Embed Size (px)
Citation preview

PS2-2.1
ADVANCED PROCESS CONTROL ATNORTH WEST SHELF LNG PLANT
LE CONTROLE DE PROCEDE AVANCE DE L'USINE GNLDE NORTH WEST SHELF
Derek HodgesSenior Process Control Engineer
Woodside Energy LtdKarratha, Western Australia, 6714
ABSTRACT
Advanced Process Control (APC) has developed and matured over the last twodecades, mainly in the refining and petrochemical industries. It is used to tightly controlquality and to maximise production rates and yields of existing facilities and is mosteffective where capital investments, plant complexity and productions rates are high.Properly applied multi-variable predictive control technology projects have demonstratedhigh utilisation and benefits at low project risk. To-date, LNG plants have not appliedAPC to the same extent, despite meeting the above criteria, to which attractive marginaleconomics can be added.
As operator of the North West Shelf LNG plant producing LNG, Domestic gas, LPGand condensate, Woodside started in 1995 an APC implementation program for all thefour main production units. This paper will not focus on detailed APC design, but will putAPC in the wider context of plant reliability and optimisation and demonstrate the resultswith plant data.
Experience tells us that APC design and implementation is a vehicle to gain gooddetailed understanding of the economic drivers of the plant and automaticallyconsolidates this learning in the APC applications. After that, the applications provide anexcellent tool to further optimise production and reliability in a safe and consistentmanner. APC on the NWS LNG plant has therefore triggered and captured many spinoffs in ideas and improvements.
The paper will also address the importance of only regarding APC as the “Pinnacle”of structural improvements, on top of good and reliable systems. The implementation ofAPC on the NWS LNG plant went hand in hand with major investments in compressorsurge control, safeguarding and distributed control systems and a complete new layoutand design of the CCR.
RESUME
Le contrôle de procédé avancé ( APC) a été développé pendant les deux dernièresdécennies, principalement dans le raffinage et la pétrochimie. Il permet de contrôlerétroitement la qualité, augmenter les taux de production et les rapports d'usines existanteset il est particulièrement efficace lorsque les coûts d'investissement, la complexité et lesniveaux de production sont élevés. Les technologies de contrôle multi variablecorrectement appliquées ont démontré leur capacité et leur avantage assorti d'un faiblerisque. A ce jour, les usines de GNL n'ont pas appliqué l' APC avec une telle ampleur,

PS2-2.2
bien que les critères précédents soient réunis, auxquels des avantages économiquesmarginaux peuvent être ajoutés.
En tant qu'opérateur de l'usine GNL de North West Shelf qui produit du GNL, du gaznaturel pour le marché domestique, des G.P.L. et de condensât, WOODSIDE acommencé en 1995 un programme d'installation d'APC pour les quatre unités deproductions principales. Cette présentation ne se concentre pas sur la conception détailléede l' APC, mais le place dans un contexte plus large de fiabilité et d'optimisation etdémontre les résultats à l'aide des données directes de l'usine.
L'expérience prouve que la conception et l'installation de l' APC est un moyend'atteindre une bonne compréhension détaillée des paramètres économiques de l'usine etde consolider automatiquement cette apprentissage dans les applications de l' APC.Ensuite, ces applications fournisse un excellent outil pour poursuivre l'optimisation de laproduction et de la fiabilité d'une façon sûre et logique. L' APC de l'usine NWS a parconséquent déclenché et eu un effet d'entraînement dans les idées et les améliorations.
Cette présentation insiste aussi sur l'importance de considérer l' APC comme le"pinacle" d'un ensemble d'améliorations structurelles, au sommet de systèmes efficaces etsûrs. L'installation de l' APC s'est accompagné d'investissements majeurs dans le contrôleanti-pompage des compresseurs, dans un contrôle commande distribué et sauvegardé, etdans une nouvelle conception et implantation de la salle de contrôle.

PS2-2.3
ADVANCED PROCESS CONTROL ATNORTH WEST SHELF LNG PLANT
INTRODUCTION
Advanced Process Control (APC) has developed and matured over the last twodecades, mainly in the refining and petrochemical industries. It is used to tightly controlquality and to maximise production rates and yields of existing facilities and is mosteffective where capital investments, plant complexity and productions rates are high.Properly applied multi-variable predictive control technology projects have demonstratedhigh utilisation and benefits at low project risk.
As operator of the North West Shelf LNG plant producing LNG, Domestic gas, LPGand condensate, Woodside saw in 1995 an opportunity to utilise this technology toincrease revenues. However, it was simultaneously recognised that APC is not somethingthat can be “just bolted on” and left to make money. To be successful, it needs to be fullyintegrated with the overall instrumentation, control systems, plant understanding andoperations, and would be better considered as “icing on the cake”, to be obtained whenthe fundamentals are correct. A 5-year strategic plan was generated to encompass allaspects associated with the holistic improvement of the controls systems at the NWSVplant. This included:
• Management commitment to the plan, with guaranteed resourcing.• Upgrade to DCS systems• Upgrade to Safeguarding systems• Control room upgrade• Repairs, corrections and re-tuning of the base layer DCS controls• Replacement of the Domgas and LNG compressor anti-surge controls with new
state-of-the-art control systems• Implementation of APC on the major production units.
It was recognised from the beginning that a phased approach was necessary, becauseof limited resources. The following table shows the actual and planned implementationdates of the various phases of the overall project. Three separate phases were planned forfunding purposes, and implemented within agreed schedules. The final upgrade ofsafeguarding systems is linked to major shutdowns of LNG trains, and will be completedover the next two years.
Actual Phase Planned1996 Master plan agreed with JVPs 19961996 DCS Upgrades commenced 19961996 Stabiliser APC (5 units) 19961997 Fractionation APC (2 trains) 19961997/98 Compressor Control Upgrades (19 compressors) 1997/981998/99 Central Control Room Upgrade 19981998/99 LNG APC (3 trains) 19981999/2003 Upgrading safeguarding systems 1999/20032000 Domgas APC 19992000 LPG Integration 2000

PS2-2.4
To minimise complexity of implementation and to minimise on-going supportrequirements for all APC projects, it was recognised that a standard platform would beneeded. Woodside chose to standardise on Honeywell’s RMPCT software for model-predictive multi-variable control, and developed all the APC projects using additionaltechnical support from Honeywell HiSpec Solutions working in conjunction with in-house engineers. This has proven to be a very successful technique, by maximising thebenefits of local knowledge and the skills of the consultant in their particular product tominimise the implementation time, while still achieving a high quality transfer oftechnical knowledge into the plant for on-going support.
BACKGROUND
In 1995, the NWSV plant production was limited both by LNG Fractionation andStabiliser capacity. Stabilisers were recognised as the first key area of opportunity, sinceincremental condensate was immediately marketable. The offshore and on-shore facilitiesare operated together as a tightly integrated joint facility, with dry gas from Rankin,condensate and LPG-rich gas from Goodwyn, and LPG-rich gas from the oil productionfacility on the Cossack-Pioneer blended into a common trunkline to maximise utilisationof the onshore facility. Onshore liquids processing capacity was a bottleneck, restrictingcondensate production from Goodwyn.
WANAEA/COSSACK NORTH RANKIN A GOODWYN A
DOMGAS LNGSTAB FRAC
TRUNKLINE- 12 HOUR DEADTIME
LPG GAS CONDENSATE
ONSHORE PLANT

PS2-2.5
STABILISER APC
In the development of the Stabiliser APC it had been recognised that there was anexisting problem with the controls systems on the stabilisers, and this was rectified via aseparate project in 1996. At the same time, the basic controls were completely re-tuned,and together this improved operation considerably, increasing production by about 4%.The APC was then designed and implemented on this stabilised operation.
The Stabiliser APC design encompassed feed maximisation and tighter control ofspecifications by using product quality estimators, column pressure reduction and bettercontrol over the column heat duty. An additional benefit was anticipated in improvedcompressor reliability from the more stable operation.
The APC was commissioned in 4Q 1996, and the unit’s capacity was increased by anadditional 3%. Pressure in the stabiliser units was dropped by more than 10 percent, andproduction records were set in 1997, and broken again in 1998 before a decline inoffshore liquids production saw onshore capacity exceed offshore supply capability in1999. This did not mean an end to benefits, however. The improved reliability andoperability of the stabilisers under APC meant vastly reduced recovery times after a planttrip or interruption to offshore supply, and on-going stability of product quality. Becausethe LPG-rich stabiliser overheads streams from the different units are directed to differentparts of the plant, having spare capacity allowed first manual and then finally automaticmanagement of LPG handling by varying the rates of different stabilisers in later APCdevelopments.
Monthly Condensate Production 1996 - 2000
0
50
100
150
200
250
300
350
400
450
500
Production Records
APC Commissioned
PS2-2.6
FRACTIONATION APC
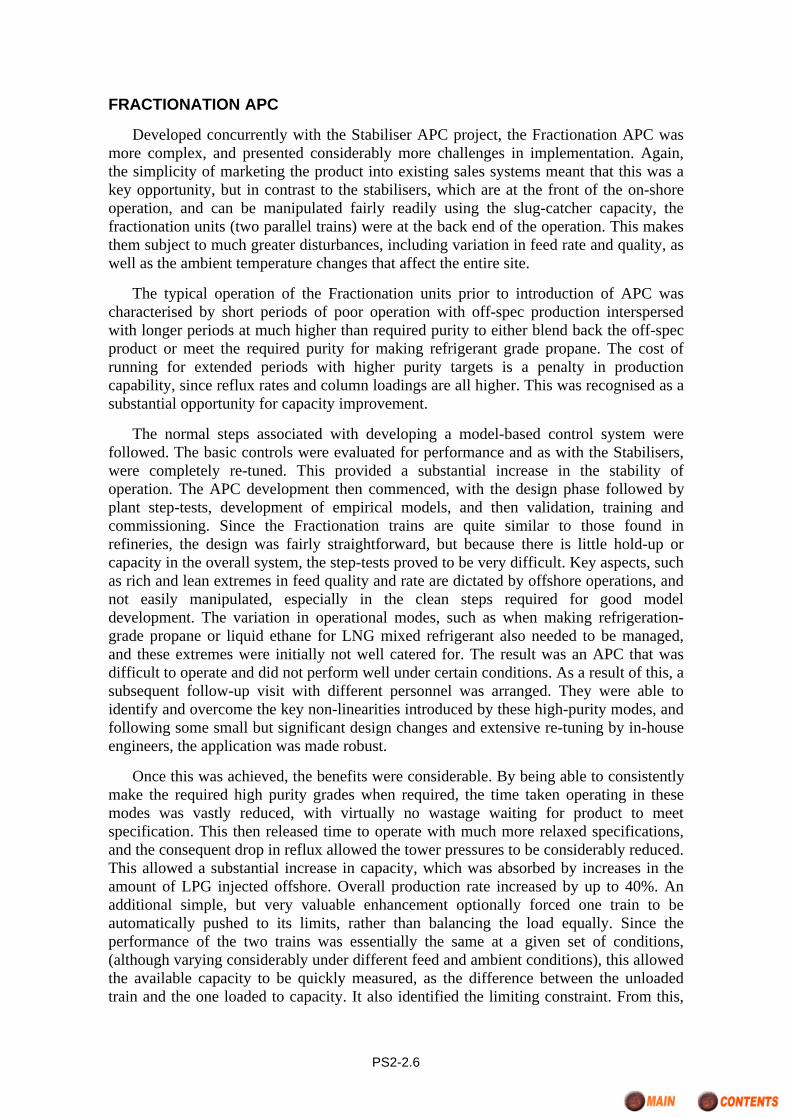
Developed concurrently with the Stabiliser APC project, the Fractionation APC wasmore complex, and presented considerably more challenges in implementation. Again,the simplicity of marketing the product into existing sales systems meant that this was akey opportunity, but in contrast to the stabilisers, which are at the front of the on-shoreoperation, and can be manipulated fairly readily using the slug-catcher capacity, thefractionation units (two parallel trains) were at the back end of the operation. This makesthem subject to much greater disturbances, including variation in feed rate and quality, aswell as the ambient temperature changes that affect the entire site.
The typical operation of the Fractionation units prior to introduction of APC wascharacterised by short periods of poor operation with off-spec production interspersedwith longer periods at much higher than required purity to either blend back the off-specproduct or meet the required purity for making refrigerant grade propane. The cost ofrunning for extended periods with higher purity targets is a penalty in productioncapability, since reflux rates and column loadings are all higher. This was recognised as asubstantial opportunity for capacity improvement.
The normal steps associated with developing a model-based control system werefollowed. The basic controls were evaluated for performance and as with the Stabilisers,were completely re-tuned. This provided a substantial increase in the stability ofoperation. The APC development then commenced, with the design phase followed byplant step-tests, development of empirical models, and then validation, training andcommissioning. Since the Fractionation trains are quite similar to those found inrefineries, the design was fairly straightforward, but because there is little hold-up orcapacity in the overall system, the step-tests proved to be very difficult. Key aspects, suchas rich and lean extremes in feed quality and rate are dictated by offshore operations, andnot easily manipulated, especially in the clean steps required for good modeldevelopment. The variation in operational modes, such as when making refrigeration-grade propane or liquid ethane for LNG mixed refrigerant also needed to be managed,and these extremes were initially not well catered for. The result was an APC that wasdifficult to operate and did not perform well under certain conditions. As a result of this, asubsequent follow-up visit with different personnel was arranged. They were able toidentify and overcome the key non-linearities introduced by these high-purity modes, andfollowing some small but significant design changes and extensive re-tuning by in-houseengineers, the application was made robust.
Once this was achieved, the benefits were considerable. By being able to consistentlymake the required high purity grades when required, the time taken operating in thesemodes was vastly reduced, with virtually no wastage waiting for product to meetspecification. This then released time to operate with much more relaxed specifications,and the consequent drop in reflux allowed the tower pressures to be considerably reduced.This allowed a substantial increase in capacity, which was absorbed by increases in theamount of LPG injected offshore. Overall production rate increased by up to 40%. Anadditional simple, but very valuable enhancement optionally forced one train to beautomatically pushed to its limits, rather than balancing the load equally. Since theperformance of the two trains was essentially the same at a given set of conditions,(although varying considerably under different feed and ambient conditions), this allowedthe available capacity to be quickly measured, as the difference between the unloadedtrain and the one loaded to capacity. It also identified the limiting constraint. From this,

PS2-2.7
the offshore mix could then be adjusted to minimise the spare capacity, while stillallowing a sufficient margin for operability.
Operation with the APC identified the key bottlenecks within the fractionation units,and separate projects were established to remove them by re-traying of towers. Theseprojects were commissioned this year, and further increased production capability. In thisway, the APC worked in conjunction with process operation and engineering, providing astable baseline for analysing operation and hence facilitating additional enhancements.Having stable operation under APC control allows the engineering staff to conclusivelydemonstrate where bottlenecks exist, and for what period of time, and hence provide solidjustifications for improvement projects. Even when not loaded to capacity, theFractionation APC still provides vastly improved rejection of disturbances caused byupstream changes, and excellent product quality control.
NWS LPG Comparison to Saudi Specification - ButanePentanes Plus in Butane
0.00
0.50
1.00
1.50
2.00
2.50
Pen
tan
es P
lus
(vo
l%)
Pentanes Plus (vol% ) Saudi Spec Max GPA Spec
APC Implemented

PS2-2.8
LNG APC
With the Stabiliser and Fractionation APC’s proven operational and commercialsuccesses, Woodside commenced work on the LNG APC. This had previously beenidentified as the greatest potential source of revenue, but also the most technicallychallenging, hence the order of planning. The LNG train components are fairly typical,with GE Frame 5 gas turbines driving mixed refrigerant and propane compressors, usingAPCI’s main cryogenic heat exchangers, and totally air-cooled. The combination of aircooling with gas turbines means the process is subject to continual disturbances from thevariation in ambient temperature, which is regularly 8-10 degrees C on a daily diurnal.Additional variations of 5-10 degrees C also occur, caused by heat interaction acrossLNG trains, depending on variations in wind direction and strength. Normal operationwas to run at maximum possible capacity.
The baseline operation prior to commencement of the APC program was by operator-set flows of mixed refrigerant, with LNG production automatically adjusted to maintainMCHE outlet temperature. Since maximum capacity was continually varying, theoperator would be continually adjusting MR flows on the three trains, either generally up,to take advantage of additional capacity as temperatures cooled, or down to stay ahead ofreducing capacity as temperatures increased. Because there was always a lag in thisprocess, capacity was inevitably less than a “theoretical maximum”, by a marginestimated at 2-4%. Wind shifts in particular caused difficulties, as a train capacity couldbe reduced by 20% in less than 30 minutes. (Often, another train’s capacity wouldincrease, but taking advantage of this was always secondary to ensuring the reduction incapacity was managed to avoid a train trip.)
The compressor anti-surge controls were also not adequate. Sudden changes to theprocess could induce trips generated by the anti-surge controls, although the plantinstrumentation was not always able to identify whether it had been a real surge event.Subsequent trips on surge during re-start of the operation were also not uncommon.
LPG (C3/C4) Production
0
10000
20000
30000
40000
50000
60000
70000
Fractionation APC first implemented

PS2-2.9
The master-plan generated scopes for four separate aspects of the LNGinstrumentation upgrade. They consisted of
• replacement of the anti-surge controls on all the major compressors (5 per train)with state of the art CCC controls;
• upgrading of the central control room, including migration of the DCS systems tonew generation Honeywell equipment;
• replacement of the obsolete shutdown systems (instrument protective systems);and
• Installation of APC on three LNG trains, with a planned target of 1% increasedproduction, and a stretch target of 3%.
As with the previous APC projects, the first step was a rigorous evaluation of thebasic regulatory control system. Most controllers were re-tuned, and overall stabilityincreased. However, it was clear from preliminary analysis that data gathering for theAPC could only commence once the compressor upgrades were completed, as theexisting plant compressor controls would be too unstable to allow step-testing.
The 15 major compressors on the three LNG trains were successfully cut over to CCCcontrols progressively, commencing with LNG3 in May 1998. The benefits wereimmediately apparent, with a significant drop in train trips associated with surgeprotection. This provided increased production, mainly from increased availabilityfactors, and better recovery after upsets. It also provided the stable operating platformnecessary to develop the LNG APC.
Three separate APC’s were generated for each train, managing the Sulfinol Unit(CO2 removal), Scrub column and Liquefaction unit combined, and a third controller tomanage Mixed Refrigerant make-up. This last controller was identified in the preliminaryanalysis as necessary to stabilise the baseline of operation and enable further optimisationto take place. With continually varying MR composition, and varying capacity due toambient temperature changes, it was exceedingly difficult to determine whether a plantoperational change had had a real, reproducible positive benefit, or that conditions hadsimply changed. This had been recognised as a problem for many years, but withoutsolution. The Dehydration unit is mostly driven by sequence logic, and was excludedfrom the APC design.
The APC’s were progressively implemented, with Sulfinol APC in June 1998, MRMake-up December 1999, and the Liquefaction APC, which controlled the operationaround the main cryogenic exchanger in February/March 1999. The benefits wereimmediately obvious, in the APC’s ability to handle constraints not seen by the basiccontrol systems. In particular, the first application commissioned was on a unit that wasoperating with a feed tube leak in the main exchanger. This was causing coldtemperatures in the MR vapour exit from the bottom of the warm bundle, which is a plantconstraint due to metallurgy limitations in the first mixed refrigerant compressor. Theoperators were managing the temperature constraint by manually limiting the rate, butbecause of its tendency to suddenly drop sharply toward a trip limit, they sensibly tendedto run with a “healthy margin of safety”, and hence at a slightly lower production rate.This temperature had been identified in the APC design as a potential constraint, and theAPC was able to maximise production subject to this limit, as shown in the followingplot.

PS2-2.10
Once confidence had been gained by operations that the APC could indeed control thethroughput while honouring the constraints, it was possible to lower the margin betweenthe APC operating limit, and the actual plant constraint, to further increase rate.
Since the benefit of the APC was always going to be small (a few percent at most,unlike the major gains seen in Stabilisers and Fractionation), and the productioncapability varies continually as a function of ambient temperature, it was necessary to usestatistical techniques to measure the benefit. This is most easily seen as a plot of thenumber of days operating at different percentages of the technical maximum capability.The following plot contains data from three successive years of operation, and shows theprogressive effects from baseline (no improvements), the addition of the CCC controlsystems and the associated improvement in reliability, and then the addition of the LNGAPC. This is a classic APC improvement profile, showing a two-fold benefit. The actualplant capacity has not been increased, but the existing capacity has been more effectivelyutilised. There is an increase in typical daily production rates, as shown by the shift in thehistogram peak by 2-3% to a higher percentage of the technical maximum, and also animprovement in the consistency of operation, as demonstrated by the narrower spread ofoperation. The number of days at 99-100% of technical maximum capacity increasedfour-fold. The combination of the increased production with more consistent operationgave a potential yearly production benefit from the APC of 1.9%. The actual benefitrealised is less than this, since the operation is not always at maximum rate, beingoccasionally limited by tankage, shipping or offshore constraints. Nonetheless, the benefiteasily exceeded the project cost in the first year.
The Mixed Refrigerant composition has also been stabilised. This gives furtheropportunity for optimisation, since the desired MR composition can be set as a controltarget, and the APC will deliver the result within a day or so, and then hold it steady atthe new composition. Plant tests to optimise the MR composition have not yet beenperformed, but it is anticipated that small improvements can be made, particularly withseasonal changes.
LNG2 - Managing cold temperatures
0
2
4
6
8
10
12
21-Jan-99 26-Jan-99 31-Jan-99 5-Feb-99 10-Feb-99 15-Feb-99
-50.0
-45.0
-40.0
-35.0
-30.0
-25.0
-20.0
Feed Flow MR Exit Temperature alarm limit
APC commissioned here Operating Limit : -45 degrees C
Actual MR vapour exit temperature. Note APC limit progressively lowered

PS2-2.11
DOMGAS AND LPG INTEGRATION APC’S
With LNG APC commissioned, the last major processing units to have APCimplemented were the Domestic Gas (Domgas) trains. The realisable benefit here was inmaximising the recovery of saleable LPG from the Domgas feed, since the actualDomgas production rate is set by market demand. This would be achieved by maximisingthe LPG extraction capability of the Domgas trains, while still delivering the same finalDomgas flow. It was estimated that the LPG recovery could be increased by 4%, or 60tonnes per day, for an estimated project cost of A$700K.
The project was in design phase in 1Q1999, the step tests were performed in 3Q1999,and the project was commissioned in 1Q2000 for a final budget of approximatelyA$500K. The project benefits have exceeded initial estimates, with LPG recoveryimproved by more than 10%.
In addition to the revenues from LPG recovery, the Domgas also provides theimproved stability of operation and rejection of disturbances from upstream in theprocess, most notably variation in feed composition due to changes in offshore operation.Being a model-predictive controller, the Domgas APC has the ability to predict whenDomgas heating value specifications are likely to be exceeded due to a significant changein feed composition. In this scenario, it will give up on optimising the C3/C4 recovery,and preserve the quality of the saleable domestic gas, until the process is again capable ofsupporting increased LPG recovery.
The LPG extraction in the Domgas units is more efficient than in the Scrub Columnin the LNG trains, so an opportunity also existed to manage the site-wide LPGoptimisation. This is achieved via the LPG integration APC. This ties together theStabiliser APC, the Domgas APC, and the LNG trains, by preferentially sending flow tospecified process units to maximise overall LPG recovery. The following block diagramillustrates the interconnection, where LPG-rich gas from the stabilisers can be directedeither to Domgas, or to LNG via the Trunkline Onshore Terminal (TOT). Providedstabiliser capacity exists, the rates on different stabilisers can be adjusted to maximise the
Progressive Improvement in Approach to Technical Maximum Capacity
0
10
20
30
40
50
60
70
80
90
90 91 92 93 94 95 96 97 98 99 100 101 102 103
Percent of Technical Maximum Capacity
Baseline With CCC controls With CCC plus APC
Days
per
ann
um a
t a g
iven
per
cent
of t
ech
max

PS2-2.12
flow of LPG-rich feed into Domgas (and the Domgas APC), until that process is at amaximum, as determined by the APC limits. The remaining rich feed gas will be directedto LNG via the TOT.
In addition, the LPG management APC also manages the level in the slugcatchers, byramping the Stabilisers rate (via the Stabiliser APC) to keep the levels within specifiedlimits. The level changes reflect the transient imbalances between the feed usage withinthe plant and the gas and liquids arriving from the trunkline. A predictive controllerprovides a distinct advantage here, since there is a large dead-time (several hours)between changes to operations offshore and the consequences arriving onshore, becauseof the length of the trunkline. This is a highly complex phenomenon and the APC modelsdo not predict it perfectly, but do sufficiently well to still give good control of the level.
CONCLUSIONS
At the NWSV LNG plant, APC has proven to be a very cost-effective way ofoptimising the plant operations. For an overall investment of less than A$5 million,project payback times have all been less than six months, with some just a few weeks.While some of these benefits were simply from re-tuning the basic control systems, thiswas achieved in a holistic manner as part of a structured approach to improving theoverall control systems. Additional intangible benefits have followed from a betterunderstanding of the key process operations, and particularly the limitations. In severalcases, this has led to separate debottlenecking projects. Because the APC consistentlyoperates within the allowable operating envelope, the number of process alarms has alsobeen significantly reduced, as have plant trips across all the process units. Again, this isobviously not solely due to APC, but rather as a consequence of a structured approach toimproving the instrumentation and control systems, including the safeguarding systems.Another significant benefit that is hard to quantify is the improved speed of detection ofabnormal operations. Since the APC provides a very consistent operation, deterioration inperformance due to some hardware fault is more readily detected, and hence can becorrected.
Domgas APC Domgas / Stabiliser Integration Overview
1,2 4,53Slugcatcher
Stabilisers
DomgasTOT
TOTLNG
Domgas
Lean Gas
Rich Gas
Liquids

PS2-2.13
Overall, each APC project has delivered or exceeded in all respects the requiredbenefits defined in the project specifications. They have also delivered significantintangible benefits, in improved understanding of the plant processes, reduced workloadand stress on operators (particularly during the summer months), more stable operationwith consequent reduced stress on equipment, smoother rate changes, and considerablymore stable operation at minimum rates.