Embed Size (px)
Citation preview
1
Reprinted from 2000. Reclamation of Drastically Disturbed Lands American Society of Agronomy and American Society for Surface Mining and Reclamation. Agronomy No. 41.
Chapter 6
ACID MINE DRAINAGE CONTROL AND TREATMENT
Jeffrey G. Skousen, Alan Sexstone and Paul F. Ziemkiewicz
6.1 INTRODUCTION 6.1.1 Acid Mine Drainage Formation
Acid mine drainage (AMD) forms when sulfide minerals are exposed to oxidizing
conditions in coal and metal mining, highway construction, and other large-scale excavations. There are many types of sulfide minerals. Iron sulfides common in coal regions are predominately pyrite and marcasite (FeS2), but other metals may be complexed with sulfides forming chalcopyrite (CuFeS2), covellite (CuS), galena (PbS), and sphalerite (ZnS). Pyrite commonly occurs with these other metal sulfides thereby causing AMD where Cu, Pb, and Zn are mined.
Upon exposure to water and oxygen, sulfide minerals oxidize to form acidic, sulfate-rich drainage. Metal composition and concentrations in AMD depend on the type and quantity of sulfide minerals present. The drainage quality emanating from underground mines or backfills of surface mines is dependent on the acid-producing (sulfide) and alkaline (carbonate) minerals contained in the disturbed rock. In general, sulfide-rich and carbonate-poor materials produce acidic drainage. In contrast, alkaline-rich materials, even with significant sulfide concentrations, often produce alkaline conditions in water.
Acidity in AMD is comprised of mineral acidity (Fe, Al, Mn, and other metals depending on the specific metal sulfide) and hydrogen ion acidity. Approximately 20,000 km of streams and rivers in the United States are degraded by AMD. About 90% of the AMD reaching streams originates in abandoned surface and deep mines. Since no company or individual claims responsibility for reclaiming abandoned mine lands (AML), no treatment of the AMD occurs and continual contamination of surface and groundwater resources results.
The oxidation of iron disulfides and subsequent conversion to acidity occur through several reactions (Stumm and Morgan, 1970). The chemical equations are given in Chapter 5. If any of the processes represented by the equations were slowed or altogether stopped, the generation of AMD would also slow or cease. Removal of air and/or water from the system, two of the three principal reactants, would stop pyrite from oxidizing. This occurs naturally where pyrite-bearing rock occurs in water-saturated zones. Only small amounts of pyrite are oxidized through weathering in undisturbed environments thereby generating only small amounts of acidity. This small amount of acid is naturally diluted or neutralized by surrounding rocks. However, when large volumes of pyritic material are exposed to oxidizing conditions, as in

2
mining, the pyrite reacts on a large scale and water moves the reaction products (Fe, sulfate, and acidity) into underground and surface waters. Ferrous iron conversion to ferric iron is slow under abiotic (or strictly chemical) conditions. But iron-oxidizing bacteria, Thiobacillus ferrooxidans, greatly accelerate iron oxidation which, in turn, greatly speeds acid generation (Waksman, 1922). Biotic catalysis can increase acid generation up to a million times (Leathen et al., 1953).
Sulfur in coal and coal-bearing rock occurs as organic, sulfate, or pyritic forms (Chapter 4). Much of the sulfur in coal-bearing rock occurs as very small crystalline grains intimately mixed with the organic constituents of coal. Sulfur may also be disseminated in nearby layers of sandstone and shale (Temple and Koehler, 1954). The high sulfur content in coals and associated strata deposited in marine settings suggests that bacterial reduction of sulfate in seawater was the source of much of the pyrite found in coal.
Organic sulfur is complexed and inseparable from the coal, but is not chemically reactive and has little to no effect on acid-producing potential. Sulfate sulfur is found only in minor quantities in fresh coal and associated rocks. Sulfate is a reaction product of pyrite oxidation and therefore is not responsible for acid production. Pyritic or sulfide sulfur is the predominant species in coal and associated rocks and is the major acid-producer. Several types of pyritic sulfur are known based on physical appearance (Chapter 5).
The equations show that 1000 Mg of rock containing 1% sulfur, all as pyrite, would yield upon complete reaction 31.25 Mg of acidity. Therefore, 31.25 Mg of 100% CaCO3 would be required to neutralize the acidity generated. When sulfur in the overburden or coal is exclusively pyrite, the total sulfur content of the rock accurately quantifies the acid-producing potential. When organic and/or sulfate sulfur are present in significant amounts, total sulfur measurements overestimate the amount of acid that could be formed upon oxidation. Therefore, removal of sulfates and organic sulfur may be necessary to increase the accuracy in predicting the acid-producing potential of partially weathered materials (Chapter 4).
The rate of pyrite oxidation depends on numerous variables such as reactive surface area of pyrite (Singer and Stumm, 1968), oxygen concentrations and solution pH (Smith and Shumate, 1970), the presence of Thiobacillus bacteria (USEPA, 1971), and catalytic agents (Caruccio et al., 1988). The possibility of identifying and quantifying the effects of these and other controlling factors with all the various rock types in a field setting is unlikely. Further, precise knowledge regarding oxidation rate is not needed for most real world situations when the acid-producing potential has been accurately evaluated from total sulfur (Smith and Sobek, 1978).
The alkaline content of overburden determines whether there is enough inherent neutralization potential (NP) to counteract the acid produced from pyrite oxidation. Of the many types of alkaline compounds present in rocks, only carbonates and clays occur in sufficient quantity to effectively neutalize AMD. A balance between the acid-producing potential and neutralizing capacity of an overburden sample will indicate the ultimate acidity or alkalinity that might be expected in the material upon complete weathering.
SMCRA requires coal operators and regulators to predict whether AMD may occur on a potential mine site before disturbance. Accurate prediction of AMD before surface mining requires a complete understanding of many components at a mine site. Three of the most important factors are: 1) overburden geochemistry, 2) method and precision of overburden handling and placement in the backfill during reclamation, and 3) the postmining hydrology of

3
the site. 6.1.2 Overburden Analyses
Premining analyses of soils, overburden, and the coal pavement are required by law to ascertain the physical and chemical characteristics of the strata above and immediately below the coal bed (Chapter 4). Overburden characterization provides important information about overburden layers that are acid toxic, potentially acid-producing, neutral, or alkaline. Overburden analysis for surface mining begins with Acid-Base Accounting (ABA). This analytical technique provides a simple, relatively inexpensive, and consistent procedure to evaluate overburdens. It balances potential acidity (based on total or pyritic sulfur content) against total neutralizers (primarily carbonates) in an overburden sample. Samples containing more acid potential than alkaline material are shown to be deficient in neutralizing materials (�maximum needed�), while the reverse situation is shown as "excess" neutralizing materials.
Rock layers that are marginal (having about equal proportions of each type of material) can be subjected to leaching or weathering analyses (Skousen et al., 1987). Leaching/weathering procedures were devised to predict the chemical responses of a rock to weathering. The simulation tests are conducted over a predetermined time to estimate the rate of reaction of minerals in the rock. Leaching methods consist of placing a rock sample (ground to a specified particle size) into water-tight containers, flushing or flooding the containers with water, and collecting and analyzing the effluent for pH, acidity, alkalinity, iron, sulfate, etc. Leaching equipment may be varied and solvents may be recycled or heated during the leaching procedure. Several computer software programs are also available to model hydrogeochemical systems to predict AMD production. The models use overburden geochemical data, chemical and biological oxidation rates, anticipated water infiltration rates, and environmental conditions. These additional analyses sometimes supplement information given by ABA and can often help evaluate how a particular rock type may react in a backfill. Identification of the chemical production potential of overburden layers aids in developing overburden handling and placement plans.
6.1.3 Overburden Handling and Placement
The prevailing approach to control AMD in eastern USA is to keep water away from
pyritic material. Once overburden materials have been identified and classified based on overburden analyses, the overburden handling and placement plan for the particular site must be carefully followed. Recommendations have focused on segregating and placing acid-producing materials above the water table on top of a 1- to 2-m layer of nontoxic material on the pavement, and then treating, compacting, and covering it with a clay cap or other type of sealant material to reduce surface water infiltration into this material (Skousen et al., 1987). In areas where limestone or other alkaline layers occur in the overburden, overburden materials may be blended to neutralize the acidic materials. Limestone should be added to the topsoil to neutralize any residual acidity and to raise the pH for vegetation establishment. 6.1.4 Postmining Hydrology

4
The hydrology of a backfill and its effect on AMD are very complex, but research on the movement of water into and through a mine backfill has provided some information on preventing and controlling AMD. Generally, the porosity and hydraulic conductivity of the materials in a backfill are greater than those of the consolidated rock overburden that existed before mining, and changes in flow patterns and rates should be expected after mining (Caruccio and Geidel, 1989). Often, the fine-grained topsoil placed over the backfill conducts water more slowly than the underlying coarse material, and thus the topsoil may determine the amount and rate of water movement into the backfill (Guebert and Gardner, 1992). As water moves into coarse materials in the backfill, it follows the path of least resistance. For example, water will flow through more permeable acid sandstones and around calcareous shales. The water continues downward until it encounters a barrier, the coal pavement, or other compacted or slowly permeable layer. Water does not move uniformly through the backfill by a consistent wetting front. The chemistry of the water emanating from the backfill will reflect only the rock types encountered in the water flow path, not the geochemistry of the total overburden (Ziemkiewicz and Skousen, 1992).
Diverting surface water above the site to decrease the amount of water entering the mined area is highly recommended. Alternatively, pyritic material can be placed where it will be rapidly and permanently inundated, thereby preventing oxidation of the acid-forming material. Inundation is only suggested where a water table may be re-established to cover acid-producing materials (such as below drainage deep mines), and has not been recommended for surface mined lands or above drainage deep mines in the mountainous Appalachian USA region. Upgradient of mined areas, water with low mineral acidity can be treated with limestone in the water course to improve water quality. 6.2 AT-SOURCE CONTROL OF ACID MINE DRAINAGE
Acid mine drainage control technologies are measures that can be undertaken where
AMD formation has either already taken place or is anticipated to be a problem in the future. At-source control methods treat the acid-producing rock directly and stop or retard the production of acidity, whereas treatment methods add chemicals directly to acidified water exiting the rock mass. Coal companies mining in acid-producing areas of the eastern USA must often treat AMD, and they face the prospect of long-term to indefinite water treatment and its attendant liabilities. It is obvious that cost-effective methods which prevent the formation of AMD at its source would be preferable. Some control methods are most suitable for abandoned mines and others are only practical on active operations. Other methods can be used in either setting.
Some of the techniques described below are partially successful and have demonstrated less than 100% control of acidity produced on-site, and are considered failures by some people. While a technique that controls 80% of a site's acidity may not relieve a coal mine operator of liability, the method may be suitable for an abandoned mine reclamation program or a watershed restoration project. Removing a significant portion of the acid or metal load in a watershed by a partially-effective control strategy may improve the health of a stream to a point of re-introducing some fish species or re-establishing some designated uses of the stream. Alternatively, the method may be combined with another partial control scheme to achieve effluent limits. Since partial control methods are often the least costly, their use in combination

5
with other techniques is often financially attractive. For example, a partial control method such as a dry barrier can be combined with alkaline amendment to reduce the amount of alkalinity required to offset acidity. 6.2.1 Alkaline Amendment to Active Mines
Recent studies have indicated that certain types of alkaline amendments can successfully
control AMD from pyritic spoil and refuse (Brady et al., 1990; Perry and Brady, 1995; Rich and Hutchison, 1990; Rose et al., 1995). Nearly all alkaline amendment schemes rely on ABA to identify the required alkalinity for neutralization of pyritic materials. Alkaline amendment methods are a modification of the concept of selective handling. Selective handling seeks to blend acid-producing and acid-neutralizing rock units in the mining process to develop a neutral rock mass. Selective handling may also create a postmining hydrologic regime that minimizes the contact between acid-forming rock and groundwater, or it may isolate acid-producing rocks from the rest of the backfill by use of barriers. In the eastern USA coal fields, the pit floor is often rich in pyrite, so isolating it from groundwater may be necessary. Isolation methods can include building highwall drains which move incoming groundwater away from the pit floor or placing impermeable barriers on the pit floor. For example, acid-forming material can be compacted or capped within the spoil (Meek, 1994). If insufficient alkalinity is available in the spoil, then external sources of alkalinity may be imported (Skousen and Larew, 1994; Wiram and Naumann, 1995).
Limestone is often the least expensive and most readily available source of alkalinity. It has a NP of between 75 and 100%, and is safe and easy to handle. On the other hand, it has no cementing properties and cannot be used as a barrier.
Fluidized Bed Combustion (FBC) ash is produced at power generating plants that burn high sulfur coal or refuse in a FBC system. Sulfur dioxide emissions are controlled by injecting limestone into the combustion bed. At combustion temperatures, the limestone calcines leaving calcium oxide. About one-half of the CaO reacts with sulfur dioxide to form gypsum and the rest remains unreacted. Therefore, FBC ashes generally have NPs of between 20 and 40%, and they tend to harden into a cement after wetting (Skousen et al., 1997). Other power-generation ashes, like flue gas desulfurization products and scrubber sludges, may also have significant NP, which make them suitable alkaline amendment materials (Stehouwer et al., 1995).
Kiln dust, produced by lime and cement kilns, contains similar levels of CaO (15 to 30%) as FBC ash, but also contains 50 to 70% unreacted limestone. Kiln dust absorbs moisture and also hardens upon wetting (Rich and Hutchison, 1994). It is widely used as a stabilization and barrier material.
Steel-making slags are locally available in large quantities at low cost. When fresh, steel slags have NPs from 45 to 90%. Studies indicate that columns of steel slag maintain constant hydraulic conductivity over time and produce highly (>1,000 mg/L) alkaline leachate. Steel slag can be used as an alkaline amendment as well as a medium for alkaline recharge trenches. Slags are produced by a number of processes, so care is needed to ensure that candidate slags are not prone to leaching metal ions like Cr, Mn, and Ni.
Other alkaline materials may have higher NPs than limestone, but the source of the material should be checked and a complete analysis should be done to evaluate NP and metal content before use. Quicklime, kiln dust and hydrated lime all have higher activities than

6
limestone, though it is not clear that the kinetics of pyrite oxidation favor readily soluble sources of alkalinity.
Phosphate rock has been used in some studies to control AMD. It may react with Fe released during pyrite oxidation to form insoluble coatings (Evangelou, 1995), but phosphate usually costs much more than other calcium-based amendments and is needed in about the same amounts (Ziemkiewicz and Meek, 1994).
Accurately predicting the amount of a particular alkaline amendment to add in a certain situation has significant cost and long-term liability implications. diPretoro and Rauch (1988) found sites with >3% NP as calcium carbonate equivalent in overburden produced alkaline drainages, while acidic drainage resulted at <1% NP. Brady and Hornberger (1989) suggest threshold values of NP > 3% and S < 0.5% as guidelines for delineating alkaline-producing strata. Brady et al. (1994) showed that 3% net NP in an overburden caused alkaline drainage while less than 1% net NP produced acidic drainage from 38 mines in PA. They concluded that mining practices (such as selective handling, and concurrent reclamation) enhanced the effect of alkaline addition on reducing acidity. Further refinements (Perry and Brady, 1995) gave a value of 21 Mg/1000 Mg net NP (or 2.1%) to produce alkaline drainage on 40 sites in Pennsylvania. Alkaline addition of lime kiln dust at rates to neutralize the MPA was successful in producing alkaline drainage from a Pennsylvania site after mining (Rose et al., 1995).
Brady and Hornberger (1990) conclude that NP from ABA shows the strongest relationship with actual postmining water quality. This relationship is only qualitative (e.g. acid vs. non-acid), and NP must significantly exceed MPA in order to produce alkaline water. If NP and MPA are similar, AMD will most likely result.
Accurate, representative overburden analyses before mining are crucial in developing mining plans and alkaline addition programs in acid-producing areas. Therefore, it is best to generate cost-effective control strategies when acid problems are identified during premining planning (Chapter 4). Errors in predicting postmining water quality from premining overburden analyses include unrepresentative sampling of overburdens and inaccurate analyses (Rymer et al., 1991; Wiram and Naumann, 1995), and non-homogeneous placement of spoils. For example, Schueck (1990) reported AMD generation from a surface mine in Pennsylvania resulted largely from buried refuse and pit cleanings within an otherwise neutral to alkaline spoil matrix as identified by ABA.
Some spoils are composed of a mixture of acid-forming and alkaline rocks, while other materials like refuse are dominated by acid-producing rocks with no NP. In spite of significant alkalinity in overburdens, AMD originates from localized sites within the backfill. While finding the path of least resistance to the downstream side of the backfill, infiltrating water is influenced only by acid and alkaline rocks directly in its path. If water flows primarily through permeable acid sandstones, AMD can result, and the water flows freely to the nearest stream while the alkalinity in the pile remains unreacted. Unless contacted directly by acid water, most of the spoil limestone will remain in solid form. Thus, the presence of alkalinity in the backfill does not ensure that it will neutralize acidity. For efficient neutralization, the acid-forming and alkaline material must be thoroughly mixed. Where insufficient alkalinity is present, it is necessary to add alkaline material to the rock mass. If one relies on random spoil dumping, an overwhelming supply of alkaline material would be needed. This probably accounts for the reported field observations that two or more units of NP is required for each unit of MPA. If there is a consensus on the subject, it would appear that material mixtures with an NP/MPA ratio

7
above 2 and an net NP above 30 Mg/1000 Mg (3% net NP) generate alkaline water. Even at high NP/MPA ratios, acidity may be produced if the acid-producing materials are incorrectly placed so that they intercept groundwater, or the alkaline material is added only to the surface (Lusari and Erickson, 1985). Thorough mixing during materials handling can reduce the required NP/MPA ratio considerably.
Addition of alkaline material to refuse is a relatively simple process. Since the refuse leaves the preparation plant on a belt conveyor or in a slurry line, the alkalinity can be metered directly into the refuse stream. Rich and Hutchison (1990 and 1994) reported a successful operation where 2% lime kiln dust is added to refuse at a preparation plant in West Virginia. Not only did the kiln dust prevent acid formation, it improved the strength of the refuse pile by absorbing moisture from the filter cake, allowing easy access for large haulage trucks. Currently at least eight preparation plants in the eastern USA are using this technique.
Adding alkalinity to spoil requires more care during mining and reclamation. The high volume of spoil necessitates applying alkalinity only to those rock masses that need it (like coal roof rock, partings and pavement). Surface mining operations can remove this rock with front end loaders after the prime excavator exposes the coal and place the acid-producing material in cells in the backfill for treatment with an alkaline amendment (Skousen and Larew, 1994). Since acid-producing rock types are often a small proportion of the total spoil, such a procedure results in efficient use of the alkaline material. Additional compaction is desirable during placement in cells. Often the final pit floor contains considerable pyrite, much of it within 30 cm of the coal. Two approaches can be taken: 1) remove the pyritic material and place it in cells for alkaline amendment, or 2) seal the pit floor with a self-cementing material such as FBC ash. 6.2.2 Alkaline Recharge Trenches
Alkaline recharge trenches (Caruccio et al., 1984) are surface ditches filled with alkaline
materials. These trenches can minimize or eliminate acid seeps through an alkaline-loading process by placing alkaline material into contact with surface infiltrating water. Alkaline recharge trenches were constructed on top of an 8-ha coal refuse disposal site, which produced AMD seepage (Nawrot et al., 1994). After installing the alkaline recharge pools, acidity reductions of 25 to 90% were realized with concomitant 70 to 95% reductions in Fe and sulfate in seepage water. The following conclusions and recommendations were made: --Use highly soluble alkaline materials (e.g. CaO, Ca(OH)2 waste products), --Maximize water volumes through the trench by directing surface flow into the pool, --Use multiple alkaline recharge pools to increase chances of influencing groundwater flows, --Construct infiltration paths into the backfill to improve alkaline diffusion and flushing, --Allow sufficient time (possibly 3-5 annual cycles) for the effect to become apparent. 6.2.3 Bactericides
Anionic surfactants are used to control bacteria that catalyze the conversion of Fe+2 to
Fe+3, which can thereby control pyrite oxidation. They are used in situations where immediate control of AMD formation is important and work best on fresh, unoxidized sulfides. Bactericides are often liquid amendments, which can be applied to refuse conveyor belts or sprayed by trucks on cells of acid-producing materials in the backfill. Bactericides have also

8
been used at metal mines (Parisi et al., 1994). One example of surfactant application was done in 1988 on a 4.5-ha refuse site in Pennsylvania. Surfactant was applied via a hydroseeder at rates of 225 kg/ha initially, then successive amounts were made as fresh refuse was deposited. Effluent from the pile showed a 79% reduction in acidity and a 82% decrease in Fe. Cost savings at the AMD treatment plant were $300,000 per year (Rastogi, 1994). Surfactants, by themselves, are not seen as a permanent solution to AMD. Eventually the compounds either leach out of the rock mass or are decomposed. However, slow-release formulations are commercially available and have been successfully used at regraded sites (Splittorf and Rastogi, 1995). Bactericides appear to work best when used in combination with other control methods, and can be useful in preventing acid conditions in pyritic rock piles which remain open for several years until the site is reclaimed. 6.2.4 Dry Barriers
Barriers are constructed from materials that retard the movement of water and oxygen
into areas containing acid-producing rock. Barriers can achieve substantial reductions in water flow through piles, but generally do not control AMD completely. Grouts can be used to separate acid-producing rock and groundwater. Injection of grout barriers may significantly reduce the volume of groundwater moving through spoil. Gabr et al. (1994) characterized the groundwater flow of an acid-producing reclaimed site where a 1.5-m thick wall was installed by pumping a mixture of class F fly ash and portland cement grout into vertical boreholes near the highwall. After two years, the grout wall reduced groundwater inflow from the highwall to the spoil by 80%, resulting in one of two seeps completely drying up and substantially reducing the flow of the other seep.
Plastic liners are rarely used in mining because covering the large volumes of waste with a liner is usually too expensive. However, this method may be appropriate in settings where isolation of small pods of acid-producing material is possible. At the Upshur Mining Complex in West Virginia, Meek (1994) reported covering a 20-ha spoil pile with a 39-mil PVC liner. This treatment reduced acid loads by 70%. At the Heath Steele Metal Mine in New Brunswick, a soil cover was designed to exclude oxygen and water from the pile, and its performance was evaluated for five years (Bell et al., 1994). The capillary barrier consisted of a 10-cm gravel layer for erosion control, 30-cm gravel/sand layer as a evaporation barrier, 60-cm compacted till (conductivity of 10-6 cm/sec), 30-cm sand, and pyritic waste rock. The barrier excluded 98% of precipitation, and oxygen concentrations in the waste rock dropped from 20% initially to around 1%. In a similar study at the Waite Amulet Mine in Quebec, a barrier consisting of a 60-cm thick layer of compacted clay between two 30-cm layers of sand was placed over pyritic tailings (Yanful et al., 1994). After three years, the barrier reduced oxygen flux by 99% resulting in a 95% reduction in the rate of acid generation. The barrier excluded 96% of precipitation. Evaluations of capillary barriers by these and other studies (Nicholson et al., 1989; Rasmuson and Eriksson, 1986) indicate that this type of dry barrier can be an effective AMD control agent. 6.2.5 Wet Covers
Disposal of sulfide tailings under a water cover, such as a lake or fjord, is another way to
prevent acid generation by excluding oxygen to sulfides. Wet covers also include flooding of

9
above ground tailings ponds. Deposition of sulfide tailings under water has been used at various mines in Canada. Fraser and Robertson (1994) studied four freshwater lakes used for subaqueous tailings disposal and found the following: --Reactivity of tailings was low since low dissolved metals were found in the pore water, --Low metal dissolution from sediments indicated little impact of metals within the lakes, --Biological communities existed in some of the lakes, --Metal levels in fish were variable and depended on the history of the lake. Metal levels in fish appeared to be elevated in some parts of the lake while others were typical of background levels. --Sulfide-rich Zn, Cu and Pb tailings were placed by slurry line into shallow (<8 m) Anderson Lake in north-central Manitoba since 1979. Pedersen et al. (1994) studied the site and concluded: --Mine tailings were widely distributed on the lake floor, --Sediments deposited in the lake had much organic matter, --Anaerobic conditions developed at shallow depths, --No Cd, Pb or Cu were being released from the submerged tailings, --Very low amounts of Zn were dissolved into lake water from the tailings. At Elliot Lake, Ontario Rio Algom Limited established a 65-ha flooded field demonstration site in which water depths of 0.5 to 1.0 m were developed in a series of terraces and dikes (Dave and Vivyurka, 1994). The first cell was completed and ready for flooding in October 1992. Over 50% of the sulfidic uranium tailing�s surface was treated with limestone and the top 15 cm was mixed. While flooding this cell, lime slurry was added to the inflow water for additional neutralization. At the end of flooding in December 1992, the surface water pH was 7 with acidity averaging 7 mg/L. This general water quality has been maintained for two years. For comparison, inflow from a nearby uncontaminated lake had an average pH of 6.4 and acidity of 5 mg/L and alkalinity of 4 mg/L. The tailings pond was in a valley so only the engineered dam at the downstream was exposed to air. 6.2.6 Alkaline Amendment to Abandoned Mines
Abandoned mines in the eastern USA generate more than 90% of the AMD in streams
and rivers, most of which comes from underground mines. Abandoned underground mines are problematic because they are often partially caved and flooded, access is restricted, and reliable mine maps are often unavailable. Abandoned surface mines comprise huge volumes of spoil of unknown composition and hydrology. Rehandling and mixing alkalinity into the backfill is generally prohibitively expensive. These problems on abandoned mines were considered so intractable that they have only recently been addressed.
Filling underground mine voids with non-permeable materials is one of the best methods to prevent AMD from abandoned underground mines. Since underground mine voids are extensive (a 60-ha mine with a coal bed height of 1.5 m and a recovery rate of 65% would contain about 600,000 m3 of voids), the fill material and the placement method must have very low unit costs. Mixtures of class F fly ash and 3-5% portland cement are used to control subsidence in residential areas. The slurries are injected through vertical boreholes at between 8 and 16 m centers. Research and demonstration projects are exploring both pneumatic (the use of air pressure) and slurry injection methods for placing FBC ash in abandoned underground mines

10
(Burnett et al., 1995). Preliminary results indicate that pneumatic methods can extend the borehole spacing to about 30 m at costs substantially less than those of slurry methods. On reclaimed surface mines still producing AMD, researchers in Pennsylvania saw small improvements in water quality after injecting coal combustion residues into buried pods of pyritic materials (Kim and Ackman, 1994; Schueck et al., 1994). 6.2.7 Remining and Reclamation
Remining is returning to abandoned surface or underground mines for further coal
removal. Where AMD occurs, remining reduces acid loads by: 1) decreasing infiltration rates, 2) covering acid-producing materials, and 3) removing the remaining coal which is the source of most of the pyrite. Hawkins (1994) studied 57 discharges from 24 remined sites in Pennsylvania, and found contaminant loadings (e.g. flows and metal concentrations) were either reduced or unchanged after remining and reclamation. Short-term loads were sometimes increased during the first six months after remining and reclamation. Reduction in loads resulted from decreased flow rather than large changes in concentrations. An evaluation of ten remining sites in Pennsylvania and West Virginia showed eight of the sites to produce a net profit from coal sales. All the sites were reclaimed to current standards, thereby eliminating highwalls, covering refuse, and revegetating the entire areas. All sites also had improved water quality and some completely eliminated AMD coming from the site (Skousen et al., 1997). Faulkner and Skousen (1995) found significant reductions in acid loads after land reclamation, and the acid load reductions were due both to reductions in water flow from the site and reductions in acid concentration in the water.
Remining has been combined successfully with alkaline addition and special handling to change water quality from acid to alkaline at specific sites. Skousen and Larew (1994) described the surface remining of an underground mine in Preston County, West Virginia. Alkaline overburden from an adjacent mine was imported at a rate of 15,000 Mg/ha to the remining job at a cost of $0.55/Mg of coal removed. An average of about 18,000 Mg/ha coal was removed, making the cost of hauling the alkaline material to the site around $9,900/ha. Water quality from the deep mine prior to remining averaged pH 3.7 and 75 mg/L acidity, while after remining and reclamation, pH was above 7.0 with no acidity. Based on average premining water flows and analyses of the deep mine discharge on the site, the chemical cost for treating AMD on this site would have been around $200,000 over a 20-year period. The alkaline addition had a one-time cost of $45,000. 6.3 CHEMICAL TREATMENT OF ACID MINE DRAINAGE
Since the passage of SMCRA in 1977, coal mine operators have been required to meet
environmental land reclamation performance standards established by federal and state regulatory programs. Operators must also meet water quality standards established in the Clean Water Act of 1972 (CWA), which regulates discharges into waters of the USA. In addition to a surface mining permit required by SMCRA, each mining operation must be issued a National Pollution Discharge Elimination System (NPDES) permit under CWA. Allowable pollutant discharge levels are usually determined by the USEPA�s technology-based standards, or the discharge levels may be based on the more stringent water quality-based standards. Water

11
quality standards may apply where discharges are being released into streams with designated uses.
If AMD problems develop during mining or after reclamation, a plan to treat the discharge must be developed. Treatment of AMD includes neutralization of acidity and precipitation of metal ions to meet the relevant effluent limits. In most cases, a variety of alternative treatment methods can be employed to meet the limits specified.
NPDES permits on surface mines usually require monitoring of pH, total suspended solids (TSS), and Fe and Mn concentrations. Other parameters may be requested by the regulatory authority in a particular mining situation. In order for an operator to make a selection of an AMD treatment system, one must determine (in addition to the above parameters) the flow rate, sulfate concentration, and Fe+2 concentration in the AMD. The receiving stream's designated use and seasonal fluctuations in flow rate are also important. After evaluating these variables over a period of time, the operator can consider the economics of different chemicals and alternative AMD treatment systems. Most AMD chemical treatment systems consist of an inflow pipe or ditch, a storage tank or bin holding the treatment chemical, a means of controlling its application rate, a settling pond to capture precipitated metal oxyhydroxides, and a discharge point. The latter is the point at which NPDES compliance is monitored. 6.3.1 Chemicals Available to Treat AMD
Six chemicals are used to treat AMD (Table 6.1). Each chemical has characteristics that make it more or less appropriate for a specific condition. The best choice among alternatives depends on both technical and economic factors. The technical factors include acidity levels, flow, and the types and concentrations of metals in the water. The economic factors include prices of reagents, labor, machinery and equipment, the number of years that treatment will be needed, and the interest rate.
Enough alkalinity must be added to raise water pH so insoluble metal hydroxides will form and settle out of the water. The pH required to precipitate most metals from water ranges from pH 6 to 9 (except Fe+3, which precipitates at pH >3.5). The types and amounts of metals in the water therefore heavily influence the selection of an AMD treatment system. Ferrous iron converts to a solid bluish-green Fe(OH)2 at pH >8.5. In the presence of oxygen, Fe+2 oxidizes to Fe+3, and Fe(OH)3 forms a yellowish-orange solid (commonly called yellow boy) which precipitates at pH >3.5. In oxygen-poor AMD where Fe is primarily in the Fe+2 form, enough alkalinity must be added to raise the solution pH to 8.5 before Fe(OH)2 precipitates. A more efficient way of treating high Fe+2 AMD is to first aerate the water (also outgassing CO2), causing the Fe to convert from Fe+2 to Fe+3, and then adding a neutralizing chemical to raise the pH to 6 or 7 to form Fe(OH)3. Aeration after chemical addition is also beneficial because it greatly reduces the amount of neutralizing reagent necessary to precipitate Fe from AMD. Aluminum hydroxide precipitates at pH > 5.0 but also enters solution again at a pH of 9.0. Manganese precipitation is variable due to its many oxidation states, but will generally precipitate at a pH of 9.0 to 9.5. As this discussion demonstrates, the appropriate treatment chemical can depend on both the oxidation state and concentrations of metals in the AMD (USEPA, 1983). Interactions among metals also influence the rate and degree to which metals precipitate. For example, Fe precipitation will largely remove Mn from the water at pH 8 due to co-precipitation, but only if the Fe concentration in the water is much greater than the Mn

12
content (about 4 times more or greater). If the Fe:Mn ratio is less than 4, Mn is not removed by co-precipitation and a solution pH of >9 is necessary to remove it from solution. 6.3.1.1 Limestone
Limestone has been used for decades to raise pH and precipitate metals in AMD. It has
the lowest material cost and is the safest and easiest to handle of the AMD chemicals. Unfortunately, its successful application has been limited due to its low solubility and tendency to develop an external coating, or armor, of Fe(OH)3 when added to AMD. In cases where pH is low and mineral acidity is also relatively low (low metal concentrations), finely-ground limestone may be dumped in streams directly or the limestone may be ground by water-powered rotating drums and metered into the stream. These applications have recently been tried in West Virginia in AMD-impacted streams with great success. Limestone has also been used to treat AMD in anaerobic (anoxic limestone drains) and aerobic environments (open limestone channels). These latter two techniques are discussed later in this chapter under passive treatment systems. Table 6.1. Chemical compounds used in AMD treatment. ____________________________________________________________________________________________ Common Name Chemical Name Formula Conversion Neutralization 2000 Cost3
Factor1 Efficiency2 $ per Mg or L Bulk <Bulk
____________________________________________________________________________________________ Limestone Calcium carbonate CaCO3 1.00 30% $ 11 $ 16 Hydrated Lime Calcium hydroxide Ca(OH)2 0.74 90% $ 66 $110 Pebble Quicklime Calcium oxide CaO 0.56 90% $ 88 $264 Soda Ash Sodium carbonate Na2CO3 1.06 60% $220 $350 Caustic Soda (solid) Sodium hydroxide NaOH 0.80 100% $750 $970 20% Liquid Caustic Sodium hydroxide NaOH 784 100% $0.06 $0.16 50% Liquid Caustic Sodium hydroxide NaOH 256 100% $0.29 $0.33 Ammonia Anhydrous ammonia NH3 0.34 100% $330 $750 ____________________________________________________________________________________________ 1 The conversion factor may be multiplied by the estimated Mg acid/yr to get Mg of chemical needed for
neutralization per year. For liquid caustic, the conversion factor gives L needed for neutralization. 2 Neutralization Efficiency estimates the relative effectiveness of the chemical in neutralizing AMD acidity. For
example, if 100 Mg of acid/yr was the amount of acid to be neutralized, then it can be estimated that 82 Mg of hydrated lime would be needed to neutralize the acidity in the water (100(0.74)/0.90).
3 Price of chemical depends on the quantity being delivered. Bulk means delivery of chemical in a large truck, whereas <Bulk means purchased in small quantities. Liquid caustic prices are for L. Others in Mg.
6.3.1.2 Hydrated Lime
Hydrated lime is a commonly-used chemical for treating AMD. It is sold as a powder
that tends to be hydrophobic, and extensive mechanical mixing is required to disperse it in water. Hydrated lime is particularly useful and cost effective in large flow, high acidity situations

13
where a lime treatment plant with a mixer/aerator is constructed to help dispense and mix the chemical with the water (Skousen and Ziemkiewicz, 1996). Hydrated lime has limited effectiveness if a very high pH is required to remove ions such as Mn. Operators of lime treatment systems often increase lime application as Mn levels increase in the water. However, due to the kinetics of lime dissolution, increasing the lime rate increases the volume of unreacted lime that enters the metal floc settling pond.
Hydrated lime can be purchased in 20-kg bags or in bulk. Bulk lime is preferred by operators due to cost and handling advantages. It can be delivered by barge, truck, or train to many sites and handled pneumatically. Proper storage of Ca(OH)2 is important in order to maintain its flow characteristics and thus ensure efficient use. The appropriate silo volume depends on the daily lime requirement, but should contain enough to cover periodic unexpected delays in delivery. The length of time that the system will be in operation is important because the large initial capital expenditure can be amortized over time. 6.3.1.3 Pebble Quicklime
Pebble quicklime (CaO) has been recently used in conjunction with the Aquafix Water
Treatment System utilizing a water wheel concept (Jenkins and Skousen, 1993). The amount of chemical applied is dictated by the movement of the water wheel, which causes a screw feeder to dispense the chemical. The hopper and feeder can be installed in less than an hour. This system was initially used for small and/or periodic flows of high acidity because CaO is very reactive. Recently, however, water wheels have been attached to large bins or silos for high flow/high acidity situations. Preliminary tests show an average of 75% cost savings over NaOH systems and about 20 to 40% savings over NH3 systems. 6.3.1.4 Soda Ash
Soda ash (Na2CO3) is generally used to treat AMD in remote areas with low flow and
low amounts of acidity and metals. Selection of Na2CO3 for treating AMD is usually based on convenience rather than chemical cost. Soda ash comes as solid briquettes, and is gravity fed into water by the use of bins or barrels. The number of briquettes to be used each day is determined by the rate of flow and quality of the water to be treated. One problem with the bin system is that the briquettes absorb moisture, causing them to expand and stick to the corners of the bin. This hinders the briquettes from dropping into the AMD stream. For short-term treatment at isolated sites, some operators use a much simpler system employing a wooden box or barrel with holes that allows water inflow and outflow. The operator simply fills the barrel with briquettes on a regular basis and places the barrel in the flowing water. This system offers less control of the amount of chemical used. 6.3.1.5 Caustic Soda
Caustic soda (NaOH) is often used in remote locations (e.g., where electricity is
unavailable), and in low flow, high acidity situations. It is commonly the chemical of choice if Mn concentrations in the AMD are high. The system can be gravity fed by dripping liquid NaOH directly into the AMD. Caustic is very soluble in water, disperses rapidly, and raises the

14
pH of the water quickly. Caustic should be applied at the surface of ponded water because the chemical is more dense than water. The major drawbacks of using liquid NaOH for AMD treatment are high cost and dangers in handling.
Liquid NaOH can freeze during winter months, but there are several options available to deal with the freezing problem. These include burying the NaOH tank, installing a tank heater, switching from a 50 percent to a 20 percent solution, adding a small amount of antifreeze to the solution, and utilizing solid NaOH. Switching from a 50 percent to a 20 percent NaOH solution lowers the freezing point from 0o C to about -37o C. Antifreeze can be added at 1 L per 25 L of 50% NaOH to lower the freezing point from zero to -40o C. Solid NaOH, which may be delivered in a 30-kg drum or in bags, is reported by some operators to be cheaper and easier to handle than liquid NaOH.
Tanks housing NaOH can range in volume from 2,000 to 30,000 L. Large tanks are usually placed on a cement platform. The discharge line is fixed at the bottom of the tank and transports the NaOH solution to the seep, ditch, or pond. The rate of flow is controlled by a gate valve placed at the end of the discharge line. 6.3.1.6 Ammonia
Ammonia or sometimes called anhydrous (NH3 or NH4OH) is an extremely hazardous
chemical that must be handled carefully (Hilton, 1990). A gas at ambient temperatures, NH3 is compressed and stored as a liquid but returns to the gaseous state when released. Ammonia is extremely soluble in water and reacts rapidly. It behaves as a strong base and can easily raise the pH of receiving water to 9.2. At pH 9.2, it buffers the solution to further pH increases, and therefore very high amounts of NH3 must be added to elevate the pH beyond 9.2. Injection of NH3 into AMD is one of the quickest ways to raise water pH. It should be injected near the bottom of the pond or water inlet because NH3 is lighter than water. The most promising aspect of using NH3 for AMD treatment is its cost, especially compared to NaOH. A cost reduction figure of 50% to 70% is usually realized when NH3 is substituted for NaOH (Skousen et al., 1990).
Major disadvantages of using NH3 include: 1) hazards associated with handling the chemical, 2) uncertainty concerning nitrification, denitrification and acidification downstream, and 3) the consequences of excessive application rates (Faulkner, 1990). Specialized training and experience are important for the safe use of NH3. Companies using NH3 are required to conduct additional analyses such as temperature, total NH3-N, and total acidity for discharge water and receiving streams. While NH3 can be effective for Mn removal in many cases, this requires careful monitoring and attention, and overapplication of NH3 often occurs. Therefore, in situations where Mn is the ion of primary concern (low Fe, high Mn water), a different chemical may be more appropriate (Faulkner, 1990). 6.3.2 Costs of Treating AMD
Costs have been developed for five AMD treatment chemicals under four sets of flow
and acid concentration conditions (Table 6.2). These conditions are: 1) 189 L/min (50 gpm) and 100 mg/L; 2) 3780 L/min (1000 gpm) and 100 mg/L; 3) 945 L/min (250 gpm) and 500 mg/L; 4) 3780 L/min (1000 gpm) and 2500 mg/L. These conditions represent a sufficiently wide range for valid comparison of the treatment systems.

15
The costs for each technology were divided into installation costs and variable costs. Installation costs include piping, system foundation, site preparation, equipment, hardware, and labor. Labor costs were based on man hours at a wage scale of $27 an hour. Variable costs include reagent cost, annual labor, and maintenance. The amount of reagent was computed using acid neutralization formulas presented in Skousen and Ziemkiewicz (1996). Annual labor was estimated man-hours to run the system for one year multiplied by $27 an hour. Other variable costs include repair costs and electricity (Phipps et al., 1991).
The prices for the reagents, equipment, and labor were based on actual costs to operators in West Virginia in May 1996. The price for each chemical is given in Table 6.1, and varies due to whether the material was delivered in bulk or purchased in bags. The net present value (NPV) is the value of the total treatment system, plus annual operating and chemical expenses over the specified duration of treatment in 1996 USA dollars. A rate of 6% per year was used to devalue the dollar during future years of the treatment period. The annual cost was obtained by converting the total system cost (NPV) to an equivalent annual cost so that each system could be compared. The parameters used in the analysis were entered in a spreadsheet.
Use of Na2CO3 has the highest labor requirements (10 hours per week) because the dispensers must be filled by hand and inspected frequently (Table 6.2). Caustic has the highest reagent cost per mole of acid-neutralizing capacity and Na2CO3 has the second highest. Hydrated lime treatment systems have the highest installation costs of the five technologies because of the need to construct a lime treatment plant and install a pond aerator. However, the cost of Ca(OH)2 is very low. The combination of high installation costs and low reagent cost make Ca(OH)2 systems particularly appropriate for long-term treatment of high flow/high acid condition situations.
For a five-year treatment period, NH3 had the lowest annual cost for the low flow/low acid situation (Table 6.2). Pebble quicklime was only about $160 per year more expensive than the NH3 system but had lower reagent and higher installation costs. Caustic was third because of its high labor and reagent costs, and Na2CO3 was fourth due to high labor costs. Hydrated lime was the most expensive because of its high installation costs. With the intermediate flow and acid cases, NH3 and CaO systems were by far the most cost effective, with Ca(OH)2 and Na2CO3 next. Caustic was the most expensive alternative at this intermediate flow and acidity condition. In the highest flow/acidity category, the Ca(OH)2 and CaO systems are clearly the least costly treatment systems, with annual costs of about $250,000 less than NH3, the next best alternative. 6.3.3 Other Aspects of AMD Treatment Technologies
While the primary AMD chemicals and applications have been discussed, particular
circumstances may require a different chemical, a combination of chemicals, and particular management patterns to implement the most cost effective method, or to meet more stringent effluent limits. Other chemicals used sparingly in AMD treatment include flocculants or coagulants, which increase particle settling efficiency (Table 6.3). These materials are usually limited to cases where unique metal compositions require a specialized treatment system, or where aeration and residence time in settling ponds are insufficient for complete metal precipitation. Coagulants reduce the net electrical repulsive forces at particle surfaces, thereby promoting consolidation of small particles into larger particles. Flocculation aggregates or combines particles by bridging

16
the space between particles with chemicals. Bridging occurs when segments of a polymer chain absorb suspended particles creating larger particles (Skousen et al., 1993).
The most common coagulants and flocculants used in water treatment are alum and Fe2(SO4)3. These materials are also called polyelectrolytes and produce highly-charged ions when dissolved in water. Anionic polymers dissolve to form negatively-charged ions that are used to remove positively-charged solids. The reverse occurs with cationic flocculants. Polyampholytes are neutral, but when dissolved in water release both positively- and negatively-charged ions. Flocculants may be added to water as a liquid, or more commonly, placed in water as a gelatinous solid ("floc" logs).
Aeration is the process of introducing air into water. Oxidation occurs when oxygen in air combines with metals in the water. Once oxidized, Fe and Mn can come out of solution at pH values of 4 and 7, respectively. If the water is not or only partially oxidized, a solution pH of 8 to 10 is required for precipitation of these same metals. For this reason, aeration of water is a major limiting factor in many water treatment systems. If aeration and oxidation were incorporated or improved in the treatment system, chemical treatment efficiency would increase and costs could be reduced substantially. Oxidants (Table 6.3) are sometimes used to aid in the completion of the oxidation process to enhance metal hydroxide precipitation and reduce metal floc volume. The hypochlorite products (bleach), H2O2, and KMnO4 are used in AMD situations and have demonstrated very effective oxidation. Calcium peroxide has been shown to oxygenate AMD as well as neutralize acidity (Lilly and Ziemkiewicz, 1992).
After chemical treatment, the treated water flows into sedimentation ponds so metals in the water can precipitate. Dissolved metals precipitate from AMD as a loose, open-structured mass of tiny grains called "floc". All chemicals currently used in AMD treatment cause the formation of metal hydroxide sludge or floc. Sufficient residence time of the water, which is dictated by pond size and depth, is important for adequate metal precipitation. Hilton (1993) found pond size to be too small on most AMD treatment sites to result in complete treatment of the water and precipitation of dissolved metals. The amount of metal floc generated by AMD neutralization depends on the quality and quantity of water being treated, which in turn determines how often the ponds must be cleaned. Knowing the chemical and AMD being treated will help determine the general floc properties and will provide an estimate of the stability of the various metal compounds in the floc.
Table 6.2. Costs in 2000 of five chemicals to treat acid mine drainage in West Virginia. The analysis is based on a five-year operation period and includes chemical reagent costs, installation and maintenance of equipment, and annual operating costs. The “Bulk” chemical prices in Table 6.1 were used to calculate the reagent costs for only the 189 L/min flow. The “Bulk” prices were used for higher flows. Neutralization efficiencies were not included in the reagent cost calculation. ____________________________________________________________________________________________
Flow and Acidity Conditions

17
Flow (L/min)
189
3780
945
3780
Acidity (mg/L)
100
100
500
2500
Chemical
Soda Ash
reagent costs repair costs annual labor installation costs salvage value Net present value Annual cost
$3,731
0 14,040
229 0
75,052 $17,817
$44,000
0 14,040
229 0
244,679 $58,086
$58,300
0 14,040
229 0
245,774 $58,346
$1,166,000
0 14,040
229 0
4,911,804 $1,166,046
Ammonia
reagent costs repair costs tank rental annual labor electricity installation costs salvage value Net present value Annual cost
$2,543
495 480
7,020 600
1,936 0
48,547 $11,525
$22,440
495 1,200 7,020
600 6,357
0 139,117 $33,026
$28,050
495 1,200 7,020
600 6,357
0 162,749 $38,636
$561,000
495 1,200 7,020
600 6,357
0 2,407,725 $571,586
Caustic Soda (20% Liquid)
reagent costs repair costs annual labor installation costs salvage value Net present value Annual cost
$5,174
0 7,020
283 0
51,601 $12,250
$79,341
0 7,020 5,478
0 368,398 $87,457
$99,176
0 7,020 5,478
0 451,950
$107,292
$1,983,520
0 7,020 5,478
0 8,389,433
$1,991,636
Pebble Quicklime
reagent costs repair costs annual labor electricity installation costs salvage value Net present value Annual cost
$1,478 500
6,500 0
16,000 0
49,192 $11,678
$9,856 2,500
11,200 0
80,000 5,000
162,412 $38,556
$12,320 2,500
11,200 0
80,000 5,000
172,790 $41,020
$246,400 10,000 11,200
0 120,000 20,000
1,127,220 $267,600

18
Hydrated Lime
reagent costs repair costs annual labor electricity installation costs salvage value Net present value Annual cost
$814
1,000 6,500 3,500
58,400 5,750
94,120 $22,344
$9,768
3,100 11,232 11,000
102,000 6,500
228,310 $54,200
$12,210
3,500 11,232 11,000
106,000 7,500
242,809 $57,642
$244,200
10,500 11,232 11,000
200,000 25,000
1,313,970 $311,932
Table 6.3. Chemicals for acid neutralization, coagulation/flocculation, and oxidation ___________________________________________________________________________________________ NAME
CHEMICAL FORMULA
COMMENTS
Acid Neutralization
Limestone
CaCO3
Used in anoxic limestone drains and open limestone channels.

19
Hydrated Lime Pebble Quick Lime Soda Ash Briquettes Caustic Soda Ammonia Potassium Hydroxide Magnesium Hydroxide Magna Lime Calcium Peroxide Kiln Dust Fly Ash
Ca(OH)2 CaO
Na2CO3 NaOH
NH3 or NH4OH
KOH Mg(OH)2
MgO CaO2
CaO, Ca(OH)2
CaCO3,Ca(OH)2
Cost effective reagent, but requires mixing. Very reactive, needs metering equipment. System for remote locations, but expensive. Very soluble, comes as a solid in drums, beads, or flakes, or as a 20% or 50% liquid. Cheaper in the liquid form. Very reactive and soluble; also purchased as aqua ammonia. Similar to caustic. Similar to hydrated lime. Similar to pebble quicklime. Used as a neutralizer and oxidant; either powder or briquettes. Waste product of limestone industry. Active ingredient is CaO with various amounts of other constituents. Neutralization value varies with each product.
Coagulants/Flocculants
Alum (aluminum sulfate) Copperas (ferrous sulfate) Ferric Sulfate Sodium Aluminate
Al2(SO4)3 FeSO4
Fe2(SO4)3 NaAlO2
Acidic material, forms Al(OH)3. Acidic material, usually slower reacting than alum. Ferric products react faster than ferrous. Alkaline coagulant.
Anionic Flocculants Cationic Flocculants Polyampholytes
Negatively-charged surface. Positively-charged surface. Both positive and negative charges on surface based on pH.
Oxidants
Calcium Hypochlorite Sodium Hypochlorite Calcium Peroxide Hydrogen Peroxide Potassium permanganate
Ca(ClO)2 NaClO CaO2 H2O2
KMnO4
Strong oxidant. Also a strong oxidant. Trapzene, an acid neutralizer. Strong oxidant. Very effective, commonly used.
Ackman (1982) investigated the chemical and physical characteristics of AMD floc and concluded that each floc varied depending on the nature of the AMD, the neutralization chemical, and the mechanical mixing or aeration device used during chemical treatment. He stated the most important physical property is the floc�s settleability, which includes both the settling rate and final floc volume. Furthermore, Ca(OH)2 and Na2CO3 produced granular, dense flocs versus a more gelatinous, loose floc generated by NaOH or NH3. The chemical compositions of flocs were generally composed of hydrated Fe+2 or Fe+3 oxyhydroxides, CaSO4, Al(OH)3 A6H2O, CaCO3 and Ca(HCO3)2, with trace amounts of Si, PO4, Mn, Cu, and Zn.

20
Payette et al. (1991), using scanning electron microscope analyses, found that AMD neutralized by Ca(OH)2 resulted in the formation of crystalline CaSO4 as well as various amorphic metal hydroxides. Amorphic materials are those that have little or no structure and order, and have a tendency to dissolve more quickly than crystalline materials under the same conditions. Most minerals, on the other hand, show strong order, structure, and crystallinity. Amorphic materials may also become ordered or crystalline with time. Payette et al. (1991) showed that AMD floc was mostly amorphous at one hr after formation, while crystals were observed in the floc 24 hrs after formation. In a series of experiments on floc generation and stability, Brown et al. (1994a, b, c) found: 1. More floc was produced as the pH of the AMD solution was increased by chemical addition. 2. Each AMD source was unique in its reaction to four neutralization chemicals. 3. The amount of floc produced as a function of the amount of chemical added (termed its "efficiency") remained about the same across all pH ranges for Ca(OH)2, NaOH, and Na2CO3. Ammonia became less efficient at high pH. 4. Sodium carbonate was needed in the highest amount to raise water pH to 7.5 or greater. 5. Floc volumes were lowest with Na2CO3 and highest with Ca(OH)2 after one week of settling. 6. Greater settling time caused floc consolidation. 7. Flocs were composed of metals in ratios similar to the metal ratios of the AMD from which it was generated. 8. Flocs were primarily amorphic (having no crystalline structure), except for Na2CO3 flocs. 9. Flocs collected from ponds on mined areas showed little similarity in composition to flocs generated with the same AMD and chemical in the laboratory. The field flocs had soil particles mixed with the chemical floc. 10. Aging of AMD flocs caused more stable flocs, thereby decreasing their likelihood of releasing metals (Watzlaf and Casson, 1990). The greater stability of aged flocs remained even after re-introducing the flocs into acidic solutions. Aging in a dry environment resulted in better floc stability than flocs aged under water. Aging also caused floc consolidation.
Floc disposal options include: 1) leaving the floc submerged in a pond indefinitely, 2) pumping or hauling floc from ponds to abandoned deep mines or to pits dug on surface mines, and 3) dumping floc into refuse piles. Flocs pumped onto the surface of land and allowed to age and dry is a good strategy for disposal. In its oxidized and dried condition, AMD flocs can become crystalline and become part of the soil.
Lovett and Ziemkiewicz (1991) estimated NH3 chemical costs for a site in West Virginia at $72,000 per year and floc handling costs at $486,000 per year. Based on a flow of 378 L/min for this site, Brown et al. (1994b) estimated that this site generated approximately 77,900 m3 of floc per year. Dividing $486,000 by 77,900 m3 of floc yields a cost of $6.25 per m3 for floc handling and disposal on this site. Several mine operators observed that floc handling and disposal may cost up to $15 per m3. Due to their high water content and the sheer volume of material, floc handling costs frequently exceed chemical costs by several times.
Each AMD is unique and the chemical treatment of any particular AMD source is site specific. Each AMD source should be tested with various chemicals by titration tests to evaluate the most effective chemical for precipitation of the metals. The costs of each AMD treatment system based on neutralization (in terms of the reagent cost, capital investment and maintenance

21
of the dispensing system) and floc disposal should be evaluated to determine the most cost effective system.
6.4 PASSIVE TREATMENT OF ACID MINE DRAINAGE
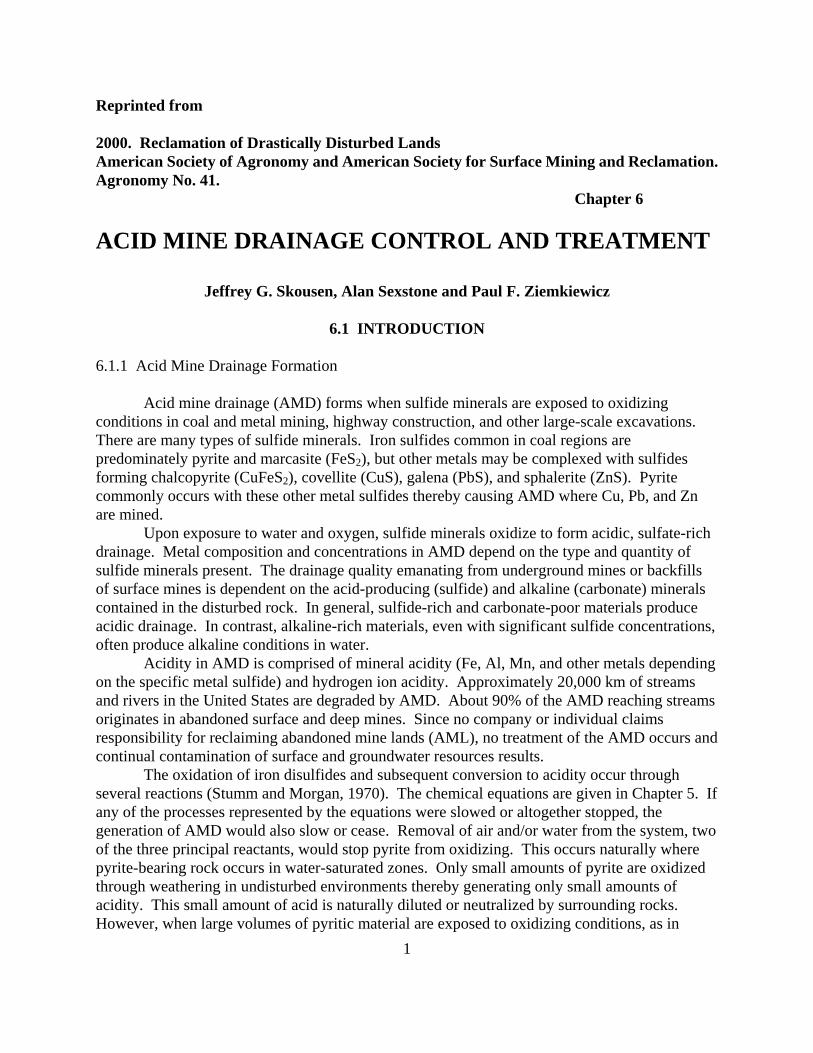
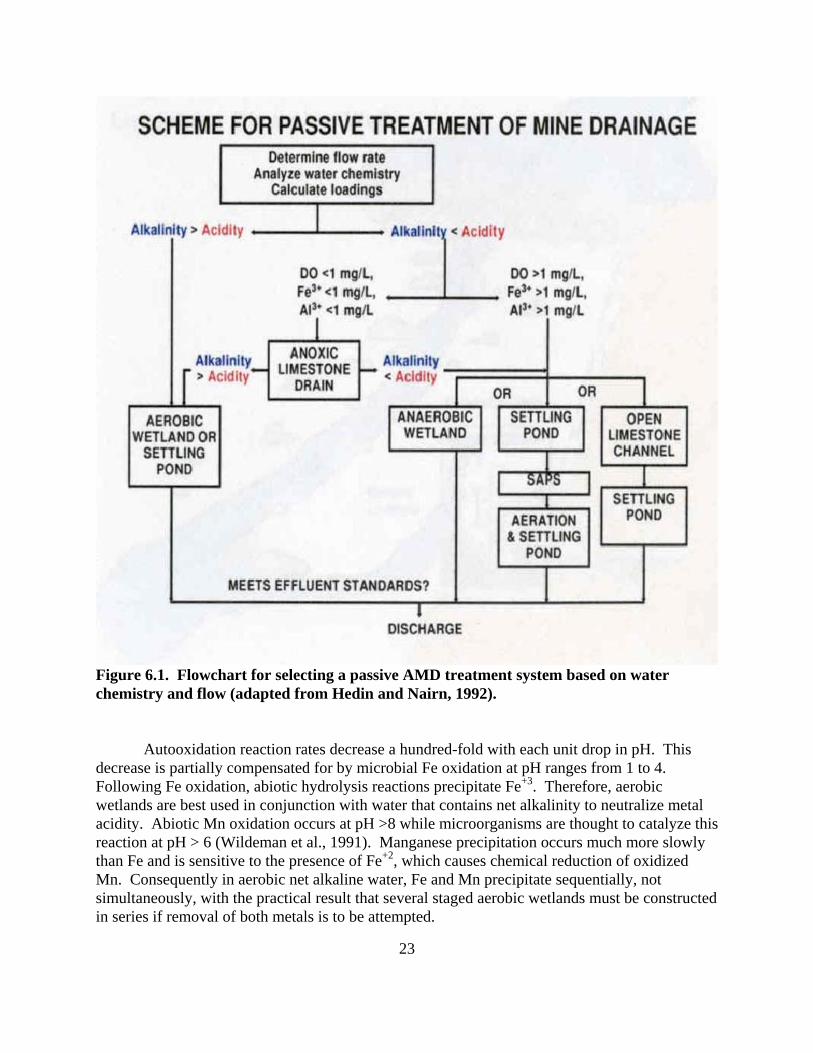
Active chemical treatment of AMD to remove metals and acidity is often an expensive, long-term proposition. In recent years, a variety of passive treatment systems have been developed that do not require continuous chemical inputs and that take advantage of naturally-occurring chemical and biological processes to cleanse contaminated mine waters. Passive technologies include constructed wetlands, anoxic limestone drains (ALD), successive alkalinity-producing systems (SAPS), limestone ponds, and open limestone channels (OLC). Natural wetlands are characterized by water-saturated soils or sediments, with supporting vegetation adapted to reducing conditions in their rhizosphere. Constructed wetlands are man-made ecosystems that mimic their natural counterparts. Often they consist of shallow excavations filled with a flooded gravel, soil, and organic matter to support wetland plants, such as Typha, Juncus, and Scirpus sp. Treatment depends on dynamic biogeochemical interactions as contaminated water travels through the constructed wetland. ALDs are abiotic systems consisting of buried limestone cells that passively generate bicarbonate alkalinity as anoxic water flows through. SAPS combine treatment concepts from both wetlands and ALDs. Oxygenated water is pre-treated by organic matter removing O2 and Fe+3, and then the anoxic water flows through an ALD at the base of the system. Limestone ponds are ponds built over the upwelling of a seep, which are filled with limestone for treatment. OLCs are surface channels or ditches filled with limestone. Armoring of the limestone with Fe reduces limestone dissolution by 20 to 50%, so longer channels and more limestone is required for water treatment.
At their present stage of development, none of the passive systems can be reliably implemented as a single permanent solution for most AMD problems to meet effluent limits. Relative to chemical treatment, passive systems require longer retention times and greater space, provide less certain treatment efficiency, and are subject to failure in the long-term. However, a great many passive systems have realized successful short-term implementation in the field and have substantially reduced water treatment costs at many mine sites (Faulkner and Skousen, 1994). Current research seeks to better understand the dynamically complex chemical and biological mechanisms that occur within passive systems that are responsible for AMD treatment. Selection of an appropriate passive system is based on water chemistry and flow (Figure 6.1) and refinements in design are ongoing. As scientists and practitioners improve treatment predictability and longevity of passive systems, they will play a more important role in pollution abatement and environmental protection. 6.4.1 Constructed Wetlands
Research demonstrates that biological and chemical processes occurring in freshwater wetlands improve the chemical composition of AMD introduced into these ecosystems. Huntsman et al. (1978) and Wieder and Lang (1982) first noted amelioration of AMD following passage through naturally occurring Sphagnum bogs in Ohio and West Virginia. Studies by Brooks et al. (1985), Samuel et al. (1988), and Sencindiver and Bhumbla (1988) documented similar phenomena in Typha marshes. Although evidence suggests that some wetland plants show long-term adaptation

22
to low pH and high metal concentrations (Keith Garbutt, unpublished data, West Virginia University), AMD eventually degrades the quality of natural wetlands contrary to federal laws designed for wetland protection and enhancement. Such regulations do not govern use of artificially constructed wetlands for water treatment, which lead to the suggestion that these engineered systems might provide passive low cost, low maintenance treatment of AMD (Kleinmann et al., 1983). Over a thousand wetlands have since been constructed to receive AMD from both active mines and abandoned mine lands. Highly variable treatment effectiveness and longevity have been observed (Dietz et al., 1994; Hedin and Nairn, 1992; Hellier et al., 1994; Kleinmann et al., 1991; Wheeler et al., 1991; Wieder, 1989). Consequently, the US Office of Surface Mining (OSM) will not currently allow the use of constructed wetlands as the sole on-site method for AMD treatment (OSM, 1988). However, properly constructed wetlands can reduce effluent concentrations of dissolved metals to meet effluent limits and have been effectively utilized at many sites to reduce the costs of conventional chemical treatments (Brodie, 1991).
Most AMD contains dissolved Fe, Mn, and Al. Constructed wetlands successfully remove Fe, but Mn and Al removal has been more variable (Stark et al., 1996). Mechanisms of metal retention within wetlands, listed in order of importance, include: 1) formation of metal oxides and oxyhydroxides, 2) formation of metal sulfides, 3) organic complexation reactions, 4) exchange with other cations on negatively-charged sites, and 5) direct uptake by living plants. Other mechanisms may include physical filtration of suspended metal colloids and adsorption/exchange of metals onto algal mats. Other beneficial reactions in wetlands include generation of alkalinity due to microbial mineralization of dead organic matter, microbial dissimilatory reduction of Fe oxyhydroxides and SO4, and dissolution of carbonates.
The way in which a wetland is constructed ultimately affects how water treatment occurs. Two construction styles currently predominate: 1) "aerobic" wetlands consisting of Typha and other wetland vegetation planted in shallow (<30cm), relatively impermeable sediments comprised of soil, clay or mine spoil, and 2) "anaerobic" wetlands consisting of Typha and other wetland vegetation planted into deep (>30cm), permeable sediments comprised of soil, peat moss, spent mushroom compost, sawdust, straw/manure, hay bales, or a variety of other organic mixtures, which are often underlain or admixed with limestone.
6.4.1.1 Aerobic Wetlands
Aerobic wetlands promote metal oxidation and hydrolysis, thereby causing precipitation and physical retention of Fe, Al, and Mn oxyhydroxides. Successful metal removal depends on dissolved metal concentrations, dissolved oxygen content, pH and net acidity of the mine water, the presence of active microbial biomass, and detention time of the water in the wetland. The pH and net acidity/alkalinity of the water are particularly important because pH influences both the solubility of metal hydroxide precipitates and the kinetics of metal oxidation and hydrolysis. Hydrolysis lowers pH, so alkalinity in the water buffers the pH and allows oxidation to continue.
23
Figure 6.1. Flowchart for selecting a passive AMD treatment system based on water chemistry and flow (adapted from Hedin and Nairn, 1992).
Autooxidation reaction rates decrease a hundred-fold with each unit drop in pH. This
decrease is partially compensated for by microbial Fe oxidation at pH ranges from 1 to 4. Following Fe oxidation, abiotic hydrolysis reactions precipitate Fe+3. Therefore, aerobic wetlands are best used in conjunction with water that contains net alkalinity to neutralize metal acidity. Abiotic Mn oxidation occurs at pH >8 while microorganisms are thought to catalyze this reaction at pH > 6 (Wildeman et al., 1991). Manganese precipitation occurs much more slowly than Fe and is sensitive to the presence of Fe+2, which causes chemical reduction of oxidized Mn. Consequently in aerobic net alkaline water, Fe and Mn precipitate sequentially, not simultaneously, with the practical result that several staged aerobic wetlands must be constructed in series if removal of both metals is to be attempted.

24
Brodie and co-workers at the Tennessee Valley Authority (TVA) have reported extensively on their use of staged aerobic wetlands to treat AMD generated by mine spoils, coal slurries, and coal ash (Brodie et al., 1993). A typical staged design might include an ALD (see next section) to passively add alkalinity to the source AMD, a settling basin to hold precipitated Fe flocs, followed by two or three aerobic wetland cells to sequentially remove additional Fe and Mn. TVA currently operates nine wetlands receiving moderate quality AMD (total Fe < 70 mg/L; total Mn < 17 mg/L; alkalinity 35 to 300 mg/L as CaCO3), which require no further post-system treatment of water exiting the wetlands. Four TVA wetlands are associated with high Fe (>170 mg/L) and low influent alkalinity with resultant production of high metal acidity and low pH water. Two of these systems require NaOH treatment to comply with NPDES effluent limits, while two others use ALDs for further treatment of the effluent. A final TVA wetland system receives low Fe (<0.7 mg/L) and Mn (5.3 mg/L) and is ineffective in Mn removal. Based on their experience with these systems since 1985, Brodie suggests that staged aerobic wetland systems can accomodate Fe loads of up to 21 GDM (grams/day/m2) even in the absence of excess alkalinity. Manganese loads up to 2 GDM can be accomodated if alkalinity is present.
Long-term successful treatment by a staged aerobic wetland also has been reported for net alkaline water (total Fe 89 mg/L; alkalinity 88 mg/L as CaCO3) at the Simco constructed wetland near Coshocton, OH (Stark et al., 1994). Analysis of 73 sites in Pennsylvania suggested that constructed wetlands are the best available technology for many postmining ground water seeps, particularly those of moderate pH (Hellier et al., 1994). 6.4.1.2 Anaerobic Wetlands
Anaerobic wetlands promote metal oxidation and hydrolysis in aerobic surface layers, but
primarily rely on chemical and microbial reduction reactions to precipitate metals and neutralize acidity. The water infiltrates through a thick permeable organic subsurface sediment that becomes anaerobic due to high biological oxygen demand. Several additional treatment mechanisms function, including metal exchange and complexation reactions, formation and precipitation of metal sulfides, microbially generated alkalinity due to reduction reactions, and continuous formation of carbonate alkalinity due to limestone dissolution under anoxic conditions. Since anaerobic wetlands produce alkalinity, their use can be extended to poor quality, net acidic, low pH, high Fe, and high dissolved oxygen (>2 mg/L) AMD. However, Wieder (1992) documents that the mechanism and efficiency of AMD treatment varies seasonally and with wetland age. Microbial mechanisms of alkalinity production are likely to be of critical importance to long-term AMD treatment. When wetlands receive high acid loads (>300 mg/L), the pH sensitive microbial activities are eventually overwhelmed. Therefore, like their aerobic counterparts, anaerobic wetlands are most successful when used to treat small AMD flows of moderate water quality. At present, the sizing value for Fe removal in these wetalnds is 10 GDM (Hedin and Nairn, 1992).
Sorption onto organic materials (such as peat and sawdust) can initially remove 50 to 80% of the metals in AMD (Brodie et al., 1988). Five different substrates (clay, topsoil, mine spoil, acid wetland soil, and non-acid wetland soil) with vegetation were no different in Fe removal than these materials without vegetation after one growing season (Brodie et al., 1988). This finding suggests that a particular substrate material, as long as it has metal retention capabilities, may not be as important as the conditions created by wetland plants and the

25
presence of an anaerobic zone. Kleinmann et al. (1991) suggested adsorption and complexation by organic substrates may compensate for limited initial biological activity during the first few months of operation in a new wetland system. In a laboratory simulation, Henrot and Wieder (1990) observed that organic complexation in peat mesocosms was a significant retention mechanism during initial application of AMD, but saturated at 12 mg Fe per gram dry peat. They found little to no contribution by cation exchange reactions. A subsequent field study, which examined five wetland substrate types over a 25-month period, also demonstrated that exchange reactions were an insignificant sink for metal cations regardless of substrate type (Wieder, 1993). Organic complexation saturated the substrate after only 1 to 7 months of AMD input at 9 to 17 mg Fe per gram substrate. Although some natural inputs of organic matter occur annually at plant senescence, the physical filtering capacity of a wetland will ultimately be finite as all exchange and complexation sites become metal saturated. Substantial artificial inputs of organic matter have been used as a successful strategy to temporarily renew this filtering capacity, following an observed decline in wetland performance (Eger and Melchert, 1992; Haffner, 1992; Stark et al., 1995).
Insoluble precipitates such as oxyhydroxides, carbonates, and sulfides represent a major sink for metal retention in wetlands. Unlike exchange and complexation reactions, metal precipitate retention has no theoretical maximum, but is limited in reality by the physical density and volume of the material produced. For example, compared to diffuse amorphous Fe oxyhydroxides, Fe mono and disulfides are compact and dense precipitates, which occlude less wetland pore space volume per unit of Fe retained. The long-term stability of metal precipitates is unclear. Ferric hydroxides can be reduced with time to Fe+2 by anaerobic Fe-reducing bacteria in the wetland. Similarly, the use of Fe+3 as a pyrite oxidant under anaerobic conditions would result in Fe+2 in wetland effluents. About 50 to 70% of the total Fe removed from AMD by wetlands is found as Fe+3 hydroxides (Henrot and Wieder, 1990; Calabrese et al., 1991; Wieder, 1992). Oxyhydroxide formation depends both on the availability of dissolved oxygen and on the inital oxidation state of Fe in the AMD. Oxygen must be present for Fe+2 oxidation, whether it occurs abiotically or by Thiobacillus sp., so AMD often contains a mixture of Fe+2 and Fe+3. However, Wieder (1993) reported significant retention of Fe+3 oxyhydroxides in anaerobic wetlands due to the preponderance of dissolved Fe+3 in their source AMD. Once Fe+3 is present, then oxygen is unnecessary for hydrolysis to the oxyhydroxide. When estimating oxyhydroxide formation, attention to laboratory procedures are essential to avoid analytical artifacts. Conventional aerobic extractions (Henrot and Wieder, 1990) can overestimate oxide formation by 10 to 20% compared with similar extractions performed under anaerobic conditions (Bhumbla et al., 1991; Calabrese et al., 1994).
Up to 30% of the Fe retained in wetlands may be found as reduced Fe and may be combined with sulfides (Calabrese et al., 1991; McIntyre and Edenborn, 1990; Wieder, 1992). Iron mono and disulfides form as a result of H2S formation by microbial sulfate reduction in the presence of an oxidizable carbon source. In addition to its metal removal potential, sulfate reduction consumes acidity and raises water pH (Hedin and Nairn, 1992; Rabenhorst et al., 1992). In naturally occurring freshwater wetlands or lake sediments, sulfate reduction would not be expected to be a predominate process since sulfate concentrations are usually low in these ecosystems. High sulfate concentrations (200 to 2000 mg/L) are common in AMD and availability of this anaerobic electron acceptor results in selective enrichment for sulfate-reducing bacteria (SRB). Resulting activity of these bacteria in constructed wetlands has been

26
documented at levels comparable to coastal marine sediments (i.e. 250 nmoles per gram per day)(Calabrese et al., 1991). Acidophilic strains are unknown, therefore constructed wetlands must provide protected niches for SRB to flourish and persist. Wieder (1992) reported transitory activity of SRB during the first year of wetland operation with very acidic AMD, but found the bacteria to be distributed throughout the entire wetland, including near-surface sediments. McIntyre and Edenborn (1990) and Calabrese et al. (1994) report persistence of SRB activity for longer periods, particularly in deep sediments adjacent to zones of subsurface limestone dissolution.
A variety of wetland substrates have been shown to provide sufficient dissolved organic carbon to support SRB activity, including non-traditional but increasingly available materials such as composted chicken litter (Gross et al., 1993). Wieder (1992) found greater rates of SRB activity in straw/manure or mushroom compost wetland substrates than peat. Inorganic FeSx and organic sulfur (produced by attachment of S-2 or HS- to organic matter) were dominant products of sulfate reduction in Sphagnum/limestone and straw/manure vs Sphagnum alone and mushroom compost wetlands, respectively (Wieder and Lang, 1982; Taddeo and Wieder, 1991). Based on their inorganic S data, Calabrese et al. (1991) and Rabenhorst et al. (1992) estimate that 30% of the total Fe retained was due to SRB activity. Bhumbla et al. (1991), working with direct measurement of extractable Fe pools, estimated that 15% of the Fe retained could be formed as sulfides.
Long-term retention of Fe sulfides and Fe oxyhydroxides in a wetland are not well understood. Under continued anoxic conditions and in the absence of soluble Fe+3, pyrite should remain stable. Indeed, Calabrese et al. (1994) changed the influent to their anaerobic wetland from AMD to freshwater with no concomitant export of Fe+2. Since their effluent pH was greater than pH 6 due to continued limestone dissolution, dissimilatory Fe reduction in surface sediments may have been inhibited (Wieder, 1994). Dissimilatory Fe-reducting bacteria (IRB) are important anaerobic microorganisms that occur in anoxic sediments (Lovely, 1993). These bacteria use soluble carbon as an energy source and solid Fe+3 oxyhydroxide as an electron acceptor, producing soluble Fe+2 and alkalinity as important reaction products. If SRB and IRB compete for the same carbon source in the presence of excess sulfate and Fe+3 oxyhydroxide, then IRB will competitively exclude SRB as the dominant microbial population (Chapelle and Lovely, 1992). Since Fe+3 oxyhydroxides commonly accumulate in surface waters of AMD wetlands adjacent to anoxic subsurface sediments, it is reasonable that such competition occurs. Vile and Wieder (1993) suggested that nocturnal Fe+2 export resulted both from dissimilatory Fe reduction and pyrite reoxidation. Both processes were probably inhibited during daylight by oxygenic photosynthesis of cyanobacteria and green algae resulting in net Fe+3 export, since influent AMD was 90% Fe+3. Vile and Wieder (1993) note that those SRB and IRB activities produce significant alkalinity, but that hydrolysis of Fe+3 and pyrite reoxidation are sources of acidity. In their systems, microbial mechanisms of alkalinity generation were overwhelmed after two years of AMD exposure. These data suggest that microbial populations, thought to be as numerous in non-AMD impacted wetlands as in their natural counterparts (Duncan and Groffman, 1994), may gradually decrease in magnitude and diversity with time of AMD treatment, though there are many systems that show no decline in performance after several years. Some workers have indicated that wetland systems can be seeded with functional microorganisms (Davison, 1993) to introduce or re-establish microbial activity. However, experiments utilizing appropriate controls have not established the efficacy of this approach.

27
Experience with bioremediation of other wastes suggests that selection and enrichment of naturally-occurring microbial populations is a superior, more cost-effective approach (Alexander, 1993).
Calabrese et al. (1991) noted that their experimental wetlands continued to produce circumneutral effluent high in soluble Fe even after interstitial water within the organic substrate was significantly acidified. They suggested that the wetland had begun to function in a manner analogous to an anoxic limestone drain where AMD contained no dissolved oxygen and predominantly Fe+2 passively obtains carbonate alkalinity during passage through the limestone bed underlying the wetland. Their data show that heterotrophic oxygen consumption, dissimilatory Fe reduction and/or pyrite reoxidation continued to function in the wetland, since influent water contained measurable dissolved oxygen and mixtures of both Fe+3 and Fe+2.
Relatively little work exists on the appropriate selection of plant species for wetlands, yet this can have important implications for the long-term success of a project. In constructed wetlands, higher plants serve several purposes including: substrate consolidation, metal accumulation, physical filtration of metal precipitates, stimulation of microbial processes, wildlife habitat, and aesthetics.
Wetland plant species vary in their ability to accumulate metals (Fernandes and Henriques, 1990). Some reports document elevated tissue concentrations (Spratt and Wieder, 1988), while others show little metal accumulation (Folsom et al., 1981). On an annual basis, uptake by Typha accounted for less than 1% of the Fe removed by volunteer wetlands treating AMD (Sencindiver and Bhumbla, 1988). While it may be true that metal concentration and accumulation in plant tissues may be small in any one year, plant tissue is a renewable resource. Old tissue is senesced yearly and new tissue, with new sites for metal accumulation, is produced. Thus, over the entire life of a wetland, plants may accumulate a significant portion of metals received in a wetland.
Several studies report on the effects of different plant species in wetlands. Sphagnum was the predominant wetland species found in AMD-treating wetlands and Sphagnum has a well-documented capacity to accumulate Fe (Gerber et al., 1985; Wenerick et al., 1989). However, Spratt and Wieder (1988) found that saturation of Sphagnum moss with Fe could occur within one growing season. Some have indicated that metal retention over the long term is limited in some wetlands because organic matter inputs by wetland plants is limited (Kleinmann, 1990). Many of the original constructed wetlands were vegetated with Sphagnum but few remained effective. Cattails (Typha) have been found to have a greater environmental tolerance than Sphagnum moss (Samuel et al., 1988). One of the reasons is cattails do not accumulate metals into their tissues through uptake. Sencindiver and Bhumbla (1988) found that cattails growing in AMD-fed wetlands did not have elevated concentrations of metals in plant tissues. Algae and a few other wetland species have also received attention due to the observation that enhanced metal removal was associated with algal blooms (Hedin, 1989; Kepler, 1988; Pesavento and Stark, 1986). In Colorado, algal mixtures were found to aerobically remove Mn from mine drainage (Duggan et al., 1992), presumably due to elevated pH resulting from algal growth. Probably the most important role that wetland plants serve in AMD treatment systems may be their ability to stimulate microbial processes. Kleinmann et al. (1991) explain that plants provide sites for microbial attachment, release oxygen from their roots, and supply organic matter for heterotrophs.
With any constructed wetland, it is important to allow the plants to establish for some

28
time with uncontaminated water before AMD is applied to the system. Plants can suffer "transplantation shock", which can make them particularly susceptible to any environmental shock. Immediate inundation with AMD will certainly slow growth and development and in some cases may kill the entire wetland. If a wetland is built during the early to middle part of the growing season, the plants should be given one to two months to establish prior to AMD introduction. If a system is constructed late in the growing season, AMD flow should not begin until the next growing season.
Current practice is to plant a fairly dense monoculture of Typha. As passive treatment systems get bigger, the number of plants needed and the manpower required to plant them can lead to prohibitive expense. So some planting designs that do not fill the wetland with plants at its creation should be considered. Volunteer species are important components in some constructed wetland systems, but these are not generally part of the initial matrix from which a wetland will develop.
The choice of wetland species should be based on a knowledge of local conditions and the relative ability of species to tolerate the conditions found in a particular watershed and their ability to provide the functions listed above. For example, Typha angustifolia is extremely rare in West Virginia, although it is common in surrounding states. Thus a wetland planted with T. angustifolia in West Virginia is unlikely to flourish, while Typha latifolia does well. Similarly T. angustifolia and T. latifolia have different niches with respect to water depth. In general, the water depths usually employed in wetland systems are more suitable for T. latifolia than T. angustifolia. It should also be noted that since AMD is extremely variable, a plant community that thrives in one location may be completely inappropriate in a second nearby location if the composition of the AMD is different. 6.4.2 Anoxic Limestone Drains
Anoxic limestone drains (ALDs) are buried cells or trenches of limestone into which
anoxic water is introduced. The limestone dissolves in the acid water, raises pH, and adds alkalinity. Under anoxic conditions, the limestone does not coat or armor with Fe hydroxides because Fe+2 does not precipitate as Fe(OH)2 at pH 6.0. ALDs were first described by theTennessee Division of Water Pollution Control (TDWPC) (Turner and McCoy, 1990). Tennessee Valley Authority (TVA) subsequently observed that AMD seeping through a coal refuse dam was being treated passively by limestone contained in an old haul road buried under the dam. Once the water containing excess alkalinity reaches aerobic conditions at the ground surface, the metals oxidize and precipitate while the water remains near pH 6 (Brodie et al., 1990). TVA and TDWPC began building ALDs in 1989. Originally, ALDs were used for pre-treatment of water flowing into constructed wetlands. Brodie et al. (1993) reported that ALDs improved the capability of wetlands to meet effluent limitations without chemical treatment. Since 1990, ALDs have also been constructed as stand-alone systems, particularly where AMD discharges from deep mine portals. Faulkner and Skousen (1994) reported both successes and failures among 11 ALDs treating mine water in West Virginia. In all cases, water pH was raised after ALD treatment but three of the sites had pH values <5.0, indicating that the ALD was not fully functioning. When working correctly, the pH values of water in ALDs should achieve 6.0. Water acidity in these drains decreased 50 to 80%, but Fe and Al concentrations in the outflow, unfortunately, were also decreased. Ferric iron and Al will precipitate as hydroxides at this pH.

29
With Fe and Al decreases in outflow water, it is probable that some coating or clogging of limestone is occurring inside the ALD.
Longevity of treatment is a major concern for ALDs, especially in terms of water flow through the limestone. Eventual clogging of the limestone pore spaces with precipitated Al and Fe hydroxides, and gypsum is predicted (Nairn et al., 1991). For optimum performance, no Fe+3, dissolved oxygen (DO), or Al should be present in the AMD. Selection of the appropriate water and environmental conditions is critical for long-term alkalinity generation in an ALD.
Since most AMD has mixed amounts of Fe+3 and Fe+2 and some DO, utilization of an ALD under these conditions compromises the effectiveness and longevity of the system. Current research involves pre-treatment of AMD with an anaerobic wetland to strip oxygen from the water and to convert Fe+3 to Fe+2 (Kepler and McCleary, 1994; Skousen, 1995). The anoxic water after passing through an anaerobic organic substrate wetland can then be directed downward into underlying limestone or introduced into an ALD. There are still many questions relative to the longevity of ALDs and the factors involved in limestone dissolution and metal precipitation in ALD environments. Like wetlands, ALDs may be a solution for AMD treatment for specific water conditions or for a finite period after which the system must be replenished or replaced. 6.4.3 Successive Alkalinity-Producing Systems
Recently, successive alkalinity producing systems (SAPS) have been implemented in the
field (Kepler and McCleary, 1994). Acid water, from 1 to 3 m, is ponded over an organic compost of 0.2 to 0.3 m, which is underlain by 0.5 to 1 m of limestone. Below the limestone is a series of drainage pipes that convey the water into an aerobic pond where metals are precipitated. The hydraulic head drives ponded water through the anaerobic organic compost, where oxygen stripping as well as Fe and sulfate reduction can occur prior to water entry into the limestone. Water with high metal loads can be successively cycled through additional SAPS. Iron and Al clogging of limestone and pipes can be removed by flushing the system (Kepler and McCleary, 1997). 6.4.4 Limestone Ponds
Limestone ponds can be constructed over an AMD upwelling, seep or underground mine
discharge. Limestone is placed in the bottom of the pond and the water flows upward through the limestone (Skousen et al., 1995). Based on the topography of the area and how the water emanates from the ground, the pond can be built to pond water from 1 to 3 m deep, containing 0.3 to 1 m of limestone immediately overlying the seep. The pond should be sized and designed to retain the water for 12 to 24 hrs for limestone dissolution, and to keep the seep and limestone under water. If limestone coating occurs by Al or Fe hydroxides, the limestone in the pond could be periodically disturbed with a backhoe to either uncover the limestone or to knock or scrape off the precipitates. If the limestone is exhausted by dissolution, then a load of fresh limestone can be dumped into the pond over the seep. 6.4.5 Open Limestone Channels

30
Open limestone channels (OLCs) are another means of introducing alkalinity to acid water (Ziemkiewicz et al., 1994). Past assumptions have held that armored limestone (limestone covered or coated with Fe or Al hydroxides) ceases to dissolve. Ziemkiewicz et al. (1997) found armored limestone to be 50 to 90% effective in neutralizing acid compared to unarmored limestone, and seven OLCs in the field reduced acidity in AMD by 4 to 62% compared to a 2% acid reduction in a sandstone channel. Open limestone channels show promise for neutralizing AMD in watershed restoration projects and AML reclamation project where one-time installation costs are incurred, little to no maintenance is required, and systems do not have to meet specific water quality standards. Long channels of limestone can be used to convey acid water to a stream or other discharge point. Based on flows and acidity concentrations, cross sections of stream channels (widths and heights) can be designed with calculated amounts of limestone (which will become armored) to treat the water. Open limestone channels work best where the channel is constructed on steep slopes (>20%) and where flow velocities keep metal hydroxides in suspension, thereby limiting their precipitation and plugging of limestone pores in the channel. Utilizing OLCs with other passive systems can maximize treatment and metal removal. If constructed correctly, OLCs should be maintenance free and provide AMD treatment for decades.
6.5 SUMMARY
Acid mine drainage occurs when geologic materials containing metal sulfides are
exposed to oxidizing conditions. Subsequent leaching of reaction products into surface waters pollute over 20,000 km of streams in the USA alone. Mining companies must predict the potential of creating AMD on their operations before disturbance by using overburden analyses. On sites where a potential exists, special handling of overburden materials and quick coverage of acid-producing materials in the backfill should be practiced. Alkaline addition with materials such as kiln dust and FBC ash has shown favorable results in reducing or completely eliminating AMD problems. Placing acid-producing materials under dry barriers effectively isolates these materials from air and water. While not practiced much in the USA, placing acid-producing materials under water has shown good success in other regions where complete inundation is assured. Bactericides are useful in preventing AMD temporarily until a long-term control technology like a barrier is emplaced. Since many sites have produced AMD for decades before laws were passed, much effort has been concentrated on controlling AMD from abandoned mine sites. Injection of alkaline materials into underground mines and buried pods of acid material in surface mine backfills, remining of abandoned areas, and alkaline recharge trenches are AMD control technologies being tested currently.
Chemicals used for treating AMD after formation are Ca(OH)2, CaO, NaOH, Na2CO3, and NH3. Each chemical has advantages for certain water conditions and treatment. Caustic is generally used when Mn is the primary element to be removed from the water. Under low flow situations, all of the chemicals except Ca(OH)2 are cost effective. Under high flow situations, Ca(OH)2 and CaO are clearly the most cost effective due to low reagent cost compared to the other chemicals. Coagulants, flocculants, and oxidants are used in water treatment to meet more stringent effluent limits and to aid in floc settling efficiency. Floc, the metal hydroxides collected in ponds after chemical treatment, are disposed of in abandoned deep mines, refuse piles, or left in collection ponds. Studies show that flocs are relatively stable materials and

31
metals contained therein do not resolubilize after disposal, especially if aged and dried. Wetlands treat AMD by removing metals through: 1) formation of oxyhydroxides,
formation of metal sulfides, exchange and organic complexation reactions, and direct plant uptake. Aerobic wetlands are used when water contains enough alkalinity to promote metal precipitation. Anaerobic wetlands are designed when AMD contains no alkalinity, and alkalinity is generated in these systems by microbial sulfate reduction and limestone dissolution in anaerobic sediments. Anoxic limestone drains use limestone under anoxic conditions to generate alkalinity. Under anoxia, limestone theoretically will not be coated or covered with Fe+3 hydroxides in the drain, decreasing the likelihood of clogging. Successive alkalinity-producing systems pre-treat oxygenated AMD with organic matter to remove oxygen and Fe+3. The water is then introduced into an ALD or limestone underneath the organic matter. Open limestone channels use limestone in aerobic environments to treat AMD. Coating of limestone occurs but the limestone continues to dissolve and the reduced effectiveness of limestone dissolution is designed into the AMD treatment system. At present, most passive systems offer short-term treatment possibilities after which the system must be recharged or replaced. Further, few passive systems attain NPDES effluent limits and therefore are more practical for installation on abandoned sites or watershed restoration projects where effluent limits do not apply and where some removal of acid and metals will benefit stream restoration.
6.6 ACKNOWLEDGMENTS
The authors thank the editors, John Sencindiver, Keith Garbutt, and two anonymous
reviewers for helpful comments during the review process. Acid mine drainage research at West Virginia University is supported by grants from the National Mine Land Reclamation Center, the USDI Bureau of Mines, the West Virginia Division of Environmental Protection, and from funds appropriated by the Hatch Act. This scientific paper #2544 is a contribution of the West Virginia Agricultural and Forestry Experiment Station, Morgantown, WV. 6.7 REFERENCES Ackman, T. 1982. Sludge disposal from acid mine drainage treatment. U.S. Bureau of Mines, Report of Invest. 8672, Pittsburgh, PA. 38 pp. Alexander, M. 1993. Biodegradation and bioremediation. Academic Press, San Diego, CA. Bell, A.V., M.D. Riley, and E.G. Yanful. 1994. Evaluation of a composite soil cover to control acid waste rock pile drainage. p. 113-121. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines SP 06B-94, Pittsburgh, PA. Bhumbla, D.K., J.P. Calabrese, J.C. Sencindiver, A.J. Sexstone, and G.K. Bissonnette. 1991. Attenuation of Fe and Mn in AMD applied to constructed wetlands. Agronomy Abstracts, p. 33. Brady, K. and R.J. Hornberger. 1989. Mine drainage prediction and overburden analysis in Pennsylvania. In: Proceedings, Ninth Annual West Virginia Surface Mine Drainage Task Force Symposium, 25-26 April 1989, West Virginia University, Morgantown, WV.

32
Brady, K. and R.J. Hornberger. 1990. A manual for premining prediction of coal mine drainage quality. Pennsylvania Department of Environmental Resources, Harrisburg, PA. Brady, K., E.F. Perry, R.L. Beam, D.C. Bisko, M.D. Garner, and J.M. Tarantino. 1994. Evaluation of acid-base accounting to predict the quality of drainage at surface coal mines in Pennsylvania, U.S.A. p. 138-147. In: Internation Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines SP 06A-94. Pittsburgh, PA. Brady, K., M.W. Smith, R.L. Beam, and C.A. Cravotta. 1990. Effectiveness of the use of alkaline materials at surface coal mines in preventing or abating acid mine drainage: Part 2. Mine site case studies. p. 227-241. In: Skousen et al. (eds.), Proceedings, 1990 Mining and Reclamation Conference, 23-26 April 1990, West Virginia University, Morgantown, WV. Brodie, G.A. 1991. Achieving compliance with staged, aerobic, constructed wetlands to treat acid mine drainage. p. 151-174. In: Proceedings, 1991 American Society for Surface Mining and Reclamation Conference, 14-17 May 1991, Durango, CO. Brodie, G.A., C.R. Britt, H. Taylor, T. Tomaxzewski, and D. Turner. 1990. Passive anoxic limestone drains to increase effectiveness of wetlands acid drainage treatment systems. In: Proceedings, Twelfth National Association of Abandoned Mined Land Conference, 16-18 June 1990, Breckinridge, CO. Brodie, G.A., C.R. Britt, T.M. Tomaszewski, and H.N. Taylor. 1993. Anoxic limestone drains to enhance performance of aerobic acid drainage treatment wetlands: experiences of the Tennessee Valley Authority. p. 129-145. In: G.A. Moshiri, (ed.), Constructed Wetlands for Water Quality Improvement. Lewis Publishers, Boca Raton, FL. 632 pp. Brodie, G.A., D.A. Hammer, and D.A. Tomljanovich. 1988. An evaluation of substrate types in constructed wetlands acid drainage treatment systems, p. 389-398. In: Mine Drainage and Surface Mine Reclamation, 19-21 April 1988, Vol. 1, Info. Circular 9183, U.S. Bureau of Mines, Pittsburgh, PA. Brooks, R., D.E. Samuel, and J.B. Hill. 1985. Wetlands and water management on mined lands. Proceedings of a Conference, 23-24 Oct 1985, The Pennsylvania State University, University Park, PA. Brown, H., J. Skousen, and J. Renton. 1994a. Floc generation by chemical neutralization of acid mine drainage. Green Lands 24(1): 33-51. Brown, H., J. Skousen, and J. Renton. 1994b. Volume and composition of flocs from chemical neutralization of acid mine drainage. Green Lands 24(2): 30-35. Brown, H., J. Skousen, and J. Renton. 1994c. Stability of flocs produced by chemical neutralization of acid mine drainage. Green Lands 24(3): 34-39.

33
Burnett, J.M., M. Burnett, P. Ziemkiewicz, and D.C. Black. 1995. Pneumatic backfilling of coal combustion residues in underground mines. In: Proceedings, Sixteenth Annual Surface Mine Drainage Task Force Symposium, 4-5 April 1995, West Virginia University, Morgantown, WV. Calabrese, J.P., A.J. Sexstone, D.K. Bhumbla, G.K. Bissonnette, and J.C. Sencindiver. 1991. Application of constructed cattail wetlands for the removal of iron from acid mine drainage. p. 559-575. In: Proceedings, Second International Conference on the Abatement of Acidic Drainage, 16-18 Sept. 1991, Vol. 3, MEND, Montreal, Canada. Calabrese, J.P., A.J. Sexstone, D.K. Bhumbla, J.G. Skousen, G.K. Bissonnette, and J.C. Sencindiver. 1994. Long-term study of constructed model wetlands for treatment of acid mine drainage. p. 406. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines SP 06B-94. Pittsburgh, PA. Caruccio, F.T., L.R. Hossner, and G. Geidel. 1988. Pyritic materials: acid drainage, soil acidity, and liming. p. 159-190. In: Reclamation of Surface-Mined Lands. Vol 1. CRC Press, Inc. Boca Raton, FL. 250 pp. Caruccio, F.T. and G. Geidel. 1989. Water management strategies in abating acid mine drainage - Is water diversion really beneficial? In: 1989 Multinational Conference on Mine Planning and Design. 16-17 Sept. 1989, University of Kentucky, Lexington, KY. Caruccio, F.T., G. Geidel, and R. Williams. 1984. Induced alkaline recharge zones to mitigate acid seeps. p. 43-47 In: Proceedings, National Symposium on Surface Mining, Hydrology, Sedimentology and Reclamation, 7-10 Dec. 1984, Univ. of Kentucky, Lexington, KY. Chapelle, F.H. and D.R. Lovely. 1992. Competitive exclusion of sulfate reduction by iron (III)-reducing bacteria: A mechanism for producing discrete zones of high iron ground water. Ground Water 30:29-36. Dave, N.K. and A.J. Vivyurka. 1994. Water cover on acid generating uranium tailings-laboratory and field studies. p. 297-306. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994. USDI, Bureau of Mines SP 06A-94, Pittsburgh, PA. Davison, J. 1993. Successful acid mine drainage and heavy metal site bioremediation. p. 167-170. In: G.A. Moshiri, (Ed.), Constructed Wetlands for Water Quality Improvement. Lewis Publishers, Boca Raton, FL. 638 pp. Dietz, J.M., R.G. Watts, D.M. Stidinger. 1994. Evaluation of acidic mine drainage treatment in constructed wetland systems. p. 70-79. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines SP 06A-94, Pittsburgh, PA. diPretoro, R.S. and H.W. Rauch. 1988. Use of acid-base accounts in premining prediction of acid drainage potential: a new approach from northern West Virginia. p. 2-10. In: Mine

34
Drainage and Surface Mine Reclamation, 19-21 April 1988, USDI, Bureau of Mines Information Circular 9183. Pittsburgh, PA. Duggan, L.A., T.R. Wildeman, and D.M. Updegraff. 1992. The aerobic removal of manganese from mine drainage by an algal mixture containing Cladophora. p. 241-248. In: Proceedings, 1992 American Society for Surface Mining and Reclamation Conference, 14-18 June 1992, Duluth, MN. Duncan, C.P. and P.M. Groffman. 1994. Comparing microbial parameters in natural and constructed wetlands. J. Environ. Qual. 23: 298-305. Eger, P. and G. Melchert. 1992. The design of a wetland treatment system to remove trace metals from mine drainage. p. 98-107. In: Proceedings, 1992 American Society for Surface Mining and Reclamation Conference, 14-18 June 1992, Duluth, MN. Evangelou, V.P. 1995. Pyrite oxidation and its control. CRC Press, Boca Raton, FL. 293 pp. Faulkner, B.B. 1990. Handbook for the use of ammonia in treating mine waters. West Virginia Mining and Reclamation Association, Charleston, WV. Faulkner, B.B. and J.G. Skousen. 1994. Treatment of acid mine drainage by passive treatment systems. p. 250-257. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines, SP 06A-94, Pittsburgh, PA. Fernandez, J.C. and F.F. Henriques. 1990. Metal levels in soil and cattails (Typha latifolia L.) plants in a pyrite mine, Lousal Portugal. Int. J. of Environ. Studies 36:205-210. Folsom, B.L., C.R. Lee, and D.J. Bates. 1981. Influence of disposal environment on availability and plant uptake of heavy metals in dredged material. In: Tech. Report EL-81-12, U.S. Army Corps of Engineers, Waterway Exp. Stat., ICE, Vicksburg, MS. Fraser, W.W. and J.D. Robertson. 1994. Subaqueous disposal of reactive mine waste: an overview and update of case studies-MEND/Canada. p. 250-259. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines SP 06A-94. Pittsburgh, PA. Gabr, M.A., J.J. Bowders, and M.S. Runner. 1994. Assessment of acid mine drainage remediation schemes on groundwater flow regimes at a reclaimed mine site. p. 168-177. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines SP 06B-94, Pittsburgh, PA. Gerber, D.W., J.E. Burris, and R.W. Stone. 1985. Removal of dissolved iron and manganese ions by a Sphagnum moss system. In: Wetlands and Water Management on Mined Lands, 23-24 Oct. 1985, The Pennsylvania State University, University Park, PA. Gross, M.A., S.J. Formica, L.C. Gandy, and J. Hestir. 1993. A comparison of local waste

35
materials for sulfate-reducing wetlands substrate. p. 179-185. In: G.A. Moshiri (ed.), Constructed Wetlands for Water Quality Improvement. Lewis Publishers, Boca Raton, FL. 638 pp. Guebert, M. and T. Gardner. 1992. Macropore flow effect on infiltration, throughflow, and surface runoff on a reclaimed surface-mined watershed. p. 91-100. In: Proceedings, International Symposium: Land Reclamation, 14-15 Dec. 1992, American Society of Agricultural Engineers, Nashville, TN. Haffner, W.M. 1992. Palmerton zinc superfund site constructed wetlands. p. 260-267. In: Proceedings, 1992 American Society for Surface Mining and Reclamation, 14-18 June 1992, Duluth, MN. Hawkins, J.W. 1994. Assessment of contaminant load changes caused by remining abandoned coal mines. p. 20-29. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines SP 06A-94, Pittsburgh, PA. Hedin, R.S. 1989. Treatment of acid coal mine drainage with constructed wetlands. p. 349-362. In: Wetlands Ecology, Productivity and Values: Emphasis on Pennsylvania. Pennsylvania Academy of Science, Easton, PA. Hedin, R.S. and R.W. Nairn. 1992. Passive treatment of coal mine drainage. Course Notes for Workshop. U.S. Bureau of Mines, Pittsburgh, PA. Hellier, W.W., E.F. Giovannitti, and P.T. Slack. 1994. Best professional judgment analysis for constrcuted wetlands as a best available technology for the treatment of post-mining groundwater seeps. p. 60-69. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines SP 06A-94. Pittsburgh, PA. Henrot, J. and R.K. Wieder. 1990. Processes of iron and manganese retention in laboratory peat microcosms subjected to acid mine drainage. J. Environ. Qual. 19:312-320. Hilton, T. 1990. Handbook - Short Course for Taking A Responsible Environmental Approach towards Treating Acid Mine Drainage with Anhydrous Ammonia. West Virginia Mining and Reclamation Association, Charleston, WV. Hilton, T. 1993. Technical information for fighting acid mine drainage. In: Proceedings, Fourteenth West Virginia Surface Mine Drainage Task Force Symposium, 27-28 April 1993, West Virginia University, Morgantown, WV. Huntsman, B.E., J.B. Solch, and M.D. Porter. 1978. Utilization of a Sphagnum species dominated bog for coal acid mine drainage abatement. Abstracts, 91st Annual Meeting Geologic Society America, Ottawa, Ontario, Canada. Jenkins, M. and J. Skousen. 1993. Acid mine drainage treatment with the Aquafix System. In: Proceedings, Fourteenth Annual West Virginia Surface Mine Drainage Task Force Symposium,

36
27-28 April 1993, West Virginia University, Morgantown, WV. Kepler, D.A. 1988. An overview of the role of algae in the treatment of acid mine drainage. p. 286-290. In: Mine Drainage and Surface Mine Reclamation, 19-21 April 1988, Info. Circular No. 9183, USDI, Bureau of Mines, Pittsburgh, PA. Kepler, D.A. and E. McCleary. 1994. Successive alkalinity-producing systems (SAPS) for the treatment of acidic mine drainage. p. 194-204. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines SP 06A-94. Pittsburgh, PA. Kepler, D.A. and E. McCleary. 1997. Passive aluminum treatment successes. In: Proceedings, Eighteenth Annual West Virginia Surface Mine Drainage Task Force Symposium, 15-16 April 1997, West Virginia University, Morgantown, WV. Kim, A.G. and T.E. Ackman. 1994. Disposing of coal combustion residues in inactive surface mines: effects on water quality. p. 228-236. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines SP 06B-94, Pittsburgh, PA. Kleinmann, R.L.P. 1990. Acid mine drainage in the United States. In: Proceedings, First Midwestern Region Reclamation Conference, June 1990, Southern Illinois University, Carbondale, IL. Kleinmann, R.L.P., H. Edenborn, and R.S. Hedin. 1991. Biological treatment of mine water--an overview. p. 27-42. In: Proceedings, Second International Conference on the Abatement of Acidic Drainage, 16-18 Sept. 1991, MEND, Montreal, Canada. Kleinmann, R.L.P., T. Tiernman, J.G. Selch, and R.L. Harris. 1983. A low cost low maintenance treatment system for acid mine drainage using Sphagnum moss and limestone. p. 241-245. In: 1983 Symposium on Surface Mining, Hydrology, Sedimentology, and Reclamation, 5-9 Dec. 1983, Univ. of Kentucky, Lexington, KY. Leathen, W.W., S.A. Braley, and L.D. McIntyre. 1953. The role of bacteria in the formation of acid from certain sulfuritic constituents associated with bituminous coal. Applied Microbiology 1: 61-68. Lilly, R. and P. Ziemkiewicz. 1992. Manganese removal at a lower pH with calcium peroxide: results of field trials. In: Proceedings, Thirteenth Annual West Virginia Surface Mine Drainage Task Force Symposium, 8-9 April 1992, West Virginia University, Morgantown, WV. Lovely, D.R. 1993. Dissimilatory metal reduction. Ann. Review Microbiol. 47:263-290. Lovett, R. and P. Ziemkiewicz. 1991. Calcium peroxide for treatment of acid mine drainage. p. 35-46. In: Proceedings, Second International Conference on the Abatement of Acidic Drainage, 16-18 Sept. 1991, MEND, Montreal, Canada. Lusardi, P.J. and P.M. Erickson. 1985. Assessment and reclamation of an abandoned acid-producing strip mine in northern Clarion County, Pennsylvania. p. 313-321. In: 1985

37
Symposium on Surface Mining, Hydrology, and Reclamation, 6-10 Dec. 1985, Univ. of Kentucky, Lexington, KY. McIntyre, P.E. and H.M. Edenborn. 1990. The use of bacterial sulfate reduction in the treatment of drainage from coal mines. p. 409-415. In: Proceedings, 1990 Mining and Reclamation Conference, 23-26 April 1990, West Virginia University, Morgantown, WV. Meek, F.A. 1994. Evaluation of acid prevention techniques used in surface mining. p. 41-48. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines SP 06B-94, Pittsburgh, PA. Nairn, R.W., R.S. Hedin, and G.R. Watzlaf. 1991. A preliminary review of the use of anoxic limestone drains in the passive treatment of acid mine drainage. In: Proceedings, Twelfth Annual West Virginia Surface Mine Drainage Task Force Symposium, 3-4 April 1991, West Virginia University, Morgantown, WV. Nawrot, J.R., P.S. Conley, and J.E. Sandusky. 1994. Concentrated alkaline recharge pools for acid seep abatement: principles, design, construction and performance. p. 382-391. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines SP 06A-94, Pittsburgh, PA. Nicholson, R.V., R.W. Gillham, J.A. Cherry, and E.J. Reardon. 1989. Reduction of acid generation in mine tailings through the use of moisture-retaining cove layers as oxygen barriers. Can. Geotech. J. 26(1): 1-9. Office of Surface Mining. 1988. Use of wetland treatment systems for coal mine drainage. OSMRE Dir. TSR-10, U.S. OSMRE, Washington, D.C. Parisi, D., J. Horneman, and V. Rastogi. 1994. Use of bactericides to control acid mine drainage from surface operations. p. 319-325. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines SP 06B-94, Pittsburgh, PA. Payette, C., W. Lam, C. Angle, and R. Mikula. 1991. Evaluation of improved lime neutralization processes. p. 15-29. In: Proceedings, Second International Conference on the Abatement of Acidic Drainage, 16-18 Sept. 1991, MEND, Montreal, Canada. Pederson, T.F., J.J. McNee, B. Mueller, D.H. Flather, and C.A. Pelletier. 1994. Geochemistry of submerged tailings in Anderson Lake, Manitoba: recent results. p. 288-296. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines SP 06A-94, Pittsburgh, PA. Perry, E.F. and K.B. Brady. 1995. Influence of neutralization potential on surface mine drainage quality in Pennsylvania. In: Proceedings, Sixteenth Annual Surface Mine Drainage Task Force Symposium, 4-5 April 1995, West Virginia University, Morgantown, WV. Pesavento, B.G. and L.R. Stark. 1986. Utilization of wetlands and some aspects of aqueous conditions. In: Proceedings, Seventh Annual West Virginia Surface Mine Drainage Task Force

38
Symposium, 1-2 April 1986, West Virginia University, Morgantown, WV. Phipps, T.T., J.J. Fletcher, and J.G. Skousen. 1991. A methodology for evaluating the costs of alternative AMD treatment systems. In: Proceedings, Twelfth Annual West Virginia Surface Mine Drainage Task Force Symposium, 3-4 April 1991, West Virginia University, Morgantown, WV. Rabenhorst, M.C., B.R. James, and J.N. Shaw. 1992. Evaluation of potential wetland substrates for optimizing sulfate reduction. p. 90-97. In: Proceedings, 1992 American Society for Surface Mining and Reclamation, 14-18 June 1992, Duluth, MN. Rasmuson, A. and J.C. Eriksson. 1986. Capillary barriers in covers for mine tailings. National Swedish Environmental Protection Board Report 3307. Stockholm, Sweden. Rastogi, V. 1994. Control of mine water quality in coal rejects disposal areas and coal stockpiles with bactericides. Fifth International Mine Water Congress, Nottingham, U.K. Rich, D.H. and K.R. Hutchison. 1994. Coal refuse disposal using engineering design and lime chemistry. p. 392-399. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines SP 06A-94, Pittsburgh, PA. Rich, D.H. and K.R. Hutchison. 1990. Neutralization and stabilization of combined refuse using lime kiln dust at High Power Mountain. p. 55-59. In: Proceedings, 1990 Mining and Reclamation Conference, 23-26 April 1990, West Virginia University, Morgantown, WV. Rose, A.W., L.B. Phelps, R.R. Parizek, and D.R. Evans. 1995. Effectiveness of lime kiln flue dust in preventing acid mine drainage at the Kauffman surface coal mine, Clearfield County, Pennsylvania. p. 159-171. In: Proceedings, 1995 National Meeting of the American Society for Surface Mining and Reclamation, 3-8 June 1995, Gillette, WY. Rymer, T.E., J.J. Renton, and P.F. Ziemkiewicz. 1991. Isolation of critical predictive acid producing parameters from variable field data using advanced computer technology. p. 141-158. In: Proceedings, Second International Conference on the Abatement of Acidic Drainage, 16-18 Sept. 1991, MEND, Montreal, Canada. Samuel, D.E., J.C. Sencindiver, and H.W. Rauch. 1988. Water and soil parameters affecting growth of cattails. p. 367-374. In: Mine Drainage and Surface Mine Reclamation, 19-21 April 1988, Info. Circular No. 9183, USDI, Bureau of Mines, Pittsburgh, PA. Schueck, J. 1990. Using a magnetometer for investigating underground coal mine fires, burning coal refuse banks and for locating AMD source areas in surface mines. p. 493-504. In: Proceedings, 1990 Mining and Reclamation Conference, 23-26 April 1990, West Virginia University, Morgantown, WV. Schueck, J., T. Ackman, and B. Scheetz. 1994. Acid mine drainage abatement using fluidized bed combustion ash grout after geophysical site characterization. p. 218-227. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines

39
SP 06B-94. Pittsburgh, PA. Sencindiver, J.C. and D.K. Bhumbla. 1988. Effects of cattails (Typha) on metal removal from mine drainage. p. 359-366. In: Mine Drainage and Surface Mine Reclamation, 19-21 April 1988, Info. Circular No. 9183, USDI, Bureau of Mines, Pittsburgh, PA. Singer, P.C. and W. Stumm. 1968. Kinetics of the oxidation of ferrous iron. p. 12-34. In: 2nd Symp. on Coal Mine Drainage Research. Bituminous Coal Research, Inc., Monroeville, PA. Skousen, J. 1995. Douglas abandoned mine land project: description of an innovative acid mine drainage treatment system. Green Lands 25(1):29-38. Skousen, J., D. Bhumbla, J. Gorman, and J. Sencindiver. 1997. Hydraulic conductivity of ash mixtures and metal release upon leaching. p. 480-495. In: 1997 National Meeting of the American Society for Surface Mining and Reclamation, 10-15 May 1997, Austin, TX. Skousen, J.G., B.B. Faulkner, and P. Sterner. 1995. Passive treatment systems and improvement of water quality. In: Proceedings, Fifteenth Annual West Virginia Surface Mine Drainage Task Force Symposium, 4-5 April 1995, West Virginia University, Morgantown, WV. Skousen, J.G., R. Hedin, and B.B. Faulkner. 1997. Water quality changes and costs of remining in Pennsylvania and West Virginia. p. 64-73. In: 1997 National Meeting of the American Society for Surface Mining and Reclamation, 10-15 May 1997, Austin, TX. Skousen, J. and G. Larew. 1994. Alkaline overburden addition to acid-producing materials to prevent acid mine drainage. p. 375-381. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines SP 06B-94. Pittsburgh, PA. Skousen, J., R. Lilly, and T. Hilton. 1993. Special chemicals for treating acid mine drainage. Green Lands 23(3): 34-41. Skousen, J., K. Politan, T. Hilton, and A. Meek. 1990. Acid mine drainage treatment systems: chemicals and costs. Green Lands 20(4): 31-37. Skousen, J.G., J.C. Sencindiver, and R.M. Smith. 1987. A Review of Procedures for Surface Mining and Reclamation in Areas with Acid-Producing Materials. EWRC 871, West Virginia University, Morgantown, WV. 40 pp. Skousen, J. and P. Ziemkiewicz. 1996. Acid Mine Drainage Control and Treatment. 2nd Ed. National Research Center for Coal and Energy, National Mine Land Reclamation Center, West Virginia University, Morgantown, WV. 362 pp. Smith, E.E. and K.S. Shumate. 1970. Sulfide to sulfate reaction mechanism. Water Pollution Control Res. Series 14010 FPS. USDI, FWQA. Washington, D.C. Smith, R.M. and A.A. Sobek. 1978. Physical and chemical properties of overburdens, spoils, wastes, and new soils. p. 149-172. In: Reclamation of Drastically Disturbed Lands. American

40
Society of Agronomy, Madison, WI. Splittorf, D. and V. Rastogi. 1995. Ten year results from bactericide-treated and reclaimed mine land. p. 471-478. In: Proceedings, 1995 American Society for Surface Mining and Reclamation Annual Meeting, 3-8 June 1995, Gillette, WY. Spratt, A.K. and R.K. Wieder. 1988. Growth responses and iron uptake in Sphagnum plants and their relation to acid mine drainage treatment. p. 279-285. In: Mine Drainage and Surface Mine Reclamation, 19-21 April 1988, Info. Circular No. 9183, USDI, Bureau of Mines, Pittsburgh, PA. Stark, L.R., F.M. Williams, S.E. Stevens, and D.P. Eddy. 1994. Retention and vegetative cover at the Simco constructed wetland: an appraisal through year eight of operation. p. 89-98. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines SP 06A-94. Pittsburgh, PA. Stark, L.R., F.M. Williams, W.R. Wenerick, P.J. Wuest, and C.A. Urban. 1995. The effects of carbon supplementation and plant species on iron retention in mesocosm treatment wetlands. Wetlands 15:58-67. Stark, L.R., F.M. Williams, W.R. Wenerick, P.J. Wuest, and C.A. Urban. 1996. The effects of substrate type, surface water depth, and flow rate on manganese retention in mesocosm wetlands. J. Environ. Qual. 25:97-106. Stehouwer, R., P. Sutton, R. Fowler, and W. Dick. Minespoil amendment with dry flue gas desulfurization by-products: element solubility and mobility. J. Environ. Qual. 24:165-174. Stumm, W. and J.J. Morgan. 1970. Aquatic Chemistry. John Wiley and Sons, Inc., New York. Taddeo, F.J. and R.K. Wieder. 1991. The accumulation of iron sulphides in wetlands constructed for acid coal mine drainage (AMD) treatment. p. 529-548. In: Proceedings, Second International Conference on the Abatement of Acidic Drainage, 16-18 Sept. 1991, MEND, Montreal, Canada. Temple, K.L. and W.A. Koehler. 1954. Drainage from bituminous coal mines. West Virginia University Bulletin. Engineering Experiment Station Research Bull. 25, Morgantown, WV. Turner, D. and D. McCoy. 1990. Anoxic alkaline drain treatment system, a low cost acid mine drainage treatment alternative. p. 73-76. In: Proceedings, National Symposium on Mining, 14-18 May 1990, Univ. of Kentucky, Lexington, KY. US Environmental Protection Agency. 1983. Neutralization of Acid Mine Drainage, Design Manual. USEPA-600/2-83-001, Cincinnati, OH. U.S. Govt. Printing Office, Washington, DC. US Environmental Protection Agency. 1971. Inorganic sulfur oxidation by iron-oxidizing bacteria. Water Pollution Control Res. Series 14010 DAY. USDI, FWQA. Washington, D.C.

41
Vile, M.A. and R.K. Wieder. 1993. Alkalinity generation by Fe(III) reduction versus sulfate reduction in wetlands constructed for acid mine drainage treatment. Water, Air, and Soil Pollution 69: 425-441. Waksman, S.A. 1922. Microorganisms concerned in the oxidation of sulfur in the soil IV. A solid medium for the isolation and cultivation of Thiobacillus thiooxidans. J. Bact. 7:605-608. Watzlaf, G. and L. Casson. 1990. Chemical stability of manganese and iron in mine drainage treatment sludge: effects of neutralization chemical, iron concentration, and sludge age. p. 3-9. In: Proceedings, 1990 Mining and Reclamation Conference, 23-26 April 1990, West Virginia University, Morgantown, WV. Wenerick, W.R., S.E. Stevens, H.J. Webster, L.R. Stark, and E. DeVeau. 1989. Tolerance of three wetland plant species to acid mine drainage: a greenhouse study. p. 801-807. In: D. Hammer (ed.), Constructed Wetlands for Wastewater Treatment, Lewis Publishers, Chelsea, MI. 831 pp. Wheeler, W.N., M. Kalin, and J.E. Cairns. 1991. The ecological response of a bog to acidic coal mine drainage - deterioration and subsequent initiation of recovery. p. 449-464. In: Proceedings, Second International Conference on the Abatement of Acidic Drainage, 16-18 Sept. 1991, MEND, Montreal, Canada. Wieder, R.K. 1988. Determining the capacity for metal retention in man-made wetlands constructed for treatment of coal mine drainage. p. 375-381. In: Mine Drainage and Surface Mine Reclamation, 19-21 April 1988, Info. Circular No. 9183. USDI, Bureau of Mines, Pittsburgh, PA. Wieder, R.K. 1989. A survey of constructed wetlands for acid coal mine drainage treatment in the eastern United States. Wetlands 9:299-315. Wieder, R.K. 1992. The Kentucky wetlands project: A field study to evaluate man-made wetlands for acid coal mine drainage treatment. Final Report to the U.S. Office of Surface Mining, Villanova University, Villanova, PA. Wieder, R.K. 1993. Ion input/output budgets for wetlands constructed for acid coal mine drainage treatment. Water, Air, and Soil Pollution 71: 231-270. Wieder, R.K. 1994. Diel changes in Fe(III) / Fe(II) in effluent from constructed wetlands treating acid mine drainage. J. Environ. Qual. 23:730-738. Wieder, R.K. and G.E. Lang. 1982. Modification of acid mine drainage in a freshwater wetland. p. 43-53. In: Symposium on Wetlands of the Unglaciated Appalachian Region, Oct. 1982, West Virginia University, Morgantown, WV. Wildeman, T., J. Gusek, and G. Brodie. 1991. Wetland design for mining operations. Handbook presented at the 1991 American Society for Surface Mining and Reclamation Conference, 14-17 May 1991, Durango, CO.

42
Wiram, V.P. and H.E. Naumann. 1995. Alkaline additions to the backfill: A key mining/reclamation component to acid mine drainage prevention. In: Proceedings, Sixteenth Annual Surface Mine Drainage Task Force Symposium, 4-5 April 1995, West Virginia University, Morgantown, WV. Yanful, E.G., B.A. Abbe, M. Woyshner, and L.C. St-Arnaud. 1994. Field and laboratory performance of engineered covers on the Waite Amulet tailings. p. 138-147. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines SP 06B-94, Pittsburgh, PA. Ziemkiewicz, P.F. and F.A. Meek. 1994. Long term behavior of acid forming rock: results of 11-year field studies. p. 49-56. In: International Land Reclamation and Mine Drainage Conference, 24-29 April 1994, USDI, Bureau of Mines SP 06B-94, Pittsburgh, PA. Ziemkiewicz, P.F. and J.G. Skousen. 1992. Prevention of acid mine drainage by alkaline addition. Green Lands 22(2): 42-51. Ziemkiewicz, P.F., J.G. Skousen, D.L. Brant, P.L. Sterner, and R.J. Lovett. 1997. Acid mine drainage treatment with armored limestone in open limestone channels. J. Environ. Qual. 26:718-726. Ziemkiewicz, P.F., J. Skousen, and R. Lovett. 1994. Open limestone channels for treating acid mine drainage: a new look at an old idea. Green Lands 24(4):36-41.





























