Embed Size (px)
Citation preview

Cremona, 9th October 2013
Acciaieria Arvedi SpA
Presentation for
IndustriAll
1

2
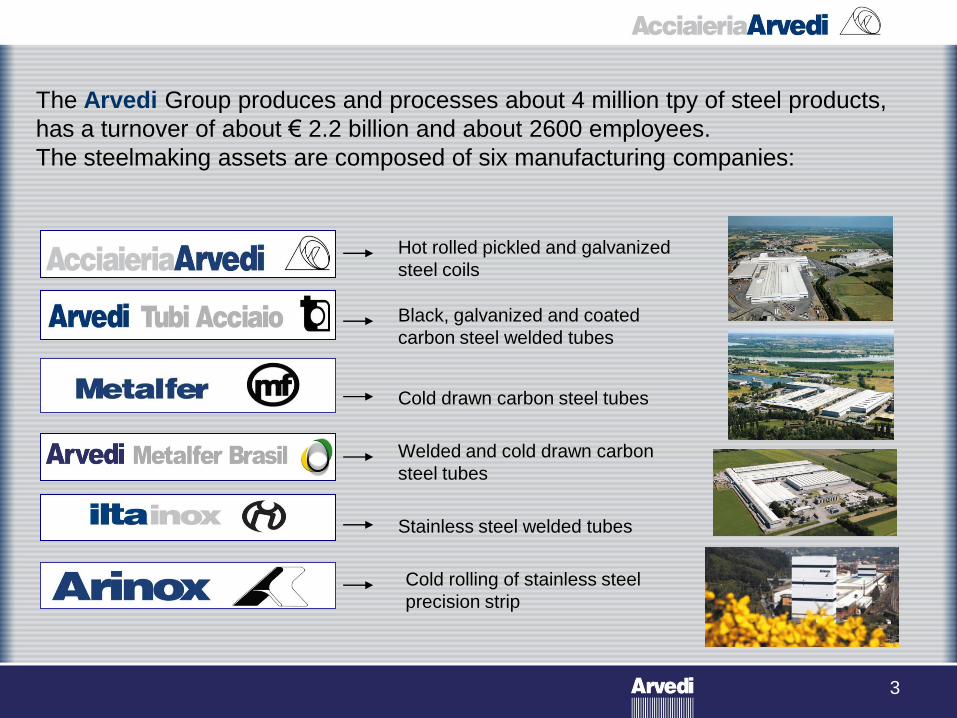
The Arvedi Group produces and processes about 4 million tpy of steel products,
has a turnover of about € 2.2 billion and about 2600 employees.
The steelmaking assets are composed of six manufacturing companies:
Hot rolled pickled and galvanized
steel coils
Black, galvanized and coated
carbon steel welded tubes
Cold drawn carbon steel tubes
Stainless steel welded tubes
Cold rolling of stainless steel
precision strip
Welded and cold drawn carbon
steel tubes
3
INDEX
1 ACCIAIERIA ARVEDI WORKS, CREMONA
2 ARVEDI ISP ESP PROCESS AND COSTS
3 ENERGY CONSUMPTION
4 ARVEDI ESP PRODUCTS AND QUALITY
5 THE VALUE OF ARVEDI TECHNOLOGY
4
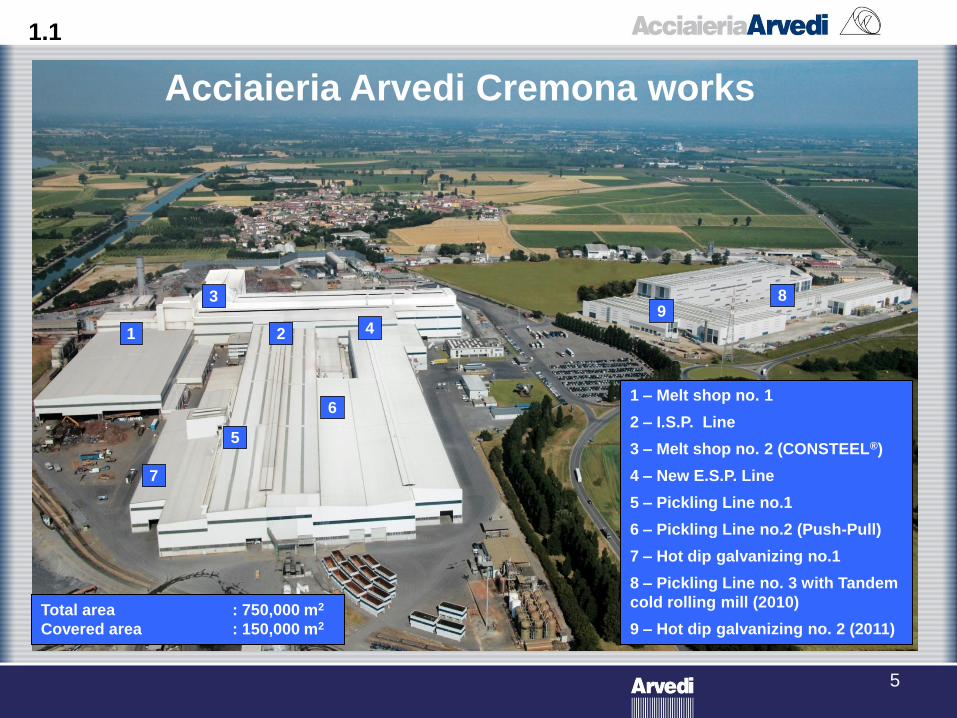
Acciaieria Arvedi Cremona works
Total area : 750,000 m2
Covered area : 150,000 m2
1 – Melt shop no. 1
2 – I.S.P. Line
3 – Melt shop no. 2 (CONSTEEL®)
4 – New E.S.P. Line
5 – Pickling Line no.1
6 – Pickling Line no.2 (Push-Pull)
7 – Hot dip galvanizing no.1
8 – Pickling Line no. 3 with Tandem
cold rolling mill (2010)
9 – Hot dip galvanizing no. 2 (2011)
1 2
3
4
5
6
7
8 9
1.1
5

• Heat size: 250 tonnes
• Conveyor CONSTEEL: width 2.6 m; total length 105 m
• Shell: 8.5 m diameter (E.B.T.)
• Transformer: 190 MVA-AC
• Electrodes Diameter: 700 mm
ESP Melt Shop – Consteel EAF
1.2
6

Continuous caster
1.3
7

THE HOT ROLLING CARBON STEEL MILLS
ESP
in operation since 2009
Yearly Capacity: 2.5 mtonnes
Max width: 1570 mm
Thickness range: from 0.80 mm up to 12 mm
ISP
in operation since 1992
Yearly Capacity: 1.2 mtonnes
Max width: 1260 mm
Thickness range: from 1.00 mm up to 12 mm
1.4
8

PRODUCT RANGE
Hot rolled black coils
Hot rolled pickled coils
Hot dip galvanized coils
1.5
9
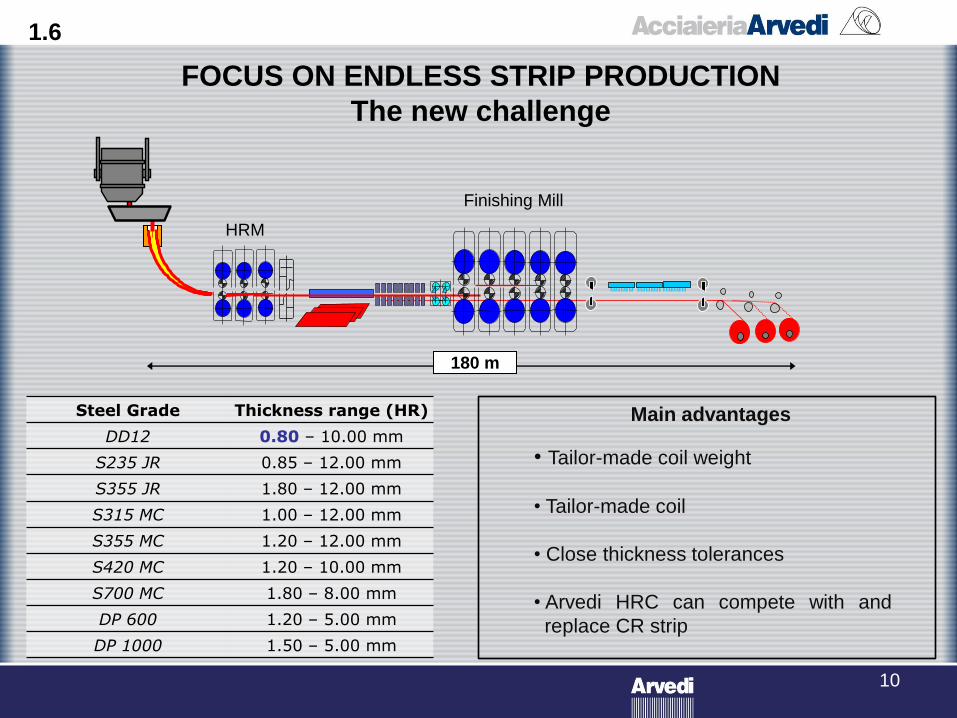
FOCUS ON ENDLESS STRIP PRODUCTION
The new challenge
HRM
Finishing Mill
Steel Grade Thickness range (HR)
DD12 0.80 – 10.00 mm
S235 JR 0.85 – 12.00 mm
S355 JR 1.80 – 12.00 mm
S315 MC 1.00 – 12.00 mm
S355 MC 1.20 – 12.00 mm
S420 MC 1.20 – 10.00 mm
S700 MC 1.80 – 8.00 mm
DP 600 1.20 – 5.00 mm
DP 1000 1.50 – 5.00 mm
Main advantages
• Tailor-made coil weight
• Tailor-made coil
• Close thickness tolerances
• Arvedi HRC can compete with and
replace CR strip
180 m
1.6
10
INDEX
1 ACCIAIERIA ARVEDI WORKS, CREMONA
2 ARVEDI ISP ESP PROCESS AND COSTS
3 ENERGY CONSUMPTION
4 ARVEDI ESP PRODUCTS AND QUALITY
5 THE VALUE OF ARVEDI TECHNOLOGY
11

Arvedi ISP technology is the first in the world to achieve “cast-rolling” – the
direct connection of casting and pre-rolling.
The presence of the Cremona Box, which acts as a buffer, was necessary since
the mass flow achievable in the 1990s in the casting phase was not sufficient to
directly and continuously feed the finishing mill.
It compacts in a single cycle, without semi-finished products and intermediate
handling, the casting and rolling phases.
In only 180 metres it transforms the liquid steel into coils down to 1.0 mm which
traditional processes can achieve only through cold rolling.
Operating since 1992
2.1
THE ARVEDI ISP PROCESS
Arvedi ISP
Casting and pre-rolling (HRM) Cremona Box Finishing Mill
12

Arvedi developed ESP technology, a second-generation plant deriving from
ISP, 15 years after the start-up of ISP and after intense study and applied
research.
ESP is a totally continuous process (an absolute novelty), further reduces
strip thickness, further improves operating costs and lowers the investment
per product unit.
The continuous process became reality thanks to the increase in casting
productivity now sufficient to continuously feed the finishing mill.
Development is towards increasing compact cycles, towards further energy
saving, passing on the competitive advantage to the processing industries
downstream.
THE DEVELOPMENT OF ISP GENERATED ESP
2.2
13
14
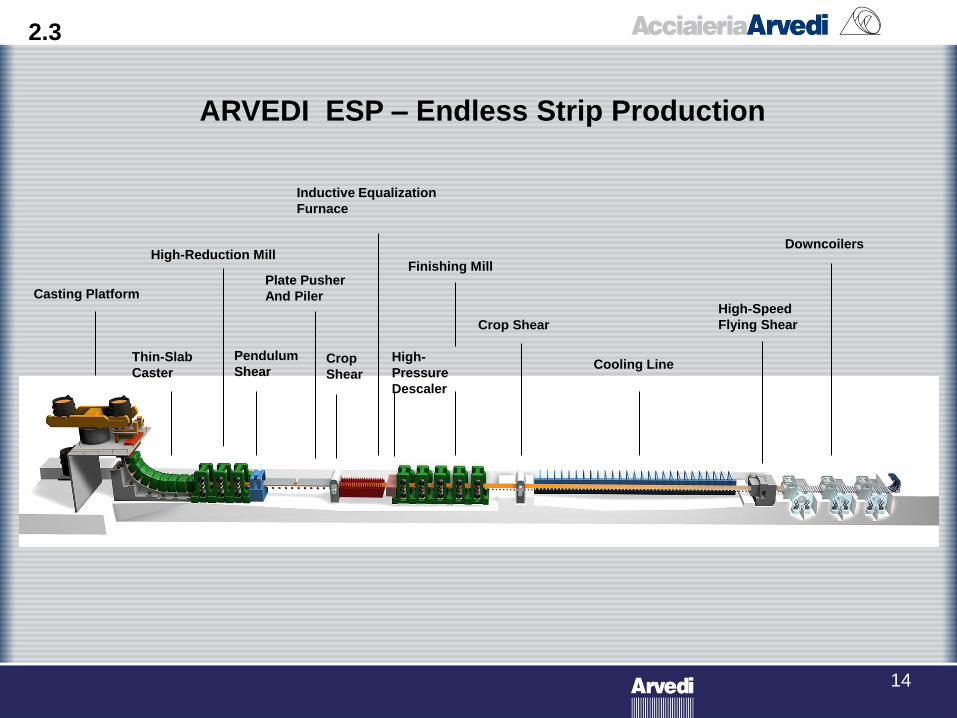
Casting Platform
Thin-Slab
Caster
High-Reduction Mill
Pendulum
Shear
Plate Pusher
And Piler
Crop
Shear
Inductive Equalization
Furnace
High-
Pressure
Descaler
Finishing Mill
Crop Shear
Cooling Line
High-Speed
Flying Shear
Downcoilers
ARVEDI ESP – Endless Strip Production
2.3
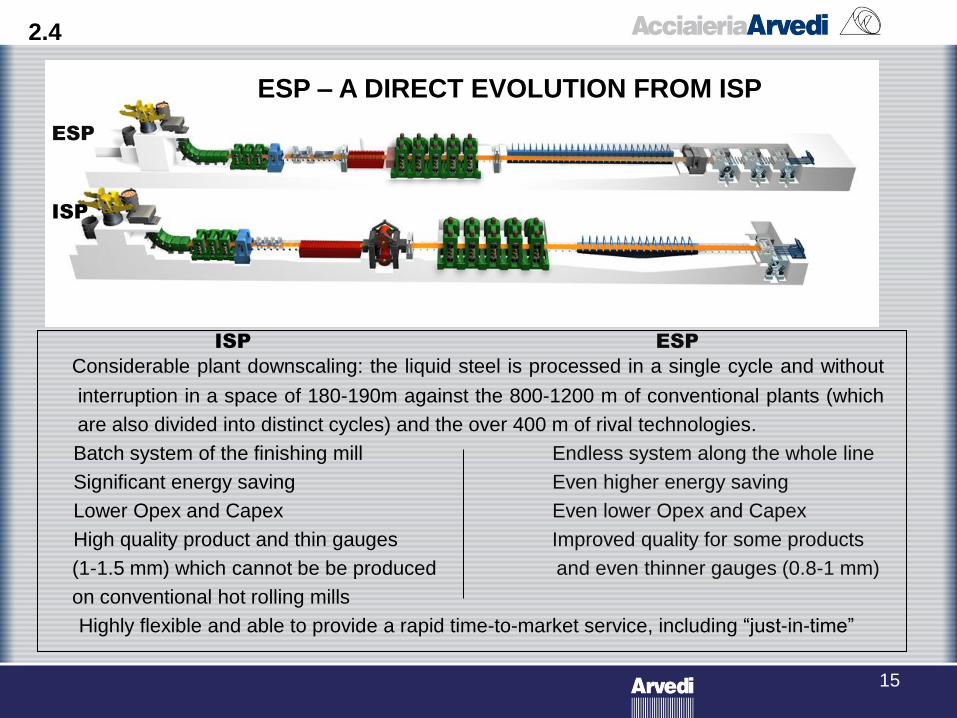
ESP – A DIRECT EVOLUTION FROM ISP
ISP
ESP
Considerable plant downscaling: the liquid steel is processed in a single cycle and without
interruption in a space of 180-190m against the 800-1200 m of conventional plants (which
are also divided into distinct cycles) and the over 400 m of rival technologies.
Batch system of the finishing mill Endless system along the whole line
Significant energy saving Even higher energy saving
Lower Opex and Capex Even lower Opex and Capex
High quality product and thin gauges Improved quality for some products
(1-1.5 mm) which cannot be be produced and even thinner gauges (0.8-1 mm)
on conventional hot rolling mills
Highly flexible and able to provide a rapid time-to-market service, including “just-in-time”
ESP ISP
2.4
15

ESP LINE FROM THE LADLE TO THE FINISHED COIL
250 tonnes of
liquid steel
in 180 m
become
Hot rolled
coils
2.5
16

PROCESS COMPARISON
Standard Thin Slab Casting and Rolling Line
430 m
Mould 55- 65mm
F1
Roller Hearth Furnace
300 m F6
12.0 - 1.2 (1.0)mm
14 m
concept with potential
concept with limiting aspects
Mould 90 mm
Arvedi ESP Line
IH
HRM
12.0 – 0.8mm
FM
6.7 m
Flying
shear
190 m
2.6
17

6
8
10
13
0
5
10
15
20
Thick 1.5 mm Thick 1.2 mm Thick 1 mm (Thick 0.8 mm expected)
%
16
18
20
24
0
5
10
15
20
25
30
Thick 1.5 mm Thick 1.2 mm Thick 1 mm (Thick 0.8 mm expected)
%
THIN GAUGE SOFT STEELS THIN GAUGE HSLA STEELS
ESP THIN GAUGE EXTRA PRICE
2.7
18
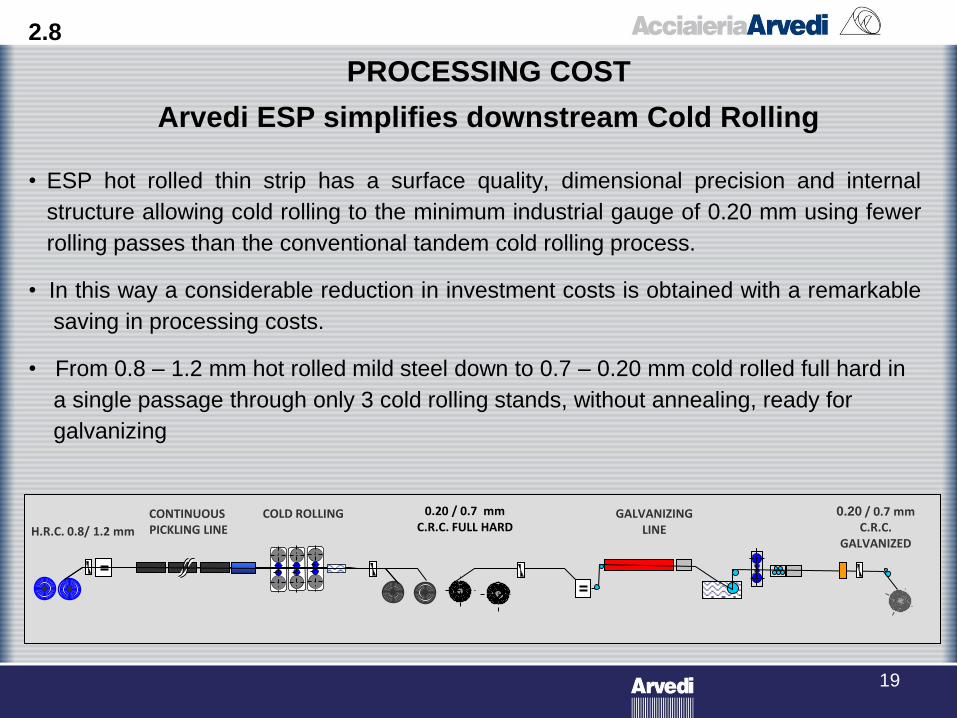
PROCESSING COST
Arvedi ESP simplifies downstream Cold Rolling
• ESP hot rolled thin strip has a surface quality, dimensional precision and internal
structure allowing cold rolling to the minimum industrial gauge of 0.20 mm using fewer
rolling passes than the conventional tandem cold rolling process.
• In this way a considerable reduction in investment costs is obtained with a remarkable
saving in processing costs.
• From 0.8 – 1.2 mm hot rolled mild steel down to 0.7 – 0.20 mm cold rolled full hard in
a single passage through only 3 cold rolling stands, without annealing, ready for
galvanizing
CONTINUOUS
PICKLING LINE
COLD ROLLING 0.20 / 0.7 mm C.R.C. FULL HARD H.R.C. 0.8/ 1.2 mm
0.20 / 0.7 mm C.R.C.
GALVANIZED
GALVANIZING LINE
2.8
19

INDEX
1 ACCIAIERIA ARVEDI WORKS, CREMONA
2 ARVEDI ISP ESP PROCESS AND COSTS
3 ENERGY CONSUMPTION
4 ARVEDI ESP PRODUCTS AND QUALITY
5 THE VALUE OF ARVEDI TECHNOLOGY
20

ENERGY CONSUMPTION COMPARISON
FROM LIQUID STTEL TO 1-mm HOT ROLLED COIL
ESP vs. Conventional Process
Total
Casting and rolling 1
Pickling 1-mm HRC 1.0 mm
(3-mm HRC)
ESP KOE
KWh/tonne 130 20 4 36 2 186 34,8
m3CH4 0 2.5 0 2.05 2,1
Total KWh 130 44 36 210 36,8
Cold rolling +
pickling
CONVENTIONAL
KWh/tonne 95 10 80 185 34,6
m3CH4 26 3 2.05 35 63,5 52,1
Total KWh 345 34 416 795 86,7
1 m3CH4 = KWh 9.6
1) Average consumption for 3-mm HRC (80 mm at 6 m/min) 1 KWh electr. = 0,187 KOE
2) Additional consumption to produce 1-mm HRC 1 m3 of CH4 = 0,82 KOE
3) 100% charge at 600°C 4) Pickling and skinpass
3.1
21

Energy consumption for HRC production,
thickness 2 mm and width 1500 mm,
at a production rate of 330 t/h,
is
131.6 kWh/tonne
TÜV SÜD Industrie Service GmbH - Germany
22
3.2

DECREASE IN ENERGY CONSUMPTION WITH INCREASE
IN CASTING SPEED (1500x3-mm strip)
3.3
23

ENERGY COMPARISON OF VARIOUS HOT ROLLED COIL
PRODUCTION TECHNOLOGIES
3.4
Sources: *) VdEh paper, **) SMS paper, ***) Nucor publication
0
100
200
300
400
500
Conv. casting and HSM 20°C *)
Conv. casting and HSM 600°C *)
Arvedi ESP CSP cast and roll 1200°C**)
CSP real operations ***)
fuel gas
electricity
caster
En
erg
y C
on
su
mp
tio
n [
kW
h/t
]
24

INDEX
1 ACCIAIERIA ARVEDI WORKS, CREMONA
2 ARVEDI ISP ESP PROCESS AND COSTS
3 ENERGY CONSUMPTION
4 ARVEDI ESP PRODUCTS AND QUALITY
5 THE VALUE OF ARVEDI TECHNOLOGY
25

ARVEDI ESP PRODUCTS
Steel Mix A full range of steel grades from low to
high carbon including HSLA (up to 800
MPa), multi phase and TRIP, silicon steel
(3 %) and stainless steel
ATG Thin gauges in substitution of cold rolled products:
0.8 – 1.2 mm for mild and HSLA
steel up to 420 MPa yield
1.5 – 2.0 mm for HSLA from 550 to
700 MPa yield
1.2 mm for DP 600
4.1
26

ESP PRODUCT (1st half 2013)
HSLA 21%
HS construction 10%
DP 2%
Corten & high Carbon 2% Soft Steel Si-free thin gauges 60%
Construction steel 2%
Construction steel Si-free 3%
< 1.25 mm 19%
1.26 to 1.6 mm 26% 1.6 to 2.05 mm 22%
2.06 to 8 mm 33%
STEEL GRADES
4.2
< 1.25 mm
19%
1.26 to 1.6 mm
26%1.61 to 2.05 mm
15%
2.06 to 8 mm
33%
27

Structure Homogeneous and fine grain structure, absence of central
segregation, high degree of cleanness (K4 <50)
Low carbon ASTM 10 – 12
HSLA ASTM 13 – 14
No segregation
Resistance Constant mechanical characteristics,
Improved mechanical properties, higher fatigue resistance
(+15%)
Resilience to low temperatures three times higher than
standard values
Surface Greatly improved surface roughness.
Tolerances High degree of gauge, flatness and crown precision
comparable with cold rolled products
ATG - Arvedi Thin Gauge A “new product”, meeting cold rolled standards in a
range of steel grades up to HSLA 700.
4.3
QUALITY CHARACTERISTICS
28
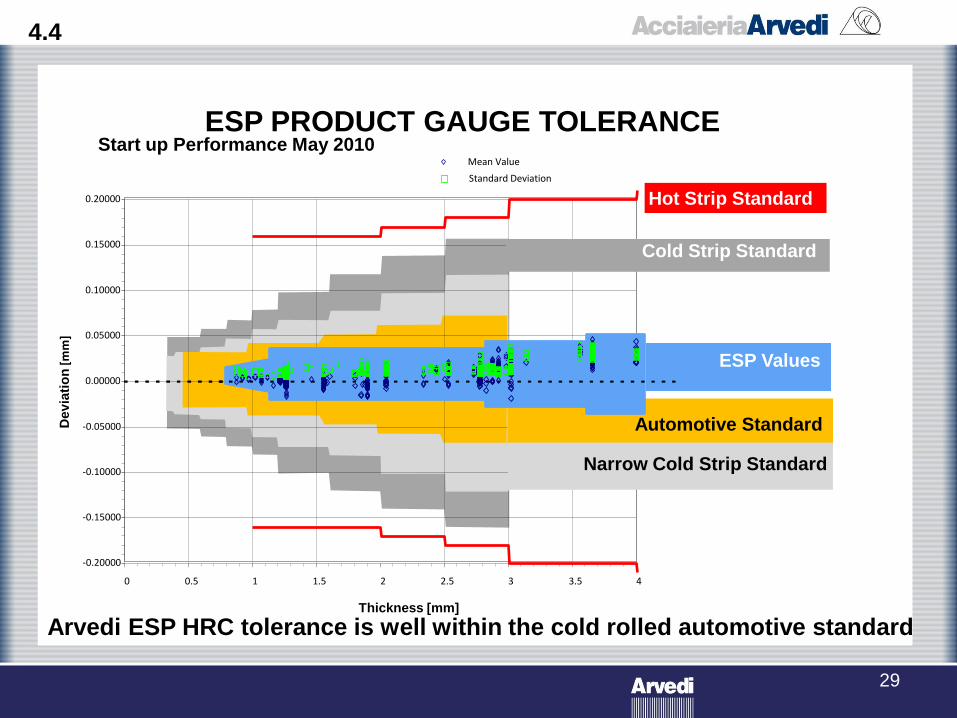
Start up Performance May 2010
-0.20000
-0.15000
-0.10000
-0.05000
0.00000
0.05000
0.10000
0.15000
0.20000
0 0.5 1 1.5 2 2.5 3 3.5 4
Dev
iati
on
[m
m]
Hot Strip Standard
Cold Strip Standard
ESP Values
Narrow Cold Strip Standard
Mean Value
Standard Deviation
Automotive Standard
Thickness [mm]
ESP PRODUCT GAUGE TOLERANCE
Arvedi ESP HRC tolerance is well within the cold rolled automotive standard
29
4.4

30
1 mm Endless Rolling Low Carbon
329330334
403410 407
3031 31
11 11 11200
250
300
350
400
450
500
0 1 2 3 4
[MP
a]
0
10
20
30
40
50
60
70
80
90
100
Al%
, G
AS
TM
ReL Rm A% Grain Size
Center Head Tail
ESP PRODUCT
MECHANICAL PROPERTIES AND STRUCTURE
Mechanical values and grain structure along the strip are extremely consistent
4.5

ESP PRODUCT THICKNESS CROSS/LENGTH PROFILE
4.6
31

Arvedi Thin Gauge (ATG) - hot rolled strip that can replace cold rolled material
Dimensional values are given for HR coil produced at Acciaieria Arvedi in endless mode
Gauge and flatness
In the following table the dimensional tolerances guaranteed on a hot rolled coil in gauge 1-1.2 mm are compared
with standard UNI EN 10131 for cold rolled.
Crown The maximum crown value, measured 25 mm from the edge, is 0.03 mm indicating a flat transversal value.
Roughness The typical roughness values observed on hot rolled coils in gauges 1 - 1.2 mm, pickled and skinpassed:
The surface quality is guaranteed on both sides top and bottom
Allowing ATG to enter the “m” surface finish class (normal; 0.6 < Ra < 1.9 m) as per standard UNI EN 10130 for
cold rolled strip.
THICKNESS FLATNESS
UNI EN 10131 tolerances ATG tolerances UNI EN 10131 ATG – After S.P.
normal ± 0.09 mm close ± 0.07 mm guaranteed ± 0.05mm 5 mm 4 mm
Skinpass roll finish Average roughness Ra ( m)
Sand blasted rolls 0.90 - 1.20
A.T.G. – ARVEDI THIN GAUGE
4.7
32
INDEX
1 ACCIAIERIA ARVEDI WORKS, CREMONA
2 ARVEDI ISP ESP PROCESS AND COSTS
3 ENERGY CONSUMPTION
4 ARVEDI ESP PRODUCTS AND QUALITY
5 THE VALUE OF ARVEDI TECHNOLOGY
33

5.1
ARVEDI AND THE ENVIRONMENT
34

TECHNOLOGY COMPATIBLE WITH THE ENVIRONMENT
• Considerable energy savings are obtained – up to 58% - by fully
exploiting the energy of the liquid steel, simplifying or eliminating
the rolling and annealing relative to the cold rolling process
• The impact on the environment is lower thanks to lower energy
consumption, smaller works and fewer emissions of greenhouse
gases
• The new ESP process technology meets the requirements
expressed in the Kyoto protocol
5.2
35
Lower direct and indirect emissions of greenhouse and noxious
gases (NOx and CO), amounting to:
- 40-50% on normal gauges
- 65-70% on thin gauges
Fully respecting the objectives of the Kyoto protocol
Lower water consumption: reduced to 50% of the best conventional
mills.
The considerable descaling of the production works with
dimensions up to 10 times smaller than those of traditional
steelmaking centres
renders
Arvedi ISP ESP steelmaking activity compatible with all social and
environmental contexts
Strictly linked to low energy consumption are:
ESP ENVIRONMENTAL PERFORMANCE
5.3
36
5.4
37
Thank you for your attention.
Federico Mazzolari
Marketing Consultant Tel. +39 0372 535232
E-mail: [email protected]
Finarvedi SpA
Piazza Lodi, 7
26100 Cremona
Italy
38