Embed Size (px)
Citation preview

AMINE SYSTEM FAILURES IN SOUR SERVICE
MESPON 2016
o Amine Treating is widely used in Gas Processing to meet H2S & CO2 specifications
o Maximizing amine unit on-stream time and minimizing process upsets is challenging
o A large body of industry knowledge exists, BUT knowing how to apply this at a plant can be daunting (60+ potential root causes of failures)
INTRODUCTION
SYSTEM FAILURE
o 320 incidents of major system failure were analyzed; 225 with >1000ppm H2S in their feed
o Failure had costs ranging between $100,000 and $250,000,000 and typically required external assistance to solve/diagnose
o 246 cases from Amine Experts site consulting and 74 from literature; most incidents post 1999
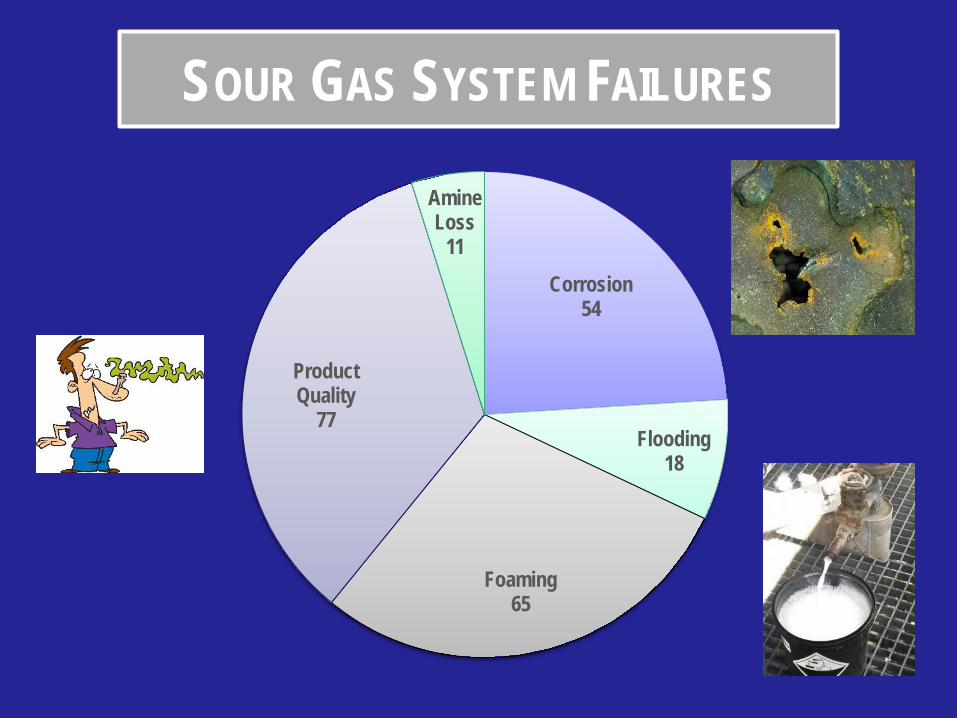
SOUR GAS SYSTEM FAILURES
Corrosion 54
Flooding 18
Foaming 65
Product Quality
77
Amine Loss
11
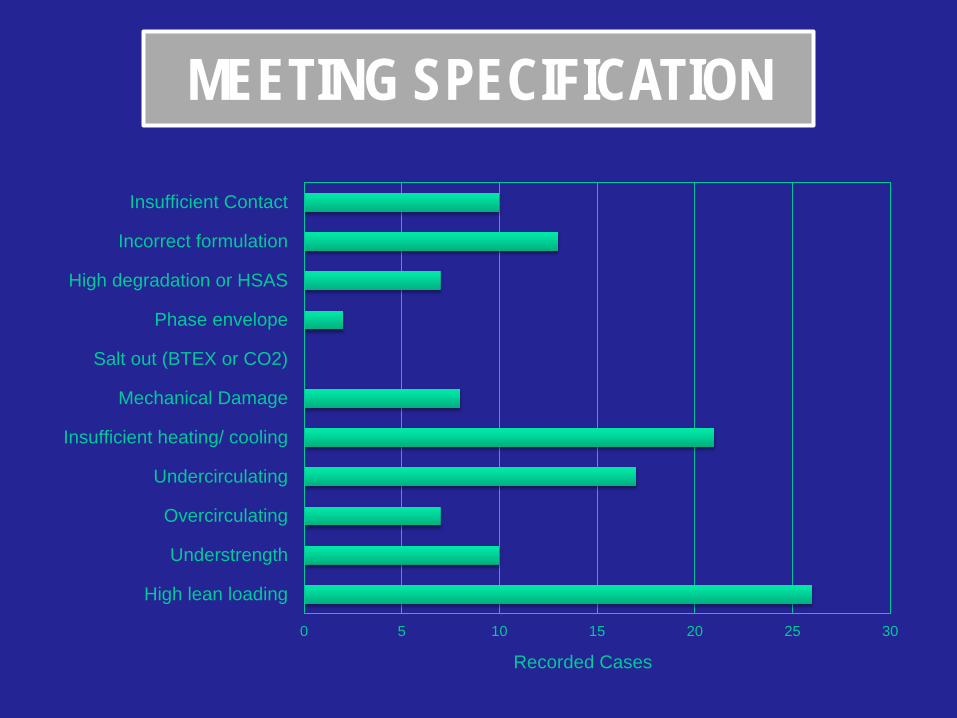
MEETING SPECIFICATION
0 5 10 15 20 25 30
High lean loading
Understrength
Overcirculating
Undercirculating
Insufficient heating/ cooling
Mechanical Damage
Salt out (BTEX or CO2)
Phase envelope
High degradation or HSAS
Incorrect formulation
Insufficient Contact
Recorded Cases
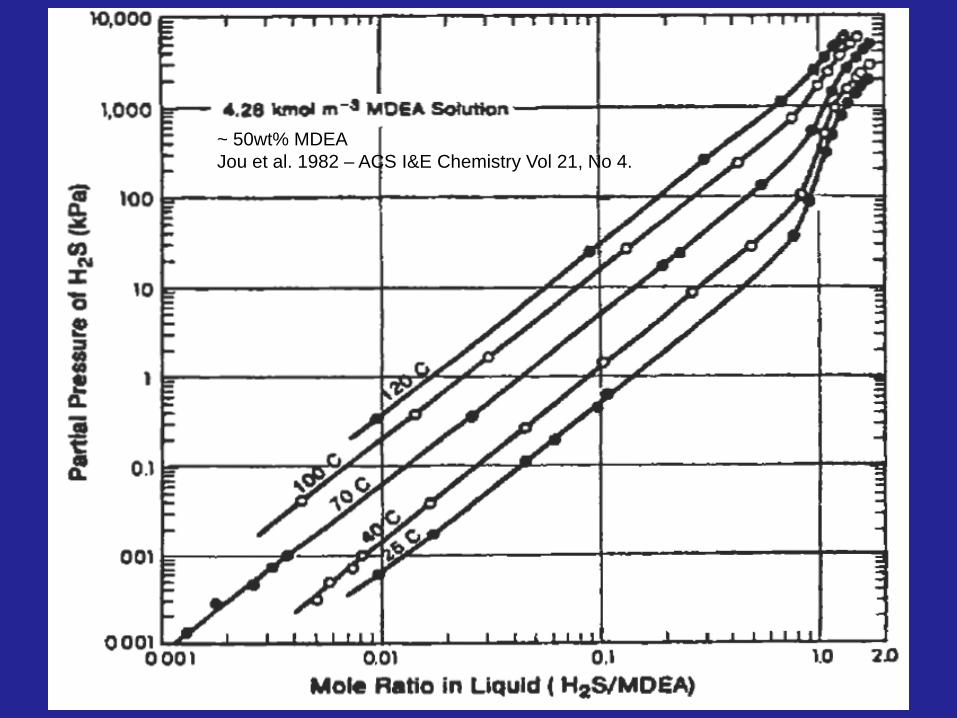
~ 50wt% MDEA Jou et al. 1982 – ACS I&E Chemistry Vol 21, No 4.

~ 50wt% MDEA Jou et al. 1982 – ACS I&E Chemistry Vol 21, No 4.
4ppm H2S in 50 bar gas
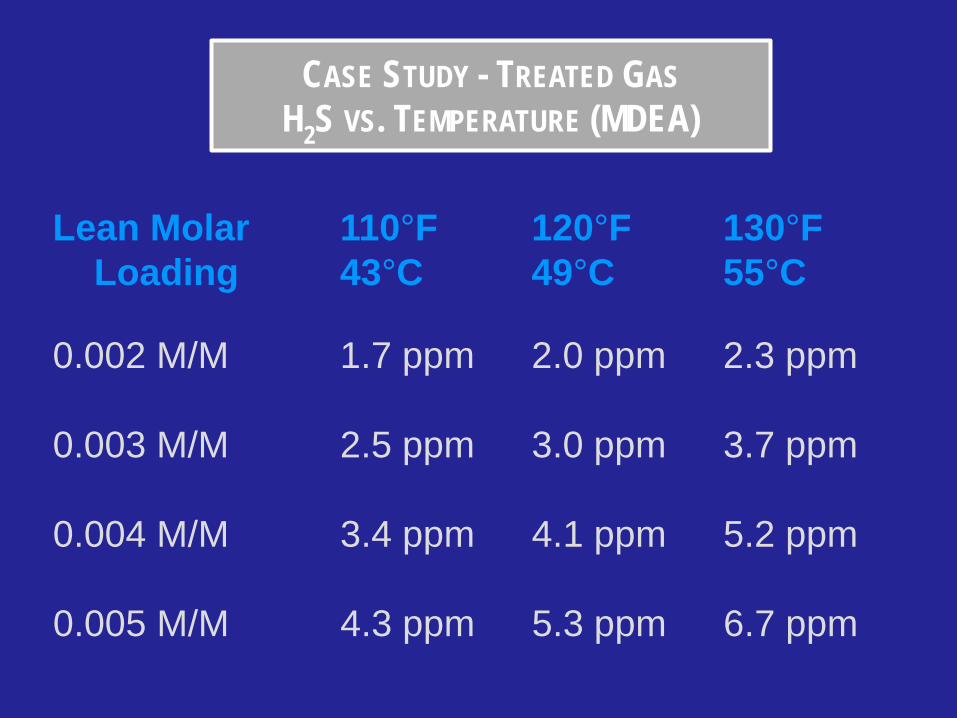
CASE STUDY - TREATED GAS H2S VS. TEMPERATURE (MDEA)
Lean Molar 110°F 120°F 130°F Loading 43°C 49°C 55°C 0.002 M/M 1.7 ppm 2.0 ppm 2.3 ppm 0.003 M/M 2.5 ppm 3.0 ppm 3.7 ppm 0.004 M/M 3.4 ppm 4.1 ppm 5.2 ppm 0.005 M/M 4.3 ppm 5.3 ppm 6.7 ppm

MEETING SPECIFICATION
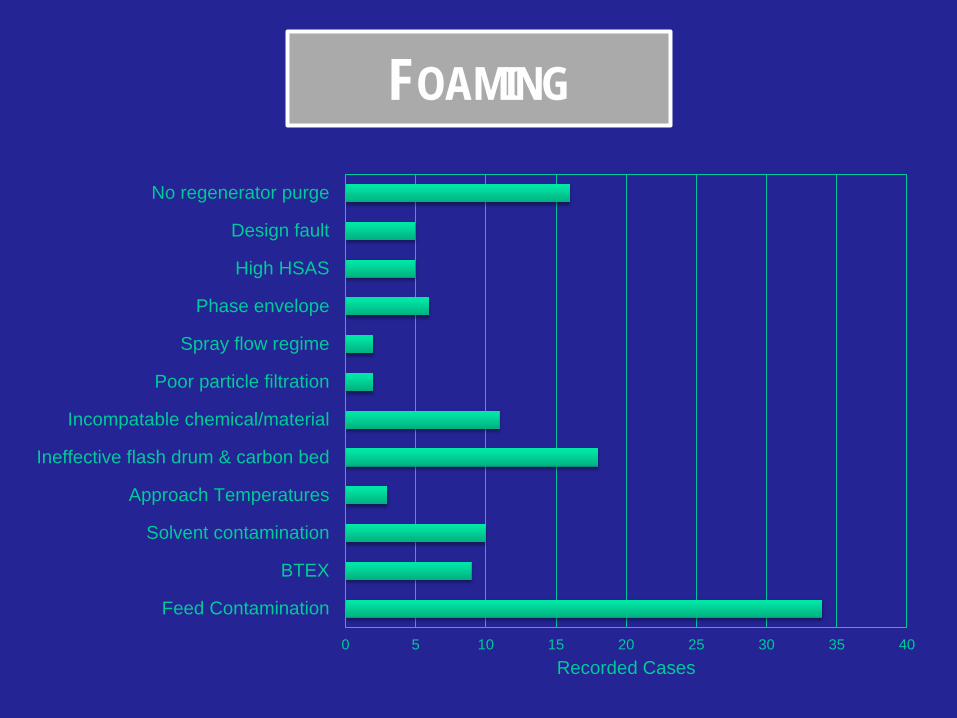
FOAMING
0 5 10 15 20 25 30 35 40
Feed Contamination
BTEX
Solvent contamination
Approach Temperatures
Ineffective flash drum & carbon bed
Incompatable chemical/material
Poor particle filtration
Spray flow regime
Phase envelope
High HSAS
Design fault
No regenerator purge
Recorded Cases
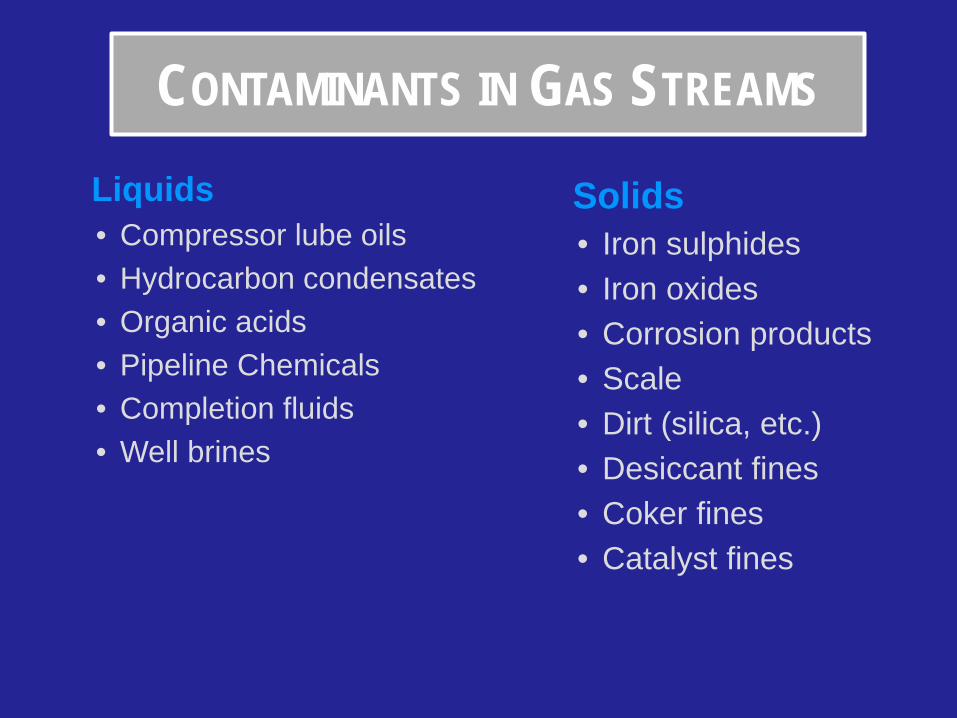
CONTAMINANTS IN GAS STREAMS
Liquids • Compressor lube oils • Hydrocarbon condensates • Organic acids • Pipeline Chemicals • Completion fluids • Well brines
Solids • Iron sulphides • Iron oxides • Corrosion products • Scale • Dirt (silica, etc.) • Desiccant fines • Coker fines • Catalyst fines

FOAMING PLANT
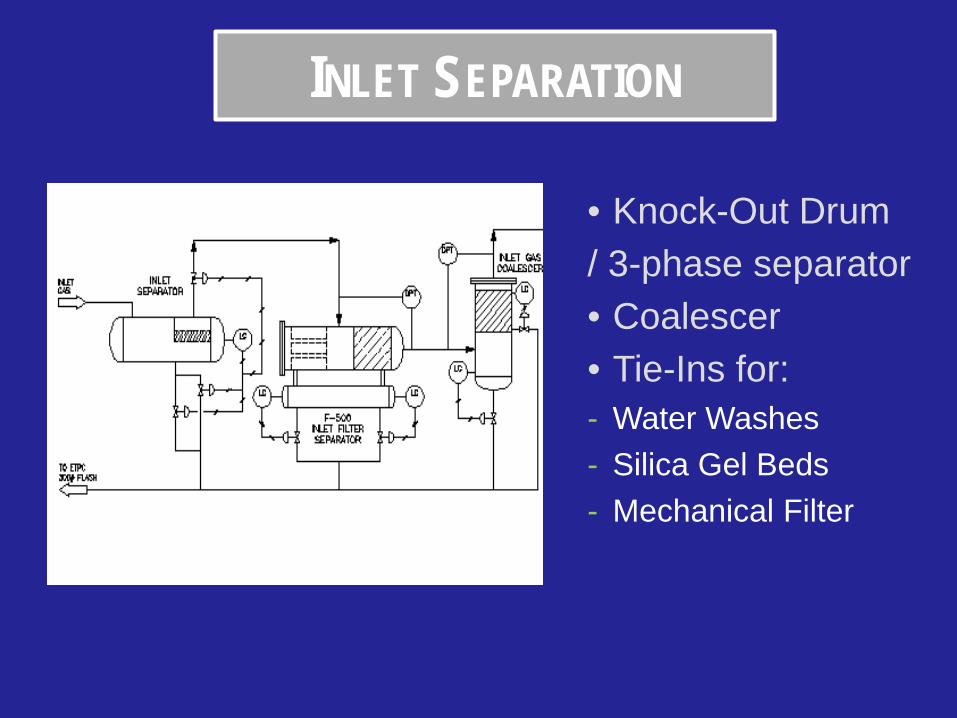
INLET SEPARATION
• Knock-Out Drum / 3-phase separator • Coalescer • Tie-Ins for: - Water Washes - Silica Gel Beds - Mechanical Filter
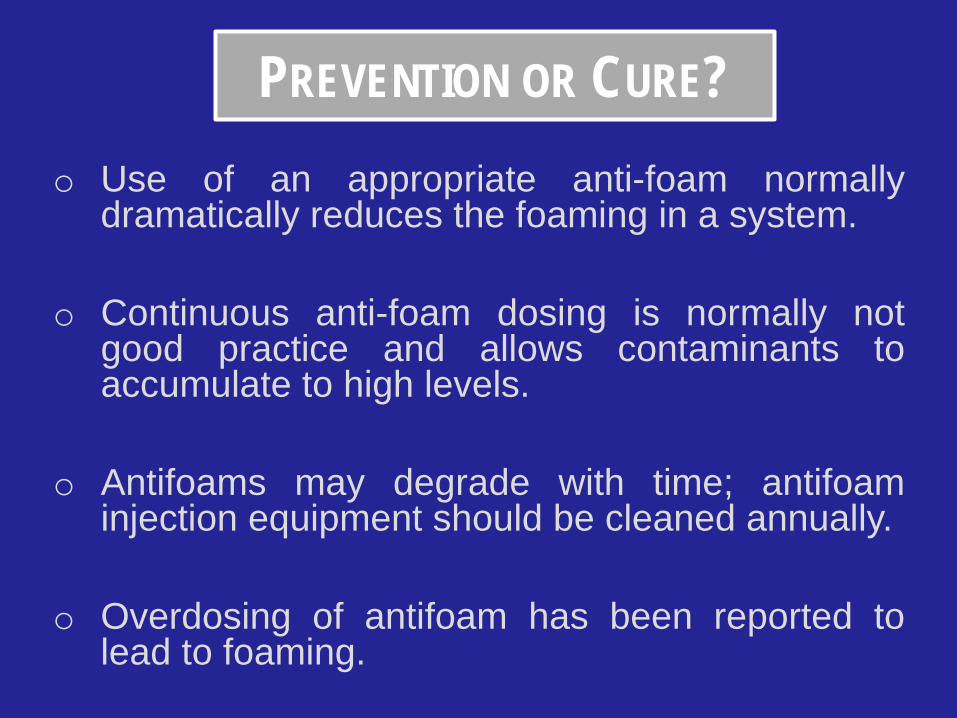
PREVENTION OR CURE? o Use of an appropriate anti-foam normally
dramatically reduces the foaming in a system.
o Continuous anti-foam dosing is normally not good practice and allows contaminants to accumulate to high levels.
o Antifoams may degrade with time; antifoam injection equipment should be cleaned annually.
o Overdosing of antifoam has been reported to lead to foaming.
ANTI-FOAM ADDITION

CORROSION
0 5 10 15 20 25 30 35
High CO2:H2S ratioHigh HSAS (>3%)
High SolidsHigh Bicine
High degradation productsPoor operating conditions
High lean loadingHigh reflux NH3/HCNHigh amine strength
Poor CO2 slipHigh temperature bulge
Cold spotsImpaction / vibration
High rich loadingPressure drop
Wrong MetallurgyPoor design
Recorded Cases
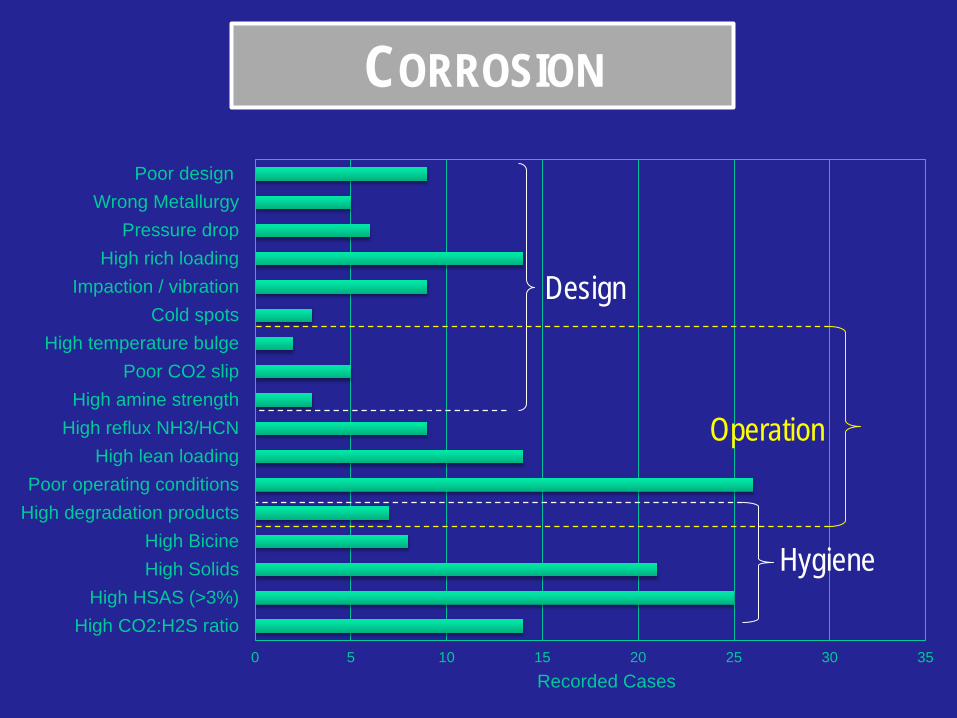
CORROSION
0 5 10 15 20 25 30 35
High CO2:H2S ratioHigh HSAS (>3%)
High SolidsHigh Bicine
High degradation productsPoor operating conditions
High lean loadingHigh reflux NH3/HCNHigh amine strength
Poor CO2 slipHigh temperature bulge
Cold spotsImpaction / vibration
High rich loadingPressure drop
Wrong MetallurgyPoor design
Recorded Cases
Hygiene
Design
Operation
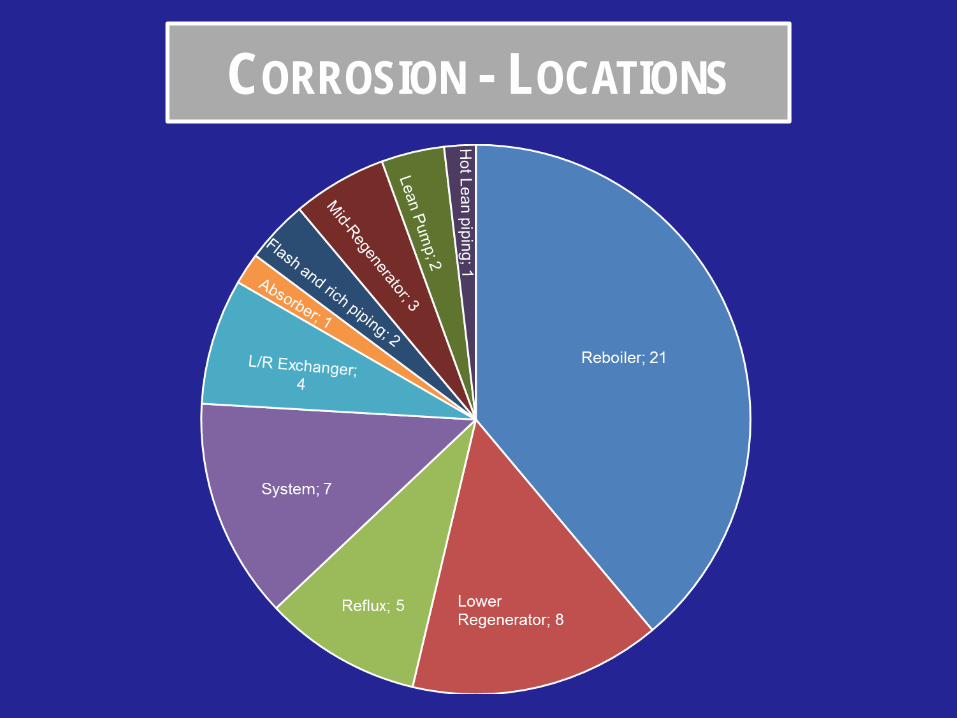
CORROSION - LOCATIONS
REBOILER & LOWER REGENERATOR CORROSION
o Improper regeneration of the rich amine in the stripping column results in excess CO2 in hot, wet stagnant reboiler
o Poorly regenerated solutions are caused by: • insufficient steam traffic up the column • cold rich amine feed • high column back-pressure
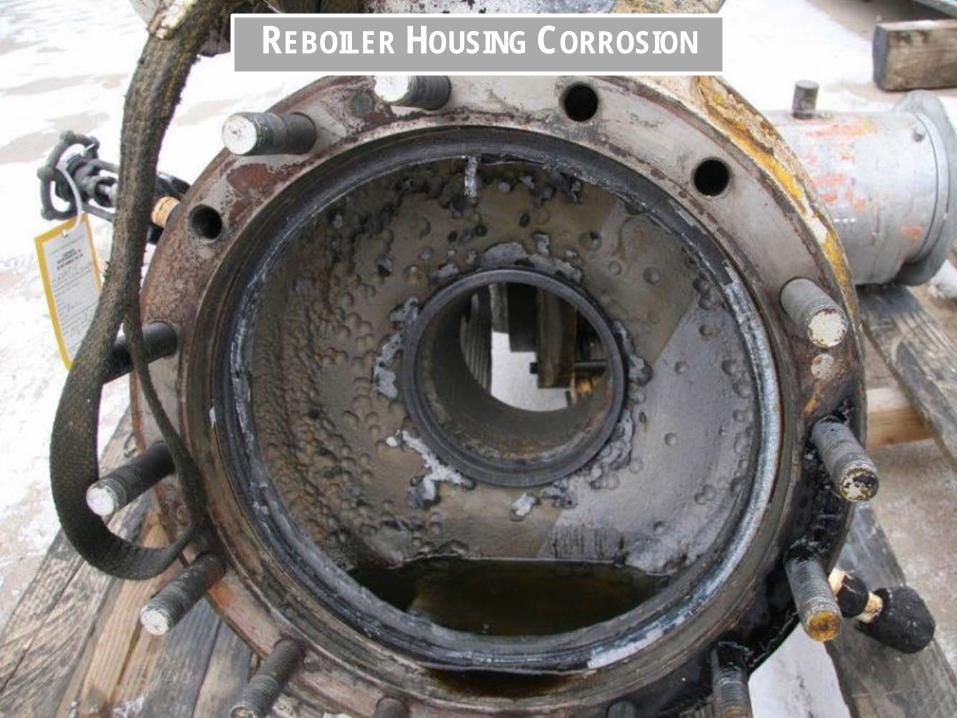
REBOILER HOUSING CORROSION
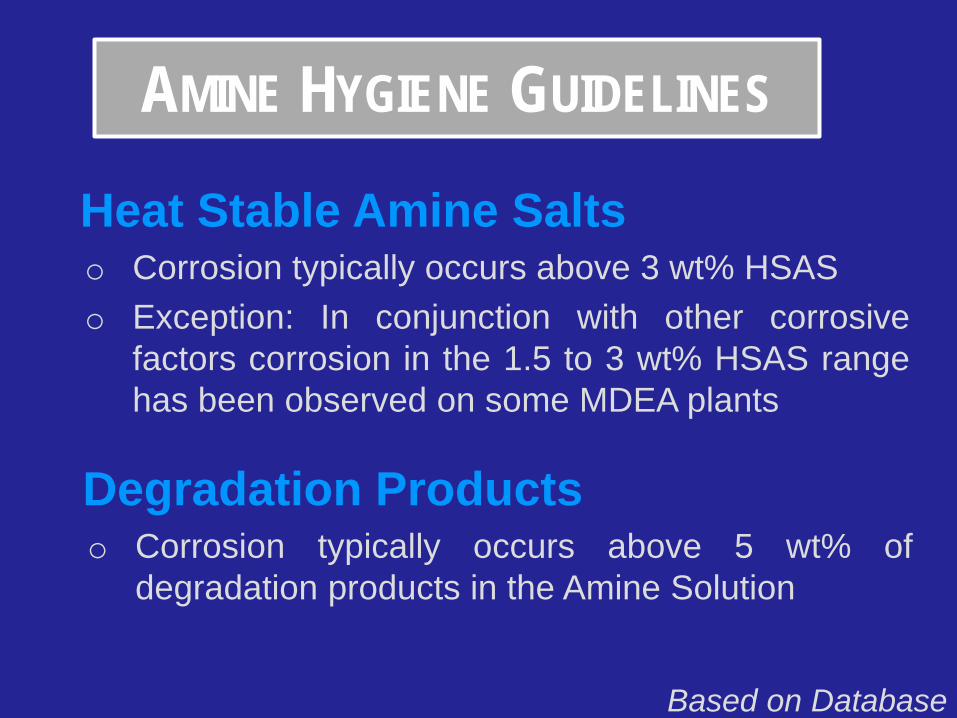
AMINE HYGIENE GUIDELINES
Degradation Products o Corrosion typically occurs above 5 wt% of
degradation products in the Amine Solution
Heat Stable Amine Salts o Corrosion typically occurs above 3 wt% HSAS o Exception: In conjunction with other corrosive
factors corrosion in the 1.5 to 3 wt% HSAS range has been observed on some MDEA plants
Based on Database

LOADINGS & PRESSURE DROP
Carbon Steel o Rich Amine Less than 0.45 → 0.55 mol/mol o Lean Amine less than 0.04 mol/mol o Velocity less than 3 m/s
Stainless Steel o Rich Amine loading maximum undetermined. o Velocity less than 6 m/s
Based on Industry Guidelines

POST WELD HEAT TREATMENT • Molecular H2 diffusion into steel can induce cracking • Traditionally extremely prevalent in gas treating • Carbon steel in amine service MUST be heat treated
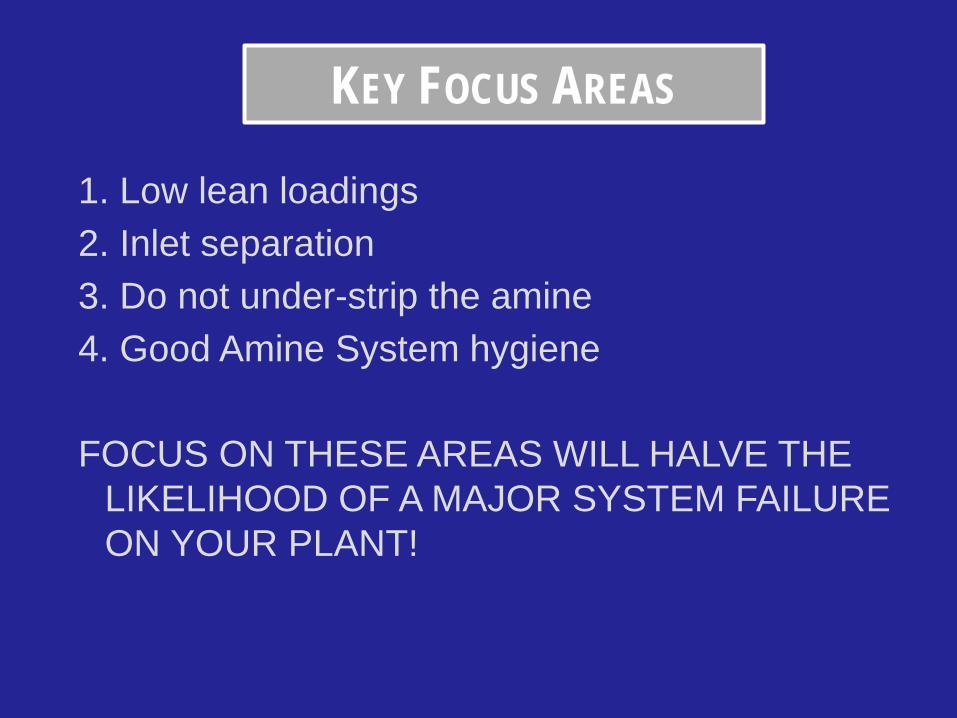
KEY FOCUS AREAS
1. Low lean loadings 2. Inlet separation 3. Do not under-strip the amine 4. Good Amine System hygiene FOCUS ON THESE AREAS WILL HALVE THE
LIKELIHOOD OF A MAJOR SYSTEM FAILURE ON YOUR PLANT!
AMINE OPERATORS MOTTO
“HEAT IN, SEPERATORS ON,
SALTS OUT”

THANK YOU MESPON
Philip le Grange, Michael Sheilan, Ben Spooner