Embed Size (px)
Citation preview

Advanced techniques for warehouse automation by HUGO KARLSTROM
T he most basic requirements of a sophisticated warehouse control system can be itemized as fol-
lows:
the control and coordination of different automatic materials hand- ling equipment recording individual pallet loads
and locations optimizing crane and truck move-
ments for maximum throughput stock rotation
The whole operation hinges on the free flow of information between the cen- tral administrative computer and the warehouse computer. Both keep con- stantly updated stock level records, but the warehouse computer also holds
information on the contents of each individual pallet in the store at any one time. Goods inward information is fed from the warehouse computer to the administrative computer, and this in turn feeds back output orders to the
warehouse system. The warehouse computer selects pallets to meet these orders on a ‘first in, first out’ (FIFO) basis. To avoid the whole system
Abstract: The characteristics of a computerized warehouse control system are described. Particular attention is paid to recording individualpallet loads and locations, optimizing crane and truck movements for maximum throughput and stock rotation.
Kqwords: data processing, warehouse, stock control.
Hugo Karlstrom is sales manager in the materials handling division of SattControl UK Ltd.
A typical automated warehouse with AGVs.
breaking down in the event of stock losses or other shortfalls, the ware-
house computer constantly updates the administrative system with actual output data.
l location file
l order file
l order line file
Communication between the two computers is carried out in different ways, according to system types, and
depending whether data is required via an online link, or with a batch com- munication link.
SattStore is a typical computer-
based system for automatic control of materials handling in a variety of con- figurations. The system is driven by a
PDP 1 l/44 minicomputer utilizing distributed processing for local con- trol.
Functions of a warehouse control system can be grouped into four sepa- rate categories:
l inventory control l crane control
l automated guided vehicle control l conveyor control
Inventory control
The administrative part of a ware- house system should keep a record of all articles in the warehouse, whether they are on shelves, on pallets in racks, being transported or handled in any other way. This information, which can be simply configured to suit the size and nature of the warehouse, is stored in the system database. The basic system has the following data- base files:
l article file 0 pallet file
The Article file contains all the data on
the article in the warehouse, both fixed information and current information showing the present status of the arti- cle. Fixed information, such as article
number and name, can be com- plemented by information such as: storage zone for the article; weight per unit; number of units per full pallet;
and supplier’s article number. Example of variable article data in-
clude:
l total quantity of this article in the warehouse
l total quantity of this article per crane aisle
l oldest and youngest pallet
Every load carrier in the warehouse -
generally a pallet - has a dedicated unique number under which the sys- tem stores information. This number is generated when a pallet is due to
enter the warehouse. For each pallet current information is stored about the
goods on the pallet, such as quantity, storage date, pallet weight etc. This data is stored in the Pallet file.
The Locationfile stores data about each location in the warehouse. A location file record contains information about whether a location is free, occupied by a certain pallet, or blocked. The record also provides information on the type of storage location.
The Order file contains all output orders entered, which are to be ful-
38 0011-684W83/080038-03$03.00 0 1983 Buttetworth & Co (Publishers) Ltd. data processing
Winchester disc IZIMB
6
Corsoi terminal
Pallet control station 7.*nc 5
Pick area
To local PBS io weight station
Message printer
c-3 ~~i._en 8 picn ,,,.
I, RPC _--A
stotlons 1
~
12iMB Wtnchester disc
-- 3270 llnk to mainframe
‘I
Alarm printer ,:
VDU
Colsoi terminal
iPallet control stction zone 6
4 automatic cranes with transfercars 8 AGVs
L---Y Y 8 semi outomattc crones
;_ye__ _-__.._ __-.A Zone 5, auto VNA store AGV system Zone 6, manual VNG store
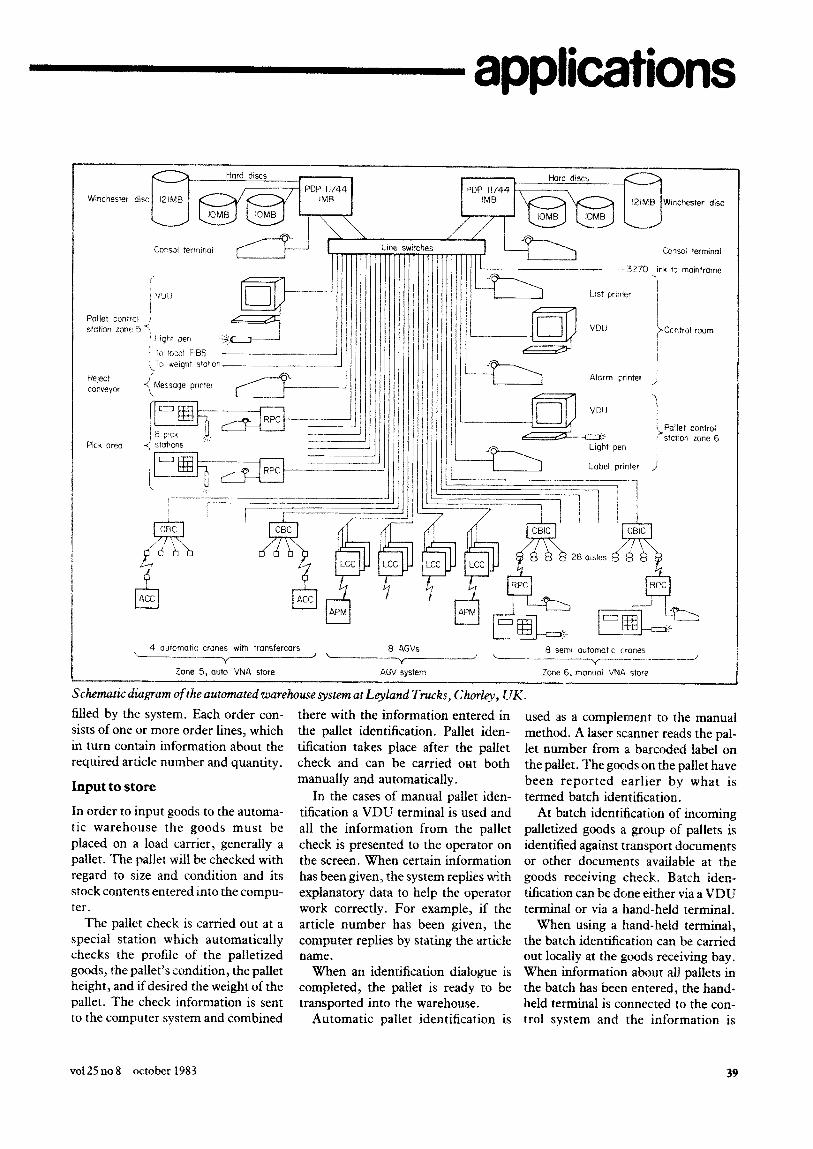
Wmzatzc hagram of the aut~te~ warebuse system at L&and Trucks, Ck~ley, UK.
filled by the system. Each order con- sists of one or more order lines, which in turn contain information about the required article number and quantity.
Input to store
In order to input goods to the automa- tic warehouse the goods must be piaced on a load carrier, generally a pallet. The pallet will be checked with regard to size and condition and its stock contents entered into the compu- ter.
The pallet check is carried out at a special station which automatically checks the profile of the palletized goods, the pallet’s condition, the pallet height, and if desired the weight of the pallet. The check information is sent to the computer system and combined
there with the information entered in the pallet identification. Pallet iden- tification takes place after the pallet check and can be carried out both manually and automatically.
In the cases of manual pallet iden- tification a VDU terminal is used and all the information from the pallet check is presented to the operator on the screen. When certain information has been given, the system replies with explanatory data to help the operator work correctly. For example, if the article number has been given, the computer replies by stating the article name.
When an ident~cation dialogue is completed, the pallet is ready to be transported into the warehouse.
Automatic pallet identification is
used as a complement to the manual method. A laser scanner reads the pal- let number from a barcoded label on the pallet. The goods on the pallet have been reported earlier by what is termed batch ident~cation.
At batch identification of incoming palletized goods al group of pallets is identified against transport documents or other documents available at the goods receiving check. Batch iden- tification can be done either via a VDU terminal or via a hand-held terminal.
When using a hand-held terminal, the batch identification can be carried out locally at the goods receiving bay. When notation about all pallets in the batch has been entered, the hand- held terminal is co~nnected to the con- trol system and the information is
vol25 no 8 october 1983 39

applications
transferred to the computer. After a batch identification the system prints pallet labels with the pallet number in barcode format for each identified pal- let.
Using the pallet weight, the compu- ter can ensure that the down loading per rack section does not become grea- ter than stipulated by constraints such as rack design or floor strength. By controlling the section weight the racking could be constructed for the
average weight instead of the max- imum weight of the pallets. It is also
possible to locate heavy pallets on the lower part of the racking.
Slow or fast moving articles can be
placed in different zones of the ware- house. When this is the case the com- puter contains information about the
move frequency for each article.
Output from store
Goods out orders can be entered into the system either via a VDU terminal
or by communication with another (mainframe) computer. An order is en- tered with an order number and a number of orders lines, each with the
required article number and quantity. Output can be made both by whole
pallet loads or by order picking. Nor- mally the FIFO (first in, first out) prin- ciple is used, i.e. the oldest pallet hold- ing the required article is chosen for
output. Order picking can be done in diffe-
rent ways - either the operator travels
to the goods or the goods are trans- ported to the operator. In the first inst- ance a picking store with semiautoma-
tic pick cranes (or pick trucks) can be used. In the second instance pick sta-
tions are used. In a picking store, with semiauto-
matic pick cranes, order lines are pre- sented one by one in location order for the crane operators. By using barcode reader pens in the cranes, the system can check that the picks are done from the correct pallets. After each com- pleted order line the operator confirms the actual picks done to the system via a terminal in the crane.
When a manual picking store or an
open picking area is used, a pick list is printed in location order. Each pick completed has later to be reported to
the system. When pick stations are used, pallets
are transported from the store to the pick stations. When the picks have
been completed the operators confirm to the system via terminals at the pick
stations. The pallets are then returned to the store.
When an order has been completed for despatch, despatch notes and in- voices are printed. These documents are then always based on the actual
output from the stores.
Printouts
It should be possible to obtain a variety of printouts from the computer which
provide comprehensive information about the store contents. Examples of printouts are: all information on pal-
lets with a certain article number; all recorded orders; all blocked pallets in the warehouse; and all pallets older than a given date.
Crane control
The central computer communicates with the microcomputers onboard the automatic cranes and gives them trans- port orders. Such a transport order can be one or any combination of the fol- lowing:
l Input of a pallet
l Output of a pallet or transfer to another aisle.
The microcomputer in the crane con- trols all the movements of the crane in the aisle and reports all events to the central computer.
On completion of a transport order the movements carried out are ack- nowledged. If the transport order has not been performed as intended, the crane reports the error.
As a reserve function it is also possi- ble to connect a terminal directly to the microcomputer and run in automatic mode from the crane platform. The
crane can then pick up and/or deposit
etc., even if the central computer is down.
AGV control
The Automatic Guided Vehicle (AGV)
control system is divided into three control levels: task, traffic and truck.
The task control is carried out in the central computer, and gives transport
orders to the AGVs. A transport order is to transport a pallet from a pick up position to a deposit position within
the AGV route layout. The task con-
trol checks that all transport orders are carried out and that empty AGV move- ments are limited. The current storage situation is updated and errors are re- ported by the task control.
The traffic control is done by decen- tralized microcomputers in the AGV route layout. These micros direct the
AGV through the route layout towards the destination and they ensure that
the AGVs do not collide. The truck control is carried out by
onboard microcomputers in the AGVs, which control steering, speed,
lift devices etc.
Conveyor control
Start, stop, interlocks, monitoring and other logical activities are controlled in this section of the system. The control
unit also acts as an interface, for exam- ple, for external sensors. The central computer is responsible for the overall
materials flow.
Data protection
The extensive database associated with a storage system requires protection against faults which could compromise the integrity of this valuable informa- tion. Various techniques, e.g. double disc updates andor transaction log- ging, can be implemented to give max-
imum protection against power fail- ure, disc faults, system failure, misuse etc. System restart should be simple and rapid 0
SattCantrol UK Ltd, 13 Holder Road, Aldershot, Ham GUlZ 4RH, UK. Tel: (0252) 331651.
40 data processing





























