Embed Size (px)
Citation preview

1
หนาที่ ชนิด และสมบัติของแกสคลุม (แกสชีลด) (Function , Types and Properties of Gas Shield)
มีกระบวนการเชื่อมแบบอารค (Arc Welding) หลายกระบวนการที่ตองใชแกสจากภายนอกมาชวยปกคลุมขณะทําการอารค ไดแก กระบวนการเชื่อม GTAW (TIG) , GMAW (MIG/MAG) , FCAW แบบใชแกสชีลดจากภายนอกชวย กระบวนการเชื่อม PAW และ EGW แกสคลุมนี้ในเมืองไทย อาจเรียกชื่อแตกตางกันไป เชน แกสคลุม , แกสชีลด หรือเรียกวา แกสปกปอง หนาที่ของแกสชีลด (Function of Gas Shielded) กระบวนการเชื่อมแบบอารคใชแกสคลุม มีหลายกระบวนการ ไดแก กระบวนการเชื่อม GTAW (TIG) , GMAW (MIG/MAG) , FCAW แบบใชแกสชีลด จากภายนอกชวย , PAW และ EGW ขณะที่เกิดการอารค อากาศที่ปกคลุมรอบๆ บริเวณอารคจะถูกแทนที่ดวยแกสชีลด ปองกันมิใหไนโตรเจน ออกซิเจน และความชื้นในอากาศเขาไปรวมตัวกับบอหลอมละลาย ปกติไนโตรเจนที่มีอยูในเหล็กกลาจะทําใหคุณสมบัติทาง Ductility และ Impact Strength ของแนวเชื่อมลดลง และอาจเปนสาเหตุใหรอยเชื่อมเกิดการแตกราว (Cold Crack) , รูพรุน (Porosity) เหล็กกลาที่มีออกซิเจนมากเกินไป จะรวมตัวกับคารบอนในเหล็ก อยูในรูปของกาซคารบอนมอนนอกไซด (CO) ฝงอยูในเนื้อเหล็กเกิดเปนรูปพรุน ดังนั้นจึงมีการเติมธาตุอ่ืน ๆ เขาไป เพื่อใหรวมตัวกับออกซิเจนในรูปของสารประกอบ ฝงอยูภายในเนื้อเหล็กแทนการเปนรูพรุน สวนไฮโดรเจนจากไอน้ําและน้ํามันก็จะแทรกอยูในเนื้อเหล็กหรืออลูมิเนียม ซึ่งจะมีผลเกิดเปนรูพรุนหรือเปนสาเหตุของการแตกราวใตรอยเชื่อมขึ้นไดเชนกัน สาเหตุของการรวมตัวดังกลาวมาแลวขางตน สามารถปองกันไดโดยใชแกสชีลด ซึ่งแกสชีลดที่สําคัญมีอยู 2 กลุมคือ 1) แกสเฉื่อย (Inert Gas) ไดแก แกสอารกอน (Argon : Ar) และแกสฮีเลียม (Helium : He) หรือแกสอารกอนและฮีเลียมผสมกัน แกสเหลานี้จะไมเกิดปฏิกิริยารวมตัวกับสารอ่ืน 2) แอคทีพแกส(Active Gas) ไดแก แกสคารบอนไดออกไซด (CO2) หรืออาจใชแกสผสมระหวางอารกอนกับแอคทีพแกสบางตัว เชน ออกซิเจน , ไนโตรเจน , คารบอนไดออกไซด หรือไฮโดรเจน (H2) นอกจากแกสชีลดจะใชปกคลุมการอารคในการเชื่อมแลว ยังนําไปใชในกระบวนการตัดที่เกี่ยวของ เชน การตัดดวยพลาสมา (Plasma Cutting) , การตัดดวยเลเซอร (Laser Cutting) เปนตน

2
วัตถุประสงคของการใชแกสชีลด มีวัตถุประสงค เพื่อเพิ่มประสิทธิภาพใหแกการเชื่อมและการตัด 3 ประการคือ 1) การทําใหอนุภาคที่มีประจุไฟฟาแตกตัวใหอิออน (Ionization Potential) เปนการสรางพลังงานที่จําเปนในการดึงอีเล็คตรอน (Electron) ออกจากอะตอมของแกส (Gas Atom) การแตกตัวใหอิออน ณ อุณหภูมิของการอารค มีผลตอการสงถายพลังงานความรอน (Heat Energy) ไปยังบริเวณที่เกิดการอารค พลังงาน Ionization Potential ที่สูงตองใชแรงเคลื่อนไฟฟาสูงในการทําใหอะตอมของแกสแตกตัวใหอิออนมาก ดังนั้น แกสฮีเลียม ซึ่งมีคา Ionization Potential 24.5 eV (หมายความวา ตองใชแรงเคลื่อนไฟฟา 24.5 โวลท ในการทําใหอะตอมของแกสฮีเลียมแตกตัวใหอิออนมาก) สูงกวาคา Ionization Potential ของแกสอารกอน (15.7 eV) ดังนั้นการใชแกสอารกอนเปนแกสชีลดจะทําใหเร่ิมตนอารคไดงายกวาการใชแกสอารกอนเปนแกสชีลด 2) การนําความรอน (Thermal Conductivity) ความสามารถในการนําความรอนของแกสชีลดที่ตํ่า เชน แกสอารกอนทําใหการอารคเกิดความเขมขนสูงเฉพาะจุดและเปนบริเวณแคบ ขณะที่แกสฮีเลียมมีคุณสมบัติในการนําความรอนที่ดีเลิศ จึงเปนเหตุใหเปลวอารคที่ไดจากการใชแกสฮีเลียมเปนแกสชีลดแผขยายกวาง ในขณะเดียวกับศูนยกลางของเปลวอารคจะเจาะทะลุลงไปยังสวนลางของแนวเชื่อม ทําใหแนวเชื่อมที่ใชแกสฮีเลียมเปนแกสชีลดซึมลึกกวาการใชแกสอารกอนเปนแกสชีลด 3) การทําปฏิกิริยากับแนวเชื่อม (Reactivity) หมายถึง แกสชีลดทําปฏิกิริยากับแนวเชื่อม แกสอารกอนและแกสฮีเลียมตางเปนแกสเฉื่อย (Inert Gas) ดังนั้น แกสทั้งสองจึงไมมีการทําปฏิกิริยากับแนวเชื่อมแตอยางใด (แมวาจะใชแกสฮีเลียมผสมกับแกสอารกอนก็ตาม) แกสที่สามารถทําปฏิกิริยา (React) กับบอหลอมละลายของแนวเชื่อม ไดแก (1) แกสไฮโดรเจน (Hydrogen) เปน Reducing Gas (ดึงคารบอนใหเกิดขึ้นนอย และลดออกไซดที่จะไปรวมตัวกับบอหลอมละลาย) อยางไรก็ตามแกสไฮโดรเจน ถาใชเปนสวนผสมของแกสชีลดในการเชื่อมเหล็กแข็ง (Hardened Steel)จะสงผลรายตรงกันขามเชนเกิดการแตกราวใตแนวเชื่อม(Underbead Cracking)ไดงาย (2) แกสออกซิเจน (Oxygen) และแกสคารบอนไดออกไซด (Carbondioxide) แกสทั้งสองจัดอยูในกลุมแกสปฏิกิริยา (Reactive Gas) เรียกวา Oxidizers Gas จะทําปฏิกิริยากับบอหลอมละลาย ในรูปของออกไซด (Oxides)

3
(3) แกสไนโตรเจน (Nitrogen) ใชแรงเคลื่อนไฟฟาสูง กระแสเชื่อมสูง จึงจะถายเทความรอนไดดี แตเนื่องจากไมใชเปนแกสเฉื่อย ขณะเชื่อมจะทําปฏิกิริยากับเหล็กคารบอน (Carbon Steel) ในรูปของไนเตรท (Nitrates) ที่มา : ANSI / AWS C 5.10 - 94 . 1993 : 1 ชนิดและสมบัติของแกสชีลด (Types and Properties of Gas Shieldes) สมบัติพื้นฐานของแกสชีลดที่นําไปใชในการเชื่อมมีดังนี้ 1) สมบัติทางความรอน (Thermal Properties) ที่อุณหภูมิสูง 2) เกิดปฏิกิริยาเคมีขึ้นระหวางแกสชีลดกับธาตุตาง ๆ ที่ผสมอยูในโลหะงานและลวดเชื่อม 3) รูปแบบของการสงถายน้ําโลหะ จะขึ้นอยูกับชนิดของแกสชีลดดวย การนําความรอนของแกสที่อุณหภูมิของการอารคมีผลตออารคโวลทเตจ และพลังงานความรอนที่จายใหกับการเชื่อม ขณะที่แกสชีลดมีการนําความรอนเพิ่มขึ้น แรงเคลื่อนที่ใชเชื่อมตองเพิ่มขึ้น เพื่อใหสามารถประคองการอารคได ตัวอยางเชน แกสฮีเลียมกับกาซคารบอนไดออกไซดมีการนําความรอนสูงกวาแกสอารกอน จึงมีการถายพลังงานความรอนใหกับงานเชื่อมมาก ดังนั้น แกสฮีเลียม และแกสคารบอนไดออกไซด จึงตองมีแรงเคลื่อนไฟฟาสูง เพื่อรักษาอารคใหสม่ําเสมอ แกสที่จะนํามาเปนแกสชีลดจะตองเขากันไดและเหมาะกับชนิดของลวดเชื่อมและชิ้นงานที่จะทําการเชื่อม เชน แกส CO2 และแกสชีลดที่ผสมดวยออกซิเจน (O2) จะไมใชเชื่อมอลูมิเนียม เพราะจะเกิดอลูมิเนียมออกไซดขึ้นได อยางไรก็ตาม CO2 และแกสผสม O2 จะใชกับการเชื่อมเหล็กกลาได ในการเชื่อม GMAW แกสชีลดผสม O2 จะชวยใหการอารคสม่ําเสมอ O2 จะทําหนาที่ Oxidizing ไดดีกวา CO2 การใช O2 โดยทั่วไปจะผสมไมเกิน 12% โดยปริมาณผสมกับแกสอารกอน (Ar) ขณะเดียวกันลวดเชื่อมที่ใชจะตองผสมธาตุ Deoxidizing ลงไปเพื่อไมใหเกิดรูพรุนกับรอยเชื่อม การเลือกใชแกสชีลดยังขึ้นอยูกับรูปแบบของ Metal Transfer และการซึมลึก เชน Metal Transfer แบบ Spray Arc จะไมเกิดขึ้น เมื่อใชกาซชีลดที่ผสมดวย CO2 โดยที่มี CO2 ผสมโดยปริมาณมากกวา 20% จะไมสามารถเกิด Spray Arc ที่แทจริงได เพียงแตจะเกิดการ Transfer ที่

4
คลายกับ Spray Transfer และเมื่อใชแกสชีลดที่ผสมดวย CO2 ในเปอรเซนตสูงถึง 30% โดยปริมาณจะตองใชกระแสในระดับสูงและไมสามารถรักษาอารคใหสม่ําเสมอและเกิดเปนโลหะกระเด็น (Spatter) มากดวย อยางไรก็ตามในการเชื่อม TIG ไมสามารถใชแกส CO2 หรือแกสชีลดผสม CO2 ในการเชื่อมได เพราะ จะทําใหปลายลวดทังสเตนอิเล็คโทรดสกปรกไมสามารถทําการเชื่อมได สมบัติท่ัวไปของแกสชีลดตามมาตรฐาน DIN 32 526 ชนิดของแกส
สัญลักษณทางเคมี
ความหนาแนนท่ี15°ซ ความกดดัน 1 บาร (กก. / ม3)
ความหนาแนนเทียบกับอากาศ ( = 1) 15 °ซ ความกดดัน 1 บาร
จุดเดือดท่ีความกดดัน1.013บาร °ซ
ปฏิกิริยาระหวางการเชื่อม
อารกอน Ar 1.665 1.37 -185.9 Inert (แกสเฉื่อย) ฮีเลียม He 0.167 0.14 -286.9 Inert (แกสเฉื่อย) คารบอนได ออกไซด
Co2 1.849 1.44 -78.511) Oxidizing (ปฏิกิริยาออกไซด)
ออกซิเจน O2 1.337 1.04 -183.3 Oxidizing (ปฏิกิริยาออกไซด)
ไนโตรเจน
N2 1.770 0.91 -195.8 Unreactive (แกสเสริม)
ไฮโดรเจน H2 0.085 0.06 -252.9 Reducing2)(ลดออกไซด) 1) Sublimation Temperature (อุณหภูมิที่เกิดการระเหิดเปลี่ยนสถานะจากของแข็งกลายเปนไอ เฉพาะ Co2 ) 2) แกสชีลดที่มีสวนผสมของแกสไฮโดรเจนมากกวา 10% จะเปนอันตราย เพราะวาจะติดไฟไดงายและอาจเกิดการระเบดิ (Explosion) ได ตารางที่1 แสดงสมบัติทั่วไปของแกสชีลดตามมาตรฐาน DIN 32 526 ที่มา : DIN Handbook 8 . Welding 1 , 1990 : 315 ความบริสุทธิ์ ต่ําสุดของแกสชิลดและจุดท่ีกลายเปนของเหลว ชนิดของแกส โดยปริมาตร ท่ีความดัน 1 บาร อุณหภูมิความช้ืนสูงสุด °ซ อารกอน 99.9 -50 ฮีเลียม 99.9 -50 คารบอนไดออกไซด 99.7 -35

5
ออกซิเจน 99.5 -35 ไนโตรเจน 99.5 -50 ไฮโดรเจน 99.5 -50 ตารางที่ 2 แสดงความบริสุทธิ์ (Purities) และจุดกลายเปนของเหลว (Dew Point) ของแกสชิลด ที่มา : DIN Handbook. Welding 1. 1990 : 315 แกสเฉื่อย (Inert Gas) แกสชีลดที่เปนแกสเฉื่อย คือ แกสอารกอน (Ar) , ฮีเลียม (He) หรือแกสทั้งสองผสมกัน เปลวอารคจะเกิดขึ้นอยางอิสระระหวางปลายอิเล็คโทรดทังสเตนที่ไมหลอมละลายในกรณีเชื่อมทิก (TIG) หรือเปลวอารคเกิดขึ้นอยางอิสระระหวางปลายอิเล็คโทรดที่หลอมละลาย ลงสูโลหะชิ้นงานในกรณีเชื่อมมิก (MIG) แกสเฉื่อยเหลานี้จะไมเกิดปฏิกิริยากับสารอ่ืน ก. แกสอารกอน (Ar) ความหนาแนน 1.784 กก. / ลบ.ม. ผลิตไดจากอากาศ มีอยูในอากาศประมาณ 0.9% อารกอนเปนอีออนไนสแกสที่ดี และเปลวอารคที่เกิดขึ้นจะเรียบนิ่ง แกสอารกอนหนักกวาอากาศผลิตโดยการแยกอากาศเหลว การนําเอาแกสไปใชมีทั้งในรูปแกสอัดกังหรืออากาศเหลว ทั้งนี้ขึ้นอยูกับปริมาณในการซื้อขาย กรณีใชจํานวนมากในรูปแกสเหลวจะถูกกวาในรูปแกสอัดกัง (อารกอนเหลวจะเก็บไวที่อุณหภูมิตํ่ากวา -184 °ซ เล็กนอย) แกสอารกอนมีขอดีกวาแกสฮีเลียม ดังนี้ 1. อารกอนเสียงเงียบและสม่ําเสมอ 2. เร่ิมตนอารคกระทําไดงาย มี Ionization Potential 15.7 โวลท 3. ใชแรงเคลื่อนอารคตํ่า และระยะอารคสั้น ซึ่งใหผลดีกับการเชื่อมโลหะบาง 4. ใหปฏิกิริยาทําความสะอาดดี ซึ่งเหมาะที่จะนําไปเชื่อมอลูมิเนียมและ แมกนีเซียม 5. ใชอัตราการไหลแกสตํ่า เนื่องจากแกสหนักกวาอากาศ 1.4 เทา หนักกวาฮีเลียม 10 เทา 6. ราคาถูกและหาไดงาย 7. มีความตานทานตอการเปาของอากาศ 8. เหมาะแกการเชื่อมโลหะตางชนิด 9. บอหลอมละลายสามารถควบคุมไดงาย เมื่อเชื่อมทาเหนือศีรษะและทาต้ัง 10. ลดปญหาเร่ืองการเกิดโอโซน ซึ่งเปนมลพิษตอสภาพแวดลอม (Ozone Generations) ขอเสีย

6
ไมเหมาะกับการเชื่อมโลหะที่หนามาก ๆ แกส อารกอนมี Ionization Potential 15.7 Volts (หมายความวา จะตองใชความตางศักย 15.7 โวลท จึงจะทําใหอะตอมของแกส เปนอีออน) แกส อารกอน มีแบงออกเปนเกรดตาง ๆ ไดแก 1. Argon Welding Grade (99.99%) 2. Argon High Purity Grade (99.993%) สําหรับ Argon เกรดที่ใชเชื่อมจะมีสวนประกอบที่สําคัญอยูในระดับตอไปนี้
Argon ตํ่าสุด 99.99% ออกซิเจน นอยกวา 10 ppm. ความชื้น นอยกวา 10 ppm.
ไนโตรเจน นอยกวา 50 ppm. คารบอนไดออกไซด นอยกวา 5 ppm. คารบอนมอนนอกไซด นอยกวา 1 ppm.
ไฮโดรคารบอน นอยกวา 1 ppm. ไฮโดรเจน นอยกวา 1 ppm. ** แกส อารกอนสามารถใชเปนแกส ชีลดไดทั้งในสภาพบริสุทธิ์ และผสมกับแกส อ่ืน ๆ เพื่อใหได สมบัติตามตองการสําหรับใชเชื่อมโลหะเหล็ก และโลหะนอกกลุมเหล็ก กระบวนการเชื่อมทั้งหมดที่ใชแกส อารกอนบริสุทธิ์และอารกอนผสมจุดประสงคเพื่อตองการเพิ่มสมบัติความสามารถในการเชื่อมคุณสมบัติทางกล คุณลักษณะของการอารค ข. แกสฮีเลียม (He) ความหนาแนน 0.178 กก. / ลบ.ม. ผลิตจากหลุมแกสธรรมชาติ ราคาซื้อขายกัน ปรากฎวาในสหรัฐอเมริกาถูกกวายุโรปมาก มีสมบัติแตกตางกับอารกอนตรงที่เปนตัวนําความรอนสูงกวาแกสอารกอน สามารถเฉลี่ยความรอนภายในเปลวอารคไดสม่ําเสมอกัน สามารถหลีกเลี่ยงการสูญเสียความรอนไป แตเปนตัวนําทางไฟฟาตํ่ากวาแกสอารกอนและมีคาความตางศักยอีออนไนสสูงกวา ดังนั้น จึงตองใชคาแรงดันอารค (โวลท) สูงตามไปดวย บอหลอมละลายที่เกิดขึ้น จะมีความรอนสูง ทําใหนํ้าโลหะหลอมเหลวใสกวา แกสฮีเลียมสามารถใชเชื่อมโลหะชิ้นงานที่เปนตัวนําความรอนที่ดี เชน ทองแดง , อลูมิเนียม นอกจากนี้ ยังสามารถชวยใหความเร็วในการเชื่อมสูงกวาดวย แกสฮีเลียมมีนํ้าหนักเบากวาอากาศ ทําใหหนีออก

7
จากหัวฉีดและพุงลงภายใตเปลวอารคแลวจะลอยไปอยางรวดเร็ว เปนการชวยกอใหเกิดพลังงานการเคลื่อนไหวเพิ่มขึ้นมากมาย สามารถปกคลุมบอหลอมละลายไดดียิ่ง แกสฮีเลียมมีขอดีเหนือกวาแกสอารกอน คือ 1. ให HAZ เล็กกวา 2. แรงเคลื่อนอารคสูงกวา ซึ่งเหมาะกับการเชื่อมโลหะหนา และโลหะที่เปนตัวนําความรอนสูง มี Ionization Potential 24.5 โวลท 3. ใหความเร็วในการเชื่อมสูง 4. ใหการปกคลุมบริเวณอารคดีในการเชื่อมทาต้ังและทาเหนือศีรษะ 5. การซึมลึกสูง เพราะใหความรอนมาก 6. เมื่อใชเปนแกสรองหลัง จะไดรอยเชื่อมซึมลึกคอนขางเรียบแบน 7. เหมาะสําหรับเชื่อมโลหะพวกนิเกิลผสมและอลูมิเนียมที่หนามาก ขอเสีย ตองคอยควบคุมเร่ือง อัตราการไหลของแกส แอคทีฟแกส (Active Gas) ตามปกติแกสเฉื่อยที่นํามาใชเปนแกสชีลด จะมีปฏิกิริยาที่เฉื่อยเฉย ตัวที่แสดงปฏิกิริยาแอคทพีตรงตําแหนงแนวเชื่อม คือ แกสไฮโดรเจน ออกซิเจน คารบอนไดออกไซด เปนตน มีผลทําใหเกิดศักยภาพออกซิเดชั่น สงเสริมกับของสวนผสมทางเคมีของธาตุที่แตกตางกันอยางดี ชนิดของแอค-ทีพแกส ไดแก
ก. แกสคารบอนไดออกไซด (CO2) ความหนาแนน 1.977 กก. / ลบ. ม. เปนตัวนําความรอนไดสูงมาก ในบริเวณขอบรอยนอกของเปลวอารค เมื่อสัมผัสกับแกนนําของกระแสจะชวยใหเกิดพลังที่เขมขนสูงขึ้น มีผลทําใหเกิดการหลอมละลายลึกไดสูง และจะเกิดการแตกตัวเมื่ออยูภายใตเปลวอารค ดังสมการ
2 CO2 2 CO + O2 ซึ่งออกซิเจนจะรวมตัวกับธาตุที่สงผานอารคเกิดเปนออกไซด และลอยตัวขึ้นไปอยูเหนือบอหลอมละลายในรูปของ Slag และ Scale ถึงแมวา CO2 จะเปน Active Gas ที่ใหแกส ออกซิเจน

8
แตคุณภาพรอยเชื่อมที่ได มีความสมบูรณปราศจากรูพรุนและตําหนิ Active Gas CO2 จะใชในการเชื่อมแม็ก (MAG - C) หรือใชผสมกับแกสเฉื่อยอ่ืน ในการเชื่อม MAG – M CO2 จะนําไปใชกับการเชื่อมเหล็กกลา และเหล็กกลาผสมต่ํา เนื่องจากเปนกาซที่หางาย ราคาถูก คุณภาพรอยเชื่อมดีและติดต้ังงาย ประสิทธิภาพการเติมเนื้อโลหะของ CO2 จะต่ํา เพราะเกิดการสูญเสียไปเปน Spatter ซึ่งจะสงผลถึงราคารวมทั้งหมดเมื่อเชื่อมดวย CO2 CO2 จะไมสามารถทํา Spray Transfer ได แตจะทําไดเฉพาะ Short Circuiting และ Globular Transfer ขอดีของการใชแกส CO2 คือ เชื่อมดวยความเร็วสูงและการซึมลึกมาก จุดประสงคหลักเมื่อเร่ิมแรกที่ใช CO2 สําหรับการเชื่อมแบบ Globular แตมี Spatter สูง การใช CO2 อยางเดียวจะไดผิวรอยเชื่อมที่มีออกไซดมาก จึงจําเปนตองเติมธาตุลดออกซิเจน (Deoxidizing) จํานวนมากลงในลวดเชื่อม เพื่อปองกันผิวรอยเชื่อมเกิดออกไซด และใหไดสมบัติทางกลที่ดีอีกดวย เมื่อเชื่อมโดยใชอารกอนผสม CO2 เปนแกส ชีลด จะใหคุณสมบัติที่แตกตางออกไปจากใชแกส CO2 อยางเดียว สําหรับงานที่ตองการใหไดคุณสมบัติทนตอแรงกระแทกสูง แนะนําใหใชแกส ผสมอารกอนกับ CO2 จะดีกวา การตอ CO2 ออกใชงานในแตละถังไมควรใหมีอัตราการไหลออกจากถังเกิน 25 C.F.H. (12 ลิตร / นาที) ถาหากมีความตองการเกินกวาที่กําหนดควรใชระบบ Manifold หรือใช Flow meter ชนิดมี Heater ใหความรอนจะดีกวา เพราะถาอัตราการไหลของ CO2 มากเกินไปจะทําใหเกิดการแข็งตัวของ CO2 อุดตันอยูที่ Flow meter หรือดึงเอา CO2 เหลวออกมาจากถังบรรจุดวย
ขอดี ขอเสีย ใหการซึมลึกของแนวเชื่อมดี เกิด Oxidation ทําลายคุณสมบัติของแนวเชื่อมและไม
เหมาะสําหรับเชื่อมวัสดุตอไปนี้ - สแตนเลส - อลูมิเนียม - ทองแดง - นิเกิลผสม
เชื่อมคอนขางยากกวาเมื่อเทียบกับแกสอารกอน เกิด Spatter มากทําใหเปลืองลวดเชื่อม มีผลตอการเกิดโอโซน (Ozone Generations)
ซึ่งเปนมลพิษตอสภาพแวดลอม

9
ตารางที่ 3 แสดงขอดี – ขอเสีย ของการใชแกสคารบอนไดออกไซดเปนแกสชิลด แกส CO2 เปนผลที่ไดจากการเผาแกส ธรรมชาติ นํ้ามัน ถานโคก สําหรับ CO2 ที่ไดจากการผลิตแอมโมเนีย และหมักแอลกอฮอลจะมีความบริสุทธิ์ 100% CO2 มีทั้งสถานะกาซและเหลวเปนกาซที่มีคุณสมบัติไมติดไฟ ไมเปนพิษ ไมมีกลิ่น และไมมีสี นอกจากนี้ CO2 ยังหนักกวาอากาศประมาณ 1.5 เทา เกรดของ CO2 แบงออกไดหลายเกรด ตามลักษณะสวนประกอบและความบริสุทธิ์ ไดแก
- Food Grade - Medical Grade
- Industrial Grade ข. แกสออกซิเจน (O2) (Reactive Gas หรือ Oxidizer Gas) ใชเปนตัวรวมผสมไดเล็กนอย เมื่อนําไปใชเปนแกสผสม มีแรงหุมผสมอยูรอบของผิวเหล็ก จะเปนตัวชวยใหหยดน้ําโลหะในการเชื่อม MAG - M เปนฝอยละเอียด เมื่อไดรับความรอนสูงและชวยใหผิวรอยเชื่อมเรียบ และเปนเกล็ดละเอียด ออกซิเจน จะแยกออกจากกันเมื่อยูในเปลวอารค และจะเขาไปรวมเผาไหมอยูกับการหลอมของโลหะผสม ในการเชื่อมทิกจะมีสวนนอยมากที่จะไปทําใหทังสเตนเกิดออกซิเดชั่น ค. แกสไฮโดรเจน (H2) เปนตัวนําความรอนไดสูง ใหการหลอมลึกดี เชื่อมไดเร็วไมแพฮีเลียม แตจะมีผลทําใหเกิดรูพรุนในเนื้อโลหะ โดยไฮโดรเจนบางสวน เขามารวมตัวอยูดวย โมเลกุลของไฮโดรเจนจะแตกตัวภายในเปลวอารค และจะรวมกันเปน H2 ใหมเมื่อความรอนลดลง มีขอดีเปนตัวชวยนําความรอนสูโลหะชิ้นงานไดเปนอยางดี ไฮโดรเจนไมรวมตัวกับธาตุอ่ืนขณะเชื่อมแตจะแทรกอยูในแนวเชื่อม อาจสงผลเสียหายตอการแตกราวของแนวเชื่อม ง. แกสไนโตรเจน (แกสเสริม) (Unreactive Gas) ปกติจะใชเปนแกสปกคลุมแนวเชื่อมดานหลัง (Root Run Shielding Gas หรือ Back Gas) แกสไนโตรเจนสามารถใชเปนแกสปกคลุมไดอีกดวยเหมือนกัน แตนาน ๆ ถึงจะมีใช เพราะวาตองใชแรงเคลื่อนสูง จึงไดกระแสเชื่อมสูง การถายเทความรอนจะสูงกวาแกสอารกอนหรือฮีเลียม แกสไนโตรเจนดีสําหรับการเชื่อมทองแดง และทองแดงผสม อยางไรก็ตาม ไนโตรเจนจะลดความสม่ําเสมอของการอารค และทําใหปลายลวดทังสเตนสกปรก เพราะวาไมใชแกสเฉื่อย แตถาใชลวดทังสเตนชนิดทอริเอทเตท(thoriated tungsten) ความสกปรกจากไนโตรเจนจะไมเปนสิ่งสําคัญ

10
แกสผสม (Mixture Gas) ก. แกสผสม Inert Gas + Inert Gas ไดแก แกสอารกอน และแกสฮีเลียมผสมกันในอัตราสวนที่แตกตางกันไป โดยมีวัตถุ-ประสงคใหเชื่อมงานไดหนามากขึ้น และเพิ่มความเร็วในการเชื่อมแกสผสมอารกอน - ฮีเลียม จะใหผลดีที่เกิดจากแกสทั้งสอง แกสอารกอนใหผลดีตอการควบคุมอารค สวนฮีเลียมใหการซึมลึกด ี อัตราสวนการผสมแกสตามปริมาตร โดยทั่ว ๆ ไป 75% ฮีเลียม 25% อารกอน หรือ 80% ฮีเลียม 20% อารกอนเปนตน แกสผสม 2 ชนิดนี้นําไปใชกับการเชื่อมแบบอัตโนมัติ ดังนั้นการเชื่อมงานหนาหรืองานที่ตองการความเร็วในการเชื่อมสูง ควรใชแกสผสมระหวางฮีเลียมกับอารกอนในอัตราสวน 2 : 1 เพื่อตัดปญหาในเร่ืองการเปลี่ยนแปลงของระยะอารค และยังชวยลดรูพรุนภายในแนวเชื่อมอีกดวย แกส ชีลดผสมระหวางอารกอน - ฮีเลียม ใชกับการเชื่อมโลหะจําพวกไมใชเหล็ก (non – ferrous) ไดแก อลูมิ-เนียม ทองแดง นิเกิลผสมและโลหะที่เกิดปฏิกิริยาเคมีไดงาย (Reactive Metal) กาซผสมชนิดนี้เปนการนําเอาสมบัติของฮีเลียมเพิ่มใหกับอารกอน ไดแกแรงเคลื่อนและความรอนสูงขึ้นกวาอารกอน ถาตองการเชื่อมวัสดุหนาจะตองเพิ่มเปอรเซนตการผสมของฮีเลียม เปอรเซนตฮีเลียมจํานวนนอย คือ ตํ่ากวา 10 เปอรเซนต ซึ่งจะมีผลตออารคและสมบัติทางกลของรอยเชื่อม เมื่อเพิ่มเปอรเซนตของฮีเลียมจะทําใหแรงเคลื่อนอารค Spatter และการซึมลึกเพิ่มขึ้น ขณะที่รูพรุนมีนอยมาก การใชฮีเลียมบริสุทธิ์จะได รอยเชื่อมที่มีการซึมลึกกวางและการซึมลึกเขาไปในชิ้นงานปานกลางและมีการอารคสม่ําเสมอขึ้นอีกดวย การผสมอารกอนอยางนอย 20% เขากับแกส ฮีเลียมจึงจะเกิดและคงรูปของ Spray Arc อยู Argon - 25% He (He - 25) เปนแกส ชีลดผสมที่ใชกันนอย ซึ่งจะใชสําหรับการเชื่อมอลูมิเนียม Argon - 75% He (He - 75) เปนแกส ชีลดผสมที่ใชกันทั่วไปสําหรับการเชื่อมอลูมิเนียมที่หนาเกิน 1 น้ิว ในตําแหนงทาราบดวยเคร่ืองเชื่อมแบบอัตโนมัติ แกส ชีลดชนิดนี้ยังนําไปเชื่อมทองแดงหนา 1/4 - 1/2 ซึ่งเปนวัสดุนําความรอนที่ดี เนื่องจากแกส ผสมนี้ให Heat Input สูงและการเกิดรูพรุนมีนอย Argon - 90% He (He - 90) แกส ชีลดผสมชนิดนี้ใชสําหรับเชื่อมทองแดงหนาเกินกวา 1/2 และอลูมิเนียมหนาเกินกวา 3 น้ิว ซึ่งการใชแกส ผสมนี้จะให Heat Input สูง และใหคุณภาพรอยเชื่อมดีสามารถผานการตรวจสอบดวย

11
X - Ray ได และยังใชเชื่อมแบบShort Circuiting Transfer ดวยลวดเชื่อมชนิดผสมนิเกิลสูงไดอีกดวย ข. แกสผสม Inert Gas + Active Gas คือ แกสผสมระหวางแกสอารกอน หรือแกสฮีเลียมกับแอคทีฟแกสบางตัว ไดแก ข. 1 แกสผสมอารกอน + ไฮโดรเจน แกสผสมอารกอน-ไฮโดรเจน จะนําไปใชในการเชื่อมเหล็กกลาไรสนิม , Inconel , Monel และโลหะที่มีปญหาเนื่องจากรูพรุน แกสผสมนี้จะใชเมื่อไมสามารถหาแกสอ่ืนที่ปองกันการเกิดรูพรุนได จุดประสงคของการใชแกสผสมอารกอน-ไฮโดรเจน คือชวยใหความรอนในการเชื่อมเพิ่มขึ้น , ชวยควบคุมรูปรางรอยเชื่อม , การไหลตัวของน้ําโลหะบอหลอมละลายดี และรอยเชื่อมสม่ําเสมอ แกสผสมชนิดนี้ไมใชแกสเฉื่อยสมบูรณ ดังนั้นแกสผสมนี้ไมควรนําไปเชื่อมเหล็กกลาคารบอน หรือเหล็กกลาผสมต่ํา สวนเหล็กกลาไรสนิม สามารถใชแกสผสมนี้ที่มีสวนผสมของไฮโดรเจนสูงถึง 15% , อัตราสวนผสมที่เปนแบบอยางมีอารกอน 95% และไฮโดรเจน 5% ข. 2 แกสอารกอน + ออกซิเจน อารกอนที่ผสม O2 จํานวนเล็กนอยจะใหอารคที่เรียบสม่ําเสมอ เพิ่มอัตราการหยดเติมของลวดเชื่อม การเกิด Spray Arc ที่กระแสต่ํา (Transition Current) นํ้าโลหะหลอมละลายมีการไหลตัวดี (Wetting) และรูปรางรอยเชื่อมสวยงาม นํ้าโลหะที่บอหลอมละลายเหลวและยังคงสภาพเหลวอยูนานเพื่อใหนํ้าโลหะไหลเขาไปใน TOE ของรอยเชื่อมปองกันการกัดขอบของแนวเชื่อม (undercut) และใหรอยเชื่อมแบนราบ เมื่อใชออกซิเจนจํานวนเล็กนอยผสมในกาซอารกอน สําหรับเชื่อม non - Ferrous ไดมีการรายงานจาก NASA วาการผสมออกซิเจน 1% จะทําใหอารคสม่ําเสมอสําหรับเชื่อมอลูมิเนียมแผนที่มีความสะอาดมาก ๆ ข. 3 แกสผสมอารกอน + คารบอนไดออกไซด แกสผสมอารกอน - คารบอนไดออกไซด จุดประสงคหลักใชสําหรับเชื่อมเหล็กกลาคารบอนและเหล็กผสมต่ํา หามนําไปใชกับการเชื่อม Stainless Steel การเติมอารกอนเขาไปใน CO2 จะชวยลด Spatter ไดดีกวาการใช CO2 อยางเดียว และถาเติม CO2 จํานวนเล็กนอยเขาไปในแกส อารกอน ก็จะยังคงไดคุณสมบัติของ Spray Arc เหมือนกับเติมออกซิเจนลงในกาซอารกอนจํานวนเล็กนอยเหมือนกัน การเชื่อมแบบ GMAW โดยใช CO2 ผสมเติมเขาไปในกาซอ่ืน เมื่อระดับ

12
กระแสสูงขึ้นเล็กนอยก็จะได Spray Transfer ที่สงผานอารคที่สม่ําเสมอ แตถาเติม O2 ลงไปจะชวยลดขนาดกระแส (Transition Current) ของ Spray Transfer ลง การผสม CO2 เกินกวา 20% โดยประมาณจะได Spray Transfer ที่ไมสม่ําเสมอ และอาจจะเกิดเปนแบบ Short Circuiting และ Globular Transfer ไป ข. 4 แกสผสมอารกอน + ไนโตรเจน การเติมไนโตรเจนจํานวนเล็กนอยลงในแกส ผสม Ar - 1%O2 เพื่อใหไดรอยเชื่อมที่มีโครงสรางรอยเชื่อมเปนออสเทนไนตที่สมบูรณในการเชื่อมดวยลวดเชื่อม Stainless Steel ชนิด 347 ความเขมของไนโตรเจนที่ใชอยูระหวาง 1.5 - 3% ปริมาณของไนโตรเจนที่สูงเกินกวา 10% จะกลายเปนควันแตรอยเชื่อมจะมีความสมบูรณ เมื่อเติมไนโตรเจนมากกวา 2% จะเกิดรูพรุนกับการเชื่อมเหล็กกลาละมุนดวย GMAW แตถาเติมนอยกวา 1% จะเกิดรูพรุนกับการเชื่อมเหล็กกลาคารบอนดวยกรรมวิธี GMAW ข. 5 แกสผสมอารกอน + คลอรีน คลอรีนใชกําจัดไฮโดรเจนในแทงอินก็อต และอลูมิเนียมหลอ โดยเปาผานน้ําอลูมิเนียมหลอมเหลวดังนั้น คลอรีนที่เติมลงผสมในอารกอนจะทําหนาที่ไลแกสไฮโดรเจน (Degassing) ออกจากรอยเชื่อมอลูมิเนียม ซึ่งแกสผสมชนิดนี้ไมคอยใชกัน เนื่องจากเปนอันตรายแตผูขางเคียงและชางเชื่อม ยกเวนแต จะมีความปลอดภัยอยางดี หรือเคร่ืองควบคุมอันตราย ข. 6 แกสผสมอารกอน + ออกซิเจน + คารบอนไดออกไซด แกสชีลดที่ผสมอยู 3 ชนิด เรียกวา “Universal” แกสผสมนี้สามารถเกิด Short Circuiting , Globular , Spray Arc , Pulse และชนิดการสงถายที่มีความหนาแนนสูง แกสผสม 3 ชนิด มีใหเลือกมาก ซึ่งขึ้นอยูกับความตองการชนิดของ Metal Transfer และคุณลักษณะของอารค Argon - 5 -10% CO2 - 1 - 3% O2 แกสผสม 3 ชนิดนี้ไดมีการใชกันมากเมื่อหลายปกอนในสหรัฐอเมริกา ขอดีของแกสผสมชนิดนี้มีหลายอยาง ใชสําหรับเชื่อมเหล็กกลาคารบอน เหล็กผสมต่ํา และ Stainless Steel ในทุก ๆ ความหนา การเชื่อม Stainless Steel ควรใชการเชื่อมแบบ Spray Arc เทานั้น เพราะลําอารคตรงและใชความรอนตํ่า สําหรับเหล็กคารบอนและเหล็กกลาผสมต่ํา เมื่อเชื่อมดวยกาซผสมนี้ จะใหคุณลักษณะของรอยเชื่อมและสมบัติทางกลที่ดี

13
ในการเชื่อมวัสดุบาง ออกซิเจนจะชวยใหอารคสม่ําเสมอที่ระดับกระแสต่ํา (ตํ่าลงกวาปกติ 30-60 แอมป) ดวยการใชอารคสั้นและสามารถคุมได ซึง่เปนการชวยงานใหเกิดการทะลุนอย และไมคอยเสียรูป เนื่องจากใหปริมาณความรอนแกบอหลอมละลายตํ่า Argon - 10 -20% CO2 - 5% O2 แกสชีลดผสมชนิดนี้ไมคอยใชในสหรัฐอเมริกา แตจะพบใชกันในยุโรป ซึ่งคุณลักษณะจะใหอารคแบบ Short Circuiting Transfer ที่รอน และน้ําโลหะบอหลอมละลายไหลตัวดี ข. 7 แกสผสมอารกอน + ฮีเลียม + ออกซิเจน การเติมฮีเลียมลงในอารกอนเปนการเพิ่มพลังงาน เมื่อทําการเชื่อม non - Ferrous เมื่อเติมฮีเลียมลงในอารกอน + ออกซิเจน จึงมีผลตอการอารคของการเชื่อมแบบ GMAW ที่เปนโลหะเหล็ก Ar - He - O2 ใชสําหรับการเชื่อมแบบ Spray Arc และการพอกผิวเหล็กกลาผสมต่ําและ Stainless Steel เพื่อปรับปรุงการไหลตัวของน้ําโลหะ รูปรางรอยเชื่อมและชวยลดรูพรุน ข. 8 แกสผสมอารกอน + คารบอนไดออกไซด + ไฮโดรเจน เมื่อผสมไฮโดรเจนจํานวนเล็กนอย (1-2%) จะชวยปรับปรุงสมบัติการไหลตัวของน้ําโลหะและอารคใหสม่ําเสมอ ในการเชื่อม Stainless Steel ดวย MIG ระบบ Pulse แกส CO2 จะตองใหมีจํานวนตํ่า (1-3%) เพื่อใหการดึงคารบอนเกิดขึ้นนอยและใหอารคสม่ําเสมอ แกสชนิดนี้ไมนําไปเชื่อมเหล็กกลาผสมต่ํา เพราะจะทําใหรอยเชื่อมมีไฮโดรเจนสูง อันเปนเหตุใหเกิดการแตก และสมบัติทางกลไมดี ข. 9 แกสผสมอารกอน + ฮีเลียม + คารบอนไดออกไซด การเติมฮีเลียมและ CO2 ลงในอารกอนจะเปนการเพิ่ม Heat Input ใหกับรอยเชื่อมและปรับปรุงอารคใหสม่ําเสมอ รูปรางรอยเชื่อมสวยงาม การไหลตัวของน้ําโลหะ เมื่อเชื่อมเหล็กกลาคารบอนและเหล็กกลาผสมต่ํา การเติมฮีเลียมเปนการชวยเพิ่ม Heat Input และปรับปรุงการไหลตัวของน้ําโลหะเหมือนกับเติมออกซิเจน เพียงแตฮีเลียมเปนแกสเฉื่อยไมทําปฏิกิริยาออกซิเดชั่นกับรอยเชื่อม และไมทําใหธาตุผสมในโลหะบางตัวหายไป เมื่อนําไปเชื่อมโลหะผสมต่ําจะมีสมบัติทางกลไมเปลี่ยนแปลง ข. 10 แกสผสมอารกอน + ฮีเลียม + คารบอนไดออกไซด + ออกซิเจน

14
แกสชีลดผสมชนิดนี้ เรียกวา “Quad Mix” อัตราสวนผสมนี้นิยมใชกันสําหรับเชื่อม GMAW ที่ตองการอัตราการเติมลวดเชื่อมสูง โดยใชการอารคที่มีความหนาแนน ในการสงถายโลหะ (Metal Transfer) สูงแกสชีลดชนิดนี้จะใหสมบัติทางกลดี และความสามารถในการใชงาน คือ มีชวงกวางของอัตราการเติมลวดเชื่อมสูง การนําไปใชงานหลักจะใชกับการเชื่อมเหล็กผสมต่ํา มีความแข็งแรงสูง แตถานําไปใชเชื่อมเหล็กกลาละมุนที่ตองการผลผลิตสูงตองคํานึงถึงราคาแกสชิลสดวย แกสชีลดผสมชนิดนี้ เรียกวา “Quad Mix” อัตราสวนผสมนี้นิยมใชกันสําหรับเชื่อม GMAW ที่ตองการอัตราการเติมลวดเชื่อมสูง โดยใชการอารคที่มีความหนาแนน ในการสงถายโลหะ (Metal Transfer) สูงแกสชีลดชนิดนี้จะใหสมบัติทางกลดี และความสามารถในการใชงาน คือ มีชวงกวางของอัตราการเติมลวดเชื่อมสูง การนําไปใชงานหลักจะใชกับการเชื่อมเหล็กผสมต่ํา มีความแข็งแรงสูง แตถานําไปใชเชื่อมเหล็กกลาละมุนที่ตองการผลผลิตสูงตองคํานึงถึงราคาแกสชิลสดวย องคประกอบในการพิจารณาเลือกใชชนิดแกสชีลด สําหรับการเชื่อมแบบ GMAW มีดังนี้ 1. ชนิดของโลหะที่จะเชื่อม 2. ลักษณะการอารค และแบบของ Metal Transfer 3. ความเร็วเชื่อม 4. แนวโนมการเกิด Undercut 5. การซึมลึก ความกวางและรูปรางของรอยเชื่อม 6. ความสามารถในการจัดหา 7. ราคาแกสชิลสหรือแกสปกปอง 8. สมบัติทางกลที่ตองการ

15
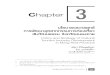
ขอแนะนํา กระบวนการเชื่อมดวยแกสปกปองตาม DIN 1910 จะถกูแบงไปตามชนิดของอิเล็คโทรด (แบบอิเลค็โทรดหลอมและไมหลอมละลาย) และแบงไปตามชนิดของแกสปกปอง แกสเฉื่อยหรือแอคทีฟแกส แผนภูมิที่1 แสดงการเชื่อมโดยใชแกสชีลด ตาม DIN 1910 Part 4 ที่มา : เอกสารอัดสําเนาหลักสูตร Welding Engineer SLV. Mannheim German
MSGG เชื่อมอิเล็คโทรแกส
(Electro – gas Welding)
Welding)
SGเชื่อม - แกสปกปอง
(Shielding Gas Welding)
MSG เชื่อมโลหะ – แกสปกปอง (Metall - ShieldingGas Welding)
WSGเชื่อมทังสเตน – แกสปกปอง (Wolfram – Shielding Gas
WHGเชื่อมทังสเตนแกสไฮโดรเจน(Wolfram Hydrogen Welding)
WPเชื่อมพลาสมา
(Wolfram- Plasma
WPSLเชื่อมรังสี –
อารค พลาสมา (Plasma Beam -
Welding)
MAGเชื่อมโลหะ - แกสแอคทีฟ(Metal -
Active
MIG เชื่อมโลหะ-แกสเฉื่อย (Metal –Inert gas Welding
MSGP เชื่อมโลหะ-แกสปกปองพลาสมา (Plasma – Metal Shielding Gas
W#elding)
WIG เชื่อมทังสเตนแกสเฉื่อย(Wolfram-
WPLเชื่อมอารคพลาสมา
(Plasma Arc Welding) Transfer
WPS เชื่อมรังสีพลาสมา (Plasma – Beam
Welding Non - transfer
MSGPเชื่อมโลหะพลาสมาแกสปกปอง(Plasma – Metal Shielding
Gas Welding
MAGCเชื่อมซีโอทูแกส (Co2 –
Welding)
MAGMเชื่อมแกสผสม (Mixed – Gas
Welding) Inert Gas + Active Gas
อีเล็กโทรดหลอมละลาย อีเล็กโทรดไมหลอมละลายE = Engpalt = Narrow Gap
แผนภูมิแสดงการเชื่อมโดยใชแกสชีลด ตาม DIN 1910 Part 4