Embed Size (px)
Citation preview

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 1
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Top
Failure Model
Design Process
Product Design
Production Design
Cross-Sectional Failure
Database
Prototype System
Conclusion
An Integrated Management System of Product Failure Information
on Design and Production Stage
Tsuyoshi Koga and Kazuhiro Aoyama
University of Tokyo School of Engineering
Design and Integration Seminar 2005 Pre-workshop 15:30 ~ 16:50 2005/11/21 at Osaka University

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 2
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/Background
Eradication of product failure is one of the dreams of manufacture.
– Product failures are causing loss costs.
on design stage on production stage even if products were in
the market
– Product failures are increasing.
!!
Burr by cuttingBurr by cuttingSpread burrSpread burr
Operator
Press Machine
Forming OperationForming OperationDesign failure(Overturn check)
Production Failure(Press operation)
050
100150200250300350400450500
1991
年度
1992
年度
1993
年度
1994
年度
1995
年度
1996
年度
1997
年度
1998
年度
1999
年度
2000
年度
リコ
ール
件数
(件
)
Increasing
Management System of Failure Information is highly desired
Num
ber
of R
ecal
ls
Failure in market(Automotive Recalls)

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 3
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/Problems
Representation, Access and Share of Failure Information using Information System of Design and Production is required
However, QCD (Quality, Cost, Delivery) Requirement is getting more and more inclement.
Today, Information Access and Share between Engineers have been achieved by Information System of Design and Production.
ProcessShortenings
Test LessDevelopment
Lack of Desk Examination and Validation
Efforts for Failure Reduction
Huge numberof Documents
QC process chart
Design / ProcessFMEA Sheet
Failure Cases
Check List
Design Don'ts
Problems are still remain
Lateral Spread is difficult
Isolated
Very hard to be referred
Kaizen-activities
Bottom-upimprovement
Japanese companyis very good at
Dried Rag
PDM (Product Data Management)
EAI (Enterprise Application Integration)
PLM (Product Lifecycle Management)

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 4
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/Purposes
Realization of Representation, Access and Share of Failure Informationusing Information System of Design and Production
(1) Model of Failure Causality across Product and Production
(2) Multi-stage Design Method to reduce failures
DesignDesign ProductionProduction OperationOperationT
roub
le C
ost
Tro
uble
Cos
t
LowLowCostCost
HighHighCostCost
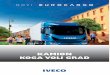
•Today nearly half of failures have causality between design and production. •Integration of Product Failure Model and Production Failure Model is required.
•Decisions of early design stage have huge impacts on detailed design stage.•Failure factors should be eliminated from initial design stage.
1 5 315
13
59
4117
15
32
317
Vehicle Recalls that hascausality across Designand Production (45%)Detailed purposes
To achieve this goal,
Goal

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected]
- Information Technology for Design Simulation - Information Technology for Design Simulation --
(3) IPPF Model(Integrated Product-Production-
Failure Model)
(1) Product Behavior (2) Production Process
RequiredBehavior
ProductInfo.
ManufacturedQuality
ProductionProcess
Computer Integrated Product and Production Information system that provides cross-sectional failure information from initial design stage.
ProductionEngineer B
Overview
Designer B
Designer A
Design Review Room
ProductionEngineer B
Designers can know how it is going to make and
what is going on in the production process.
Production engineers can know why this component is required and
how it is going to work on entire product life cycle.
They can share in this room the causality of product failure between product and production.

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 6
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Top
Failure Model
Design Process
Product Design
Production Design
Cross-Sectional Failure
Database
Prototype System
Conclusion
Scenario
ConclusionConclusion
Prototype SystemPrototype System
Cross-Sectional Failure DatabaseCross-Sectional Failure Database
ProductDesignProductDesign
ProductionDesign
ProductionDesign
Failure ModelFailure Model
Design ProcessDesign Process
Model of Failure Causality across Product and Production
Formulation of Design Processto reduce product failure
Failure reduction methodon Product Design
Failure Reduction methodon Production Process Design
Acquirement of Cross-SectionalFailure by Database

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 7
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/Definition of Product Failure
Usually, product failure is defined as loss of product functions.
(JIS Z 8115)
Unified-description-model of product function does not exist.
[Tomiyama 1997]
So I focused on Product Behavior.( Product function = subjective recognition)
Required Behavior
ProductBehavior
Unexpected / HazardousBehavior is generated
Required Behavioris not achieved
( a )( b )
Definition of Product Failure( a ) Loss of Required Behavior
or( b ) Generation of unexpected
(Hazardous) Behavior

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 8
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/An example actual failure case
!!
Engineers must realizeand prevent these failures
Failures can be modeled by Causal Chainsbetween causes and results
Production Process
Product andRequiredBehavior
②GarageOperation
②Cavitations
②When the user operated this automobile in a garage, Cavitations in PS Pump is generated.
③LoadIncrement
③Cavitations cause incrementation of Rotation Load.
④Engine Speedwill increase
④Rotating Speed of Engine will increase by stall prevention control
⑤SuddenAcceleration
⑤Suddenly automobile will accelerate at garage operation
⑥InjuryAccident
⑥Hazardous situation (e.g. Injury Accident) could happen
Chassis Assembling 1 Chassis Assembling 2
①Air Contamination
①PS (Power Steering) Oil contains air by the process change of Chassis Assembling.
①Escape into The Market
Transfer Machine
Steering & Suspension Assembling
SuddenAcceleration
Process ChangeOf Chassis Assembling
Stall PreventionControl
Results
Causes

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected]
- Information Technology for Design Simulation - Information Technology for Design Simulation --Model of Failure Mechanism
QualityPropagation
ManufacturedQuality Generation
Causal ChainInside Product
Chain ofScenes
QualityStateProductBehavior
・ Operation(Worker, Equipment, Condition)
・ Intermediate Product(Partly-finished Product)
・ Quality Propagation
・ Production BOM
・ Assembling Connection
・Manufactured State
・Manufactured State Change
・ Quality Propagation inside Product
・ Components
・ Topological Structure
・ Attributes
・ Element State
・ Element Action
・ Interactions
・Whole Product Scene
・Whole Product Event
・ Environmental Load
・ Hazardous Situations and Actions
RequiredBehavior
ProductStructure/Behavior
Manu-facturedQuality
ProductionProcess
ManufacturedProduct
Product InformationRequiredBehavior Model
Production Process Model
Failure Mechanism
Press line
Computer comprehensive Computer comprehensive Model is requiredModel is required
→→Petri-NetPetri-Net

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected]
- Information Technology for Design Simulation - Information Technology for Design Simulation --Production process model
QualityPropagation
ManufacturedQuality Generation
Causal ChainInside Product
Chain ofScenes
QualityStateProductBehavior
・ Operation(Worker, Equipment, Condition)
・ Intermediate Product(Partly-finished Product)
・ Quality Propagation
・ Production BOM
・ Assembling Connection
・Manufactured State
・Manufactured State Change
・ Quality Propagation inside Product
・ Components
・ Topological Structure
・ Attributes
・ Element State
・ Element Action
・ Interactions
・Whole Product Scene
・Whole Product Event
・ Environmental Load
・ Hazardous Situations and Actions
RequiredBehavior
ProductStructure/Behavior
Manu-facturedQuality
ProductionProcess
ManufacturedProduct
Product InformationRequiredBehavior Model
Production Process Model
Failure Mechanism
Manu-facturedQuality
QualityPropagation
ManufacturedQuality Generation
Quality
・ Operation(Worker, Equipment, Condition)
・ Intermediate Product(Partly-finished Product)
・ Quality Propagation
・ Production BOM
・ Assembling Connection
・Manufactured State
・Manufactured State Change
・ Quality Propagation inside Product
ProductionProcess
ManufacturedProduct
Production Process Model

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 11
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Definition of Production Process
Model of Production Process
Definition of Each Element
Element of ManufacturedProduct
ManufacturedEntity
Assembling Connection between Entities
Interface betweenManufactured
Entities
Symbol Name Definition ◇ Operation can act on Manufactured Product and change its manufactured state ◇ Manufacturing Product can be modeled as Manufactured Entities and Interfaces ◇ Production Process can be represented as sequences of operations
Attribute of Entities andInterfaces generated by Production Process
Attribute
ManufacturedState
ManufacturedState Change
Quality of Manufactured Productin Production Process(Place)
Change of Quality State(Transition)
IntermediatePart
Intermediate Part or Assemblyin Production Process(Place)
OperationOperation generates Attribute of Manufactured Product(Transiton)
Manu-factured
Entity
Manu-factured
State
Manu-factured
State
Manu-factured
State Change
IntermediatePart
(Output)
Operation
Attribute Value of Attribute
Value of Attribute
IntermediatePart
(Input)
ProductionProcess
Manufactured Product
Condition

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 12
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Description of Failure in Production Stage
3 types of production failure (1) Defect of Product (e.g. Additive Defect) (2) Defect of Operation (e.g. Miss Operation) (3) Causal Chain inside Product
2 Types of Operations (1) Assembling Operation: Generate Interface Quality (2) Manufacturing Operation: Generate Entity Quality
Production ProcessProduction Process
hoodpanel
Press Formed
Coil Cut
Forming press
Wrinkle
falsetrue
Height8mm
Forming press
Height4mm
Height<6mmThen true
ProductProduct
Correspondence between Entityand Intermediate Product
Symbol
ManufacturedEntity A
ManufacturedEntity B
IntermediateProduct A
Operationab
IntermediateProduct AB
IntermediateProduct B
Factor of Product and Production Process
Assembling Operation
Causal Chain inside Manufacturing Product
ManufacturedEntity
QualityState 1
QualityState2
StateChange
Attribute Value aValue b f(a,b,c)
ManufacturedEntity
QualityState 3
Attribute Value c
Test Arc
plasticstrainCompleted
UnevenMaterial
Wrinkled Sheetwrinkle
wrinkle
SeparatedConnect
weld

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected]
- Information Technology for Design Simulation - Information Technology for Design Simulation --Product structure and behavior model
QualityPropagation
ManufacturedQuality Generation
Causal ChainInside Product
Chain ofScenes
QualityStateProductBehavior
・ Operation(Worker, Equipment, Condition)
・ Intermediate Product(Partly-finished Product)
・ Quality Propagation
・ Production BOM
・ Assembling Connection
・Manufactured State
・Manufactured State Change
・ Quality Propagation inside Product
・ Components
・ Topological Structure
・ Attributes
・ Element State
・ Element Action
・ Interactions
・Whole Product Scene
・Whole Product Event
・ Environmental Load
・ Hazardous Situations and Actions
RequiredBehavior
ProductStructure/Behavior
Manu-facturedQuality
ProductionProcess
ManufacturedProduct
Product InformationRequiredBehavior Model
Production Process Model
Failure Mechanism
Causal ChainInside Product
ProductBehavior
・ Components
・ Topological Structure
・ Attributes
・ Element State
・ Element Action
・ Interactions
ProductStructure/Behavior
Product Information

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 14
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Definition of Product Behavior and Structure
Model of Product Behavior and Structure
Definition of Each Element
Element of ProductDesignEntity
Interactions (Connection, Signal/Material/Energy Flow) between Entities
InteractionBetween
Design Entities
Symbol Name DefinitionBehavior of Product Element is represented as network of States and Actions ◇ Product Structure is represented as Design Entity and Interactions ◇ State means the value area of Attribute ◇ Action means the change of Attribute ◇ Product Behavior Token means entity state at given moment
Attribute Value of EntityAnd InterfaceAttribute
State
Action
Recognition of area of Attribute Value(Place)
Attribute Change betweenStates(Transition)Air Cont-
amination
cavitate
ResistanceAmplify
RotationalResistance
0.1(N/m) 0.3(N/m)
Engine
Idle upcontrol
PS Pump
IdlingUp
Idling
(N/m)0.10.3
Revolution(rpm)5001200
<Example of description model>
ProductBehavior Token
State of Entity at givenmoment

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 15
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/Model of Component Failure
pressure
depressure
Strain Unstrain
deteriorate
NormalOil
Splash
Rotation Ignition
Oil attatch
leak
Failure State
Failure Action
Test Arc
SynchronousArc
Legend Symbol
Pump DrivingBelt
High Pressured Piping
Clamp of HighPressured Piping
Pump
Arrangement of PowerSteering System
Component failure can be represented by product model. ◇ Component state that derives product failure = Failure State. ◇ Component action that derives product failure = Failure Action.
Failure states and actions propagate inside product.
Power Steering PumpDriving Belt
High PressuredPiping
Clamp of High Pressured Piping
Power SteeringPump
Line Pressure High Pressure
Example

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected]
- Information Technology for Design Simulation - Information Technology for Design Simulation --Required behavior model
QualityPropagation
ManufacturedQuality Generation
Causal ChainInside Product
Chain ofScenes
QualityStateProductBehavior
・ Operation(Worker, Equipment, Condition)
・ Intermediate Product(Partly-finished Product)
・ Quality Propagation
・ Production BOM
・ Assembling Connection
・Manufactured State
・Manufactured State Change
・ Quality Propagation inside Product
・ Components
・ Topological Structure
・ Attributes
・ Element State
・ Element Action
・ Interactions
・Whole Product Scene
・Whole Product Event
・ Environmental Load
・ Hazardous Situations and Actions
RequiredBehavior
ProductStructure/Behavior
Manu-facturedQuality
ProductionProcess
ManufacturedProduct
Product InformationRequiredBehavior Model
Production Process Model
Failure Mechanism
Chain ofScenes
・Whole Product Scene
・Whole Product Event
・ Environmental Load
・ Hazardous Situations and Actions
RequiredBehavior
RequiredBehavior Model

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 17
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Definition of Required Behavior
Model of Required Behavior
Definition of Each Element
Required Whole ProductState (Place)
Required Whole ProductAction (Transition)Event
Scene
Hazard Scene
Hazard Event
Unintended or HazardousScene (Place)
Unintended or HazardousEvent (Transition)
Symbol Name DefinitionRequired Behavior means the whole Product Behavior that fulfils its function ◇ Network of Scenes and Events ◇ Scenes and events have environmental attributes. ◇ Required Behavior Token means the whole Product State at given moment
Physical Attribute dust / splash / snow / dirt / torque fluctuations / displacement/twisting...etc.
Chemical Attribute brine damage / ozone / ...etc.
Operational Attribute operation time, speed, Load / switching time / rotation speed...etc.
Fully Turning
Average SpeedTime
Rotation SpeedRotation Torque
full rotate
GarageOperation
Injury AccidentFully Turning
suddenaccelerate
full rotate
rotate back
[Example]Environmental Attribute

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected]
- Information Technology for Design Simulation - Information Technology for Design Simulation --Integration between product and production
QualityPropagation
ManufacturedQuality Generation
Causal ChainInside Product
Chain ofScenes
QualityStateProductBehavior
・ Operation(Worker, Equipment, Condition)
・ Intermediate Product(Partly-finished Product)
・ Quality Propagation
・ Production BOM
・ Assembling Connection
・Manufactured State
・Manufactured State Change
・ Quality Propagation inside Product
・ Components
・ Topological Structure
・ Attributes
・ Element State
・ Element Action
・ Interactions
・Whole Product Scene
・Whole Product Event
・ Environmental Load
・ Hazardous Situations and Actions
RequiredBehavior
ProductStructure/Behavior
Manu-facturedQuality
ProductionProcess
ManufacturedProduct
Product InformationRequiredBehavior Model
Production Process Model
Failure Mechanism
State

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 19
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Design Engineer Production Engineer
Dynamicspring
Rubber Insulation
Static spring
Hysteresis
Sulfur mixing ratio
Color
Correspondence between design attributesand manufactured attributes
Mapping between Design State and Manufactured State
Mapping between Design State and Manufactured State
Design State must be achieved by Manufactured State ◇ Designers assign Entity State in order to realize Required Behavior ◇ Production Engineers grasp its quality as Manufactured State ◇ Mapping Function of functional attributes and manufactured attributes can be defined.
DesignedState
FunctionalAttributes
ManufacturedState
ManufacturedAttributes
Translated Attribute
Rubber Insulation
MappingFunction
Dynamic springStatic spring
Hysteresis

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 20
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/Example of Failure Model
Garage Operation
Injury Accident
Fully Turning
AirContaining
cavitate
ResistanceAmplify PS Pump
NoAir
AirContainingboil
Air bleed
OilFilled
air bleed
more than5%
0.3(N/m) Rate ofAir Content
9%3%
ReleaseValve CloseEngine
idle upcontrol
PS Pump
Idlingup
sudden accelerate
full rotate
This model is Failure Causality across Product and Production
②GarageOperation
②Cavitations③Load
Increment④Rotation Speed
will increase
⑤SuddenAcceleration
①Air Contamination
⑥InjuryAccident
Product andRequiredBehavior
Chassis Assembling 1 Chassis Assembling 2
①Escape into The Market
Transfer Machine Steering & Suspension Assembling
Failure Case
RequiredBehavior
ProductStructure/Behavior
Manu-facturedQuality
ProductionProcess
Rate ofAir Content
Failure model description

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 21
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Top
Failure Model
Design Process
Product Design
Production Design
Cross-Sectional Failure
Database
Prototype System
Conclusion
Scenario
ConclusionConclusion
Prototype SystemPrototype System
Cross-Sectional Failure DatabaseCross-Sectional Failure Database
ProductDesignProductDesign
ProductionDesign
ProductionDesign
Failure ModelFailure Model
Design ProcessDesign Process
Model of Failure Causality across Product and Production
Formulation of Design Processto reduce product failure
Failure reduction methodon Product Design
Failure Reduction methodon Production Process Design
Acquirement of Cross-SectionalFailure by Database

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 22
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/Design method for Failure Reduction
RequiredBehavior
ProductStructure/Behavior
Manu-facturedQuality
ProductionProcess
Mechanism of Failure
Design Method
RequiredBehavior
ProductStructure/Behavior
Design Method 1 : Input Required Behaviorand output Interactions
Propose InteractionDesign Algorithm
Manu-facturedQuality
Design Method 2 : Mapping between Design State and Manufactured Quality Concrete Example
ProductionProcess
Design Method 3 : Input Required Qualityand output Sequence of Operations
Propose Quality Design Algorithmof Production Process
QualityStateProductBehavior
DesignMethod 3
DesignMethod 2
DesignMethod 1

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 23
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
RequirementDesign
Structure/Behavior Design
QualityDesign
ProductionProcess Design
Design Process
Mapping
Decom
position
ConceptualRequirement
ConceptualStructure
ConceptualQuality
ConceptualProcess
DetailedRequirement
1)RequirementDecomposition
a) Productdesign
c) QualityAssignment
e) QualityEmbodiment
DetailedStructure
2)StructureDecomposition
DetailedQuality
3)M-BOMDecomposition
DetailedProcess
4)ProcessDecomposition
b) BehaviorGeneration
d) StateGeneration
f) QualityGeneration

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 24
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Top
Failure Model
Design Process
Product Design
Production Design
Cross-Sectional Failure
Database
Prototype System
Conclusion
Scenario
ConclusionConclusion
Prototype SystemPrototype System
Cross-Sectional Failure DatabaseCross-Sectional Failure Database
ProductDesignProductDesign
ProductionDesign
ProductionDesign
Failure ModelFailure Model
Design ProcessDesign Process
Model of Failure Causality across Product and Production
Formulation of Design Processto reduce product failure
A product design method to reduce failure
Failure Reduction methodon Production Process Design
Acquirement of Cross-SectionalFailure by Database

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 25
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Failure Reduction in Product Design Stage
What is Failure in Product Design Stage? ◇ Loss of Required Behavior ◇ Generation of Unintended (Hazardous) Behavior
What is Product Design? ◇ Translation from a functional concept (spec concept) into a solution concept ◇ Behavior Concept is required to consider product failure
Product Design in this research ◇ The output process of Product Components and Interactions by the input of Required Behavior
The Design Concept of GDT [Yoshikawa 1987]Functional
SpaceAttribute (Entity)
Space
A DesignerA Customer Product Attributes
Specifications
The Design Concept of this Research
Product Behavior Space
Components andInteraction Space
A DesignerProduct Components
and Interactions
Scenes (Product Behavior)
?
A Customer
A Product??
?
Design Method that can prevent the loss of Required Behavior or generation of
Unintended (Hazardous) Behavior from early design stage is required.

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 26
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/Indicator of Failure: Performance
Charging
Charged Ready
StapledEmpty
open
close
close
open
charge
fire
release
push& fire
Required Behavior G1
push
Charging
Charged Ready
Empty
open
close
close
open
charge
fire firefire
Miss Fire
Calculated Behavior G2
Definition of Performance
Comparison between G1 and G2
PerformanceValue of Required
Behavior= Lack of Scenesand Events-
StapledEmptyrelease
Ready
StapledXma Lack of Events
StapledXsa Lack of Scenes Xs Unintended Scenes Miss Fire
Ready
Empty
fire
Ready Miss Fire
charge
Xm Unintended Events
Unintended Scenesand Events-

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 27
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/Product Behavior Design
◆Product Behavior design = Component design + Interaction design ◇ Product Information consists of Component Behavior and Interactions between them. ◇ Product Information determines Product Behavior. ◇ From comparison between Required Behavior and Product Behavior, performance can be calculated.
Calculate
(A) Component Behavior
HousingOpened PushedClosedopen
close
release
push
MagazineUnitCharged Empty
charge
fire
(B) Interactions
HousingOpened
push
MagazineUnit
fire
(C) Product Information
HousingOpened PushedClosedopen
close
release
push
MagazineUnitCharged Empty
charge
fire
Charging
Charged Ready
Stapled
Empty
push
release
open
close
close
open
charge
(D) Product Behavior
(Charged, Closed)
(Empty, Pushed)
(Empty, Closed)
(Empty, Opened)
(Charged, Opened)
+
=

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 28
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/Interaction design method
From iteration cycles, system outputs Interactions that maximize Performance.
Opened PushedClosedopen close release push
Charged Emptycharge fire
(A) Importance of Interactions iw•Performance: 91.3
•Feasibility: 56%
•Classification: Xa
•Absent Action: {E1}
•Superfluous Action: {E2}
(G) Evaluation Result
Generate Interface Structure
(B)
CalculateBehavior
(D)
Feed BackLearning
(H)
(C) Product Information
HousingOpened PushedClosedopen
close
release
push
MagazineUnitCharged Empty
charge
fire
(E) Product Behavior
Charging
Charged Ready
StapledEmpty
open
close
close
open
charge
release
chargepush&fire
E2
E1
(F)Comparison between
Required Behavior
◆ Especially, interaction design is difficult. ◆ Therefore, computational design assist method is required.

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected]
- Information Technology for Design Simulation - Information Technology for Design Simulation --
Calculated Product Behavior
Shape Attribute
Required Behavior Product Information
Design Example of Auto-Breaker
Input: Hazard Scene, Component failure,
Required Behavior
Output:Product Information that satisfies
Required Behavior and does not involve product failure

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 30
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Top
Failure Model
Design Process
Product Design
Production Design
Cross-Sectional Failure
Database
Prototype System
Conclusion
Scenario
ConclusionConclusion
Prototype SystemPrototype System
Cross-Sectional Failure DatabaseCross-Sectional Failure Database
ProductDesignProductDesign
ProductionDesign
ProductionDesign
Failure ModelFailure Model
Design ProcessDesign Process
Model of Failure Causality across Product and Production
Formulation of Design Processto reduce product failure
Failure reduction methodon Product Design
A design method of production process to reduce the failure
Acquirement of Cross-SectionalFailure by Database

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 31
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/Reduction of production failure
◆What is quality problem in production? ◇ Generation of quality that derives Product Failure
◆What is production? ◇ Generation process of product attribute
◆What is production process design? ◇ Operation design ◇ Sequence design of Operations
[Hitomi 90]
Design Method of Production Process that satisfy Required Quality is required.
Production Process of Vehicle
Forging
Melting
Melting
DieDie-casting
Coating Transfer
Chassis Assembling Assembling 2
STRG/SUSP Assembling
Engine Assembling
Finished Car
AssemblingCoating
Cutting Press Body Assembling
MachiningTRSM Assembling

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 32
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Model of Production Process
ManufacturedEntity
QualityState 2
QualityState 1
QualityChange
QualityChange
IntermediateProduct 3
Operation 1
Operation 2
Operation 3
Model of Production Process
Space of Quality State
Computationalcalculation
Operation 1Operation 1 Operation 2Operation 2
Operation 3Operation 3 Operation 4Operation 4 Operation Operation 33Operation 4Operation 4
Explanatory note
Marking
Firing Sequence
Marking1Marking1
Marking2Marking2 Marking3Marking3
Marking4Marking4 Marking5Marking5
◆Model of Production Process ◇ Production Process is represented as a sequence of Operations
◇ Operation can change Quality State of Manufactured Entity
◆Behavior of Production Process ◇ From Production Process model, computer can calculate the behavior of production process
◇ Marking5 means Quality Problem
◇ Production Scenario of Quality Problem can be calculated
◇ This model can be simulated by probability of Quality Change and actual performance of Operations 1. Per cent defectives 2. Contribution List of Failure Factors
Explanatory noteSynchronous Arc
Quality Problem
IntermediateProduct 2
IntermediateProduct 1
Operation 4
IntermediateProduct 1
QualityState 1
IntermediateProduct 2
QualityState 2
IntermediateProduct 3
QualityState 2
IntermediateProduct 2
QualityState 1
IntermediateProduct 3
QualityState 1
Operation 2Operation 2
Operation 4Operation 4

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 33
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Design Method of Production Quality
PS Pump
ValveOpened
NoAir
AirContaining
boil
PS PumpASSY
influx OilEmpty
OilFilled
Closed close
PS OilAssembled
close
bleed air
fill oil
STEP2Select final Quality State and
Scenario of Quality Generation
STEP3Output Sequence
of Operations
STEP1Calculate Space of
Quality State Change
Scenario of Quality Generationrequired
Quality State
◆Procedures STEP1 Calculate the Space of Quality State Change by combination of possible Operations STEP2 Select required Quality State and Scenario of Quality Generation STEP3 Output Sequence of Operations
◆Hierarchy Model of QualityQuality State of Assembly = Combination of Quality States of Components
OpenedEmpty
ClosedEmpty
ClosedFilled
Containing
ClosedFilled
Containing
ClosedFilled No Air
OpenedFilled No Air
OpenedFilled Containing

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected]
- Information Technology for Design Simulation - Information Technology for Design Simulation --Design Example (Auto-Breaker)
Design problem– How to produce this C
ontact ASSY that does not involve qualitical problem
Real Shape Arrangement of Contact ASSY
Contact ASSY
Manufacturing BOM of Contact ASSY

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected]
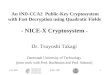
- Information Technology for Design Simulation - Information Technology for Design Simulation --1st Step: List up Conceivable Operations
①Brazing
③Form press
②Calk
ProducedShape
Formed
bend byform press
Disconnected Connected
connect bycaulk
Disconnected
Connected
connect bybraze
Three operations

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected]
- Information Technology for Design Simulation - Information Technology for Design Simulation --2nd Step: List up Conceivable failures
⑤Misalign by forming press
④Curve by brazing
Shape Formed
curveby braze
Curved
Produced
misalignby form press
Misaligned
Two possible failures of operations

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected]
- Information Technology for Design Simulation - Information Technology for Design Simulation --3rd Step: Calculate combined network
( A) Product Structure
( B) Conceivable Operations
( C) Conceivable Failures
④
⑤
①
②
③
Combined Structure/Operation/Failures
④
⑤
①
②
③

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected]
- Information Technology for Design Simulation - Information Technology for Design Simulation --4th Step: Calculate Space of Quality State
Reachable Tree
Specify the scenario that does notinvolve failure quality
凡例FailureQuality
NormalQuality

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected]
- Information Technology for Design Simulation - Information Technology for Design Simulation --Result
Output is Production Process– Output means that failure reduction is achieved by the
production process of brazing, form press and caulk
Brazed
Pressed
Caulked
Contact
Contact Plate

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 40
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Top
Failure Model
Design Process
Product Design
Production Design
Cross-Sectional Failure
Database
Prototype System
Conclusion
Scenario
ConclusionConclusion
Prototype SystemPrototype System
Cross-Sectional Failure DatabaseCross-Sectional Failure Database
ProductDesignProductDesign
ProductionDesign
ProductionDesign
Failure ModelFailure Model
Design ProcessDesign Process
Model of Failure Causality across Product and Production
Formulation of Design Processto reduce product failure
Failure reduction methodon Product Design
Failure Reduction methodon Production Process Design
Acquirement of Cross-SectionalFailure by Database

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 41
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Result of Auto-Breaker Design
<e>DetailedRequirement
<f>DetailedStructure
<g>DetailedQuality
<a>ConceptualRequirement
<b>ConceptualStructure
<c>ConceptualQuality
<d>ConceptualProduction
<h>DetailedProduction
RequirementDesign
Structure/Behavior Design
QualityDesign
ProductionProcess Design
Mapping
Decom
position

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected]
- Information Technology for Design Simulation - Information Technology for Design Simulation --Impact Analysis of Design Change (Production Process)
Product Behavior Product Structure Quality Information Production Process
Production ProcessProduct Behavior Product Structure Quality Information
Before Change
After Change
Brazing
Forming
Forming
Brazing
①
②
①
②
If production engineer want to reverse two operations, forming and brazing,Generated quality is changed and product state is changed. So product failure can be detected.

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected]
- Information Technology for Design Simulation - Information Technology for Design Simulation --
CausalDatabase
Knowledge Repository based on PPF Model
Product-Production-Failure (PPF) Information Model
interrupt
ContactPlate
TripFixed
Contactformpress
Mounted
mount
disconnect
Miss-trip LeverASSY
MissTrip
Contact
Lever ASSY
Connected
Trip
soldersolder dustgenerate
solder dust
ContactMelt
arc generateContact
Plate
formpress
Pressed
Produced
bendShapeFormed
Produced
ContactASSYConnected
Disconnected
connect
disconnect
interruptdownup
interrupt
Contact
TaxonomyDatabase
Unit ElementDatabase
Abstract
ConcreteCause Result
All
Part
Each Element Unit Entity or Operation
Provide Unified Terms and Expanded Search
Provide element vocabularyProvide Causal Knowledge
Causal Relationship

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 44
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Top
Failure Model
Design Process
Product Design
Production Design
Cross-Sectional Failure
Database
Prototype System
Conclusion
Scenario
ConclusionConclusion
Prototype SystemPrototype System
Cross-Sectional Failure DatabaseCross-Sectional Failure Database
ProductDesignProductDesign
ProductionDesign
ProductionDesign
Failure ModelFailure Model
Design ProcessDesign Process
Model of Failure Causality across Product and Production
Formulation of Design Processto reduce product failure
Failure reduction methodon Product Design
Failure Reduction methodon Production Process Design
Acquirement of Cross-SectionalFailure by Database

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 45
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Required Behavior
Product Structure / Behavior
Production ProcessQuality Information of
Manufacturing Product
Prototype System
Architecture of information on proto-type system

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 46
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/Demonstration Movies
Movie1: Product-Production-Failure (PPF) Information ModelMovie2: Simulation of Production and BehaviorMovie3: Acquirement of Cross-Sectional Failure

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 47
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Top
Failure Model
Design Process
Product Design
Production Design
Cross-Sectional Failure
Database
Prototype System
Conclusion
Scenario
ConclusionConclusion
Prototype SystemPrototype System
Cross-Sectional Failure DatabaseCross-Sectional Failure Database
ProductDesignProductDesign
ProductionDesign
ProductionDesign
Failure ModelFailure Model
Design ProcessDesign Process
Model of Failure Causality across Product and Production
Formulation of Design Processto reduce product failure
Failure reduction methodon Product Design
Failure Reduction methodon Production Process Design
Acquirement of Cross-SectionalFailure by Database

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 48
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Top
Failure Model
Design Process
Product Design
Production Design
Cross-Sectional Failure
Database
Prototype System
Conclusion
Conclusion
Model of Failure Causality across Product and Production is proposed.
– Cross sectional knowledge can be shared Product failure and behavior Quality change in manufacturing process
Design method to reduce failures by step-by-step decomposition is proposed.
– Reduction of product failure from early design stage– Development shortenings

All Rights Reserved by Tsuyoshi Koga, Univ. of Tokyo, 2005. Email: [email protected] 49
Manufacturing SystemsEngineering lab.
Manufacturing SystemsEngineering lab.
- Information Technology for Design Simulation -- Information Technology for Design Simulation -
http://www.msel.t.u-tokyo.ac.jp/http://www.msel.t.u-tokyo.ac.jp/
Top
Failure Model
Design Process
Product Design
Production Design
Cross-Sectional Failure
Database
Prototype System
Conclusion
That's All. Thank You!