Embed Size (px)
Citation preview
Advances in Hydroprocessing Catalysts
Laxmi Narasimhan
International Conference on ‘Refining Challenges- Way forward’April 16-17, 2012Organised by Petrofed, New Delhi, India
CONFIDENTIAL
Laxmi Narasimhan
General Manager
Centre for Novel Catalytic Materials
Shell Technology Centre
Shell India Marketing pvt Limited, Bangalore
Disclaimer
Shell Global Solutions is a network of independent technology companies in the Shell Group.
In this document, the expressions “Shell” or “Shell Global Solutions” are sometimes used for convenience
where reference is made to these companies in general, or where no useful purpose is served by identifying
a particular company.
The information contained in this material is intended to be general in nature and must not be relied on as specific advice in
connection with any decisions you may make. Shell and Shell Global Solutions are not liable for any action you may take as a
result of you relying on such material or for any loss or damage suffered by you as a result of you taking this action.
Furthermore, these materials do not in any way constitute an offer to provide
specific services.
CONFIDENTIAL
Some services may not be available in certain countries or political subdivisions thereof.
Copyright ©2010 Shell Global Solutions International BV. All rights reserved. No part of this publication may be reproduced or
transmitted in any form or by any means, electronic or mechanical including by photocopy, recording or information storage
and retrieval system, without permission in writing from Shell Global Solutions International BV.
The information contained in this presentation is provided for general information purposes only. No representations or
warranties, express or implied, are made by Shell Global Solutions International B.V. or its affiliates concerning the applicability,
suitability, accuracy or completeness of the information contained herein and neither Shell Global Solutions International B.V.
nor its affiliates accept any responsibility whatsoever for the use of this information. Neither Shell Global Solutions International
B.V. nor any of its affiliates shall be liable in any way for any liability, loss, cost or damage incurred as a result of the receipt or
use of the information contained herein.
2
Agenda
� About Shell Technology Centre, Bangalore
� New Directions in Hydroprocessing R&D
� Hydrocracking
� Beyond ULSD
� Case study
� Heavy Oil upgradation
CONFIDENTIAL 3
� Heavy Oil upgradation
Refining
Naptha HT
Upstream & Renewables
GTL
CRI/Criterion Inc. Family
Chemicals
Ethylene Oxide
Three Business Units
CONFIDENTIAL
Naptha HTDistillate HTHydrocrackingFCC PretreatLubesResid UpgradingTail GasClean Fuel Projects
GTLAcid & Heavy CrudeH2 / MembranesRenewable Fuels & Chemicals
Ethylene OxideSelective HydrogenationEnvironmental
5
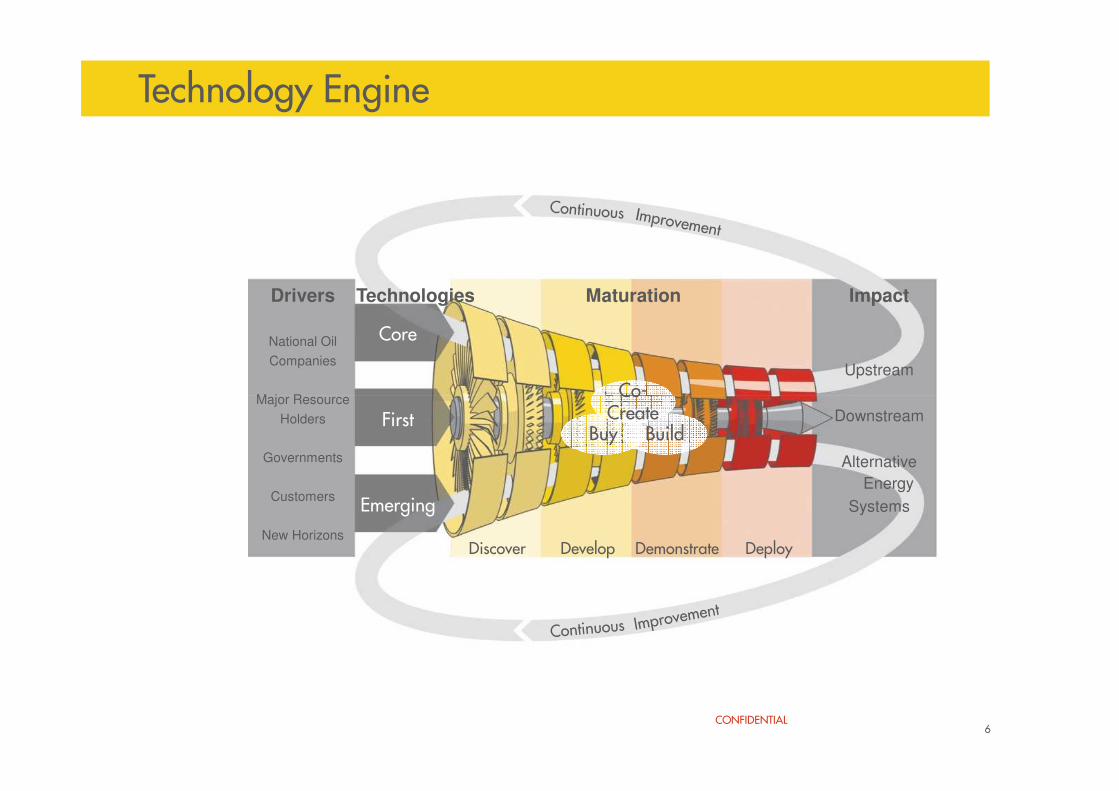
Impact
Upstream
Core
Technologies Maturation
Co-
Drivers
National Oil
Companies
Major Resource
Technology Engine
CONFIDENTIAL
Downstream
Alternative
Energy
Systems
DevelopDiscover Demonstrate Deploy
First
Emerging
Buy Build
Co-Create
Major Resource
Holders
Governments
Customers
New Horizons
6
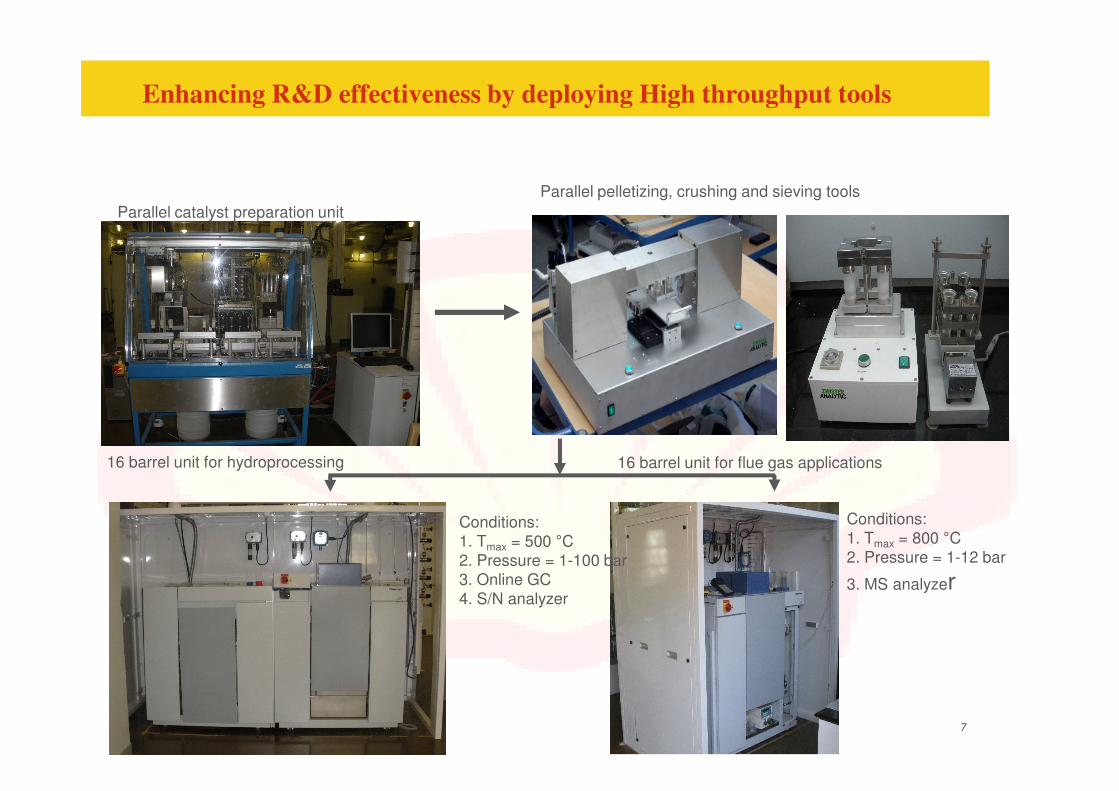
Enhancing R&D effectiveness by deploying High throughput tools
Parallel catalyst preparation unit
Parallel pelletizing, crushing and sieving tools
CONFIDENTIAL7
Conditions:
1. Tmax = 800 °C
2. Pressure = 1-12 bar
3. MS analyzer
Conditions:
1. Tmax = 500 °C
2. Pressure = 1-100 bar
3. Online GC
4. S/N analyzer
16 barrel unit for hydroprocessing 16 barrel unit for flue gas applications
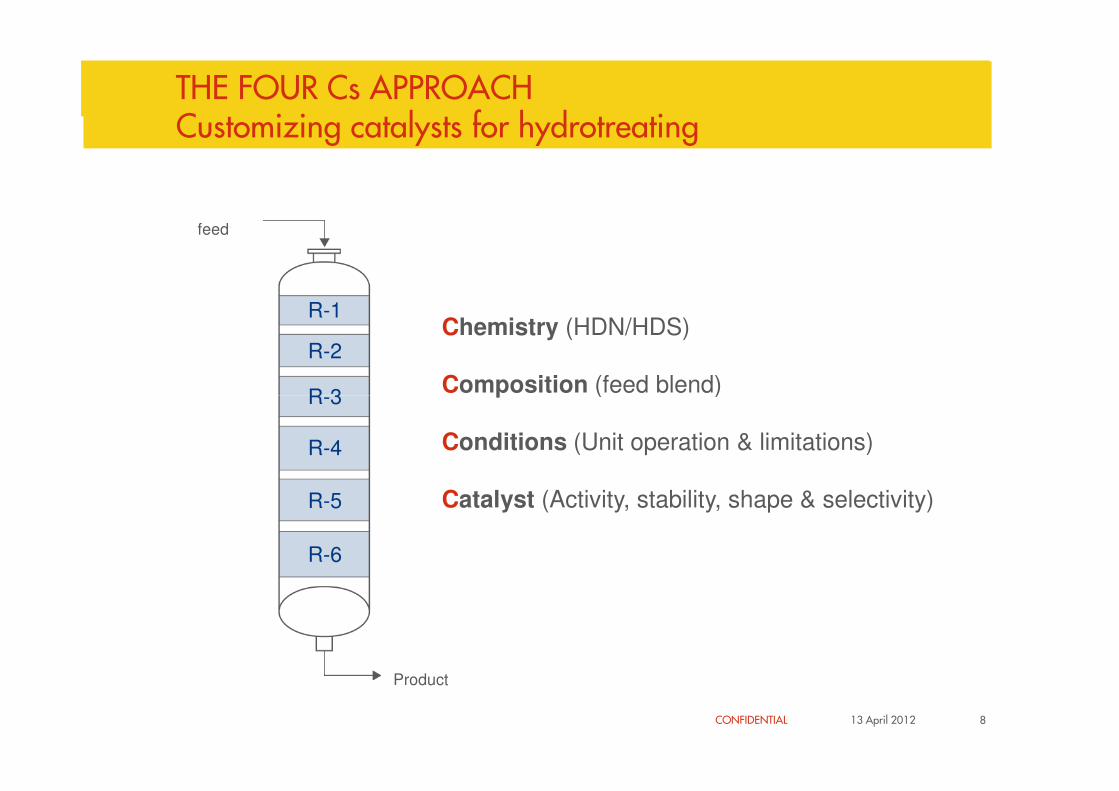
THE FOUR Cs APPROACH Customizing catalysts for hydrotreating
feed
R-1
R-2
R-3
Chemistry (HDN/HDS)
Composition (feed blend)
CONFIDENTIAL 13 April 2012 8
R-3
R-4
R-5
R-6
Composition (feed blend)
Conditions (Unit operation & limitations)
Catalyst (Activity, stability, shape & selectivity)
Product
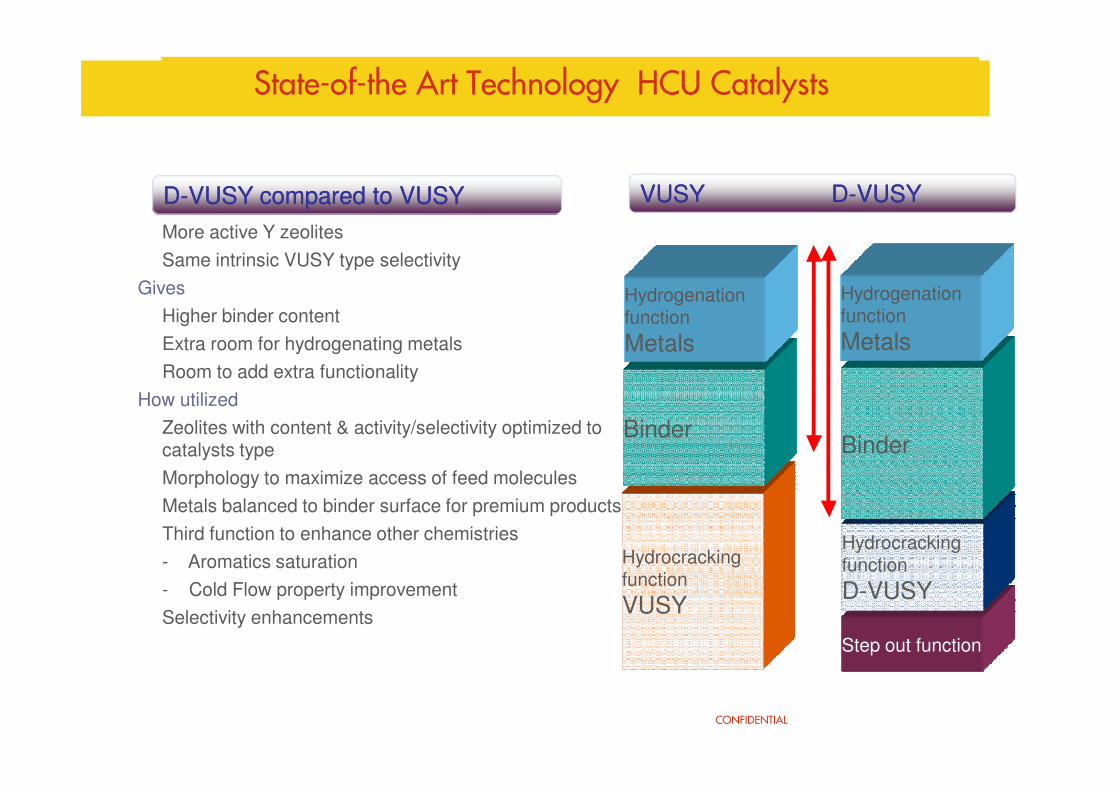
State-of-the Art Technology HCU Catalysts
Hydrogenation function
Metals
Hydrogenation function
Metals
DD--VUSY compared to VUSYVUSY compared to VUSY VUSYVUSY DD--VUSYVUSY
More active Y zeolites
Same intrinsic VUSY type selectivity
Gives
Higher binder content
Extra room for hydrogenating metals
Room to add extra functionality
How utilized
CONFIDENTIAL
Step out function
Hydrocracking function
D-VUSY
?
Hydrocracking function
VUSY
BinderBinder
How utilized
Zeolites with content & activity/selectivity optimized to catalysts type
Morphology to maximize access of feed molecules
Metals balanced to binder surface for premium products
Third function to enhance other chemistries
- Aromatics saturation
- Cold Flow property improvement
Selectivity enhancements
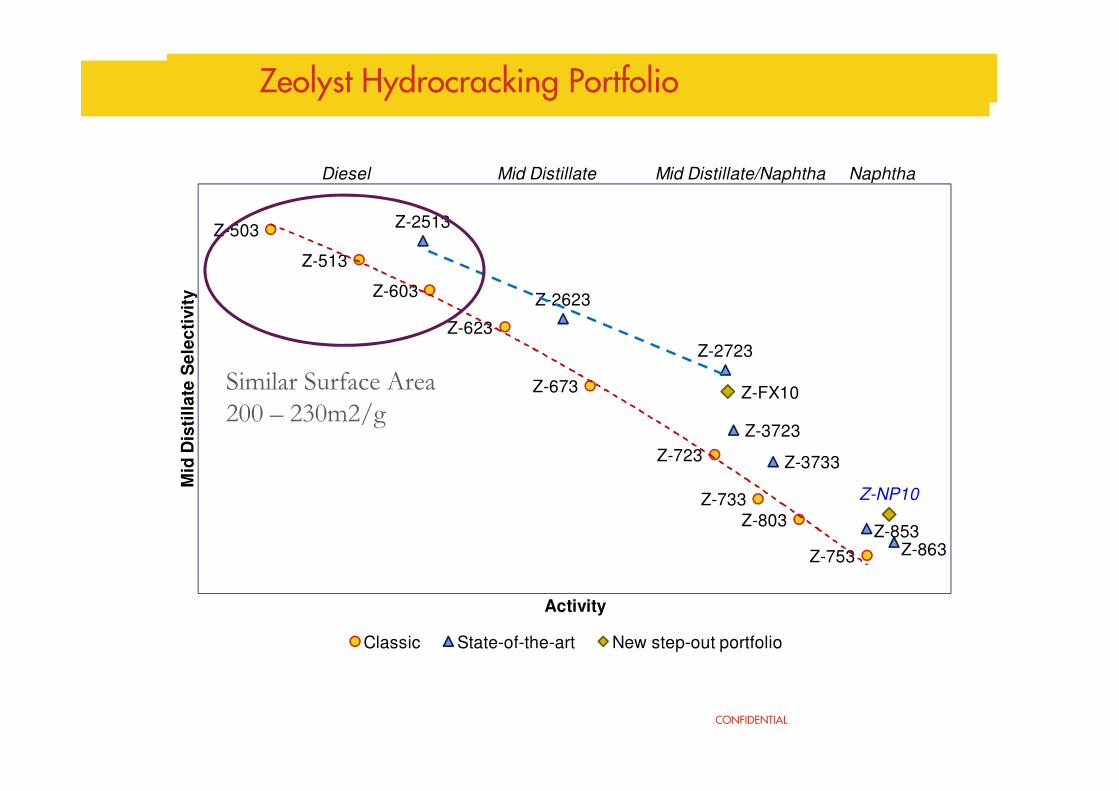
Zeolyst Hydrocracking Portfolio
Z-503
Z-513
Z-603
Z-623
Z-673
Z-2513
Z-2623
Z-2723
Z-FX10
Mid
Dis
till
ate
Se
lec
tivit
yDiesel Mid Distillate Mid Distillate/Naphtha Naphtha
Similar Surface Area
CONFIDENTIAL
Z-673
Z-723
Z-733
Z-803
Z-753
Z-3723
Z-3733
Z-853Z-863
Z-FX10
Z-NP10
Mid
Dis
till
ate
Se
lec
tivit
y
Activity
Classic State-of-the-art New step-out portfolio
Similar Surface Area
200 – 230m2/g
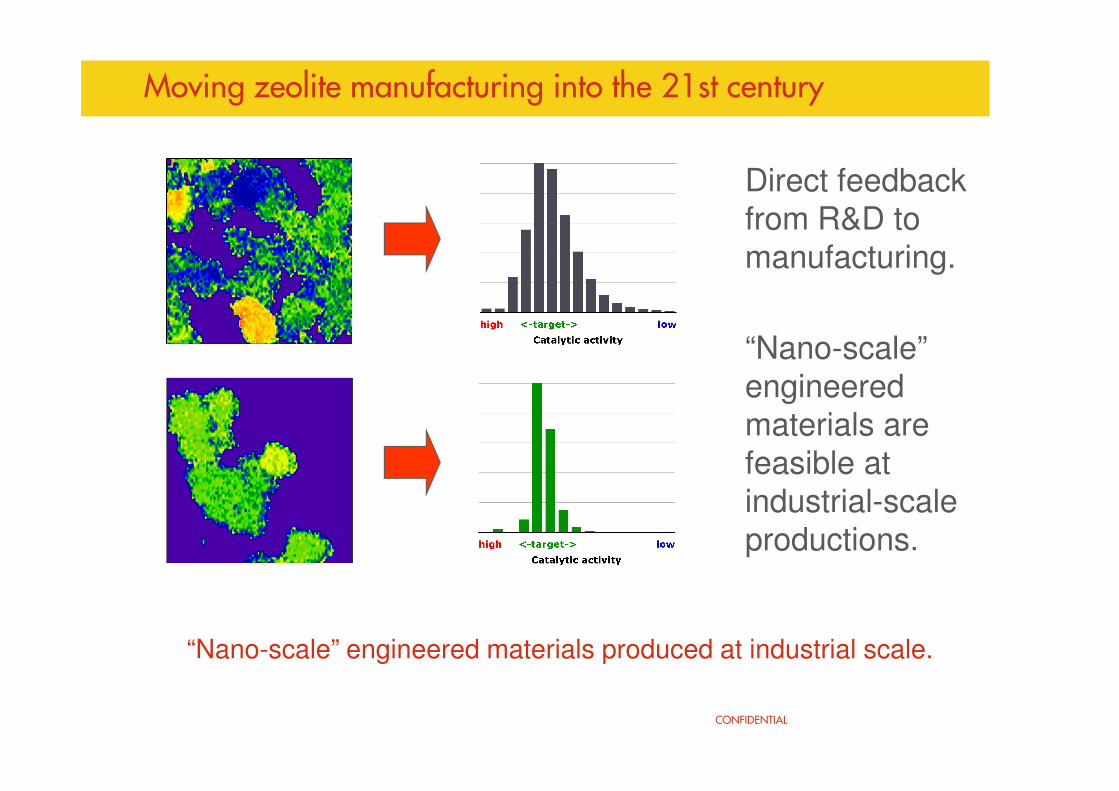
Moving zeolite manufacturing into the 21st century
Direct feedback
from R&D to
manufacturing.
“Nano-scale”
engineered
CONFIDENTIAL
engineered
materials are
feasible at
industrial-scale
productions.
“Nano-scale” engineered materials produced at industrial scale.
Beyond ULSD: Motivation (1)
� Refinery Business Drivers -- Evolution:
� Increased Heavy/Sour Crude Processing
� Increased Bottoms Conversion
� Increased Distillates Production/Product Quality
(Higher Cetane, Lower Aromatics Content, etc.)
CONFIDENTIAL
1212
� ULSD Unit Flexibility: Capture Changing Opportunities
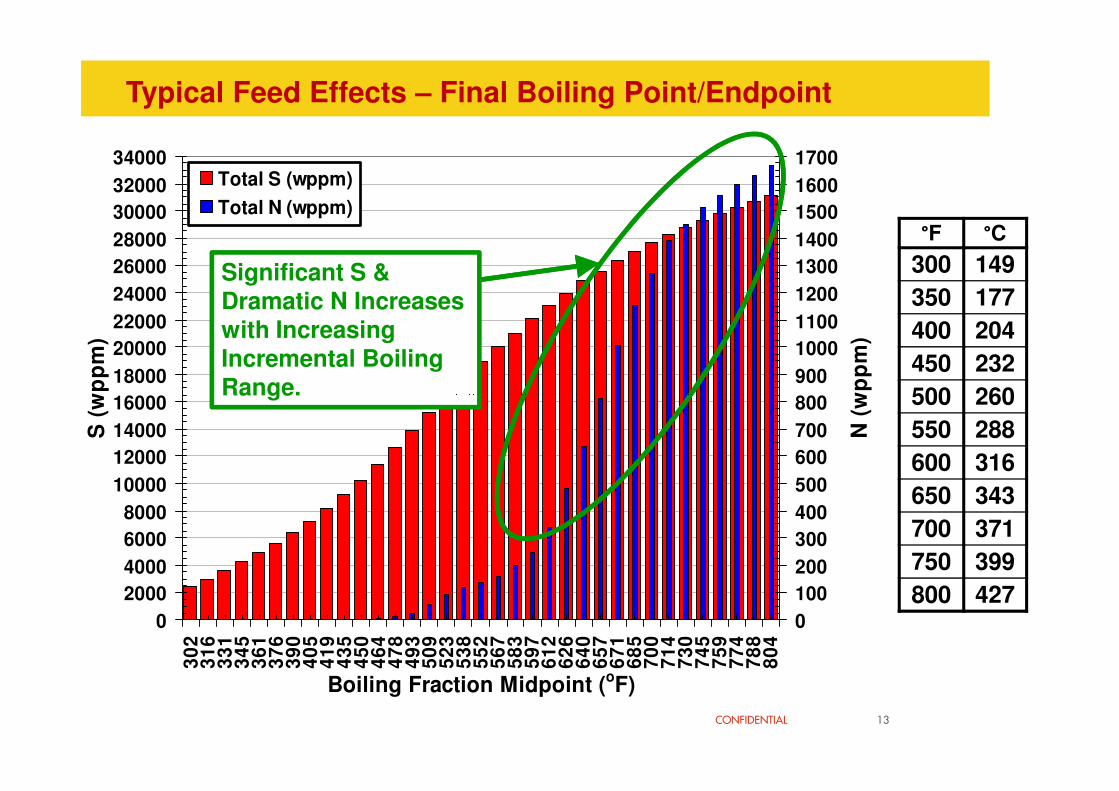
Typical Feed Effects – Final Boiling Point/Endpoint
16000
18000
20000
22000
24000
26000
28000
30000
32000
34000
S (
wp
pm
)
800
900
1000
1100
1200
1300
1400
1500
1600
1700
N (
wp
pm
)
Total S (wppm)
Total N (wppm)
°F °C
300 149
350 177
400 204
450 232
500 260
Significant S & Dramatic N Increases with Increasing Incremental Boiling Range.
CONFIDENTIAL 13
0
2000
4000
6000
8000
10000
12000
14000
16000
30
23
16
33
13
45
36
13
76
39
04
05
41
94
35
45
04
64
47
84
93
50
95
23
53
85
52
56
75
83
59
76
12
62
66
40
65
76
71
68
57
00
71
47
30
74
57
59
77
47
88
80
4
Boiling Fraction Midpoint (oF)
S (
wp
pm
)
0
100
200
300
400
500
600
700
800
N (
wp
pm
)
500 260
550 288
600 316
650 343
700 371
750 399
800 427
Range.
0.5
0.6
0.7
0.8
0.9
1.0
1.1
ANTHRACENE
PHENANATHRENE
FLUORENE
ACRIDINE
CARBAZOLEDB
T H
DS
RA
TE
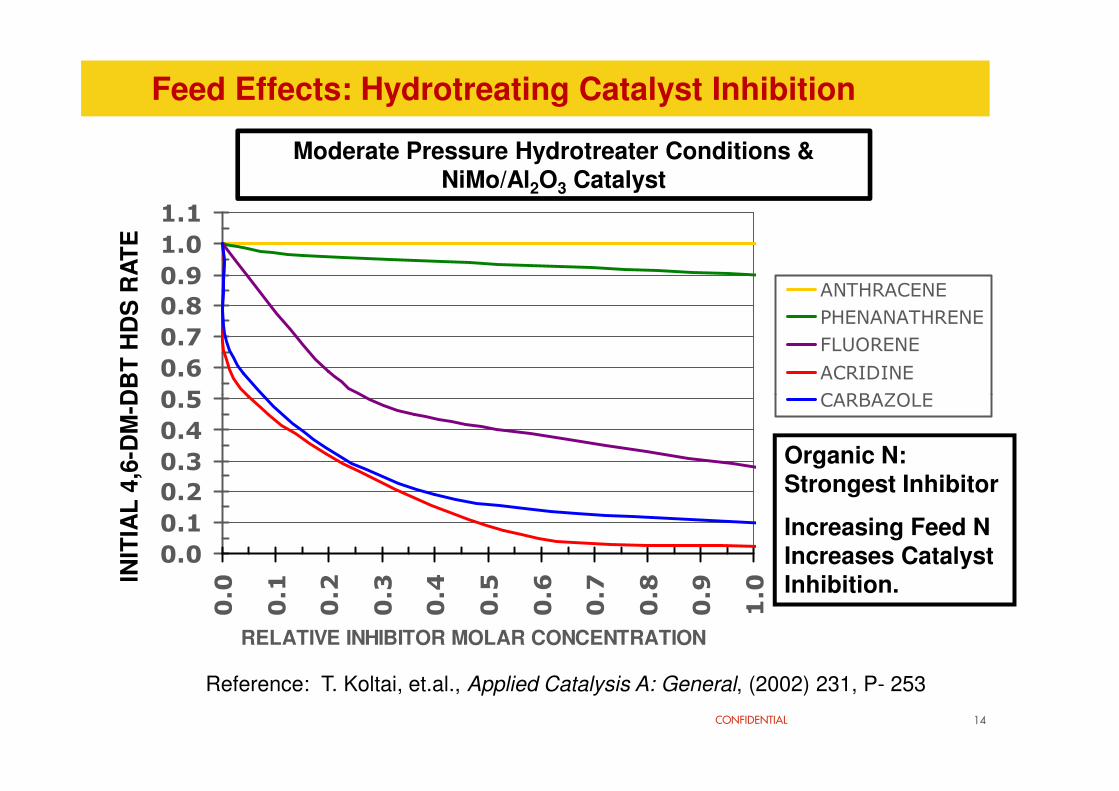
Moderate Pressure Hydrotreater Conditions &
NiMo/Al2O3 Catalyst
Feed Effects: Hydrotreating Catalyst Inhibition
CONFIDENTIAL 14
0.0
0.1
0.2
0.3
0.4
0.5
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
RELATIVE INHIBITOR MOLAR CONCENTRATION
CARBAZOLE
INIT
IAL
4,6
-DM
-DB
T H
DS
RA
TE
Organic N: Strongest Inhibitor
Increasing Feed N Increases Catalyst Inhibition.
Reference: T. Koltai, et.al., Applied Catalysis A: General, (2002) 231, P- 253
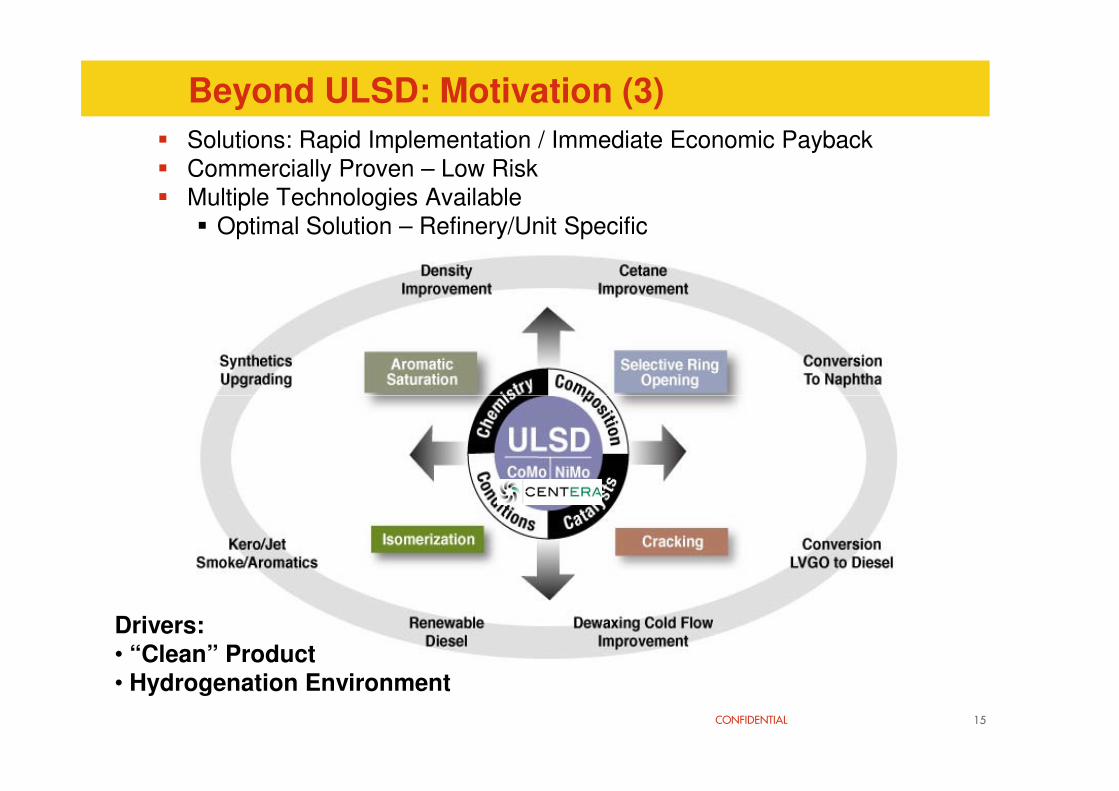
� Solutions: Rapid Implementation / Immediate Economic Payback
� Commercially Proven – Low Risk
� Multiple Technologies Available
� Optimal Solution – Refinery/Unit Specific
Beyond ULSD: Motivation (3)
CONFIDENTIAL 15
Drivers:• “Clean” Product• Hydrogenation Environment
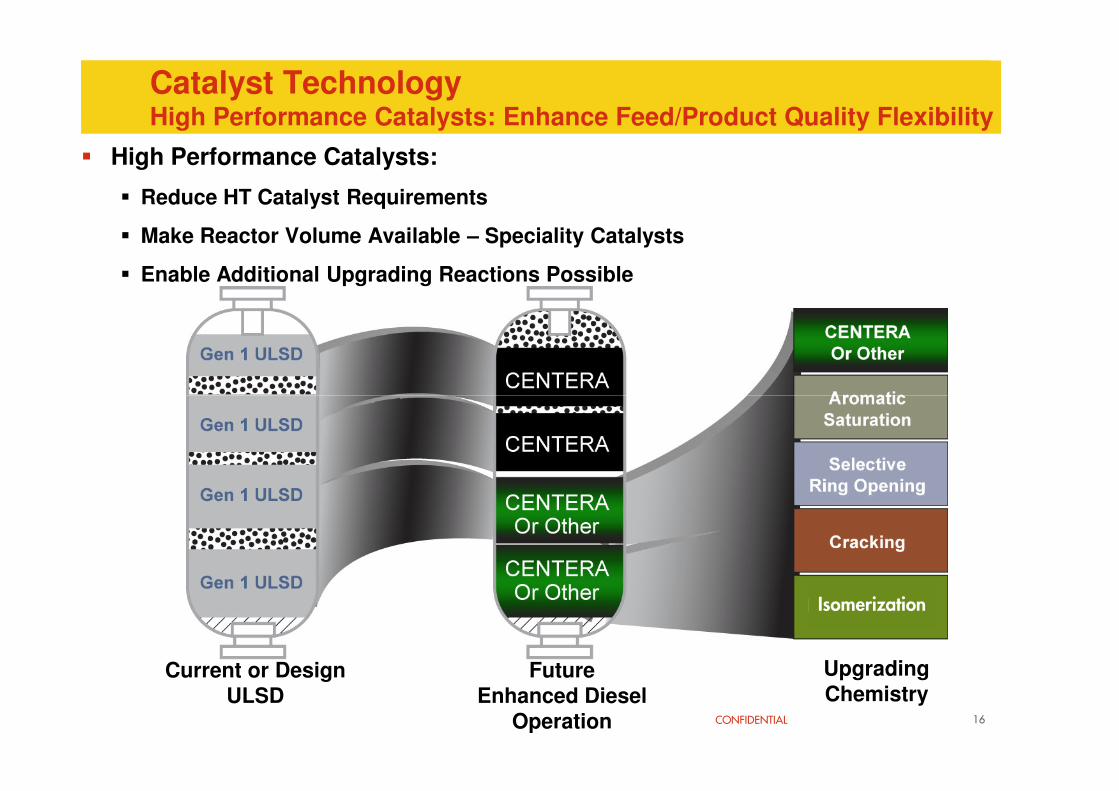
Catalyst Technology High Performance Catalysts: Enhance Feed/Product Quality Flexibility
� High Performance Catalysts:
� Reduce HT Catalyst Requirements
� Make Reactor Volume Available – Speciality Catalysts
� Enable Additional Upgrading Reactions Possible
CONFIDENTIAL
1616
Current or Design ULSD
FutureEnhanced Diesel
Operation
UpgradingChemistry
Isomerization
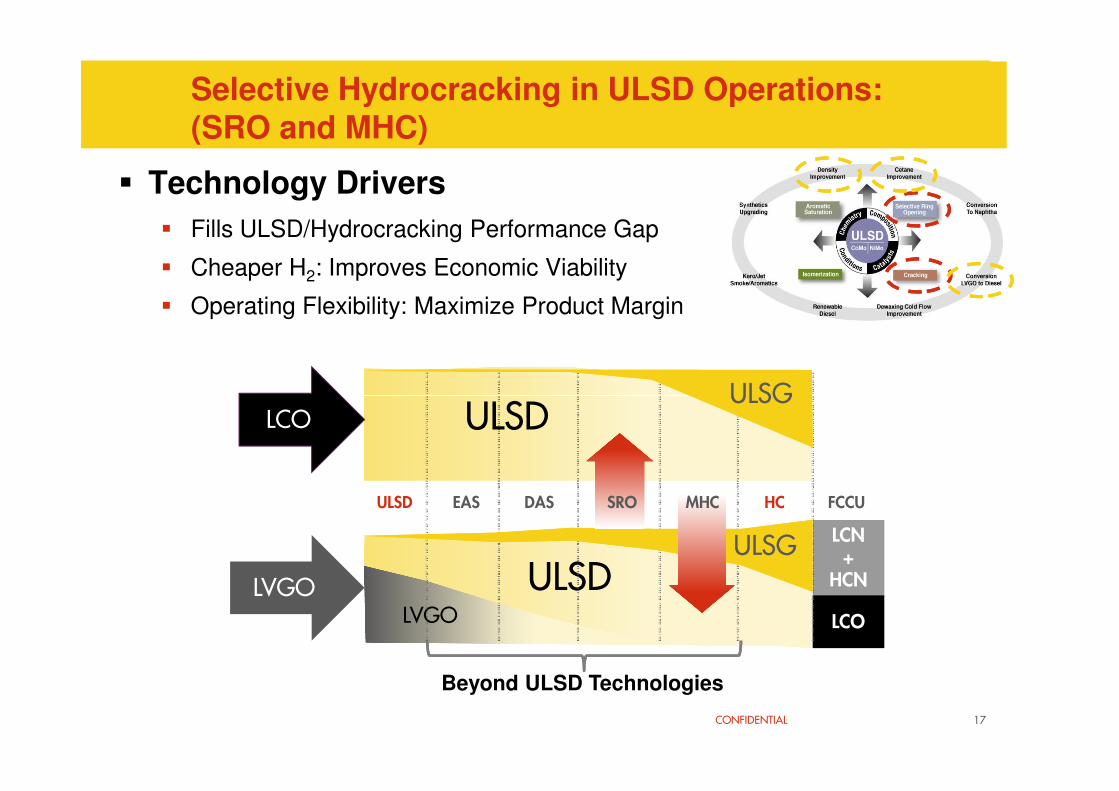
Selective Hydrocracking in ULSD Operations: (SRO and MHC)
� Fills ULSD/Hydrocracking Performance Gap
� Cheaper H2: Improves Economic Viability
� Operating Flexibility: Maximize Product Margin
� Technology Drivers
ULSDULSG
CONFIDENTIAL 17
LCN+
HCN
LCO
LVGO ULSDLVGO
ULSD EAS DAS HC
LCO
FCCU
ULSD
Beyond ULSD Technologies
ULSG
SRO
ULSG
MHC
Introduction/Background
• Pilot Plant Study – Grass Roots ULSD Unit Project
�ULSD Test
�ULSD/MHC Test
ULSD/MHC Operation: Gasoline/Distillate Flexibility
CONFIDENTIAL18
�ULSD/MHC Test
• Unit Design Objectives
�Gasoline/Distillate Flexibility
�Cetane Improvement
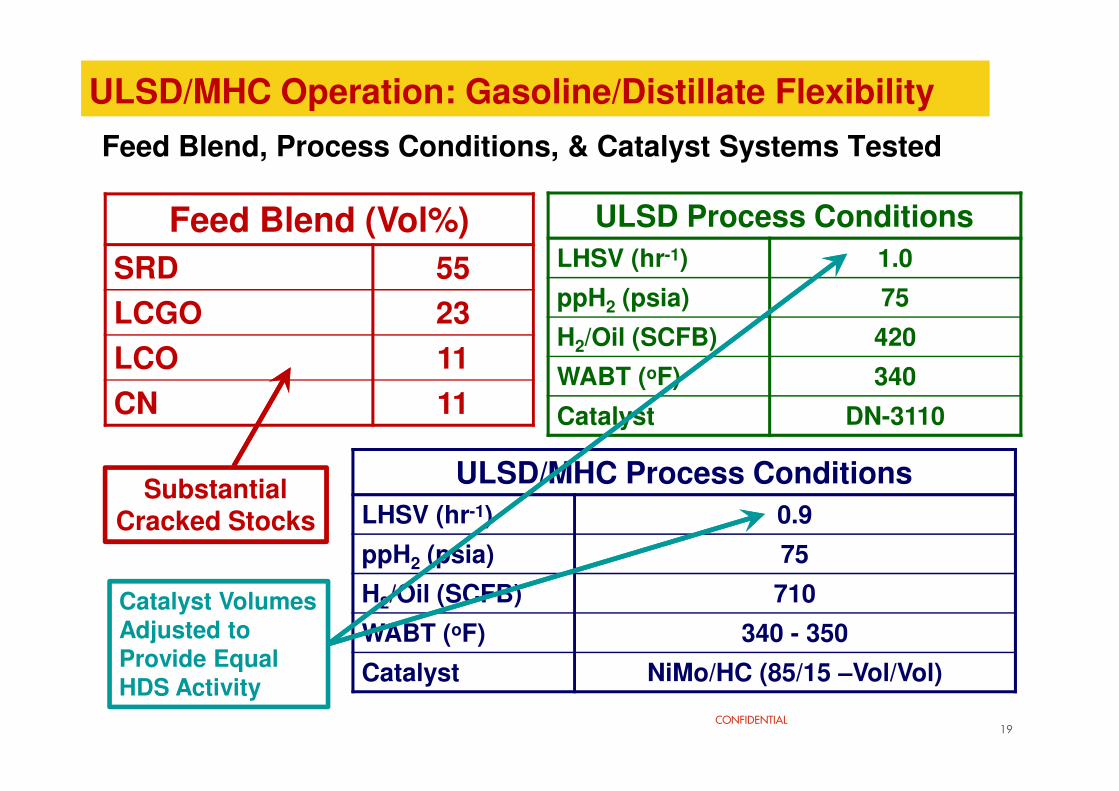
Feed Blend, Process Conditions, & Catalyst Systems Tested
ULSD Process Conditions
LHSV (hr-1) 1.0
ppH2 (psia) 75
H2/Oil (SCFB) 420
WABT (oF) 340
ULSD/MHC Operation: Gasoline/Distillate Flexibility
Feed Blend (Vol%)
SRD 55
LCGO 23
LCO 11
CN 11
CONFIDENTIAL19
Catalyst DN-3110
ULSD/MHC Process Conditions
LHSV (hr-1) 0.9
ppH2 (psia) 75
H2/Oil (SCFB) 710
WABT (oF) 340 - 350
Catalyst NiMo/HC (85/15 –Vol/Vol)
CN 11
Substantial Cracked Stocks
Catalyst Volumes Adjusted to Provide Equal HDS Activity
Z-503
Z-513
Z-603
Z-623
Z-673
Z-2513
Z-2623
Z-2723
Z-FX10
Mid
Dis
till
ate
Se
lec
tivit
y
Classic
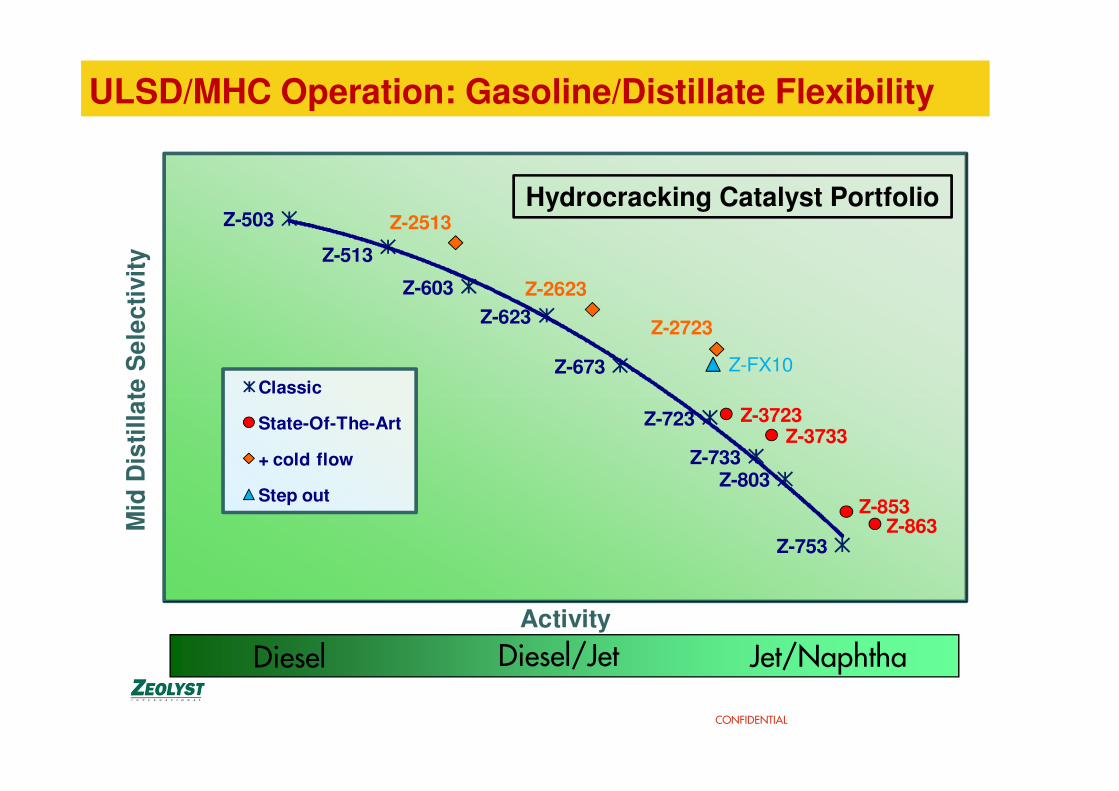
ULSD/MHC Operation: Gasoline/Distillate Flexibility
Hydrocracking Catalyst Portfolio
CONFIDENTIAL
Z-723
Z-733Z-803
Z-753
Z-3723Z-3733
Z-863Z-853
Mid
Dis
till
ate
Se
lec
tivit
y
Activity
Classic
State-Of-The-Art
+ cold flow
Step out
Diesel Diesel/Jet Jet/Naphtha
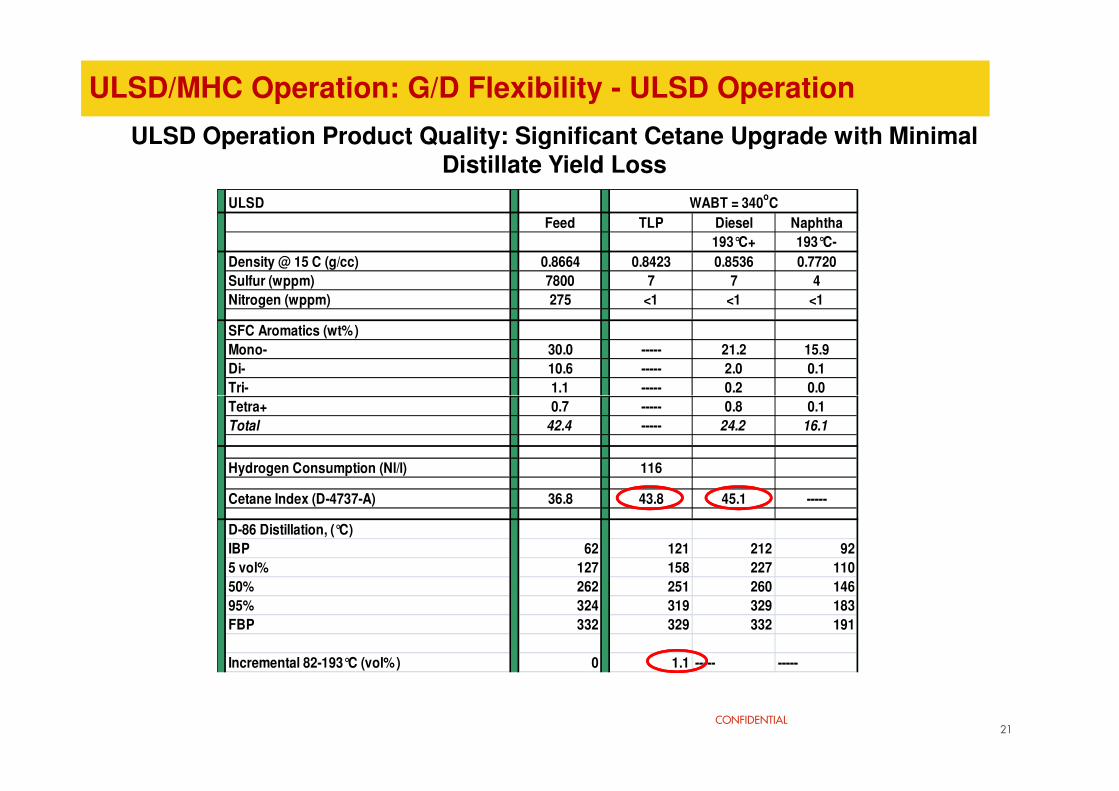
ULSD
Feed TLP Diesel Naphtha
193°C+ 193°C-
Density @ 15 C (g/cc) 0.8664 0.8423 0.8536 0.7720
Sulfur (wppm) 7800 7 7 4
Nitrogen (wppm) 275 <1 <1 <1
SFC Aromatics (wt%)
Mono- 30.0 ----- 21.2 15.9
Di- 10.6 ----- 2.0 0.1
Tri- 1.1 ----- 0.2 0.0
WABT = 340oC
ULSD/MHC Operation: G/D Flexibility - ULSD Operation
ULSD Operation Product Quality: Significant Cetane Upgrade with Minimal Distillate Yield Loss
CONFIDENTIAL21
Tetra+ 0.7 ----- 0.8 0.1
Total 42.4 ----- 24.2 16.1
Hydrogen Consumption (Nl/l) 116
Cetane Index (D-4737-A) 36.8 43.8 45.1 -----
D-86 Distillation, (°C)
IBP 62 121 212 92
5 vol% 127 158 227 110
50% 262 251 260 146
95% 324 319 329 183
FBP 332 329 332 191
Incremental 82-193°C (vol%) 0 1.1 ----- -----
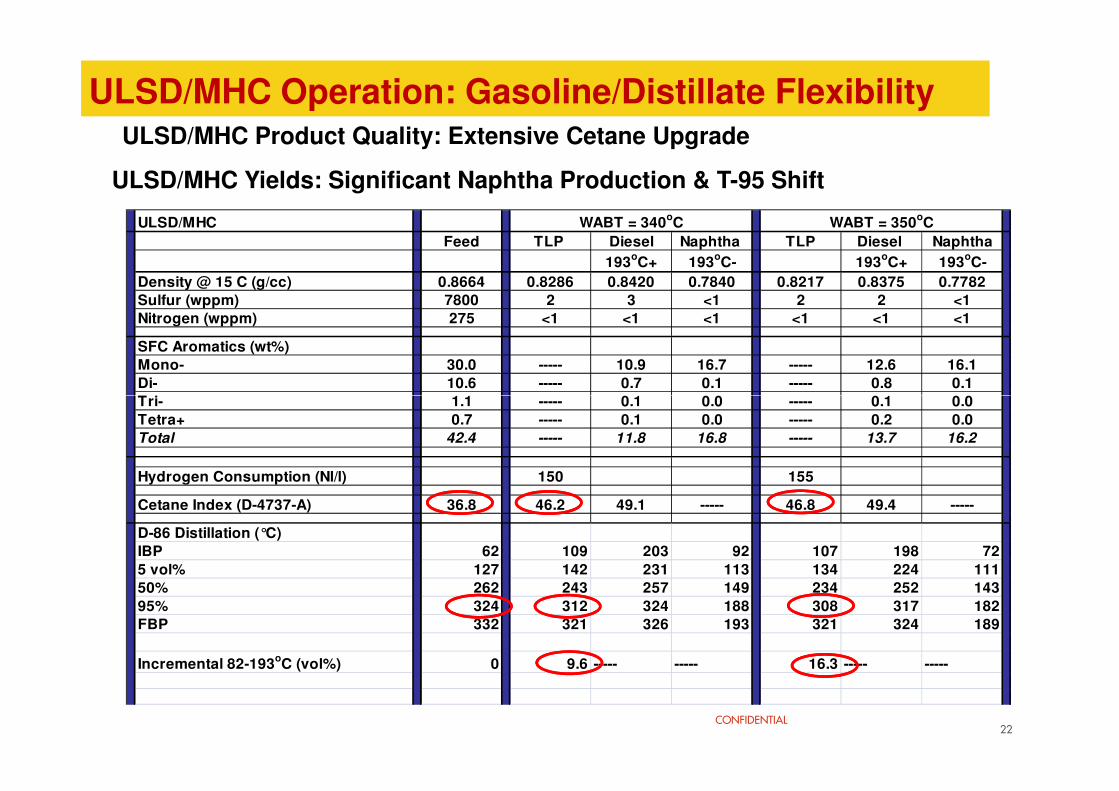
ULSD/MHC
Feed TLP Diesel Naphtha TLP Diesel Naphtha
193oC+ 193
oC- 193
oC+ 193
oC-
Density @ 15 C (g/cc) 0.8664 0.8286 0.8420 0.7840 0.8217 0.8375 0.7782
Sulfur (wppm) 7800 2 3 <1 2 2 <1
Nitrogen (wppm) 275 <1 <1 <1 <1 <1 <1
SFC Aromatics (wt%)
Mono- 30.0 ----- 10.9 16.7 ----- 12.6 16.1
Di- 10.6 ----- 0.7 0.1 ----- 0.8 0.1
Tri- 1.1 ----- 0.1 0.0 ----- 0.1 0.0
WABT = 340oC WABT = 350
oC
ULSD/MHC Operation: Gasoline/Distillate Flexibility ULSD/MHC Product Quality: Extensive Cetane Upgrade
ULSD/MHC Yields: Significant Naphtha Production & T-95 Shift
CONFIDENTIAL22
Tri- 1.1 ----- 0.1 0.0 ----- 0.1 0.0
Tetra+ 0.7 ----- 0.1 0.0 ----- 0.2 0.0
Total 42.4 ----- 11.8 16.8 ----- 13.7 16.2
Hydrogen Consumption (Nl/l) 150 155
Cetane Index (D-4737-A) 36.8 46.2 49.1 ----- 46.8 49.4 -----
D-86 Distillation (°C)
IBP 62 109 203 92 107 198 72
5 vol% 127 142 231 113 134 224 111
50% 262 243 257 149 234 252 143
95% 324 312 324 188 308 317 182
FBP 332 321 326 193 321 324 189
Incremental 82-193oC (vol%) 0 9.6 ----- ----- 16.3 ----- -----
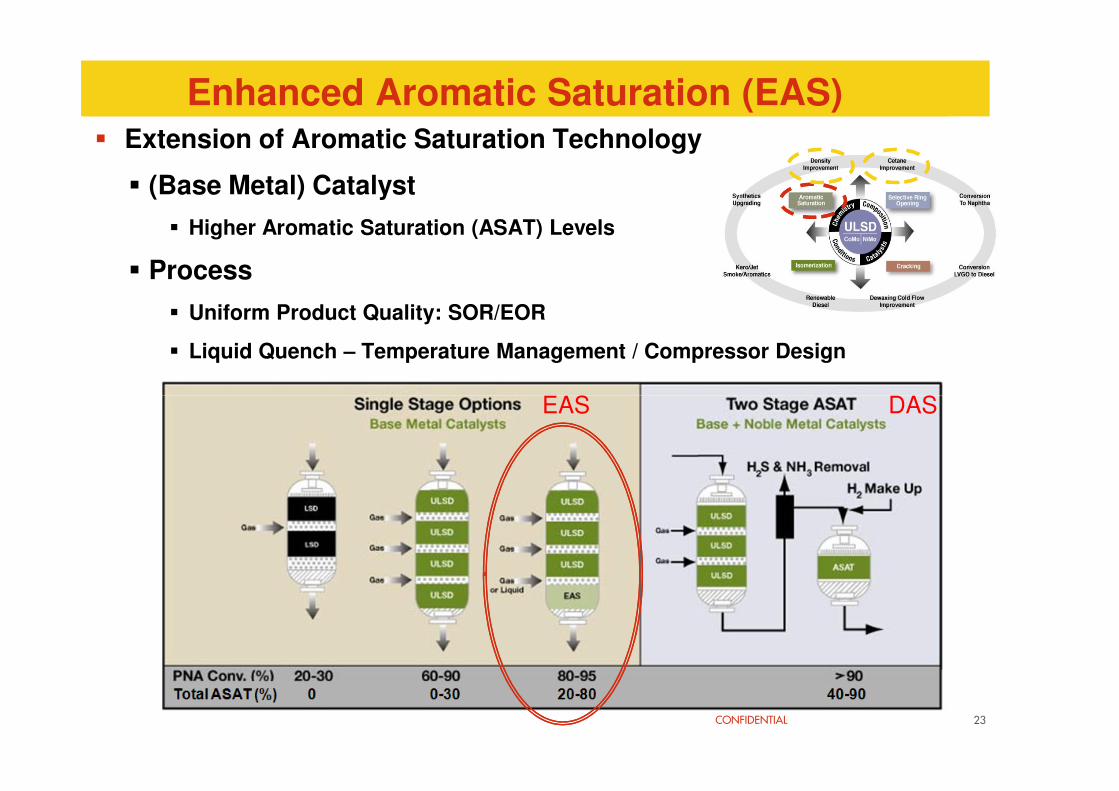
Enhanced Aromatic Saturation (EAS) � Extension of Aromatic Saturation Technology
� (Base Metal) Catalyst
� Higher Aromatic Saturation (ASAT) Levels
� Process
� Uniform Product Quality: SOR/EOR
� Liquid Quench – Temperature Management / Compressor Design
EAS DAS
CONFIDENTIAL
2323
EAS DAS
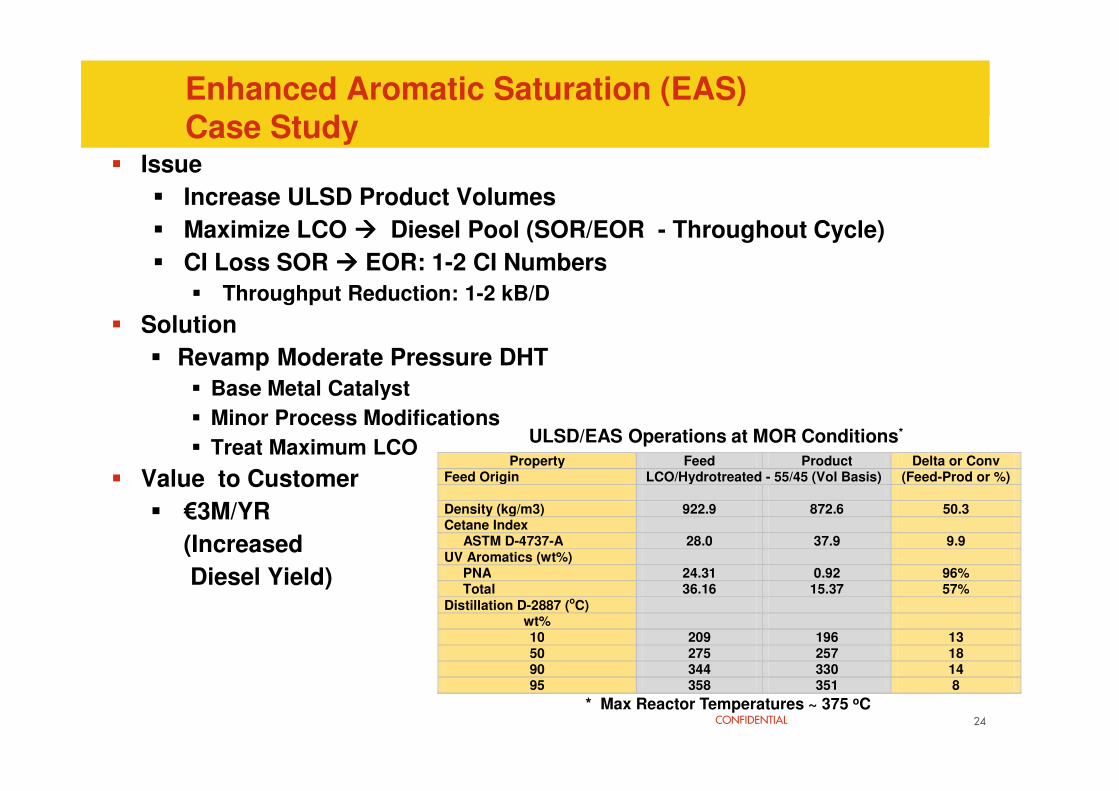
Enhanced Aromatic Saturation (EAS) Case Study
� Issue
� Increase ULSD Product Volumes
� Maximize LCO ���� Diesel Pool (SOR/EOR - Throughout Cycle)
� CI Loss SOR ���� EOR: 1-2 CI Numbers
� Throughput Reduction: 1-2 kB/D
� Solution
� Revamp Moderate Pressure DHT
� Base Metal Catalyst
CONFIDENTIAL
� Base Metal Catalyst
� Minor Process Modifications
� Treat Maximum LCO
� Value to Customer
� €3M/YR
(Increased
Diesel Yield)
24
Property Feed Product Delta or Conv Feed Origin LCO/Hydrotreated - 55/45 (Vol Basis) (Feed-Prod or %) Density (kg/m3) 922.9 872.6 50.3 Cetane Index ASTM D-4737-A 28.0 37.9 9.9 UV Aromatics (wt%) PNA 24.31 0.92 96% Total 36.16 15.37 57%
Distillation D-2887 (oC) wt% 10 209 196 13 50 275 257 18 90 344 330 14 95 358 351 8
ULSD/EAS Operations at MOR Conditions*
* Max Reactor Temperatures ~ 375 oC
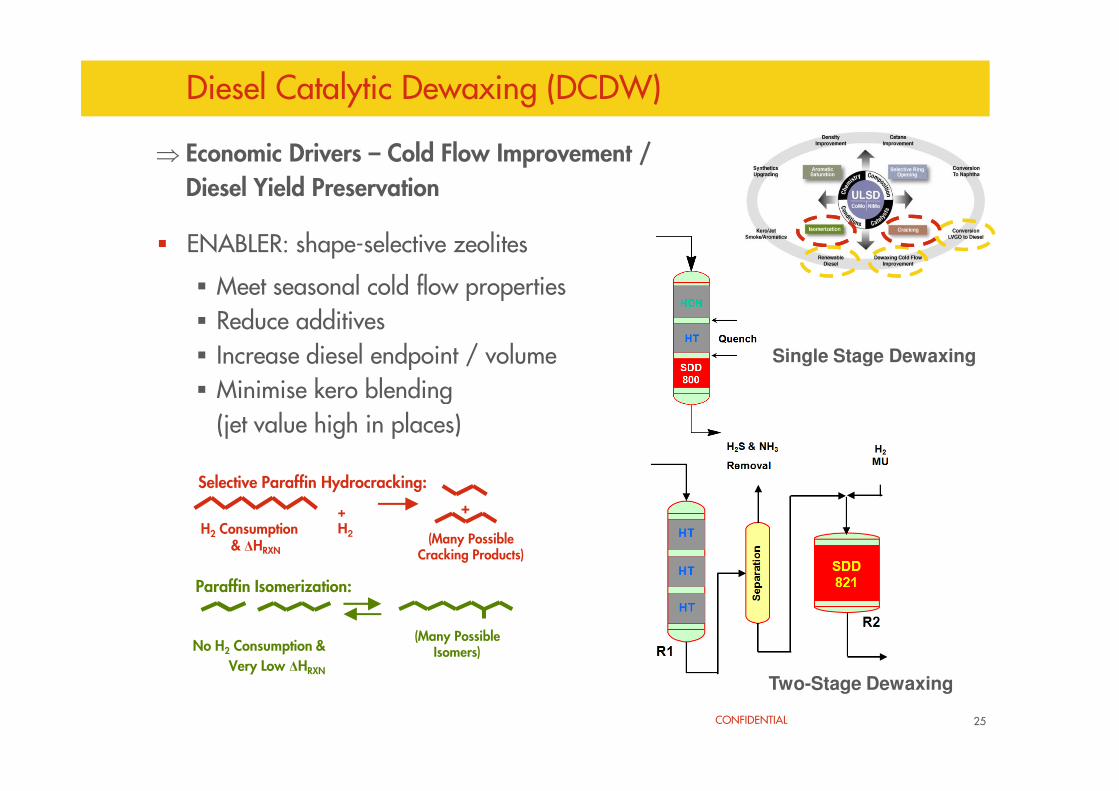
Diesel Catalytic Dewaxing (DCDW)
� ENABLER: shape-selective zeolites
� Meet seasonal cold flow properties
� Reduce additives
� Increase diesel endpoint / volume
� Minimise kero blending
⇒ Economic Drivers – Cold Flow Improvement /
Diesel Yield Preservation
Single Stage Dewaxing
CONFIDENTIAL
� Minimise kero blending
(jet value high in places)
Paraffin Isomerization:
(Many Possible Isomers)No H2 Consumption &
Very Low ∆HRXN
Two-Stage Dewaxing
25
Selective Paraffin Hydrocracking:
+ H2
+
(Many Possible Cracking Products)
H2 Consumption & ∆HRXN
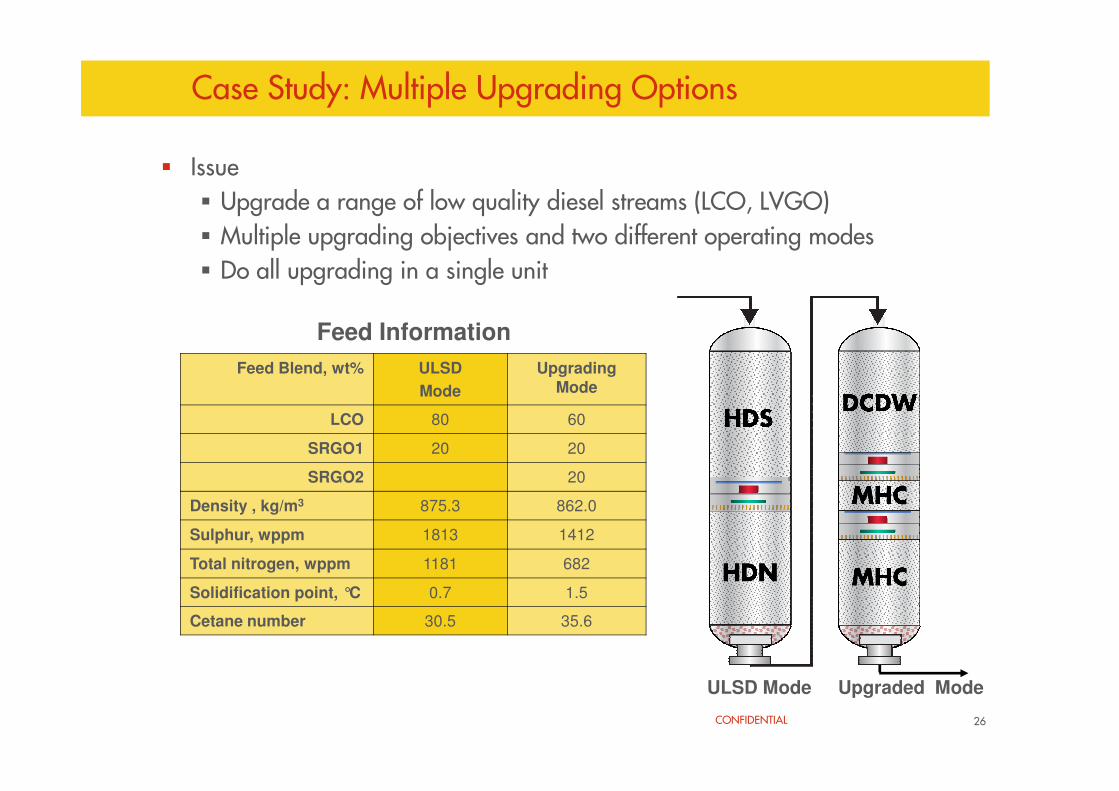
� Issue
� Upgrade a range of low quality diesel streams (LCO, LVGO)
� Multiple upgrading objectives and two different operating modes
� Do all upgrading in a single unit
Feed Blend, wt% ULSD
Mode
Upgrading Mode
Feed Information
Case Study: Multiple Upgrading Options
CONFIDENTIAL
Mode Mode
LCO 80 60
SRGO1 20 20
SRGO2 20
Density , kg/m3 875.3 862.0
Sulphur, wppm 1813 1412
Total nitrogen, wppm 1181 682
Solidification point, °C 0.7 1.5
Cetane number 30.5 35.6
26
ULSD Mode Upgraded Mode
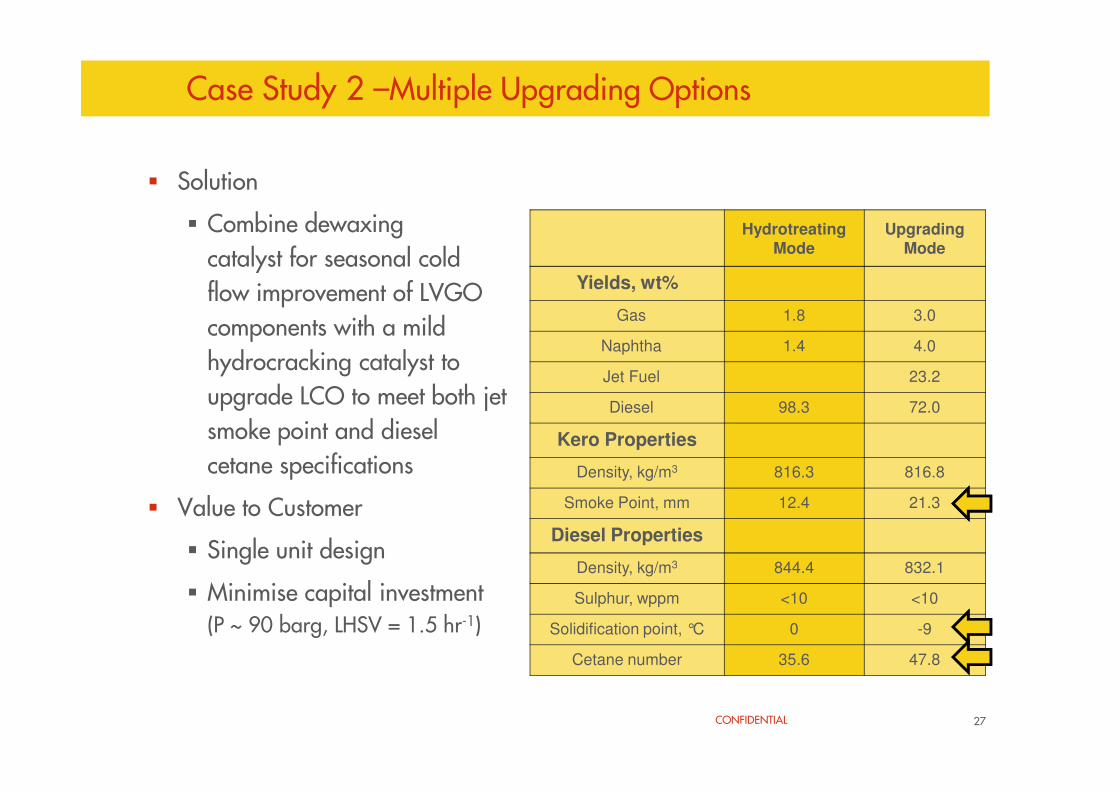
Case Study 2 –Multiple Upgrading Options
� Solution
� Combine dewaxing
catalyst for seasonal cold
flow improvement of LVGO
components with a mild
hydrocracking catalyst to
upgrade LCO to meet both jet
HydrotreatingMode
Upgrading Mode
Yields, wt%
Gas 1.8 3.0
Naphtha 1.4 4.0
Jet Fuel 23.2
CONFIDENTIAL
upgrade LCO to meet both jet
smoke point and diesel
cetane specifications
� Value to Customer
� Single unit design
� Minimise capital investment (P ~ 90 barg, LHSV = 1.5 hr-1)
Diesel 98.3 72.0
Kero Properties
Density, kg/m3 816.3 816.8
Smoke Point, mm 12.4 21.3
Diesel Properties
Density, kg/m3 844.4 832.1
Sulphur, wppm <10 <10
Solidification point, °C 0 -9
Cetane number 35.6 47.8
27
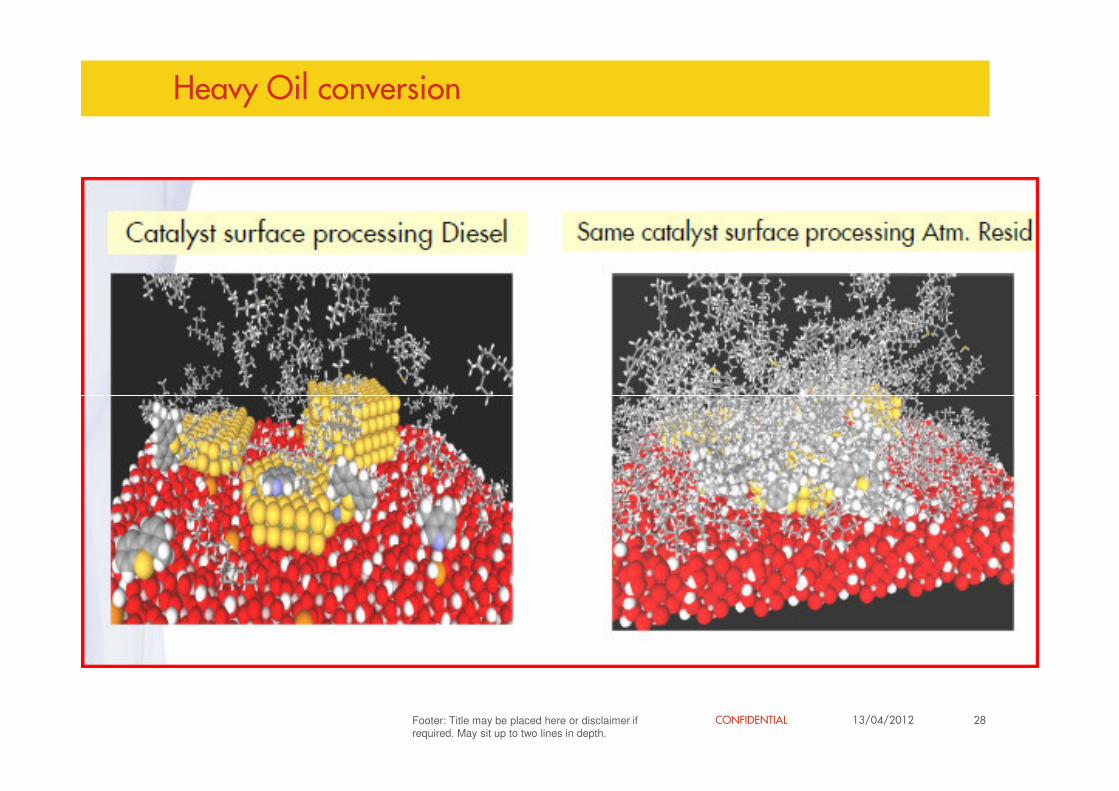
Heavy Oil conversion
CONFIDENTIAL 13/04/2012 28Footer: Title may be placed here or disclaimer if required. May sit up to two lines in depth.
CONFIDENTIAL 13/04/2012 29Footer: Title may be placed here or disclaimer if required. May sit up to two lines in depth.
CONFIDENTIAL 13/04/2012 30Footer: Title may be placed here or disclaimer if required. May sit up to two lines in depth.
Conclusions
� Hydroprocessing Catalysts play key role in future of Refining Industry
� Major directions
� Selective Hydrocracking pushing limits of selectivity (better pre-
treat and specially engineered Zeolite combinations)
� Low Hydrogen consumption
CONFIDENTIAL
� Beyond ULSD – HT/MHC combination for jet & diesel
� Enhanced Aromatic saturation
� LCO upgradation
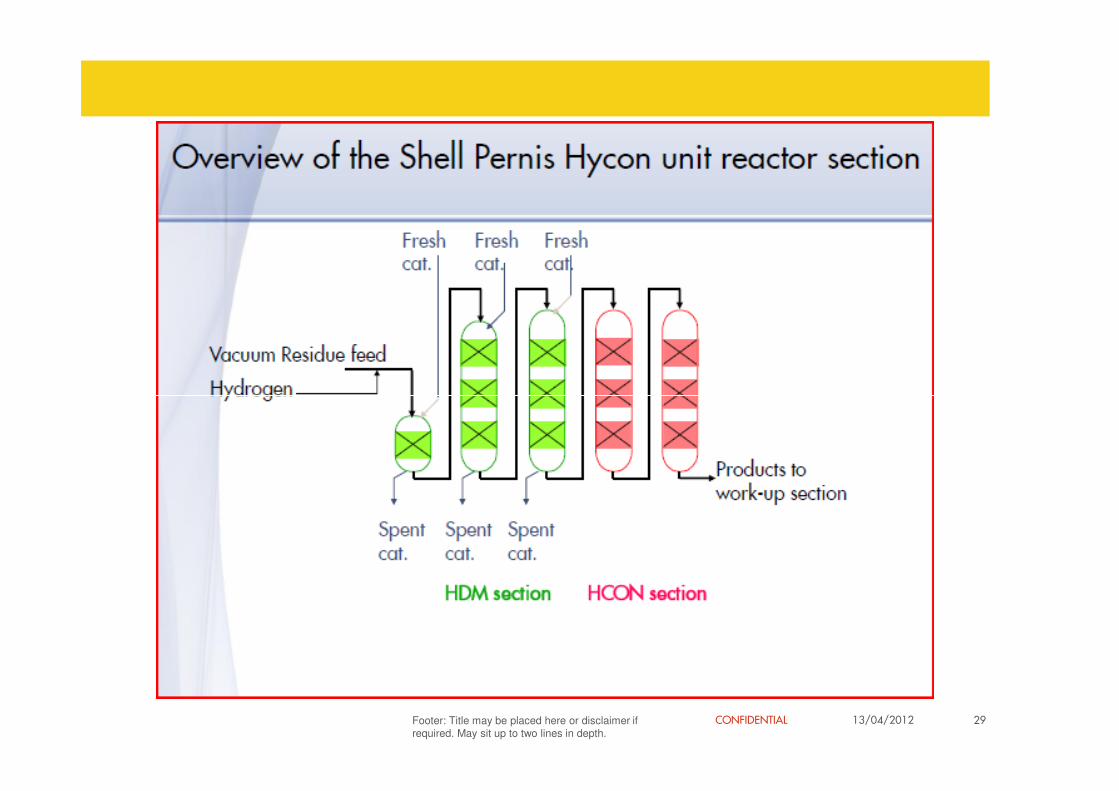
�Heavy Oil upgradation
13/04/2012 31Footer: Title may be placed here or disclaimer if required. May sit up to two lines in depth.





























