Embed Size (px)
Citation preview

Annals of Operations Research 15(1988)313 -335 313
A SUPERVISORY CONTROL PARADIGM FOR REAL-TIME CONTROL OF FLEXIBLE MANUFACTURING SYSTEMS*
Jane C. AMMONS
School of Industrial and Systems Engineering, Atlanta, Georgia 30332-0205, USA
T. GOVINDARAJ and Christine M. MITCHELL
Center for Man-Machine Systems Research, School of Industrial and Systems Engineering, Atlanta, Georgia 30332-0205, USA
Georgia Institute of Technology,
Georgia Institute of Technology,
Abstract
Most of the current academic flexible manufacturing system (FMS) scheduling research has focused on the derivation of algorithms or knowledge-based techniques for efficient FMS real-time control. Here, the limitations of this view are outlined with respect to effective control of actual real-time FMS operation. A more realistic paradigm for real-time FMS control is presented, based on explicit engineering of human and automated control functions and system interfaces. To illustrate design principles within the conceptual model, an example of algorithmic and operator function models for a specific real-time FMS control problem are developed.
Keywords
Scheduling and control, human supervisory control, human-machine systems/inter- action, flexible manufacturing systems, real-time control.
*Portions of this paper have appeared in: Proc. 2nd ORSA/TIMS Conf. on Flexible Manufacturing Systems: Operations Research Models and Applications, Ann Arbor, Michigan, August 12-15, 1986, and Proc. 1986 Int. Conf. on Systems, Man, and Cybernetics, Atlanta, Georgia, October 14-17 , 1986. This research was supported in part by the New Faculty Research Program of the Georgia Institute of Technology.
© J.C. Baltzer AG, Scientific Publishing Company

314 J.C. Ammons et aL, Supervisory control o f FMSs
1. Introduction
During the past five years, the focus of much academic manufacturing research activity has shifted to the effective design and efficient operation of flexible manu- facturing systems (FMSs). These efforts have addressed a variety of system configura- tions and operational assumptions, and have been directed at such diverse FMS applica- tions as flexible machining and fabrication, and flexible assembly (see, for example, the survey by Ammons et al. [3]). For effective operation in the area of scheduling algorithms, this effort has typically been directed at the development of procedures for "automated" FMS scheduling, i.e. automated real-time control of automated or partially automated system components, e.g. AGV's, AS/RS systems. Typically, these procedures attempt to "optimize" a particular measure of system performance such as average flow time (see, for example, Dar-E1 and Satin [7], Han and McGinnis [12], Kimemia et al. [15]). The results obtained thus far have been important to under- standing the new and very intricate mathematical complexities caused by the complex interactions within the novel production system features of the FMS; however, there are many research opportunities to better understand and develop tools for this challenging problem.
In order to capture some of the qualitative issues in the real-time control of actual FMS installations, other research has been directed at knowledge-based tech- niques (see, for example, Fox and Smith [10], Bourne and Fox [6]). Knowledge- based scheduling systems tend to be reactive rather than predictive, representing environmental features less restrictively than algorithms tend to do. Knowledge-based systems use heuristic rules to specify the next action or system state, given current state, and typically attempt to "satisfice" rather than optimize a multicriteria objective function.
It is clear, however, that both of these approaches show severe limitations for effective implementation in the control environment of actual FMS installations. Below, the reasons behind these limitations are outlined in order to support the call for a more comprehensive view of FMS real-time control and scheduling problems. Using the concept of explicit engineering of human and computer-based algorithmic rules for the FMS control function, a supervisory control paradigm for FMS scheduling and control is developed. Relevant research issues are listed, and the paradigm is then illustrated by an example of an algorithmic and operator function model for a specific real-time FMS control environment.
2. Al ternat ive con t ro l models
The real-time control problem in an FMS is to achieve dynamically changing production goals resulting from changes in manufacturing priorities, random machine failures and limited resource availability. Real-time control is accomplished by

J.C. Ammons et aL, Supervisory control o f FMSs 315
dynamically specifying item release into the system, item movement within the system, and temporal system configuration. Production goals are characterized by a number of performance criteria.
On actual manufacturing floors, the performance criteria typically constitute a multiple criteria objective function whose weights are a highly dynamic function of time and system status. For example, during a single shift the emphasis of production management can change from minimizing work-in-process (WlP) for a just-in-time shop, to expediting of critical or "hot" order, and then to managing work flow around a particular unexpected machine malfunction, and then back to minimizing WlP as the FMS system state continually evolves. Given this control environment, the sections that follow consider the relative appropriateness of the implicit control models which form the bases for current FMS scheduling research approaches.
2.1. ALGORITHMIC SCHEDULING TECHNIQUES
Whether they be simple dispatch rules or more complex adaptive control algorithms (Ho et al. [14], Kimemia et al. [ t5], Han and McGinnis [12]), most of the analytic procedures for FMS scheduling try to "optimize" a particular measure of system performance. Their implementation in an actual control environment can be described by the model depicted in fig. 1.
Minimize ~ " . . . . . . .
subject to . . . . . . . . . .
Algorithm ( "au tomat i c " mode)
Human expeditor overrides algorithm in ad hoc manner
Scheduling
Fig. 1. The algorithm-based control model.
In this model, the algorithm-based software controls item release into the system in an "automatic pilot" fashion until some unanticipated shift in system state initiates intervention by the human expeditor. The role of the human in this model
316 J.C. Ammons et al., Supervisory control o f FMSs
is to compensate for every contingency not accounted for by the control algorithm. In this mode, it is the responsibility of the human not only to respond to contingencies, but to have an inherent and amazingly incisive understanding of both the complex component interactions between the manufacturing and algorithmic control systems and the consequences of human intervention in order to select the most appropriate response, or even a reasonable response, from many alternatives.
The problem with an algorithm-based, fully automated FMS control model is that it may or may not work well on the production floor. Performance depends on the experience and skill of the human operator, the dynamics of the system state, the appropriateness of the "automated" scheduling procedures for these dynamics, and the effectiveness of the interface between the human and the computer control system. Operations researchers who focus on the development of scheduling procedures for this control model are implicitly assuming that all of the right features for operators, dynamics, and interfaces are magically in place to control the FMS. This is almost never a reasonable assumption.
2.2. KNOWLDEGE-BASED CONTROL MODELS
Computational techniques based on artificial intelligence (AI) and knowledge engineering are being increasingly considered for incorporation into automated scheduling and control systems. Even though activity in this area has been limited to the attempts of a few research groups due to the complexity of developing appropriate software, software development systems have begun to appear that make the process somewhat easier (KEE, Rule Master, Nexpert, etc.).
Typically, a knowledge engineer develops an "expert system" by interacting with a domain expert, who is an expert scheduler with many years of shop floor experience. The knowledge engineer extracts the expertise by identifying various heuristics and rules used by the expert. This process is carried out via interviews, observations, and extended conversations, during which the knowledge engineer attempts to identify relevant rules for all possible contingencies. The rules are then incorporated into the expert system.
The knowledge engineer, even though he may be an expert in structuring the rules identified for efficient operation, is usually not knowledgeable about the manu- facturing domain, and thus runs the risk of not being able to ask the proper questions, elicit the appropriate response, or interpret the answers correctly. The knowledge engineer, acting as the "middle man", builds the expert system over a period of time; the resulting system has no guarantee that all the rules are identified or that the selected rules are "best" or even correct.
An expert system built using the rules identified from one or more experts is usually inflexible. With the exception of a very small number of expert systems developed primarily as parts of large research projects, such systems are also incapable of learning and/or modifying their rule base. Hence, automatic scheduling and control

J.C. Ammons et aL, Supervisory control o f FMSs 317
systems based on AI techniques are not good at providing creative responses and solutions to novel situations. A change to such a system requires the participation of a knowledge engineer interacting with manufacturing specialists to identify the new situation, determine new rules, and finally to incorporate them into the existing soft- ware system. Typically, this is a far from trivial task.
e, | tO update rule-base ~ . k ~ . ) ~ off-line S " ~ " J ~
Knowledge-base
Human expeditor overrides algorithm in ad hoc manner
l' i bLl l Scheduling
Fig. 2. The knowledge-based control model.
As fig. 2 shows, in addition to the interaction among the manufacturing system, the control and scheduling systems, and the human expeditor, a knowledge-based control system requires the additional assistance of a knowledge engineer, typically an outside expert brought in to address specific individual needs. The implication for the knowledge-based control model is that software changes are probably more demanding than those required in an algorithm control model, and that the human expeditor will be required to be even more flexible in ameliorating the differences and inconsistencies between the automatic FMS control system and the unexpected changes in real system state.
3. A supervisory cont ro l paradigm
An alternative to the fully automatic control mode that underpins current research in both scheduling algorithms and knowledge-based scheduling systems is a supervisory control mode in which the control and scheduling system is designed to include a human monitor and expeditor who manages and interacts with both knowledge-based scheduling tools and analytic scheduling algorithms (Ammons

318 J.C Ammons et aL, Supervisory control o f FMSs
et al. [2] ). Such a scheduling and control system is likely to be more responsive to a highly dynamic manufacturing environment. A description of this paradigm follows, together with an example of the implementation in a research environment.
As the level of system automation increases, the rote of the human has shifted from that of a manual controller to system supervisor (Sheridan and Johannsen [23]). Typically, manual controllers are responsible for low-level continuous operations such as adjusting tool position, controlling flow rates, machining, insertions, etc. A supervisory controller is a person responsible for a group of machines or a piece of complex machinery where the operations require intermittent attention and depend on higher-level perceptual and cognitive functions. Supervisory control is characterized by a fairly advanced level of automation, where the human is responsible for establish- ing set points, system reconfigurations and exception handling, which involves failure detection, fault isolation, identification, and compensation. In an FMS, such activities may include selecting a dispatch rule, expediting high-priority items, or detecting and compensating for machine failures.
Many researchers and designers of FMS control systems assume that the goal of increasing levels of automation is the complete elimination of people from the system. Regardless of the level of control automation, however, at some point there is a human who is responsible and accountable for the safe and efficient operation of the system. The supervisory control paradigm lays a foundation for a realistic and operational integration of people and automation in which the capabilities of both people and machines are effectively used by the design of the control system. The supervisory control paradigm addresses the roles of people, algorithms, and knowledge- based systems in the control of highly automated systems, and posits an integration of the three in order to achieve optimal system performance in highly variable systems.
There are several basic tenets of the supervisory control paradigm. The first tenet is that FMS control systems should be designed and engineered with an explicit understanding of the position and role of the human responsible for the system.
The second tenet is a corollary to the first. The design process should represent the human's function with as much precision and detail as the specification of system software and hardware. This representation entails the development of a detailed and dynamic model of operator functions extending over the range of possible system state (Mitchell and Miller [21] ). Finally, given a model of operator functions, the supervisory control paradigm requires integration of the automatic parts of the control system into an integrated work station, through which the human supervisor can monitor the process, tune the parameters, and effectively compensate for the deficiencies of the current FMS control automation.
The last point is important. It requires the designers of FMS control systems to explicitly design the human functions into the system and focuses the design process on enabling the system supervisor, who is responsible for the FMS, to effectively control the system.

J.C. Ammons et aL, Supervisory control o f FMSs 319
The paradigm is a radical departure from the current emphasis in FMS design and automation. Frequently, the human's role in a highly automated FMS control system is an afterthought. The human is there to compensate for the times or events that automation handles inadequately or not at all. From an engineering perspective, the human's role is not designed, but evolves over time as inadequacies of the auto- mated control system arise.
In a related manner, human interfaces to such systems are also not designed. Typically, information displays for FMS real-time control are "data dumps", where a programmer unfamiliar with the domain or the human's tasks displays all data that are collected. User controls are awkward, often concatenations of low-level commands, leaving operators in the position of tricking the FMS into performing necessary functions.
Minimize ~ . . . . . . .
s u b j e c t t o . . . . . . . . . .
Algorithm ("automatic" mode)
-i- Scheduling
Fig. 3. The supervisory control model.
Figure 3 depicts the entities in the context of a supervisory control paradigm. Knowledge-based systems and algorithms are designed to interact with a supervisory controller who manages the whole.
An anecdote closes this section and focuses this general discussion of super. visory control more specifically on the scheduling and control issues in flexible manu- facturing systems. There has been a great deal of discussion about commercially available optimal control systems for FMSs. In a recent plant tour of a state-of-the-art flexible manufacturing system, plant personnel said that their scheduling system was an optimal system. When queried about what optimal meant in this context, the tour guide said that when the manufacturing system was "behaving", the algorithm-based scheduling system was in fact optimal (in a mathematical sense), but during unexpected system changes or during long transient periods, human expeditors were on hand to override the scheduling system and ensure effective overall system performance.

320 J.C. Ammons et al., Supervisory control o f FMSs
In essence, the supervisory control paradigm is a model for engineering design that addresses all the relevant pieces of the FMS control system: the hardware, the software, and the human supervisor. The paradigm demands two objectives from the design process. The first is that designers of automation, algorithms, and knowledge- based controls, do so with a clear understanding of how each piece relates to the human who will manage the whole system. Secondly, before an FMS control system is built, all the pieces of the system must be integrated into an efficiently functioning entity, making the best possible use of both human and equipment resources.
3.1. THE SUPERVISORY CONTROL MODEL FOR FMS SCHEDULING AND CONTROL
The FMS scheduling problem can be decomposed into interacting levels or a hierarchy of scheduling and control problems:
Highest level A Production planning
Next level B Release scheduling
Lowest level C Item movement
The problem at each Ievel in the hierarchy is then solved at the appropriate time, and its solutions impact on levels above and/or below in the hierarchy. The level A production planning problem must be solved at regular intervals of relatively long duration, on the order of weeks. These plans are then incorporated into the level B problem of release scheduling, which must be solved on a daily or hourly basis. Release scheduling then impacts the level C item movement decisions, which must be made on a real-time basis. Examination of each of the levels in the hierarchy results in a slightly different supervisory control paradigm. The emphasis of this research is at the item movement level, i.e. level C.
Figure 4 depicts the supervisory control paradigm in the context of FMS control. Different levels of automation can be described with reference to fig. 4. The FMS includes work stations, some of which may be capable of autonomous or semi- autonomous operations. The control computer implements low-level automation, including optimal control and scheduling algorithms, as well as simple rule-based models. Sophisticated scheduling algorithms and artificial intelligence techniques, such as pattern recognition and inferential decision making, assist the supervisory controller in handling changing priorities and stochastic events.
Fully manual control deals with the lowest level, including such operations as moving parts between machines, assigning items to particular machines, etc. The control computer is not active in decision making at this level. All other operations involve varying amounts of automation, with the control computer being responsible for low-level decision making, including simple dispatch rules. At the lowest level, fully automatic operation can be implemented. Here, simple schemes such as first- come first-served (FCFS) dispatch rules may be used for scheduling, and the human

J.C. Ammons et al., Supervisory control o f FMSs 321
Scheduling Algorithms & AI Heuristics
Conlrol / Display Interlace
I, Human Supervisor
I I
Control Compuler ,
FMS
Levels of Automation
1. Manual Control
2. Human Supervisory Control
3. Machine Supervisory Control
4. Machine Augmenled Human Inlelligence
or
Human Augmented Machine Intelligence
Fig. 4. The supervisory control paradigm.
does not intervene, except perhaps to halt the entire process. At the next higher level, corresponding to base level supervisory control, the human has substantial control responsibilities. In this mode, the human may select among several alternative scheduling schemes, changing roles in order to accommodate changing priorities. A still higher level of control automation relegates most of the scheduling and control responsibilities to more sophisticated control algorithms and/or knowledge-based systems, with the human acting primarily as a monitor. At the highest level of auto- mation, intelligent computer aids form an integral part of the system, resulting in machine augmented human intelligence or human augmented machine intelligence. This, perhaps, is also the ultimate goal of FMS automation.

322 J.C. Ammons et aL, Supervisory control o f FMSs
4. Research
Given a supervisory control paradigm within which to frame the FMS scheduling and control problem, there is a range of research issues that must be addressed. The first is to identify an optimal, or perhaps simply an acceptable, trade-off among the use of sophisticated scheduling algorithms, heurtistic scheduling rules, and human supervisory control of an FMS. Empirical research is needed to identify acceptable levels of control automation, to study the relationships between levels of automation and complexity of an FMS, and to evaluate the effectiveness of more sophisticated scheduling algorithms and rule-based schedules within the context of a human super- visory controller managing the FMS. Controlled experiments under dynamic conditions are needed to understand the interaction between human and automatic controllers.
Research, paralleling that in the analytic scheduling and artificial intelligence scheduling applications, is needed to model the human supervisory controller in an FMS. A formal and dynamic representation of the supervisor's role and functions is necessary to specify acceptable interaction between human and automated controllers, and to design a user interface that is a decision support system in fact as well as in name. To illustrate this modeling concept, the next section gives an example of an operator function model for a specific real-time FMS control problem.
Given a detailed, dynamic model of operator function in an FMS, the design of decision aids becomes a more focused process. For specific decision points in the control process, analytic methods are used whenever possible, and more heuristic, rule-based approaches whenever analytic methods are either unavailable or computa- tionally infeasible due to time and implementation constraints. Such methods serve as advice to the supervisory controller, who must balance additional or conflicting goals that may not be considered by the automatic scheduling and control system.
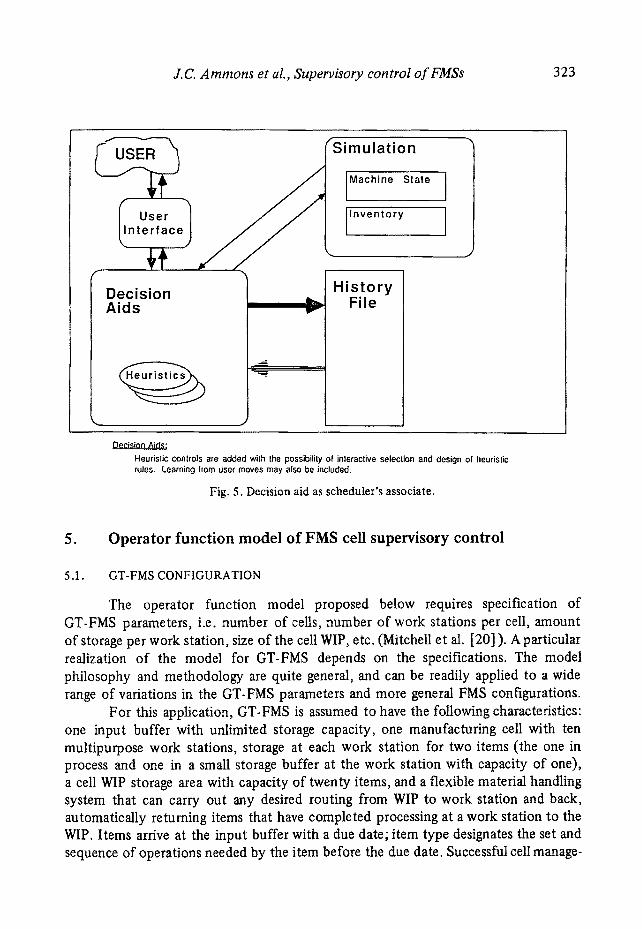
A more speculative direction is to capitalize on the symbiotic relationship between automatic and human controllers by building decision support systems that "learn", i.e. automatic or even user-controlled enhancement of the rule-base. Figure 5 depicts a possible scenario, where the decision aid acts as a scheduler's associate, evolving new heuristics over time as the automated scheduling system and supervisory controller interact to control the FMS.
The section that follows illustrates the development of an operator function model for a specific real-time FMS control problem within the supervisory control paradigm. The supervisory control model of a cell operator is proposed in the context of GT-FMS, a real-time, interactive simulation of a flexible manufacturing system (Govindaraj and Mitchell [11]). GT-FMS is a high fidelity research domain that provides a controlled laboratory environment in which to implement and evaluate the supervisory control perspective for FMS scheduling. It allows research and valida- tion in a framework of realistic manufacturing conditions, including competing production goals, transient system characteristics, and human interaction with the scheduling and control system.
J.C. Ammons et al., Supervisory control o f FMSs 323
(Oser n,or,aceJ
. +¢ Decision Aids Y
"Simulation
Mach ine State I
I n v e n t o r y [
History File
Decision Aids: Heurislic conlrols are added wilh the possibilily of inleractive seleclion and design of heuristic rules. Learning Irom user moves may also be included.
Fig. 5. Decision aid as scheduler's associate.
5. O p e r a t o r f u n c t i o n m o d e l o f F M S cell superv isory control
5.1. GT-FMS CONFIGURATION
The operator function model proposed below requires specification of GT-FMS parameters, i.e. number of cells, number of work stations per cell, amount of storage per work station, size of the celt WIP, etc. (Mitchell et al. [20] ). A particular realization of the model for GT-FMS depends on the specifications. The model philosophy and methodology are quite general, and can be readily applied to a wide range of variations in the GT-FMS parameters and more general FMS configurations.
For this application, GT-FMS is assumed to have the following characteristics: one input buffer with unlimited storage capacity, one manufacturing cell with ten multipurpose work stations, storage at each work station for two items (the one in process and one in a small storage buffer at the work station with capacity of one), a cell WIP storage area with capacity of twenty items, and a flexible material handling system that can carry out any desired routing from WIP to work station and back, automatically returning items that have completed processing at a work station to the WIP. Items arrive at the input buffer with a due date; item type designates the set and sequence of operations needed by the item before the due date. Successful cell manage-

324 J.C. Ammons et al., Supervisory control o f FMSs
ment, i.e. cell scheduling and control, has two goals: (1) minimize the cost associated with item completions that occur past the due date, and (2) minimize the cost associ- ated with cell inventory. This inventory is defined as the total contents of the cell; it does not include the items in the input buffer.
The two goals are not complementary and the cell supervisor must make trade-offs in order to address each. To minimize carrying costs associated with cell inventory, cell contents must be kept as small as possible. Meeting due dates, however, requires the supervisor to route quickly items with comparatively close due dates from the input buffer into the cell. Given the random nature of the FMS environment, i.e. machine failures, items arriving automatically in the cell, and potentially changing due dates for items in the cell, the trade-off between these two goals requires close supervision by the cell manager and frequent fine-tuning of the automatic scheduling and control system.
Cell work stations are multipurpose, and most required operations can be performed at more than one work station. Work station capabilities may vary, how- ever; that is, an operation may be performed more quickly at one work station than at another. Furthermore, some work stations may be multipurpose and yet provide the only cell capability to perform a particular operation - thus becoming a bottleneck work station. GT-FMS characteristics for this application are based on celt configura- tion and work station data from two actual FMS facilities. Item types, operations and sequences for each item type, work station capabilities, processing times, and failure rates and failure duration are based on actual data.
5.2. SUPERVISORY CONTROL ISSUES FOR CELL MANAGEMENT
In most supervisory control applications (e.g. command-and-control, aircraft flight control automation), the design issue is to select and implement automation for some set of functions or subfunctions that the operator currently carries out manually (see, for example, Sheridan and Johannsen [23], Rasmussen and Rouse [22] ). Flexible manufacturing systems are different. At this point in time, FMS is primarily a philosophy or design strategy (Ammons and McGinnis [1]) that rests on a commit- ment to flexibility and versatility of hardware components together with automation of many processing, control, and scheduling functions. As a result, the supervisory control design issue is not what or how to implement automation to enhance human performance (e.g. what is the appropriate level of automation in an autopilot for large aircraft (Bergeron [5] ), but rather how best to employ human skills, in a primarily automated environment, to enhance overall system performance.
Thus, from a supervisory control perspective, the fundamental objective for an FMS is to identify the appropriate role of humans in such systems. Initial analysis is required to identify the general role and the individual functions that constitute the role of the human responsible for an FMS cell. Although the stated goal of FMS design is frequently a "lights-out" factory, implying no human interaction or control,

J.C. Ammons et al., Supervisory control o f FMSs 325
realistic implementation requires some level of management by persons responsible for overseeing the automation and fine-tuning it when necessary. The primary objective of the supervisory control perspective on FMS management is to design into the system a well-deFined human role, to identify individual human functions, to tailor information gathering, synthesis and display to support the decision making required by each function, and to identify decision support systems that are needed to enhance the human's overall effectiveness. Supervisory control seeks to improve overall system performance by using the capabilities and compensating for the limitations of both human and non-human system components. Supervisory control uses the unique skills of the human decision maker in two ways: first, to fine-tune or refine, for particular system states, standard operating procedures; second, to compensate for unplanned events and unexpected contingencies. In order to "optimize" system performance when conditions necessitate versatile human problem solving skills, a supervisory control perspective ensures that the overall human role in the system is one that is both meaningful and consistent with human capabilities and limitations.
Given the GT-FMS parameters and goals summarized above, the cell manager has two primary responsibilities. First, the operator monitors item movement within the cell to ensure that items contained in the cell are processed in a timely manner, i.e. on or before the due date. Furthermore, if an item looks like it will not finish before the due date, the operator is responsible for intervening in the scheduling and control process in order to minimize the time the item is late.
The second operator responsibility is to carefully monitor the relationship between the input buffer and the FMS cell. The operator monitors both current cell and input buffer contents, with two goals. Cell contents are closely watched to ensure that inventory carrying costs are within reasonable bounds. Input buffer contents are monitored to ensure that items pulled into the cell by the automatic scheduling and control system are those that require immediate processing and whose processes can be performed within the cell, given current cell status, e.g. status of work stations that can perform required operations for a part type.
These two operator functions may be called schedule management and inventory management, respectively. Together they define the operator's role in FMS cell management where an automatic scheduling and control system carries out most of the item movement in and out of the cell and within the cell based on some set of dispatch rules, scheduling algorithms, or heuristic rules. These two operator functions are described below in more detail. Operator actions, information, and a method of implementation are also proposed.
5.3. OPERATOR FUNCTION: CELL SCHEDULE MANAGEMENT
Schedule management rests on the assumption that an automatic scheduling and control system routes items within the cell, i.e. from WIP to work station and back. Schedule management is an operator function whose purpose is to override or

326 J.C Ammons et al., Supervisory control o f FMSs
fine-tune the automated system when some item is unlikely, given the dynamics of the automated process, to meet its due date.
Compensation for a late or overdue item can be done in a variety of ways. One method is to label the item as an "expedited" item and to perform the remainder of its required operations by scheduling it on the first free work station that can perform its next operation. Thus, the cell consists of expedited items and nonexpedited items. Expedited items are handled manually and override the automated scheduling process. Nonexpedited items are routed through the celt by the automatic scheduling and control system.
This implementation of schedule management is often used in actual manu- facturing systems. There are a number of drawbacks to this type of human intervention, however. The most serious is the impact of the ad hoc intervention on overall system performance. Most automated scheduling and control systems, particularly those that use "optimal" algorithms, are very sensitive to changes in system dynamics. Expediting, as defined above, becomes a recurring change in system dynamics that may propagate many undesirable side effects. In this formulation, an expedited item pre-empts another item scheduled for a work station each time it returns to WIP with additional required operations. If only one or a few items are expedited, the effects on overall system performance may be negligible. If, however, the number of expedited items begins to grow, the effects of priority pre-emptions will propagate through the cell until cell scheduling becomes, in effect, a manual rather than an automated control function.
There are several other drawbacks to the conventional implementation of cell management by expediting. Given current celt status, i.e. contents and work station status, expediting one part may be a suboptimization that adversely affects overall optimization. For example, the first available machine that can perform the next operation on an expedited item may be a bottleneck machine, i.e. the only machine that can perform a critical operation, needed next by other items currently in the cell. Failure to take second-order consequences into account may cause other items to become classified as expedited. Thus, expediting one item may inadvertently cause items that were formerly proceeding through the cell in a timely fashion to require expedited handling.
Another consideration with multifunctional FMS work stations is operation completion time. The first available work station that can perform the next operation on an expedited item may not be the most efficient work station for that operation. Another machine that may not be available as soon may be able to complete the operation more quickly.
Finally, an item that is currently expedited may not always require expedited handling after one or more of the operations are performed. For example, suppose a late part is defined as a part whose expected completion time exceeds due date, given current cell status and item state. After completing the next operation in an expedited
J.C. Ammons et al., Supervisory control o f FMSs 327
manner, the part may no longer be late, that is, the expected completion time after the completion of the current operation is less than the due date.
With this description of expediting as background, the supervisory control model described in this paper defines the human's role in the cell schedule manage- ment as supervision of an automated scheduling and control system in order to detect late items and expedite, if possible, the next operation for a late item. The cell management function consists of a collection of subfunctions that includes: (1) moni- toring for system changes that may affect the timely processing of items in the cell, (2) identifying late items, (3) evaluating the feasibility of expediting the next opera- tion for a late item, and (4) executing an operator expedite control function that pre- empts the automated scheduling and control system.
The first subfunction consists of monitoring the system, i.e. the cell WlP and work stations, for events. Events in this context are changes in cell status that may affect timely completion of the items currently within the cell. Such events are exogenous and include machine failures, WlP arrivals, due date changes for item in the cell, and operator pre-emptions of the automated scheduling system.
The next subfunction is fault detection. In FMS cell management, this consists of identification of potentially late items. Late items are items in the cell whose current expected completion time exceeds its due date. Further, for the purposes of operation function, items that can be classified as late are those that are controllable, i.e. currently in the cell WlP storage area or at work station buffers.
The third schedule management subfunction consists of identifying the work stations that can perform the next required operation for the late item and selecting the best work station to perform the operation. The latter is not a trivial task and is an area where the development of decision support tools to assist the operator in choosing the best work station are greatly needed. The operator has two options: either assign the late item to a work station, i.e. expedite the next operation of the item, or to allow the item to remain in storage until the next cell event occurs or until the automatic scheduling and control system moves the item to a work station. Again, the decision at this point is not necessarily straightforward. It consists of minimizing the adverse effects of pre-empting the automatic scheduling system; a "do nothing" alternative should also be evaluated. As with the identification of the best work station, final disposition of the late item is an area where operator aiding is required. It is likely to require trade-offs among conflicting goals with resolution that is state dependent, that is, the final decision depends on what else is in the cell and the processing status of the various items together with work station status.
The last subfunction is to actually expedite the next operation of the late item. This subfunction presumes that the outcome of the assessment at the previous stage was to expedite the late item under consideration. Implementation of the expedite-next-operation subfunction is not straightforward. A proposal for integrating this operator control task into the automatic scheduling and control architecture is described below.
328 J.C. Ammons et al., Supervisory control o f FMSs
~ C e l l schedu le~
I
I
8 6
find late , ' Decision -.. parts . " ' aids , '
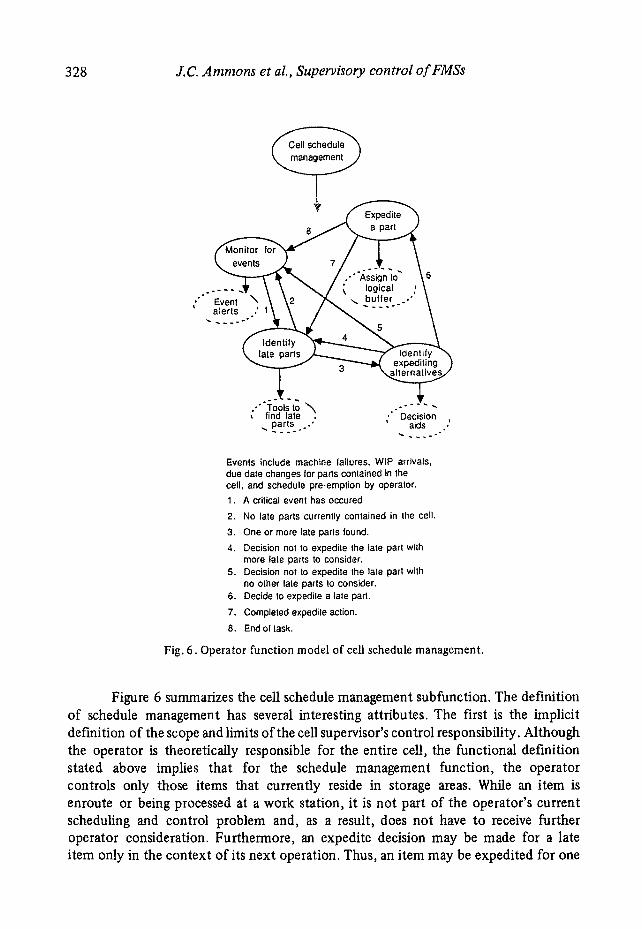
Events include machine lailures, WIP arrivals, due date changes for parts contained in the cell, and schedule pre-emption by operator.
1. A critical event has occured 2. No late parts currently contained in the cell.
3. One or more late parts found.
4. Decision not to expedite the late part with more late parts to consider.
5. Decision not to expedite the late part with no other late parts to consider.
6. Decide to expedile a late part.
7. Completed expedite action.
8. End of task.
Fig. 6. Operator function model o f cell schedule management.
Figure 6 summarizes the cell schedule management subfunction. The definition of schedule management has several interesting attributes. The first is the implicit definition of the scope and limits of the cell supervisor's control responsibility. Although the operator is theoretically responsible for the entire cell, the functional definition stated above implies that for the schedule management function, the operator controls only those items that currently reside in storage areas. While an item is enroute or being processed at a work station, it is not part of the operator's current scheduling and control problem and, as a result, does not have to receive further operator consideration. Furthermore, an expedite decision may be made for a late item only in the context of its next operation. Thus, an item may be expedited for one

J.C. Ammons et aL, Supervisory control of FMSs 329
operation and moved via the automatic scheduling system for the remainder of its operation. As discussed above, this limitation reduces the impact of human inter- vention on the automatic scheduling and control system while still allowing the operator to f'me-tune the material flow through the system in order to adjust to the transient dynamics defining current cell state.
The limited horizon specified by the expedite function is quite useful as the basis for developing operator decision aids. The bounded problem makes it easier to assess the impact of possible expediting assignments and to weigh the relative benefits of alternative assignments.
Finally, the schedule management function proposed in this paper suggest an interesting strategy for implementing supervisory control in an FMS cell. Typically, controls in dynamic systems correspond to individual hardware components, and a control task consists of coordinating a series of hardware-specific actions.
In GT-FMS, similar controls could be defined for work station status and item position. The original operator control commands for GT-FMS were set up in this fashion. The expedite function, for example, was accomplished by means of a sequence of operator actions that included putting a work station off-line (i.e. disengaging it from the automatic scheduling and control system), waiting until the work station completed processing the item currently in process and, at processing completion, moving the expedited item from WlP to the work station, and finally, once the expedited item arrived at the work station, terminating the operator function by placing the work station back under the control of the automatic scheduling system so that the next item processed at the work station is selected by the automatic scheduling system.
With this type of control system, the human operator is a reactive implementor of previously formulated plans. In some types of control systems, this is a necessary, though not desirable, function of the human supervisor. In an FMS, however, there is no a priori reason to define controls that correspond to individual hardware com- ponents. An FMS is designed to be an automated system, a system that automatically carries out item routings specified or derived by the scheduling software. Given the underlying automation of item movement in an FMS, the supervisory control model of cell schedule management defines the operator's schedule management function as control of the system schedule rather than control of system hardware components. In this way, supervisory control of the FMS cell scheduling is raised at least one level of abstraction from system hardware and simultaneously moved closer to the actual human problem-solving task at hand.
In order to implement operator control of the software schedule as opposed to cell hardware components, an operator interface to the automatic scheduling and control system is necessary. The supervisory control paradigm implements this control by augmenting the automatic FMS scheduling and control software with a set of logical storage buffers, one single-item capacity storage buffer per work station. Each work station then has a priority input buffer that is completely under operator control.

330 J.C. Ammons et aL, Supervisory control o f FMSs
These buffers are logical as opposed to physical entities. The operator places an item whose next operation is to be expedited in the station's logical buffer. The automatic scheduling and control system is modified so that when a work station completes processing on the current item, it always attempts to pull the next item from the logical buffer before examining its own physical buffer or using the scheduling system to pull another item from WlP. Once an item is placed in one of these logical buffers, it is no longer in the pool of WlP items that are under control by the automatic scheduling system. Thus, an item assigned to a work station's logical buffer is guaranteed to be the next item that is processed at that work station, and is not available for processing at another work station.
The notion of a logical buffer allows simultaneous operator control over both a work station and an expedited item. Effectively, both item and work station have been temporarily removed from the process of automatic scheduling; the automatic control system does, however, carry out the actual item movements necessary to implement the supervisory controller's schedule management decision. In this way, the cell manager may fine-tune the material flow through the system by interacting with the schedule rather than with actual system components. Thus, the cell manager formulates plans and delegates their implementation to the automatic system.
Finally, the effect of operator intervention on overall system performance is reduced. Only the next operation for a late item can be expedited. Subsequent handling of a late item will depend on the item's new status after expediting the current opera- tion, as well as on the new state of the cell as a whole when the expedited operation is completed. This limited horizon notion of expediting operations rather than items may reduce the propagation of negative side-effects due to human intervention in an automatic scheduling system.
The principle of cell schedule management outlined in this paper is inde- pendent of the type of automatic scheduling system used in the FMS. The notion of logical buffers can be used whether the cell movement is controlled by simple dispatch rules (e.g. FCFS), a mathematical algorithm (see, for example, Ammons and McGinnis [1]), a rule-based system (e.g. ISIS (Fox and Smith [10]), or some combination thereof. The intent of a supervisory control perspective is to demonstrate the type and extent of human intervention needed to manage an automated FMS, regardless of the type of scheduling automation.
5.4. OPERATOR FUNCTION: INVENTORY MANAGEMENT
The second FMS cell operator function is inventory management. This function consists of the control of cell contents by movement of items from the input buffer to the cell. One goal for cell operations, i.e. minimizing inventory carrying costs, provides an incentive for the cell manager to keep cell contents very low. The other goal, the need to meet due date and to minimize late time, however, requires the cell manager to monitor items waiting in the input Buffer to ensure that they are pulled into the cell with enough time to ensure completion by the specified due date.
J.C. Ammons et al., Supervisory control o f FMSs 331
In GT-FMS, item movement from input buffer to cell is controlled auto- matically, typically in an FCFS manner. The WlP has a set point, and when the current number of items in WlP falls below the set point, items from the input buffer are automatically pulled into the cell WlP until the set point is reached. As currently configured, GT-FMS WlP capacity is twenty items, with a set point of fourteen. The operator may manually move items into the WlP up to the capacity limit.
Supervisory control of the inventory management function involves two operator subfunctions: input buffer tuning and manual transfer from the input buffei to the cell. Input buffer tuning alters the scheduling system to change the sequence of items routed from the input buffer to the WlP. The other subfunction disables the automatic routing of input buffer items to a cell WlP altogether, so that all movements from input buffer to WIP are accomplished entirely at the operator's initiative. Inpuf buffer tuning may take two forms: (1) changing the sequence of items moved by the automatic scheduling and control system, or (2) moving items into the cell WlP so that the number of items in the cell exceeds the set point (but not the capacity). The former may be accomplished by means of a logical buffer that is analogous to that defined for work stations: a logical designation that is examined by the automatic control system first when the system attempts to identify the next item to be pulled from the input buffer to the cell WlP. The second action, immediate movement of an item into the cell WlP, is accomplished by a more conventional control command that immediately executes a desired routing. The choice of which of these two actions to use depends on whether the operator feels that processing for an item requires immediate initiation or whether it is sufficient to simply increase the item's priority within the automated transfers from input buffer to cell.
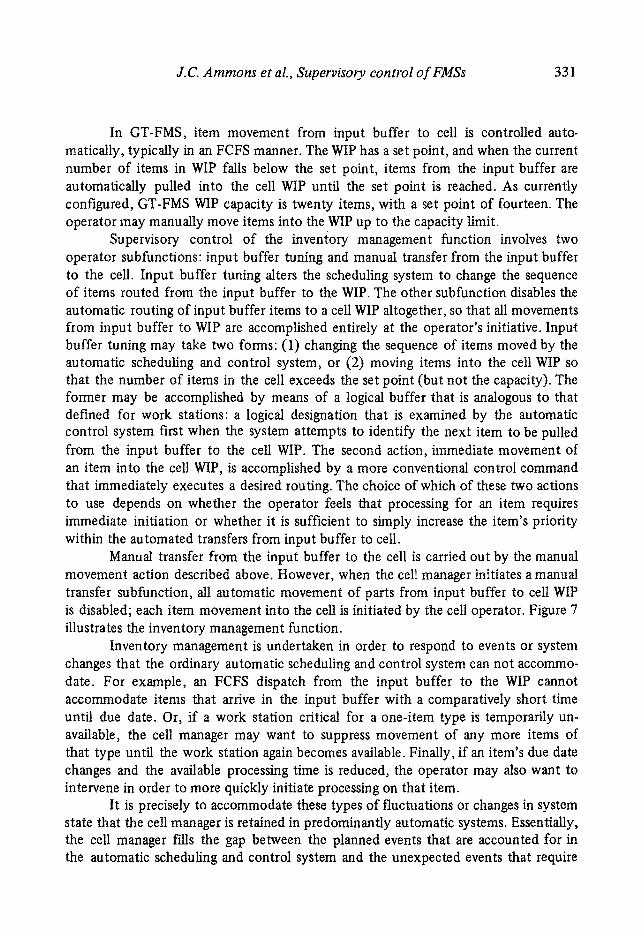
Manual transfer from the input buffer to the cell is carried out by the manual movement action described above. However, when the cell manager initiates a manual transfer subfunction, all automatic movement of parts from input buffer to cell WlP is disabled; each item movement into the cell is initiated by the cell operator. Figure 7 illustrates the inventory management function.
Inventory management is undertaken in order to respond to events or system changes that the ordinary automatic scheduling and control system can not accommo- date. For example, an FCFS dispatch from the input buffer to the WlP cannot accommodate items that arrive in the input buffer with a comparatively short time until due date. Or, if a work station critical for a one-item type is temporarily un- available, the cell manager may want to suppress movement of any more items of that type until the work station again becomes available. Finally, if an item's due date changes and the available processing time is reduced, the operator may also want to intervene in order to more quickly initiate processing on that item.
It is precisely to accommodate these types of fluctuations or changes in system state that the cell manager is retained in predominantly automatic systems. Essentially, the cell manager fills the gap between the planned events that are accounted for in the automatic scheduling and control system and the unexpected events that require

332 J.C. Ammons et al., Supervisory control o f FMSs
High level "~ status
nformation ."
10
12 I t r a n s f e r )
9.
10.
11.
12.
N ) .....
, . . . . . . . . . . . . . . \ g
Events thai initiate fully manual transfer from arrival buffer to cell include workstalion lailures or a large number of late parts contained in the arrival bufler. Events Ihat iniliale luning include WIP departures, part completions, and arrtval buller arr ivals. When the operator re-engages the automatic scheduling and control system, the manual transfer subfunclion is compteled. Input transfer tuning is completed when the operator either physically moves or logically prioritizes a part in the arrival buffer or decides that pre-empting the aulomaled schedule is not feasible.
Fig. 7. Operator function model of inventory managment.
temporary intervention. A supervisory control perspective builds the ability to accommodate and facilitate necessary human intervention and system overrides into the automatic scheduling and control system software. In this way, the human operator responsible for safe and efficient cell operation can interact with the control system to fine-tune it in a manner that complements the automated scheduling system and causes minimal disruption of the overall system flow.
Together, figs. 6 and 7 constitute an operator function model (Mitchell and Miller [21], Mitchell [16] ) for the FMS cell operator. An operator function model

J.C. Ammons et aL, Supervisory control of FMSs 333
(OFM) is a hierarchical decomposition of operator functions that represents operator purpose at the highest levels and operator actions and information needs at the lowest levels. This model can be used to define the operator interaction with the automatic scheduling system and to provide a framework for the design of a work station that equips the cell supervisory controller with a system interface and a set of decision aids that constitute a decision support system.
5.5. EXPERIMENTAL EVALUATION AND FUTURE RESEARCH
A set of experiments to evaluate the supervisory control paradigm has been completed. Scheduling and control was either first-come first-served (FCFS) or shortest-processing-time (SPT) mode, in the fully automatic condition. In the super- visory control conditions, the human operator intervened whenever orders needed to be expedited to meet due date constraints. System performance in terms of due date delivery and inventory carrying costs was compared between fully automatic and supervisory control modes. Performance on both measures was found to be superior with human supervisory control. Complete details are reported in Dunkler [8] and Dunkler et al. [9]. Another series of experiments is planned where better, more efficient algorithms will be used in supervisory control.
Further modeling of the human operator in FMS systems will continue in future research. With increased automation, the higher-level functions that can not be automated become the candidates for operator models. The FMS supervisory control paradigm is expected to evolve based on automating well-understood human operator functions and scheduling and control strategies that depend on the active participation of the human. Attention will then shift towards modeling progressively higher-level functions. Two current efforts are being pursued. The first examines the interaction of supervisory controllers at the release scheduling and cell management levels of the production and scheduling hierarchy. The second examines the inter- action among multiple cell managers and their coordination with someone at the release scheduling level. Both of these efforts will produce models further exploring the supervisory control aspects of FMS scheduling and control.
This work differs from the traditional industrial engineering/operations research approaches in a number of important aspects. While traditional methods are very useful for the study of individual components or of the entire system when the prob- lems are clearly defined and conditions are relatively invariant over time, practical problems seldom meet these criteria. Such methods identify alternative solutions for specific problems or to carry out routine functions. Other methods investigate graphical aids for discrete-event simulation of FMS. It is the intention of this research to use such tools as part of the decision aids provided to an operator who must manage the real, and typically far from stable, system. Specifically, we hope to identify and/or develop appropriate algorithms that result in optimal or near-optimal schedules when used by expert human operators in real time.

334 J.C. Ammons et aL, Supervisory control o f FMSs
6. Conclusions
This paper proposes a new paradigm through which to view research on FMS scheduling and control. The supervisory control perspective is a key part of the successful implementation of the research in scheduling algorithms and knowledge- based scheduling systems. The paradigm proposed in this paper is a challenge to the research community to undertake their research and validate the results within the framework of realistic manufacturing conditions, including competing system goals, transient system characteristics, and human interaction with even the most automated scheduling and control system. To illustrate the design of the control operator's role in the supervisory control paradigm, an operator function model is developed for a specific FMS control implementation.
References
[ 1] J.C. Ammons and L.F. McGinnis, Flexible Manufacturing Systems: An Overview for Manage- ment, The Production Handbook, ed. J.A. White (Wiley, New York, 1987).
[2] J.C. Ammons, T. Govindaraj and C.M. Mitchell, Human aided scheduling for FMS: A paradigm for human-computer interaction in real time scheduling and control, Proc. 2nd ORSA/TIMS Special Interest Conf. on Flexible Manufacturing Systems: Operations Research Models and Applications (1986).
[3] J.C. Ammons, T. Govindaraj and C.M. Mitchell, Decision models for aiding FMS control, IEEE Trans. Systems, Man, and Cybernetics (1988), to appear.
[4] J.C. Ammons, T. Govindaraj and C.M. Mitchell, Human supervisory control in flexible manufacturing systems, Proc. 24th Conf. on Decia'on and Control, Ft. Lauderdale, FL (1985).
[5] H.P. Bergeron, Single pilot IFR autopilot complexity/benefit tradeoff study, Journal of Aircraft 18, No. 9 (1981).
[6] D.A. Bourne and M.S. Fox, Autonomous manufacturing: Automating the job-shop, IEEE Computer 17, 9 (1984).
[7] E.M. Dar-E1 and S.C. Satin, Scheduling parts in FMS to achieve maximum machine utiliza- tion, Proc. 1st ORSA/TIMS Special Interest Conf. on Flexible Manufacturing Systems: Operations Research Models and Applications, Ann Arbor, MI (1984).
[8] O. Dunkler, Supervisory control of a flexible machining system, MS Thesis, School of Industrial and Systems Engineering, Georgia Institute of Technology, Atlanta, Georgia (1987).
[9] O. Dunkler, C.M. Mitchell, T. Govindaraj and J.C. Ammons, The effectiveness of supervisory control strategies in scheduling a flexible manufacturing system, IEEE Trans. Systems, Man, and Cybernetics (1987), to appear.
[10] M.S. Fox and S.F. Smith, ISIS: A knowledge-based system for factory scheduling, Expert Systems 1, 1(1984)25.
[ 11] T. Govindaraj and C.M. Mitchell, Decision support systems for real time control of flexible manufacturing systems, Proc. 1985 IEEE Int. Conf. on Systems, Man, and Cybernetics, Tucson, Arizona (1985) pp. 56-58 .
[12] M.H. Hart and L.F. McGinnis, Dynamic scheduling in flexible manufacturing systems, Working Paper, Georgia Institute o f Technology (1986).

J.C. Ammons et aL, Supervisory control o f FMSs 335
[13] Y.C. Ho, Optimization and analysis of discrete event stochastic systems with application to manufacturing automation, Preprints of Plenary Sessions of the International Federation of Automatic Control - 8th Triennial World Congress, Kyoto, Japan (1981).
[14] Y.C. Ho, R. Suri, X.R. Cao, G.W. Diehl, J.W. Dille and M. Zazanis, Optimization of large multiclass (non-product-form) queueing network using perturbation analysis, Large-Scale Systems 7(1984)165.
[ 15 ] J.G. Kimemia, S.B. Gershwin and D. Bertsekas, Computation of production control policies by a dynamic programming technique, Report No. LIDS-P-1236, Laboratory for Informa- tion and Decision Systems, MIT (1982).
[16] C.M. Mitchell, GT-MSOCC: A research domain for modeling human-computer interaction and aiding decision making in supervisory control systems, IEEE Trans. Systems, Man, and Cybernetics, SMC-17, 1(1986)553.
[17] C.M. Mitchell, T. Govindaraj and J.C. Ammons, Human-machine interface in the control of flexible manufacturing systems, Proc. 1984 IEEE Int. Conf. on Systems, Man, and Cybernetics, Halifax, Nova Scotia (1984).
[18] C.M. Mitchell, T. Govindaraj and J.C. Ammons, Human supervisory control in flexible manufacturing systems, Proc. 24th Conf. on Decision and Control, Ft. Lauderdale, FL (1985).
[19] C.M. Mitchell and T. Govindaraj, Decision support system for real time control of flexible manufacturing systems, Proc. 1985Int. Conf. on Systems, Man, and Cybernetics (1985).
[20] C.M. Mitchell, T. Govindaraj, O. Dunkler, S.P. Krosner and J.C. Ammons, Real time scheduling in FMS: A supervisory control model of cell operator function, Proc. 1986 Int. Conf. on Systems, Man, and Cybernetics, Atlanta, Georgia (1986).
[21] C.M. Mitchell and R.A. Miller, A discrete control model of operator function: A method- ology for information display design, IEEE Trans. Systems, Man, and Cybernetics SMC-16, 3(1986).
[22] J. Rasmussen and W.B. Rouse (eds.), Human Detection and Diagnosis of System Failures (Plenum Press, New York, 1981).
[23] T.B. Sheridan and G. Johannsen (eds.), Monitoring Behavior and Supervisory Control (Plenum Press, New York, 1976).





























