small charges and
31

extruded a6.35-mm (1/4 -in.) -diam tube containinga 2.54-mm (0.1 -in.) -diam hole to determine theproper binder level and discover any extrusionproblems. These tubes went through all the subse-quent thermal cycles as part of their overall evalua-tion. Thus we did much development work on smalltubes before extruding any 19-hole fuel elements.
The process evolved for making composite fuelelements was very like that for the coated-particleelements.35 The extrusion mix contained reactor-grade (low-Hf) ZrC, U02, and the regular flours andbinder used in all previous elements. The same low-temperature, through 1123 K (850” C), heattreatments noted earlier were used for the compositeelements. The high-temperature (graphitizing)treatment was performed in two steps, primarily tocontrol fuel element distortion by changing theholding fixtures. The first high-temperature treat-ment was to 2623 K (2350° C) with the temperatureheld for two or more hours. X-ray diffraction of thefuels after this treatment always showed single-phase, solid-solution UC-ZrC. The final heat treat-ment depended on the uranium content of the car-bide and the total volume per cent of UC-ZrC, buttemperatures were -2973 K (2700” C).
We did encounter several fabrication problems inchanging to the carbide fuel. The carbides are veryhard and abrasive, and we did not want to have toream or grind the nineteen 1321-mm (52-in. ) -long,small-diameter holes in each element to the requiredsize. Consequently, we undertook to extrude theholes to size to eliminate this operation. We wereable to control the shrinkage well enough after thefinal heat treatment at 2973 K (2700”C) so that wecould design the pin size and location in the extru-sion tools to produce holes in the final graphitizedelement within +0.038mm (0.0015 in. ) of desireddiameter and in the proper location. Thus, the fuelelements required grinding only on the exterior hex-agonal surface for finishing, a very significant timeand cost savings.
Another problem was the weight of the carbide-loaded element and the increased friction as thegreen extrusion moved from the extrusion die alongthe graphite fixture. The friction was so great thatthe last section of extrusion tended to compress andbulge rather than slide. After heat treatment, theelements tapered seriously from end to end. Theywere oversize at the rear and tapered to normal sizeat the front. After much experimentation, we evolv-ed the air-vein fixture (Fig. 34), in which iow-pressure air was introduced through a series of smallholes under the extrusion. The heavy fuel elementthus moved on a film of air, the sliding contact andfrictional pull were minimized, and the taper in theelement was eliminated.
Fig. 34.Composite fuel element being extruded intoair-vein fixture.
The hardness and abrasiveness of the carbide fuelloading also became evident during extrusion. Therewas very severe wearing, particularly of the harden-ed steel die pins that determined the size and loca-tion of the 19 holes in the element. This was es-pecially important, as we were extruding the holes toa size that would shrink to the proper diameter dur-ing final heat treatment. Therefore we startedevaluating wear-resistant materials for die com -ponents. We eventually selected Ferro-TiC Grade C*from about a dozen materials evaluated, and itworked extremely well with abrasive materials.Ferro-TiC Grade C has a Rockwell C hardness of 70and contains a high volume of TiC particles in asteel matrix. It is not so ductile as regular steel, andpin breakage in the extrusion tooling increased, butwe could live with that problem if we obtained theother desired advantages.
The total volume per cent of carbide (UC + ZrC)loading was dictated by the properties of the res-ulting fuel elements. If the carbide loading were toolow, the element would have a graphite matrix, not acontinuous carbide network, and would lose integri-ty if the free carbon was corroded away. If the car-bide content were too high, the element would haveundesirable thermal stress characteristics. The firstexperiments produced a 50 VO1’%0carbide compositefuel element, but the thermal stress tests were dis-astrous.
A parallel program had been undertakensimultaneously to evaluate how carbide content
*A product of Sintercast, West Nyack, NY
..
. .
32

.
:
..
affected extruded composites. We made 19-hole ex-trusions whose carbide content was varied from 10-40 vol’% in 10% increments. NbC was used as thecarbide. Samples were tested for thermal stress, andthe results were very encouraging. Thermal stressresistance was high at 10 VO1’%0NbC and decreased asthe carbide content increased to 40 vol%. Moreover,at 20 and 30 vol% carbide, the thermal stressresistance was considered adequate for reactor con-ditions.
We then tried lower total carbide loadings andprepared (U, Zr)C-C composite fuel elements with20, 25, 30, and 35 vol% total carbide. The thermalstress resistance improved dramatically at the lowerlevels, and after experimentation we settled on 30-35vol’% total carbide content. This composition hadboth continuous carbide and graphite structures.Although the uranium content had to vary as a func-tion of element location in the reactor core, the totalUC and ZrC carbide content was held constant.Again, the final high-temperature heat treatment ofthe composite fuel elements was the criticalparameter that determined how well they performedin the evaluation tests.
The phase equilibria in the carbon-rich part of theU-Zr-C ternary system are shown in Fig. 35 as a ver-tical section passing through the ZrC-C and UCz -Ceutectic points. Figures 36 and 37 show portions ofthe “pseudo-binary” phase diagrams of interest for30 and 35 VOI% carbide composite fuel elements.The solidus, eutectic, and SOIVUSlines intersect at
r I I I 1 I [ I I
ATOM PERCENT URANIUM , METAL BASIS
~~o 5 10 Is 20 25 30
$J
wW>$w
;1-
0 200 400 600 800 1000 1200 1403
Fig. 36.Phase diagram for 30 VO1’YOcarbide.
LIQUID + CARBON2000
●
●
0-— —. -----
~v 2600 -— -LIQUID + ‘
uIx3 \
~ 2400E
0\
I I I
Of’=-SOLVUS LINE
2000 1 1
0 20 40 60 ao 100
ATOM PERCENT URANIUM , M=AL BASIS , SATURATED WITH CAReON
Fig. 35.Phase equilibria in the high-carbon portion of the U-Zr-C ternary system as a vertical sectionpassing through the ZrC-C and UC2 -C eutectic points.
33

ATOM PERCENT URANIUM , METAL 9ASIS
1 I t I t t I t I 10 5 10 15 20 25
“o 200 400 600 800 1000 1200 woo
Fig. 37.Phase diagram for 35 vol’% carbide.
-780 Mg of uranium/m3 for 30 VOIYOcarbide and at-920 Mg for 35 vol%. This difference suggests that35 vol% carbide composite elements can have 100-to150-Mg/m3 higher uranium loadings than 30 vol%elements before appreciable quantities of residualUC2 are found.
The composite fuel element thermal stressresistance was of primary importance. As notedabove, the final graphitizing temperature was a keyfactor in fuel element performance. The optimumtemperatures for specific uranium loadings andtotal carbide volumes would allow 1O-2O’%Oof the car-bide to liquify and coalesce into a strong, inter-connected network. Metallography of composite fuelelement structures showed very significant changesas a function of graphitizing temperature. Ametallographic structure approximating that of No.3 in Fig. 38 was selected as part of the fuel elementspecification. In addition to providing continuouscarbide and graphite networks, it increased the fuelelement thermal conductivity from 50 W/m. K atroom temperature for a low-temperature (no liquidphase) graphitized structure to 90 W/m oK for theoptimum structure. Structures obtained at stillhigher graphitizing temperatures (more liquid
phase) had thermal conductivities of 140 W/m. K,but the mechanical properties were very badlydegraded. The increased thermal conductivity is at-tributed to the ordering of the crystallite in thegraphite flour particles and binder carbon, aided bythe presence of the liquid carbide. The continuity ofthe carbide network was demonstrated by leaching a35 vol% composite fuel element in hot hydrogen toremove the free carbon. The resulting structureretained the shape and dimensions of the startingfuel element, although the compressive strengthhad decreased -90$Z0.
The general characteristics of composite fuelelements are summarized in Table IV. Table V liststhe typical chemical analyses of a composite elementof three different uranium contents. The effects of15-45 vol% carbide on the chemistry and structureof composite elements containing two differenturanium loadings are noted in Table VI. Table VIIshows the stability of ZrC-coated compositeelements during long-term storage.
We made several experimental composite fuelelements from graphite flours ground from high-CTE graphite stock. We wanted to produce an ele-ment whose CTE approached that of the ZrCcoating (7.7 Km/m oK) to minimize or eliminatecoating cracks. Coatings deposited on matrices witha CTE of 6.1 pm/m. K had formed -600 cir-cumferential cracks per meter of length, whereasthose on matrices with CTES >6.5 ~m/m oK werecrack-free. Crack-free coated fuel elements were ex-pected to show very low carbon losses during high-temperature reactor testing.
Commercial high-CTE graphite flours KX-88,JM-15, GL-1076, and POCO (low-fired), wereevaluated in composite elements. At uraniumloadings below 400 Mg/m3, none of these elementCTES exceeded 6.8 ~m/m oK after optimumgraphitization heat treatment. All were substantial-ly higher, however, than those of elements madewith the standard S97 graphite flour. At 725-Mg/m3uranium loadings, the final CTES were 7.0-7.2pm/m” K, higher than those of any previous fuelelements. Matrices made with high-CTE flours weremore isotropic than those made with the standardS97 graphite flour.
The experimental composite elements tested inNF-1 confirmed the belief that minimizing the ther-mal expansion mismatch between the coating andfuel element matrix would reduce coating cracks andcarbon mass loss. Twenty-four composite elementswith a CTE of 6.1 yin/m. K had an average carbonloss of 37.6 g per element as compared to 13.7 g perelement for the 23 fuel elements with a CTE > 6.5~m/ms K, a > 60T0 reduction. However, a new factor
.
.
I
. .
34

4 5 6
Fig. 38.lkletallographic-str~cture rating system.
TABLE IV
GENERALCHARACTERISTICSOF (U,Zr)C GRAPHITECOMPOSITIlFUELELEMENTS
Parameter Value
C8rbi(fecuntent(vol‘; )UsefulU-1oadingrange(Mg/m3)Them-ml cmrductivit y at XXIK (W/m. K)CTE at 293-23C0K (#m m.K)Flexural strength at 300 K (k’lPa)Compressive strength al 300 K (MPa)Strain to fracture at 300 K (yin/m)Stress at fracture at 300 K (MPa)Elastic modulus at 300 K (GPa)Compressive deformation at
2800 K and 3,5 MPa for 1 h (%)Thermal stress resistance at -1700 K
(power densityat fracture)(MW m3)
30-3550-65050-90
6-7- 5(-I-110
2000-300035-50- 500.5- 1.0
4.W -6000
TABLE V
CHEMICAL ANALYSIS OF COMPOSITEFUEL ELEMENT MATRICES
Parameter
u (Wt:i)Zr (wt%)C (wtci total)Density (Mg/m3)Carbide content (vol%)U on a metal basis (at.%)
Uranium Loading(Mtdm3)
180 399 598— . _
5.2 11.1 16.456.0 52.5 49.638.8 36.0 33.6
3.49 3.61 3.6434.9 35.5 35.63.5 7.6 11.4
35

TABLE VI
CHEMICAL CONTENT AND DENSITY OF (U,Zr)C GRAPHITECOMPOSITE FUEL ELEMENTS
Parameter
Gross density (Mg/m3)Zirconium (wt%)
(Mg/m3)Uranium (wt%)
(Mg/m3)Carbon (wt%)
(Mg/m3)Carbide (VOlrA)bCarbon (vol”i)bVoids (vole; )bZrC (wtc~)LJC(wtri)Free C (wt”~)
.—— ——
aEst imated.
-70-Mg/m3 UraniumLoading
Nominal CarbideContent (vol%)
15a 20 30— .
2.6234.00.892.7
70.063.3
1.6615.073.311.738.42.8
58.5
2.82 3.2640.7 52.9
1.15 1.722.58 2.22
72.8 72.456.4 44.8
1.59 1.4620.2 30.168.4 58.611.4 11.346.1 59.7
2.7 2.459.9 37.7
-435 -Mg/m3 Uranium Loading .
Nominal Carbide Content (voI%).–,30 35 40 45 :
— . _
3.3646.6
1.5612.50
42040.5
1.3630.554.015.552.713.133.7
3.3951.0
1.8312.02
43136.5
1.3135.249.815.057.712.629.2
3.8756.0
2.1711.22
43532.6
1.X341.045.51:1.563.411.824.7
4.0959.72.44
10.6543629.2
1.!2045.540.514.067.611.220.8
bThe carbon density was assumed to be 2.1 Mg/m3 rather than the 2.26 of crystallinegraphite. The densities of ZrCo.9T and UCO.9Twere assumed to be 6.59 and 13.60 Mg/m3,respect ively. The density of (U, Zr)Co.w was assumed to be proportional to the molefraction of the carbide constituents.
TABLE VII
CHANGES IN (U,Zr)C GRAPHITE FUEL ELEMENTSaAFTER STORAGE FOR 6 AND 12 MONTHS
Dry Storageb Wet Storagec
Parameter 6 Mo 12 Mo 6 Mo 12 Mo
Electrical –0.6 –0.2 +1.9 +2.4resistance (%)
Mass change (%) 0.0 0.0 +0.4 +0.5
Dimensional +0.0012 +0.0011 +0.0012 +0.0016 .change acrossflats (%).——
a30 vol%, uranium contents 125-500 Mg/m3.
bStorage at ambient temperature in nitrogen containing LindeMolecular Sieve 4A desiccant.
cStorage in air at 310 K and 90’%0RH.
36

in these test results, radiation damage in the coldersection of the element, accounted for the higher-than-anticipated mass losses in the high-CTE com-posite elements. Apparently, interaction of fissionfragments with the graphite degraded the thermaltransport properties of the matrix and the resultingtemperature gradients cracked the ZrC coating. Thecomposite fuel elements, however, withstood peakpower densities of 4500-5000 MW/m3 without majordifficulties. We concluded that such elements wouldperform satisfactorily for at least 2 h, and possibly 4to 6 h, in a nuclear propulsion reactor that heatedhydrogen gas to 2500-2800 K .33
C. Carbide Elements
Development of a carbide fuel element for a veryhigh temperature, 3200 K (2927” C), nuclear rocketengine was not undertaken until late in the Roverprogram, and only limited effort, compared toprevious fuel element work, was actually expended.The incentive for developing such an element wasthe possibility of operating a reactor core for a longtime at as high as 3200 K (2927” C), equivalent to aspecific impulse of 950 s. There would be no seriousloss of carbon, uranium, or zirconium from such afuel element, and no coating problem.
The carbide fuel element concept called for an en-tirely new design philosophy. Whereas all previous19-hole, 1321-mm (52-in.) -long elements weredeveloped to withstand high thermal stresseswithout cracking, to prevent carbon loss from thecracked areas in a hot hydrogen environment, thecarbide concept accepted fuel breakage. Carbideshave poor thermal stress resistance, but, even if thefuel element cracked during the reactor run, therewould be no carbon loss problem. The major area ofconcern was possible crumbling of the carbide fuelelement into particles that would block passage ofthe hydrogen gas.
The carbide fuel element reactor core concept en-visaged thousands of small-bore, 3.2-mm (O.128-in.); hexagonal, 5.5 mm (0.22 in. ) across flats; half-Iength, 0.64 m (25.6 in.), elements stacked togetherto build up the core length and diameter. Two of the49 individual cells in NF-1 contained carbideelements; each contained 7 elements bundledtogether and another 7 on top to achieve the desiredlength. Three types of matrix experiments were in-cluded in these test elements.
The carbide fuel elements were extruded with acircular cross section out of a small 40-ton laboratoryextrusion press from a mix consisting of ZrC, enrich-ed UOZ and ZrOz powders, graphite flour, andVarcum binder, all of reactor-grade purity. The mixcomposition was calculated so that 3?Z0excess carbon
remained after all the oxides had been converted tocarbides. This excess carbon kept the element fromsticking to graphite heating fixtures and aided in themachining operations. The low-temperature heattreatments involved heating rates and temperatureslike those for other Varcum-bonded fuel elements.Argon atmospheres were used in all heat treatmentsto prevent oxidation of the carbides. At the higherheat treatment temperatures, the individual car-bide tubes were held in graphite cassettes and takenslowly through the temperature regime in which theoxides were converted to carbide. The final high-temperature heat treatment was -2800 K (2527°C)for 2 h.
The heat-treated carbide tubes were centerlessground and then diamond-milled into hexagons.The bores were not machined. The hexagonalelements, containing 3?z0 excess carbon, were thenheated in flowing hydrogen at 2300 K (2027”C) toremove the available free carbon in the carbidestructure and then CVD impregnated with zir-conium at 1900 K (1627” C). The three experimentalcarbide matrices in NF- 1 were impregnated with O,3, and 8910zirconium, respectively, in this treatment.A final 2-h heat treatment at 2800 K (2527”C) yield-ed a substoichiometric carbide with a carbon: metalatom ratio of 0.8:0.92. Table VIII shows the generalcharacteristics of the carbide fuel elements tested inNF-1.
These elements were tested to determine theirfracture mode. There were many transverse andsome longitudinal fractures, but no fragmentationinto small particles. The 8V0 impregnated carbideelements were not so fractured as the other twotypes.
The design and fuel element development effortfor a carbide core reactor was minimal, and muchcould be done to improve the element behavior andminimize the thermal stresses during reactor opera-tion. An improved matrix coupled with a modifieddesign would increase the fracture resistance of car-bide elements significantly. The very hightemperature capability of these elements in ahydrogen environment provides a unique capabilityfor future reactor concepts.
XII. FUEL ELEMENT PROPERTIES
The Rover and NERVA fuel elements were essen-tially a ceramic, and the reactor designers tailoredtheir design requirements around this brittlematerial. The elements were designed for com-pressive loading during reactor operation, and bend-ing stresses were also considered. Most of themechanical property evaluation, therefore, involved
37

TABLE VIII
GENERAL CHARACTERISTICS FOR (U,Zr)CCARBIDE FUEL ELEMENTS
Impregnation Mass Gain (%)
Parameter o
Uranium loading (Mg/m3 )u (%)Zr (%)Total C (%)Free C (%)0(?6)N(%)Carbon: metal atom ratioDensity (Mg/m3)Porosity (%)Thermal conductivity
(W/ms K)Long/Trans properties
Failure strain (pm/m)Failure stress (MPa)Modulus (GPa)
CTEb (pm/m. K)Compressive deformation (%)
at 2770 Kat 2870 Kat 2970 K
—————————
-3005.88
82.911.0
<0.050.050.140.9815.48
2310.0
540/460140/75250/160
7.8
------
26
3 8“a
-3005.64
83.111.0
<0.050.070.220.9805.46
218.6
470/460140/90290/200
7.8
4---
20
-300 :
5.4283.510.8
<0.050.040.290.9585.71
188.2
300/450100/95300/210
7.8
257
aRoom temperature longitudinal and transverse properties.
The limited property data accumulated during
bCTE, 293-2300 K.
C6.9 MPa for 1 h.
procedures like those used for brittle materials,specifically, a deflection test. Although the datawere obtained on a sample of elements produced forreactor cores, no element failed to meet thespecification of 24.1-MPa (3500-psi) flexuralstrength or 69-MPa (10 000-psi) compressivestrength. Consequently, mechanical properties werenever considered the villian in any reactor coreproblems that involved graphitic fuel elements.
The thermal stress characteristics of a fuel ele-ment are influenced by such factors as elasticmodulus, CTE, thermal conduct~vity, and strength.Consequently, these data were accumulated for thethermal stress testing program. Thermal conduc-tivity data also were desired for reactor calculations.Fuel element permeability was measured, but itsvalue relative to reactor operation probably isquestionable.
most of the Rover and NERVA program was in-teresting, but much of it was not significantlyapplicable to fuel element performance in reactor cor-es. The CTE problem that caused cracks in the NbCcoating was recognized early and led to the effort toobtain high-CTE graphite flour for making fuelelements. It was really the impetus from the thermalstress testing of composite and high-CTE graphiteelements in the late 1960’s that focused increasedattention on how fuel element properties affectedtheir behavior. Graphite matrix elements loadedwith U02 or coated particles and made with the -.available 1ow-CTE graphite flours had extremelygood thermal stress characteristics and were difficultto break in a thermal stress test. Consequently, onlyminimal property data was obtained on theseelements. Introduction of the high-CTE graphite
38

.
and carbide and graphite composite element withcompletely different thermal stress characteristicsled to increased acquisition of data on compositeelements. A large volume of property data was in-cluded in LASL internal documents from Groups N-1 and N-7 but, unfortunately, only a small amount
, was issued in reports..
~ A. Unfueled Graphite
The data in Table IX are typical property infor-mation collected on unfueled components for reactorcores.
B. Fueled Graphite
Table X lists some of the property data on 19-hole,KIWI-B type elements fueled with UOz.
TABLE IX
UNFUELEDGRAPHITEEXTRUSIONS
DensityFlexuralstrength(RT) a
Flexural strength (2773 K)Compressive strength (RT)
Mtxlulus ofelar+ticity
Strain to failure
CTf?
●RT = roomtemperature.
1.8-l .9 Mg/m340.1 k 2.65 MPa(5890 + 385 psi)
73.4 MPa(10640psi)85.4 * 4.3 MPa(12 385 + 625 psi)
6.9-10.3 GPa (1-1.5 psi).2000-4000 pmiin.2-4 pm/ms K (293-2273 K)
Table XI lists mechanical property data acquiredfrom elements containing coated particles duringfabrication of the Phoebus 1 and 2 and Pewee-1reactor cores.
We prepared a series of single-hole tube extrusionsfor which we added varying amounts of NbC powderto the basic graphite flour composition. The S97flour was the same as that used in extrusion ofcoated-particle loaded elements, and the 0.6 pm-flour was a finer grind of the same flour. Table XIIlists the measured physical and mechanical proper-ties of these extrusions.
The data in Table XIII were collected to evaluatethe strength of composite (40 wt’% TaC-40 wt%NbC-20C) tip material brazed to unfueled and fuel-ed graphite extrusions.
C. Composite Fuels
The significantly different thermal stresscharacteristics of the (U, Zr)C-graphite compositefuel elements led to a much greater effort to deter-mine properties of interest for the various compositematerials. The results of many tests on compositefuel elements of varying carbide andlor uraniumcontent are included in the following tables.
Table XIV shows how carbide content affects themechanical properties of composite fuel elements.
Table XV shows how carbide content affects themodulus of composite fuel elements.
The high-temperature deformation of compositefuel elements of varying carbide and uranium con-tent is indicated in Table XVI.
TABLE X
OXIDE-LOADED KIWI-B FUEL ELEMENTS
UraniumLoading
Carbon Density (Mg/m3 )
(Mg/m3 ) Max Min Avg— .
343 1.809 1.737 1.777298 1.821 1.776 1.800261 1.832 1.7912. 1.805226 1.848 1.813 1.829189 1.847 1.811 1.828
.
Flexural strength (RT) -34.5 MPa (5000 psi)Compressive strength (RT) -68.9 MPa (10 000 psi)Tensile strength (RT) 20.7 MPa (3000 psi)Ultimate strain to failure 25.000-3000 pin./in.Modulus of elasticity 13.8 GPa (2 x 106 psi)
39

TAELEXI
FUELELEMENTLOADEDWITH COATEDPARTICLES
UraniumLoading Compressive Strength, Flexural Strength,
(Mgu/ms) MPa (psi) MPa (psi)
193 + 84s 90.66 + 5.92 (13 150* 860) 39.61 + 6.65 (5745+ 965)
220 * 75b 93.35 + 4.34 (13 540+ 630) 30.13 i 2.21 (4370+ 3?0)
450 68.94+4.13(12900+600) 28.30+o-~8(~251*~5J750 73.15 + 2.50 (10 610+ 363) 31.57 + 0.70 (4580* 100)
999 70.32 + 0.98 (10 200+ 14!?) 29.44 + 1.66 (4270 + 270)
Pewee- 1c S5.28 + 4.34 (12 370+ 630) 34.95 * 3.-E. (5070* 500)
An attempt to evaluate how leaching of carbonfrom a fuel element affects compressive deformationis shown in Table XVII.
Table XVIII shows the matrix properties of com-posite fuel elements tested in NF-1, and Table XIXcompares the thermal conductivities of severalmaterials.
The composite fuel elements for the NF-1 reactor “-test were prepared from several different graphiteflours. Table XX indicates some of the properties .shown by representative elements of each type. It -also shows the relative thermal conductivities ofcomposite materials as a function of heat treatmentand of graphite and ZrC content.
●Average of Phoebus2Aelementswith2.T9-mm-diamboreholes.bAverageOfphoebusICelementswithz.~-mm-climnb[~reholes.
cAverageof Pewee-1production;uraniumloading,126-5XMg/m?
TABLE XII
PROPERTIES OF EXTRUDED NbC-C COMPOSITES
PHYSICAL
NominalVO170 Filler
Carbide Carbon
10 s-9720 s-9730 s-9740 s-9740 (0.6pm)
Electrical Ci’E (grn/m. K) Dynamic
Density (Mg/m3 )Resistivity at at 293-2273K Nlodulus
20°(Wcm Across With at 293K
NbCFlour (Vol%)
s-97 10.2
S-97 20.9
S-97 32.6
s-97 43.10.6pm 43.9
Theoretical Calculated Immersion x’ -6) Grain Grain (GPa)— .
2.39 2.46 2.48 927 5.71 4.30 22.063.62 3.02 3.05 5s4 6.19 5.35 25.444.39 3.6s 3.70 317 6.73 6.25 35.715.12 4.25 4.27 183 7.23 6.80 48.815.15 4.10 4.32 239 7.21 --- ---
aNine 10-min cycles at 2773 K and 3.44 MPa.
bone 90-min cycle at 2773 K and 3.44 MPa.
1
Density(Mg/m3)
2.406+ 0.W7
2.961+ 0.006
3.613 + 0.006
4.1113.940 * 0.012
YXECHANICAL
90-min Compressive
Flexural Elastic Deformation (%)
Strength, Modulus, Singlc-MPa (psi) GPa (x 106 psi) Cyclea Pointb— .
45.23 & 4.20 11.16 (1.62 + 0.05) 0.80 0.08(6 560+ 610)57.70 ● 1.79 12.06 ( 1.75+ 0.05) 0.10 0.08(8 370+ 260)69.91 + 2.58 18.48 (2.88 + 0.21) 0.15 0.18
(lo 140 * 375)74.80 (10 &50) 21.44 (3.11) 0.20 0.2077.05 + 1.79 23.51 (3.41 i 0.15) 0.10 0.00 .
(11 175 ● 260)
.
.
40I

TABLE XIII
FLEXURAL STRENGTH OF MOLYBDENUM-BRAZED COMPOSITE TIP JOINTS
Flexural Strength,Matrix Test Temp MPa (psi)..
Unfueled graphite Room temp 26.6 (3860)i Unfueled graphite Room temp 20.6 (2990)
Unfueled graphite 2773 K (He) 24.3 + 2.93 (3520+ 425)Unfueled graphitea 2773 K (He) 36.33 + 5.3 (5270 + 770)Bead-loaded 2773 K (He) 26.40 + 1.8 (3830+ 260)Bead-loadedb 2773 K (He) 25.9 (3760)Bead-loadedc 2773 K (He) 5.7 (825)
———— —
aAfter hot-gas testing in hydrogen at 1823-2498 K.
bAfter three 20-min hydrogen cycles at 2333 K.
cAfter three 20-min hydrogen cycles at 2498 K.
TABLE XIV
ROOM-TEMPERATURE FLEXURAL,COMPRESSIVE, AND TENSILE FRACTURE
STRENGTHS OF (U,Zr)C GRAPHITEFUEL ELEMENTS
CarbideContent Strengtha (MPa)
(Vol%) Flexural Compressive Tensile
10 44.8 & 2.7 74.5 + 0.7 3520 47.9 + 1.4 97.6 + 1.8 4325 63.4 + 5.1 109.5 + 12.4 4930 53.0 + 1.6 118.1 + 10.3 3950 65.6 + 2.3 >290 68Pewee-1 35.0 i 3.4 85.3 + 4.3 ---graphiteelements
———————
aAverage of at least three samples of full crosssection, -19 mm across flats. The flexural and ten-sile strengths were transverse to the extrusion direc-tion; the compressive strengths, parallel.
- XIII. SUMMARY
T Creating fuel elements for nuclear rocket enginespresented a unique challenge to materials develop-ment workers. Reactor fuel elements had never beenoperated at temperatures up to 2773 K (2500° C) in ahydrogen environment, and the technical problems
FractureLocation
MatrixMatrixJointJointJointJointJoint
TABLE XV
ROOM-TEMPERATURE ELASTIC MODULUS
LongitudinalCarbide ElasticCOntent Modulusa(Vol%) (GPa)
10 17.620 25.425 30.330 42.050 108.0
TransverseEffectiveElastic
Modulusb(G%)
5.97.99.6
11.844.0
ModulusRatio
Long/Trans
3.03.23.23.62.5
‘Dynamic method.
bLoad-deflection method.
TABLE XVI
COMPRESSIVE DEFORMATION OF (U.Zr)C GRAPHITECOMPOSITE ELE.MENTS SUBJECTED TO 3.45 ,MPa
FOR ONE HOUR
CarbldcContent(Vol%)
1020253030405050
UraniumLoading(Mg/m3)
3003003003W500500300500
Compressive Deformation (%)
2773 K 2873 K ~~3 K 2973 K— _
0.22 0.21 0.26 o.~o0.43 1.02 1.08 1.100.37 0.50 0.59 0.610.72 0.96 1.4.5 2.350.41 0.43 --- ---0.76 0.87 ---0.8 3.1 5.1 —11.12.5 2.6 --- ---
41

TABLE XVII TABLE XIX
COMPRESSIVE DEFORMATION OFPARTIALLY LEACHED,a SOLID,
30 vol’% ZrC STOCK STRESSED TO500 PSI (3.45 MPa) FOR ONE HOUR
AT TEMPERATURE
CompressiveDeformation
Element Temp (“C) AL/L (~0)
Leached 1500 0.81 + 0.15Unleached 1500 0.01 * 0.01Leached 2000 1.70 + 0.94Unleached 2000 0.04 + 0.02Leached 2250 3.35 + 0.17Unleached 2250 0.00 * 0.03
‘Leached in hydrogen for 10 min at 2100” C toremove carbon; leaching incomplete.
TABLE XVIII
MATRIX PROPERTIES OF COMPOSITEELEMENTS IN THE NF-1 REACTOR
FractureCarbide Thermala Thermal PowerContent Expansion Conductivity b Density(V0190) (gin/m oK) (W/m. K) (MW/m3)
35 6.7 75 470035 6.7 74 490035 6.6 71 500035 6.6 84 520035 6.8 80 540035 6.8 87 6100
30 6.5 83 550030 6.5 77 580030 6.6 75 6200
30 6.1 40-50 4700-5500
‘293-2300 K.
bAt -300 K.
were, indeed, formidable. The task was ac-complished successfully, fuel elements performed forseveral hours under extreme reactor conditions, andsignificant technical accomplishments were achiev-
THERMAL CONDUCTIVITY OF ATJ-SGRAPHITE, ZrC CARBIDE, AND
TWO(U,Zr)C GRAPHITE COMPOSITES
Thermal Conductivity (W/m” K) “-
Temp Composite Composite(K) Aa Bb ATJ-S ZrC k
300400500600700800
100012001400160018002000220024002600
5!24946434038343230303030303030
907160534844383630303030303030
125 19110 2097 20.586 2178 21.572 2260 23.552 2545 2741 2938 3135 3333 3532 3630 38
‘Heat-treated at temperatures below the solidus line.
bOptimum heat-treatment conditions for thiscomposition.
ed. New and extremely promising materials forprolonged high-temperature operation were beingevaluated when the program was stopped.
This overview of the entire fuel element develop-ment program is presented to make the history of theaccomplishment available for new undertakingswith high-temperature fuels. No specific topic couldbe discussed extensively, but the references shouldguide anyone wishing to pursue the high-temperature fuel element problem.
The Rover and NERVA nuclear engine programwas extremely successful technically. There is nodoubt that a nuclear rocket engine is feasible. Theprogram was cancelled because no US agency had aspecific mission that required a nuclear rocket -engine.
REFERENCES
1. R. Serber, “The Use of Atomic Power forRockets,” Douglas Aircraft Company (July 1946).
42

TABLE XX
THERMAL-STRESS RESISTANCE OF UNCOATED COMPOSITE ELEMENTS
Fracture.. Carbide CTE at Room-Temp
Power Density
Extrusion Filler Content (293-2300 K) Thermal Conda (MW/m3)
Lot Flouri. (Vol%) (pm/m”K) (W/m” K) G M H— — .
17 AXMb Graphitec 5.6 --- 4050 4500 4500~d GL-lo74e 30 6.6 75H 6200 5500 >6300
68 s-97f 30 6.1 61H 6600 6600 660065 KX-88 30 6.5 62M, H 4300 4700 550065 KX-88 30 6.5 93G, 68H >6700 5100 5300
713 s-97 35 6.3 50G, M, H 4700 >6200 >530054 KX-88f 35 7.0 49M, H 4000 370062 KX-88 35 6.6 71M, H 5200 510060 KX-88 35 6.6 85M, H 5000 >690050 KX-88 35 6.8 8LM,H 5400 530062 KX-88 35 6.8 87M, H 6800 600053 JM-15f 35 6.7 75M, H 3700 520056 JM-15/KX-88 35 6.7 76M, H 5100 4600
aG, M, and H indicate low-, medium-, and high-temperature stations along fuel element length,
bProduct of POCO Graphite Company.
CA graphite matrix element containing pyrocarbon-coated UC z particles.
‘Composite elements fabricated by WANL.
‘Product of Great Lakes Carb& Company.
‘Product of Speer Carbon Company.
2. R. Cornog, “Rocket Computations, ” GeneralElectric Company report NEPA-508 (August 3,1946).
3. R. E. Adams, “An Estimate of Nuclear RocketPerformance, ” General Electric Company reportNEPA-283 (September 15, 1947).
4. A. V. Cleaver and L. R. Shepherd, “The AtomicRocket I, II, HI, and IV, ” Brit. Interplanet. Sot.(September 1948, November 1948, January 1949,and March 1949).
5. E. P. Carter, “The Application of NuclearEnergy to Rocket Propulsion, A Literature Search,”Oak Ridge National Laboratory report ORNL. Y-93(December 29, 1952).
3500440053005200580650004800
6. R. W. Bussard, “Nuclear Energy for RocketPropulsion, ” AEC report TID-2011 (December1953).
7. R. L. Aamodt and George Bell, “The Feasibilityof Nuclear-Pf Jwered Long Range Ballistic Missiles, ”Los Alamos Scientific Laboratory report LAMS-1870 (March 1955).
8. R. E. Schreiber, “The LASL Nuclear RocketPropulsion Program, ” Los Alamos ScientificLaboratory report LAMS-2036 (April 1956).
9. H. Gordon and T. C. Merkle, “Nuclear RocketSymposium,” University of California, Livermorereport COPP-1851 (January 1957).
43

10. D. H. Schell, J. W. Taylor, and J. M. Taub,“Fabrication of Fuel Elements for the KIWI-A Reac-tor,” Los Alamos Scientific Laboratory report LA-2418 (March, 1960).
11. M. C. Tinkle, W. J. McCreary, B. D. Travis, R.J. Bard, and J. A. Kricher, “Preparation of Minus 10Micron Dense UC)2,“ Los Alamos ScientificLaboratory report LA-2521 (July 1960).
12. J. C. Bokros, “Structure of Pyrolytic CarbonDeposited in a Fluidized Bed,” Carbon 3, 17 (1965).
13. R. J. Bard, H. R. Baxman, J. P. Bertino, W. J.McCreary, et al., “Development of Particles Coatedwith Pyrolytic Carbon, ” Los Alamos ScientificLaboratory reports LA-3496 (January 1967), LA-3601 (March 1967), LA-3660 (June 1967), LA-3767(February 1968), LA-3984 (November 1968), LA-4139 (May 1969), LA-4226 (November 1969), andLA-4308 (December 1969).
14. A. W. Savage, Jr., R. C. Feber, J. P. Bertino,H. R. Baxman, .J. A. O’Rourke, and R. J. Bard,“Development of ZrC-Coated UC-ZrC Particles. ”Los Alamos Scientific Laboratory report LA-4005(,January 1969).
15. D. H. Schell, ,J. W. Taylor, and J. M. Taub,“Fabrication of Uranium-Loaded Graphite,” L(ISAlamos Scientific Laboratory report LAMS-2587(Julv 1961).
16. W. W. Martin, D. H. Schell, J. M. Taub, and ,J.W. Taylor, “The Fabrication of Uranium-LoadedGraphite Fuel Elements for KIWI-B4/B5 Rockets,”Los Alamos Scientific Laboratory report LA-2936(June 1963).
17. D. Pavone, “Some Experiments Concernedwit h the Reaction Between U02 and Graphite, ” LosAlamos Scientific Laboratory report LA-2096(September 1956).
18. A. M. Zerwas and F. E. Stack, “Machining andInspection Procedures Used at Los Alamos ScientificLaboratory for Fuel Elements of the KIWI-B4Series, ” Los Alamos Scientific Laboratory reportLA-2669 (February 1962).
19. D. C. Winburn, R. K. Mtmey, Roy Krohn, C. P.Gutierrez, G. H. Moulton, M. G. Bowman, and D. T.Vier, “Carbirie Protective Coatings on Graphite FuelElements for KIWI-A Prime and KIWI-A3,” Los
Alamos Scientific Laboratory report LAMS-2646(September 1961).
20. D. C. Winburn, R. K. Money, Roy Krohn, W.L. Drumhiller, and M. G. Bowman, “NbC Claddingof Bores and NbC Vapor Coating of Ends ofUranium-Loaded Graphite Fuel Elements for KIWI- .BIA,” Los Alamos Scientific Laboratory report -LAMS-2668 (January 1962).
&21. A. -J. Caputo, “NERVA Fuel Element Develop-ment Program Summary Report —July 1966 through●June 1972: Vapor Deposition of Metal Carbides, ”Union Carbide Oak Ridge Y-12 Plant report Y-1852,Part 4 (1972).
22. A. J. Caputo, “NERVA Fuel Element Develop-ment Program Summary Report—July 1966 through.June 1972: Characterization of Vapor DepositedNiobium and Zirconium Carbides, ” Union CarbideOak Ridge Y-12 Plant report Y-1852, Part 3 (1972).
23. G. H. Tenney and members of Group GMX-1,“The Role of Nondestructive Testing in the RoverFuel Element Program, ” Los Alamos ScientificLaboratory report LA-2672 (February 1962).
24. B. L. Blanks. “Nondestructive Testing ofGraphite at the Los Alamos Scientific Laboratory,”ASTM Special Technical Publication No. 439.1968,p. 18.
25. R. M. Ford and R. D. Strong, “Masked EddyCurrent Probe for Detection of Rover Fuel ElementCoating Cracks,” Los Alamos Scientific Laboratoryreport LA-4590-MS (February 1971).
26. M. A. Winkler and H. J. Fulbright, “ImprovedMethod of Fuel Element Incremental MassMeasurement,” Los Alamos Scientific Laboratoryreport LA-4105 (December 1969).
27. H. C. Nicholson and L. L. France, “Joining ofGraphite Fuel Elements for the NRX-B AdvancedDesign,” West inghouse Ast ronuclear Laboratoryreport WANL-TME-847 (July 1964).
+28. D. J. Sandstrom, “Joining Graphite toGraphite with Transition Metal Foils,” Los AlamosScientific Laboratory report LA-3960 (July 19(38). &
29. J. C. Rowley, W. R. Prince, and R. G. Gido, “AStudy of Power Density and Thermal StressLimitations of Rover Reactor Fuel Elements,” Los
44

Alamos Scientific Laboratory report LA-3323-MS(July 1965).
30. F. J. Witt, “Graphite Mechanics Program-Progress Report No. 7,” Oak Ridge NationalLaboratory report CF 66-4-69 (April 1966).
.31. B. L. Greenstreet, “Fracture of Graphite, ”Quarterly Progress Reports; Union Carbide Cor-
; poration—Nuclear Division, Oak Ridge NationalLaboratory, Oak Ridge, TN, July 1969 through 1971.
32. W. R. Prince and R. G. Lawton, “RoverGraphite Fuel Element Thermal Stress Ex-periments and Analyses, ” Los Alamos ScientificLaboratory report LA-3849-MS (July 1968).
33. L. L. Lyon, “Performance of (U, Zr)C-Graphite(Composite) and of (U,Zr)C (Carbide) FuelElements in the Nuclear Furnace I Test Reactor, ”Los Alamos Scientific Laboratory report LA-5398-MS (September 1973).
34. J. M. Napier, “NERVA Fuel Element Develop-ment Program Summary Report .July 1966 throughtJune 1972: Extrusion Studies,” Union Carbide C(]r-porat.ion Oak Ridge Y-12 Plant report Y-1852. Part I(1972).
35. K. V. Davidson, W. W. Martin, D. H. Schell, -J.M. Taub, and J. W. Taylor, “Development ofCarbide-Carbon Composite Fuel Elements for RoverReactors, ” Los Alamos Scientific Laboratory reportLA-5005 (October 1972).
APPENDIX
ROVER AND NERVA TESTS AT NRDS
July 1, 1959
The KIWI-A reactor was tested by LASL. It wasoperated for 5 min at 70 MW and provided impor-tant reactor design and materials information.
Uncoated, U02 -loaded, plate-type fuel elements;gaseous hydrogen.
July 8, 1960
The KIWI-A prime reactor was tested by LASL. Itwas operated for nearly 6 min at 85 MW todemonstrate an improved fuel element design.Some core structural damage occurred.
Short, cylindrical U02 -loaded fuel elementscontaining four holes; NbC-coated by CVD process;graphite modules to contain fuel lements; gaseoushydrogen.
October 10, 1960*
The KIWI-A3 reactor was tested by LASL. It was
e operated for aver 5 min at 100 MW. Core structuraldamage occurred. This experiment concluded theKIWI-A series of proof-of-principal tests whichdemonstrated that this type of high power densityreactor could be controlled and could heat hydrogento very high temperatures.
Same type of fuel elements as KIWI-A prime: gas-eous hydrogen.
December 7, 1961
The KIWI-B1 reactor, first of a new series, wastested by LASL. KIWI-B reactors were designed foroperation at -1100 MW and used reflector controland a regeneratively cooled nozzle. After 30 s ofoperation, a hydrogen leak in the nozzle andpressure vessel interface terminated the run. Theplanned 300-MW maximum power was achieved aslimited by the capability of the nozzle with gaseoushydrogen coolant.
Cylindrical, U02 -loaded fuel elements -26 in.long, containing seven holes; bores NbC-coated bytube cladding process; graphite modules to containfuel elements; gaseous hydrogen.
September 1, 1962
‘The KIWI-BIB reactor, tested by LASL, was thefirst operated with liquid hydrogen. The test met itsprime objective of demonstrating the ability of thesystem to start up and operate using liquid hydrogenfeed. Following a smooth, stable start, the run was
45

terminated after a few seconds of 900-MW opera-tion.
Same type of fuel elements as KIWI-B IA.
November 30, 1962
KIW1-B4A, the first KIWI-B design intended as aprototype flight reactor, was tested by LASL. Thepower run was terminated at about 50%. level whenbright flashes in the exhaust occurred with in-creasing frequency. Subsequently, intensiveanalyses and component test ing were conducted tudetermine and eliminate the cause of the coredamage.
Full-length, U02 -loaded, 19-hole hexagonal fuelelements; bores NbC-coated by the tube claddingprocess.
May 15, 1963
A cold-flow version of the KIWI-B4A reactor,KIWI-B4A CF. was tested by LASL. The term“cold-flow” means that the core contained hex-agonal, 19-hole, dummy fuel elements but nofissionable material and, therefore, produced nopower. Otherwise, the cold flow was identical to theK IWI-B4A flow. Sixteen tests used gaseous heliumand gaseous hydrogen in demonstrating conclusivelythat flow-induced vibrations damaged the KIWI-B4A core.
August 21, 1963
An improved cold-flow version of the KIWI-B4ACF reactor, KIWI-B4B CF, was tested by LASL. Itwas nearly identical to the KIWI-B4A CF, but con-tained prototype components designed to eliminatecore vibration. Data from these experiments in-dicated that planned design improvements wouldeliminate structural vibrations.
February 13, 1964
Cold-flow tests of the redesigned reactor, KIWI-B4D, were conducted by LASL. This reactor incor-porated a number of changes based on the KIWI-B4B CF results and the component test and analysisprogram initiated in 1963 to eliminate the destruc-tive vibrations that occurred during the KIWI-B4Atests. The design changes were successful.
April 16, 1964
The NRX-A1 cold-flow reactor was tested by theAerojet-General and Westinghouse Electric Cor-porations, the industrial contractor team responsible
for NERVA development. This test successfullydemonstrated the structural stability against flow-induced core vibration of the Westinghouse reactordesign, which was based upon the LASL KIWI-Bdesign.
May 13, 1964
The KIWI-B4D power reactor was tested byLASL. It operated for over 60 s at full design powerwith no indication of the core vibrati(ms thatdestroyed KIWI-B4A. This was also the first time acompletely automatic start was used for a reactortest.
Full length, U02 -loaded, 19-hole, hexagonal fuelelements; bores NbC-coated by the tube claddingprocess.
July 28, 1964
KIWI-B4E, the eighth and final KIWI, was testedby LASL. It was operated at near full power andtemperature for -8 rein, the maximum time possi-ble with the available propellant supply.
Full-1ength, 19-hole, hexagonal fuel elments, load-ed with coated UC2 particles; bores NbC-coated bythe tube cladding process.
September 10, 1964
The KIWI-B4E reactor was restarted and run atnear full power for -2.5 min. Reactor rerunningcapability was demonstrated for the first time.Restart is an asset in economical development ofnuclear rockets.
September 24, 19%4
The Aerojet-General and Westinghouse ElectricCorporations, the N13RVA engine contractor team,conducted the first power test of a NERVA ex-perimental reactor, the NRX-A2. It was operated at-50Ci of full power to - 11OO-MW full power for -5min.
46

October 15, 1964
NRX-A2 was restarted to investigate how thehydrogen propellant affected reactor control duringlow-power, low-flow operation.
: January 12, 1965
d A Rover flight safety experiment, called the KIWItransient nuclear test, was successfully completedby LASL. A KIWI-B type reactor was destroyeddeliberately by placing it on a very fast excursion toprovide data to confirm or correct the analyticalmodels and procedures developed.
April 23, 1965
NRX-A3 was operated by the NERVA industrialcontractor team for a total of -8 min. About 3.5 minwas at full power.
May 20, 1965
NRX-A3 was restarted and run at full power for-13 min. This was the lonest single, full-power runof a nuclear rocket at that time.
May 28, 1965
NRX-A3 was restarted for a third power cycle andoperated at low to intermediate power (up to -45ri0of full power) to provide data for development ofcontrol systems and an increased understanding ofintermediate power reactor dynamics. Totaloperating time under power was -45 min.
June 25, 1965
Phoebus 1A, the first KIWI-size reactor fabricatedduring the Phoebus graphite reactor technologyprogram, was tested by LASL. It was operated at
. full power and temperature for -10.5 min. Duringshutdown from full power, exhaustion of the facilityliquid hydrogen supply led to undercooking of the
* reactor structural components and damaged the cor-e. This damage was not caused by reactor malfunc-t ion, but rather by a faulty Dewar level gauge thatindicated adequate propellant reserves, when, infact, the Dewar was empty.
Full-length, 19-hole, hexagonal fuel elements,loaded with coated UC2 particles; bores NbC-cladby CVD process.
March 25, 1966
The NERVA Reactor Experimental EngineSystem Test (NRX-EST), which was ground testedsuccessfully on four different days in February andMarch, was restarted and operated successfullyagain. The test was for -15 rein, of which 13.5 minwere at full power (55000-lb thrust under altitudeconditions or 11OO-MW reactor power). It markedthe end of the power testing that began February 3.During the test program, the NERVA engine systemwas operated at power a total of -1 h and 50 rein, ofwhich -28 min were at full power. These times atfull power and total power were by far the greatestfor a single nuclear rocket reactor at that time.
June 23, 1966
NRX-A5, operated successfully at full power ontJune 8 for -15.5 rein, was restarted and operated
again at full, - 11OO-MW, power for 14.5 min to br-ing the total operating time to half an hour. Liquidhydrogen capacity at the test facility was not suf-ficient to permit 30 min of continuous operation atdesihn power.
February 23, 1967
Phoebus lB was operated for -45 min. of which 30rein, the maximum time planned, were at designpower of -1500 M W. The primary purpose was todetermine how the higher power operation affectedthe reactor.
Same type fuel elements as Phoebus 1A.
June 26, 1968
Phoebus 2A operated for a total of -32 min atsignificant power, -12 min of which were at -4000
M W. Peak power reached was -4200 M W. The testwas terminated as planned when the availablepropellant and water were exhausted. The reactorpower density exceeded that necessary for the 7500-O-lb-thrust NERVA nuclear rocket. The primarytest objective was to obtain data on this advanced
47

reactor at intermediate and high power levels, highpower density, and high-temperature operation.
Same type fuel elements as Phoebus 1A.
December 1968
The first Pewee reactor, Pewee -1, was tested in aseries completed on December 4, 1968. One objectivewas to confirm the design and engineering of thereactor as a whole. P[’wee-l ran for a total of 192 minat power levels above 1 MW on two separate days. Itoperated at design conditions of 514 MW and an exitgas temperature of 2548 K for 40 min in two 20-mintests separated by a brief hold at low power andtemperature. In all, Pewee-1 was subjected to fourcycles of operation to 2448 K or above.
Pewee-1 set power density and temperaturerecords for the nuclear rocket reactors, or any otherreactor, in fact. Its power density was 20%. higherthan that of Phoebus 2A and -50% above that re-quired for the 1500-MW NERVA reactor. Its gastemperature exceeded those achieved in the NRXtests by nearly 423 K. Pewee- 1 demonstrated an 825-s specific impulse.
Same type of fuel elements as Phoebus 1A.
March 20, 1969
The first down-firing nuclear rocket engine, XE-Prime, successfully completed an intermediatepower test. Eight more tests were completed at
various power levels, one >1000 M W, for a total of115 min of power operation. Individual test timeswere limited by the facility water storage system,which could not support operations much longerthan 10 min at full reactor power.
This test series was a significant milestone in thenuclear rocket program, demonstrating feasibility of.the NERVA concept. T
.
b
June 1, 1972
Nuclear Furnace (NF-1 ), the smallest reactortested at NRDS, operated successfully at 54-MWpower through five test cycles; total operating timewas 108 min.
NF-1 was designed with a remotely replaceaMecore in a reusable test bed, intended as an inexpen-sive approach to multiple testing of advance fuelmaterials and structures. Another special feature ofthis test series was evaluation of a reactor eftluentcleanup system installed in the test facility. Thissystem performed as expected in removing radioac-tive contaminants from the effluent reactor gas,
Two types of fuel elements were tested in NF-1.(1) Full-length, “composite,” 19-hole fuel elements,
(U-Zr)C-loaded to total carbide content of 35 vol’,,bores coated with ZrC by CVD process. (2) Halt-Iength, l-hole, hexagonal carbide fuel elements, 0.64mm (25.6 in. ) long, 5.5 mm (0.220 in. ) across flats,3.2-mm (0.128 -in.) bore, (U, Zr)C-loaded, with car-bon: metal atom ratios of 0.8:0.92, impregnated withzirconium by CVD process and heat treated.
*US GOVERNMENT PRINTING OFflCE 1975–677-182/56
48




![Annual NEPA Report 2009 - NEPA | National … NEPA Report 2009 NAEP NEPA Working Group April 2010 1 Introduction [I]t is the continuing policy of the Federal Government…to use all](https://img.pdfslide.net/doc/110x75/5aa56f677f8b9a517d8d38b7/annual-nepa-report-2009-nepa-national-nepa-report-2009-naep-nepa-working.jpg)